Campus Monterrey Laboratorio de Procesos de Fabricación 1/20 Escuela de Ingeniería División de Ingeniería Departamento de Ingeniería Mecánica Laboratorio de Procesos de Manufactura Práctica #2A: Maquinado en Torno Convencional MARCO TEORICO 1 Maquinado Todo maquinado se basa en una operación de corte, que es la separación de moléculas del material de las moléculas adyacentes mediante la aplicación de una fuerza. El proceso de dar forma a un producto mediante la eliminación de material es común a todo producto manufacturado, donde sólo varían las técnicas para eliminar dicho material. La base del corte es la aplicación de una fuerza concentrada en una pequeña área por medio de una herramienta o cuchilla, al mismo tiempo que se soporta el material inmediatamente adyacente. Esto se puede ver en una tijera de sastre o en una guillotina. La fuerza disponible que puede aplicarse en un borde largo o puede concentrarse en uno o más puntos si se aplica corte a la cuchilla, como en una guillotina. La aplicación de la fuerza puede ser lineal, vertical como en la guillotina, u horizontal como en un rebanador de pan, o rotación como en un rebanador de jamón. Todas éstas son formas de maquinado. Las operaciones de maquinado se pueden dividir en dos categorías: en una la pieza de trabajo se mueve mientras que la herramienta está fija (típicamente el torneado donde el material gira sobre un eje fijo); y en la otra ocurre lo contrario, se tiene un material de trabajo fijo mientras que la herramienta de corte es la que se desplaza (típicamente el fresado donde la herramienta gira sobre su eje y se desplaza sobre un material fijo). Es conveniente utilizar esta división de categorías al considerar los procesos disponibles. 1 Fuente: V. Chiles, S. C. Black, A. J. Lissaman, S. J. Martin; 1999, PRINCIPLES OF ENGINEERING MANUFACTURE, Third Ed. Butterworth-Heinemann John L. Feirer , METALISTERÍA, ARTE Y CIENCIA DEL TRABAJO CON METALES; 1990, Sexta Ed. Mc. Graw Hill

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Campus Monterrey
Laboratorio de Procesos de Fabricación 1/20
Escuela de Ingeniería División de Ingeniería
Departamento de Ingeniería Mecánica Laboratorio de Procesos de Manufactura
Práctica #2A: Maquinado en Torno Convencional
MARCO TEORICO1 Maquinado Todo maquinado se basa en una operación de corte, que es la separación de moléculas del material de las moléculas adyacentes mediante la aplicación de una fuerza. El proceso de dar forma a un producto mediante la eliminación de material es común a todo producto manufacturado, donde sólo varían las técnicas para eliminar dicho material. La base del corte es la aplicación de una fuerza concentrada en una pequeña área por medio de una herramienta o cuchilla, al mismo tiempo que se soporta el material inmediatamente adyacente. Esto se puede ver en una tijera de sastre o en una guillotina. La fuerza disponible que puede aplicarse en un borde largo o puede concentrarse en uno o más puntos si se aplica corte a la cuchilla, como en una guillotina. La aplicación de la fuerza puede ser lineal, vertical como en la guillotina, u horizontal como en un rebanador de pan, o rotación como en un rebanador de jamón. Todas éstas son formas de maquinado.
Las operaciones de maquinado se pueden dividir en dos categorías: en una la pieza de trabajo se mueve mientras que la herramienta está fija (típicamente el torneado donde el material gira sobre un eje fijo); y en la otra ocurre lo contrario, se tiene un material de trabajo fijo mientras que la herramienta de corte es la que se desplaza (típicamente el fresado donde la herramienta gira sobre su eje y se desplaza sobre un material fijo). Es conveniente utilizar esta división de categorías al considerar los procesos disponibles.
1 Fuente: V. Chiles, S. C. Black, A. J. Lissaman, S. J. Martin; 1999, PRINCIPLES OF
ENGINEERING MANUFACTURE, Third Ed. Butterworth-Heinemann John L. Feirer , METALISTERÍA, ARTE Y CIENCIA DEL TRABAJO CON METALES; 1990, Sexta Ed. Mc. Graw Hill
Campus Monterrey
Laboratorio de Procesos de Fabricación 2/20
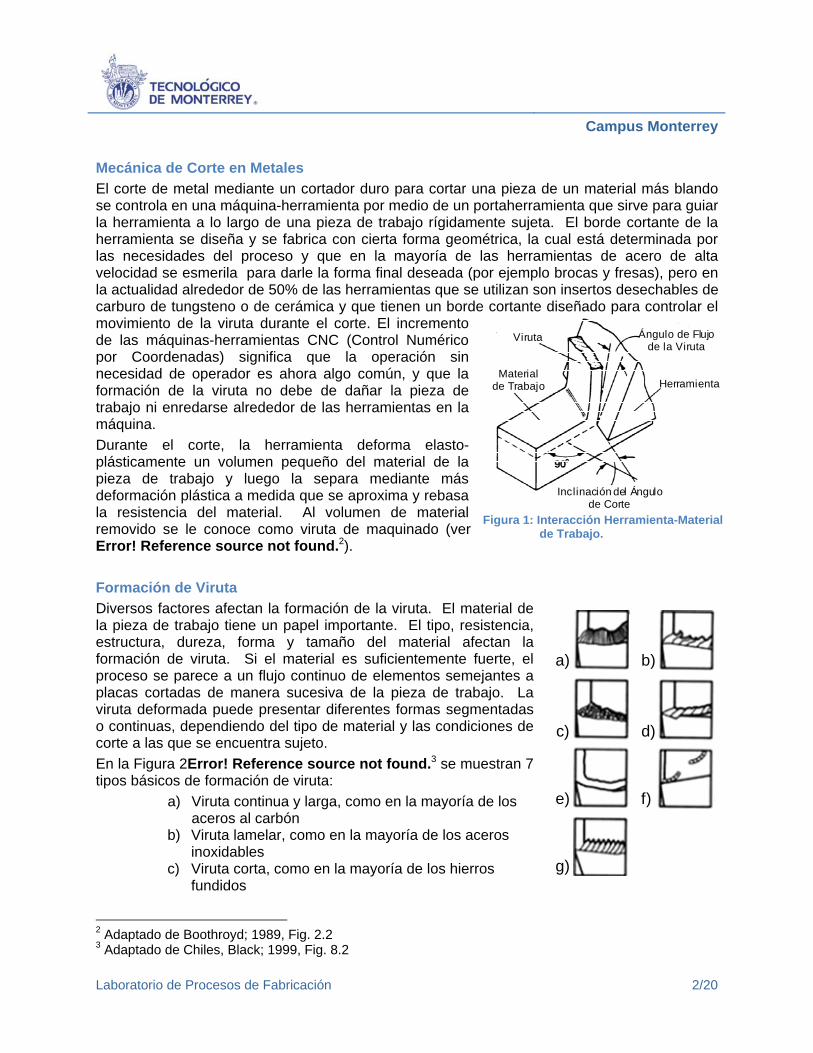
Mecánica de Corte en Metales El corte de metal mediante un cortador duro para cortar una pieza de un material más blando se controla en una máquina-herramienta por medio de un portaherramienta que sirve para guiar la herramienta a lo largo de una pieza de trabajo rígidamente sujeta. El borde cortante de la herramienta se diseña y se fabrica con cierta forma geométrica, la cual está determinada por las necesidades del proceso y que en la mayoría de las herramientas de acero de alta velocidad se esmerila para darle la forma final deseada (por ejemplo brocas y fresas), pero en la actualidad alrededor de 50% de las herramientas que se utilizan son insertos desechables de carburo de tungsteno o de cerámica y que tienen un borde cortante diseñado para controlar el movimiento de la viruta durante el corte. El incremento de las máquinas-herramientas CNC (Control Numérico por Coordenadas) significa que la operación sin necesidad de operador es ahora algo común, y que la formación de la viruta no debe de dañar la pieza de trabajo ni enredarse alrededor de las herramientas en la máquina. Durante el corte, la herramienta deforma elasto-plásticamente un volumen pequeño del material de la pieza de trabajo y luego la separa mediante más deformación plástica a medida que se aproxima y rebasa la resistencia del material. Al volumen de material removido se le conoce como viruta de maquinado (ver Error! Reference source not found.2). Formación de Viruta Diversos factores afectan la formación de la viruta. El material de la pieza de trabajo tiene un papel importante. El tipo, resistencia, estructura, dureza, forma y tamaño del material afectan la formación de viruta. Si el material es suficientemente fuerte, el proceso se parece a un flujo continuo de elementos semejantes a placas cortadas de manera sucesiva de la pieza de trabajo. La viruta deformada puede presentar diferentes formas segmentadas o continuas, dependiendo del tipo de material y las condiciones de corte a las que se encuentra sujeto. En la Figura 2Error! Reference source not found.3 se muestran 7 tipos básicos de formación de viruta:
a) Viruta continua y larga, como en la mayoría de los aceros al carbón
b) Viruta lamelar, como en la mayoría de los aceros inoxidables
c) Viruta corta, como en la mayoría de los hierros fundidos
2 Adaptado de Boothroyd; 1989, Fig. 2.2 3 Adaptado de Chiles, Black; 1999, Fig. 8.2
a) b)
c) d)
e) f)
g)
Viruta
Materialde Trabajo Herramienta
Inclinación del Ángulode Corte
Ángulo de Flujode la Viruta
Figura 1: Interacción Herramienta-Material de Trabajo.
Campus Monterrey
Laboratorio de Procesos de Fabricación 3/20
d) Variable, viruta de fuerzas elevadas, como en la mayoría de las superaleaciones
e) Suave, viruta de fuerzas bajas, como en el aluminio f) Viruta de alta temperatura o presión, como en
materiales duros g) Viruta segmentada, como en el titanio
Los parámetros de corte influyen directamente en el tamaño y forma de las virutas, en especial el avance y profundidad de corte y, en cierta medida, la velocidad de corte. La geometría de la herramienta y la aplicación de fluido de corte también afectan la formación de la viruta.
Maquinabilidad La maquinabilidad de los materiales se refiere a la facilidad con la que pueden ser cortados para formar viruta. Es una propiedad que se define por medio de 4 factores clave, a saber:
a) Acabado superficial e integridad de la superficie. b) Vida de la hta. c) Fuerza de corte requerida. d) Control de la formación de la viruta.
Estos factores de desempeño, a su vez, dependen de la combinación de propiedades físicas y mecánicas del material. Por ejemplo, los materiales muy suaves y dúctiles se arrancan más que se cortan por lo que terminan con acabados superficiales pobres. Los materiales duros y frágiles, por otro lado, desgastan terriblemente a las herramientas. Así, un material con alta maquinabilidad será aquel que tenga una balanceada combinación de dureza, ductilidad, resistencia y homogeneidad.
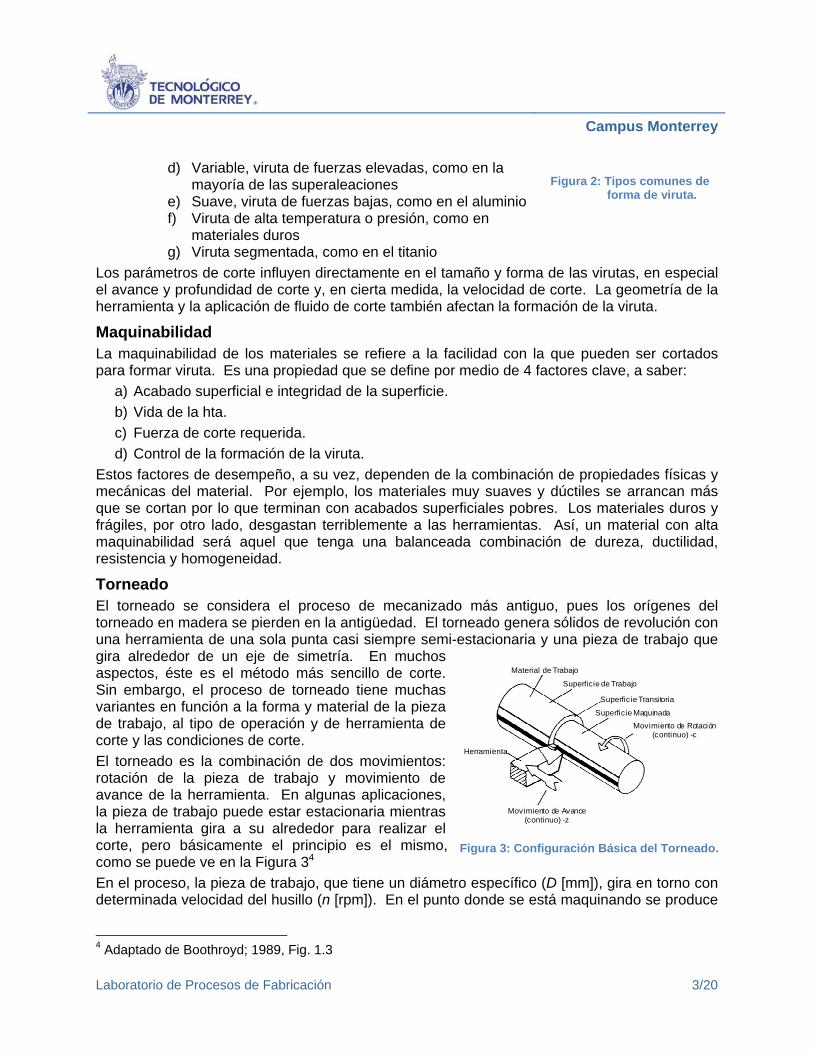
Torneado El torneado se considera el proceso de mecanizado más antiguo, pues los orígenes del torneado en madera se pierden en la antigüedad. El torneado genera sólidos de revolución con una herramienta de una sola punta casi siempre semi-estacionaria y una pieza de trabajo que gira alrededor de un eje de simetría. En muchos aspectos, éste es el método más sencillo de corte. Sin embargo, el proceso de torneado tiene muchas variantes en función a la forma y material de la pieza de trabajo, al tipo de operación y de herramienta de corte y las condiciones de corte. El torneado es la combinación de dos movimientos: rotación de la pieza de trabajo y movimiento de avance de la herramienta. En algunas aplicaciones, la pieza de trabajo puede estar estacionaria mientras la herramienta gira a su alrededor para realizar el corte, pero básicamente el principio es el mismo, como se puede ve en la Figura 34 En el proceso, la pieza de trabajo, que tiene un diámetro específico (D [mm]), gira en torno con determinada velocidad del husillo (n [rpm]). En el punto donde se está maquinando se produce
4 Adaptado de Boothroyd; 1989, Fig. 1.3
Figura 2: Tipos comunes de forma de viruta.
Figura 3: Configuración Básica del Torneado.
Herramienta
Movimiento de Avance(continuo) -z
Movimiento de Rotación(continuo) -c
Superficie de Trabajo
Superficie Transitoria
Superficie Maquinada
Material de Trabajo
Campus Monterrey
Laboratorio de Procesos de Fabricación 4/20
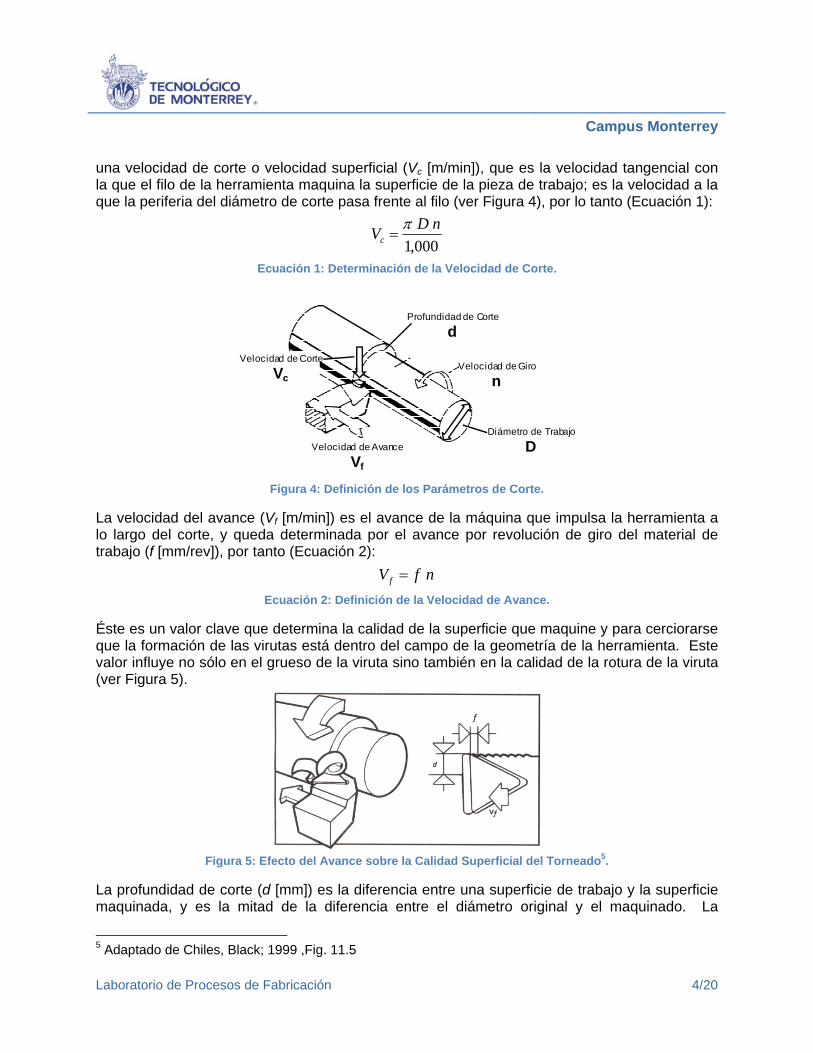
una velocidad de corte o velocidad superficial (Vc [m/min]), que es la velocidad tangencial con la que el filo de la herramienta maquina la superficie de la pieza de trabajo; es la velocidad a la que la periferia del diámetro de corte pasa frente al filo (ver Figura 4), por lo tanto (Ecuación 1):
000,1nDVc
π=
Ecuación 1: Determinación de la Velocidad de Corte.
Figura 4: Definición de los Parámetros de Corte.
La velocidad del avance (Vf [m/min]) es el avance de la máquina que impulsa la herramienta a lo largo del corte, y queda determinada por el avance por revolución de giro del material de trabajo (f [mm/rev]), por tanto (Ecuación 2):
nfVf =
Ecuación 2: Definición de la Velocidad de Avance.
Éste es un valor clave que determina la calidad de la superficie que maquine y para cerciorarse que la formación de las virutas está dentro del campo de la geometría de la herramienta. Este valor influye no sólo en el grueso de la viruta sino también en la calidad de la rotura de la viruta (ver Figura 5).
Figura 5: Efecto del Avance sobre la Calidad Superficial del Torneado5.
La profundidad de corte (d [mm]) es la diferencia entre una superficie de trabajo y la superficie maquinada, y es la mitad de la diferencia entre el diámetro original y el maquinado. La
5 Adaptado de Chiles, Black; 1999 ,Fig. 11.5
Velocidad de Giro
n
Diámetro de Trabajo
DVelocidad de Avance
Vf
Velocidad de Corte
Vc
Profundidad de Corte
d
Campus Monterrey
Laboratorio de Procesos de Fabricación 5/20
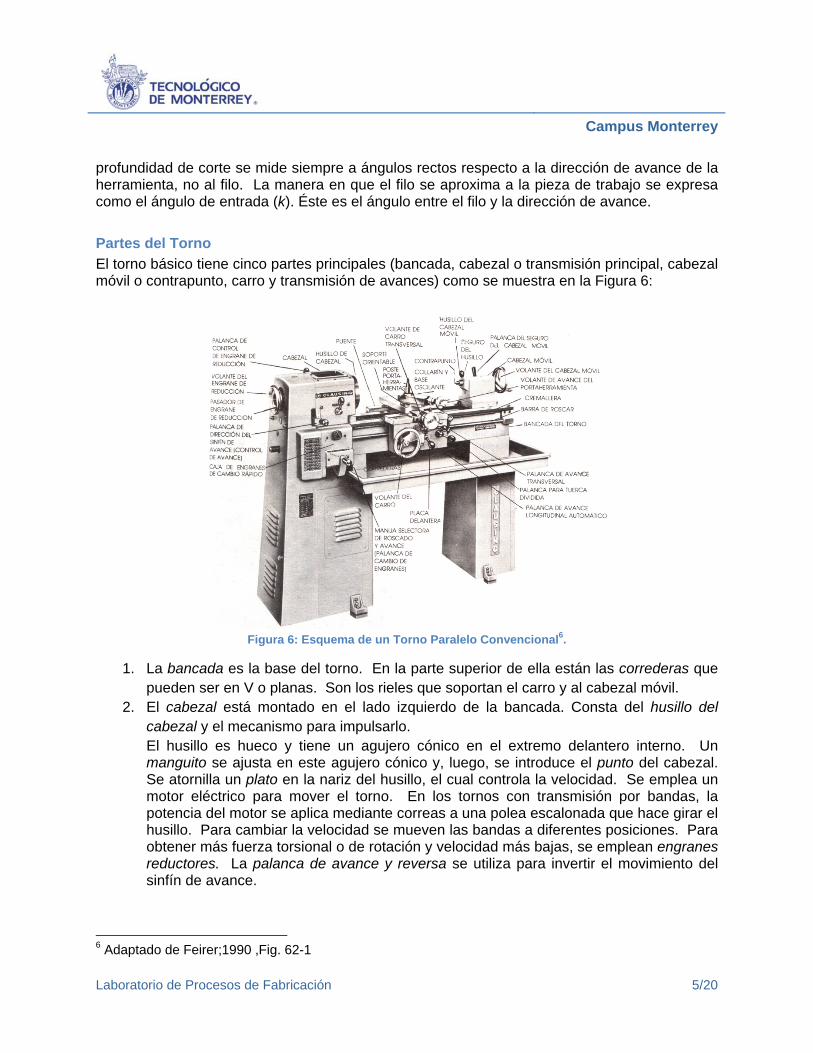
profundidad de corte se mide siempre a ángulos rectos respecto a la dirección de avance de la herramienta, no al filo. La manera en que el filo se aproxima a la pieza de trabajo se expresa como el ángulo de entrada (k). Éste es el ángulo entre el filo y la dirección de avance. Partes del Torno El torno básico tiene cinco partes principales (bancada, cabezal o transmisión principal, cabezal móvil o contrapunto, carro y transmisión de avances) como se muestra en la Figura 6:
Figura 6: Esquema de un Torno Paralelo Convencional6.
1. La bancada es la base del torno. En la parte superior de ella están las correderas que pueden ser en V o planas. Son los rieles que soportan el carro y al cabezal móvil.
2. El cabezal está montado en el lado izquierdo de la bancada. Consta del husillo del cabezal y el mecanismo para impulsarlo. El husillo es hueco y tiene un agujero cónico en el extremo delantero interno. Un manguito se ajusta en este agujero cónico y, luego, se introduce el punto del cabezal. Se atornilla un plato en la nariz del husillo, el cual controla la velocidad. Se emplea un motor eléctrico para mover el torno. En los tornos con transmisión por bandas, la potencia del motor se aplica mediante correas a una polea escalonada que hace girar el husillo. Para cambiar la velocidad se mueven las bandas a diferentes posiciones. Para obtener más fuerza torsional o de rotación y velocidad más bajas, se emplean engranes reductores. La palanca de avance y reversa se utiliza para invertir el movimiento del sinfín de avance.
6 Adaptado de Feirer;1990 ,Fig. 62-1
Campus Monterrey
Laboratorio de Procesos de Fabricación 6/20
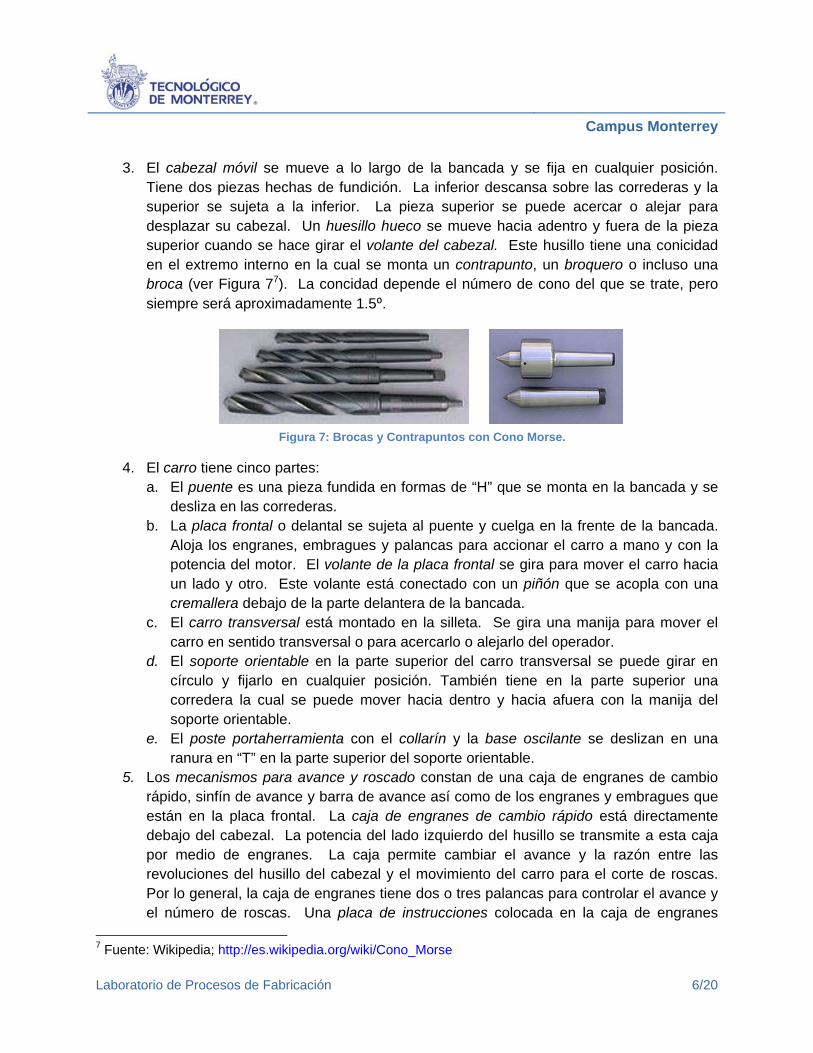
3. El cabezal móvil se mueve a lo largo de la bancada y se fija en cualquier posición. Tiene dos piezas hechas de fundición. La inferior descansa sobre las correderas y la superior se sujeta a la inferior. La pieza superior se puede acercar o alejar para desplazar su cabezal. Un huesillo hueco se mueve hacia adentro y fuera de la pieza superior cuando se hace girar el volante del cabezal. Este husillo tiene una conicidad en el extremo interno en la cual se monta un contrapunto, un broquero o incluso una broca (ver Figura 77). La concidad depende el número de cono del que se trate, pero siempre será aproximadamente 1.5⁰.
4. El carro tiene cinco partes: a. El puente es una pieza fundida en formas de “H” que se monta en la bancada y se
desliza en las correderas. b. La placa frontal o delantal se sujeta al puente y cuelga en la frente de la bancada.
Aloja los engranes, embragues y palancas para accionar el carro a mano y con la potencia del motor. El volante de la placa frontal se gira para mover el carro hacia un lado y otro. Este volante está conectado con un piñón que se acopla con una cremallera debajo de la parte delantera de la bancada.
c. El carro transversal está montado en la silleta. Se gira una manija para mover el carro en sentido transversal o para acercarlo o alejarlo del operador.
d. El soporte orientable en la parte superior del carro transversal se puede girar en círculo y fijarlo en cualquier posición. También tiene en la parte superior una corredera la cual se puede mover hacia dentro y hacia afuera con la manija del soporte orientable.
e. El poste portaherramienta con el collarín y la base oscilante se deslizan en una ranura en “T” en la parte superior del soporte orientable.
5. Los mecanismos para avance y roscado constan de una caja de engranes de cambio rápido, sinfín de avance y barra de avance así como de los engranes y embragues que están en la placa frontal. La caja de engranes de cambio rápido está directamente debajo del cabezal. La potencia del lado izquierdo del husillo se transmite a esta caja por medio de engranes. La caja permite cambiar el avance y la razón entre las revoluciones del husillo del cabezal y el movimiento del carro para el corte de roscas. Por lo general, la caja de engranes tiene dos o tres palancas para controlar el avance y el número de roscas. Una placa de instrucciones colocada en la caja de engranes
7 Fuente: Wikipedia; http://es.wikipedia.org/wiki/Cono_Morse
Figura 7: Brocas y Contrapuntos con Cono Morse.
Campus Monterrey
Laboratorio de Procesos de Fabricación 7/20
señala la forma en que se deben mover las palancas. La barra de roscar y la barra de avance transmiten la potencia al carro para hacer funcionar el avance y para cortar roscas. Para transmitir potencia para avance longitudinal o sea en un sentido y otro, se mueve la palanca de cambio de avance en el carro hacia arriba o hacia abajo. Después, se accionan la palanca o perilla del embrague. Para transmitir potencia para el avance transversal ponga la palanca de cambio de avance en la posición opuesta. Para cortar roscas, esa palanca se pone en la posición central (o neutral) a fin de accionar la palanca para tuerca dividida; dicha tuerca se cierra sobre las roscas del sinfín de avance para mover el carro.
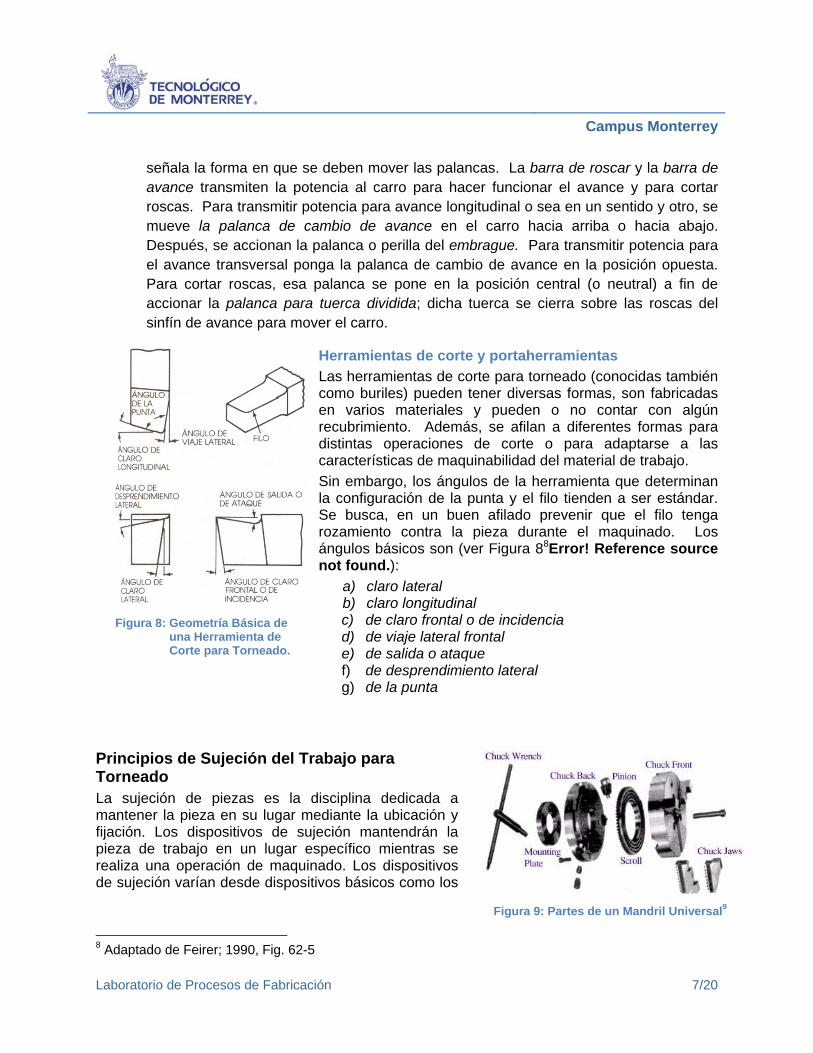
Herramientas de corte y portaherramientas Las herramientas de corte para torneado (conocidas también como buriles) pueden tener diversas formas, son fabricadas en varios materiales y pueden o no contar con algún recubrimiento. Además, se afilan a diferentes formas para distintas operaciones de corte o para adaptarse a las características de maquinabilidad del material de trabajo. Sin embargo, los ángulos de la herramienta que determinan la configuración de la punta y el filo tienden a ser estándar. Se busca, en un buen afilado prevenir que el filo tenga rozamiento contra la pieza durante el maquinado. Los ángulos básicos son (ver Figura 88Error! Reference source not found.):
a) claro lateral b) claro longitudinal c) de claro frontal o de incidencia d) de viaje lateral frontal e) de salida o ataque f) de desprendimiento lateral g) de la punta
Principios de Sujeción del Trabajo para Torneado La sujeción de piezas es la disciplina dedicada a mantener la pieza en su lugar mediante la ubicación y fijación. Los dispositivos de sujeción mantendrán la pieza de trabajo en un lugar específico mientras se realiza una operación de maquinado. Los dispositivos de sujeción varían desde dispositivos básicos como los
8 Adaptado de Feirer; 1990, Fig. 62-5
Figura 8: Geometría Básica de una Herramienta de Corte para Torneado.
Figura 9: Partes de un Mandril Universal9

Campus Monterrey
Laboratorio de Procesos de Fabricación 8/20
mandriles hasta accesorios especializados creados por un diseñador de herramientas Mandril universal o plato con ajuste espiral: posee tres quijadas encastradas y que se mueven al unisonó por medio de un placa de ajuste espiral.(Ver Figura 99) Una llave insertada en cualquiera de los tres piñones alrededor del cuerpo del mandril hace girar la placa de ajuste espiral permitiendo que pueda accionarse el mandril rápidamente. Las mordazas pueden sujetar superficies interiores o exteriores. Para tornear piezas de trabajo bastas se usan quijadas endurecidas de perfil aserrado y pueden situarse en su posición precisa a las quijadas
blandas que se aplican a superficies acabadas. Mandril ajustable: es un mandril universal montado en un adaptador que se fija a la nariz de husillo de un torno que puede ajustarse para que no mienta o se desvíe mas de 0.1270mm (0.0005”). Mandril de cuatro quijadas: tiene quijadas independientes que se mueven cada una por separado, mediante un tornillo. Las quijadas sujetan casi cualquier forma de una pieza y se les puede ajustar a que giren a la precisión que se desee, pero este mandril se acciona lentamente. Mandril de combinación: tiene quijadas que pueden moverse juntas a través de una placa de ajuste espiral, o ajustarse por separado.
Mandriles de dos quijadas: estos mandriles están adaptados para sujetar piezas de trabajo de formas irregulares por medio de quijadas deslizantes añadidas a las quijadas permanentes. Cada pieza puede mandrilarse en menos tiempo que cuando se usa un mandril de cuatro quijadas pero se necesita que la producción sea suficientemente grande para justificar el empleo de las quijadas especiales. Mandriles accionados neumática e hidráulicamente: estos mandriles son de acción rápida, sostienen el trabajo con firmeza y son económicos para la producción. Mandril sin llaves: este mandril se acciona mediante una palanca sobre un anillo desde la parte posterior del cuerpo del mandril. La palanca no gira con el mandril y se puede mover aún antes de que el cuerpo del mandril se detenga. La acción es rápida y los mandriles sin llaves se usan, frecuentemente, en trabajos de producción. Mandril de taladro: puede usarse en el cabezal o en el husillo de la contrapunta de un torno para sostener brocas de vástago recto, rimas, conos, o piezas de trabajo de diámetro pequeño. Las quijadas del mandril de taladro están fijadas con cuñas dentro del cono de la cubierta con el fin de sujetar una pieza. La cubierta está fija al cuerpo que se hace ascender o descender con un tornillo para abrir o cerrar el mandril.
9Fuente: http://www.kanabco.com/vms/lathe_3jaw/lathe_3jaw_04.html
Figura 10: Mandril de CuatroQuijadas10
Figura 11: Mandril sin llaves (superior) y Mandril de taladro (inferior) 10

Campus Monterrey
Laboratorio de Procesos de Fabricación 9/20
Mangas o bujes: un buje es una manga delgada de acero o latón con ranuras longitudinales y conicidad exterior. 10Cuando se forza a que entre en la manga con conicidad de un mandril de manga, se cierra la manga un poco para afianzar una pieza de trabajo de forma precisa y segura. Se utilizan cilindros de aire e hidráulicos para accionar los mandriles de manga para obtener rapidez en la producción. Centros y guías (impulsores): un centro de torno tiene en un extremo una conicidad de ángulo de 60° incluido y un cono de adhesión en el otro extremo para ajustarse al husillo de una máquina. Una punta viva montada en la contrapunta se gasta menos pero es más costosa y no es tan precisa como un centro sólido. Placa de garras: está situada en la nariz del husillo. Una placa frontal es más grande que una placa de garras y tiene un número de muescas radiales para colocar pernos. Las piezas de trabajo se atornillan a la parte delantera de la placa frontal. Accesorio fijo: es un dispositivo especial fijado directamente a la nariz del husillo o atornillado una placa frontal para sostener y localizar una pieza o piezas específicas. Los accesorios fijadores se usan comúnmente, para la producción en cantidades grandes de piezas. Parahuso: localiza una pieza de trabajo de un agujero. Un parahuso con conicidad se presiona para que penetre en el agujero de la pieza de trabajo. Apoyos: un apoyo de centro o firme tiene tres zapatas que se suben para establecer contacto y dar apoyo a una pieza de trabajo delgada que, de otra manera, se flexionaría demasiado por el efecto de su peso o el de las fuerzas de corte.
Hoja de Procesos En la realización del maquinado siempre es conveniente realizar una hoja de procesos en donde se indique la secuencia de operaciones a realizar, así como los parámetros de proceso adecuados para cada una de ellas. El formato de una hoja de procesos puede ser variado, pero en general debe contener la siguiente información (ver Figura 12):
Nombre de la pieza: Flecha 3224 Fecha: 15 de Octubre, 2008 Material: AISI-SAE 9840 Potencia Unitaria: 2.24 W/mm3/s
Velocidad de Cortemin: 18 m/min Anancemax: 0.75 mm/rev Velocidad de Cortemax: 30 m/min Anancemin: 0.40 mm/rev
Máquna Asignada: Torno Waxzk 32 Potencia Disponible: 5,000 W OPERACIÓN PARÁMETROS HERRAMIENTAS CROQUIS DE OP.
Careado n= 190 rpm Avance= 0.40 mm/rev Profundidad= 2.00 mm Potencia= 172 W
a) Chuck de 3 Mordazas
b) Buril Izquierdo
Taladro de Centros n= 190 rpm Avance= 0.40 mm/rev Profundidad= -- mm Potencia= 325 W
a) Chuck de 3 Mordazas
b) Broca de Centros
y así sucesivamente... Figura 12: Ejemplo de Hoja de Proceso para Maquinado.
10 Fuente: Wikipedia; http://en.wikipedia.org/wiki/Chuck_(engineering)
Campus Monterrey
Laboratorio de Procesos de Fabricación 10/20
OBJETIVOS 1) El alumno comprenderá las normas de seguridad específicas aplicables a la práctica. 2) El alumno conocerá el proceso de arranque de viruta, la geometría básica de un filo de
herramienta de tornado, y los principios de sujeción del trabajo en el torno. 3) El alumno conocerá las máquinas herramientas convencionales básicas incluyendo sierras,
taladros, tornos y fresadoras. 4) El alumno comprenderá la operación básica del torno paralelo y comprenderá la
correspondencia entre los parámetros de del proceso y controles de la máquina (velocidad, avance y profundidad de corte).
5) El alumno utilizará un torno paralelo para fabricar una pieza sencilla a partir de barra. 6) El alumno utilizará los instrumentos de medición convencionales (escala, vernier y
micrómetro) para determinar las dimensiones de la pieza que fabricó.
SEGURIDAD Para utilizar los instrumentos básicos de medición durante esta práctica es necesario que se adopten los siguientes cuidados:
¡ ATENCIÓN ! MOTIVO
No aplicar esfuerzo excesivo al instrumento de medición.
Esto podría provocar una deformación permanente en el instrumento.
Limpiar la pieza y superficie del área de contacto del instrumento con la pieza. Lograr una medición correcta.
Mantener limpio en todo momento el instrumento que se ha utilizado.
No perder la calibración y así no perder la precisión del instrumento.
Las herramientas de medición no se deben de dejar sobre superficies donde se halla viruta, grasa o cualquier otra suciedad.
Esto podría provocar daño permanente en el instrumento.
Para utilizar las máquinas herramienta del laboratorio es obligatorio atender los siguientes cuidados:
¡ ATENCIÓN ! MOTIVO
Usar siempre lentes o gafas de seguridad al manejar cualquier maquina.
El riesgo de que una viruta salte y dañe un ojo permanentemente es muy real y además es alto.
Nunca use el cabello suelto, ropas holgadas, anillos o relojes al manejar cualquier tipo de máquina.
Los elementos giratorios de la maquinaria pueden atrapar sus ropas o joyas y casarle un gran daño físico.
Conserve el piso limpio alrededor de la máquina, sin virutas, aceite y fluido de corte.
Es fácil resbalar o tropezar causando un accidente grave innecesariamente.
Campus Monterrey
Laboratorio de Procesos de Fabricación 11/20
Durante la operación de las máquinas herramienta deberá siempre seguir los procedimientos siguientes:
¡ ATENCIÓN ! MOTIVO
Nunca intente manejar una máquina herramienta hasta que este familiarizada con su funcionamiento.
El riesgo de daño a su persona y/o a la máquina es alto.
No se incline sobre las máquinas. Manténgase siempre erecto, procurando que su cara y ojos queden alejados de las virutas que salen volando.
Los elementos giratorios de la maquinaria pueden atrapar sus ropas o joyas y casarle un gran daño físico. Además, el riesgo de que una viruta salte y dañe un ojo permanentemente es muy real y además es alto.
Nunca intente montar, medir o ajustar la pieza hasta que la máquina se haya detenido por completo. La inercia de las máquinas es grande y
fácilmente puede dislocar una articulación, dañar la pie o incluso arrancar un dedo. En todo instante mantenga las manos, las
brochas y los trapos lejos de las partes móviles de la máquina herramienta.
Antes de realizar un corte, asegúrese de que la pieza y la herramienta estén montadas de forma correcta y asegurados con firmeza.
Una pieza o herramienta que salga despedida de la máquina es un proyectil de alta peligrosidad.
Todo trabajo que se realice en una máquina herramienta debe estar firmemente sujeto ya sea con prensa, grapas o cualquier otro dispositivo de sujeción; nunca trate de sujetar las piezas con las manos.
Nunca deje llaves o accesorios montada en mecanismos que van a girar.
Use siempre una brocha para retirar virutas; nunca utilice las manos.
La viruta está muy afilada y además puede estar caliente.
Nunca intente variar las velocidades de una máquina herramienta cuando esté en funcionamiento.
Desengranar las transmisiones en movimiento daña los mecanismos; se trata de transmisiones sin sincronización.
Nunca se debe de golpear las bancadas de las máquinas,.
La bancada es el “alma” de la máquina, golpearlas o rayarlas quita vida y precisión a la máquina. La viruta debe ser retirada con brocha de las
bancadas de la máquina al finalizar cada operación.
Campus Monterrey
Laboratorio de Procesos de Fabricación 12/20
MATERIAL, HERRAMIENTAS Y EQUIPO 1) Material
a) Material de la pieza (acero 1018) b) Dibujo de la pieza
2) Herramientas
a) Segueta horizontal b) Vernier y micrómetro c) Herramientas del torno d) Herramientas de corte
3) Equipo y Maquinaria
a) Torno Manual
4) Equipo de Seguridad a) Lentes de seguridad
PROCEDIMIENTO 1) Imprimir y leer toda la práctica antes de ir al laboratorio. Preparar el pre-reporte. 2) Presentarse 5 minutos antes de la hora indicada para la práctica con ropa cómoda, calzado
cerrado y fuerte, sin joyas ni cadenas, y el pre-reporte completo y la práctica impresa y engrapada (páginas 13 a 20).
3) Pasar al almacén de laboratorio para recoger materiales, herramienta y accesorios requeridos para la práctica.
4) El instructor aplicará un examen rápido al inicio de la práctica que evaluará su comprensión del marco teórico y también se utilizará como lista de asistencia.
5) El instructor explicará el funcionamiento general de los tornos convencionales del laboratorio.
6) Cada alumno del grupo tendrá oportunidad de fabricar una pieza de acuerdo al material y dibujo recibidos.
7) Después se procederá a realiza la medición del producto fabricado para verificarlo.
Campus Monterrey
Laboratorio de Procesos de Fabricación 13/20
Escuela de Ingeniería División de Ingeniería
Departamento de Ingeniería Mecánica
Laboratorio de Procesos de Manufactura
PRE-REPORTE DE LA PRÁCTICA 1) Acuse de Recibo Plasmando mi firma al calce acuso el recibo expreso de las normas y procedimientos de seguridad obligatorios para realizar la Práctica 2: Maquinado en Torno Convencional del Laboratorio de Procesos de Fabricación. Nombre Completo: ___________________________________________________________ Matrícula: __________________ Clave de Curso: _________________ Grupo: __________ Firma: _________________________________ Fecha: ___________________________
2) Describa al menos 3 operaciones de torneado.
Practica 2Maquinado en
Torno Convencional
Nombre
Matricula
Instructor de Laboratorio
Profesor de la material y hora
de clase

Campus Monterrey
Laboratorio de Procesos de Fabricación 14/20
Referencia bibliográfica que se consultó para aprender sobre operaciones de torneado:
Campus Monterrey
Laboratorio de Procesos de Fabricación 15/20
3) Investigue la geometría de 5 herramientas típicas para tornear.
Referencia bibliográfica que se consultó para aprender sobre operaciones de torneado:
Campus Monterrey
Laboratorio de Procesos de Fabricación 16/20
4) Investigar la relación que guardan los parámetros de proceso (Vc, Vf y d) con la potencia consumida (P) durante la operación.
Referencia bibliográfica que se consultó para aprender sobre los aditamentos de sujeción principales:
5) Investigue en algún Manual de Maquinado la velocidad de corte, velocidad de avance y
profundidad de corte recomendados para maquinar, con herramientas de acero de alta velcidad (HSS) el AISI-SAE 1018 laminado en Frío, y calcule la velocidad de husillo máxima sugerida para maquinar la pieza de la Figura 13.
Referencia bibliográfica que se consultó sobre los parámetros para maquinar el AISI-SAE 1018 Laminado en frío.
Campus Monterrey
Laboratorio de Procesos de Fabricación 17/20
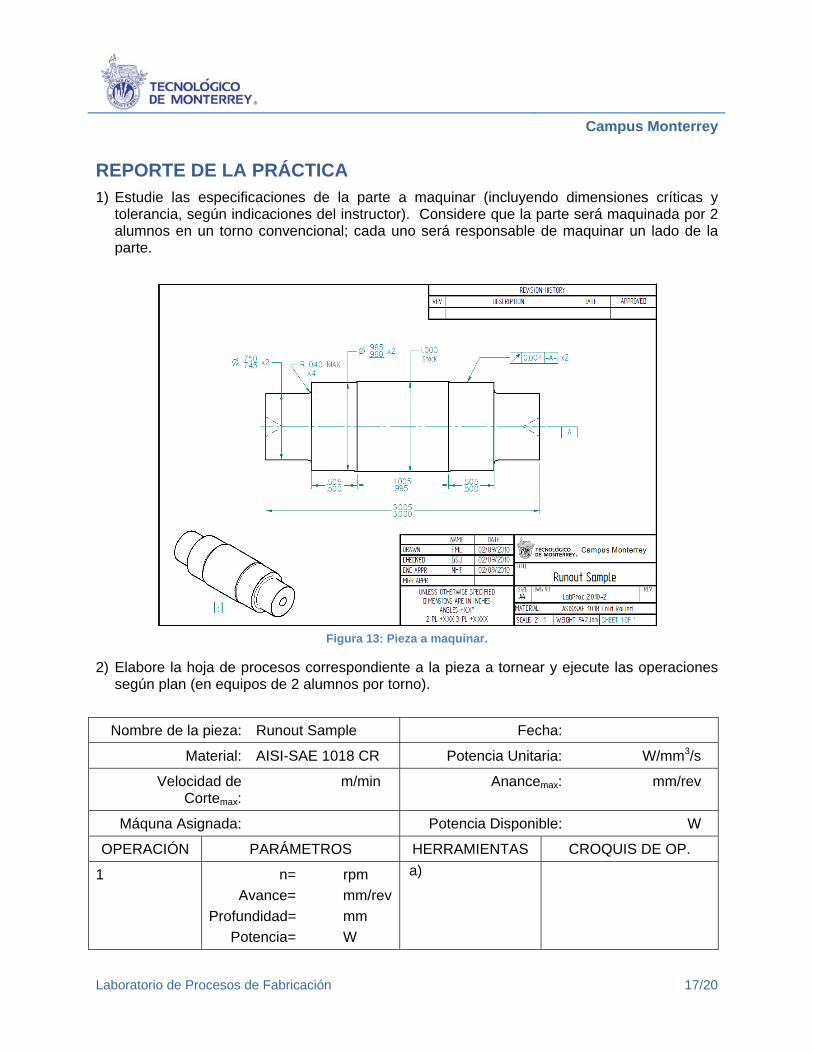
REPORTE DE LA PRÁCTICA 1) Estudie las especificaciones de la parte a maquinar (incluyendo dimensiones críticas y
tolerancia, según indicaciones del instructor). Considere que la parte será maquinada por 2 alumnos en un torno convencional; cada uno será responsable de maquinar un lado de la parte.
Figura 13: Pieza a maquinar.
2) Elabore la hoja de procesos correspondiente a la pieza a tornear y ejecute las operaciones según plan (en equipos de 2 alumnos por torno).
Nombre de la pieza: Runout Sample Fecha:
Material: AISI-SAE 1018 CR Potencia Unitaria: W/mm3/s
Velocidad de Cortemax:
m/min Anancemax: mm/rev
Máquna Asignada: Potencia Disponible: W
OPERACIÓN PARÁMETROS HERRAMIENTAS CROQUIS DE OP.
1 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
Campus Monterrey
Laboratorio de Procesos de Fabricación 18/20
Nombre de la pieza: Runout Sample Fecha:
Material: AISI-SAE 1018 CR Potencia Unitaria: W/mm3/s
Velocidad de Cortemax:
m/min Anancemax: mm/rev
Máquna Asignada: Potencia Disponible: W
OPERACIÓN PARÁMETROS HERRAMIENTAS CROQUIS DE OP.
2 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
3 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
4 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
5 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
6 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
7 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
8 n= rpm Avance= mm/revProfundidad= mm Potencia= W
a)
Tiempo total de Proceso:_____________ min
Campus Monterrey
Laboratorio de Procesos de Fabricación 19/20
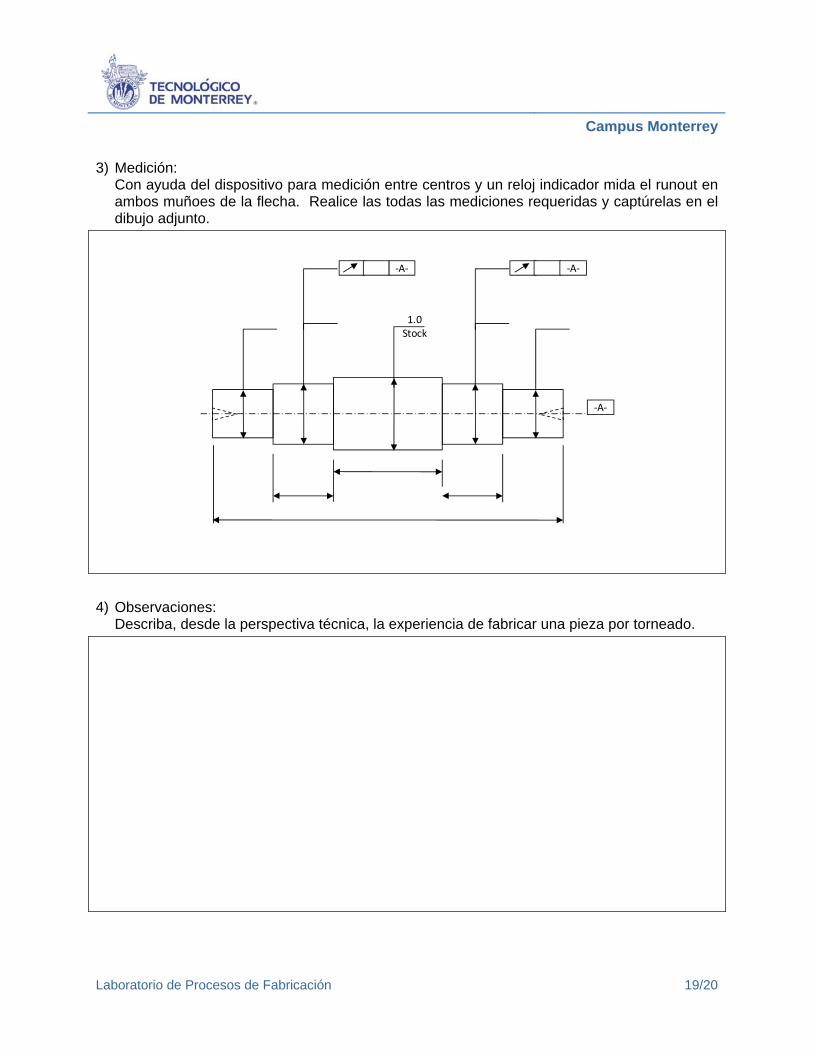
3) Medición: Con ayuda del dispositivo para medición entre centros y un reloj indicador mida el runout en ambos muñoes de la flecha. Realice las todas las mediciones requeridas y captúrelas en el dibujo adjunto.
4) Observaciones:
Describa, desde la perspectiva técnica, la experiencia de fabricar una pieza por torneado.
1.0Stock
‐A‐
‐A‐ ‐A‐
Campus Monterrey
Laboratorio de Procesos de Fabricación 20/20
5) Conclusiones: Describa, desde la perspectiva técnica, sus conclusiones sobre la relación entre tolerancia y tiempo de fabricación.
ENTREGA DEL PRE-REPORTE Y REPORTE DE LA PRÁCTICA Asegúrese que su pre-reporte y reporte tenga todos los datos del recuadro de identificación y que haya contestado todos los elementos solicitados antes de entregarlo al instructor. Después, pase al almacén a entregar materiales, herramientas y accesorios, y asegúrese de dejar el área de trabajo limpia y en orden antes de retirarse.
Related Documents