BAB I PENDAHULUAN 1.1 Teori Dasar Pengujian Bahan 1.1.1 Pengujian Bahan A. Pengujian Destructive Sesuai dengan namanya pengujian ini bersifta merusak bahan yang diuji sehingga bahan yang diuji akan rusak atau cacat. Bahan yang diuji adalah bahan yang telah memenuhi bentuk dan jenis secara internasional. Umumnya ada beberapa pengujian destruktif yaitu: a. Pengujian Kekerasan Pengujian ini dilakukan dengan dua pertimbanagn yaitu untuk mengetahui karakteristik suatu material baru dan melihat mutu untuk memastikan suatu material memiliki spesifikasi kualitas tertentu. Berdasarkan pemakaianya dibagi menjadi: 1. Pengujian kekerasan dengan penekanan (indentation test) Pengujian ini dilakukan merupakan pengujian kekerasan terha-dap bahan logam dimana dalam menentukan kekerasaannya deilakukan dengan cara menganalisis indentasi atau bekas penekanan pada benda uji sebagai reaksi dari pembebanan tekan. 2. Pengujian kekerasan dengan goresan (sratch test) Merupakan pengujian kekerasan terhadap material dimana dalam menentukan kekerasannya dilakukan dengan mencari perban-dingan dari bahan yang menjadi standart. Contohnya adalah pengujian metode MOH’S. 3. Pengujian kekerasan dengan cara dinamik (dynamic test)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAB IPENDAHULUAN
1.1 Teori Dasar Pengujian Bahan1.1.1 Pengujian Bahan
A. Pengujian Destructive
Sesuai dengan namanya pengujian ini bersifta merusak bahan yang diuji
sehingga bahan yang diuji akan rusak atau cacat. Bahan yang diuji adalah bahan yang
telah memenuhi bentuk dan jenis secara internasional.
Umumnya ada beberapa pengujian destruktif yaitu:
a. Pengujian Kekerasan
Pengujian ini dilakukan dengan dua pertimbanagn yaitu untuk mengetahui
karakteristik suatu material baru dan melihat mutu untuk memastikan suatu material
memiliki spesifikasi kualitas tertentu. Berdasarkan pemakaianya dibagi menjadi:
1. Pengujian kekerasan dengan penekanan (indentation test)
Pengujian ini dilakukan merupakan pengujian kekerasan terha-dap bahan
logam dimana dalam menentukan kekerasaannya deilakukan dengan cara
menganalisis indentasi atau bekas penekanan pada benda uji sebagai reaksi dari
pembebanan tekan.
2. Pengujian kekerasan dengan goresan (sratch test)
Merupakan pengujian kekerasan terhadap material dimana dalam
menentukan kekerasannya dilakukan dengan mencari perban-dingan dari bahan yang
menjadi standart. Contohnya adalah pengujian metode MOH’S.
3. Pengujian kekerasan dengan cara dinamik (dynamic test)
Merupakan pengujian kekerasan dengan mengukur tinggi pantu-lan dari bola
baja atau intan (hammer) yang dijatuhkan dari ketinggian tertentu.
b. Pengujian Tarik
Pengujian ini merupakan proses pengujian yang biasa dilakukan karena
pengujian tarik dapat menunjukkan perilaku bahan selama proses pembebanan. Pada uji
tarik, benda uji diberi beban gaya tarik, yang bertambah secara kontinyu, bersamaan
dengan itu dilakukan pengamatan terhadap perpanjangan yang dialami benda uji.
c. Pengujian Lengkung
Pengujian ini merupakan salah satu pengujian sifat mekanik bahan yang
diletakkan terhadap specimen dan bahan, baik bahan yang akan digunakan pada

kontraksi atau komponen yang akan menerima pembebanan terhadap suatu bahan pada
satu titik tengah dari bahan yang ditahan diatas dua tumpuan.
d. Uji Impact
Uji impact dilakukan untuk menentukan kekuatan material sebagai sebuah
metode uji impct digunakan dalam dunia industry khususnya uji impact charpy dan uji
impact izod. Dasar pengujian ini adalah penyerapan energy potensial dari pendulum
beban yang mengayun dari suatu ketinggian tertentu dan menumbuk material uji
sehingga terjadi deformasi.
e. Uji Struktur
Uji struktur mempelajari struktur material logam untuk keperluan pengujian
material logam dipotong-potong kemudian potongan diletakkan dibawah dan
dikikisdengan material alat penggores yang sesuai. Untuk pemeriaksaan =nya
dilakuakan dengan alat pembesar ataupun mikroskop elektronik.
f. Pengujian dengan larutan ETSA
Tujuan dari pengujian ini adalah untuk memeperjelas batas butir yang ada pada
suatu material karena larutan etsa akan memeberi warna tambahan pada batas butir.
Namun larutan ini dapat merusak batas butir tersebut.
B. Pengujian Non-Destruktif
Pengujian ini tidak merusak dan merupakan bagian dari pengujian bahan.
Berbeda dengan pengujian destruktif. Pengujian non-destruktif terdiri dari:
a. Penetrant testing
Yaitu pengujian yang digunakan untuk melihat keretakan dan perositas dari
suatu bahan. Pengujian dengan penetrant terdiri dari 4 tahap yaitu pembersihan awal,
pemberian penetrant, pembersihan penetrant, dan pemberian developer. Pengujian ini
memiliki keuntungan yaitu murah dan cepat dilaksanakan.
b. Magnetic particle testing
Pengujian yang juga biasa disebut dengan pengujian menggu-nakan partikel
magnetic ini digunakan untuk diskontinuitas yang ada dipermukaan dan dekat
permukaan. Pengujian ini dapat kita lakukan untuk melihat keretakan permukaan pada
semua logam induk maupun ion, laminasi fusi yang tidak sempurna, undercut,
dan subsurface crack. Jika dibandingkan dengan uji penetrant, pengujian ini dilakuakn
untuk diskontinuitas yang lebih dalam.
c. Ultrasonic testing
Pengujian ini menggunakan metode gelombang suara dengan frekuensi tinggi.
Keuntungan dari pengujian ini yaitu dapat dilakukan pada semua bahan dan lebih dalam
jika dibandingkan dengan uji magnetic dan uji penetrasi karena menggunakan pantulan
gelombang.
d. Radiography
Yaitu pengujian dengan menggunakan x-ray untuk mendapatkan gambar dari
material. Prinsipnya sama denagn penggunaan pada tubuh material hanya saja
menggunakan gelombang yang lebih pendek. Eddy Current memiliki prisnsip dasar
yang hampir sama dengan teknik medan magnet tetapi disini medan listrik yang
dipancarkan adalah arus bolak-balik. Prisnsipnya hampir sama dengan impedansi.
f. Eddy Current
Memiliki prinsip dasar yang hampir sama dengan teknik medan magnet tetapi
disini medan listrik yang dipancarkan dari arus bolak balik. Prinsipnya hampir sama
dengan impedansi.
g. Visual Inspection
Metode ini bertujuan untuk menemukan cacat atau retak permukaan
dan korosi dengan bantuan visual optic.
1.1.2 Sifat Mekanik Logam
Sifat mekanik logam adalah sifat yang dimiliki material ketika
mendapatkan pembebanan mekanik.Sifat-sifat logam antara lain:
1. Kekuatan (Strength) [N/mm2, kg/mm2, lb/in2]
Merupakan kemampuan material untuk menahan beban yang
diberikan pada logam tersebut.Pembebanan yang diberikan dapat berupa
pembebanan statis dan dinamis. Beberapa material seperti baja struktur,
besi tempa, aluminium, dan tembaga mempunyai kekuatan tarik dan
kekuatan tekan yang hampir sama. Ukuran kekuatan adalah tegangan
maksimum yang dapat ditahan oleh material tanpa patah. Kekuatan dibagi
menjadi beberapa macam, antara lain kekuatan tarik, kekuatan geser,
kekuatan tekan, kekuatan torsi, dan kekuatan lengkung.
2. Kekerasan (Hardness) [BHN, VHN, HRC]
Merupakan kemampuan material untuk menahan takik/kikisan. Untuk
mengetahui kekerasan suatu material digunakan uji brinnel, rochwell atau
vickers.
3. Kekakuan (Stiffness) [simpangan]
Merupakan kemampuan bahan untuk menahan deformasi setelah
diberi beban.
4. Ketangguhan (Toughness) [kg/mm]
Merupakan sifat yang menyatakan kemampuan bahan untuk
menyerap gaya yang diberikan.
5. Kekenyalan (Elasticity) [%]
Menyatakan kemampuan bahan untuk menerima tegangan tanpa
mengakibatkan terjadinya perubahan bentuk yang permanen setelah beban
atau tegangan dihilangkan.
6. Kelelahan (Fatigue) [siklus]
Menyatakan kecenderungan logam untuk patah jika menerima beban
atau tegangan berulang-ulang (cycles stress) yang besar beban/tegangan
tersebut jauh di bawah kekuatan elastisnya.
7. Plastisitas (Plasticity) [%]
Merupakan kemampuan bahan untuk mengalami deformasi plastis
(perubahan bentuk secara permanen) tanpa menyebabkan
kerusakan.Material dengan plastisitas tinggi disebut ulet tapi jika rendah
disebut getas.
8. Mulur (Creep) [siklus]
Menyatakan kecenderungan logam mengalami deformasi plastis
yang besarnya relatif tetap dilakukan dalam waktu lama pada suhu yang
tinggi.
9. Kegetasan (Brittlenes)
Merupakan sifat bahan yang mempunyai sifat berlainan dengan
keuletan.Sifat ini merupakan sifat pecah dari suatu material dengan sedikit
pergeseran permanen.
10. Keuletan (Ductility)
Merupakan kemampuan logam untuk mengalami hambatan retak
saat terjadi deformasi.
11. Keausan (Wearness)
Merupakan sifat material yang menyatakan terkikisnya penampang
yang besar sebelum terjadi patahan karena bergesekan dengan
logam/material lain.
Adapun faktor- faktor yang mempengaruhi sifat mekanik, diantaranya:
1. Kadar Karbon
Semakin tinggi kadar karbon maka kekerasan akan semakin tinggi,
namun akan menjadi rapuh. Kandungan karbon ini juga mempengaruhi
keuletan, ketangguhan, maupun sifat mampu mesinnya.
2. Homogenitas Struktur Mikro Bahan
Bentuk dan ukuran butir logam sangatlah berpengaruh. Untuk butiran
yang lebih besar akan membuat material tersebut mempunyai sifat ulet dan
sebaliknya, jika ukuran bentuk butiran kecil akan membuat material kerat
tetapi getas dan kaku.
3. Heat Treatment
Pada heat treatment yang dilakukan akanmenghasilkan mekanik logam
yang keras, kuat, tergantung pada jenis heat treatment yang dilakukan
pada material tersebut.
4. Unsur Kimia/Paduan
Unsur paduan akan mempengaruhi sifat mekanik baja. Beberapa unsur
paduan yang mempengaruhi sifat mekanik adalah:
a. Nikel (Ni)
Fungsinya meningkatkan kekerasan, ketahanan erosi, keuletan dan tahan
gesek.
b. Chromium (Cr)
Fungsinya untuk meningkatkan kekerasan, menambah karbida dan
menambah elastisitasnya.
c. Mangan (Mn)
Fungsinya untuk meningkatkan kekerasan, ketahanan terhadap suhu
tinggi dan membuat mengkilap.
d. Silicon (Si)
Fungsinya meningkatkan kekenyalan dan kekerasan, meningkatkan
kekerasan dan menaikan titik kritis.

e. Molibdenum (Mb)
Dalam jumlah 0,1–0,6 % bisa meningkatkan kekuatan yang dimiliki baja.
f. Vanadium (V)
Fungsinya menaikkan kekerasan dan kekuatan baja, menurunkan
kandungan karbon eutectoid, jika bercampur Cr akan membuat baja jadi
tahan aus.
g. Cobalt (Co)
Fungsinya meningkatkan kekerasan dan daya tahan aus.
h. Boron (B)
Fungsinya menaikkan kekerasan. Pada kadar karbon kurang dari 0,6 %
akan menyebabkan rapuh.
i. Titanium (Ti)
Fungsinya sebagai deoksidasi dan efektif menambah pertumbuhan
butiran serta meningkatkan kekerasan baja.
5. Endapan
Reaksi pengendapan merupakan kebalikan dari reaksi pelarutan,
yang terjadi akibat proses pendinginan. Pengendapan dipengaruhi laju
waktu pendinginan.Pada laju waktu pendinginan cepat terjadi endapan
suatu fase dan laju pendinginan lambat dapat terjadi endapan dalam dua
fase sehingga pengendapan yang terjadi berpengaruh pada sifat
mekaniknya.
6. Cacat
Cacat terjadi kemungkinan besar selama proses pertumbuhan kristal
atau pada proses heat treatment (perlakuan panas). Cacat ini dibedakan
menajdi cacat titik, cacat garis, cacat bidang, dan cacat ruang. Cacat yang
terjadi pada baja menyebabkan kerusakan pada struktur baja misalnya
terjadinya kekosongan (vacancy), sisipan dan slip. Kerusakan ini
menyebabkan menurunnya sifat mekanik baja.
Dalam membahas sifat mekanik, tentunya kita juga mengenal
pembebanan. Ada 3 macam pembebanan, yaitu:
1. Pembebanan Statik
Merupakan pembebanan yang sifatnya static atau besarnya tetap atau
berubah dengan sangat lambat.
2. Pembebanan Dinamik
Merupakan pembebanan yang besarnya beban berubah-ubah atau dinamis.
3. Pembebanan Variying
Merupakan pembebanan yang bebannya dapat ditambahkan secara kontinyu
dan berbeda-beda.
1.1.3 Perlakuan Panas
Perlakuan panas adalah proses pemanasan dan pendinginan material
yang terkontrol dengan tujuan mendapatkan sifat mekanik serta struktur
material sesuai dengan yang diinginkan. Secara umum proses perlakuan
panas adalah sebagai berikut:
a. Pemanasan material sampai suhu tertentu dengan kecepatan tertentu pula
(Heating)
b. Mempertahankan suhu untuk waktu tertentu sehingga temperaturnya
merata (Holding)
c. Pendinginan dengan media pendingin, yaitu: air, oli atau udara (Cooling)
Macam-macam perlakuan panas, yaitu:
A. Perlakuan Panas Fisik
Merupakan suatu proses yang diberikan pada material secara langsung
untuk mengubah struktur fisik suatu material agar didapatkan sifat mekanik
yang diinginkan.
Secara umum,perlakuan panas fisik dibagi menjadi 4, yaitu:
1. Hardening
Merupakan perlakuan panas yang bertujuan untuk memperoleh
kekerasan maksimum pada logam baja.Baja tersebut dipanaskan dan
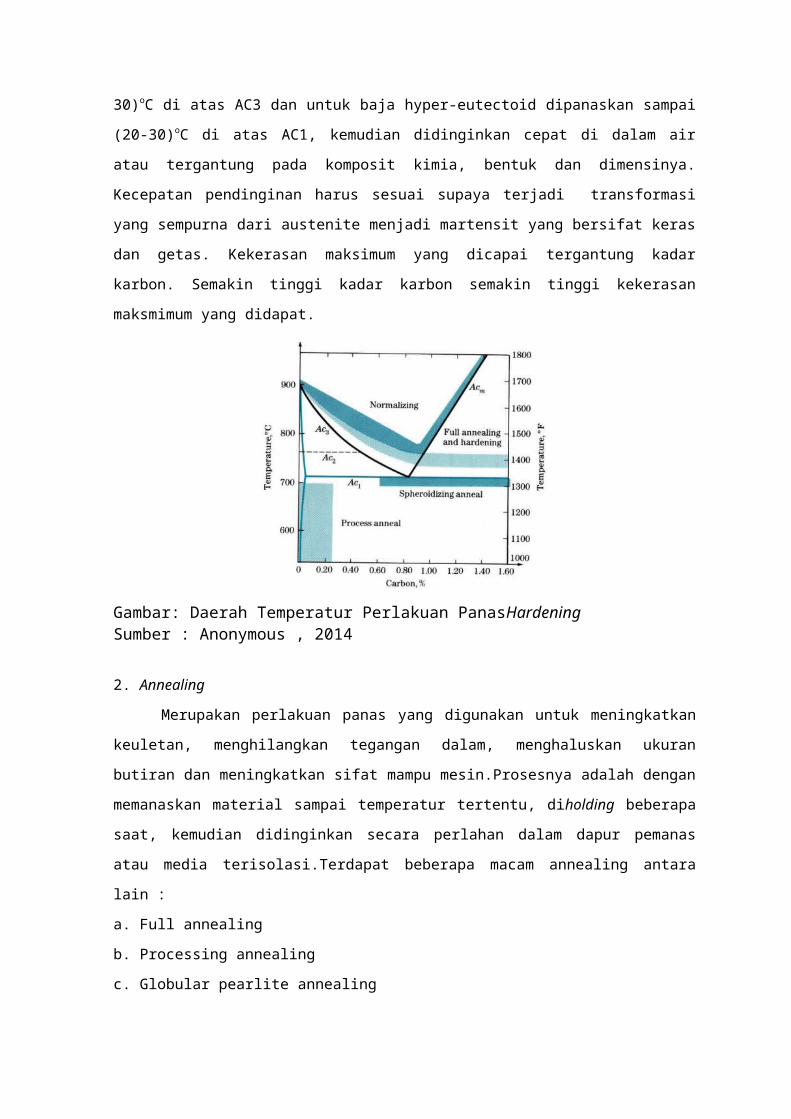
selanjutnya ditahan. Untuk baja eutectoid dipanaskan sampai (20-30)oC di atas
AC3 dan untuk baja hyper-eutectoid dipanaskan sampai (20-30)oC di atas AC1,
kemudian didinginkan cepat di dalam air atau tergantung pada komposit
kimia, bentuk dan dimensinya. Kecepatan pendinginan harus sesuai supaya
terjadi transformasi yang sempurna dari austenite menjadi martensit yang
bersifat keras dan getas. Kekerasan maksimum yang dicapai tergantung kadar
karbon. Semakin tinggi kadar karbon semakin tinggi kekerasan maksmimum
yang didapat.

Gambar: Daerah Temperatur Perlakuan PanasHardeningSumber : Anonymous , 2014
2. Annealing
Merupakan perlakuan panas yang digunakan untuk meningkatkan
keuletan, menghilangkan tegangan dalam, menghaluskan ukuran butiran dan
meningkatkan sifat mampu mesin.Prosesnya adalah dengan memanaskan
material sampai temperatur tertentu, diholding beberapa saat, kemudian
didinginkan secara perlahan dalam dapur pemanas atau media
terisolasi.Terdapat beberapa macam annealing antara lain :
a. Full annealing
b. Processing annealing
c. Globular pearlite annealing
d. Isothermal annealing
e. Interdifusion annealing
f. High tempering flaw temperatur annealing
g. Recrystalisatiion annealing
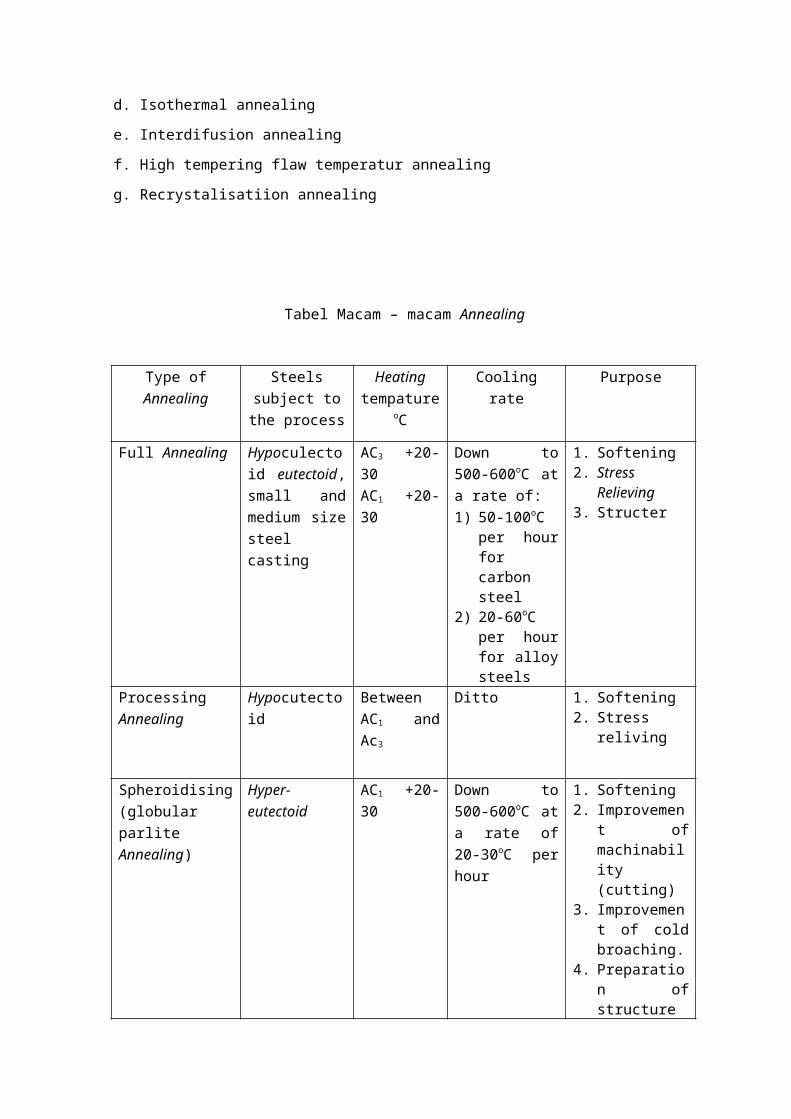
Tabel Macam – macam Annealing
Type of Annealing Steels subject to the process
Heating tempature oC
Cooling rate Purpose
Full Annealing Hypoculectoid eutectoid, small and medium
AC3 +20-30AC1 +20-30
Down to 500-600oC at a rate
1. Softening2. Stress
Relieving
size steel casting of:1) 50-100oC per
hour for carbon steel
2) 20-60oC per hour for alloy steels
3. Structer
Processing Annealing
Hypocutectoid Between AC1
and Ac3
Ditto 1. Softening2. Stress reliving
Spheroidising (globular parlite Annealing)
Hyper-eutectoid AC1 +20-30 Down to 500-600oC at a rate of 20-30oC per hour
1. Softening2. Improvement
of machinability (cutting)
3. Improvement of cold broaching.
4. Preparation of structure for subsequent Hardening.
Isothermal Annealing
Chielly for alloy steels
AC3 +20-30AC1 -20-30
Rapid cooling down to AC1 -20-30, holding at the said temperatur followed by air cooling.
The same as for full Annealing
Interdiflusion Annealing (homogentnation)
Large steel casting and ingots
AC3+150-250
With the funace To eliminate coarse cast structure and segregation.
High Tempering flow temperatur Annealing
Hypereulectoid and high-alloy structure steels
AC1 -15-30 With the furnace or in the air
1. Softening2. Stress reliving3. Improvement
of machinability
Recryslallisation Annealing
All grades of steels following cold working
Ref. to Tabel 5.3 Regeneration of structure after cold working
Sumber : Komenichny,I. ( 1968 : 70 – 80 )
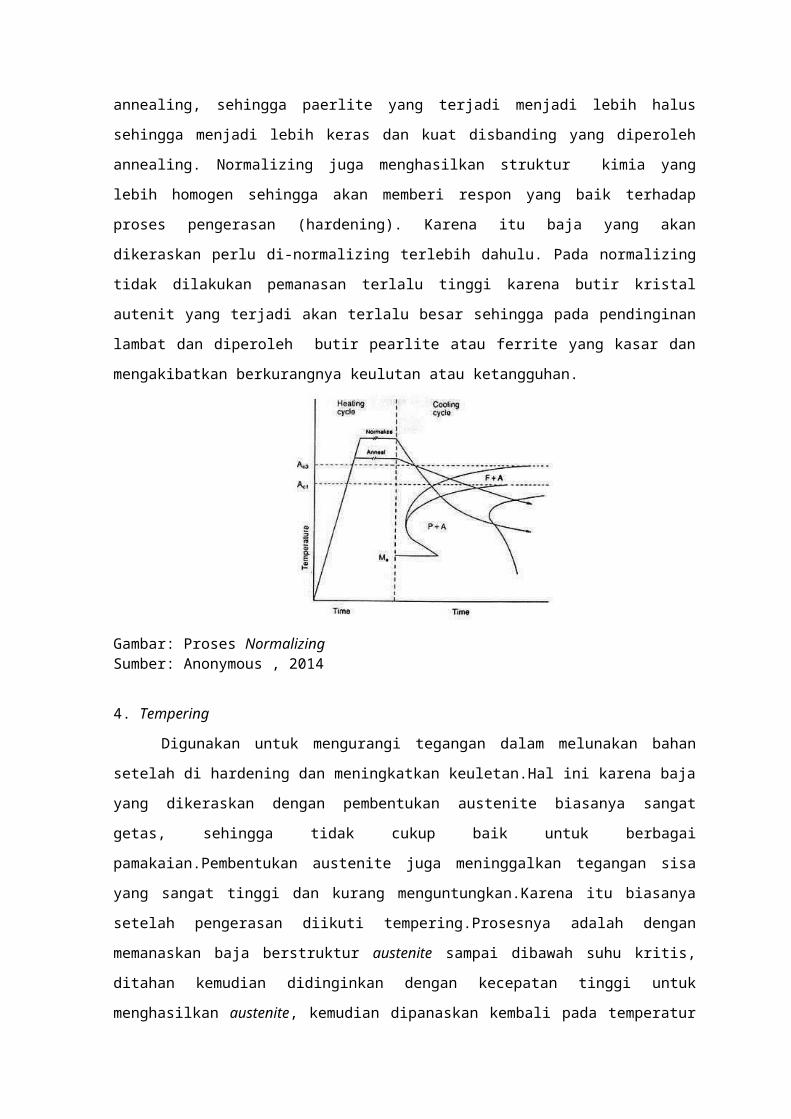
3. Normalizing
Perlakuan panas yang digunakan untuk mengharuskan struktur butiran
yang mengalami pemanasan berlebihan (overheated), menghilangkan
tegangan dalam meningkatkan permesinan dan memperbaiki sifat mekanik
material. Prosesnya dengan pemanasan sampai (30-50)oC di atas AC3 dan
didinginkan pada udara sampai temperatur ruang. Pendinginan di sini lebih
cepat dari pada full annealing, sehingga paerlite yang terjadi menjadi lebih
halus sehingga menjadi lebih keras dan kuat disbanding yang diperoleh
annealing. Normalizing juga menghasilkan struktur kimia yang lebih homogen
sehingga akan memberi respon yang baik terhadap proses pengerasan
(hardening). Karena itu baja yang akan dikeraskan perlu di-normalizing
terlebih dahulu. Pada normalizing tidak dilakukan pemanasan terlalu tinggi
karena butir kristal autenit yang terjadi akan terlalu besar sehingga pada
pendinginan lambat dan diperoleh butir pearlite atau ferrite yang kasar dan
mengakibatkan berkurangnya keulutan atau ketangguhan.
Gambar: Proses NormalizingSumber: Anonymous , 2014
4. Tempering
Digunakan untuk mengurangi tegangan dalam melunakan bahan
setelah di hardening dan meningkatkan keuletan.Hal ini karena baja yang
dikeraskan dengan pembentukan austenite biasanya sangat getas, sehingga
tidak cukup baik untuk berbagai pamakaian.Pembentukan austenite juga
meninggalkan tegangan sisa yang sangat tinggi dan kurang
menguntungkan.Karena itu biasanya setelah pengerasan diikuti
tempering.Prosesnya adalah dengan memanaskan baja berstruktur austenite
sampai dibawah suhu kritis, ditahan kemudian didinginkan dengan kecepatan
tinggi untuk menghasilkan austenite, kemudian dipanaskan kembali pada
temperatur di bawah temperatur eutectoid untuk melunakan austenite dengan
mengubah strukturnya menjadi hyper-eutectoid besi karbid dalam ferrite.
Tempering dibagi menjadi dua, yaitu:
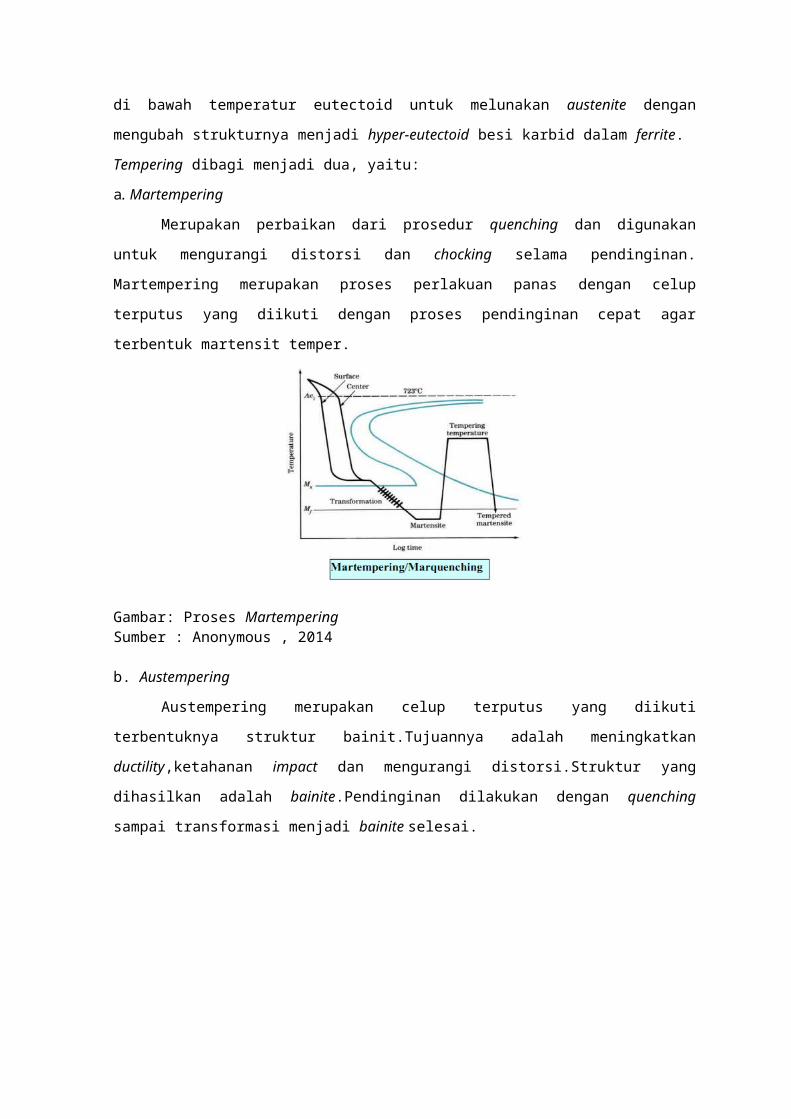
a. Martempering
Merupakan perbaikan dari prosedur quenching dan digunakan untuk
mengurangi distorsi dan chocking selama pendinginan. Martempering
merupakan proses perlakuan panas dengan celup terputus yang diikuti
dengan proses pendinginan cepat agar terbentuk martensit temper.
Gambar: Proses MartemperingSumber : Anonymous , 2014
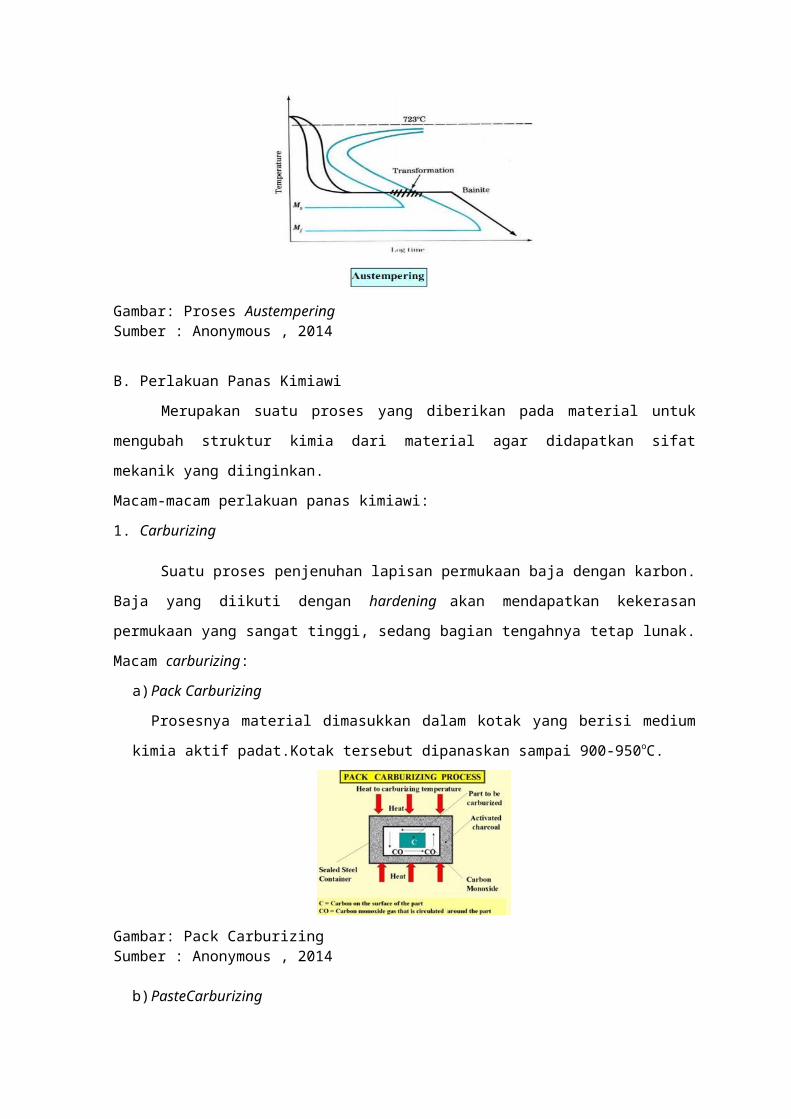
b. Austempering
Austempering merupakan celup terputus yang diikuti terbentuknya
struktur bainit.Tujuannya adalah meningkatkan ductility,ketahanan impact dan
mengurangi distorsi.Struktur yang dihasilkan adalah bainite.Pendinginan
dilakukan dengan quenching sampai transformasi menjadi bainite selesai.
Gambar: Proses AustemperingSumber : Anonymous , 2014
B. Perlakuan Panas Kimiawi
Merupakan suatu proses yang diberikan pada material untuk mengubah
struktur kimia dari material agar didapatkan sifat mekanik yang diinginkan.
Macam-macam perlakuan panas kimiawi:
1. Carburizing

Suatu proses penjenuhan lapisan permukaan baja dengan karbon. Baja
yang diikuti dengan hardening akan mendapatkan kekerasan permukaan yang
sangat tinggi, sedang bagian tengahnya tetap lunak. Macam carburizing:
a) Pack Carburizing
Prosesnya material dimasukkan dalam kotak yang berisi medium kimia
aktif padat.Kotak tersebut dipanaskan sampai 900-950oC.
Gambar: Pack CarburizingSumber : Anonymous , 2014
b) PasteCarburizing
Medium kimia yang digunakan berbentuk pasta.Prosesnya yaitu bagian
yang dikeraskan ditutup dengan pasta dengan ketebalan 3-4 mm kemudian
dikeringkan dan dimasukkan ke dalam kotak, prosesnya dilakukan pada
suhu 920-930oC.
Gambar: Paste Carburizing (pasta)Sumber : Anonymous , 2014
c) GasCarburizing
Prosesnya yaitu logam dilepaskan ke dalam atmosfir yang mengandung
karbon yaitu gas alam maupun gas buatan bainiteyang dipanaskan pada
suhu 850-900oC.
Gambar: Gas CarburizingSumber : Anonymous , 2014
d) LiquidCarburizing
Proses Carburizing dilakukan pada medium kimia akif cair, biasanya
menggunakan soda abu, NaCl, SiC, dan kadang-kadang dilengkapi NH4Cl.
Suhu proses antara 850-900oC.
Gambar: Liquid CarburizingSumber : Anonymous , 2014
2. Nitriding
Proses ini merupakan proses penjenuhan permukaan baja dengan
nitrogen yaitu dengan cara melakukan holding dalam waktu yang agak lama
pada temperatur 480-650oC dalam lingkungan amoniak (NH3). Macam-
macamnya:
a. Straight Nitriding
Digunakan untuk meningkatkan kekerasan, ketahanan gesek dan fatigue.
b. Anti Corosion Nitriding
Bahan yang digunakan biasanya besi tuang dan baja paduan.Derajat
kelarutan nitrogen yang dapat dicapai adalah 30-70oC.
Gambar: NitridingSumber : Anonymous , 2014
3. Cyaniding
Cyaniding adalah proses prnjrnuhan permukaan baja dengan unsur
karbon dan nitrogen untuk meningkatkan kekerasan, ketahanan gesek dan
kelelahan. Bila dilakukan di udara disebut karbonitriding. Prosesnya adalah benda yang
dikeraskan dimasukkan ke dalam dapur yang mengandung garam sianida
natrium, suhunya sedikit di atas daerah Austenit, lama pemanasan tergantung
pada permukaan yang dikeraskan.Benda kemudian dicelupkan ke dalam air
untuk mendapatkan permukaan yang keras.
Cyaniding biasa diaplikasikan dalam pembuatan baja khusus, salah satu
contoh adalah dalam pembuatan austenitic steel yaitu baja yang memiliki
struktur mikro berupa austenite pada suhu kamar, hal ini bertujuan untuk
memperoleh kekerasan baja yang tinggi.
Gambar: Proses CyanidingSumber : Anonymous , 2014
Macam-macam Cyaniding, antara lain:
a. High Temperature Liquid Cyaniding
b. High Temperature Gas Cyaniding
c. Low Temperature Liquid Cyaniding
d. Low Temperature Gas Cyaniding
e. Low Temperature Solid Cyaniding
4. Carbonitriding
Adalah kombinasi antara gas carburizing dan nitriding.Merupakan suatu
proses pengerasan permukaan dimana baja dipanaskan di atas suhu kritis
(suhu austenite) di dalam lingkungan gas dan terjadi penyerapan karbon dan
nitrogen.Dapat digunakan gas ammonia atau gas yang kaya karbon.Amonia
dan gas alami dialirkan mengenai material, material yang dihasilkan adalah
kombinasi antara besi karbida (dari karbon) dan besi nitrida (dari nitrogen).
Carbonitriding diaplikasikan pada komponen mesin untuk kendaraan
bermotor, antara lain: steering gears, cylinder heads, cylinder liners, valves
dan valves quiders, connecting rod.
5. Sulphating
Perlakuan panas dengan penjenuhan permukaan sulfur.
Gambar: Proses sulphatingSumber : Anonymous , 2014
C. Perlakuan Panas Permukaan
Proses pengolahan logam yang hanya dilakukan pada permukaan
specimen saja, dengan tujuan permukaan specimen menjadi keras dan inti
tetap ulet. Macamnya:
1. FlameHardening
Adalah proses pengerasan dalam waktu yang singkat. pemanasan
permukaan yang menggunakan nyala api oxyacetylene untuk pemanasan
permukaan logam, setelah suhu yang diinginkan tercapai permukaan
langsung didinginkan dengan cepat dengan cara disemprot dengan air.Proses
ini hanya dapat dilakukan untuk logam yang mengandung kadar karbon tinggi
atau sedang.
Gambar: Flame HardeningSumber : Anonymous , 2014
2. Induction HardeningInduction hardening adalah metode yang mirip dengan flame
hardening, namun sumber panasnya adalah arus listrik di dalam logam oleh
sebuah aliran induksi listrik. Yang dapat dikeraskan dengan metode ini adalah

konduktor atau semikonduktor. Blok induksi yang berfungsi sebagai kumparan
primer transformator ditempatkan di sekeliling benda yang akan dipanaskan.
Arus berfrekuensi tinggi yang melewati blok ini akan menimbulkan arus
induksi pada permukaan benda. Pendinginan dilakukan dengan menyemprot
air ke material.
Gambar: Induction HardeningSumber : Anonymous , 2014
3. Electrolite BathHardening
Proses pemanasan yang dilakukan dalam suatu larutan elektrolit yang
biasanya digunakan adalah 0% - 10%. Sodium – karbonal dan digunakan arus
DC. Pada tegangan tinggi 200 V – 220 V, dengan proses baja yang dipakai
sebagai katoda hingga terbentuk gelembung-gelembung tipis karena
konduktifitas dari gelembung hidrogen rendah sehingga arus meningkat cepat
pada katoda (baja) yang menyebabkan katoda mengalami pemanasan
temperatur tinggi (2000°C). Logam yang akan dikeraskan dicelupkan pada
electrolit. Setelah dipanaskan aliran listrik diputus dan elektrolit digunakan
sebagai media quenching.
Gambar: Electrolite Bath HardeningSumber : Anonymous , 2014
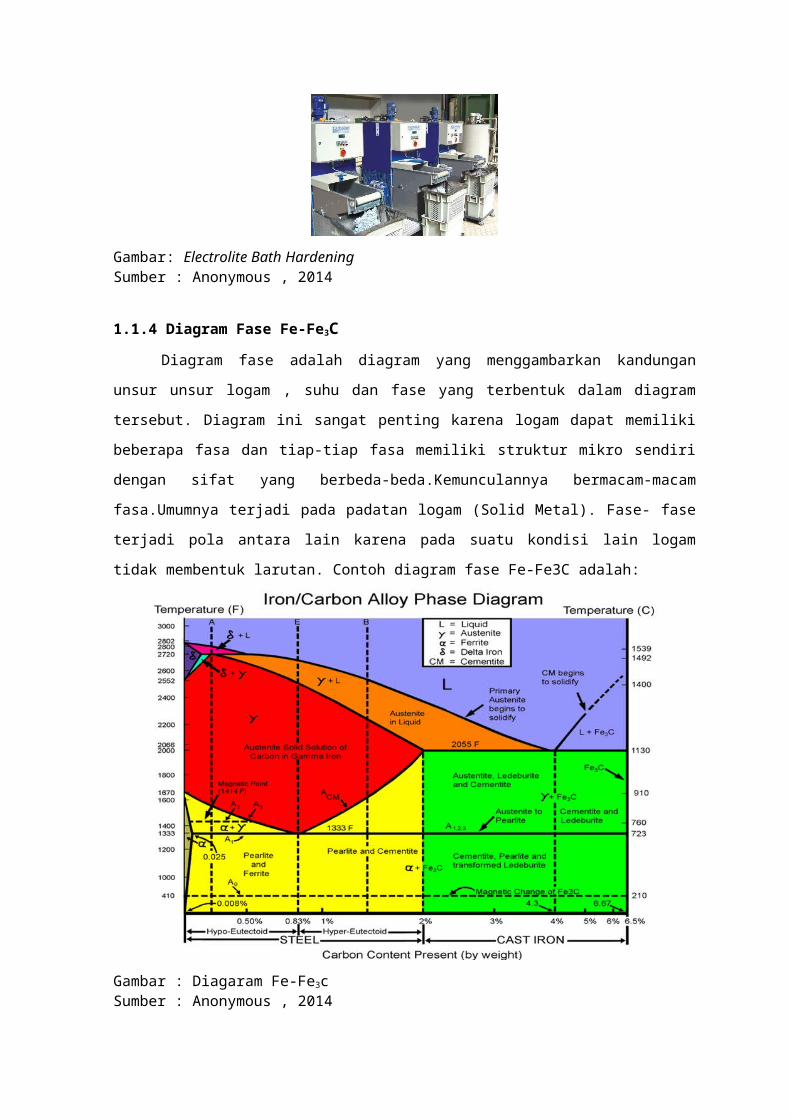
1.1.4 Diagram Fase Fe-Fe3C
Diagram fase adalah diagram yang menggambarkan kandungan unsur
unsur logam , suhu dan fase yang terbentuk dalam diagram tersebut. Diagram
ini sangat penting karena logam dapat memiliki beberapa fasa dan tiap-tiap
fasa memiliki struktur mikro sendiri dengan sifat yang berbeda-

beda.Kemunculannya bermacam-macam fasa.Umumnya terjadi pada padatan
logam (Solid Metal). Fase- fase terjadi pola antara lain karena pada suatu
kondisi lain logam tidak membentuk larutan. Contoh diagram fase Fe-Fe3C
adalah:
Gambar : Diagaram Fe-Fe3cSumber : Anonymous , 2014
Dari diagram diatas, dapat kita lihat pada proses pendinginan
perubahan struktur kristal dan struktur makro sangat bergantung pada
komposisi kimia. Pada kandungan karbon 0,83%C sampai 6,67%C terbentuk
struktur makro yang dinamakan cementite (Fe3C). Angka 6,67 berasal dari :
Keterangan diagram Fe-Fe3C :
0,008%C : batas kelarutan minimum karbon pada ferit pada temperature
kamar
0,025%C : batas kelarutan maksimum karbon pada ferit padatemperatur
723oC
0,083%C : titik eutectoid
2%C : batas kelarutan pada besi delta pada temperature 1130oC
4,3%C : titik eutectic

Garis A0 :garis temperature dimana terjadi transformasi magnetic dari
sementit
Garis A1 : garis temperature dimana terjadi austenite (gamma) menjadi
ferrit dalam pendinginan
Garis A2 : garis termperatur dimana terjadi transformasi magnetic pada
ferit
Garis A3 : garis temperature dimana terjadi perubahan ferit menjadi
austenite(gamma) pada pemanasan
ACM : garis temperature transformasi dari fasa γ menjadi Fe3C
(cementit) yang ditandai pula dengan penurunan batas kelarutan
karbon seiring dengan turunnya temperature .
Garis A :garis yang menunjukan kandungan karbon dan transformasi baja
hypoeutectoid
Garis E : garis yang menunjukan transformasi baja eutectoid
Garis B : garis yang menunjukkan kandungan karbon dari baja
transformasi baja hypereutectoid
Garis liquidus : garis yang menunjukan awal dari proses
pendinginan(pembekuan)
Garis solidus : garis yang menunjukan batas antara austenite solid dan
austenite liquid.
Ada tiga macam transformasi paduan besi karbon, yaitu:
1. Transformasi Baja Eutectoid (0,83%)
Transformasi yamg dibahas adalah transformasi yang terjadi pada
kondisi equilibrium. Untuk pembahasan ini digunakan diagram fase Fe-Fe3C.
Baja eutectoid, paduan besi - karbon dengan kadar karbon, C = 0,83%
adalah paduan dengan komposisi eutectoid. Pada temperatur diatas garis
liquidus berupa larutan cair (liquid). Bila temperatur diturunkan secara
perlahan, pada saat mencapai garis liquidus (di titik 1) akan mulai terbentuk
inti austenite yang selanjutnya akan tumbuh menjadi dendrite austenite.
Pembekuan selesai di titik 2 (pada garis solidus).Seluruhnya sudah menjadi
austenite.Pada pendinginan selanjutnya tidak terjadi perubahan hingga
temperatur mencapai titik 3, di garis A1, temperatur kritis bawah. Di sini
austenite yang mempunyai komposisi eutectoid ini akan mengalami reaksi
eutectoid :
Austeniteferrite + cementite (pearlit)

Terbentuknya pearlite ini dimulai dengan terbentuknya inti cementite
(biasanya pada batas butir austenite). Inti ini akan bertumbuh dengan
mengambil sejumlah karbon dari austenite disekitarnya. Austenite itu akan
kehabisan karbon dan austenite dengan kadar karbon yang sangat rendah ini
pada temperatur ini akan menjadi ferrite (transformasi allotropik). Ferrite ini
juga akan bertambah, yaitu dengan mengambil molekulaustenite disekitarnya,
sehingga austenite disekitar ferriteakan berkurang dan mulai membentuk
cementite di sebelah ferrite yang ada. Demikian selanjutnya sampai seluruh
austenite habis, dan yang terjadi adalah suatu struktur yang berlapis-lapis
(lamellar) yang terdiri dari lamel-lamel cementite-ferrite-cementite.Struktur ini
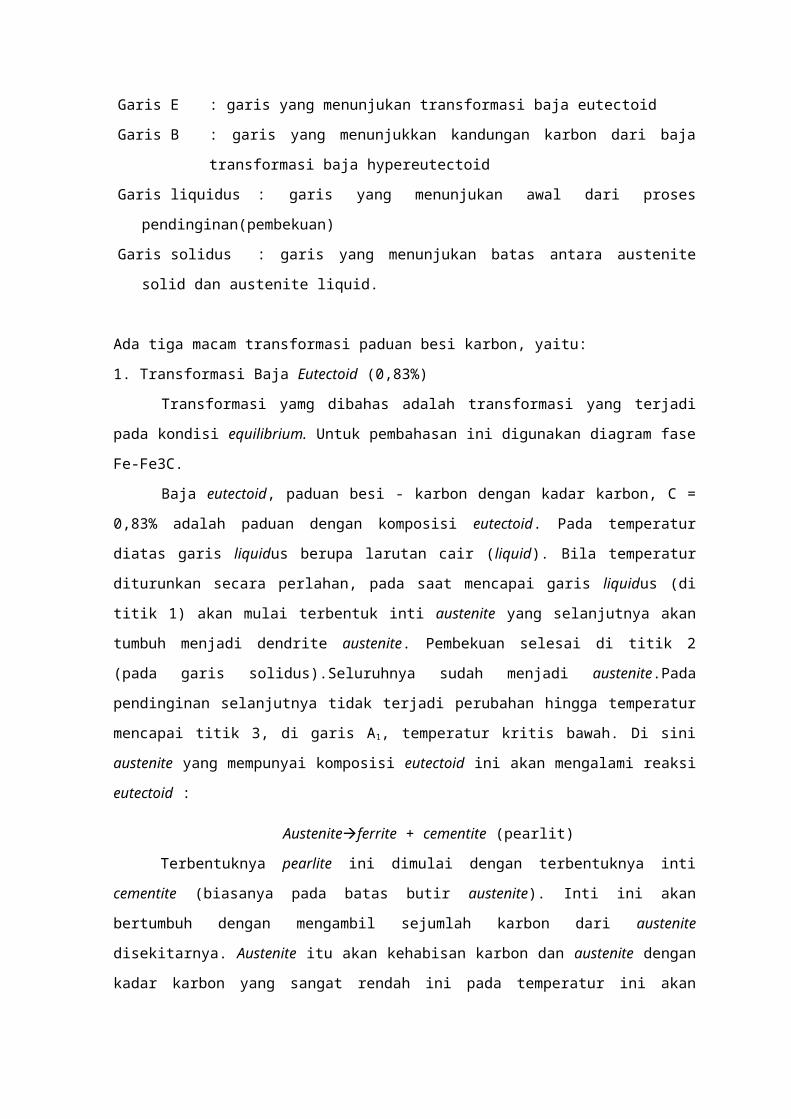
dinamakan pearlite.
Gambar : Transformasi baja EutectoidSumber : Anonymous , 2014
2. Transformasi Baja Hypo-eutectoid (%C < 0,83%)
Sebagai contoh untuk pembahasan pada baja hypo-eutectoid ini diambil
baja dengan 0,25% C. Paduan ini akan mulai membeku pada titik 1 dengan
membentuk inti ferrite delta, yang nanti akan tumbuh menjadi dendrit ferrite
delta hingga temperatur mencapai titik 2 (temperatur eutectoid):
Ferrite delta + liquidaustenite
Pada paduan ini tidak semua liquid habis dalam reaksi itu, sehingga
pada temperatur sedikit dibawah titik 2 struktur terdiri dari liquid dan
austenite. Makin rendah temperatur makin banyak liquid yang menjadi
austenite sehingga pada titik 3 seluruhnya sudah menjadi austenite.
Perubahan berikutnya baru akan terjadi pada titik 4 (pada A3), akan
mulai terjadi transformasi allotropik γ menjadi α. Transformasi ini dimulai

dengan terbentuknya initi – inti ferrite pada batas butir austenite. Austenite
pada paduan ini mengandung 0,25% C sedang ferrite di temperatur ini hanya
mampu melarutkan sedikit sekali karbon, karena itu austenite yang akan
menjadi ferrite harus mengeluarkan kabonnya ssehingga sisa austenite akan
menjadi lebih kaya karbon. Makin rendah temperaturnya makin banyak ferrite
yang terjadi, makin tinggi kadar karbon pada sisa austenite (komposisi
austenite akan mengikuti garis A3). Pada saat mencapai titik 5 masih ada 0,25-
0,80% austenite, kadar karbonnya 0,80% (komposisi eutectoid). Sisa austenite
ini selanjutnya akan mengalami reaksi eutectoid menjadi pearlite. Pada
temperatur di bawah A1 paduan akan terdiri dari ferrite dan pearlite.
Setelah selesainya reaksi eutectoid ini struktur akan terdiri dari
ferritepro-eutectoid dan pearlite. Ferritepror-eutectoid adalah ferrite yang
terbentuk sebelum terjadinya reaksi eutectoid, istilah ini digunakan untuk
membedakannya dengan ferrite yang terbentuk pada saat reaksi eutectoid
(ferrite yang terdapat pada pearlite). Pada pendinginan selanjutnya sudah
tidak lagi terdapat perubahan fase dan strukturnya tetap terdiri dari butir-butir
kristal ferrite dan butir kristal pearlite. Pada mikroskop ferrite tampak putih
sedang pearlite berwarna agak kehitaman.
Gambar : Transformasi baja HypoEutectoidSumber : Anonymous , 2014
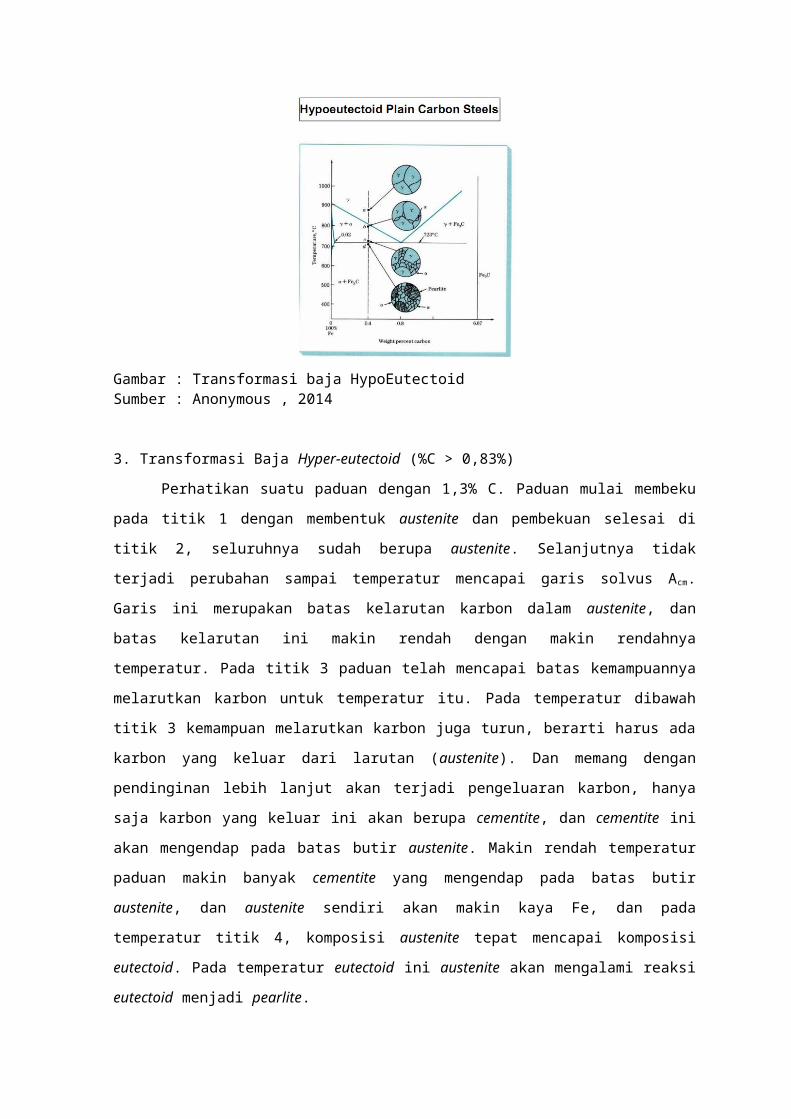
3. Transformasi Baja Hyper-eutectoid (%C > 0,83%)
Perhatikan suatu paduan dengan 1,3% C. Paduan mulai membeku pada
titik 1 dengan membentuk austenite dan pembekuan selesai di titik 2,
seluruhnya sudah berupa austenite. Selanjutnya tidak terjadi perubahan
sampai temperatur mencapai garis solvus Acm. Garis ini merupakan batas
kelarutan karbon dalam austenite, dan batas kelarutan ini makin rendah
dengan makin rendahnya temperatur. Pada titik 3 paduan telah mencapai
batas kemampuannya melarutkan karbon untuk temperatur itu. Pada
temperatur dibawah titik 3 kemampuan melarutkan karbon juga turun, berarti
harus ada karbon yang keluar dari larutan (austenite). Dan memang dengan
pendinginan lebih lanjut akan terjadi pengeluaran karbon, hanya saja karbon
yang keluar ini akan berupa cementite, dan cementite ini akan mengendap
pada batas butir austenite. Makin rendah temperatur paduan makin banyak
cementite yang mengendap pada batas butir austenite, dan austenite sendiri
akan makin kaya Fe, dan pada temperatur titik 4, komposisi austenite tepat
mencapai komposisi eutectoid. Pada temperatur eutectoid ini austenite akan
mengalami reaksi eutectoid menjadi pearlite.
Cementite yang mengendap pada batas butir austenite tidak
membentuk butiran seperti halnya ferrite (yang terbentuk setelah melewati
garis A1), tetapi hanya mengumpul pada batas butir austenite, menyelubungi
butir austenit, karena itu cementite seperti ini dinamakan cementite network.
Secara tiga dimensi jaringan cementite ini sebenarnya merupakan lempengan
yang kontinyu dan membungkus austenite.
Di temperatur eutectoid butir austenite bertransformasi menjadi
pearlite sedang cementite sudah tidak lagi mengalami transformasi, sehingga
strukturnya setelah selesainya reaksi eutectoid akan berupa pearlite yang
terbungkus oleh jaringan cementite. Struktur ini tidak akan berubah lagi pada
pendinginan sampai temperatur kamar.
Gambar : Transformasi baja HiperEutectoidSumber : Anonymous , 2014
1.1.5 Diagram TTT
Diagram TTT (Time – Temperature – Transformation) adalah suatu
logam yang menghubungkan transformasi austenite terhadap temperature
dan waktu. Jika dilihat digrafik, diagram TTT mempunyai nama lain yaitu
diagram S atau C. Proses perlakuan panas digunakan untuk memperoleh
struktur baja yang diinginkan agar sesuai dengan penggunaaan yang
direncanakan. Struktur yang diperoleh adalah perubahan transformasi dari
awal. Proses transformasi ini dapat dibaca menggunakan diagram fasa
(namun untuk keadaan tidak setimbang diagram fasa tidak dapat
dipergunakan). Untuk keadaan seperti ini digunakan diagram TTT. Melalui
diagram ini, dapat dipelajari tentang kelakuan baja pada setiap tahap
perlakuan panas, diagram ini juga dapat digunakan untuk memperkirakan
struktur dan sifat mekanik dari baja diquenching dari temperatur austenisasi
ke temperatur rendah.
Gambar : Diagram TTTSumber : Anonymous , 2014
Dalam perlakuan panas pada baja, biasanya pemanasan dilakukan
hingga temperatur austenitnya, kemudian ditahan pada temperatur tertentu
untuk beberapa saat, lalu didinginkan dengan laju tertentu.Struktur mikro
yang terbentuk dipengaruhi oleh laju pendinginan.
Kurva sebelah kiri menunjukkan saat mulainya Transformasi isothermal
dan kurva sebelah kanan menunjukkan saat berakhirnya transformasi
isothermal. Titik paling kiri kurva sebelah kiri awal transformasi yang disebut
nose (hidung). Transformasi diatas nose akan menghasilkan pearlite dan
dibawah nose akan menghasilkan bainite, dan apabila transformasi
berlangsung lebih rendah lagi akan terbentuk martensite.
Gambar laju pendinginan 1 dan 2 menunjukkan proses laju pendinginan
cepat. Dalam kasus ini, kurva 1 akan menyebabkan distorsi tegangan dalam
yang lebih tinggi dari dari laju pendinginan 2. Hasil akhir dari laju pendinginan
kurva 1 adalah martensite dan austenite. Laju pendinginan kurva 2 dikenal
sebagai Critical Cooling Ratio (CCR), didefinisikan sebagai laju pendinginan
yang mampu menghasilkan 100% martensite dengan distorsi dan tegangan
dalam paling kecil.
Kurva 3 menunjukkan proses quenching terinterupsi (garis horizontal
menunjukkan interupsi) dengan cara mencelupkan material ke dalam larutan
garam dan perendaman dilakukan pada temperatur konstan diikuti dengan
proses pendinginan yang melalui daerah Bainite yang bersifat tidak sekeras
austenite. Hasil dari laju pendinginan 3 adalah dimensi lebih stabil, distorsi
lebih kecil, interval stress lebih kecil yakni bainite dan martensite.
Dari kurva pendinginan 4 menunjukkan proses pendinginan yang
lambat seperti pada pendinginan dapur. Sebuah contoh pendinginan lambat
adalah proses annealling, dimana semua austenite berubah menjadi pearlite
sebagai hasil pendinginan lambat. Terkadang kurva pendinginan menyentuh
bagian tengah dari kurva transformasi yang merupakan daerah austenite
pearlite.
1.1.6 Diagram CCT
Gambar : Diagram CCTSumber : Anonymous , 2014
Diagram CCT (Cooling – Countinous – Transformation) adalah diagram
yang sering digunakan pada proses perlakuan panas pada saat kondisi
pendinginan yang terus menerus (continous cooling). Pada proses perlakuan
panas, pedinginan cenderung terjadi secara kontinyu daripada pedinginan
secara Isothermal. Letak kurva tranformasi akan bergeser jika transformasi
berlangsung pada temperatur yang menurun. Karena itu perlu dibuat suatu
diagram transformasi untuk pendinginan yang kontinyu.
Diagram transformasi seperti diatas dinamakan diagram pendinginan
kontinyu atau diagram CCT (Continous Cooling – Transformation). Diagram ini
agak berbeda dengan diagram TTT. Kurva bergeser sedikit ke kanan bawah
karena kadar karbon pada baja. Pada diagram CCT kecenderungan terbentuk
martensite lebih cepat/besar karena pergerseran kurva tersebut.Pada proses
pendinginan lambatakan menghasilkan struktur mikro pearlite. Pada proses
pendinginan sedang akan menghasilkan struktur mikro bainite dan pearlitedan
martensite. Pada proses pendinginan cepat akan menghasilkan struktur mikro
martensite.
1.1.7 Pergeseran Titik Eutectoid
Diagram fase Fe-Fe3C dibuat tahap unsur paduan. Jika terdapat unsur
paduan, maka diagram akan mengalami pergeseran. Pergeseran titik
eutectoid yang terjadi dapat diubah dari diagram di bawah ini:
Gambar: Pengaruh Paduan Terhadap Suhu Dan Komposisi EutectoidSumber : Anonymous , 2014
Dari diagram di atas, terlihat komposisi unsur paduan mempengaruhi
komposisi eutectoid dan suhu (gambar b). Unsur paduan bergeser dari
temperatur eutectoid 723⁰C menjadi naik atau turun tergantung jenis dan
besarnya unsur paduan yang ditambahkan.
Pergeseran diagram fase dapat dihitung dari pergeseran titik eutectoid
(perpotongan Al3 dan ACm)
TC = ∑c=a
(TCX %C)
∑c=a
%C
%C = ∑c=a
(TCX %C)
∑c=a
TC
Contoh perhitungan :
Spesimen dengan komposisi kimia (Cr = 12% ; Mn = 0,3% ; Si = 0,2%)
Pergeseran titik eutectoid
Loga
m
Komposi
si
Suhu
Eutectoid %C
Cr 12% 840⁰C 0,37
Mn 0,30% 720⁰C 0,76
Si 0,20% 730⁰C 0,76
TC = ∑c=a
(TCX %C)
∑c=a
%C
= (840 x0.37 )+ (720 x 0.76 )+(730 x0.76)
(0.37+0.76+0.76)=747,40C
%C = ∑c=a
(TCX %C)
∑c=a
TC
= (840 x0.37 )+ (720 x 0.76 )+(730 x0.76)
(840+720+730)=0,76 %
Keterangan :Fe – Fe3C :
Pergeseran :
Gambar: Grafik Pergeseran Tititk EutectoidSumber : Anonymous , 2014
Related Documents











