




UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA USP-EEL
ARTHUR SCARPARO MATTOSO
Metodologia de redução de setup em um processo de
extrusão: implantação e análise crítica por meio de
uma pesquisa-ação
DATA: 08/11/2014
____________________________________
ASSINATURA DO ORIENTADOR
Lorena
2014
1
ARTHUR SCARPARO MATTOSO
Metodologia de redução de setup em um processo de extrusão: implantação e análise crítica por meio de uma pesquisa-ação
Monografia apresentada à Escola de Engenharia de Lorena da Universidade de São Paulo para obtenção do título de engenheiro industrial químico.
Orientador: Prof. Dr. Eduardo Ferro dos Santos
LORENA- SP
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Scarparo Mattoso, Arthur Metodologia de redução de setup em um processo deextrusão: implantação e análise crítica por meio deuma pesquisa-ação / Arthur Scarparo Mattoso;orientador Eduardo Ferro dos Santos. - Lorena, 2014. 45 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2014Orientador: Eduardo Ferro dos Santos
1. Smed. 2. Redução de setup. 3. Leanmanufacturing. I. Título. II. Ferro dos Santos,Eduardo, orient.

2
Aos meus queridos pais,
Antenor e Carla, por todo amor e
apoio para a realização de mais essa conquista.
E ao meu grande amor, Maíra.

4
Agradecimentos
Aos meus pais, Carla e Antenor; a minha irmã, Marina. Pelo apoio que sempre me deram. Aos Meus avos, Angelo e Ivete. Per sempre acreditarem em meu potencial. À minha namorada, por toda a força e companheirismo, nunca deixando desistir dos meus objetivos. Ao meu grande amigo e companheiro de república Bruno, pela amizade e companheirismo. Ao Fernando, novo integrante da república. Ao Prof. Dr. Eduardo Ferro por me orientar durante esse trabalho. Aos colegas de trabalho, João Paulo, Otavio Bustamante, Gustavo Alves e Rogério Santos, pelo auxilio e amizade. Aos amigos, Maurício, José Felipe, Leonardo, Leandro, Evertom, Andre, João Carlos, Patricia Saxer, Verona, Thayene e Aline, pela amizade sincera, pelas árduas horas de estudo e principalmente pela palavra amiga nas horas mais difíceis. A todos com quem tive o prazer de conviver durante meu período de faculdade.
Aos professores da EEL/USP por todo aprendizado ao longo do curso.

5
“Por não saber que era impossível ele foi lá e fez”
Jean Coctea

6
RESUMO
Em busca por competitividade e produtividade para a sobrevivência das
empresas no mercado global, surge a crescente preocupação com a redução de
desperdícios, sendo estes relacionados ao tempo ou a materiais. O setup é o tempo
que se leva na troca de ferramentas para preparar um equipamento, entre a última
peça de boa qualidade produzida e a primeira peça aprovada do novo produto. O
presente trabalho objetiva estudar e aplicar a redução do tempo de setup em um
processo de extrusão de borracha, visando reduzir os desperdícios e reorganizar o
fluxo de valor do processo. Para atingir este objetivo foi feita analise dos tempos de
setup e da filmagem do setup na extrusora. Dessa forma o pesquisador empregou a
metodologia de pesquisa-ação, onde o pesquisador pode atuar tanto na prática quanto
na ciência. Aplicou-se a ferramenta SMED (Single Minute Exchange of Die) para
sistematização do setup e analise das ações. Se baseando nos conceitos de lean
manufacturing, foi realizada a avaliação do estado corrente do processo, e foi aplicado
o SMED, onde assim pode-se constar a eficiencia da ferramenta com uma redução de
49% do tempo de troca de ferramentas, além do amplo aprendizado ao pesquisador e
a organização.
Palavras-chave: SMED. Redução de setup. Lean Manufacturing.

7
ABSTRACT
In a search for competitive advantages and productivity for enterprises to survive
in the global market, the growing concern with reducing waste arises, which are both
raw material and time. The setup is the time it takes to exchange tools to prepare
equipment, between the last piece of good quality and produced the first piece
approved the new product. The present work aims to study and implement the reduction
of setup time in an rubber extrusion process in an industry in order to reduce lead time
and waste through the reorganization of the value stream. To achieve this goal was
made analysis setup times and setup footage of the extruder. This way the researcher
employed the methodology of research-action, where the researcher can act both in
practice and in science. Applied the tool SMED (Single-minute Exchange of Die) to
systematize and analyze the setup of the shares. Based on the concepts of lean
manufacturing, the assessment of the current state of the process was conducted, and
was applied SMED, so where can indicate the efficiency of the tool with a reduction of
49% of the time tool change, beyond the broad learning the researcher and the
organization.
Keywords: SMED. Setup reduction. Lean Manufacturing.

8
SUMÁRIO
1. INTRODUÇÃO ....................................................................................................10
1.1. JUSTIFICATIVA........................................................................................10
1.2. OBJETIVOS GERAIS...............................................................................12
1.3. OBJETIVOS ESPECÍFICOS.....................................................................12
2. LEAN MANUFACTURING..................................................................................13
2.1. CONCEITUAÇÃO.....................................................................................13
2.2. REDUÇÃO DE SETUP.............................................................................17
2.3. SMED........................................................................................................18
2.4. FIFO (FIRST IN, FIRST OUT)...................................................................20
3. PROCEDIMENTOS METODOLÓGICOS............................................................21
3.1. MÉTODO DE PESQUISA.........................................................................21
3.2. METODOLOGIA RELACIONADA AO SMED...........................................22
4. A APLICAÇÃO DO PROCESSO........................................................................24
4.1. PROCESSO PRODUTIVO.......................................................................24
4.2. A PESQUISA-AÇÃO.................................................................................27
4.3. A COLETA DE DADOS.............................................................................28
4.4. ANÁLISE DOS DADOS............................................................................34

9
4.5. PLANEJAMENTO DE AÇÕES..................................................................35
4.6. IMPLANTAÇÃO DE AÇÕES.....................................................................36
4.7. AVALIAÇÃO DOS RESULTADOS............................................................38
5. CONCLUSÃO......................................................................................................41

10
1. INTRODUÇÃO
O atual mercado passa por transformações que formam um novo contexto
dinâmico para as organizações e, de maneira especial, a indústria brasileira. Esta tem
de competir em preço e qualidade com outras indústrias estrangeiras, empresas estas
vindas tanto de países com elevado nível de desenvolvimento tecnológico quanto de
países onde o custo de fabricação estão em um patamar bem menor.
Desta forma a necessidade de ser altamente produtivo justifica o
desenvolvimento de trabalhos que visam o aumento da produtividade dos sistemas
produtivos indústriais. Para tanto as ferramentas de gestão focadas nesse aspecto, ou
seja, focadas na identificação de pontos de melhoria, reduzindo desperdícios e
aumentando a produtividade se mostram essenciais.
Dentro desta classificação a ferramenta SMED (Single Minute Exchage of Day),
desenvolvida por Shingo em sua obra “Sistema de troca rápida de ferramenta” (2000),
atende a maioria dos requisitos necessários para uma gestão de produção abrangente
e efetiva ao reduzir-se desperdícios, no caso do presente trabalho será focado na
redução do tempo de setup juntamente com a metodologia de pesquisa-ação.
Nishida (2006) comenta que reduzir o tempo de setup possibilita trabalhar em
pequenos lotes, diminuir os estoques, aumentar a flexibilidade e atender mais
rapidamente à demanda dos clientes.
No presente trabalho foi aplicada a redução do tempo de troca de ferramentas
juntamente com a metodologia de pesquisa-ação em uma extrusora de 3.1/2 no
processo de fabricação de mangueiras hidráulicas. A pesquisa-ação foi ambientada em
uma empresa transnacional do ramo de soluções hidráulicas, em uma planta de
pequeno porte, situada na cidade de Guaratinguetá, São Paulo – Brasil. Esta planta é
especializada na manufatura de mangueiras hidráulicas e possui duas extrusoras de
borracha.
1.1. JUSTIFICATIVA
Devido ao elevado número de setup’s realizados por dia na empresa, um
número aproximado de 19 setup’s realizados, e junto com os aumentos constantes de
produção ve-se a necessidade de reduzir o tempo de setup do processo de extrusão.
Desta forma uma vez reduzido e otimizando o tempo de setup estaremos flexibilizando

11
a produção, ou seja, a manufatura será enxuta e robusta frente a diversa gama de part
numbers, ou seja, a diversa variedade de produtos manufaturados pela companhia,
indo de encontro ao conceito de lean manufacturing.
Lean manufacturing, ou manufatura enxuta, é definido segundo Carneiro (2012)
como uma filosofia de gestão para melhorar a utilização de recursos, identificando
pontos de melhorias, ou seja, pontos em que há possibilidade de redução, seja esta
redução relacionada a tempo ou a custos, incluindo aqui equipamentos, matéria-prima
e mão de obra e pontos em que há possibilidade de otimização de fluxo. A proposta de
redução de setup é ter uma diminuição em torno de 50% no desperdício durante a
realização do setup ou se atingir um tempo de setup de apenas um dígito como
descrito pelo SMED, flexibilizando e dinâmizando o processo.
As técnicas de troca rápida de ferramentas introduzidas na Toyota foram todas
elaboradas internamente, porém apenas o SMED, sistema de redução do tempo de
troca de ferramentas em máquinas, foi desenvolvido com ajuda externa tendo como
consultor Shigeo Shingo (WOMACK; JONES, 1998).
A técnica desenvolvida por Shingo (SMED) e o seu respectivo estudo
sistematico, foram publicados em seu livro SMED – A revolution in manufacturing
(SHINGO, 1985), onde o autor apresenta de maneira clara e breve o conceito,
descreve algumas técnicas que auxiliam a matodologia e alguns exemplos da pratica
de SMED na indústria.
A primeira aparição como publicação do SMED no Ocidente se deu em 1985,
mas o conceito de redução de tempos de setup promovido pelos japoneses já
provocava repercussão tanto por meio de publicações (HALL, 1983; PLOSSL, 1985;
HAY, 1992) como em aplicações industriais, na qual a metodologia SMED é citada em
diversas revistas da área (JOHANSEN; McGUIRE, 1986; QUINLAN, 1987; SEPEHRI,
1987; NOAKER, 1991).
Outra caracteristica da troca rápida de ferramentas que a tornou atrativa a este
projeto foi sua aplicação simples e que não exige grandes investimentos por parte da
empresa. Buscou-se por meio deste trabalho responder a seguinte questão norteadora:
“É possivel relacionar SMED com as ferramentas e doutrinas do Lean Manufacturing?”

12
1.2. OBJETIVOS GERAIS
O objetivo geral deste trabalho é a aplicação e avaliação de uma metodologia de
redução de setup, no caso SMED, integrando o método ao lean manufacturig,
buscando a redução de tempos de produção de uma linha manufatura de mangueiras
industriais.
1.3. OBJETIVOS ESPECÍFICOS
O objetivo central deste trabalho ainda se complementa aos objetivos
específicos:
● Avaliar e utilizar metodologia SMED juntamente com o Lean
Manufacturing, a fim de se reduzir o tempo de setup do processo e
aumentar a sua produtividade;
● Buscar a ação direta e participativa do pesquisador no processo, de
maneira a aplicar pesquisa cientifica em um problema empírico real;
● Propor um desenvolvimento estruturado de um sistema de setup que
possa ser implantado e testado, atendendo aos requisitos e as
necessidades do processo;
● Desenvolver uma compreensão profunda entre a teoria e prática dos
assuntos abordados por este estudo.
As soluções serão advindas de diversos estudos adaptadas às necessidades do
processo de extrusão, baseado nas caracteristicas e limitações do processo em
particular, podendo variar de organização e inovações tecnológicas que facilitam o
setup, independente do usuário e orientação sobre a troca de ferramentas.
Sendo assim, a partir do objetivo atingido, o estudo pode ser aplicado a outras
empresas as quais adotam o processo de extrusão como, por exemplo, indústrias
termoplasticas e de borrachas, podendo variar alguns aspectos devido a peculiaridades
de processo.

13
2. LEAN MANUFACTURING
2.1. CONCEITUAÇÃO
O Lean Manufacturing pode ser traduzido do inglês como “Produção Enxuta”. É
uma forma de organizar a produção ou negócio para que toda a perda de processo
seja eliminada ou pelo menos fortemente reduzida. Há uma confusão comum do termo
Lean com Seis Sigma e suas respectivas ferrametas (5S, Kaizen, dentre outros), mas
estas são todas metodologias e ferramentas que podem ser usadas ao implementar
uma cultura Lean (WERKEMA, 2006).
A produção enxuta é uma filosofia de gestão que surgiu no Japão pós Segunda
Guerra Mundial. Em um contexto onde a economia do país exigia uma alta produção
com uma vasta gama de produtos. A produção em massa, diseminada por Henry Ford,
conseguiria atender ao quesito de demanda, porém não seria capaz de atender a
exigência de diversidade de produtos, além de que o Japão não dispunha de recursos
para realizar investimentos necessários para a implantação da produção em massa,
que caracterizava o sistema implantado por outras montadoras. Segundo Womack
(1992) foram Eiji Toyoda e Taiichi Ohno, da Toyota, que compreenderam que a
manufatura em massa não funcionaria no Japão e, então, adotaram uma nova pratica
de produção, a qual tem como objetivo a eliminação de desperdício.
Essa filosofia inovadora de gestão veio atender as necessidades de mercado
ainda abordadas anteriormente em outras gestões, ou seja, direcionada ao aumento de
produtividade atráves da redução de desperdício. O Lean Manufacturing permite com
isso maior flexibilidade no processo de manufatura com maior variedade de produtos.
Através da implantação dessa nova tecnica de gestão, a economia japonesa,
inicialmente com exclusividade do meio indústrial automotivo, se desenvolveria o
suficiente para competir no mercado global.
De maneira abrangente o Lean Manufacturing é definido como uma filosofia que
busca eliminar desperdícios, identificando assim pontos de melhorias. Estas melhorias
são na verdade a busca continua pela redução, seja ela de custos ou de tempo,
abranjendo aqui mão-de-obra, matéria-prima, equipamentos e pontos de melhoria de
fluxo. Ou seja, excluindo o que não tem valor para o cliente e adicionar dinâmismo a
empresa.

14
Segundo Womack (1996) de maneira simplificada, o Lean Manufacturing é um
sistema de gestão da producão que promove um combate total aos desperdícios. Já
para Rachna Shah (2002) a Produção Enxuta é uma abordagem multidimensional que
engloba uma ampla variedade de práticas gerencias de forma integrada atendendo a
demanda exigida pelos clientes com pouco ou nenhum desperdício.
Desta maneira o Lean busca atingir a satisfação do cliente, através do baixo
custo de produção, pela qualidade do produto e elevada produtividade. Para atingir
estas metas o Lean Manufacturing tem a sua disposição um conjunto de ferramentas
que abordam cada ponto de melhoria. Segundo Werkema (2011), as principais
ferramentas usadas para colocar em prática a metodologia são descritas abaixo:
Mapa de Fluxo de Valor: Segundo Werkema (2006) é uma ferramenta que utiliza
símbolos gráficos (ícones) para documentar e apresentar visualmente a
sequência e o movimento de informações, materiais e ações que constituem o
fluxo de valor de uma empresa. Através do Mapeamento do Fluxo de Valor
podemos identificar no processo produtivo pontos de gargalos e desperdício, ou
seja, pontos onde não se agrega valor ao produto, indentificando assim pontos
de melhoria.
Kaizen: É um termo Japonês que significa melhoria continua, de acordo com
Werkema (2006) é uma metodologia para o alcance de melhorias rápidas, que
consiste no emprego organizado do senso comum e da criatividade para
aprimorar um processo individual ou um fluxo de valor completo. É geralmente
utilizado para resolver problemas de escopo restrito identificados após o
Mapeamento do Fluxo de Valor e é conduzido por uma equipe formada por
pessoas de diferentes funções na empresa.
Kanban: Dispositivo sinalizador utilizado para viabilizar o fluxo de informações
para a produção ou para retirada de itens em um sistema puxado.
Padronização: Para Da Silva (2011), o trabalho padronizado consiste em
estabelecer procedimantos precisos para o trabalho dos operadores num
processo de produção, onde tais procedimentos sejam bons para o operador,
para máquina e para a produção.
5S: O 5S é um método cujo objetivo é promover e manter uma otimização do
ambiente de trabalho, sendo estas tanto das área administrativas quanto de

15
manufatura. A sigla 5S vem de cinco palavras em Japonês, que são os cinco
princípios do 5S, onde todas as palavras começam com “s”. Os significados das
cinco palavras são: Seiri (triagem); Seiton (organização); Seiso (limpeza);
Seiketsu (padronização); Shitsuke (disciplina);
Redução de Setup: Segundo Shingo (1985) Setup é definido como o tempo que
se leva para preparar um equipamento, entre a última peça de boa qualidade
produzida e a primeira peça aprovada do ciclo de produção seguinte.
Total Productive Maintenance: Uma ferramenta que esta diretamente
relacionada a manutenção de máquinas. Segundo Nakajima (1989) tem como
objetivo, eliminar as perdas no aproveitamento da capacidade das máquinas,
garantindo assim que as máquinas operem nas condições adequadas e com
efetividade máxima.
Gestão Visual: A gestão visual esta intrinsecamente relacionada com 5S. De
acordo com o LEAN ENTERPRISE INSTITUTE (2003) é a colocação em local
fácil de ver de todas as ferramentas, peças, atividades de produção e
indicadores de desempenho do sistema de produção, de maneira que a situação
do sistema possa ser entendida rapidamente por todos os envolvidos.
Poka-Yoke: É uma palavra em Japonês que significa à prova de erro, ou seja, é
uma ferramenta composta por dispositivos a prova de falhas. Warkema (2006)
afirma que consiste em um conjunto de procedimentos e/ou dispositivos cujo
objetivo é detectar e corrigir erros em um processo antes que se transforme em
defeitos percebidos pelos clientes (internos ou externos). Para Shingo (1985)
“defeitos surgem porque erros são cometidos; os dois tem relação causa e
efeito... contudo, erros não se tornarão defeitos se houver feedback e ação no
momento do erro.”
O principal pilar do pensamento Lean é a eliminação dos desperdícios dentro
das organizações. Desta maneira, segundo Ohno (1988), desperdício se refere a todos
os elementos de produção que só aumentam os custos sem agregar valor, ou seja, são
atividades que não agregam valor ao produto, do ponto de vista do cliente, mas são
realizadas dentro do processo de produção. Por outro lado, Shingo (1981) considera
que os sete desperdícios para o Sistema Toyota de Produção (STP) são:

16
Superprodução: produzir excessivamente ou antecipadamente,
resultando em um fluxo pobre de peças e informações ou excesso de
inventário. Para Riani (2006) esse tipo de perda é o pior, pois além de
ser muito difícil de ser eliminado, cria um incontável número de outros
desperdícios, como por exemplo, área de estoque, deterioração, custos
de energia, manutenção de equipamentos, escoamento de problemas
operacionais e administrativos através de “estoques de segurança”.
Espera: Este desperdício abrange tanto pessoas, como peças e
informações, as quais passam por longos períodos de ociosidade,
resultando em um fluxo pobre, bem como em lead times longos.
Transporte excessivo: Desperdício no qual o movimento excessivo de
pessoas, peças ou informações, resultam em um gasto desnecessário de
capital, tempo e energia. Riani (2006) complementa resaltando que o
excesso de movimentação gera também estoques tempórarios na
producão.
Processos inadequados: Os processamentos inadequados consistem na
utilização errônea de ferramentas, sistemas ou procedimentos,
geralmente quando uma aproximação mais simples pode ser mais
efetiva.
Inventário desnecessário: É considerado como armazenamento
excessivo e falta de informação ou produtos, podendo ser este inventário
tanto de produto acabado, como de produto intermediário. O que resulta
em custos excessivos e baixo desempenho do serviço prestado ao
cliente. Riani (2006) define este tipo de desperdício como um recurso
financeiro aprisionado no sistema produtivo.
Movimentação desnecessária: Se origina da desorganização do
ambiente de trabalho, oque por sua vez resulta em baixo desempenho
dos aspectos ergônomicos e perda frequente de itens.
Produtos defeituosos: São resultado de problemas frequentes nas cartas
de processo, problemas de qualidade do produto ou baixo desempenho
na entrega. Para Riani (2006) o desperdício por produtos defeituosos

17
significa desperdiçar materiais, disponibilidade de mão de obra,
disponibilidade de equipamentos, movimentação de materiais
defeituosos, inspeção de produtos, entre outros.
2.2. REDUÇÃO DE SETUP
Por tempo de preparação (setup) se entende o tempo do último produto A
quando deixa a máquina até a saída do primeiro produto B com qualidade. Para Reis e
Alves (2010) este método foi desenvolvido por Shingo, em um período de 19 anos
como resultado de exames detalhados de aspectos teóricos e práticos, e tem foco em
medidas organizacionais em oposição a projetos.
Carneiro (2012) afirma que o SMED trabalha de forma a reduzir os desperdícios
de setup das máquinas excluindo a necessidade de implementação de novas máquinas
ou equipamentos, ou seja, excluindo a necessidade de projeto. Sugai et al. (2005)
complementam dizendo que o tempo de setup, sem ter passado ainda por
procedimentos de melhorias, abrange atividades como troca de ferramentas da
máquina ou de equipamentos, transporte de ferramentas, produção e inspeção de
algumas peças de novo lote, além de ajustes das máquinas, tantas vezes necessários
até que peças de qualidade aceitável sejam produzidas. Nesta ocassião, sem
padronização do método de trabalho, gera-se sucata, retrabalho e muitas ocasiões de
tempos improdutivos, ou seja, operações que não agregam valor ao produto e
desperdícios que poderiam ter sido evitados. Reis e Alves (2010) complementam
dizendo que quando o trabalho com o método SMED não é capaz de atingir a redução
necessária, não produzindo a flexibilidade de produção esperada, neste momento,
então, pode-se considerar as mudanças de projetos, que são soluções eficazes, no
entanto exigem maiores invetimentos de capital.
Em relação à área de ganho de flexibilidade, pela redução do tempo de setup,
McIntosh et al. (2001) comentam que, nessa área, há 4 oportunidades de melhoria:
melhor resposta às necessidades do mercado; melhor acomodação das incertezas;
melhor resposta a problemas de manufatura; melhor potencial para ter maiores
margens de lucro. McIntosh et al. (2001) também comentam que a oportunidade de
melhoria “melhor resposta às necessidades do mercado” é um dos mais importantes
18
ganhos da redução do tempo de setup e é, frequentemente, a razão principal para se
reduzir o tempo de setup.
2.3. SMED
Segundo Shingo (2000) a base do seu método, designado Single Minute
Exchange of Die (SMED), livremente traduzida por troca rápida de ferramentas em
tempos inferiores a 10 minutos), está no entendimento de que as operações de setup
são de dois tipos:
1. Setup Interno: Para Reis e Alves (2010) são as atividades que só podem
ser realizadas quando a máquina estiver parada. Cakmakci e Karasu
(2007) complementam alertando que em geral a realização do setup
interno com a máquina em operação é um ato inseguro, colocando em
risco a integridade do colaborador que realiza o setup, a integridade do
máquinario e a qualidade do produto.
2. Setup Externo: Ainda de acordo com Reis e Alves (2010) o setup externo,
diferene do interno, se define como as atividades que podem ser
realizadas quando a máquina estiver funcionando. Para Cakmakci e
Karasu (2007) ao realizar as atividades de setup externo com a máquina
ainda em operação o colaborador não se coloca em situação de risco,
não compromete a integridade do máquinario e não gera problemas de
qualidade para os produtos.
De acordo com Júnior, Araújo e Ribeiro (2010) o método SMED deve ser
dividido em 4 estágios operacionais, sendo:
1. Análise de operação a ser inicialmente abordada: Essa fase relaciona
todas as atividades inerentes ao setup da operação a ser abordada por
meio de uma lista de verificação, onde esta contida: a descrição das
atividades, tempo médio de execução e indivíduos responsáveis, segundo
Júnior, Araújo e Ribeiro (2010). Já para Reis e Alves (2010) neste estágio
as condições de setup interno e externo são confundidas, ou seja, o que
poderia ser realizado no setup externo é realizado no setup interno,
consequentemente as máquinas ficam paradas por períodos mais longos.
Ainda de acordo com Júnior, Araújo e Ribeiro (2010) para racionalizar a

19
análise das atividades de setup documentada na lista de verificação, pode
ser utilizada a técnica de filmagem da operação de setup para estudo
posterior, podendo ser utilizada também, após a implantação de cada
melhoria, verificando as situações iniciais e finais e utilizando o vídeo
como elemento motivacional de continuidade do processo.
2. Identificação das etapas internas e externas do setup: Esta atividade do
método SMED esta focada na identificação e separação das operações
do setup que podem ser definidas como internas ou externas ao
processo. Júnior, Araújo e Ribeiro (2010) resaltam que as técnicas de
análise e solução de problemas e de filmagem da operação do setup
também são ferramentas auxiliares para discriminar o setup interno do
externo.
3. Converter setup interno em externo: Este estágio é de fundamental
importâcia para o processo, uma vez que é o momento de se identificar e
propor as oportunidades de melhoria. Para Júnior, Araújo e Ribeiro (2010)
a conversão do setup interno em externo é obtida pela análise da função
das operações do setup, buscando reavaliar os procedimentos
convencionais e as novas possibilidades de melhoria. De maniera a trazer
o máximo de atividades possíveis para o setup externo, e assim reduzir o
tempo de parada do equipamento. A partir desse estágio, operações que
não contribuem para a melhoria da operação do setup devem ser
identificadas e eliminadas. As técnicas de análise e solução de problemas
e de filmagem da operação do setup também podem ser aplicadas nessa
etapa.
4. Praticar a atividade de setup e padronizar: O presente estágio tem como
objetivo realizar a prática das ações definidas propostas no estágio
anterior. O novo procedimento de setup deve ser documentado, divulgado
para todos os envolvidos no setup e colocado em prática nas próximas
operações de setup. Segundo Júnior et al (2010) a pradronização do
setup é importante para a manutenção dos padrões nas futuras
operações de setup.

20
2.4. FIFO
O FIFO (Fist in, Fisrt out), ou como também é conhecido “Primeiro que entra,
Primeiro que sai”, é um método de controle de estoque, onde se busca o nivelamento
do fluxo de valor, de maneira que o material mais antigo (o primeiro que entra) é o
primeiro a ser trabalhado (último que sai). Segundo Francischini e Gurgel (2002) este é
um método que prioriza a ordem cronológica das entradas. Ou seja, sai o primeiro
material que entrou no estoque, com seu respectivo preço unitário. Garantindo assim
que sempre haverá produtos novos para uso. Esta é a metodologia mais
comum utilizada principalmente em indústrias e distribuidores de produtos sem datas
de validade.

21
3. PROCEDIMENTOS METODOLÓGICOS
3.1. MÉTODO DE PESQUISA
Para o presente trabalho, a metodologia utilizada, no contexto da análise
qualitativa, foi à pesquisa-ação, uma vez que segundo Carneiro (2012) esta consiste
em uma metodologia que une pesquisa científica e um problema empírico real. O
pesquisador desenvolve seu trabalho visando solucionar um problema empírico de
forma ativa no processo. Ao adotar este método, o pesquisador buscou resolver um
problema de produtividade em uma empresa de forma ativa, de forma a aplicar a
ciência em um problema do dia-a-dia da companhia, dessa forma houve ganhos com o
desenvolvimento do projeto, uma vez que há a oportunidade de aumento de
produtividade da planta por meio dos estudos, e também aprendizado científico com
base na doutrina Lean.
Segundo Tripp (2005) esta metodologia é uma forma de investigação-ação que
utiliza técnicas de pesquisa consagradas para informar à ação que se decide tomar
para melhorar a prática. Para o autor, a pesquisa-ação se desenvolve ciclicamente,
passando da investigação à ação através das etapas de avaliar, planejar, agir e
descrever o fenômeno prático observado. Para que ocorra a transformação cíclica da
investigação em ação, a pesquisa-ação tem como característica a participação ativa do
pesquisador em cada etapa de atuação sobre o fenômeno estudado. Já para Santos
(2010) a pesquisa-ação se torna interessante pelo fato de o pesquisador ser
participativo, fazer parte das decisões tomadas durante o desenvolvimento do projeto,
e não ser “um mero observador”. Porém para Brown et al. (2001), a pesquisa-ação tem
uma definição tal como um termo que se aplica a projetos em que os práticos buscam
efetuar transformações em suas próprias práticas. Brown et al. (2001) ainda
exemplifica afirmando que sob certos aspectos, a pesquisa-ação é precisa, mas utiliza
o termo “pesquisa” no sentido muito amplo de todo tipo de estudo meticuloso e,
utilizando-o desse modo, priva os acadêmicos de utilizá-lo para distinguir a forma de
investigação-ação que emprega o sentido mais específico ligado à pesquisa na
academia. Já Elliot (1994) afirma que os teóricos acadêmicos fornecem recursos para a
reflexão e desenvolvimento da prática na pesquisa-ação, mas também sugere que os
práticos não adotam simplesmente uma teoria “já pronta”, mas que a problematizam

22
pela aplicação. Somekh (2003) interpreta isso como significado que o prático se
“apropria pessoalmente” de teorias de outros.
Coughlan e Coghlan (2002) complementam dizendo que as dez características
principais da pesquisa-ação são: o pesquisador toma ação (não é mero observador);
envolve dois objetivos: solucionar um problema e contribuir para a ciência; é interativa
(cooperação e interatividade entre os envolvidos); objetiva desenvolver um
entendimento holístico; é fundamentalmente relacionada à mudança; requer um
entendimento da estrutura étnica (valores e normas); pode incluir todos os tipos de
métodos de coleta de dados (técnicas quantitativas e qualitativas); requer um vasto
pré-entendimento (do ambiente organizacional, condições, estrutura e dinâmica das
operações); deve ser conduzida em tempo real (um estudo de caso "vivo"); requer
critérios próprios de qualidade para sua avaliação.
3.2. METODOLOGIA RELACIONADA AO SMED
A metodologia de aplicação de SMED segue três estágios conceituais, a saber,
o estágio de separação de setup nas modalidades “interno” e “externo”, a conversão de
setup interno em externo e o estágio de racionalização e simplificação dos aspectos
envolvidos no setup.
A pesquisa ora apresentado está estruturada em seis etapas de execução,
baseadas nas etapas de metodologia de pesquisa-ação, apresentadas a seguir:
● Etapa I – O planejamento da Pesquisa-Ação: Nesta etapa foi feito todo o
levantamento bibliográfico, visando obter o maior conhecimento possível
sobre o trabalho em questão.
● Etapa II – A coleta de dados: Nesta etapa foi realizado o levantamento de
dados do processo por meio de entrevistas com os envolvidos,
cronoanálise e filmagem do processo de setup.
● Etapa III – Análise dos dados: Depois de feito o levantamento de dados, a
próxima etapa foi análizar estes dados, utilizando assim toda a
fundamentação teórica adquirida anteriormente.
23
● Etapa IV – Planejamento de ações: Com a análise dos dados, teve-se
embasamento para planejar as ações a serem tomadas, para realizar a
redução do tempo de setup.
● Etapa V – Implantação de ações: Fase onde foi executada as ações
planejadas no passo anterior, buscado assim realizar o setup com as
ações de redução de tempo.
● Etapa VI - Avaliação dos resultados: Nesta etapa o pesquisador
descreveu suas atividades e suas conclusões em um trabalho cientifico.

24
4. A APLICAÇÃO DO PROCESSO
4.1. PROCESSO PRODUTIVO
A empresa onde se realizou o presente trabalho tem como principal produto
mangueiras hidráulicas, estas são compotas por um tubo interno de borracha, uma
trama de fio de arame e um tubo externo também de borracha. Sua cadeia de
produção é esquematizada pelo mapa de fluxo de valor representado pela Figura 1,
iniciando o processo com a produção do mandril de Nylon na extrusora de mandril e
com a produção da borracha em tiras na mistura.
O mandril de Nylon tem a função de base para a fabricação da mangueira
hidráulica, sua produção se da na extrusora de mandril, o mandril produzido é enrolado
em carretéis e enviado a extrusora de 3.1/2. Já na mistura é produzido as tiras de
borracha que serão utilizadas como matéria-prima para a extrusora de 3.1/2, esta tiras
são colocadas em carrinhos para serem levadas a extrusora. Cada carrinho possui
uma cor diferente, ou seja, uma cor para cada tipo de composto impedindo qualquer
erro ou confusão na hora de enviar a matéria-prima a extrusora, juntamente com o
carrinho há também uma fixa com os dados do composto.
Já na extrusora de 3.1/2 ocorre a cobertura do mandril com a borracha, desta
nessa etapa é manufaturado o tubo interno da mangueira, ou seja, é extrudado a
primeira camada e esta futuramente será o tubo interno do componente hidráulico.
Após a extrusão, o carretel com o mandril coberto é mandado para as
trançadeiras onde será feita a trança de fios de arame, que conferem resistência a
elevadas pressões à mangueira.
Depois de trançado, o carretel com o mandril coberto e trançado voltará a
extrusora, como ilustrado na Figura 1, para ser aplicada uma nova cobertura de
borracha sob a trança, esta será o tubo externo, formando desta maneira a estrutura de
uma mangueira hidráulica.
Em seguida o carretel é enviado para a bandagem, onde o conjunto é envolvido
em uma fita própria, para proteger o material do tratamento térmico posterior. Ainda na
bandagem é adicionado uma fita de marcação entre a mangueira e a fica de

25
bandagem, esta fita de marcação tem a finalidade de conferir os dados da mangueira,
como nome, fabricante, pressão de trabalho, etc.
Da bandagem o carretel é enviado a Vulcanização em uma autoclave, um vazo
de pressão, onde é feito tratamento térmico da mangueira, que dura em média 4 horas
e tem capacidade para cinco carretéis por ciclo. Após o termino da vulcanização, o
carretel é resfriado ao ar livre. Em seguida é enviado para a debandagem, onde é
retirada a fita de bandagem e a fita de marcação do carretel com a mangueira, ambas
as fitas são reaproveitadas, sendo reutilizadas em futuras vulcanizações.
A ultima etapa, antes de ser enviada para o almoxarifado e posteriormente para
o cliente final, é a célula de extração e teste onde é retirado o mandril do interior da
mangueira, separando-os, na mangueira propriamente dita é feito um teste de pressão
para ter sua qualidade assegurada e assim detectando qualquer eventual falha antes
de ser enviada ao cliente. Já o mandril é novamente enrolado em um carretel e é
enviado a extrusora para voltar ao processo. A mangueira hidráulica, sendo aprovada
no teste, é cortada em tamanhos menores e enrolada em feixes para facilitar seu
transporte. Assim a mangueira é enviada para o almoxarifado para ser enviada ao
cliente final.
Figura 1 - Mapa de Fluxo de valor do Processo.
Fonte: O Autor

26
É importante resaltar que as borrachas para manufatura do tubo interno e
externo são diferentes e variam para cada tipo de mangueira, o que proporciona um
setup sempre que ocorre a troca de produto ou tipo de tubo. Dessa forma, tal situação
representa uma grande oportunidade de melhoria, uma vez que se efetua por dia uma
média de 19 setup’s, como é demonstrada pela Figura 2, uma Tabela onde foi feito o
levantamento, por meio das fixas de produção, do número de setup’s por dia, no
período de 03/03/2014 à 15/03/2014, e por produto, assim obtive-se a média de setup’s
realizadas por dia na extrusora.
Figura 2 - Número de Setup’s por Dia e Produto na Extrusora.
Número de Setup's por Dia e Produto na Extrusora
- Produto A Produto B Produto C Produto D Produto E Total
03/03/2014 5 7 3 5 0 20
04/03/2014 6 4 0 4 3 17
05/03/2014 2 8 4 3 3 20
06/03/2014 7 5 2 2 0 16
07/03/2014 6 7 5 2 0 20
08/03/2014 4 3 0 7 1 15
09/03/2014 6 3 2 8 3 22
10/03/2014 8 7 4 1 5 25
11/03/2014 7 5 0 3 6 21
12/03/2014 9 6 0 4 0 19
13/03/2014 3 4 0 5 4 16
14/03/2014 4 3 2 6 5 20
15/03/2014 7 6 2 3 3 21
Média 19,38
Fonte: O Autor.
Após identificar a oportunidade, por meio da análise da Tabela ilustrada pela
Figura 2, e embasado pela pesquisa-ação, o pesquisador investigando a prática, fez,
então um levantamento diário, no mês de Abril, dos tempos de setup nas duas
extrusoras da planta em um gráfico, apresentada pela Figura 3, para definir qual das
máquinas possui o maior tempo de setup em sua operação mensal. Verificou-se pelo
gráfico que, nos tempos de setup para as 2 extrusoras da empresa, os tempos eram na
maioria das vezes muito maiores diariamente na extrusora de maior bitola que na de
menor, uma vez que a extrusora de maior bitola apresenta maior diversidade de
produtos, na ordem de 28 tipos diferentes de mangueiras, enquanto que a extrusora de
menor bitola que possui apenas 10 tipos de mangueiras produzidos nela. Houve quatro

27
dias em que o tempo de setup da extrusora de menor bitola foi maior, ou igual, que o
da extrusora de maior bitola, isso se deve a manutenção corretiva na extrusora de 3.1/2
(extrusora de maior bitola), onde a máquina ficou desligada, deixando assim, de
produzir e consequentemente sem realizar a troca de ferramentas.
Figura 3 - Gráfico de Tempo de Setup por Dia em Abril/2014
Fonte: O Autor
Juntamente com a engenharia de manufatura da planta, buscou-se uma
metodologia de redução do tempo de setup para sanar o problema, assim adotou-se o
SMED (Single Minute Exchange to die) juntamente com a teoria de Lean
Manufacturing.
4.2. O PLANEJAMENTO DA PESQUISA - AÇÃO
O pesquisador buscou desenvolver um “time” composto pelas pessoas
envolvidas no processo, com a finalidade de ter a contribuição do conhecimento do
processo destas pessoas no trabalho, além de buscar ter diferentes óticas na solução
de problemas relacionados à redução do setup. Para fazer parte deste “time” foi
chamado um colaborador de cada turno, buscando a colaboração da experiência
prática destes e abranger o máximo possível as pessoas que estão diretamente ligadas
ao processo, visando assim com o trabalho a ser realizado padronizar em todos os
turnos, de maneira homogênea, as ações de melhoria de setup. Foi convidado o líder
de produção do primeiro turno, que por sua experiência com o processo, como um
todo, e seu comprometimento por adotar e fiscalizar as ações a serem implantadas se
torna de grande valia ao trabalho. O gerente de manufatura da área de produção de
mangueiras foi convidado a participar do ‘time’, por seu amplo conhecimento da

28
atividade e por já ter experiência na realização de redução de setup, auxiliando o
pesquisador. Tendo formado o “time” para a redução de setup da extrusora de 3.1/2 foi
dado início a coleta de dados.
4.3. A COLETA DE DADOS
Inicialmente o pesquisador acompanhou o processo de extrusão para poder se
familiarizar com o processo e compreender a fundo as ações envolvidas nele,
participando assim da rotina da célula (ilustrada pela Figura 4) e dos colaboradores
envolvidos, como manda a metodologia de pesquisa-ação.
Figura 4 – Planta da célula de Extrusão
Fonte: O Autor
A célula é descrita pela Figura 5, iniciando-se por um take-up (Equipamento
pneumático utilizado para suspender o carretel) onde se encontra o carretel com a
mangueira a ser coberta com a borracha (extrusão), iniciando assim o processo. O
carretel é colocado manualmente no take-up por um colaborador da célula. Após o
take-up é tracionado (equipamento pneumático utilizado para suspender o carretel) por
um caterpillar (conjunto de duas correias paralelas, cuja finalidade é dar tração a
mangueira que passa por entre elas), um conjunto de correias que proporciona

29
movimento a mangueira a levando ao cabeçote da extrusora para ocorrer a extrusão.
No cabeçote a mangueira é então coberta com a borracha em alta temperatura, logo
após ela é resfriada em submersão em água gelada resfriando a borracha e
consequentemente a contraindo, dando assim aderência à borracha. Saindo do
resfriamento a mangueira é tracionada novamente por outro caterpillar e depois ela
passa por um tanque onde se aplica antiaderente, logo então, a mangueira é
novamente enrolada em outro carretel que se encontra em um let-off.
Figura 5 - Fluxograma da Extrusora de 3.1/2
Fonte: O Autor.
A célula de extrusão possui dois colaboradores envolvidos nela, sendo um
extrusorista, a pessoa responsável pela análise dos defeitos na mangueira, análise de
amostras e por operar a instrumentação da extrusora, e um alimentador de borracha
responsável por alimentar com tiras de borracha a extrusora.
30
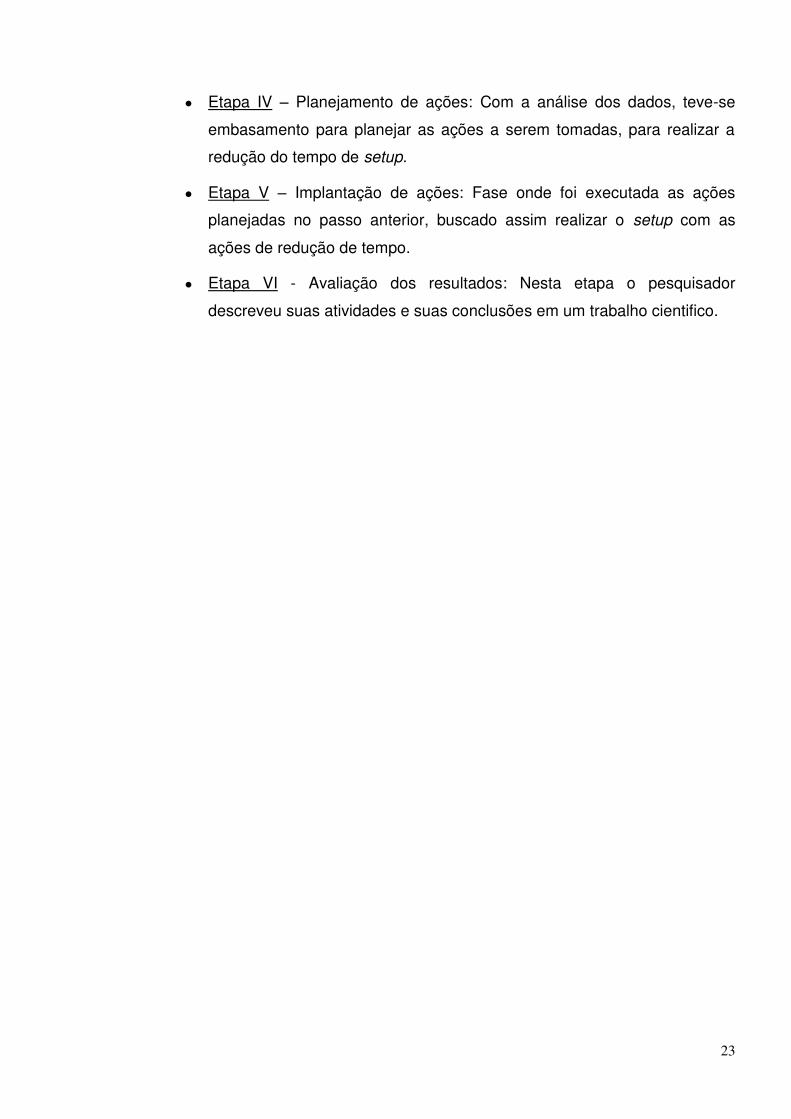
Foram realizadas filmagens das atividades de setup, de um ponto fixo, buscando
ter a melhor imagem de como era efetuado um setup de extrusora, e assim identificar e
enumerar as ações realizadas pelos colaboradores durante a realização da troca de
ferramentas. Feita a filmagem foram analisadas cuidadosamente as imagens
enumerando as atividades envolvidas no setup e logo após efetuou a cronoanálise
(ilustrada pela Figura 6) das atividades identificadas, elaborou-se assim uma planilha,
correlacionando às ações de troca de ferramenta e seus respectivos tempos, esta
planilha é demonstrada pela Figura dois.
Figura 6 – Planilha das Ações de Troca de Ferramenta e seus Tempos
Fonte: O Autor.

31
Depois de realizada a filmagem e a análise das imagens, realizou-se o
mapeamento das atividades dos colaboradores, por meio do diagrama de Spaghetti 1
(Apresentado pela Figura 7). Para isso o pesquisador utilizou uma placa de isopor,
onde se colou o layout da empresa impresso em uma folha de papel, de maneira a
representar fielmente em escala a fábrica. Utilizando-se de linha e alfinetes o
pesquisador mapeou todo o movimento dos colaboradores envolvidos no setup, tendo
como referencia o vídeo da troca de ferramentas.
Conseguiu-se assim determinar com precisão a movimentação de cada
colaborador envolvido no processo de extrusão, como é demonstrado pelas Figuras 7 e
8, onde uma vez que o layout esta em escala com o tamanho da linha pode-se calcular
a distância percorrida pelos colaboradores. O diagrama de Spaghetti se torna
importante nessa etapa do projeto para o pesquisador identificar movimentações
desnecessárias e possíveis pontos de melhoria no setup da extrusora, de maneira a
tornar a movimentação dos colaboradores lógica, eficiente e segura.
Com o levantamento dos dados obtidos com a filmagem e o diagrama de
Spaghetti deu-se início a outra etapa do projeto, a análise dos dados com o “time”, por
isso se torna tão importante à qualidade destes dados e justifica o tempo e a dedicação
em obter dados com precisão e que representem o processo. Para isso antes de
recolher os dados instruiu-se os colaboradores a fazerem um setup convencional, ou
seja, sem mudanças nas atividades e sem alterar nenhum parâmetro de engenharia
que se pode influenciar no tempo de troca de ferramentas, deixando claro que a
filmagem seria apenas para estudo das atividades e não para uma avaliação de
eficiência.
1 Diagrama do caminho percorrido por um produto na medida em que ele se movimenta ao longo de um fluxo de valor. É assim chamado, pois, na produção em massa, a rota dos produtos comumente se parece com um prato de espaguete. FONTE: Lean Institute Brasil - http://www.lean.org.br/bases.php?interno=thinking_vocabulario#21 acesso em 06 nov. 2007

32
Figura 7 – Mapeamento das Atividades do Extrusorista
Fonte: O Autor.

33
Figura 8 – Mapeamento das Atividades do Alimentador de Borracha
Fonte: O Autor.

34
4.4. ANÁLISE DOS DADOS
Depois de realizado o levantamento dos tempos de cada atividade de setup,
realizou-se uma reunião com o time, onde os apresentou o filme do setup e logo em
seguida os apresentaram as atividades e seus respectivos tempos. Dessa maneira,
buscou realizar um brainstorm, uma técnica para resolução de problemas por meio de
uma dinâmica de grupo, visando identificar quais atividades agregavam valor ao
produto e quais não agregavam valor durante o setup interno, contando com a ajuda e
as experiências dos envolvidos. Assim, utilizou-se como base a Tabela apresentada
pela Figura 6 para elaborar uma nova planilha (Ilustrada pela Figura 8), utilizou-se
também um mapa de fluxo de valor presente com a finalidade de demonstrar as ações
de setup interno e externo, ou seja, atividades que agregam valor ao produto e
atividades que não agregam valor ao produto, conforme a equipe fosse classificando as
ações propostas (apresentado pela Figura 9). Esta nova planilha, evidenciada pela
Figura 8, torna-se importante para o pesquisador, pois será com base nela que este
fará junto ao time os planos de melhoria a fim de se reduzir o tempo de troca de
ferramentas, como foi proposto por Shingo em seu livro “Sistema de troca rápida de
ferramenta” (2000).
Figura 8 – Atividades que Agregam ou não Valor
00:00:32 00:00:00 00:00:32
00:00:12 00:00:32 00:00:44
00:00:24 00:00:44 00:01:08
00:00:18 00:01:08 00:01:26
00:00:35 00:01:26 00:02:01
00:00:15 00:02:01 00:02:16
00:05:01 00:02:16 00:07:17
00:00:08 00:07:17 00:07:25
00:00:23 00:07:25 00:07:49
00:00:58 00:07:49 00:08:47
00:03:01 00:08:47 00:11:48
00:00:30 00:11:48 00:12:18
00:01:16 00:12:18 00:13:34
00:01:24 00:13:34 00:14:58
00:00:53 00:14:58 00:15:51
00:01:12 00:15:51 00:17:03
00:00:17 00:17:03 00:17:20
00:00:20 00:17:20 00:17:40
00:04:08 00:17:40 00:21:48
00:01:04 00:21:48 00:22:52
00:01:30 00:22:52 00:24:22
00:02:55 00:24:22 00:27:17
00:00:56 00:27:17 00:28:13
00:00:07 00:28:13 00:28:20
00:00:10 00:28:20 00:28:30
00:01:07 00:28:30 00:29:37
00:29:36
1- Retirada do carretel vazio
2- Troca do eixo
3- Levar carretel vazio para o fim do processo
Valor Agregado
00:00:32
00:00:12
00:00:24
Atividades Tempo Inicial Final Valor Não Agreg.
10 -Retirar o fixador da matriz
11- Retirar Matriz e borracha do interior da extrusora
12- Retirar resto de borracha
13- Retirar o canhão
14- Limpeza do cabeçote
15- Troca do filtro
4- Preenchimento dos diarios de máquina
5- Levar fichas preenchidas aos carretieis
6- Coordenação entre operadores
7- Troca de composto, levar carrinho na mistura
8- Voltar ao começo da extrusora
9- Soltar parafusos para retirar matriz
22- Carregemento da extrusora com borracha
23- Regular Fieira e matriz
24- Jogar borracha do passo anterior no carrinho
25- Colocar Mandril na extrusora
26- regulagens finais
Tempo Total do Setup
16- Colocar o canhão e fieira
17- Colocar Matriz e fieira
18- Ajustar parafusoso
19- Levar refugo da borracha para a mistura
20- Colocar arrame no Mandril
21- Máquina parada
00:04:08
00:01:04
00:01:24
00:00:08
00:05:01
00:01:30
00:00:07
00:00:24
00:00:15
00:00:35
00:00:18
00:02:55
00:00:56
00:00:10
00:01:07
00:01:12
00:00:17
00:00:20
00:00:58
00:03:01
00:00:30
00:01:16
00:00:53
Fonte: O Autor.

35
Figura 9 - Mapa de fluxo de valor presente
Fonte: O Autor.
4.5. PLANEJAMENTO DE AÇÕES
Tendo separado as atividades em que agregam valor e não agregam valor,
como apresentados pela planilha da Figura 5, o pesquisador e a equipe tiveram ciência
de quais atividades deveriam ser convertidas de setup interno para setup externo. De
maneira que permaneçam no setup interno apenas ações que agreguem valor ao
produto, ou seja, que seja essencial a realização do setup em si.
Assim, foi alinhado com os membros do time e principalmente com os
colaboradores que operavam a extrusora, que estas atividades que não agregam valor
deveriam ser realizadas com a máquina em funcionamento (Setup externo). Buscou-se
deixar claro que estas atividades só deveriam ser executadas com total segurança,
uma vez apresentado qualquer risco a integridade do colaborador, deveria ser parada a
atividade imediatamente.
Algumas atividades como colocar o arame no mandril e limpeza do cabeçote não
eram possíveis de serem convertidas em setup externo, porém com aplicação do
pesquisador e apoio constante da equipe foram adotadas medidas que minimizassem o

36
impacto dessas atividades em uma Tabela contendo as atividades e as ações para
sana-las (apresentada pela Figura 10).
Como no caso de se colocar o arame no mandril, utilizou-se do tempo em que o
alimentador de extrusora ficava parado, esperando o operador de extrusora fazer a
troca da matriz e da fieira, para efetuar essa ação, ou seja, foi feita uma coordenação
entre os colaboradores melhorando as ações entre eles e com isso tendo um ganho
significativo de tempo.
Já no caso da limpeza do cabeçote, foram feitos ajustes e uma manutenção
preventiva incisiva no cabeçote e canhão da extrusora, de maneira que a borracha
parou de incrustar no cabeçote não necessitando mais sua limpeza pelos
colaboradores e consequentemente foi sanado outro desperdício de tempo que
impactava 1 minuto e 24 segundos do tempo total de setup.
Figura 10 – Plano de Ação para Atividades Não Conversíveis
Fonte: O Autor
4.6. IMPLANTAÇÃO DE AÇÕES
Todos os membros do time aceitaram e incentivaram a conversão das atividades
que não agregavam valor ao produto que estavam sendo realizadas no setup interno
em setup externo (ilustrado pela Figura 11). Essas atividades foram:
Preenchimento dos diários de máquina;
Levar fichas preenchidas aos carreteis;
Coordenação entre operadores;
Troca de composto, levar carrinho na mistura;
Plano de Ação Para Atividades Não Conversíveis
Colocar Arame no MandrilMelhor Coordenação Entre
Operadores
Manutenção Preventiva no
Cabeçote e Canhão da Limpeza Do Cabeçote
Atividades Ação Tomada

37
Voltar ao começo da extrusora;
Levar refugo da borracha para a mistura;
Colocar arame no Mandril;
Máquina parada;
Jogar borracha do passo anterior no carrinho.
O preenchimento dos diários de máquina, ou também conhecidos como ficha de
controle de produção eram preenchidos pelo operador da extrusora durante a troca de
ferramentas, a partir da conversão desta atividade, a mesma passou a ser executada
próximo ao fim do carretel, ou seja, próximo ao inicio do setup. Já a ação levar as
fichas de rastreabilidade ao carreteis foi efetuado após a realização do setup.
Também se incentivou que qualquer tipo de conversa pertinente à troca de
ferramentas, ou seja, uma coordenação entre os colaboradores fosse feita antes da
realização do setup e que qualquer conversa que não fosse realmente importante
deveria ser eliminada durante o setup, havendo apenas exceção caso a segurança dos
colaboradores esteja comprometida.
Quanto às ações de levar o carrinho de borracha para a troca do composto e
levar o refugo de borracha proveniente da iniciação do novo produto para a célula de
mistura e voltar para a extrusora, juntas essas ações faziam o operador percorrer uma
distancia de 428 metros e que demandavam um tempo de 9 minutos e 17 segundos.
Estas ações ficaram a cargo de outro colaborador, o abastecedor de produção,
uma vez que tais ações são externas a célula de extrusão, de maneira que ao se
aproximar do momento de se realizar o setup o operador de extrusora deve sinalizar ao
líder de produção a necessidade de troca de composto ou mesmo de mais composto
para realizar a extrusão do próximo produto. Assim, não havendo a ausência do
operador de extrusora e já havendo o composto novo, não há a possibilidade de a
máquina ficar desligada, ou seja, fica ociosa durante o setup.

38
Figura 11 – Ações a Serem Convertidas em Setup Externo
Fonte: O Autor
Dessa forma foram realizados os seguintes setup’s efetuando essas atividades
como setup externo.
4.7. AVALIAÇÃO DOS RESULTADOS
Com a implantação das ações, novamente coletou-se os tempos das atividades
e assim desenvolveu uma planilha onde correlaciona a planilha da Figura 8 com as
ações tomadas e o novo tempo de troca de ferramenta, obtendo assim uma nova
planilha, demonstrada pela Figura 12. Nela apresentou-se o tempo total de setup que
antes era de 29 minutos e 36 segundos foram reduzidos para apenas 15 minutos e 07
segundos, ou seja, ouve uma redução de 14 minutos e 30 segundos demonstrando
uma redução de aproximadamente 50% no tempo de realização do setup, a Figura 12
representa redução.
Ação realizada pelo
abastecedor de produção
Atividade eliminada pelo
item anterior
Ação realizada pelo
abastecedor de produção
Melhor Coordenação entre
Operadores
Conversão em atividade
externa
Conversão em atividade
externa
Troca de composto, levar
carrinho na mistura
Voltar ao começo da extrusora
Levar refugo da borracha para
a mistura
Colocar arame no Mandril
Máquina parada
Jogar borracha do passo
anterior no carrinho
Ações a Serem Convertidas em Setup Externo
Problemas Plano de Melhorias
Preenchimento dos diários de
máquina
Levar fichas preenchidas aos
carreteis
Coordenação entre
operadores
Levar atividade para setup
externo
Levar atividade para setup
externo
Atividade a ser realizada
antes do setup

39
O resultado foi satisfatório para o pesquisador e toda a equipe, pois o presente
trabalho trouxe um resultado expressivo, reduziu-se em aproximadamente 50% o
tempo de troca de ferramentas da extrusora. Satisfizeram-se todas as expectativas da
gerencia da fabrica, e assim, teve-se total confiança na eficácia da metodologia SMED,
uma vez que os resultados obtidos foram exatamente como Shingo havia previsto em
sua obra “Sistema de troca rápida de ferramenta” (2000).
Acredita-se com base nas ações de troca de ferramenta restantes que o tempo
de setup da extrusora pode ser diminuído ainda mais, porém necessitará o
despendimento de recursos financeiros para melhorias técnicas, sendo assim tais
melhorias ficarão como sugestão para melhorias futuras de redução do tempo de setup
da extrusora de 3.1/2.
Confiante com o sucesso do projeto, a gerencia da fábrica futuramente irá
estender o presente trabalho ao restante da fábrica, para assim reduzir o tempo de
troca de ferramentas do restante das células de produção, e consequentemente
aumentar sua produtividade.

40
Figura 12 – Redução do Tempo de setup com a aplicação de SMED
Fonte: O Autor.

41
5. CONCLUSÃO
Conforme os resultados foram apresentados neste trabalho, foi possível verificar
que, a metodologia de SMED, proposta por Shingo (1985), e sua integração com as
ferramentas de Lean Manufacturing tornaram possível alcançar a meta de redução do
tempo de setup. Verificou-se também que a partir da avaliação do estado presente, foi
possível realizar o projeto futuro, ou seja, um conjunto de ações que teve como
consequência não apenas os objetivos diretos como a redução de setup, mas
proporcionou melhorias indiretas como o aumento do tempo útil do equipamento, a
padronização das atividades, a integração de um sistema puxado de produção, a
redução de leadtime, a redução de esforços e desgaste físico operacional, o aumento
do sentimento de realização da equipe e consequente motivação.
Pôde-se observar que o principal dispêndio de tempo estava correlacionado ao
trabalho desordenado, o que pôde ser sanado sem necessidade de investimentos,
através do treinamento operacional, ou seja, com ações de baixo custo (em
concordância com a literatura referente ao tema). Observou-se também que na
aplicação do SMED, foi atingida a redução de tempo esperada, da ordem de 00:14:30
(quatorze minutos e trinta segundos), ou seja, uma redução do tempo na ordem de
50%. Através dos resultados obtidos, pode-se também concluir que o presente trabalho
obteve um resultado condizente com o previsto pela literatura, visto que a aplicação
conjunta da ferramenta SMED e da metodologia de pesquisa-ação apresentaram
resultados superiores aos esperados, contribuindo não apenas para o dinamismo da
linha de produção da empresa em questão, mas também para o fortalecimento da
cultura de melhoria continua em redução dos tempos de setup, da redução do
desperdício e da importância das metodologias.
Como recomendações para continuidade da pesquisa, sugere-se realizar um
estudo de melhoria do processo buscado novas tecnologias que aperfeiçoem o
equipamento reduzindo ainda mais o tempo de setup; realizar uma comparação entre
os desperdícios do pensamento enxuto em cada uma das fases de realização de setup;
verificar a aplicabilidade da ferramenta SMED em diferentes equipamentos.

42
REFERÊNCIAS BIBLIOGRÁFICAS
AVI JÚNIOR, E.; ARAÚJO, D.G.; RIBEIRO, A. M.. Troca rápida de ferramenta:
redução do tempo de setup de uma linha de montagem de braço de controle.
Revista Ciências Exatas – Universidade de Taubaté, UNITAU, v.16, n.1, p.22-32,
2010.
BROWN, A.; DOWNLING, P. Doing reserch/reading research: a mode of
interrogation for teaching. Londres: Routledge Falmer, 2001.
CAKMAKCI, M.; KARASU, M. K. Setup time reduction process and integrated
predetermined time system MTM-UAS: A study of application in a large size
company of automobile industry. Int. J Adv Manuf Technol , v.33, pp. 334-344,
2006.
CARNEIRO, L. O. Aplicação da metodologia lean para redução de setup no
processo produtivo de resinas poliméricas Monografia apresentada ao curso de
graduação em Engenharia Química da Escola de Engenharia de Lorena –
EEL/USP. USP – Universidade de São Paulo. 2012
COUGHLAN, P.; COGHLAN, D.; Action Research for Operation
Management. International Journal of Operations and Production Management, v. 22, n.
2, p. 220-240, 2002.
DA SILVA, B.F.P. Dissertação de Mestrado Lean Manufacturing na Indústria de
Embalagens Metálicas FEUP- Faculdade de Engenharia da Universidade do
Porto. 2011.
ELLIOT, J. Research on teacher’s knowledge and action research., Educational
Action Research, Oxford, v. 2, n. 1, p. 133-137, 1994.
FRANCISCHINI, P. G.; GURGEL, F. A. Administração de Materiais e do
Patrimônio. Edição única, São Paulo: Editora Thonson Pioneira, 2002.
HALL, R. W. Zero Inventories. Homewood: Dow Jones-Irwin, 1983.

43
HAY, E. J. Just-in-time: um exame dos novos conceitos de produção. São Paulo:
Maltese-Editorial Norma, 1992.
JOHANSEN, P.; McGUIRE, K. J. A lesson in SMED with Shigeo Shingo.
Industrial Engineering, v. 18, p. 26-33, 1986.
LEAN ENTERPRISE INSTITUTE. Léxico Lean – Glossário Ilustrado para
Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil, 102p. 2003.
McINTOSH, R. I. et al. Improving changeover performance: a strategy for
becoming a lean, responsive manufacturer. Oxford: Butterworth Heinemann, p.
351, 2001
NAKAJIMA, S.; .Introdução ao TPM: Total Productive Maintenance.Tradução de
Mário Nishimura. São Paulo: IMC Internacional Sistemas Educativos Ltda., 1989.
NISHIDA, L. D. Como determinar metas para o tempo de setup. Disponível em:
HTTP://www.lean.org.br/bases.php?&interno=artigo_18. Acesso em: 04 maio
2006.
NOAKER, P. Pressed to reduce setup? Manufacturing Engineering. v. 107, p. 45-
49, 1991.
OHNO, T. Toyota Production System: Beyond Large-Scale Production. Portland,
OR: Productivity Press, 1988.
PLOSSL, G. Production and Inventory Contro: principles and techniques.
Englewood Cliffs: Prentice-Hall, 1985.
QUINLAN, J. P. Shigeo Shingo explains ´single-minute exchange of die´. Tooling
and Production, p. 67-71, Feb. 1987.
REIS, M. E. P.; ALVES, J. M.. Um método para o cálculo do benefício econômico
e definição da estratégia em trabalhos de redução do tempo de setup. Gestão e
Produção, São Carlos v.17, n.3, p.579-588, 2010.
RIANI, A.M. Estudo de Caso: O Lean Manufacturing aplicado na Becton
Dickinson Monografia submetida a coordenação do curso de Engenharia de

44
Produção da Universidade Federal de Juiz de Fora. UFJF- Universidade Federal
de Juiz de Fora. 2006..
SANTOS, E.F. Proposta de uma Metodologia de Análise de Riscos Ergonômicos
utilizando as práticas do Lean Six Sigma. Tese (Doutorado em Engenharia de
Produção) – Universidade Metodista de Piracicaba, Santa Barbara do Oeste,
Brasil, 2010.
SEPEHRI, P. E. M. Manufacturing Revitalization at Harley-Davidson Motor
Company. Industrial Engineering., v. 19, n. 8, August, 1987.
SHAH, R.; WARD, P. T.; Lean Manufacturing: context, practice bundles, and
performance .Journal of operations management. 2003.
SHINGO, S. A Revolution in Manufacturing: The SMED System. Productivity
Press. Cambridge, MA, 1985.
SHINGO, S. A Study of the Toyota Production System from an Industrial
Engineering Viewpoint. [S.l.]: Productivity Press, 1981.
SHINGO, S. Sistema de troca rápida de ferramenta: uma revolução nos sistemas
produtivos. Porto Alegre: Bookman, 327 p. 2000.
SOMEKH, D. Theory and passion in action research., Educational Action
Research, Oxford, v. 11, n. 2, p. 247-264, 2003.
SUGAI, M.; NOVASKI, O.; FUJIOKA, L. T.; JESUS, D. O.. Redução de tempo de
preparação e gestão de estoques no âmbito da gestão da cadeira de
suprimentos: estudo de caso em uma empresa de derivados de petróleo. In: XII
SIMPEP , Bauru, SP. Brasil. 2005.
SUGAI, M.; NOVASKI, O.; MORAES, F. D. Proposta de um modelo para
classificação da fase pós setup conforme características do período de
aceleração – Pesquisa ação em uma empresa metal-mecânica. In: SIMPÓSIO
DE ADMINISTRAÇÃO DA PRODUÇÃO, LOGÍSTICA E OPERAÇÕES
INTERNACIONAIS, IX., Anais... SIMPOI 2006 - FGV-EAESP.

45
TRIPP, D. Pesquisa-ação: uma introdução metodológica, Revista Educação e
Pesquisa, V.31, n.3, p. 443-466, São Paulo, 2005.
WERKEMA, M. C. C. Lean Seis Sigma- Introdução as ferramentas do Lean
Manufacturing. Ed.1.Belo Horizonte. Werkema Editora. 2006.
WOMACK, J. P.; JONES, D. T. A Mentalidade Enxuta nas Empresas: elimine o
desperdício e crie riqueza. Campus: Rio de Janeiro, 1998.
WOMACK, J. P.; JONES, D. T.; ROOS, D. A máquina que mudou o mundo. 14
ed. Rio de Janeiro: CAMPUS. 1992.





























