Çeliğe Güç Katar AKADEMİ METALURJİ SANAYİ VE TİCARET LTD. ŞTİ. ISIL İŞLEM Akademi Metalurji, bir Türk sanayi kuruluşudur. Türkiye sanayisinin yükselişini; kaliteyi hedef alan yüksek teknolojik yatırımlarla desteklemektedir. Tuz Banyoları İndüksiyon Servis Laboratuvar Gaz Nitrasyon Vakum Sertleştirme Vakum Sementasyon 1999 2007 2006 2012 2014 ISIL İŞLEMDE AKADEMİ K ÇÖZÜMLER

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Çeliğe Güç Katar
AKADEMİMETALURJİ SANAYİ VE T İCARET LTD. ŞTİ .
ISIL İŞLEM
Akademi Metalurji, bir Türk sanayi kuruluşudur. Türkiye sanayisinin yükselişini; kaliteyi hedef
alan yüksek teknolojik yatırımlarla desteklemektedir.
Tuz Banyoları
İndüksiyon
Servis
Laboratuvar
Gaz Nitrasyon
Vakum Sertleştirme
Vakum Sementasyon
1999 20072006 2012 2014
I S I L İ Ş L E M D E A K A D E M İ K Ç Ö Z Ü M L E R
Amacımız, teknolojik gelişmeleri takip ederek en kaliteli ve en iyi hizmeti istenilen zamanda müşterilerimize ulaştırmak ve onları memnun edebilmektedir. Bunu başarabildiğimizi gösterdik. • Akademi Metalurji, ulaşmak istediği noktaya varırken Avrupa standardında hizmet vermeyi hedefle-mektedir. • Kuruluş bünyesinde çalışan Yönetici ve personel kadrolarının arttırılmasını, eğitim ve yetkinliklerini en üst se-viyeye çıkartmayı amaçlamaktadır. • Isıl işlem proseslerinde en ileri teknolojinin uygulaması planlanmıştır.
• Sektörel bazda liderlik hedefine ulaşmak için; te-knolojik yatırıma ve müşteri memnuniyeti ilkesine uygun olarak çalışılmalarını sür¬dürmektedir. • En iyi reklamın müşteri memnuniyeti olduğunu prensip olarak benimsemiştir. Bunu sağlamak için müşterilerine Teknik Destek ve Danışmanlık (Malzeme seçi-mi, ısıl işlem yönetimi, vs.) hizmetini hiç bir zaman eksik etmemektedir. • Büyüme hedefini belirlerken; kendisine bir iş ortağı gibi kabul ettiği müşterilerinin beklentilerini bir rehber ola-rak kabul etmek¬tedir. • Akademi Metalurji, bir Türk sanayii kuruluşudur ve Türkiye sanay¬isinin yükselişini; kaliteyi hedef alan yüksek teknolojik yatırımlarla desteklemektedir. AKADEMİ METALURJİ
Isıl işlem sektöründe sunduğu hizmetler ve kurumsal yaklaşımıyla öncü firmalardan biri olarak konumlanan Aka-demi Metalurji, 1999 Temmuz ayında Akademi ısıl işlem san. Tic. Ltd. Şti. olarak kuruldu. Hizmete tuz banyolarıyla başladı. 2001 yılından itibaren yoluna Akademi Metalurji Sanayi Ve Ticaret Limited Şirketi olarak devam etti. Adına yakışır şekilde büyümekte olan Akademi Metalurji, ilk büyük yatırımını 2006 yılında yaptı. Bu yatırımlar tuz banyoları yanında: • Vakum sertleştirme fırını,
• Tam otomatik gaz nitrasyon fırınları,
• 200 Kw orta ve yüksek frekans indüksiyon (yüzey sertleştirme) tezgahı,
• Tam teşekküllü bir laboratuvarın da devreye alınmasıdır.
2012 yılının Nisan ayı itibariyle Gebze Tesisi faaliyete geçmiş bulunmaktadır. Dünyada vakum teknolo-jisinin öncü firmalarından ALD Vacuum Technologies GmbH firmasından satın aldığı Vakum Fırınları ve bunun yanı sıra paslanmaz malzemelere de nitrasyon yapabilen ve özel bir teknolojiyle nitrasyon potansiyel kontrolü saye-sinde yüzey sertliği, nitrasyon derinliği ve beyaz ta¬baka kalınlığının kontrol edebilen Gaz Nitrasyon Fırınını da değerli müşterilerinin hizmetine sunmuştur. 2013 yılı içerisinde Türkiye’de TEK Vakum Sementasy-on (yağda soğutma) Fırını ile de ısıl işlemin her alanında olduğu gibi; rakipleriyle arasındaki farkı bir kez daha or-taya koymuştur. Türkiye‘de Isıl İşlem Sektöründe Akademi Metalurji’nin makine ve fırın parkuru, proses yetenekleri ve ebatları bakımından TEK ve BENZERSİZ olarak hizmete de-vam etmektedir.
HOŞGELDİNİZ !

İkitelli OSB’de yer alan 1999 yılında Akademi Isıl İşlem olarak kurulmuş ve ilk olarak tuz banyoları ile hizmet vermeye başlamıştır. 2001 yılından itibaren yoluna Akademi Metalurji Sanayi Ve Ticaret Limited Şirketi olarak devam etmiştir.
Fabrika binamız 750 m2 kapalı alanda iki bölümden oluşmaktadır. Bunlar: Tuz banyoları ve vakum sertleştirme bölümüdür.
Ayrıca indüksiyonla yüzey sertleştirme ve laboratuvar mevcuttur.
İstanbul-Gebze istikametinde E-5 üzerinde mustakil bir fabrika binası olan Gebze ısıl işlem tesisi 2012 de hizmete girmiştir. 3.000 m2 alan üzerine kurulu 2.000 m2 fabrika ve 1.000 m2 ofis binası ile hizmet vermektedir.
Vakum sertleştirme, Vakum Sementasyon, Vakum Yağda Sertleştirme ve gaz nitrasyon işlemleri yapılan tesisde, ısıl işlem makina parkuru ve çeşitliliği için yatırımlar devam etmektedir.
İKİTELLİ
GEBZE

VAKUM FIRINI

VAKUM FIRINLARINDA ISIL İŞLEM Vakum fırınlarının ısıl işlemdeki en temel avantajları şunlardır:
- Tekrarlanabilirlik (bütün prosesler bilgisayar ortamında kayıtlı olduğundan bütün şartlarıyla tekrarlanabilir)
- Kontrol edilebilir (maximum +2, -2 oC toleransla sıcaklık kontrolü)- Yüzey kalitesi (vakum altında ısıtma ve azotla soğutma –inert gaz-)- Diğer sertleştirme ortamlarına göre daha düşük oranlarda deformasyon- Çevre ve doğayla son derece barışık bir ısıl işlem teknolojisi
Akademi Metalurji bünyesinde İkitelli ve Gebze tesislerinde ayrı ayrı vakum fırınları grubu bulunmaktadır.
FIRINLAR HAKKINDA GENEL BİLGİ
Fırınlarımızda;
Dikey - çap 700 x yükseklik 2.000 mm
Yatay - çap 900 x derinlik 1.200 mm
ebatlarında parçalara vakumaltında sertlelştirme yapılmaktadir.

GAZ NİTRASYON FIRINLARI
Nitrasyon, çeliklere uygulanan termokimyasal bir yüzey ısıl işlemidir. fırınlarımızda nitrasyon ve Nitrokarbürizasyon işlemleri yanısıra PASLANMAZ MALZEMELERE DE nitrasyon yapılmaktadir. Özel bir teknolojiyle nitrasyon potansiyel kontrolü sayesinde yüzey sertliği, nitrasyon derinliği ve beyaz tabaka kalınlığının kontrolü mümkün olmaktadır.
FIRINLAR HAKKINDA GENEL BİLGİ
Fırınlarımızda; Dikey: çap 800 x yükseklik 2.000 mm Dikey: çap 1.000 x yükseklik 1.500 mm Dikey: çap 750 x yükseklik 1.200 mm ebatlarında parçalara gaz nitrasyon yapılmaktadır.

İNDÜKSİYONLA YÜZEY SERTLEŞTİRME
Akademi Metalurji bünyesinde AAGES marka düşük ve orta frekanslı makine ile hizmet vermekteyiz. Makinamızda
1600 mm. Boy X 200 mm. çapında çeliklere ısıl işlem uygulanır. Ayrıca özel aparat sayesinde 3.000 mm. çapında büyük
dişlilere de ısıl işlem uygulamaktayız.
İndüksiyonla yüzey sertleştirmenin prensibi, hızlı bir şekilde östenitik şartlara ısıtma ve iş parçası yüzeyinin sert marten-
zitik katmana dönüşmesi için hızla su verme işlemidir. İndüksiyon ısıtma ile yüzey sertleştirmenin avantajı yükseltilmiş aşınma
direnci ve iyileştirilmiş yorulma dayanımıdır.
İNDÜKSİYONLA SERTLEŞTİRİLEBİLEN ÇELİKLER - İmalat çelikleri (SAE 1050, CK 45 gibi) - Bazı dökme demirler (GGG60, GGG70 gibi) - SAE 4140, SAE 4130, ... - 100CR6, ... Daha ayrıntılı bilgi için lütfen teknik ekibimizden bilgi alınız.

VAKUM SEMENTASYON VE VAKUM YAGDA SERTLESTIRME 2014 yılı içerisinde Türkiye’de TEK Vakum Sementasyon (yağda sertleştirme) Fırını ile de ısıl işlemin her alanında olduğu gibi; rakipleriyle arasındaki farkı bir kez daha ortaya koymuştur. Türkiye‘de Isıl İşlem Sektöründe Akademi Metalurji’nin makine ve fırın parkuru; proses yetenekleri ve ebatları bakımından TEK ve BENZERSİZ olarak hizmete devam etmektedir.
ALD DualTherm marka vakum fırını, parça yüzeyinin ısıl işlem proseslerinde dekarbürizasyona maruz kalmasını engel-lemek gibi Vakum fırınlarının tüm avantajlarını bünyesinde toplamıştır. Ayrıca ALD firmasının geliştirmiş olduğu “ dynamic quen-ching ®” metodu ile soğutma parametreleri tamamen kontrol edilebilmekte olup yüksek mekanik mukavemet değerleri daha düşük çarpılmalarla sağlanmaktadır.
Bu Fırında; Vakum Yağda Sertleştirme, Vakum Sementasyonla Yüzey Sertleştirme ve Vakum Karbonitrasyon pro-sesleri yapılabilmektedir.
FIRIN HAKKINDA GENEL BİLGİ Fırını Ebatları: 600 x 750 x 1.000
•Yağda sertleşebilen çeliklere örnekler:-1.2080, 1.2842, 100Cr6, 1.2550, 1.2210, 1.2714, 1.2738, SAE 4140, CK67 vb.•Sementasyon yapılabilen çeliklere örnekler:-8620, 1.7131, 14NiCr14, 16MnCr5, vb.
Avantajları•Minimum deformasyon,•En iyi yüzey kalitesi (oksidasyonsuz bir yüzey),•Daha iyi bir mikroyapı (düşük tane sınırı karbür ve kalıntı östenit oranı, küçük tane boyutu),•Dolayısıyla; daha yüksek bir tokluk, iyileştirilmiş aşınma ve yorulma mukavemeti,•Yönetilebilir sertlik derinliği ve yüzey sertliği,•Tekrarlanabilir ve sürekli aynı kalitede ürün.

TUZ BANYOLARINDA ISIL İŞLEM Eski bir yöntem olmasına rağmen; eskimeyen bir yöntemdir. Son derece esnek proses imkanı, işlem hızı, her bir parçaya özel proses imkanı gibi avantajları sayesinde gelecekte de ihtiyaç duyulacak ısıl işlem yöntemidir. Tuz banyolarımızda kullanılan tuzlar çelikle hiçbir reaksiyona girmeyen nötr tuzlardır. Tüm ocaklarda sıcaklık kontrolleri ve kayıtları yapılmakta olup termo elemanlar 5 derece hassasiyetle çalışmaktadır.
TUZ BANYOLARINDA YAPILAN İŞLEMLER - Sementasyon - Nitrasyon (Tenifer) - takım çeliği ve imalat çeliği sertleştirme - östemperleme - martemperleme - izotermik tavlama - gerilim giderme - ıslah - normalizasyon, …
daha ayrıntılı bilgi için lütfen teknik ekibimizden bilgi alın.

Dış bükey silindirik yüzey çapı
Düz yüzeylerle silindirik yüzeyler arasındaki fark nedeniyle küçük silindirik parçaların sertlik ölçümlerinde test sonuçlarında düzeltmeler yapmak gerekir. Test sonucu, yuvarlaklık düzeltme faktörünün ölçümü yapılan parçanın silindirik yüzeyinden elde edilen sonuca ilave edilmesiyle saptanır. Wilson marka sertlik ölçme cihazı ve cihazda kullaılan uçlar sertifikalı ve ASTM E140, ASTM A370, ASTM E18 sertlik ölçme ile ilgili stan-dartlara göre parçanın kalınlığına silindirk ya da düz yüzeyli olmasına ve sertliğine göre ayarlanabilir bir programa sahiptir ve bu standartlara uygun netice verir.
6.5 mm
20 25 30 35 40 45 50 55 60 65 70 75
6 5,5 5 4
3,5 3
2,5 2
1,5 1,5 1 1
2 2
1,5 1,5 1 1 1
0,5 0,5 0,5 0,5 0,5
3,5 3
2,5 2 2
1,5 1,5 1 1 1
0,5 0,5
1,5 1 1 1 1
0,5 0,5 0,5 0,5 0,5 0,5 -
4,5 4
3,5 3
2,5 2 2
1,5 1 1 1
0,5
1,5 1,5 1 1 1 1
0,5 0,5 0,5 0,5 0,5 0,5
2,5 2,5 2
1,5 1,5 1 1 1
0,5 0,5 0,5 0,5
1 1
0,5 0,5 0,5 0,5 0,5 - - - - -
1 1 1
0,5 0,5 0,5 0,5 0,5 - - - -
19 mm13 mm 25 mm10 mm 22 mm16 mm 32 mm 38 mm
Okunan sertlik değeri (HRC)
SİLİNDİRİK PARÇALARIN SERTLİK (HRC) ÖLÇÜMÜNDE KULLANILAN TABLO (ASTM E18‘ e göre)
LABORATUVAR
Akademi Metalurji laboratuvarını günden güne geliştirerek, hem teknik teçhizat hem de teknik kadrosuyla; kendine has tecrübe ve bilgi birikimini müşterilerimize sunmaktadır.Akademi Metalurji Laboratuvarlarında;- Mikro ve makro sertlik ölçümleri,- Sertlik derinliği tespiti (sementasyon, nitrasyon derinliği, beyaz tabaka kalınlı gibi) 3D sertlik Analizi,- Mikroyapı analizi,- Hasar analizi yapılmaktadır.
Daha ayrıntılı bilgi için lütfen teknik ekibimize danışın.

SERVİS AĞIMIZ
Akademi Metalurji, kendi lojistik filosuna ve ekibine sahiptir. Lojistik elemanları belirli bir düzeyde müşterilere cevap verecek şekilde genel ısıl işlem bilgisine sahip olarak donatılmışlardır. Halen 12 adet araç ve ekibiyle beraber İstanbul ve Marmara bölgesinin büyük bir kısmına lojistik hizmeti sunmaktadır. Akademi Metalurji gelişmeye devam ederken, filomuz da paralel olarak büyümekte ve değerli müşterilerimize kapıya servis imkânı sağlamaktadır. Servis bölgelerimiz, saatleri ve daha ayrıntılı bilgi için lütfen bizi arayın.
SERVİS AĞIMIZ HAKKINDA GENEL BİLGİ
- 12 adet araçlık büyüyen bır filo
- Genel ısıl işlem bilgisine sahip lojistik elemanlar
- Değerli müşterilerimize kapıya servis imkânı
- İstanbul ve Marmara bölgesinin büyük bir kısmına hizmet imkanı

VAKUM SEMENTASYON FIRINI (iç görünümü)

Teknik bilgi: DÜŞÜK BASINÇLI VAKUM SEMENTASYONYAĞDA SOĞUTMA Düşük basınçlı vakum sementasyon işlemi prensip olarak 900-1000 °C’de < 20mbar’dan düşük basınçta Asetilen gazı ile yapılır. Bu prosesin amacı ve metalografik avantajları şöyledir;
- Asetilen gazının sahip olduğu yüksek %C konsantrasyonu ve DualTherm® patentli prosesi ile kısa proses süreleri birincil avantajıdır.
- Gaz sementasyon proseslerinde görülen yüzey oksidasyo-nu kesinlikle oluşmamaktadır.
- Homojen sementasyon tabakası derinliği.
- Yüksek sıcaklarda sementasyon imkanı. (Malzeme cinsi-ne, istenilen sementasyon derinliği ve sertliğine bağlı olarak 1000°C’ye kadar özel proses oluşturabilme imkanı.)
Metalografik üstünlüklerini:
Gaz sementasyon proseslerinde oluşan yüzey oksidasyo-nu ve uzun işlem süreleri malzemelerin bazı mekanik özelliklerini olumsuz yönde etkilemektedir.
- Vakum sementasyonda oksidasyon tabakasının oluşmaması; yüzeyde homojen sertlik dağılımı imkânını sağlar. (Gaz sementasyonda sertlik önce düşük daha sonra artarak ve düşerek devam eder çünkü yüzey oksidasyonu homojen sertlik dağılımını etkiler.)
- Vakum sementasyon sonrası yorulma mukavemet değerleri malzemenin karakteristik yapısına göre maksimum seviyede kalır (Gaz sementasyonda oluşan oksidasyon tabakası yorulma mukavemetini düşürür).
- Vakum sementasyonda homojen sementasyon tabakası mekanik işleme maliyetlerinizin azalmasına yardımcı olur.
- Gaz sementasyonda 950°C’de 16MnCr5 malzeme için 0,8mm sementasyon tabakası referans alındığında; ortalama proses süresi 8-10 saat civarındadır. Bu proses süresi Düşük Basınçlı Vakum Sementasyonda 4-5 saat arasındadır.
Bu süre farklılıkları gaz sementasyona göre daha az tane büyümesi, tane sınırı karbür çökelmelerinin daha az olması başta olmak üzere, kalıntı östenit miktarının daha az oluşmasına kadar pek çok metalografik avantajları beraberinde getirmek-tedir. Bu da uygulamalarınızda seçmiş olduğunuz malzemenin mekanik mukavemet değerlerini hesaplamalarınıza uygun ola-rak oluşmasına yardımcı olmaktadır.
Düşük basınçlı vakum sementasyon prensibinde gaz sementasyonun aksine proses gazı ortama fasılalı olarak veri-lir ve difüzyon süreci her gaz akışının devamında beklenir. Bu da %C konsantrasyonunun yüzeyde yoğunlaşmasını önleyerek sementasyon derinliğinin oluşumunu ve %C’nun iç yapıya difü-zyonuna olanak kılar.
Yüzeyde aşırı karbon konsantrasyonu kalıntı östenit oranını artırdığı gibi tane sınırlarına karbürlerin çökelmesine olanak sağlar ve malzemenin yorulma, aşınma ve tokluk mu-kavemetlerini olumsuz yönde etkiler.
VAKUM YAĞDA SERTLEŞTIRME Yağda sertleştirme işlemini yüzeyde oksit oluşumu veya dekarbürizasyon oluşumlarının engellenmesi için tama-men bilgisayar kontrollü olarak ALD DualTherm marka vakum fırınında yapılmaktadır. Bu fırında ısı homojenliğini kontrol et-mek için azot atmosferli konvektif ısıtma bulunmaktadır. Ayrıca ALD firmasının geliştirmiş olduğu “ dynamic quenching ®” metodu ile soğutma parametreleri tamamen kontrol edile-bilmekte olup yüksek mekanik mukavemet değerleri daha düşük çarpılmalarla sağlanmaktadır.
• Yağda sertleşebilen çeliklere örnekler:
- 1.2080, 1.2842, 100Cr6, 1.2550, 1.2210, 1.2714, 1.2738, SAE 4140, vb.
SEMENTASYON Sementasyon bir kimyasal yüzey işlemidir. Düşük alaşımlı çeliklerinde, sementasyon çeliklerinde ve kar-bon çeliklerinde karbonun yüzey difüzyonuyla sağlanır. Aşınma dayanımı yüksek sert bir yüzey tabakası ve tok, yumuşak bir çekirdek elde edilmesiyle sementasyon işlemi sonuçlanır. Bu işlem de yüksek teknoloji ALD Dual-Therm fırını ile yapılmaktadır. Bu proseste karbon konsan-trasyonu asetilen gazı ile sağlanmaktadır. Genel olarak sementasyonla sertleştirilebilen çelikler:
• 8620, 1.7131, 14NiCr14, 16MnCr5, vb.
KARBONITRASYON
Karbonitrasyon bir kimyasal yüzey işlemi olup sementasyona benzer. Düşük alaşımlı çeliklerde ve kar-bon çeliklerinde azot ve karbonun yüzey difüzyonuyla sağlanır. Aşınma dayanımı yüksek sert bir yüzey tabakası ve tok, yumuşak bir çekirdek elde edilmesiyle karboni-trasyon işlemi sonuçlanır. Biz bu işlemi yüksek teknoloji ALD DualTherm fırını ile yapılmaktadır.

Teknik bilgi: VAKUM FIRINLARININ BAZI AVANTAJLARI • Çok temiz ve parlak yüzey eldesi sonucu temizleme için harcanan zaman elimine edilebilmesi (özellikle üzerinde delik ya da derin gravür bulunan kalıpveya parçalarda), • Dekarbürizasyonun ve karbürizasyonun ihmal edilebilir seviyede olması, • Distorsiyonun minimum olması (distorsiyonun hiç olmadığı bir yöntem yoktur) ve nihai işlemlerin daha az maliyetli olması, • Tamamen bilgisayar kontrollü bir sistem olduğundan; sabit kalitede bir ısıl işlem neticesi eldesi nedeniyle beklenmedik manuel sebepli hataların olmaması, • İdeal laboratuvar şartları vardır, • Programlanmış otomatik prosesler sayesinde esnek ve kontrollü ısıl işlem prosesleri uygulanabilmektedir, • Diğer metotlarla kıyaslandığında daha yüksek ısıl işlem maliyeti, ürünün kalitesinin getireceği kar ile dolaylı yoldan dengelenecektir.
VAKUM FIRINLARINDA SERTLEŞTIRME IŞLEMI YAPILABILEN MALZEMELERE ÖRNEKLER: Sıcak İş Takım Çelikleri :1.2340, 1.2343, 1.2344, 1.2365, 1.2367, …
Soğuk İş Takım Çelikleri: 1.2379, 1.2083, 1.2767, 1.2360, 1.2990, …
Paslanmaz çelikler : 1.4125, 1.4112, 1.4057, 1.4034, 1.4021, …
HSS ve Toz Metaller : 1.3243, 1.3343, 1.3207, 1.3247, K390, …
Daha ayrıntılı bilgi için lütfen teknik personelimize danışın.
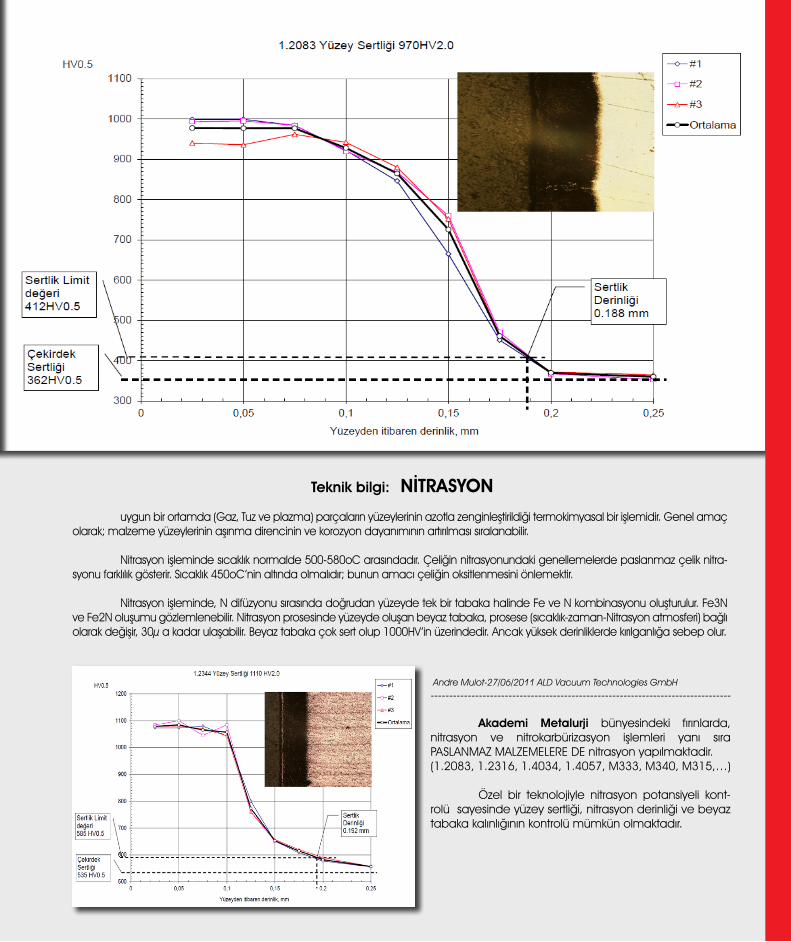
Teknik bilgi: NİTRASYON
uygun bir ortamda (Gaz, Tuz ve plazma) parçaların yüzeylerinin azotla zenginleştirildiği termokimyasal bir işlemidir. Genel amaç olarak; malzeme yüzeylerinin aşınma direncinin ve korozyon dayanımının artırılması sıralanabilir. Nitrasyon işleminde sıcaklık normalde 500-580oC arasındadır. Çeliğin nitrasyonundaki genellemelerde paslanmaz çelik nitra-syonu farklılık gösterir. Sıcaklık 450oC’nin altında olmalıdır; bunun amacı çeliğin oksitlenmesini önlemektir. Nitrasyon işleminde, N difüzyonu sırasında doğrudan yüzeyde tek bir tabaka halinde Fe ve N kombinasyonu oluşturulur. Fe3N ve Fe2N oluşumu gözlemlenebilir. Nitrasyon prosesinde yüzeyde oluşan beyaz tabaka, prosese (sıcaklık-zaman-Nitrasyon atmosferi) bağlı olarak değişir, 30µ a kadar ulaşabilir. Beyaz tabaka çok sert olup 1000HV’in üzerindedir. Ancak yüksek derinliklerde kırılganlığa sebep olur.
Andre Mulot-27/06/2011 ALD Vacuum Technologies GmbH---------------------------------------------------------------------------------
Akademi Metalurji bünyesindeki fırınlarda, nitrasyon ve nitrokarbürizasyon işlemleri yanı sıra PASLANMAZ MALZEMELERE DE nitrasyon yapılmaktadir. (1.2083, 1.2316, 1.4034, 1.4057, M333, M340, M315,…)
Özel bir teknolojiyle nitrasyon potansiyeli kont-rolü sayesinde yüzey sertliği, nitrasyon derinliği ve beyaz tabaka kalınlığının kontrolü mümkün olmaktadır.
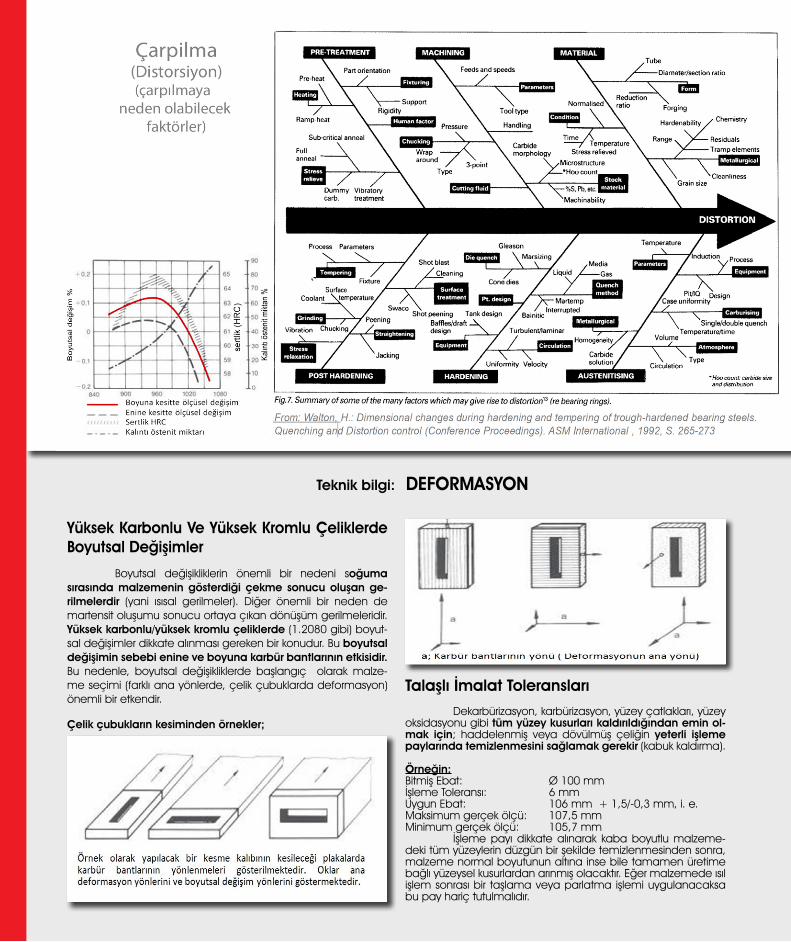
Teknik bilgi: DEFORMASYON
Yüksek Karbonlu Ve Yüksek Kromlu Çeliklerde Boyutsal Değişimler Boyutsal değişikliklerin önemli bir nedeni soğuma sırasında malzemenin gösterdiği çekme sonucu oluşan ge-rilmelerdir (yani ısısal gerilmeler). Diğer önemli bir neden de martensit oluşumu sonucu ortaya çıkan dönüşüm gerilmeleridir.Yüksek karbonlu/yüksek kromlu çeliklerde (1.2080 gibi) boyut-sal değişimler dikkate alınması gereken bir konudur. Bu boyutsal değişimin sebebi enine ve boyuna karbür bantlarının etkisidir. Bu nedenle, boyutsal değişikliklerde başlangıç olarak malze-me seçimi (farklı ana yönlerde, çelik çubuklarda deformasyon) önemli bir etkendir. Çelik çubukların kesiminden örnekler;
Talaşlı İmalat Toleransları Dekarbürizasyon, karbürizasyon, yüzey çatlakları, yüzey oksidasyonu gibi tüm yüzey kusurları kaldırıldığından emin ol-mak için; haddelenmiş veya dövülmüş çeliğin yeterli işleme paylarında temizlenmesini sağlamak gerekir (kabuk kaldırma).
Örneğin:Bitmiş Ebat: Ø 100 mm İşleme Toleransı: 6 mm Uygun Ebat: 106 mm + 1,5/-0,3 mm, i. e.Maksimum gerçek ölçü: 107,5 mmMinimum gerçek ölçü: 105,7 mm İşleme payı dikkate alınarak kaba boyutlu malzeme-deki tüm yüzeylerin düzgün bir şekilde temizlenmesinden sonra, malzeme normal boyutunun altına inse bile tamamen üretime bağlı yüzeysel kusurlardan arınmış olacaktır. Eğer malzemede ısıl işlem sonrası bir taşlama veya parlatma işlemi uygulanacaksa bu pay hariç tutulmalıdır.

Parça Dizaynı İmalatta (özellikle ısıl işlemde) veya çalışma sırasında çatlama ve kırılmaya bağlı hasarları önlemek için, bir dizi ku-rala (parçanın imalatında veya tasarımında) dikkat edilmesi ge-rekmektedir. Özellikle farklı kesitlerde, keskin geçişlerden pahla-ma veya köşe yuvarlama yoluyla sakınılmalıdır. Parçanın nihai şekli için; ince işleme ve taşlama gibi işlemler; sertleştirme işlemi sonrasında yapılmalıdır. Mümkün olduğunda, parçalar simet-rik bir şekle sahip olmalıdır. Mümkünse, ek bir delik veya girinti, daha düzenli şekilde kütle dağılımı elde etmek için sağlanmalıdır. Tüm köşeler, kenarlar, girintiler, dolgular vb. yapılar mümkün olan maksimum Radius ile sağlanmalıdır. Tüm çentikler ve çapa-klardan kaçınılmalıdır. Yüksek hassasiyette olası çatlak alanları önlemek için, gerekirse kalıbın tasarımı iki veya daha fazla parça halinde yapılmalıdır. Derin torna, taşlama ve freze izleri hatta derin markalamalar çentik ile aynı etkiye sahip olacaktır.
Çarpılmayı (Deformasyon) Azaltmak İçin Dikkat Edilmesi Gerekenler
Boyutsal değişimler, normal olarak parçada var olan ge-rilimlerin simetrik olmayan dağılımından dolayıdır. Isıtma sırasında ortaya çıkan plastik deformasyon radius ve köşelerde boyut-sal değişimlere yol açacaktır. Bu simetrik olmayan stres durumu hâlihazırda kalıntı gerilim olarak; soğutma, deformasyon, ısıl işlem sırasında, işleme veya kaynak operasyonlarından oluşmuş olabilir. Bu durum ayrıca malzeme içindeki homojen olmayan yapılardan veya uygun olamayan parça tasarımı sonucu da olabilir.
Kalıntı Gerilimler
Bu tip ebatsal değişime tipik bir örnek olarak doğrultma sırasında veya önemli işleme operasyonlarında (Talaşlı imalat, dö-vme gibi) değişime uğramış parçalar verilebilir. Tüm bu durumlar-da bir gerilim giderme işlemi her zaman asıl ısıl işlem prosesinden önce yapılmalıdır.
Isıl İşlem Gerilimleri
Homojen olmayan ısıtmadan ve soğutmadan her za-man kaçınılmalıdır (Sıcaklık eşlemesi ile birlikte yavaş veya kade-meli ısıtma, gerekli özellikleri elde etmek için yeterli ölçüde hızlı soğutmak ve kesinlikle tek yönlü soğutmadan kaçınmak). Metalik bir malzemenin hızlı ısıtılması ve soğuması sonu-cunda, yüzey ve merkez arasında sıcaklık farklılaşması meydana gelir. Yüzey merkezden daha çabuk soğur ve belli bir “t” zamanında yüzey ve merkez arasındaki sıcaklık farkı en yüksek değerine ulaşır. Yüzey ve merkez arasındaki sıcaklık farkı sonucu; yüzeyde çekme gerilimleri ve iç kısımda basma gerilmeleri oluşur. Eğer malzeme; bu gerilmeleri özümseyecek kadar plastik bir yapıya sahip değilse, diğer bir deyişle gerilimler malzemenin akma mukavemetini geçerse malzemede kalıcı deformasyon olur (çatlama, yırtılma gibi). Fakat bu gerilmeleri özümseyecek kadar plastik bir yapıya sahipse, yü-zey ve merkez arasındaki ısı farklılığının giderilmesinden sonra geril-meler de sıfıra yaklaşır. Çeliğin akma sınırı yüksek sıcaklıklarda, oda sıcaklığındaki değerinin oldukça altında olduğu için malzemeler ısıl işlem sırasında plastik bir sünme gösterir. Bunun sonucu malze-melere gerilim yüklenir ve çarpılmalara sebep olabilir. Su verilmiş bir malzeme, oda sıcaklığında halen basma ve çekme gerilmeleri mevcuttur (tavlama/temperleme gereklidir).
Malzeme İçinde Homojen Olmayan Yapılar
Her iki tarafın işlenmesiyle homojen olmayan dekarbü-rizasyon ve karbürizasyondan kaçınmak. (İşleme toleranslarına uyduğunuzdan emin olunuz.) Malzeme seçiminde, özellikle büyük ölçülerde kimyasal bileşimdeki farklılıklara (segregasyonlara) dikkat ediniz. Özellikle büyük ebatlı parçalarda; segregasyon oluşumu, sa-dece özel üretim yöntemleri ile engellenebilir (Örneğin; ESR- cüruf altı tekrar ergitme).
Parça Geometrisi
Mümkün olduğunca, parçalar simetrik olarak tasarlanmalıdır. Çarpılma parçaların ön şekillendirilmesi sırasında etkin hale geliyor olabilir, uygun bir sıkıştırma düzeneği ile çarpılmanın ters yönünde uygulanması ile engellenebilir.
ÇALIŞMA SIRASINDA KALIPLARDA DİKKAT EDİLMESİ GEREKEN HUSUSLAR Kalıpların ömrü büyük ölçüde çalışma koşullarına göre belirlenir. Özel olarak çalışma koşullarına dikkat edilmelidir. Örneğin; ön ısıtma, soğutma, döngünün kesintiye uğraması, gerilim giderme, vb.
Sıcak iş Takım Çeliklerinde Ön-Isıtma
Çatlama ve kırılmalara yol açabilen termal gerilmeleri azaltmak için, sıcak iş takım çeliklerini önceden çalışma sıcaklığına yakın değerlere ısıtılmış olmalıdır. Isıtma hızı, büyük ve karmaşık şekilli kalıplarda daha yavaş olmalıdır. Harici veya dâhili ısıtma ile homo-jen ısı dağılımı elde etmek kalıp performansı için faydalı olabilir.
Kalıplarda Gerilim-Giderme
Genel olarak, ısıl işlemin son aşaması gerçekleştirilen bir tavlama işlemi olup, belirtilen çalışma sertliğini elde etmek için ge-rekli olan temperleme sıcaklığının 30-50°C altında uygulanır. Kalıp performansının iyileştirilmesi için zamanla çalışma sırasında birikmiş gerilimleri azaltmak için bu işlem tekrar tavsiye edilir.
Kalıplarda Soğutma
Birçok durumda, çalışma sırasında oluşabilecek sıcaklık artışını önlemek gerekir. Ancak bu soğutma takım çeliklerinin me-kanik özelliklerinde değişime neden olabilir. Soğutma türünün (dâhili veya harici soğutma) yanı sıra soğutma yoğunluğu (su, yağ veya hava) kalıbın tasarımına ve kullanılan kalıp malzemesine bağlıdır.
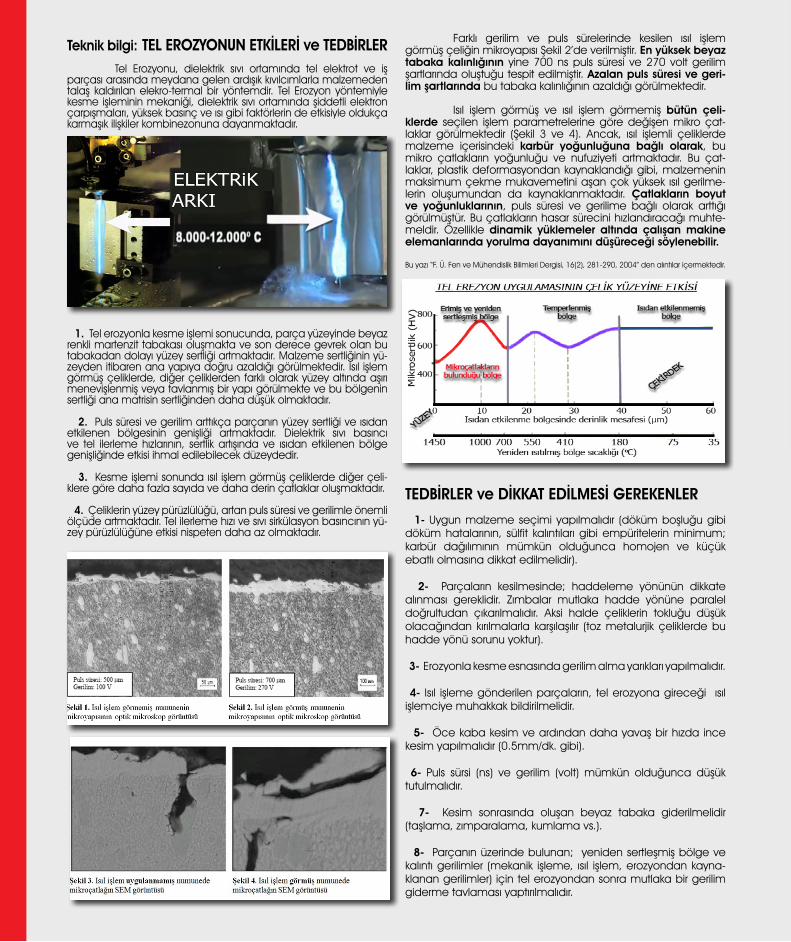
Teknik bilgi: TEL EROZYONUN ETKİLERİ ve TEDBİRLER Tel Erozyonu, dielektrik sıvı ortamında tel elektrot ve iş parçası arasında meydana gelen ardışık kıvılcımlarla malzemeden talaş kaldırılan elekro-termal bir yöntemdir. Tel Erozyon yöntemiyle kesme işleminin mekaniği, dielektrik sıvı ortamında şiddetli elektron çarpışmaları, yüksek basınç ve ısı gibi faktörlerin de etkisiyle oldukça karmaşık ilişkiler kombinezonuna dayanmaktadır.
1. Tel erozyonla kesme işlemi sonucunda, parça yüzeyinde beyaz renkli martenzit tabakası oluşmakta ve son derece gevrek olan bu tabakadan dolayı yüzey sertliği artmaktadır. Malzeme sertliğinin yü-zeyden itibaren ana yapıya doğru azaldığı görülmektedir. Isıl işlem görmüş çeliklerde, diğer çeliklerden farklı olarak yüzey altında aşırı menevişlenmiş veya tavlanmış bir yapı görülmekte ve bu bölgenin sertliği ana matrisin sertliğinden daha düşük olmaktadır.
2. Puls süresi ve gerilim arttıkça parçanın yüzey sertliği ve ısıdan etkilenen bölgesinin genişliği artmaktadır. Dielektrik sıvı basıncı ve tel ilerleme hızlarının, sertlik artışında ve ısıdan etkilenen bölge genişliğinde etkisi ihmal edilebilecek düzeydedir.
3. Kesme işlemi sonunda ısıl işlem görmüş çeliklerde diğer çeli-klere göre daha fazla sayıda ve daha derin çatlaklar oluşmaktadır.
4. Çeliklerin yüzey pürüzlülüğü, artan puls süresi ve gerilimle önemli ölçüde artmaktadır. Tel ilerleme hızı ve sıvı sirkülasyon basıncının yü-zey pürüzlülüğüne etkisi nispeten daha az olmaktadır.
Farklı gerilim ve puls sürelerinde kesilen ısıl işlem görmüş çeliğin mikroyapısı Şekil 2’de verilmiştir. En yüksek beyaz tabaka kalınlığının yine 700 ns puls süresi ve 270 volt gerilim şartlarında oluştuğu tespit edilmiştir. Azalan puls süresi ve geri-lim şartlarında bu tabaka kalınlığının azaldığı görülmektedir.
Isıl işlem görmüş ve ısıl işlem görmemiş bütün çeli-klerde seçilen işlem parametrelerine göre değişen mikro çat-laklar görülmektedir (Şekil 3 ve 4). Ancak, ısıl işlemli çeliklerde malzeme içerisindeki karbür yoğunluğuna bağlı olarak, bu mikro çatlakların yoğunluğu ve nufuziyeti artmaktadır. Bu çat-laklar, plastik deformasyondan kaynaklandığı gibi, malzemenin maksimum çekme mukavemetini aşan çok yüksek ısıl gerilme-lerin oluşumundan da kaynaklanmaktadır. Çatlakların boyut ve yoğunluklarının, puls süresi ve gerilime bağlı olarak arttığı görülmüştür. Bu çatlakların hasar sürecini hızlandıracağı muhte-meldir. Özellikle dinamik yüklemeler altında çalışan makine elemanlarında yorulma dayanımını düşüreceği söylenebilir. Bu yazı “F. Ü. Fen ve Mühendislik Bilimleri Dergisi, 16(2), 281-290, 2004” den alıntılar içermektedir.
TEDBİRLER ve DİKKAT EDİLMESİ GEREKENLER
1- Uygun malzeme seçimi yapılmalıdır (döküm boşluğu gibi döküm hatalarının, sülfit kalıntıları gibi empüritelerin minimum; karbür dağılımının mümkün olduğunca homojen ve küçük ebatlı olmasına dikkat edilmelidir).
2- Parçaların kesilmesinde; haddeleme yönünün dikkate alınması gereklidir. Zımbalar mutlaka hadde yönüne paralel doğrultudan çıkarılmalıdır. Aksi halde çeliklerin tokluğu düşük olacağından kırılmalarla karşılaşılır (toz metalurjik çeliklerde bu hadde yönü sorunu yoktur).
3- Erozyonla kesme esnasında gerilim alma yarıkları yapılmalıdır.
4- Isıl işleme gönderilen parçaların, tel erozyona gireceği ısıl işlemciye muhakkak bildirilmelidir.
5- Öce kaba kesim ve ardından daha yavaş bir hızda ince kesim yapılmalıdır (0.5mm/dk. gibi).
6- Puls sürsi (ns) ve gerilim (volt) mümkün olduğunca düşük tutulmalıdır.
7- Kesim sonrasında oluşan beyaz tabaka giderilmelidir (taşlama, zımparalama, kumlama vs.).
8- Parçanın üzerinde bulunan; yeniden sertleşmiş bölge ve kalıntı gerilimler (mekanik işleme, ısıl işlem, erozyondan kayna-klanan gerilimler) için tel erozyondan sonra mutlaka bir gerilim giderme tavlaması yaptırılmalıdır.

TERMİNLER
Soğuk İş Takım Çelikleri:1.2379, 1.2083, K340 vb.Sıcak İş Takım Çelikleri:1.2343,1.2344, 1.2367 vb.400 Serisi paslanmaz çelikler W360 vb.1.2767, 1.2738 vb.Yüksek hız çelikleri ve toz metaller1.2080, 1.2842, 1.2767 vb.1.2714 vb.4130, 4140, 4340 vb.1050, 1070, CK45 vb.Düşük ve Orta Alaşımlı Karbon Çelikleri 1020, 1030, ST52, SAE 8620, 1.7131, 16MnCr5 vb.Düşük ve Orta Alaşımlı Karbon Çelikleri 1020, 1030, ST52, SAE 8620, 1.7131, 16MnCr5 vb.Standart Nitrasyon ProsesiUzun Nitrasyon ProsesiPaslanmaz Malzemeler: 1.2083, AISI 430, 1.2316 vb.
Tüm tuz banyoları prosesleri için
Her Tip Çelik (Tuz Banyolarında)Her Tip Çelik (Vakum Fırınında)Her Tip Çelik İçin
Her GünHer GünHer GünHer Gün
işlem günü için bizi arayınSadece Cumartesi günleri
Her GünHer GünHer GünHer Gün
Her Gün
Her Gün
Her GünHer Gün
işlem günü için bizi arayın
Her Gün
Her Günişlem günü için bizi arayın
Her Gün
2 gün2 gün 2 gün 3 gün2 gün3 gün1 gün1 gün1 gün1 gün
1 gün
1 gün
1 gün2 gün2 gün
1 gün
1 gün1 gün1 gün
Teslim Süresiİşlem GünüÖrnek MalzemelerProses
Vakum Sertleştirme
Vakum Yağda Sertleştirme
Vakum Karbonitrasyon
Vakum Sementasyon
Gaz Nitrasyon
Tuz Banyolarında Isıl İşlem
Normalizasyon
Gerilim Giderme

--------------------------------------------------------------------------------------------------------------------------------------Fiyat teklifi, teknik bilgi, servis saatleri ve bölgelerimiz için Iülfen bizi arayınız.
www.akademimetalurji.com I ı[email protected]
ŞUBELERİMİZ:
İstanbul (Topçular): Ferhatpaşa cad. Cicoz yolu, Kuşçu Plaza No.1/7Topçular-Eyüp / İSTANBUL Telefon : 0212 501 91 00 Faks : 0212 485 31 33
İKİTELLİ O.S.B. FABRİKAMIZ:
İkitelli Organize Sanayi Böl. Tormak San. Sit. O-Blok No.16
Başakşehir / İSTANBUL
Telefon : 0212 485 53 53 / 52Faks : 0212 485 31 33
GEBZE FABRİKAMIZ: İstasyon mahallesi Güney Yanyol No: 80 Gebze / KOCAELİ Telefon : 0262 655 44 04 (5 hat)Faks : 0262 655 92 65
Related Documents











