III. PROSES PENGALENGAN IKAN TUNA DENGAN PRINSIP HACCP Ikan tuna kaleng merupakan ikan tuna (Thunnus albacares, Katsuwonus pelamis) yang dikemas dengan medium air dan garam, atau air/garam dan tepung sayuran dan/atau menggunakan minyak nabati terbuat dari ikan tuna dengan species tertentu yaitu Thunnus albacares, Katsuwonus pelanis yang ditangkap di perairan Indonesia area FAO 71 ( WPP, 715, WPP 716, WPP 717) dengan metode hand line, pole and line, dan purse seine. Produk ikan kaleng PT. Sinar Pure Foods International dapat dikonsumsi dalam waktu tiga tahun untuk produk yang menggunakan medium air, brine (air dan garam), brine dan tepung sayur. Sedangkan untuk produk yang menggunakan minyak nabati produk dapat dikonsumsi dalam jangka waktu lima tahun dengan kondisi penyimpanan pada suhu ruang dan pada kondisi normal. Ikan kaleng tuna masuk dalam kategori produk berasam rendah dengan pH berkisar pada 5,8-6,2 dengan aw ¿0,85 dan kadar garam yang dapat menghambat pertumbuhan bakteri (PT. Sinar Pure Foods International, 2010). Hazard Analysis of Critical Control Point atau HACCP menurut Codex Alimentarius Commission adalah suatu sistem yang memiliki landasan ilmiah dan secara sistematis mengidentifikasi potensi-potensi bahaya tertentu serta cara-cara pengendaliannya untuk menjamin keamanan pangan. HACCP merupakan alat untuk menilai bahaya-bahaya dan menerapkan sistem pengendaliannya yang berfokus pada tindakan pencegahan. Sistem HACCP ini dikembangkan atas dasar identifikasi titik pengendalian kritis (critical control point) dalam tahap pengolahan dimana kegagalan dapat menyebabkan risiko bahaya (Wiryanti dan Witjaksono, 2001). Penerapan HACCP harus didukung oleh penerapan GMP dan SSOP. Sistem HACCP yang diterapkan pada industri, salah satunya mengacu pada pedoman Codex Alimentarius Comission dalam “Guidelines for Application of The Hazard Analysis Critical Control Point System” yang terdiri dari 12 tahap dan 7 prinsip (Gambar 1).

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
III. PROSES PENGALENGAN IKAN TUNA DENGAN PRINSIP HACCP
Ikan tuna kaleng merupakan ikan tuna (Thunnus albacares,Katsuwonus pelamis) yang dikemas dengan medium air dan garam,atau air/garam dan tepung sayuran dan/atau menggunakanminyak nabati terbuat dari ikan tuna dengan speciestertentu yaitu Thunnus albacares, Katsuwonus pelanis yangditangkap di perairan Indonesia area FAO 71 ( WPP, 715,WPP 716, WPP 717) dengan metode hand line, pole and line, danpurse seine. Produk ikan kaleng PT. Sinar Pure FoodsInternational dapat dikonsumsi dalam waktu tiga tahununtuk produk yang menggunakan medium air, brine (air dangaram), brine dan tepung sayur. Sedangkan untuk produkyang menggunakan minyak nabati produk dapat dikonsumsidalam jangka waktu lima tahun dengan kondisi penyimpananpada suhu ruang dan pada kondisi normal. Ikan kaleng tunamasuk dalam kategori produk berasam rendah dengan pHberkisar pada 5,8-6,2 dengan aw ¿0,85 dan kadar garamyang dapat menghambat pertumbuhan bakteri (PT. Sinar PureFoods International, 2010).
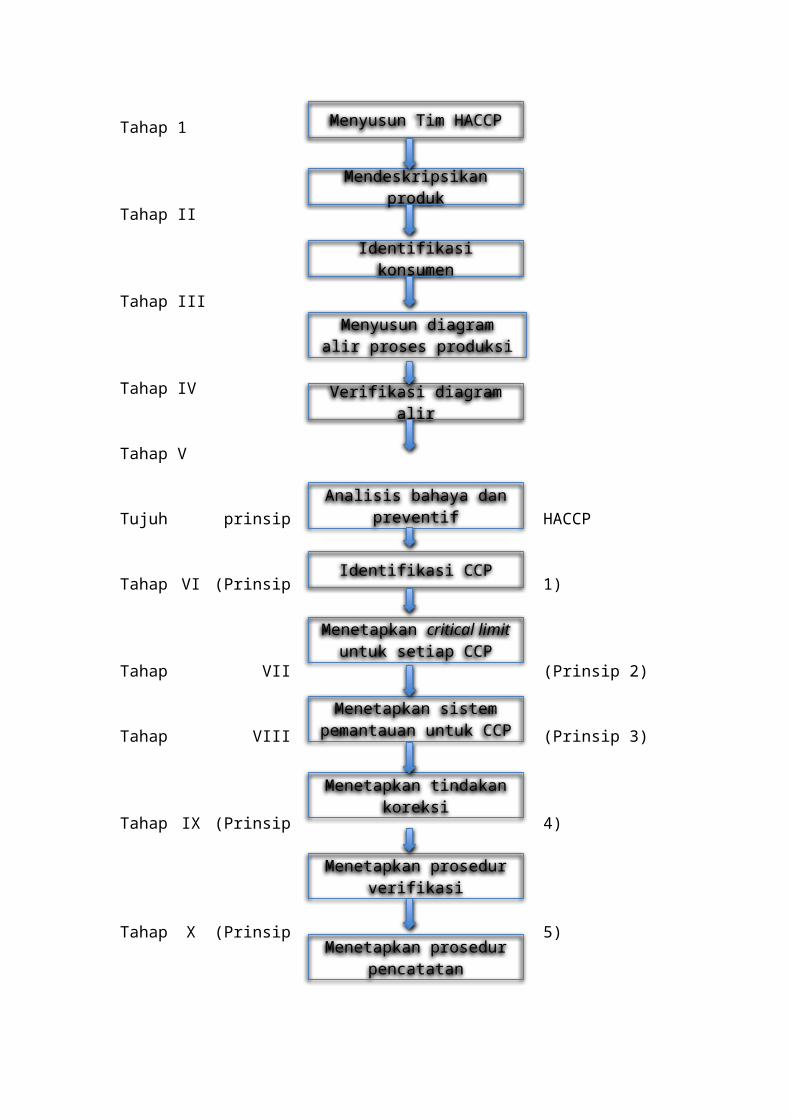
Hazard Analysis of Critical Control Point atau HACCP menurutCodex Alimentarius Commission adalah suatu sistem yangmemiliki landasan ilmiah dan secara sistematismengidentifikasi potensi-potensi bahaya tertentu sertacara-cara pengendaliannya untuk menjamin keamanan pangan.HACCP merupakan alat untuk menilai bahaya-bahaya danmenerapkan sistem pengendaliannya yang berfokus padatindakan pencegahan. Sistem HACCP ini dikembangkan atasdasar identifikasi titik pengendalian kritis (critical controlpoint) dalam tahap pengolahan dimana kegagalan dapatmenyebabkan risiko bahaya (Wiryanti dan Witjaksono,2001). Penerapan HACCP harus didukung oleh penerapan GMPdan SSOP. Sistem HACCP yang diterapkan pada industri,salah satunya mengacu pada pedoman Codex Alimentarius Comissiondalam “Guidelines for Application of The Hazard Analysis Critical ControlPoint System” yang terdiri dari 12 tahap dan 7 prinsip(Gambar 1).
Tahap 1
Tahap II
Tahap III
Tahap IV
Tahap V
Tujuh prinsip HACCP
Tahap VI (Prinsip 1)
Tahap VII (Prinsip 2)
Tahap VIII (Prinsip 3)
Tahap IX (Prinsip 4)
Tahap X (Prinsip 5)
Menyusun Tim HACCP
Mendeskripsikan produk
Identifikasi konsumen
Menyusun diagram alir proses produksi
Verifikasi diagram alir
Identifikasi CCP
Analisis bahaya dan preventif
Menetapkan critical limit untuk setiap CCP
Menetapkan sistem pemantauan untuk CCP
Menetapkan tindakan koreksi
Menetapkan prosedur verifikasi
Menetapkan prosedur pencatatan
Tahap XI (Prinsip 6)
Tahap XII (Prinsip 7)
Gambar 1. Peta alir tahap aplikasi HACCP (Codex AlimentariusComission, 2004)
Pada PT. Sinar Pure Foods International memilikiempat bagian yang menjadi titik CCP, yaitu pada tahapreceiving, metal detector, double seaming, dan retorting. Masing-masing CCP memiliki batas kritis atau critical limit. Keempattitik ini merupakan titik dimana bahaya mungkin terjadidari semua proses produksi. Dengan pengawasan pada titikini dapat meminimalisasi kontaminasi bahaya. Bahayadisini dapat disebabkan oleh zat kimia, kontaminasimikrobiologi, atau zat asing. Selain itu berfungsimengetahui penyebab dan memperbaiki cara produksi makananjika produk yang dihasilkan tidak sesuai dengan standard.Pengawasan mutu yang dilakukan terhadap produkmenggunakan parameter fisik, kimia, dan mikrobiologi.
III.1 Proses Pengalengan Ikan Tuna PT. Sinar Pure
Foods International
III.1.1 Receiving
Penerimaan bahan baku merupakan tahap pertama dimana
barang yang diperoleh dari supplier diterima sesuai dengan
jadwal yang ditetapkan oleh pihak yang bersangkutan..
Penanganan ikan segar merupakan salah satu faktor penentu
apakah produk yang dihasilkan akan memiliki kualitas yang
baik atau tidak. Hal ini dikarenakan ikan termasuk dalam
bahan makanan yang mudah rusak.
Bahan baku yang digunakan adalah ikan tuna fresh dan
ikan tuna yang sudah dibekukan dengan jenis Yellow Fin Tuna
dan Skip Jack Tuna. Bahan baku ini didapat oleh PT. Sinar
Pure Foods dari supplier-supplier yang sudah bekerja sama
dengan perusahaan dan juga dari nelayan. Sebelum bahan
baku diproses, quality assurance akan melakukan pemeriksaan
kualitas dari bahan baku tersebut. PT. Sinar Pure Foods
International memiliki standart kualitas untuk ikan yang
akan digunakan untuk produknya. Ikan dengan kualitas yang
tidak memenuhi standard maka akan di reject.
Pemeriksaan pertama pada ikan yang baru datang dari
kapal adalah pemeriksaan organoleptik untuk mengetahui
mutunya. Pemeriksaan organoleptik meliputi pemeriksaan
mata, tekstur, insang, bau, dan kulit. Ciri-ciri ikan
segar dan ikan yang mulai membusuk dapat dilihat pada
Tabel 1.
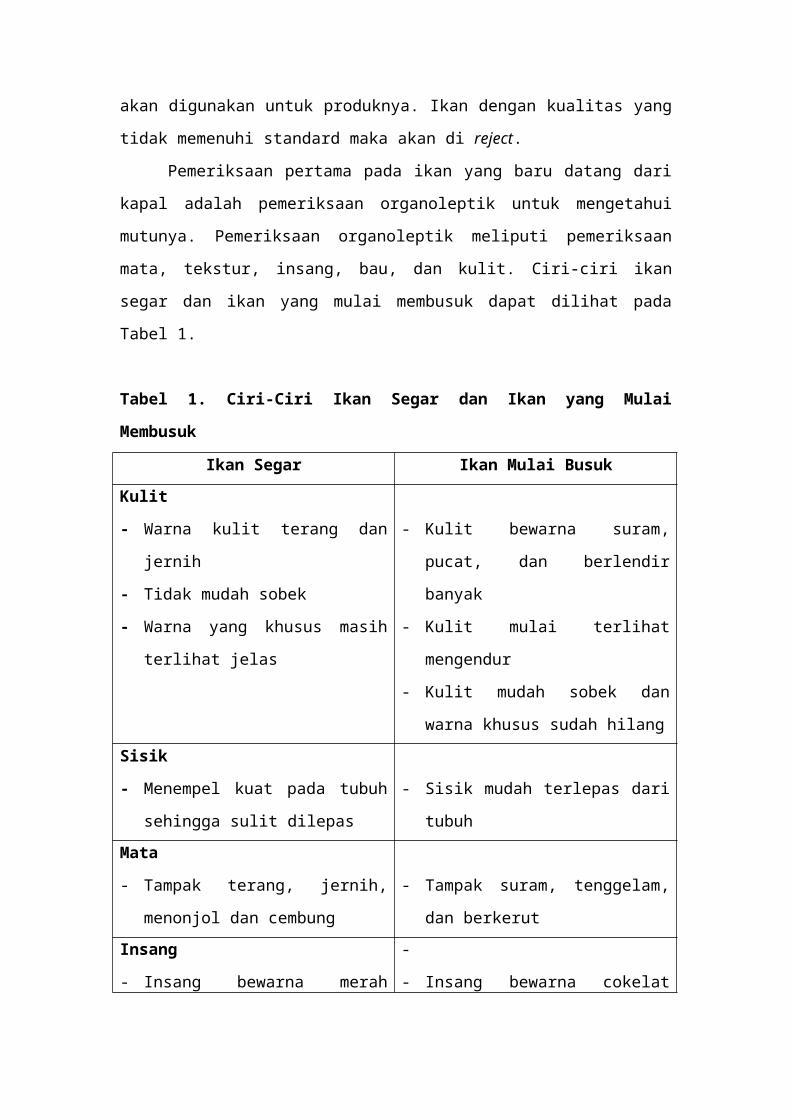
Tabel 1. Ciri-Ciri Ikan Segar dan Ikan yang Mulai
Membusuk
Ikan Segar Ikan Mulai BusukKulit
- Warna kulit terang dan
jernih
- Tidak mudah sobek
- Warna yang khusus masih
terlihat jelas
- Kulit bewarna suram,
pucat, dan berlendir
banyak
- Kulit mulai terlihat
mengendur
- Kulit mudah sobek dan
warna khusus sudah hilangSisik
- Menempel kuat pada tubuh
sehingga sulit dilepas
- Sisik mudah terlepas dari
tubuhMata
- Tampak terang, jernih,
menonjol dan cembung
- Tampak suram, tenggelam,
dan berkerutInsang
- Insang bewarna merah
-
- Insang bewarna cokelat
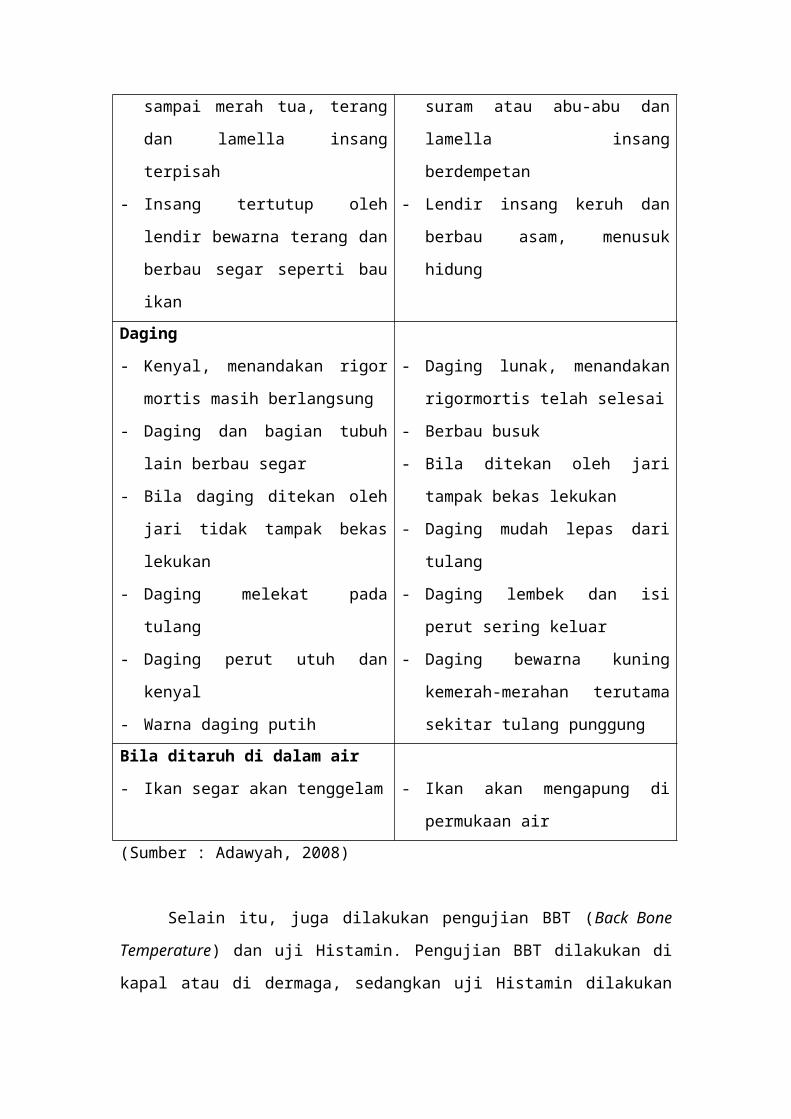
sampai merah tua, terang
dan lamella insang
terpisah
- Insang tertutup oleh
lendir bewarna terang dan
berbau segar seperti bau
ikan
suram atau abu-abu dan
lamella insang
berdempetan
- Lendir insang keruh dan
berbau asam, menusuk
hidung
Daging
- Kenyal, menandakan rigor
mortis masih berlangsung
- Daging dan bagian tubuh
lain berbau segar
- Bila daging ditekan oleh
jari tidak tampak bekas
lekukan
- Daging melekat pada
tulang
- Daging perut utuh dan
kenyal
- Warna daging putih
- Daging lunak, menandakan
rigormortis telah selesai
- Berbau busuk
- Bila ditekan oleh jari
tampak bekas lekukan
- Daging mudah lepas dari
tulang
- Daging lembek dan isi
perut sering keluar
- Daging bewarna kuning
kemerah-merahan terutama
sekitar tulang punggungBila ditaruh di dalam air
- Ikan segar akan tenggelam - Ikan akan mengapung di
permukaan air(Sumber : Adawyah, 2008)
Selain itu, juga dilakukan pengujian BBT (Back Bone
Temperature) dan uji Histamin. Pengujian BBT dilakukan di
kapal atau di dermaga, sedangkan uji Histamin dilakukan
di laboratorium oleh analis di bagian quality assurance.
Pengujian BBT menggunakan thermometer dan bagian yang
diukur adalah tulang belakang, Pengukuran suhu dilakukan
di tulang belakang karena tulang belakang merupakan
bagian yang paling dalam dari ikan. Standard suhu pada
ikan yang akan diambil adalah 2-5oC dan kadar histamin
sebesar ≤30 PPM. Jika ikan yang datang memiliki kadar
histamin melebihi standard tetapi BBT nya masih memenuhi
standard, maka ikan akan tetap diterima dan ikan tersebut
akan segera diberi perlakuan pendinginan atau chilling.
Ukuran ikan yang diterima oleh PT. Sinar Pure Foods
International adalah 300 gram- 10 kg dan up.
Selanjutnya ikan dibawa ke area receiving. Ikan di
loading dari supplier ke area receiving dengan basket yang
terbuat dari stainless steel. Penggunaan bahan stainless steel
adalah untuk mencegah terjadinya kontaminasi ikan oleh
bahan dari basket. Di area receiving, ikan disortir kembali
dan di grading berdasarkan ukurannya. Jika didapatkan ikan
yang tidak memenuhi standard maka ikan tersebut akan
dikembalikan ke supplier atau dijadikan sebagai bahan fish
meal. Setiap ikan yang masuk diberi nomor batch atau
diberi label. Pemberian label ini bertujuan sebagai
sarana informasi yang berguna untuk membantu sistem First
in First Out (FIFO) dalam gudang penyimpanan. Mekanisme
kerja sistem ini yaitu dengan mengeluarkan terlebih
dahulu produk yang pertama kali datang yang dapat dilihat
dari label yang tertulis di luar kemasan. Setiap batch
dipisahkan untuk proses produksinya.
III.1.2 Storage
III.1.3 Pre-cooking
Selama menunggu untuk masuk ke proses selanjutnya,
ikan akan diberi perlakuan pendingingan atau chilling. Hal
ini bertujuan untuk menjaga suhu ikan tetap rendah.
Kenaikan suhu pada ikan akan menyebabkan peningkatan
mikroorganisme serta kandungan histamin. Proses chilling
maksimal 1x24 jam. Jika ikan tersebut akan digunakan
untuk proses produksi, maka ikan tersebut akan memasuki
tahapan butchering. Butchering merupakan pembersihan isi
perut serta insang. Ikan yang telah di butchering kemudian
dicuci dan disusun pada tray. Pencucian ini bertujuan
untuk membersihkan ikan dari darah dan kotoran yang
menempel dalam perut ikan. Proses penyusunan ikan di
dalam tray disebut pilling. Tray yang digunakan selalu
dibersihkan dan dicuci sebelum dan setelah pemakaian.
Pencucian menggunakan sabun dan klorin. Pencucian ini
bertujuan untuk mencegah terjadinya kontaminasi pada
bahan baku berikutnya. Pilling dilakukan berdasarkan ukuran.
Berikut standard pilling per tray menurut ukuran ikan yang
digunakan oleh PT. Sinar Pure Foods International :
Tabel 2. Standard Pilling per Tray Menurut Ukuran Ikan
Ukuran Susunan Ikan Setiap Tray
(Ekor)300 gr 8-8-8-8500 gr 7-7-7-7
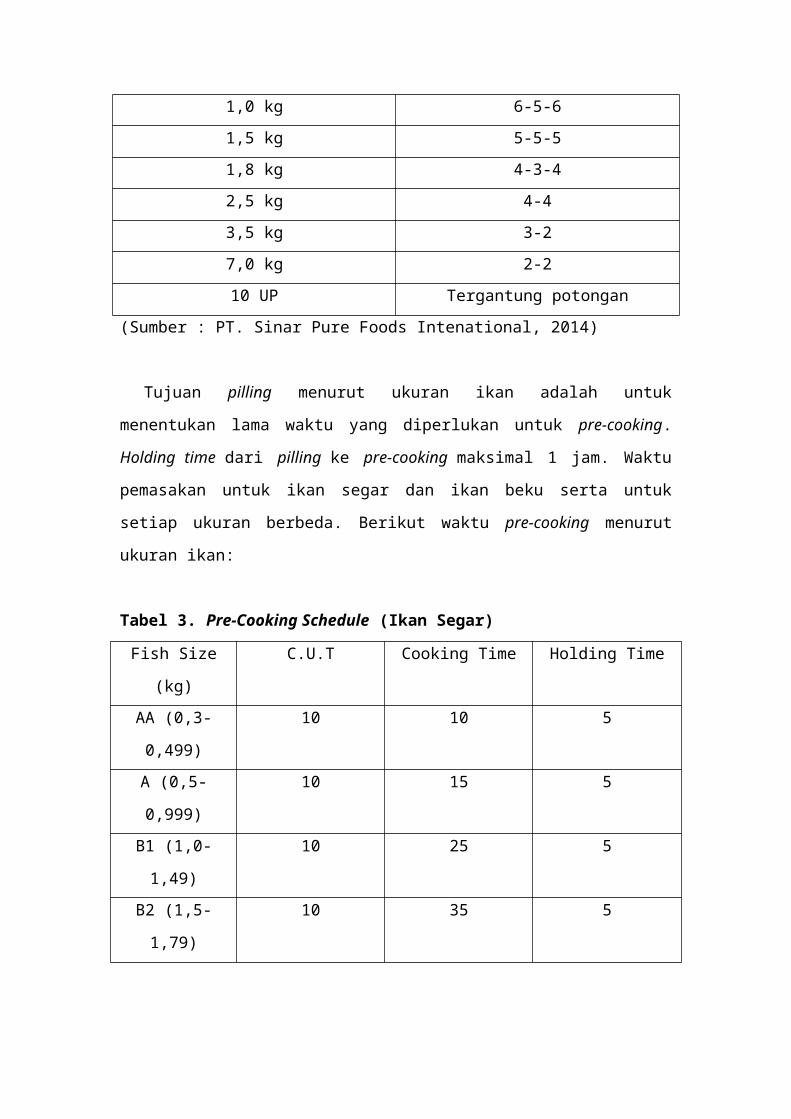
1,0 kg 6-5-61,5 kg 5-5-51,8 kg 4-3-42,5 kg 4-43,5 kg 3-27,0 kg 2-210 UP Tergantung potongan
(Sumber : PT. Sinar Pure Foods Intenational, 2014)
Tujuan pilling menurut ukuran ikan adalah untuk
menentukan lama waktu yang diperlukan untuk pre-cooking.
Holding time dari pilling ke pre-cooking maksimal 1 jam. Waktu
pemasakan untuk ikan segar dan ikan beku serta untuk
setiap ukuran berbeda. Berikut waktu pre-cooking menurut
ukuran ikan:
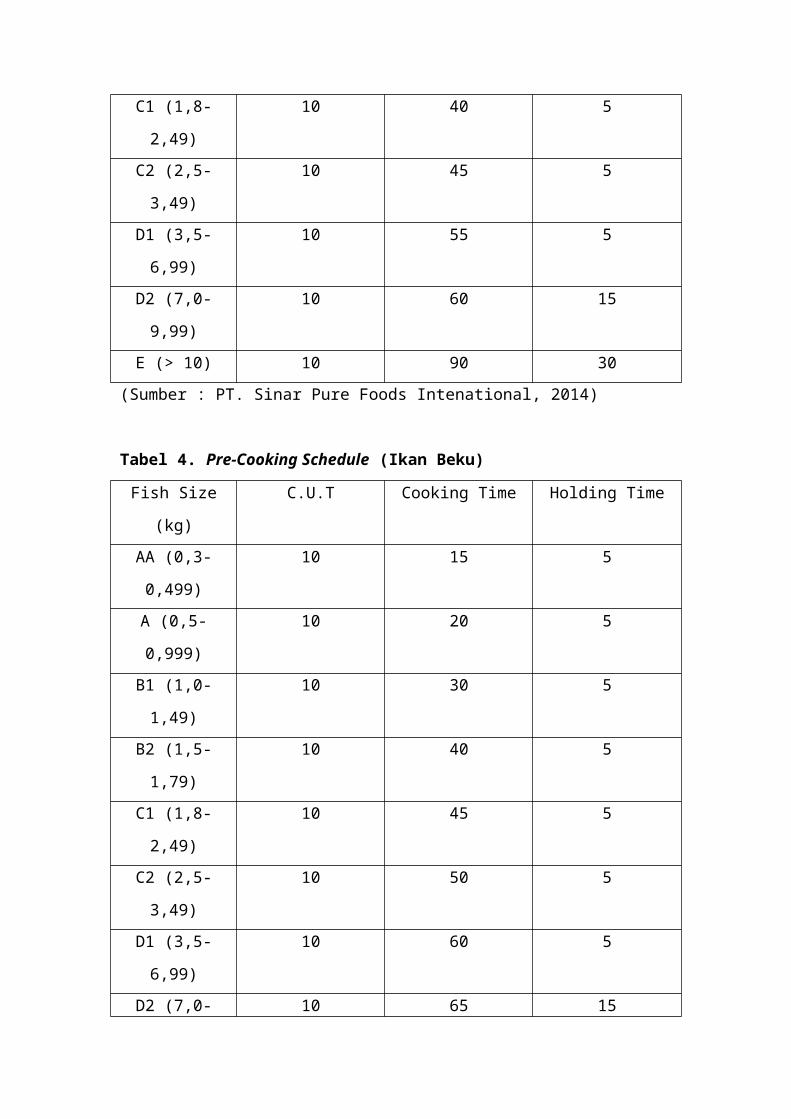
Tabel 3. Pre-Cooking Schedule (Ikan Segar)
Fish Size
(kg)
C.U.T Cooking Time Holding Time
AA (0,3-
0,499)
10 10 5
A (0,5-
0,999)
10 15 5
B1 (1,0-
1,49)
10 25 5
B2 (1,5-
1,79)
10 35 5
C1 (1,8-
2,49)
10 40 5
C2 (2,5-
3,49)
10 45 5
D1 (3,5-
6,99)
10 55 5
D2 (7,0-
9,99)
10 60 15
E (> 10) 10 90 30(Sumber : PT. Sinar Pure Foods Intenational, 2014)
Tabel 4. Pre-Cooking Schedule (Ikan Beku)
Fish Size
(kg)
C.U.T Cooking Time Holding Time
AA (0,3-
0,499)
10 15 5
A (0,5-
0,999)
10 20 5
B1 (1,0-
1,49)
10 30 5
B2 (1,5-
1,79)
10 40 5
C1 (1,8-
2,49)
10 45 5
C2 (2,5-
3,49)
10 50 5
D1 (3,5-
6,99)
10 60 5
D2 (7,0- 10 65 15
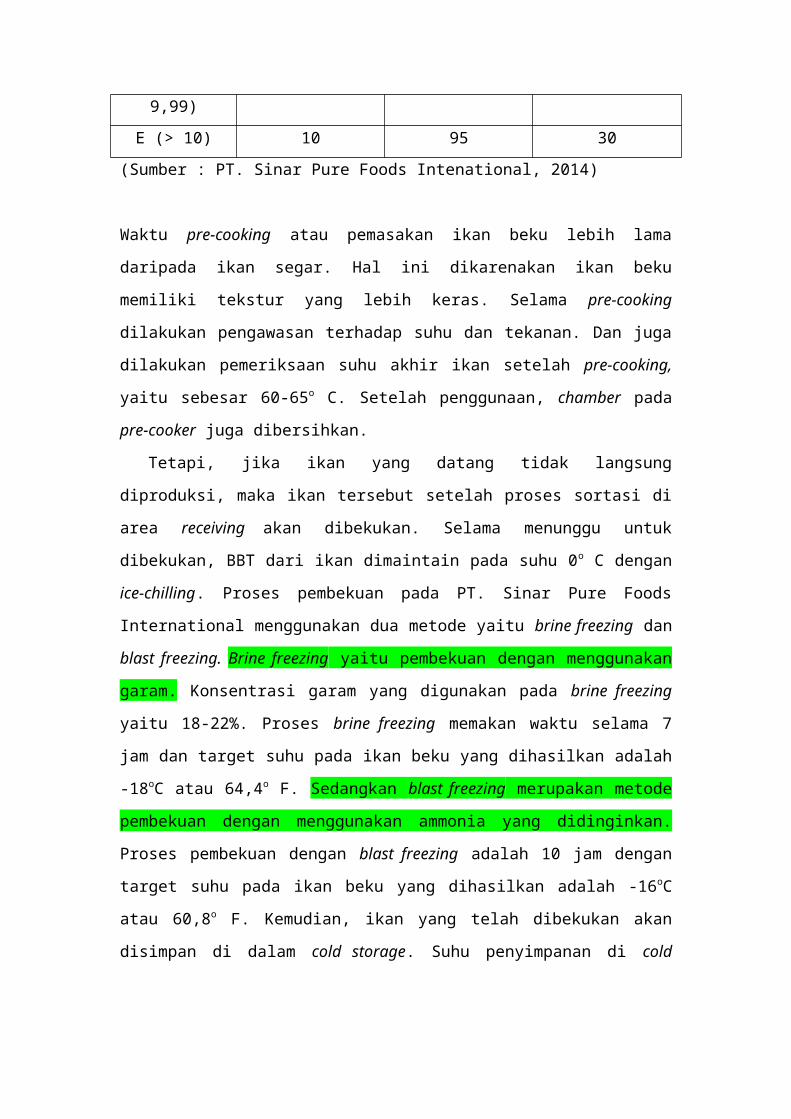
9,99)E (> 10) 10 95 30
(Sumber : PT. Sinar Pure Foods Intenational, 2014)
Waktu pre-cooking atau pemasakan ikan beku lebih lama
daripada ikan segar. Hal ini dikarenakan ikan beku
memiliki tekstur yang lebih keras. Selama pre-cooking
dilakukan pengawasan terhadap suhu dan tekanan. Dan juga
dilakukan pemeriksaan suhu akhir ikan setelah pre-cooking,
yaitu sebesar 60-65o C. Setelah penggunaan, chamber pada
pre-cooker juga dibersihkan.
Tetapi, jika ikan yang datang tidak langsung
diproduksi, maka ikan tersebut setelah proses sortasi di
area receiving akan dibekukan. Selama menunggu untuk
dibekukan, BBT dari ikan dimaintain pada suhu 0o C dengan
ice-chilling. Proses pembekuan pada PT. Sinar Pure Foods
International menggunakan dua metode yaitu brine freezing dan
blast freezing. Brine freezing yaitu pembekuan dengan menggunakan
garam. Konsentrasi garam yang digunakan pada brine freezing
yaitu 18-22%. Proses brine freezing memakan waktu selama 7
jam dan target suhu pada ikan beku yang dihasilkan adalah
-18oC atau 64,4o F. Sedangkan blast freezing merupakan metode
pembekuan dengan menggunakan ammonia yang didinginkan.
Proses pembekuan dengan blast freezing adalah 10 jam dengan
target suhu pada ikan beku yang dihasilkan adalah -16oC
atau 60,8o F. Kemudian, ikan yang telah dibekukan akan
disimpan di dalam cold storage. Suhu penyimpanan di cold
storage adalah -18oC dan waktu penyimpanan maksimal adalah
6 bulan.
Sebelum diolah, ikan tuna yang sudah dibekukan akan di
thawing terlebih dahulu. Pencairan/Thawing adalah Proses
mencairnya bahan-bahan yang dibekukan. Proses ini
bertujuan untuk reabsorpsi cairan oleh dinding sel,
mengurangi kerusakan tekstur, dan mengurangi dripping. Cara
yang digunakan untuk thawing adalah dengan dialiri air
pada bak besar. Ada 10 bak besar untuk proses thawing,
tetapi 10 bak ini hanya digunakan untuk ikan dengan
ukuran ≥500gram, sedangkan untuk ikan dengan ukuran 300gram, proses thawing dilakukan di basket dengan ukuran yang
lebih kecil. Hal ini dilakukan agar ikan tidak hancur.
Thawing dilakukan selama 1 jam dan suhu pada ikan sebesar
-3oC.
Suhu ikan sebelum proses pre-cooking sebesar 8oC.
Idealnya suhu ikan sebeleum pre-cooking adalah ≤7o C dan
suhu maksimal nya adalah 10o C. Jika suhu ikan lebih
tinggi dari ini maka akan meningkatkan kadar histamin.
Hal ini berkaitan dengan pertumbuhan mikroorganisme yang
dapat memecah protein sehingga kandungan histamin
meningkat. Jika suhu ikan sebelum pre-cooking tinggi, maka
diturunkan dengan cara di chilling. Pemasakan akan
mendahulukan ikan dengan suhu yang tinggi.
Setelah pre-cooking, ikan akan didinginkan dengan
proses mist spray. Mist spray merupakan proses dimana ikan
diberi uap air yang keluar melalui nozzle. Waktu yang
dibutuhkan untuk mist spray pada bahan baku ikan fresh
adalah 1 menit, sedangkan bahan baku ikan beku adalah 2
menit. Setelah mist spray, ikan akan masuk ke proses loining
dan skinning. Holding time dari mist spray ke loining dan skinning
adalah 4 jam.
Pada umumnya untuk mencegah adanya bahaya yang dapat
ditimbulkan maka dilakukan pemeriksaan secara
organoleptik, fisik, serta suhu. Hal ini berkaitan dengan
bahaya yang dapat ditimbulkan pada bagian ini. Bahaya-
bahaya yang dapat ditimbulkan pada bagian receiving adalah
pertumbuhan mikroorganisme terutama bakteri seperti
Escherichia coli, Staphlycoccus aureus, dan Lysteria monocytogenes,
peningkatan kadar histamin, kandungan logam pada bahan
baku, kontaminasi bahan bakar (dari kapal supplier), dan
kontaminasi benda asing. Selain pemeriksaan serta
pengawasan untuk mencegah terjadinya bahaya yang dapat
timbul, dilakukan juga pemeriksaan serta pengawasan
terhadap berat dan jenis ikan yang sesuai dengan standard
dengan perusahaan sehingga mutu produk dapat terjaga.
Semua pekerja maupun supplier yang berada di ruang
receiving wajib menggunakan hair net dan sarung tangan bagi
yang yang kontak langsung dengan bahan baku makanan.
Sistem sanitasi pekerja seperti ini tepat dilakukan untuk
mencegah terjadinya kontaminasi silang (Soekarto, 1990).
Pembersihan lantai dilakukan setiap saat.
III.2 Pengawasan Mutu pada CCP II (Metal Detector)
Pada Critical Control Point kedua ini, quality assurance
melakukan pengawasan mutu terhadap kontaminasi metal pada
ikan. Bahaya metal ini merupakan bahaya secara fisik.
Ikan dapat terkontaminasi oleh ikan dari proses
pengolahan sebelumnya. Cara melakukan pengawasan adalah
dengan memasukan nampan berisi ikan ke dalam alat yang
disebut metal detector. Metal detector ini melakukan pemeriksaan
terhadap Fe, Non-Fe, dan SS (Stainless steel).
Batas kandungan Fe adalah 2,5, Non-Fe 3,0, dan SS
4,8. Jika kandungan Fe, Non-Fe, dan SS di dalam nampan
yang berisi ikan melebihi batas, maka lampu pada alat
akan menunjukkan warna merah. Alat ini memiliki
sensitivitas yang cukup tinggi, sehingga jika kandungan
garam terlalu tinggi atau nampan terlalu berat, maka alat
ini akan menunjukkan warna merah. Hal yang harus
dilakukan adalah melakukan pengecekan ulang terhadap
nampan tersebut. Dilakukan pemeriksaan satu per satu.
Metal detector dilakukan kalibrasi secara berkala.
3.3 Pengawasan Mutu pada CCP III (Double Seaming)
Bahan baku untuk pembuatan kaleng yang digunakan
oleh PT. Sinar Pure Foods International adalah tinplate.
Tinplate merupakan karbon stell sheet yang dilapisi timah
murni yang berfungsi sebagai pelindung terhadap oksidasi
sehingga terhindar dari karat. Lapisan tersebut sangat
tipis sehingga goresan yang lemah dapat menghilangkannya.
Double Seam adalah proses penyambungan tutup dan body
kaleng dengan dua operasi roll (First roll dan Second roll). Double
Seam yang dihasilkan dalam proses penutupan kaleng harus
dapat melindungi/menjaga isi yang ada di dalamnya. Oleh
karena itu seam harus tahan terhadap tekanan-tekanan baik
dari luar maupun dalam kaleng dan juga harus cukup kuat
untuk menahan kemungkinan adanya pengaruh selama
perjalanan, pengiriman, proses dan penyimpanan.
Double seam pada kaleng merupakan salah satu parameter
yang diamati dan dilakukan pengukuran untuk
mempertahankan kualitas produk yang dihasilkan oleh PT.
Sinar Pure Foods International. Pengamatan dan
pemeriksaan yang teratur dan terus menerus sangat
diperlukan agar kaleng sebagai pembungkus dapat diterima
oleh konsumen dalam keadaan baik. Pemeriksaan Double Seam
ini sebagai salah satu pengontrolan kualitas dari produk
yang akan dihasilkan. Pemeriksaan Double Seam sangat
menentukan mutu kaleng tersebut, sebab perubahan-
perubahan kecil yang menyimpang dari menyimpang dari
ketentuan perkalengan segera dapat diketahui dan
diperbaiki bila perlu. Semakin banyak kaleng yang
diperiksa, semakin dapat terjamin mutu kaleng yang
dihasilkan.
Quality Control perusahaan PT. Sinar Pure Foods
menggunakan empat sampel dalam pemeriksaan untuk kaleng
berukuran 307 x 112 dan 307 x 108, sedangkan untuk kaleng
berukuran 603 x 408 digunakan satu sampel. Pengamatan dan
pemeriksaan dilakukan setiap 2 jam sekali dalam satu hari
selama proses produksi berjalan. Pada pengamatan dan
pemeriksaan yang pertama digunakan sampel berisi air.
Pengamatan dan pemeriksaan pada kaleng yang berisi produk
dilakukan pada pengamatan dan pemeriksaan kedua dan
seterusnya.
Ada dua cara melakukan evaluasi double seam, yaitu tear
down dan double seam projector atau video seam monitor. PT. Sinar
Pure Foods International menggunakan metode tear down untuk
mengevaluasi double seam pada kaleng. Sebelum tear down,
dilakukan pengukuran double seam bagian luar (external
checking). External checking mengamati bentuk profile, scratch, rough
pada kaleng dan mengukur seam width, seam thickness, serta
counter sink. External checking dilakukan pada tiga tempat setiap
120o, mulai dari seberang side seam (gambar 1). Hal ini
untuk mempermudah penyimpulan dan menganalisa seam
tersebut. Hasil yang didapat, dicatat pada lembar kontrol
yang khusus dibuat untuk tujuan ini. Alat-alat pengukuran
yang digunakan adalah seam micrometer dan countersink gauge.
Seam micrometer digunakan untuk mengukur seam width dan seam
thickness (gambar 2). Countersink gauge digunakan untuk mengukur
counter sink.
Pengukuran selanjutnya adalah internal checking. Tujuan
dari internal checking adalah untuk mengetahui besar cover hook,
body hook, dan overlap. Data cover hook, body hook, end plate
thickness, dan seam width yang didapat, digunakan untuk
menghitung overlap. Overlap merupakan titik kritis dari
sistem double seam ini. Jika nilai overlap tidak sesuai
standart dapat mempengaruhi kualitas produk. Hal ini
dikarenakan nilai overlap menunjukkan nilai kerapatan
penutupan kaleng. Penentuan overlap merupakan cara untuk
menentukan baik atau buruknya proses penutupan kaleng.
Nilai overlap yang rendah menunjukkan bahwa proses
penutupan kaleng tersebut buruk. Hal ini dapat
menyebabkan mudahnya udara luar masuk ke dalam kaleng dan
menurunkan kualitas produk secara kimiawi dan
bakteriologis. Penentuan nilai overlap menggunakan rumus
sebagai berikut :
OL=(BH+CH+EPT−SW )x100%
Keterangan :
OL = Overlap (%)
BH = Body Hook (Panjang lipatan badan kaleng) (mm)
CH = Cover Hook (Panjang lipatan tutup kaleng) (mm)
EPT = End Plate Thickness (Ketebalan tutup kaleng) (mm)
SW = Seam Width (Lebar sambungan kaleng) (mm)
Seperti halnya pada external checking maka internal checking
ini juga dilakukan pada tiga tempat yang sama dengan
pemotongan menurut garis tengah. Alat-alat yang digunakan
pada internal checking adalah can opener dan tank. Can opener
berfungsi untuk membuka kaleng (Gambar 3). PT. Sinar Pure
Foods International memiliki dua jenis penutup kaleng
pada kaleng dengan ukuran 307 x 112 dan 307 x 108, yaitu
EOE (Easy Open End) dan NL, sedangkan pada kaleng dengan
ukuran 603 x 408 hanya memiliki satu jenis penutup
kaleng, yaitu NL. Pada kaleng dengan penutup kaleng
berjenis EOE tidak memerlukan can opener. Can opener hanya
digunakan untuk membuka kaleng dengan jenis penutup
kaleng NL. Langkah selanjutnya yaitu sisa potongan pada
kaleng ditarik dengan tang hingga terlepas dari double seam
dan meninggalkan bekas seperti insert (Gambar 4). Lalu
potong double seam secara melintang dengan tang dan
lepaskan potongan cover yang melekat pada body hook dengan
memukul ke bawah secara hati-hati, jangan sampai merusak
body hook (Gambar 5).
Dari pengukuran cover hook ini dapat dilihat tingkat
kerapatannya. Tingkat kerapatan ini berupa gelombang atau
keriput dan menyatakan apakah lining compound cukup kuat,
kurang, atau terlalu rapat untuk menyekat kaleng agar
tidak bocor. Kerapatan lining compound harus merata pada
setiap bagian. Pengukuran tingkat kerapatan ini tidak
menggunakan alat pengukur. Pemeriksa harus orang yang
sudah ahli atau berpengalaman dalam bidang ini. Tingkat
kerapatan ini dinyatakan dalam persen (%) (Gambar 6).
Pemeriksaan ukuran terhadap kaleng adalah pada
bagian-bagian seperti tertera pada gambar di bawah ini.
Seberapa jauh bagian-bagian itu memenuhi ketentuan
ukuran-ukuran yang disyaratkan, sejauh itu pula mutu
kaleng itu dapat dijamin. Masing-masing bagian yang
diamati dan diukur memiliki standartnya masing-masing
(lampiran 1). Pemeriksaan terhadap ukuran-ukuran kaleng
yang sebenarnya berfungsi untuk memperkirakan keadaan
seam itu sendiri. Di samping pengukuran tersebut,
pemeriksaan secara visualitas harus dilakukan secara
terus menerus dan teratur.
Selama produksi perlu dilakukan pengamatan secara
ketat dan tertaur terhadap hasil double seam. Seam yang
baik hanya dapat dijamin bila tingkat kerapatan, juncture,
dan oberlap berada dalam batas-batas standard. Perubahan-
perubahan yang menyimpang dari ukuran-ukuran standard
menunjukkan adanya kelainan pada perlengkapan dari mesin
produksi yang harus segera diatasi. Kelalaian akan hal
ini dapat mengakibatkan kerusakan besar yang akan
menghentikan produksi itu sendiri.
Pengamatan double seam dapat dilakukan oleh operator
mesin seaming atau orang yang sudah terlatih untuk melihat
penyimpangan-penyimpangan dengan segera. Pengamatan akan
lebih teliti hasilnya bila dilakukan secara serentak
antara melihat maupun meraba. Dengan meraba sekeliling
seam bagian dalam dan luar dapat terasa penyimpangan pada
seam tersebut.
Kesalahan yang dapat terjadi pada kaleng selain
goresan dan penyok adalah
1. Jump Over
Kesalahan ini dikarenakan seam yang dekat dengan
sambungan kaleng berkurang tingkat kerapatannya sebagai
akibat melompatnya seaming roll ketika melewati sambungan
kaleng (side seam). Bagian ini merupakan titik kritis yang
memerlukan lebih banyak pengamatan karena merupakan
sumber kebocoran yang paling besar.
2. Body-Wall Impression
Tekanan roll selama proses seaming meninggalkan bekas
seperti alur yang dapat dilihat pada body kaleng bagian
dalam. Alur ini disebut Pressure Ridge. Bekas ini selalau
ada dan wajar selama tidak terlalu dalam. Jika terdapat
alur lain selain pressure ridge, disebabkan oleh seaming chuck
atau roll yang rusak.
3. Juncture
Seringkali terjadi bagian tutup kurang masuk dalam
seam sehingga terlihat dari luar seam tersebut. Hal ini
diakibatkan karena adanya End Juncture. Gejala gelombang
tersebut pada sambungan side seam disebut dengan istilah
Droping (Gambar 7). Kejadian ini dalam bentuk ketik disebut
V-ing karena gejalanya berupa huruf V. Jika terjadi gejala
ini, maka harus segera diadakan pembetulan. Hal ini
dikarenakan gejala tersebut menunjukkan berkurangnya
overlap yang dapat mengakibatkan kebocoran.
Kesalahan-kesalahan yang terjadi pada seam biasanya
menunjukkan adanya kesalahan ada perlengkapan seaming, baik
itu mesinnya atau alat-alatnya. Oleh karena itu perbaikan
perlu dilakukan secepatnya untuk menghindari kerusakan
yang lebih parah.
Cara kerja seaming yaitu ketika body kaleng dan tutup
masuk di antara chuck dan lifter, body kaleng terpegang
dengan naiknya lifter, sementara itu roll mulai bergerak maju.
Roll pertama menekan sambil berputar yang mengakibatkan
tutup terlipat menjepit flange dari body. Segera setelah
itu roll kedua bergerak maju, menekan dan membentuk seam.
Dengan demilian sealing compound tertekan sehingga mengisi
rongga-rongga di dalamnya menjadikan seam tersebut rapat.
Lifter turun bersamaan dengan membukanya roll kedua dan
kaleng lepas dari seaming chuck karena didorong oleh “Knock
Out”.
3.4 Pengawasan Mutu pada CCP IV (Retort)
Related Documents











