BỘ GIÁO DỤC VÀ ĐÀO TẠO TRƯỜNG ĐẠI HỌC CẦN THƠ KHOA CÔNG NGHỆ ------------ LUẬN VĂN TỐT NGHIỆP NGHIÊN CỨU ỨNG DỤNG BÃ MÍA CHẾ TẠO VẬT LIỆU COMPOSITE CÁN BỘ HƯỚNG DẪN SINH VIÊN THỰC HIỆN TS. Hồ Quốc Phong Họ và tên: Nguyễn Thanh Lăm MSSV: 2102362 Ngành: Công nghệ hóa học – Khóa 36 Tháng 12/2014 WWW.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUYNHON WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOT.COM Đóng góp PDF bở i GV. Nguy ễ n Thanh Tú

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 1/110
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC CẦN THƠ KHOA CÔNG NGHỆ
------------
LUẬN VĂN TỐT NGHIỆP
NGHIÊN CỨU ỨNG DỤNG BÃ MÍA
CHẾ TẠO VẬT LIỆU COMPOSITE
CÁN BỘ HƯỚNG DẪN SINH VIÊN THỰC HIỆN
TS. Hồ Quốc Phong Họ và tên: Nguyễn Thanh Lăm
MSSV: 2102362
Ngành: Công nghệ hóa học – Khóa 36
Tháng 12/2014
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 2/110
PHIẾU ĐỀ NGHỊ ĐỀ TÀI TỐT NGHIỆP CHO SINH VIÊN
NĂM HỌC: 2014 – 2015
1. Họ và tên cán bộ hướng dẫn: TS. Hồ Quốc Phong
2. Tên đề tài: Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite.
3. Địa điểm thực hiện: phòng thí nghiệm Công nghệ Hoá học, Khoa Công nghệ,
Trường Đại Học Cần Thơ.
4. Sinh viên thực hiện: Nguyễn Thanh Lăm MSSV: 2102362
5. Mục đích của đề tài: Nghiên cứu khả năng ứng dụng của bã mía trong sản xuất vật
liệu composite và đề ra qui trình sản xuất quy mô công nghiệp.
6. Nội dung chính:
Phần I. Khảo sát các yếu tố ảnh hưởng của bã mía đến quá trình sản xuất vật liệu
composite.
Phần II. Khảo sát các yếu tố ảnh hưởng của máy trộn đến quá trình sản xuất vật liệucomposite.
Phần III. Khảo sát các yếu tố ảnh hưởng của máy ép nóng đến quá trình sản xuất vật
liệu composite.
7. Các yêu cầu hỗ trợ: kinh phí, hoá chất và dụng cụ thí nghiệm.
8. Kinh phí dự trù thực hiện đề tài: 5 000 000 đồng.
DUYỆT CỦA BỘ MÔN CÁN BỘ RA ĐỀ TÀI
DUYỆT CỦA HỘI ĐỒNG THI & XÉT TỐT NGHIỆP
TRƯỜNG ĐẠI HỌC CẦN THƠ CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
KHOA CÔNG NGHỆ Độc lập - Tự do - Hạnh phúc
Cần Thơ, ngày…tháng…năm 2014
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 3/110
NHẬN XÉT VÀ ĐÁNH GIÁ CỦA CÁN BỘ HƯỚNG DẪN
1. Cán bộ hướng dẫn: TS. Hồ Quốc Phong
2. Đề tài: Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite.
3. Sinh viên thực hiện: Nguyễn Thanh Lăm
4. Lớp: Công nghệ hóa học K36
5. Nội dung nhận xét:
a. Nhận xét về hình thức:
......................................................................................................................................
......................................................................................................................................
b. Nhận xét về nội dung của luận văn (đề nghị ghi chi tiết và đầy đủ)
* Các nội dung và công việc đã đạt được (so với đề cương luận văn):
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
* Những vấn đề còn hạn chế:
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................c. Nhận xét đối với từng sinh viên thực hiện đề tài:
.......................................................................................................................................
.......................................................................................................................................
.......................................................................................................................................
TRƯỜNG ĐẠI HỌC CẦN THƠ CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
KHOA CÔNG NGHỆ Độc lập - Tự do - Hạnh phúc
Cần Thơ, ngày…tháng…năm 2014
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 4/110
d. Kết luận và đề nghị:
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
6. Điểm đánh giá:
Cần Thơ, ngày … tháng … năm 2014
Cán bộ hướng dẫn
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 5/110
NHẬN XÉT VÀ ĐÁNH GIÁ CỦA CÁN BỘ PHẢN BIỆN
1. Cán bộ hướng dẫn: TS. Hồ Quốc Phong
2. Đề tài: Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite.
3. Sinh viên thực hiện: Nguyễn Thanh Lăm
4. Lớp: Công nghệ hóa học K36
5. Nội dung nhận xét:
a. Nhận xét về hình thức:
......................................................................................................................................
......................................................................................................................................
b. Nhận xét về nội dung của luận văn (đề nghị ghi chi tiết và đầy đủ)
* Các nội dung và công việc đã đạt được (so với đề cương luận văn):
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
* Những vấn đề còn hạn chế:
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................c. Nhận xét đối với từng sinh viên thực hiện đề tài:
.......................................................................................................................................
.......................................................................................................................................
.......................................................................................................................................
TRƯỜNG ĐẠI HỌC CẦN THƠ CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
KHOA CÔNG NGHỆ Độc lập - Tự do - Hạnh phúc
Cần Thơ, ngày…tháng…năm 2014
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 6/110
d. Kết luận và đề nghị:
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
6. Điểm đánh giá:
Cần Thơ, ngày … tháng … năm 2014
Cán bộ phản biện
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 7/110
SVTH: Nguyễn Thanh Lăm ii
LỜI CẢM ƠN
Trong suốt quá trình thực hiện luận văn tốt nghiệp, tôi đã gặp phải không ít khó
khăn. Tuy nhiên, với sự hướng dẫn, giúp đỡ của quý thầy cô, gia đình, bạn bè cùng với sự
nỗ lực của bản thân, tôi đã hoàn thành đề tài luận văn của mình.
Tôi xin gửi lời tri ân sâu sắc đến TS. Hồ Quốc Phong, Phó Trưởng Bộ môn Công
nghệ Hóa học, Khoa Công nghệ, Đại học Cần Thơ. Thầy đã gợi ý hướng nghiên cứu và
cho tôi cơ hội cùng tham gia nghiên cứu khoa học. Đồng thời, thầy cũng là người tận tình
chỉ bảo, truyền đạt kiến thức, kinh nghiệm và tạo mọi điều kiện thuận lợi để tôi có thể
hoàn thành tốt luận văn.
Xin chân thành cám ơn TS. Phương Thanh Vũ đã nhiệt tình giúp đỡ cả về kiến thức
chuyên môn lẫn thực nghiệm trong suốt thời gian nghiên cứu.
Xin cám ơn TS. Huỳnh Liên Hương – Trưởng PTN Công nghệ Hóa học và ThS. Lê
Đức Duy – Trưởng PTN Công nghệ Vật liệu, Bộ môn Công nghệ hóa học, đã tận tình
hướng dẫn và hỗ trợ thiết bị.
Để hoàn thành luận văn này, tôi xin gửi lời cám ơn đến tất cả các bạn trong nhóm
nghiên cứu khoa học tại PTN Công nghệ Hóa học, Bộ môn Công nghệ hóa học, sinh viên
Võ Vĩnh Trà và các bạn làm việc tại PTN Công nghệ Vật liệu, đã hỗ trợ tôi trong suốt quá
trình thực hiện đề tài. Đặc biệt là sự giúp đỡ nhiệt tình của anh Võ Trường Giang, Giảng
viên Trường Đại học Kỹ thuật – Công nghệ Cần Thơ trong quá trình tìm và tải các tạp chí
khoa học uy tín của quốc tế.
Cuối cùng, tôi xin cảm ơn gia đình, bạn bè, những người đã quan tâm giúp đỡ và
động viên, khuyến khích tôi trong suốt thời gian qua để tôi hoàn thành luận văn được tốthơn.
Cần Thơ, ngày ... tháng ... năm 2014
SV. Nguyễn Thanh Lăm
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 8/110
SVTH: Nguyễn Thanh Lăm iii
TÓM TẮT
Cùng với sự phát triển vượt bậc của công nghệ vật liệu, nhiều sản phẩm composite đã ra
đời và được sử dụng rộng rải. Vật liệu composite với vật liệu cốt có nguồn gốc thiên
nhiên đang được nghiên cứu phổ biến nhằm nâng cao cơ tính đồng thời giảm giá thành
cho sản phẩm. Nghiên cứu này nhằm khảo sát khả năng ứng dụng bã mía cho quá trình
sản xuất composite. Sau khi xử lí sơ bộ bã mía có kích thước (0.25 – 1.18 mm), được trộn
với tỉ lệ (10 – 75%, v/v). Kết quả cho thấy rằng 50% bã mía là tỉ lệ tối ưu để tạo
composite. Ngoài ra, các yếu tố ảnh hưởng của quá trình trộn như nhiệt độ (165 – 175 C),
thời gian (10 – 20 phút) và tốc độ (50 – 70 vòng/phút) được tiến hành khảo sát và cho kết
quả cho cơ tính tối ưu nhiệt độ trộn là 170 C, thời gian là 20 phút và tốc độ là 70
vòng/phút. Kết quả cũng tương tự khi khảo sát các yếu tố ảnh hưởng của quá trình ép
nóng đến cơ tính vật liệu composite. Trong đó cơ tính của vật liệu cao nhất khi nhiệt độ
ép là 180 C, thời gian là 15 phút và áp suất là 100 kg/cm2. Bên cạnh đó các mẫu
composite được tạo thành cũng được chụp SEM và phân tích TGA để quan sát cấu trúc và
quá trình phân hủy nhiệt của vật liệu.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 9/110
MỤC LỤC
SVTH: Nguyễn Thanh Lăm iv
MỤC LỤC
LỜI CẢM ƠN......................................................................................................................ii
TÓM TẮT...........................................................................................................................iii MỤC LỤC .......................................................................................................................... iv
DANH MỤC BẢNG BIỂU..............................................................................................viii DANH MỤC HÌNH ẢNH VÀ ĐỒ THỊ............................................................................. ix
DANH MỤC CÁC CHỮ VIẾT TẮT................................................................................. xi
CHƯƠNG 1 GIỚI THIỆU CHUNG................................................................................ 1
1.1 Đặt vấn đề ................................................................................................................. 1
1.2 Mục tiêu và giới hạn của đề tài ................................................................................. 2
CHƯƠNG 2 LƯỢC KHẢO TÀI LIỆU........................................................................... 3
2.1 Vật liệu composite..................................................................................................... 3
2.1.1 Lịch sử phát triển ............................................................................................... 4
2.1.2 Xu hướng phát triển ........................................................................................... 5
2.1.3 Phân loại ............................................................................................................ 5
2.2 Thành phần vật liệu composite ................................................................................. 5
2.2.1 Nhựa nền............................................................................................................ 5
2.2.1.1 Polymer nền nhựa nhiệt dẻo...................................................................... 6
2.2.1.2 Polymer nền nhựa nhiệt rắn ...................................................................... 6
2.2.2 Thành phần cốt (chất gia cường) ....................................................................... 6
2.2.2.1 Cốt dạng sợi............................................................................................... 7
2.2.2.2 Cốt dạng hạt .............................................................................................. 7
2.2.3 Phụ gia và chất độn............................................................................................ 8
2.2.3.1 Phụ gia....................................................................................................... 8
2.2.3.2 Chất độn .................................................................................................... 9
2.3 Tính chất của vật liệu composite............................................................................... 9
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 10/110
MỤC LỤC
SVTH: Nguyễn Thanh Lăm v
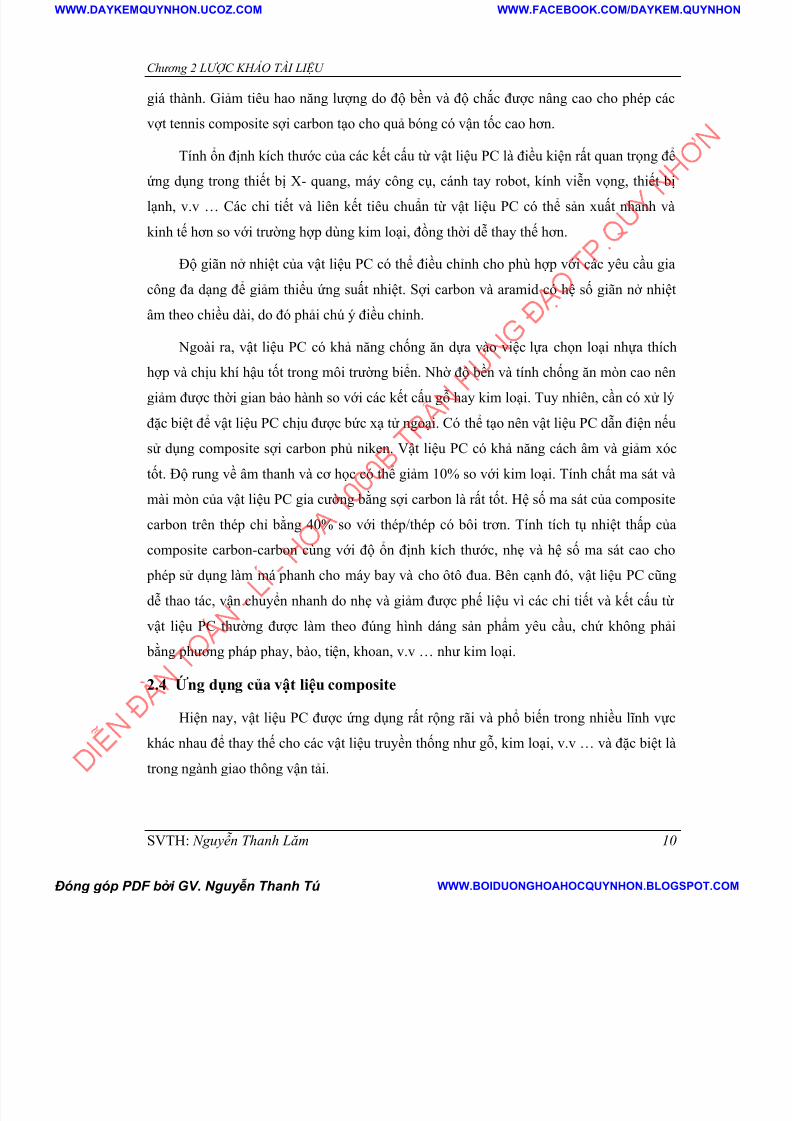
2.4 Ứng dụng của vật liệu composite............................................................................ 10
2.5 Nhựa poly(propylene) (PP) ..................................................................................... 12
2.5.1 Tính chất nổi bật của PP .................................................................................. 12
2.5.2 Ứng dụng ......................................................................................................... 13
2.6 Bã mía ..................................................................................................................... 13
2.6.1 Thành phần, cấu trúc của bã mía ..................................................................... 15
2.6.1.1 Cellulose.................................................................................................. 15
2.6.1.2 Hemicellulose.......................................................................................... 16
2.6.1.3 Lignin ...................................................................................................... 16
2.7 Phương pháp gia công composite với nhựa nhiệt dẻo ............................................ 17
2.7.1 Phương pháp dung dịch ................................................................................... 17
2.7.2 Phương pháp nóng chảy................................................................................... 17
2.8 Máy đo lưu biến ngẫu lực trộn Polydrive HAAKE ................................................ 18
2.9 Máy ép nóng Panstone ............................................................................................ 22
2.9.1 Nguyên lý, cấu tạo ........................................................................................... 22
2.9.2 Các yếu tố ảnh hưởng đến quá trình ép sản phẩm........................................... 24
2.9.2.1 Nhiệt độ ép .............................................................................................. 24
2.9.2.2 Áp suất ép................................................................................................ 24
2.9.2.3 Thời gian lưu sản phẩm trong khuôn ...................................................... 25
2.10 Phương pháp và thiết bị dùng để kiểm tra, phân tích sản phẩm ........................... 25
2.10.1 Phương pháp phân tích nhiệt trọng lượng (TGA) ......................................... 25
2.10.2 Thiết bị đo độ bền kéo, uốn ........................................................................... 27
2.10.3 Thiết bi đo độ bền va đập .............................................................................. 28 2.10.4 Kính hiển vi điện tử quét (SEM) ................................................................... 29
CHƯƠNG 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU ....................... 32
3.1 Phương tiện nghiên cứu .......................................................................................... 32
3.1.1 Hóa chất ........................................................................................................... 32
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 11/110
MỤC LỤC
SVTH: Nguyễn Thanh Lăm vi
3.1.2 Dụng cụ, thiết bị............................................................................................... 32
3.2 Phương pháp nghiên cứu, phân tích........................................................................ 33
3.2.1 Chuẩn bị nguyên liệu thô và xử lí sơ bộ.......................................................... 33
3.2.2 Khảo sát ảnh hưởng bã mía đến cơ tính vật liệu.............................................. 33
3.2.2.1 Khảo sát ảnh hưởng tỉ lệ bã mía.............................................................. 33
3.2.2.2 Khảo sát ảnh hưởng kích thước bã mía................................................... 34
3.2.2.3 Khảo sát ảnh hưởng xử lí bã mía ............................................................ 34
3.2.3 Khảo sát điều kiện trộn.................................................................................... 34
3.2.3.1 Khảo sát nhiệt độ trộn ............................................................................. 34
3.2.3.2 Khảo sát thời gian trộn............................................................................ 35
3.2.3.3 Khảo sát tốc độ trộn ................................................................................ 35
3.2.4 Khảo sát điều kiện ép tấm................................................................................ 35
3.2.4.1 Khảo sát nhiệt độ ép ................................................................................ 35
3.2.4.2 Khảo sát thời gian ép............................................................................... 35
3.2.4.3 Khảo sát áp suất ép.................................................................................. 35
3.2.5 Các phương pháp đo cơ lý và kiểm tra tính chất của sản phẩm ...................... 36
3.2.5.1 Độ bền kéo .............................................................................................. 36
3.2.5.2 Độ bền uốn .............................................................................................. 36
3.2.5.3 Cơ tính va đập ......................................................................................... 37
CHƯƠNG 4 KẾT QUẢ THỰC NGHIỆM VÀ BÀN LUẬN....................................... 39
4.1 Ảnh hưởng của tỉ lệ đến quá trình trộn ................................................................... 39 4.2 Ảnh hưởng của kích thước bã mía đến cơ tính vật liệu .......................................... 43
4.3 Ảnh hưởng của xử lí bã mía đến cơ tính vật liệu.................................................... 44
4.4 Ảnh hưởng của nhiệt độ trộn đến cơ tính vật liệu................................................... 47
4.5 Ảnh hưởng của thời gian trộn đến cơ tính vật liệu ................................................. 49
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 12/110
MỤC LỤC
SVTH: Nguyễn Thanh Lăm vii
4.6 Ảnh hưởng của tốc độ trộn đến cơ tính vật liệu...................................................... 50
4.7 Ảnh hưởng của nhiệt độ ép đến cơ tính vật liệu ..................................................... 51
4.8 Ảnh hưởng của thời gian ép đến cơ tính vật liệu .................................................... 52
4.9 Ảnh hưởng của áp suất ép đến cơ tính vật liệu ....................................................... 53
4.10 So sánh kết quả kiểm tra, phân tích với một số kết quả khác ............................... 54
CHƯƠNG 5 KẾT LUẬN – KIẾN NGHỊ ...................................................................... 56
5.1 Kết luận ................................................................................................................... 56
5.2 Hạn chế.................................................................................................................... 56
5.3 Kiến nghị ................................................................................................................. 56
TÀI LIỆU THAM KHẢO............................................................................................... 58
PHỤ LỤC 1 KẾT QUẢ QUA RÂY CỦA BÃ MÍA......................................................... 60
PHỤ LỤC 2 KẾT QUẢ ĐO CƠ TÍNH THEO HÀM LƯỢNG MÍA.............................. 61
PHỤ LỤC 3 KẾT QUẢ ĐO CƠ TÍNH THEO KÍCH THƯỚC BÃ MÍA....................... 69
PHỤ LỤC 4 KẾT QUẢ ĐO CƠ TÍNH THEO BÃ MÍA XỬ LÍ..................................... 72
PHỤ LỤC 5 KẾT QUẢ ĐO CƠ TÍNH THEO NHIỆT ĐỘ TRỘN ................................ 74
PHỤ LỤC 6 KẾT QUẢ ĐO CƠ TÍNH THEO THỜI GIAN TRỘN .............................. 78
PHỤ LỤC 7 KẾT QUẢ ĐO CƠ TÍNH THEO TỐC ĐỘ TRỘN .................................... 82
PHỤ LỤC 8 KẾT QUẢ ĐO CƠ TÍNH THEO NHIỆT ĐỘ ÉP....................................... 86
PHỤ LỤC 9 KẾT QUẢ ĐO CƠ TÍNH THEO THỜI GIAN ÉP..................................... 89 PHỤ LỤC 10 KẾT QUẢ ĐO CƠ TÍNH THEO ÁP SUẤT ÉP....................................... 92
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 13/110
DANH MỤC BẢNG BIỂU
SVTH: Nguyễn Thanh Lăm viii
DANH MỤC BẢNG BIỂU
Bảng 2-1 Thành phần hóa học của bã mía.................................................................15
Bảng 2-2 Ưu nhược điểm của phương pháp dung dịch và phương pháp nóng chảy 18
Bảng 2-3 Thông số kỹ thuật của máy trộn.................................................................20
Bảng 2-4 Một số thông số quan trọng cho máy ép nóng...........................................23
Bảng 4-1 Ảnh hưởng tỉ lệ đến kết quả trộn ...............................................................42
Bảng 4-2 Ảnh hưởng kích thước đến cơ tính vật liệu ...............................................43
Bảng 4-3 Ảnh hưởng của việc xử lí bã mía đến cơ tính vật liệu ...............................46
Bảng 4-4 Ảnh hưởng của nhiệt độ trộn đến cơ tính vật liệu .....................................47
Bảng 4-5 Ảnh hưởng thời gian trộn đến cơ tính vật liệu...........................................50
Bảng 4-6 Ảnh hưởng tốc độ trộn đến cơ tính vật liệu ...............................................51
Bảng 4-7 Ảnh hưởng nhiệt độ ép đến cơ tính vật liệu...............................................52
Bảng 4-8 Ảnh hưởng thời gian ép đến cơ tính vật liệu..............................................53
Bảng 4-9 Ảnh hưởng áp suất ép đến cơ tính vật liệu.................................................54
Bảng 4-10 So sánh kết quả cơ tính với một số nghiên cứu khác...............................55
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 14/110
DANH MỤC HÌNH ẢNH VÀ ĐỒ THỊ
SVTH: Nguyễn Thanh Lăm ix
DANH MỤC HÌNH ẢNH VÀ ĐỒ THỊ
Hình 2-1 Hạt nhựa polypropylene .............................................................................12
Hình 2-2 Cây mía.......................................................................................................14
Hình 2-3 Bã mía.........................................................................................................14
Hình 2-4 Cấu trúc phân tử cellulose ..........................................................................15
Hình 2-5 Cấu trúc mạch hemicellulose .....................................................................16
Hình 2-6 Cấu trúc của lignin .....................................................................................16
Hình 2-7 Cấu tạo máy đo lưu biến ngẫu lực trộn Polydrive Haake ..........................20
Hình 2-8 Các loại trục sử dụng trong quá trình trộn..................................................21
Hình 2-9 Máy đo lưu biến ngẫu lực trộn Polydrive Haake và các thiết bị đi kèm....21
Hình 2-10 Máy ép nóng Panstone .............................................................................22
Hình 2-11 Máy phân tích nhiệt trọng lượng..............................................................26
Hình 2-12 Cấu tạo trong của buồng gia nhiệt............................................................27
Hình 2-13 Máy đo kéo, uốn.......................................................................................28
Hình 2-14 Dụng cụ đo uốn ........................................................................................28
Hình 2-15 Dụng cụ đo kéo.........................................................................................28
Hình 2-16 Máy đo va đập ..........................................................................................29
Hình 2-17 Sơ đồ kính hiển vi điện tử quét ................................................................30
Hình 3-1 Sơ đồ quy trình chế tạo vật liệu composite từ bã mía và PP......................33
Hình 3-2 Mẫu đo độ bền kéo .....................................................................................36
Hình 3-3 Mẫu đo độ bền uốn.....................................................................................37
Hình 3-4 Mẫu đo va đập ............................................................................................37
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 15/110
DANH MỤC HÌNH ẢNH VÀ ĐỒ THỊ
SVTH: Nguyễn Thanh Lăm x
Hình 4-1 Giản đồ lưu biến ngẫu lực trộn của nhựa PP..............................................39
Hình 4-2 Giản đồ lưu biến ngẫu lực trộn với hàm lượng khác nhau.........................40
Hình 4-3 Quá trình trộn .............................................................................................41
Hình 4-4 Quá trình ép nóng.......................................................................................41
Hình 4-5 Mẫu composite với các tỉ lệ khác nhau ......................................................41
Hình 4-6 Biểu đồ thể hiện kết quả đo cơ tính theo tỉ lệ bã mía/PP ...........................42
Hình 4-7 Bã mía với các kích thước khác nhau: (a) 0.5 - 1.18 mm, (b) <0.5 mm,
(c) hỗn hợp .................................................................................................................43
Hình 4-8 Đồ thị biểu hiện cơ tính theo kích thước hạt ..............................................43 Hình 4-9 Bã mía trước khi xử lí.................................................................................45
Hình 4-10 Bã mía sau xử lí........................................................................................45
Hình 4-11 Đồ thị thể hiện sự ảnh hưởng của xử lí hóa chất đến cơ tính vật liệu......45
Hình 4-12 Mẫu composite không xử lí với tỉ lệ bã mía là 50% ................................46
Hình 4-13 Mẫu composite xử lí với tỉ lệ bã mía 50% ...............................................46
Hình 4-14 Giản đồ TGA của bã mía..........................................................................47
Hình 4-15 Đồ thị thể hiện kết quả đo cơ tính theo nhiệt độ trộn...............................48
Hình 4-16 Kết quả phân tích TGA của mẫu composite với hàm lượng bã mía 50% 49
Hình 4-17 Đồ thị thể hiện kết quả đo cơ tính theo thời gian trộn..............................50
Hình 4-18 Đồ thị thể hiện kết quả đo cơ tính theo tốc độ trộn..................................51
Hình 4-19 Biểu đồ kết quả đo cơ tính theo nhiệt độ ép.............................................52
Hình 4-20 Đồ thị thể hiện cơ tính theo thời gian ép..................................................53
Hình 4-21 Đồ thị thể hiện kết quả cơ tính theo áp suất trộn......................................54
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 16/110
DANH MỤC CÁC CHỮ VIẾT TẮT
SVTH: Nguyễn Thanh Lăm xi
DANH MỤC CÁC CHỮ VIẾT TẮT
v/v ..................................................... volume/volume
PC ...................................................... polymer composite
rpm .................................................... revolutions per minute
SEM .................................................. Scaning electron microscope
TGA .................................................. Thermogravimetric analysis
PP ....................................................... polypropylene
ĐBSCL............................................... Đồng bằng sông Cửu Long
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 17/110
SVTH: Nguyễn Thanh Lăm 1
CHƯƠNG 1
GIỚI THIỆU CHUNG
1.1 Đặt vấn đề
Ngày nay, cùng với sự phát triển nhanh chóng của các lĩnh vực công – nông nghiệp
và rất nhiều các ngành kinh tế khác, vật liệu composite đã khẳng định được vai trò quan
trọng của mình trong việc thay thế các vật liệu truyền thống. Ưu điểm vượt trội của vật
liệu composite so với các vật liệu truyền thống (gỗ, sắt, thép) là: nhẹ, bền, không bị ăn
mòn, dễ gia công, độ cách điện cao, v.v … và rất nhiều các tính năng khác mà vật liệutruyền thống không có. Vật liệu composite ngày càng mở rộng lĩnh vực ứng dụng của
mình. từ những ứng dụng làm các dụng cụ thể thao, các chi tiết trong ôtô, tàu thuyền, các
vật dụng trong đời sống hàng ngày cho đến làm khiên chống đạn trong lĩnh vực quân sự
và rất nhiều các chi tiết khác trong lĩnh vực hàng không vũ trụ.
Bên cạnh đó, bã mía là một phụ phẩm nông nghiệp phổ biến ở hầu hết các nước
nhiệt đới, trong đó có Việt Nam. Theo Tổng cục Thống kê Việt Nam, từ 2005 – 2007,
trung bình mỗi năm nước ta sản xuất hơn 15 triệu tấn mía, tính riêng ĐBSCL lượng bã
mía có khoảng hơn 1 triệu tấn/năm. Chính vì thế lượng bã mía thải ra là rất lớn. Tuy nhiên
trong thời gian qua, các ứng dụng của bã mía chưa được khai thác triệt để, chỉ dừng lại ở
việc dùng làm nhiên liệu đốt lò, ván ép dùng trong xây dựng, sản xuất viên nén bã mía
dùng trong chăn nuôi, dùng trồng nấm mèo, nấm linh chi, v.v… Bên cạnh đó, vẫn còn
lượng lớn bã mía được xử lý bằng cách thải trực tiếp ra môi trường gây ô nhiễm. Trong
khi bã mía là nguồn nguyên liệu tiềm năng cho quá trình chế tạo composite do có hàm
lượng cellulose cao và là phế phẩm tại các nhà máy đường. Đồng thời, trong quá trình ép
mía cho quá trình sản xuất đường tạo ra các bã mía có kích thước khoảng 0.2 - 1 mm với
chiều dài khoảng 5 - 50 mm. Đây là nguồn sợi có thể sử dụng trực tiếp cho quá trình tạo
vật liệu polymer composite mà không cần phải qua khâu tách sợi như vật liệu xơ dừa, tre,
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 18/110
Chương 1 GIỚI THIỆU CHUNG
SVTH: Nguyễn Thanh Lăm 2
lanh, đai. Chính vì vậy, đề tài “ Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite”
được đề xuất nhằm bước đầu đánh giá khả năng ứng dụng bã mía trong quá trình chế tạo
composite với những phương pháp khác nhau.
1.2 Mục tiêu và giới hạn của đề tài
Mục tiêu của đề tài này là khảo sát khả năng ứng dụng bã mía trong sản xuất vật liệu
composite. Qua đó, đề ra quy trình sản xuất composite quy mô công nghiệp. Hơn thế nữa,
thông qua đề tài này, bã mía được chứng minh là nguồn nguyên liệu rẻ tiền, thích hợp và
cạnh tranh với nguyên liệu sản xuất composite truyền thống, nâng cao giá trị của cây mía,
đồng thời giải quyết một phần ô nhiễm môi trường.
Nội dung đề tài được chia ra thành ba phần: (i) khảo sát các yếu tố ảnh hưởng của bãmía đến quá trình sản xuất vật liệu composite; (ii) khảo sát các yếu tố ảnh hưởng của máy
trộn đến quá trình sản xuất vật liệu composite; (iii) khảo sát các yếu tố ảnh hưởng của
máy ép nóng đến quá trình sản xuất vật liệu composite.
Cụ thể, trong quá trình khảo sát ảnh hưởng của bã mía đến quá trình sản xuất vật
liệu composite các yếu tố quan trọng được khảo sát như:
- Xử lí bằng phương pháp hóa học
- Tỉ lệ bã mía (10 – 75%, v/v)
- Kích thước (0.25 – 0.5 mm)
Khảo sát các yếu tố ảnh hưởng của quá trình trộn đến cơ tính của vật liệu composite
- Ảnh hưởng nhiệt độ (165 – 175 C)
- Ảnh hưởng thời gian (10 – 20 phút)
- Ảnh hưởng tốc độ (50 – 70 vòng/phút)
Khảo sát các yếu tố ảnh hưởng của quá trình ép nóng đến quá trình sản xuất vật liệu:
- Ảnh hưởng nhiệt độ (170 – 190 C)
- Ảnh hưởng thời gian (10 – 20 phút)
- Ảnh hưởng áp suất (75 – 125 kg/cm2)
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 19/110

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 20/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 4
Ưu điểm nổi bật nhất của composite là có thể thay đổi cấu trúc hình học, sự phân bố
vào các vật liệu thành phần để tạo ra một vật liệu mới có cơ tính ứng được yêu cầu. Do đó
composite có khả năng đáp ứng được những yêu cầu rất khắt khe của nền công nghiệp
hiện đại như cơ tính cao, nhẹ, có khả năng chịu được nhiệt độ cao. Vì vậy, vật liệucomposite ngày càng giữ vai trò then chốt trong cuộc cách mạng về vật liệu mới (Võ Tấn
Phát, 2013).
2.1.1 Lịch sử phát triển
Cách đây hàng nghìn năm, vật liệu composite đã xuất hiện và được con người sử
dụng trong đời sống. Khoảng 5000 năm trước Công nguyên, người cổ đại đã biết nghiền
nhỏ đá và các vật liệu hữu cơ khác trộn vào đất sét để giảm độ co ngót khi nung gạch. ỞAi Cập, khoảng 3000 năm trước Công nguyên, người ta đã làm thuyền bằng lau sậy đan
tẩm bitum. Nếu bỏ qua một số khái niệm kỹ thuật thì có thể coi đó là kỹ thuật làm tàu từ
vật liệu composite hiện nay. Ở Việt Nam, nhà làm từ hỗn hợp bùn trộn rơm, rạ và làm
thuyền đan trát sơn ta là những ví dụ về vật liệu composite (Nguyễn Hoa Thịnh, 2012).
Mặc dù được hình thành từ rất sớm nhưng vật liệu composite mới thực sự được chú
ý vào khoảng thế kỉ XX trở lại đây. Vào những năm 1930, Slayter và Thomas được cấp
bằng sáng chế cho việc chế tạo sợi thuỷ tinh, sau đó được Ellis và Foster dùng gia cường
cho polyester. Polyester tăng cường bằng sợi thuỷ tinh được ứng dụng trong ngành hàng
không năm 1938. Năm 1944 đã có hàng nghìn chi tiết bằng chất dẻo composite cho máy
bay và tàu chiến phục vụ đại chiến thế giới lần thứ II được sản xuất. Năm 1950, chất
lượng của vật liệu composite được cải thiện đáng kể nhờ sự ra đời của nhựa polyepoxide
và hàng loạt sợi tăng cường khác như sợi carbon, sợi polyester, nylon, aramid (Kevlar),
sợi silic… Từ năm 1970 cho đến nay, các chi tiết chế tạo từ vật liệu composite nền chất
dẻo và sợi tăng cường được sử dụng rộng rãi trong lĩnh vực đóng tàu, chế tạo ôtô, vật liệu
xây dựng và những ngành kỹ thuật cao như hàng không, vũ trụ, v.v …
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 21/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 5
2.1.2 Xu hướng phát triển
Với tính năng vượt trội của composite, xu hướng phát triển của vật liệu composite là
dần dần thay thế vật liệu truyền thống (thép). Bên cạnh đó, các chất nền polymer cũng
như chất tăng cường cũng được đa dạng hóa, chuyển vật liệu sang dạng sợi để tăng độ
bền và phối hợp giữa các vật liệu polymer với kim loại và gốm.
2.1.3 Phân loại
Có 2 cách phân loại vật liệu composite chính: theo hình dạng của vật liệu cốt và theo
bản chất của các vật liệu thành phần (Nguyễn Minh Trí, 2009). Phân loại theo bản chất
vật liệu thành phần thì có các loại (i) composite nền hữu cơ (nhựa), (ii) composite nền
kim loại, (iii) composite nền gốm, và (iv) composite nền carbon. Ngoài ra, phân loại theohình dạng vật liệu cốt thì có composite cốt sợi và composite cốt hạt. Việc lựa chọn vật
liệu cốt dạng sợi hay dạng hạt phụ thuộc vào tính chất cơ - lý mà ta mong muốn bởi gia
cường bằng dạng hạt thì tính chất cơ - lý thấp hơn so với dạng sợi.
2.2 Thành phần vật liệu composite
2.2.1 Nhựa nền
Nhựa nền là một trong những thành phần chính của vật liệu PC, là pha liên tục, đóngvai trò chất kết dính, liên kết các vật liệu gia cường, chuyển ứng suất lên chúng. Ngoài ra,
nền còn có tác dụng bảo vệ chất gia cường dưới tác dụng của môi trường.
Các tính chất của nền polymer có ảnh hưởng nhiều đến tính chất cơ học và hoá học
của sản phẩm. Bản chất của vật liệu nền sẽ quyết định phương pháp gia công, chế tạo và
ảnh hưởng đến độ bền của sản phẩm. Do đó, nền polymer phải đáp ứng các yêu cầu sau:
(i) khả năng thấm ướt tốt trên bề mặt chất gia cường để tạo ra sự tiếp xúc tối đa, (ii) khả
năng làm tăng độ nhớt hoặc hoá rắn trong quá trình kết dính, (iii) khả năng biến dạng
trong quá trình đóng rắn để giảm ứng suất nội xảy ra do sự co ngót thể tích khi thay đổi
nhiệt độ, (iv) chứa các nhóm hoạt động hay phân cực, (v) phù hợp với các điều kiện gia
công thông thường.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 22/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 6
Việc lựa chọn nền cho vật liệu PC dựa trên nguyên tắc dung hoà các yếu tố độ bền,
khả năng gia công và các tiêu chuẩn khác. Nhựa nền có thể tạo thành từ một chất hoặc
nhiều chất được trộn lẫn một cách đồng nhất tạo thể liên tục. Và trong thực tế người ta có
thể sử dụng nhựa nhiệt rắn hay nhựa nhiệt dẻo làm polymer nền.
2.2.1.1 Polymer nền nhựa nhiệt dẻo
Composite nhựa nền nhiệt dẻo có độ tin cậy cao bởi mức độ ứng suất dư nảy sinh
trong những giờ đầu tiên ngay sau khi tạo thành sản phẩm rất thấp. Ưu điểm của nhựa
nhiệt dẻo là giảm công đoạn đóng rắn, khả năng thi công tạo hình sản phẩm dễ thực hiện
và có thể khắc phục những khuyết tật trong quá trình sản xuất và tận dụng phế liệu hoặc
gia công lại lần thứ hai. Nhược điểm chính của composite nhựa nhiệt dẻo là không chịuđược nhiệt độ cao. Tuy nhiên, nền polymer nhiệt dẻo đang được các nhà khoa học quan
tâm nghiên cứu, do khả năng ứng dụng rộng rãi và khả năng tái sinh của chúng. Hiện tại
chúng chưa được ứng dụng nhiều như nhiệt rắn nhưng dự đoán trong tương lai sẽ vượt
nhựa nhiệt rắn. Một số loại nhựa nhiệt dẻo được sử dụng làm nhựa nền như: poly
(ethylene terephthalate) (PET), polyethylene (PE), polypropylene (PP), poly (vinyl
chloride) (PVC), v.v …
2.2.1.2 Polymer nền nhựa nhiệt rắn
Nhựa nhiệt rắn có độ nhớt thấp, dễ hoà tan và đóng rắn khi đun nóng (có hoặc không
có xúc tác). Sản phẩm sau đóng rắn có cấu trúc không gian không thuận nghịch (không
nóng chảy, không hoà tan). Nhìn chung, nhựa nhiệt rắn cho sản phẩm có tính chất cơ lý
cao hơn nhựa nhiệt dẻo nhưng vấn đề xử lý chúng sau khi đã sử dụng khá phức tạp và tốn
kém. Trong vật liệu PC hiện nay chủ yếu sử dụng nền polymer là nhiệt rắn bao gồm một
số loại thông dụng như: polyepoxide (EP), melamine formaldehyde (MF), phenol
formaldehyde (PF), v.v …, song phổ biến hơn cả vẫn là polyester không no (PEKN).
2.2.2 Thành phần cốt (chất gia cường)
Chất gia cường trong vật liệu PC có tác dụng chịu ứng suất tập trung do nền
polymer chuyển đến. Do vậy, chất gia cường làm tăng độ bền và modulus cho vật liệu.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 23/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 7
Người ta đánh giá độn dựa trên các đặc điểm như tính gia cường cơ học; tính kháng hoá
chất, môi trường, nhiệt độ; sự phân tán vào nhựa tốt; truyền nhiệt, giải nhiệt tốt; thuận lợi
cho quá trình gia công và giá thành hạ. Tuỳ thuộc vào từng yêu cầu cho từng loại sản
phẩm mà người ta có thể chọn loại vật liệu độn thích hợp. Có 2 loại cốt:
2.2.2.1 Cốt dạng sợi
Sợi gia cường được sử dụng dưới dạng liên tục (sợi dài, vải) hay gián đoạn (sợi ngắn,
vụn, v.v …). Sự phân bố và định hướng của sợi trong nền polymer ảnh hưởng nhiều đến
tính chất của vật liệu. Sự định hướng của sợi tạo cho vật liệu có tính dị hướng rõ rệt. Vì
vậy, khi lựa chọn sợi gia cường cần phải chú ý tới bản chất của vật liệu thành phần, tỉ lệ
các vật liệu tham gia và phương của sợi. Việc trộn thêm các loại cốt sợi vào hỗn hợp cótác dụng làm tăng độ bền cơ học cũng như độ bền hoá học của vât liệu PC như khả năng
chịu được va đập, độ giản nở cao, khả năng cách âm tốt, tính chịu ma sát, mài mòn, độ
nén, độ uốn dẻo và độ kéo đứt cao.
Khả năng chịu được trong môi trường ăn mòn muối, kiềm, acid, v.v … Những khả
năng đó đã chứng tỏ tính ưu việt của vật liệu PC mới so với các loại polymer thông
thường và cũng chính vì những tính năng ưu việt trên mà hệ thống vật liệu PC đã được sử
dụng rộng rãi trong sản xuất cũng như trong đời sống. Cốt dạng sợi có tính năng cơ lý cao
hơn cốt dạng hạt. Tuy nhiên, sợi có giá thành cao hơn, thường dùng để chế tạo các vật
liệu cao cấp như sợi thuỷ tinh, sợi carbon, sợi bo, cacbua silic, sợi aramid, v.v … Vật liệu
PC gia cường bằng sợi có vai trò quan trọng và có nhiều ứng dụng trong công nghiệp hiện
nay.
2.2.2.2 Cốt dạng hạt
Được sử dụng trong vật liệu PC với mục đích tạo cho vật liệu có tính đẳng hướng vàchịu ứng suất tập trung. Cốt gia cường dạng hạt vừa đóng vai trò là chất gia cường, vừa
đóng vai trò là chất độn. Chúng có khả năng tăng độ cứng, giảm độ co ngót thể tích, tăng
độ bền, tăng khả năng chống cháy, bền hoá, bền điện, v.v … Chất gia cường cần có kích
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 24/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 8
thước bề mặt nhỏ, đồng đều, phân tán tốt, có khả năng hấp thụ nhựa nền tốt trên toàn bộ
bề mặt, rẻ tiền, dễ tìm.
Một số chất gia cường dạng hạt thường được sử dụng: đất sét, cao lanh, bột nhẹ, bột
talc (3MgO.4SiO2.2H2O), silicon dioxide (SiO2), aluminum oxide (Al2O3), amiang. Hình
dáng, kích thước, bản chất của hạt gia cường và sự phân bố của hạt trong vật liệu PC có
ảnh hưởng nhiều đến tính chất của vật liệu tạo thành.
Vật liệu PC gia cường dạng hạt có vai trò quan trọng và có nhiều ứng dụng trong
công nghiệp hiện nay do chế độ gia công đơn giản, năng suất gia công lớn, có khả năng
đáp ứng được yêu cầu của các sản phẩm PC sử dụng trong công nghiệp và dân dụng. Đặc
biệt về mặt giá cả là thấp hơn nhiều so với vật liệu PC gia cường dạng sợi. Chính vì vậy,vật liệu PC gia cường dạng hạt ngày càng được các nhà khoa học quan tâm.
2.2.3 Phụ gia và chất độn
2.2.3.1 Phụ gia
Phụ gia được thêm vào vật liệu PC để thay đổi một số tính chất của vật liệu như: độ
nhớt, chống cháy, giảm độ co ngót và một số tính chất khác. Các phụ gia thường thêm
vào vật liệu PC như chất xúc tiến, chất chống cháy, chất chống tia tử ngoại, v.v … Chất xúc tiến
Có tác dụng làm độ nhớt của vật liệu giảm khi gia công theo phương pháp lăn ép
hoặc phun để chất lỏng linh động hơn, dễ thấm vào sợi gia cường. Khi ngừng lăn ép, cấu
trúc gel lại làm cho nhựa nền không bị cháy. Chất xúc tiến hay sử dụng là
carboxymethylcellulose.
Chất chống cháyDưới tác dụng của trường nhiệt (dòng nhiệt) có cường độ đủ lớn và thời gian đủ dài
các PC hữu cơ đều bị phân huỷ nhiệt. Do vậy, chất chống cháy được thêm vào hệ PC
nhằm thay đổi quá trình cháy theo các phương án sau ức chế quá trình cháy ở pha khí (đối
với khí nhiên liệu); thay đổi quá trình phân huỷ nhiệt bằng cách đưa vào một quá trình
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 25/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 9
năng lượng thấp có tác dụng kích thích ở pha rắn để dẫn đến carbon hoá trên bề mặt, tạo
thành lớp màng bao bọc lên vật liệu để ngăn chặn tác động của môi trường nhiệt bên
ngoài. Đối với quá trình phân huỷ nhiệt mà thiếu oxy là quá trình nhiệt phân, khi thừa oxy
là quá trình nhiệt oxy hoá. Những chất chống cháy thường dùng là hợp chất chứa chlor, brom; hợp chất cơ phosphorus; hợp chất chứa bo; antimon oxide (Sb2O3); aluminum
hydroxide.
2.2.3.2 Chất độn
Chất độn là những chất được thêm vào vật liệu PC chủ yếu làm hạ giá thành sản
phẩm. Trong một số trường hợp, chất độn có thể làm thay đổi một số tính chất kỹ thuật
của vật liệu trong quá trình gia công cũng như trong quá trình sử dụng. Một số chất độnthường dùng: bột nhẹ CaCO3, bột talc 3MgO.4SiO2.2H2O, bột mica
K 2O.3Al2O3.6SiO2.2H2O, bột barite BaSO4.
2.3 Tính chất của vật liệu composite
Độ bền và độ chắc cao của vật liệu PC làm cho các chi tiết chuyển động như bánh
xe, trục quay có khả năng hoạt động nhanh hơn rất nhiều so với các chi tiết làm bằng hợp
kim. Điều đó có nghĩa là năng lượng tích tụ trên một đơn vị trọng lượng cao hơn. Khác
với các vật liệu truyền thống sự phá huỷ của vật liệu PC khi đạt đến tải trọng tới hạn
không xảy ra tức thời, nghĩa là không xảy ra hư hỏng nghiêm trọng. Vật liệu PC tiếp tục
biến dạng mà vẫn duy trì được khả năng làm việc ở các tải trọng thấp hơn tải trọng phá
huỷ. Một cơ chế phá huỷ như vậy của vật liệu PC gia cường bằng sợi đảm bảo cho các chi
tiết làm việc với độ tin cậy cao. Khi sử dụng vật liệu PC gia cường bằng sợi có modulus
cao sẽ giảm được moment quán tính ở tốc độ tới hạn của các trục quay và do đó giảm
được số lượng các gối hay ổ đỡ trung gian, hoặc cho phép trục quay làm việc với tốc độcao hơn.
Tính chịu va đập bao gồm cả ứng suất dư và ứng suất phá huỷ của vật liệu PC gia
cường bằng sợi thuỷ tinh và sợi aramid là tuyệt vời. Hơn nữa sợi aramid có thể kết hợp
với sợi carbon hoặc thuỷ tinh để tối ưu hoá năng lượng hấp thụ và các yêu cầu khác, kể cả
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 26/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 10
giá thành. Giảm tiêu hao năng lượng do độ bền và độ chắc được nâng cao cho phép các
vợt tennis composite sợi carbon tạo cho quả bóng có vận tốc cao hơn.
Tính ổn định kích thước của các kết cấu từ vật liệu PC là điều kiện rất quan trọng để
ứng dụng trong thiết bị X- quang, máy công cụ, cánh tay robot, kính viễn vọng, thiết bị
lạnh, v.v … Các chi tiết và liên kết tiêu chuẩn từ vật liệu PC có thể sản xuất nhanh và
kinh tế hơn so với trường hợp dùng kim loại, đồng thời dễ thay thế hơn.
Độ giãn nở nhiệt của vật liệu PC có thể điều chỉnh cho phù hợp với các yêu cầu gia
công đa dạng để giảm thiểu ứng suất nhiệt. Sợi carbon và aramid có hệ số giãn nở nhiệt
âm theo chiều dài, do đó phải chú ý điều chỉnh.
Ngoài ra, vật liệu PC có khả năng chống ăn dựa vào việc lựa chọn loại nhựa thíchhợp và chịu khí hậu tốt trong môi trường biển. Nhờ độ bền và tính chống ăn mòn cao nên
giảm được thời gian bảo hành so với các kết cấu gỗ hay kim loại. Tuy nhiên, cần có xử lý
đặc biệt để vật liệu PC chịu được bức xạ tử ngoại. Có thể tạo nên vật liệu PC dẫn điện nếu
sử dụng composite sợi carbon phủ niken. Vật liệu PC có khả năng cách âm và giảm xóc
tốt. Độ rung về âm thanh và cơ học có thể giảm 10% so với kim loại. Tính chất ma sát và
mài mòn của vật liệu PC gia cường bằng sợi carbon là rất tốt. Hệ số ma sát của composite
carbon trên thép chỉ bằng 40% so với thép/thép có bôi trơn. Tính tích tụ nhiệt thấp của
composite carbon-carbon cùng với độ ổn định kích thước, nhẹ và hệ số ma sát cao cho
phép sử dụng làm má phanh cho máy bay và cho ôtô đua. Bên cạnh đó, vật liệu PC cũng
dễ thao tác, vận chuyển nhanh do nhẹ và giảm được phế liệu vì các chi tiết và kết cấu từ
vật liệu PC thường được làm theo đúng hình dáng sản phẩm yêu cầu, chứ không phải
bằng phương pháp phay, bào, tiện, khoan, v.v … như kim loại.
2.4 Ứng dụng của vật liệu compositeHiện nay, vật liệu PC được ứng dụng rất rộng rãi và phổ biến trong nhiều lĩnh vực
khác nhau để thay thế cho các vật liệu truyền thống như gỗ, kim loại, v.v … và đặc biệt là
trong ngành giao thông vận tải.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 27/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 11
Trong ngành giao thông vận tải, vật liệu PC được dùng để chế tạo các thiết bị, các
phương tiện như tàu, thuyền đi biển, thùng chứa nhiên liệu, ốp trần toa xe lửa, lốp các loại
xe, lớp bọc lót phía trong thân máy bay, cầu, v.v …
Ngày 8 – 7 – 1997, người ta đã lắp đặt một cây cầu hoàn toàn bằng vật liệu PC trên
cơ sở nhựa polyester kết hợp với cốt sợi thuỷ tinh. Sau một thời gian, người ta theo dõi và
đã nhận thấy rằng bề mặt cầu không những có khả năng chống thấm mà nó còn không bị
rạn nứt, han rỉ. Điều này cho phép tiết kiệm được một khoản chi phí đáng kể cho việc bảo
dưỡng.
Hiện nay, nhiều nước trên thế giới đã sử dụng vật liệu PC để lắp đặt và bố trí các
thiết bị trong hệ thống hành lang an toàn giao thông dải phân cách, biển báo, cọc tiêu, biển phản quang, v.v …
Đối với ngành công nghiệp sản xuất ôtô, việc sử dụng vật liệu PC sẽ mạng lại hiệu
quả rất tích cực, trọng lượng của ôtô sẽ giảm, độ rung và tiếng ồn cũng sẽ giảm đi khoảng
10%. Không những thế với việc duy trì khả năng làm việc ngay cả khi bị biến dạng (ở
mức trọng tải thấp hơn trọng tải phá huỷ), các thiết bị làm từ vật liệu PC sẽ góp phần hạn
chế bớt những rủi ro khi tai nạn bất ngờ xảy ra. Vì vậy mà người ta thường dùng vật liệu
này để chế tạo các bộ phận, chi tiết của ôtô như trục truyền động cơ, bình chứa nhiên liệu.
Do có trọng lượng nhẹ hơn rất nhiều so với kim loại, lại có khả năng chịu và hấp thụ
được các cơn chấn động nên vật liệu PC được coi là loại vật liệu lý tưởng để xây dựng
những toà cao ốc hoặc các công trình kiến trúc ở những vùng hay bị động đất (Mỹ, Nhật
Bản, Thổ Nhĩ Kỳ).
Ngoài ra trong thể thao, nó được dùng để lắp đặt các thiết bị hoặc chế tạo các công
cụ như vợt tennis, bóng bàn, mái vòm ở sân vận động, v.v …
Trong khoa học vật liệu PC được dùng để chế tạo máy X-quang, máy công cụ, kính
viễn vọng, robot, v.v …
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 28/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 12
Về giá cả, nhìn chung, chi phí cho vật liệu PC đắt hơn so với kim loại và một số vật
liệu khác. Tuy nhiên, xét theo hiệu quả thì nó lại có giá trị kinh tế lâu dài do chi phí cho
việc bảo dưỡng rất thấp và tính bền cơ học trong quá trình sử dụng.
2.5 Nhựa poly(propylene) (PP)
Poly(propylene) là một loại polymer của phản ứng trùng hợp propylene, một sản
phẩm của quá trình chưng cất dầu mỏ, có công thức phân tử là (C3H6)n.
Hình 2-1 Hạt nhựa polypropylene
(Nguồn http://g.vatgia.vn/gallery_img/4/dux1407228119.jpg)
PP được phát hiện đầu tiên vào năm 1954 bởi một nhà hóa học người Đức tên là
Karl Rehn và nhà hóa học người Ý tên là Giulio Natta. PP được đưa ra thị trường lần đầutiên vào năm 1957 bởi công ty Montecatini, Italia (Hoàng Ngọc Cường, 2010).
Polypropylene được chia thành 3 loại: (i) homopolypropylene, có tính chất chảy rất tốt,
chỉ số chảy trong khoảng rộng nên có thể gia công bằng phương pháp đùn, ép phun, cán,
thổi; (ii) random copolypropylene, có độ cứng giảm, tăng độ kháng va đập, tăng độ trong,
giảm nhiệt độ nóng chảy; (iii) impact copolypropylene, có tỉ trọng thấp, giá thành rẻ, độ
bền va đập tăng, độ cứng giảm, thường được ứng dụng trong công nghệ ép phun với các
sản phẩm chính trong ngành tự động, nội thất, thiết bị.
2.5.1 Tính chất nổi bật của PP
Tính bền cơ học cao, khá cứng, không màu, không mùi, không vị, không độc, cháy
sáng với ngọn lửa màu xanh nhạt. Chịu được nhiệt độ cao hơn 100 C, nhiệt độ nóng chảy
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 29/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 13
từ 165 C đến 170 C có tính chống thấm O2, hơi nước, dầu mỡ và các khí khác. Ưu điểm
là có khả năng gia công tốt, có thể tiếp xúc với thực phẩm. Tuy nhiên có nhược điểm là bị
lão hóa bởi tác động của tia UV, khả năng kết dính không cao.
2.5.2 Ứng dụng
Nhựa PP là một trong các loại nhựa được ứng dụng rộng rãi nhất với những tính
chất ưu việt của nó. PP thường được ứng dụng làm ống nhựa PP, màng và tấm, vật liệu
bọc dây cáp điện, PP kéo sợi, v.v …
2.6 Bã mía
Như chúng ta đã biết bã mía là phần phế thải trong quá trình chế biến đường từ cây
mía (Loh et al., 2013). Cây mía đường, sacchahrum officianum, là loài thân thảo, cao 2 –
4 m, thân có chia đốt, đường kính có thể tới 40 – 60 mm. Mía đường là cây trồng có nhiều
ưu điểm và có giá trị kinh tế cao và là một trong các nguyên liệu quan trọng của ngành
công nghiệp chế biến đường nên được trồng ở nhiều quốc gia trong khu vực khí hậu nhiệt
đới và cận nhiệt đới. Ở nước ta được trồng nhiều ở miền Bắc, duyên hải miền Trung, Tây
Nguyên, Đông Nam Bộ và đồng bằng sông Cửu Long và là nguyên liệu duy nhất để chế
biến đường (Võ Trường Giang, 2013).
Theo Hiệp hội Mía đường Việt Nam, niên vụ 2012 – 2013, sản lượng mía ép công
nghiệp của cả nước đạt 14.5 triệu tấn. Dự kiến trong niên vụ 2013 – 2014, sản lượng mía
ép của 40 nhà máy mía đường trên cả nước là 16.7 triệu tấn. Chính vì thế, lượng bã mía
sinh ra là rất lớn. Đơn cử tại Nhà máy Đường Bourbon (Tây Ninh), với công suất chế biến
8000 tấn mía/ngày, nhà máy thải ra lượng bã mía khoảng 2800 tấn/ngày. Trong khi đó,
Công ty Đường Biên Hòa (Đồng Nai) có 3 nhà máy, trong đó 2 nhà máy sử dụng mía làm
nguyên liệu với tổng công suất 5000 tấn mía/ngày. Mỗi năm, sản lượng mía cây là600000 – 750000 tấn, tương đương 174000 – 217500 tấn bã (bã mía chiếm khoảng 29%
khối lượng mía cây) (Tường Hân, 2012).
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 30/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 14
Hình 2-2 Cây mía
(Nguồn http://a8.vietbao.vn/images/vn888/hot/v2013/2131703594-1-products-1350613864.JPG.jpeg)
Hình 2-3 Bã mía
(Nguồn http://www.vatgia.com/raovat_pictures/1/sjb1338262784.jpg)
Bã mía sau khi ép tách đường còn chứa khoảng 50% ẩm và 1 – 2% đường. Trong
thời gian qua, các ứng dụng của bã mía chưa được khai thác triệt để, chỉ dừng lại ở việc
dùng làm nhiên liệu đốt lò hoặc làm bột giấy, và ván ép dùng trong xây dựng, v.v …(Loh
et al., 2013) Hơn nữa, việc tận dụng bã mía làm nhiên liệu thông qua quá trình đốt cháy
trực tiếp có thể gây ra các vấn đề môi trường. Nếu composite có thể được sản xuất từ
nguyên liệu này sẽ mang lại lợi ích cả về môi trường và kinh tế (Salit, 2014; Verma et al.,
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 31/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 15
2012). Chính vì vậy, việc nghiên cứu ứng dụng bã mía trong sản xuất composite là rất cần
thiết.
2.6.1 Thành phần, cấu trúc của bã mía
Bã mía thường chứa khoảng 50% cellulose, 25% hemicellulose và 25% lignin
(Kilian, 2011; Loh et al., 2013). Tùy theo từng giống mía khác nhau, mà tỉ lệ các thành
phần này có thể cao hoặc thấp hơn như thể hiện ở Bảng 2-1.
Bảng 2-1 Thành phần hóa học của bã mía (Chandel et al., 2012)
2.6.1.1 Cellulose
Cellulose là một homopolymer mạch thẳng được tạo thành từ các đơn phân
cellobiose (hai vòng glucose nối với nhau nhờ liên kết β-1,4-glycoside).
Hình 2-4 Cấu trúc phân tử cellulose (Walford, 2008)
Các polymer cellulose mạch dài được liên kết với nhau bởi liên kết hydrogen và vander Walls tạo thành dạng vi sợi với hai vùng cấu trúc chính là kết tinh và vô định hình.
Trong vùng kết tinh, các phân tử cellulose liên kết chặt chẽ với nhau, vùng này khó bị tấn
công bởi enzyme cũng như hóa chất. Ngược lại, trong vùng vô định hình, cellulose liên
kết không chặt với nhau nên dễ bị tấn công.
Thành phần (% khối lượng khô)Cellulose Hemicellulose Lignin Tro
37 28 21 Không đề cập26-47 19-33 14-23 1-5
38 33 22 342.8 25.9 22.1 1.443.1 25.2 22.9 2.8
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 32/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 16
2.6.1.2 Hemicellulose
Hemicellulose là một loại polymer phức tạp và phân nhánh. Trong cấu trúc của
hemicellulose chứa các nhóm pentose (xylose và arabinose) và hexose (glucose, mannose
và galactose) liên kết với nhau bằng liên kết β-1,4, trong đó xylose là đơn phân chính.
Hình 2-5 Cấu trúc mạch hemicellulose (Walford, 2008)
2.6.1.3 Lignin
Lignin là polymer được tạo thành từ các đơn vị phenylpropene liên kết trong cấu
trúc không gian ba chiều. Ba loại alcohol phenyl propionic tồn tại trong cấu trúc lignin là
p-coumaryl alcohol, coniferyl alcohol và sinapyl alcohol.Do phân tử có dạng không gian ba chiều, lignin có khả năng chống lại sự giảm cấp bằng tác hóa học hoặc enzyme.
Hình 2-6 Cấu trúc của lignin (Walford, 2008)
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 33/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 17
2.7 Phương pháp gia công composite với nhựa nhiệt dẻo
2.7.1 Phương pháp dung dịch
Theo phương pháp dung dịch các polymer thành phần phải hòa tan tốt trong cùng
một dung môi hoặc tan tốt trong các dung môi có khả năng trộn lẫn vào nhau. Để các
polymer trong dung dịch phân tán tốt vào nhau cần phải khuấy chúng ở tốc độ cao và kèm
theo quá trình gia nhiệt trong thời gian khá dài. Sau khi thu được màng polymer trộn hợp,
cần phải đuổi hết dung môi bằng phương pháp sấy ở áp suất thấp và nhiệt độ thấp để
tránh rạn nứt bề mặt màng và tránh hiện tượng màng bị phân huỷ nhiệt hay phân hủy oxy
hóa nhiệt (Lê Hoài Phúc và Trần Thùy Gương, 2013)
2.7.2 Phương pháp nóng chảy
Phương pháp chế tạo polymer trộn hợp ở trạng thái nóng chảy là phương pháp kết
hợp đồng thời các yếu tố cơ nhiệt, cơ hóa và tác động cưỡng bức lên các polymer thành
phần, phụ gia, v.v ... trên các máy gia công nhựa nhiệt dẻo để trộn hợp chúng với nhau
(như máy trộn kín, máy cán, ép đùn, đúc phun, v.v …). Đây là phương pháp được ứng
dụng khá rộng rãi trong thời gian gần đây (Lê Hoài Phúc và Trần Thùy Gương, 2013)
Khi thực hiện chế tạo vật liệu polymer trộn hợp trên máy trộn kín, thì máy thườngđược gắn với hệ thống thiết bị cho phép cài đặt các thông số đầu vào (như nhiệt độ, tốc độ
quay, thời gian trộn và ghi nhận các thông số đầu ra như moment xoắn, nhiệt độ của quá
trình, v.v …) theo thời gian trộn. Qua các thông tin thu được có thể đánh giá gián tiếp
trạng thái vi cấu trúc của hệ polymer, sự thay đổi về cấu trúc phân tử của các polymer
tham gia trộn hợp (ví dụ như phản ứng cắt mạch hoặc phân hủy nhiệt, v.v …) có thể đánh
giá qua sự thay đổi giá trị moment xoắn (Lê Hoài Phúc và Trần Thùy Gương, 2013)
Khi thực hiện chế tạo vật liệu polymer trộn hợp trên máy trộn nóng chảy, quá trình
cắt xé sẽ xảy ra mãnh liệt hơn, thời gian lưu sản phẩm ngắn hơn nên tùy thuộc vào thành
phần nhựa ban đầu mà có thể chọn quy trình gia công phù hợp để đảm bảo được độ đồng
nhất cao và tránh được nguy cơ phối liệu bị phân hủy (Lê Hoài Phúc và Trần Thùy Gương,
2013)
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 34/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 18
Bảng 2-2 Ưu nhược điểm của phương pháp dung dịch và phương pháp nóng chảy (Lê Hoài Phúc vàTrần Thùy Gương, 2013)
Phương pháp Phương pháp dung dịch Phương pháp nóng chảyƯu điểm – Phản ứng xảy ra trong
dung dịch nên nhiệt phảnứng được điều hòa, tránhđược hiện tượng nhiệt cục
bộ. – Khi phản ứng kết thúc,sản phẩm tạo thành ở dạngdung môi nên dễ dàng xử lítiếp.
– Phương pháp này thuậntiện cho quá trình nghiêncứu động học và cơ chế
phản ứng.
– Hạn chế ô nhiễm môi
trường do không phải sửdụng dung môi. – Giảm chi phí sản xuất. – Dễ dàng tiến hành trongcác thiết bị gia công chấtdẻo sẵn có ở các nhà máy.
Nhược điểm – Giá thành sản phẩm cao. – Gây ô nhiễm môi trường. – Không tạo ra được sản phẩm có kích thước lớn, tốnkém dung môi.
– Phản ứng xảy ra trongtrạng thái nóng chảy nênnhiệt phản ứng thoát rakhông nhanh.
– Áp suất hơi của monomerở độ sau của khối polymerdo sự quá nhiệt tạo nên mộtứng suất nội làm cho tính
đồng nhất về tính chất cơ lýgiảm có khi tạo nên nhiều
bọt và rạn nứt.
Căn cứ vào ưu và nhược điểm của hai phương pháp, mục tiêu của đề tài cũng như
điều kiện phòng thí nghiệm nên thiết bị chính để thực hiện việc nghiên cứu này là máy
trộn kín HAAKE và máy ép nóng PANSTONE.
2.8 Máy đo lưu biến ngẫu lực trộn Polydrive HAAKEMáy đo lưu biến ngẫu lực trộn Polydrive HAAKE thường được sử dụng để khảo sát
quá trình trộn vật liệu nhựa nhằm xác định tính chất của hỗn hợp trước khi tiến hành gia
công trên máy công nghiệp. Tùy vào và trạng thái vật liệu khác nhau mà người ta sử dụng
các thiết bị trộn khác nhau. Thông thường có hai dạng máy trộn là máy trộn kín và máy
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 35/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 19
trộn hở. Do đặc trưng của đề tài và điều kiện phòng thí nghiệm nên máy trộn được sử
dụng là máy trộn kín.
Máy trộn kín còn gọi là máy trộn roto, trên nguyên tắc thuộc loại thùng trộn.
Thường máy gồm 2 vỏ hình trụ ghép vào nhau mỗi phần có một cánh trộn quay quanh
trục riêng của mình. Các cánh trộn này gọi là roto. Khi roto quay quanh vật liệu bị đảo
trộn, mạnh nhất là ở vùng 2 roto gặp nhau. Phần vật liệu nằm ở đỉnh roto và vách buồng
trên sẽ xuất hiện các ứng suất trượt, gây nên các biến dạng trượt, giúp sự phân tán các
chất được dễ dàng. Các ma sát ngoại và nội trong khối vật liệu sẽ làm nóng khối vật liệu
tạo thành một khối đồng nhất và liên tục. Để điều chỉnh nhiệt độ khối vật liệu khi trộn, vỏ
máy có hệ thống giải nhiệt, còn roto thì rỗng để có thể cho nước giải nhiệt hoặc hơi nước
gia nhiệt hoặc không khí vào. Các roto có thể là các loại cánh trộn dạng Σ hoặc Z, hoặc
dạng xoắn ốc. Tiết diện của roto không đổi, với máy trộn kín thường dùng thì tiết diện là
một hình elip.
Các phụ gia và polymer được cho vào máy qua cửa nạp liệu. Sau một thời gian trộn
nhất định, hỗn hợp được tháo ra ở cửa tháo liệu dưới dạng khối. Để thuận tiện cho việc
gia công tiếp theo, khối vật liệu này thường phải đưa qua máy cán 2 trục để cán thành tấm.
Vì thế, thường trong các nhà máy gia công polymer, máy trộn kín thường được trang bịthêm máy cán 2 trục.
Hiệu suất trộn cũng như năng suất của máy trộn kín cao hơn máy trộn hở. Về an
toàn vệ sinh công nghiệp thì máy trộn kín cũng tốt hơn. Máy trộn kín thường được sử
dụng để hỗn luyện cao su và nhựa hoá chất dẻo.
Trong quá trình trộn do các lực ma sát nhiệt độ khối vật liệu tăng lên làm cho độ
nhớt giảm, ứng suất trượt giảm làm cho hiệu quả trộn kém. Để nhiệt độ không đổi trong
quá trình trộn phải giải nhiệt cho hệ thống. Tuy nhiên, vận tốc truyền nhiệt tỷ lệ với diện
tích bề mặt truyền nhiệt, tức tỷ lệ với K 2 (K: tỷ số đồng dạng) còn công suất tiêu tốn
(lượng biến thành nhiệt) tỷ lệ với thể tích buồng máy, tức là tỷ lệ với K 3. Vì vậy, việc duy
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 36/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 20
trì nhiệt độ không đổi là khó khăn, đặc biệt là đối với máy có thể tích buồng lớn. Do đó,
thường thể tích các máy này bị giới hạn.
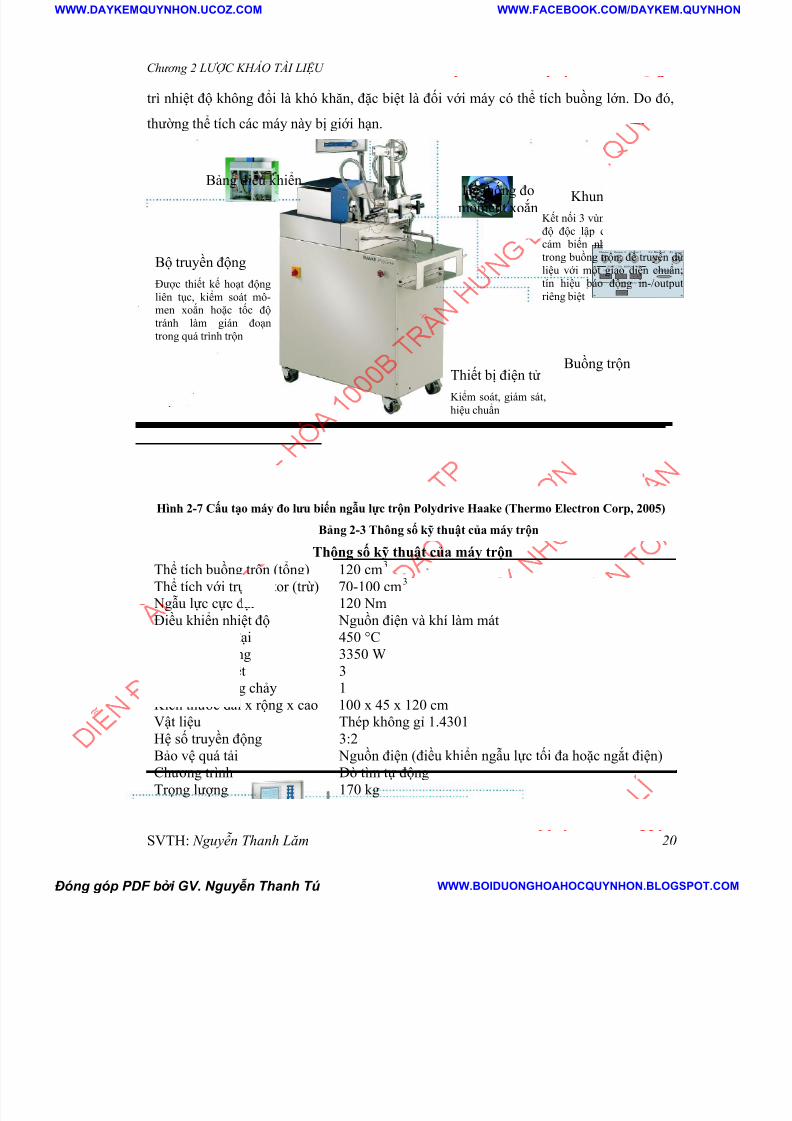
Hình 2-7 Cấu tạo máy đo lưu biến ngẫu lực trộn Polydrive Haake (Thermo Electron Corp, 2005)
Bảng 2-3 Thông số kỹ thuật của máy trộn
Thông số kỹ thuật của máy trộnThể tích buồng trộn (tổng) 120 cm3 Thể tích với trục Rotor (trừ) 70-100 cm3
Ngẫu lực cực đại 120 NmĐiều khiển nhiệt độ Nguồn điện và khí làm mát
Nhiệt độ cực đại 450 °CTổng nhiệt dung 3350 WSensor đo nhiệt 3
Sensor đo nóng chảy 1Kích thước dài x rộng x cao 100 x 45 x 120 cmVật liệu Thép không gỉ 1.4301Hệ số truyền động 3:2Bảo vệ quá tải Nguồn điện (điều khiển ngẫu lực tối đa hoặc ngắt điện)Chương trình Dò tìm tự độngTrọng lượng 170 kg
Bảng điều khiển
Bộ truyền động
Được thiết kế hoạt độngliên tục, kiểm soát mô-men xoắn hoặc tốc độtránh làm gián đoạntrong quá trình trộn
Hệ thống đomoment xoắn
Khung kết nối
Kết nối 3 vùng kiểm soát nhiệtđộ độc lập cho 3 mâm và 1cảm biến nhiệt độ tan chảytrong buồng trộn; để truyền dữliệu với một giao diện chuẩn;tín hiệu báo động in-/outputriêng biệt
Buồng trộnThiết bị điện tử
Kiểm soát, giám sát,hiệu chuẩn
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 37/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 21
Bộ phận quan trọng nhất trong máy là buồng trộn. Buồng trộn được ghép từ 3 phần
riêng biệt, xiết chặt bằng bu-lông. Trên mỗi phần của buồng trộn đều có gắn điện trở để
gia nhiệt, đồng thời có hệ thống giải nhiệt bằng khí nén. Nhiệt độ của buồng trộn được
điều khiển bằng các tín hiệu thu nhận từ các sensor nhiệt lắp riêng cho mỗi phần của buồng. Riêng trên phần thứ hai của buồng có lắp thêm sensor đo nhiệt độ của mẫu.
Máy có hai loại trục tương ứng cho hai loại vật liệu gia công là trục trộn nhựa và
trục trộn cho cao su. Trong nghiên cứu này trục roller được sử dụng để trộn nhựa.
Hình 2-8 Các loại trục sử dụng trong quá trình trộn(Nguồn http://www.cwbrabender.com/Prep-Mixer_blades.gif)
Các thiết bị đi kèm với máy là máy nén khí và máy tính dùng để ghi lại các thông số
khi gia công.
Hình 2-9 Máy đo lưu biến ngẫu lực trộn Polydrive Haake và các thiết bị đi kèm
Banbur Roller
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 38/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 22
2.9 Máy ép nóng Panstone
Phương pháp gia công bằng cách ép khuôn đã có từ lâu, trước các phương pháp gia
công khác. Phương pháp này có thể áp dụng được cho cả nhựa nhiệt rắn và nhiệt dẻo.
2.9.1 Nguyên lý, cấu tạo
Công nghệ gia công polymer – composite bằng phương pháp ép nóng là khá đơn
giản. Đầu tiên, nhựa được cho vào phần nửa dưới của khuôn ép (bottom plate), khuôn đã
được gia nhiệt trước bằng các điện trở đặt bên trong. Tiếp theo, phần nửa trên của khuôn
ép (top plate) cũng đã được gia nhiệt trước bằng điện trở, di chuyển lên (xuống) tiến hành
ép nhựa, chuyển nhựa sang dạng chảy nhớt hay chảy mềm, áp suất tiếp tục được duy trì
để nhựa nóng chảy điền đầy khuôn (mold cavity), sau đó đối với nhựa nhiệt dẻo sẽ đượclàm nguội để đóng rắn; còn đối với nhựa nhiệt rắn, phản ứng đóng rắn sẽ xảy ra ở nhiệt độ
cao nên không cần làm nguội. Kết thúc quá trình, tiến hành tháo khuôn lấy sản phẩm và
vệ sinh khuôn.
Hình 2-10 Máy ép nóng Panstone
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 39/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 23
Máy ép nóng cơ bản có hai thành phần quan trọng là bộ áp thủy lực dùng nhớt để
tăng áp và điện trở dùng để điều chỉnh nhiệt độ cho phù hợp. Máy có hệ thống làm nguội
nhanh bằng nước đi kèm theo là máy bơm tự động.
Máy có hai chế độ nâng khuôn là nâng khuôn nhanh và nâng khuôn chậm. Khuôn
trên và khuôn dưới có thể độc lập gia nhiệt với hai nhiệt độ khác nhau. Điều khiển các
thời gian ép bằng màn hình cảm ứng chính. Sau khoảng 2000 giờ hoạt động, máy cần
được thay nhớt một lần.
Bảng 2-4 Một số thông số quan trọng cho máy ép nóng
Một số thông số quan trọng cho máyKích thước hai khuôn gia nhiệt 400×400 (mm)
Áp suất tối đa 300 (kg/cm
2
) Nguồn chính 380 V, 50 HzCông suất motor chính 7.5 HpCông suất gia nhiệt 10.8 kWTổng công suất gia nhiệt 15.8 KW
Nhiệt độ tối đa của khuôn 300 °C
Trong quá trình gia công, việc tạo hình sản phẩm có thể chia làm 2 giai đoạn:
- Giai đoạn thành hình: Dưới tác dụng của nhiệt độ và áp suất, nguyên liệu trong
khuôn sẽ chuyển dần từ trạng thái rắn sang trạng thái chảy nhớt và lấp đầy vùng tạo hình
của khuôn.
- Giai đoạn định hình: Để có thể lấy sản phẩm ra khỏi khuôn mà không bị biến dạng
và đạt hình dạng sử dụng cuối cùng của sản phẩm, nguyên liệu trong vùng tạo hình phải
được chuyển qua trạng thái rắn. Đối với nhựa nhiệt rắn, quá trình chuyển trạng thái này
được thực hiện nhờ các phản ứng hoá học xảy ra ở nhiệt độ gia công để tạo thành mạng
lưới không gian. Đối với nhựa nhiệt dẻo thì quá trình chuyển trạng thái này xảy ra do quá
trình làm nguội đến nhiệt độ dưới nhiệt độ thủy tinh hóa của nhựa.
Tuỳ theo nhiệt độ của giai đoạn thành hình, người ta chia phương pháp ép trực tiếp
thành 2 loại. Trong ép nguội, nhiệt độ giai đoạn thành hình là nhiệt độ thường. Trong khi
đó ép nóng, nhiệt độ giai đoạn thành hình cao, thường trong khoảng 120 – 180 °C.
Phương pháp ép nóng thích hợp cho gia công nhựa nhiệt rắn vì nhiệt độ cao thuận lợi cho
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 40/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 24
phản ứng đóng rắn xảy ra và khi lấy sản phẩm ra không cần phải làm nguội khuôn. Do đó,
phương pháp ép nóng rút ngắn được chu kỳ, tiết kiệm được năng lượng.
2.9.2 Các yếu tố ảnh hưởng đến quá trình ép sản phẩm
Nhiệt độ ép, áp suất ép, thời gian lưu sản phẩm lại trong khuôn là các thông số kỹ
thuật quan trọng ở giai đoạn ép cũng là thông số quan trọng của quá trình gia công. Ba
thông số này có mối liên hệ chặt chẽ với nhau và việc chọn lựa bộ 3 thông số này là vấn
đề mà nhà kỹ thuật phải giải quyết để có được một sản phẩm chất lượng cao và hiệu quả
kinh tế cao nhất.
2.9.2.1 Nhiệt độ ép
Nhiệt độ ép quyết định vận tốc đóng rắn của vật liệu và cơ chế của các phản ứng hoá
học xảy ra trong quá trình đóng rắn cho nên ảnh hưởng đến thời gian đóng rắn và tính
chất của sản phẩm. Nhiệt độ còn ảnh hưởng đến đường cong đóng rắn của vật liệu, thời
gian đóng rắn, độ linh động của vật liệu thay đổi theo nhiệt độ.
Nhiệt độ gia công tăng sẽ rút ngắn thời gian đóng rắn. Tuy nhiên, nhiệt độ ép có giới
hạn trên và giới hạn dưới. Nếu vượt quá giới hạn trên của nhiệt độ, tính chất của sản phẩm
sẽ suy giảm do phản ứng phân huỷ xảy ra và độ linh động giảm nhanh theo thời gian nênkhó gia công, lượng phế phẩm tăng. Ngược lại, nếu nhiệt độ dưới giới hạn dưới thì sản
phẩm có kết cấu không chặt chẽ (do quá trình đóng rắn chưa hoàn toàn) nên tính chất cơ
lý giảm. Bên cạnh đó, thời gian đóng rắn sẽ kéo dài.
2.9.2.2 Áp suất ép
Áp suất ép giúp khối vật liệu kết dính thành khối liên tục và tạo lực đẩy khối vật liệu
lỏng lấp đầy vùng tạo hình của khuôn. Trong quá trình ép cần phải duy trì áp suất ép
nhằm ngăn cản sự tạo xốp ở sản phẩm do khí thoát ra khỏi các phản ứng đóng rắn và các
chất dễ bay hơi có trong vật liệu.
Áp suất ép có quan hệ mật thiết với nhiệt độ ép và thường được xác định bằng thực
nghiệm. Áp suất ép phụ thuộc vào tính chất vật liệu ở nhiệt độ gia công như: độ linh
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 41/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 25
động, tốc độ đóng rắn. Ngoài ra, áp suất ép còn phụ thuộc vào hình dáng sản phẩm (càng
phức tạp thì áp suất càng lớn).
Trong điều kiện gia công nhất định, sự khiếm khuyết hình dạng của sản phẩm và
khối lượng riêng có thể là do áp suất ép không đạt. Trái lại, áp suất ép quá cao thường tạo
nhiều ba via trên sản phẩm và làm khuôn nhanh hư hỏng.
Khi tính áp suất ép cho quá trình gia công, cần chú ý là diện tích bề mặt ép sẽ bao
gồm diện tích bề mặt chiếu đứng của sản phẩm, kể luôn cả các bề mặt chịu lực khác. Ví
dụ, bề mặt chiếu đứng của vùng đệm trong khuôn nữa kín.
Sau khi khuôn đã được khép kín, áp suất ép gia tăng đến trị số cần thiết và áp suất
này phải được duy trì trong một thời gian nhất định để ngăn cản sự tạo xốp ở trong khuônvà để sản phẩm được định hình chắc chắn đạt các tính năng cao trước khi lấy ra khỏi
khuôn. Thời gian này gọi là thời gian lưu sản phẩm trong khuôn.
2.9.2.3 Thời gian lưu sản phẩm trong khuôn
Thời gian lưu sản phẩm trong khuôn là thời gian đóng rắn của vật liệu. Nó phụ thuộc
vào tốc độ đóng rắn của vật liệu và thông thường là vào bề dày của sản phẩm. Bề dày sản
phẩm càng lớn cần thời gian lưu càng nhiều để vật liệu đóng rắn. Thời gian lưu sản phẩmkhông thích hợp dễ dẫn đến khuyết tật sản phẩm, làm sản phẩm bị cong vênh, có hình
dạng không như khuôn thiết kế.
2.10 Phương pháp và thiết bị dùng để kiểm tra, phân tích sản phẩm
2.10.1 Phương pháp phân tích nhiệt trọng lượng (TGA)
Phân tích nhiệt trọng lượng dựa trên sự thay đổi khối lượng hoặc phần trăm khối
lượng theo thời gian hoặc theo nhiệt độ.Sự thay đổi khối lượng xảy ra khi mẫu mất khối lượng hoặc có phản ứng với môi
trường xung quanh. Kết quả là đường cong TGA xuất hiện các bước giảm (hoặc tăng)
khối lượng (hoặc xuất hiện các peak trên đường cong DTA).
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 42/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 26
Hình 2-11 Máy phân tích nhiệt trọng lượng
(Nguồn https://reader009.{domain}/reader009/html5/0722/5b549da391055/5b549dcda07b0.jp
Các quá trình làm thay đổi khối lượng của mẫu khảo sát (Mettler Toledo, 2012), (i)
quá trình bay hơi, tách ẩm, giải hấp, mất nước kết tinh, (ii) quá trình oxy hóa của kim loại
trong không khí hoặc oxy (iii) quá trình phân hủy chất hữu cơ trong khí trơ với sự tạo
thành sản phẩm khí, (iv) phản ứng hóa học.
Phép đo TGA nhằm xác định khối lượng của mẫu phân tích bị mất trong quá trình
chuyển pha, khối lượng của mẫu phân tích bị mất theo thời gian và nhiệt độ do quá trình
khử nước hoặc phân ly (Gabbott, 2008).
Đường phổ TGA đặc trưng cho một hợp chất hoặc một hệ do thứ tự của các phản
ứng hóa học xuất hiện tại một khoảng nhiệt độ xác định là một hàm của cấu trúc phân tử.
Sự thay đổi của khối lượng là kết quả của quá trình đứt gãy hoặc sự hình thành vô số các
liên kết vật lý và hóa học tại một nhiệt độ gia tăng dẫn đến sự bay hơi của các sản phẩm
hoặc tạo thành các sản phẩm nặng hơn. Môi trường sử dụng là môi trường khí trơ.
Cấu tạo trong của buồng gia nhiệt được thể hiện như Hình 2-12. Khi tiến hành đomẫu, khí bảo vệ được bơm vào buồng gia nhiệt để bảo vệ thiết bị, tiếp theo khí trơ được
bơm vào buồng chứa mẫu để bảo vệ mẫu tránh phản ứng với tạp chất khí trong buồng.
Thông thường, khí bảo vệ và khí trơ dùng chung loại khí nitơ. Nhiệt được nâng đến nhiệt
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 43/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 27
độ đã thiết lập, cân nhiệt trọng trả kết quả sự thay đổi khối lượng mẫu về phần mềm phân
tích (Gabbott, 2008; Mettler Toledo, 2012)
Hình 2-12 Cấu tạo trong của buồng gia nhiệt
2.10.2 Thiết bị đo độ bền kéo, uốn
Thiết bị đo cơ tính kéo và độ bền nén là thiết bị Zwick/Roell BDO – FB050TN
được sản xuất tại Đức.
Thiết bị Zwick/Roell BDO – FB050TN có các thông số như sau:
- Công suất: 0.6KW.
- Tải tác dụng khi kéo – nén: 50 KN.
- Tốc độ của con trượt: 0.001 – 180 mm/phút.Máy dùng để kiểm tra độ bền kéo mẫu gồm hệ thống 2 ngàm kẹp mẫu có thể di
chuyển theo phương thẳng đứng để thực hiện tác dụng kéo dãn hoặc nén ép mẫu. Đối với
độ bền uốn được đo bằng bằng cách thay thế 2 ngàm kẹp bằng bộ uốn 3 điểm.
Buồng làm mát
Tấm chắn bức xạ
Bộ điều khiển nhiệt
Van xả áp suất
Nơi chứa mẫu
Buồng nhiệt trọng
Vi cân
Bệ nâng mẫu
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
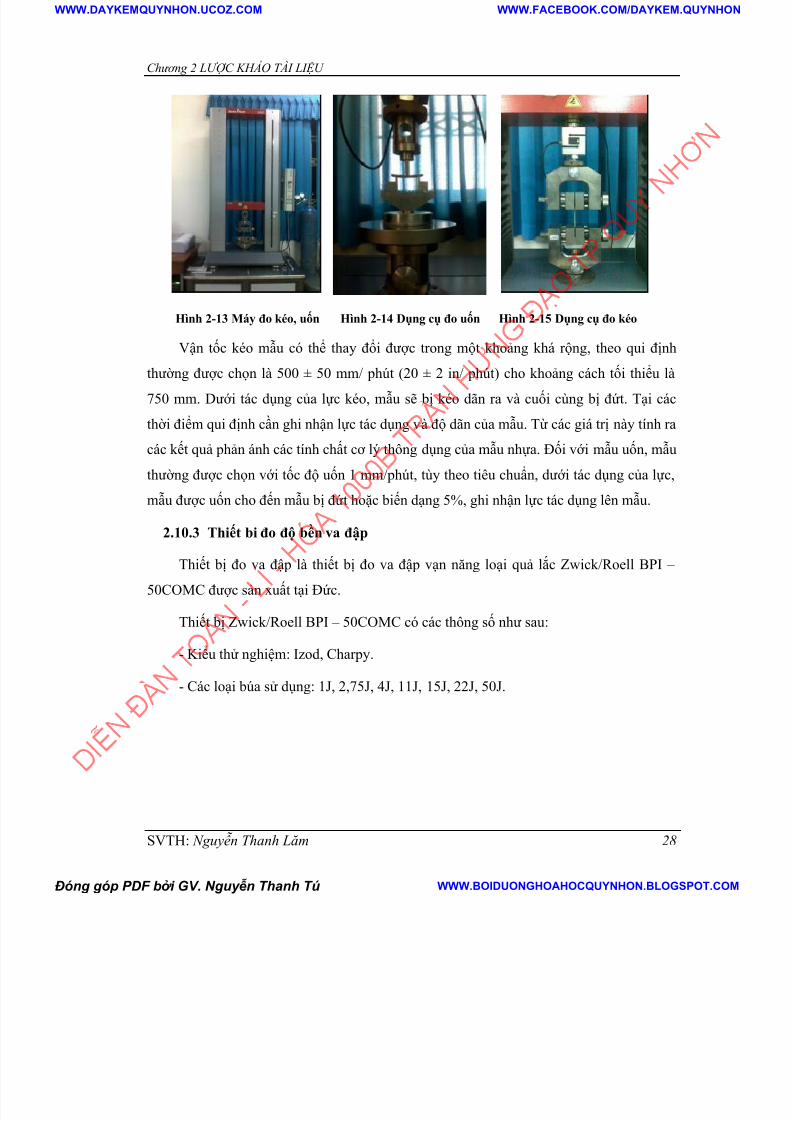
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 44/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 28
Hình 2-13 Máy đo kéo, uốn Hình 2-14 Dụng cụ đo uốn Hình 2-15 Dụng cụ đo kéo
Vận tốc kéo mẫu có thể thay đổi được trong một khoảng khá rộng, theo qui địnhthường được chọn là 500 ± 50 mm/ phút (20 ± 2 in/ phút) cho khoảng cách tối thiểu là
750 mm. Dưới tác dụng của lực kéo, mẫu sẽ bị kéo dãn ra và cuối cùng bị đứt. Tại các
thời điểm qui định cần ghi nhận lực tác dụng và độ dãn của mẫu. Từ các giá trị này tính ra
các kết quả phản ánh các tính chất cơ lý thông dụng của mẫu nhựa. Đối với mẫu uốn, mẫu
thường được chọn với tốc độ uốn 1 mm/phút, tùy theo tiêu chuẩn, dưới tác dụng của lực,
mẫu được uốn cho đến mẫu bị đứt hoặc biến dạng 5%, ghi nhận lực tác dụng lên mẫu.
2.10.3 Thiết bi đo độ bền va đập
Thiết bị đo va đập là thiết bị đo va đập vạn năng loại quả lắc Zwick/Roell BPI –
50COMC được sản xuất tại Đức.
Thiết bị Zwick/Roell BPI – 50COMC có các thông số như sau:
- Kiểu thử nghiệm: Izod, Charpy.
- Các loại búa sử dụng: 1J, 2,75J, 4J, 11J, 15J, 22J, 50J.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 45/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 29
Hình 2-16 Máy đo va đập
2.10.4 Kính hiển vi điện tử quét (SEM)
Kính hiển vi điện tử quét (Scanning Electron Microscope, SEM), là một loại kính
hiển vi điện tử có thể tạo ra ảnh với độ phân giải cao của bề mặt mẫu vật bằng cách sử
dụng một chùm điện tử (chùm các electron) hẹp quét trên bề mặt mẫu. Việc tạo ảnh của
mẫu vật được thực hiện thông qua việc ghi nhận và phân tích các bức xạ phát ra từ tương
tác của chùm điện tử với bề mặt mẫu vật.
Việc phát các chùm điện tử trong SEM cũng giống như việc tạo ra chùm điện tử
trong kính hiển vi điện tử truyền qua, tức là điện tử được phát ra từ súng phóng điện tử
(có thể là phát xạ nhiệt, hay phát xạ trường, v.v ...), sau đó được tăng tốc. Tuy nhiên, thế
tăng tốc của SEM thường chỉ từ 10 kV đến 50 kV vì sự hạn chế của thấu kính từ, việc hội
tụ các chùm điện tử có bước sóng quá nhỏ vào một điểm kích thước nhỏ sẽ rất khó khăn.
Điện tử được phát ra, tăng tốc và hội tụ thành một chùm điện tử hẹp (cỡ vài trămAngstrong đến vài nanomet) nhờ hệ thống thấu kính từ, sau đó quét trên bề mặt mẫu nhờ
các cuộn quét tĩnh điện.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 46/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 30
Hình 2-17 Sơ đồ kính hiển vi điện tử quét (Nguyễn Thế Đức, 2010)
Độ phân giải của SEM được xác định từ kích thước chùm điện tử hội tụ, mà kíchthước của chùm điện tử này bị hạn chế bởi quang sai, chính vì thế mà SEM không thể đạt
được độ phân giải tốt như TEM. Ngoài ra, độ phân giải của SEM còn phụ thuộc vào
tương tác giữa vật liệu tại bề mặt mẫu vật và điện tử. Khi điện tử tương tác với bề mặt
mẫu vật, sẽ có các bức xạ phát ra, sự tạo ảnh trong SEM và các phép phân tích được thực
hiện thông qua việc phân tích các bức xạ này (Nguyễn Thế Đức, 2010). Các bức xạ chủ
yếu gồm:
– Điện tử thứ cấp (Secondary electrons): Đây là chế độ ghi ảnh thông dụng nhất của
kính hiển vi điện tử quét, chùm điện tử thứ cấp có năng lượng thấp (thường nhỏ hơn 50
eV) được ghi nhận bằng ống nhân quang nhấp nháy. Vì chúng có năng lượng thấp nên
chủ yếu là các điện tử phát ra từ bề mặt mẫu với độ sâu chỉ vài nanomet, do vậy chúng tạo
ra ảnh hai chiều của bề mặt mẫu.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 47/110
Chương 2 LƯỢC KHẢO TÀI LIỆU
SVTH: Nguyễn Thanh Lăm 31
– Điện tử tán xạ ngược (Backscattered electrons): Điện tử tán xạ ngược là chùm điện
tử ban đầu khi tương tác với bề mặt mẫu bị bật ngược trở lại, do đó chúng thường có năng
lượng cao. Sự tán xạ này phụ thuộc rất nhiều vào vào thành phần hóa học ở bề mặt mẫu,
do đó ảnh điện tử tán xạ ngược rất hữu ích cho phân tích về độ tương phản thành phầnhóa học. Ngoài ra, điện tử tán xạ ngược có thể dùng để ghi nhận ảnh nhiễu xạ điện tử tán
xạ ngược, giúp cho việc phân tích cấu trúc tinh thể (chế độ phân cực điện tử).
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 48/110
SVTH: Nguyễn Thanh Lăm 32
CHƯƠNG 3
PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
3.1 Phương tiện nghiên cứu
3.1.1 Hóa chất
Polypropylene
H2SO4 98%, NaOH, Trung Quốc
Bã mía (Công ty cổ phần mía đường Cần Thơ)
Wax
3.1.2 Dụng cụ, thiết bị
Cân Ahaus SPS 402
Tủ sấy Memmert, Đức
Bộ rây Retsch model AS 200 control, Đức
Cân sấy ẩm Sartorius MA 150
Bể điều nhiệt MPC controller (Huber)
Máy đo lưu biến ngẫu lực trộn Haake PolyDrive, Đức
Máy ép gia nhiệt Panstone, Đài Loan.
Máy phân tích nhiệt trọng lượng TGA
Máy kéo nén Zwich/Roell, Đức
Máy đo va đập vạn năng loại quả lắc Zwick/Roell, Đức
Kính hiển vi điện tử quét
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 49/110
Chương 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
SVTH: Nguyễn Thanh Lăm 33
3.2 Phương pháp nghiên cứu, phân tích
Phương pháp nghiên cứu được mô tả qua Hình 3-1. Bã mía sau khi lấy về từ nhà
máy tiến hành rửa, sấy, sàng. Sau đó kết hợp với nhựa tiến hành quá trình trộn và ép mẫu
tạo thành sản phẩm composite hoàn chỉnh.
Hình 3-1 Sơ đồ quy trình chế tạo vật liệu composite từ bã mía và PP
3.2.1 Chuẩn bị nguyên liệu thô và xử lí sơ bộ
Nguyên liệu được sử dụng trong nghiên cứu này là bã mía được cung cấp từ nhà
máy mía đường Cần Thơ. Để đảm bảo tính chất đồng nhất của nguyên liệu, bã mía phải
được xử lý sơ bộ. Bã mía được rửa sạch bằng nước và sấy khô ở 60 °C trong 24 giờ. Sau
khi sấy, bã mía được sàng đến kích thước trung bình từ 0.25 – 1.18 mm. Sau đó, bã mía
được bảo quản trong tủ sấy ở nhiệt độ 50 °C, để đảm bảo độ ẩm của bã mía không lớn
hơn 10% làm ảnh hưởng đến kết quả cơ tính.
3.2.2 Khảo sát ảnh hưởng bã mía đến cơ tính vật liệu
3.2.2.1 Khảo sát ảnh hưởng tỉ lệ bã mía
Tỉ lệ bã mía là một trong các thông số quan trọng, tỉ lệ nhiều hay ít sẽ ảnh hưởng rất
lớn đến cơ tính sản phẩm. Trong nghiên cứu này, sẽ lần lượt khảo sát các tỉ lệ bã mía từ
10, 25, 50 và 75% (v/v), phần còn lại là nhựa PP. Sau khi tạo mẫu tiến hành đo cơ tính,
dựa vào kết quả đo cơ tính chọn ra tỉ lệ tối ưu cho các nghiên cứu tiếp theo.
Bã mía
Nhựa PP
Trộn Ép nóng Sản phẩm
- Rửa- Sấy- Sàng
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 50/110

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 51/110
Chương 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
SVTH: Nguyễn Thanh Lăm 35
3.2.3.2 Khảo sát thời gian trộn
Thời gian trộn được khảo sát lần lượt là 10 phút, 15 phút và 20 phút. Các yếu tố tốc
độ trục và nhiệt độ được cố định lần lượt là 70 vòng/phút và nhiệt độ tối ưu được chọn ở
thí nghiệm trước. Tiến hành trộn và chọn ra thời gian trộn tốt nhất.
3.2.3.3 Khảo sát tốc độ trộn
Với nhiệt độ trộn và thời gian trộn được xác định. Tiến hành khảo sát tốc độ quay
của trục với các tốc độ 50 vòng/phút, 60 vòng/phút và 70 vòng/phút để tìm ra thông số tốc
độ trộn tối ưu cho nghiên cứu
3.2.4 Khảo sát điều kiện ép tấm
Sau khi hỗn hợp được trộn đều trong máy trộn, mẫu nhựa được đưa qua giai đoạn ép
tấm. Tương tự như quá trình trộn, muốn tấm ép sản phẩm không bị rạn nứt hay bọt khí thì
các thông số cho quá trình ép cũng phải được khảo sát để chọn ra điều kiện thích hợp.
Việc tìm ra các thông số tối ưu cho quá trình ép tấm bao gồm các bước sau:
3.2.4.1 Khảo sát nhiệt độ ép
Giữ cố định thời gian ép ở 900 giây, thời gian giải nhiệt ở 300 giây và áp suất ép là
100 kg/cm2
, thay đổi nhiệt độ ép so với nhiệt độ mẫu của quá trình trộn là 0, +10, +20 C.Dựa vào tấm sản phẩm, chọn ra nhiệt độ ép thích hợp.
3.2.4.2 Khảo sát thời gian ép
Khi đã xác định được nhiệt độ ép, tiến hành ép tấm để tìm ra thời gian ép tối ưu
bằng cách thay đổi thời gian ép trong khoảng 600, 900, 1200 giây và giữ cố định các
thông số còn lại.
3.2.4.3 Khảo sát áp suất ép
Thông số cuối cùng cần khảo sát cho quá trình ép là áp suất ép. Thông số này được
khảo sát ở 75, 100, 125 kg/cm2 và các thông số còn lại được cố định với giá trị tối ưu.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 52/110
Chương 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
SVTH: Nguyễn Thanh Lăm 36
3.2.5 Các phương pháp đo cơ lý và kiểm tra tính chất của sản phẩm
3.2.5.1 Độ bền kéo
Mẫu đo kéo cho nền nhựa nhiệt dẻo được đo theo tiêu chuẩn ASTM D638 (ASTM
International, 2002a). Mẫu có dạng khối hình hộp chữ nhật như Hình 3-2.
Hình 3-2 Mẫu đo độ bền kéo
Các thông số thiết lập cho phần mềm máy đo kéo:
– Tốc độ kéo: 10 mm/phút,
– Khoảng cách giữa hai ngàm kẹp L0 = 65 mm,
– Ngưỡng kết thúc thí nghiệm: 80% Fmax.
Sau khi thiết lập xong ta tiếp tục đo các mẫu thử, đo chiều rộng và bề dày để nhập
vào chương trình. Tiếp theo tiến hành kẹp mẫu vào giữa hai ngàm kẹp, giữ cho mẫu được phân bố đều giữa hai ngàm kẹp. Mẫu thử không nên kẹp quá chặt tránh hiện tượng mẫu bị
phá hủy tại vị trí gần ngàm kẹp.
Sau khi đã lắp mẫu xong ta bắt đầu đo mẫu. Trong quá trình đo mẫu ta theo dõi kết
quả ghi nhận được và đặc tính các đường biểu diễn trên đồ thị. Quá trình đo kết thúc khi
mẫu bị phá hủy, tiến hành lưu số liệu và chuẩn bị đo các mẫu tiếp theo.
3.2.5.2 Độ bền uốn
Thí nghiệm uốn ba điểm theo phương vuông gốc với sợi cho phép đánh độ bền liên
kết giữa sợi và nhựa của mẫu composite. Để đo độ bền uốn của mẫu, mẫu được cắt theo
tiêu chuẩn ASTM D790 (ASTM International, 2002b). Cụ thể được thể hiện như Hình 3-3.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 53/110
Chương 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
SVTH: Nguyễn Thanh Lăm 37
Hình 3-3 Mẫu đo độ bền uốn
Các thông số thiết lập cho phần mềm máy đo kéo:
– Tốc độ kéo: 1 mm/phút,
– Độ biến dạng tối đa 5%.
Các quá trình tiếp theo được thực hiện tương tự như đo độ bền kéo nhưng lúc này
thay đổi bộ phận ngàm kẹp của đo kéo thành bộ phận uốn 3 điểm, mẫu được đặt giữa 2gối đỡ sao cho điểm tác dụng của gối trên phải nằm vào khoảng trung điểm của mẫu thử.
3.2.5.3 Cơ tính va đập
Mẫu composite được đo va đập theo kiểu Charpy theo tiêu chuẩn ASTM D6110
(ASTM International, 2010) và sử dụng loại búa 15J có các thông số như sau:
- Tải va đập: 20.296 N,
- Góc thả búa: 147.96
- Độ cao thả búa: 739.07 mm.
Hình 3-4 Mẫu đo va đập
Mẫu được đặt vào bệ giữ sao cho trung điểm của mẫu nằm đúng vị trí thanh định vị.
Sau đó ta cố định mẫu, tháo thanh định vị xuống và chuẩn bị đo mẫu. Ta cho búa rơi va
đập vào mẫu thử. Sau khi búa va đập vào mẫu thử, ta dừng búa và tiến hành thu số liệu.
Lặp lại thí nghiệm cho các mẫu tiếp theo.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 54/110
Chương 3 PHƯƠNG TIỆN VÀ PHƯƠNG PHÁP NGHIÊN CỨU
SVTH: Nguyễn Thanh Lăm 38
Độ bền va đập được tính theo công thức sau:
d
W
Trong đó:
σ: độ bền va đập (J/m).
W: năng lượng va đập (J).
d: bề dày mẫu (m).
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 55/110
SVTH: Nguyễn Thanh Lăm 39
CHƯƠNG 4
KẾT QUẢ THỰC NGHIỆM VÀ BÀN LUẬN
4.1 Ảnh hưởng của tỉ lệ đến quá trình trộn
Sau khi được xử lí sơ bộ, khối lượng riêng của bã mía được xác định là 0.65 g/cm3.
Tiến hành trộn theo các tỉ lệ 10, 25, 50 và 75% theo thể tích. Do thể tích buồng trộn bị
giới hạn nên thể tích hữu dụng của buồng trộn khoảng 48 cm3. Điều đó có nghĩa là với tỉ
lệ xác định ví dụ với tỉ lệ 50% bã mía thì thể tích bã mía cần là 24 cm 3 tương đương với
15.6 g, thể tích còn lại là nhựa 24 cm3 tương đương với 20.4 g (khối lượng riêng của nhựa
PP là 0.85 g/cm3). Tiến hành trộn nhựa với điều kiện cài đặt nhiệt độ 3 mâm 170 C, thời
gian trộn là 20 phút, tốc độ trộn là 70 vòng/phút.
Hình 4-1 Giản đồ lưu biến ngẫu lực trộn của nhựa PP
Qua giản đồ Hình 4-1 ta thấy khoảng thời gian từ lúc nhựa được cho vào phễu trộn
đến khi nhựa ổn định trạng thái chảy dẻo là khoảng 5 phút. Đây là điều quan trọng để xác
định khoảng thời gian cho bã mía vào phù hợp (Lei et al., 2007). Như vậy, nhựa được cho
vào sau khi các thông số được cố định sau đó bã mía được cho vào kể từ 5 phút. Giản đồ
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 56/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 40
lưu biến ngẫu lực trộn tương ứng với các hàm lượng bã mía khác nhau được trình bày như
Hình 4-2.
Hình 4-2 Giản đồ lưu biến ngẫu lực trộn với hàm lượng khác nhau:(a) 10%, (b) 25 %, (c) 50% và (d) 75%
Ở giai đoạn đầu nhựa được cho vào, ma sát bên trong buồng trộn đến dẫn đến
moment xoắn tăng lên một cách nhanh chóng, dần dần các hạt nhựa chảy dẻo, moment
xoắn lúc này giảm dần đến một lúc bắt đầu ổn định và dao động xung quanh vị trí cân
bằng (5 phút). Bã mía được cho vào một cách nhanh chóng, lúc này moment xoắn lại tăng
trở lại do ảnh hưởng ma sát của bã mía. Sau một khoảng thời gian, bã mía phân tán hoàn
toàn vào nhựa, dao động trở lại cân bằng với giá trị ngẫu lực tùy thuộc vào hàm lượng bã
mía cho vào.
(a) (b)
(c) (d)
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 57/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 41
Hình 4-3 Quá trình trộn
Sau quá trình trộn hỗn hợp được lấy ra cắt nhỏ cho vào khuôn ép và tiến hành ép ở
điều kiện nhiệt độ 2 mâm là 180 C, thời gian là 15 phút và áp suất là 100 kg/cm2, thời
gian giải nhiệt là 5 phút.
Hình 4-4 Quá trình ép nóng
Kết thúc quá trình sản phẩm được cắt ra theo kích thước tiêu chuẩn của từng mẫu đo
cơ tính, tiến hành đo cơ tính với số lần lặp lại mỗi mẫu là 3.
Hình 4-5 Mẫu composite với các tỉ lệ khác nhau
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 58/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 42
Bảng 4-1 Ảnh hưởng tỉ lệ đến kết quả trộn
Bã mía/PP (%) 0/100 10/90 25/75 50/50 75/25Độ bền va đập (J/m) 2076 1206 435 235 218
Độ bền kéo (MPa) 30.7 27.23 6.02 18.20 16.66Moment đàn hồi (MPa) 762.3 658.2 1038.8 1686.1 2067.7Độ bền kéo Độ giãn dài (%) 14.78 6.14 3.66 1.84 1.16Độ bền uốn (MPa) 31.67 35.35 32.33 27.43 24.11
Độ bền uốn Độ biến dạng (%) 4.98 4.99 4.98 3.78 2.33
0
510
1520
25
3035
40
0/100 10/90 25/75 50/50 75/25
Tỉ lệ bã mía/PP (%)
Đ ộ b ề n u ố n
, k é o ( M P a )
0
500
1000
1500
2000
2500
Đ ộ b ề n v a
đ ậ p ( J / m )
Độ bền kéo (MPa) Độ bền uốn (MPa) Độ bền va đập (J/m)
Hình 4-6 Biểu đồ thể hiện kết quả đo cơ tính theo tỉ lệ bã mía/PP
Như thể hiện trên Hình 4-6 và Bảng 4-1, cơ tính (độ bền uốn, kéo, va đập) giảm dần
khi thay đổi tỉ lệ. Điều này có thể giải thích là do khả năng tương tác giữa bã mía và nhựa
không tốt dẫn đến khả năng bám dính giảm. Nếu xét tỉ lệ bã mía cho cơ tính tối ưu thì hầu
như không có tỉ lệ phù hợp. Tuy nhiên, nghiên cứu này lại hướng đến khả năng ứng dụng
nghĩa là sử dụng lượng bã mía nhiều nhất có thể mà cơ tính vẫn có thể chấp nhận được.
Vì vậy, tỉ lệ bã mía 50% được chọn vì (i) với tỉ lệ 75% bã mía thì khi quá trình trộn kếtthúc, giữa 2 trục trộn có khoảng chết bã mía không thể phân bố vào hết trong nhựa. Điều
này tương tự khi trộn với tỉ lệ 65%, (ii) hướng sử dụng sản phẩm là ứng dụng vào các vật
liệu cách nhiệt, làm trần nhà không cần nhiều đến độ bền kéo và độ bền va đập, riêng độ
bền uốn, nếu so với nhựa PP thì kém hơn 4.24 MPa có thể chấp nhận.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 59/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 43
4.2 Ảnh hưởng của kích thước bã mía đến cơ tính vật liệu
Bã mía sau khi rây được phân ra thành ba loại kích thước từ 0.5 đến 1.18 mm (rây số
16, 25 và 35), nhỏ hơn 0.5 (rây số 46 và 60) và hỗn hợp nhỏ hơn 1.18 mm (qua rây số 16).
Tiến hành lần lượt khảo sát ảnh hưởng của kích thước đến cơ tính, tỉ lệ bã mía được chọncác thông số còn lại được giữ cố định.
Hình 4-7 Bã mía với các kích thước khác nhau: (a) 0.5 - 1.18 mm, (b) <0.5 mm, (c) hỗn hợp
Bảng 4-1 Ảnh hưởng kích thước đến cơ tính vật liệu
0
5
10
15
20
25
30
0.5 - 1.18 <0.5 Hổn hợp
Kích thước (mm)
Đ ộ b ề n u ố n , k é o ( M P a )
Độ bền kéo (MPa) Độ bền uốn (MPa)
Hình 4-8 Đồ thị biểu hiện cơ tính theo kích thước hạt
Kích thước (mm) <0.5 0.5 – 1.18 Hỗn hợpĐộ bền kéo (MPa) 16.86 18.76 18.20Moment đàn hồi (MPa) 1371 1714 1686.1Độ bền kéo Độ giãn dài (%) 2.18 1.9 1.84Độ bền uốn (MPa) 25.02 25.89 27.43
Độ bền uốn
Độ biến dạng (%) 3.84 3.01 3.78
(a) (b) (c)
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 60/110
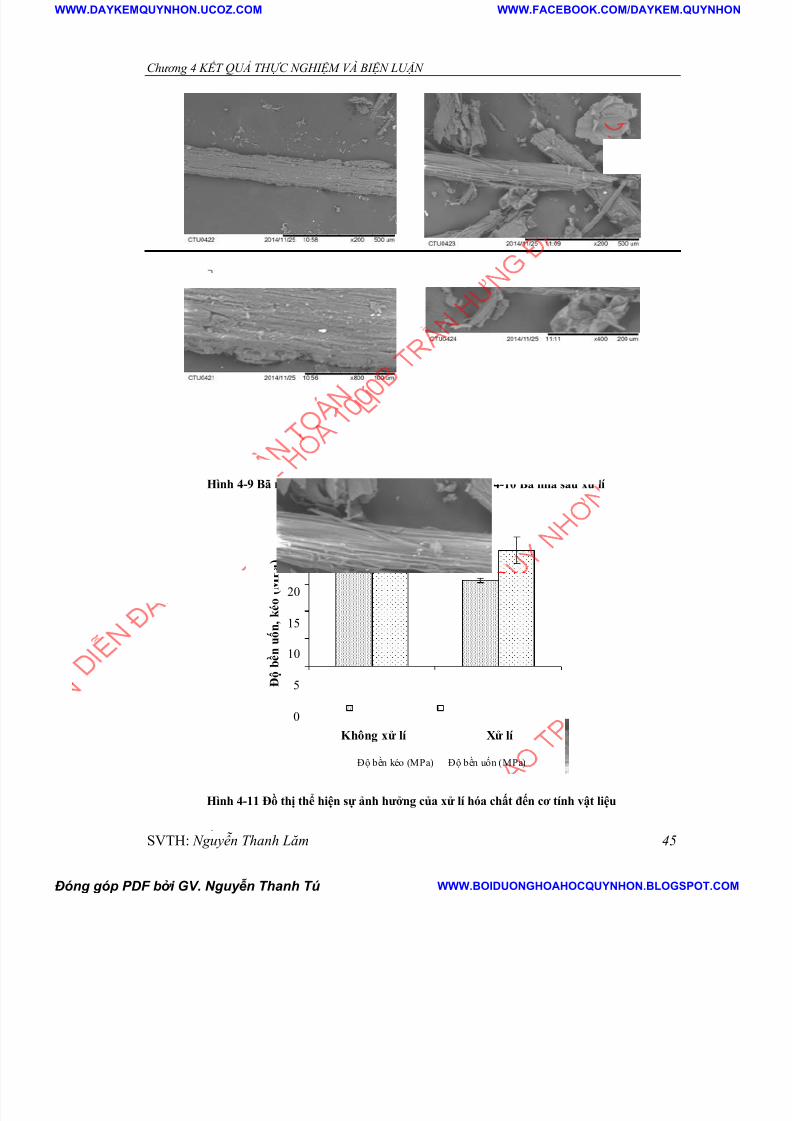
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 61/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 45
0
5
10
15
20
25
30
Không xử lí Xử lí
Đ ộ b ề n u ố n , k é o ( M P a )
Độ bền kéo (MPa) Độ bền uốn (MPa)
Hình 4-11 Đồ thị thể hiện sự ảnh hưởng của xử lí hóa chất đến cơ tính vật liệu
Hình 4-9 Bã mía trước khi xử lí Hình 4-10 Bã mía sau xử lí
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 62/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 46
Bảng 4-2 Ảnh hưởng của việc xử lí bã mía đến cơ tính vật liệu
Ảnh chụp SEM của mẫu composite xử lí và không xử lí được thể hiện như Hình
4-12 và Hình 4-13 cũng cho thấy việc xử lí hay không xử lí cũng không làm ảnh hưởng
Hình 4-12 Mẫu composite không xử lí với tỉ lệ bãmía là 50%
Hình 4-13 Mẫu composite xử lí với tỉ lệ bã mía50%
Bã mía Xử lý Không xử lýĐộ bền kéo (MPa) 16.23 18.20Moment đàn hồi (MPa) 1553 1686.1Độ bền kéo
Độ giãn dài (%) 2 1.84Độ bền uốn (MPa) 20.97 27.43Độ bền uốn
Độ biến dạng (%) 4.67 3.78
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 63/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 47
4.4 Ảnh hưởng của nhiệt độ trộn đến cơ tính vật liệu
Nhiệt độ trộn phụ thuộc vào nhiệt độ nóng chảy của nhựa. Đối với nhựa PP nhiệt độ
nóng chảy ở khoảng 165 C, nên để khảo sát nhiệt độ trộn các khoảng nhiệt độ khảo sát là
165, 170 và 175 C. Các yếu tố trộn và ép nóng còn lại được cố định, tỉ lệ bã mía là 50%.
Trong quá trình trộn, đồ thị quá trình lưu biến ngẫu lực trộn được ghi lại tuy nhiên
không có sự khác biệt lớn so với đồ thị quá trình lưu biến ngẫu lực trộn với hàm lượng
50% nên không được phân tích, điều này cũng tương tự cho các quá trình khảo sát sự ảnh
hưởng của các yếu tố khác.
Hình 4-14 Giản đồ TGA của bã mía
Bảng 4-3 Ảnh hưởng của nhiệt độ trộn đến cơ tính vật liệu
Nhiệt độ (oC) 165 170 175Độ bền va đập (J/m) 116 235 95
Độ bền kéo (MPa) 17.9 18.20 17.81Moment đàn hồi (MPa) 1399.4 1686.1 1534.9Độ bền kéoĐộ giãn dài (%) 1.94 1.84 1.62Độ bền uốn (MPa) 23.86 27.43 24.24
Độ bền uốn Độ biến dạng (%) 3.75 3.78 3.18
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 64/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 48
0
5
10
15
20
25
30
165 170 175
Nhiệt độ (°C)
Đ ộ b ề n u ố n , k
é o ( M P a )
0
50
100150
200
250
Đ ộ b ề n v a đ
ậ p ( J / m )
Độ bền kéo (MPa) Độ bền uốn (MPa) Độ bền va đập (J/m)
Hình 4-15 Đồ thị thể hiện kết quả đo cơ tính theo nhiệt độ trộn
Kết quả phân tích TGA của bã mía được thể hiện như Hình 4-14. Ở nhiệt độ là
62.21 C, nước bắt đầu bốc hơi nên khối lượng có sự thay đổi. Đến nhiệt độ 262.85 C, bã
mía bắt đầu phân hủy bởi nhiệt và phân hủy nhanh ở 371.75 C, kết thúc quá trình thành
phần tro còn lại là 6.97%, điều này cho thấy bã mía sử dụng chưa tinh khiết còn lẫn tạp
chất. Với điều kiện ban đầu, nhiệt độ trộn được chọn từ 165 – 175 C là thích hợp với
nhiệt độ chảy dẻo của nhựa đồng thời nước cũng được loại đi hoàn toàn và không ảnh
hưởng nhiều đến sự phân hủy của bã mía.
Hình 4-15 và Bảng 4-3 thể hiện cơ tính của mẫu tạo thành, qua đồ thị ta thấy độ bền
va đập của mẫu có sự tăng vượt trội ở nhiệt độ 170 C, độ bền uốn cũng có sự thay đổi
lớn, độ bền kéo cũng tăng nhưng không lớn. Khi mẫu được tạo ở nhiệt độ 175 C các độ
bền cơ tính giảm, đồng thời mẫu tạo ra sậm màu hơn so với mẫu được tạo ở 165 và 170
C. Nguyên nhân của sự thay đổi do ở nhiệt độ 165 C, nhựa chưa chảy mềm hoàn toàn
dẫn đến sự phân bố của bã mía chưa đồng đều, còn ở 175 C, nhựa và bã mía có xu hướng
bắt đầu bị cháy, nên cơ tính giảm đồng thời mẫu tạo ra sậm màu lại.
Hình 4-16 thể hiện kết quả phân tích TGA của mẫu composite với hàm lượng bã mía
là 50%. Kết quả phân tích tương tự như giản đồ TGA của bã mía nhưng ở giản đồ này
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 65/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 49
đường cong phân hủy trải qua ba giai đoạn. Giai đoạn đầu là giai đoạn nước bắt đầu bốc
hơi ở nhiệt độ 86.26 C. Giai đoạn thứ hai là giai đoạn bã mía phân hủy, ở 265.21 C bã
mía bắt đầu phân hủy và phân hủy nhanh ở nhiệt độ 377.39 C. Giai đoạn cuối cùng là
quá trình phân hủy của nhựa PP, bắt đầu từ khoảng nhiệt độ 434.25 và kết thúc ở nhiệt độ491.55 C. Kết thúc quá trình hàm lượng tro còn lại là 3.01%, thấp hơn so với bã mía, do
nguyên liệu bã mía thành phần chưa đồng nhất.
Hình 4-16 Kết quả phân tích TGA của mẫu composite với hàm lượng bã mía 50%
4.5 Ảnh hưởng của thời gian trộn đến cơ tính vật liệu
Thời gian trộn phụ thuộc vào thời gian ổn định của nhựa hoặc của hỗn hợp. NhưHình 4-2 (c) cho ta thấy sau khoảng 10 hổn hợp gần như ổn định không có sự thay đổi lớn
moment xoắn nên thời gian được khảo sát bắt đầu từ 10, 15 và 20 phút. Các yếu tố tỉ lệ bã
mía, nhiệt độ được lấy từ khảo sát trước và các yếu tố còn lại cố định không thay đổi.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 66/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 50
Bảng 4-4 Ảnh hưởng thời gian trộn đến cơ tính vật liệu
Thời gian (phút) 10 15 20Độ bền va đập (J/m) 109.6 112.9 235
Độ bền kéo (MPa) 11.88 15.5 18.20Moment đàn hồi (MPa) 1334.4 1683.2 1686.1Độ bền kéoĐộ giãn dài (%) 1.54 1.58 1.84Độ bền uốn (MPa) 25.5 26.08 27.43
Độ bền uốn Độ biến dạng (%) 4.4 2.97 3.78
0
5
1015
20
25
30
35
10 15 20
Thời gian (phút)
Đ ộ b ề n u ố
n , k é o ( M P a )
0
50
100
150
200
250
Đ ộ b ề n v
a đ ậ p ( J / m )
Độ bền kéo (MPa) Độ bền uốn (MPa) Độ bền va đập (J/m)
Hình 4-17 Đồ thị thể hiện kết quả đo cơ tính theo thời gian trộn
Theo thời gian trộn độ bền kéo và va đập tăng dần, độ bền uốn tăng không đáng kể,
khi tăng thời gian trộn mẫu sau bị ảnh hưởng màu sắc và kết quả cơ tính không thay đổi
nên thời gian trộn tối ưu vừa cho cơ tính tốt vừa tiết kiệm năng lượng là 20 phút. Thời
gian trộn là 10 và 15 phút không được chọn vì cơ tính chưa đạt cực đại do chưa đủ thời
gian để bã mía phân tán đều vào trong nhựa.
4.6 Ảnh hưởng của tốc độ trộn đến cơ tính vật liệuTốc độ trộn không phụ thuộc vào nguyên liệu, nhưng ảnh hưởng đến sự phân tán bã
mía vào trong nhựa, tốc độ lớn, trục roto quay nhanh bã mía phân tán vào tốt hơn. Điều
này được chứng minh khi khảo sát với các tốc độ 50, 60 và 70 vòng/phút, với tỉ lệ bã mía
50%, thời gian, nhiệt độ trộn tối ưu, các yếu tố còn lại cố định. Kết quả đo cơ tính được
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
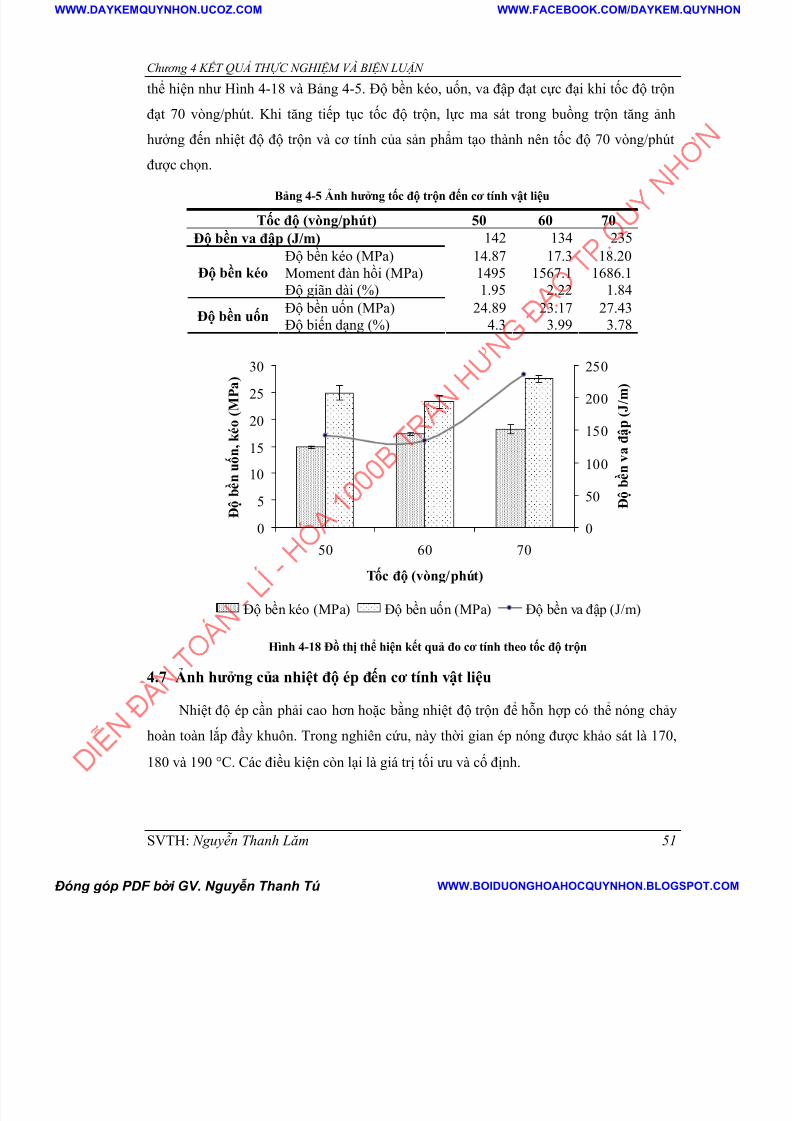
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 67/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 51
thể hiện như Hình 4-18 và Bảng 4-5. Độ bền kéo, uốn, va đập đạt cực đại khi tốc độ trộn
đạt 70 vòng/phút. Khi tăng tiếp tục tốc độ trộn, lực ma sát trong buồng trộn tăng ảnh
hưởng đến nhiệt độ độ trộn và cơ tính của sản phẩm tạo thành nên tốc độ 70 vòng/phút
được chọn.
Bảng 4-5 Ảnh hưởng tốc độ trộn đến cơ tính vật liệu
Tốc độ (vòng/phút) 50 60 70Độ bền va đập (J/m) 142 134 235
Độ bền kéo (MPa) 14.87 17.3 18.20Moment đàn hồi (MPa) 1495 1567.1 1686.1Độ bền kéoĐộ giãn dài (%) 1.95 2.22 1.84Độ bền uốn (MPa) 24.89 23.17 27.43
Độ bền uốn Độ biến dạng (%) 4.3 3.99 3.78
0
5
10
15
20
25
30
50 60 70
Tốc độ (vòng/phút)
Đ ộ b ề n u ố n , k é o ( M P a )
0
50
100
150
200
250
Đ ộ b ề n v a đ ậ p ( J / m )
Độ bền kéo (MPa) Độ bền uốn (MPa) Độ bền va đập (J/m)
Hình 4-18 Đồ thị thể hiện kết quả đo cơ tính theo tốc độ trộn
4.7 Ảnh hưởng của nhiệt độ ép đến cơ tính vật liệu
Nhiệt độ ép cần phải cao hơn hoặc bằng nhiệt độ trộn để hỗn hợp có thể nóng chảy
hoàn toàn lắp đầy khuôn. Trong nghiên cứu, này thời gian ép nóng được khảo sát là 170,
180 và 190 C. Các điều kiện còn lại là giá trị tối ưu và cố định.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 68/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 52
Bảng 4-6 Ảnh hưởng nhiệt độ ép đến cơ tính vật liệu
0
5
10
15
20
25
30
170 180 190
Nhiệt độ (°C)
Đ ộ b ề n u
ố n , k é o ( M P a )
Độ bền kéo (MPa) Độ bền uốn (MPa)
Hình 4-19 Biểu đồ kết quả đo cơ tính theo nhiệt độ ép
Qua Hình 4-19 và Bảng 4-6, kết quả cho thấy nhiệt độ để đạt được cơ tính tối ưu
nhất là 180 C. Điều này có thể giải thích tương tự như các yếu tố trên, nhiệt độ thấp ảnh
hưởng đến khả năng lắp đầy khuôn, gây ra các khuyết tật bên trong sản phẩm, nhiệt độ
cao ảnh hưởng tới sự phân hủy tất cả đều làm giảm cơ tính của vật liệu.
4.8 Ảnh hưởng của thời gian ép đến cơ tính vật liệu
Giống như thời gian trộn, thời gian ép (thời gian lưu) cần được khảo sát với cáckhoảng thời gian 10, 15, 20 phút, các điều kiện còn lại không thay đổi. Thời ép cần phải
đủ để nhựa lắp đầy khuôn không quá ngắn, tuy nhiên không có nghĩa là quá dài vì sẽ ảnh
hưởng đến cơ tính, lượng năng lượng sử dụng và tốn nhiều thời gian. Kết quả cơ tính
Nhiệt độ (oC) 170 180 190
Độ bền kéo (MPa) 15.34 18.20 16.08Moment đàn hồi (MPa) 1052 1686.1 773Độ bền kéo
Độ giãn dài (%) 1.89 1.84 2.05Độ bền uốn (MPa) 22.41 27.43 23.40
Độ bền uốn Độ biến dạng (%) 3.69 3.78 3.26
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 69/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 53
được trình bày như Hình 4-20 và Bảng 4-7. Thời gian tối ưu được chọn trong khảo sát này
là 15 phút vì cho độ bền kéo và uốn cao nhất.
Bảng 4-7 Ảnh hưởng thời gian ép đến cơ tính vật liệu
0
5
10
15
20
25
30
10 15 20
Thời gian (phút)
Đ ộ b ề n u ố n , k é o ( M P a
Độ bền kéo (MPa) Độ bền uốn (MPa)
Hình 4-20 Đồ thị thể hiện cơ tính theo thời gian ép
4.9 Ảnh hưởng của áp suất ép đến cơ tính vật liệu
Lần lượt khảo sát các áp suất 75, 100 và 125 kg/cm2 để xét ảnh hưởng của áp suất
đến điều kiện ép tấm. Các thông số cài đặt khác là các thông số tối ưu đã được khảo sát.
Kết quả đo cơ tính được thể hiện như Hình 4-21 và Bảng 4-8. Qua đồ thị ta thấy giá trịkéo, uốn tăng ở áp suất 100 kg/cm2 và giảm khi áp suất ở 125 kg/cm2. Từ đó có thể kết
luận mẫu composite đạt giá trị tối ưu với áp suất 100 kg/cm2.
Thời gian (phút) 10 15 20Độ bền kéo (MPa) 16.21 18.20 15.76Moment đàn hồi (MPa) 1581 1686.1 1317Độ bền kéo Độ giãn dài (%) 1.75 1.84 2.24Độ bền uốn (MPa) 24.92 27.43 24.12
Độ bền uốn Độ biến dạng (%) 3.75 3.78 3.79
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 70/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 54
Bảng 4-8 Ảnh hưởng áp suất ép đến cơ tính vật liệu
0
5
10
15
20
25
30
75 100 125
Áp suất (kg/cm2)
Đ ộ b ề n u ố n , k é o ( M P a )
Độ bền kéo (MPa) Độ bền uốn (MPa)
Hình 4-21 Đồ thị thể hiện kết quả cơ tính theo áp suất trộn
4.10 So sánh kết quả kiểm tra, phân tích với một số kết quả khác
Bảng 4-9 trình bày kết quả cơ tính trong nghiên cứu với một số kết quả được nghiên
cứu trên một số nguồn tài liệu khác (Bledzki and Gassan, 1999; Cerqueira et al., 2011;
Mulinari et al., 2010; Oksman et al., 2003).
Qua bảng so sánh, khi so sánh với tỉ lệ bã mía là 10% với các nghiên cứu khác cho
thấy độ bền kéo, uốn và va đập cao hơn so với các kết quả nghiên cứu còn lại. Khi tăng tỉ
lệ kết quả cơ tính giảm tuy nhiên không khác biệt lớn so với các nghiên cứu khác. Tỉ lệ
càng cao, cơ tính vật liệu càng giảm, lúc này bã mía không đóng vai trò như chất gia
Áp suất (kg/cm2) 75 100 125Độ bền kéo (MPa) 15.56 18.20 18.14Moment đàn hồi (MPa) 1422 1686.1 1383
Độ bền kéo
Độ giãn dài (%) 2.07 1.84 2.03Độ bền uốn (MPa) 23.59 27.43 27.99Độ bền uốn Độ biến dạng (%) 4.25 3.78 3.15
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 71/110
Chương 4 KẾT QUẢ THỰC NGHIỆM VÀ BIỆN LUẬN
SVTH: Nguyễn Thanh Lăm 55
cường mà là chất độn. So sánh bã mía với bột gỗ và một số loại sợi khác thì độ bền kéo
thấp hơn. Khi so sánh nhựa PP với nhựa HDPE, kết quả nghiên cứu cho cơ tính cao hơn.
Bảng 4-9 So sánh kết quả cơ tính với một số nghiên cứu khác
Độ bền kéo(MPa) Modun kéo(MPa) Độ bền uốn(MPa) Độ bền va đập(J/m)Bột gỗ/PP (40%)1 19 2500 - -Sợi sisal/PP (40%)1 38 3600 - -Sợi lanh/PP (40%)1 47 5100 - -Bã mía/PP (5%)2 22.9 1106 34.8 327Bã mía/PP (10%)2 23 1027 35.5 450Bã mía/PP (20%)2 22.3 1443 37.2 525Bã mía/HDPE (5%)3 16.2 943 - -Bã mía/HDPE (10%)3 15.6 897 - -
Bã mía/HDPE (20%)3
15.8 1141 - -Polypropylene4 30.7 762.3 31.67 2076Bã mía/PP (10%)4 27.23 658.2 35.35 1206Bã mía/PP (25%)4 23.52 1038.8 32.33 435Bã mía/PP (50%)4 18.20 1686.1 27.43 235Bã mía/PP (75%)4 12.29 1797.7 19.89 173
Qua sự so sánh ta có thể thấy ở tỉ lệ thấp bã mía có thể kết hợp với nhựa tạo thành
vật liệu có tính chất gia cường tốt. Càng tăng tỉ lệ bã mía cơ tính vật liệu tạo thành tuy
giảm nhưng so với các nguồn sợi và nhựa khác không có sự chênh lệch lớn. Qua đó cho
thấy, hướng nghiên cứu của đề tài rất khả quan cần được nghiên cứu sâu thêm để tạo sản
phẩm đạt cơ tính tốt nhất.
1 Composites reinforced with cellulose based fibres, A.K. Bledzki, J. Gassan2 Mechanical behaviour of polypropylene reinforced sugarcane bagasse fibers composites, E. F. Cerqueiraa*,
C. A. R. P. Baptistab, D. R. Mulinaria3 Surface modification of sugarcane bagasse cellulose and its effect on mecanical and water absorption
properties of sugarcane bagasse cellulose/HDPE composites, Daniella Regina Mulinari, et.al4 Kết quả nghiên cứu
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 72/110
SVTH: Nguyễn Thanh Lăm 56
CHƯƠNG 5
KẾT LUẬN – KIẾN NGHỊ
5.1 Kết luận
Nghiên cứu đã tiến hành khảo sát các yếu tố ảnh hưởng của quá trình trộn đến cơ
tính của vật liệu và cho thấy rằng điều kiện thích hợp của quá trình trộn là nhiệt độ 170 C,
thời gian là 20 phút và tốc độ trộn là 70 vòng/phút. Tương tự thì thời gian 15 phút, nhiệt
180 C và áp suất là 10 kg/cm2 là thông số thích hợp cho quá trình ép. Bã mía có kích
thước 1.18 mm được phối trộn 50% trong nhựa PP tạo vật liệu composite cho cơ tính tốt
nhất. Ngoài ra cơ tính của vật liệu có xu hướng giảm khi bã mía được xử lí bằng H 2SO4
và NaOH. Cùng với sự so sánh về cơ tính với các vật liệu khác có thể thấy bã mía là
nguyên liệu tiềm năng để sản xuất vật liệu composite.
5.2 Hạn chế
Tuy đạt được một số kết quả tốt, tuy nhiên trong quá trình nghiên cứu còn gặp phải
một số hạn chế:
- Nguồn nguyên liệu không ổn định và khác nhau về các giống mía nên sản phẩm
tạo ra ảnh hưởng đến cơ tính
- Trang thiết bị còn hạn chế trong khi nhiều sinh viên cùng thực hiện nên một số yếu
tố không được khảo sát
- Một số phương pháp phân tích và kiểm tra cơ tính còn chưa được sử dụng trong
nghiên cứu.
5.3 Kiến nghị
Do hạn chế về thời gian, kinh phí cũng như thiết bị nên nghiên cứu chỉ dừng lại ở
việc ứng dụng bã mía vào nhựa PP tạo ra sản phẩm là các tấm phẳng có kích thước hạn
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 73/110
Chương 5 KẾT LUẬN KIẾN NGHỊ
SVTH: Nguyễn Thanh Lăm 57
chế. Trên cơ sở các kết quả đạt được tôi có một số kiến nghị cho các nghiên cứu tiếp theo
như sau:
- Tìm hiểu một số phương pháp khác xử lí bề mặt bã mía nhằm cải thiện cấu trúc
tăng cơ tính.
- Một số chất tương hợp cần được đưa vào nghiên cứu để tăng độ bám dính giữa bã
mía và nhựa nhằm nâng cao cơ tính vật liệu.
- Ứng dụng bã mía vào nghiên cứu với một số nền nhựa khác kể cả nhựa nhiệt rắn.
- Sử dụng một số phương pháp gia công như ép đùn, ép phun, v.v … để tạo ra sản
phẩm ứng dụng vào trong phòng thí nghiệm hoặc trong đời sống.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 74/110
SVTH: Nguyễn Thanh Lăm 58
TÀI LIỆU THAM KHẢO
ASTM International, 2002a. ASTM D638-02 Standard Test Method for TensileProperties of Plastics. West Conshohocken.
ASTM International, 2002b. ASTM D790-02 Standard Test Methods for FlexuralProperties of Unreinforced and Reinforced Plastics and Electrical InsulatingMaterials, ASTM International. West Conshohocken.
ASTM International, 2010. ASTM D6110-10 Standard Test Method for Determining theCharpy Impact Resistance of Notched Specimens of Plastics. West Conshohocken.
Bledzki, A. and J. Gassan, 1999. Composites reinforced with cellulose based fibres. Progress in polymer science, 24 (2): 221-274.
Cerqueira, E., C. Baptista and D. Mulinari, 2011. Mechanical behaviour of polypropylenereinforced sugarcane bagasse fibers composites. Procedia Engineering , 10: 2046-2051.
Chandel, A.K., F.A. Antunes, P.V. de Arruda, T.S. Milessi, S.S. da Silva and M.d.G. deAlmeida Felipe, 2012. Dilute Acid Hydrolysis of Agro-Residues for theDepolymerization of Hemicellulose: State-of-the-Art. D-Xylitol. Springer. pp. 39-61.
Gabbott, P., 2008. Principles and Applications of Thermal Analysis. Blackwell PublishingLtd. 464 pp.
Hoàng Ngọc Cường, 2010. Polymer đại cương. Đại học Quốc gia Thành phố Hồ ChíMinh. 195 pp.
Kilian, S., 2011. Sugarcane bagasse reinforced thermoplastic composites. University ofSouthern Queensland.
Lê Hoài Phúc và Trần Thùy Gương, 2013. Tổng hợp polymer phân hủy sinh học có khảnăng làm nền cho composite sợi xơ dừa. Luận văn tốt nghiệp đại học. Đại học CầnThơ.
Lei, Y., Q. Wu, F. Yao and Y. Xu, 2007. Preparation and properties of recycledHDPE/natural fiber composites. Composites Part A: applied science and
manufacturing , 38 (7): 1664-1674.Loh, Y., D. Sujan, M. Rahman and C. Das, 2013. Sugarcane bagasse—The future
composite material: A literature review. Resources, Conservation and Recycling ,75: 14-22.
Mettler Toledo, 2012. http://us.mt.com/dam/Analytical/ThermalAnalysi/TA-PDF/30064808_V04.13_LIMS_Interface_DS_en.pdf, truy cập ngày 15/11/2014.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 75/110
TÀI LIỆU THAM KHẢO
SVTH: Nguyễn Thanh Lăm 59
Mulinari, D.R., H.J. Voorwald, M.O.H. Cioffi, G.J. Rocha and M.L.C.P. Da Silva, 2010.Surface modification of sugarcane bagasse cellulose and its effect on mechanicaland water absorption properties of sugarcane bagasse cellulose/HDPE composites.
BioResources, 5 (2): 661-671.
Nguyễn Hoa Thịnh, 2012. Vật Liệu Composite Cơ Học & Công Nghệ. NXB KHKT. 1-364 pp.
Nguyễn Minh Trí, Trần Lê Quân Ngọc và Trương Chí Thành, 2009. Giáo trình Vật liệuComposite. Trường Đại học Cần Thơ.
Nguyễn Thế Đức, 2010. Làm quen với kính hiển vi điện tử quét,http://ducthe.wordpress.com/2010/01/04/sem/, truy cập ngày 21/11/2014.
Oksman, K., M. Skrifvars and J.-F. Selin, 2003. Natural fibres as reinforcement in polylactic acid (PLA) composites. Composites science and technology, 63 (9):1317-1324.
Pereira, P.H.F., H.C.J. Voorwald, M.O.H. Cioffi, D.R. Mullinari, S.M. Da Luz andM.L.C.P. Da Silva, 2011. Sugarcane bagasse pulping and bleaching: Thermal andchemical characterization. BioResources, 6 (3): 2471-2482.
Salit, M.S., 2014. Tropical Natural Fibre Composites: Properties, Manufacture andApplications. Springer.
Thermo Electron Corp, 2005. HAAKE PolyDrive.
Tường Hân, 2012. Nhiên liệu từ bã mía,http://www.sggp.org.vn/khoahoc_congnghe/2012/12/307507/, truy cập ngày20/11/2014.
Verma, D., P. Gope, M. Maheshwari and R. Sharma, 2012. Bagasse fiber composites–Areview. J. Mater. Environ. Sci, 3 (6): 1079-1092.
Võ Tấn Phát, 2013. Khảo sát cơ tính của sợi dừa nước (Nypa fruticans wurmb) và bướcđầu nghiên cứu chế tạo vật liệu composite từ sợi dừa nước. Luận văn tốt nghiệpĐại học. Trường Đại học Cần Thơ.
Võ Trường Giang, 2013. Nghiên cứu sử dụng bã mía trong sản xuất chất béo từ nấm men Yarrowia lipolytica Po1g. Luận văn tốt nghiệp Đại học. Trường Đại học Cần Thơ.
Walford, S., 2008. Sugarcane bagasse: how easy is it to measure its constituents? In: Proceedings of the Annual Congress-South African Sugar Technologists'
Association. South African Sugar Technologists' Association. pp. 266-273.
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 76/110
SVTH: Nguyễn Thanh Lăm 60
PHỤ LỤC 1KẾT QUẢ QUA RÂY CỦA BÃ MÍA
Bảng kết quả qua rây của bã mía
Râysố
Kích thướclỗ rây (mm)
Lần 1(%)
Lần 2(%)
Lần 3(%)
10 2 0 0 016 1.18 0.47 0.37 0.1925 0.71 25.62 24.42 22.49
35 0.5 17.88 20.49 21.0346 0.335 19.21 17.26 16.5160 0.25 36.83 32.56 38.08
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 77/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 61
PHỤ LỤC 2KẾT QUẢ ĐO CƠ TÍNH THEO HÀM LƯỢNG MÍA
1. Độ bền va đập
1.1 Tỉ lệ bã mía/PP là 0%
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.76 5.33 1929.712 2.80 5.62 2005.953 2.82 6.46 2292.69
TB 2.790.03 5.800.66 2076.12216.58
1.2 Tỉ lệ bã mía/PP là 10%
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.85 3.86 1352.632 2.92 3.43 1175.673 2.95 3.21 1089.32
TB 2.910.06 3.500.36 1205.87146.76
1.3 Tỉ lệ bã mía/PP là 25%
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 3.04 1.36 447.372 3.1 1.25 402.583 3.03 1.38 454.97
TB 3.060.04 1.330.08 434.9732.39
1.4 Tỉ lệ bã mía/PP là 50%
Mẫu Chiều dày(mm) Năng lượng va đập (J) Độ bền va đập(J/m)1 2.95 0.77 261.362 2.98 0.59 197.923 2.95 0.72 244.58
TB 2.960.03 0.690.1 234.6236.70
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 78/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 62
1.5 Tỉ lệ bã mía/PP là 75%
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 3.03 0.51 170.11
2 2.99 0.52 173.843 3.02 0.53 175.18
TB 3.010.02 0.520.1 173.052.92
2. Độ bền kéo
2.1 Tỉ lệ bã mía/PP là 0%
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.84 15.87 65.00 45.07 909.28 31.09 - - 31.95 14.61 - - 14.61
2 2.87 16.57 65.00 47.56 807.83 31.41 - - 32.33 15.03 - - 15.03
3 3.03 17.18 65.00 52.06 569.91 29.60 - - 30.45 14.69 - - 14.69
x 2.913 16.54 65.00 48.23 762.34 30.70 - - 31.58 14.78 - - 14.78
s 0.1021 0.6555 0.00 3.54 174.19 0.97 - - 0.99 0.23 - - 0.23
3.51 3.96 0.00 7.34 22.85 3.15 - - 3.15 1.52 - - 1.52
0 20 40 60 80 100
0
10
20
30
40
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 79/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 63
2.2 Tỉ lệ bã mía/PP là 10%
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.94 15.44 65.00 45.39 749.23 - 28.43 6.32 28.43 6.32 - - 6.32
2 2.89 14.77 65.00 42.69 606.12 - 27.98 6.42 27.98 6.42 - - 6.42
3 2.98 15.18 65.00 45.24 619.30 - 25.27 5.69 25.27 5.69 24.37 5.96 5.69
x 2.937 15.13 65.00 44.44 658.22 - 27.23 6.14 27.23 6.14 24.37 5.96
s 0.04509 0.3378 0.00 1.52 79.10 - 1.71 0.39 1.71 0.39 - -
1.54 2.23 0.00 3.42 12.02 - 6.28 6.39 6.28 6.39 - -
0 2 4 6
0
10
20
30
Strain in %
S t r e s s i n M P a
2.3 Tỉ lệ bã mía/PP là 25%
a0 b0 L0 S0 Et x M M tM
Nr mm mm mm mm² MPa MPa N % %
1 663 14.9 65.00 45 1027.27 21.68 943.51 3.29 3.29
2 3.02 15.57 65.00 47.02 1024.92 25.11 1015.25 4.16 4.16
3 3 15.33 65.00 45.99 1049.26 23.78 959.83 3.53 3.53
x 223 15.27 65.00 46 1033.82 23.52 972.86 3.66 3.66
s 381.1 0.3395 0.00 1.012 13.43 1.84 37.60 0.45 0.45
170.87 2.22 0.00 2.20 1.30 3.38 3.87 12.22 12.22
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 80/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 64
0 2 4 6
0
5
10
15
20
25
Strain in %
S t r e s s i n M P a
2.4 Tỉ lệ bã mía/PP là 50%
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.97 15.55 65.00 46.18 1690.59 - 18.77 2.02 18.77 2.02 - - 2.02
2 2.96 14.96 65.00 44.28 1636.70 - 17.32 1.85 17.32 1.85 - - 1.85
3 2.96 15.2 65.00 44.99 1731.12 - 18.52 1.64 18.52 1.64 - - 1.64
x 2.963 15.24 65.00 45.15 1686.14 - 18.20 1.84 18.20 1.84 - -
s 0.00577 0.2967 0.00 0.961 47.37 - 0.78 0.19 0.78 0.19 - -
0.19 1.95 0.00 2.13 2.81 - 4.27 10.39 4.27 10.39 - -
0 2 4 6
0
10
20
30
Strain in %
S t r e
s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 81/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 65
2.5 Tỉ lệ bã mía/PP là 75%
a0 b0 L0 S0 Et x M M tM
Nr mm mm mm mm² MPa MPa N % %
1 3.12 14.6 65.00 45.55 1818.08 12.16 923.28 0.99 0.99
2 3.15 14.6 65.00 45.99 1766.80 12.42 910.27 1.05 1.05
3 3.16 15 65.00 47.4 1808.14 - 908.09 0.92 0.92
x 3.143 14.73 65.00 46.31 1797.67 12.29 913.88 0.99 0.99
s 0.02082 0.2309 0.00 0.9657 27.19 0.19 8.21 0.06 0.06
0.66 1.57 0.00 2.09 1.51 1.51 0.90 6.35 6.35
0 2 4 6 8 10 12
0
5
10
15
20
Strain in %
S t r e s s i n M P a
3. Độ bền uốn
3.1 Tỉ lệ bã mía/PP là 0%
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.82 15.16 30 32.30 4.99 - - 11.22 19.17 24.89 29.04
2 2.85 15.38 30 31.61 4.98 - - 10.20 17.91 23.76 28.06
3 2.85 15.67 30 31.12 4.97 - - 9.98 17.59 23.46 27.72
x 2.84 15.4 30 31.67 4.98 - - 10.47 18.22 24.04 28.27
s 0.01732 0.2558 0.000 0.59 0.01 - - 0.66 0.83 0.75 0.69
0.61 1.66 0.00 1.87 0.22 - - 6.32 4.56 3.13 2.42
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
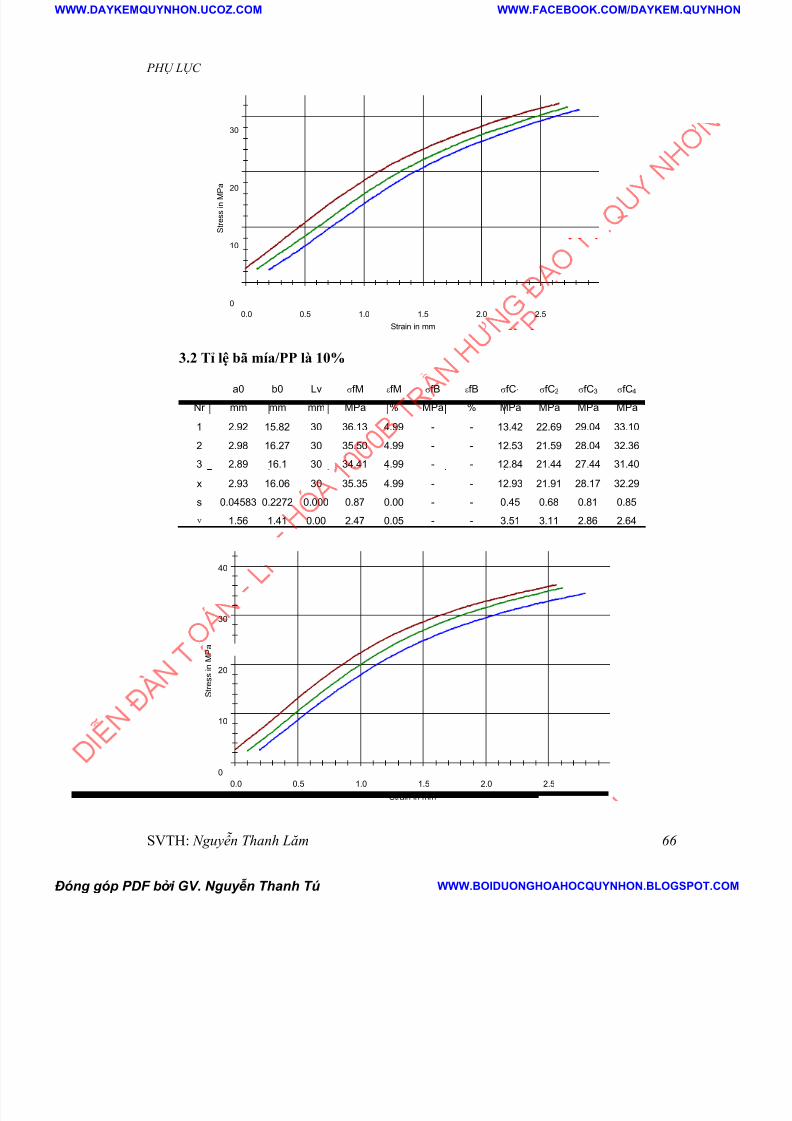
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 82/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 66
0.0 0.5 1.0 1.5 2.0 2.5
0
10
20
30
Strain in mm
S t r e s s i n M P a
3.2 Tỉ lệ bã mía/PP là 10%
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.92 15.82 30 36.13 4.99 - - 13.42 22.69 29.04 33.10
2 2.98 16.27 30 35.50 4.99 - - 12.53 21.59 28.04 32.36
3 2.89 16.1 30 34.41 4.99 - - 12.84 21.44 27.44 31.40
x 2.93 16.06 30 35.35 4.99 - - 12.93 21.91 28.17 32.29
s 0.04583 0.2272 0.000 0.87 0.00 - - 0.45 0.68 0.81 0.85
1.56 1.41 0.00 2.47 0.05 - - 3.51 3.11 2.86 2.64
0.0 0.5 1.0 1.5 2.0 2.5
0
10
20
30
40
Strain in mm
S t
r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 83/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 67
3.3 Tỉ lệ bã mía/PP là 25%
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3.07 16.5 30 34.19 4.98 - - 14.87 24.24 29.66 32.51
2 3.07 15.11 30 32.16 4.96 - - 14.07 22.99 27.96 30.71
3 3.06 15 30 30.63 4.99 - - 13.84 22.00 26.75 29.27
x 3.067 15.54 30 32.33 4.98 - - 14.26 23.08 28.12 30.83
s 0.00577 0.8361 0.000 1.79 0.02 - - 0.54 1.12 1.46 1.62
0.19 5.38 0.00 5.53 0.33 - - 3.78 4.87 5.20 5.27
0.0 0.5 1.0 1.5 2.0 2.5
0
10
20
30
Strain in mm
S t r e s s i n M P a
3.4 Tỉ lệ bã mía/PP là 50%
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.91 14.71 30 27.41 3.78 - - 17.67 24.60 26.97 27.28
2 2.95 14.9 30 28.05 3.54 26.63 4.91 19.72 26.23 27.78 27.71
3 2.98 14.53 30 26.82 4.01 - - 17.67 24.19 26.16 26.71
x 2.947 14.71 30 27.43 3.78 26.63 4.91 18.35 25.01 26.97 27.23
s 0.03512 0.185 0.000 0.61 0.23 - - 1.18 1.08 0.81 0.50
1.19 1.26 0.00 2.23 6.19 - - 6.43 4.31 3.00 1.85
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 84/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 68
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
3.5 Tỉ lệ bã mía/PP là 75%
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3.03 15 30 20.59 1.15 19.56 1.41 20.30 - - -
2 3.02 15.48 30 20.03 1.43 18.97 1.82 19.07 - - -
3 3.05 14.45 30 19.05 1.40 18.09 1.71 18.08 - - -
x 3.033 14.98 30 19.89 1.33 18.87 1.65 19.15 - - -
s 0.01528 0.5154 0.000 0.78 0.15 0.74 0.21 1.11 - - -
0.50 3.44 0.00 3.91 11.44 3.93 12.72 5.80 - - -
0.0 0.2 0.4 0.6 0.8 1.0 1.2
0
5
10
15
20
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 85/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 69
PHỤ LỤC 3KẾT QUẢ ĐO CƠ TÍNH THEO KÍCH THƯỚC BÃ MÍA
1. Độ bền kéo
1.1 Kích thước từ 0.5 – 1.18 mm
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.95 15.43 65.00 45.52 1690.43 - 18.72 1.95 18.72 1.95 - - 1.95
2 3.14 15.51 65.00 48.7 1724.12 - 19.54 2.02 19.54 2.02 - - 2.02
3 2.97 15.39 65.00 45.71 1728.13 - 18.01 1.74 18.01 1.74 - - 1.74
x 3.02 15.44 65.00 46.64 1714.23 - 18.76 1.90 18.76 1.90 - -
s 0.1044 0.0611 0.00 1.785 20.71 - 0.77 0.15 0.77 0.15 - -
3.46 0.40 0.00 3.83 1.21 - 4.09 7.69 4.09 7.69 - -
0 1 2 3 4
0
5
10
15
20
25
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 86/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 70
1.2 Kích thước nhỏ hơn 0.5
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.95 15.42 65.00 45.49 1505.75 - 16.85 2.15 16.85 2.15 - - 2.15
2 2.97 15.23 65.00 45.23 1364.84 - 16.94 2.24 16.94 2.24 - - 2.24
3 2.97 15.36 65.00 45.62 1243.38 - 16.80 2.14 16.80 2.14 - - 2.14
x 2.963 15.34 65.00 45.45 1371.32 - 16.86 2.18 16.86 2.18 - -
s 0.01155 0.09713 0.00 0.1964 131.31 - 0.07 0.06 0.07 0.06 - -
0.39 0.63 0.00 0.43 9.58 - 0.44 2.65 0.44 2.65 - -
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2. Độ bền uốn
2.1 Kích thước từ 0.5 – 1.18 mm
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.98 15.58 30 27.63 3.34 26.27 4.19 17.16 25.03 27.46 26.87
2 2.99 15.56 30 26.19 3.37 24.86 4.85 17.90 24.20 25.83 25.88
3 3.29 15.12 30 23.84 2.34 22.64 2.96 18.18 23.53 - -
x 3.087 15.42 30 25.89 3.01 24.59 4.00 17.75 24.25 26.65 26.37
s 0.1762 0.26 0.000 1.91 0.59 1.83 0.96 0.53 0.75 1.15 0.70
5.71 1.69 0.00 7.40 19.48 7.44 24.01 2.97 3.10 4.33 2.66
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 87/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 71
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
2.2 Kích thước nhỏ hơn 0.5
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.98 15.04 30 25.78 3.83 - - 18.18 24.05 25.40 25.66
2 2.98 15.32 30 25.74 3.49 - - 17.78 23.89 25.56 25.62
3 3.01 15.2 30 23.55 4.19 - - 15.41 21.36 23.02 23.40
x 2.99 15.19 30 25.02 3.84 - - 17.13 23.10 24.66 24.90
s 0.01732 0.1405 0.000 1.28 0.35 - - 1.49 1.51 1.42 1.30
0.58 0.92 0.00 5.10 9.10 - - 8.73 6.52 5.77 5.20
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 88/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 72
PHỤ LỤC 4KẾT QUẢ ĐO CƠ TÍNH THEO BÃ MÍA XỬ LÍ
1. Độ bền kéo
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 3 14.84 65.00 44.52 1490.77 - 15.85 1.97 15.85 1.97 - - 1.97
2 3.04 14.79 65.00 44.96 1539.93 - 16.41 2.08 16.41 2.08 - - 2.08
3 3.04 14.51 65.00 44.11 1628.24 - 16.43 1.95 16.43 1.95 - - 1.95
x 3.027 14.71 65.00 44.53 1552.98 - 16.23 2.00 16.23 2.00 - -
s 0.02309 0.1779 0.00 0.4257 69.66 - 0.33 0.07 0.33 0.07 - -
0.76 1.21 0.00 0.96 4.49 - 2.02 3.63 2.02 3.63 - -
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2. Độ bền uốn
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.87 14.73 30 23.34 4.81 - - 13.27 19.51 21.98 22.93
2 2.94 14.73 30 19.68 4.57 - - 12.69 17.28 18.94 19.47
3 2.9 14.81 30 19.90 4.62 - - 12.33 17.44 19.03 19.77
x 2.903 14.76 30 20.97 4.67 - - 12.76 18.08 19.99 20.72
s 0.03512 0.04619 0.000 2.05 0.13 - - 0.47 1.24 1.73 1.92
1.21 0.31 0.00 9.78 2.76 - - 3.71 6.88 8.65 9.27
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 89/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 73
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 90/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 74
PHỤ LỤC 5KẾT QUẢ ĐO CƠ TÍNH THEO NHIỆT ĐỘ TRỘN
1. Độ bền va đập
1.1 Nhiệt độ 165 C
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.97 0.31 104.382 3.00 0.32 105.863 3.34 0.46 137.72
TB 3.10.24 0.360.1 115.9921.73
1.2 Nhiệt độ 175 C
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.99 0.26 86.962 3.00 0.32 107.923 3.00 0.27 90.00
TB 3.00.01 0.280.04 94.9612.96
2. Độ bền kéo2.1 Nhiệt độ 165 C
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.97 15.16 65.00 45.03 1591.70 - 18.34 1.84 18.34 1.84 - - 1.84
2 3.09 15.19 65.00 46.94 1614.82 - 17.36 1.84 17.36 1.84 - - 1.84
3 3 15.12 65.00 45.36 991.74 - 18.01 2.13 18.01 2.13 - - 2.13
x 3.02 15.16 65.00 45.77 1399.42 - 17.90 1.94 17.90 1.94 - -
s 0.06245 0.03512 0.00 1.021 353.25 - 0.50 0.17 0.50 0.17 - -
2.07 0.23 0.00 2.23 25.24 - 2.77 8.67 2.77 8.67 - -
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
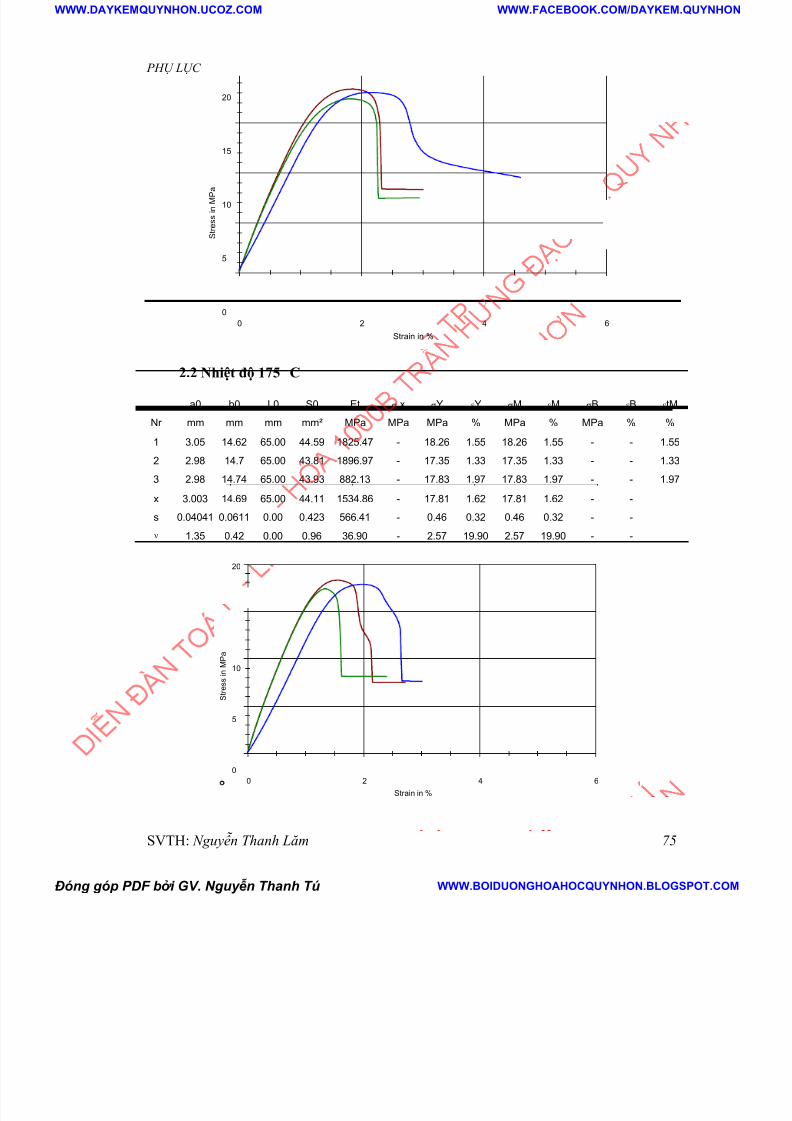
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 91/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 75
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2.2 Nhiệt độ 175 C
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 3.05 14.62 65.00 44.59 1825.47 - 18.26 1.55 18.26 1.55 - - 1.55
2 2.98 14.7 65.00 43.81 1896.97 - 17.35 1.33 17.35 1.33 - - 1.33
3 2.98 14.74 65.00 43.93 882.13 - 17.83 1.97 17.83 1.97 - - 1.97
x 3.003 14.69 65.00 44.11 1534.86 - 17.81 1.62 17.81 1.62 - -
s 0.04041 0.0611 0.00 0.423 566.41 - 0.46 0.32 0.46 0.32 - -
1.35 0.42 0.00 0.96 36.90 - 2.57 19.90 2.57 19.90 - -
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 92/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 76
3. Độ bền uốn
3.1 Nhiệt độ 165 C
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3 15.7 30 24.39 3.89 - - 15.21 22.03 23.98 24.25
2 3 15.83 30 23.64 3.70 - - 15.31 21.46 23.33 23.40
3 3.06 15.37 30 23.54 3.65 - - 15.39 21.36 23.10 23.49
x 3.02 15.63 30 23.86 3.75 - - 15.30 21.62 23.47 23.71
s 0.03464 0.2371 0.000 0.47 0.13 - - 0.09 0.36 0.45 0.47
1.15 1.52 0.00 1.95 3.43 - - 0.57 1.68 1.93 1.98
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
Strain in mm
S t r e s s i n M P a
3.2 Nhiệt độ 175 C
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3 14.59 30 25.98 2.97 24.67 4.50 18.60 24.71 25.92 25.50
2 3.01 14.78 30 24.48 3.69 - - 16.74 22.45 23.99 24.32
3 2.97 15.01 30 22.27 2.89 21.18 4.16 15.41 21.26 22.16 21.42
x 2.993 14.79 30 24.24 3.18 22.92 4.33 16.92 22.81 24.02 23.75
s 0.02082 0.2103 0.000 1.87 0.44 2.47 0.24 1.60 1.75 1.88 2.10
0.70 1.42 0.00 7.70 13.86 10.77 5.61 9.46 7.68 7.84 8.85
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 93/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 77
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 94/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 78
PHỤ LỤC 6KẾT QUẢ ĐO CƠ TÍNH THEO THỜI GIAN TRỘN
1. Độ bền va đập
1.1 Thời gian 10 phút
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.99 0.30 100.332 2.98 0.31 104.033 3.01 0.37 124.45
TB 2.990.02 0.330.04 109.6014.85
1.2 Thời gian 15 phút
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.99 0.33 110.372 2.96 0.31 104.733 3.02 0.37 123.59
TB 2.990.03 0.340.03 112.9010.69
2. Độ bền kéo
2.1 Thời gian 10 phút
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 3.03 14.5 65.00 44.6 1608.94 - 12.82 1.52 12.82 1.52 - - 1.52
2 2.98 14.81 65.00 44.6 832.97 - 11.01 1.59 11.01 1.59 6.52 2.04 1.59
3 2.99 14.69 65.00 43.92 1561.21 - 11.82 1.51 11.82 1.51 - - 1.51
x 3 14.67 65.00 44.37 1334.37 - 11.88 1.54 11.88 1.54 6.52 2.04
s 0.02646 0.1563 0.00 0.389 434.89 - 0.91 0.04 0.91 0.04 - -
0.88 1.07 0.00 0.88 32.59 - 7.62 2.74 7.62 2.74 - -
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 95/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 79
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2.2 Thời gian 15 phút
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 3 14.74 65.00 44.22 1690.69 - 15.60 1.66 15.60 1.66 - - 1.66
2 3.02 14.73 65.00 44.48 1689.24 - 15.41 1.58 15.41 1.58 - - 1.58
3 3.02 14.73 65.00 44.48 1669.76 - 15.48 1.51 15.48 1.51 - - 1.51
x 3.013 14.73 65.00 44.4 1683.23 - 15.50 1.58 15.50 1.58 - -
s 0.01155 0.00577 0.00 0.1528 11.69 - 0.10 0.08 0.10 0.08 - -
0.38 0.04 0.00 0.34 0.69 - 0.62 4.80 0.62 4.80 - -
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 96/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 80
3. Độ bền uốn
3.1 Thời gian 10 phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3.05 14.57 30 25.83 4.15 - - 14.06 21.84 24.85 25.72
2 2.96 14.75 30 25.61 4.47 - - 15.42 22.21 24.71 25.46
3 3.01 14.89 30 25.05 4.59 - - 15.52 21.50 23.90 24.87
x 3.007 14.74 30 25.50 4.40 - - 15.00 21.85 24.49 25.35
s 0.04509 0.1604 0.000 0.40 0.23 - - 0.81 0.35 0.52 0.44
1.50 1.09 0.00 1.57 5.20 - - 5.43 1.61 2.11 1.73
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
3.2 Thời gian 15 phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.98 14.71 30 28.37 4.55 - - 17.57 24.61 27.21 28.05
2 3 14.67 30 27.14 4.41 - - 16.04 23.08 25.90 26.88
3 3.03 14.55 30 22.72 3.66 - - 15.35 20.95 22.34 22.54
x 3.003 14.64 30 26.08 4.20 - - 16.32 22.88 25.15 25.82
s 0.02517 0.08327 0.000 2.97 0.48 - - 1.14 1.84 2.52 2.90
0.84 0.57 0.00 11.39 11.32 - - 6.97 8.04 10.01 11.24
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
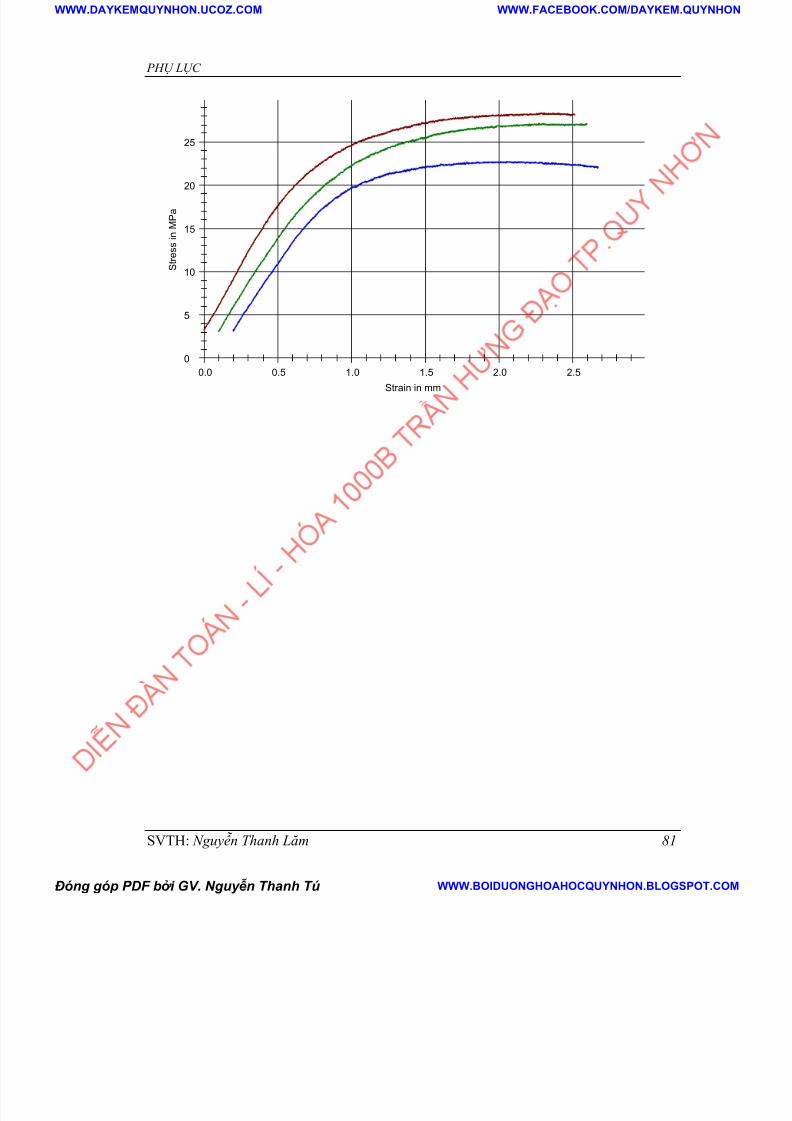
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 97/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 81
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 98/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 82
PHỤ LỤC 7KẾT QUẢ ĐO CƠ TÍNH THEO TỐC ĐỘ TRỘN
1. Độ bền va đập
1.1 Tốc độ 50 vòng/phút
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.93 0.40 136.522 2.97 0.36 122.333 2.97 0.50 168.15
TB 2.960.03 0.420.08 142.3325.82
1.2 Tốc độ 60 vòng/phút
MẫuChiều dày
(mm)Năng lượng va đập (J)
Độ bền va đập(J/m)
1 2.93 0.39 133.102 2.98 0.32 107.383 3.00 0.48 161.19
TB 2.970.04 0.400.08 133.8927.30
2. Độ bền kéo
2.1 Tốc độ 50 vòng/phút
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.98 14.86 65.00 44.28 1448.41 - 14.87 1.94 14.87 1.94 - - 1.94
2 2.98 15.76 65.00 46.96 1564.00 - 15.06 2.03 15.06 2.03 - - 2.03
3 3.02 15.75 65.00 47.56 1472.50 - 14.68 1.87 14.68 1.87 - - 1.87
x 2.993 15.46 65.00 46.27 1494.97 - 14.87 1.95 14.87 1.95 - -
s 0.02309 0.5168 0.00 1.748 60.98 - 0.19 0.08 0.19 0.08 - -
0.77 3.34 0.00 3.78 4.08 - 1.27 4.11 1.27 4.11 - -
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 99/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 83
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2.2 Tốc độ 60 vòng/phúta0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.99 15.8 65.00 47.24 1480.90 - 17.08 2.02 17.08 2.02 - - 2.02
2 2.98 15.7 65.00 46.79 1512.75 - 17.57 2.42 17.57 2.42 - - 2.42
3 3.02 15.69 65.00 47.38 1707.73 - 17.26 2.21 17.26 2.21 - - 2.21
x 2.997 15.73 65.00 47.14 1567.13 - 17.30 2.22 17.30 2.22 - -
s 0.02082 0.06083 0.00 0.3124 122.80 - 0.25 0.20 0.25 0.20 - -
0.69 0.39 0.00 0.66 7.84 - 1.43 8.86 1.43 8.86 - -
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
1
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
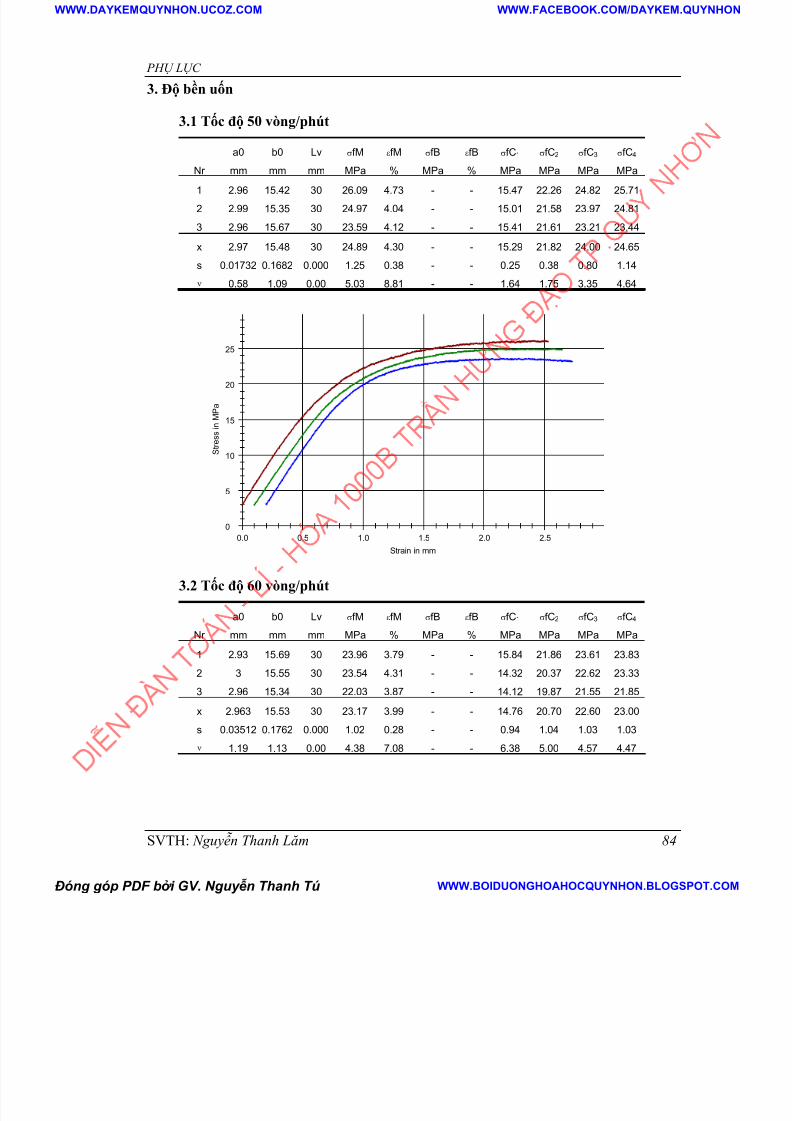
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 100/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 84
3. Độ bền uốn
3.1 Tốc độ 50 vòng/phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.96 15.42 30 26.09 4.73 - - 15.47 22.26 24.82 25.71
2 2.99 15.35 30 24.97 4.04 - - 15.01 21.58 23.97 24.81
3 2.96 15.67 30 23.59 4.12 - - 15.41 21.61 23.21 23.44
x 2.97 15.48 30 24.89 4.30 - - 15.29 21.82 24.00 24.65
s 0.01732 0.1682 0.000 1.25 0.38 - - 0.25 0.38 0.80 1.14
0.58 1.09 0.00 5.03 8.81 - - 1.64 1.75 3.35 4.64
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
3.2 Tốc độ 60 vòng/phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.93 15.69 30 23.96 3.79 - - 15.84 21.86 23.61 23.83
2 3 15.55 30 23.54 4.31 - - 14.32 20.37 22.62 23.33
3 2.96 15.34 30 22.03 3.87 - - 14.12 19.87 21.55 21.85
x 2.963 15.53 30 23.17 3.99 - - 14.76 20.70 22.60 23.00
s 0.03512 0.1762 0.000 1.02 0.28 - - 0.94 1.04 1.03 1.03
1.19 1.13 0.00 4.38 7.08 - - 6.38 5.00 4.57 4.47
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 101/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 85
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 102/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 86
PHỤ LỤC 8KẾT QUẢ ĐO CƠ TÍNH THEO NHIỆT ĐỘ ÉP
1. Độ bền kéo
1.1 Nhiệt độ 170 C
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.93 16.47 65.00 48.26 953.09 - 15.04 1.95 15.04 1.95 - - 1.95
2 2.97 16.48 65.00 48.95 1146.09 - 15.53 1.86 15.53 1.86 - - 1.86
3 2.96 16.5 65.00 48.84 1055.37 - 15.45 1.86 15.45 1.86 - - 1.86
x 2.953 16.48 65.00 48.68 1051.52 - 15.34 1.89 15.34 1.89 - -
s 0.02082 0.01528 0.00 0.3708 96.56 - 0.26 0.05 0.26 0.05 - -
0.70 0.09 0.00 0.76 9.18 - 1.70 2.70 1.70 2.70 - -
0 2 4 6
0
5
10
15
20
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 103/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 87
1.2 Nhiệt độ 190 C
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.92 15.92 65.00 46.49 866.69 - 15.84 2.06 15.84 2.06 - - 2.06
2 2.95 16.04 65.00 47.32 778.63 - 16.33 1.98 16.33 1.98 - - 1.98
3 2.89 15.44 65.00 44.62 673.90 - 16.07 2.11 16.07 2.11 - - 2.11
x 2.92 15.8 65.00 46.14 773.07 - 16.08 2.05 16.08 2.05 - - 2.05
s 0.03 0.3175 0.00 1.381 96.51 - 0.25 0.06 0.25 0.06 - - 0.06
1.03 2.01 0.00 2.99 12.48 - 1.54 3.15 1.54 3.15 - - 3.15
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2. Độ bền uốn
2.1 Nhiệt độ 170 C
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 3.02 16.36 30 23.66 4.09 - - 14.51 20.96 23.05 23.58
2 2.88 16.59 30 22.83 3.83 - - 15.68 20.76 22.37 22.64
3 2.96 16.28 30 20.73 3.16 19.69 4.46 14.96 19.36 20.59 20.30
x 2.953 16.41 30 22.41 3.69 19.69 4.46 15.05 20.36 22.01 22.17
s 0.07024 0.1609 0.000 1.51 0.48 - - 0.59 0.87 1.27 1.69
2.38 0.98 0.00 6.73 13.06 - - 3.90 4.27 5.77 7.62
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú
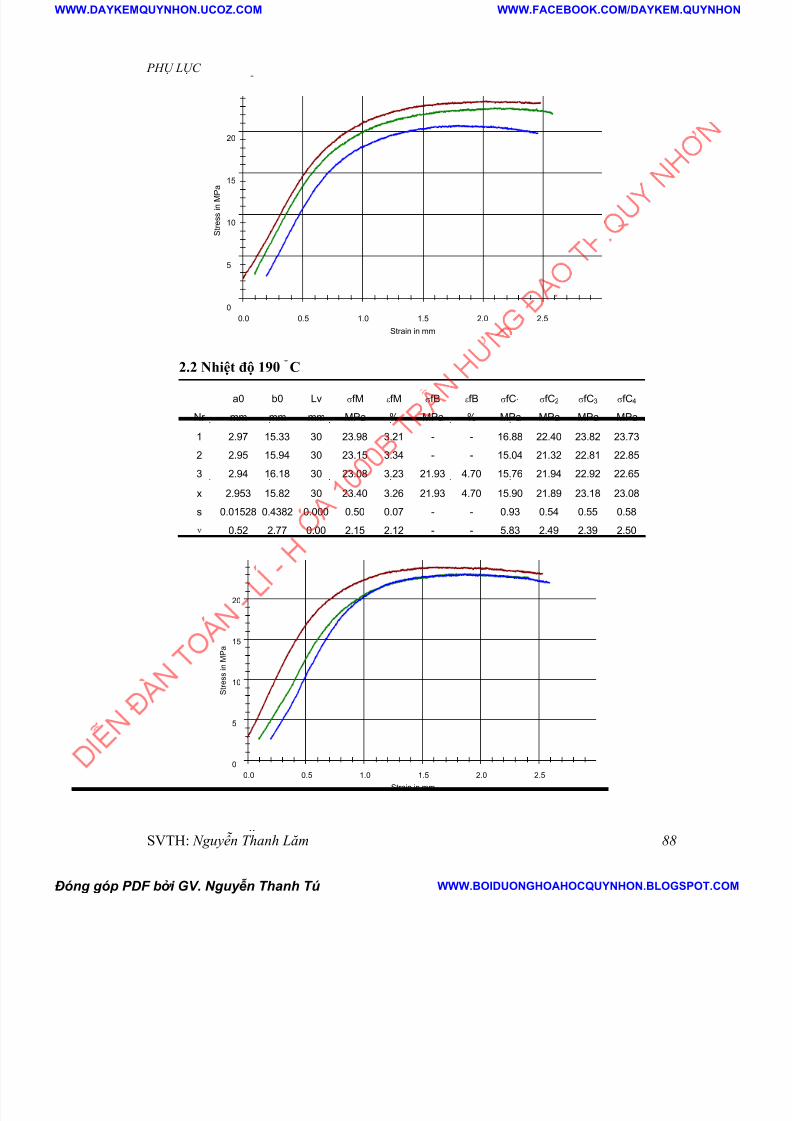
8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 104/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 88
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
Strain in mm
S t r e s s i n M P a
2.2 Nhiệt độ 190 C
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.97 15.33 30 23.98 3.21 - - 16.88 22.40 23.82 23.73
2 2.95 15.94 30 23.15 3.34 - - 15.04 21.32 22.81 22.85
3 2.94 16.18 30 23.08 3.23 21.93 4.70 15.76 21.94 22.92 22.65
x 2.953 15.82 30 23.40 3.26 21.93 4.70 15.90 21.89 23.18 23.08
s 0.01528 0.4382 0.000 0.50 0.07 - - 0.93 0.54 0.55 0.58
0.52 2.77 0.00 2.15 2.12 - - 5.83 2.49 2.39 2.50
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
Strain in mm
S
t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 105/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 89
PHỤ LỤC 9KẾT QUẢ ĐO CƠ TÍNH THEO THỜI GIAN ÉP
1. Độ bền kéo
1.1 Thời gian 10 phút
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.88 15.17 65.00 43.69 1587.77 - 15.97 1.55 15.97 1.55 - - 1.55
2 2.91 15.26 65.00 44.41 1686.86 - 17.00 1.84 17.00 1.84 - - 1.84
3 2.91 15.37 65.00 44.73 1468.91 - 15.65 1.85 15.65 1.85 - - 1.85
x 2.9 15.27 65.00 44.27 1581.18 - 16.21 1.75 16.21 1.75 - -
s 0.01732 0.1002 0.00 0.5311 109.12 - 0.71 0.17 0.71 0.17 - -
0.60 0.66 0.00 1.20 6.90 - 4.37 9.85 4.37 9.85 - -
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 106/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 90
1.2 Thời gian 20 phút
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.96 15.35 65.00 45.44 1377.92 - 15.44 2.15 15.44 2.15 - - 2.15
2 3.02 15.33 65.00 46.3 1270.81 - 15.74 2.26 15.74 2.26 - - 2.26
3 2.99 15.26 65.00 45.63 1302.82 - 16.10 2.32 16.10 2.32 - - 2.32
x 2.99 15.31 65.00 45.79 1317.18 - 15.76 2.24 15.76 2.24 - -
s 0.03 0.04726 0.00 0.4519 54.98 - 0.33 0.08 0.33 0.08 - -
1.00 0.31 0.00 0.99 4.17 - 2.10 3.68 2.10 3.68 - -
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
2. Độ bền uốn
2.1 Thời gian 10 phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.89 15.18 30 25.46 3.32 24.16 4.29 18.85 24.25 25.25 24.81
2 2.98 15.38 30 25.41 4.48 - - 16.16 22.46 24.64 25.25
3 2.98 15.27 30 23.89 3.45 - - 13.78 21.37 23.44 23.73
x 2.95 15.28 30 24.92 3.75 24.16 4.29 16.27 22.69 24.44 24.60
s 0.05196 0.1002 0.000 0.89 0.64 - - 2.54 1.45 0.92 0.78
1.76 0.66 0.00 3.58 16.99 - - 15.61 6.40 3.76 3.17
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 107/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 91
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
2.2 Thời gian 20 phút
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.93 15.3 30 25.05 3.40 23.80 4.30 16.83 23.26 24.81 24.38
2 2.96 15.42 30 23.60 3.87 - - 15.73 21.16 23.06 23.45
3 3.03 15.25 30 23.72 4.09 - - 15.88 21.36 23.09 23.61
x 2.973 15.32 30 24.12 3.79 23.80 4.30 16.15 21.93 23.65 23.81
s 0.05132 0.08737 0.000 0.80 0.35 - - 0.60 1.16 1.00 0.49
1.73 0.57 0.00 3.33 9.30 - - 3.69 5.28 4.23 2.07
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 108/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 92
PHỤ LỤC 10KẾT QUẢ ĐO CƠ TÍNH THEO ÁP SUẤT ÉP
1. Độ bền kéo
1.1 Áp suất 75 kg/cm2
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.95 15.4 65.00 45.43 1454.74 - 15.42 2.10 15.42 2.10 - - 2.10
2 2.97 15.24 65.00 45.26 1399.22 - 15.36 2.02 15.36 2.02 - - 2.02
3 2.97 15.29 65.00 45.41 1412.56 - 15.91 2.11 15.91 2.11 - - 2.11
x 2.963 15.31 65.00 45.37 1422.17 - 15.56 2.07 15.56 2.07 - -
s 0.01155 0.08185 0.00 0.09161 28.98 - 0.30 0.05 0.30 0.05 - -
0.39 0.53 0.00 0.20 2.04 - 1.95 2.30 1.95 2.30 - -
0 1 2 3 4
0
5
10
15
20
Strain in %
S t r e s s i n M P a
5
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 109/110
PHỤ LỤC
SVTH: Nguyễn Thanh Lăm 93
1.2 Áp suất 125 kg/cm2
a0 b0 L0 S0 Et x Y Y M M B B tM
Nr mm mm mm mm² MPa MPa MPa % MPa % MPa % %
1 2.95 15.35 65.00 45.28 1557.51 - 17.14 2.11 17.14 2.11 - - 2.11
2 2.99 15.08 65.00 45.09 1350.38 - 18.84 2.00 18.84 2.00 - - 2.00
3 3 15.34 65.00 46.02 1240.56 - 18.43 1.96 18.43 1.96 - - 1.96
x 2.98 15.26 65.00 45.46 1382.82 - 8.14 2.03 18.14 2.03 - -
s 0.02646 0.1531 0.00 0.4912 160.95 - 0.89 0.08 0.89 0.08 - -
0.89 1.00 0.00 1.08 11.64 - 4.89 3.76 4.89 3.76 - -
0 1 2 3 4
0
5
10
15
20
25
Strain in %
S t r e s s i n M P a
2. Độ bền uốn
2.1 Áp suất 75 kg/cm2
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.97 15.2 30 24.92 4.28 - - 15.91 21.64 23.83 24.60
2 2.97 15.17 30 23.39 4.26 - - 16.10 21.39 22.89 23.24
3 2.98 15.32 30 22.45 4.21 - - 14.82 20.32 21.93 22.37
x 2.973 15.23 30 23.59 4.25 - - 15.61 21.12 22.88 23.40
s 0.00577 0.07937 0.000 1.24 0.04 - - 0.69 0.70 0.95 1.12
0.19 0.52 0.00 5.28 0.90 - - 4.45 3.32 4.14 4.80
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
WWW.BOIDUONGHOAHOCQUYNHON.BLOGSPOng góp PDF bở i GV. Nguy ễ n Thanh Tú

8/18/2019 Nghiên cứu ứng dụng bã mía chế tạo vật liệu composite
http://slidepdf.com/reader/full/nghien-cuu-ung-dung-ba-mia-che-tao-vat-lieu-composite 110/110
PHỤ LỤC
0.0 0.5 1.0 1.5 2.0 2.5
0
5
10
15
20
25
Strain in mm
S t r e s s i n M P a
2.2 Áp suất 125 kg/cm2
a0 b0 Lv fM fM fB fB fC1 fC2 fC3 fC4
Nr mm mm mm MPa % MPa % MPa MPa MPa MPa
1 2.99 15.41 30 28.09 2.30 26.73 3.02 18.64 27.58 26.87 -
2 3 15.37 30 28.49 2.90 27.04 3.52 17.04 26.31 28.29 -
3 2.99 15.08 30 27.40 4.25 - - 16.14 24.08 26.65 27.29
x 2.993 15.29 30 27.99 3.15 26.89 3.27 17.27 25.99 27.27 27.29
s 0.00577 0.1801 0.000 0.55 1.00 0.22 0.35 1.27 1.77 0.89 -
0.19 1.18 0.00 1.97 31.69 0.83 10.83 7.33 6.81 3.26 -
25
W.DAYKEMQUYNHON.UCOZ.COM WWW.FACEBOOK.COM/DAYKEM.QUY
Related Documents