F F A A C C U UL L T T E E D D E E D D R RO O I I T T , , D D E E L L ’ ’ E E C C O O N N O O M MI I E E , , D D E E G GE E S S T T I I O O N N E E T T D D E E S S O O C C I I O O L L O O G GI I E E D D E E P P A A R RT T E E M ME E N N T T G G E E S S T T I I O O N N M ME E M MO OI I R RE E D D E E M MA A I I T T R RI I S S E E E E N N G G E E S S T T I I O ON N Option : Finance et Comptabilité Présenté par : RAZAFIMANANTSOA Harimalala Nirina Noëlla Sous l’encadrement de Monsieur ANDRIAMASIMANANA Olivier Origène Année universitaire 2010/2011 session 17 décembre 2012

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
FFFAAACCCUUULLLTTTEEE DDDEEE DDDRRROOOIIITTT,,, DDDEEE LLL’’’EEECCCOOONNNOOOMMMIIIEEE,,, DDDEEE GGGEEESSS TTTIIIOOONNN EEETTT DDDEEE SSSOOOCCCIIIOOOLLLOOOGGGIIIEEE
DDDEEEPPPAAARRRTTTEEEMMMEEENNNTTT GGGEEESSSTTTIIIOOONNN
MMMEEEMMMOOOIIIRRREEE DDDEEE MMMAAAIIITTTRRRIIISSSEEE EEENNN GGGEEESSSTTTIIIOOONNN
Option : Finance et Comptabilité
Présenté par :
RAZAFIMANANTSOA Harimalala Nirina Noëlla
Sous l’encadrement de
Monsieur ANDRIAMASIMANANA Olivier Origène
Année universitaire 2010/2011 session 17 décembre 2012
I
REMERCIEMENTS
Nous tenons d’abord à exprimer notre profonde gratitude à DIEU qui nous a donné la force et le courage pour la réalisation de ce travail. Nous adressons nos hommages et remerciements aux responsables de l’Université :
Monsieur ANDRIATSIMAHAVANDY Abel, Professeur titulaire, Président de
l’Université d’Antananarivo .
Monsieur RANOVONA Andriamaro, Maître de Conférences, Doyen de la Faculté deDroit, d’Economie, de Gestion et de Sociologie.
Monsieur ANDRIAMASIMANANA Origène Olivier, Maître de Conférences, Chefdu Département Gestion.
Madame ANDRIANALY Saholiarimanana, Professeur titulaire, Directeur du Centred’Etude et de Recherche en Gestion (CERG).
Tout le corps enseignant et le personnel administratif.
Nous souhaiterons témoigner de notre profonde reconnaissance et gratitude à Monsieur ANDRIAMASIMANANA Origène Olivier, Maître de conférences, Chef du département Gestion et encadreur pédagogique sans qui, l’élaboration de ce mémoire n’a pu avoir lieu. La réalisation de ce mémoire n’a pu aboutir sans les concours de plusieurs personnes à qui nous voudrions exprimer notre profonde gratitude:
Monsieur RAKOTONDRAJAONA Rivo, Chef personnel de la société KWOKHING GARMENT MADA
Madame RAVONINJATOVO Julia, Directeur des ressources humaines (DRH) de la société LABELTEX
Monsieur RASTEFANO Mamy, Directeur administratif de la société ACCORD KNITS
Mademoiselle RAKOTOMALALA Sarindra, Assistante du chef personnel de la société NBM
Madame RANDRIANJATO fanja, Chef personnel de la société TROPIC MAD
Madame RABOTOVAO Sahondra, consultante de la société MAZAVA SPORTSWEAR.
II
Pour leurs contributions, accueils chaleureuses et conseils qu’ils nous ont donnés, et de
nous avoir accordé leurs temps malgré leurs responsabilités, afin que nous puissions mener à bien la réalisation de notre œuvre. Nous tenons également à remercier spécialement nos Parents et toute notre famille pour leur soutien moral et financier qu’ils nous ont attribués depuis toujours. Enfin, nos remerciements les plus sincères à toutes les personnes qui auront contribué de
près ou de loin à l'élaboration de ce mémoire.

III
RESUME
Ce présent mémoire intitulé « le taylorisme est-il vraiment mort ? » a pour but de savoir
si le taylorisme existe encore ou pas, pour ce faire des visites d’entreprises et des enquêtes
sont menés pour répondre aux hypothèses posées, qui sont « depuis toujours, le taylorisme
n’a jamais cessé d’exister et que le taylorisme augmente la productivité ainsi que le chiffre
d’affaires », beaucoup de matériels sont aussi utilisés pour mener à bien l’étude. Donc Ce
présent mémoire montre les résultats de ces visites et enquêtes comme le pourcentage de
l’utilisation du taylorisme par chaque société visitée, leur productivité, et leur chiffre
d’affaires. Après les résultats présentés, des discussions et des analyses sur ces résultats sont
posés suivi des suggestions et recommandations données pour le taylorisme en général, et
pour les différentes entreprises visitées.
Mots clés : Taylor, Taylorisme, productivité, chiffre d’affaires, entreprises
IV
SOMMAIRE
LISTE DES ABREVIATIONS ET ACRONYMES ................................... VI
LISTE DES TABLEAUX ............................................................................ VII
LISTE DES FIGURES ................................................................................ VIII
INTRODUCTION ....................................................................................... 1
CHAPITRE I : MATERIELS ET METHODES DE RECHERCHE ........... 5
Section1 : Matériels ...................................................................................... 5
11 : Les entreprises visitées ............................................. 5
12 : Le questionnaire ....................................................... 7
13 : Les autres matériels .................................................. 8
Section 2 : Méthodes ....................................................................... 9
21 : Méthodes de collecte de données ............................. 10
22 : Traitement des données ............................................ 12
23 : Démarche de vérification des hypothèses ............................................. 13
24 : limite de la méthode ................................................. 14
25 : déroulement des visites d’entreprises ....................... 14
CHAPITRE II : LES RESULTATS DE l’ETUDE ...................................... 17
Section 1 : Résultat de la documentation .......................................... 17
11 : résultat de la consultation de l’internet ...................... 17
Section 2 : résultat des recherches qualitatives ................................. 19
21 : récapitulation du Taylorisme ...................................... 19
22 : Présentation des sociétés ............................................ 20
23 : Vérification des sociétés............................................. 20
V
Section 3 : Résultats des recherches quantitatives ........................... 23
31 : Les productivités ......................................................... 23
32 : Les chiffres d’affaires .................................................. 27
CHAPITRE III : LES DISCUSSIONS ET RECOMMANDATIONS ........ 29
Section1 : Analyse des résultats ..................................................... 29
11 : Analyse des résultats des recherches qualitatives sur
les différentes sociétés .................................................................................. 29
22 : Analyse des resultats des recherches quantitatives sur
les différentes sociétés .................................................................................. 34
Section 2 : Analyse et discussion du Taylorisme ........................... 35
21 :Le diagnostic interne .................................................. 36
22 : Le diagnostic externe ................................................ 38
Section 3 : Les recommandations ..................................................... 39
31 : suggestion sur le Taylorisme en général ................... 39
32 : suggestion pour les différentes sociétés .................... 41
CONCLUSION ............................................................................................ 45
REFERENCES ............................................................................................. i
LISTE DES ANNEXES ............................................................................... iii
TABLE DES MATIERES ........................................................................... xii
VI
LISTE DES ABREVIATIONS ET ACRONYMES
NIF : Numéro d’Identification Fiscal
RC : Registre du Commerce
BP : Boite Postal
Tel : Téléphone
Dr : Docteur
NBM : Nouvelle Brasserie de Madagascar
SARL : Société à Responsabilité Limitée
SA :Société Anonyme
AGOA: African Growth and Opportunity Act
USA: United States of America
QCM: Questions à choix multiples
SWOT: Strenghs, weaknesses, opportunities, threats
SEPO : Succès, échecs, potentialités et obstacles
OST : Organisation scientifique du travail
DRH : Direction des ressources Humaines
OS : ouvriers spécialisés
PDM : Part de marché
VII
LISTE DES TABLEAUX
N°
Titres Pages
1
2
3
4
5
6
7
8
9
10
11 1
12 13
Les sociétés visitées
Chronogramme des activités
Vérification des sociétés sur la production
Vérification des sociétés sur la motivation et formation
Vérification sur la qualification et la hiérarchie
Récapitulation en pourcentage de la pratique du taylorisme
Quantité produite des trois dernières années
La productivité de LABELTEX
Moyenne mensuelle de la production d’intarsia
Productivité de L’ACCORD KNITS
Chiffre d’affaires réalisé par LABELTEX Forces et faiblesses des sociétés par rapport au taylorisme Les opportunités et menaces des sociétés par rapport au taylorisme
6 15 20 21 22 23 24 24 25 26 27 36 39
VIII
LISTE DES FIGURES
N° titres pages
1 2
2
Courbe des productions Courbes des chiffres d’affaires
26
38
1
INTRODUCTION
1
Frédéric Winslow Taylor, considéré comme l’un des pionniers du management, est né, en
1856, en Pennsylvanie, à Germantown, dans une famille aisée. De 1874 à 1878, il apprend les
métiers d’ouvrier modeleur et de mécanicien dans une petite usine, tout en préparant les
concours d’admission à l’enseignement secondaire1.
Frédéric Winslow Taylor est le fondateur du management scientifique du travail, qui fit
passer l’art, le savoir faire d’un petit nombre au savoir refaire du plus grand nombre en
formalisant et standardisant les méthodes, les outils, les connaissances. Taylor s’appuya sur la
démarche scientifique qui observe et quantifie2.
Il utilisa essentiellement le chronomètre, segmenta les taches et sépara les fonctions
d’exécution et d’organisation, prôna la spécialisation.
Sa recherche d’amélioration était basée sur une relation gagnant - gagnant entre
exécutant et donneurs d’ordre, mais ses principes seront pervertis et son nom sera associé aux
excès de méthodes segmentant à outrance les taches afin de gagner en productivité, sans réelle
contrepartie pour l’exécutant3.
En 1878, il entre comme simple manœuvre à la compagnie des aciéries de Midvale.
Taylor, ouvrier qualifié, se voit confier la conduite d’un tour dans un atelier de machines-
outils. Ses résultats le font vite remarquer. Sur un tour semblable aux autres, il produit
davantage. Au bout de quelques mois, il est nommé chef d’équipe. Sa nouvelle responsabilité
le pousse à obtenir une production plus élevée que par le passé.
Lorsqu’il veut persuader ses anciens camarades d’atelier, dont il est devenu le chef, de
produire plus, il butte sur leur opposition acharnée. Certains vont jusqu’à briser leurs
machines pour faire croire qu’elles cassaient à cause d’une surcharge excessive due à la folie
du chef d’équipe trop zélé.
Apres trois années d’efforts et devant une hostilité qui ne désarme pas, Taylor perçoit
qu’il faut, non pas essayer de persuader les ouvriers de produire plus, mais changer
radicalement le système de management.
En même temps, il fait faire une étude approfondie et scientifique du temps exact
nécessaire pour exécuter correctement les différents genres de travaux faits dans son atelier
1 Michel Pouget, que sais-je ?www. Google.com, 1998
2 Idem
3 Idem
2
(placer les pièces sur les machines, les enlever, etc.). Les outils de son étude sont le
chronomètre et un bloc de papiers. Il ne veut pas trouver la confirmation d’une théorie
nouvelle et encore non éprouvée ; il veut seulement recueillir les résultats d’essais et de
calculs conduits de manière systématique et rigoureuse4.
Taylor se révèle être un homme d’ordre, scandalisé par le désordre du monde
industriel. Il refuse le gaspillage du travail humain. Pour lui, la maladresse et l’inefficacité des
actes journaliers, la mauvaise exécution des mouvements spontanés, sont source de pertes
immenses.
Il pense que la prospérité ne veut que de la plus grande productivité possible des
hommes et des machines. Il veut donc contribuer à ce que chacun, s’entrainant et se
perfectionnant, puisse accomplir le travail le plus compatible avec ses aptitudes personnelles,
à l’allure la plus rapide et avec l’efficacité maximale. Taylor ne fait pas confiance au
jugement individuel de l’ouvrier (qualifié). Il pense que celui-ci garde pour lui ses
connaissances , qu’il ne tient pas à en faire profiter les autres, qu’il veut préserver ses
« secrets professionnels », qu’il est fainéant et nécessite une surveillance5.
La planification, au sens large, du travail et son exécution, ne peuvent selon lui être
concentrés sur les mêmes individus .Il scinde donc les planificateurs et les exécutants. Ainsi
naissent les bureaux des méthodes ou se concentrent les ingénieurs (industrialengineers).
Leur tâche est de développer des méthodes scientifiques pour l’accomplissement des tâches,
fixer les objectifs de productivité, établir des systèmes de primes de rendement, éduquer le
personnel pour l’utilisation de ces méthodes de travail et la réalisation des objectifs.
Taylor a publié une série d’ouvrages de « management » qui selon lui, définissent les
bases d’ne nouvelle science : l’OST, l’organisation scientifique du travail. Son ouvrage
principal : la direction scientifique des entreprises.Il théorise et systématise le mouvement
irrésistible qui va du travail qualifié des ouvriers de métiers, de l’artisanat traditionnel au
travail déqualifié de la grande industrie ne nécessitant qu’un court apprentissage.
Le point de départ de Taylor est double : d’une part, il constate « la flânerie » des
ouvriers, motivée à la fois par un penchant naturel à la paresse et par la stratégie des
directions profitant du progrès technique pour augmenter le rendement au lieu d’inciter, par la
4 www.google.com
5 Idem
3
hausse des salaires, à l’accroissement de la productivité. D’autre part, il remarque le rejet de
l’ouvrier faisant preuve de zèle par ses confrères6.
Trois principes sont à la base du système de Taylor : la division verticale du travail
(« tout travail intellectuel doit être enlevé à l’atelier pour être concentré dans les bureaux de
planification et d’organisation »), la division horizontale du travail, le salaire au rendement et
le contrôle des temps.
La division verticale du travail est la séparation entre le travail d’exécution et le travail
intellectuel de conception, assuré par les ingénieurs du « bureau des méthodes ». Par la
démarche scientifique (étude du poste, décomposition et simplification des gestes, attribution
d’un temps d’exécution à chaque tâche élémentaire), ils déterminent la seule bonne façon
d’effectuer une tâche (« the one best way »). Ainsi, Taylor, chargé d’améliorer les méthodes
dans une entreprise minière, va jusqu’ à montrer au manœuvre la bonne façon de charger sa
pelle pour atteindre la productivité quotidienne moyenne la plus élevée.
Taylor préconise donc le « développement d’une science qui, remplace le vieux système
de connaissance empiriques des ouvriers ». Dans un contexte aux USA marqué par le pouvoir
des ouvriers de métier syndiqués et par la faiblesse de la qualification de la main d’œuvre
immigrée, cette proposition de Taylor ne pouvait que recevoir bon accueil.
Il s’agit donc de transférer le savoir des ouvriers de métier aux ingénieurs. Ce processus
implique un détour par son intellectualisation et sa codification formelle car ce savoir devra
être ensuite diffusé, non par un long apprentissage auprès des anciens, mais par les
instructions adressées par la hiérarchie à des exécutants formés en quelques heures.
La division horizontale des tâches est la parcellisation des tâches entre opérateurs. A
chaque opérateur est attribuée une tache élémentaire, c’est-à-dire, la plus simple possible, afin
d’automatiser et d’accélérer les gestes. La division horizontale des tâches, menée le plus loin
possible, aboutit au travail à la chaine, innovation de Ford, appliquée dans des usines.
Cependant, les machines ne réalisent que des opérations simples : l’homme est irremplaçable
pour les manipulations complexes (changer la pièce par exemple). La chaine contraint ainsi
l’homme à adopter le rythme de la machine.
Taylor est tout à fait conscient du caractère abrutissant et aliénant du travail ainsi
proposé à l’ouvrier.
6 Guy Caire, lecture du taylorisme, revue économique et social n°3 et n°4
4
La seule motivation d’un tel travail ne peut donc être que l’argent. Pour cette raison, le
salaire au rendement s’impose : à chaque tâche correspond un temps d’exécution ; le
chronomètre détermine alors la rémunération de l’ouvrier en écart au temps référentiel.
Le salaire au rendement permet donc la lutte contre les temps morts, qu’ils découlent
d’une mauvaise organisation ou de la tendance spontanée des travailleurs à choisir leur propre
rythme (« la flânerie ouvrière »)7.
Ainsi, notre problématique est : « le Taylorisme existe-t-il encore ? »
Cette étude a pour objectif global de :
« Pouvoir mettre en évidence que le taylorisme existe toujours mais peut être utilisé
d’une autre manière »
Pour répondre à cet objectif, deux hypothèses sont avancées :
Depuis toujours, le taylorisme n’a jamais cessé d’exister
Le taylorisme augmente la productivité ainsi que le chiffre d’affaires
Ainsi, les résultats attendus sont :
Au moins la moitié des sociétés visitées pratique le taylorisme
Au moins la productivitéde la plupart des sociétés visitées augmente
Notre devoir sera présenté suivant trois chapitres. La première sera consacrée pour la
présentation des matériels et méthodes, la seconde, nous servira pour l’exposition des résultats
de recherche, et dans la dernière partie, nous discuterons et interprèterons les résultats, suivis
ensuite de nos propres recommandations de solution
7 Guy Caire, lecture du taylorisme, revue économique et social n°3 et n°4
5
CHAPITRE I/ MATERIELS ET
METHODES
5
nt d’atteindre l’objectif voulu, tant d’effort et tant de moyens et techniques sont utilisés.
Certaines recherches exigent des divers matériels et méthodes spécifiques pour les avoir. Et
durant le traitement des données recueillies, beaucoup de méthodes sont à exploiter dans le
travail d’analyses. Ainsi, pendant la phase de recherche, nous avons adopté une certaine
démarche en vue de mieux assurer la fiabilité des informations obtenues. De ce fait,
premièrement, nous avons analysé les matériels utilisés ; ensuite, nous avons étudié les
méthodes adoptées.
Section 1: MATERIELS
Le matériel est l’ensemble nécessaire à une exploitation ou une réalisation. En langage
scientifique, c’est l’ensemble des éléments soumis à un traitement des données permettant une
étude8. C’est grâce aux matériels que nous avons utilisés pendant ce travail de recherche, que
nous avons pu regrouper toutes les informations indispensables. Vue la progression
technologique actuelle, il n’est plus difficile de collecter des informations puisqu’il existe
plusieurs outils que nous pouvons utiliser dans la réalisation d’une recherche. Alors, nous
avons employé un certain nombre de supports de travail lors de la phase de collecte de
données. Il est très difficile de retenir en mémoire toutes les informations trouvées durant la
recherche. De plus, il est impossible d’avoir des informations complètes sur les entreprises
sans faire des descentes sur terrain. Alors, afin de résoudre ces problèmes, et surtout, pour
avoir le maximum d’informations nécessaires à notre travail de mémoire de fin d’étude, nous
avons utilisé plusieurs matériels à savoir : des entreprises visitées, bibliothèque, un
dictaphone, un téléphone, internet, papiers ainsi qu’un flash disc
1.1 - Les entreprises visitées
En raison de collecte des informations, nous avons fait une descente sur terrain. Les
entreprises retenues pour l’entretien et l’enquête ont fait partie de matériels utilisés pendant la
phase de recherche, puisque grâce à leur existence, nous avons pu faire des entretiens et des
enquêtes. Ainsi donc, nous avons visité six entreprises dont cinq entre elles sont des sociétés
zone franche et l’autre est une société industrielle. Dans le domaine d’organisation de travail
et de production, il y a une différence entre le fonctionnement des sociétés zone franche et les
sociétés industrielles. Et c’est pour voir ces différences qu’on a choisi ces six entreprises qui
sont :
8ANDRIANAIVO Victorine, 2011, Cours Méthodologie 4ème année, Université d’Antananarivo
6
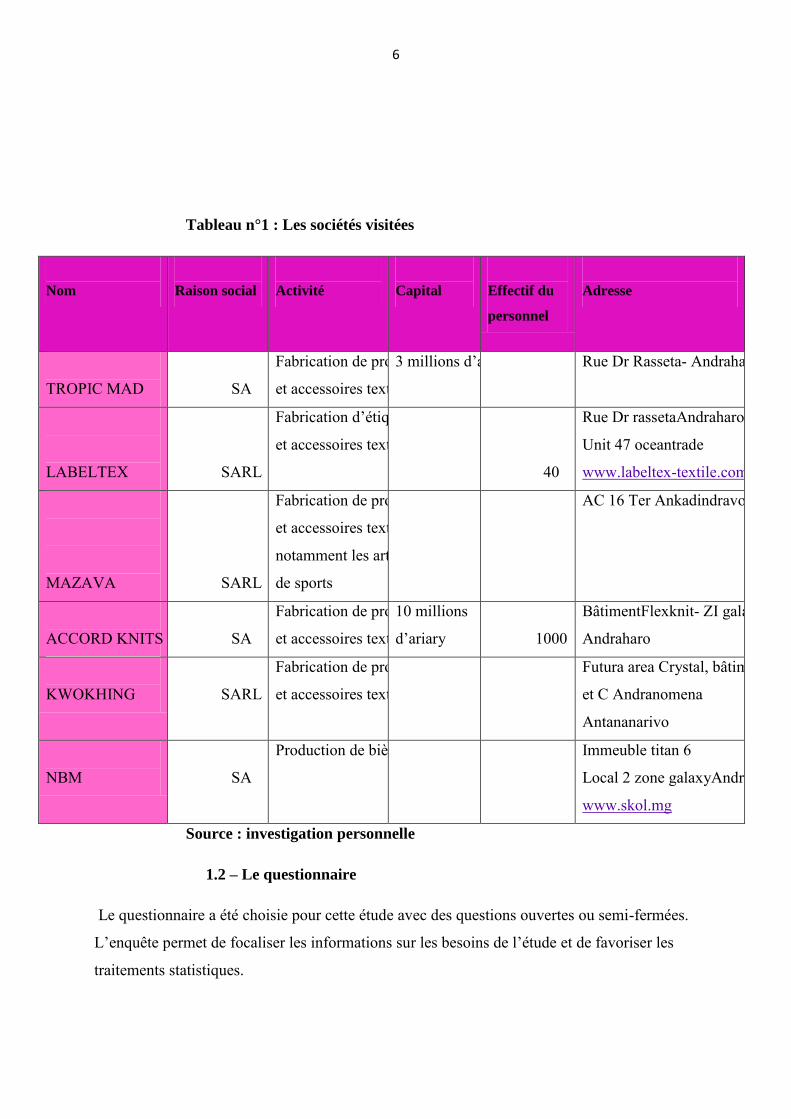
Tableau n°1 : Les sociétés visitées
Nom
Raison social
Activité
Capital
Effectif du
personnel
Adresse
TROPIC MAD
SA
Fabrication de produit
et accessoires textiles
3 millions d’ariary Rue Dr Rasseta- Andraharo
LABELTEX
SARL
Fabrication d’étiquette
et accessoires textiles
40
Rue Dr rassetaAndraharo
Unit 47 oceantrade
www.labeltex-textile.com
MAZAVA
SARL
Fabrication de produits
et accessoires textiles,
notamment les articles
de sports
AC 16 Ter Ankadindravola
ACCORD KNITS
SA
Fabrication de produits
et accessoires textiles
10 millions
d’ariary
1000
BâtimentFlexknit- ZI galaxy
Andraharo
KWOKHING
SARL
Fabrication de produits
et accessoires textiles
Futura area Crystal, bâtiment B
et C Andranomena
Antananarivo
NBM
SA
Production de bière Immeuble titan 6
Local 2 zone galaxyAndraharo
www.skol.mg
Source : investigation personnelle
1.2 – Le questionnaire
Le questionnaire a été choisie pour cette étude avec des questions ouvertes ou semi-fermées.
L’enquête permet de focaliser les informations sur les besoins de l’étude et de favoriser les
traitements statistiques.

7
1.2.1 - Choix de questionnaire
On peut classer 3 catégories de questions dans un questionnaire 9:
o Les questions fermées : elles sont recommandées dans le cas d’enquêtes par
correspondance, pour une confirmation de choses déjà connues, dans toute situation où l’on
ne veut pas s’attendre à une attitude défensive. Ces questions permettent au sujet de répondre
par « oui » ou par « non » ou d’indiquer qu’il est sans opinion.
o Les questions cafeterias ou à éventail de réponse ou à choix multiple (QCM) :
qui sont généralement recommandées au cas où l’on connaît déjà quelque chose mais que l’on
veut confirmer, mais on laisse ajouter des réponses libres, en dehors de l’éventail proposé. Ici,
on donne au sujet la possibilité d’exprimer son opinion en lui proposant des réponses
possibles.
o Les questions ouvertes : elles sont recommandées pour le sujet qu’on ne
connaît pas assez et pour lequel on veut recueillir le maximum d’informations. Dans ce genre
de question, le sujet peut apporter une réponse personnelle.
o Les questions semi-ouvertes ou semi-fermées qui sont généralement
recommandées au cas où l’on connaît déjà quelque chose mais que l’on veut confirmer, mais
on laisse ajouter des réponses libres, en dehors de l’éventail proposé.
Les questions semi-ouvertes ou semi-fermées et les questions à choix
multiple sont choisies pour cette étude.
1.2.2 - Elaboration du questionnaire
Le questionnaire (annexe n°5) comporte deux grandes rubriques à
savoir :
- Les ressources humaines qui concernent:
Le recrutement et qualification
La formation et promotion
Les motivations
Les disfonctionnements sociaux
- Et la production
9ANDRIANAIVO Victorine, 2011, Cours Méthodologie 4ème année, Université d’Antananarivo
8
1.3 – Les autres matériels
1.3.1 - Les bibliothèques
En raison de la documentation, nous avons servi comme un moyen de recherche des
bibliothèques. Nous avons eu besoin de lire plusieurs ouvrages qui ont de rapport avec notre
thème de mémoire. De ce fait, nous avons été obligés de visiter un certain nombre de
bibliothèque dans le but de chercher des livres à analyser. Lors de la recherche, nous avons
visité : la bibliothèque universitaire d’Antananarivo et la bibliothèque nationale Anosy. Ces
bibliothèques que nous avons visitées nous ont permis de découvrir des notions sur le
Taylorisme
1.3.2 - Le dictaphone
Une mémoire numérique est un dispositif permettant d’enregistrer et de conserver de
manière fiable des informations binaires pour pouvoir les relire ultérieurement en cas de
besoin. Ce dictaphone a été utilisé pendant l’entretien ou l’interview. Afin d’obtenir toutes les
informations données par les enquêtés et pour éviter d’avoir des informations incomplètes,
pendant qu’ils ont répondus à nos questions, nous les avons enregistrés sur ce dictaphone
1.3.3 - Le téléphone
Parfois, le dictaphone n’était pas en état de marche, faute de la batterie, de sorte que nous
avons été obligés d’utiliser un téléphone possédant une option d’enregistreur de son. Alors,
nous l’avons employé aussi lors de la conversation que nous avons entretenus avec ces
enquêtés concernés. Aussi, nous avons utilisé le téléphone comme un moyen de
communication avec les employés des entreprises où nous avons fait de la descente sur
terrain.
1.3.4 - L’internet
Bien évidemment, l’internet est l’un des outils indispensables utilisés pour pouvoir
atteindre l’objectif souhaité dans une recherche. Dans le cadre de la documentation, nous nous
sommes servis de l’internet dans les sites ci-après : site des entreprises étudiées, Google et le
Wikipédia. Nous avons consulté ces sites à l’aide de connections internet en raison de
découvrir tant d’informations sur le thème étudié et sur les entreprises enquêtées. Quand nous
avons rencontré des mots incompréhensibles, nous avons consultés Google et le Wikipédia.
9
1.3.5 - Le papier
Dans l’intérêt de prendre des notes, nous avons utilisé des papiers dans lesquels nous avons
noté toutes les informations qui ont été indispensables. C’est sur papiers aussi que nous avons
fait traitement de données en faisant des analyses concernant les informations collectées.
Avant de faire une rédaction finale sur l’ordinateur, nous avons utilisé aussi des papiers pour
l’essai.
1.3.6 - Le flash disc
Cet outil a été utilisé pour prendre des données électroniques pendant les recherches sur
l’internet. Il nous a permis de transporter ces données vers notre ordinateur afin de pouvoir les
traiter et les analyser. Dans l’intérêt de faire l’impression des divers documents pour faciliter
le traitement et l’analyse de données, nous avons utilisé aussi ce flash disk. Durant l’entretien,
parfois, l’enquêté nous a donné des informations supplémentaires qui sont des données
électroniques donc, c’est au moyen de ce flash disk aussi que nous les avons.
1.3.7 - L’ordinateur
Pendant la phase de recherche et la phase de traitement des données obtenues, nous avons
utilisé un ordinateur en raison de lire les données électroniques, les censurer, les analyser et
surtout les traiter. Durant la rédaction du contenu de notre mémoire, nous l’avons aussi
employé
Section2 : METHODES
Les méthodes sont des supports utilisés pour la réalisation d’une recherche. Pour notre
cas, nous avons eu recours à l’utilisation de plusieurs méthodes afin de pouvoir aboutir à un
résultat bien déterminé dans nos recherches. C’est pourquoi les méthodes sont primordiales
dans la réalisation de cet ouvrage, c’est pourquoi nous avons choisi les méthodes suivantes
2.1- Méthode de collecte de données
2.1.1 - L’entretien
L’entretien est effectué auprès des personnes ressources. Ces dernières sont
constituées par les spécialistes en la matière et les acteurs de la filière
10
2.1.1.1- Les spécialistes en la matière
Ce sont les directeurs des ressources humaines et les chefs personnels des sociétés
visitées
Des entretiens auprès de ces personnes ont pour finalité :
De connaître les méthodes de travail pratiquées dans la société
De comparer ces méthodes pratiquées, par celles mises au point par Taylor, c'est-à-dire
le travail à la chaine, le chronométrage, l’accélération des travaux (une tache déterminée
est confiée à une seule personne),…
D’avoir des idées sur les comportements des employés
De connaître la productivité par mois, par années, dans le but de savoir si la méthode
de Taylor est une bonne méthode
2.1.1.2 - Les acteurs de la filière
Ils sont limités aux ressources humaines de la société mais surtout aux ouvriers c'est-
à-dire les travailleurs qui se trouvent dans chaque atelier de production.
Des entretiens auprès de ces ouvriers sont nécessaires pour :
Savoir leur façon de travailler
Comparer les dires des spécialistes avec ceux des ouvriers
Connaître leurs motivations
Savoir comment ils sont rémunérer
Connaître si chaque ouvrier a plusieurs chefs
2.1.2 - La documentation
Elle est indispensable pour obtenir des données théoriques et pratiques. Elle permet de
rechercher des documents qui ne sont pas à la portée du public. Cette méthodes permet de
compléter les données qui sont déjà à notre disposition, mais nous fait également découvrir
un autre aspect des choses.
Dans notre cas, les recherches des documents étaient basées sur « Taylor », ses méthodes,
ce qu’il a fait,….. Puis de les comparer avec les méthodes pratiquées par les autres
sociétés. Pour ce faire, des recherches documentaires sont faites auprès de diverses sociétés
11
2.1.2.1 - Les sites web
Lors de notre recherche, le recours à l’internet nous a beaucoup aidé dans
l’exécution de notre analyse pour la réalisation de ce mémoire. De ce fait, nous avons
visité le site de :
Google où nous avons pu consulter les documents sur Taylor ainsi que ses méthodes
de travail
Le Wikipédia qui nous a aidés à comprendre notre thème
Les sites des entreprises visitées
2.1.2.2 - Les ouvrages et les mémoires des étudiants précédents
Les ouvrages nous ont beaucoup aidés dans le cadre de collecte de données. Nous en avons
tiré des leçons et des remarques en raison de compléter les données à traiter et à analyser. Il
y avait aussi des informations et techniques de rédaction issues des mémoires des
anciennes promotions. Tout cela nous a permis de rassembler des connaissances pour la
recherche.
2.1.2.3 - La méthode qualitative
L’étude qualitative est l’étude souvent réalisée comme phase préalable d’une étude
quantitative. Elle vise à comprendre l’univers imaginaire autour du projet. Cette étude est
faite pour connaître les sociétés qui pratiquent le « Taylorisme ».
2.1.2.4 - La méthode quantitative
Cette méthode permet d’aboutir à des données chiffrées et à des nombres. Elle permet de
répondre aux questions COMBIEN et COMMENT. Elle permet aussi de vérifier les
objectifs et les hypothèses annoncées lors de la phase qualitative10. Elle quantifie les
informations telles que :
Le nombre des sociétés utilisant le Taylorisme
Leur résultat
Leur chiffre d’affaire
Leur productivité
10
ANDRIANAIVO Victorine, 2011, Cours Méthodologie 4ème année, Université d’Antananarivo
12
2.2 - Le traitement des données
L’objectif principal de la recherche est de faire sortir un résultat de l’étude. Pour y
parvenir, le traitement des données s’est avéré très utile après la collecte des données. Une
fois toutes les informations indispensables ont été rassemblées, la phase de traitement de
données est nécessaire. Nous avons traité les données obtenues à l’aide de : traitement
informatique ainsi que la méthode d’analyse de contenu.
2.2.1 - le traitement informatique
Nous avons ressorti des résultats grâce au traitement informatique. L’élaboration des
diverses figures et tableaux ont été traités sur Word. La rédaction du contenu de la
mémoire a été bien évidemment avec l’ordinateur plus précisément sur la Microsoft Word.
Certains documents que nous avons recueillis sont des documents électroniques. Pour
pouvoir les traiter et les analyser, nous avons utilisé l’ordinateur
2.2.2 - l’analyse de contenu
Au stade de la fouille, l’usage d’outils de classement et numérotation par question
permettent un gain de temps considérable en analyse de données, c'est-à-dire en traitement
de données. Traiter des données ne nécessite pas toujours de faire appel à des technologies
sophistiquées. Les premières étapes de travail consistent à mettre en forme et à sélectionner
les données sous forme de tableaux quantitatifs et qualitatifs. Le cadre du travail est de
sortir des résultats de recherche que nous avons faite auparavant. Les informations traitées
ont été des données collectées durant l’entretien et de vestiges issues de plusieurs sites que
nous avons visités
L’analyse de contenu permet la compréhension et l’interprétation des discours recueillis
en groupe ou en entretien individuel. Comme nous n’avons pas fait des études probabilistes
sur un échantillon, notre analyse de données a été faite sur papier à base de toutes les
informations collectées. Nous avons fait des analyses et des études sur tous les documents
et les notes obtenus qui ont de rapport sur le thème de recherche. Nous avons fait des
comparaisons, des confrontations et des corrélations,… Pour le traitement des données
obtenus à l’aide de l’entretien, nous avons dépouillé toutes les réponses venant des
13
enquêtés en les analysant question par question et entreprise par entreprise. A la fin, nous
avons fait des confrontations entre les résultats obtenus.
2.3 - Démarche de vérification des hypothèses
Afin de vérifier la première hypothèse, il nous faut d’observer les faits existants, et pour ce
faire, des enquêtes et des entretiens auprès des responsables des ressources humaines et
des responsables de production seront menés. Pour les responsables des ressources
humaines, l’enquête se base généralement sur les niveaux intellectuels des cadres ainsi que
les ouvriers. Et Pour les responsables de production, l’enquête se base bien sûr, sur la
production.les supports serviront d’appui pour faire ressortir les résultats pour la deuxième
partie. Il va s’en dire que la fiabilité de ces informations enrichira l’étude que nous allons
mener. Par ailleurs la scientificité de notre mémoire en dépend gravement.
Notre deuxième méthode de vérification porte sur la matrice SWOT qui consiste à
l’identification des forces, faiblesses, opportunités et les menaces des sociétés par rapport à
cette première hypothèse.
Pour vérifier la deuxième hypothèse, l’enquête ainsi que l’entretien auprès des
responsables des ressources humaines, des responsables de production, des ouvriers sont
encore nécessaires mais pour ces derniers, nous procèderons par un échantillonnage.
Pour les responsables des ressources humaines, l’enquête porte sur les taches ainsi
que les activités de chaque ouvrier. Pour les responsables de production, l’enquête est
basée sur l’évolution de la production. Et enfin, pour les ouvriers, il est nécessaire de
vérifier s’ils font vraiment et toujours les mêmes taches, ainsi que leur vie sociale au sein
de la société.
Nous allons ensuite avoir recours à l’analyse SWOT (Strenghs, Weaknesses,
opportunities, threats) qui consiste à l’identification des forces, des faiblesses, des
opportunités et des menaces des sociétés par rapport à cette deuxième hypothèse
2.4 - Limites de la méthode
Notre méthodologie s’est limitée au niveau des collectes des informations et des
contraintes au niveau des personnes à enquêter. Effectivement, les données ont été
difficiles à obtenir, surtout les données chiffrées, vu leur accessibilité et leur
confidentialité. De ce fait, il nous a fallu faire de propres investigations, rechercher
14
d’autres informations. A la disponibilité des données s’ajoutent également les contraintes
des personnes à enquêter. Les approches nous ont été un peu difficiles, surtout les
responsables pouvant nous aider directement. De ce fait, nous étions obligés de limiter nos
enquêtes et nos prospections.
2.5 - déroulement des visites d’entreprise
Après avoir défini notre thème de recherche, il est nécessaire de recueillir des
informations pertinentes dans le but de réaliser ce mémoire, vu que notre thème de
recherche se base sur la vérification d’une méthode, il est nécessaire de visité le maximum
de nombre de société, mais malheureusement on n’a pu faire que seulement quelques
sociétés. L’établissement d’un planning de travail est indispensable afin d’illustrer le
déroulement de notre visite d’entreprise et pour ainsi nous faciliter la tache.
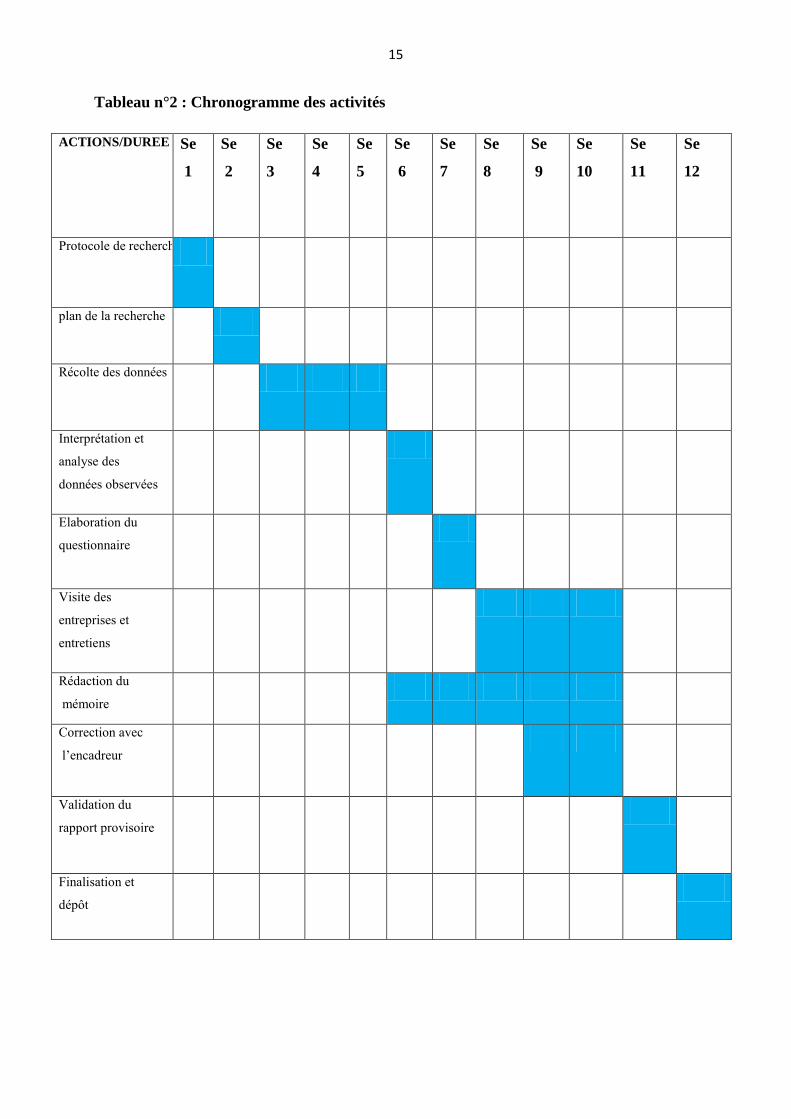
Le déroulement de notre stage est représenté par le tableau ci après :
15
Tableau n°2 : Chronogramme des activités
ACTIONS/DUREE Se
1
Se
2
Se
3
Se
4
Se
5
Se
6
Se
7
Se
8
Se
9
Se
10
Se
11
Se
12
Protocole de recherche
plan de la recherche
Récolte des données
Interprétation et
analyse des
données observées
Elaboration du
questionnaire
Visite des
entreprises et
entretiens
Rédaction du
mémoire
Correction avec
l’encadreur
Validation du
rapport provisoire
Finalisation et
dépôt

16
Les cellules bleues dans le chronogramme des activités sont une marque qu’il y a eu
des activités lors de la période où la partie foncée est affichée
En conclusion, ce chapitre nous a permis de citer tous les matériels utilisés à savoir :
entreprises visitées, bibliothèque, dictaphone, téléphone, internet, papier, flash disk, et ordinateur
durant la phase de collecte de données et nous a permis de mentionner toutes les méthodes que
nous avons employées comme : l’entretien, la documentation , le traitement informatique et
analyse de contenu. Et enfin de mentionner le déroulement de notre visite d’entreprise
17
CHAPITRE II/ LES RESULTATS
17
Comme il a été dit dans le chapitre précédent, des entretiens ont été réalisés afin de
connaître la réalité sur terrain à propos de la pratique du taylorisme ainsi que son efficacité
au niveau des sociétés qui le pratique.Pour ce faire, l’entretien consistait à visiter les
institutions et à poser des questions aux personnes responsables afin de recueillir les
informations jugées utiles pour l’étude. Par ailleurs, des données essentielles parues dans
les manuels de procédures seront également citées.Dans ce deuxième chapitre nous allons
aborder les résultats obtenus que nous avons pu obtenir grâce aux matériels et méthodes
que nous avons utilisés pour la réalisation de ce mémoire.
Section1 Résultats des documentations
Dans cettesection, nous allons présenter les résultats des recherches que nous avons
obtenues grâce à l’internet
1.1 - résultat de la consultation de l’internet
Grace à la consultation de l’internet, pour la réalisation de ce mémoire, nous avons pu
collecter plusieurs informations concernant le taylorisme.
1.1.1 - Présentation du Taylorisme
Etymologie : du nom de Frederick Winslow Taylor (1856-1915), ingénieur américain.
Le taylorisme est une méthode de travail dans l'industrie mise au point par Frederick
Winslow Taylor (1856-1915). Elle consiste en une organisationrationnelledu travail qui
est divisé en tâches élémentaires, simples et répétitives, confiées à des
travailleursspécialisés.
Le taylorisme est l'une des composantes du travail à la chaîne qui a été mis en
place dans l'industrie automobile
Le taylorisme est aussi appelé organisation scientifique du travail (OST)11.
1.1.2 - Les principaux principes du taylorisme
Trois principes sont à la base du système de Taylor : la division verticale du travail
(« Tout travail intellectuel doit être enlevé à l’atelier pour être concentré dans les bureaux
11
SYLVAIN Mickael, www.google.com
18
de planification et d’organisation. »), La division horizontale du travail, le salaire au
rendement et le contrôle des temps12.
1.1.2.1 - La division verticale du travail
C’est la séparation entre le travail d’exécution et le travail intellectuel de
conception, assuré par les ingénieurs du « bureau des méthodes ». Par la démarche
scientifique (étude du poste, décomposition et simplification des gestes, attribution d’un
temps d’exécution à chaque tâche élémentaire),
Ils déterminent la seule bonne façon d’effectuer une tâche (« the one best way »). Ainsi,
Taylor, chargé d’améliorer les méthodes dans une entreprise
Il s’agit donc de transférer le savoir des ouvriers de métier aux ingénieurs. Ce processus
implique un détour par son intellectualisation et sa codification
Formelle car ce savoir devra être ensuite diffusé, non par un long apprentissage auprès des
anciens, mais par des instructions adressées par lahiérarchie à des exécutants formés en
quelques heures.
1.1.2.2 - La division horizontale des tâches
C’est la parcellisation des tâches entre opérateurs. A chaque opérateur est attribuée une
tâche élémentaire, c’est à dire la plus simple possible, afind’automatiser et d’accélérer les
gestes. La division horizontale des tâches, menée le plus loin possible, aboutit au travail à
la chaîne, innovation deFord. Cependant, les machines ne réalisent que des opérations
simples : l’homme est irremplaçable pour les manipulations complexes (changer la pièce
par exemple). La chaîne contraint ainsi l’homme à adopter le rythme de la machine13.
1.1.2.3 - Salaire au rendement et contrôle des temps
Taylor est tout à fait conscient du caractère abrutissant et aliénant du travail ainsi
proposé à l’ouvrier.
La seule motivation d’un tel travail ne peut donc être que l’argent. Pour cette raison,
le salaire au rendement s’impose : à chaque tâche correspond un
12
SYLVAIN Mickael, www.google.com 13
SYLVAIN Mickael, www.google.com
19
Temps d’exécution ; le chronomètre détermine alors la rémunération de l’ouvrier en écart
au temps référentiel (système des « bonis »).
Le salaire au rendement permet donc la lutte contre les temps morts, qu’ils découlent
d’une mauvaise organisation ou de la tendance spontanée destravailleurs à choisir leur
propre rythme (« la flânerie ouvrière »)14.
1.1.2.4 - La coordination du travail au moyen de la
hiérarchie fonctionnelle.
Le système de la hiérarchie fonctionnelle consiste en une multiplicité de lignes
hiérarchiques. Selon Taylor, l’ouvrier doit avoir autant de chefs spécialisés que l’on peut
distinguer de fonctions différentes impliquées par son travail : un pour son rythme de
fabrication, un pour ses outils, un pourses affectations...15
1.1.3 - Objectif du Taylorisme
L'objectif du taylorisme est d'obtenir la meilleure productivité possible des agents au
travail et une moindre fatigue. Son organisation est confiée à un Bureau des Méthodes qui
décompose le travail en opérations élémentaires qui sont étudiées, mesurées et
chronométrées16
Section 2 : Résultat des recherches qualitatives
2 .1 - Récapitulation du taylorisme
D’aprèsles résultats documentaires, en bref, les principaux techniques de la méthode du
taylorisme sont :
Séparation du travail intellectuel et du travail d’exécution
Formation en quelques temps
Attribution de tâche élémentaire (le plus simple possible)
Chronométrage de chaque tâche (temps d’exécution)
Pratique du travail à la chaine
14
SYLVAIN Mickael, www.google.com 15
SYLVAIN Mickael, www.google.com 16
SYLVAIN Mickael, www.google.com
20
Salaire au rendement
Seul l’argent comme motivation
L’ouvrier a plusieurs chefs
Le niveau intellectuel ne compte pas pour les ouvriers
2.2 - Présentation des sociétés visitées
Pour vérifier si le taylorisme existe, il est nécessaire de visiter plusieurs entreprises et de
vérifier si elles pratiquent cette méthode, récapitulons d’abord ces entreprises visitées :
TROPIC MAD : une société anonyme au capital de 3milliards d’ariary, sise à Andraharo,
BP 8302-Antananarivo
LABELTEX : une société à responsabilité limitée, sise à Andraharo,
MAZAVA SPORTSWEAR
NBM : une société anonyme, sise à l’immeuble titan 6, local de zone galaxyAndraharo.
ACCORD KNITS : une société anonyme au capital social de dix millions d’ariary, divisé
en 500 actions de 20000 Ar. son siège social est fixé au batimentFlexknit –Z.I galaxy,
Andraharo
KWOKHING GARMENT MADA : une SARL, sise à futura area Crystal, batiment B et
C Andranomena Antananarivo
Ces sociétés pratiquent-elles alors, la méthode de Taylor?
Voyons par les tableaux ci-après les réponses à cette question
2.3 - Vérification des sociétés
Pour savoir si les sociétés visitées pratiquent le taylorisme, il est nécessaire de faire des
vérifications sur les productions, la motivation et formation et enfin sur la qualification et
la hiérarchie
21
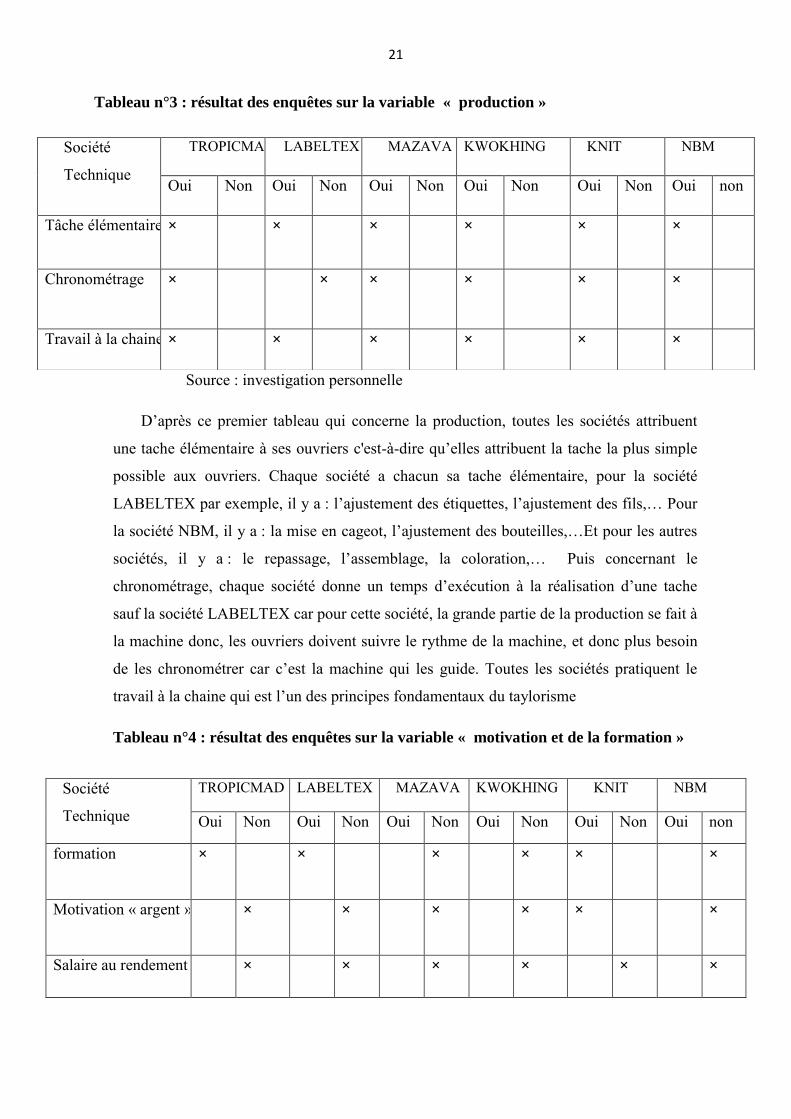
Tableau n°3 : résultat des enquêtes sur la variable « production »
Source : investigation personnelle
D’après ce premier tableau qui concerne la production, toutes les sociétés attribuent
une tache élémentaire à ses ouvriers c'est-à-dire qu’elles attribuent la tache la plus simple
possible aux ouvriers. Chaque société a chacun sa tache élémentaire, pour la société
LABELTEX par exemple, il y a : l’ajustement des étiquettes, l’ajustement des fils,… Pour
la société NBM, il y a : la mise en cageot, l’ajustement des bouteilles,…Et pour les autres
sociétés, il y a : le repassage, l’assemblage, la coloration,… Puis concernant le
chronométrage, chaque société donne un temps d’exécution à la réalisation d’une tache
sauf la société LABELTEX car pour cette société, la grande partie de la production se fait à
la machine donc, les ouvriers doivent suivre le rythme de la machine, et donc plus besoin
de les chronométrer car c’est la machine qui les guide. Toutes les sociétés pratiquent le
travail à la chaine qui est l’un des principes fondamentaux du taylorisme
Tableau n°4 : résultat des enquêtes sur la variable « motivation et de la formation »
Société
Technique
TROPICMAD LABELTEX MAZAVA KWOKHING KNIT NBM
Oui Non Oui Non Oui Non Oui Non Oui Non Oui non
Tâche élémentaire × × × × × ×
Chronométrage
× × × × × ×
Travail à la chaine × × × × × ×
Société
Technique
TROPICMAD LABELTEX MAZAVA KWOKHING KNIT NBM
Oui Non Oui Non Oui Non Oui Non Oui Non Oui non
formation
× × × × × ×
Motivation « argent »
× × × × × ×
Salaire au rendement × × × × × ×
22
Source : investigation personnelle
D’après ce deuxième tableau concernant la motivation et la formation, les sociétés
TROPIC MAD, LABELTEX, et l’ACCORD KNITS forment leur nouvel entrant en
seulement quelque temps contrairement aux restes car pour la société MAZAVA, il y a une
formation de 15 jours plus un stage de 3 mois, pour la société NBM, la durée de la
formation dépend des nouveaux entrants, s’ils sont doués, la formation se fait en quelque
temps et sinon plus, et enfin pour la société KWOKHING GARMENT MADA , il n’y a
pas de formation. Sur le fait que « seul l’argent comme motivation », seule la société
ACCORD KNITS applique cette méthode car pour lui toutes les motivations se basent sur
de l’argent comme l’heure supplémentaire, prime de rendement, congé payé, bonus,…
alors que pour les autres sociétés, il y a d’autres motivations qui n’est pas basées que sur de
l’argent comme le transport du personnel, la cantine, les différentes activités,… Sur le
salaire au rendement, toutes les sociétés n’appliquent pas le salaire au rendement, chaque
société rémunère ses ouvriers mensuellement en leur donnant un salaire de base avec les
indemnités.
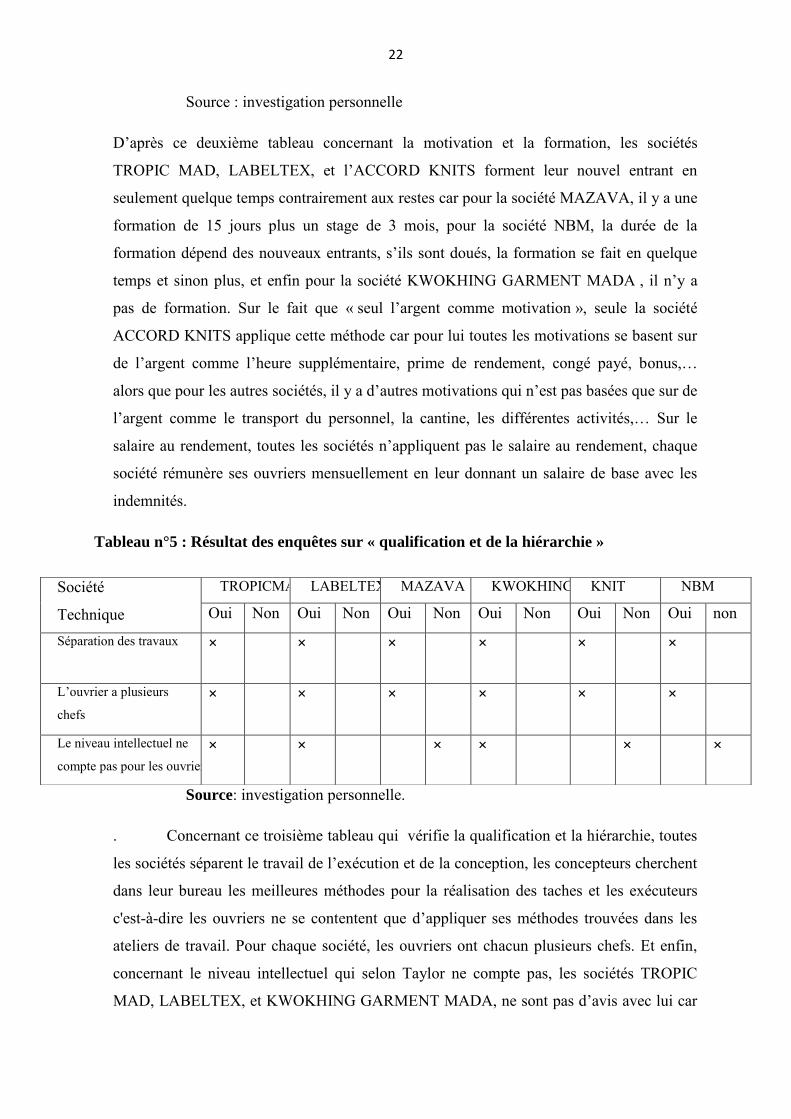
Tableau n°5 : Résultat des enquêtes sur « qualification et de la hiérarchie »
Source: investigation personnelle.
. Concernant ce troisième tableau qui vérifie la qualification et la hiérarchie, toutes
les sociétés séparent le travail de l’exécution et de la conception, les concepteurs cherchent
dans leur bureau les meilleures méthodes pour la réalisation des taches et les exécuteurs
c'est-à-dire les ouvriers ne se contentent que d’appliquer ses méthodes trouvées dans les
ateliers de travail. Pour chaque société, les ouvriers ont chacun plusieurs chefs. Et enfin,
concernant le niveau intellectuel qui selon Taylor ne compte pas, les sociétés TROPIC
MAD, LABELTEX, et KWOKHING GARMENT MADA, ne sont pas d’avis avec lui car
Société
Technique
TROPICMAD LABELTEX MAZAVA KWOKHING KNIT NBM
Oui Non Oui Non Oui Non Oui Non Oui Non Oui non
Séparation des travaux × × × × × ×
L’ouvrier a plusieurs
chefs × × × × × ×
Le niveau intellectuel ne
compte pas pour les ouvriers × × × × × ×
23
pour eux, le niveau intellectuel compte beaucoup car sans capacité intellectuel, les ouvriers
ne pourront pas bien effectuer leur tache donc elles trient leurs ouvriers selon leur capacité
et niveau intellectuel.
D’après ces tableaux, toutes ces sociétés qu’elles soient des zones franches ou société de
production, pratiquent toutes le Taylorisme mais pas à 100%. Voyons à quel pourcentage
pratiquent-elles cette méthode.
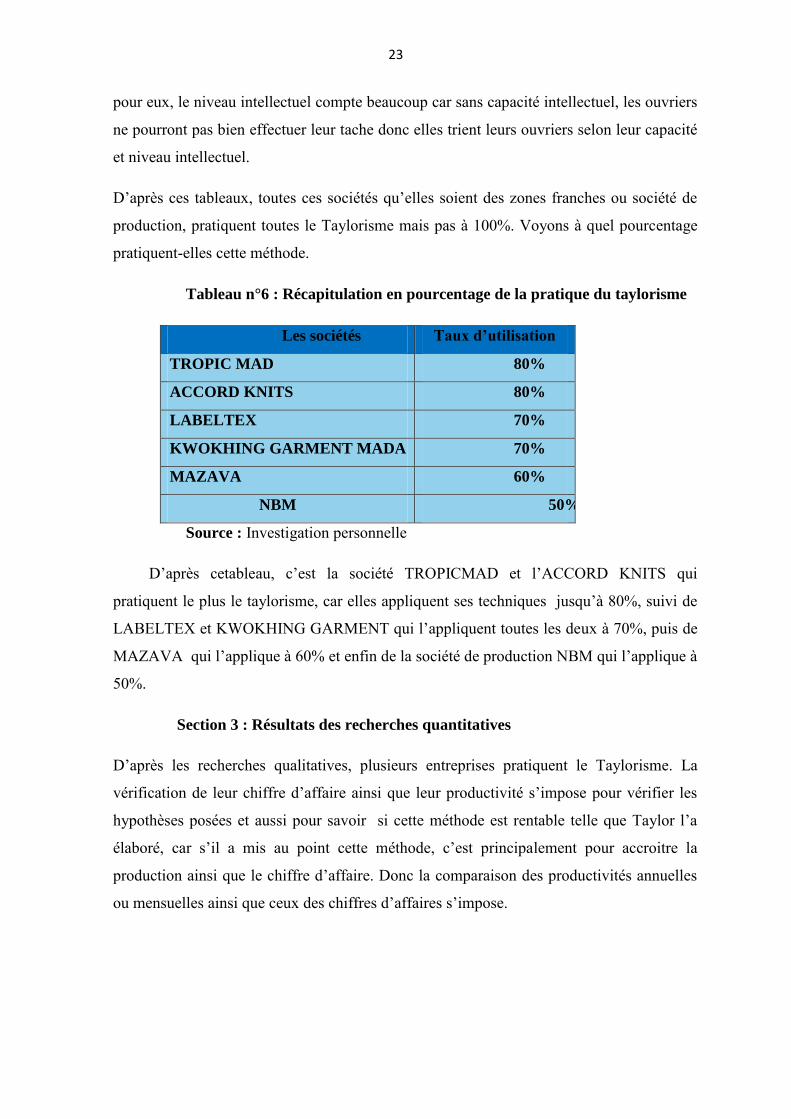
Tableau n°6 : Récapitulation en pourcentage de la pratique du taylorisme
Les sociétés Taux d’utilisation
TROPIC MAD 80%
ACCORD KNITS 80%
LABELTEX 70%
KWOKHING GARMENT MADA 70%
MAZAVA 60%
NBM 50%
Source : Investigation personnelle
D’après cetableau, c’est la société TROPICMAD et l’ACCORD KNITS qui
pratiquent le plus le taylorisme, car elles appliquent ses techniques jusqu’à 80%, suivi de
LABELTEX et KWOKHING GARMENT qui l’appliquent toutes les deux à 70%, puis de
MAZAVA qui l’applique à 60% et enfin de la société de production NBM qui l’applique à
50%.
Section 3 : Résultats des recherches quantitatives
D’après les recherches qualitatives, plusieurs entreprises pratiquent le Taylorisme. La
vérification de leur chiffre d’affaire ainsi que leur productivité s’impose pour vérifier les
hypothèses posées et aussi pour savoir si cette méthode est rentable telle que Taylor l’a
élaboré, car s’il a mis au point cette méthode, c’est principalement pour accroitre la
production ainsi que le chiffre d’affaire. Donc la comparaison des productivités annuelles
ou mensuelles ainsi que ceux des chiffres d’affaires s’impose.
24
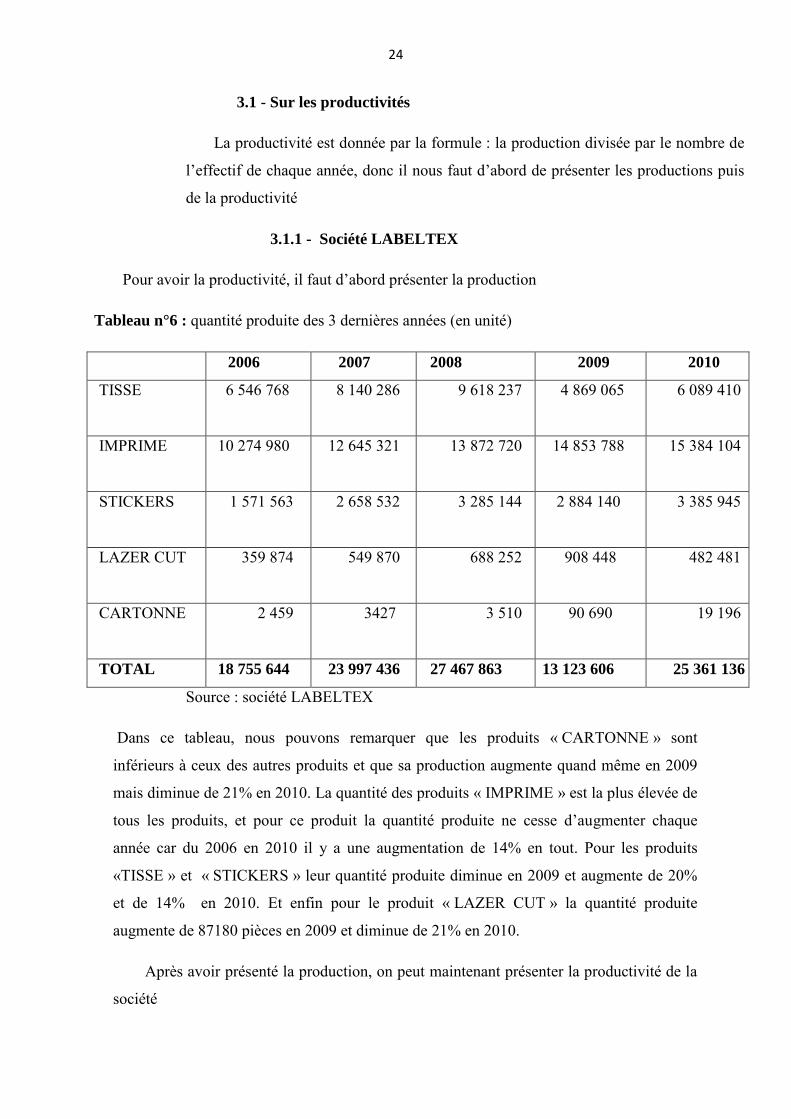
3.1 - Sur les productivités
La productivité est donnée par la formule : la production divisée par le nombre de
l’effectif de chaque année, donc il nous faut d’abord de présenter les productions puis
de la productivité
3.1.1 - Société LABELTEX
Pour avoir la productivité, il faut d’abord présenter la production
Tableau n°6 : quantité produite des 3 dernières années (en unité)
2006 2007 2008 2009 2010
TISSE
6 546 768 8 140 286 9 618 237 4 869 065 6 089 410
IMPRIME
10 274 980 12 645 321 13 872 720 14 853 788 15 384 104
STICKERS
1 571 563 2 658 532 3 285 144 2 884 140 3 385 945
LAZER CUT
359 874 549 870 688 252 908 448 482 481
CARTONNE
2 459 3427 3 510 90 690 19 196
TOTAL 18 755 644 23 997 436 27 467 863 13 123 606 25 361 136
Source : société LABELTEX
Dans ce tableau, nous pouvons remarquer que les produits « CARTONNE » sont
inférieurs à ceux des autres produits et que sa production augmente quand même en 2009
mais diminue de 21% en 2010. La quantité des produits « IMPRIME » est la plus élevée de
tous les produits, et pour ce produit la quantité produite ne cesse d’augmenter chaque
année car du 2006 en 2010 il y a une augmentation de 14% en tout. Pour les produits
«TISSE » et « STICKERS » leur quantité produite diminue en 2009 et augmente de 20%
et de 14% en 2010. Et enfin pour le produit « LAZER CUT » la quantité produite
augmente de 87180 pièces en 2009 et diminue de 21% en 2010.
Après avoir présenté la production, on peut maintenant présenter la productivité de la
société
25
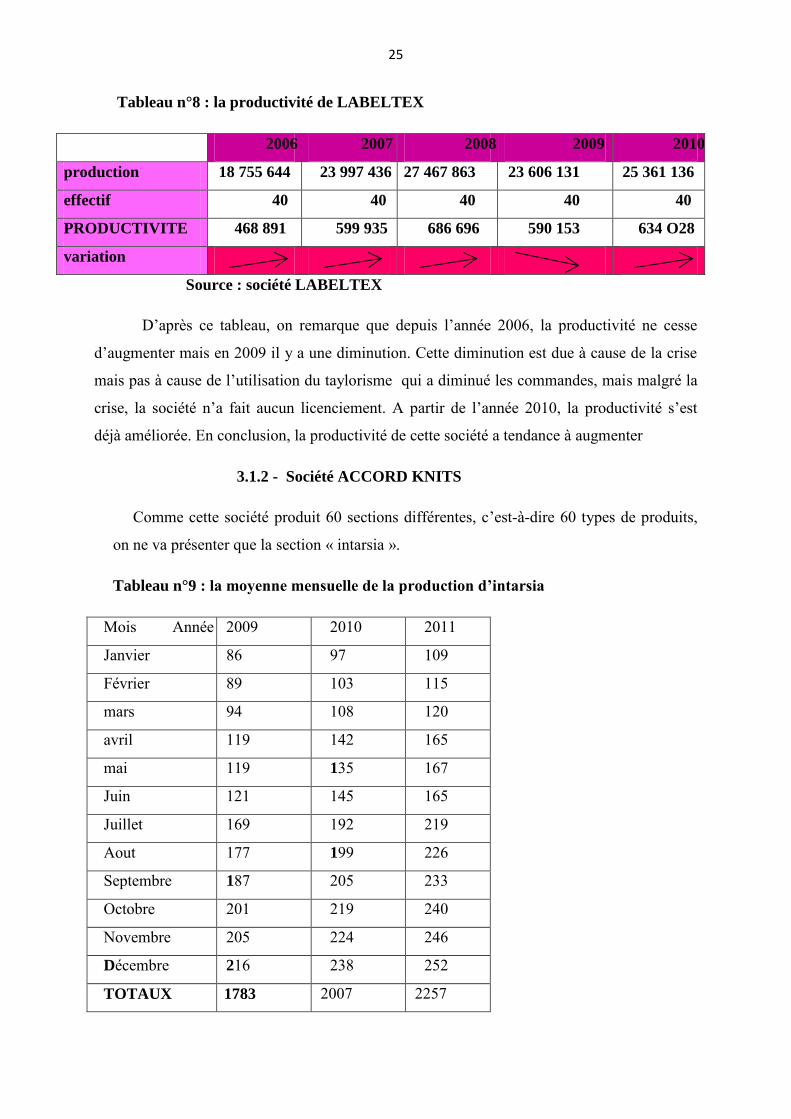
Tableau n°8 : la productivité de LABELTEX
2006 2007 2008 2009 2010
production 18 755 644 23 997 436 27 467 863 23 606 131 25 361 136
effectif 40 40 40 40 40
PRODUCTIVITE 468 891 599 935 686 696 590 153 634 O28
variation
Source : société LABELTEX
D’après ce tableau, on remarque que depuis l’année 2006, la productivité ne cesse
d’augmenter mais en 2009 il y a une diminution. Cette diminution est due à cause de la crise
mais pas à cause de l’utilisation du taylorisme qui a diminué les commandes, mais malgré la
crise, la société n’a fait aucun licenciement. A partir de l’année 2010, la productivité s’est
déjà améliorée. En conclusion, la productivité de cette société a tendance à augmenter
3.1.2 - Société ACCORD KNITS
Comme cette société produit 60 sections différentes, c’est-à-dire 60 types de produits,
on ne va présenter que la section « intarsia ».
Tableau n°9 : la moyenne mensuelle de la production d’intarsia
Mois Année 2009 2010 2011
Janvier 86 97 109
Février 89 103 115
mars 94 108 120
avril 119 142 165
mai 119 135 167
Juin 121 145 165
Juillet 169 192 219
Aout 177 199 226
Septembre 187 205 233
Octobre 201 219 240
Novembre 205 224 246
Décembre 216 238 252
TOTAUX 1783 2007 2257
26
Source : investigation personnelle
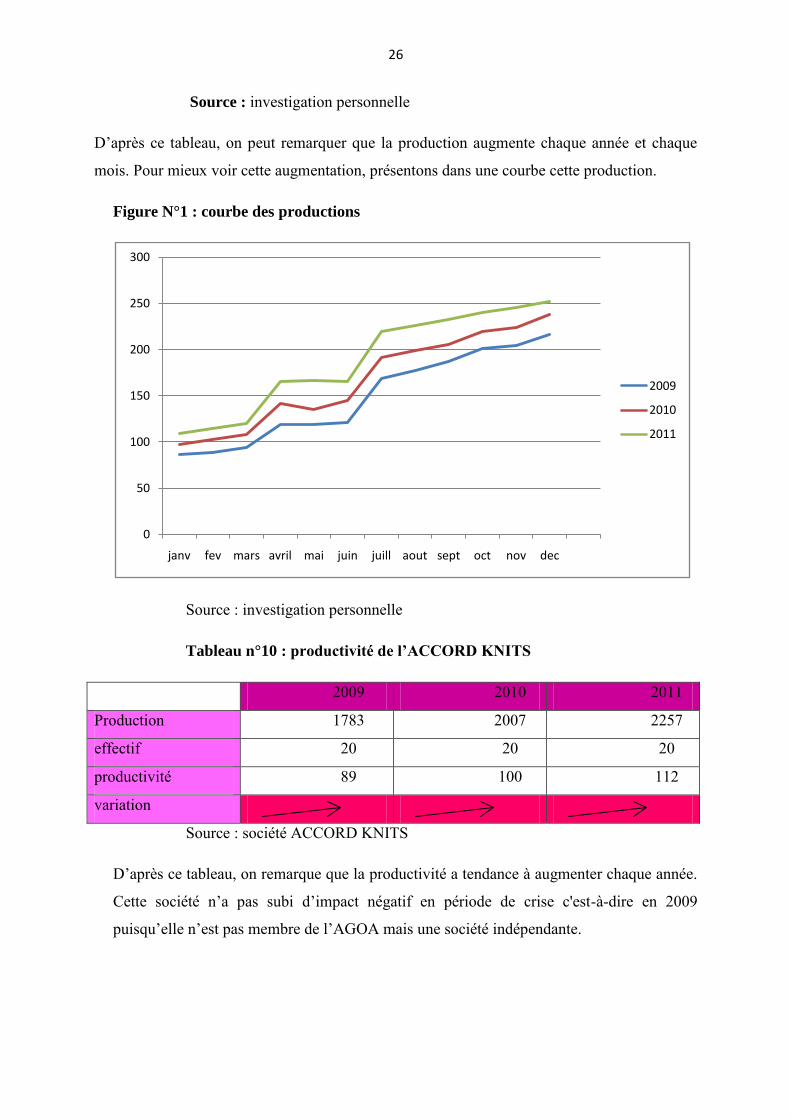
D’après ce tableau, on peut remarquer que la production augmente chaque année et chaque
mois. Pour mieux voir cette augmentation, présentons dans une courbe cette production.
Figure N°1 : courbe des productions
Source : investigation personnelle
Tableau n°10 : productivité de l’ACCORD KNITS
2009 2010 2011
Production 1783 2007 2257
effectif 20 20 20
productivité 89 100 112
variation
Source : société ACCORD KNITS
D’après ce tableau, on remarque que la productivité a tendance à augmenter chaque année.
Cette société n’a pas subi d’impact négatif en période de crise c'est-à-dire en 2009
puisqu’elle n’est pas membre de l’AGOA mais une société indépendante.
0
50
100
150
200
250
300
janv fev mars avril mai juin juill aout sept oct nov dec
2009
2010
2011
27
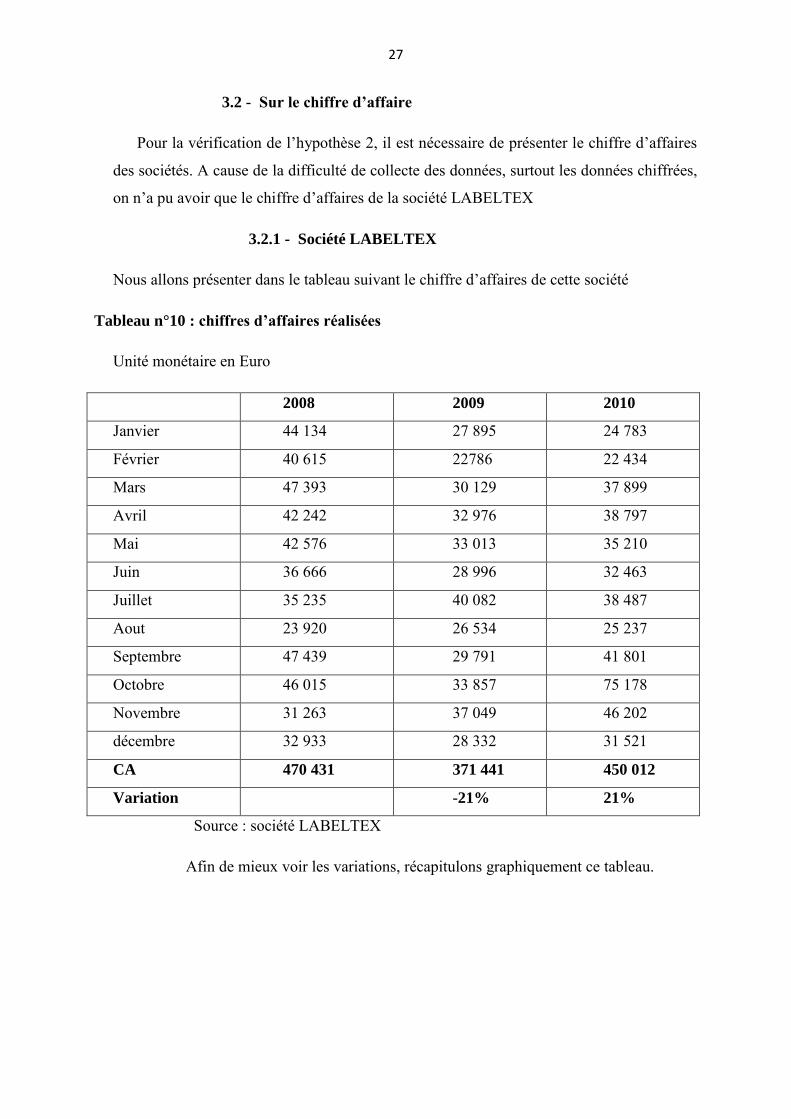
3.2 - Sur le chiffre d’affaire
Pour la vérification de l’hypothèse 2, il est nécessaire de présenter le chiffre d’affaires
des sociétés. A cause de la difficulté de collecte des données, surtout les données chiffrées,
on n’a pu avoir que le chiffre d’affaires de la société LABELTEX
3.2.1 - Société LABELTEX
Nous allons présenter dans le tableau suivant le chiffre d’affaires de cette société
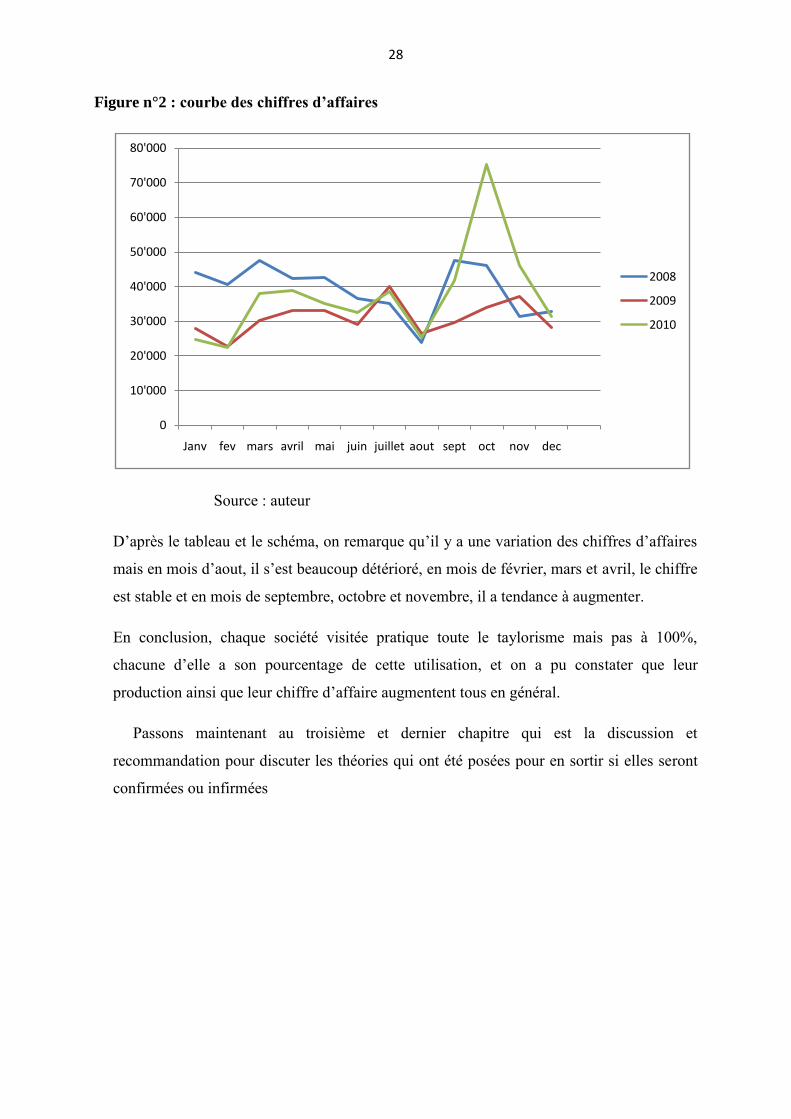
Tableau n°10 : chiffres d’affaires réalisées
Unité monétaire en Euro
2008 2009 2010
Janvier 44 134 27 895 24 783
Février 40 615 22786 22 434
Mars 47 393 30 129 37 899
Avril 42 242 32 976 38 797
Mai 42 576 33 013 35 210
Juin 36 666 28 996 32 463
Juillet 35 235 40 082 38 487
Aout 23 920 26 534 25 237
Septembre 47 439 29 791 41 801
Octobre 46 015 33 857 75 178
Novembre 31 263 37 049 46 202
décembre 32 933 28 332 31 521
CA 470 431 371 441 450 012
Variation -21% 21%
Source : société LABELTEX
Afin de mieux voir les variations, récapitulons graphiquement ce tableau.
28
Figure n°2 : courbe des chiffres d’affaires
Source : auteur
D’après le tableau et le schéma, on remarque qu’il y a une variation des chiffres d’affaires
mais en mois d’aout, il s’est beaucoup détérioré, en mois de février, mars et avril, le chiffre
est stable et en mois de septembre, octobre et novembre, il a tendance à augmenter.
En conclusion, chaque société visitée pratique toute le taylorisme mais pas à 100%,
chacune d’elle a son pourcentage de cette utilisation, et on a pu constater que leur
production ainsi que leur chiffre d’affaire augmentent tous en général.
Passons maintenant au troisième et dernier chapitre qui est la discussion et
recommandation pour discuter les théories qui ont été posées pour en sortir si elles seront
confirmées ou infirmées
0
10'000
20'000
30'000
40'000
50'000
60'000
70'000
80'000
Janv fev mars avril mai juin juillet aout sept oct nov dec
2008
2009
2010
29
CHAPITRE III/ LES DISCUSSIONS ET
RECOMMANDATIONS
29
Dans ce dernier chapitre de l’étude, les résultats obtenus à partir des entretiens auprès de
diverses sociétés, vont être analysés et interprétés, afin de faire des commentaires et des
discussions pour concrétiser l’étude. De ces discussions en découleront des propositions de
solutions adéquates et adaptées à la situation afin de participer à l’amélioration de la pratique
ou la mise en œuvre du taylorisme.
Toutefois, nous ne devons pas perdre de vue les hypothèses de départ stipulant que
depuis toujours, le taylorisme n’a jamais cessé d’exister ainsi que le taylorisme augmente
la productivité ainsi que le chiffre d’affaires, Toutes les interprétations seront liées à ces
hypothèses pour tester la pertinence de ces dernières.
Pour cela, une analyse des résultats sera présentée, suivi d’une analyse par le diagnostic
SWOT, pour la vérification des hypothèse.et à la fin nous passerons aux recommandations.
Section 1 : ANALYSE DES RESULTATS
Dans la partie précédente, les résultats sont juste présentés. Mais nous allons maintenant
commenter et montrer notre point de vue sur ces résultats. D’abord, l’analyse va porter sur
les sociétés pratiquant le taylorisme, puis de leur productivité et enfin de leur chiffre
d’affaire.
1.1 - analyse des résultats des recherches qualitatives sur les différentes
sociétés
Vue que toutes les sociétés visitées pratiquent toutes le taylorisme mais pas à 100%, on a
vu dans le chapitre précédent que les sociétés TROPIC MAD et ACCORD KNITS la
pratiquent à 80%, suivie de LABELTEX et KWOKHING GARMENT MADA qui la
pratiquent à 70%, puis de MAZAVA qui l’applique à 60% et enfin de la société NBM qui
l’applique à 50%. Voyons les impacts de l’utilisation du taylorisme.
1.1.1- L’attribution d’une tache élémentaire
Pour l’attribution d’une tache élémentaire, c'est-à-dire la tache la plus simple possible,
chacune des sociétés visitées pratique toute cette méthode pour ses ouvriers. Cette méthode
leur permet de faciliter les taches, d’accélérer les travaux, de gagner plus de temps,
d’atteindre les objectifs posés et les commandes, d’augmenter la quantité des produits, de
réduire le fatigue au travail, d’améliorer quotidiennement les travaux, d’être en bonne
humeur en travaillant…. Mais chaque responsable du personnel de ces sociétés ont tous
fait une remarque qu’en attribuant une tache élémentaire aux ouvriers, ces derniers ont
30
tendance à sous estimer leurs travaux et qu’il y a une manque d’attention sur les travaux,
qui des fois, augmente les retouches, augmente la perte de temps et diminuant ainsi la
production.
1.1.2 - La séparation de la conception et de l’exécution
Pour la séparation du travail de conception et du travail d’exécution, toutes les sociétés
visitées pratiquent toutes aussi cette méthode. Cette méthode leur permet d’éviter les
conflits direct entre la conception et l’exécution c'est-à-dire les bureaux de méthode et les
ouvriers, d’avoir une bonne attribution des taches, d’avoir une bonne conception des
méthodes de travail, et aussi, chaque travailleur est concentré dans son élément. Mais
d’après les responsables du personnel enquêtés, cette méthode a ses inconvénients comme
l’existence d’un écart entre les deux, quelque fois, il y a une incompréhension des termes
techniques par les ouvriers, il y a aussi une différence d’idée et il n’y a pas assez de
collaboration qui pourra donner un impact négatif sur la production.
1.1.3 - Le travail à la chaine
Concernant le travail à la chaine, comme la plupart des sociétés visitées sont des zones
franches, toutes les sociétés visitées pratiquent aussi cette méthode, même la société NBM
qui est une société industrielle simple. Ce travail à la chaine leur permet d’avoir un travail
rythmé, d’améliorer la production, d’améliorer le chiffre d’affaires, de faciliter les travaux,
d’éviter les risque de rupture de stock, d’atteindre les objectifs et les commandes, et
augmente le taux de rendement, mais comme il y a avantage, il y a aussi les inconvénients
évoqués par les responsables du personnel : cette méthode est démotivante, éprouvante,
elle augmente des fois le taux d’absentéisme, elle n’est pas du tout hygiénique car en
faisant un même travail tous les jours, à la longue, ça provoque des maladies
musculaires,… et enfin elle peut provoquer parfois la dégradation de la qualité des
produits.
1.1.4 - La formation en quelque temps
Pour la formation en quelque temps, seule la moitié des sociétés visitées pratique cette
méthode qui sont : TROPIC MAD qui forme ses nouveaux entrants en seulement deux
jours, LABELTEX forme ses nouveaux ouvriers en seulement deux jours aussi, et enfin
l’ACCORD KNITS, sa formation des nouveaux entrants se fait seulement soit en une
demie journée soit en une journée. Ces sociétés pratiquent cette méthode car elles trouvent
31
qu’elle économise du temps c'est-à-dire non gaspillage de temps de formation et elle
procure une augmentation rapide de la production. Mais à la pratique, les responsables du
personnel et les bureaux de méthode ont remarqué que l’application de cette méthode
entraine une mauvaise et manque de temps de formation qui entraine une mauvaise qualité
des produits, l’incompétence des ouvriers et l’augmentation des retouches.
Pour le reste des sociétés visitées qui sont : MAZAVA SPORTSWEAR, qui forme
leurs nouveaux entrants en 15 jours plus un stage non payé de trois mois, la consultante
qu’on a enquêté nous a affirmer que ce temps de formation plus le stage leur permet de
bien former leurs nouveaux entrants pour qu’ils connaissent bien leur tache, pour que les
produits soient en bonne qualité et aussi pour l’amélioration de la qualité du travail. Mais
selon la consultante, cette méthode a quand même ses inconvénients, elle augmente les
pertes de temps, et il y a un peu trop de temps de formation. Il y a aussi la société
KWOKHNING GARMENT MADA qui ne forme pas ses nouveaux entrants selon le chef
personnel de cette même société, ce dernier affirme que les nouveaux entrants n’ont pas
besoin de formation puisqu’il ne recrute que les personnes ayant déjà pratiqué le même
travail auparavant, il trouve quand même que sans formation, il y a une mauvaise qualité
des produits, l’augmentation des retouches, et surtout incompétence des ouvriers et
provoque des perte de,… qui peuvent donner un impact négatif à la production ainsi qu’ au
chiffre d’affaires. Et enfin la société NBM qui forme ses futurs ouvriers en 20 jours. Selon
l’assistante du chef personnel, cette méthode leur permet d’avoir une bonne qualité des
produits, mais qu’il y a aussi un gaspillage de temps.
1.1.5 - seule motivation « argent »
Seule la société ACCORD KNITS applique cette méthode puisque chaque motivation chez
eux est basée sur de l’argent comme : les heures supplémentaires, prime de rendement,
congé payé, le bonus,… Le responsable administratif trouve que cette méthode est très
efficace puisque chaque ouvriers donne le meilleur de lui-même pour produire plus de
produits, travail plus pour avoir des heures supplémentaires donc chaque ouvrier fait tout
son possible pour produire plus, en général ça augmente la production, mais selon le chef
personnel, les ouvriers travail rapidement et cela baisse la qualité des produits, et cause des
retouches, qui pourra augmenter la perte de temps, et diminuer la production.
Le reste des sociétés n’applique pas cette méthode puisque la motivation des ouvriers
ne se base pas que sur de l’argent, il y a aussi d’autre façon de motiver les ouvriers. Pour la
32
société TROPIC MAD, il y a la cantine, les heures supplémentaires, prêts scolaire pour les
intéressés, le transport du personnel et enfin une sorte de bonus. Pour la société
LABELTEX, elle a aussi plusieurs motivations comme : un bonus de présence, la cantine,
des activités (excursion, cadeaux de fin d’année, de saint valentin,…), le treizième mois,
prêts scolaire, … Pour la société MAZAVA SPORTSWEAR, comme motivation elle a les
heures supplémentaires, la cantine, des activités, le transport seulement pour le personnel
travaillant la nuit, divers cadeaux, des bonus qui sont distribués toutes les semaines en
fonction des travaux effectués par chaque ouvrier. La société KWOKHING GARMENT
MADA a aussi plusieurs motivation comme : l’heure supplémentaire, la cantine, diverses
activités, transport du personnel,…Et enfin la société NBM, qui a comme motivation les
heures supplémentaires, la cantine, le transport du personnel, diverses activités,…. Des
motivations qui ne sont pas basées uniquement par l’argent, ces sociétés trouvent qu’il est
très important de bien motiver les ouvriers afin de les inciter à mieux travailler et à
beaucoup se concentrer sur leur tache. Ces multiples motivations procureront à la société :
d’avoir des ouvriers bien motivés, de diminuer le taux d’absentéisme, de lutter contre la
flânerie ouvrière, d’accélérer les travaux, d’avoir des ouvriers ponctuels, chaque ouvrier
donne le meilleur de lui-même pour produire le maximum de produits et augmentant ainsi
la production et la productivité. Mais les responsables du personnel de chaque société
affirme qu’en attribuant plusieurs motivations aux ouvriers, incitent ces derniers à
travailler rapidement et causant ainsi des retouches, qui causent des points négatifs à la
société.
1.1.6 - le chronométrage
Pour le chronométrage, seule la société LABELTEX ne pratique pas cette méthode, pour
cette société, c’est la machine qui domine, donc les ouvriers suivent seulement le rythme
de ces machines. Selon le DRH, cette méthode procure une hausse de la production car les
ouvriers suivent le rythme de la machine, donc, il n’y a pas de temps mort, il y a
accélération des travaux, mais cette technique a quand même ses inconvénients : elle
contraint l’homme à adopter le rythme de la machine qui n’est vraiment pas bon pour la
santé, cela peut aussi augmenter le taux d’absentéisme, et la flânerie ouvrière, selon le
même DRH
Le reste des sociétés qui pratique ce chronométrage sont : les sociétés TROPIC MAD,
MAZAVA SPORTSWEAR, KWOKHING GARMENT MADA, l’ACCORD KNITS et
33
enfin la NBM. Selon le responsable de personnel de chaque société, cette méthode procure
à la société de lutter contre les temps morts, de motiver le personnel, d’accélérer les
travaux, et de lutter contre la flânerie ouvrière, augmentant ainsi la production. Mais à la
longue, selon les mêmes responsables, cette technique est mauvaise pour la santé et
pourrait démotiver les ouvriers, provoquant ainsi un mauvais impact sur la production.
1.1.7 - L’ouvrier a plusieurs chefs
Toutes les sociétés visitées pratiquent cette méthode, selon le responsable du personnel de
chaque société visitée, cette technique facilite le contrôle de procédure, il y a une bonne
communication entre eux c'est-à-dire entre le chef et subordonné, les informations circulent
rapidement, il y a une bonne surveillance des travaux et des ouvriers, les disciplines sont
respectées et les ouvriers respectent leurs chefs. Mais les responsables trouvent que cette
méthode a ses points faibles, ils trouvent qu’il y a trop de chef et les ouvriers ne savent
plus qui obéir, et il y a aussi le changement ou la déformation des informations
1.1.8 - Le niveau intellectuel ne compte pas pour les ouvriers
La moitié des sociétés visitées pratique cette méthode qui est : TROPIC MAD,
LABELTEX et KWOKHING GARMENT MADA. Pour eux, selon les responsables,
« izaytsymahaysobika, mahayfatam-bary » si les ouvriers savent se servir d’une machine
alors ça va, il faut juste les former. Comme ça tout le monde a la chance de s’intégrer dans
la société, il y a réduction des chômeurs et la réduction des chômeurs entraine une
économie nationale améliorée. Les responsables du personnel trouvent quand même des
inconvénients à cette méthode qui sont : la perte de temps durant la formation, manque de
compétence intellectuelle, et gaspillage des matières premières lors de la formation.
Le reste des sociétés qui ne pratiquent pas cette méthode qui est : MAZAVA
SPORTSWEAR, l’ACCORD KNITS, et la NBM. Selon les responsables du personnel de
chaque société visitée toute personne n’ayant pas la capacité intellectuelle ne pourra pas
intégrer leur société. Ces responsables pensent que les personnes ayant une capacité
intellectuelle comprennent facilement et donc ne nécessitent pas beaucoup de temps de
formation, elles assimilent vite des connaissances sur leur tache, pas de gaspillage des
matières premières lors de la formation.
34
1.1.9 - Le salaire au rendement
Toutes les sociétés visitées ne pratiquent pas cette méthode.Taylor pensait que le salaire au
rendement permet d’éviter le temps mort au travail et aussi pour inciter les ouvriers à bien
travailler et rapidement, car le salaire dépend des travaux effectués, mais les sociétés ne
pratiquent pas cette méthode, elles rémunèrent ses employés mensuellement en leur
donnant un salaire de base avec les différentes indemnités.
En conclusion donc, toutes ces sociétés pratiquent le taylorisme mais pas à
100%.néanmoins, il y a quelques techniques qu’elles pratiquent toutes en commun à
savoir : la pratique du travail à la chaine, la séparation du travail d’exécution du travail
intellectuel, l’attribution d’une tache élémentaire aux ouvriers, l’ouvrier a plusieurs chefs
ou des lignes hiérarchiques. Mais il y a aussi celle qu’elles ne pratiquent pas ensemble et
c’est le salaire au rendement.
Presque 50% des techniques de base de Taylor sont pratiquées en commun par toutes
les sociétés visitées
1.2 - Analyse des résultats des recherches quantitatives sur les
différentes sociétés
Dans la recherche quantitative, on a fait des recherches sur les résultats de la
productivité et du chiffre d’affaires. Donc on va d’abord faire des analyses sur la
productivité suivi du chiffre d’affaires
1.2.1° sur les productivités
D’après la partie précédente, concernant la société LABELTEX, on a pu constater qu’il y
avait une diminution de 14% de la productivité de l’année 2009 par rapport à l’année
2008, ceci est du à cause de la crise politique et de la suspension des subventions de
l’Agoa, en conséquence, une partie des usines ont du fermer et entrainant ainsi la
diminution des commandes. La production en 2010 est toujours inférieure à celle du 2008,
il y a toujours une diminution de 8% et c’est toujours à cause de la crise, mais par rapport
à l’année 2009, elle s’est beaucoup améliorée et s’est augmentée de 7%.
Pour société ACCORD KNITS, on a pu constater dans les tableaux de production que
durant les trois premiers mois, la production était à la baisse, car le mois de janvier, février,
et mars présentent la basse saison. Pendant le mois d’avril, mai et juin, la production est
35
stable. Et A partir du mois de juillet jusqu’au mois de décembre, la production ne cesse
d’augmenter vue que c’est la saison haute pour la société. Dans les tableaux et la courbe de
production, on a remarqué une augmentation de la production chaque année.On a remarqué
que la production en 2009 est inférieur à celles des deux années qui la succède, c’est parce
que la production augmente chaque année et que ce n’est pas du tout à cause de la crise
puisque la société n’est pas membre de l’AGOA
1.2.2 - Sur les chiffres d’affaires
Concernant le chiffre d’affaires de la société LABELTEX, la courbe nous indique
clairement qu’à partir du mois de janvier jusqu’au mois de juillet, il est du genre stable,
mais on remarque une grande détérioration au mois d’aout. Le mois de septembre et
octobre, le chiffre d’affaires s’améliore et il est même au plafond pour l’année 2010, mais
au mois de décembre il diminue un peu. Dans le tableau des chiffres d’affaires, on constate
que par rapport à l’année 2008, il ya une diminution de 21% du chiffre d’affaire en 2009,
mais en 2010, on remarque une augmentation de 21% par rapport à l’année 2009. Par
rapport à l’année 2008, il y a toujours une diminution mais seulement de 4%.
Malgré les efforts qu’on a déployés pour avoir des informations concernant les
résultats des recherches quantitatives, c'est-à-dire les chiffres d’affaires et les productivités,
on n’a pu collecter que ceux des deux sociétés présentées, on n’a même pas pu avoir le
chiffre d’affaires de la société ACCORD KNITS à cause de la confidentialité de leurs
dossiers.
Section 2 : ANALYSE ET DISCUSSION DU TAYLORISME
. Pour enrichir notre étude, des analyses et des discussions sur le Taylorisme semble
nécessaire.Pour ce faire, nous allons utiliser le diagnostic SWOT, Cela va nous donner une
analyse sous un autre angle. D’abord, une analyse interne du taylorismepar rapport aux
sociétés sera faite, suivie d’une analyse externe
2.1 - le diagnostic interne
Dans ce diagnostic interne, nous allons voir les forces et les faiblesses des sociétés par
rapport au taylorisme
36
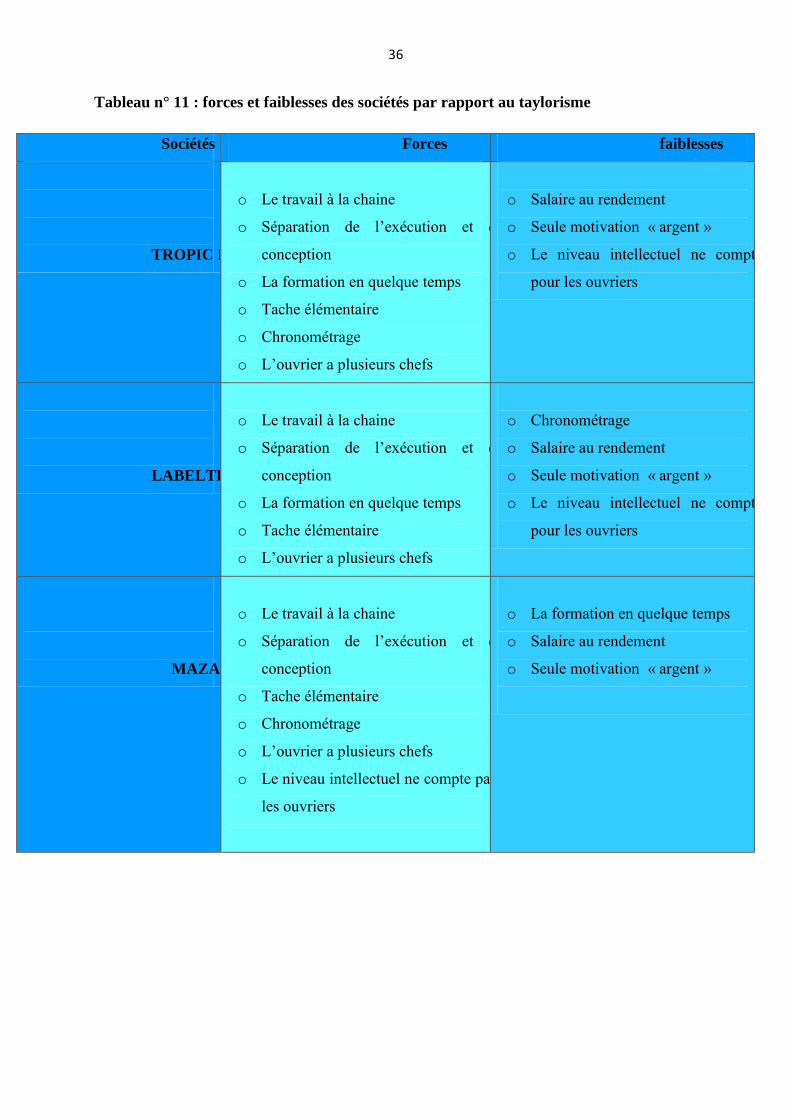
Tableau n° 11 : forces et faiblesses des sociétés par rapport au taylorisme
Sociétés Forces faiblesses
TROPIC MAD
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o La formation en quelque temps
o Tache élémentaire
o Chronométrage
o L’ouvrier a plusieurs chefs
o Salaire au rendement
o Seule motivation « argent »
o Le niveau intellectuel ne compte pas
pour les ouvriers
LABELTEX
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o La formation en quelque temps
o Tache élémentaire
o L’ouvrier a plusieurs chefs
o Chronométrage
o Salaire au rendement
o Seule motivation « argent »
o Le niveau intellectuel ne compte pas
pour les ouvriers
MAZAVA
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o Tache élémentaire
o Chronométrage
o L’ouvrier a plusieurs chefs
o Le niveau intellectuel ne compte pas pour
les ouvriers
o La formation en quelque temps
o Salaire au rendement
o Seule motivation « argent »
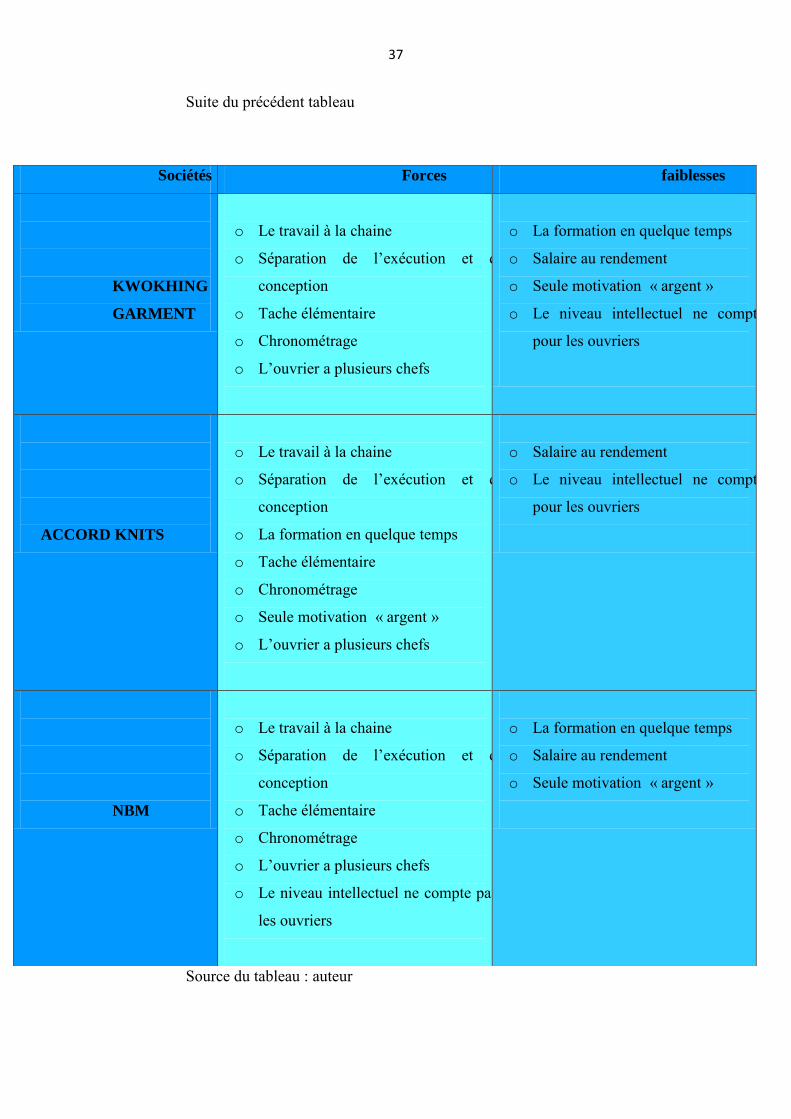
37
Suite du précédent tableau
Source du tableau : auteur
Sociétés Forces faiblesses
KWOKHING
GARMENT
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o Tache élémentaire
o Chronométrage
o L’ouvrier a plusieurs chefs
o La formation en quelque temps
o Salaire au rendement
o Seule motivation « argent »
o Le niveau intellectuel ne compte pas
pour les ouvriers
ACCORD KNITS
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o La formation en quelque temps
o Tache élémentaire
o Chronométrage
o Seule motivation « argent »
o L’ouvrier a plusieurs chefs
o Salaire au rendement
o Le niveau intellectuel ne compte pas
pour les ouvriers
NBM
o Le travail à la chaine
o Séparation de l’exécution et de la
conception
o Tache élémentaire
o Chronométrage
o L’ouvrier a plusieurs chefs
o Le niveau intellectuel ne compte pas pour
les ouvriers
o La formation en quelque temps
o Salaire au rendement
o Seule motivation « argent »
38
Pour toutes les sociétés visitées, la plupart des méthodes de Taylor sont vues dans la
partie force, ce qui veut dire que, déjà, toutes les sociétés visitées pratique la plupart du
taylorisme, la pratique de ces méthodes contribuent à l’augmentation de la productivité
ainsi que le chiffre d’affaires, par contre les méthodes vue dans la partie faiblesse, détériore
la productivité. Par exemple, Toutes les sociétés sauf l’ACCORD KNITS ont d’autres
motivations à part « l’argent », ces autres motivations augmentent seulement les dépenses,
vue que les ouvriers ont la paie moindre, alors qu’ils ont très besoin d’argent, la bonne
méthode c’est de n’avoir d’autre motivation que l’argent comme cela ces ouvriers vont
beaucoup travailler et donnent le meilleur d’eux même pour avoir plus de paie et comme
cela la productivité augmente. Pour le cas du fait que le niveau intellectuel ne compte pas
pour les ouvriers, cette méthode présente une force pour les sociétés qui ne la pratique pas,
c’est le cas de MAZAVA, de l’ACCORD KNITS et de la NBM , pour eux le niveau
intellectuel compte beaucoup pour faire partie de ses nouveaux entrants, pour eux, la
pratique de cette méthode augmente les pertes de temps en formation et le gaspillage des
matières premières . La formation en quelque temps constitue aussi une faiblesse pour les
sociétés qui la pratique, c’est le cas de KWOKHING, de MAZAVA et de la NBM, cette
méthode entraine les retouches et aussi une perte de temps qui détériore la productivité
D’après ce tableau, nous remarquons qu’en moyenne 50% des principes de Taylor
présentent une force pour chaque société visitée et seulement 30% environ qui présentent
une faiblesse
2.2 - diagnostic externe
Dans le diagnostic externe, nous allons voir les opportunités et les menaces des sociétés
par rapport au taylorisme
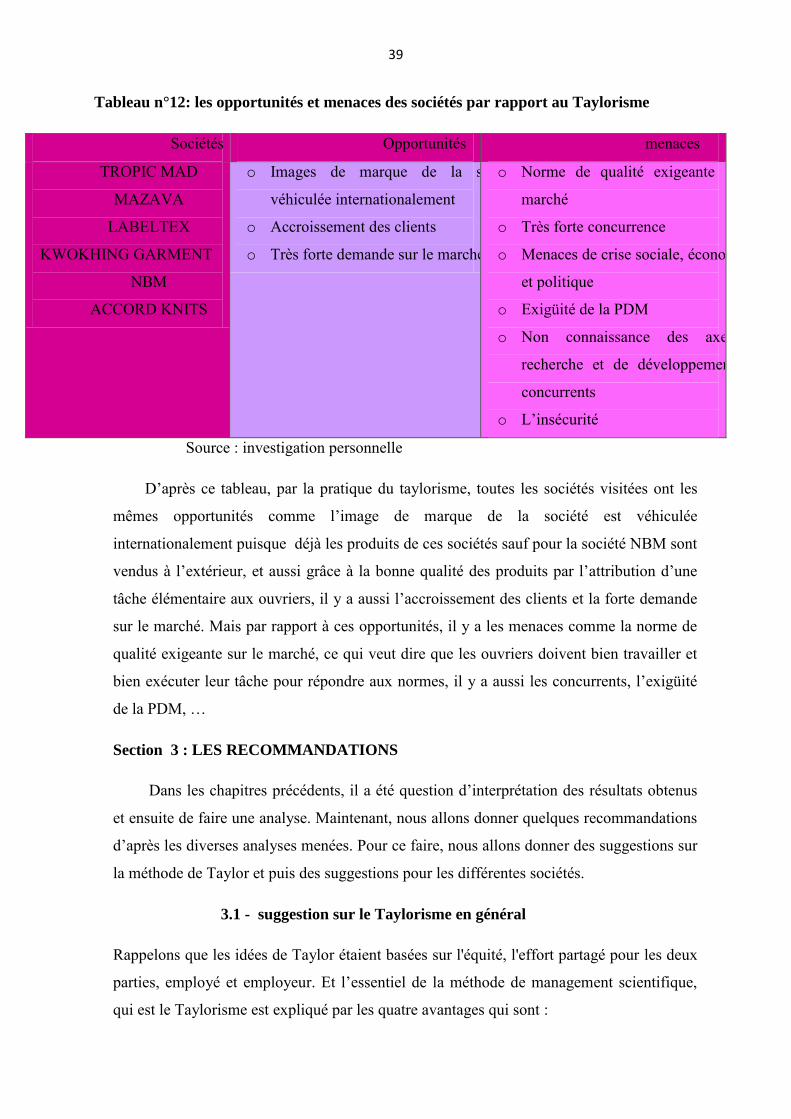
39
Tableau n°12: les opportunités et menaces des sociétés par rapport au Taylorisme
Sociétés Opportunités menaces
TROPIC MAD
MAZAVA
LABELTEX
KWOKHING GARMENT
NBM
ACCORD KNITS
o Images de marque de la société
véhiculée internationalement
o Accroissement des clients
o Très forte demande sur le marché
o Norme de qualité exigeante sur le
marché
o Très forte concurrence
o Menaces de crise sociale, économique
et politique
o Exigüité de la PDM
o Non connaissance des axes de
recherche et de développement des
concurrents
o L’insécurité
Source : investigation personnelle
D’après ce tableau, par la pratique du taylorisme, toutes les sociétés visitées ont les
mêmes opportunités comme l’image de marque de la société est véhiculée
internationalement puisque déjà les produits de ces sociétés sauf pour la société NBM sont
vendus à l’extérieur, et aussi grâce à la bonne qualité des produits par l’attribution d’une
tâche élémentaire aux ouvriers, il y a aussi l’accroissement des clients et la forte demande
sur le marché. Mais par rapport à ces opportunités, il y a les menaces comme la norme de
qualité exigeante sur le marché, ce qui veut dire que les ouvriers doivent bien travailler et
bien exécuter leur tâche pour répondre aux normes, il y a aussi les concurrents, l’exigüité
de la PDM, …
Section 3 : LES RECOMMANDATIONS
Dans les chapitres précédents, il a été question d’interprétation des résultats obtenus
et ensuite de faire une analyse. Maintenant, nous allons donner quelques recommandations
d’après les diverses analyses menées. Pour ce faire, nous allons donner des suggestions sur
la méthode de Taylor et puis des suggestions pour les différentes sociétés.
3.1 - suggestion sur le Taylorisme en général
Rappelons que les idées de Taylor étaient basées sur l'équité, l'effort partagé pour les deux
parties, employé et employeur. Et l’essentiel de la méthode de management scientifique,
qui est le Taylorisme est expliqué par les quatre avantages qui sont :
40
1. Le prix de revient de fabrication diminuant grâce à une production améliorée,
l'industriel peut réaliser de meilleurs bénéfices.
2. Les consommateurs en profitent, puisqu'ils peuvent acheter moins cher des produits
dont le prix de vente doit diminuer de façon sensible
3. L'ouvrier reçoit un salaire supérieur à celui qu'il recevait antérieurement, et ceci sans
que ses horaires de travail augmentent.
4. Le climat de l'entreprise doit être transformé, la coopération étant préférable au conflit
permanent, la considération réciproque préférable à la méfiance
. Considéré, de son vivant, par certains, comme un bienfaiteur de l'humanité, ayant accru le
bien-être des travailleurs, diminué la fatigue humaine et avoir contribué à la paix sociale.
Cependant Taylor n'a pas eu les résultats qu'il avait espérés. Il a été le plus souvent mal
compris et l'esprit de sa méthode complètement déformé17.
L'argument principal contre les idées de Taylor est la vision réductionniste du travail
qui le déshumanise. L'allocation du travail selon ce système précise non seulement ce qui
doit être fait, mais aussi comment cela doit être fait et le tempsexact dans lequel la tâche
doit être accomplie. Il n'y a donc plus de possibilité pour un exécutant de "penser" son
travail ou même d'exceller, tout étant prédéfini et standardisé18.
Ces "abus" proviennent de la scission entre les "organisateurs - planificateurs" et les
"exécutants"; au fil du temps les premiers se voient confié la responsabilité de gagner
toujours plus de productivité. Ils sont astreints à des objectifs et n'ont pas à se soucier du
facteur social. Aux seconds on ne laisse aucune latitude. Et puisque les méthodes de
standardisation rendent le travail exécutable par n'importe qui, les ouvriers sans
qualification, simples exécutants plus dociles et moins chers sont préférés aux ouvriers
qualifiés, pérennisant ainsi le système19.
Graduellement, les conditions initiales de la fin du XIXe siècle ayant poussé Taylor à
développer sa méthode de Management Scientifique s'effacent;
17DUVAL Guillaume, alternative économique, n°137-mai 1996
18 DUVAL Guillaume, alternative économique, n°137-mai 1996
19 DUVAL Guillaume, alternative économique, n°137-mai 1996
41
Le manque d'éducation n'est plus une raison suffisante pour séparer exécution
et préparation du travail
Le rapport de force entre managers et exécutants a changé, alors qu'à l'époque
de Taylor la force était essentiellement du côté patronal, le syndicalisme ou la menace des
syndicats, a rétablit un certain équilibre,
Le climat social n'est plus le même et
Il y a un phénomène de rejet, contre la déshumanisation du travail.
Sous les mots Taylor, taylorisme ou système taylorien, la mémoire collective n'a
retenu que les plus mauvais aspects d'une méthode de management efficace et qui se
voulait équitable, mais dévoyée de son concept original20.
Donc, toutes les sociétés qui veulent appliquer cette méthode doivent l’exécuter comme
Taylor l’a prescrite et comme ça, chacun des deux partis, c'est-à-dire l’employé et
l’employeur trouve ses avantages21
La « rotation » des ouvriers et des postes semble mieux pour le Taylorisme, pour éviter
la monotonie du travail, pour diminuer le taux d’absentéisme, et aussi pour motiver les
ouvriers.
Les ouvriers doivent aussi participer à des réunions d'amélioration, discuter de la qualité,
donner leurs idées quant aux postes de travail ou au design des produits, pour qu’il y ait
une collaboration entre l’exécution et la conception, pour éviter les malentendus, et aussi
pour faire régner l’harmonie dans la société et enfin pour le bien être et la pérennisation de
la société
3.2 - suggestions pour les différentes sociétés
D’après les visites et les analyses dans les différentes sociétés, quelques suggestions sont
données pour chacune d’eux :
20
DUVAL Guillaume, alternative économique, n°137-mai 1996 21
DUVAL Guillaume, alternative économique, n°137-mai 1996
42
3.2.1 - L’investissement sur les infrastructures
La société LABELTEX est une société qui fabrique des étiquettes et accessoires. Elle
n’a qu’une seule machine pour chaque section et il y a 4 sections qui sont :
imprimée
Le tissée
Le coupage
Le sticker
Donc la société peut encore augmenter sa production et son profit en investissant sur une
machine de plus pour chaque section, et une machine achetée veut dire un emploie créé,
qui contribue à l’amélioration de la vie sociale en diminuant le chômage.
3.2.2 - Diminution du temps de formation
Sur la formation des ouvriers, dans le cas de LABELTEX, c’est vrai qu’il faut bien les
former mais les former jusqu’ à 1mois et plus pour une tache élémentaire est trop
beaucoup, donc elle devrait diminuer le temps de formation au plus une semaine par
ouvrier, diminuera ainsi les dépenses inutiles.
Dans le cas de MAZAVA SPORTSWEAR, Sur la formation et le stage, elle devrait
enlever le stage de trois mois car on considère ça comme arnaque des nouveaux entrants,
car le stage n’est pas payant, la formation dure déjà 15 jours alors pourquoi 3 mois de plus
pour le stage ?
Et enfin, dans le cas de KWIKHING GARMENT MADA, avant le recrutement de
nouveau personnel, la société ne forme pas ses nouveaux entrants, mais à eux de se
débrouiller. D’après analyse, on a trouvé que c’est pas une bonne technique, car il y a les
pertes de temps, le gaspillage des matières, les retouches, …
Donc elle devrait avoir un plan de formation pour les nouveaux entrants, pour qu’ils
sachent bien leur travail, avant de les intégrer dans la société, évitant ainsi les temps
morts, le gaspillage, les retouches,…
43
3.2.3 - La mise en place d’une DRH
Pour les sociétés ACCORD KNITS et KWOKHING GARMENT MADA, on n’a pas
pu visiter les lieux de production donc, on n’a pas de recommandation pour cela, mais dans
les bureaux de méthode, on a pu constater qu’il n’y avait pas de DRH, ni de responsable du
personnel, mais c’est le responsable administratif qui s’occupe du personnel, pour la société
ACCORD KNITS, en plus de ses autres fonctions entant que responsable administratif.
Donc ces deux sociétés devraient mettre en place une direction des ressources humaines
avec ses différentes fonctions constituantes qui sont : le responsable ou chef personnel,
superviseur des sections,…
3.2.4 - Le respect des ouvriers
Pour la société TROPIC MAD, pendant notre visite dans la société, on a remarqué
que les ouvriers ne pouvaient pas se parler, ne pouvaient pas téléphoner et sont très
surveillés, ils ne peuvent faire autre chose que leur travail. Un moindre faux pas les conduit
vers un avertissement et sinon la déduction de leur paie. C’est l’une des sociétés qui a mal
compris et a déformé le Taylorisme.
D’abord elle devrait respecter ses ouvriers, non pas parce que ce sont des ouvriers,
qu’il faut les traiter comme des bêtes, elle ne devrait pas exploiter la main d’œuvre à
maximal, sans réelle contrepartie, l’encadrement et ouvriers doivent collaborer ensemble et
enfin,Les ouvriers doivent aussi participer à des réunions d'amélioration, discuter de la
qualité, donner leurs idées quant aux postes de travail ou au design des produits, pour qu’il
y ait une collaboration entre l’exécution et la conception, pour éviter les malentendus, et
aussi pour faire régner l’harmonie dans la société et enfin pour le bien être et la
pérennisation de la société.
3.2.5 -Faire une rotation
Pour la société MAZAVA SPORTSWEAR, La société devrait appliquer la
rotation des postes, pour motiver les ouvriers, et éviter la monotonie du travail
44
3.2.6 – la motivation
Pour la société NBM, On n’a pas pu non plus visiter les ateliers de production, on n’a
eu que les réponses du questionnaire, donc pas trop de recommandation, mais on constate
quand même qu’elle motive bien ses ouvriers et doit continuer comme ça, car sans
ouvriers, pas de production et pas de production, pas de profit.
Pour la société MAZAVA SPORTSWEAR, on a constaté que société motive bien ses
ouvriers par de multiples motivations, c’est bien pour la société et aussi pour les ouvriers,
donc elle devrait continuer
3.2.7 - la bonne rémunération des ouvriers
Pourchaque société visitée, il y a toujours une exploitation maximale de la main
d’œuvre avec une paie moindre, donc si la société veut exploiter la main d’œuvre, elle
devrait payer ses ouvriers avec ses réelles contreparties.
En conclusion, dans ce chapitre on a pu discuter des résultats de chaque recherche tant
sur la documentation concernant le Taylorisme que sur les recherches quantitatives et
qualitatives concernant les différentes sociétés visitées et enfin on a donné des
recommandations pour chaque société et aussi pour le Taylorisme en général
45
CONCLUSION
45
Cette étude sur le taylorisme se souciait de savoir si le Taylorisme existe encore ou pas car le
Taylorisme rencontrait des difficultés à la fin des années 60, il y avait la révolte des ouvriers
spécialisés, l’absentéisme, le turnover, formes individuelles de protestation, augmentaient
dans les entreprises. Des mouvements sociaux se formaient par ailleurs, mais souvent sans les
syndicats, organisés autour des OP. L’intensification du travail (augmentation des cadences)
rendait en effet de plus en plus pénible la tâche de l’OS. De plus, les hausses de salaires ne
compensaient plus aux yeux des OS, la monotonie, l’absence de promotion... etc.
Afin de limiter les coûts de la crise du travail (absentéisme, turnover) et d’intégrer
dans le monde du travail une jeunesse caractérisée par une désaffection envers le travail
manuel, des tentatives de réformes se font jours: rotation des postes, élargissement des
tâches, enrichissement des tâches, création des groupes semi-autonomes. Ces derniers ont
un certain succès : l’autodiscipline permet une diminution de l’absentéisme.
Depuis le milieu des années 80, le taylorisme s'est de nouveau imposé dans
l'organisation du travail, mais cette fois, au nom de la qualité et du délai et plus seulement
de la rentabilité. Une justification qui, associée au chômage, explique le peu de résistance
des salariés. Le travail répétitif a partout repris sa progression. Il poursuit sa conquête
centenaire du travail industriel, mais surtout il envahit désormais lesecteur des services. Et
cela sans plus susciter de conflits majeurs.
Bien sûr, entre temps, des chômeurs guettent le premier poste disponible. " Si t'es pas
content, il y en a dix qui attendent devant la porte. " Même quand il n'est pas utilisé
explicitement, l'argument pèse très lourd. On aurait tort, cependant, de voir dans la
reconstitution de l'" armée de réserve " l'unique explication de ce regain de faveur du
taylorisme. D'autres phénomènes jouent un rôle majeur dans cette résignation face au
développement du travail répétitif.
Tout d'abord, aucune alternative au travail répétitif qui soit plus productive que lui n'a
été trouvée. Renoncer au taylorisme aurait signifié perdre en productivité et donc accepter
un renchérissement sensible des produits. Les consommateurs,même les plus " alternatifs ",
n'y étaient pas réellement prêts.
46
Côté produits ensuite. Le système productif a su résoudre la contradiction entre
production de masse répétitive et demande de produits différenciés. Grâce à différentes
techniques, modularité, différenciation retardée, changements rapides d'outils, des produits
variés et fréquemment renouvelés ont pu être fabriqués tout en conservant, en fait, pour
l'essentiel, une production de masse standardisée.
Du côté des moyens de production enfin, le développement des technologies de
l'information et de la communication joue un rôle essentiel dans ce second souffle de la
taylorisation. En permettant de stocker dans des programmes le savoir des spécialistes,
l'ordinateur est un puissant outil pour confier à des opérateurs sans qualification
particulière des tâches de plus en plus complexes. C'est lui aussi qui permet le contrôle de
leur rythme de travail. Grâce à lui, les normes quantitatives détaillées peuvent se
développer dans les activités de service.
Les techniques de communication ont par ailleurs puissamment aidé le taylorisme à se
déconcentrer, à remplacer les grandes structures devenues socialement ingérables par des
structures plus petites, toujours taylorisées, mais à taille humaine.
La contrainte de productivité, l'évolution des moyens de production pesaient déjà
en faveur de la poursuite de la taylorisation. Pourtant ce développement, et surtout son
acceptation par ceux qui allaient le subir, n'aurait pas été possible si la taylorisation n'avait
pas trouvé des justifications nouvelles.
La qualité est devenue, durant les années 80, un enjeu central pour tous les
producteurs de biens, mais aussi de services, un critère de différenciation essentiel dans un
monde en excédent structurel d'offre. Mais qualité ne peut rimer qu'avec répétitivité: pour
pouvoir garantir la qualité d'un produit ou d'une prestation, il faut être sûr qu'aucune
opération, dans la chaîne de production, ne puisse engendrer de défaut ou de
dysfonctionnement. Il faut donc connaître dans le détail ce que chacun fait et spécifier ce
que chacun doit faire. Pour pouvoir garantir une qualité élevée et stable, pas question de
laisser les salariés agir à leur humeur.
C'est le fondement même du taylorisme. Les politiques de qualité totale, la norme Iso 9000
en particulier (voir p. 38), ont été des accélérateurs formidables de la taylorisation ces
dernières années, au sein des sociétés industrielles.
47
La qualité a fait bien plus que peser en faveur du travail taylorisé, elle lui a donné
une nouvelle légitimité. Le taylorisme s'était imposé au nom de la productivité, de
l'avantage économique pour l'entreprise qui le mettait en œuvre et indirectement, mais
indirectement seulement, pour la société dans son ensemble. Avec la qualité, c'est tout
autre chose: ce n'est plus le patron qui impose la taylorisation pour augmenter ses profits,
c'est le marché qui exige une organisation taylorisée comme garantie de la capacité à
produire des biens ou des services de qualité.
Le délai joue un rôle analogue pour l'autre élément clé du travail taylorisé: le
contrôle du rythme des opérateurs. Le chronomètre a longtemps été synonyme de
taylorisme. Les "cadences infernales " imposées par les petits chefs ont été au cœur d'une
conflictualité très vive. A côté de la qualité, le délai est lui aussi devenu, depuis vingt ans,
un critère compétitif essentiel. Grâce à lui, le néo taylorisme contemporain a trouvé une
réponse au problème du contrôle des rythmes de production: ce n'est plus le chef qui
impose le rythme à l'opérateur, mais le client. C'est le résultat des politiques de juste à
temps et de flux tendus. Fini les stocks intermédiaires, les produits en magasin, les piles de
dossiers en attente de traitement: celui qui travaille trop lentement empêche le suivant dans
la chaîne de fabrication ou de traitement de travailler et, en dernier ressort, empêche de
satisfaire le client. Là aussi, qui peut s'y opposer? Qui osera dire: " Le client? Je m'en fous.
Ce qui compte, c'est que je travaille quand j'en ai envie "?
Le développement de la taylorisation n'est plus à proprement parlé un choix
qu'effectue l'entreprise. Il lui est imposé de l'extérieur par le client. C'est paradoxalement ce
qui permet de décrisper, au moins dans les plus grandes entreprises, les relations internes.
La taylorisation?
On ne peut rien y faire, il faut y passer. Collaborons donc pour rendre malgré cela la vie de
l'entreprise la moins désagréable possible. Apportez-nous vos suggestions et vos critiques,
nous les intégrerons tant qu'elles sont compatibles avec le cadre taylorien global. Les "
petits chefs "? C'est vrai, ils ne servent plus grand-chose: on peut les supprimer. Ce faisant,
on assiste à un véritable retour aux sources du taylorisme. Les brimades, vexations et
autres humiliations si fréquentes dans les grandes usines taylorisées des Trente glorieuses
étaient étrangères à ce que voulait faire Taylor.
48
On note cependant une vraie rupture avec les principes du père fondateur: la
politique salariale. " Le premier objet de l'organisation est de combiner les salaires élevés
au bon marché de la main-d’œuvre ", expliquait Taylor. Cette idée fondamentale du
partage des gains de productivité a été reprise et amplifiée par Henry Ford qui en avait
compris, de surcroît, les conséquences positives du côté de la demande solvable pour
l'économie dans son ensemble et l'industrie automobile en particulier. Elle a été au cœur de
la croissance spectaculaire des pays développés depuis un siècle. C'est elle qui anime
actuellement la croissance rapide des pays asiatiques.
La tentation est forte cependant, dans les vieux pays industriels, de rompre avec le
taylorisme de ce point de vue. La situation déséquilibrée du marché du travail permet en
effet de conserver, sous forme de profits, les fruits des gains de productivité. Les
conséquences de cette course à la baisse du coût du travail sont déjà visibles dans nos
sociétés: une part croissante du salariat se trouve exclue de la consommation. L'avenir dira
s'il est possible de développer l'économie et d'améliorer l'efficacité productive tout en
réduisant le coût du travail, contrairement à ce que pensaient Taylor
D’ après les résultats évoqués précédemment,chaque société, qu’elles soient des
sociétés industrielles à régime zone franche ou simple société industrielle, pratiquent toutes
le taylorisme mais pas à 100%, chaque société a sa pourcentage de l’utilisation de cette
méthode, les sociétés TROPIC MAD et ACCORD KNITS la pratiquent à 80%, les sociétés
LABELTEX et KWOKHING GARMENT l’utilisent à 70%, suivi de la société MAZAVA
qui la pratique à 60% et enfin de la société NBM qui la pratique à 50%.
D’après les chapitres précédents, les deux hypothèses posées au début qui sont :
« depuis toujours, le Taylorisme n’a jamais cesser d’exister » et « le Taylorisme augmente
la productivité ainsi que le chiffre d’affaires » sont confirmées, puisque le chiffre d’affaires
des sociétés visitées sont toujours en progressions, de même que leur productivité. C’est
vrai que certaines d’entre elles ont rencontré quelques difficultés, mais en général elles ont
toujours un meilleur chiffre d’affaires et une meilleure productivité chaque années, ils sont
même de nature croissante pour la plupart d’entre elles
Le Taylorisme est donc vraiment d’actualités puisque la plupart des sociétés
industrielles la pratiquent, mais surtout toutes les sociétés zone franche ou les sociétés à

49
grande production pratiquent toutes cette méthode. Et non seulement que le taylorisme
existe encore mais c’est aussi prouvé dans les chapitres précédent que c’est une bonne
méthode, puisqu’elle procure beaucoup de profit.
Toutefois, le taylorisme n’est pratiqué à Madagascar que dans les sociétés
industrielles et les sociétés à grandes production, pas comme ceux de l’étranger qui le
pratique dans les sociétés de services, dans les fast Food,…
Donc comment faire pour élargir, pour faire pratiquer le taylorisme dans ces autres
sociétés ? Comment conserver les méthodes de Taylor tel qu’il l’avait prescrit sans
malentendu ? Et comment faire pour lutter contre l’exploitation maximale de la main
d’œuvre par les employeurs sans réelle contrepartie
i
REFERENCES
BIBLIOGRAPHIE
ANDRIANAIVO Victorine, 2011, Méthodologie, Cours, 4ème année, Université d’Antananarivo.
ANDRIANALY Saholiarimanana, 2011, Cas Intégré de Management, Cours, 4ème année, Université d’Antananarivo.
Méthodologie de recherche IMMRED, normes AFNOR Z 41 006, guide, 10 p.
Frederick Winslow Taylor, organisation du travail et économie de l’entreprise, ed.
D’organisation
Michel Pouget, que sais-je ?, 1998
DUVAL Guillaume, Taylor n’est pas mort, alternative économique n°137 mai 1996
CAIRE Guy, lecture du taylorisme, revue économique social n°3 et 4
WEBIOGRAPHIE
www.google.com www.wikipedia.fr www.label.com
ii
LES ANNEXES
iii
LISTE DES ANNEXES
Annexe 1 : organigramme de la société LABELTEX ......................................................... .iv
Annexe 2 : organigramme de la société NBM ................................................................... v
Annexe 3 : organigramme de la société MAZAVA SPORTSWEAR ................................ vi
Annexe 4 : organigramme de la société ACCORD KNITS ................................................ vii
Annexe 5 : questionnaire ................................................................................................... ix
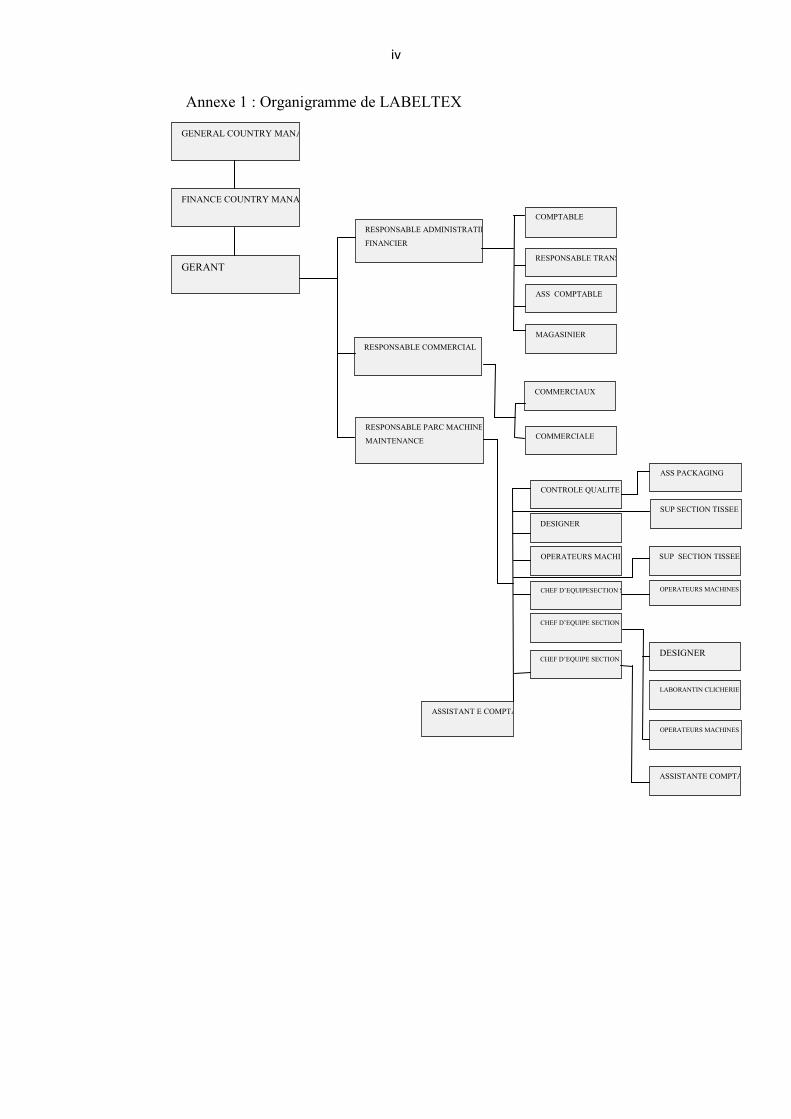
iv
Annexe 1 : Organigramme de LABELTEX
GENERAL COUNTRY MANAGER
FINANCE COUNTRY MANAGER
GERANT
RESPONSABLE ADMINISTRATIF ET
FINANCIER
RESPONSABLE COMMERCIAL
COMPTABLE
RESPONSABLE TRANSIT
ASS COMPTABLE
MAGASINIER
COMMERCIAUX
CHEF D’EQUIPE SECTION COUPAGE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
COMMERCIALE
CONTROLE QUALITE
CHEF D’EQUIPE SECTION IMPRIMEE
DESIGNER
CHEF D’EQUIPESECTION STICKERS
OPERATEURS MACHINES
ASS PACKAGING
OPERATEURS MACHINES
DESIGNER
LABORANTIN CLICHERIE
OPERATEURS MACHINES
ASSISTANTE COMPTABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
SUP SECTION TISSEE
SUP SECTION TISSEE
RESPONSABLE PARC MACHINE ET
MAINTENANCE
ON
TISSEE
ASSISTANT E COMPTABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
ASSIST
ANT E
COMP
TABLE
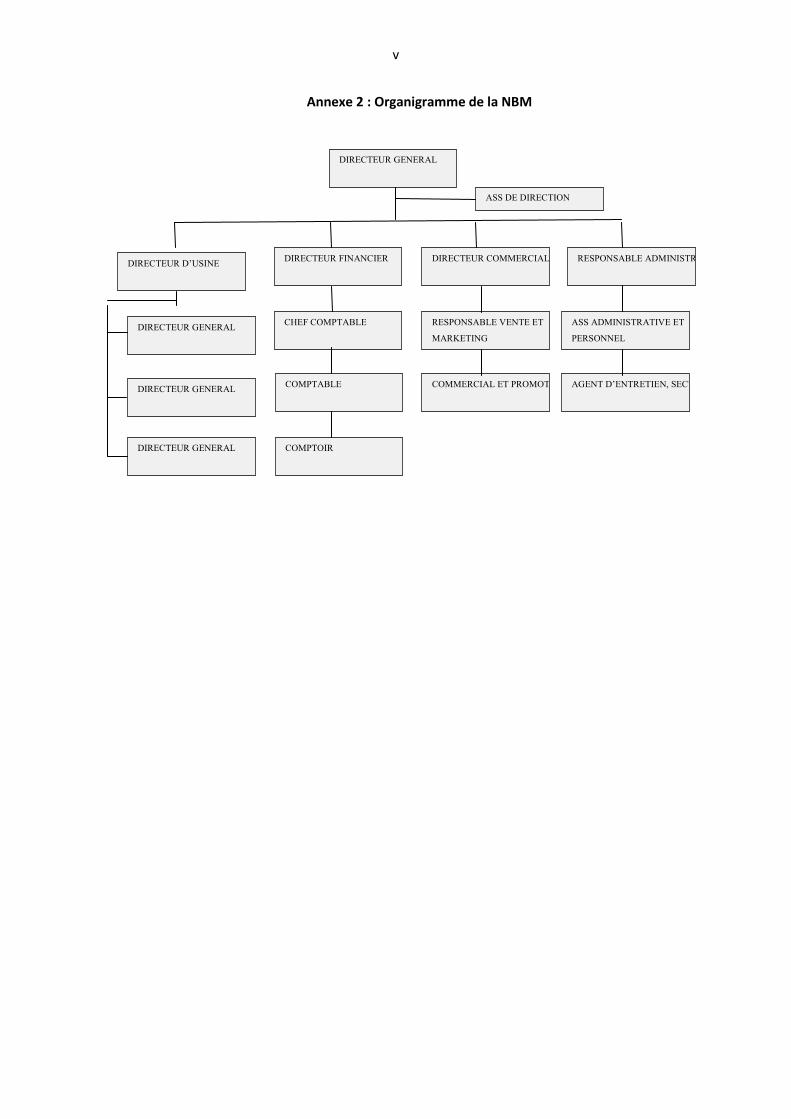
v
Annexe 2 : Organigramme de la NBM
AGENT D’ENTRETIEN, SECURITE
ASS ADMINISTRATIVE ET
PERSONNEL
RESPONSABLE ADMINISTRATIF
COMMERCIAL ET PROMOTEUR
RESPONSABLE VENTE ET
MARKETING
DIRECTEUR COMMERCIAL
COMPTOIR
COMPTABLE
CHEF COMPTABLE
DIRECTEUR FINANCIER
DIRECTEUR GENERAL
DIRECTEUR GENERAL
DIRECTEUR GENERAL
DIRECTEUR D’USINE
ASS DE DIRECTION
DIRECTEUR GENERAL
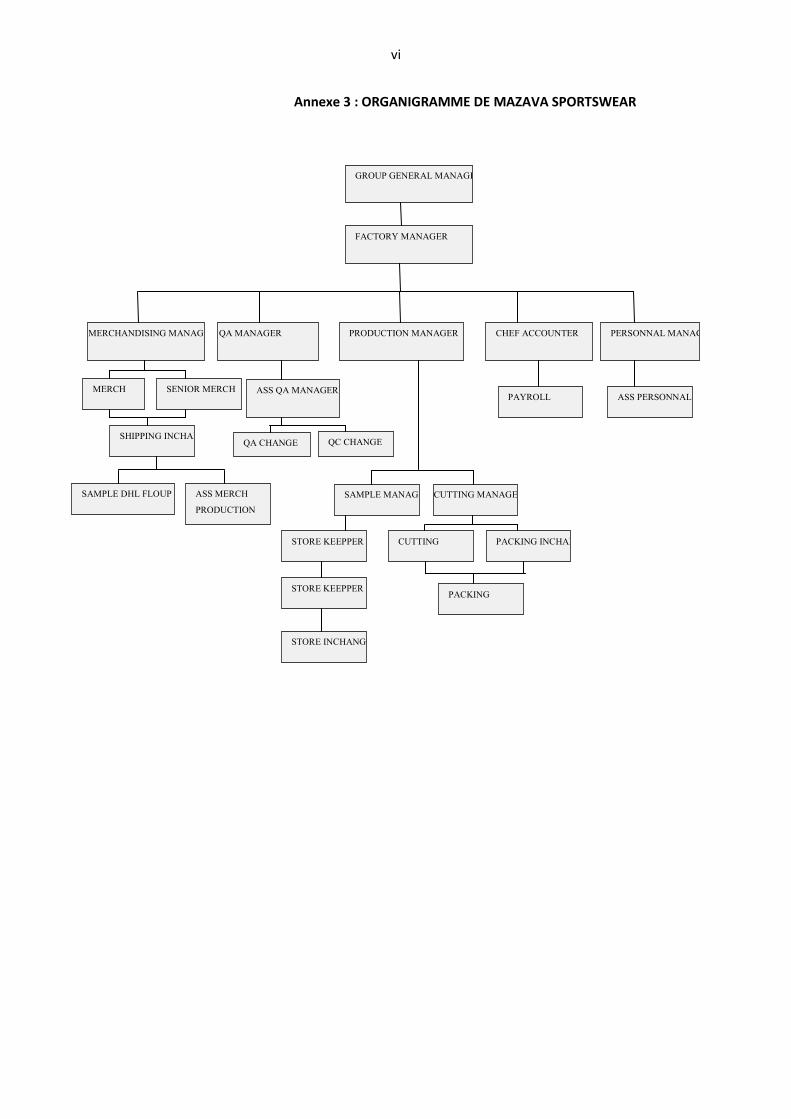
vi
Annexe 3 : ORGANIGRAMME DE MAZAVA SPORTSWEAR
FACTORY MANAGER
PERSONNAL MANAGER
CHEF ACCOUNTER
PRODUCTION MANAGER
QA MANAGER
MERCHANDISING MANAGER
MERCH
SENIOR MERCH
SAMPLE DHL FLOUP
ASS MERCH
PRODUCTION
SHIPPING INCHANGE
GROUP GENERAL MANAGER
ASS QA MANAGER
QA CHANGE
QC CHANGE
CUTTING MANAGER
SAMPLE MANAGER
STORE KEEPPER
STORE KEEPPER
CUTTING
PACKING INCHANGE
PACKING
STORE INCHANGE
PAYROLL
ASS PERSONNAL
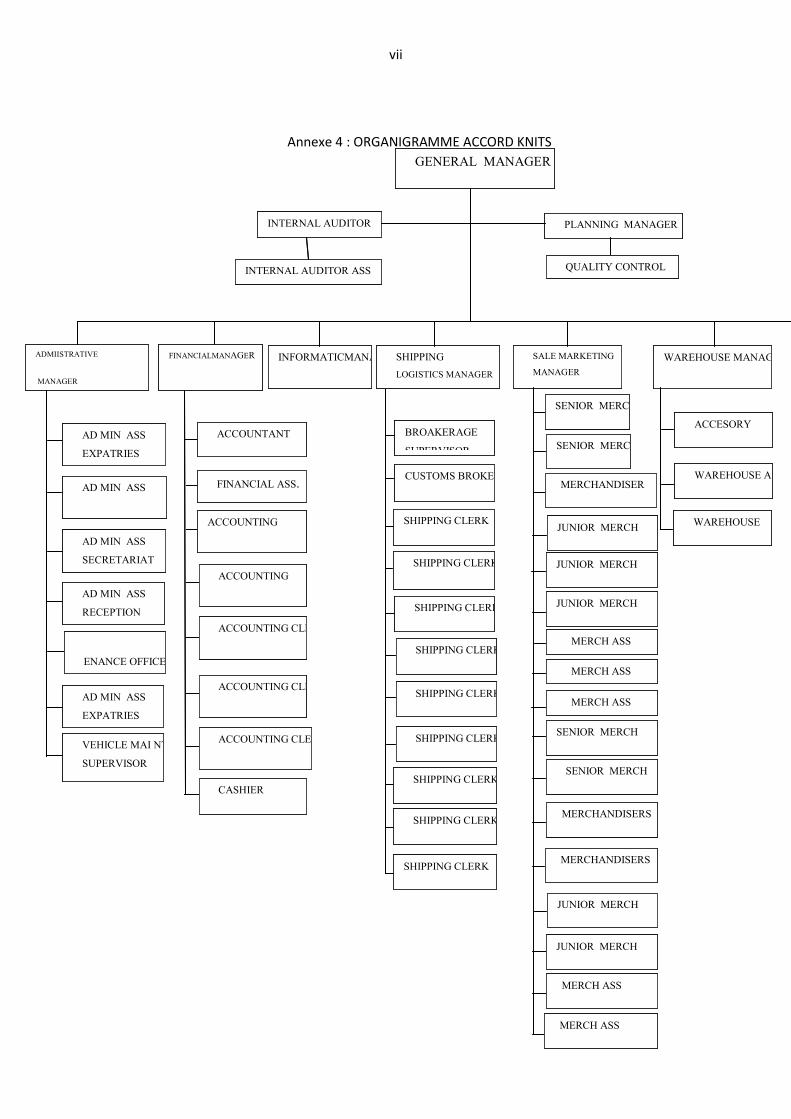
vii
Annexe 4 : ORGANIGRAMME ACCORD KNITS
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
BROAKERA
GE
SUPERVISO
R
ACCE
SORY
RESPO
NSIBL
E
WARE
HOUS
E ASS
WARE
HOUS
E
SHIPPI
NG
CLERK
CUSTO
MS
BROK
ER
BROA
KERA
GE
SUPER
VISOR
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
SHIPPI
NG
CLERK
MAINT
ENANC
E
OFFICE
R
AD MIN
ASS
EXPAT
RIES
AD MIN
ASS
SECRE
TARIA
T
AD MI
N ASS
RECEP
TION
AD MIN
ASS
AD MI
N ASS
EXPAT
RIES
VEHIC
LE
MAI N
T.
SUPER
VISOR
ACCOU
NTANT
FINANCI
AL ASS.
CASHIE
R
ACCOU
NTING
CLERK
ACCOU
NTING
CLERK
ACCOU
NTING
CLERK
ACCOUN
TING
CLERK
ACCOU
NTING
CLERK
ADMIISTR
AIVE
MANAGER
FINAN
CIALM
ANAGE
R
INFOR
MATIC
MANA
GER
YARN
MANAG
ER
WAREHO
USE
MANAGER
SHIPPING LOGISTICS M
ANAGER
GENERAL
MANAGER
QUALITY
CONTROL INTERNAL
AUDITOR ASS
PLANNING
MANAGER
INTERNAL
AUDITOR
SE
NIO
R
ME
RC
H
SE
NIO
R
ME
RC
H
MERCHA
NDISER
JUNIOR
MERCH
JUNIOR
MERCH
JUNIOR
MERCH
MERCH
ASS
MERCH
ASS
MERCH
ASS
SENIOR
MERCH
SENIOR
MERCH
MERCHA
NDISERS
MERCHA
NDISERS
JUNIOR
MERCH
JUNIOR
MERCH
MERCH
ASS
MERCH
ASS
ACCESORY
RESPO
NSIBL
E
WAREHOUSE ASS
WAREHOUSE
SHIPPING CLERK
CUSTOMS BROKER
BROAKERAGE
SUPERVISOR
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
SHIPPING CLERK
MAINT
ENANCE OFFICER
AD MIN ASS
EXPATRIES
AD MIN ASS
SECRETARIAT
AD MIN ASS
RECEPTION
AD MIN ASS
AD MIN ASS
EXPATRIES
VEHICLE MAI NT.
SUPERVISOR
ACCOUNTANT
FINANCIAL ASS.
CASHIER
ACCOUNTING
CLERK
ACCOUNTING CLERK
ACCOUNTING CLERK
ACCOUNTING CLERK
ACCOUNTING
CLERK
ADMIISTRATIVE
MANAGER
FINANCIALMANAGER INFORMATICMANAGER
SALE MARKETING
MANAGER
WAREHOUSE MANAGER SHIPPING LOGISTICS MANAGER
GENERAL MANAGER
QUALITY CONTROL INTERNAL AUDITOR ASS
PLANNING MANAGER INTERNAL AUDITOR
SENIOR MERCH
SENIOR MERCH
MERCHANDISER
JUNIOR MERCH
JUNIOR MERCH
JUNIOR MERCH
MERCH ASS
MERCH ASS
MERCH ASS
SENIOR MERCH
SENIOR MERCH
MERCHANDISERS
MERCHANDISERS
JUNIOR MERCH
JUNIOR MERCH
MERCH ASS
MERCH ASS
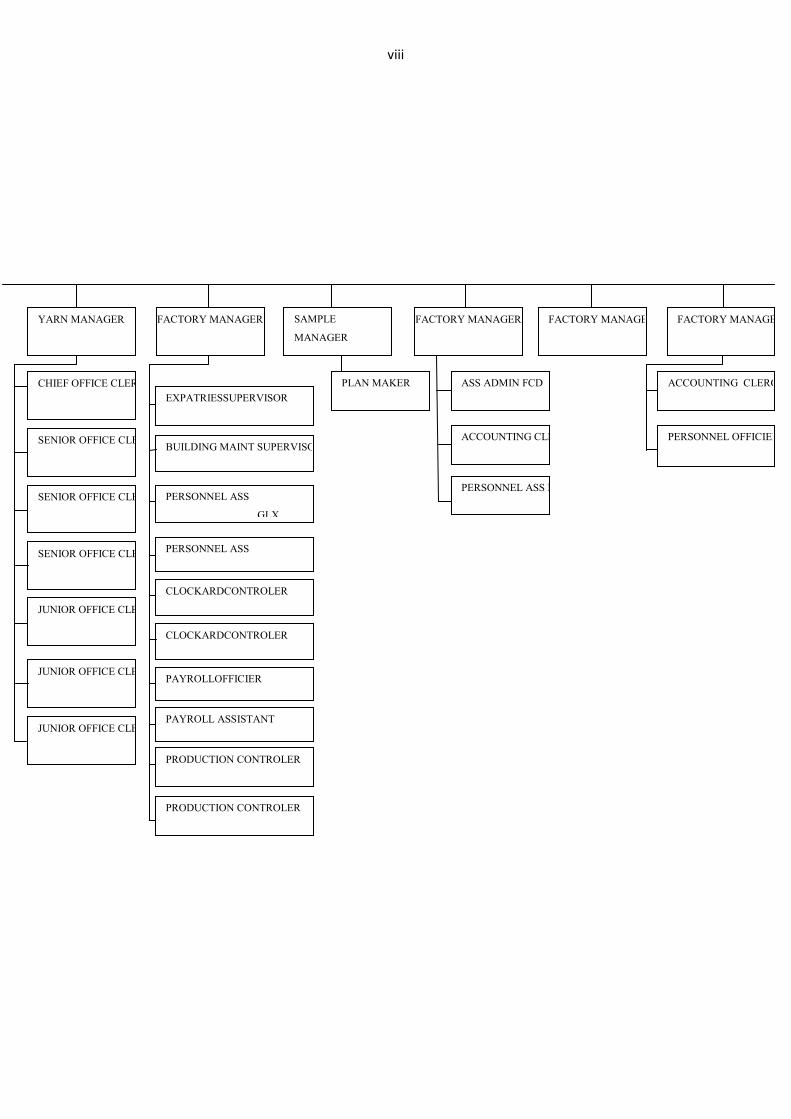
viii
EXPATRIESSUPERVISOR
BUILDING MAINT SUPERVISOR
PERSONNEL ASS
GLX
PERSONNEL ASS
CLOCKARDCONTROLER
CLOCKARDCONTROLER
PAYROLLOFFICIER
PAYROLL ASSISTANT
PRODUCTION CONTROLER
PRODUCTION CONTROLER
PLAN MAKER
ASS ADMIN FCD
ACCOUNTING CLERCK
FCD
PERSONNEL ASS FCD
ACCOUNTING CLERCK ABE
PERSONNEL OFFICIER ABE
FACTORY MANAGER GLX SAMPLE
MANAGER
FACTORY MANAGER FCD FACTORY MANAGER FUT FACTORY MANAGER ABE YARN MANAGER
CHIEF OFFICE CLERCK
SENIOR OFFICE CLERCK
SENIOR OFFICE CLERCK
SENIOR OFFICE CLERCK
JUNIOR OFFICE CLERCK
JUNIOR OFFICE CLERCK
JUNIOR OFFICE CLERCK
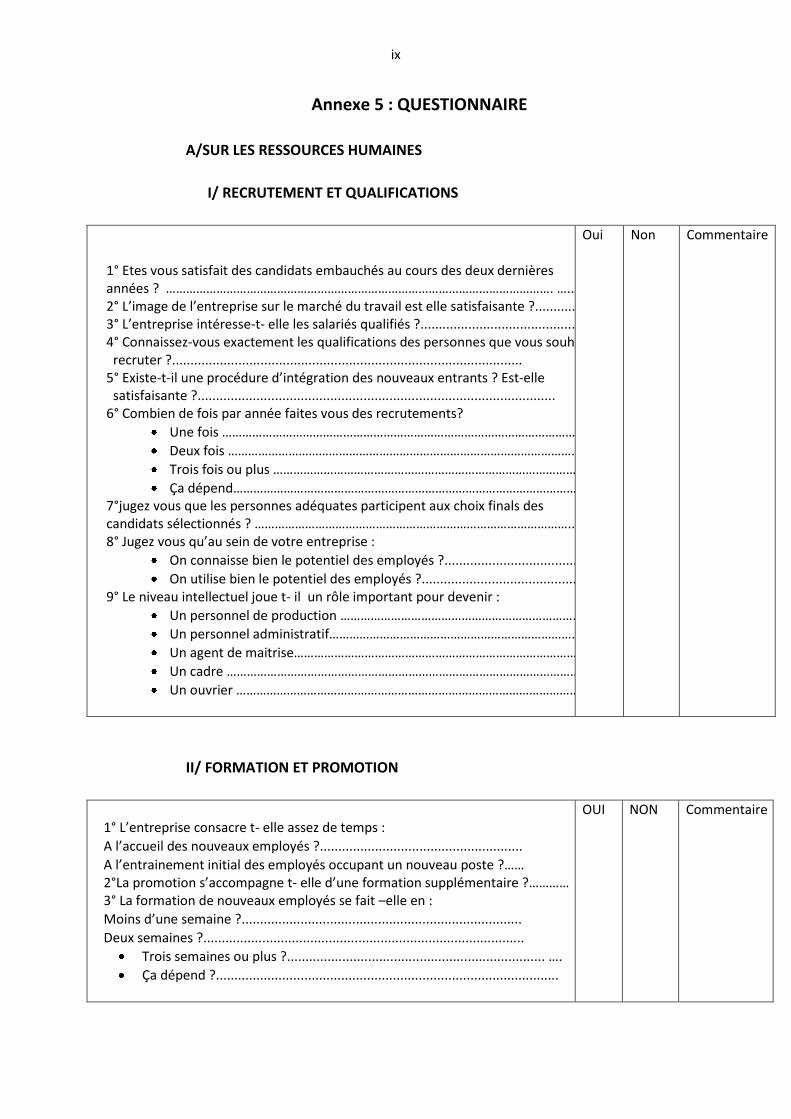
ix
Annexe 5 : QUESTIONNAIRE
A/SUR LES RESSOURCES HUMAINES
I/ RECRUTEMENT ET QUALIFICATIONS
1° Etes vous satisfait des candidats embauchés au cours des deux dernières années ? ……………………………………………………………………………………………………. …... 2° L’image de l’entreprise sur le marché du travail est elle satisfaisante ?............ 3° L’entreprise intéresse-t- elle les salariés qualifiés ?........................................... 4° Connaissez-vous exactement les qualifications des personnes que vous souhaitez
recruter ?............................................................................................... 5° Existe-t-il une procédure d’intégration des nouveaux entrants ? Est-elle
satisfaisante ?................................................................................................. 6° Combien de fois par année faites vous des recrutements?
Une fois ……………………………………………………………………………………………….
Deux fois ………………………………………………………………………………………………
Trois fois ou plus …………………………………………………………………………………..
Ça dépend…………………………………………………………………………………………….. 7°jugez vous que les personnes adéquates participent aux choix finals des candidats sélectionnés ? ………………………………………………………………………………….. 8° Jugez vous qu’au sein de votre entreprise :
On connaisse bien le potentiel des employés ?.......................................
On utilise bien le potentiel des employés ?.............................................. 9° Le niveau intellectuel joue t- il un rôle important pour devenir :
Un personnel de production ……………………………………………………………….
Un personnel administratif…………………………………………………………………..
Un agent de maitrise……………………………………………………………………………
Un cadre …………………………………………………………………………………………….
Un ouvrier ……………………………………………………………………………………………
Oui Non Commentaire
II/ FORMATION ET PROMOTION
1° L’entreprise consacre t- elle assez de temps :
A l’accueil des nouveaux employés ?.......................................................
A l’entrainement initial des employés occupant un nouveau poste ?…… 2°La promotion s’accompagne t- elle d’une formation supplémentaire ?………… 3° La formation de nouveaux employés se fait –elle en :
Moins d’une semaine ?............................................................................
Deux semaines ?.......................................................................................
Trois semaines ou plus ?...................................................................... ….
Ça dépend ?.............................................................................................
OUI NON Commentaire
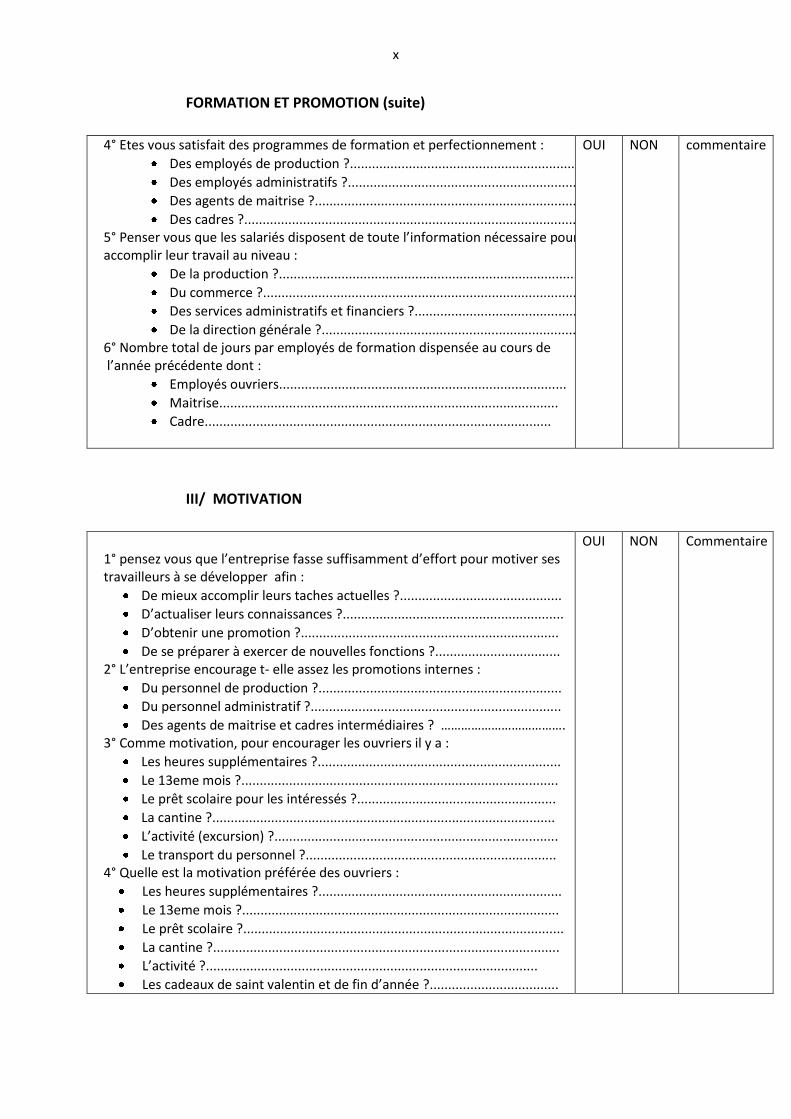
x
FORMATION ET PROMOTION (suite)
4° Etes vous satisfait des programmes de formation et perfectionnement :
Des employés de production ?................................................................
Des employés administratifs ?................................................................
Des agents de maitrise ?...........................................................................
Des cadres ?.............................................................................................. 5° Penser vous que les salariés disposent de toute l’information nécessaire pour accomplir leur travail au niveau :
De la production ?.....................................................................................
Du commerce ?.........................................................................................
Des services administratifs et financiers ?................................................
De la direction générale ?........................................................................ 6° Nombre total de jours par employés de formation dispensée au cours de l’année précédente dont :
Employés ouvriers..............................................................................
Maitrise............................................................................................
Cadre..............................................................................................
OUI NON commentaire
III/ MOTIVATION
1° pensez vous que l’entreprise fasse suffisamment d’effort pour motiver ses travailleurs à se développer afin :
De mieux accomplir leurs taches actuelles ?............................................
D’actualiser leurs connaissances ?............................................................
D’obtenir une promotion ?......................................................................
De se préparer à exercer de nouvelles fonctions ?.................................. 2° L’entreprise encourage t- elle assez les promotions internes :
Du personnel de production ?..................................................................
Du personnel administratif ?....................................................................
Des agents de maitrise et cadres intermédiaires ? ………………………………. 3° Comme motivation, pour encourager les ouvriers il y a :
Les heures supplémentaires ?..................................................................
Le 13eme mois ?......................................................................................
Le prêt scolaire pour les intéressés ?......................................................
La cantine ?.............................................................................................
L’activité (excursion) ?.............................................................................
Le transport du personnel ?.................................................................... 4° Quelle est la motivation préférée des ouvriers :
Les heures supplémentaires ?..................................................................
Le 13eme mois ?......................................................................................
Le prêt scolaire ?.......................................................................................
La cantine ?..............................................................................................
L’activité ?..........................................................................................
Les cadeaux de saint valentin et de fin d’année ?...................................
OUI NON Commentaire
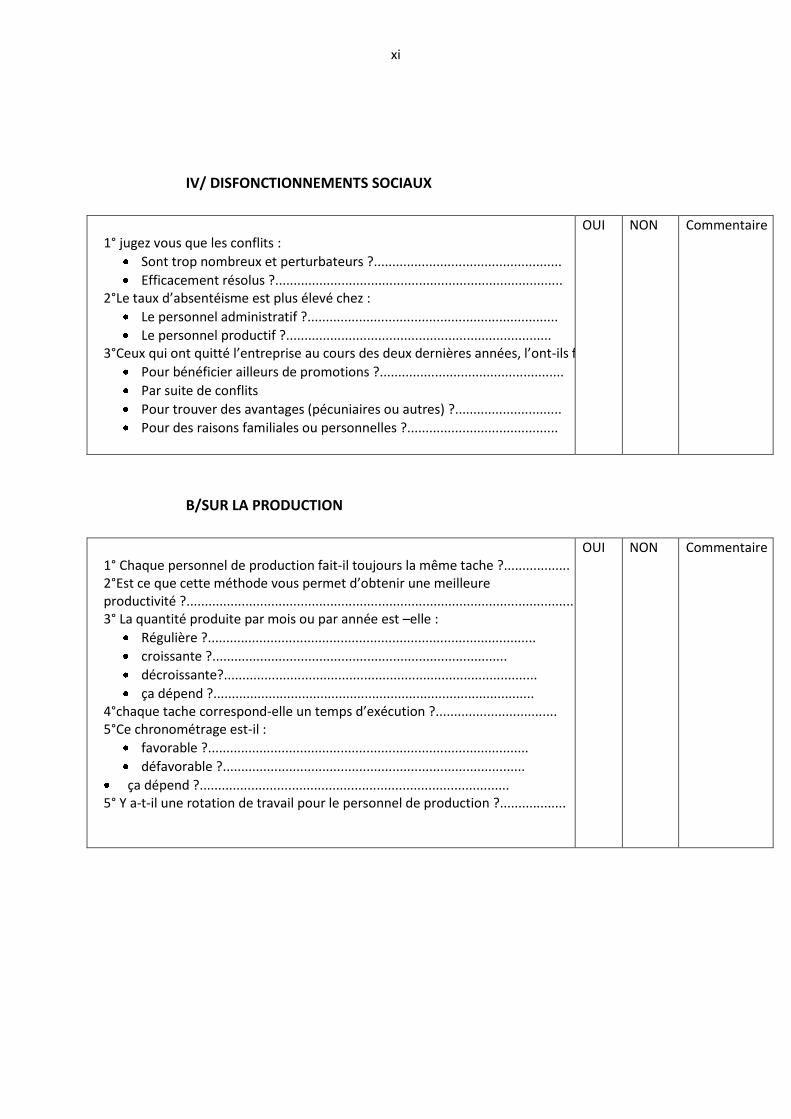
xi
IV/ DISFONCTIONNEMENTS SOCIAUX
1° jugez vous que les conflits :
Sont trop nombreux et perturbateurs ?...................................................
Efficacement résolus ?.............................................................................. 2°Le taux d’absentéisme est plus élevé chez :
Le personnel administratif ?....................................................................
Le personnel productif ?........................................................................ 3°Ceux qui ont quitté l’entreprise au cours des deux dernières années, l’ont-ils fait :
Pour bénéficier ailleurs de promotions ?..................................................
Par suite de conflits
Pour trouver des avantages (pécuniaires ou autres) ?.............................
Pour des raisons familiales ou personnelles ?.........................................
OUI NON Commentaire
B/SUR LA PRODUCTION
1° Chaque personnel de production fait-il toujours la même tache ?.................. 2°Est ce que cette méthode vous permet d’obtenir une meilleure productivité ?......................................................................................................... 3° La quantité produite par mois ou par année est –elle :
Régulière ?.........................................................................................
croissante ?................................................................................
décroissante?.....................................................................................
ça dépend ?....................................................................................... 4°chaque tache correspond-elle un temps d’exécution ?................................. 5°Ce chronométrage est-il :
favorable ?.......................................................................................
défavorable ?..................................................................................
ça dépend ?.................................................................................... 5° Y a-t-il une rotation de travail pour le personnel de production ?..................
OUI NON Commentaire
xii
TABLE DES MATIERES
REMERCIEMENTS ........................................................................................................ I
RESUME ...................................................................................................................... III
SOMMAIRE.. ................................................................................................................... IV
LISTE DES ABREVIATIONS ET ACRONYMES......................................................... VI
LISTE DES TABLEAUX ……… ................................................................................... VII
LISTE DES FIGURES ..................................................................................................... VIII
INTRODUCTION GENERALE ...................................................................................... 1
Chapitre I : MATERIELS ET METHODES DE RECHERCHE................. 5
Section 1 : les matériels .......................................................................... 5
1.1 – les entreprises visitées ................................................................................ 5
1.2 – le questionnaire ............................................................................................ 7
1.2.1 – choix de questionnaire ......................................................................... 7
1.2.2 – élaboration du questionnaire ................................................................ 7
1.3 – les autres matériels ........................................................................................ 8
1.3.1 – les bibliothèques .................................................................................. 8
1.3.2 – le dictaphone ....................................................................................... 8
1.3.3 – le téléphone .......................................................................................... 8
1.3.4 – l’internet ............................................................................................... 8
1.3.5 – le papier ................................................................................................ 9
1.3.6 – le flash disc .......................................................................................... 9
1.3.7 – l’ordinateur ........................................................................................... 9
Section 2 : les méthodes ........................................................................ 9
2.1 – méthode de collecte de données .......................................................... 9
2.1.1 – l’entretien....................................................................... 9
2.1.1.1 – les spécialistes en la matière ............................... 10
xiii
2.1.1.2 – les acteurs de la filière ...................................... 10
2.1.2 – la documentation ........................................................ 10
2.1.2.1 – les sites web ...................................................... 11
2.1.2.2 – les ouvrages et les mémoires des étudiants ...... 11
2.1.2.3 – la méthode qualitative ...................................... 11
2.1.2.4 – la méthode quantitative ................................... 11
2.2 – le traitement des données ...................................................... 12
2.2.1 – le traitement informatique ............................................ 12
2.2.2 – l’analyse du contenu .................................................... 12
2.3 – démarche de vérification des hypothèses ............................. 13
2.4 – limites de la méthode ............................................................ 13
2.5 – déroulement des visites d’entreprises ................................... 14
Chapitre II : LES RESULTATS DES RECHERCHES ............................... 17
Section 1 : résultat de la documentation ............................................... 17
1.1 - résultat de la consulte de l’internet ........................................ 17
1.1.1 – présentation du taylorisme ............................................................... 17
1.1.2 – les principaux principes du taylorisme ............................................. 17
1.1.2.1 – la division verticale du travail .................................................. 18
1.1.2.2 – la division horizontale des tâches ............................................ 18
1.1.2.3 – le salaire au rendement et contrôle des temps......... ............ .....18
1.1.2.4 – la coordination du travail au moyen de la hiérarchie
Fonctionnelle ............................................................................................ .....19
1.1.3 – l’objectif du taylorisme .............................................................. .....19
Section 2 : résultats des recherches qualitatives ........................... .....19
xiv
2.1 – récapitulation du taylorisme .......................................... ....19
2.2 – présentation des sociétés visitées1 ................................. ....9
2.3 – vérification des sociétés ................................................. ....20
Section 3 : résultats des recherches quantitatives ........................... ....23
3.1 – sur les productivités ....................................................... ....23
3.1.1 – la société LABELTEX .......................................... ....23
3.1.2 – la société ACCORD KNITS.................................. ....25
3.2 – sur le chiffre d’affaires .................................................. ....27
3.2.1 – sur la société LABELTEX .................................... ....27
Chapitre III : DISCUSSIONS ET RECOMMANDATIONS ................. ....29
Section1 : analyse des résultats ....................................................... ....29
1.1 – analyse des résultats des recherches qualitatives sur les différentes
Sociétés ................................................................................................... ....29
1.1.1 – l’attribution d’une tâche élémentaire ............................................ ....29
1.1.2 – séparation de l’exécution et de la conception ............................... ....30
1.1.3 – le travail à la chaine ................................................................... ....30
1.1.4 – la formation en quelques temps ................................................. ....30
1.1.5 – seule motivation « argent » ........................................................ .... 31
1.1.6 – le chronométrage ........................................................................ ....32
1.1.7 – l’ouvrier a plusieurs chefs .......................................................... ....33
1.1.8 – le niveau intellectuel ne compte pas pour les ouvriers ............... ....33
1.1.9 –le salaire au rendement ................................................................ ....34
1.2 – analyse des résultats des recherches quantitatives sur les différentes
sociétés .................................................................................................. ....34
1.2.1 – sur les productivités ................................................................... ....34
1.2.2 – sur les chiffres d’affaires ............................................................ ....35
Section 2 : analyse et discussion du taylorisme ............................... ....35
xv
2.1 – le diagnostic interne......................................................... ....36
2.2 – le diagnostic externe ....................................................... ....38
Section 3 : les recommandations ....................................................... ....39
3.1 – suggestion sur le taylorisme en général ............................ ....39
3.2 – suggestion pour les différentes sociétés ........................... ....41
3.2.1 – l’investissement sur les infrastructures................... ....41
3.2.2 – la diminution du temps de formation ..................... ....42
3.2.3 – la mise en place d’une DRH ................................... ....42
3.2.4 – le respect des ouvriers ............................................ ....43
3.2.5 – faire une rotation .................................................... ....43
3.2.6 – la motivation ........................................................... ....43
3.2.7 – la bonne rémunération des ouvriers........................ ....44
CONCLUSION GENERALE. ..................................................................................... ....45
REFERENCES ............................................................................................................ ....i
LISTE DES ANNEXES .............................................................................................. ....ii
TABLE DES MATIERES ........................................................................................... .....xii
Related Documents











