The influence of process parameters on porosity formation in hybrid LASER-GMA welding of AA6082 aluminum alloy Alessandro Ascari a,n , Alessandro Fortunato b , Leonardo Orazi c , Giampaolo Campana b a DIEM – Department of Mechanical Constructions Engineering, University of Bologna, Viale Risorgimento 2, 40136 Bologna, Italy b DIEM – Department of Mechanical Constructions Engineering, University of Bologna, 40136 Bologna, Italy c DISMI – Department of Sciences and Methods for Engineering, University of Modena and Reggio Emilia, 42100 Reggio Emilia, Italy article info Article history: Received 28 October 2011 Received in revised form 10 December 2011 Accepted 10 December 2011 Available online 27 December 2011 Keywords: Porosity Hybrid welding X-ray abstract This paper deals with an experimental campaign carried out on AA6082 8 mm thick plates in order to investigate the role of process parameters on porosity formation in hybrid LASER-GMA welding. Bead on plate weldments were obtained on the above mentioned aluminum alloy considering the variation of the following process parameters: GMAW current (120 and 180 A for short-arc mode, 90 and 130 A for pulsed-arc mode), arc transfer mode (short-arc and pulsed-arc) and mutual distance between arc and LASER sources (0, 3 and 6 mm). Porosities occurring in the fused zone were observed by means of X-ray inspection and measured exploiting an image analysis software. In order to understand the possible correlation between process parameters and porosity formation an analysis of variance statistical approach was exploited. The obtained results pointed out that GMAW current is significant on porosity formation, while the distance between the sources do not affect this aspect. & 2011 Elsevier Ltd. All rights reserved. 1. Introduction Hybrid LASER-GMA welding techniques are receiving a grow- ing industrial attention due to the synergic effect achieved by coupling two technologically different welding methods together. The presence, in fact, of a high energy density source, such as the LASER one and of an arc source with a filler material, such as the GMA one, allows to set up a well defined process, characterized by its own peculiar characteristics. These characteristics are the result of the complementarity of the two coupled techniques and derive from the fact that in hybrid processes the main positive aspects of one involved technology allow to override the main drawbacks of the other and vice versa. In particular the most relevant benefits of hybrid LASER-GMA welding technique are high process speed, very good bridging ability, high bead pene- tration, possibility to modify the bead metallurgy and possibility to deal with variable gaps, misalignments and chamfers. Typical applications of hybrid LASER-GMA welding concern shipbuilding, automotive, pipeline constructions and, more in general, but joints with high thickness sheets [1] where the main difficulty is to deal with variable gaps between the sheets and to achieve single pass and high speed weldings in order to maximize productivity. On the other hand, considering the availability of modern high beam quality and fiber-deliverable LASER sources, such as Nd:YAG disk and fiber ones, the application of hybrid LASER-GMA welding also on low thickness sheets is becoming very common in many industrial applications [2]. According to the above mentioned considerations, the combination of two techno- logically different energy sources leads to several undoubted advantages, but, on the other hand, it also determines the occur- rence of several technological problems which have to be faced. Some of these problems concern the stability and the repeatability of the process, mainly related to the shielding gas flux and composition [3–8], drops deposition [9,10], arc current [11,12] sources position and mutual interaction [13–15] and porosity formation [16]. In particular, mechanisms and physical phenomena related to the porosity formation are not fully understood yet even if they drastically influence the mechanical resistance especially in aluminum welding. In [16] it was first observed and described the phenomena of bubble formation in AISI 304 stainless steel and AA5052 aluminum alloy for hybrid GTA-YAG and GMA-YAG LASER welding under different process conditions and it was pointed out that arc current is the main factor in bubble formation. According to the previous assumptions, this paper investigates the influence of arc welding parameters such as arc current and transfer mode and of the mutual distance between arc andLASER sources on the number and on the extension of the porosity generated during the hybrid welding process. The experiments were carried out on a AA6082 aluminum alloy exploiting a CO 2 hybrid LASER-GMA welding technique. The test specimens were analyzed by means of X-ray inspection and the porosities were counted and measured exploiting computer image analysis. The porosity related Contents lists available at SciVerse ScienceDirect journal homepage: www.elsevier.com/locate/optlastec Optics & Laser Technology 0030-3992/$ - see front matter & 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.optlastec.2011.12.014 n Corresponding author. Tel.: þ39 051 2090494; fax: þ39 051 2090484. E-mail address: [email protected] (A. Ascari). Optics & Laser Technology 44 (2012) 1485–1490

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Optics & Laser Technology 44 (2012) 1485–1490
Contents lists available at SciVerse ScienceDirect
Optics & Laser Technology
0030-39
doi:10.1
n Corr
E-m
journal homepage: www.elsevier.com/locate/optlastec
The influence of process parameters on porosity formation in hybridLASER-GMA welding of AA6082 aluminum alloy
Alessandro Ascari a,n, Alessandro Fortunato b, Leonardo Orazi c, Giampaolo Campana b
a DIEM – Department of Mechanical Constructions Engineering, University of Bologna, Viale Risorgimento 2, 40136 Bologna, Italyb DIEM – Department of Mechanical Constructions Engineering, University of Bologna, 40136 Bologna, Italyc DISMI – Department of Sciences and Methods for Engineering, University of Modena and Reggio Emilia, 42100 Reggio Emilia, Italy
a r t i c l e i n f o
Article history:
Received 28 October 2011
Received in revised form
10 December 2011
Accepted 10 December 2011Available online 27 December 2011
Keywords:
Porosity
Hybrid welding
X-ray
92/$ - see front matter & 2011 Elsevier Ltd. A
016/j.optlastec.2011.12.014
esponding author. Tel.: þ39 051 2090494; fa
ail address: [email protected] (A. Ascari).
a b s t r a c t
This paper deals with an experimental campaign carried out on AA6082 8 mm thick plates in order to
investigate the role of process parameters on porosity formation in hybrid LASER-GMA welding. Bead
on plate weldments were obtained on the above mentioned aluminum alloy considering the variation
of the following process parameters: GMAW current (120 and 180 A for short-arc mode, 90 and 130 A
for pulsed-arc mode), arc transfer mode (short-arc and pulsed-arc) and mutual distance between arc
and LASER sources (0, 3 and 6 mm). Porosities occurring in the fused zone were observed by means of
X-ray inspection and measured exploiting an image analysis software. In order to understand the
possible correlation between process parameters and porosity formation an analysis of variance
statistical approach was exploited. The obtained results pointed out that GMAW current is significant
on porosity formation, while the distance between the sources do not affect this aspect.
& 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Hybrid LASER-GMA welding techniques are receiving a grow-ing industrial attention due to the synergic effect achieved bycoupling two technologically different welding methods together.The presence, in fact, of a high energy density source, such as theLASER one and of an arc source with a filler material, such as theGMA one, allows to set up a well defined process, characterizedby its own peculiar characteristics. These characteristics are theresult of the complementarity of the two coupled techniques andderive from the fact that in hybrid processes the main positiveaspects of one involved technology allow to override the maindrawbacks of the other and vice versa. In particular the mostrelevant benefits of hybrid LASER-GMA welding technique arehigh process speed, very good bridging ability, high bead pene-tration, possibility to modify the bead metallurgy and possibilityto deal with variable gaps, misalignments and chamfers. Typicalapplications of hybrid LASER-GMA welding concern shipbuilding,automotive, pipeline constructions and, more in general, butjoints with high thickness sheets [1] where the main difficultyis to deal with variable gaps between the sheets and to achievesingle pass and high speed weldings in order to maximizeproductivity. On the other hand, considering the availability ofmodern high beam quality and fiber-deliverable LASER sources,
ll rights reserved.
x: þ39 051 2090484.
such as Nd:YAG disk and fiber ones, the application of hybridLASER-GMA welding also on low thickness sheets is becoming verycommon in many industrial applications [2]. According to theabove mentioned considerations, the combination of two techno-logically different energy sources leads to several undoubtedadvantages, but, on the other hand, it also determines the occur-rence of several technological problems which have to be faced.Some of these problems concern the stability and the repeatabilityof the process, mainly related to the shielding gas flux andcomposition [3–8], drops deposition [9,10], arc current [11,12]sources position and mutual interaction [13–15] and porosityformation [16]. In particular, mechanisms and physical phenomenarelated to the porosity formation are not fully understood yet evenif they drastically influence the mechanical resistance especially inaluminum welding. In [16] it was first observed and described thephenomena of bubble formation in AISI 304 stainless steel andAA5052 aluminum alloy for hybrid GTA-YAG and GMA-YAG LASERwelding under different process conditions and it was pointed outthat arc current is the main factor in bubble formation. Accordingto the previous assumptions, this paper investigates the influenceof arc welding parameters such as arc current and transfer modeand of the mutual distance between arc andLASER sources on thenumber and on the extension of the porosity generated during thehybrid welding process. The experiments were carried out on aAA6082 aluminum alloy exploiting a CO2 hybrid LASER-GMAwelding technique. The test specimens were analyzed bymeans of X-ray inspection and the porosities were counted andmeasured exploiting computer image analysis. The porosity related

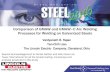
Laserbeam
GMAW Torch
A. Ascari et al. / Optics & Laser Technology 44 (2012) 1485–14901486
parameters were then analyzed by means of analysis of variance(ANOVA) statistical techniques in order to understand the actualcorrelation between process parameters and output ones and tofind eventual mathematical models expressing their relationships.
D
Workpiece
GMAW Wire
TorchInclination
Fig. 2. Definition of D (distance between the heat sources) and torch inclination.
Table 3X-ray inspection parameters.
Focal distance Power Current Exposure
700 mm 55 kW 3 mA 60 s
Porosities
Fig. 3. Radiography showing a bead affected by a large number of porosities.
2. Experimental setup
The experimental equipment exploited in this campaign con-sisted of an El.En. FAF 3 kW continuous wave CO2 LASER source,equipped by a three axes CNC cell, and by a Selco 380 A synergicpulsed GMAW generator. The LASER beam was focused by meansof a copper parabolic mirror with a focal length of 200 mm whichallowed a minimum spot diameter of 500 mm. The sources werecoupled together by means of a Binzel automatic torch fixed onthe vertical (Z) axis of the CNC cell. The welding direction was setto LASER leading as presented in Fig. 1.
Every experimental trial was carried out in a bead on plateconfiguration on AA6082 8 mm thick plates fixed on the X–Y tableof the CNC cell. The obtained weld beads were straight linear onescharacterized by a length equal to 100 mm. The LASER beam focalposition was constantly kept on the upper surface of the work-piece. During the experimental campaign the parameters given inTable 1 were kept constant while arc current and distancebetween the two energy sources were varied in accordance toTable 2.
The distance between the heat sources and the inclination ofthe torch were defined as shown in Fig. 2. In particular two levelsfor the arc current, combined with three levels for the sourcesdistance, were investigated for both pulsed and short-arc GMAWconfiguration. Finally, three repetitions were performed for everywelding configuration in order to evaluate the repeatability of theprocess. The gas mixture composition reported in Table 1
Laserbeam
GMAW TorchKeyhole
ArcBead
BaseMaterial
Welding direction
Fig. 1. Hybrid welding setup.
Table 1Constant parameters.
LASER power 3 kW
Gas mixture 60% He, 37% Ar and 3% O2
Gas flow 17 l/min
Torch inclination 651
Welding speed 0.6 m/min
Wire type Al–Mg ER5356
Wire diameter 1.2 mm
Table 2Variable parameters.
Current – short-arc 120 and 180 A
Current – pulsed-arc 90 and 130 A
Distance (D) 0, 3 and 6 mm
represents a good trade off between arc stability and plasmaformation during welding as reported in [5]. The shielding gaswas supplied through the GMA torch. According to the previousdescriptions the whole experiment consisted of 36 experimentaltrials: (2 levels for the arc current), (3 levels for the distancebetween the heat sources), (3 repetitions for every trial)¼18samples for short-arc mode and other 18 samples for pulsed-arc mode.
3. Experimental results
The specimens obtained during the experimental phase wereradiographed by means of a General Electric ERESCO 42MFportable equipment. The parameters used during this inspectionare summarized in Table 3. Every X-ray plate was then digitallyacquired by means of a double face scanning equipment in orderto allow a computerized image analysis. Figs. 3 and 4 show twoexamples of digitized X-ray plates. By means of the imageanalysis software MediaCybernetics ImagePro Plus 6.0 the bub-bles could be detected, counted and measured in order tocharacterize the porosities of the obtained welding specimens.The mentioned software, in fact, can be conveniently tuned inorder to apply a so-called ‘‘segmentation’’ on the picture whichallows to separate single objects (bubbles in this case) from thebackground of the image and to subsequently count and measurethem in terms of absolute number and total area. Fig. 5 shows theobjects detection phase in the mentioned software: the greenobjects (indicated by the arrow) were classified as porosities,while the red and white ones are classified as dust, granulometryand imperfections of the X-ray plates according to the thresholdsset in the segmentation phase. Every specimen was radiographed

Fig. 4. Radiography showing a bead affected by a negligible number of porosities.
Green object
Red and whiteobjects
Fig. 5. Detection and measurement of porosities by means of the Image Pro Plus
software.
0
4
6
160
140
120
180
P(%
)
Distance [mm]Current [A]
0.00
0.25
0.75
2
0.50
Fig. 6. 3D plot of the correlation surface between the output Pð%Þ and the process
parameters (short-arc). The red dots correspond to the actual measurements.
0.00
0.5
4
6
2
1.0
1.5
120
105
90
135
P(%
)
Distance [mm] Current [A]
Fig. 7. 3D plot of the correlation surface between the output Pð%Þ and the process
parameters (pulsed-arc). The red dots correspond to the actual measurements.
(For interpretation of the references to color in this figure legend, the reader is
referred to the web version of this article.)
2000
3000
0
2
4
6
4000
5000
140
120
160
180
Sm [µµ
m2 ]
Distance [mm] Current [A]
Fig. 8. 3D plot of the correlation surface between the output Sm and the process
parameters (short-arc). The red dots correspond to the actual measurements. (For
interpretation of the references to color in this figure legend, the reader is referred
to the web version of this article.)
A. Ascari et al. / Optics & Laser Technology 44 (2012) 1485–1490 1487
on a plane parallel to the upper surface of the welded plates andno particular preparation was necessary, such as polishing,etching, etc.
In order to conveniently characterize and define the results ofthe specimens analysis two different output parameters weredefined. The first one concerned the relative porosity and it wasdefined according to Eq. (1), where Sp is the total extension of thebubbles detected by the image analysis (in terms of mm2) and Sb isthe total extension of the specific weld bead.
Pð%Þ ¼Sp
Sbð1Þ
This parameter takes into account the degree of porosityreferred to the total surface covered by the weld bead and, thus,it is independent from the absolute dimensions of the bead itself.
The second output parameter taken into consideration was theaverage bubble area described in Eq. (2), where Np is the totalnumber of porosities detected on a specific weld bead.
Sm ¼Sp
Npð2Þ
The actual measurements, in terms of Pð%Þ and Sm, are repre-sented by the red dots in Figs. 6–9. The second phase of theanalysis of the results was aimed at defining the actual signifi-cance effect of the varied process parameters (welding current,mutual distance between the sources and arc transfer mode) onthe output parameters Pð%Þ and Sm. In order to achieve this goal atwo-ways ANOVA was conducted on the whole experiment by

0
1500
2000
4
6
2
2500
3000
120
105
90
135
Sm [µµ
m2 ]
Distance [mm] Current [A]
Fig. 9. 3D plot of the correlation surface between the output Sm and the process
parameters (pulsed-arc). The red dots correspond to the actual measurements.
(For interpretation of the references to color in this figure legend, the reader is
referred to the web version of this article.)
Table 4ANOVA results for Pð%Þ (short-arc).
Source DF SS MS F P
Current (A) 1 0.205926 0.205926 4.66 0.052
Distance (mm) 2 0.085182 0.042591 0.96 0.409
Interaction 2 0.038928 0.019464 0.44 0.654
Error 12 0.529912 0.044159
Total 17 0.859948
Table 5ANOVA results for Pð%Þ (pulsed-arc).
Source DF SS MS F P
Current (A) 1 0.09921 0.099214 0.61 0.450
Distance (mm) 2 0.04461 0.022306 0.14 0.873
Interaction 2 0.37773 0.188865 1.16 0.346
Error 12 1.95325 0.162771
Total 17 2.47481
Table 6ANOVA results for Sm (short-arc).
Source DF SS MS F P
Current (A) 1 6 026 390 6 026 390 17.10 0.001
Distance (mm) 2 71 311 35 656 0.10 0.905
Interaction 2 3 169 765 1 584 883 4.50 0.035
Error 12 4 228 547 352 379
Total 17 13 496 013
Table 7ANOVA results for Sm (pulsed-arc).
Source DF SS MS F P
Current (A) 1 1 847 850 1 847 850 10.20 0.008
Distance (mm) 2 486 663 243 331 1.34 0.297
Interaction 2 131 465 65 732 0.36 0.703
Error 12 2 173 009 181 084
Total 17 4 638 987
A. Ascari et al. / Optics & Laser Technology 44 (2012) 1485–14901488
means of the software Minitab 16.0. Thanks to this approach astatistical judgement could be assessed concerning the fact thatthe variation of porosity from specimen to specimen can beascribed only to the natural variability and casuality of theexperiment or to a specific influence of the varied processparameters. The results of the ANOVA performed on the firstoutput parameter is summarized in Tables 4 and 5.
The meaning of the parameters used in the ANOVA techniqueis described as follows:
1.
DF (Degrees of Freedom): If the factor A is characterized by alevels and the factor B is characterized by b levels the DF valueis calculated as follows: DFðAÞ ¼ a�1, DFðBÞ ¼ b�1, DFðABÞ ¼
ða�1Þðb�1Þ, DFðErrorÞ ¼ abðn�1Þ and Total¼ abn�1, where n isthe total number of observations.
2.
SS (Sum of Squared distances): Considering the two factors Aand B, SS(A) and SS(B) are the amount of variation of theestimated factor level mean around the overall mean, SS(Total)is the total variation in the data and SS(Error) is the amount ofvariation of the observations from their fitted values.
3.
MS (Mean Squares): Considering the previously mentionedparameters the MS values can be calculated as follows: FðAÞ ¼MSðAÞ=MSðErrorÞ, FðBÞ ¼MSðBÞ=MSðErrorÞ, FðABÞ ¼MSðABÞ=MS
ðErrorÞ and MSðErrorÞ ¼ SSðErrorÞ=DFðErrorÞ.
4. F is the test parameter used to determine whether theinteraction and main effects of the factors are significant andit is calculated as follows: MSðAÞ ¼ SSðAÞ=DFðAÞ, MSðBÞ ¼
SSðBÞ=DFðBÞ, MSðABÞ ¼ SSðABÞ=DFðABÞ and MSðErrorÞ ¼ SS
ðErrorÞ=DFðErrorÞ. Larger values of F support rejecting the nullhypothesis that there is not a significant effect of the selectedfactor.
5.
P (p-value): The p-value is the probability of obtaining a teststatistic that is at least as extreme as the actual calculatedvalue, if the null hypothesis is true. A commonly used cut-offvalue for the p-value is about 0.05.
Figs. 6 and 7 show the 3D interpolation surfaces expressing theoutput Pð%Þ as a function of the welding current and of themutual distance between the sources.
The results of the ANOVA performed on the second outputparameter is summarized in Tables 6 and 7.
The confidence level for both the experiments was set to 95%and, according to this, the critical value for the Fisher distributionis Fð0:05,3;12Þ ¼ 3:49.
4. Discussion
According to the analysis of the results described in theprevious paragraph it is evident that arc transfer mode affectsthe significance of process parameters on the formation ofporosities in hybrid LASER-GMA welding of aluminum alloys.Considering Table 4, in fact, it can be stated that the influence ofwelding current on the value of Pð%Þ is statistically significant asFCurrent 43:49, while the distance between the sources is notstatistically significant as FDistanceo3:49. Moreover, according toFigs. 6 and 10, it can be noticed that porosity tends to increasewhen welding current increases, while the process tends tobecome less repeatable as the variance of the output parameterPð%Þ becomes larger for high currents. Considering the signifi-cance of the effect of welding current on the porosity, a simplelinear regression model can be applied in order to calculate therelationship between Pð%Þ and the current (I) itself, as shown inthe following equation:
Pð%Þ ¼�0:1602þ0:003565I ð3Þ
The regression model proposed can be calculated asy¼ b0þb1x where y is the response, x is the predictor and b0

Distance [mm]180120
630630
1.5
1.0
0.5
0.0
-0.5
P (%
)Interval Plot of P(%) - Short-arc
95% CI for the Mean
Current [A]
Fig. 10. Variance of Pð%Þ with respect to process parameters (short-arc). The red
dots correspond to the actual measurements, the blue dots correspond to the
mean values. (For interpretation of the references to color in this figure legend, the
reader is referred to the web version of this article.)
Distance [mm]
13090630630
2.5
2.0
1.5
1.0
0.5
0.0
-0.5
P (%
)
Interval Plot of P(%) - Pulsed-arc95% CI for the Mean
Current [A]
Fig. 11. Variance of Pð%Þ with respect to process parameters (pulsed-arc). The red
dots correspond to the actual measurements, the blue dots correspond to the
mean values. (For interpretation of the references to color in this figure legend, the
reader is referred to the web version of this article.)
Distance [mm]180120
630630
7000
6000
5000
4000
3000
2000
1000
0
Sm [µ
m2 ]
Interval Plot of Sm - Short-arc95% CI for the Mean
Current [A]
Fig. 12. Variance of Sm with respect to process parameters (short-arc). The red
dots correspond to the actual measurements, the blue dots correspond to the
mean values. (For interpretation of the references to color in this figure legend, the
reader is referred to the web version of this article.)
Distance [mm]13090
630630
5000
4000
3000
2000
1000
0
Sm [µ
m2 ]
Interval Plot of Sm - Pulsed-arc95% CI for the Mean
Current [A]
Fig. 13. Variance of Sm with respect to process parameters (pulsed-arc). The red
dots correspond to the actual measurements, the blue dots correspond to the
mean values. (For interpretation of the references to color in this figure legend, the
reader is referred to the web version of this article.)
A. Ascari et al. / Optics & Laser Technology 44 (2012) 1485–1490 1489
and b1 are computed as in Eqs. (4) and (5), where x is the meanpredictor, y is the mean response, xi is the i-th predictor value andyi is the i-th response value:
b0 ¼ y�b1x ð4Þ
b1 ¼
Pðxi�xÞðyi�yÞPðxi�xÞ2
ð5Þ
On the other hand, considering Table 5, it is clear that both thevaried parameters are not statistically influent on the porositywhen the arc transfer mode is set on pulsed-arc as the respectiveF values are both lower than 3.49. This means that the so called‘‘null hypothesis’’ cannot be rejected and that the variation of Pð%Þthroughout the experiment is due to casuality and not to the actualvariation of the considered process parameters. This result is alsoconfirmed by the graph in Fig. 11 which shows a very large varianceof the results both for high and low values of the welding current.
Considering the second output parameter, Sm, the situationslightly changes. In fact the results of the ANOVA shown in Table 6demonstrate that, in this case, not only welding current is statisti-cally significant on the average bubble dimension ðFCurrent 43:49Þ,but also the interaction between current and distance is influent onthe process as FInteraction43:49. The distance between the sources still
has no effect on the output parameter even in this case. Consideringthe graph in Figs. 8 and 12 it can be noticed that the variance ofresults tends to increase a little as welding current increases, whileits behavior with respect to the distance between the sources iscompletely different moving from low currents to high ones. Thelinear regression model relating Sm to the variation of weldingcurrent can be expressed as in the following equation:
Sm ¼ 551:9þ19:29I ð6Þ
When arc transfer mode switches to pulsed-arc the situation isradically different: the effect of welding current on the averagebubble dimension Sm is significant, as shown in Table 7. In thiscase, in fact, FCurrent 43:49. Considering Figs. 9 and 13 it is clearthat average bubble dimension and process variance tend toincrease if welding current increases. The linear regression modelrelating Sm to welding current is shown in the following equation:
Sm ¼ 340:2þ16:2I ð7Þ
5. Conclusions
This paper reports an analysis regarding the effect of processparameters on porosity formation in hybrid LASER-GMA welding

A. Ascari et al. / Optics & Laser Technology 44 (2012) 1485–14901490
of AA6082 aluminum alloys. The effect of GMAW current, mutualdistance between the sources and arc transfer mode is studied. Inparticular the degree of porosity per unit area of the weld beadðPð%ÞÞ and the average pore dimension (Sm) were chosen asoutput parameters and by means of ANOVA a statistical judge-ment on their variation was assessed as follows:
1.
The influence of GMAW current is statistically significant onPð%Þ only in short-arc transfer mode.2.
The influence of GMAW current is statistically significant onSm both in short-arc and pulsed-arc transfer modes.3.
The influence of the distance between the sources is neverstatistically significant both on Pð%Þ and on Sm.References
[1] Dilthey U, Olshock S. Modern beam welding technologies in advanced pipemanufacturing. In: Proceedings of the 3rd international WLT conference onlasers in manufacturing; 2005. p. 163–9.
[2] Staufer H. Laser hybrid welding and laser brazing: state of the art intechnology and practice by the examples of the Audi A8 and VW Phaeton.In: Proceedings of the 3rd international WLT conference on lasers inmanufacturing; 2005. p. 203–8.
[3] Chung B, Rhee S, Lee C. The effect of shielding gas types on CO2 laser tailoredblank weldability of low carbon automotive galvanized steel. MaterialsScience and Engineering A 1999;272(2):357–62.
[4] Tani G, Campana G, Fortunato A, Ascari A. The influence of shielding gas inhybrid laser-mig welding. Applied Surface Science 2007;253:8050–3.
[5] Tani G, Ascari A, Campana G, Fortunato A. A study on shielding gascontamination in laser welding of non-ferrous alloys. Applied Surface Science2007;254:904–7.
[6] Campana G, Ascari A, Fortunato A, Tani G. Hybrid laser-MIG welding ofaluminum alloys: the influence of shielding gases. Applied Surface Science2009;255:5588–90.
[7] Grevey D, Sallamand P, Cicala E, Ignat S. Gas protection optimization duringND: YAG laser welding. Optics and Laser Technology 2005;37(8):647–51.
[8] Wang H, Shi Y, Gong S, Duan A. Effect of assist gas flow on the gas shieldingduring laser deep penetration welding. Journal of Materials ProcessingTechnology 2007;184(1):379–85.
[9] Campana G, Fortunato A, Ascari A, Tani G, Tomesani L. The influence of arctransfer mode in hybrid laser-MIG welding. Journal of Materials ProcessingTechnology 2007;191:111–3.
[10] Fellman A, Salminen A, Kujanpaa V. A study of the molten filler materialmovements during co2 laser-MAG hybrid welding. In: Proceedings of the 3rdinternational WLT conference on lasers in manufacturing; 2005. p. 171–6.
[11] Rayes ME, Walz C, Sepold G. The influence of various hybrid weldingparameters on bead geometry. Welding Journal 2004:147–53.
[12] Fuhrmann C, Petring D, Poprawe R. Recent results on high power CO2 andND:YAG laser-arc welding of thick steel plates. In: Editor A, Editor B, editors.Proceedings of the 3rd international WLT conference on lasers in manufac-turing; 2005. p. 185–92.
[13] Katsuna M, Chen L. Interaction of both plasmas in CO2 laser-mag hybridwelding of carbon steel. In: Proceedings of SPIE, vol. 4831; 2003. p. 341–6.
[14] Ancona A, Sibillano T, Tricarico L, Spina R, Lugar�a P, Basile G, et al.Comparison of two different nozzles for laser beam welding of AA5083aluminium alloy. Journal of Materials Processing Technology 2005;164:971–7.
[15] Park Y, Kim H, Lee Y, Kim J, Shin J, Ha S, et al., Study on the welding variablesaccording to offset and separation using hybrid laser welding. In: Proceed-ings of the 3rd international WLT conference on lasers in manufacturing;2005. p. 199–202.
[16] Katayama, S., Naito, Y., Uchiumi, S., Mizutani, M., Penetration and porosityprevention mechanism in laser-arc hybrid welding. In: Proceedings of the 3rdinternational WLT conference on lasers in manufacturing; 2005. p. 193–8.
Related Documents