Materials Science and Engineering A 528 (2011) 914–919 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Effect of laser shock processing on fatigue crack growth of duplex stainless steel C. Rubio-González a,∗ , C. Felix-Martinez a , G. Gomez-Rosas b , J.L. Oca ˜ na c , M. Morales c , J.A. Porro c a Centro de Ingeniería y Desarrollo Industrial, Pie de la Cuesta, 702, Desarrollo San Pablo, Querétaro, Qro., 76130, Mexico b Universidad de Guadalajara, Guadalajara, Jal, Mexico c Departamento de Física Aplicada a la Ingeniería Industrial, E.T.S.I.I., Universidad Politécnica de Madrid, Spain article info Article history: Received 31 May 2010 Received in revised form 30 August 2010 Accepted 8 October 2010 Keywords: Fatigue test Laser shock processing Residual stress abstract Duplex stainless steels have wide application in different fields like the ship, petrochemical and chemical industries that is due to their high strength and excellent toughness properties as well as their high corrosion resistance. In this work an investigation is performed to evaluate the effect of laser shock processing on some mechanical properties of 2205 duplex stainless steel. Laser shock processing (LSP) or laser shock peening is a new technique for strengthening metals. This process induces a compressive residual stress field which increases fatigue crack initiation life and reduces fatigue crack growth rate. A convergent lens is used to deliver 2.5 J, 8 ns laser pulses by a Q-switched Nd:YAG laser, operating at 10 Hz with infrared (1064 nm) radiation. The pulses are focused to a diameter of 1.5 mm. Effect of pulse density in the residual stress field is evaluated. Residual stress distribution as a function of depth is determined by the contour method. It is observed that the higher the pulse density the greater the compressive residual stress. Pulse densities of 900, 1600 and 2500 pul/cm 2 are used. Pre-cracked compact tension specimens were subjected to LSP process and then tested under cyclic loading with R = 0.1. Fatigue crack growth rate is determined and the effect of LSP process parameters is evaluated. In addition fracture toughness is determined in specimens with and without LSP treatment. It is observed that LSP reduces fatigue crack growth and increases fracture toughness if this steel. © 2010 Elsevier B.V. All rights reserved. 1. Introduction Laser shock processing (LSP) is a relatively new surface treat- ment technique and has been shown to be effective in improving the fatigue properties of a number of metals and alloys. Potential applications are directed to aerospace and automotive industries. The beneficial effects of LSP on static, cyclic, fretting fatigue and stress corrosion performance of aluminum alloys, steels and nickel- based alloys have been demonstrated [1–9]. Since laser beams can be easily directed to fatigue-critical areas without masking, LSP technology is expected to be widely applicable for improving the fatigue properties of metals and alloys, particularly those that show a positive response to shot peening. Duplex stainless steels have wide applications in different fields like the ship, petrochemical and chemical in industries. The main applications of these steels are related to their high strength and excellent toughness properties as well as their high corrosion resistance. The outstanding mechanical properties of these steels are due to its duplex microstructure with approximately equal amounts of austenite and ferrite ı. However, when the steel is subjected to high temperature its susceptibility for sigma () phase ∗ Corresponding author. Fax: +52 442 2119839. E-mail address: [email protected] (C. Rubio-González). formation raises due to extended exposure to temperatures ranging from 600 ◦ C to 900 ◦ C [10]. Sigma phase is a very hard and brittle intermetallic compound that affects impact properties of duplex stainless steel. There has been interest to evaluate the effect of shot peening on the fatigue behavior of 2205 duplex stainless steel [11]; and the effect of burnishing on stress corrosion cracking susceptibility of that steel [12]. However, few works are available that investi- gate the effect of laser peening on the fatigue behavior of duplex stainless steel. The changes in surface hardness, wear resistance, and corrosion resistance with and without laser peening has been reported in [13]. The objective of this work is to examine the effect of laser shock processing on the fatigue behavior and of 2205 duplex stain- less steel specimens. Process parameters such as pulse density are varied. The effect of LSP on fatigue crack growth rate, fracture toughness, micro-hardness, and residual stresses are investigated. A microscopic evaluation of fracture surfaces and microstructure is presented as well. In the laser shock processing of metals, the sample is either com- pletely immersed in water or in air. A water jet may be used also to produce a water wall with constant thickness on the sample. The laser pulse is then focused onto the sample. The schematic of how the process works in water is shown in Fig. 1. When the laser beam is directed onto the surface to be treated, it passes through the trans- 0921-5093/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2010.10.020

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

E
Ca
b
c
a
ARRA
KFLR
1
mtaTsbbtfa
laeraas
0d
Materials Science and Engineering A 528 (2011) 914–919
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
ffect of laser shock processing on fatigue crack growth of duplex stainless steel
. Rubio-Gonzáleza,∗, C. Felix-Martineza, G. Gomez-Rosasb, J.L. Ocanac, M. Moralesc, J.A. Porroc
Centro de Ingeniería y Desarrollo Industrial, Pie de la Cuesta, 702, Desarrollo San Pablo, Querétaro, Qro., 76130, MexicoUniversidad de Guadalajara, Guadalajara, Jal, MexicoDepartamento de Física Aplicada a la Ingeniería Industrial, E.T.S.I.I., Universidad Politécnica de Madrid, Spain
r t i c l e i n f o
rticle history:eceived 31 May 2010eceived in revised form 30 August 2010ccepted 8 October 2010
eywords:atigue testaser shock processing
a b s t r a c t
Duplex stainless steels have wide application in different fields like the ship, petrochemical and chemicalindustries that is due to their high strength and excellent toughness properties as well as their highcorrosion resistance. In this work an investigation is performed to evaluate the effect of laser shockprocessing on some mechanical properties of 2205 duplex stainless steel. Laser shock processing (LSP)or laser shock peening is a new technique for strengthening metals. This process induces a compressiveresidual stress field which increases fatigue crack initiation life and reduces fatigue crack growth rate. Aconvergent lens is used to deliver 2.5 J, 8 ns laser pulses by a Q-switched Nd:YAG laser, operating at 10 Hzwith infrared (1064 nm) radiation. The pulses are focused to a diameter of 1.5 mm. Effect of pulse density
esidual stress in the residual stress field is evaluated. Residual stress distribution as a function of depth is determined bythe contour method. It is observed that the higher the pulse density the greater the compressive residualstress. Pulse densities of 900, 1600 and 2500 pul/cm2 are used. Pre-cracked compact tension specimenswere subjected to LSP process and then tested under cyclic loading with R = 0.1. Fatigue crack growthrate is determined and the effect of LSP process parameters is evaluated. In addition fracture toughnessis determined in specimens with and without LSP treatment. It is observed that LSP reduces fatigue crack
ture
growth and increases frac. Introduction
Laser shock processing (LSP) is a relatively new surface treat-ent technique and has been shown to be effective in improving
he fatigue properties of a number of metals and alloys. Potentialpplications are directed to aerospace and automotive industries.he beneficial effects of LSP on static, cyclic, fretting fatigue andtress corrosion performance of aluminum alloys, steels and nickel-ased alloys have been demonstrated [1–9]. Since laser beams cane easily directed to fatigue-critical areas without masking, LSPechnology is expected to be widely applicable for improving theatigue properties of metals and alloys, particularly those that showpositive response to shot peening.
Duplex stainless steels have wide applications in different fieldsike the ship, petrochemical and chemical in industries. The mainpplications of these steels are related to their high strength andxcellent toughness properties as well as their high corrosion
esistance. The outstanding mechanical properties of these steelsre due to its duplex microstructure with approximately equalmounts of austenite � and ferrite ı. However, when the steel isubjected to high temperature its susceptibility for sigma (�) phase∗ Corresponding author. Fax: +52 442 2119839.E-mail address: [email protected] (C. Rubio-González).
921-5093/$ – see front matter © 2010 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2010.10.020
toughness if this steel.© 2010 Elsevier B.V. All rights reserved.
formation raises due to extended exposure to temperatures rangingfrom 600 ◦C to 900 ◦C [10]. Sigma phase is a very hard and brittleintermetallic compound that affects impact properties of duplexstainless steel.
There has been interest to evaluate the effect of shot peeningon the fatigue behavior of 2205 duplex stainless steel [11]; andthe effect of burnishing on stress corrosion cracking susceptibilityof that steel [12]. However, few works are available that investi-gate the effect of laser peening on the fatigue behavior of duplexstainless steel. The changes in surface hardness, wear resistance,and corrosion resistance with and without laser peening has beenreported in [13].
The objective of this work is to examine the effect of lasershock processing on the fatigue behavior and of 2205 duplex stain-less steel specimens. Process parameters such as pulse density arevaried. The effect of LSP on fatigue crack growth rate, fracturetoughness, micro-hardness, and residual stresses are investigated.A microscopic evaluation of fracture surfaces and microstructure ispresented as well.
In the laser shock processing of metals, the sample is either com-
pletely immersed in water or in air. A water jet may be used also toproduce a water wall with constant thickness on the sample. Thelaser pulse is then focused onto the sample. The schematic of howthe process works in water is shown in Fig. 1. When the laser beam isdirected onto the surface to be treated, it passes through the trans-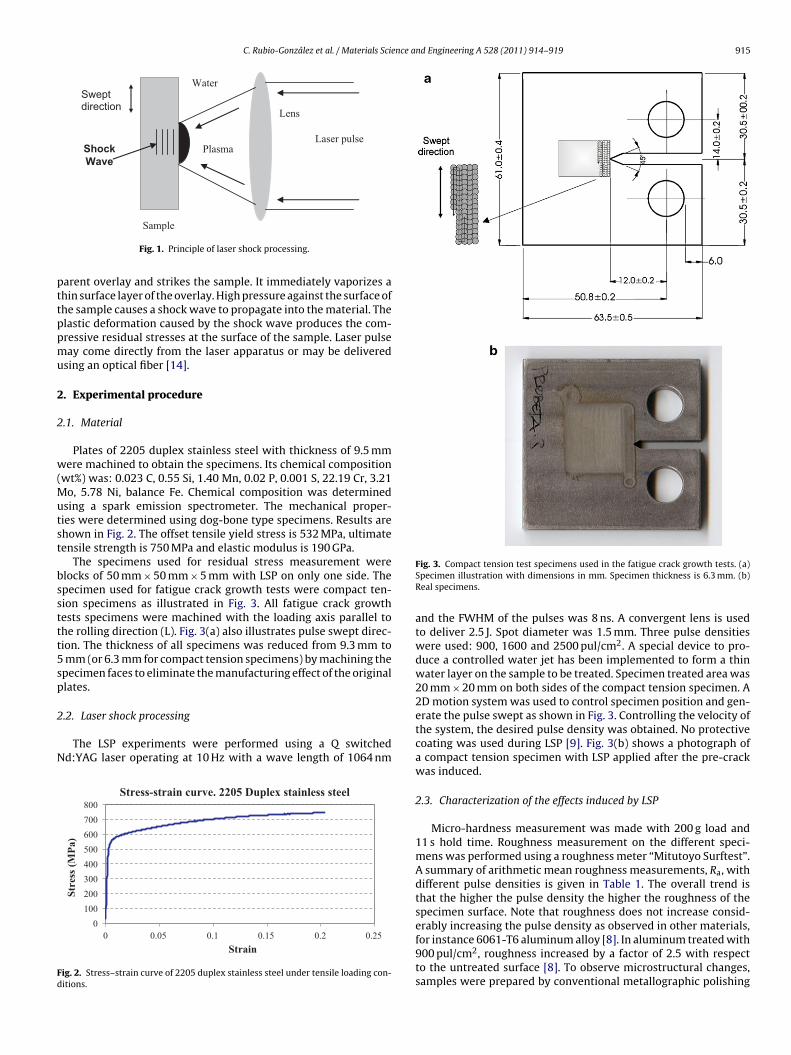
C. Rubio-González et al. / Materials Science and Engineering A 528 (2011) 914–919 915
Laser pulse
Lens
Water
Plasma Shock Wave
Swept direction
pttppmu
2
2
w(Mutst
bssttt5sp
2
N
Fd
Sample
Fig. 1. Principle of laser shock processing.
arent overlay and strikes the sample. It immediately vaporizes ahin surface layer of the overlay. High pressure against the surface ofhe sample causes a shock wave to propagate into the material. Thelastic deformation caused by the shock wave produces the com-ressive residual stresses at the surface of the sample. Laser pulseay come directly from the laser apparatus or may be delivered
sing an optical fiber [14].
. Experimental procedure
.1. Material
Plates of 2205 duplex stainless steel with thickness of 9.5 mmere machined to obtain the specimens. Its chemical composition
wt%) was: 0.023 C, 0.55 Si, 1.40 Mn, 0.02 P, 0.001 S, 22.19 Cr, 3.21o, 5.78 Ni, balance Fe. Chemical composition was determined
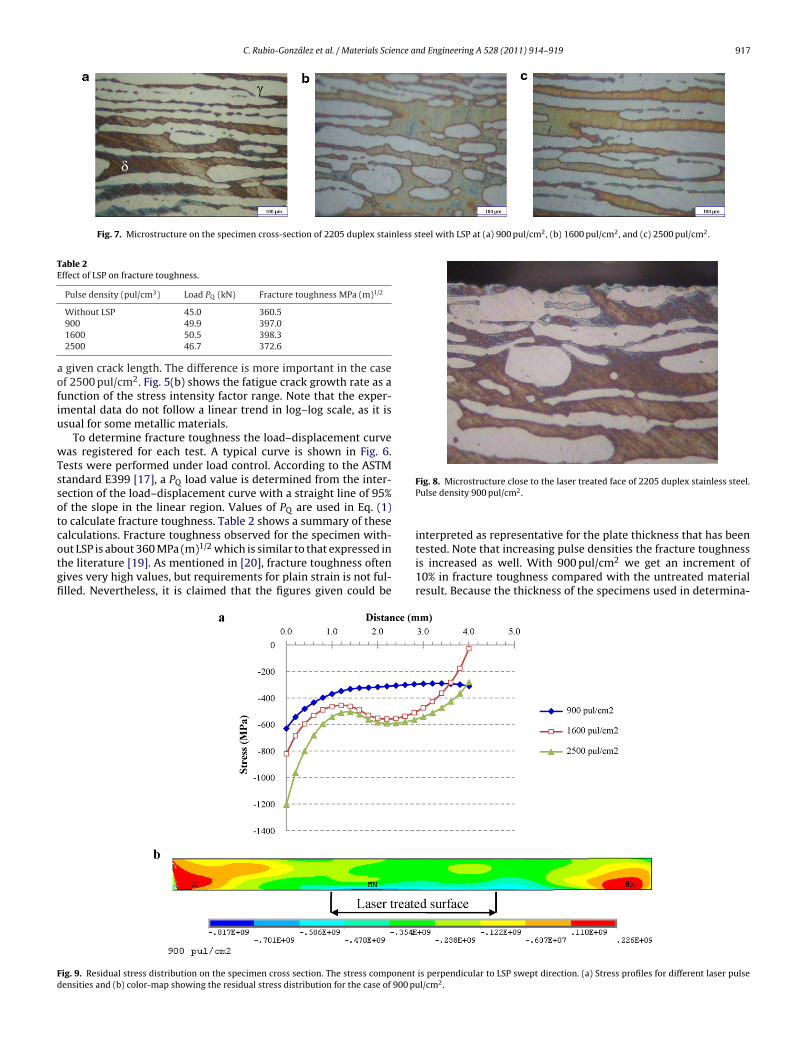
sing a spark emission spectrometer. The mechanical proper-ies were determined using dog-bone type specimens. Results arehown in Fig. 2. The offset tensile yield stress is 532 MPa, ultimateensile strength is 750 MPa and elastic modulus is 190 GPa.
The specimens used for residual stress measurement werelocks of 50 mm × 50 mm × 5 mm with LSP on only one side. Thepecimen used for fatigue crack growth tests were compact ten-ion specimens as illustrated in Fig. 3. All fatigue crack growthests specimens were machined with the loading axis parallel tohe rolling direction (L). Fig. 3(a) also illustrates pulse swept direc-ion. The thickness of all specimens was reduced from 9.3 mm tomm (or 6.3 mm for compact tension specimens) by machining the
pecimen faces to eliminate the manufacturing effect of the originallates.
.2. Laser shock processing
The LSP experiments were performed using a Q switchedd:YAG laser operating at 10 Hz with a wave length of 1064 nm
0
100
200
300
400
500
600
700
800
0.050 0.1 0.15 0.2 0.25
Stre
ss (
MP
a)
Strain
Stress-strain curve. 2205 Duplex stainless steel
ig. 2. Stress–strain curve of 2205 duplex stainless steel under tensile loading con-itions.
Fig. 3. Compact tension test specimens used in the fatigue crack growth tests. (a)Specimen illustration with dimensions in mm. Specimen thickness is 6.3 mm. (b)Real specimens.
and the FWHM of the pulses was 8 ns. A convergent lens is usedto deliver 2.5 J. Spot diameter was 1.5 mm. Three pulse densitieswere used: 900, 1600 and 2500 pul/cm2. A special device to pro-duce a controlled water jet has been implemented to form a thinwater layer on the sample to be treated. Specimen treated area was20 mm × 20 mm on both sides of the compact tension specimen. A2D motion system was used to control specimen position and gen-erate the pulse swept as shown in Fig. 3. Controlling the velocity ofthe system, the desired pulse density was obtained. No protectivecoating was used during LSP [9]. Fig. 3(b) shows a photograph ofa compact tension specimen with LSP applied after the pre-crackwas induced.
2.3. Characterization of the effects induced by LSP
Micro-hardness measurement was made with 200 g load and11 s hold time. Roughness measurement on the different speci-mens was performed using a roughness meter “Mitutoyo Surftest”.A summary of arithmetic mean roughness measurements, Ra, withdifferent pulse densities is given in Table 1. The overall trend isthat the higher the pulse density the higher the roughness of thespecimen surface. Note that roughness does not increase consid-
erably increasing the pulse density as observed in other materials,for instance 6061-T6 aluminum alloy [8]. In aluminum treated with900 pul/cm2, roughness increased by a factor of 2.5 with respectto the untreated surface [8]. To observe microstructural changes,samples were prepared by conventional metallographic polishing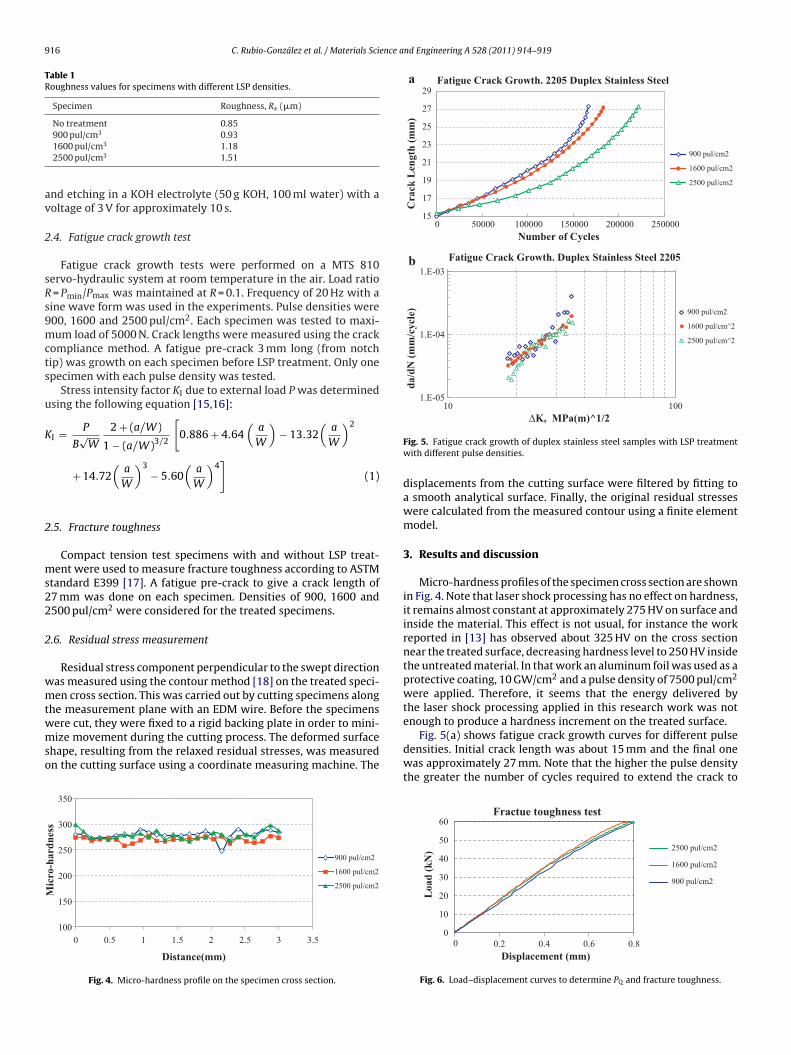
916 C. Rubio-González et al. / Materials Science and Engineering A 528 (2011) 914–919
Table 1Roughness values for specimens with different LSP densities.
Specimen Roughness, Ra (�m)
av
2
sRs9mcts
u
K
2
ms22
2
wmtwmso
a
b
15
17
19
21
23
25
27
29
0 50000 100000 150000 200000 250000
Fatigue Crack Growth. 2205 Duplex Stainless Steel
900 pul/cm2
1600 pul/cm2
2500 pul/cm2
Cra
ck L
engt
h (m
m)
Number of Cycles
1.E-05
1.E-04
1.E-03
10 100
Fatigue Crack Growth. Duplex Stainless Steel 2205
900 pul/cm2
1600 pul/cm^2
2500 pul/cm^2
da/d
N (
mm
/cyc
le)
No treatment 0.85900 pul/cm3 0.931600 pul/cm3 1.182500 pul/cm3 1.51
nd etching in a KOH electrolyte (50 g KOH, 100 ml water) with aoltage of 3 V for approximately 10 s.
.4. Fatigue crack growth test
Fatigue crack growth tests were performed on a MTS 810ervo-hydraulic system at room temperature in the air. Load ratio= Pmin/Pmax was maintained at R = 0.1. Frequency of 20 Hz with a
ine wave form was used in the experiments. Pulse densities were00, 1600 and 2500 pul/cm2. Each specimen was tested to maxi-um load of 5000 N. Crack lengths were measured using the crack
ompliance method. A fatigue pre-crack 3 mm long (from notchip) was growth on each specimen before LSP treatment. Only onepecimen with each pulse density was tested.
Stress intensity factor KI due to external load P was determinedsing the following equation [15,16]:
I = P
B√
W
2 + (a/W)
1 − (a/W)3/2
[0.886 + 4.64
(a
W
)− 13.32
(a
W
)2
+ 14.72(
a
W
)3− 5.60
(a
W
)4]
(1)
.5. Fracture toughness
Compact tension test specimens with and without LSP treat-ent were used to measure fracture toughness according to ASTM
tandard E399 [17]. A fatigue pre-crack to give a crack length of7 mm was done on each specimen. Densities of 900, 1600 and500 pul/cm2 were considered for the treated specimens.
.6. Residual stress measurement
Residual stress component perpendicular to the swept directionas measured using the contour method [18] on the treated speci-en cross section. This was carried out by cutting specimens along
he measurement plane with an EDM wire. Before the specimensere cut, they were fixed to a rigid backing plate in order to mini-ize movement during the cutting process. The deformed surface
hape, resulting from the relaxed residual stresses, was measuredn the cutting surface using a coordinate measuring machine. The
100
150
200
250
300
350
0.50 1.51 2.52 3.53
900 pul/cm2
1600 pul/cm2
2500 pul/cm2
Distance(mm)
Mic
ro-h
ardn
ess
Fig. 4. Micro-hardness profile on the specimen cross section.
K, MPa(m)^1/2
Fig. 5. Fatigue crack growth of duplex stainless steel samples with LSP treatmentwith different pulse densities.
displacements from the cutting surface were filtered by fitting toa smooth analytical surface. Finally, the original residual stresseswere calculated from the measured contour using a finite elementmodel.
3. Results and discussion
Micro-hardness profiles of the specimen cross section are shownin Fig. 4. Note that laser shock processing has no effect on hardness,it remains almost constant at approximately 275 HV on surface andinside the material. This effect is not usual, for instance the workreported in [13] has observed about 325 HV on the cross sectionnear the treated surface, decreasing hardness level to 250 HV insidethe untreated material. In that work an aluminum foil was used as aprotective coating, 10 GW/cm2 and a pulse density of 7500 pul/cm2
were applied. Therefore, it seems that the energy delivered bythe laser shock processing applied in this research work was not
enough to produce a hardness increment on the treated surface.Fig. 5(a) shows fatigue crack growth curves for different pulsedensities. Initial crack length was about 15 mm and the final onewas approximately 27 mm. Note that the higher the pulse densitythe greater the number of cycles required to extend the crack to
0
10
20
30
40
50
60
0.20 0.4 0.6 0.8
Loa
d (k
N)
Displacement (mm)
Fractue toughness test
2500 pul/cm2
1600 pul/cm2
900 pul/cm2
Fig. 6. Load–displacement curves to determine PQ and fracture toughness.
C. Rubio-González et al. / Materials Science and Engineering A 528 (2011) 914–919 917
Fig. 7. Microstructure on the specimen cross-section of 2205 duplex stainless steel with LSP at (a) 900 pul/cm2, (b) 1600 pul/cm2, and (c) 2500 pul/cm2.
Table 2Effect of LSP on fracture toughness.
Pulse density (pul/cm3) Load PQ (kN) Fracture toughness MPa (m)1/2
aofiu
wTssotcotgfi
Fd
Without LSP 45.0 360.5900 49.9 397.01600 50.5 398.32500 46.7 372.6
given crack length. The difference is more important in the casef 2500 pul/cm2. Fig. 5(b) shows the fatigue crack growth rate as aunction of the stress intensity factor range. Note that the exper-mental data do not follow a linear trend in log–log scale, as it issual for some metallic materials.
To determine fracture toughness the load–displacement curveas registered for each test. A typical curve is shown in Fig. 6.
ests were performed under load control. According to the ASTMtandard E399 [17], a PQ load value is determined from the inter-ection of the load–displacement curve with a straight line of 95%f the slope in the linear region. Values of PQ are used in Eq. (1)o calculate fracture toughness. Table 2 shows a summary of these
alculations. Fracture toughness observed for the specimen with-ut LSP is about 360 MPa (m)1/2 which is similar to that expressed inhe literature [19]. As mentioned in [20], fracture toughness oftenives very high values, but requirements for plain strain is not ful-lled. Nevertheless, it is claimed that the figures given could beig. 9. Residual stress distribution on the specimen cross section. The stress componentensities and (b) color-map showing the residual stress distribution for the case of 900 pu
Fig. 8. Microstructure close to the laser treated face of 2205 duplex stainless steel.Pulse density 900 pul/cm2.
interpreted as representative for the plate thickness that has been
tested. Note that increasing pulse densities the fracture toughnessis increased as well. With 900 pul/cm2 we get an increment of10% in fracture toughness compared with the untreated materialresult. Because the thickness of the specimens used in determina-is perpendicular to LSP swept direction. (a) Stress profiles for different laser pulsel/cm2.
918 C. Rubio-González et al. / Materials Science and Engineering A 528 (2011) 914–919
on th
tpufnmd
dritpcadFlt
ccms
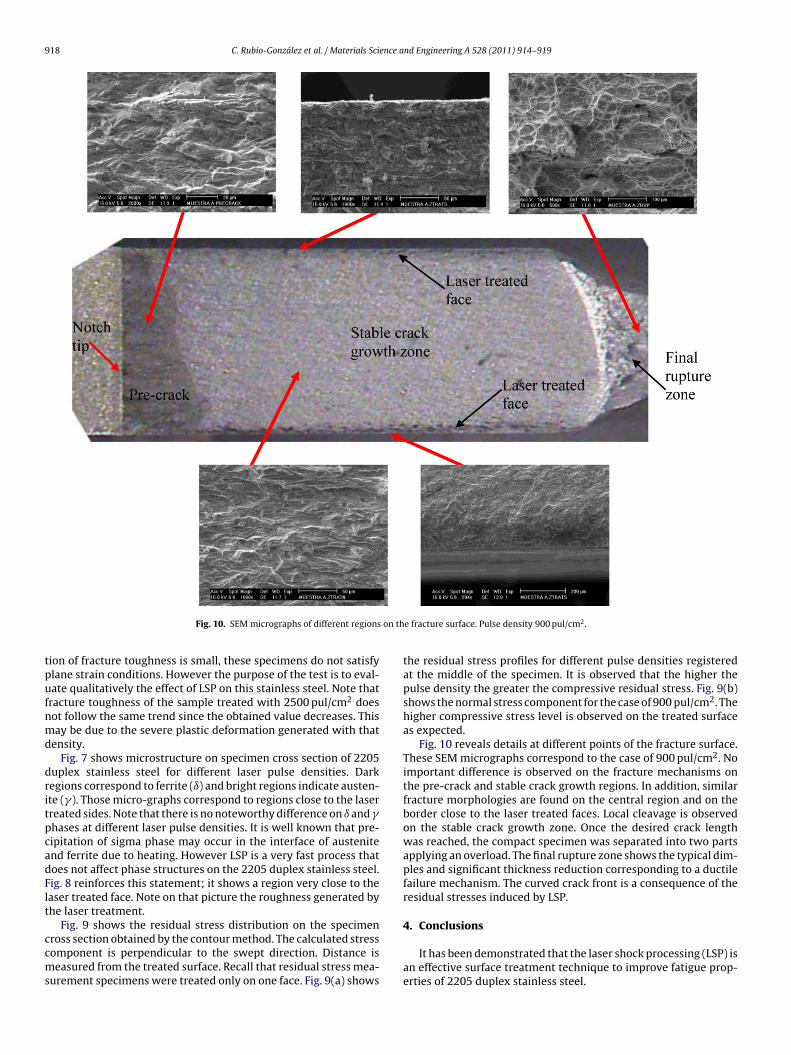
Fig. 10. SEM micrographs of different regions
ion of fracture toughness is small, these specimens do not satisfylane strain conditions. However the purpose of the test is to eval-ate qualitatively the effect of LSP on this stainless steel. Note thatracture toughness of the sample treated with 2500 pul/cm2 doesot follow the same trend since the obtained value decreases. Thisay be due to the severe plastic deformation generated with that
ensity.Fig. 7 shows microstructure on specimen cross section of 2205
uplex stainless steel for different laser pulse densities. Darkegions correspond to ferrite (ı) and bright regions indicate austen-te (�). Those micro-graphs correspond to regions close to the laserreated sides. Note that there is no noteworthy difference on ı and �hases at different laser pulse densities. It is well known that pre-ipitation of sigma phase may occur in the interface of austenitend ferrite due to heating. However LSP is a very fast process thatoes not affect phase structures on the 2205 duplex stainless steel.ig. 8 reinforces this statement; it shows a region very close to theaser treated face. Note on that picture the roughness generated byhe laser treatment.
Fig. 9 shows the residual stress distribution on the specimenross section obtained by the contour method. The calculated stressomponent is perpendicular to the swept direction. Distance iseasured from the treated surface. Recall that residual stress mea-
urement specimens were treated only on one face. Fig. 9(a) shows
e fracture surface. Pulse density 900 pul/cm2.
the residual stress profiles for different pulse densities registeredat the middle of the specimen. It is observed that the higher thepulse density the greater the compressive residual stress. Fig. 9(b)shows the normal stress component for the case of 900 pul/cm2. Thehigher compressive stress level is observed on the treated surfaceas expected.
Fig. 10 reveals details at different points of the fracture surface.These SEM micrographs correspond to the case of 900 pul/cm2. Noimportant difference is observed on the fracture mechanisms onthe pre-crack and stable crack growth regions. In addition, similarfracture morphologies are found on the central region and on theborder close to the laser treated faces. Local cleavage is observedon the stable crack growth zone. Once the desired crack lengthwas reached, the compact specimen was separated into two partsapplying an overload. The final rupture zone shows the typical dim-ples and significant thickness reduction corresponding to a ductilefailure mechanism. The curved crack front is a consequence of theresidual stresses induced by LSP.
4. Conclusions
It has been demonstrated that the laser shock processing (LSP) isan effective surface treatment technique to improve fatigue prop-erties of 2205 duplex stainless steel.

ence a
bistdpbb
R
[
[
[
[
[
[
[
[
C. Rubio-González et al. / Materials Sci
This is due to the residual stress field induced on surface. It haseen shown that increasing pulse density, fatigue crack growth rate
s reduced. LSP has no effect on micro-hardness of duplex stainlessteel with the energy level delivered in the experiments reported inhis work. Compressive residual stresses increases increasing pulseensity. Microstructure is not affected by LSP, ferrite and austenitehases are not altered by the laser peening. Fracture toughness haseen determined for specimens with different pulse densities. It haseen shown that LSP treatment improves this mechanical property.
eferences
[1] J.M. Yang, Y.C. Her, N. Han, A. Clauer, Mater. Sci. Eng. A 298 (2001) 296–299.
[2] Z. Hong, Y. Chengye, Mater. Sci. Eng. A 257 (1998) 322–327.[3] L.W. Tsay, M.C. Young, C. Chen, Corros. Sci. 45 (2003) 1985–1997.
[4] J.E. Rankin, M.R. Hill, L.A. Hackel, Mater. Sci. Eng. A 349 (2003) 279–291.[5] J.P. Chu, J.M. Rigsbee, G. Banas, H.E. Elayed-Ali, Mater. Sci. Eng. A 260 (1–2)(1999) 260.[6] P. Peyre, R. Fabbro, Opt. Quant. Electron. 27 (1995) 1213–1229.[7] C. Rubio-González, J.L. Ocana, G. Gomez-Rosas, C. Molpeceres, M. Paredes, A.
Banderas, J. Porro, M. Morales, Mater. Sci. Eng. A 386 (2004) 291–295.
[[
[
nd Engineering A 528 (2011) 914–919 919
[8] U. Sanchez-Santana, C. Rubio-Gonzalez, G. Gomez-Rosas, J.L. Ocana, C.Molpeceres, J. Porro, M. Morales, Wear 260 (2006) 847–854.
[9] C. Rubio-González, G. Gomez-Rosas, J.L. Ocana, C. Molpeceres, A. Banderas, J.Porro, M. Morales, Appl. Surf. Sci. 252 (2006) 6201–6205.
10] A. Ruiz, N. Ortiz, H. Carreón, C. Rubio-González, J. Nondestruct. Eval. 28 (2009)131–139.
11] E. Real, C. Rodríguez, F. Belzunce, P. Sanjurjo, A. Canteli, I. Pariente, Fatigue Fract.Eng. Mater. Struct. 32 (7) (2009) 567–572.
12] J. Labanowski, A. Ossowska, J. Achievements Mater. Manuf. Eng. 19 (1) (2006)46–52.
13] H. Lim, M. Lee, P. Kim, J. Park, S. Jeong, Laser Peening of Duplex Stainless Steelfor the Application to Seawater Desalination Pump, The 2nd International Con-ference on Laser Peening, San Francisco, CA, USA, April, 2010.
14] T. Schmidt-Uhlig, P. Karlitschek, M. Yoda, Y. Sano, G. Marowsky, Eur. Phys. J.Appl. Phys. 9 (2000) 235–238.
15] ASTM, 2002 Annual Book of ASTM Standards, v.03.01 No. E647-00 StandardTest Method for Measurement of Fatigue Crack Growth Rates.
16] T.L. Anderson, Fracture Mechanics, Fundamentals and Applications, CRC Press,New York, 1995.
17] ASTM, 2002 Annual Book of ASTM Standards, v.03.01 No. JT E399-97 Standard
Test Method for Plane Stress Fracture Toughness of Metallic Materials.18] M.B. Prime, J. Eng. Mater. Technol. 123 (2001) 162–168.19] H. Sieurin, Fracture Toughness Properties of Duplex Stainless Steels, PhD Thesis,
Royal Institute of Technology, Sweden, 2006.20] Johansson R., Fatigue and fracture properties of duplex stainless steels, In: ASM
Handbook, vol. 9, Fatigue and Fracture.
Related Documents











