PROBLEME GENERALE ALE TEHNOLOGIILOR DE PRELUCRARE MECANICĂ

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PROBLEME GENERALE ALE TEHNOLOGIILOR DE
PRELUCRARE MECANICĂ
Ramura de bază în economia mondială este tehnologia fabricării maşinilor şi utilajelor în cadrul căreia, industria constructoare de maşini are un rol deosebit în dezvoltarea celorlalte ramuri industriale.
Noţiuni generale
Tehnologia construcţiei de maşini se ocupă cu studierea metodelor şi procedeelor de prelucrare mecanică şi neconvenţionale, pentru a asigura obţinerea produselor la condiţiile tehnice stabilite, cu cheltuieli minime de muncă şi consum redus de materiale, la un volum de producţie dat. Ca urmare, prin tehnologie se înţelege ştiinţa diverselor Ca urmare, prin tehnologie se înţelege ştiinţa diverselor mijloace mecanice, fizice, chimice, electrice de prelucrare a mijloace mecanice, fizice, chimice, electrice de prelucrare a minereurilor, semifabricatelor, pieselor în produse finite. minereurilor, semifabricatelor, pieselor în produse finite.

Procesul de producţie şi procesul tehnologic
Procesul de producţie cuprinde toate etapele legate de transformarea în produse finite a materiei prime şi /sau semifabricatelor. Procesul de producţie cuprinde:
• etapele legate de transformarea materiei prime în produse finite (procese de bază), ca:
- producerea semifabricatelor;
- toate formele de prelucrare;
- asamblarea, vopsirea, etc.
• etapele de pregătire şi servire a fabricaţiei (procese auxiliare), ca:
- acţiuni legate de realizarea S.D.V.-urilor;
- controlul tehnic al calităţii;
- transportul semifabricatelor, pieselor, produselor;
- expedierea produselor.
Procesul tehnologic este acea parte a procesului de producţie, legată nemijlocit de schimbarea formei geometrice, a dimensiunilor, a calităţii, a proprietăţilor fizico-mecanice a materialelor sau semifabricatelor, în vederea obţinerii produsului finit.
Procesele tehnologice pot fi clasificate în funcţie de natura activităţilor, astfel:
• procese tehnologice de elaborare a semifabricatelor (de turnare,
forjare, sudare, sinterizare, etc.);
• procese tehnologice de prelucrări mecanice prin aşchiere, prin
deformare plastică la rece, neconvenţionale;
• procese tehnologice de asamblare;
• procese tehnologice de control;
• procese tehnologice de vopsire, etc.

Structura procesului tehnologic
Elementul de bază al procesului tehnologic este operaţia.
Operaţia este acea parte a procesului tehnologic care se execută în mod continuu, pe un anumit loc de muncă, prevăzut cu utilaje şi unelte de muncă, asupra unuia sau mai multor obiecte ale muncii (STAS 6909).
Operaţia poate fi constituită din una sau mai multe faze.
Faza reprezintă acea parte a operaţiei care se execută dintr-o singură orientare şi fixare a semifabricatului, prin care se prelucrează o suprafaţă sau mai multe suprafeţe simultan, cu o sculă sau cu un set de scule, menţinându-se acelaşi regim de aşchiere.
Procestehnologic
Operaţii
Operaţii
Faze
Faze
Treceri MişcăriMânuiri
Figura 1.1

Trecerea este acea parte a fazei care se execută la o singură deplasare activă a sculei (sculelor), în sensul avansului, în timpul căruia se îndepărtează un singur strat de material de pe suprafaţa piesei.
Adaosul de prelucrare de pe suprafaţa ce se prelucrează poate fi îndepărtat într-una sau mai multe treceri.
Pentru efectuarea sau pregătirea unei faze de lucru sau a unei treceri operatorul execută anumite mânuiri.
Mânuirea reprezintă totalitatea activităţilor manuale efectuate de executant în timpul desfăşurării lucrului sau de pregătire a acestuia.
Mişcarea este cel mai simplu element al muncii, constând dintr-o deplasare, luare de contact sau desprindere a executantului de utilaj sau de organele acestuia de comandă, de unealta de lucru sau de obiectul muncii asupra căruia acţionează.
Caracterizarea procesului tehnologic ca sistem
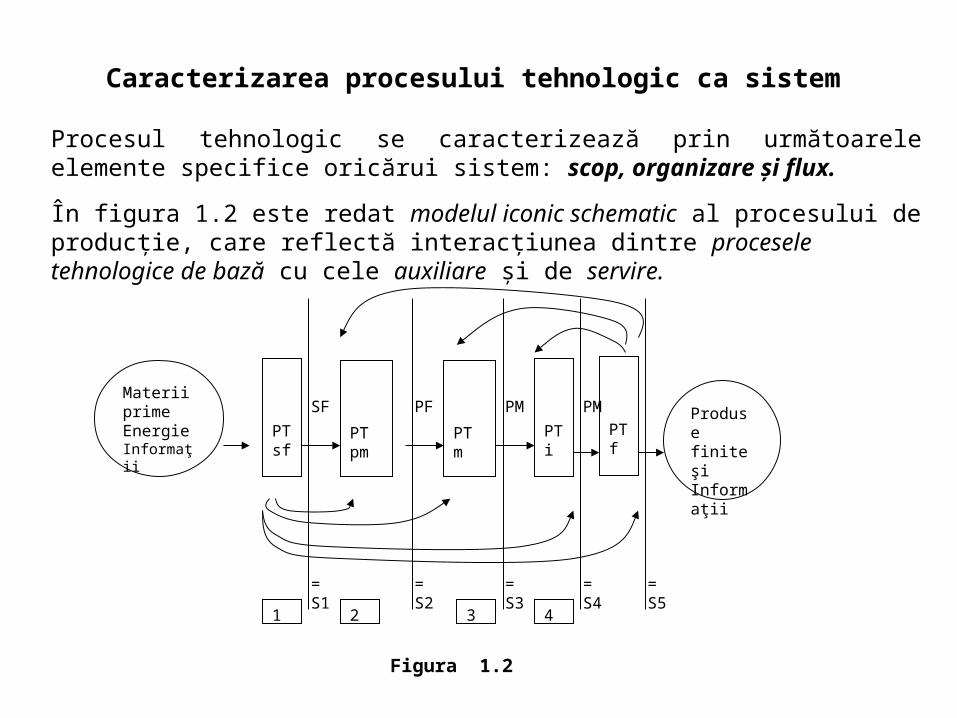
Procesul tehnologic se caracterizează prin următoarele elemente specifice oricărui sistem: scop, organizare şi flux.
În figura 1.2 este redat modelul iconic schematic al procesului de producţie, care reflectă interacţiunea dintre procesele tehnologice de bază cu cele auxiliare şi de servire.
Materii prime EnergieInformaţii
Produse finite şi Informaţii
PTsf
PTpm
PTm
PTi
PTf
SF PF PM PM
1 2 3 4
=S1
=S2
=S4
=S3
=S5
Figura 1.2
Tabelul 1.1
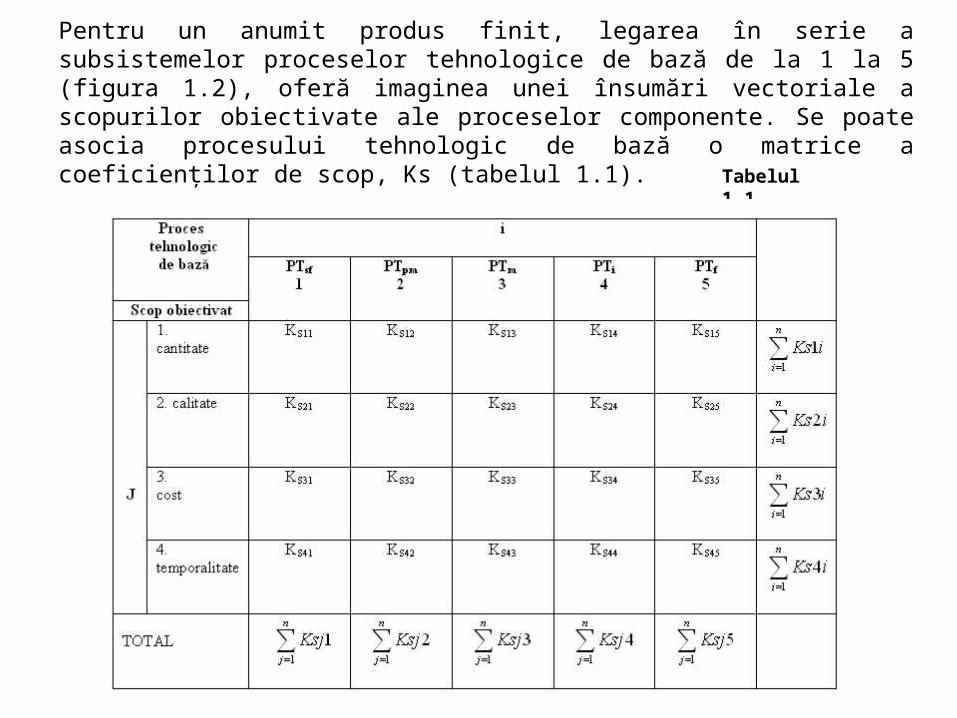
Pentru un anumit produs finit, legarea în serie a subsistemelor proceselor tehnologice de bază de la 1 la 5 (figura 1.2), oferă imaginea unei însumări vectoriale a scopurilor obiectivate ale proceselor componente. Se poate asocia procesului tehnologic de bază o matrice a coeficienţilor de scop, Ks (tabelul 1.1).

Modelul prezintă structura procesului tehnologic de prelucrare mecanică pe diferite nivele: operaţie, fază, trecere, în care elementele de structură (trecerile (T1…Tk), fazele (F1…FI), operaţiile(O1…Om)) au ele însele o anumită structură şi organizare.
Proces tehnologic1
Proces tehnologic
n
Operaţia1
Operaţia m
Faza 1
Fazai
T1
T2
Tk
Figura 1.3

Fluxurile procesului tehnologic ca sistem
Se recomandă existenţa în procesul tehnologic a trei fluxuri şi anume: fluxul materialelor, fluxul energetic şi fluxul informaţiilor (figura 1.4).
P.T.B.
Transformări material
Materiale
Energie consumată
Produse
Energie utilizată
Energie transferată mediului
In
Ie
Figura 1.4
Tipurile de producţie şi caracterizarea lor
În industria constructoare de maşini există trei tipuri principale de producţie: individuală, de serie şi de masă.
Producţia individuală sau de unicate se caracterizează prin aceea că produsul se execută într-un singur exemplar sau într-un număr redus de exemplare, de exemplu: fabricarea prototipurilor şi a maşinilor speciale mari.
Producţia de serie se caracterizează prin aceea că la fiecare loc de muncă, se execută cu regularitate, după anumite perioade de timp prestabilite, aceleaşi prelucrări asupra unor loturi (serii) de piese.
Producţia de serie mică se execută în loturi mici de fabricaţie, la intervale neegale de timp.
Producţia de serie mijlocie se caracterizează prin număr relativ mare de piese executate, care se repetă cu regularitate la intervale de timp.
Producţia de serie mare se caracterizează prin stabilitatea lucrărilor executate.
Producţia de masă se caracterizează prin aceea că, la fiecare loc de muncă, se realizează pe o perioadă îndelungată, aceeaşi operaţie în general simplă, ceea ce conferă producţiei o mare stabilitate.
În afară de elementele de bază amintite, cele trei tipuri de producţie mai au încă o serie de caracteristici ilustrate în tabelul 1.2.

Tipul producţiei
individuală sau de unicate de serie de masă
Cantitate mică de produse Cantitate medie de produse Cantitate mare de produse
Nomenclator de produse foarte mare şi variabil în decursul unui an
Nomenclator de produse mediu cu repetare periodică
Nomenclator de produse redus, menţinut perioade mai mari de timp
Nu se prevede anticipat repetarea fabricării produsului
Repetarea periodică a încărcării maşinilor-unelte cu aceleaşi piese
Încărcarea neîntreruptă a maşinilor-unelte şi aceleaşi piese
Utilaj (maşini-unelte) universal Utilaj universal şi în parte special Utilaj specializat şi special (agregate, linii automate)
Scule şi dispozitive universale. Scule şi dispozitive speciale numai în cazuri izolate.
Folosirea pe scară largă a sculelor şi dispozitivelor speciale
Scule, dispozitive şi verificatoare speciale complicate şi cu mecanisme automate
Reglarea la dimensiune a maşinilor-unelte după trasaj şi luări de aşchii de probă
Lucrul la maşini-unelte reglate la dimensiune Reglări complicate la dimensiune ale maşinilor-unelte, automatizări ale proceselor tehnologice
Mâna de lucru cu înaltă calificare Mîna de lucru cu calificări diferite Mâna de lucru cu calificare scăzută.Număr mare de reglori
Lucrul după metoda ajustării Largă înrădăcinare a lucrului după metoda interschimbabilităţii totale, cu păstrarea într-o măsură oarecare a metodei ajustării
Lucrul numai după metoda interschimbabilităţii totale. Folosirea în unele cazuri a metodei interschimbabilităţii parţiale şi a metodei selective. Lipsa ajustării
Turnarea în forme de pământ: întrebuinţarea modelelor de lemn.Forjarea liberă
Folosirea în parte a modelelor metalice la turnare. Forjarea în matriţe
Folosirea modelelor moderne de turnare de precizie şi mare productivitate. Forjarea în matriţe
Aranjarea maşinilor-unelte în grupe după tipuri şi dimensiuni
Aranjarea în ordinea fluxului tehnologic numai a maşinilor-unelte mai încărcate
Aranjarea maşinilor-unelte în ordinea fluxului tehnologic
Controlul dimensiunilor cu instrumente universale Largă folosire a verificatoarelor speciale Controlul cu verificatoare speciale. Largă folosire a controlului activ (în timpul prelucrării) şi a controlului automat
Elaborarea procesului tehnologic după cele mai simple forme. Procese tehnologice elaborate pe fişe tehnologice
Elaborarea procesului tehnologic cu fişe tehnologice şi planuri de operaţii însoţite de schiţe
Elaborarea detaliată a procesului tehnologic cu planuri de operaţii însoţite de schiţe. Calcule amănunţite ale preciziei de prelucrare.
Normarea lucrului pe bază statistică Normarea tehnică şi cronometrare Normarea ştiinţifică, foarte detaliată
Tabelul 1.2
Calculul ritmului şi stabilirea caracterului producţiei liniei tehnologice
Mărimea ritmului de lucru al liniei tehnologice se determină cu relaţia:
Pp
Fr60R1 (min/buc), (1.1)
Fondul real de timp se determină cu relaţia:
Fr = K Fn, (1.2)
Fn este fondul nominal de timp:
Fn = z s h, (1.3)
In vederea stabilirii caracterului producţiei, este necesar să se determine coeficientul de sericitate a fiecărei operaţii a procesului tehnologic, şi anume:
Ksi = Rl / tei , (1.5)
pentru Ksi<1, producţie de masă;
pentru 1<Ksi<10, producţie de serie mare;
pentru 10<Ksi<20, producţie de serie mijlocie;
pentru Ksi>20, producţie de serie mică.
Productivitatea liniei tehnologice se calculează cu relaţia:
Q = PP / Fr [buc/oră], (1.4)
21/04/23 15
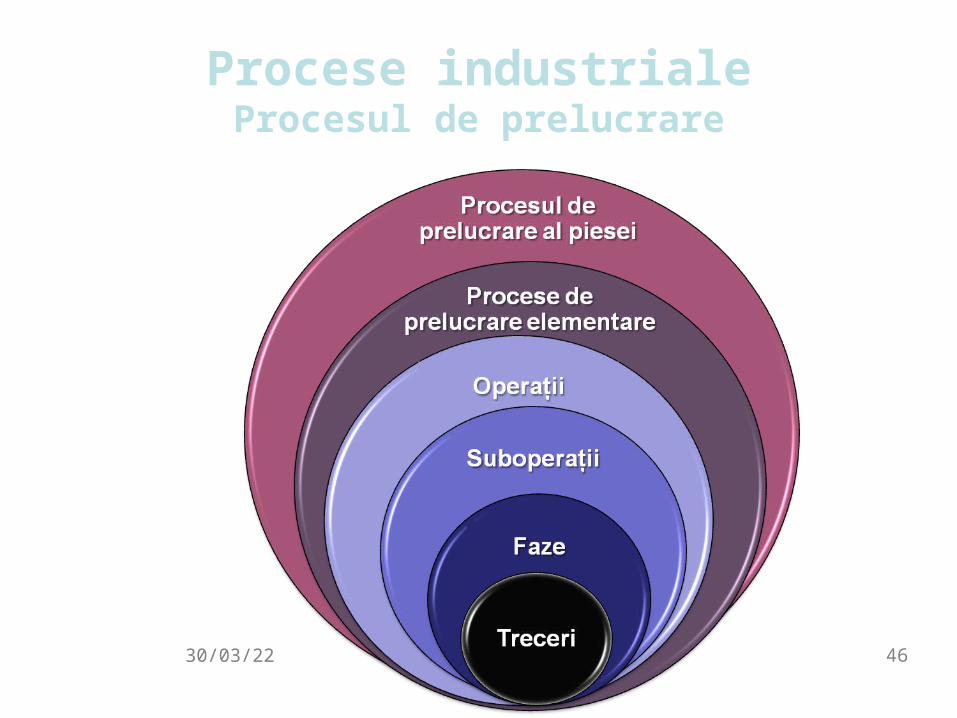
Procese industriale
Procesul de producţie
Procesul de fabricaţie
Procesul de prelucrare

21/04/23 16
Procese industriale
Procesul de producţie
Procesul de fabricaţie
Procesul de prelucrare
21/04/23 17
Procese industrialeProcesul de producţie
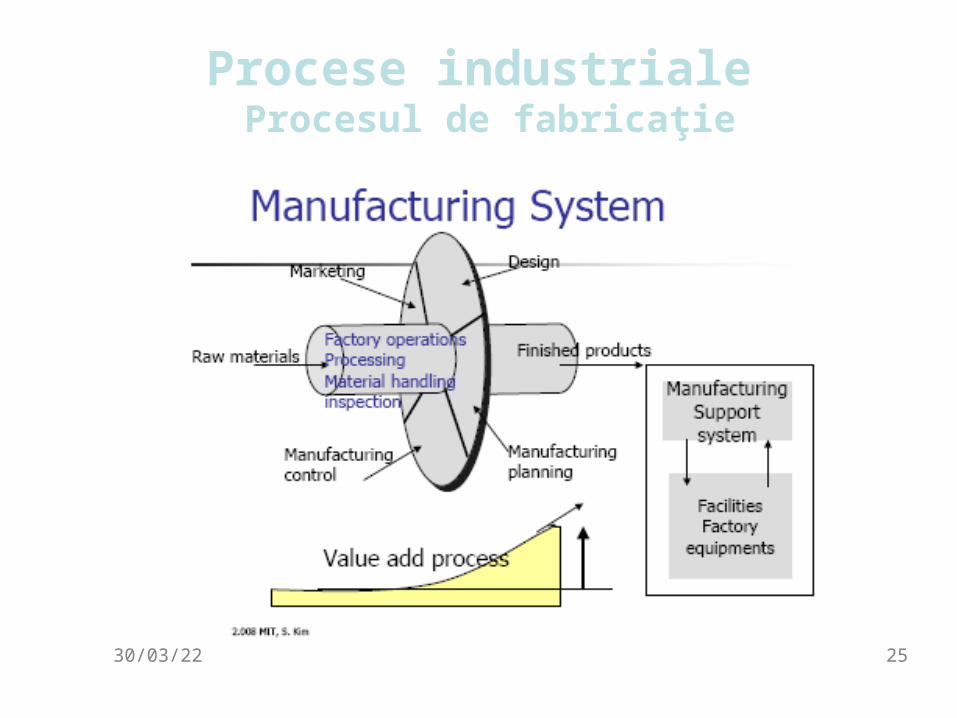
Procesul de producţie: totalitatea activităţilor desfăşurate într-o întreprindere în scopul realizării de produse sau servicii, la termen, cantitate, cost şi calitate care să satisfacă clienţii, realizând optimizarea resurselor materiale şi umane ale întreprinderii, în aşa fel încât să se asigure perenitatea, dezvoltarea şi competitivitatea sa.
21/04/23 18
Procese industriale Procesul de producţie
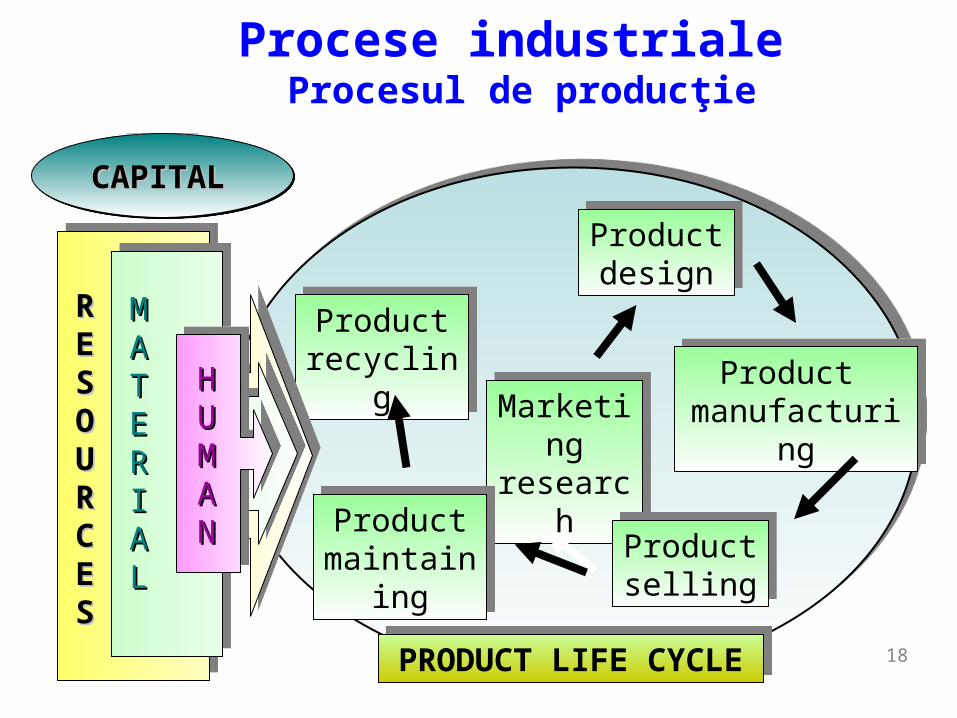
Marketing research
Marketing research
Product design
Product design
Product manufacturing
Product manufacturing
Product selling
Product selling
Product maintaining
Product maintaining
ProductrecyclingProduct
recycling
RREESSOOUURRCCEESS
MMAATTEERRIIAALL
PRODUCT LIFE CYCLEPRODUCT LIFE CYCLE
CAPITALCAPITAL
HHUUMMAANN

21/04/23 19
Procese industriale Procesul de producţie
CCEERRIINNŢŢEE
Satisfacerea nevoilor clienţilorSatisfacerea nevoilor clienţilor
SatisfacereaSatisfacerea cerin cerinţelor contractuale ţelor contractuale (termen, cantitate, calitate, cost)(termen, cantitate, calitate, cost)
Minimizarea Minimizarea ccosturilor de fabricaosturilor de fabricaţieţie
Calitate totală în întreg ciclu de viaCalitate totală în întreg ciclu de viaţţă al produsuluiă al produsului
Flexibilitatea Flexibilitatea fabricafabricaţieiţiei
Reconfigurabilitatea sistemului de Reconfigurabilitatea sistemului de fabricafabricaţieţie
Folosirea optimă a resurselorFolosirea optimă a resurselor
Dezvoltarea, perenitatea şi competitivitatea Dezvoltarea, perenitatea şi competitivitatea întreprinderiiîntreprinderii
21/04/23 20
Procese industrialeProcesul de producţie
Procesul de producţie cuprinde totalitatea activităţilor desfăşurate într-o întreprindere în scopul realizării de produse sau servicii, la termen, cantitate, cost şi calitate care să satisfacă clienţii, realizând optimizarea resurselor materiale şi umane ale întreprinderii, în aşa fel încât să se asigure perenitatea, dezvoltarea şi competitivitatea sa.
Comentarii:
• scopul oricărei întreprinderi industriale este de a realiza produse sau servicii pe care să le pună la dispoziţia consumatorilor;
• a produce la termen constă în a aproviziona şi a fabrica la timp (Just in Time, Concurent/Simultaneous Engineering);

21/04/23 21
Procese industriale Procesul de producţie
• necesitatea de a îmbunătăţi gestiunea producţiei, astfel încât să nu se fabrice decât cantitatea cerută;
• realizarea unui cost de producţie cât mai redus; costurile de producţie să nu depăşească angajamentele financiare, dacă se doreşte obţinerea de beneficii;
• calitatea unui produs:– calitatea legată de concepţia produsului:
supracalitatea este la fel de prejudiciabilă ca şi subcalitatea;
– calitatea legată de fabricaţia produsului: aplicarea unui demers de calitate în întreprindere;
21/04/23 22
Procese industrialeProcesul de producţie
• optimizarea resurselor nu înseamnă a realiza maximum de producţie, ci a regulariza ritmul producţiei, în scopul minimizării timpilor neproductivi şi evitării proastei utilizări a resurselor materiale şi umane, ameliorând rentabilitatea;
• principalul obiectiv este de a avea o producţie stabilă şi durabilă, care să asigure perenitatea întreprinderii;
• pentru dezvoltarea producţiei trebuie câştigate noi segmente de piaţă, ceea ce impune a fi mai performant decât concurenţii;
• pentru a asigura perenitatea şi dezvoltarea, întreprinderea trebuie să devină mai competitivă, adică să propună mai rapid consumatorilor produse care să răspundă nevoilor.

21/04/23 23
Procese industrialeProcesul de producţie
Procesul de producţie Procesul de producţie ((domenii industrialedomenii industriale))
Ind. alim.Ind. alim.
Ind. Ind. uşoarăuşoară
Ind. constr. de Ind. constr. de maşinimaşini
Ind. ITInd. IT
Ind. de bunuriInd. de bunuri
Ind….Ind….

21/04/23 24
Procese industrialeProcesul de fabricaţie
Fluxul de materiale: input - materii prime şi componente, semifabricate şi piese prelucrate, scule şi materiale consumate în procesul de fabricaţie; output - produse realizate şi livrate, deşeuri.
Fluxul de energie trebuie privit în interacţiunea sa cu fluxul de materiale: material + energie = transformare
Fluxul de informaţii: documente comerciale, documente tehnice ale produsului, documente tehnologice de execuţie.
Proces de fabricaţie
MaterialeEnergieInformaţii
ProduseDeşeuri
Procesul de fabricaţie = flux
21/04/23 25
Procese industriale Procesul de fabricaţie

21/04/23 26
Procese industriale Procesul de fabricaţie
Procesul de fabricaţie cuprinde procesele de transformare succesivă a materiei prime în produs finit: procese de elaborare (PE), procese de prelucrare (PP), procese de tratare şi acoperire (PTA), procese de asamblare (PA), procese de control (PC).
PEPCPEPC
PPPTAPC
PPPTAPC
PAPC
PAPCmaterii prime semifabricate piese produse

21/04/23 27
Procese industrialeProcesul de fabricaţie
Procesul de elaborare: – trebuie să asigure calitatea materialului şi a proprietăţilor
fizico-mecanice impuse semifabricatelor;
– piesele brute se pot obţine prin: debitare din profiluri laminate, turnare, deformare plastică sau sudare.
Procesul de prelucrare: – are ca scop realizarea formei geometrice, a dimensiunilor şi
calităţii suprafeţelor piesei;
– piesa este prelucrată prin diferite procedee: cu îndepărtare de material - aşchiere (strunjire, frezare, rabotare, mortezare, rectificare etc.), eroziune (EDM, ECM, USM, LBM); cu depunere de material – fabricare rapidă RP (STL, SLS, FDM).
21/04/23 28
Procese industrialeProcesul de fabricaţie
Procesul de tratare şi acoperire:– tratamentele termice (călire, revenire etc.) sau termochimice
(nitrurare, cianurare etc.) sunt aplicate pentru asigurarea structurii materialului şi a proprietăţilor fizico-mecanice impuse piesei;
– tratamente de suprafaţă (brunare, cromare, nichelare, eloxare etc.), sunt aplicate pentru protejarea piesei de acţiunea corozivă a mediului şi pentru aspectul final al piesei;
– alte tratamente (fosfatarea) sunt aplicate pentru ameliorarea caracteristicilor suprafeţelor funcţionale.

21/04/23 29
Procese industrialeProcesul de fabricaţie
Procesul de asamblare:– trebuie să conducă la realizarea produsului în conformitate cu
caietul de sarcini şi documentaţia tehnică;
– rezultă completele de piese, subansamblurile şi ansamblurile care formează produsul final.
Procesul de control:– trebuie să asigure conformitatea produsului în fiecare etapă de
realizare, precum şi în final.

21/04/23 30
Procese industrialeProcesul de fabricaţie
Transformările care se produc în procesele de fabricaţie pot fi puse în evidenţă de anumiţi coeficienţi: coeficientul de transformare a formei, kf ; coeficientul de transformare a dimensiunilor, kd ; coeficientul de transformare a structurii materialului, ks ; coeficientul de transformare a aspectului, ka.
21/04/23 31
Procese industriale Procesul de fabricaţie
Tratarea pe orizontală a coeficienţilor de transformare:– permite minimizarea transformărilor la care este supusă mărimea
de intrare, cu consecinţe asupra costurilor de producţie;
– în cadrul procesului de prelucrare, cu cât coeficienţii k fP şi kdP sunt
mai mici, apropierea dintre piesă şi semifabricat este mai mare, iar costul transformării este mai redus.
Tratarea pe verticală a coeficienţilor de transformare permite:– aprecierea gradului de transformare la care este supus fluxul de
materiale în cadrul diferitelor procese de fabricaţie;– compararea transformărilor de natură diferită, în scopul minimizării
costurilor de producţie.

21/04/23 32
Procese industrialeProcesul de fabricaţie
Moduri şi tipuri de fabricaţie

21/04/23 33
Procese industrialeProcesul de fabricaţie
Modul de fabricaţie al unui produs se caracterizează prin combinaţia dintre cantitatea de produse lansată în fabricaţie şi fluxul procesului de fabricaţie.
discontinuădiscontinuă (job-shop)(job-shop)
continuăcontinuă (flow-shop)(flow-shop)
Mod de Mod de fabricaţiefabricaţie
21/04/23 34
Procese industrialeProcesul de fabricaţie
Fabricaţia continuă (flow-shop):– produsele suferă o aceeaşi secvenţă de operaţie, având
eventual timpi operativi diferiţi;– procesul de transformare a materiilor prime nu se întrerupe
între două posturi de lucru consecutive; – procedeele folosite impun investiţii mari şi necesită un nivel
ridicat de automatizare;– posturile de încărcare sunt dispuse în linie, necesită o bună
echilibrare, viteză regulată de transformare şi de transfer, sistem de aprovizionare eficient;
– se recurge la acest mod de fabricaţie atunci când volumul producţiei este important şi există o bună stabilitate a cererii (siderurgie, petrochimie etc.).

21/04/23 35
Procese industrialeProcesul de fabricaţie
Fabricaţia discontinuă (job-shop):– este specifică industriei mecanice;– utilizarea posturilor de încărcare se face într-o ordine variabilă,
în funcţie de procesul de fabricaţie;– procesul poate fi fracţionat, cu reluare a produselor
semifabricate;– atelierele sunt formate din unităţi de transformare distincte.
21/04/23 36
Procese industrialeProcesul de fabricaţie
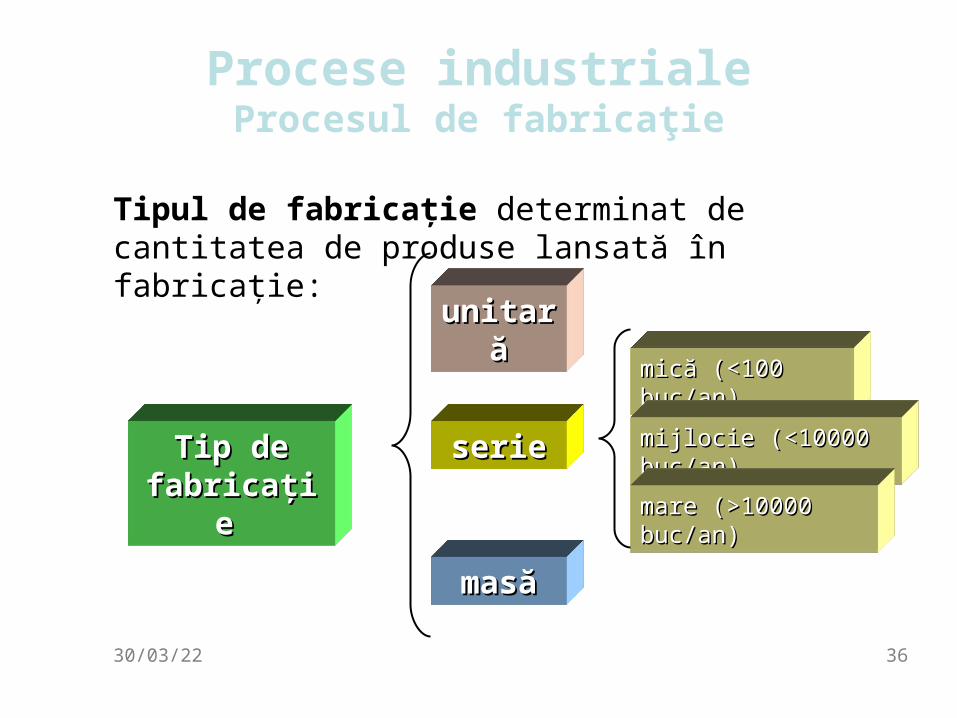
Tip de Tip de fabricaţiefabricaţie
unitarăunitară
serieserie
masămasă
micămică (<100 buc/an) (<100 buc/an)
mijlociemijlocie (<10000 buc/an) (<10000 buc/an)
maremare (>10000 buc/an) (>10000 buc/an)
Tipul de fabricaţie determinat de cantitatea de produse lansată în fabricaţie:
21/04/23 37
Procese industrialeProcesul de fabricaţie
Fabricaţia unitară: – produsul este fabricat ca unicat sau în câteva exemplare; – diversitate foarte mare de produse; – necesită multă manoperă şi implică un ciclu de fabricaţie
relativ lung; – este necesară o dotare universală şi o mână de lucru
policalificată; – este specifică mai ales construcţiilor navale şi aeronautice,
atelierelor de reparaţii.

21/04/23 38
Procese industrialeProcesul de fabricaţie
Fabricaţia de serie: – aceeaşi dotare în mijloace de fabricaţie este utilizată pentru
a fabrica o mare varietate de produse analoge, dar nu identice;
– fabricaţia este lansată pe loturi, a căror mărime poate varia de la câteva bucăţi, la sute de bucăţi;
– orice schimbare a lotului de fabricaţie necesită un nou reglaj, care poate merge până la reconfigurarea completă a postului de lucru;
– este specifică unui mare număr de întreprinderi, ea oferind supleţe de reacţie faţă de cererile clienţilor.

21/04/23 39
Procese industrialeProcesul de fabricaţie
Caracteristici
Produse realizate
Serii mici/mijlocii Serii mari
multiple, în număr mic unice, în număr mare
Răspuns la piaţă la cerere program de fabricaţie
Previziuni pe termen scurt pe termen lung şi mediu
Factor de productivitate termen costEchipamente universale,
de mare flexibilitate specializate, de mare productivitate
Flux de producţie discontinuu continuu
Mâna de lucru polivalentă puţin calificată
Calitatea produselor bună şi foarte bună suficient de bună
Costul de producţie important acceptabil

21/04/23 40
Procese industriale Procesul de fabricaţie
Fabricaţia de masă: – produsele sunt fabricate în cantităţi foarte mari, având o
bună stabilitate în timp, dar totală lipsă de diversitate, fiind unice;
– sunt produse standardizate sau similare, care necesită utilizarea mijloacelor de fabricaţie specializate, maşini-transfer;
– organizarea producţiei şi tehnologiile de mare productivitate folosite permit atingerea unor costuri de fabricaţie minime;
– este specifică produselor de tip "bun de larg consum" şi "bun de echipament": electrocasnice, produse standardizate etc.

21/04/23 41
Procese industrialeProcesul de fabricaţie
Tipul de fabricaţie determinat de relaţiile întreprindere-client:
Tip de Tip de fabricaţiefabricaţie
la comandăla comandă
pe stocpe stoc
mixtămixtă
21/04/23 42
Procese industrialeProcesul de fabricaţie
Fabricaţia la comandă: – priveşte produsele costisitoare, speciale, prototipurile;– produsul nu este disponibil în momentul comenzii şi necesită un
termen de realizare; – preţul nu este fixat, negociindu-se în acelaşi timp cu termenul, la
încheierea comenzii; – exemple: imobile, construcţii navale etc.
21/04/23 43
Procese industrialeProcesul de fabricaţie
Fabricaţia pe stoc: – priveşte produsele mai puţin costisitoare sau de uz general,
fabricate în cantitate mare;
– produsul este disponibil imediat vânzării, la un preţ fixat prin catalog;
– producţia este adesea de masă sau pe loturi economice;
– exemple: electrocasnice, aparatură audio-video, îmbrăcăminte etc.

21/04/23 44
Procese industrialeProcesul de fabricaţie
Fabricaţia mixtă: – derivă din fabricaţia la comandă, scopul fiind reducerea
termenelor de realizare;
– produsele sunt concepute astfel încât personalizarea lor să fie realizată în momentul comenzii, prin asamblarea unor module fabricate anterior pentru stocare;
– întreprinderile care doresc să-şi amelioreze performanţele faţă de clienţi tind să aleagă, din ce în ce mai mult, acest tip de fabricaţie;
– exemple: automobile, utilaje de grădinărit, agrement etc.

21/04/23 45
Procese industrialeProcesul de prelucrare
Componentele procesului de prelucrare
21/04/23 46
Procese industrialeProcesul de prelucrare

21/04/23 47
Procese industrialeProcesul de prelucrare
Trecerea de prelucrare: – acţiunea efectuată de către o sculă aşchietoare, având ca
rezultat îndepărtarea unui singur strat de material, în urma căreia se obţine o anumită formă geometrică a piesei.
– exemple: găurirea simplă cu burghiul; strunjirea de finisare a unei suprafeţe.

21/04/23 48
Procese industrialeProcesul de prelucrare
Faza (secvenţa) de prelucrare: – succesiunea ordonată neîntreruptă de treceri de prelucrare
efectuate în vederea îndepărtării adaosului de prelucrare prevăzut pe o suprafaţă a piesei, folosind o anumită sculă aşchietoare şi un anumit regim de aşchiere.
– exemple: ciclul de degroşare paraxial prin strunjire; ciclul de găurire adâncă cu retrageri repetate ale burghiului; ciclul de adâncire a unei cavităţi prin frezare.
21/04/23 49
Procese industrialeProcesul de prelucrare
Suboperaţia de prelucrare: – este constituită din una sau mai multe faze de prelucrare
realizate fără demontarea piesei şi fără transferul cuplului piesă - portpiesă de la o maşină la altă maşină.
Operaţia de prelucrare: – succesiunea de suboperaţii neîntrerupte executate asupra piesei
în cadrul unei structuri de producţie (maşină-unealtă, celulă flexibilă).
21/04/23 50
Procese industriale Procesul de prelucrare
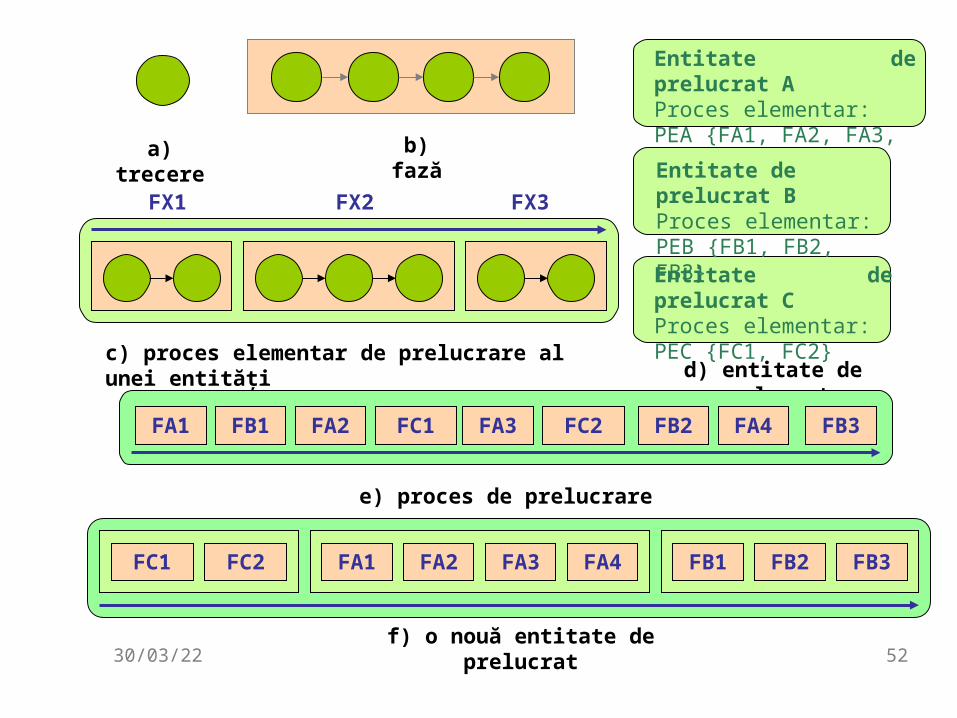
Procesul elementar de prelucrare al unei entităţi: – succesiunea ordonată de faze de prelucrare care conduce la
realizarea unei forme geometrice definite a piesei, numită entitate de prelucrat;
– procesul elementar de prelucrare al unei entităţi este quasi independent de procesele elementare de prelucrare ale altor entităţi;
– ordinea fazelor unui proces elementar de prelucrare este imperativă (o fază de degroşare trebuie să preceadă o fază de finisare);
– este posibilă intercalarea fazelor aparţinând diferitelor procese elementare de prelucrare ale entităţilor geometrice ce compun piesa.
21/04/23 51
Procese industrialeProcesul de prelucrare
Procesul de prelucrare al piesei:– este alcătuit din procesele elementare de prelucrare ale
entităţilor geometrice ce compun piesa, grupate şi ordonate în operaţii;
– fazele de prelucrare ale proceselor elementare de prelucrare ale entităţilor pot fi intercalate sau pot avea o succesiune unică, caz în care procesul de prelucrare este unic, întreaga piesă devenind o entitate de prelucrat.
21/04/23 52
a) trecere b) fază
FX1 FX2 FX3
c) proces elementar de prelucrare al unei entităţi
FC1 FC2 FA1 FA2 FA3 FA4 FB1 FB2 FB3
f) o nouă entitate de prelucrat
Entitate de prelucrat AProces elementar:PEA {FA1, FA2, FA3, FA4}
Entitate de prelucrat CProces elementar:PEC {FC1, FC2}
d) entitate de prelucrat
Entitate de prelucrat BProces elementar:PEB {FB1, FB2, FB3}
e) proces de prelucrare
FA1 FB1 FA2 FC1 FA3 FC2 FB2 FA4 FB3

21/04/23 53
Procese industrialeProcesul de prelucrare
Suboperaţie executată pe un strung cu comandă numerică:
Z
FEdFEdFEfFEf
FIcFIc
FIgFIg
FIdFIdFIfFIf
OPE OPI
XE XI
EE : PEEEE : PEE {{FEd, FEfFEd, FEf}}
EI : PEIEI : PEI
{{FIg, FId, FIf, FIcFIg, FId, FIf, FIc}}

21/04/23 54
Procese industrialeProcesul de prelucrare
Observaţii:– atât pentru PEE, cât şi pentru PEI ordinea fazelor este
imperativă; – este posibilă alternarea fazelor celor două procese;– diferite variante ale procesului de prelucrare al piesei:
FEd FIg FId FEf FIf FIc
FEd FEf FIg FId FIf FIc
FIg FId FIf FIc FEd FEf

Tehnologicitatea construcţiei pieselor
Tehnologicitatea este însuşirea construcţiei piesei subansamblului, maşinii sau instalaţiei prin care acestea fiind eficiente şi sigure în funcţionare, se pot executa la volumul de producţie stabilit, cu un consum de materiale şi manoperă minime şi cu cheltuieli cât mai scăzute.
Indicii tehnico-economici folosiţi pentru aprecierea tehnologicităţii construcţiei pieselor:
masa maşinii sau instalaţiei, m;
gradul de utilizare a materialului în care mc reprezintă masa materialului consumat pentru fabricarea maşinii:
cu m
m (1.6)
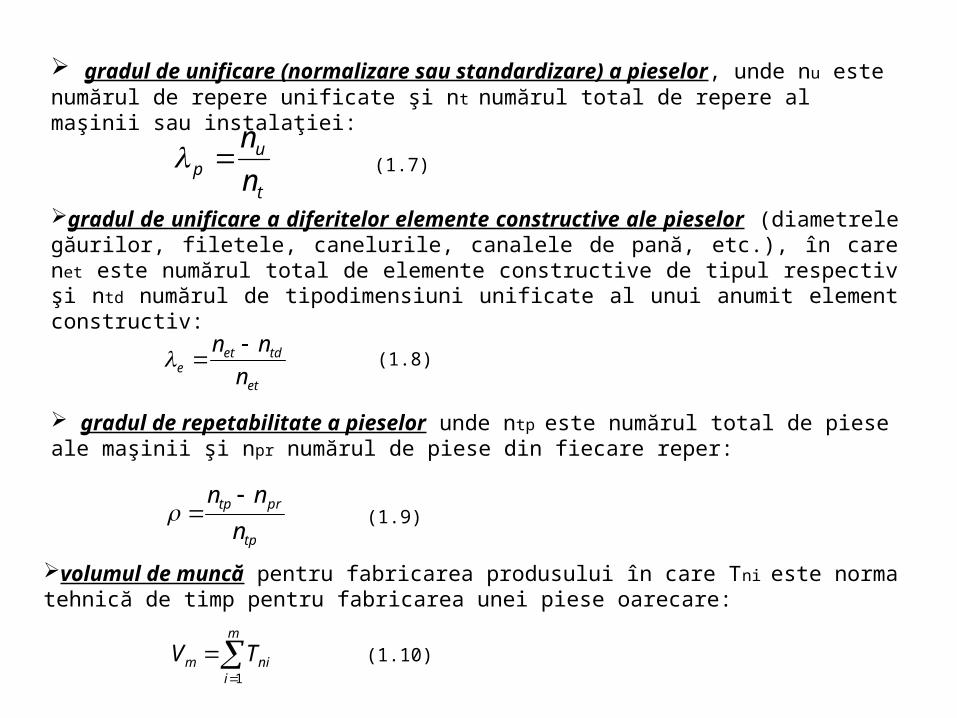
gradul de unificare (normalizare sau standardizare) a pieselor, unde nu este numărul de repere unificate şi nt numărul total de repere al maşinii sau instalaţiei:
t
up n
n (1.7)
gradul de unificare a diferitelor elemente constructive ale pieselor (diametrele găurilor, filetele, canelurile, canalele de pană, etc.), în care net este numărul total de elemente constructive de tipul respectiv şi ntd numărul de tipodimensiuni unificate al unui anumit element constructiv:
et
tdete n
nn (1.8)
gradul de repetabilitate a pieselor unde ntp este numărul total de piese ale maşinii şi npr numărul de piese din fiecare reper:
tp
prtp
n
nn (1.9)
volumul de muncă pentru fabricarea produsului în care Tni este norma tehnică de timp pentru fabricarea unei piese oarecare:
m
inim TV
1
(1.10)

Corelarea formei constructive a pieselor cu particularităţile tehnologice ale Corelarea formei constructive a pieselor cu particularităţile tehnologice ale metodelor şi procedeelor de prelucraremetodelor şi procedeelor de prelucrare
Un criteriu important de apreciere a tehnologicităţii construcţiei maşinilor îl constituie concordanţa dintre forma constructivă a pieselor şi subansamblurilor maşinii cu procedeele tehnologice folosite pentru fabricarea acestora.
Prelucrabilitatea materialelor
Prelucrabilitatea este proprietatea unui material de a putea fi prelucrat prin operaţii mecanice, până la obţinerea produsului finit, consumând lucru mecanic sau energie cât mai puţină, la viteze de aşchiere cât mai mari.
Pentru îmbunătăţirea prelucrabilităţii materialelor, se recomandă unele măsuri, cum ar fi: aplicarea tratamentelor termice primare, optimizarea regimului de aşchiere, etc.

Prelucrabilitatea materialelor se poate aprecia cu ajutorul unor indicatori, şi anume:
- intensitatea uzurii sculelor aşchietoare;
- valoarea vitezei de aşchiere corespunzătoare unei durabilităţi a sculei
aşchietoare de 60 minute;
- volumul specific de aşchie îndepărtat;
- calitatea suprafeţei prelucrate;
- mărimea apăsării specifice de aşchiere;
- unghiul de forfecare;
- coeficientul termic al materialului prelucrat.

21/04/23 59
Prelucrabilitatea materialului piesei
Prelucrabilitatea suprafeţelor piesei

21/04/23 60
Prelucrabilitatea materialului piesei
Noţiunea de prelucrabilitate a materialului
Metode de evaluare a prelucrabilităţii materialului
Analizarea prelucrabilităţii materialului
Ameliorarea prelucrabilităţii materialului

21/04/23 61
Prelucrabilitatea materialului:
capacitatea de prelucrare (prin aşchiere) a acestuia în
condiţii economice
viteze de aşchiere ridicate
consumuri energetice reduse
21/04/23 62
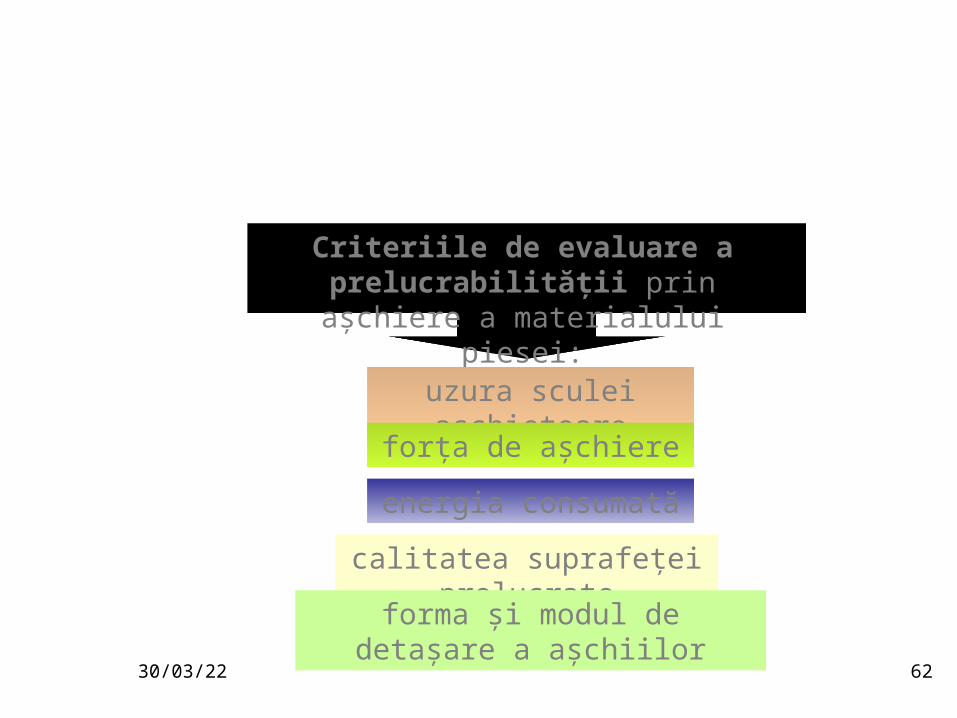
Criteriile de evaluare a prelucrabilităţii prin aşchiere a materialului piesei:
uzura sculei aşchietoare
forţa de aşchiere
energia consumată
calitatea suprafeţei prelucrate
forma şi modul de detaşare a aşchiilor
21/04/23 63
Factorii care determină prelucrabilitatea prin aşchiere: materialul piesei: compoziţia chimică, structura şi
proprietăţile fizico-mecanice; scula aşchietoare: materialul şi geometria tăişului; condiţiile de aşchiere:
natura prelucrării - degroşare, finisare, procedeul folosit, rigiditatea sistemului tehnologic, regimul de aşchiere - adâncime, avans, viteză, lichidul de răcire-ungere.
21/04/23 64
Metode de evaluare a prelucrabilităţii materialului

21/04/23 65
Categorii de metode de evaluare: metode directe, bazate pe efectuarea de încercări de aşchiere ; metode indirecte, bazate pe încercări independente de procesul
de aşchiere.
21/04/23 66
Metodele bazate pe studiul uzurii sculei aşchietoare
(au în vedere relaţia lui Taylor: VTm = Const): metoda strunjirii longitudinale cu viteză constantă ; metoda drumului de aşchiere constant ; metoda de evaluare în procente ; metoda strunjirii longitudinale cu creşterea vitezei de aşchiere
în progresie geometrică ; metoda strunjirii frontale.

21/04/23 67
Metodele bazate pe studiul forţei de aşchiere (prelucrări de degroşare): metoda de determinare a forţei de aşchiere la prelucrare cu viteză de
avans constantă ; metoda de determinare a vitezei de avans la prelucrarea cu forţă de
aşchiere constantă.
Metodele bazate pe studiul energiei consumate (prelucrări de degroşare): metoda de determinare a puterii necesare la aşchiere ; metoda de determinare a bilanţului termic al procesului de aşchiere.

21/04/23 68
Metodele bazate pe studiul rugozităţii suprafeţei prelucrate (prelucrări de finisare): metoda de determinare a rugozităţii suprafeţei prelucrate în funcţie de
regimul de aşchiere (adâncime, avans, viteză) ; metoda de determinare a rugozităţii suprafeţei prelucrate în funcţie de
geometria tăişului sculei aşchietoare.
21/04/23 69
Metodele bazate pe studiul formei şi a modului de detaşare a aşchiilor (prelucrarea pe maşini-unelte automate sau a găurilor adânci, când sunt preferate aşchii fragmentate sau aşchii elicoidale scurte).
Indicatorii de evaluare : densitatea aparentă a aşchiilor ; cifra caracteristică de volum ; coeficientul de comprimare plastică a aşchiei ; gradul de deformare a aşchiei.

21/04/23 70
Analizarea prelucrabilităţii materialului
21/04/23 71
Compoziţia chimică (oţeluri şi fonte): conţinutul în carbon ; conţinutul în elemente însoţitoare ; conţinutul în elemente de aliere.
• Carbonul : influenţează cel mai mult prelucrabilitatea prin aşchiere, determinând
proprietăţile fizico-mecanice ale materialului; creşterea conţinutului în carbon accentuează uzura sculei aşchietoare.

21/04/23 72
• Elementele însoţitoare : sulful (0,15…0,3%) :
este favorabil în cazul oţelurilor, având acţiune fragilizantă asupra aşchiilor şi asigurând lubrefierea;
este nefavorabil în cazul fontelor, formând puncte dure în structură prin solidificarea cementitei.
fosforul (0,1%) : îmbunătăţeşte prelucrabilitatea oţelurilor; în cazul fontelor reduce prelucrabilitatea prin aşchiere, datorită
efectului slab grafitizant sau chiar antigrafitizant, mărind proporţia de perlită.

21/04/23 73
siliciul :– măreşte uzura sculei aşchietoare la prelucrarea oţelurilor,
– în cazul fontelor are acţiune favorabilă, având un efect puternic grafitizant.
manganul : – în compoziţia oţelurilor inoxidabile austenitice sau a fontelor determină
formarea unor carburi care provoacă creşterea uzurii sculei aşchietoare.
21/04/23 74
• Elementele de aliere determină finisarea structurii, modificarea proprietăţilor fizice şi chimice ale constituenţilor structurali în stare turnată, şi menţinerea acestora după tratamentul termic, mărind călibilitatea: plumbul, bismutul, cuprul şi aluminiul exercită o influenţă favorabilă
asupra prelucrabilităţii ; cromul, nichelul, molibdenul, titanul şi vanadiul măresc duritatea
materialului, crescând uzura sculei aşchietoare şi a forţei de aşchiere, dar reducând rugozitatea suprafeţei prelucrate.
21/04/23 75
Constituenţii structurali :
ferita (duritate mică): are influenţă favorabilă asupra uzurii sculei şi a forţei de
aşchiere,
are influenţă nefavorabilă asupra rugozităţii suprafeţei prelucrate, în special la viteze de aşchiere mici, formând depunere pe tăiş.
cementita (duritate şi fragilitate mare): constituie principalul factor care produce uzura sculei
aşchietoare.
21/04/23 76
perlita influenţează prelucrabilitatea materialului în funcţie de forma şi dispunerea grăunţilor de cementită în masa de bază feritică, precum şi de proporţia cementitei din perlită :
perlita lamelară din oţelurile de cementare şi din oţelurile de îmbunătăţire determină obţinerea unei rugozităţi mici a suprafeţelor prelucrate,
perlita globulară în oţeluri şi fonte reduce uzura sculei aşchietoare şi forţa de aşchiere ;
21/04/23 77
austenita reziduală are o influenţă redusă ; martensita formată în urma călirii (duritate foarte mare)
impune folosirea sculelor abrazive ; bainita reduce prelucrabilitatea prin aşchiere ; trostita favorizează obţinerea unei rugozităţi reduse la viteze
de aşchiere mici ; sorbita are acelaşi efect ca şi trostita, dar măreşte uzura sculei
şi forţa de aşchiere.

21/04/23 78
Proprietăţile fizico-mecanice ale materialului sunt determinate de compoziţie şi structură:
rezistenţa la rupere prin tracţiune şi duritatea materialului influenţează negativ uzura sculei aşchietoare,
alungirea specifică şi gâtuirea specifică au efect pozitiv; cu creşterea rezistenţei la rupere prin tracţiune, a durităţii,
gâtuirii specifice şi rezilienţei creşte forţa de aşchiere şi energia consumată;
rugozitatea suprafeţei prelucrate este influenţată favorabil de rezistenţa la rupere prin tracţiune şi duritate.

21/04/23 79
Ameliorarea prelucrabilităţii materialului
21/04/23 80
Soluţii de ameliorare a prelucrabilităţii prin aşchiere : aplicarea de tratamente termice ; aşchierea la temperatură înaltă ; aşchierea la temperatură joasă ; aşchierea cu vibraţii.
• Tratamentele termice sunt corelate cu materialul piesei: pentru oţeluri moi şi extramoi (C sub 0,2%, elemente de
aliere sub 0,2%, structură predominant feritică) : normalizarea; recoacerea izotermă.
21/04/23 81
pentru oţeluri semidure (C = 0,3…0,6% C, ferită = 30…60%, în rest perlită) : normalizarea, recoacerea completă, normalizarea urmată de revenire înaltă, îmbunătăţirea.
pentru oţeluri dure (C = 0,6…0,9%) şi pentru oţeluri extradure (C = 1…1,4% C) : recoacerea de globulizare a cementitei.

21/04/23 82
pentru oţeluri autocălibile (oţelurile de scule mediu şi înalt aliate, oţelurile inoxidabile sau oţelurile anticorozive, cu crom-nichel, crom-molibden, crom-nichel-molibden, crom-nichel-wolfram): recoacerea completă, recoacerea incompletă, recoacerea izotermă, îmbunătăţirea prin călire în aer urmată de revenire înaltă.
21/04/23 83
• Aşchierea la temperatură înaltă este folosită pentru a creşte plasticitatea materialului.
Mijloace de încălzire a materialului:
– prin rezistenţă de contact

21/04/23 84
– prin inducţie
• cu flacără sau plasmăcu flacără sau plasmă
21/04/23 85
• Aşchierea la temperatură joasă se bazează pe intensificarea rolului de răcire a lichidului folosit la aşchierea obişnuită. Efectul produs :
• creşterea durabilităţii sculei, • reducerea rugozităţii suprafeţei prelucrate • fărâmiţarea aşchiilor.
Agent frigorific :• tricloretilenă în amestec cu alcool etilic şi zăpadă carbonică ;• dioxid de carbon.

21/04/23 86
• Aşchierea cu vibraţii: micşorează forţa de aşchiere, fragmentează aşchiile. Efectele depind de: direcţia de propagare a vibraţiilor : axială, radială sau
tangenţială ; frecvenţa şi amplitudinea vibraţiilor în raport cu viteza
de aşchiere: vibraţiile cu frecvenţă joasă (f < 0,2kHz) au efect mai accentuat
asupra fragmentării aşchiilor, vibraţiile cu frecvenţă medie (f = 0,2…16kHz) şi înaltă (f
>16kHz) au efect şi asupra forţei de aşchiere.

21/04/23 87
Prelucrabilitatea suprafeţelor piesei

21/04/23 88
2. Analizarea desenului de definire a piesei
2.2. Prelucrabilitatea suprafeţelor piesei
2.2.1. Noţiunea de prelucrabilitate a suprafeţelor
2.2.2. Metode de evaluare a prelucrabilităţii suprafeţelor
2.2.3. Analizarea şi ameliorarea prelucrabilităţii suprafeţelor

21/04/23 89
Noţiunea de prelucrabilitate a suprafeţelor
21/04/23 90
2. Analizarea desenului de definire a piesei
2.2. Prelucrabilitatea suprafeţelor piesei
Noţiunea de prelucrabilitate a suprafeţelor exprimă capacitatea de prelucrare uşoară şi economică a suprafeţelor unei piese.
Criteriile de evaluare: costul prelucrării ; calitatea suprafeţei prelucrate ; uşurinţa aplicării diferitelor procedee de prelucrare ; riscurile de prelucrare implicate de concepţia constructivă ; eficacitatea utilizării resurselor umane şi materiale ; efectele procedeelor de prelucrare aplicate asupra mediului.

21/04/23 91
Factorii care determină prelucrabilitatea unei suprafeţe: forma geometrică, dimensiunile, specificaţiile şi topologia suprafeţei ; procedeul de prelucrare.
21/04/23 92
Metode de evaluare a prelucrabilităţii suprafeţelor
21/04/23 93
Metodele de evaluare a prelucrabilităţiise bazează pe estimarea costului prelucrării;se folosesc informaţiile furnizate de concepţia constructivă
(forma geometrică, dimensiunile, specificaţiile şi topologia suprafeţei);
rezultatele analizei prelucrabilităţii se returnează, fiind utilizate pentru concepţia constructivă definitivă a piesei (DFM);
se folosesc date incerte, se face apel la raţionamente statistice.
21/04/23 94
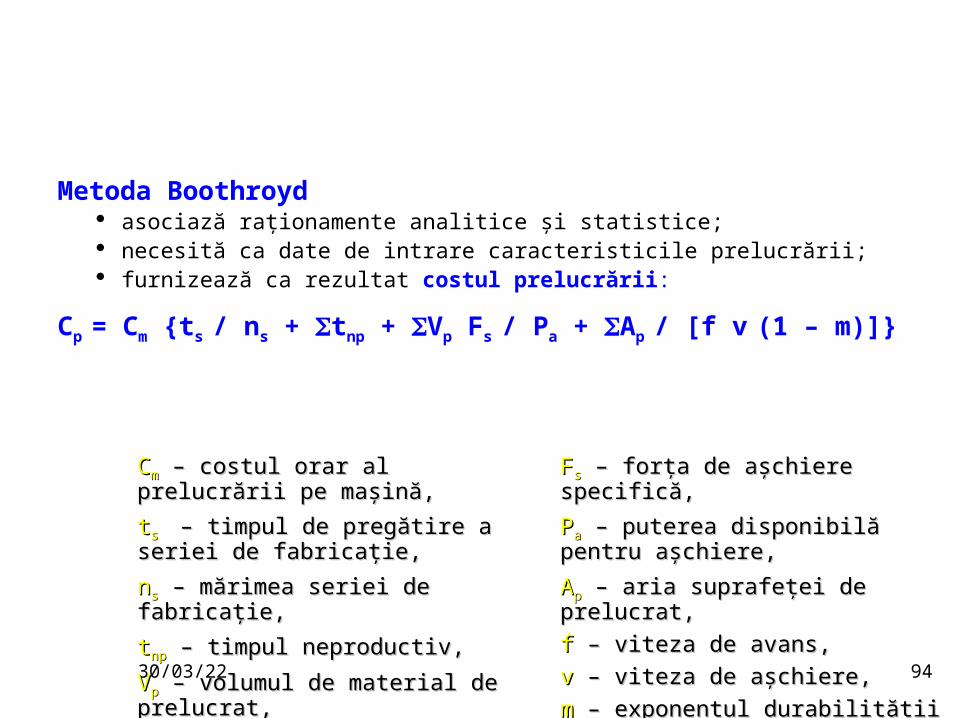
Metoda Boothroyd asociază raţionamente analitice şi statistice; necesită ca date de intrare caracteristicile prelucrării; furnizează ca rezultat costul prelucrării:
Cp = Cm {ts / ns + tnp + Vp Fs / Pa + Ap / [f v (1 – m)]}
CCmm – costul orar al prelucrării pe maşină, – costul orar al prelucrării pe maşină,
ttss – timpul de pregătire a seriei de fabricaţie, – timpul de pregătire a seriei de fabricaţie,
nnss – mărimea seriei de fabricaţie, – mărimea seriei de fabricaţie,
ttnpnp – timpul neproductiv, – timpul neproductiv,
VVpp – volumul de material de prelucrat, – volumul de material de prelucrat,
FFss – forţa de aşchiere – forţa de aşchiere specifică,specifică,
PPaa – puterea disponibilă pentru aşchiere, – puterea disponibilă pentru aşchiere,
AApp – aria suprafeţei de prelucrat, – aria suprafeţei de prelucrat,
ff – viteza de avans, – viteza de avans,
vv – viteza de aşchiere, – viteza de aşchiere,
mm – exponentul durabilităţii sculei. – exponentul durabilităţii sculei.
21/04/23 95
parametrii stabiliţi pe baze statistice :
Pa = 7,52 G0,37
Cm = 24,76 + 7,25 G0,35 (G - greutatea piesei)
ts, tnp, f v (1 – m)
parametrii cunoscuţi de proiectant : ns, Vp, Fs, Ap, G observaţii :
nu se ţine cont de calitatea suprafeţelor şi de toleranţele de prelucrare,
nu se dau soluţii de modificare constructivă.
21/04/23 96
Metoda MEM (Machining-Productibility Evaluation Method) a fost dezvoltată de Hitachi Ltd.; poate fi folosită direct de către proiectant, nu lasă transparenţă în ceea ce priveşte ipotezele de prelucrare
efectuate, nu propune soluţii de ameliorare a prelucrabilităţii, suprafeţelor le sunt asociaţi anumiţi coeficienţi de prelucrabilitate
stabiliţi statistic.

21/04/23 97
Metoda Das-Gupta-Nau este destinată analizării prelucrabilităţii pieselor prismatice; foloseşte tehnici de inteligenţă artificială; analizarea se derulează în mai multe etape:
• etapa preliminară - crearea modelului CAD al piesei, în care sunt incluse anumite informaţii funcţionale modelate prin suprafeţe şi volume funcţionale;

21/04/23 98
• etapa 1 - analizarea soluţiei concepute din punct de vedere al prelucrării:
recunoaşterea entităţilor de prelucrat ale piesei ; identificarea constrângerilor de anterioritate privind operaţiile
de prelucrare ; determinarea procesului de prelucrare optim, conţinând
numărul minim de operaţii.• etapa 2 - generarea entităţilor de înlocuire posibile, păstrând
aceeaşi funcţionalitate.• etapa 3 - generarea alternativelor de concepţie:
determinarea constrângerilor de anterioritate ; prezentarea soluţiilor care oferă procese de prelucrare având
un număr mai mic de operaţii.

21/04/23 99
Analizarea prelucrabilităţii piesei prin metoda Das-Gupta-Nau
21/04/23 100
Metoda Hayes consideră o modelare atât geometrică cât şi funcţională a piesei; date necesare:
geometria piesei brute, geometria piesei finite.
se analizează: adecvanţa formă/sculă, prinderea piesei.
obiectiv: reducerea numărului de operaţii de prelucrare; strategii:
eliminarea unei entităţi neesenţiale, modificarea formei unei entităţi, modificarea formei semifabricatului.

21/04/23 101
Metoda 3EC (Evaluation Economique d’Entité pour la Conception) a fost dezvoltată la Laboratorului 3S (Sols, Solides, Structures) din
Grenoble; se determină costul de prelucrare în faza de concepţie
constructivă, pentru piese definite parţial:
costul prelucrării de finisarecostul prelucrării de finisare
costul prelucrării de degroşarecostul prelucrării de degroşare
CCmm – costul orar al prelucrării pe maşină, – costul orar al prelucrării pe maşină, mm – exponentul durabilităţii sculei, – exponentul durabilităţii sculei, – – coeficient caracteristic al procedeului coeficient caracteristic al procedeului de prelucrare,de prelucrare,
AApp – aria suprafeţei de prelucrat, – aria suprafeţei de prelucrat,vv – viteza de aşchiere, – viteza de aşchiere,f f – viteza de avans,– viteza de avans,
VVpp – volumul de material de prelucrat, – volumul de material de prelucrat,
FFss – forţa specifică de aşchiere, – forţa specifică de aşchiere,
PPaa – puterea disponibilă pentru aşchiere. – puterea disponibilă pentru aşchiere.

21/04/23 102
Coeficientul caracteristic al procedeului de prelucrareCoeficientul caracteristic al procedeului de prelucrare
i – numărul de treceri ; m – modulul i – numărul de treceri ; m – modulul danturiidanturii
21/04/23 103
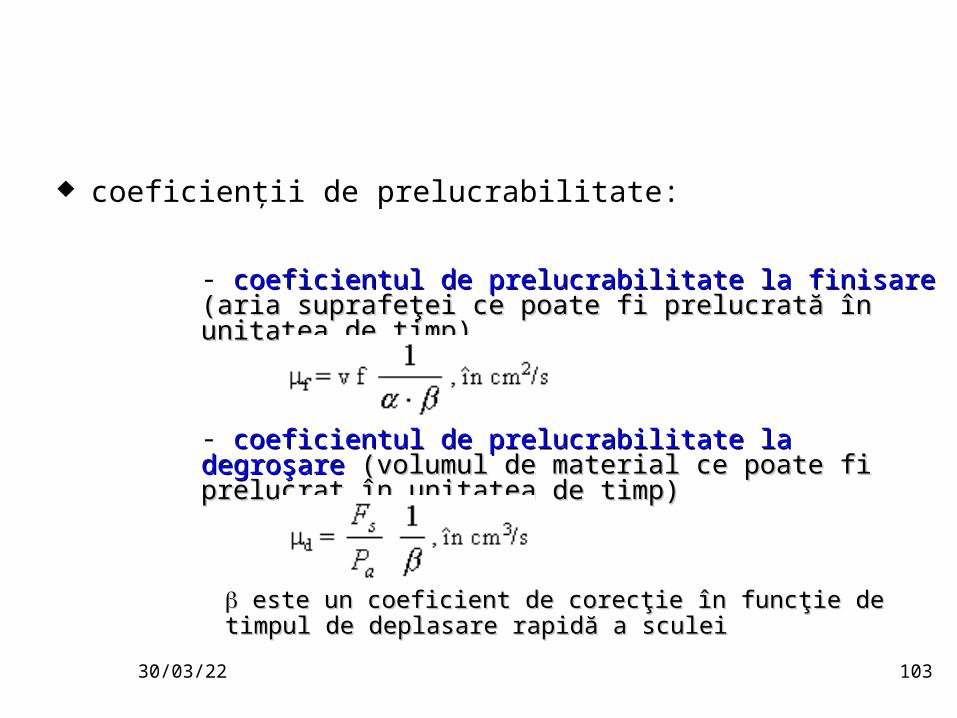
coeficienţii de prelucrabilitate:
- coeficientul de prelucrabilitate la finisarecoeficientul de prelucrabilitate la finisare (aria suprafeţei ce poate fi (aria suprafeţei ce poate fi prelucrată în unitatea de timp)prelucrată în unitatea de timp)
- coeficientul de prelucrabilitate la degroşarecoeficientul de prelucrabilitate la degroşare (volumul de material ce (volumul de material ce poate fi prelucrat în unitatea de timp) poate fi prelucrat în unitatea de timp)
este un coeficient de corecţie în funcţie de timpul de deplasare rapidă a este un coeficient de corecţie în funcţie de timpul de deplasare rapidă a sculeisculei

21/04/23 104
Valori ale coeficienţilor de prelucrabilitate
21/04/23 105
Analizarea şi ameliorarea prelucrabilităţii suprafeţelor

21/04/23 106
Analizarea prelucrabilităţii suprafeţelor: aspectul tehnic: posibilitatea de aplicare a procedeelor de
prelucrare ; aspectul economic: realizarea conformă, cu respectarea
specificaţiilor, la cele mai mici costuri.

21/04/23 107
Aspectele prelucrabilităţii de care trebuie să se ţină cont în faza de concepţie constructivă a piesei (DFM):
Limitarea numărului de operaţii (suboperaţii) - simplifică procesul de prelucrare şi reduce costul acestuia:– gruparea suprafeţelor (entităţilor) de prelucrat este legată de
numărul de direcţii de prelucrare diferite;
– dacă toate suprafeţele (entităţile) de prelucrat sunt orientate după aceeaşi direcţie este posibilă realizarea completă a piesei într-o singură suboperaţie (prindere).

21/04/23 108
Regula 2.1 : Se va limita numărul direcţiilor de orientare ale diferitelor suprafeţe funcţionale.
Regula 2.2 : Atunci când este posibil, suprafeţele funcţionale se vor orienta după aceeaşi direcţie sau după direcţii paralele.
21/04/23 109
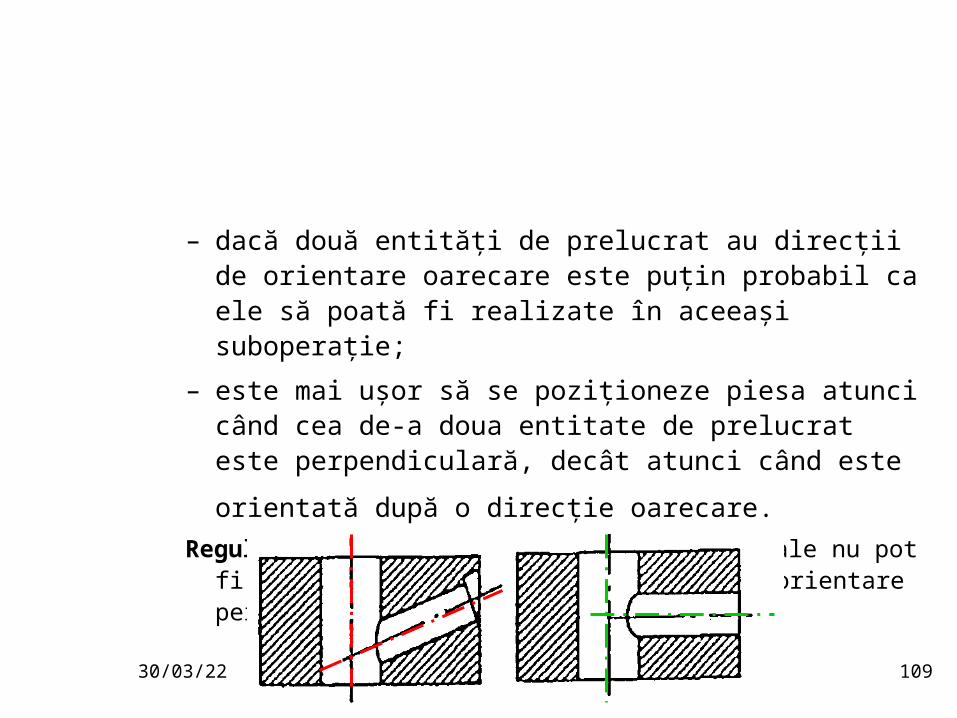
– dacă două entităţi de prelucrat au direcţii de orientare oarecare este puţin probabil ca ele să poată fi realizate în aceeaşi suboperaţie;
– este mai uşor să se poziţioneze piesa atunci când cea de-a doua entitate de prelucrat este perpendiculară, decât atunci când este
orientată după o direcţie oarecare. Regula 2.3 : Dacă două suprafeţe funcţionale nu pot fi paralele, atunci
este de preferat o orientare perpendiculară decât una oarecare.
21/04/23 110
– suprafeţele de prelucrat legate printr-o toleranţă strânsă trebuie realizate de preferinţă la aceeaşi poziţionare, pentru a evita erorile de reprindere a piesei.
Regula 2.4 : Dacă două suprafeţe sunt legate printr-o toleranţă strânsă, ele trebuie orientate astfel încât să fie prelucrate la aceeaşi prindere.
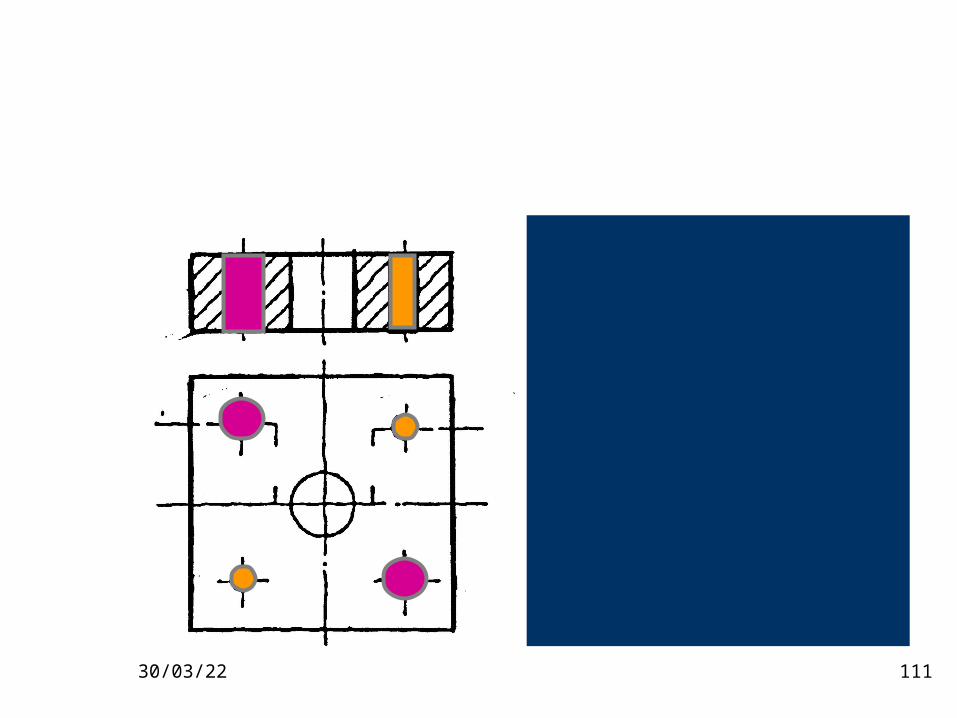
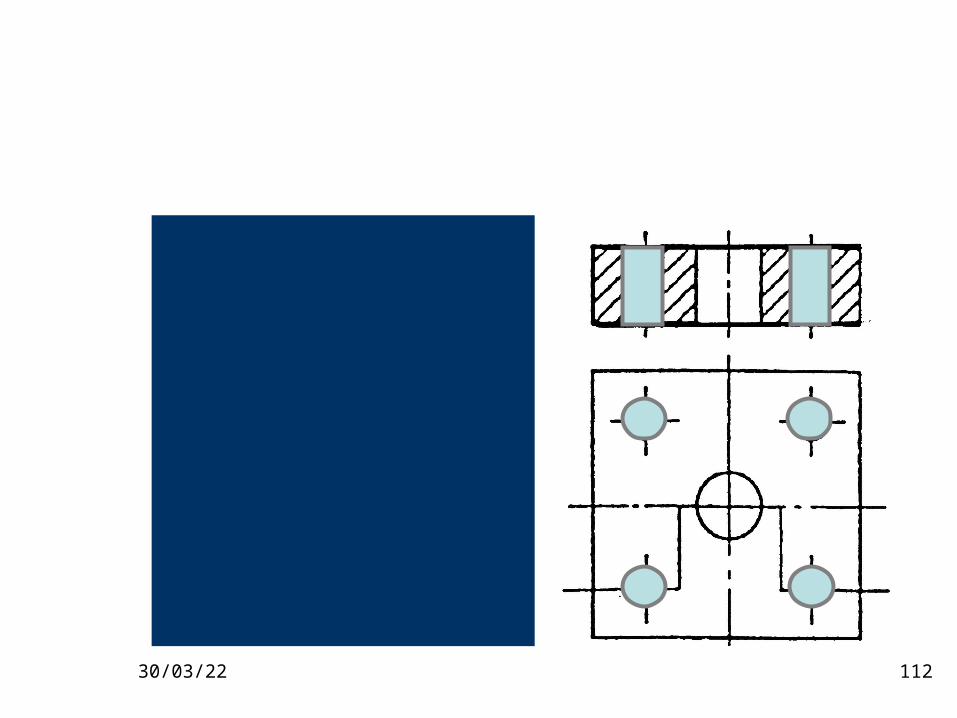
Limitarea numărului de scule:– dacă dimensiunile unor suprafeţe (găuri, filete, caneluri) sunt
standardizate, atunci numărul sculelor folosite se va reduce.Regula 2.5 : Pentru suprafeţe de acelaşi tip şi aceeaşi calitate se vor evita
dimensiunile diferite.
21/04/23 111
21/04/23 112

21/04/23 113
Limitarea exigenţelor de precizie şi calitate : costul prelucrării suprafeţelor creşte cu cât precizia şi calitatea
suprafeţelor este mai severă; exigenţele se vor limita strict la suprafeţele funcţionale.
Regula 2.6 : Se vor specifica toleranţe dimensionale şi de formă geometrică cât mai largi posibil.
Regula 2.7 : Repartizarea toleranţelor unui lanţ de cote trebuie să se facă în raport cu dificultatea de realizare a fiecărei suprafeţe.
Regula 2.8 : Se vor specifica rugozităţi cât mai mari posibil.
Regula 2.9 : Suprafeţele care necesită o calitate bună trebuie să fie cât mai mici posibil.

21/04/23 114
Prelucrarea unor suprafeţe speciale : la prelucrarea cu cuţitul a filetelor exterioare sau interioare sunt
necesare mai multe treceri.Regula 2.10 : Filetele care trebuie prelucrate cu cuţitul se vor prevedea cu
degajare pentru ieşirea sculei la capăt de trecere.
21/04/23 115
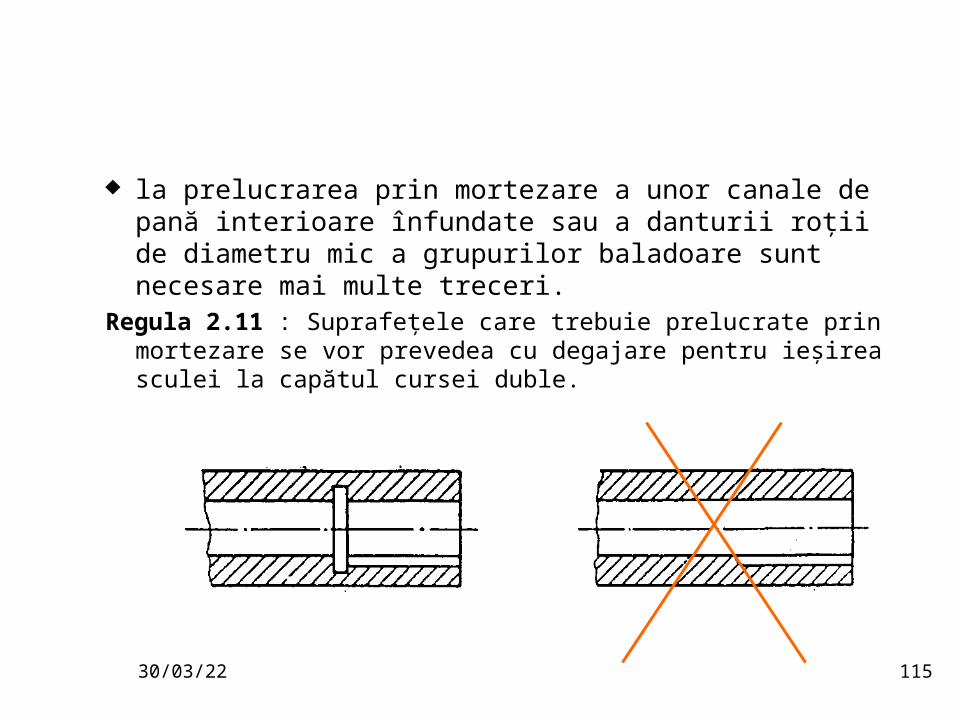
la prelucrarea prin mortezare a unor canale de pană interioare înfundate sau a danturii roţii de diametru mic a grupurilor baladoare sunt necesare mai multe treceri.
Regula 2.11 : Suprafeţele care trebuie prelucrate prin mortezare se vor prevedea cu degajare pentru ieşirea sculei la capătul cursei duble.

21/04/23 116
la rectificarea suprafeţelelor alăturate, pentru a permite contactul între piesele asamblate, acestea trebuie rectificate fără rază de racordare
Regula 2.12 : Suprafeţele alăturate care trebuie rectificate simultan fără racordare se vor prevedea cu degajare.

BIBLIOGRAFIE[AEL78] AELENEI, M., ş.a., Probleme de maşini-unelte şi aşchiere, Vol. I şi II, Editura Tehnică, Bucureşti, 1978.[ALB80] ALBU, A., ş.a., Programarea asistată de calculator a maşinilor-unelte, Editura Tehnică, Bucureşti, 1980.[AND86] ANDRAŞIU, M., ş.a., Metode de decizii multicriteriale, Editura Tehnică, Bucureşti, 1986.[BAŞ76] BAŞTIUREA, GH., ş.a., Comanda numerică a maşinilor-unelte, Editura Tehnică, Bucureşti, 1976.[BOT73] BOTEZ, E., DORIN, AL., Tehnologia programării numerice a maşinilor-unelte, Editura Tehnică, Bucureşti, 1973.[BRĂ96] BRĂGARU, A., PICOŞ, C., IVAN, N.,V., Optimizarea proceselor şi echipamentelor tehnologice, Editura Didactică şi Pedagogică, Bucureşti, 1996.[BUZ81] BUZATU, C., Contribuţii la studiul factorilor care afectează creşterea preciziei pieselor prelucrate prin strunjire şi rectificare exterioară, Teză de doctorat, Braşov, 1981.[BUZ93] BUZATU, C., ş.a., Sisteme flexibile de prelucrare prin aşchiere, Editura Tehnică, Bucureşti, 1993.[BUZ97] BUZATU, C., NEDELCU, A., ş.a., Prelucrări de netezire a suprafeţelor în construcţia de maşini, Editura Lux Libris, Braşov, 1997.[BUZ03] BUZATU,C. , Tehnologii de fabricaţie, Editura Universităţii „ Transilvania” din Braşov, Braşov, 2003.[CHI75] CHIRIACESCU, T.,S., Automatizarea proceselor tehnologice, Universitatea din Braşov, 1975.[CIO75] CIOCÂRDIA, C., ZGURĂ, GH., Tehnologia prelucrării carcaselor, Editura Tehnică, Bucureşti, 1975.[CIO83] CIOCÂRDIA, C., ş.a., Bazele elaborării proceselor tehnologice în construcţia de maşini, Editura Didactică şi Pedagodică, Bucureşti, 1983.
[COU91] COWENBERGH, J.,P., L’indinspensamble pour la CAO, La conception assistée par ordinateur, Marabout, Alleur (Belgique), 1991.[CRI88] CRIŞAN, I., ş.a., Sisteme flexibile de montaj cu roboţi şi manipulatoare, Editura Tehnică, Bucureşti, 1988.[DAN76] DANCEA, I., Metode de optimizare, Editura Dacia, Cluj-Napoca, 1976.[DRĂ79] DRĂGHICI, G., ş.a., Aşchierea cu materiale mineralo-ceramice, Editura Tehnică, Bucureşti, 1979.[DRĂ81] DRĂGUŢ, C., Aplicaţii şi probleme de prelucrare a metalelor prin aşchiere, Editura Didactică şi Pedagogică, Bucureşti, 1981.[DRĂ82] DRĂGHICI, G., ş.a. Tehnologia construcţiilor de maşini, Îndrumar de proiectare, 1, Adaosuri de prelucrare, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1982. [DRĂ83] DRĂGHICI, G., BUZATU, C., ŢIŢEIU, D., MARCU, I., NEDELCU, A., Tehnologia construcţiilor de maşini, Îndrumar de proiectare, 2, Regimuri de aşchiere, vol. I, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1983.[DRĂ84] DRĂGHICI, G., Tehnologia construcţiilor de maşinilor, Editura Didactică şi Pedagogică, Bucureşti, 1984.[DRĂ84a] DRĂGHICI, G., NEDELCU, A., Metode de calcul rapid al parametrilor regimului de aşchiere pentru diverse condiţii concrete de prelucrare, A V-a Sesiune de Comunicări Tehnico-Ştiinţifice, Cugir, 12-13 iulie, 1984, p. 48-57.[DRĂ84b] DRĂGHICI, G., NEDELCU, A., Optimizarea parametrilor regimului de aşchiere folosind programarea matematică, A V-a Sesiune de Comunicări Tehnico-Ştiinţifice, Cugir, 12-13 iulie, 1984, p. 107-113.[DRĂ85] DRĂGHICI, G., BUZATU, C., ŢIŢEIU, D., MARCU, I., NEDELCU, A., Tehnologia construcţiilor de maşini, Îndrumar de proiectare, 3, Regimuri de aşchiere, vol. II, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1985.[DRĂ85a] DRĂGHICI, G., NEDELCU, A., BUZATU, C., ŢIŢEIU, D., MRCU, I., Tehnologia construcţiilor de maşini, Îndrumar de proiectare, 4, Procese tehnologice de prelucrare optime tipizate ale pieselor reprezentative din construcţia de maşini, vol. III, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1985.[DRĂ86] DRĂGHICI, G., Tehnologia fabricării maşinilor, I.P. Timişoara, 1986.[DRĂ86] DRĂGHICI, G., NEDELCU, A., Elaborarea bazei de date pentru proiectarea automată a proceselor tehnologice optime de prelucrare a pieselor în construcţia de maşini, Comunicările celei de a V-a Conferinţe de Procese şi U
de maşini, Comunicările celei de a V-a Conferinţe de Procese şi Utilaje de prelucrare la rece, Vol. 3, Timişoara, 1986, p. 69-74.[DRĂ86a] DRĂGHICI, G., NEDELCU, A., Exploatarea bazei de date pentru proiectarea automată a proceselor tehnologice optime de prelucrare a pieselor în construcţia de maşini, Comunicările celei de a V-a Conferinţe de Procese şi Utilaje de prelucrare la rece, Vol. 3, Timişoara, 1986, p. 75-79.[DRĂ86b] DRĂGHICI, G., NEDELCU, A., Algoritm de determinare a variantei tehnologice optime de prelucrare prin aşchiere, Tehnologii şi Echipamente noi în construcţia de maşini, Braşov, 1986, p. 87-94.[DRĂ86c] DRĂGHICI, G., NEDELCU, A., Elaborarea planului de operaţii utilizând baza de date, Tehnologii şi Echipamente noi în construcţia de maşini, Braşov, 1986, p. 112-146.[DRĂ87] DRĂGHICI, G., NEDELCU, A., Contribuţii privind elaborarea bazei de date necesare calculului parametrilor optimi ai regimului de aşchiere, Analele Universităţii din Craiova , seria Electrotehnică-Mecanică, vol. 8, Craiova, 1987, p. 161-166.[DRĂ99] DRĂGOI, M.,V., Conducerea numerică asistată de calculator a proceselor de prelucrare prin frezare, Teză de doctorat, Universitatea „TRANSILVANIA” din Braşov, 1999.[DRĂ82] DRĂGUŢ, C., Aplicaţii şi probleme de prelucrare a metalelor prin aşchiere, Editura didactică şi Pedagogică, Bucureşti, 1982.[DUM75] DUMITRU, V., Programare neliniară, Editura Academiei, Bucureşti, 1975.[DUŞ95] DUŞE, P., Proiectarea tehnologiilor în sisteme flexibile, Universitatea Tehnică „GHEORGHE ASACHI”, Iaşi, 1995.[ENA66] ENACHE, ŞT., Calitatea suprafeţelor prelucrate, Editura Tehnică, Bucureşti, 1966.[EPU83] EPUREANU, I., ş.a., Tehnologia construcţiei de maşini, Editura Didactică şi Pedagogică, Bucureşti, 1983.[FĂT97] FĂTU, S., Tehnologia materialelor, Editura Lux Libris, Braşov, 1997.[FLO66] FLORESCU, I., Organizarea proceselor de producţie în industria constructoare de maşini pe baza tehnologiei de grup, studiu documentar, IDT, vol. I, 1966, p. 14-17.[GAV75] GAVRILAŞ, I., VOICU, N., Tehnologia pieselor tip arbore, bucşă şi disc pe maşini-unelte clasice şi cu comandă program, Editura Tehnică, Bucureşti, 1975.
[GAR91] GARDAN, Y., La CFAO introduction techniques et mise en couvre, Hermes, Paris, 1991.[GHI75] GHINEA, M., ş.a., Tehnologia construcţiilor de maşini, Editura Didactică şi Pedagogică, 1975.[GRĂ93] GRĂMESCU, T., ş.a., Tehnologii de danturare a roţilor dinţate, Editura Universitas, Chişinău, 1993.[HOL82] HOLLANDA, D., ş.a., Aşchiere şi scule aşchietoare, Editura Didactică şi Pedagogică, Bucureşti, 1982.[ION69] IONESCU, N., ş.a., Teoria grafurilor cu unele aplicaţii în economie, Editura Ştiinţifică, Bucureşti, 1969.[IVA77] IVAN, N.,V., Contribuţii asupra sistemelor de concepţie a proceselor tehnologice, modele şi rezolvări cu ajutorul calculatoarelor electronice, Teză de doctorat, Universitatea din Braşov, 1977.[IVA80] IVAN, N., V., Tehnologia fabricării maşinilor - I, Curs, Editura Universităţii din Braşov, Braşov, 1980.[IVA80a] IVAN, N., V., Tehnologia fabricării maşinilor – II, Curs, Editura Universităţii din Braşov, Braşov, 1980.[IVA81] IVAN, N., V., Bazele optimizării proceselor tehnologice, Îndrumar de laborator, Editura Universităţii din Braşov, Braşov, 1981.[IVA83] IVAN, N., V., Bazele optimizării proceselor tehnologice în construcţia de maşini, Curs, Editura Universităţii din Braşov, Braşov, 1983.[IVA85] IVAN, N., V., Proiectarea-optimizarea asistată de calculator a proceselor tehnologice în construcţia de maşini, sistemul PAPT-1, AMC, Editura Tehnică, Bucureşti, 1985, p. 339-353.[IVA89] IVAN, N., V., TOTOIU, AL., D., NEDELCU, A., IVAN, M., C., Optimisation de la conception assistee par l’ordinateur des supplements pour ajustage (I), Comunicările celei de-a VI-a Conferinţe de Procese şi Utilaje de Prelucrare la Rece, Institutul Politehnic „TRAIAN VUIA”, Timişoara, I, p. 195-200, 1989.[IVA91] IVAN, N., V., TOTOIU, AL., D., BOIEŞAN, T., NEDELCU, A., PAPT-3A un sistem de proiectare tehnologică asistată de calculator, A VIII-a Conferinţă Naţională de Maşini-Unelte, Institutul Politehnic Bucureşti, p. 93-96, 1991.[IVA93] IVAN, N., V., Teorie şi practică în prelucrarea cu avansuri circulare a suprafeţelor profilate de revoluţie, Editura Oficiul de Informare Documentară pentru Industria Construcţiilor de Maşini, Bucureşti,
1993.

[IVA93a] IVAN, N., V., ş.a., Proiectare tehnologică asistată de calculator – aplicaţii în construcţia de maşini, Editura Tipocart Braşovia, Braşov, 1993.[IVA01] IVAN, N., V., Sisteme CAD/CAM – algoritmi şi programe CAD-T, Editura Didactică şi Pedagogică, Bucureşti, 2001.[IVA02] IVAN, N., V., NEDELCU, A., ş.a., Sisteme CAPP, sisteme CAD/CAM şi optimizări tehnologice, Editura Universităţii „TRANSILVANIA” din Braşov, Braşov, 2002.[KOV70] KOVAN, V., Technologie de la construction mecanique, Editions Mir, Moscov, 1970.[LAZ69] LĂZĂRESCU, I., ş.a., Toleranţe şi măsurări tehnice, Editura Didactică şi Pedagogică, Bucureşti, 1969.[LĂZ73] LĂZĂRESCU, D.,I., ş.a., Cotarea funcţională şi cotarea tehnologică, Editura Tehnică, Bucureşti, 1973.[LUP95] LUPULESCU, N.B., Integrarea elementului sculă în sistemele automatizate de proiectare tehnologică şi fabricaţie, Teză de doctorat, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1995.[LUP97] LUPULESCU, N.B., NEDELCU, A., ş.a., Carbide turning tools wear determination based on the measurement of temperature, International computer Science Conference, microCAD’97, Section F – Production Engineering, Miskolc-Egyetemvaros, 1997, p. 121-124.[LUP99] LUPULESCU, N., B., NEDELCU, A., Cercetări experimentale privind prelucrarea danturilor interioare prin deformare plastică la rece, Revista AGIR, 1999.[LUP00] LUPULESCU, N., B., NEDELCU, A., Proiectarea informatizată a sculelor pentru frezarea metalelor, Editura Lux Libris, Braşov, 2000.[MIN85] MINCIU, C., PREDINCEA, N., Maşini-unelte cu comandă numerică, Editura Tehnică, Bucureşti, 1985.[MIT62] MITROFANOV, S., P., Bazele tehnologice ale prelucrării de grup, Editura Tehnică, Bucureşti, 1962.[NAN74] NANU, A., ş.a., Manualul inginerului mecanic, Editura Didactică şi Pedagogică, 1974.[NED89] NEDELCU, A., L’elaboration des normes techniques de temps a l’aide du calculateur electronique (I), Buletinul Universităţii din Braşov, XXXI, II, 1989, p. 249-254.

[NED89a] NEDELCU, A., Modelisation des systems flexibles de fabrication (I), Buletinul Universităţii din Braşov, XXXI, II, 1989, p. 235-242.[NED89b] NEDELCU, A., Projecton automatque des technologies et des normes techniques de temps tout en utilisant la base des donnes (I), Buletinul Universităţii din Braşov, XXXI, II, 1989, p. 243-248.[NED96] NEDELCU, A., Modele matematice, algoritmi şi aplicaţii privind proiectarea asistată de calculator a proceselor tehnologice de prelucrare prin aşchiere, Teză de doctorat, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1996.[NED97] NEDELCU, A., BUZATU, C., ŢIŢEIU, D., Tehnologii şi sisteme flexibile de fabricaţie, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1997.[NED97a] NEDELCU, A., IVAN, N., V., LUPULESCU, N., B., Projection automatique des technologies des normes techniques de temps tout en utilisant la base et des donnes (II), International computer science conference, section F, Miskolc, Ungaria, 1997, p. 169-172.[NED97b] NEDELCU, A., LANCEA, C., ŢIŢEIU, D., Modelations des systèmes flexibles de fabrication (II), International computer science conference, section F, Miskolc, Ungaria, 1997, p. 191-192. [NED97c] NEDELCU, A., LANCEA, C., Aprecieri asupra metodologiei de calcul a sculelor combinate de tip burghiu-teşitor-lărgitor la prelucrarea locaşelor pentru şuruburi cu cap cilindric, A XXVII-a Sesiune de Comunicări Ştiinţifice cu participare internaţională, Academia Tehnică Militară, Bucureşti, 1997, p. 251-258.[NED97d] NEDELCU, A., LANCEA, C., Modelare matematică a datelor tehnologice, Tehnomus IX, Tehnologii şi Produse Noi în Construcţia de Maşini, Suceava, 1997, p. 273-278.[NED97e] NEDELCU, A., LANCEA, C., Sistem de proiectare tehnologică asistată de calculator, Tehnomus IX, Tehnologii şi Produse Noi în Construcţia de Maşini, Suceava, 1997, p. 265-272.[NED98] NEDELCU, A., OANCEA, GH., A CAD-T. System acquirement of the thechnological documentation, Buletinul Institutului Politehnic din Iaşi, Tomul XLIV (XLVIII), Supliment I, secţia a V-a, Construcţii de Maşini, 1998, p. 45-48.[NED98a] NEDELCU, A., OANCEA, GH., A CAD-T system. The technological computer aided design program, Buletinul Institutului Politehnic din Iaşi, Tomul XLIV (XLVIII), Supliment I, secţia a V-a, Construcţii de Maşini, 1998, p.49-53.

[NED99] NEDELCU, A., OANCEA, GH., Modelarea simulativă a funcţionării celulelor flexibile de fabricaţie, Tehnologii Moderne, Calitate, Restructurare, vol. 2, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 244-247.[NED99a] NEDELCU, A., DIŢU, V., Un sistem CAD-T. Determinarea adaosurilor de prelucrare, Tehnologii Moderne, Calitate, Restructurare, vol. 4, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 118-121.[NED99b] NEDELCU, A., DIŢU, V., Un sistem CAD-T. Determinarea regimurilor de aşchiere, Tehnologii Moderne, Calitate, Restructurare, vol. 4, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 114-117.[NED99c] NEDELCU, A., LUPULESCU, N., B., OANCEA, GH., Determinarea unor modele matematice aferente exploatării optime a sculelor, Tehnologii Moderne, Calitate, Restructurare, vol. 4, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 110-113.[NED99d] NEDELCU, A., LUPULESCU, N., B., OANCEA, GH., Un sistem CAD-T. Gruparea analogică a pieselor, Tehnologii şi Produse Noi în Construcţia de maşini, Suceava, 1999, p. 265-272.[NED99e] NEDELCU, A., LUPULESCU, N., B., OANCEA, GH., Un sistem CAD-T. Aplicaţii practice privind proiectarea tehnologică asistată de calculator, Tehnomus X, Tehnologii şi Produse Noi în Construcţia de Maşini, Suceava, 1999, p. 273-280.[NED00] NEDELCU, A., OANCEA, GH., LUPULESCU, N., B., Tehnologii şi sisteme flexibile de fabricaţie, Editura Lux Libris, Braşov, 2000.[NED03] NEDELCU, A., Tehnologii de prelucrare mecanică şi neconvenţionale, Editura Universităţii „Transilvania” din Braşov, Braşov, 2003.[OAN97] OANCEA, Gh., Procesoare pentru proiectare tehnologică, Teză de doctorat, Universitatea „TRANSILVANIA” din Braşov, Braşov, 1997.[OAN99] OANCEA, GH., DRĂGOI, M., V., NEDELCU, A., Procesor tehnologic pentru piese de revoluţie (I), Tehnologii Moderne, Calitate, Restructurare, vol. 4, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 122-125.[OAN99a] OANCEA, GH., NEDELCU, A., Procesor tehnologic pentru piese de revoluţie (II), Tehnologii Moderne, Calitate, Restructurare, vol. 4, Editura TEHNICA-INFO, Chişinău, Republica Moldova, 1999, p. 125-129.[OAN99b] OANCEA, GH., NEDELCU, A., Sistem informatic pentru proiectarea tehnologiilor de prelucrare a roţilor dinţate (I şi II), Tehnomus X, Tehnologii şi Produse Noi în Construcţia de Maşini, Suceava, 1999, p. 296-309.

[OAN99c] OANCEA, GH., LUPULESCU, N., B., NEDELCU, A., Proiectarea şi construcţia pinionului sculă destinat prelucrării danturilor interioare prin deformare plastică la rece, revista AGIR, 1999.[OPI68] OPITZ, H., Organizarea tehnologică de grup, Organizarea ştiinţifică a producţiei, Caiet relectiv, I.D.T., 3, 1968.[OPR81] OPREAN, A., ş.a., Bazele aşchierii şi generării suprafeţelor, Editura Didactică şi Pedagogică, Bucureşti, 1981.[PET69] PETRICEANU, GH., Tehnologia construcţiei de maşini, Institutul Politehnic Cluj-Napoca, 1969.[PET80] PETRICEANU, GH., ş.a., Proiectarea proceselor tehnologice şi reglarea strungurilor automate, Editura Tehnică, Bucureşti, 1979.[PIC74] PICOŞ, C., ş.a., Calculul adaosurilor de prelucrare şi al regimurilor de aşchiere, Editura Tehnică, Bucureşti, 1974.[PIC74a] PICOŞ, C., Tehnologia construcţiei de maşini, Editura Didactică şi Pedagogică, Bucureşti, 1974.[PIC76] PICOŞ, C., Tehnologia construcţiei de maşini. Probleme, Editura Didactică şi Pedagogică, Bucureşti, 1976.[PIC82] PICOŞ, C., ş.a., Normarea tehnică pentru prelucrări prin aşchiere, Editura Tehnică, Bucureşti, vol. I, 1979, vol. II, 1982.[PIC92] PICOŞ, C., ş.a., Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere, I, II, Editura Universitas, Chişinău, 1992.[PLA90] PLATON, V., Sisteme avansate de producţie, Editura Tehnică, Bucureşti, 1990.[POP67] POPOVICI, C., ş.a. Tehnologia construcţiilor de maşini, Editura Didactică şi Pedagogică, Bucureşti, 1967.[PRU81] PRUTEANU, O., Tehnologia fabricării maşinilor, Editura Didactică şi Pedagogică, Bucureşti, 1981.[RĂD79] RĂDULESCU, V., R., ş.a., Probleme de tehnologia construcţiilor de maşini, Editura didactică şi Pedagogică, Bucureşti, 1979.[SEC79] SECARĂ, GH., Proiectarea sculelor aşchietoare, Editura Didactică şi Pedagogică , Bucureşti, 1979.[TOD79] TODOR, C., Contribuţii privind dezvoltarea tehnologiei de grup, Teză de doctorat, Universitatea din Braşov, Braşov, 1979.[VLA85] VLASE, A., ş.a., Calculul normelor tehnice de timp, Editura Didactică şi Pedagogică, Bucureşti, 1985.

[VLA85a] VLASE, A., ş.a., Regimuri de aşchiere şi adaosuri de prelucrare, Editura Tehnică, Bucureşti, 1985.[VLA96] VLASE, A., Tehnologia construcţiilor de maşini, Editura Tehnică, Bucureşti, 1996.
Related Documents











