P No. Group No. 1 1 1 2 1 3 3 1 3 2 3 3

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 1/135
P
No.
Group
No.
1 1
1 2
1 3
3 1
3 2
3 3
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 2/135
4 1
4 2
5A 1
5B 1
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 3/135
15E 1
6 1
6 2

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 4/135
6 3
7 1
7 2
8 1
8 2
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 5/135
8 3
8 4
10I 1
31
45
51
1 4

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 6/135
5C 1
6 4
9A 1
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 7/135
9B 1
10A 1
10B 1
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 8/135
10C 1
10F 1
10H 1
10K 1
11A 1

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 9/135
11A 2
11A 3
11A 4

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 10/135
11A 5
11B 1
11B 2

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 11/135
11B 3
11B 4
11B 6

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 12/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 13/135
5C 5
5C 4
5C 3
26
9C 1
11B 9
21

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 14/135
22
23
25
32
33
34
35
41
42
43
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 15/135
44
46
49
52
53
61

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 16/135
PWHT ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 1 Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 1 Group No. 2 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 1 Group No. 3 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Notes (3) (4) of Table UCS-56
When PWHT is Mandatory for P-No. 3 Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Notes (3) (4) of Table UCS-56
When PWHT is Mandatory for P-No. 3 Group No. 2 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56ect on - v s on : equ rements or o a e -
PWHT is Mandatory for P-No. 3 Group No. 3 material in all thicknesses by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
ASME Section VIII-Division 1, Pres

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 17/135
ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Notes (1) (2) of Table UCS-56
When PWHT is Mandatory for P-No. 4 Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,200 °F (650 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (25 mm)Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
ect on - v s on : equ rements or o a e -
For Mandatory and Non-Mandatory conditions of PWHT, See Notes (1) (2) of Table UCS-56
When PWHT is Mandatory for P-No. 4 Group No. 2 by Table UCS-56:
Min. Holding Temperature: 1,200 °F (650 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 5A Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 5B Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but inno case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 18/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 19/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT for P No. 6 Group No. 3 material, except Note (1) of Table UHA-32:
Min. Holding Temperature: 1,400 °F (760 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)For Exemption (Non-Mandatory conditions) of PWHT for some Type 410 materials, See Note (1) of Table UHA-
32
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT for P No. 7 Group No. 1 material, except Notes (1) (3) of Table UHA-32:
Min. Holding Temperature: 1,350 °F (730 °C)Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For Exemption (Non-Mandatory conditions) of PWHT of some materials, See Notes (1) (3) of Table UHA-32
Cooling Rate as for Table UHA-32: Max. 100 °F/hr (55 °C/hr) in the range above 1200 °F (650 °C) after which
the cooling rate shall be sufficiently rapid to prevent embrittlement.
Heating Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr) divided by
the maximum metal thickness of the shell or head plate in inches, but in no case should it be more than 400 °F/hr
(222 °C/hr); Minimum heating rate 100 °F/hr (56 °C/hr); Note that the temperature of the furnace shall not exceed
800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT for P No. 7 Group No. 2 material, except Notes (1) (3) of Table UHA-32:Min. Holding Temperature: 1,350 °F (730 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For Exemption (Non-Mandatory conditions) of PWHT of some materials, See Notes (1) (3) of Table UHA-32
Cooling Rate as for Table UHA-32: Max. 100 °F/hr (55 °C/hr) in the range above 1200 °F (650 °C) after which
the cooling rate shall be sufficiently rapid to prevent embrittlement.
Heating Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr) divided by
the maximum metal thickness of the shell or head plate in inches, but in no case should it be more than 400 °F/hr
(222 °C/hr); Minimum heating rate 100 °F/hr (56 °C/hr); Note that the temperature of the furnace shall not exceed
800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 Group No.1
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 Group No.2
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 20/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 Group No.3
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 Group No.4
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
For P-No. 10I Group No. 1 materials, for a thickness of 1 ⁄ 2 in. (13 mm) or less
PWHT is neither required nor prohibited. PWHT for thickness above 1 ⁄ 2 in. (13 mm):
Min. Holding Temperature: 1,350 °F (730 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (25 mm), 15 min Min.
Over 2 in. (50 mm): 1 hr/in. (25 mm)For PWHT conditions, See Notes (1) (3) of Table UHA-32
PWHT temperatures for alloy S44635 is shown in Table UHA-32, when heat treatment decided, See Note (3)
Cooling Rate as for Table UHA-32: Max. 100 °F/hr (55 °C/hr) in the range above 1200 °F (650 °C) after which
the cooling rate shall be sufficiently rapid to prevent embrittlement.
Heating Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr) divided by
the maximum metal thickness of the shell or head plate in inches, but in no case should it be more than 400 °F/hr
(222 °C/hr); Minimum heating rate 100 °F/hr (56 °C/hr); Note that the temperature of the furnace shall not exceed
800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer. ect on - v s on : equ rements or o a es - an -
PWHT is not applicable for P-No. 1, Group 4 materials.PWHT for SA-724 Grade C [based on Table UHT-56, for thickness over 1.5 in. (38 mm)]:
Nominal Thickness requiring PWHT: Over 1.5 in. (38 mm)
PWHT Temperature: 1050–1150 °F (565–620 °C)
Holding Time: 1 hr/in., 1/2 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 21/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (2) of Table UCS-56
When PWHT is Mandatory for P-No. 5C Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in., 15 min Min.Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
There are no PWHT data in Table UHT-56 for P-No. 6 Group No.4, exceptfor the following material:
PWHT for SA-487 Grade Class CA 6NM for thickness over 0.58 in. (15 mm):
Nominal Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1050–1150 °F (565–620 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (2) (3) of Table UCS-56
When PWHT is Mandatory for P-No. 9A Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (4)
of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or coolingchamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 22/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (3) (4) of Table UCS-56
When PWHT is Mandatory for P-No. 9B Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Max. Holding Temperature: 1,175 °F (635 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (5)
of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (2) (3) of Table UCS-56When PWHT is Mandatory for P-No. 10A Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (4)
of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
PWHT is Mandatory for P-No. 10B Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (2)
of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 23/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (2) (3) of Table UCS-56
When PWHT is Mandatory for P-No. 10C Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,000 °F (540 °C)
Min. Holding Time at Normal Temperature for Nominal Thickness:
1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (4)of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UCS-56
PWHT is Mandatory for P-No. 10F Group No. 1 by Table UCS-56:
Min. Holding Temperature: 1,000 °F (540 °C)Min. Holding Time at Normal Temperature for Nominal Thickness:
1 hr Min., plus 15 min/in. (25 mm) for thickness over 1 in. (25 mm), See Note (2)
of Table UCS-56, when additional 15 min/in. (25 mm) holding time is not required.
Heating [Cooling] Rate as for UCS-56: Above 800 °F (425 °C), Maximum rate of heating is 400 °F/hr (222 °C/hr)
[cooling 500 °F/hr (280 °C/hr)] divided by the maximum metal thickness of the shell or head plate in inches, but in
no case should it be more than 400 °F/hr (222 °C/hr) [cooling 500 °F/hr (280 °C/hr)]; Minimum heating and
cooling rates 100 °F/hr (56 °C/hr); Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32PWHT is neither required nor prohibited for joints between materials of the P-No. 10H Group No. 1
PWHT temperatures for certain alloys are shown in Table UHA-32, when heat treatment decided, See Note (1)
ASME Section VIII-Division 1: Requirements for PWHT of Table UHA-32
PWHT is neither required nor prohibited for joints between materials of the P-No. 10K Group No. 1
PWHT temperatures for alloy S44660 is shown in Table UHA-32, when heat treatment decided, See Note (1)
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
For P-No. 11A Group No. 1 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 2 in. (50 mm)
PWHT Temperature: 1025–1085 °F (550–585 °C)Holding Time: 1 hr/in. (25 mm), 2 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 24/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 25/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
PWHT is neither required nor prohibited for P-No. 11A Group No. 5
When performing PWHT:
PWHT Temperature: 1000–1050 °F (540–565 °C)
Holding Time: 1 hr/in. (25 mm), 1 hr Min.
Note: Consideration should be given to the possibility of temper embrittlement. The cooling rate from PWHT,when used, shall not be slower than that obtained by cooling in still air.
***See UHT-82(e) for extra requirements of essential variables, in addition to variables in ASME Section IX, for
SA-508 and SA-543 materials.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56For P-No. 11B Group No. 1 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-
517 and SA-592 materials.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
For P-No. 11B Group No. 2 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnaceshall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-
517 and SA-592 materials.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 26/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
For P-No. 11B Group No. 3 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-
517 and SA-592 materials.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
For P-No. 11B Group No. 4 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-
517 and SA-592 materials.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56For P-No. 11B Group No. 6 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-517 and SA-592 materials.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 27/135
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
For P-No. 11B Group No. 8 materials shown in Table UHT-56:
Thickness requiring PWHT: Over 0.58 in. (15 mm)
PWHT Temperature: 1000–1100 °F (540–595 °C)
Holding Time: 1 hr/in. (25 mm), 1/4 hr Min.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
***See UHT-82(f) for extra requirements of essential variables, in addition to variables in ASME Section IX, for SA-
517 and SA-592 materials.
ASME Section VIII-Division 1: Requirements for PWHT of Table UHT-56
PWHT is neither required nor prohibited for P-No. 11B Group No. 10
When performing PWHT:PWHT Temperature: 1000–1050 °F (540–565 °C)
Holding Time: 1 hr/in. (25 mm), 1 hr Min.
Note: Consideration should be given to the possibility of temper embrittlement. The cooling rate from PWHT,
when used, shall not be slower than that obtained by cooling in still air.
***See UHT-82(e) for extra requirements of essential variables, in addition to variables in ASME Section IX, for
SA-508 and SA-543 materials.
Heating and Cooling Rate as for UCS-56 and UHT-56: Above 800 °F (425 °C), Maximum rate of heating is 400
°F/hr (222 °C/hr) divided by the maximum metal thickness of the shell or head plate in inches, but in no case
should it be more than 400 °F/hr (222 °C/hr); Minimum heating and cooling rates 100 °F/hr (56 °C/hr); Where
accelerated cooling from the tempering temperature is required by the material specification, the same minimum
cooling rate shall apply to PWHT; Above 800 °F (425 °C) cooling shall be done in a closed furnace or cooling
chamber; From 800 °F (425 °C) the vessel may be cooled in still air; Note that the temperature of the furnace
shall not exceed 800 °F (425 °C) at the time the vessel or part is placed in it.
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material [P-No. 10 (Cr-Cu steel)] on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous MaterialsUNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 10J Group No. 1) on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 28/135
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 5C Group No. 5) on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 5C Group No. 4) on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 5C Group No. 3) on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous MaterialsUNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 9C Group No. 1) on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT Tables UCS-56, UHA-32, UHT-56
There is no data for this material (P-No. 11B Group No. 9) on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 29/135
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous MaterialsUNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user andmanufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous MaterialsUNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user andmanufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 30/135
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous MaterialsUNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user andmanufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.
ASME Section VIII-Division 1: Requirements for PWHT of Nonferrous Materials
UNF-56: For Nonferrous Materials, PWHT is not normally necessary nor desirable, except in UNF-56 (c) (d) (e)
for heat treatment data for some alloys. PWHT only should be conducted by agreement between user and
manufacturer.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 31/135
Preheat
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 2
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 3
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 2
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 3
sure Vessels
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 32/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 250 °F (121 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm):(b) 50 °F (10 °C) for all other materials of P-No. 4 Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 250 °F (121 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 4 Group No. 2
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 400 °F (204 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (149 °C) for all other materials of P-No. 5A Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating(a) 400 °F (204 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (149 °C) for all other materials of P-No. 5B Group No. 1

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 33/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 34/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
400 °F (204 °C) for materials of P-No. 6 Group No. 3
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
Preheating is not required for materials of P-No. 7 Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
Preheating is not required for materials of P-No. 7 Group No. 2
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
Preheating is not required for materials of P-No. 8 Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
Preheating is not required for materials of P-No. 8 Group No. 2

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 35/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
300 °F (149 °C) with interpass temperature maintained between 350 °F and 450 °F
(177 °C and 232 °C) for materials of P-No. 10I Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 36/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
250 °F (121 °C) for materials of P-No. 9A Group No. 1
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 37/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
300 °F (149 °C) for materials of P-No. 9B Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
175 °F (79 °C) for materials of P-No. 10A Group No. 1
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 38/135
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 39/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 400 °F (204 °C) for material which has either a specified minimum tensile strength inexcess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (149 °C) for all other materials of P-No. 11A Group No. 2
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating(a) 400 °F (204 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (149 °C) for all other materials of P-No. 11A Group No. 3
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
250 °F (121 °C) for materials of P-No. 11A Group No. 4
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 40/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 11B Group No. 1
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 11B Group No. 2Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 41/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 11B Group No. 3
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 175 °F (79 °C) for material which has either a specified minimum tensile strength in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 11B Group No. 4
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treated
materials.
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
(a) 400 °F (204 °C) for material which has either a specified minimum tensile strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (149 °C) for all other materials of P-No. 11B Group No. 6
Consideration shall be given to the limitation of interpass temperature for various
thicknesses to avoid detrimental effects on the mechanical properties of heat treatedmaterials.
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 42/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 43/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix RPreheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix RPreheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 44/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 45/135
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix RPreheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1: Non-Mandatory Appendix R Preheating
There is no data for this material on Appendix R
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 46/135
PWHT ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-1
When PWHT is Mandatory for P-No. 1 Group No. 1 by Table PW-39-1:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-1ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-1
When PWHT is Mandatory for P-No. 1 Group No. 2 by Table PW-39-1:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-1
ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-1
When PWHT is Mandatory for P-No. 1 Group No. 3 by Table PW-39-1:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-1ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) (c) of Table PW-39-2
When PWHT is Mandatory for P-No. 3 Group No. 1 by Table PW-39-2:
Min. Holding Temperature: 1,100 °F (595 °C)Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-2ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) (c) of Table PW-39-2
When PWHT is Mandatory for P-No. 3 Group No. 2 by Table PW-39-2:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-2ect on : an atory equ rements or o a e - -
PWHT is Mandatory for P-No. 3 Group No. 3 materials by Table PW-39-2:
Min. Holding Temperature: 1,100 °F (595 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch (25 mm) over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table PW-39-2
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
ASME Section I, Power B

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 47/135
ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-3
When PWHT is Mandatory for P-No. 4 Group No. 1 by Table PW-39-3:
Min. Holding Temperature: 1,200 °F (650 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
ect on : an atory equ rements or o a e - -
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-3
When PWHT is Mandatory for P-No. 4 Group No. 2 by Table PW-39-3:
Min. Holding Temperature: 1,200 °F (650 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-4
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) (d) of Table PW-39-4
When PWHT is Mandatory for P-No. 5A Group No. 1 by Table PW-39-4:
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)
Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600
°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-4
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) (d) of Table PW-39-4
When PWHT is Mandatory for P-No. 5B Group No. 1 by Table PW-39-4:
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600
°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 48/135
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-5
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) of Table PW-39-5
When PWHT is Mandatory for P-No. 15E Group No. 1 by Table PW-39-5:Min. Holding Temperature: 1,350 °F (730 °C)
Max. Holding Temperature: 1,425 °F (775 °C)
For some changes to above Holding Temperature, See Notes (1) (2) (3) (4) of Table PW-39-5
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 5 in. (125 mm): 1 hr/in. (1hr/25 mm), 30 min Min.
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)
Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600
°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-6
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-6
When PWHT is Mandatory for P-No. 6 Group No. 1 by Table PW-39-6:
Min. Holding Temperature: 1,400 °F (760 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)
Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-6
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-6
When PWHT is Mandatory for P-No. 6 Group No. 2 by Table PW-39-6:
Min. Holding Temperature: 1,400 °F (760 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)
Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600
°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 49/135
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-6
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table PW-39-6
When PWHT is Mandatory for P-No. 6 Group No. 3 by Table PW-39-6:
Min. Holding Temperature: 1,400 °F (760 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating rate: The weldment shall be heated slowly to the holding temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding 800 °F (425 °C)
Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater: Above 800 °F (425 °C), Maximum
rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more than 600
°F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the pressure part
should be cooled in still air.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-7For Exemptions (Non-Mandatory conditions) of PWHT, See Note (b) of Table PW-39-7
When PWHT is Mandatory for P-No. 7 Group No. 1 by Table PW-39-7:
Min. Holding Temperature: 1,350 °F (730 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Note (a) of Table PW-39-7: PWHT for P-No. 7 material shall be performed as described in PW-39.3
(soak band), except that the cooling rate shall be maximum of 100 °F/hr (55 °C/hr) in the range above
1200 °F (650 °C) after which the cooling rate shall be sufficiently rapid to prevent embrittlement.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-7
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (b) of Table PW-39-7
When PWHT is Mandatory for P-No. 7 Group No. 2 by Table PW-39-7:
Min. Holding Temperature: 1,350 °F (730 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (1hr/25 mm), 15 min Min.
Over 2 in. (50 mm) to 5 in. (125 mm): 1 hr/in. (1hr/25 mm)
Over 5 in. (125 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Note (a) of Table PW-39-7: PWHT for P-No. 7 material shall be performed as described in PW-39.3
(soak band), except that the cooling rate shall be maximum of 100 °F/hr (55 °C/hr) in the range above
1200 °F (650 °C) after which the cooling rate shall be sufficiently rapid to prevent embrittlement.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-8PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8
group.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-8
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8
group.
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 50/135
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-8
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8
group.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-8
PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8
group.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-10
Min. Holding Temperature: 1,250 °F (675 °C)
Min. Holding Time at Normal Temperature for Weld Thickness (Nominal):
Up to 2 in. (50 mm): 1 hr/in. (2 min/mm), 15 min Min.
Over 2 in. (50 mm): 1 hr/in. (1hr/25 mm)
Heating rate for material of P-No. 10I Group No. 1***: The weldment shall be heated slowly to the holding
temperature, Min. 100 °F/hr (55 °C/hr)
Cooling rate for material of P-No. 10I Group No. 1***: Cool slowly in a still atmosphere to a temperature
not exceeding 800 °F (425 °C)Heating and Cooling Rate for thicknesses of 2 in. (50 mm) or greater ***: Above 800 °F (425 °C),
Maximum rates 600 °F/hr (335 °C/hr) divided by the thickness in inches, but in no case should it be more
than 600 °F/hr (335 °C/hr); Minimum rates 100 °F/hr (55 °C/hr); From 800 °F (425 °C) or below, the
pressure part should be cooled in still air.
***As Note of Table PW-39-10, PWHT for P-No. 10I (for SA-268 TP446 material only), shall be
performed as described in PW-39.3 (soak band), except that the cooling rate shall be maximum of 100
°F/hr (55 °C/hr) in the range above 1200 °F (650 °C) after which the cooling rate shall be sufficiently rapid
to prevent embrittlement.
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-11
PWHT is neither required nor prohibited for joints between materials of the P-No. 31
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-12
PWHT is neither required nor prohibited for joints between materials of the P-No. 45
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-13
PWHT is neither required nor prohibited for joints between materials of the P-No. 51
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-1
There is no data for this material on this Table.
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 51/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-6
There is no data for this material on this Table.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 52/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 53/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Table PW-39-9PWHT is neither required nor prohibited for joints between materials of P-No. 10H Group No. 1
(For Alloy S31803, See Table PW-39-9 for heat treatment information, only if applied.)
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 54/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 55/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 56/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 57/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 58/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 59/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 60/135
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I: Mandatory Requirements for PWHT of Tables PW-39-1 through PW-39-13
There is no data for this material on these Tables.
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 61/135
Preheat
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 2
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has both a specified maximum carbon content
in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm):
(b) 50 °F (10 °C) for all other materials of P-No. 1 Group No. 3
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has either a specified minimum tensile strengthin
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16
mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has either a specified minimum tensile strength
in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16
mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 2
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 175 °F (80 °C) for material which has either a specified minimum tensile strength
in
excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16
mm):
(b) 50 °F (10 °C) for all other materials of P-No. 3 Group No. 3
oilers
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 62/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 250 °F (120 °C) for material which has either a specified minimum tensile
strength in
excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13
mm):(b) 50 °F (10 °C) for all other materials of P-No. 4 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 250 °F (120 °C) for material which has either a specified minimum tensile
strength in
excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13
mm):
(b) 50 °F (10 °C) for all other materials of P-No. 4 Group No. 2
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 400 °F (205 °C) for material which has either a specified minimum tensile
strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (150 °C) for all other materials of P-No. 5A group No.1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 400 °F (205 °C) for material which has either a specified minimum tensilestrength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (150 °C) for all other materials of P-No. 5B group No.1

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 63/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
(a) 400 °F (205 °C) for material which has either a specified minimum tensile
strength in
excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm):
(b) 300 °F (150 °C) for all other materials of P-No. 15E Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
400 °F (205 °C) for materials of P-No. 6 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
400 °F (205 °C) for materials of P-No. 6 Group No. 2
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 64/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
400 °F (205 °C) for materials of P-No. 6 Group No. 3
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
Preheating is not required for materials of P-No. 7 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
Preheating is not required for materials of P-No. 7 Group No. 2
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
Preheating is not required for materials of P-No. 8 Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
Preheating is not required for materials of P-No. 8 Group No. 2
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 65/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
300 °F (150 °C) with interpass temperature maintained between 350 °F and 450 °F
(175 °C and 230 °C) for materials of P-No. 10I Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 66/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 67/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
175 °F (80 °C) for materials of P-No. 10A Group No. 1
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 68/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 69/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 70/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 71/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 72/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 73/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 74/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 75/135
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this AppendixPreheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
ASME Section I: Minimum Temperatures for Preheating of Appendix A (A-100.4)
There is no data for this material on this Appendix
Preheat requirements shall be based on Welding Procedure Specification (WPS)
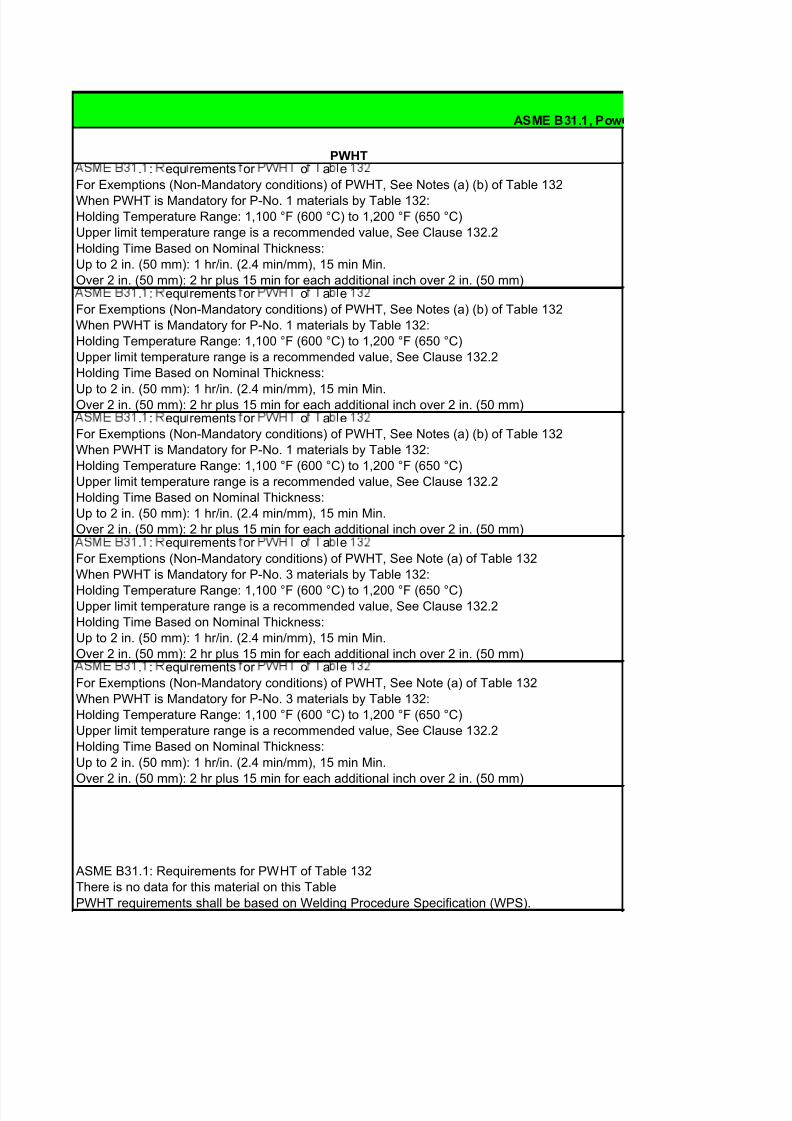
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 76/135
PWHT . : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) of Table 132
When PWHT is Mandatory for P-No. 1 materials by Table 132:
Holding Temperature Range: 1,100 °F (600 °C) to 1,200 °F (650 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm) . : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) of Table 132
When PWHT is Mandatory for P-No. 1 materials by Table 132:
Holding Temperature Range: 1,100 °F (600 °C) to 1,200 °F (650 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
. : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) of Table 132
When PWHT is Mandatory for P-No. 1 materials by Table 132:
Holding Temperature Range: 1,100 °F (600 °C) to 1,200 °F (650 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm) . : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table 132
When PWHT is Mandatory for P-No. 3 materials by Table 132:
Holding Temperature Range: 1,100 °F (600 °C) to 1,200 °F (650 °C)Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm) . : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table 132
When PWHT is Mandatory for P-No. 3 materials by Table 132:
Holding Temperature Range: 1,100 °F (600 °C) to 1,200 °F (650 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1, Pow
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 77/135
. : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) (c) (d) of Table 132
When PWHT is Mandatory for P-No. 4 materials by Table 132:
Holding Temperature Range: 1,200 °F (650 °C) to 1,300 °F (700 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2 min/mm), 15 min Min.Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
. : equ rements or o a e
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) (c) (d) of Table 132
When PWHT is Mandatory for P-No. 4 materials by Table 132:
Holding Temperature Range: 1,200 °F (650 °C) to 1,300 °F (700 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
ASME B31.1: Requirements for PWHT of Table 132
For Exemptions (Non-Mandatory conditions) of PWHT, See Notes (a) (b) (c) (d) of Table 132
When PWHT is Mandatory for P-No. 5A Gr. No. 1 materials by Table 132:
Holding Temperature Range: 1,300 °F (700 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
ASME B31.1: Requirements for PWHT of Table 132 for P-No. 5B Group No. 1
Holding Temperature Range: 1,300 °F (700 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 78/135
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,350 °F (730 °C) to 1,425 °F (775 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 5 hr plus 15 min for each additional inch over 5 in. (125 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
See Notes (a) (b) (c) (d) of Table 132 for variations from above PWHT holding temperature in
certain conditions for P-No. 15E Gr. No. 1 materials.
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,400 °F (760 °C) to 1,475 °F (800 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr ***For Exemptions (Non-Mandatory conditions) of PWHT for P-No. 6 Type 410 material, See
Notes (a) (b) (c) of Table 132
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,400 °F (760 °C) to 1,475 °F (800 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
***For Exemptions (Non-Mandatory conditions) of PWHT for P-No. 6 Type 410 material, See
Notes (a) (b) (c) of Table 132
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 79/135
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,400 °F (760 °C) to 1,475 °F (800 °C)
Upper limit temperature range is a recommended value, See Clause 132.2Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
***For Exemptions (Non-Mandatory conditions) of PWHT for P-No. 6 Type 410 material, See
Notes (a) (b) (c) of Table 132
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,350 °F (730 °C) to 1,425 °F (775 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
Cooling Rate for P-No. 7 materials: In lieu the cooling rate described above, cooling rate shall be
no greater than 100 °F (55 °C) per hr in the range above 1200 °F (650 °C), after which the
cooling rate shall be sufficiently rapid to prevent embrittlement.
***For Exemptions (Non-Mandatory conditions) of PWHT for P-No. 7 Type 405 material, See
Note (b) of Table 132
ASME B31.1: Requirements for PWHT of Table 132
Holding Temperature Range: 1,350 °F (730 °C) to 1,425 °F (775 °C)
Upper limit temperature range is a recommended value, See Clause 132.2Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
Cooling Rate for P-No. 7 materials: In lieu the cooling rate described above, cooling rate shall be
no greater than 100 °F (55 °C) per hr in the range above 1200 °F (650 °C), after which the
cooling rate shall be sufficiently rapid to prevent embrittlement.
***For Exemptions (Non-Mandatory conditions) of PWHT for P-No. 7 Type 405 material, See
Note (b) of Table 132
ASME B31.1: Requirements for PWHT of Table 132PWHT is neither required nor prohibited for joints between
austenitic stainless steels of the P-No. 8 group.
ASME B31.1: Requirements for PWHT of Table 132
PWHT is neither required nor prohibited for joints between
austenitic stainless steels of the P-No. 8 group.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 80/135
ASME B31.1: Requirements for PWHT of Table 132
PWHT is neither required nor prohibited for joints between
austenitic stainless steels of the P-No. 8 group.
ASME B31.1: Requirements for PWHT of Table 132
PWHT is neither required nor prohibited for joints between
austenitic stainless steels of the P-No. 8 group.
ASME B31.1: Requirements for PWHT of Table 132
Exemptions: For nominal thickness of 1/2 in. (13 mm) or less, PWHT is neither
required nor prohibited, for P-No. 10I Gr. No. 1 materials.
PWHT Requirements for thickness above 1/2 in. (13 mm):
Holding Temperature Range: 1,350 °F (730 °C) to 1,500 °F (815 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:Up to 2 in. (50 mm): 1 hr/in., 15 min Min.
Over 2 in. (50 mm): 1 hr/in. (25 mm)
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
Cooling Rate for P-No. 10I materials: In lieu the cooling rate described above, cooling rate shall
be no greater than 100 °F (55 °C) per hr in the range above 1200 °F (650 °C), after which the
cooling rate shall be sufficiently rapid to prevent embrittlement.
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 81/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 82/135
ASME B31.1: Requirements for PWHT of Table 132
For Exemptions (Non-Mandatory conditions) of PWHT, See Note (a) of Table 132
When PWHT is Mandatory for P-No. 9B Gr. No. 1 materials by Table 132:Holding Temperature Range: 1,100 °F (600 °C) to 1,175 °F (630 °C)
Upper limit temperature range is a recommended value, See Clause 132.2
Holding Time Based on Nominal Thickness:
Up to 2 in. (50 mm): 1 hr/in. (2.4 min/mm), 15 min Min.
Over 2 in. (50 mm): 2 hr plus 15 min for each additional inch over 2 in. (50 mm)
For PWHT at lower temperatures for longer periods of time, See Note (b) of Table 132
Heating and Cooling Rate: Above 600 °F (315 °C), the rate shall not exceed 600 °F (315 °C) per
hr divided by one-half the maximum thickness of material in inches at the weld, but in no case
shall the rate exceed 600 °F (315 °C) per hr
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 83/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
PWHT is neither required nor prohibited for P-No. 10H Gr. No. 1 materials.In case of performing heat treatment, follow temperature range listed on 'General Note' of Table
132 for the particular alloy.
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 84/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 85/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 86/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 87/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 88/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 89/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 90/135
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1: Requirements for PWHT of Table 132
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 91/135
Preheat . : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has both a specified maximum carbon
content in excess of 0.30% and a thickness at the joint in excess of 1 in.
(25 mm) for materials of P-No. 1
50 °F (10 °C) for all other conditions for materials of P-No. 1
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]. : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has both a specified maximum carbon
content in excess of 0.30% and a thickness at the joint in excess of 1 in.
(25 mm) for materials of P-No. 1
50 °F (10 °C) for all other conditions for materials of P-No. 1
[Thickness referred to is the greater of the nominal thicknesses at the weld of the partsto be joined.]
. : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has both a specified maximum carbon
content in excess of 0.30% and a thickness at the joint in excess of 1 in.
(25 mm) for materials of P-No. 1
50 °F (10 °C) for all other conditions for materials of P-No. 1
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]. : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has either a specified minimum tensile strength
in excess of 60,000 psi (413.7 MPa) or a thickness at the joint in excess of 1/2 in.
(13 mm) for materials of P-No. 3
50 °F (10 °C) for all other conditions for materials of P-No. 3
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]. : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has either a specified minimum tensile strength
in excess of 60,000 psi (413.7 MPa) or a thickness at the joint in excess of 1/2 in.
(13 mm) for materials of P-No. 3
50 °F (10 °C) for all other conditions for materials of P-No. 3
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]. : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has either a specified minimum tensile strength
in excess of 60,000 psi (413.7 MPa) or a thickness at the joint in excess of 1/2 in.
(13 mm) for materials of P-No. 3
50 °F (10 °C) for all other conditions for materials of P-No. 3
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]
r Piping

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 92/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4250 °F (120 °C) for all materials of P-No. 4
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
250 °F (120 °C) for all materials of P-No. 4
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
(a) 400 °F (200 °C) for material which has either a specified minimum tensile strength
in
excess of 60,000 psi (413.7 MPa) or has both a specified minimum chromium content
above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm)
(b) 300 °F (150 °C) for all other materials of P-No. 5A
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
(a) 400 °F (200 °C) for material which has either a specified minimum tensile strength
in
excess of 60,000 psi (413.7 MPa) or has both a specified minimum chromium contentabove 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm)
(b) 300 °F (150 °C) for all other materials of P-No. 5B
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 93/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 94/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
400 °F (200 °C) for all materials of P-No. 6
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 95/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
300 °F (150 °C) with an interpass temperature of 450 °F (230 °C) maximum
For materials of P-No. 10I
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C). : n mum re eat ng equ rements, as per ause .
175 °F (80 °C) for material which has both a specified maximum carboncontent in excess of 0.30% and a thickness at the joint in excess of 1 in.
(25 mm) for materials of P-No. 1
50 °F (10 °C) for all other conditions for materials of P-No. 1
[Thickness referred to is the greater of the nominal thicknesses at the weld of the parts
to be joined.]

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 96/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
400 °F (200 °C) for all materials of P-No. 6
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
250 °F (120 °C) for all materials of P-No. 9A

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 97/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
300 °F (150 °C) for all materials of P-No. 9B
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 98/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 99/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 100/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 101/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 102/135

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 103/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 104/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 105/135
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)
ASME B31.1: Minimum Preheating Requirements, as per Clause 131.4
Minimum 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 106/135
PWHT
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for thickness up to 3/4 in. (20 mm) for P-No. 1 materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,200 °F (649 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 3/4 in. (20 mm): 1 hr/in (2.4 min/mm), 1hr Min.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for thickness up to 3/4 in. (20 mm) for P-No. 1 materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,200 °F (649 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:Over 3/4 in. (20 mm): 1 hr/in (2.4 min/mm), 1hr Min.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for thickness up to 3/4 in. (20 mm) for P-No. 1 materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,200 °F (649 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 3/4 in. (20 mm): 1 hr/in (2.4 min/mm), 1hr Min.. : equ rements or o a e . .
PWHT for thickness up to 3/4 in. (20 mm) is not required, when
Min. Tensile Strength is not greater than 71 ksi (490 MPa) for P-No. 3 materials
PWHT Requirements for thickness above 3/4 in. (20 mm) or for any thicknesses,When Min. Tensile Strength is above 71 ksi (490 MPa):
Holding Temperature Range: 1,100 °F (593 °C) to 1,325 °F (718 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 1hr Min. . : equ rements or o a e . .
PWHT for thickness up to 3/4 in. (20 mm) is not required, when
Min. Tensile Strength is not greater than 71 ksi (490 MPa) for P-No. 3 materials
PWHT Requirements for thickness above 3/4 in. (20 mm) or for any thicknesses,
When Min. Tensile Strength is above 71 ksi (490 MPa):
Holding Temperature Range: 1,100 °F (593 °C) to 1,325 °F (718 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 1hr Min. . : equ rements or o a e . .
PWHT for thickness up to 3/4 in. (20 mm) is not required, when
Min. Tensile Strength is not greater than 71 ksi (490 MPa) for P-No. 3 materials
PWHT Requirements for thickness above 3/4 in. (20 mm) or for any thicknesses,
When Min. Tensile Strength is above 71 ksi (490 MPa):
Holding Temperature Range: 1,100 °F (593 °C) to 1,325 °F (718 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 1hr Min.
ASME B31.3, Pr

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 107/135
. : equ rements or o a e . .
PWHT for thickness up to 1/2 in. (13 mm) is not required, when
Min. Tensile Strength is not greater than 71 ksi (490 MPa) for P-No. 4 materials
PWHT Requirements for thickness above 1/2 in. (13 mm) or for any thicknesses,
When Min. Tensile Strength is above 71 ksi (490 MPa):
Holding Temperature Range: 1,300 °F (704 °C) to 1,375 °F (746 °C)
Upper limit temperature range is a recommended valueHolding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2hr Min.
. : equ rements or o a e . .
PWHT for thickness up to 1/2 in. (13 mm) is not required, when
Min. Tensile Strength is not greater than 71 ksi (490 MPa) for P-No. 4 materials
PWHT Requirements for thickness above 1/2 in. (13 mm) or for any thicknesses,
When Min. Tensile Strength is above 71 ksi (490 MPa):
Holding Temperature Range: 1,300 °F (704 °C) to 1,375 °F (746 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2hr Min.
ASME B31.3: Requirements for PWHT of Table 331.1.1
-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5A materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5A materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:
Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5B materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5B materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 108/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT Requirements for P-No. 15E materials:
Holding Temperature Range: 1,350 °F (732 °C) to 1,425 °F (774 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2hr Min.
Brinell Hardness Requirement to verify PWHT: 250 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT Requirements for high alloy steels martensitic of P-No. 6 materials:
Holding Temperature Range: 1,350 °F (732 °C) to 1,450 °F (788 °C)
Upper limit temperature range is a recommended valueHolding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT Requirements for high alloy steels martensitic of P-No. 6 materials:
Holding Temperature Range: 1,350 °F (732 °C) to 1,450 °F (788 °C)Note: PWHT Requirements for A 240 Gr. 429 of P-No. 6 materials:
Holding Temperature Range: 1,150 °F (621 °C) to 1,225 °F (663 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 109/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT Requirements for high alloy steels martensitic of P-No. 6 materials:
Holding Temperature Range: 1,350 °F (732 °C) to 1,450 °F (788 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for joints between
High alloy steels ferritic materials of the P-No. 7 materials.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for joints between
High alloy steels ferritic materials of the P-No. 7 materials.
ASME B31.3: Requirements for PWHT of Table 331.1.1PWHT is not required for joints between
High alloy steels austenitic material of the P-No. 8 materials.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for joints between
High alloy steels austenitic material of the P-No. 8 materials.
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 110/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for joints between
High alloy steels austenitic material of the P-No. 8 materials.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is not required for joints between
High alloy steels austenitic material of the P-No. 8 materials.
ASME B31.3: Requirements for PWHT of Table 331.1.1
Holding Temperature Range: 1,225 °F (663 °C) to 1,300 °F (704 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 1hr Min.
For P-No. 10I materials, Cooling rate to 649 °C (1200 °F) shall be less than 56 °C (100
°F)/hr: thereafter, the cooling rate shall be fast enough to prevent embrittlement.
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1PWHT is not required for thickness up to 3/4 in. (20 mm) for P-No. 1 materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,200 °F (649 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 3/4 in. (20 mm): 1 hr/in (2.4 min/mm), 1hr Min.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 111/135
ASME B31.3: Requirements for PWHT of Table 331.1.1-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5C materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5C materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:
Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT Requirements for high alloy steels martensitic of P-No. 6 materials:
Holding Temperature Range: 1,350 °F (732 °C) to 1,450 °F (788 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT for thickness up to 3/4 in. (20 mm) is not required for P-No. 9A materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,175 °F (635 °C)
Upper limit temperature range is a recommended valueHolding Time Based on Nominal Thickness:
Over 3/4 in. (20 mm): 1/2 hr/in (1.2 min/mm), 1hr Min.

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 112/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT for thickness up to 3/4 in. (20 mm) is not required for P-No. 9B materials
PWHT Requirements for Thickness above 3/4 in. (20 mm):
Holding Temperature Range: 1,100 °F (593 °C) to 1,175 °F (635 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 3/4 in. (20 mm): 1/2 hr/in (1.2 min/mm), 1hr Min.
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 113/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT is neither required nor prohibited for joints between duplex stainless steels of the
P-No. 10H materials, however any heat treatment applied shall be as required in the
material specification.When performing PWHT:
Holding Time for all Nominal Thickness sizes: 1/2 hr/in (1.2 min/mm), 1/2 hr Min.
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT for thickness up to 2 in. (51 mm) is not required for P-No. 11A Gr.No.1
PWHT Requirements for Thickness above 2 in. (51 mm):
Holding Temperature Range: 1,025 °F (552 °C) to 1,085 °F (585 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 2 in. (51 mm): 1 hr/in (2.4 min/mm), 1 hr Min.
Cooling rate shall be > 167 °C (300 °F)/hr to 316 °C (600 °F)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 114/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
PWHT for thickness up to 2 in. (51 mm) is not required for P-No. 11A Gr.No.2PWHT Requirements for Thickness above 2 in. (51 mm):
Holding Temperature Range: 1,025 °F (552 °C) to 1,085 °F (585 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness:
Over 2 in. (51 mm): 1 hr/in (2.4 min/mm), 1 hr Min.
Cooling rate shall be > 167 °C (300 °F)/hr to 316 °C (600 °F)
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 115/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 116/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 117/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this code.
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
Holding Temperature Range: 1,400 °F (760 °C) to 1,500 °F (816 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes: 1/2 hr/in (1.2 min/mm), 1/2 hr Min.
For material of P-No. 10 (Cr-Cu steel), Cool as rapidly as possible after the hold period.
ASME B31.3: Requirements for PWHT of Table 331.1.1
Holding Temperature Range: 1,000 °F (538 °C) to 1,100 °F (593 °C)
Upper limit temperature range is a recommended value
Holding Time for all Nominal Thickness sizes:
Heat treat within 14 days after welding. Holding time shall be increased
by 1/2 hr for each 25 mm (1 in.) over 25 mm thickness, 1hr Min.For material of P-No. 62, Cool to 427 °C (800 °F) at a rate <= 278 °C (500 °F)/hr, per 25
mm (1 in.) nominal thickness, 278 °C (500 °F)/hr Max. Cool in still air from 427 °C (800
°F).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 118/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5C materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5C materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:
Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5C materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5C materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:
Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
-PWHT for thickness up to 1/2 in. (13 mm) is not required, when
<= 3% Cr and <= 0.15% C for P-No. 5C materials
-PWHT for thickness greater than 1/2 in. (13 mm), when
<= 3% Cr and <= 0.15% C for P-No. 5C materials, (OR)
-PWHT for all Nominal Thickness sizes, when > 3% Cr and > 0.15% C:
Holding Temperature Range: 1,300 °F (704 °C) to 1,400 °F (760 °C)
Upper limit temperature range is a recommended value
Holding Time Based on Nominal Thickness: 1 hr/in (2.4 min/mm), 2 hr Min.
Brinell Hardness Requirement to verify PWHT: 241 Max.
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 119/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 120/135
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this TablePWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Requirements for PWHT of Table 331.1.1
There is no data for this material on this Table
PWHT requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 121/135
Preheat . : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 1, but recommended.
Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1 in. (25 mm): 50 °F (10 °C)
Thickness including and above 1 in. (25 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)
[Thickness referred to is the greater of the nominal thicknesses at the weld of the. : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 1, but recommended.
Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1 in. (25 mm): 50 °F (10 °C)
Thickness including and above 1 in. (25 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)[Thickness referred to is the greater of the nominal thicknesses at the weld of the
. : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 1, but recommended.
Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1 in. (25 mm): 50 °F (10 °C)
Thickness including and above 1 in. (25 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)
[Thickness referred to is the greater of the nominal thicknesses at the weld of the. : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 3, but recommended.
Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1/2 in. (13 mm): 50 °F (10 °C)Thickness including and above 1/2 in. (13 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)
[Thickness referred to is the greater of the nominal thicknesses at the weld of the
ASME B31.3: Preheating from Table 330.1.1
Preheating is not required for P-No. 3 group.
Recommended preheat based on Nominal Wall Thickness:
Including and above 1/2 in. (13 mm): 175 °F (80 °C)
When Specified Min. Tensile Strength is above 71 ksi (490 MPa): 175 °F (80 °C)
. : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 3, but recommended.
Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1/2 in. (13 mm): 50 °F (10 °C)
Thickness including and above 1/2 in. (13 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)
[Thickness referred to is the greater of the nominal thicknesses at the weld of the
cess Piping
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 122/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1Required Min. Preheating Temp. for P-No. 4 materials: 300 °F (149 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 4 materials: 300 °F (149 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 5A materials: 350 °F (177 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 5B materials: 350 °F (177 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 123/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 15E materials: 400 °F (204 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 6, but recommended.Recommended Min. preheat: 300 °F (149 °C), and
Maximum interpass temperature of 600 °F (316 °C).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 6, but recommended.
Recommended Min. preheat: 300 °F (149 °C), and
Maximum interpass temperature of 600 °F (316 °C).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 124/135
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 125/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 8, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 8, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 10I materials: 300 °F (149 °C), with
Maintain interpass temperature between 177 °C-232 °C (350 °F-450 °F)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C). : n mum re eat emperatures, as or a e . .
Preheating is not required for P-No. 1, but recommended.Recommended preheat based on Nominal Wall Thickness:
Thickness less than 1 in. (25 mm): 50 °F (10 °C)
Thickness including and above 1 in. (25 mm): 175 °F (79 °C)
For all thicknesses, when Specified Min. Tensile Strength is above 71 ksi (490 MPa):
175 °F (79 °C)
[Thickness referred to is the greater of the nominal thicknesses at the weld of the
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 126/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 5C materials: 350 °F (177 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 6, but recommended.
Recommended Min. preheat: 300 °F (149 °C), and
Maximum interpass temperature of 600 °F (316 °C).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1Preheating is not required for P-No. 9A, but recommended.
Recommended Min. preheat: 200 °F (93 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 127/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 9B, but recommended.
Recommended Min. preheat: 200 °F (93 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 128/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table.
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for P-No. 11A Group No. 1, but recommended.
Recommended preheat: 50 °F (10 °C)
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 129/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 11A Group No. 2: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 130/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 131/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this TablePreheat requirements shall be based on Welding Procedure Specification (WPS).
8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 132/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 10 materials (Cr-Cu steel):
300 °F (149 °C) to 400 °F (204 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 133/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 5C materials: 350 °F (177 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1Required Min. Preheating Temp. for P-No. 5C materials: 350 °F (177 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Required Min. Preheating Temp. for P-No. 5C materials: 350 °F (177 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this TablePreheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 134/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)

8/10/2019 Asme Pwht Preheat
http://slidepdf.com/reader/full/asme-pwht-preheat 135/135
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.
Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
Preheating is not required for these materials, but recommended.Recommended Min. preheat: 50 °F (10 °C)
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3: Minimum Preheat Temperatures, as for Table 330.1.1
There is no data for this material on this Table
Preheat requirements shall be based on Welding Procedure Specification (WPS).
Related Documents











