7 Alat Pengendalian Kualitas 7 Metode Statistik Dasar Ada berbagai versi mengenai 7 alat perbaikan kualitas/mutu, tapi untuk pertama-tama, mari bahas versi Ishikawa Kaoru. 7 Metode statistik dasar Menurut Ishikawa Kaoru dalam bukunya 日日日日日日日―TQC 日日日日 (1984) yaitu : 1. Diagram Pareto 2. Diagram sebab-akibat (Diagram Tulang Ikan atau Diagram Ishikawa) 3. Stratifikasi 4. Lembar Pengecekan (Check sheet) 5. Histogram 6. Diagram Penyebaran (Scatter Diagram) 7. Grafik dan Peta Kendali (Graph & Control Chart) Mari bahas lebih lengkap satu demi satu. Diagram Pareto Diagram pareto atau analisis pareto didasari prinsip yang menyatakan kebanyakan efek adalah hasil dari sedikit penyebab. Konsep ini dinyatakan pertama kali oleh Vilfredo Pareto, ekonom Italia abad 19. Beliau mengamati bahwa kebanyakan persentase kekayaan nasional dimiliki oleh sejumlah kecil orang. Pareto menemukan rasionya 80:20. Kemudian ide ini ditunjuk sebagai 'sedikit yang penting dan banyak yang tidak penting' oleh satu dari penemu peningkatan kualitas, Joseph Juran. Sekarang ide ini sering dirujuk sebagai aturan 80:20 atau prinsip Pareto. Tujuan analisis pareto

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7 Alat Pengendalian Kualitas
7 Metode Statistik Dasar
Ada berbagai versi mengenai 7 alat perbaikan kualitas/mutu, tapi untuk pertama-tama, mari bahas versi Ishikawa Kaoru.
7 Metode statistik dasar Menurut Ishikawa Kaoru dalam bukunya 日本的品質管理―TQCとは何か (1984) yaitu :
1. Diagram Pareto2. Diagram sebab-akibat (Diagram Tulang Ikan atau Diagram Ishikawa)
3. Stratifikasi
4. Lembar Pengecekan (Check sheet)
5. Histogram
6. Diagram Penyebaran (Scatter Diagram)
7. Grafik dan Peta Kendali (Graph & Control Chart)
Mari bahas lebih lengkap satu demi satu.
Diagram Pareto
Diagram pareto atau analisis pareto didasari prinsip yang menyatakan kebanyakan efek adalah hasil dari sedikit penyebab. Konsep ini dinyatakan pertama kali oleh Vilfredo Pareto, ekonom Italia abad 19. Beliau mengamati bahwa kebanyakan persentase kekayaan nasional dimiliki oleh sejumlah kecil orang. Pareto menemukan rasionya 80:20. Kemudian ide ini ditunjuk sebagai 'sedikit yang penting dan banyak yang tidak penting' oleh satu dari penemu peningkatan kualitas, Joseph Juran. Sekarang ide ini sering dirujuk sebagai aturan 80:20 atau prinsip Pareto.
Tujuan analisis pareto
Tujuan analisis pareto untuk 'memisahkan sedikit yang penting dari banyak yang tidak penting'. Dikatakan bahwa 80% cacat berasal dari 20% penyebab. Metode analisis data ini membantu mengarahkan pekerjaan anda ke tempat di mana dapat dilakukan peningkatan terbanyak. Sehingga analisis pareto membantu anda memusatkan usaha ke permasalahan yang menyediakan potensi terbesar untuk peningkatan.
Kegunaan diagram pareto
Membantu suatu tim untuk terpusat pada penyebab yang akan mengharilkan dampak terbesar jika diselesaikan
Menampilkan kepentingan relatif dari problem dalam format visual yang sederhana dan dapat diinterpretasi dengan cepat.
Membantu mencegah 'mengalihkan permasalahan' di mana 'solusi' menghilangkan beberapa penyebab namun memperburuk yang lain
Kemajuan diukur dalam format yang sangat terlihat yang menyediakan insentif untuk mendorong lebih banyak peningkatan
Analisis pareto dapat digunakan dalam penerapan peningkatan kualitas manufaktur atau nonmanufaktur
Langkah-langkah menyusun diagram pareto
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah, penyebab jenis ketidaksesuaian, dan sebagainya
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik- karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat ranking kategori data tersebut dari yaang terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing- masing masalah. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
Berikut adalah contoh diagram pareto sebuah restoran yang ingin meningkatkan kualitas pelayanannya dan mengumpulkan survei selama satu bulan mengenai komplain dari pelanggan
Diagram Sebab-Akibat
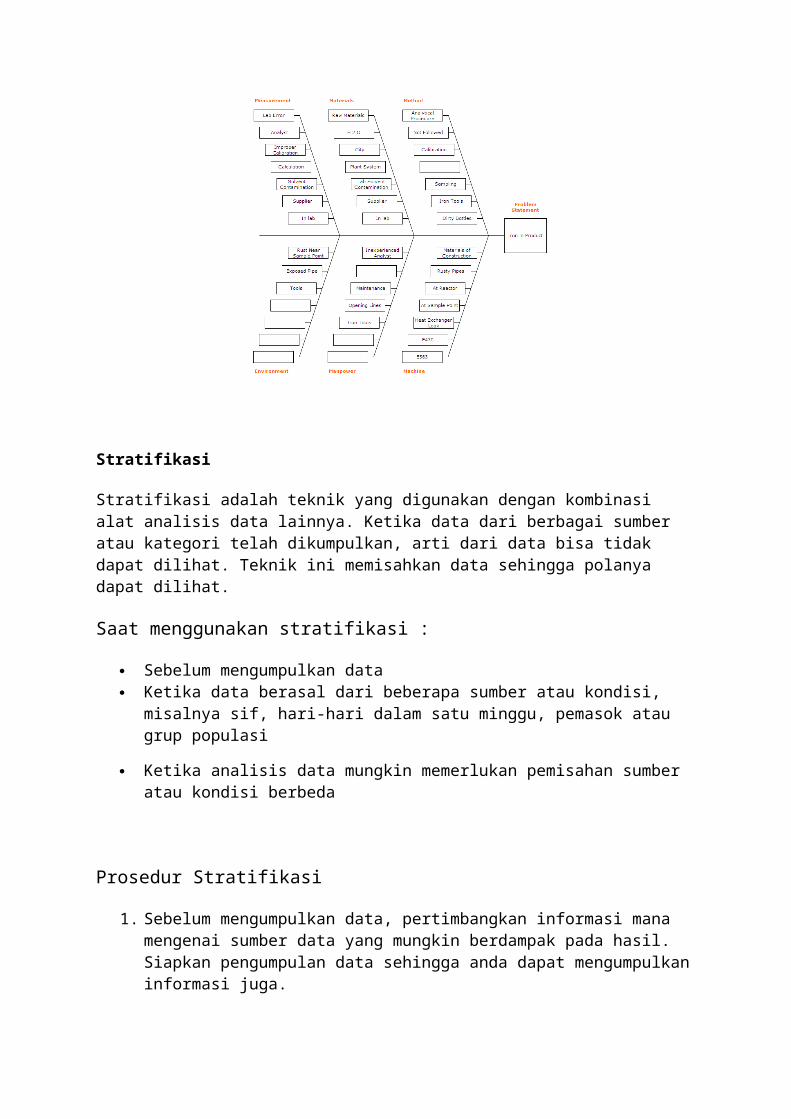
Istilah lain dari diagram sebab akibat adalah Diagram Ishikawa, dikembangkan oleh Kaoru Ishikawa seorang pakar kendali mutu. Sering kali disebut sebagai fishbone diagram dikarenakan bentuknya yang menyerupai tulang ikan. Diagram sebab-akibat menggambarkan garis dan simbol-simbol yang menunjukkan hubungan antara akibat dan penyebab suatu masalah. Diagram tersebut memang digunakan untuk mengetahui akibat dari suatu masalah untuk selanjutnya diambil tindakan perbaikan. Dari akibat tersebut kemudian dicari beberapa
kemungkinan penyebabnya. Penyebab masalah ini pun dapat berasal dari berbagai sumber utama, misalnya metode kerja, bahan, pengukuran, karyawan, lingkungan, dan seterusnya. Selanjutnya, dari sumber-sumber utama tersebut diturunkan menjadi beberapa sumber yang lebih kecil dan mendetail, misalnya dari metode kerja dapat diturunkan menjadi pelatihan, pengetahuan, kemampuan, karakteristik fisik, dan sebagainya. Untuk mencari berbagai penyebab tersebut dapat digunakan teknik brainstorming dari seluruh personel yang terlibat dalam proses yang sedang dianalisis.
Langkah menerapkan diagram sebab-akibat:
1. Menyiapkan sesi sebab-akibat2. Mengidentifikasi akibat
3. Mengidentifikasi berbagai kategori
4. Menemukan sebab-sebab potensial dengan cara sumbang saran
5. Mengkaji kembali setiap kategori sebab utama
6. Mencapai kesepakatan atas sebab-sebab yang paling mungkin
Penggunaan diagram tulang ikan ini ternyata memiliki manfaat yang lain yaitu bermanfaat sebagai perangkat proses belajar diri, pedoman untuk diskusi, pencarian penyebab permasalahan, pengumpulan data, penentuan taraf teknologi, penggunaan dalam berbagai hal dan penanganan yang kompleks.
Manfaat diagram sebab-akibat:
1. Dapat menggunakan kondisi yang sesungguhnya untuk tujuan perbaikan kualitas produk atau jasa, lebih efisien dalam penggunaan sumber daya, dan dapat mengurangi biaya
2. Dapat mengurangi dan menghilangkan kondisi yang menyebabkan ketidaksesuaian produk atau jasa dan keluhan pelanggan
3. Dapat membuat suatu standardisasi operasi yang ada maupun yang direncanakan
4. Dapat memberikan pendidikan dan pelatihan bagi karyawan dalam kegiatan pembuatan keputusan dan melakukan tindakan perbaikan
contoh diagram sebab-akibat :
Stratifikasi
Stratifikasi adalah teknik yang digunakan dengan kombinasi alat analisis data lainnya. Ketika data dari berbagai sumber atau kategori telah dikumpulkan, arti dari data bisa tidak dapat dilihat. Teknik ini memisahkan data sehingga polanya dapat dilihat.
Saat menggunakan stratifikasi :
Sebelum mengumpulkan data Ketika data berasal dari beberapa sumber atau kondisi, misalnya sif, hari-hari dalam
satu minggu, pemasok atau grup populasi
Ketika analisis data mungkin memerlukan pemisahan sumber atau kondisi berbeda
Prosedur Stratifikasi
1. Sebelum mengumpulkan data, pertimbangkan informasi mana mengenai sumber data yang mungkin berdampak pada hasil. Siapkan pengumpulan data sehingga anda dapat mengumpulkan informasi juga.
2. Ketika menggambar data yang terkumpul dalam diagram penyebaran, diagram kendali, histogram atau alat lainnya, gunakan tanda atau warna yang berbeda untuk membedakan data dari berbagai sumber. Data yang dibedakan dengan cara ini yang disebut 'distratifikasi'.
3. Analisis set lainnya dari data yang terstratifikasi secara terpisah. Misalnya pada diagram penyebaran di mana data distratifikasi menjadi data dari sumber 1 dan sumber 2, gambar kuadran, hitung titik dan tentukan nilai kritis hanya dari data sumber 1, lalu hanya untuk data sumber 2.
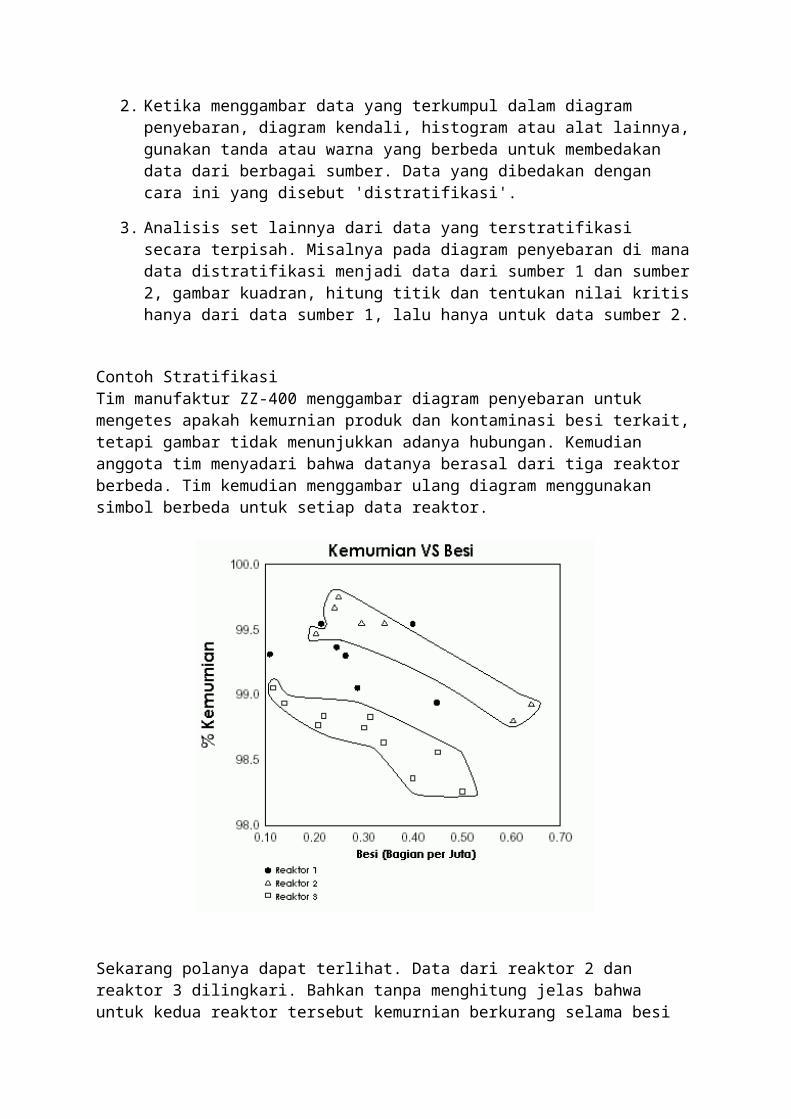
Contoh StratifikasiTim manufaktur ZZ-400 menggambar diagram penyebaran untuk mengetes apakah kemurnian produk dan kontaminasi besi terkait, tetapi gambar tidak menunjukkan adanya hubungan. Kemudian anggota tim menyadari bahwa datanya berasal dari tiga reaktor berbeda. Tim kemudian menggambar ulang diagram menggunakan simbol berbeda untuk setiap data reaktor.
Sekarang polanya dapat terlihat. Data dari reaktor 2 dan reaktor 3 dilingkari. Bahkan tanpa menghitung jelas bahwa untuk kedua reaktor tersebut kemurnian berkurang selama besi berkurang. Namun, data dari reaktor 1, titik yang tidak dilingkari, tidak menunjukkan hubungan tersebut. Sesuatu berbeda di reaktor 1.
Pertimbangan dalam stratifikasi
Berikut adalah contoh beberapa sumber berbeda yang mungkin memerlukan stratifikasi data: Perlengkapan Sif
Departemen
Material
Penyuplai
Hari dalam minggu
Waktu
Produk
Selalu pertimbangkan sebelum mengumpulkan data apakah stratifikasi diperlukan selama analisis. Rencanakan untuk mengumpulkan informasi stratifikasi. Setelah data dikumpulkan mungkin sudah terlambat.Pada gambar atau grafik, masukkan penjelasan mengenai tanda atau warna yang digunakan.
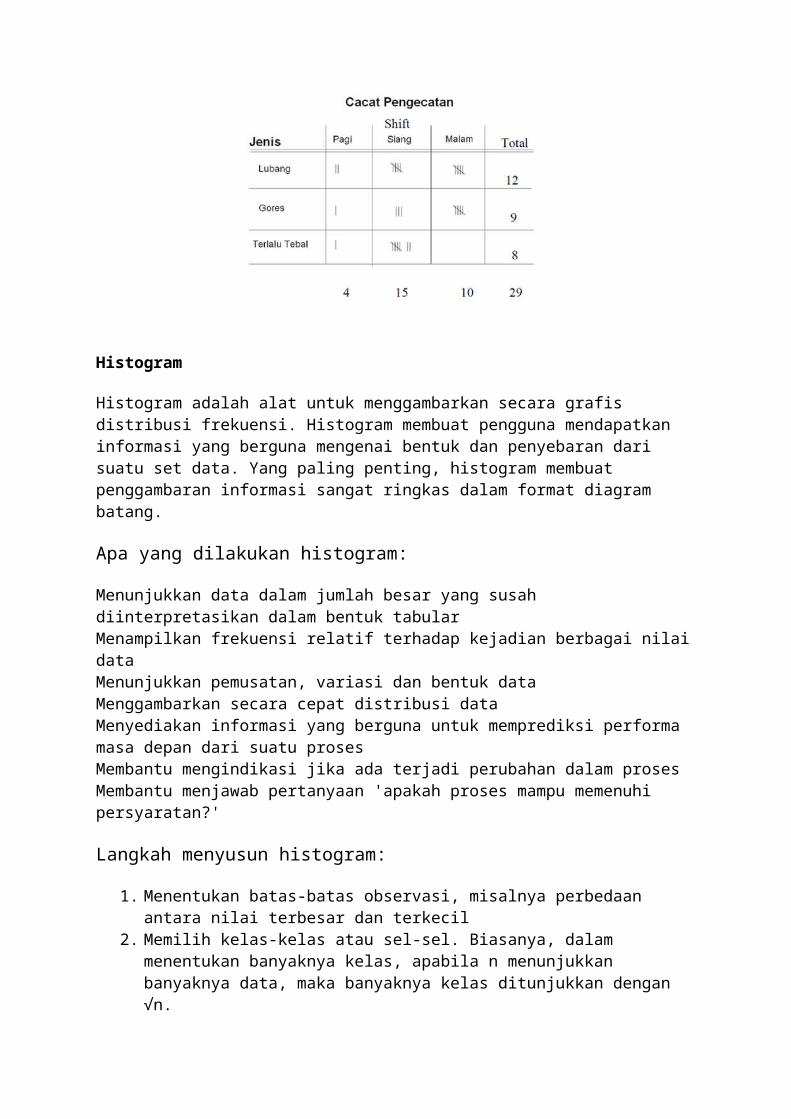
Lembar Pengecekan (Check Sheet)
Suatu tipe khusus dari isian untuk pengumpulan data. Lembar pengecekan mempermudah mengumpulkan data, cenderung membuat usaha pengumpulan data lebih akurat, dan secara otomatis menghasilkan semacam ringkasan data yang sering sangat efektif untuk analisis cepat. Isian lembar pengecekan dibuat masing-masing untuk situasi yang berbeda. Lembar pengecekan digunakan untuk mengumpulkan data, bentuknya dapat berupa apa saja. Lembar pengecekan menjabarkan satu persatu item yang akan dicek secara rutin ataupun acak, lalu hasil pengecekan tersebut dicatat dalam bentuk data angka (numerik) atau berupa tanda.
Kegunaan utama dari Check Sheet:
Untuk manajemen sehari-hari (menghindari kelupaan, mentaati aturan-aturan operasional)
o Contoh: equipment check list, check list pekerjaan, 6S check list, check list untuk diagnosis dokter, berbagai macam check list, tabel statistik, check list penilaian, dan lain-lain.
Pemeriksaan khusus (pemeriksaan untuk permasalahan yang spesifik)
o Contoh: accident check list, special case analysis, questioner, dan lain-lain.
Membuat catatan (mengumpulkan data/angka yang dibutuhkan untuk pencatatan/pendataan)
o Contoh: laporan harian produksi, quality check list, laporan barang jadi masuk gudang, laporan catatan pengambilan material, dan lain-lain.
Prosedur membuat lembar pengecekan:
1. Tentukan kejadian atau masalah apa yang akan diamati. Kembangkan definisi operasional.
2. Tentukan kapan data akan dikumpulkan dan untuk berapa lama.
3. Rancang isiannya. Buatlah supaya data dapat direkam dengan semudah membuat tanda centang atau X atau simbol yang mirip juga sehingga data tidak perlu disalin ulang untuk analisis.
4. Tandai semua tempat di isian.
5. Tes lembar pengecekan untuk periode percobaan singkat untuk memastikan itu mengumpulkan data yang tepat dan mudah digunakan.
6. Tiap kali kejadian dan masalah yang disasar terjadi, rekam data di lembar pengecekan.
contoh lembar pengecekan
Histogram
Histogram adalah alat untuk menggambarkan secara grafis distribusi frekuensi. Histogram membuat pengguna mendapatkan informasi yang berguna mengenai bentuk dan penyebaran dari suatu set data. Yang paling penting, histogram membuat penggambaran informasi sangat ringkas dalam format diagram batang.
Apa yang dilakukan histogram:
Menunjukkan data dalam jumlah besar yang susah diinterpretasikan dalam bentuk tabularMenampilkan frekuensi relatif terhadap kejadian berbagai nilai dataMenunjukkan pemusatan, variasi dan bentuk dataMenggambarkan secara cepat distribusi dataMenyediakan informasi yang berguna untuk memprediksi performa masa depan dari suatu prosesMembantu mengindikasi jika ada terjadi perubahan dalam prosesMembantu menjawab pertanyaan 'apakah proses mampu memenuhi persyaratan?'
Langkah menyusun histogram:
1. Menentukan batas-batas observasi, misalnya perbedaan antara nilai terbesar dan terkecil
2. Memilih kelas-kelas atau sel-sel. Biasanya, dalam menentukan banyaknya kelas, apabila n menunjukkan banyaknya data, maka banyaknya kelas ditunjukkan dengan √n.
3. Menentukan lebar kelas-kelas tersebut. Biasanya, semua kelas mempunyai lebar yang sama. Lebar kelas ditentukan dengan membagi range dengan banyaknya kelas.
4. Menentukan Batas-Batas kelas. Tentukan banyaknya observasi pada masing-masing kelas dan yakinkan bahwa kelas-kelas tersebut tidak saling tumpang tindih.
5. Menggambar frekuensi histogram dan menyusun diagram batangnya.
Interpretasi histogram
Ketika digabungkan dengan konsep kurva normal dan pengetahuan terhadap suatu proses tertentu, histogram menjadi alat yang efektif dan praktis dalam tahapan awal analisis data. Histogram dapat diinterpretasikan dengan menanyakan tiga pertanyaan :
1. Apakah proses yang dilakukan dalam batas spesifikasi ?2. Apakah proses kelihatannya menghasilkan variasi yang luas ?
3. Jika tindakan perlu diambil dalam proses, tindakan apa yang pantas ?
Jawaban dari tiga pertanyaan tersebut berada dalam analisis tiga karakteristik histogram1. Seberapa terpusat histogram ?
o Pemusatan data menyediakan informasi mengenai proses yang ditujukan dalam suatu arti atau nilai nominal
2. Seberapa luas histogram ?
o Melihat luas histogram mendefiniskan variasi proses mengenai tujuan
3. Apa bentuk histogram ?
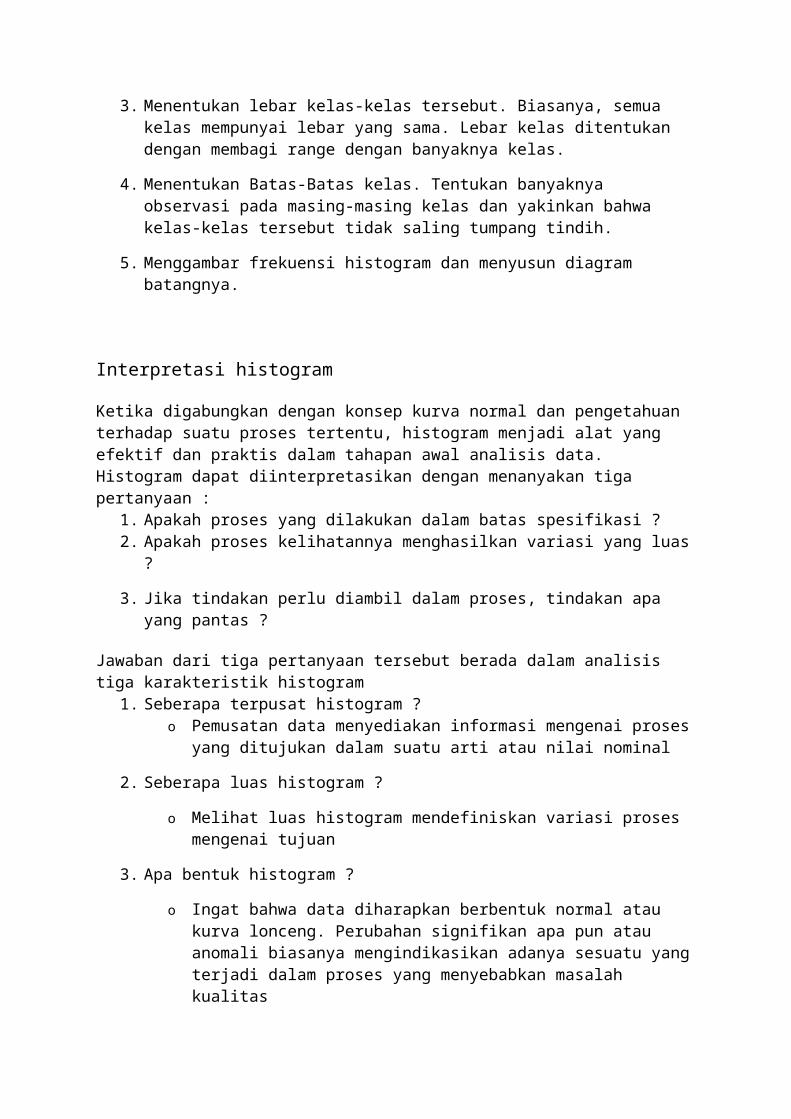
o Ingat bahwa data diharapkan berbentuk normal atau kurva lonceng. Perubahan signifikan apa pun atau anomali biasanya mengindikasikan adanya sesuatu yang terjadi dalam proses yang menyebabkan masalah kualitas
5 bentuk kurva histogram dapat dilihat pada gambar berikut
Diagram Penyebaran (Scatter Diagram)
Diagram penyebaran merupakan cara yang paling sederhana untuk menentukan hubungan antara sebab dan akibat dalam dua variabel. Langkah-langkah yang diambil pun sederhana.
Data dikumpulkan dalam bentuk pasangan titik (x, y). Jika variabelnya berhubungan, titik-titik akan membentuk sebuah garis atau kurva. Semakin baik hubungannya, semakin rapat titik mendekati garis.
Kapan menggunakan diagram penyebaran :
Ketika memiliki pasangan data numerik Ketika variabel terikat mungkin memiliki beberapa nilai untuk setiap nilai variabel
bebas
Ketika ingin menetpakan apakah kedua variabel berhubungan, semisal
1. Mencoba mengidentifikasi kemungkinan penyebab utama masalah
2. Setelah brainstorm sebab-akibat dengan diagram tulang ikan, untuk menetapkan secara objektif apakah ada hubungan antara penyebab tertentu dan hasil
3. Ketika menentukan apakah dua hasil yang terlihat berhubungan keduanya terjadi dengan penyebab yang sama
4. Ketika menguji untuk korelasi otomatis sebelum menyusun peta kendali
Prosedur membuat diagram penyebaran:
1. Kumpulkan pasangan data di mana diduga memiliki hubungan 2. Gambar grafik dengan variabel bebas pada sumbu horizontal dan variabel terikat apda
sumbu vertikal. Untuk tiap pasang data, beri titik atau simbol di mana nilai sumbu x memotong sumbu y. (Jika dua titik terletak sama, letakkan keduanya bersebelahan, bersentuhan, sehingga keduanya bisa terlihat)
3. Cari pola titik untuk melihat apakah hubungannya jelas. Jika data dengan jelas membentuk garis atau kurva, anda boleh berhenti. Variabelnya berkorelasi. Anda mungkin ingin menggunakan regresi atau analisis korelasi sekarang. Jika tidak, lanjutkan langkah 4 hingga 7.
4. Bagi titik-titik pada grafik menjadi 4 kuadran. Jika ada titik sebanyak X pada grafik
o Hitung X/2 titik dari atas ke bawah dan gambar garis horizontal
o Hitung X/2 titik dari kiri ke kanan dan gambar garis vertikal
o Jika jumlah titiknya ganjil, gambar garis melalui titik tengah
5. Hitung titik di tiap kuadran. Jangan hitung titik yang terletak di garis.
6. Jumlahkan kuadran yang berseberangan secara diagonal. Temukan jumlah yang lebih sedikit dan total titik di seluruh kuadran.
o A = Titik di kiri atas + titik di kanan bawah
o B = Titik di kanan atas + titik di kiri bawah
o Q = Yang lebih kecil antara A dan B
o N = A + B
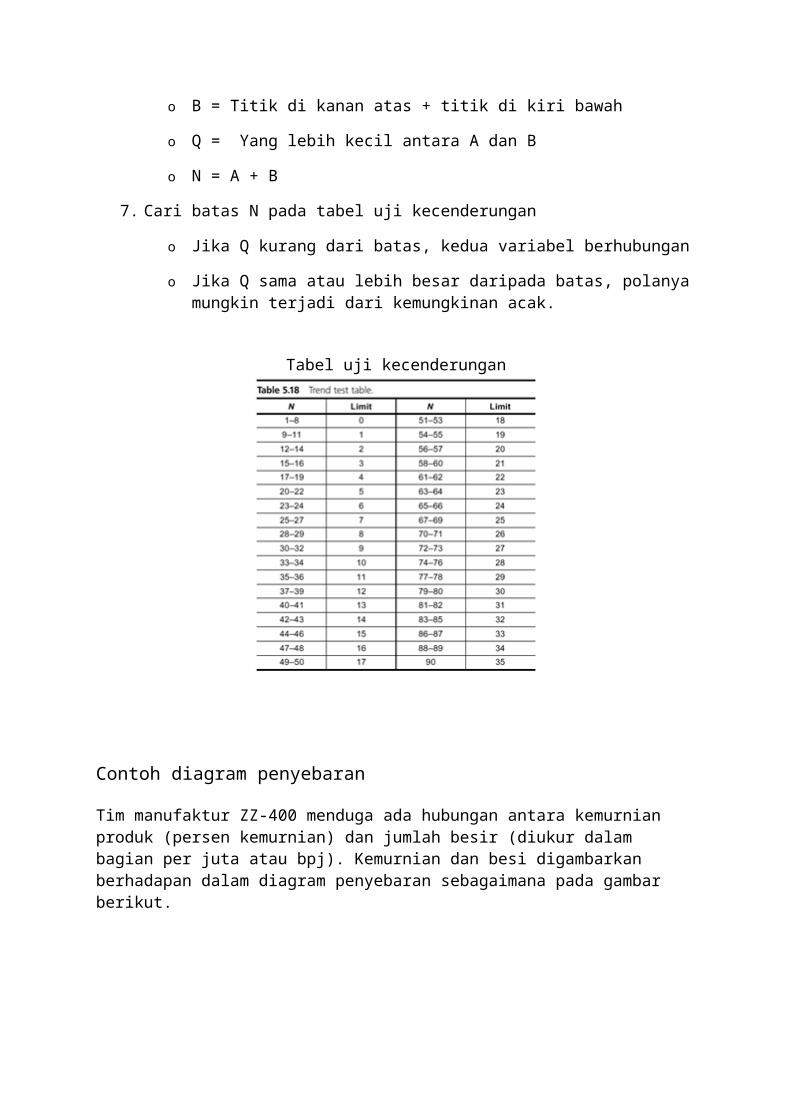
7. Cari batas N pada tabel uji kecenderungan
o Jika Q kurang dari batas, kedua variabel berhubungan
o Jika Q sama atau lebih besar daripada batas, polanya mungkin terjadi dari kemungkinan acak.
Tabel uji kecenderungan
Contoh diagram penyebaran
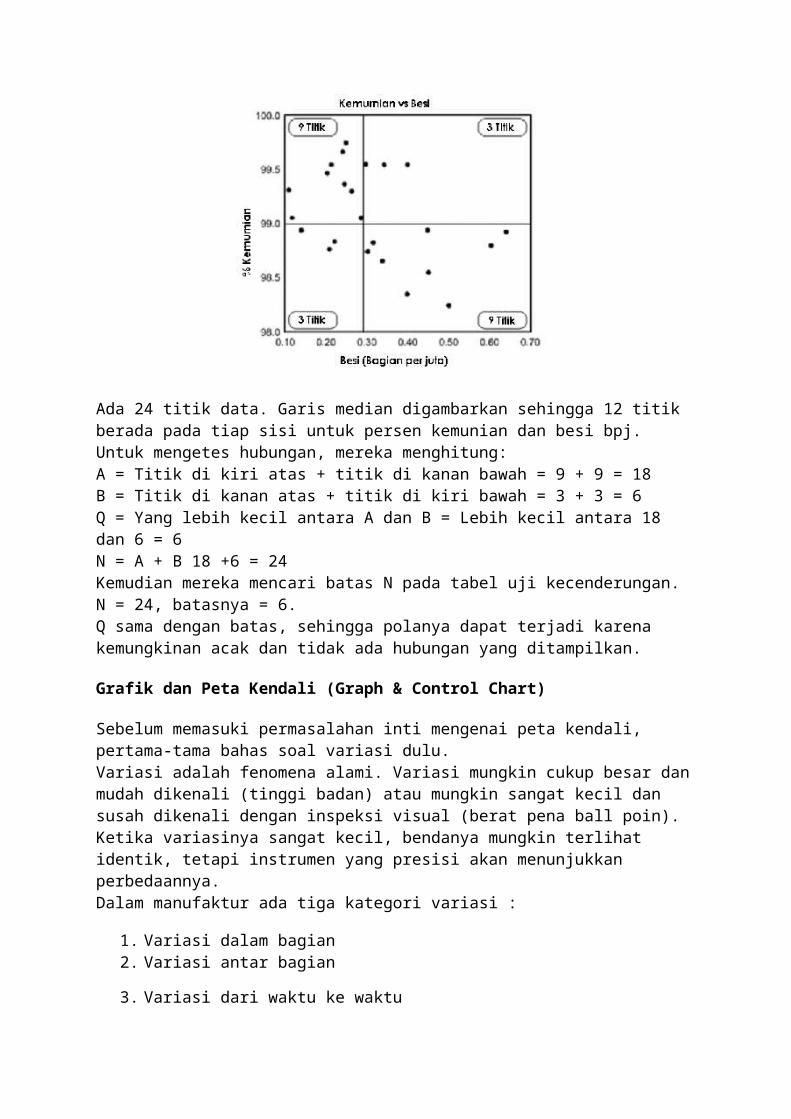
Tim manufaktur ZZ-400 menduga ada hubungan antara kemurnian produk (persen kemurnian) dan jumlah besir (diukur dalam bagian per juta atau bpj). Kemurnian dan besi digambarkan berhadapan dalam diagram penyebaran sebagaimana pada gambar berikut.
Ada 24 titik data. Garis median digambarkan sehingga 12 titik berada pada tiap sisi untuk persen kemunian dan besi bpj.Untuk mengetes hubungan, mereka menghitung:A = Titik di kiri atas + titik di kanan bawah = 9 + 9 = 18B = Titik di kanan atas + titik di kiri bawah = 3 + 3 = 6Q = Yang lebih kecil antara A dan B = Lebih kecil antara 18 dan 6 = 6N = A + B 18 +6 = 24Kemudian mereka mencari batas N pada tabel uji kecenderungan. N = 24, batasnya = 6.Q sama dengan batas, sehingga polanya dapat terjadi karena kemungkinan acak dan tidak ada hubungan yang ditampilkan.
Grafik dan Peta Kendali (Graph & Control Chart)
Sebelum memasuki permasalahan inti mengenai peta kendali, pertama-tama bahas soal variasi dulu.Variasi adalah fenomena alami. Variasi mungkin cukup besar dan mudah dikenali (tinggi badan) atau mungkin sangat kecil dan susah dikenali dengan inspeksi visual (berat pena ball poin). Ketika variasinya sangat kecil, bendanya mungkin terlihat identik, tetapi instrumen yang presisi akan menunjukkan perbedaannya.Dalam manufaktur ada tiga kategori variasi :
1. Variasi dalam bagian2. Variasi antar bagian
3. Variasi dari waktu ke waktu
Hal ini juga berlaku dalam situasi nonmanufaktur.
Dalam proses manufaktur variasi terjadi karena : peralatan material
operator
lingkungan
inspeksi atau pengukuran
Faktor yang sama mengarah ke variasi dalam proses non manufaktur.
Penyebab variasi ada dua, yaitu penyebab umum variasi , atau kemungkinan acak, dan penyebab khusus variasi atau yang dapat ditentukan.
Penyebab umum variasi (kemungkinan acak)Penyebab variasi tersebut melekat dalam suatu proses. Pada dasarnya mereka adalah penyebab acak. Jumlahnya kecil dan sangat susah dideteksi atau diidentifikasi. Sering kali penyebab umum variasi atau kemungkinan acak antara tidak mungkin atau sangat mahal untuk dihilangkan. Jika suatu porses memiliki variasi hanya karena penyebab kemungkinan acak, proses ini disebabkan berada dalam kendali statistik. Proses semacam itu juga disebut proses stabil.
Penyebab khusus variasi (dapat ditentukan)Proses mungkin dari waktu ke waktu mengalami variasi tambahan, yang biasanya besar dan disebabkan oleh beberapa faktor luar. Misalnya material bawah standar dari penyedia, mesin yang diset salah, atau penggunaan alat yang salah. Jika penyebab khusus variasi ada dalam suatu proses, proses itu disebut di luar kendali.
Lalu, bagaimana kita tahu ketika suatu proses beroperasi di bawah penyebab khusus variasi ? Dengan kata lain, bagaimana kita tahu jika sebuah proses berada di luar kendali ? Jawabannya adalah peta kendali.
Peta kendali merupakan grafik yang digunakan untuk mempelajari bagaimana proses berubah seiring waktu. Data digambarkan menurut urutan waktu. Peta kendali selalu memiliki garis tengah untuk rata-rata, garis atas untuk batas kendali atas dan garis bawah untuk batas kendali bawah. Garis tersebut ditentukan dari data masa lampau. Dengan membandingkan data saat ini dengan garis tersebut, anda dapat menarik kesimpulan apakah variasi proses konsisten (dalam kendali) atau tidak dapat diprediksi (di luar kendali, dipengaruhi penyebab khusus variasi). Peta kendali juga memberi tahu kita kapan untuk membiarkan prosesnya saja atau kapan untuk mulai mencari penyebab khusus variasi.Peta kendali untuk data bervariasi digunakan secara berpasangan. Peta atas memantau rata-rata, atau pemusatan distribusi data dari proses. Peta bawah memantau jangkauan, atau lebar distribusi. Jika data anda adalah tembakan dalam latihan menembak, rata-ratanya adalah di mana tembakan terkumpul, dan jangkauannya seberapa rapat mereka terkumpul. Peta kendali untuk data atribut digunakan satu demi satu.
Konsep variabel dan atribut.Variabel adalah karakteristik kualitas yang dapat diukur dan digambarkan dalam skala yang berkelanjutan, misalnya berat, panjang, waktu, temperatur, tegangan, dan sebagainya.Atribut adalah data yang dapat dihitung dan digambarkan sebagai peristiwa atau keadaan terpisah/diskret. Contohnya jumlah cat yang cacat, jumlah lubang pada panjang kabel listrik, dan sebagainya.
Selain ketujuh alat yang disebutkan di atas, ada juga yang memasukkan alat berikut ini dalam tujuh alat dasar.
Run Chart
Run Chart digunakan untuk menganalisis proses menurut waktu atau urutan. Run chart biasanya berguna dalam menemukan pola yang terjadi dalam suatu waktu. Run chart dianalisis untuk menemukan anomali dalam data yang menunjukkan pergeseran dalam proses dari waktu ke waktu atau faktor khusus yang mungkin memengaruhi variabilitas suatu proses. Faktor khas dipertimbangkan termasuk panjangnya 'jalan' titik data di atas atau di bawah garis rata-rata yang tidak umum, total jumlah jalan seperti itu dalam set data, serta rentetan kenaikan atau penurunan berurutan yang tidak umum.Run chart dalam beberapa hal mirip dengan peta kendali yang digunakan dalam pengendalian proses statistik, tapi tidak menunjukkan batas kendali proses. Sehingga run chart lebih mudah dibuat, namun tidak memungkinkan teknik analisis selengkap peta kendali.
Diagram Alir (Flow Chart)
Kenapa menggunakan flow chart ?
Untuk membuat sebuah tim mengidentifikasi aliran sebenarnya atau urutan kejadian dalam suatu proses di mana barang atau jasa mengalir.
Flowchart dapat diterapkan ke dalam apa saja dari perjalanan pembayaran atau aliran material, hingga langkah-langkah membuat penjualan atau servis sebuah produk.
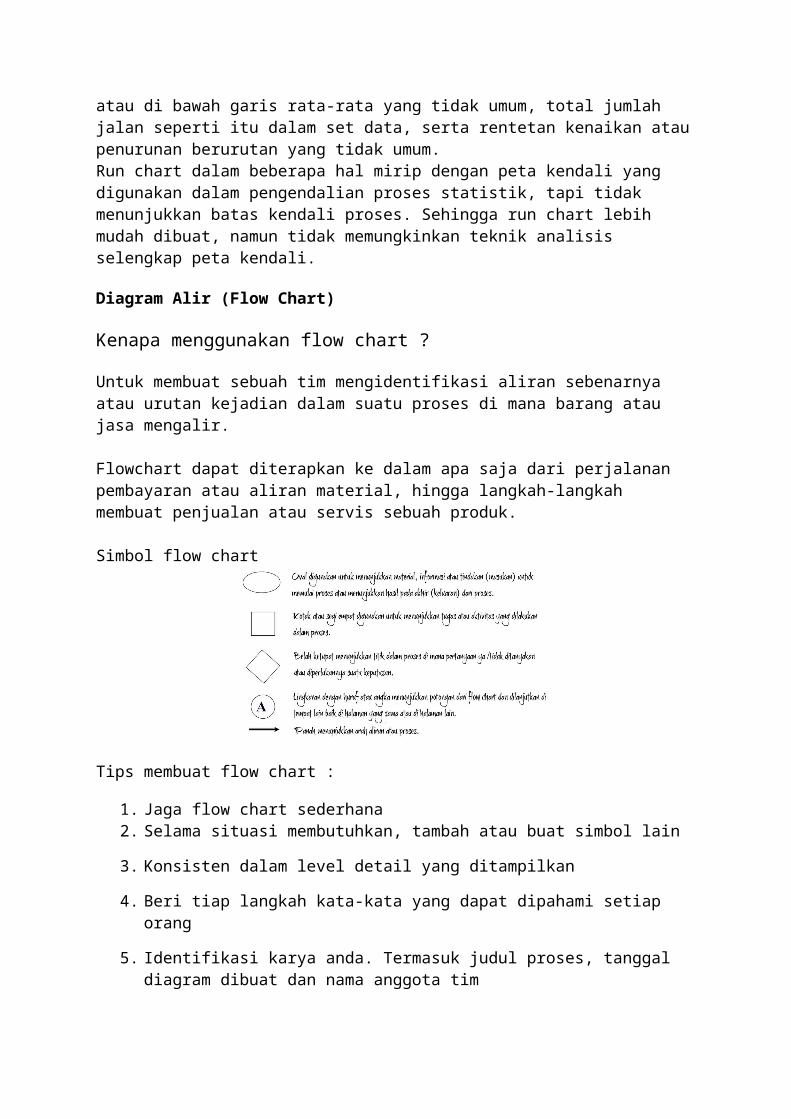
Simbol flow chart
Tips membuat flow chart :
1. Jaga flow chart sederhana2. Selama situasi membutuhkan, tambah atau buat simbol lain
3. Konsisten dalam level detail yang ditampilkan
4. Beri tiap langkah kata-kata yang dapat dipahami setiap orang
5. Identifikasi karya anda. Termasuk judul proses, tanggal diagram dibuat dan nama anggota tim
Selama dan setelah membuat flow chart, selalu jaga dalam pikiran faktor dan pertanyaan berikut
1. who (siapa)2. what (apa)
3. when (kapan)
4. why (kenapa)
5. where (di mana)
6. how (bagaimana)
Pertanyaan lainnya yang harus ditanyakan untuk tiap tindakan atau langkah dalam flow chart Hapus Gabung
Sederhanakan
Ubah urutan
5M check list : man (operator) machines
material
methods
measurement
5M checklist adalah pendekatan yang memusatkan perhatian pada lima faktor kunci yang ada dalam proses apa saja.
Lalu, ada juga 7 alat yang dikatakan sebagai alat manajemen dan perencanaan yang baru, yaitu :
1. Affinity Diagram (KJ Method)2. Interrelationship Digraph (ID)
3. Tree Diagram
4. Prioritization Matrix
5. Matrix Diagram
6. Process Decision Program Chart (PDPC)
7. Activity Network Diagram
Referensi :
http://asq.org/index.aspxhttp://en.wikipedia.org/http://evgust.wordpress.com/2011/04/05/7-tujuh-alat-perbaikan-kualitas/http://flyangeldiary.blogspot.com/2009/07/7-metode-pengendalian-mutu.htmlhttp://kualitasproses.wordpress.com/pengendalian-kualitas/http://www.emu.edu.tr/~oyagiz/mgmt512/qctools-REV%20for%20MGMT%20512R-BW.pdf
4. Diagram Pareto
Diagram Pareto dikembangkan oleh Vilfredo Frederigo Samoso pada akhir abad ke-19 merupakan pendekatan logic dari tahap awal pada proses perbaikan suatu situasi yang digambarkan dalam bentuk histogram yang dikenal sebagai konsep vital few and the trivial many untuk mendapatkan menyebab utamanya. Diagram Pareto telah digunakan secara luas dalam kegiatan kendali mutu untuk menangani kerangka proyek; proses program; kombinasi pelatihan, proyek dan proses, sehingga sangat membantu dan memberikan kemudahan bagi para pekerja dalam meningkatkan mutu pekerjaan. Pareto chart sangat tepat digunakan jika menginginkan hal-hal seperti menentukan prioritas karena keterbatasan sumberdaya, menggunakan kearifan tim secara kolektif, menghasilkan consensus atau keputusan akhir, dan menempatkan keputusan pada data kuantitatif
Manfaat Diagram Pareto
Diagram Pareto merupakan metode standar dalam pengendalian mutu untuk mendapatkan hasil maksimal atau memilih masalah-masalah utama dan lagi pula dianggap sebagai suatu pendekatan sederhana yang dapat dipahami oleh pekerja tidak terlalu terdidik, serta sebagai perangkat pemecahan dalam bidang yang cukup kompleks. Diagram Pareto merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan yang terpenting untuk segera diselesaikan (ranking tertinggi) sampai dengan yang tidak harus segera diselesaikan (ranking terendah). Selain itu, Diagram Pareto juga dapat digunakan untuk mem¬bandingkan kondisi proses, misalnya ketidaksesuaian proses, sebelum dan setelah diambil tindakan perbaikan terhadap proses
Diagram Pareto dibuat berdasarkan data statistik dan prinsip bahwa 20% penyebab bertanggungjawab terhadap 80% masalah yang muncul atau sebaliknya. Kedua aksioma tersebut menegaskan bahwa lebih mudah mengurangi bagian lajur yang terletak di bagian kiri diagram Pareto daripada mencoba untuk menghilangkan secara sistematik lajur yang terletak di sebelah kanan diagram. Hal ini dapat diartikan bahwa diagram Pareto dapat menghasilkan sedikit sebab penting untuk meningkatkan mutu produk atau jasa. Keberhasilan penggunaan diagram Pareto sangat ditentukan oleh partisipasi personel terhadap situasi yang diamati, dampak keuangan yang terlihat pada proses perbaikan situasi dan penetapan tujuan secara tepat. Faktor lain yang perlu dihindari adalah jangan membuat persoalan terlalu kompleks dan juga jangan terlalu mencari penyederhanaan pemecahan.
Tahapan penggunaan dari Diagram Pareto adalah mencari fakta dari data ciri gugus kendali mutu yang diukur, menentukan penyebab masalah dari tahapan sebelumnya dan mengelompokkan sesuai dengan periodenya, membentuk histogram evaluasi dari kondisi awal permasalahan yang ditemui, melakukan rencana dan pelaksanaan perbaikan dari evaluasi awal permasalahan yang ditemui, melakukan standarisasi dari hasil perbaikan yang telah ditetapkan dan menentukan tema selanjutnya.
Prinsip Diagram Pareto
Prinsip Pareto juga dikenal sebagai aturan 80/20 dengan melakukan 20% dari pekerjaan bisa menghasilkan 80% manfaat dari pekerjaan itu. Aturan 80/20 dapat diterapkan pada hampir semua hal, seperti: 80% dari keluhan pelanggan timbul 20% dari produk atau jasa, 80% dari keterlambatan jadwal timbul 20% dari kemungkinan penyebab penundaan, 20% dari produk atau account untuk layanan, 80% dari keuntungan Anda, 20% dari-tenaga penjualan menghasilkan 80% dari pendapatan perusahaan Anda, atau 20% dari cacat sistem penyebab 80% masalah nya.
Prinsip Pareto untuk seorang manajer proyek adalah mengingatkan untuk fokus pada 20% hal-hal yang materi, tetapi tidak mengabaikan 80% masalah. Berikut Hukum Pareto dalam bentuk visual:
Umumnya Diagram Pareto merupakan diagram batang tempat batang tersebut diurutkan mulai dari yang terbanyak sampai terkecil. Diagram Pareto memiliki banyak aplikasi dalam bisnis dan pekerjaan. Demikian halnya Diagram Pareto dapat diaplikasikan dalam kontrol kualitas. Ini adalah dasar bagi diagram Pareto, dan salah satu alat utama yang digunakan dalam pengendalian kualitas total dan Six Sigma.Satu persatu masalah di breakdown berdasarkan kategori masing – masing. item Diagram Pareto yaitu : 1) Apa (what). Apa saja yang menjadi penyebab masalah tersebut, 2) Kapan (when).Kapan masalah tersebut paling sering muncul, 3) Dimana (where). Dimana masalah tersebut paling sering muncul, 4) Siapa (who).Siapa orang atau kelompok yang mengalami paling banyak masalah, 5) Mengapa (why). Mengapa masalah tersebut banyak terjadi, 6) Bagaimana (how). Bagaimana masalah tersebut bisa terjadi, 7) Berapa biayanya (how much), 8) Masalah mana yang biayanya paling besar? / atau berapa besar biasa yang sudah ditimbulkan?
Cara Membuat Diagram Pareto
Ada delapan tahap yang tercakup dalam pembuatan diagram Pareto, seperti :1) kumpulkanlah
sebanyak mungkin data yang menunjukkan sifat dan frekuensi peristiwa tersebut, 2) tentukan kategori yang akan digunakan untuk menganilisa data tersebut, 3) alokasikan frekuensi peristiwa menjadi kategori yang berbeda, 4) hitunglah frekuensi tersebut ke dalam prosentase, 5) buatlah diagram batang. 6) kemudian urutkanlah diagram batang tersebut mulai dari yang terbanyak, 7) ceklah dampak pareto dalam diagram batang tersebut, 8) apabila dampak pareto jelas, ambil tindakan pada item / fakto yang paling umum.
Namun demikian, penyusunan Diagram Pareto dapat juga menggunakan tujuh langkah berikut ini 1). Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah, penyebab jenis ketidaksesuaian, dan sebagainya. 2). Menentukan satuan yang digunakan untuk membuat urutan karakteristik karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya. 3). Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan. 4). Merangkum data dan membuat rangking kategori data tersebut dari yaang terbesar hingga yang terkecil. 5). Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan. 6). Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing- masing masalah. 7). Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
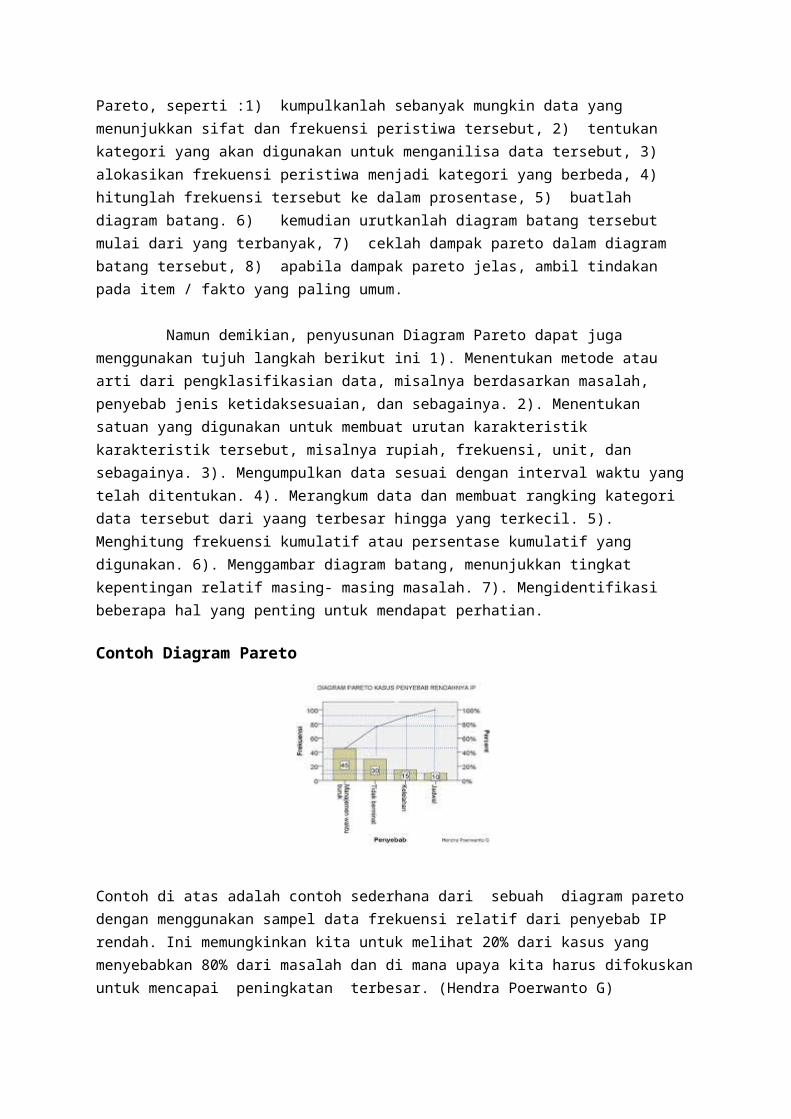
Contoh Diagram Pareto
Contoh di atas adalah contoh sederhana dari sebuah diagram pareto dengan menggunakan sampel data frekuensi relatif dari penyebab IP rendah. Ini memungkinkan kita untuk melihat 20% dari kasus yang menyebabkan 80% dari masalah dan di mana upaya kita harus difokuskan untuk mencapai peningkatan terbesar. (Hendra Poerwanto G)
BAB I
PENDAHULUAN
A. LATAR BELAKANGPada saat sekarang ini di dunia industri, kualitas memainkan peranan yang sangat
penting apabila produk yang dihasilkan ingin tetap berada dipasaran, karena dengan adanya
kualitas yang baik maka produk yang dihasilkan dapat bersaing dengan produk sejenis.
Kualitas produk yang dihasilkan harus memiliki kualitas yang baik, tetapi dalam proses
produksinya masih banyak terjadinya cacat.
Tools merupakan salah satu alat statistik untuk mencari akar permasalahan kalitas,
sehingga manajemen kualitas dapat menggunakan seven tools tersebut untuk mengetahui akar
permasalahan terhadap produk yang mengalami cacat, serta dapat mengetahui penyebab-
penyebab terjadinya cacat.
Penelitian ini digunakan teknik-teknik perbaikan kualitas yang terdiri dari lembar
periksa, histogram, diagram pareto, statifikasi masalah, diagram pencar, bagan kendali p dan
diagram sebab akibat yang diterapkan di bagian produksi. Dari lembar periksa dan diagram
pareto di peroleh empat jenis kecacatan yang menyebabkan cacat proses menjahit, cacat
proses penggambaran pola, cacat proses pemotongan, cacat proses penglicinan. Dimana jenis
cacat yang paling tinggi yaitu cacat proses menjahit. Sedangkan dari diagram sebab akibat
banyaknya kecacatan yang terjadi disebabkan oleh lima faktor yaitu manusia, mesin, metode,
dan material / bahan baku dan lingkungan. Hasil dari pengolahan sebab akibat kamudian di
analisis kembali dengan menggunakan metode kaizen 5W (who, what, where, when dan why)
serta 1 H(how), dan dibantu dengan menggunakan 5 S ( seiri, seiton, seiso, seiketsu,
shitsuke).
BAB II
PEMBAHASAN
Dalam pembahasan berikut ini akan diuraikan beberapa alat yang digunakan dalam
menyelesaikan pekerjaan dan pembuatan keputusan dalam sebuah institusi.
1. Diagram Pareto
Diagram pareto disebut juga Gambaran pemisah unsur penyebab yang paling dominan
dari unsur-unsur penyebab lainnya dari suatu masalah.
Diagram Pareto diperkenalkan oleh seorang ahli yaitu Alfredo Pareto. Diagram Pareto ini
merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut
urutan ranking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan
yang terpenting untuk segera diselesaikan (ranking tertinggi) sampai dengan yang tidak harus
segera diselesaikan (ranking terendah).
Selain itu, Diagram Pareto juga dapat digunakan untuk membandingkan kondisi proses,
misalnya ketidaksesuaian proses, sebelum dan setelah diambil tindakan perbaikan terhadap
proses.
Adapun Penyusunan Diagram Pareto meliputi 6 (enam) langkah, yaitu:
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah,
penyebab jenis ketidaksesuaian, dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik- karakteristik
tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yaang terbesar hingga
yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing- masing
masalah. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
Selain itu Diagram Pareto ini mempunyai beberapa Prinsip yaitu :
1. Vilfredo Pareto (1848-1923), ahli ekonomi Italia:
Mengatakan bahwasannya 20% dari population memiliki 80% dari total kekayaan
2. Juran mengistilahkan “vital few, trivial many”:
20% dari masalah kualitas menyebabkan kerugian sebesar 80%.
2. Histogram
A. Adapun karakteristik histogram adalah :
1. Histogram menjelaskan variasi proses, namun belum mengurutkan rangking dari variasi
terbesar sampai dengan yang terkecil.
2. Gambar bentuk distribusi (cacah) karakteristik mutu yang dihasilkan oleh data yang
dikumpulkan melalui check sheet.
3. Histogram juga menunjukkan kemampuan proses, dan apabila memungkinkan, histogram
dapat menunjukkan hubungan dengan spesifikasi proses dan angka-angka nominal, misalnya
rata-rata.
4. Dalam histogram, garis vertikal menunjukkan banyaknya observasi tiap-tiap kelas.
B. Langkah – langkah Penyusunan Histogram
Menurut Mitra (1993), langkah penyusunan histogram adalah:
1. Menentukan batas-batas observasi: perbedaan antara nilai terbesar dan terkecil.
2. Memilih kelas-kelas atau sel-sel. Pedoman: banyaknya kelas = akar n, dengan n = banyaknya
data,
3. Menentukan lebar kelas-kelas tersebut. Biasanya, semua kelas mempunyai lebar yang sama.
Lebar kelas = range / banyak kelas.
4. Menentukan batas-batas kelas. Kelas-kelas tersebut tidak saling tumpang tindih.
5. Menggambar frekuensi histogram dan menyusun diagram batangnya.
3. Check Sheet
Lembar isian (check sheet) merupakan alat bantu untuk memudahkan dan
menyederhanakan pencatatan data. Bentuk dan isinya disesuaikan dengan kebutuhan maupun
kondisi kerja yang ada. Untuk mempermudah proses pengumpulan data maka perlu dibuat
suatu lembar isian (check sheet), dengan memperhatikan hal-hal sebagai berikut :
a) Maksud pembuatan harus jelas
Dalam hal ini harus diketahui informasi yang jelas dan apakah data yang nantinya diperoleh
cukup lengkap sebagai dasar untuk mengambil tindakan atau tidak.
b) Stratifikasi harus sebaik mungkin
Dapat dipahami dan diisi serta memberikan data yang lengkap tentang apa yang ingin
diketahui.
c) Dapat diisi dengan cepat, mudah dan secara otomatis bisa segera diananlisa. Jika perlu
dicantumkan gambar dan produk yang akan di check.
Tujuan pembuatan lembar pengecekan adalah menjamin bahwa data dikumpulkan
secara teliti dan akurat oleh karyawan operasional untuk diadakan pengendalian proses dan
penyelesaian masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan
dianalisis secara cepat dan mudah. Lembar pengecekan ini memiliki beberapa bentuk
kesalahanjumlah.
Ada beberapa jeNis lembar isian yang dikenal dan dipergunakan untuk keperluan
pengumpulan data, ayitu antara lain: Production Process Distribution Check Sheet. Lembar
isian jenis ini dipergunakan untuk mengumpulkan data yang berasal dari proses produksi atau

proses kerja lainnya. Out-put kerja sesuai dengan klasifikasi yang telah ditetapkan untuk
dimasukkan dalam lembar kerja, sehingga akhirnya akan dapat diperoleh pola distribusi yang
terjadi. Seperti halnya dengan histogram, maka bentuk distribusi data berdasarkan frekuensi
kejadian yang diamati akan menunjukkan karakteristik proses yang terjadi.
4. Fish Bone Diagram
Istilah lain dari Fishbone Diagram adalah Diagram Ishikawa, dikembangkan oleh
Kaoru Ishikawa seorang pakar kendali mutu. Sering kali disebut sebagai fishbone diagram
dikarenakan bentuknya yang menyerupai tulang ikan. Fishbone Diagram lahir karena adanya
kebutuhan akan peningkatan mutu atau kualitas dari barang yang dihasilkan. Seringkali
dalam suatu proses produksi dirasakan hasil akhir yang diperoleh tidak sesuai dengan
ekspektasi, misalnya: barang cacat terjadi lebih dari yang ditetapkan, hasil penjualan sedikit,
mutu barang kompetitor lebih baik dari barang kita, nasabah lebih memilih produk
kompetitor kompetitor , dan lain-lain. Dari sinilah timbul pemikiran untuk melakukan analisa
dan evaluasi terhadap proses yang sudah terjadi dalam rangka untuk memperbaiki mutu.
Fishbone Diagram merupakan salah satu alat pengendali mutu yang fungsinya untuk
mendeteksi permasalahan yang terjadi dalam suatu proses industri.
Fishbone Diagram dalam penerapannya digunakan untuk mengidentifikasi faktor-
faktor yang menjadi penyebab permasalahan. Diagram ini sangat praktis dilakukan dan dapat
mengarahkan satu tim untuk terus menggali sehingga menemukan penyebab utama atau Akar
suatu permasalahan. Akar ”penyebab ” terjadinya masalah ini memiliki beragam variabel
yang berpotensi menyebabkan munculnya permasalahan.
Fishbone Diagram sering juga disebut sebagai diagram Sebab Akibat. Dimana dalam
menerapkan diagram ini mengandung langkah-langkah sebagai berikut:
1. Menyiapkan sesi sebab-akibat
2. Mengidentifikasi akibat
3. Mengidentifikasi berbagai kategori.
4. Menemukan sebab-sebab potensial dengan cara sumbang saran.
5. Mengkaji kembali setiap kategori sebab utama
6. Mencapai kesepakatan atas sebab-sebab yang paling mungkin
Penggunaan diagram tulang ikan ini ternyata memiliki manfaat yang lain yaitu bermanfaat
sebagai perangkat proses belajar diri, pedoman untuk diskusi, pencarian penyebab
permasalahan, pengumpulan data, penentuan taraf teknologi, penggunaan dalam berbagai hal
dan penanganan yang kompleks.
Apabila “masalah” dan “penyebab” sudah diketahui secara pasti, maka tindakan
(action) dan langkah perbaikan akan lebih mudah dilakukan. Dengan diagram ini, semuanya
menjadi lebih jelas dan memungkinkan kita untuk dapat melihat semua kemungkinan
“penyebab” dan mencari “akar” permasalahan sebenarnya. Jadi sangat jelas bahwa Fishbone
Diagram ini akan menunjukkan dan mengajarkan kita untuk melihat “ke dalam” dengan
bertanya tentang permasalahan yang sedang terjadi dan menemukan solusinya dari dalam
juga.
Penyelesaian masalah melalui fishbone dapat dilakukan secara individu top
manajemen maupun dengan kerja tim. Seperti dengan cara mengumpulkan beberapa orang
yang mempunyai pengalaman dan keahlian memadai menyangkut problem yang terjadi.
Semua anggota tim memberikan pandangan dan pendapat dalam mengidentifikasi semua
pertimbangan mengapa masalah tersebut terjadi. Kebersamaan sangat diperlukan di sini, juga
kebebasan memberikan pendapat dan pandangan setiap individu. Ini tentu bisa dimaklumi,
manusia mempunyai keterbatasan dan untuk mencapai hasil maksimal diperlukan kerjasama
kelompok yang tangguh.
Analisa tulang ikan dipakai jika ada perlu untuk mengkategorikan berbagai sebab
potensial dari satu masalah atau pokok persoalan dengan cara yang mudah dimengerti dan
rapi. Juga alat ini membantu kita dalam menganalisis apa yang sesungguhnya terjadi dalam
proses. Yaitu dengan cara memecah proses menjadi sejumlah kategori yang berkaitan dengan
proses, mencakup manusia, material, mesin, prosedur, kebijakan dan sebagainya.
5. Brain storming
Brainstorming digunakan untuk mengetahui apa akar penyebab terjadinya masalah.
Brainstorming adalah cara untuk memacu pemikiran yang kreatif guna mengumpulkan ide-
ide dari suatu kelompok dalam waktu yang relatif singkat terutama untuk pemecahan
masalah.
Beberapa gagasan untuk meningkatkan hasil teknik ini adalah:
1. keaMasalah harus spesifik. Jika masalah terlalu luas, maka masalah tersebut harus dipilah
menjadi beberapa masalah kecil.
2. Peserta curah pendapat/brainstorming harus diseleksi dengan hati-hati. Orang dengan hlian
dalam bidang ini maupun yang tidak berpengetahuan sama sekali harus dilibatkan.
3. Jumlah peserta yang tepat untuk brainstorming adalah 820 orang. Kelompok tersebut harus
cukup besar untuk menghasilkan gagasan-gagasan tapi tidak terlalu besar untuk dikelola.
Sebelum sesi dimulai pertama-tama peserta diberi briefing mengenai masalah yang
akan dibrainstormingkan. Sesi yang sesungguhnya harus dilakukan dengan minimal 4 aturan
dasar brainstorming dengan bantuan fasilitator. Aturan dasar tersebut:
a. Tidak ada kritik ataupun kecaman.
b. Mendorong pemikiran yang tidak terbatas.
c. Cari sebanyak mungkin gagasan dari banyak orang.
d. Gabungkan gagasan yang ditawarkan oleh orang yang berbeda-beda.
Keunggulan teknik ini adalah:
1) Menciptakan kesempatan seluas-luasnya bagi ide-ide kreatif.
2) Memfasilitasi lingkungan dimana para individu merasa tidak terancam.
3) Dapat membuka jalan baru untuk memecahkan masalah-masalah lama.
Kelemahan dari teknik ini antara lain:
1) Ada kemungkinan sulit untuk menunjukkan masalah.
2) Keengganan berpartisipasi/takut akan celaan atau komentar yang negatif.
3) Kecaman selama sesi berlangsung.
4) Penghindaran masalah memerlukan judgment nilai.
5) Kesulitan dalam memilih macam masalah.
Ide-ide yang telah terkumpul dari brainstorming sering digunakan pada piranti lain
guna analisis selanjutnya.
Brain storming tidak sama dengan stratifikasi, stratifikasi lebih dekat disamakan
dengan data histogram tapi tidak sama secara keseluruhan.
6. Grafik dan Peta Kendali (Control Chart)
Control Chart adalah grafik yang digunakan untuk mengkaji perubahan proses dari
waktu ke waktu. Merupakan salah satu alat atau tools dalam pengendalian proses secara
statististik yang sering kita kenal dengan SPC (Statistical Process Control), ada juga yang
menyebutnya dengan Seven Tools. Pembuatan control chart dalam SPC bertujuan untuk
mengidentifikasi setiap kondisi didalam proses yang tidak terkendali secara statistik (out of
control) karena pengendaliannya terhadap proses maka control chart termasuk ke dalam
aktivitas on line quality control.
Dalam proses pembuatan control chart sangat penting memperhatikan jenis data yang
kita miliki untuk menentukan jenis control chart yang tetap, sehingga dapat memberikan
informasi yang tetap terhadap kinerja proses. Kesalahan pemilihan jenis control chart dapat
berakibat fatal, karena tidak ada informasi yang bisa tarik dari data yang sudah dikumpulkan
bahkan dapat memberikan gambaran yang salah terhadap kinerja proses.
Ciri khas dari control chart baik untuk dapat variabel maupun atribute selalu di batas
oleh batas kendali atas ( Upper Control Limit) dan batas kendali bawah (Lower Control
Limit). Peta kendali X-bar R sebenarnya lebih baik digunakan dari pada X-bar S karena
dalam menggambarkan variasi yang terjadi didalam sample dari setiap sub group, sedangkan
dalam X-bar R hanya menunjukan rentang nilai sample dalam masing-masing sub grup.
P Chart digunakan untuk pengendalian proporsi produksi cacat, ukuran sample yang
dalam pembuatan P chart dapat berbeda antara suatu sub group dengan sub group yang
lainnya. Sedikit berbeda dengan NP chart, digunakan untuk memonitor jumlah produk cacat
dan ukuran sample sub group datanya harus sama. P Charta dan NP chart dapat di dekati
dengan distribusi binomial dalam perhitungannya.
Jika yang ingin kita kembalikan kecacatan dari suatu produk, maka control chart yang
dapat digunakan C chart dan U chart. Untuk pengendalian terhadap jenis cacat maka harus
menggunakan C chart, sedangkan U Chart digunakan untuk pengendalian terhadap jumlah
cacat per unit. Kedua peta kendali ini, dalam perhitungan capability proses di dekati dengan
distribusi Poisson
DAFTAR PUSTAKA
Drs. M. N. Nasution, M. Sc, Manajemen Mutu Terpadu (Total Quality Management),
(Bogor : Ghalia Indonesia, 2005)
Edward Sallis, Total Quality Management in Education (Manajemen Mutu Terpadu),
(Yogyakarta : IRcCiSoD, 2010)
Fandy Tjipto, Prinsip-Prinsip Total Quality Service, (Yogyakarta : CV. Andi Offset,
2005)
http://rizkypage.blogspot.com/2010/12/mengenal-alat-dan-teknik peningkatan.html
Related Documents











