Laporan Kerja Praktek BAB I PENDAHULUAN 1.1 Latar belakang Kereta api adalah sarana transportasi berupa kendaraan dengan tenaga gerak, baik berjalan sendiri maupun dirangkaikan dengan kendaraan lainya yang bergerak di atas rel, kereta api merupakan alat transportasi massal yang umumnya terdiri dari lokomotif (kendaraan dengan tenaga gerak pada rel) dan rangkaian gerbong. Rangkaian kereta atau gerbong tersebut berukuran relatif luas sehingga mampu mengangkut penumpang maupun barang dengan jumlah yang banyak. Dengan kelebihan tersebut banyak negara maupun perusahaan yang memanfaatkan kereta api sebagai alat transportasi utama angkutan darat, baik dalam kota, antarkota, maupun antar negara. Jalan rel kereta api (Railroad Tracks) atau biasa disebut dengan rel kereta api, merupakan prasarana utama dalam perkeretaapian dan menjadi ciri khas mode transportasi kereta api, karena rangkaian kereta api hanya dapat melintas di atas jalan yang dibuat secara khusus. Rel inilah yang memandu rangkaian kereta api bergerak dari satu tempat ke tempat yang lain. PT.PINDAD (Persero) 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Laporan Kerja Praktek
BAB I
PENDAHULUAN
1.1 Latar belakang
Kereta api adalah sarana transportasi berupa
kendaraan dengan tenaga gerak, baik berjalan
sendiri maupun dirangkaikan dengan kendaraan
lainya yang bergerak di atas rel, kereta api
merupakan alat transportasi massal yang umumnya
terdiri dari lokomotif (kendaraan dengan tenaga
gerak pada rel) dan rangkaian gerbong. Rangkaian
kereta atau gerbong tersebut berukuran relatif
luas sehingga mampu mengangkut penumpang maupun
barang dengan jumlah yang banyak. Dengan kelebihan
tersebut banyak negara maupun perusahaan yang
memanfaatkan kereta api sebagai alat transportasi
utama angkutan darat, baik dalam kota, antarkota,
maupun antar negara.
Jalan rel kereta api (Railroad Tracks) atau biasa
disebut dengan rel kereta api, merupakan prasarana
utama dalam perkeretaapian dan menjadi ciri khas
mode transportasi kereta api, karena rangkaian
kereta api hanya dapat melintas di atas jalan yang
dibuat secara khusus. Rel inilah yang memandu
rangkaian kereta api bergerak dari satu tempat ke
tempat yang lain.
PT.PINDAD (Persero) 1

Laporan Kerja Praktek
Rel sebagai jalan untuk lewat kereta api yang
terdiri atas sepasang batang rel yang disusun
secara paralel dengan jarak yang konstan (tetap)
antara kedua sisinya, batang rel tersebut ditambat
(diikat) pada bantalan yang disusun secara
melintang terhadap batang rel dengan jarak yang
rapat, untuk menjaga agar rel tidak bergeser atau
renggang.
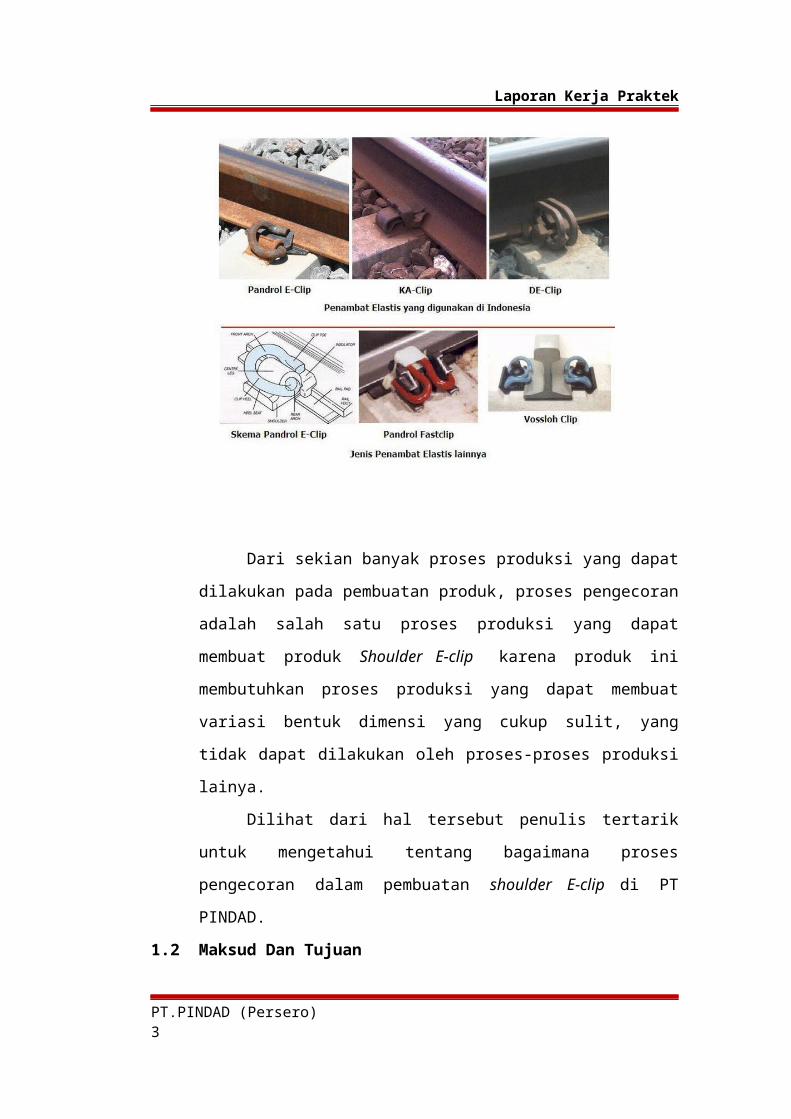
Oleh karena itu dibuatlah sebuah penambat
fungsi untuk menambat/mengaitkan batang rel dengan
bantalan yang menjadi tumpuan batang rel tersebut,
agar batang rel tetap menyatu pada bantalannya dan
menjaga kelebaran trek (track gauge).
PT.PINDAD (Persero) 2
Laporan Kerja Praktek
Dari sekian banyak proses produksi yang dapat
dilakukan pada pembuatan produk, proses pengecoran
adalah salah satu proses produksi yang dapat
membuat produk Shoulder E-clip karena produk ini
membutuhkan proses produksi yang dapat membuat
variasi bentuk dimensi yang cukup sulit, yang
tidak dapat dilakukan oleh proses-proses produksi
lainya.
Dilihat dari hal tersebut penulis tertarik
untuk mengetahui tentang bagaimana proses
pengecoran dalam pembuatan shoulder E-clip di PT
PINDAD.
1.2 Maksud Dan Tujuan
PT.PINDAD (Persero) 3
Laporan Kerja Praktek
Adapun maksud dan tujuan dari pengamatan ini
adalah untuk mengetahui bagaimana rangkaian proses
pengecoran atau casting dari pembuatan produk
SHOULDER E-CLIP di PT. PINDAD dengan jenis material
FCD 500.
1.3 Batasan Masalah
Penelitian ini akan dibatasi dimana penulisan
laporan hanya menitik beratkan pada rangkaian
proses pengecoran pembuatan SHOULDER E-CLIP di PT.
PINDAD dengan jenis material FCD 500.
1.4 Metodologi Penelitian
Metoda penelitian yang digunakan dalam
penulisan laporan Kerja Praktek ini adalah :
1. Observasi Lapangan
Langsung terjun ke lapangan/industri untuk
melihat ataupun mengamati bagaimana rangkaian
proses pengecoran Shoulder E-Clip dengan jenis
material FCD 500. Sehingga mahasiswa dapat
melihat, mengetahui dan meneliti tentang
kecocokan ilmu yang didapat pada perkuliahan
sebelumnya, selain itu mahasiswa diharapkan
secara langsung penerapan ilmu/teori material
yang sebenarnya.
2. Interview (wawancara)PT.PINDAD (Persero) 4

Laporan Kerja Praktek
Penulis melakukan tanya jawab seputar proses
pengecoran shoulder E-clip , mengenai bahan dasar
material pengecoran, komposisi kimia, dan sifat
mekanik. baik kepada engineer yang merancang,
engineer yang mengawasi kualitas dan mutu
pengecoran ataupun orang-orang yang mempunyai
hubungan langsung dengan pembuatan produk yang
diamati.
3. Studi Pustaka
Selain kedua cara diatas, penulis melakukan
studi kepustakaan dengan mempelajari literatur-
literatur yang berhubungan dengan pokok bahasan
yang dihadapi, baik literatur yang didapat dari
buku perkuliahan, maupun literatur yang didapat
di internet.
1.5 Sistematika Penulisan
Didalam penulisan laporan ini, terbagi menjadi
5 bab. Dengan sistematika penyajian sebagai
berikut :
Bab I Pendahuluan
Bab ini berisikan tentang latar belakang
pengamatan,maksud dan tujuan pengamatan,
PT.PINDAD (Persero) 5

Laporan Kerja Praktek
batasan masalah, metodologi penelitian, dan
sistematika penulisan laporan.
Bab II Teori Dasar
Bab ini berisi tentang teori – teori yang
berhubungan dengan proses pengecoran
shoulder E-clip.
Bab III Proses pengecoran
Berisi tentang tahapan proses pengecoran,
juga peralatan dan bahan yang digunakan
pada proses pengecoran tersebut.
Bab IV Analisa
Pada bab ini berisi tentang analisa hasil
dari proses pengecoran produk yang
dilakukan.
Bab V Kesimpulan
Bab ini berisi tentang kesimpulan dari
proses pengecoran produk shoulder E-clip.
PT.PINDAD (Persero) 6
Laporan Kerja Praktek
BAB II
TEORI DASAR
2.1 Proses Pengecoran
Proses pengecoran merupakan suatu proses
produksi, dimana pembuatan produk dilakukan dengan
cara meleburkan logam cair dan menuangkanya kedalam
cetakan yang sudah di bentuk sedemikian rupa sesuai
dengan hasil jadi produk yang diinginkan kemudian
dibiarkan mendingin dan membeku. Logam cair akan
dituangkan kedalam rongga-rongga cetakan yang
memiliki rongga sesuai dengan bentuk yang
diinginkan, lalu setelah rongga-rongga cetakan
seluruhnya terpenuhi, dan logam cair kembali ke
bentuk padat, selanjutnya cetakan dapat
disingkirkan dengan kata lain dibongkar dari
cetakannya dan hasil produk pengecoran dapat
dikeluarkan, untuk dilanjutkan menjalani proses
sekunder atau finishing.
PT.PINDAD (Persero) 7

Laporan Kerja Praktek
Gambar 2.1 Proses pengecoran
Proses pengecoran merupakan salah satu proses
produksi yang sangat tua selain itu memiliki
kelebihan diantaranya sebagai berikut :
Waktu produksi lebih cepat terutama pada
produksi massal
Dapat membuat produk dalam bentuk yang
sulit yang tidak bisa dibuat dengan
proses pemesinan
Biaya produksi termasuk rendah
Membuat produk dengan dimensi yang besar
PT.PINDAD (Persero) 8

Laporan Kerja Praktek
Selain dari kelebihan tersebut ada pula
keterbatasan dari proses pengecoran diantaranya
sebagai berikut :
Membutuhkan tenaga ahli
Sifat bahan dari produk tidak seragam
Sifat-sifat bahan terbatas
Membutuhkan energi panas yang tinggi
Membutuhkan peralatan yang cukup banyak
Tingkatan proses yang rumit.
Pada proses pengecoran terdapat komponen-komponen
utama untuk mendukung terjadinya proses pengecoran
tersebut diantaranya yaitu :
Bahan baku (logam yang akan dicairkan)
Cetakan (die)
Pola
Inti (core)
Dimana penjelasan dari komponen-komponen utama pada
proses pengecoran tersebut akan dijelaskan pada sub
bab berikutnya.
PT.PINDAD (Persero) 9
Laporan Kerja Praktek
2.2 Bahan Baku atau Material Pengecoran
Proses produksi pengecoran, seperti yang kita
ketahui membutuhkan material atau bahan baku yang
nantinya akan dilebur atau dicairkan untuk
dituangkan kedalam cetakan yang sudah disesuaikan
menyerupai dengan dimensi dan bentuk produk yang
di inginkan sebagai material yang mengisi rongga-
rongga dari cetakan tersebut.
Jenis material yang dapat kita gunakan sebagai
bahan baku atau material pengecoran kita ketahui
cukup banyak, untuk memudahkan mengamati material
pengecoran maka penulis akan menitik beratkan pada
jenis logam yang akan diamati pada proses yang akan
dilakukan yaitu pada besi cor.
Besi cor adalah salah satu paduan dari logam ferro
dengan kandungan besi, karbon, silikon, fosfor,
mangan dan belerang. Besi cor mempunyai titik lebur
yang tidak terlalu tinggi yaitu sebesar 1536 oC
(besi murni) sampai suhu eutektik sebesar 1150 oC,
jadi pada suhu 1200 oC besi cor sudah benar-benar
cair. Sebagian besar besi cor mengandung karbon 2,0
% sampai 4,5 % dan terdiri dari paduan lainnya yang
ditambahkan ke besi cor. Karbon mempunyai efek yang
sangat besar terhadap struktur dan propertis dari
besi cor, hal ini dapat kita lihat pada diagram
keseimbangan Fe-FeC, apabila kandungan karbon dari
PT.PINDAD (Persero) 10
Laporan Kerja Praktek
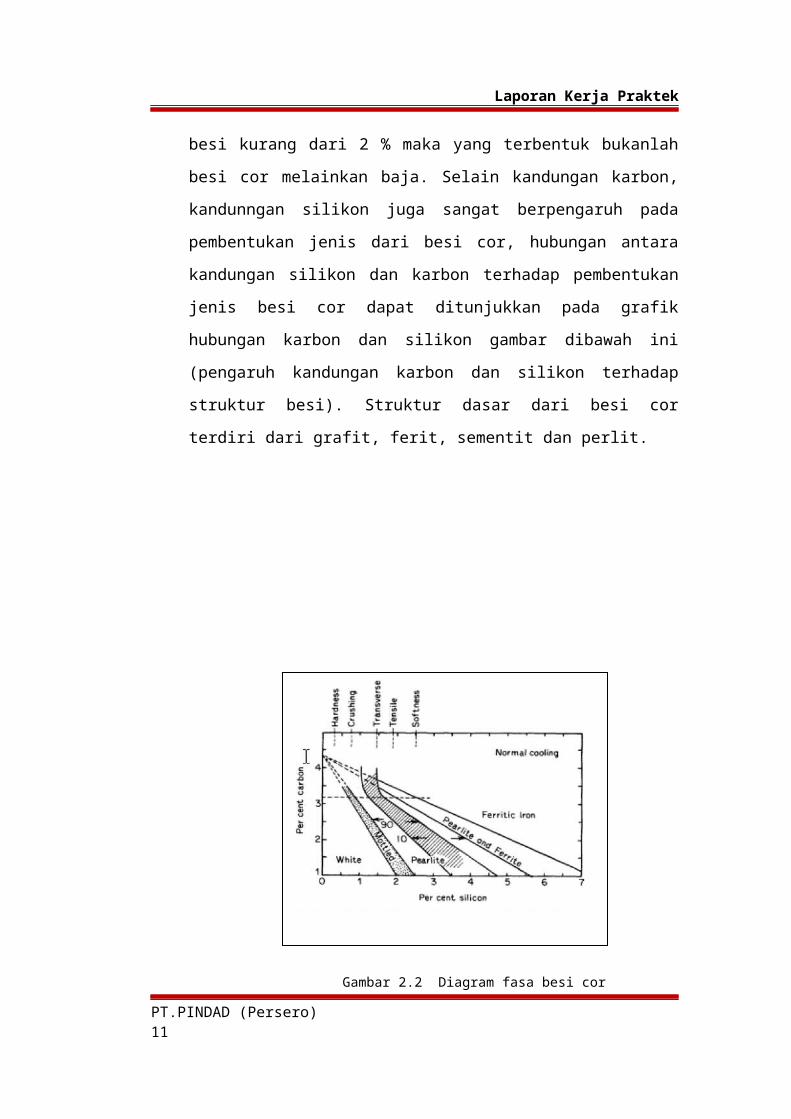
besi kurang dari 2 % maka yang terbentuk bukanlah
besi cor melainkan baja. Selain kandungan karbon,
kandunngan silikon juga sangat berpengaruh pada
pembentukan jenis dari besi cor, hubungan antara
kandungan silikon dan karbon terhadap pembentukan
jenis besi cor dapat ditunjukkan pada grafik
hubungan karbon dan silikon gambar dibawah ini
(pengaruh kandungan karbon dan silikon terhadap
struktur besi). Struktur dasar dari besi cor
terdiri dari grafit, ferit, sementit dan perlit.
Gambar 2.2 Diagram fasa besi cor
PT.PINDAD (Persero) 11

Laporan Kerja Praktek
Penggolongan bahan baku atau material pengecoran
yang jelas dapat dilihat pada bagan dibawah ini
Gambar 2.3 Penggolongan bahan coran
Besi cor
Besi cor adalah paduan besi yang
mengandung karbon, silikon, mangan, fosfor
dan belerang. Besi cor ini secara umum
digolongkan menjadi empat macam yaitu : besi
cor putih, besi cor kelabu, besi cor nodular
dan besi cor maliable. Struktu mikro dari
besi cor terdiri dari ferrit atau pearlit dan
PT.PINDAD (Persero) 12
Coran besi cor
besi cor nodular
besi cor kelabu
besi cor mampu tempa
besi cor putih (white cast iron)

Laporan Kerja Praktek
serpih karbon bebas yang membentuk grafit.
Karbon bebas dan keadaan struktur dasar
berubah sesuai dengan mutu.
Besi cor merupakan paduan Besi-Karbon
dengan kandungan C di atas 2% (pada umumnya
sampai dengan 4%). Paduan ini memiliki sifat
mampu cor yang sangat baik namun memiliki
elongasi yang relatif rendah. Oleh karenanya
proses pengerjaan bahan ini tidak dapat
dilakukan melalui proses pembentukan,
melainkan melalui proses pemotongan
(pemesinan) maupun pengecoran.
Dari warna patahan, dapat dibedakan 3
jenis besi cor yaitu besi cor putih yang
terdiri dari struktur ledeburit (coran
keras), struktur campuran antara perlit
dengan ledeburit yang disebut besi cor
meliert dan struktur selain perlit dan atau
ferit serta ledeburit masih terdapat sejumlah
unsur karbon dalam bentuk koloni grafit yang
disebut besi cor kelabu.
Jenis dari ketiga besi cor tersebut
sangat tergantung dari kandungan dan
komposisi antara C dan Si serta laju
pendinginannya, dimana laju pendinginan yang
tinggi akan menghasilkan struktur besi cor
PT.PINDAD (Persero) 13
Laporan Kerja Praktek
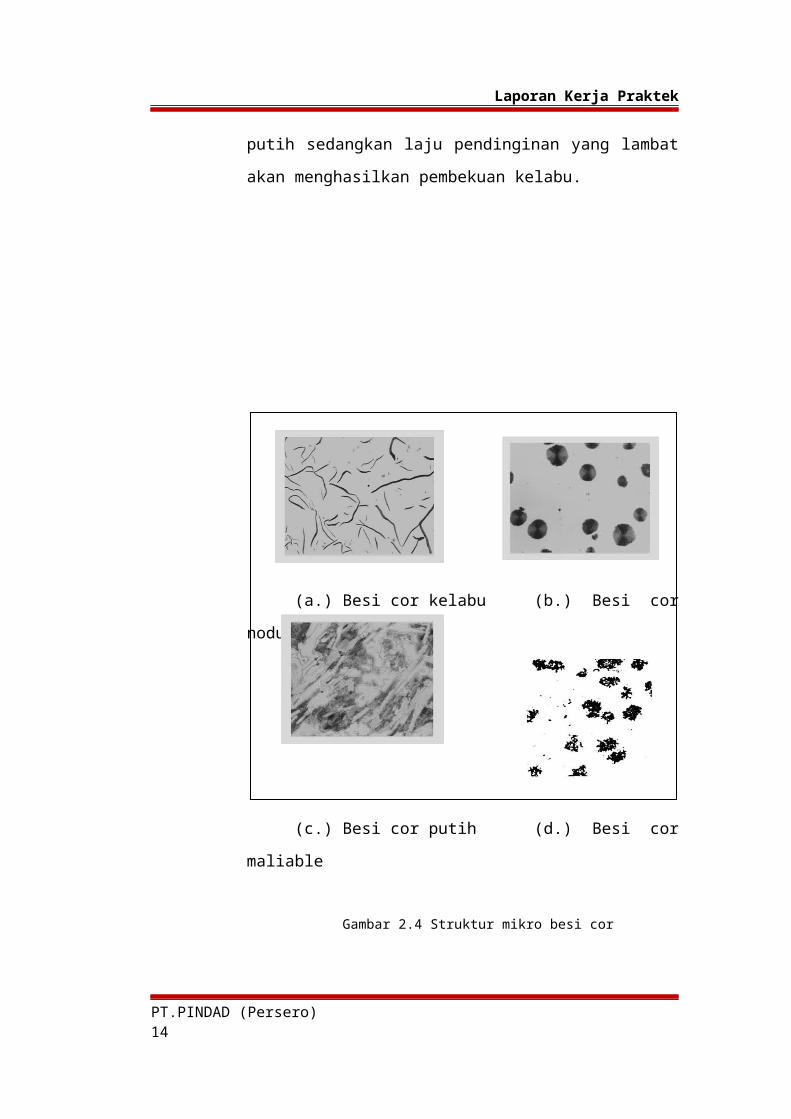
putih sedangkan laju pendinginan yang lambat
akan menghasilkan pembekuan kelabu.
(a.) Besi cor kelabu (b.) Besi cor
nodular
(c.) Besi cor putih (d.) Besi cor
maliable
Gambar 2.4 Struktur mikro besi cor
PT.PINDAD (Persero) 14

Laporan Kerja Praktek
Besi cor nodular
Grafit yang terdapat di dalam
logam berbentuk bulatan sehingga
disebut besi cor nodular, hal ini
terjadi bila ditambahkan magnesium
pada cairan besi cor. Dibandingkan
dengan grafit yang mempunyai bentuk
serpih seperti daun, grafit berbentuk
bulat atau mempunyai derajat
konsentrasi tegangan yang sangat
kecil, sehingga kekuatan besi cor
menjadi lebih baik, dimana sifat besi
cor nodular mempunyai keuletan yang
baik, ketahanan korosi dan ketahanan
panas yang baik.
Besi cor nodular memiliki
komposisi unsur yang sama dengan besi
cor kelabu. Unsur tersebut yaitu
karbon dan silikon, perbedaan besi
cor nodular dan kelabu terletak pada
bentuk grafit (untuk menghasilkan
bentuk grafit yang berbeda, digunakan
proses yang berbeda pula) Pembulatan
grafit dicapai karena ditambahkan
unsur Magnesium (Mg) dan Cerium (Ce).
PT.PINDAD (Persero) 15
Laporan Kerja Praktek
Besi cor nodular merupakan
material yang banyak digunakan pada
industri otomotif dan komponen-
komponen mesin pada industri untuk
menggantikan peran baja, karena
memiliki sifat mampu cor yang baik,
kekuatan dan keuletan yang tinggi dan
sifat mampu mesin yang baik pula,
walaupun proses pengecoran
menghasilkan produk dengan bentuk dan
ukuran yang mendekati sebenarnya,
namun proses permesinan kadang
diperlukan pada tahapan akhir
pembuatan produk.
Besi cor kelabu
Adalah besi cor dengan kadar
silikon yang tinggi (>2% Si)
membentuk grafit dengan mudah
sehingga Fe3C tidak terbentuk. Karbon
di dalam besi cor berbentuk lamel-
lamel grafit pada waktu pembekuan,
lamel-lamel itu berbentuk dedaunan,
dan patahan dari suatu besi terlihat
lamel-lamel grafit yang kecil memberi
warna patahan kelabu, maka disebut
PT.PINDAD (Persero) 16
Laporan Kerja Praktek
besi cor kelabu, besi cor kelabu
sangat rendah keuletannya karena
adanya serpihan karbon, akan tetapi
dengan adanya serpih-serpih ini besi
cor kelabu merupakan peredam getaran
yang baik.
Dimana perilaku besi cor kelabu
terhadap beban dinamis tidak banyak
diteliti. Informasi yang terbatas
tersebut menyebabkan sebagaimana
dikutip dari ASM Handbook (1990) besi
cor kelabu lazimnya tidak dikenakan
beban dinamis, atau apabila ada maka
besarnya beban yang bekerja tidak
boleh lebih dari 25% kekuatan
tariknya.
Keberadaan grafit pada besi cor
kelabu menyebabkan material ini tidak
memiliki daerah elastis yang linier,
grafit juga menyebabkan terdapatnya
bagian yang mengalami plastis
meskipun besi cor tersebut dibebani
oleh gaya yang rendah, hal ini
disebabkan karena pada ujung-ujung
grafit terjadi tegangan yang sangat
besar sebagai akibat adanya
PT.PINDAD (Persero) 17

Laporan Kerja Praktek
konsentrasi tegangan pada kenyataan
ini sangat menyulitkan untuk
menentukan seberapa besar regangan
elastis dan plastisnya.
Besi cor kelabu, besi cor dengan
kadar silikon yang tinggi (~2% Si)
membentuk grafit dengan mudah
sehingga Fe3C tidak terbentuk.
Serpihan grafit terbentuk dalam logam
sewaktu membeku. Bila logam kita
tarik bidang perpatahan terjadi dari
serpihan yang satu keserpihan lainnya
karena grafit yang menyerupai sangat
rapuh, jadi sebagian besar permukaan
perpatahan melintasi grafit sehingga
permukaan berwarna kelabu, oleh
karena itu di beri nama besi cor
kelabu.
Besi cor mampu tempa
Besi cor mampu tempa digolongkan
menjadi besi cor mampu tempa perapian
putih dan besi cor mampu tempa
perapian hitam. Besi cor perapian
putih mempunyai kandungan silikon
yang rendah dan belerang yang tinggi,
PT.PINDAD (Persero) 18

Laporan Kerja Praktek
besi cor perapian hitam mempunyai
kandungan silikon yang tinggi dan
belerang yang rendah.
Besi cor perapian putih dibuat
dengan proses penghilangan karbon
pada besi cor putih, sehingga
kulitnya berubah menjadi ferrit dan
struktur dalamnya terdiri dari matrik
perlit dengan karbon yang bulat, besi
cor perapian hitam dibuat dengan
melunakkan besi cor putih tetapi
sementit terurai menjadi ferit dan
grafit sehingga patahannya terlihat
hitam.
Besi cor putih (white cast iron)
Dengan kadar silikon yang rendah
dan kecepatan pendinginan yang
tinggi, karbon di dalam besi cor pada
waktu pembekuan tidak bisa dipisahkan
menjadi karbon bebas sehingga menjadi
grafit, dan bersenyawa dengan besi
yang disebut sementit. Permukaan
patahannya akan terlihat berwarna
putih karena adanya lamel-lamel
PT.PINDAD (Persero) 19

Laporan Kerja Praktek
grafit, sifat besi cor putih sangat
keras, getas, dan tahan aus.
2.3 Cetakan
Cetakan merupakan media untuk menampung logam
cair yang telah dilebur atau dicairkan kedalam
rongga-rongga cetakan yang sudah disesuaikan dengan
bentuk dan dimensi yang diinginkan dari hasil jadi
produk nanti. Cetakan terbagi menjadi 2 bagian
yaitu cope atau cetakan bagian atas dan drag untuk
cetakan bagian bawah.
Klasifikasi cetakan berdasarkan umur dari
cetakan dibagi 2 yaitu, cetakan sekali pakai
(expendable molds) dan cetakan permanent (permanent
molds) lalu untuk model cetakan pasir termasuk dalam
cetakan ini termasuk dalam expendable mold yang mana
disebut cetakan sekali pakai. Karena hanya bisa
digunakan satu kali pengecoran saja, setelah itu
cetakan tersebut dirusak saat pengambilan benda
coran. Sedangkan contoh untuk permanent mold adalah
cetakan logam, dimana material untuk cetakan yaitu
logam yang memiliki titik cair lebih tinggi
dibandingkan dengan material yang akan dituangkan
kedalam cetakan, dan bisa digunakan berulang-ulang
untuk proses selanjutnya.
PT.PINDAD (Persero) 20
Laporan Kerja Praktek
Gambar 2.5 Permanent mold casting
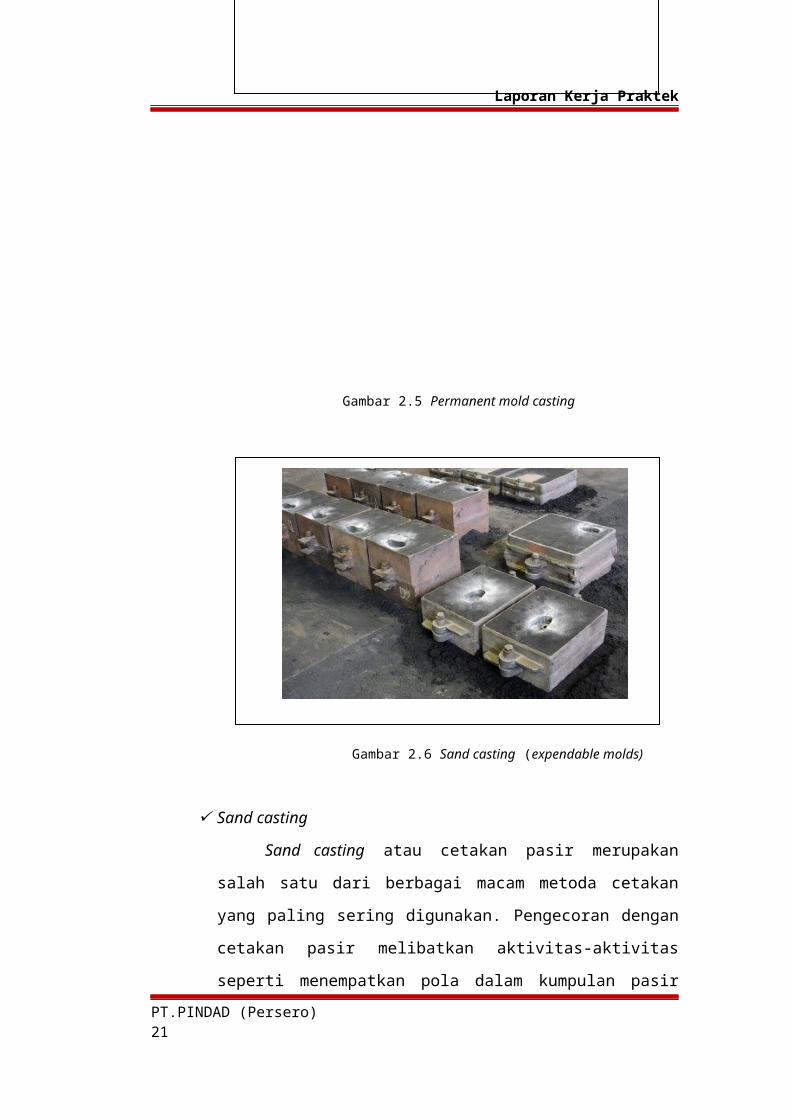
Gambar 2.6 Sand casting (expendable molds)
Sand casting
Sand casting atau cetakan pasir merupakan
salah satu dari berbagai macam metoda cetakan
yang paling sering digunakan. Pengecoran dengan
cetakan pasir melibatkan aktivitas-aktivitas
seperti menempatkan pola dalam kumpulan pasirPT.PINDAD (Persero) 21

Laporan Kerja Praktek
untuk membentuk rongga cetak, membuat sistem
saluran, mengisi rongga cetak dengan logam cair,
membiarkan logam cair membeku, lalu membongkar
cetakan yang berisi produk coran membersihkan
produk coran. Hingga sekarang, proses pengecoran
dengan cetakan pasir masih menjadi andalan
industri pengecoran terutam industri-industri
kecil. Cetakan pasir memiliki kelebihan
diantaranya seperti :
Dapat didaur ulang (ramah lingkungan)
Mudah ditemukan
Cocok untuk produksi massal
Biaya pembuatan cetakan rendah
Proses pendingan atau pembekuan logam
lambat
Selain kelebihan diatas cetakan pasir pun
memiliki kekurangan atau keterbatasan
diantaranya seperti :
Permukaan hasil coran kasar
Dimensi dan ukuran hasil coran kurang
akurat
Rangkaian pengujian pada pasir sangatlah
rumit untuk mendapatkan hasil coran yang
diinginkan
Beberapa contoh sifat-sifat yang harus dimiliki
oleh pasir cetak diantaranya yaitu :
PT.PINDAD (Persero) 22

Laporan Kerja Praktek
Memiliki sifat mampu bentuk
Memiliki kekuatan yang tinggi
Memliki permeabilitas yang baik
Distribusi ukuran pasir yang pas
Tahan terhadap temperatur tinggi
Memiliki pemuaian yang sangat
rendah
Memiliki daur ulang yang baik
Gambar 2.7 Pengecoran sand casting
PT.PINDAD (Persero) 23

Laporan Kerja Praktek
Gambar 2.8 Produk hasil sand casting
Klasifikasi cetakan pasir dibagi lagi
menjadi tiga bagian berdasarkan jenis pasir yang
digunakan, jenis-jenis cetakan pasir dapat
dilihat dibawah ini yaitu :
1. Cetakan pasir basah (green sand molds)
Cetakan pasir basah atau green sand
molds ini menggunakan pasir dengan kadar
air yang cukup tinggi sebagai bahan
dasar cetakanya, contoh cetakan pasir
basah diantaranya pasir pantai, dan
pasir gunung kedua macam pasir ini
memiliki kadar air yang relatif tinggi.
Gambar 2.9 Pengecoran cetakan pasir basah
PT.PINDAD (Persero) 24

Laporan Kerja Praktek
2. Cetakan kulit kering (skin dried molds)
Cetakan pasir ini menggunakan pasir
dengan kadar air yang cukup tinggi sama
seperti proses pembuatan cetakan pasir
basah hanya saja,sebelum dituangkan
logam cair terlebih dahulu permukaan
dalam cetakan yang akan bersinggungan
dengan pola dipanaskan atau
dikeringkan.atau bisa juga dilapisi
dengan bahan seperti minyak cat, molas,sagu atau bahan sejenis, permukaan harus
dikeringkan dengan tiupan udara atau
dengan pemanasan. Dimana permukaan
tersebut akan mengeras pada saat
dipanaskan oleh karena itu kekuatan
cetakan ini meningkat dan mampu untuk
diterapkan pada pengecoran produk-produk
yang besar.
3. Cetakan pasir kering (dry sand molds)
Cetakan pasir ini menggunakan pasir
dengan kadar air yang cukup rendah
sebagai bahan dasar cetakanya contoh
cetakan pasir kering diantaranya pasir
buatan dan pasir yang dikeringkan.
PT.PINDAD (Persero) 25
Laporan Kerja Praktek
Gambar 2.10 Pengecoran cetakan pasir
kering
Klasifikasi dari sand casting atau cetakan pasir
tidak hanya ke tiga contoh yang dijelaskan
diatas, melainkan ada pula klasifikasi cetakan
pasir berdasarkan cetakan pasir dengan bahan
pengikat, cetakan pasir tersebut diantaranya :
1. Cetakan lempung (loan molds)
Merupakan cetakan pasir dimana
cetakan pasir tersebut menggunakan bahan
pengikat lempung atau tanah liat untuk
melapisi kerangka cetakan yang terbuat
dari batu bata atau logam.
2. Cetakan furan (furan molds)
Merupakan cetakan pasir dimana
cetakan pasir tersebut ditambahkan bahanPT.PINDAD (Persero) 26

Laporan Kerja Praktek
pengikat berupa resin dan asam fosfor
yang berfungsi untuk mempercepat waktu
pengeringan.
3. Cetakan CO2
Cetakan menggunakan pasir yang bersih
dicampur dengan Natrium Silikat dan
dipadatkan dalam pola lalu dikeraskan
dengan dialiri gas CO2.
Pada setiap cetakan pada dasarnya memiliki bagian-
bagian utama yang harus ada yaitu antara lain
sebagai berikut :
1. Sprue
Sprue adalah bagian yang pertama
kali untuk mengalirkan logam cair
kedalam cetakan, bentuk dari sprue
biasanya berbentuk kerucut, karena
untuk menghindari adanya turbulensi
didalam cetakan. Turbulensi ini
harus dihindari karena gas – gas
akan terperangkap didalam cetakan
sehingga akan menyebabkan
porositas.
2. Runner
PT.PINDAD (Persero) 27

Laporan Kerja Praktek
Merupakan bagian yang berfungsi
mengalirkan aliran logam dari sprue
ke dalam cetakan ( mold ) atau core
( inti cetakan ). Bentuk gate
biasanya silinder dengan diameter
tertentu.
3. Raiser
Merupakan bagian yang berfungsi
untuk membuang gas gas yang
terjebak didalam cetakan sehingga
akan bebas dari porosity selain itu
juga untuk mengisi bagian logam
yang kekurangan logam cair akibat
dari penyusutan yang terjadi.
4. Gate
Merupakan bagian yang
menghubungkan riser dan core ( inti
).
PT.PINDAD (Persero) 28

Laporan Kerja Praktek
2.4 Pola
Pola adalah bentuk tiruan dari produk jadi yang
digunakan untuk membuat rongga-rongga pada cetakan
dari gambar teknik menuju produk yang akan dibuat.
Bahan dari pola biasanya bisa terbuat dari kayu,
logam, plasti dan lilin. Pemilihan material dari
pola tersebut disesuaikan dengan bentuk, ukuran
produk cor, akurasi dimensi, jumlah produk cor dan
jenis proses pengecoran yang digunakan.
PT.PINDAD (Persero) 29
Laporan Kerja Praktek
Gambar 2.11 Pola kayu
Untuk mendapatkan hasil coran yang baik, suatu
pola harus memenuhi syarat-syarat sebagai berikut
diantaranya :
Pembuatan pola harus mudah
Penentuan kedudukan inti agar dapat stabil
Bagaimana cara pembongkaran cetakan dengan
mudah
Penentuan arah cope & drag
Menetapkan tambahan ukuran untuk
mengantisipasi terjadinya penyusutan
Penentuan kemiringan pola
Pola harus mudah untuk dikeluarkan dari
cetakan.
Adapun beberapa jenis pola yang sering
digunakan pada proses pengecoran diantaranya
yaitu :
1. Pola tunggal
pola ini dibentuk serupa dengan
corannya, disamping itu kecuali
tambahan penyusutan, tambahan
penyelesain mesin dan kemiringan pola,
PT.PINDAD (Persero) 30

Laporan Kerja Praktek
kadang-kadang dibuat juga menjadi satu
dengan telapak inti.
Gambar 2.12 Pola tunggal
2. Pola belahan
Pola belahan yaitu dimana pola
terdiri dari dua buah bagian yang
terpisah sehingga akan diperoleh rongga
cetak dari masing-masing pola. Dengan
pola ini, bentuk produk yang dapat
dihasilkan bisa lebih rumit dari pola
tunggal.
PT.PINDAD (Persero) 31

Laporan Kerja Praktek
Gambar 2.13 Pola belahan
3. Pola setengah
Pola ini dibuat untuk coran dimana
cope & dragnya simetri terhadap
permukaan terpisah. cope & drag dicetak
hanya dengan setengah pola, sehingga
dapat menekan biaya dengan harga pola
setengah dari harga pola tunggal.
PT.PINDAD (Persero) 32

Laporan Kerja Praktek
Gambar 2.14 Pola setengah
4. Pola belahan banyak
Dalam hal ini pola dibagi menjadi
tiga belah atau lebih untuk memudahkan
penarikan dari cetakan dan untuk
penyederhanaan pemasangan inti. Pada
cetakan yang dibuat dengan pola ini
terkadang terjadi pergeseran sehingga
menyebabkan kesalahan ukuran.
Gambar 2.15 Pola belahan banyak
Dalam perencanaan pola untuk pengecoran
harus mempertimbangkan banyak faktor-faktor
diantaranya yaitu :PT.PINDAD (Persero) 33
Laporan Kerja Praktek
1. Penyusutan
Semua logam yang mendingin makan akan
mengalami penyusutan atau mengecil setiap
bahan logam derajat penyusutan ini tidak
sama tergantung dari jenis dan komposisi
material tersebut.
2. Sudut miring (Draft)
Pada waktu model ditarik dari cetakan
maka ada kecenderungan terjadinya
rontokan tepi rongga yang sebelumnya
kontak dengan model. Kecendrungan ini
dapat dihilangkan atau dikurangi dengan
menggunakan sudut miring pada sisi model
yang pararel dengan arah penarikan.
3. Kelebihan untuk permesinan (allowance for
machining)
Pada gambar teknik dicamtumkan tanda –
tanda pada semua permukaan yang
dikerjakan lanjut, terlebih pada produk
yang proses pengerjaan mulanyaadalah
pengecoran. Dari gambar pembuat model
akan mengetahui bentuk akhir dari produk,
hingga dapat menambahkan berapa besar
PT.PINDAD (Persero) 34

Laporan Kerja Praktek
tambahan / kelebihan yang harus diberikan
untuk proses lanjut.
4. Distorsi
Kompensasi / kelebihan untuk distorsi
hanya diberikan pada benda-benda tuangan
yang akan mengalami gangguan gerak dalam
melakukan penyusutan waktu pendinginan.
5. Goyangan
Pada waktu menarik model yang sering
dilakukan sedikit goyangan cetakan
sedikit kekiri dan kekanan, meskipun hal
ini sering dilakukan tanpa sengaja. Hal
ini cukup memberikan pembesaran pada
rongga cetakan yang kecil serta permukaan
hasil cetakan tidak dikerjakan lanjut,
maka hal ini perlu diperhitungkan dengan
sedikit memperkecil ukuran dari model
sesuai batas toleransi ukuran yang
diizinkan. PT.PINDAD (Persero) 35
Laporan Kerja Praktek
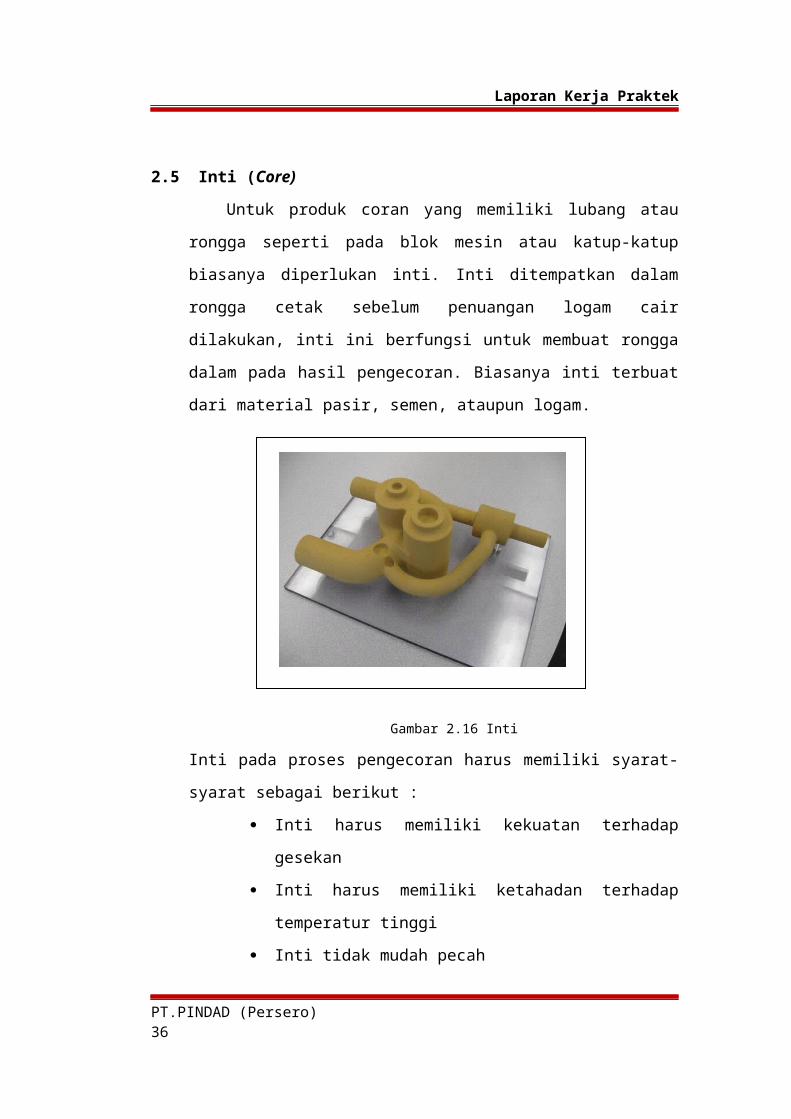
2.5 Inti (Core)
Untuk produk coran yang memiliki lubang atau
rongga seperti pada blok mesin atau katup-katup
biasanya diperlukan inti. Inti ditempatkan dalam
rongga cetak sebelum penuangan logam cair
dilakukan, inti ini berfungsi untuk membuat rongga
dalam pada hasil pengecoran. Biasanya inti terbuat
dari material pasir, semen, ataupun logam.
Gambar 2.16 Inti
Inti pada proses pengecoran harus memiliki syarat-
syarat sebagai berikut :
Inti harus memiliki kekuatan terhadap
gesekan
Inti harus memiliki ketahadan terhadap
temperatur tinggi
Inti tidak mudah pecah
PT.PINDAD (Persero) 36

Laporan Kerja Praktek
Agar inti tidak mudah tergeser pada saat
terjadinya proses pengecoran diperlukan dudukan
inti atau core prints, duduka inti ini pun memiliki
fungsi lain yaitu menyalurkan udara atau gas dari
cetakan yang keluar dari inti. Berdasarkan
bentuknya telapak inti dapat digolongkan menjadi :
A. Telapak inti mendatar bertumpu dua, dalm
hal ini inti dipasang mendatar dan ditumpu
pada kedua ujungnya.
Gambar 2.17 Telapak inti mendatar
PT.PINDAD (Persero) 37

Laporan Kerja Praktek
B. Telapak inti tegak bertumpu dua, inti
dipasang pada cup dan dragnya untuk
mencegah jatuhnya inti.
Gambar 2.18 Telapak inti dasar tegak
bertumpu dua
C. Telapak inti dasar tegak, inti dithan tegak
oleh telapak inti pada alasna yang cukup
menstabilkan inti.
PT.PINDAD (Persero) 38

Laporan Kerja Praktek
Gambar 2.19 Telapak inti dasar tegak
D. Telapak inti untuk penghalan (sebagian).
Pola ini tidak dapat ditarik kearah tegak
lurus pada permukaan pisah karena ada
tonjolan yang jauh dari permukaan pisah.
Gambar 2.20 Telapak inti sebagian
PT.PINDAD (Persero) 39

Laporan Kerja Praktek
2.6 Cara-Cara Pengecoran Khusus
1. Pengecoran Sentrifugal
Proses Pengecoran dilakukan dengan menuangkan
logam cair kedalam cetakan yang berputar
sehingga logam cair mengalir masuk kedalam
rongga cetakan akibat pengaruh gaya sentrifugal.
Dilihat dari proses pengecorannya maka yang
paling cocok adalah untuk pengecoran berbentuk
sillinder atau melingkar.
Gambar 2.21 Pengecoran Sentrifugal
Pengecoran sentrifugal mempunyai dua metoda
yang dapat digunakan yaitu metoda vertikal dan
horizontal, dimana kedua metoda tersebut
menentukan bagaiman posisi pengecoran
sentrifugal dilakukan dibawah ini adalah salah
satu contoh gambar dari kedua metoda tersebut.
PT.PINDAD (Persero) 40

Laporan Kerja Praktek
Gambar 2.22 Pengecoran sentrifugal (vertikal)
Gambar 2.23 Pengecoran Sentrifugal (horizontal)
2. Die Casting
PT.PINDAD (Persero) 41

Laporan Kerja Praktek
Dalam pengecoran die casting logam cair di paksa
masuk kedalam cetakan logam dengan memanfaatkan
tekanan dan temperatur tinggi dalam kecepatan
tinggi.
Proses ini biasanya di gunakan untuk produk-
produk dari logam-logam yang memiliki temperatur
cair rendah. Dengan die casting kita dapat
menghasilkan produk pengecoran dengan ketelitian
yang tinggi, produk yang tipis dan permukaan
coran yang halus dan rata.
Gambar 2.24 Pengecoran die casting
Rem merupakan salah satu komponen mesin
mekanik yang sangat vital keberadaannya, adanya
rem memberikan gaya gesek pada suatu massa yang
bergerak sehingga berkurang kecepatannya atau
berhenti. Pemakaian rem banyak ditemui padaPT.PINDAD (Persero) 42

Laporan Kerja Praktek
sistem mekanik yang kecepatan geraknya berubah-
ubah seperti pada roda kendaraan bermotor, poros
berputar, dan sebagainya. Berarti dapat
disimpulkan bahwa fungsi utama rem adalah untuk
menghentikan putaran poros, mengatur putaran
poros, dan juga mencegah putaran yang tidak
dikehendaki, efek pengereman secara mekanis
diperoleh dengan gesekan, dan secara listrik
dengan serbuk magnit, arus pusar, fasa yang
dibalik atau penukaran kutup, dan lain-lain.
2.7 Cacat-Cacat Pada Hasil Pengecoran
Pada setiap proses pengecoran untuk membuat
suatu produk, dapat terjadi berbagai macam cacat
tergantung pada bagaimana keadaanya, sedangkan
cacat-cacat tersebut boleh dikatakan jarang berbeda
menurut bahan dan macam coran.
Produksi dengan proses pengecoran harus melalui
banyak proses, dan dalam proses tersebut banyak
faktor-faktor yang menyebabkan cacat, sehingga
sulit untuk meyakinkan sebab-sebab dari cacat
tersebut. Dalam hal ini banyak pengalaman teknik
diperlukan untuk meyakinkan sebab-sebabnya. Untuk
itu teknik dan proses harus distandarkan
sebelumnya, kemudia perlu menemukan hubungan antara
cacat dan standar tersebut. Sebab-sebab cacat
PT.PINDAD (Persero) 43

Laporan Kerja Praktek
diamati dengan mempelajari apakah ada perbedaan
antara praktek dan standar.
Dibawah ini terdapat beberapa contoh cacat-cacat
pada hasil pengecoran yang sering terjadi.
1. Rongga udara (Porositas)
Ronngga udara adalah cacat yang paling
banyak terjadi dalam berbagai bentuk. Rongga
udara dapat muncul sebagai lubang pada
permukaan atau di dalam coran, terutama
sedikit di bawah permukaan yang merupakan
rongga-rongga bulat. Cacat ini disebabkan
oleh gas dari logam cair itu sendiri dan gas
yang disebabkan dari cetakan. Dibawah ini
digolongkan berbagai penyebab cacat rongga
udara
Logam cair yang dioksidasi
Tidak keringnya saluran cetakan
Temperatur penuangan yang rendah
Penuangan yang terlalu lambat
Cawan tuang dan sistem saluran yang
basah
Permeabilitas yang kurang sempurna
Tekanan di atas terlalu rendah
PT.PINDAD (Persero) 44
Laporan Kerja Praktek
Gambar 2.25 Porositas
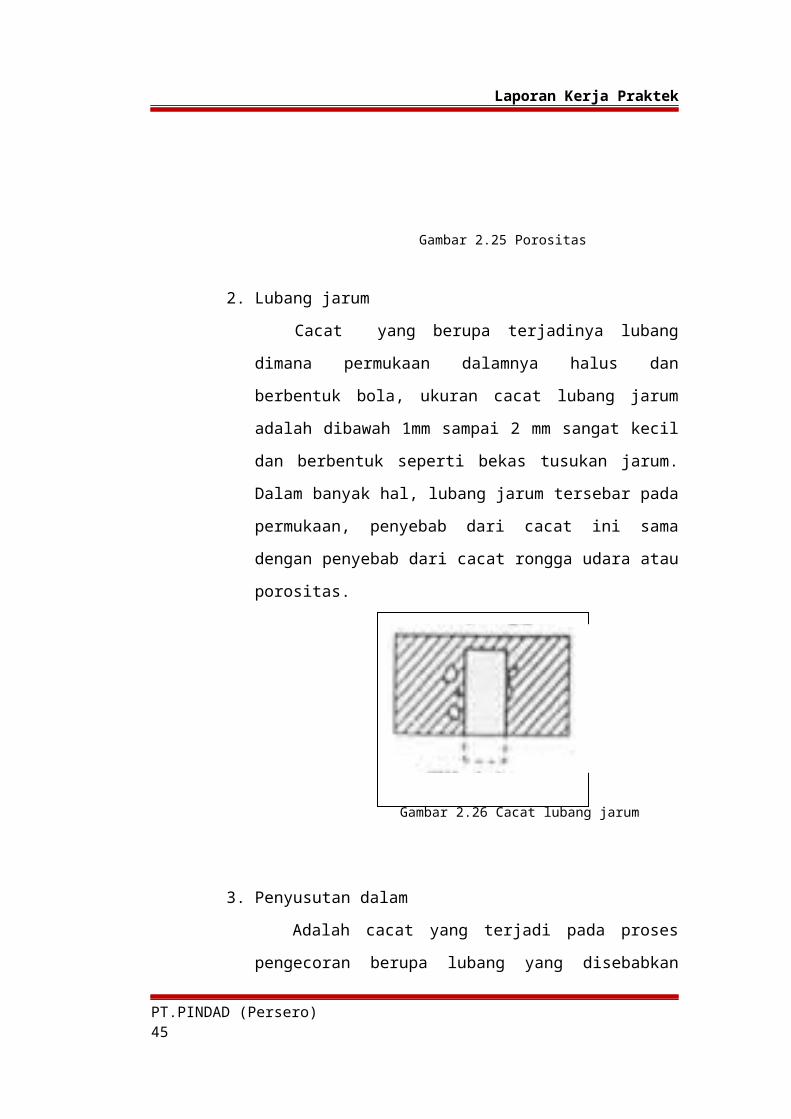
2. Lubang jarum
Cacat yang berupa terjadinya lubang
dimana permukaan dalamnya halus dan
berbentuk bola, ukuran cacat lubang jarum
adalah dibawah 1mm sampai 2 mm sangat kecil
dan berbentuk seperti bekas tusukan jarum.
Dalam banyak hal, lubang jarum tersebar pada
permukaan, penyebab dari cacat ini sama
dengan penyebab dari cacat rongga udara atau
porositas.
Gambar 2.26 Cacat lubang jarum
3. Penyusutan dalam
Adalah cacat yang terjadi pada proses
pengecoran berupa lubang yang disebabkan
PT.PINDAD (Persero) 45

Laporan Kerja Praktek
karena terjadinya penyusutan pada saat logam
membeku, dan cacat ini tidak tidak terlihat
pada permukaan, hal ini disebabkan karena
laju pembekuan yang tidak merata pada
seluruh bagianya atau karena penyesuain dari
bahan materialnya tidak sesuai dengan
standar yang ditentukan, temperatur
penuangan yang rendah, cetakan yang membesar
akibat adanya tekanan dari logam cair.
Gambar 2.27 Penyusutan dalam
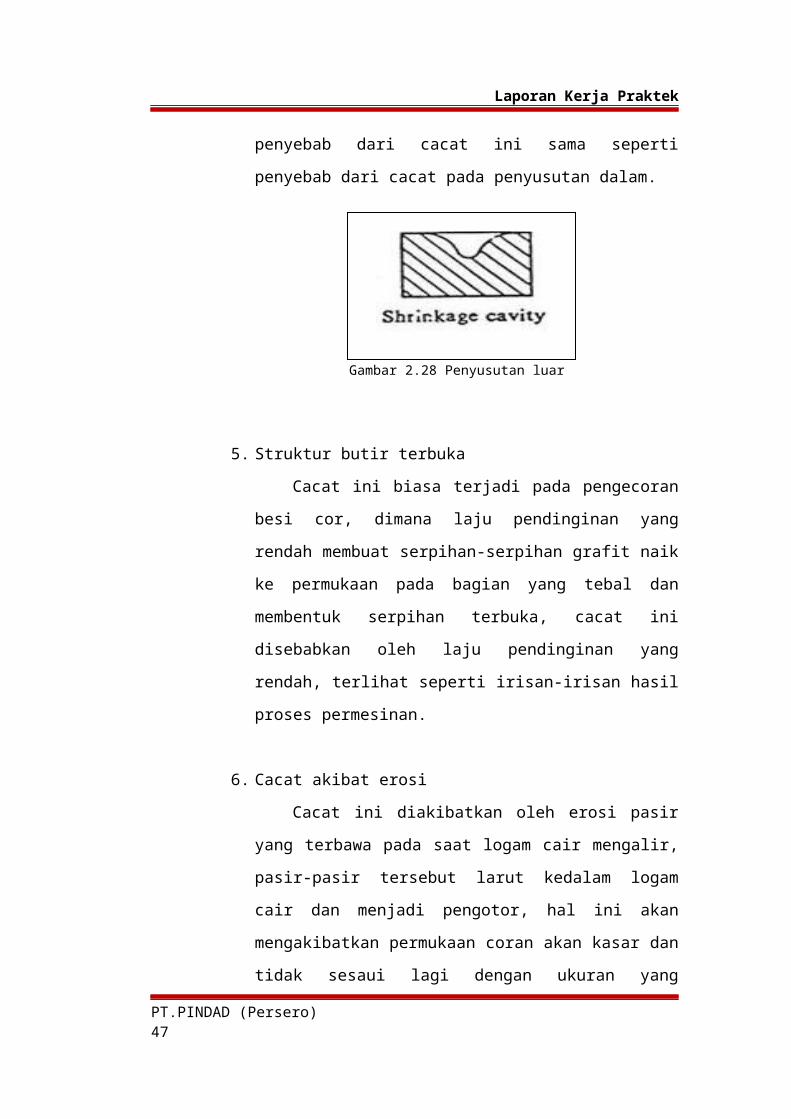
4. Penyusutan luar
Cacat ini terjadi dengan karakteristik
adanya lubang besar dan lebar pada permukaan
luar, penyusutan luar dapat terlihat dengan
jelas, ada kalanya penyusutan luar ini dapat
menganggu fungsi kerja dari produk coran,PT.PINDAD (Persero) 46
Laporan Kerja Praktek
penyebab dari cacat ini sama seperti
penyebab dari cacat pada penyusutan dalam.
Gambar 2.28 Penyusutan luar
5. Struktur butir terbuka
Cacat ini biasa terjadi pada pengecoran
besi cor, dimana laju pendinginan yang
rendah membuat serpihan-serpihan grafit naik
ke permukaan pada bagian yang tebal dan
membentuk serpihan terbuka, cacat ini
disebabkan oleh laju pendinginan yang
rendah, terlihat seperti irisan-irisan hasil
proses permesinan.
6. Cacat akibat erosi
Cacat ini diakibatkan oleh erosi pasir
yang terbawa pada saat logam cair mengalir,
pasir-pasir tersebut larut kedalam logam
cair dan menjadi pengotor, hal ini akan
mengakibatkan permukaan coran akan kasar dan
tidak sesaui lagi dengan ukuran yang
PT.PINDAD (Persero) 47

Laporan Kerja Praktek
direncanakan akibat erosi permukaan pasir
cetakan, penyebab lain cacat ini diakibatkan
oleh laju penuangan yang sangat cepat,
temperatur penuangan yang terlalu tinggi,
ketahanan panas pasir yang rendah dan
permeabilitas yang rendah.
Gambar 2.29 Cacat akibat erosi
7. Ekor tikus
Adalah cacat pada permukaan hasil
pengecoran, dimana pasir dari permukaan
mengambang dan logam cair masuk di bawah
permukaan pasir tersebut, kalau pasir di
singkirkan setelah pembekuan maka terlihat
rongga lurus seperti pembuluh berbentuk ekor
tikus.
Gambar 2.30 Ekor tikus
PT.PINDAD (Persero) 48

Laporan Kerja Praktek
8. Retak
Retak biasa terjadi pada bagian-bagian
cetakan berbentuk sudut dan tepian yang
tajam, retak dapat terjadi pada temperatur
tinggi dan temperatur rendah, hal ini di
sebabkan akibat pemuaian dari cetakan yang
tidak rata dan laju pendinginan yang tidak
homogen menyebabkan adanya tegangan sisa.
Gambar 2.31 Retak
9. Pergeseran
Pergesran pengecoran pada proses ini,
disebabkan oleh coran tidak cocok satu sama
lain pada permukaan pisahnya, pergeseran
titik tengah pola, pergeseran dari kotak
inti, rangka cetak yang kurang kuat, dan
pergeseran setelah pemasangan cetakan.
PT.PINDAD (Persero) 49

Laporan Kerja Praktek
Gambar 2.32 Pergeseran
10. Perpindahan inti
Pada cacat ini inti terapung karena daya
apung dari logam cair, sehingga dapat
mengakibatkan dinding sisi dari kup menjadi
tipis dan mungkin bisa pecah, juga bisa
mengakibatkan coran yang menyimpang
ukuranya, ada beberapa cara untuk mencegah
terjadinya perpindahan inti, diantaranya
inti harus dipasang dengan baik, bagian
telapak inti dan bagian yang dipengaruhi
oleh daya apung harus dihitung agar
kekuatan inti dapat menahan daya apung,
apabila perlu inti harus diperkuat dengan
besi inti.
PT.PINDAD (Persero) 50
Laporan Kerja Praktek
Gambar 2.33 Pergeseran inti
11. Inklusi
Inklusi atau cacat yang diakibatkan oleh
adanya zat pengotor, seperti logam asing,
pasir atau bara sisa pembakaran, pada
produk hasil pengecoran.
12. Segregasi
Segregasi adalah ketidakhomogenan
komposisi kimia pada produk hasil
pengecoran, ini biasa disebabkan oleh logam
cair akan mengisi bagian yang memiliki
temperatur rendah terlebih dahulu, sehingga
terjadi segregasi.
BAB IIIPT.PINDAD (Persero) 51

Laporan Kerja Praktek
PROSES PENGECORAN KOMPONEN KERETA API
SHOULDER E-CLIP DENGAN MATERIAL FCD-5003.1 Data Teknis Spefikasi Produk
Nama dan SpesifikasiNama produk : Komponen
kereta api
Nama komponen : Shoulder E-
Clip
Jenis material : FCD 500
Pouring temperatur :
15000C-15100C
Waktu tuang : 10.33 Detik
Komposisi kimia
C: 3,94 %
Cr : 0,046 %
P: 0,010 %
Mo : 0,071%
S: -
Ni : 0,093%
Si : 2,63 %
Mg : 0,05%
Mn : 0,191 %
Cu : 0,214 %
Cr : 0,046 %
Proses Peleburan
Tungku Induksi : MF500
Material : Steel scrap
35-40 %
Return
scrap 55-60%
Sifat MekanikTensile strength : 500-510 N/mm2 (min)Yield strength : 320-330 N/mm2 (min)Elongation : 7% (min)Hardness HB : 170 – 217
PT.PINDAD (Persero) 52

Laporan Kerja Praktek
Proses Cetakan
Furan
Material : - New sand
- Back sand
- Gula tetes
3.2 Gambar teknik Shoulder E-Clip
PT.PINDAD (Persero) 53

Laporan Kerja Praktek
Gambar 3.1 Gambar teknik Shoulder E-clip
Gambar 3.2 Produk Shoulder E-Clip
3.3 Diagram Alir Proses Pengecoran Shoulder E-Clip
Reject
PT.PINDAD (Persero) 54
START
Pemeriksaankomposisi
Peleburan
A
Desain :Gambar teknikGambar getting system
Laporan Kerja Praktek
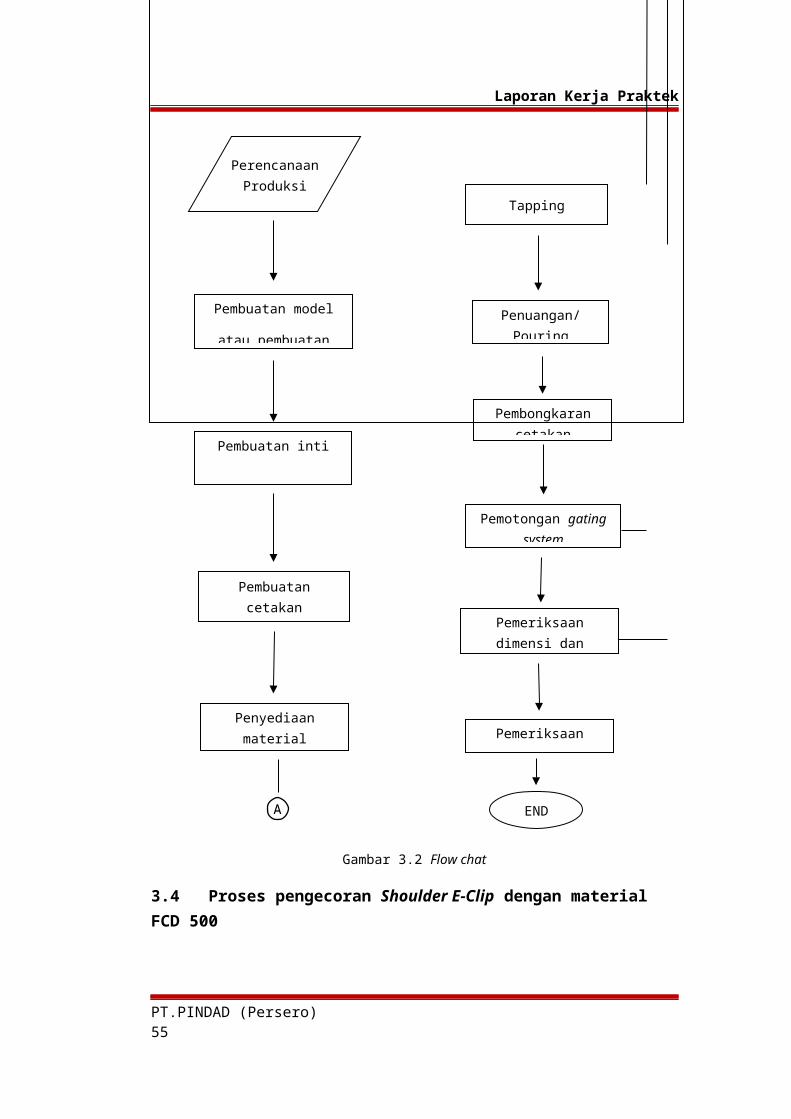
Gambar 3.2 Flow chat
3.4 Proses pengecoran Shoulder E-Clip dengan material FCD 500
PT.PINDAD (Persero) 55
Pembuatan model
atau pembuatan
PerencanaanProduksi
Penyediaanmaterial
Pembuatancetakan
Penuangan/Pouring
Pembongkarancetakan
Pemeriksaandimensi dan
Pemeriksaanakhir
END
Pemotongan gatingsystem
Pembuatan inti
A
Tapping

Laporan Kerja Praktek
Pada umumnya seluruh proses produksi memiliki
tahapan-tahapan yang harus dilalui sampai kepada
produk tersebut jadi dan dapat digunakan, tidak
terkecuali pula proses pengecoran, tahapan-tahapan
tersebut biasa di perlihatkan dengan model diagram
alir seperti pada sub bab sebelumnya.
Desain
Desain adalah rancangan dari para engineer yang
merancang produk dan proses pada produk shoulder
e-clip, output dari tahapan ini yaitu berupa desain
pola, desain inti, desain cetakan, dan
diharapkan hasil produk yang nantinya akan
dibuat sesuai dengan desain awal yang sudah
ditetapkan.
Perencanaan Produksi.
Perencanaan produksi adalah prosedur aplikasi
yang diberikan oleh desainer kepada pembuat
prosedur tersebut diantara lain adalah :
1. Pembuatan model dan box inti.
2. Pembuatan inti.
3. pembuatan cetakan & pasir cetak.
4. Penyedian material scrap dan return scrap.
5. Peleburan
6. Penuangan logam cair.
PT.PINDAD (Persero) 56

Laporan Kerja Praktek
7. Pembongkaran
8. Shot blasting
9. Pemotongan gating system dan fetling.
10. Pemeriksaan dimensi dan visual.
11. Pemeriksaan akhir (quality control)
Pembuatan Model dan Box inti
Pembuatan model dan box inti dibuat pada
bengkel pembuatan pola dengan tahapan-
tahapan sebagai berikut.
1. Pemeriksaan material.
Pemeriksaan material dilakukan
oleh 1 orang pekerja dilakukan secara
manual, material yang di cek antara
lain yaitu kayu, resin, coating dan
multiplex.
2. Persiapan material.
Persiapan material dilakukan
setelah pemeriksaan material selesai
dilakukan, material yang disiapkan
yaitu kayu, resin, coating dan
PT.PINDAD (Persero) 57
Laporan Kerja Praktek
multiplex untuk pembuatan model atau
pola yang akan dibuat dengan cara
membaca gambar teknik.
3. Pembuatan master model dan master box
inti.
Pembuatan dilakukan oleh 1 orang
atau beberapa orang tergantung tingkat
kesulitan dalam pembuatannya dengan
peralatan gurdi, mesin perata, mesin
penebal, mesin disander, mesin bobin
sander, mesin profil, jangka sorong
penyusutan, dempul plastic, duko, serut
kayu, bubut, gergaji pita, ragum dan
klem, pahat kayu, dan palu, seluruh
peralatan tersebut digunakan saat
pembuatan master model dan master box
inti, proses ini membutuhkan waktu
pengerjaan mesin ± 1,5 jam dan
pengerjaan orang ± 5 jam per hari dan
dilakukan selama 2 minggu lamanya.
Pembuatan model dan box inti
dilakan berdasarkan gambar teknik dari
desain perancangan awal yang diberikan
oleh engineer. Untuk model yang dibuat
berbentuk pola belahan yang mana dibuat
PT.PINDAD (Persero) 58

Laporan Kerja Praktek
terlebih dahulu dengan kayu, sedangkan
untuk box inti juga menggunakan bahan
baku kayu dan multiplex, kayu yang
digunakan pada pembuatan pola adalah
kayu jati karena kadar air yang
terkadung pada kayu jati sangat sedikit
yang mana memudahkan dalam pembuatan
model karena tidak akan terjadi
penyusutan ketika model telah dibuat,
selain itu karena material teresbut
harganya relatif murah dan mudah
ditemukan.
Setelah model selesai dibuat maka
akan diserahkan kepada bagian quality
control apabila model sesuai dengan
dimensi yang tentukan maka model
dinyatakan lolos dan selanjutnya model
akan dibuatkan master modelnya dan akan
dibuat pola pada dua belah multiplex
yang telah disediakan sebelumnya.
Pola terbuat dari resin dan hardened
dengan komposisi sebagai berikut :
No Resin HardenedKomposisi
(Gram)
PT.PINDAD (Persero) 59

Laporan Kerja Praktek
1 SG 700 A PUR 100 : 152 OH 4 SR 100 : 12,53 OH 6 CH 100 : 114 AH 110 TL 100 : 275 GH 730 BR 100 : 10
Pada proses ini pula meliputi
pembuatan layout gating system,
ditentukan pula penentuan tambahan
penyusutan, dimana gating system tersebut
terdiri dari beberapa komponen yaitu :
Cawan tuang
Saluran masuk
Pengalir
Saluran turun
Riser
Pada saat proses pengecoran material
yang sudah dituangkan kedalam cetakan,
tambahan penyusutan pada pembuatan box
PT.PINDAD (Persero) 60

Laporan Kerja Praktek
inti dan gating system pada produk shoulder
e clip ini akan mengalami tambahan
penyusutan sebesar 1 % karen material
yang digunakan adalah FCD 500. Dengan
ditentukanya tambahan penyusutan maka
kita dapat membuat ukuran model dan
pola yang sesuai dengan rancangan.
4. Perakitan
Setelah seluruh proses diatas
selesai dilakukan, dimana model dan box
inti telah dibuat maka dilakukan proses
perakitan meliputi setting model & gating
system pada box inti.
5. Pemeriksaan
Pemeriksaan pada pola yang telah
dibuat pada multiplex meliputi gatting
system apabila pola sesuai dengan yang
dirancang maka pola tadi siap untuk
PT.PINDAD (Persero) 61

Laporan Kerja Praktek
diimplementasikan dalam pembuatan
cetakan.
Pembuatan Inti
Pada setiap produk hasil pengecoran
yang memiliki rongga, diharuskan untuk
menempatkan inti pada cetakan, inti
ditempatkan dalam rongga cetak sebelum
penuangan, agar produk hasil jadi memiliki
rongga sesuai dengan desain yang
diinginkan.
Tahapan-pada pembuatan inti diantaranya
sebagai berikut.
1. Pemeriksaan material.
Pemeriksaan dilakukan terhadap
bahan baku material inti yaitu pasir
resin, pemilihan material pasir resin
karena pasir resin bahan baku yang
relatif murah dan memiliki sifat
tahan terhadap panas yang cukup baik.
2. Persiapan material.
Setelah material yang dibutuhkan
sudah diperiksa maka persiapan untuk
proses pembuatan inti.
3. Persiapan kotak inti.
PT.PINDAD (Persero) 62

Laporan Kerja Praktek
Kotak inti disiapkan untuk tempat
mencetak inti, dengan bahan baku yang
sudah disiapkan pada tahapan
sebelumnya.
4. Pembuatan inti.
Pembuatan inti dilakukan setelah
seluruh tahapan sebelumnya selesai
dilakukan proses pembuatan dapat
dilihat pada tabel berikut.
No Proses Keterangan1 Pencetakan inti.
Peralatan bahan
baku :
-Kotak inti
-palu
-pasir resin
-siapkan kotak inti
-masukan pasir inti kedalam
cetakan pasir inti.
-setelah itu masukan kotak
inti kedalam pemanas (open)
dengan suhu 200oC selama 4-5
menit.
-keluarkan inti dari kotak
inti dengan alat bantu.
Pembuatan Cetakan
Cetakan pada proses pengecoran
digunakan sebagai media untuk menampung
PT.PINDAD (Persero) 63

Laporan Kerja Praktek
pasir cetakan dan logam cair yang akan
dituang ke cetakan.
Cetakan terdiri dari cope & drag dan pasir
cetak.
1. Persiapan dan pemasangan model.
Tahap ini dilakukan dengan
mempersiapkan model yang telah dibuat
pada tahapan sebelumnya, untuk
diproses lebih lanjut sebagai pola
dari produk hasil jadi yang akan
dibuat.
2. Pembuatan cetakan
Pembuatan cetakan dibagi 2 dengan
terlebih dahulu membuat pasir cetak
dan membuat cetakan. Untuk pembuatan
pasir cetak dibagi menjadi 2 yaitu
pasir muka dan back sand proses ini
dapat dilihat pada tabel dibawah ini.
No Proses Keterangan1 Pembuatan
pasir cetak
muka :
Komposisi :
-pasir bekas 80%
-pasir silica 14%
PT.PINDAD (Persero) 64

Laporan Kerja Praktek
material:
-pasir
silika (SiO2)
-pasir bekas
(daur ulang)
-gula tetes
-coal dast
-bentonit
-air
Peralatan :
Mixer
-bentonit 5%
-gula tetes 700 ml
-coal dast 1%
-air 15 liter
-nyalakan mixer
-setelah mixer nyala maka bahan tadi
yang sudah dipersiapkan dengan
komposisi yang sudah ditentukan maka
akan diaduk sampai komposisi
tersebut bercampur dengan merata
(homogen).
-lalu masukan air dan gula tetes
masing-masing sebanyak 15 liter dan
700 ml komposisi tersebut akan
dimixer selama 15-20 mentit.
-setelah komposisi merata dengan
sempurna maka pasir muka tersebut
akan diangkut menggunakan gerobak
kepembuatan cetakan.2 Pembuatan
pasir cetak
back sand :
Material :
-pasir bekas
-bentonit
-air
Komposisi :
-pasir bekas 98%
-bentonit 1-1,2%
-air 15-18 liter
-nyalakan mixer
-setelah mixer nyala maka masukan
pasir bekas dan bentonit yang sesuai
PT.PINDAD (Persero) 65

Laporan Kerja Praktek
Peralatan :
-Mixer
-Conveyor
dengan komposisi yang telah
ditentukan lalu diaduk sampai
komposisinya merata.
-lalu masukan air sebanyak 15-18
liter lalu diaduk sampai merata
setelah merata dengan sempurna maka
pasir tersebut akan masuk ke chillo
penampung dengan menggunakan
conveyor.
Gambar 3.11 Mesin mixer pasir
Setelah proses pembuatan pasir
cetak telah selesai maka selanjutnya
pasir cetak akan dimasukan kedalam
cetakan cope & drag, tahapan-tahapan
PT.PINDAD (Persero) 66

Laporan Kerja Praktek
untuk membuat cetakan dapat dilihat
pada tabel dibawah ini.
No Proses Keterangan1 Menyiapkan Cope
& Drag dan
setting pola
dengan cetakan.
Bahan baku :
-Cope & Drag
-Plat dasar
-Pola
-letakan Cope & drag pada mesin
cetak.
-Setting pola kedalam Cope & Drag
-ada 2 buah mesin yang
digunakan pada pembuatan
cetakan pasir tersebut yaitu
mesin pertama digunakan untuk
membuat cetakan bagian bawah
(drag) dan mesin yang satu lagi
untuk membuat cetakan bagian
atas (cope).
-masukan pasir cetak muka
kedalam cetakan bagian atas
(drag) dengan komposisi yang
telah ditentukan selanjutnya
masukan back sand dari mesin
chillo penampung dengan
komposisi yang telah
ditentukan.
-pasir tersebut akan dipadatkan
dengan mesin penggetar dan
ditekan dengan tekanan 4 bar.
-lalu cetakan tadi akan
PT.PINDAD (Persero) 67
Laporan Kerja Praktek
diangkat menggunakan crank
untuk dipindahkan ke line
pengecoran.
-untuk pembuatan cetakan bagian
atas (cope) prosesnya hampir
sama dengan pembuatan cetakan
bagian atas namun perbedaanya
yaitu setelah ditekan lalu
diangkat menggunakan crank maka
cetakan tersebut akan ditusuk
menggunakan besi yang
berdiameter kecil, tujuannya
sebagai jalur udara keluar agar
tidak ada udara yang terjebak
didalam cetakan pada saat
proses pengecoran.
3. Pemasangan inti
Inti digunakan sebagai alat bantu
pada proses pengecoran untuk
mengahasilkan produk pengecoran yang
memiliki rongga, inti dipasang
kedalam cetakan.
4. Setting cetakan.
PT.PINDAD (Persero) 68

Laporan Kerja Praktek
Setting cetakan dilakukan dengan
menggabungkan cope & drag yang telah
dipersiapkan dengan mengisi pasir
cetak dan memasukan inti dan pola
terlebih dahulu, setelah setting
cetakan selesai dilakukan maka
cetakan siap untuk dituang dengan
logam cair.
Peleburan
Proses pengecoran meliputi tahapan
pencairan logam/material yang akan
menjadi bahan baku utama dalam pembuatan
suatu produk yang nantinya berguna dan
bermanfaat.
PT.PINDAD (Persero) 69

Laporan Kerja Praktek
Gambar 3.15 Peleburan logam
Tahapan-tahapan proses peleburan dapat
dilihat dibawah ini :
1. Pemeriksaan material
Pemeriksaan material dilakukan
terlebih dahulu sebelum proses
peleburan, pemeriksaan material
meliputi material steel scrap, return
scrap, carburized, FeSiMg, Innaculan, slag
removal, tembaga, dan Si seluruh
material tersebut diperiksa sebagai
material dasar logam yang akan
dilebur.
2. Persiapan material.
Setelah seluruh material yang
dibutuhkan sudah diperiksa maka
selanjutnya material tersebut
disiapkan atau dalam artian penyedian
material sudah siap untuk proses
peleburan.
PT.PINDAD (Persero) 70
Laporan Kerja Praktek
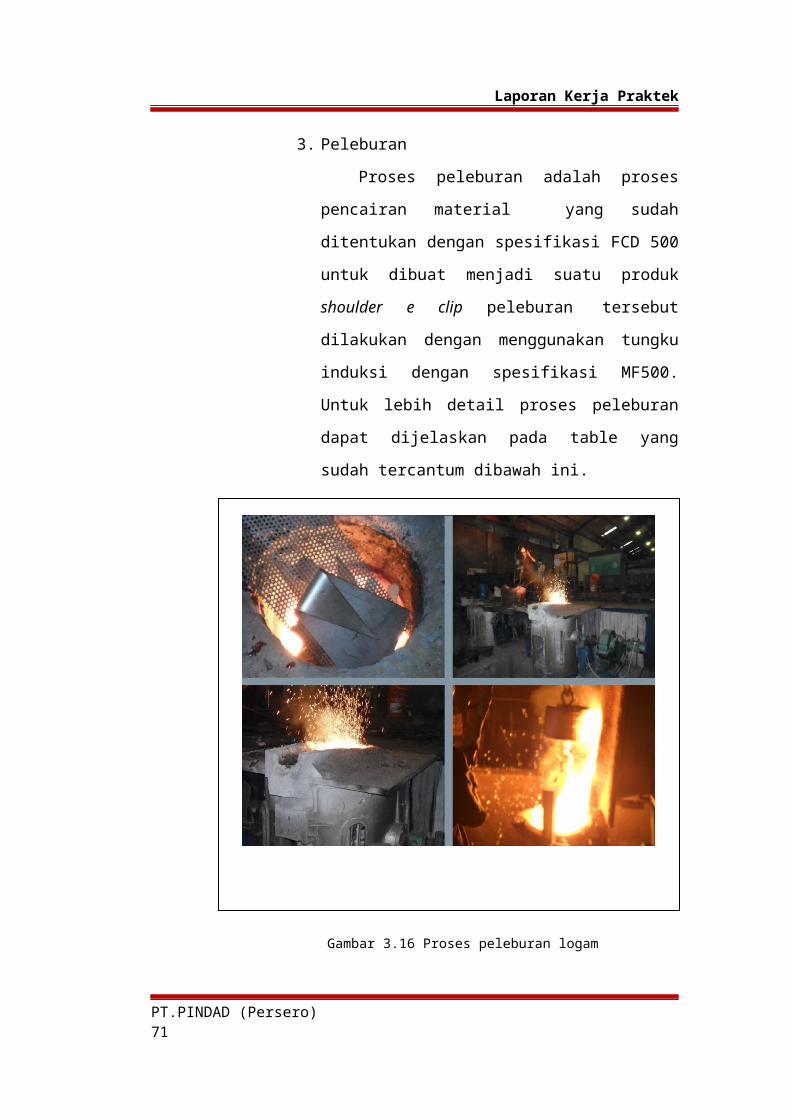
3. Peleburan
Proses peleburan adalah proses
pencairan material yang sudah
ditentukan dengan spesifikasi FCD 500
untuk dibuat menjadi suatu produk
shoulder e clip peleburan tersebut
dilakukan dengan menggunakan tungku
induksi dengan spesifikasi MF500.
Untuk lebih detail proses peleburan
dapat dijelaskan pada table yang
sudah tercantum dibawah ini.
Gambar 3.16 Proses peleburan logam
PT.PINDAD (Persero) 71
Laporan Kerja Praktek
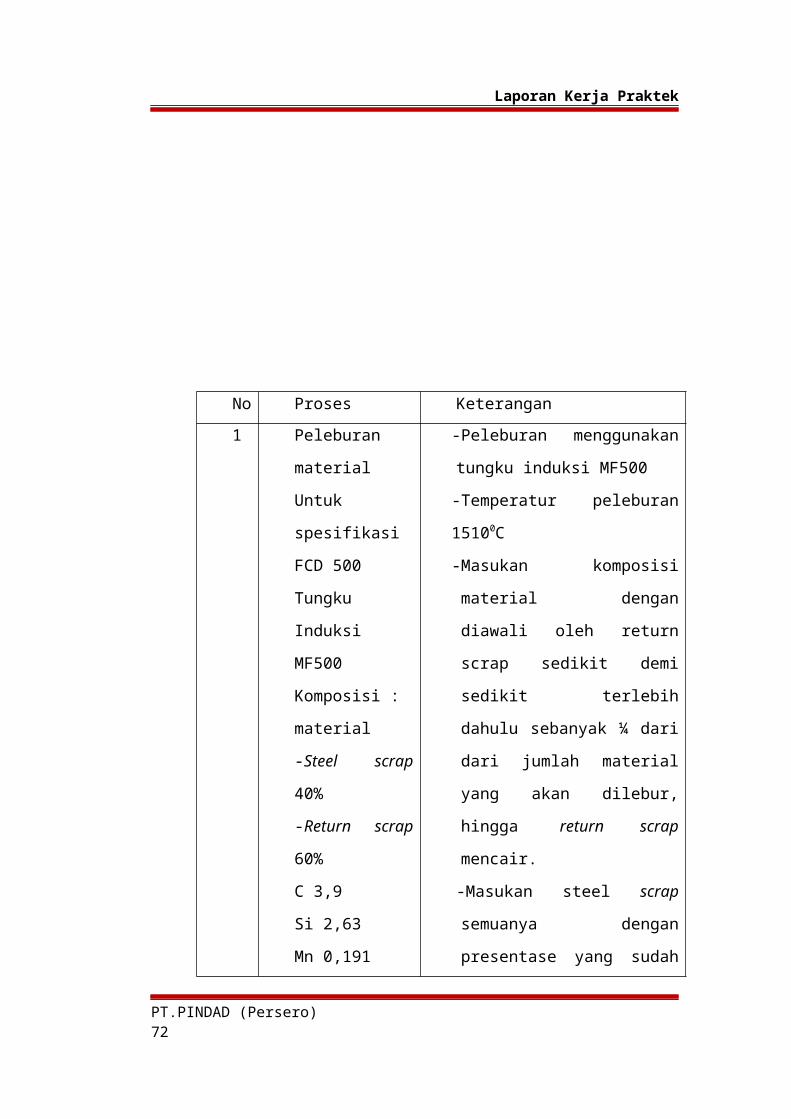
No Proses Keterangan1 Peleburan
material
Untuk
spesifikasi
FCD 500
Tungku
Induksi
MF500
Komposisi :
material
-Steel scrap
40%
-Return scrap
60%
C 3,9
Si 2,63
Mn 0,191
-Peleburan menggunakan
tungku induksi MF500
-Temperatur peleburan
15100C
-Masukan komposisi
material dengan
diawali oleh return
scrap sedikit demi
sedikit terlebih
dahulu sebanyak ¼ dari
dari jumlah material
yang akan dilebur,
hingga return scrap
mencair.
-Masukan steel scrap
semuanya dengan
presentase yang sudah
PT.PINDAD (Persero) 72

Laporan Kerja Praktek
P 0,015
S 0,00
Cu 0,214
Cr 0,046
Mo 0,071
Ni 0,093
Mg 0,050
ditentukan hingga
seluruhnya mencair.
-Setelah itu masukan
lagi return scrap dengan
komosisi yang telah
ditentukan sampai
material mencair
seluruhnya.
-Material return scrap
terlebih dahulu
dileburkan karena
titik lebur return scrap
lebih rendah
dibandingkan dengan
steel scrap selain itu
juga material yang
pejal lebih mudah
mencair dikarenakan
panas yang terjadi
akan merata disemua
sisi.
-Untuk mengukur
temperatur logam cair
diukur menggunaka
thermocouple yang mana
lagsung dicelupkan
PT.PINDAD (Persero) 73
Laporan Kerja Praktek
terhadap logam cair.
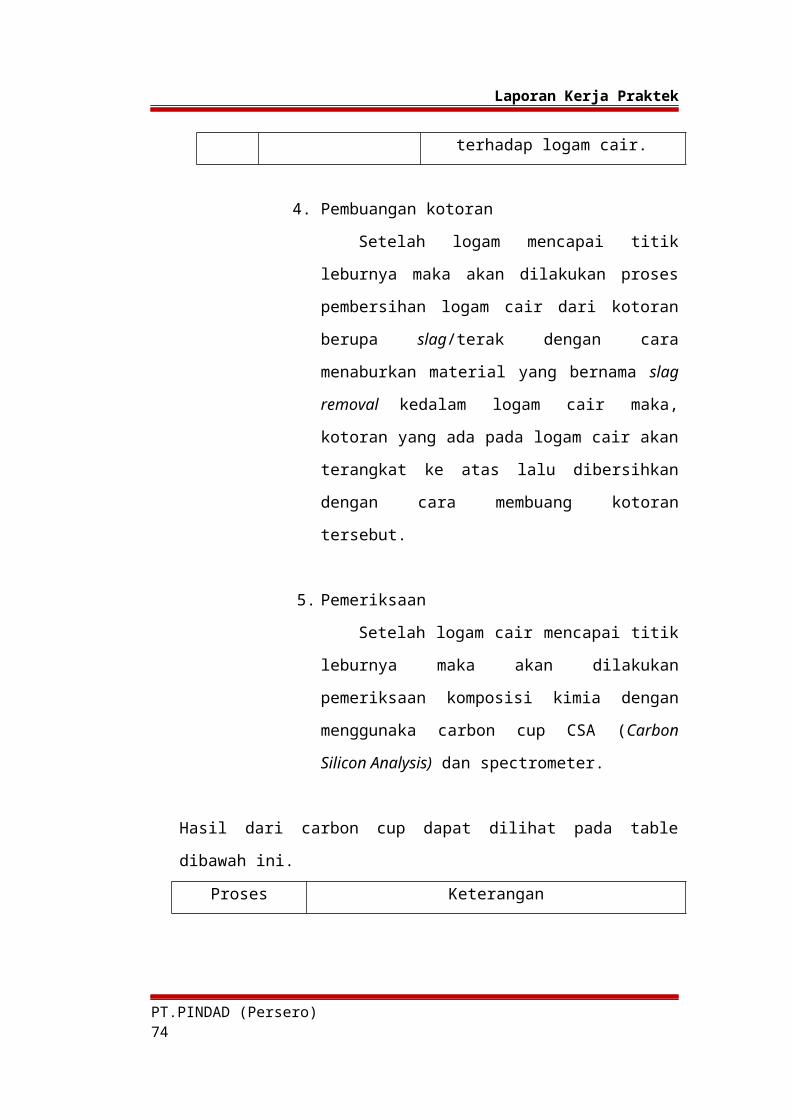
4. Pembuangan kotoran
Setelah logam mencapai titik
leburnya maka akan dilakukan proses
pembersihan logam cair dari kotoran
berupa slag/terak dengan cara
menaburkan material yang bernama slag
removal kedalam logam cair maka,
kotoran yang ada pada logam cair akan
terangkat ke atas lalu dibersihkan
dengan cara membuang kotoran
tersebut.
5. Pemeriksaan
Setelah logam cair mencapai titik
leburnya maka akan dilakukan
pemeriksaan komposisi kimia dengan
menggunaka carbon cup CSA (Carbon
Silicon Analysis) dan spectrometer.
Hasil dari carbon cup dapat dilihat pada table
dibawah ini.
Proses Keterangan
PT.PINDAD (Persero) 74

Laporan Kerja Praktek
Ce (karbon
ekivalen)
4,49 %
C 3,99%
Si 1,37%
- Sesudah logam cair mencapai titik
leburnya maka akan diambil sampel
untuk dilihat komposisi kimianya.
- Diambil sebanyak dimensi carbon
cup selanjutnya diuji dengan CSA
untuk mengetahui komposisinya.
Hasil dari spectrometer lebih lengkap
apabila dibandingkan dengan CSA dapat
dilihat pada table dibawah ini.
Proses Keterangan
C 4,016
Si 1,403
Mn 0,179
P 0,002
S 0,00
Cu 0,211
Cr 0,036
Mo 0,067
- Sesudah logam cair mencapai
titik leburnya maka akan
diambil sampel untuk dilihat
komposisi kimianya.
- Setelah sempel diambil lalu
didinginkan menggunakan air
selanjutnya sempel tadi akan
melalui proses sleep atau
PT.PINDAD (Persero) 75

Laporan Kerja Praktek
Ni 0,092
Mg 0,00
perataan permukaan sampel lalu
akan diuji komposisi kimianya
menggunakan spectrometer.
Setelah logam cair mencapai komposisi
yang sesuai dengan spesifikasi yang
sudah ditentukan.
6. Pemanasan ladde
Proses dimana ladde dipanaskan
yang bertujuan agar pada saat tapping
tidak terjadi penurunan temperatur
yang sangat cepat atau sering disebut
dengan pressure drop besarnya
temperature untuk memanaskan ladde
berkisar 800-9000C.
Gambar 3.18 Pemanasan ladde
7. Tapping
Proses penuangan logam cair dari
tungku induksi kedalam ladde yangPT.PINDAD (Persero) 76

Laporan Kerja Praktek
sudah disediakan, lamanya proses
penuangan yaitu selama 31 detik dan
temperature penuangan 15100C .
Gambar 3.19 Proses tapping
8. Mg treatment
Logam cair yang sudah didalam
ladde maka proses selanjutnya akan
dilakukan Mg treatment yang bertujuan
agar terbentuk besi cor nodular
dengan cara menambahkan komposisi
kimia yaitu Mg dan Si dengan
komposisi yang sudah ditentukan.
Komposisi yang didapatkan sebelum dan
sesudah Mg treatment adalah sebgai
berikut :
PT.PINDAD (Persero) 77

Laporan Kerja Praktek
Komposisi kimia (%)Sebelum Mg treatment
No C Si Mn P S Cu Cr Mo Ni Mg
13,9
98
1,3
90
0,1
76
0,0
00
0,0
00
0,2
09
0,0
34
0,0
65
0,0
90
0,0
00
24,0
35
1,4
16
0,1
82
0,0
05
0,0
00
0,2
13
0,0
37
0,0
69
0,0
94
0,0
00
AVE4,0
16
1,4
03
0,1
79
0,0
02
0,0
00
0,2
11
0,0
36
0,0
67
0,0
92
0,0
00Sesudah Mg treatment
No C Si Mn P S Cu Cr Mo Ni Mg
13,9
35
2,6
34
0,1
91
0,0
00
0,0
00
0,2
16
0,0
45
0,0
68
0,0
92
0,0
52
23,9
45
2,6
26
0,1
91
0,0
20
0,0
00
0,2
13
0,0
47
0,0
73
0,0
94
0,0
47
AVE3,9
40
2,6
30
0,1
91
0,0
10
0,0
00
0,2
14
0,0
46
0,0
71
0,0
93
0,0
50
9. Penuangan (pouring).
Logam cair yang sudah mencapai
temperatur lebur dan komposisi yangPT.PINDAD (Persero) 78

Laporan Kerja Praktek
sesuai dengan spesifikasi yang telah
ditentukan dapat di tuang kedalam
cetakan. Tetapi sebelum dituangkan
kedalam cetakan, logam cair tadi akan
dituangkan lagi kedalam ladde
berukuran kecil yang volumenya sesuai
dengan voume yang dibutuhkan oleh
cetakan tersebut.
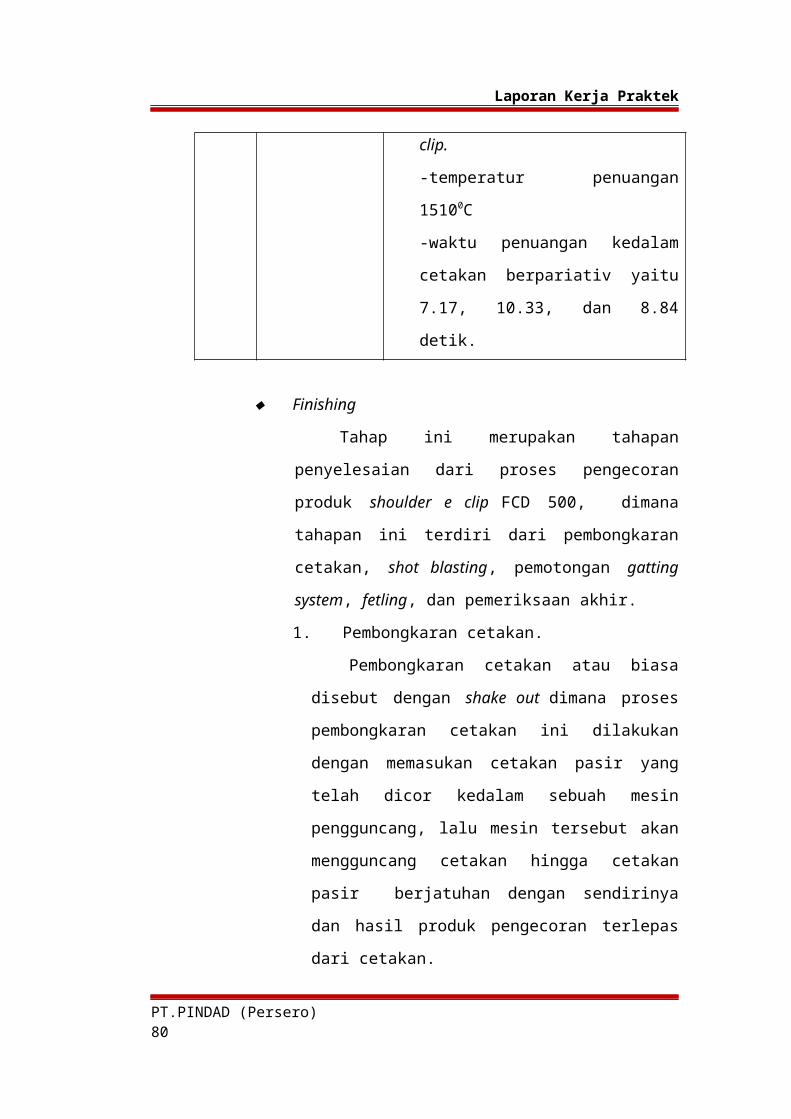
No Proses Keterangan1 Pouring
Peralata
n
-ladel
-crane
-Logam cair dituang dari
tungku kedalam ladde yang
berukuran besar.
-Ladel berukuran besar
diangkat menggunakan crane
menuju cetakan akan tetapi
logam cair akan dituangkan
lagi kedalam lade berukuran
kecil lamanya waktu
penuangan yaitu 8,84 detik.
-logam cair dituangkan
kedalam cetakan shoulder e
PT.PINDAD (Persero) 79
Laporan Kerja Praktek
clip.
-temperatur penuangan
15100C
-waktu penuangan kedalam
cetakan berpariativ yaitu
7.17, 10.33, dan 8.84
detik.
Finishing
Tahap ini merupakan tahapan
penyelesaian dari proses pengecoran
produk shoulder e clip FCD 500, dimana
tahapan ini terdiri dari pembongkaran
cetakan, shot blasting, pemotongan gatting
system, fetling, dan pemeriksaan akhir.
1. Pembongkaran cetakan.
Pembongkaran cetakan atau biasa
disebut dengan shake out dimana proses
pembongkaran cetakan ini dilakukan
dengan memasukan cetakan pasir yang
telah dicor kedalam sebuah mesin
pengguncang, lalu mesin tersebut akan
mengguncang cetakan hingga cetakan
pasir berjatuhan dengan sendirinya
dan hasil produk pengecoran terlepas
dari cetakan.
PT.PINDAD (Persero) 80

Laporan Kerja Praktek
2. Shot Blasting.
Shot blasting merupakan proses
finishing dimana produk pengceoran
yang telah di shake out dibersihkan
dengan mesin shot blasting dimana mesin
tersebut akan menembakan material
abrasive dengan kecepatan tinggi untuk
membersihkan permukaan dan sisa-sisa
cetakan pasir yang masih tertinggal
pada produk. Lama proses ini
3. Pemotongan Gating system.
Setelah proses shot blasting selesai,
dan produk sudah bersih dari sisa-sisa
cetakan pasir, maka proses selanjutnya
yaitu memotong gating system yang masih
terdapat pada produk. Dimana proses
pemotongan ini dilakukan dengan
memukul gatting system tersebut dengan
menggunakan palu.
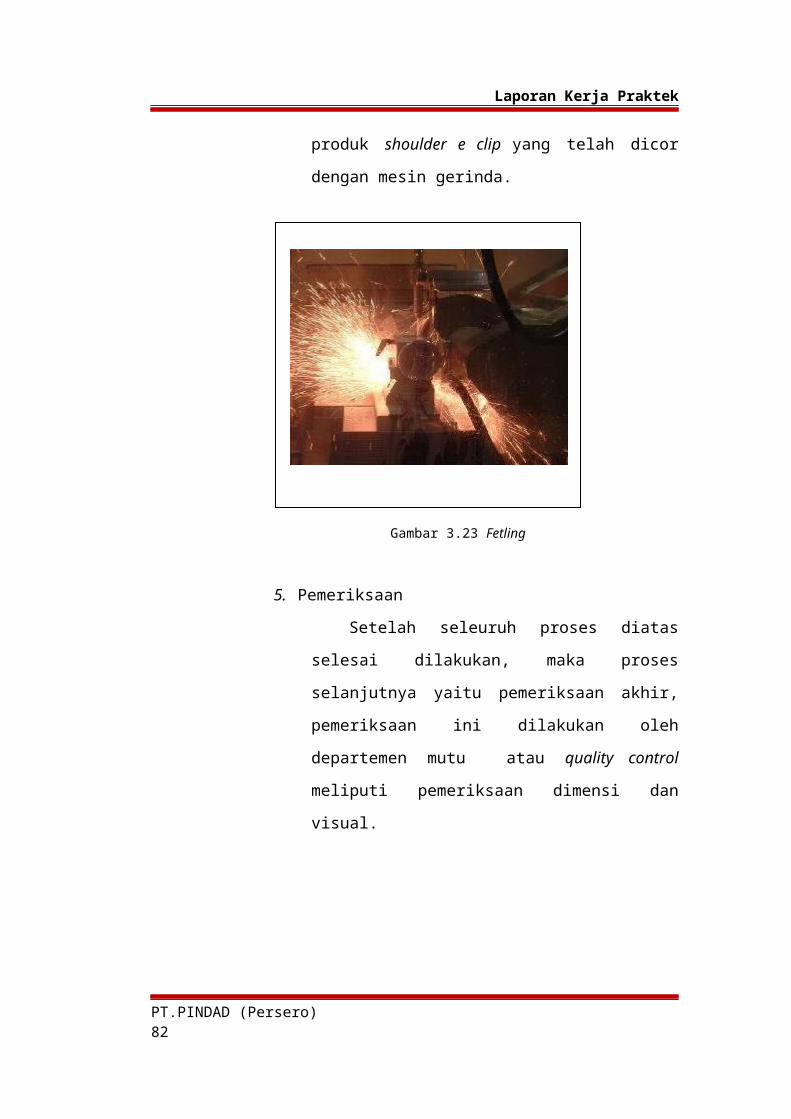
4. Fetling
Fetling proses ini dilakukan dengan
tujuan untuk menghaluskan permukaan
PT.PINDAD (Persero) 81
Laporan Kerja Praktek
produk shoulder e clip yang telah dicor
dengan mesin gerinda.
Gambar 3.23 Fetling
5. Pemeriksaan
Setelah seleuruh proses diatas
selesai dilakukan, maka proses
selanjutnya yaitu pemeriksaan akhir,
pemeriksaan ini dilakukan oleh
departemen mutu atau quality control
meliputi pemeriksaan dimensi dan
visual.
PT.PINDAD (Persero) 82
Laporan Kerja Praktek
BAB IV
ANALISA
4.1 Analisa
PT.PINDAD (Persero) 83

Laporan Kerja Praktek
1. Penggunaan serbuk gergaji untuk membantu
permeabilitas dari cetakan dalam pembuatan
Shoulder e-clip tidak digunakan.
2. Steel scrap yang digunakan terdapat korosi yang
mana akan menghasilkan inklusi berupa
slag/terak pada saat peleburan.
3. Pemindahan cetakan yang belum membeku sempurna
yang dapat mengakibatkan pergeseran cetakan
atau pasir terjatuh dan produk tersebut akan
cacat.
4. Kecepatan aliran logam cair yang cepat
menyebabkan pasir cetak tereori dan membuat
hasil produk coran yang cacat.
5. Waktu dalam proses Mg treatmen apabila waktu
proses melebihi waktu yang telah ditentukan
yaitu 15 menit makan tidak akan terbentuk
grafit nodul.
6. Kandungan sulfur perlu dijaga keberadaannya
yang mana akan memperbaiki mampu alir pada
logam cair tersebut.
7. Pada proses penuangan suhu logam cair harus
dijaga atau temperaturnya dinaikan agar tidak
terjadi penuangan dini pada saat logam cair
dituangkan pada cetakan.
8. Pemasangan cope & drag pada cetakan terjadi
pergeseran yang mengakibatkan produk hasil
PT.PINDAD (Persero) 84

Laporan Kerja Praktek
coran akan mengalami kerusakan atau sering
disebut tidak simetris.
BAB V
KESIMPULAN
5.1 Kesimpulan
1. Waktu Mg treatment tidak boleh lebih dari 15
menit agar terbentuk grafit nodul.
2. Pengujian komposisi kimia yang dilakukan dengan
spectromemter hasilnya lebih lengkap apabila
dibandingkan dengan CSA.
3. Untuk mengetahui temperature pada logam cair
menggunakan thermocouple.
4. Proses pengecoran Shoulder E-Clip dilakukan melewati
berbagai tahapan yaitu :
a. Pembuatan model dan box inti.
b. Pembuatan inti.
c. Pembuatan cetakan dan pasir cetak.
PT.PINDAD (Persero) 85
Laporan Kerja Praktek
d. Penyediaan material scrap dan return
scrap.
e. Peleburan.
f. Penuangan logam cair.
g. Pembongkaran (shake out).
h. Shot Blasting.
i. Pemotongan Gating system dan Feting.
j. Pemeriksaan dimensi dan visual.
k. Pemeriksaan akhir.
5. Proses penuangan logam cair dilakukan pada suhu
1510 °C, dengan waktu penuangan selama 10.33detik
6. Proses pemeriksaan dimensi dan visual maupun
pemeriksaan akhir dilakukan oleh tim dari
departemen mutu atau QC (quality control).
7. Pemanasan ladde 800-900 oC
PT.PINDAD (Persero) 86
Related Documents











