Sophisticated Simplicity
Heavy Haul Operations Supported by Proven
Technology
Mike DarbyKarribrook WA Pty Ltd
Presentation Overview
What is “Sophisticated Simplicity”?
BHP Billiton’s Railway NW Australia
BHPB’s use of technology
Example of Sophisticated Simplicity in a
Heavy Haul Railway Operations supported
by proven technology
04/18/232

What is Sophisticated Simplicity?
Traditional Approach
Simple System
Proven Technologies

BHP Billiton Ltd
Is the worlds largest diversified resources company
(>US$100 billion)
Global resource development company
BHP Billiton Iron Ore located in Northern Australia:
• Developed a “Fit for Purpose” Railway
• Operates in a harsh and isolated environment
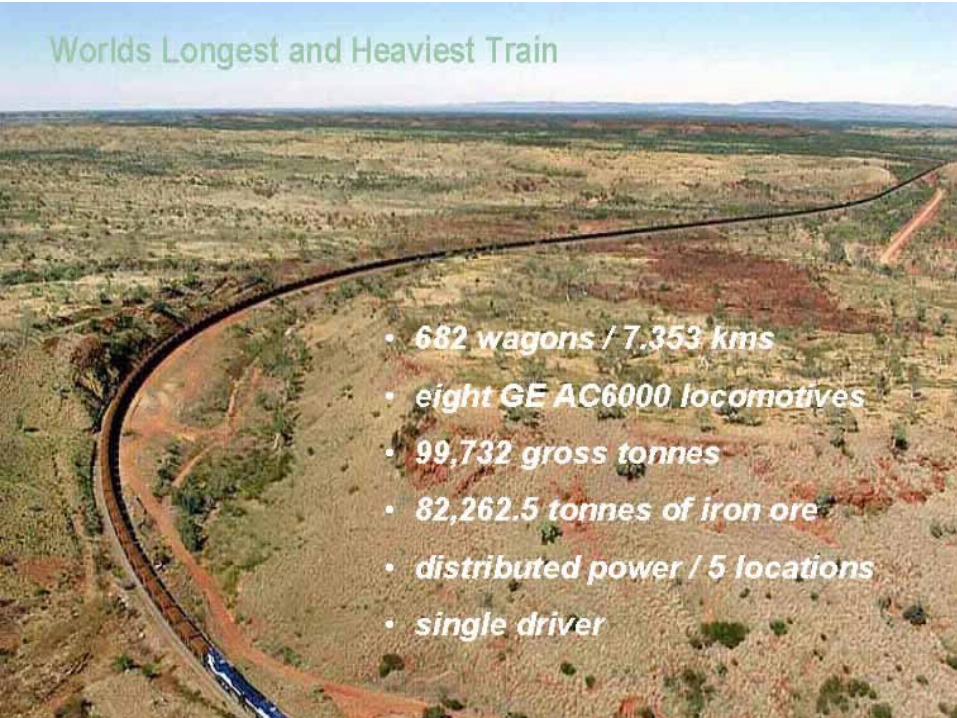
• Operates the heaviest axle loads/trains in the world

Operations in ‘Cyclone Alley’

BHP Billiton Iron Ore Railway
History of the BHP Billiton Railway
Mt Whaleback was the largest single iron ore deposit in the world (>1 billion tonnes)
Historically Iron Ore deposits in Western Australia seen as too far (400 km) from tidewater prior to heavy haul railways
Heavy haul rail line built in 1969 by North American contractor
In 1970 Oroville Dam Project cars and dumpers brought from California to Australia / evolved as a North American Railroad
Regulated by Mines Department not DOT

BHP Billiton Iron Ore Railway
Good Safety Is Good Business
Continuous Improvement
Use Assets to Their Full Potential
Research and Development
Operating Philosophies:

High axle load issues
Hot bearing-Hot/Cold Wheel Detectors
Wheel Impact Monitor
“Weigh-in-Motion” Weighbridges
Acoustic Bearing Detection
Instrumented ore cars
Auto Locomotive Downloads
Video Imaging
Workshop Initiatives
Proven Technologies

Axle Load Evolution
1970 1974 1986 1996 2005
28.5 tonnes 30.0 tonnes32.5 tonnes
35.0 tonnes40 tonnes
Wettonnes
per wagon
Axle Loading

Issues with 40 tonne Axle Load
“Thermit” Welds/Flash Butt Welds- 6000 “Thermit” welds – 2% failure/annum- 35000 flash butt welds - .008% failure/annum- Program in place to replace “thermit” welds
Rail Grinding Program
Wheel/Rail Interface
Weekly Rail Ultra Sonic Inspection

Thermit/Flash Butt Welds
Stress Free Temperature (SFT) Incorrect SFT leads to:
•Track buckles – when hot
• Rail Breaks – when cold
1,000 meters rail @ 60°C is 999.386meters @ 5°C
25°C change causes 92 tonnes of tensile force
“Thermit” welds
• Sensitive to SFT & lateral loading
Concrete SFT 33 - 38°C
Timber & Steel SFT 35 - 40°

Painting Welds
Reduce lateral loading

Hot/Cold Wheel/Bearing Detection
18 hot bearing wheel detectors 1 cold wheel detector Automated and site activated

Impact Detection & Weigh-In Motion
1 impact load detector4 weigh-in motion scales
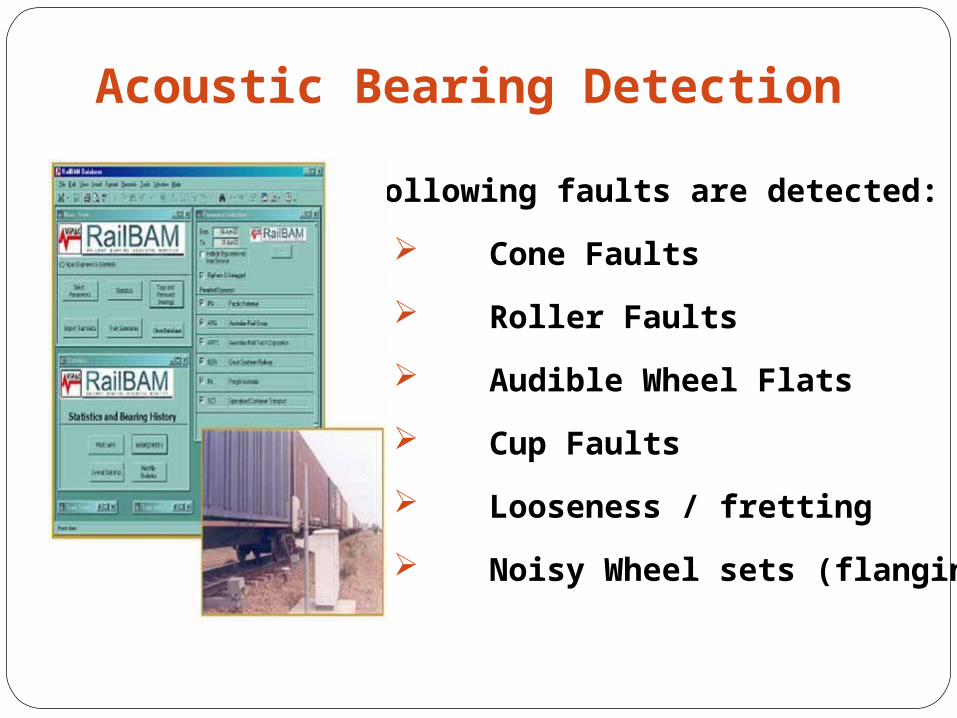
Acoustic Bearing Detection
Following faults are detected:
Cone Faults
Roller Faults
Audible Wheel Flats
Cup Faults
Looseness / fretting
Noisy Wheel sets (flanging)

Consequence of System Breakdown

Result of System Breakdown

4 IOC’s in service
Vertical suspension travel (ride quality)
Wheel-rail acceleration (rail condition)
In-train forces
Lateral stability (hunting)
Longitudinal acceleration
Car body/draft gear pocket strains
Temperature
Brake pipe pressure
Instrumented Ore Cars (IOC)

Auto Locomotive Downloads
The “Black-Box” is downloaded at each arrival at port
Driver education/incident management
Fuel utilization
Data for automated train operation
All operating parameters

Video Imaging
Measures:
Flange Height
Flange Width
Vertical Flange
Hollowing Depth
Rim Thickness
Wheel Diameter
Workshop Initiatives
Component Tracking
Ultra-Sonic Wheel Testing
Super Clean Wheel Specs
Bearing Quality Assurance
“H” Class Bearings
40 tonne trucks
Side Wall Thickness Tracking
Asset Protection Information Integration

Ultrasonic Wheel Inspection

Shop Facilities
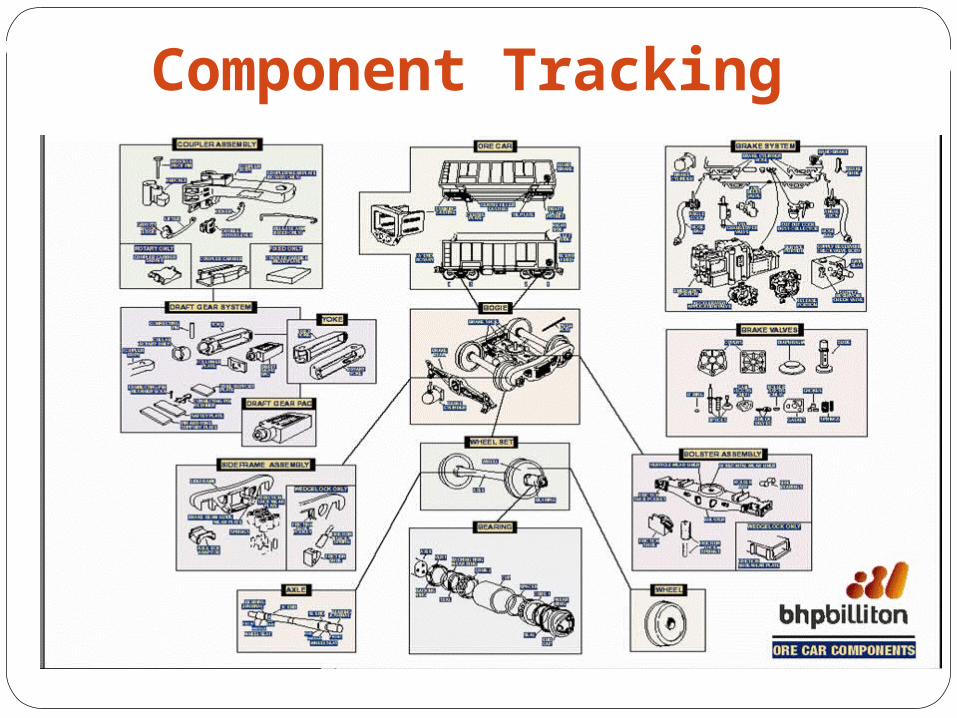
37 Traceable Components for each Ore Cars Component Tracking

Coupler Inspection
Developed in UK, for
in-situe inspection
Uses ultrasonic probe
inserted through the
drain hole
Detect lower pulling lug
cracks which are the
primary mode of failure
for fixed & rotary
couplers

BHP Iron Ore Railroad
Ore Car Wheel Life1980 2006million km million km Life extension
0.34 1.95 6.5 fold increase
Rail Life (Tangent Track)
1980 2006million gross million grossmetric tonnes metric tonnes Life extension
350 1,200 3.4 fold increase
R&D into the
rail/wheel
interface
allows for the
useful life of
assets to be
extended
Productivity Results
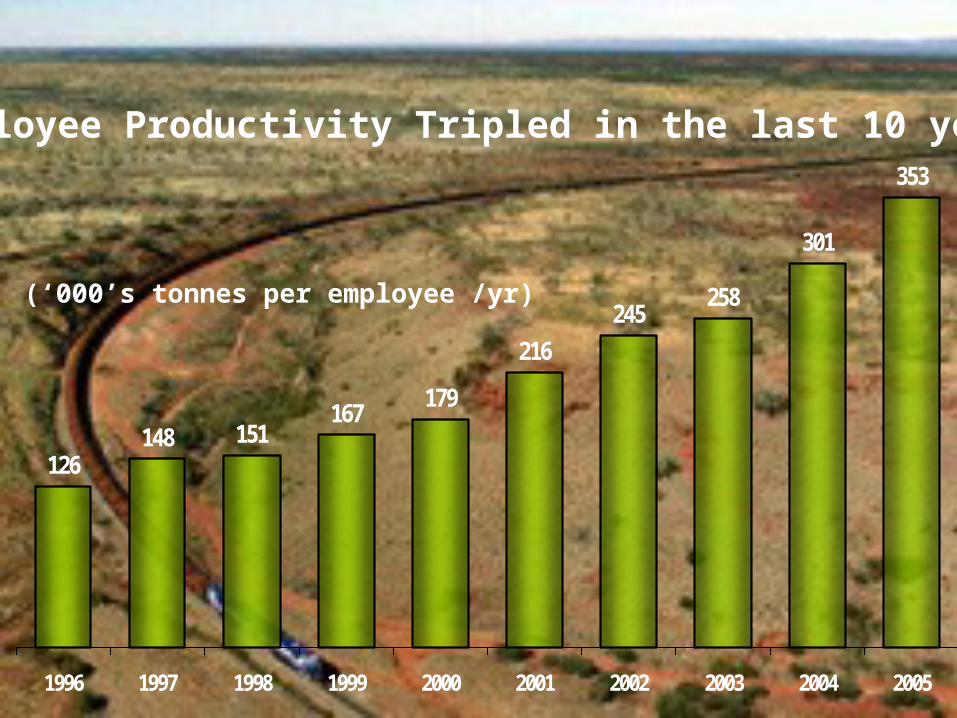
126148 151
167179
216
245258
301
353
1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
Employee Productivity Tripled in the last 10 years
(‘000’s tonnes per employee /yr)
Heavy Haul Railways of the Future
KIS: Keep it simple• Train operation designed with minimum interfaces
Implicit safe operation• Design the operation to avoid train movements
Intense capital utilization• Use assets to the fullest
Integrated knowledge process implementation• Proven technology to protect assets

The Knowledge Process
Integrateddata collection information
implementation
knowledge
System management
What’s in the Future ?
Continued safety focus
Human resource efficiency
Higher axle loads
Evolution of “Cruise Control”
Automated trains
Electric brakes

Electric Brakes Handbrakes on grades can be managed Ease of train handling
• all brakes on and off simultaneously within 7 seconds• graduated release• Faster brake charging time
Reduced in train coupler forces and less brake shoe wear Distributed power (no radio based locotrol) End of train monitoring Brake system charges while brakes are applied Load / empty features not required

Advantages cont. Faster train cycle time
• Faster accelerations brakes release sooner• May be able to increase speed of loaded trains• Graduated release of train brakes
Individual wagon brake status monitoring Fault finding i.e. train break location Faster train brake charging times (uses less air) Fuel savings as brakes release faster Increased wheel life
• No sticking brakes / hot wheels Even wearing brake shoes

“Highway” for future Developments
Derailment detection Hot bearing / hot wheel detection Hand brake status “GPS” train braking
(individual brakes graduated as loads traverse undulation)
Car weights linked to load out facilities(ensures each car is loaded to maximum)
Automated trains platform

Objective
“Move 6 million tonnes of product per annum a
distance of 100 km”

Simple ApproachTraditional Approach
250 cars/wagons
7 locomotives
Rotary/Bottom dump wagons
Rotary or bottom dump station
80 employees
Extensive track/yard system
Cost for plant >US$100 million
High maintenance costs
80 cars/wagons
3 locomotives (Push/Pull)
Side dump cars/wagons
Flat unloading platform
35 employees
Simple track/yard system
Cost for plant <US$30 million
Less plant to maintain
Supported by proven technology
The End Result