University of WollongongResearch Online
University of Wollongong Thesis Collection University of Wollongong Thesis Collections
1993
Computer aided design of manufacturing facilitiesPalitha Sumeda WelgamaUniversity of Wollongong
Research Online is the open access institutional repository for theUniversity of Wollongong. For further information contact the UOWLibrary: [email protected]
Recommended CitationWelgama, Palitha Sumeda, Computer aided design of manufacturing facilities, Doctor of Philosophy thesis, Department of MechanicalEngineering, University of Wollongong, 1993. http://ro.uow.edu.au/theses/1575


COMPUTER AIDED DESIGN OF MANUFACTURING FACILITIES
A theses submitted in fulfilment of the
requirements for the award of the degree of
DOCTOR OF PHILOSOPHY
from
THE UNIVERSITY OF WOLLONGONG
by I UNIVERSITY OF WOLLONGONG
LIBRARY
PALITHA SUMEDA WELGAMA
B.SC.(Engg) Hons, M.Eng.
Department of Mechanical Engineering
August 1993

Dedication ... To my mother and late grandmother

iii
DECLARATION
This is to certify that the work presented in this thesis was carried out by the author in the
Department of Mechanical Engineering of the University of Wollongong, Australia and has
not been submitted for a degree to any other university or institution.
Palitha Sumeda Welgama

iv
ACKNOWLEDGMENTS
The author wishes to express his profound gratitude to his supervisor, Dr. Peter Gibson,
Senior Lecturer, Department of Mechanical Engineering, University of Wollongong, for his
invaluable guidance, supervision and constant encouragement during the period of this
research work. The author is also grateful to his industrial supervisor, Mr. John Flanagan,
Associate Manager, Research and Technology Centre, B H P Coated Products Division, Port
Kembla, for his excellent assistance, coordination and encouragement.
The author is deeply grateful to the invaluable guidance, assistance and encouragement from
his former supervisor, Professor Peter Arnold, ITC Bulk Materials Handling, University of
Wollongong.
The author is very thankful to the University of Wollongong and the BHP Coated Products
Division, Port Kembla, for providing him with the 'BHP Steel Post Graduate Research
Award', through which this study was made possible.
The author acknowledges the useful advice given by Dr. Latif Al-Hakim of Monash
University, Caulfield Campus, on graph-theory concepts; and Dr. E. Siores, Dept. of
Mechanical Engineering, University of Wollongong, on Artificial Intelligence concepts.
Great appreciation and sincere thanks are extended to Mr. Des Jamieson, of Dept. of
Mechanical Engineering, for his valuable assistance in the use of computer hardware and
software.
The author gratefully acknowledges the excellent cooperation given by the BHP Sheet and

V
Coil Products Division staff, in particular, Messrs Madis Koldits, Steve McEvan, Robert
Keller, Bruce Pascoe, Gunther Daxhner, Allan Habak, Adolf Naccari, Paul McCulloch, Phil
Weston, Col Davidson, Ray Williams, Barry Gehlhlaar, Dick Plumer and the RTC staff,
Messrs Graham Bott and Bill Roberts during the case study carried out as part of the research
work.
The author wishes to extend many thanks to the Department's administrative staff, Mrs.
Roma Hamlet and Barbara Butler, and to the Professional Officer, Mr. Ian Kirby, for their
assistance.
Finally, the author expresses his heartfelt thanks to his wife, Kanthi, and mother, Matilda,
for their help during this research work.

vi
ABSTRACT
Manufacturing facilities design includes the determination of layout and materials handling
system. A n optimum facilities design improves the efficiency of manufacturing processes
through reduction of materials handling cost. A comprehensive investigation into the use
of computer aided techniques in manufacturing facilities design has been carried out
during this research.
During the early stages of the study, a real-life industrial facilities design problem in a
heavy manufacturing environment was analysed. This provided an insight into factors
considered important in practice, yet ignored by computer aided models and algorithms in
literature. The role of Monte-carlo simulation methodology in industrial facilities design
was thoroughly investigated, as it is widely used for practical facilities design problems.
The simulation methodology was applied to the case-study problem, to study the
performance of two alternative layouts, under operating dynamics using
S I M A N / C I N E M A . The analysis confirmed that simulation methodology is a useful
technique which can be used to complement optimisation techniques for industrial facilities
design. A new way of modelling batch processing was developed as part of the simulation
study.
The main focus of this research was to develop knowledge-based / optimisation
algorithms that consider more factors that are important in practice. A new algorithm was
developed for the determination of machine layouts based on a bi-criterion optimisation
model. The algorithm considers machine dimensions, their configurations and orientations
of pick-up and drop-off points. These are very important considerations in a heavy
industrial environment for determining an optimum layout. Minimising dead-space in the
layout was considered as an objective, in addition to minimising flow-cost, leading to a
useful way to obtain compact layouts. This methodology is more appropriate for heavy

manufacturing environments. The method is useful for determining layouts when cost of
transport is proportional to distance moved.
The graph-theoretic approach for determining layouts was investigated. This enabled a
better understanding of the strengths and weaknesses of the approach. A new knowledge-
based system was developed to computerise the conversion of a dual graph into a block
layout, for which a sound methodology was not available. This system ensures a regular
block layout, while attempting to satisfy specified adjacencies as far as possible.
The problem of materials handling equipment selection is an important part of industrial
facilities design. This was investigated and resulted in development of a new knowledge-
based / optimisation system. The knowledge base developed consists of facts and rules
required to determine feasible materials handling equipment for a particular move. The
optimisation algorithm attempts to minimise total cost and total aisle space requirements.
The system is implemented using L P A P R O L O G and integrates optimisation approaches
and knowledge-based approaches into a single system.
The highly complex, yet very important, problem of joint determination of layout and
materials handling system was attempted. This resulted in a new knowledge-based /
optimisation system. The system is an integration of the above two methodologies
developed for the determination of layout and materials handling system. This new system
provides detailed information on machine layout, machine configurations and orientations
of pick-up and drop-off points, materials handling equipment to be used, design load
carrying capacities and move assignment. A comparative analysis was made between the
joint determination, and the sequential determination of layout and the materials handling
systems. The results confirm that the joint determination provides superior solutions in
terms of total costs, but at the expense of computer time.

TABLE OF CONTENTS
Contents Page
ACKNOWLEDGMENTS iv
ABSTRACT vi
TABLE OF CONTENTS viii
LIST OF TABLES xvi
LIST OF FIGURES xviii
NOMENCLATURE xxii
CHAPTER 1 : INTRODUCTION 1
1.1 An Overview of the Facilities Design 1
1.2 Importance of the Current Research Work 3
1.3 Scope of the Research Work 6
1.4 Organisation of the Theses 7
CHAPTER 2 : A LITERATURE SURVEY ON COMPUTER
AIDED INDUSTRIAL FACILITIES DESIGN 10
2.1 Introduction 10
2.2 The Facilities Layout Problem 11
2.2.1. An Overview of the Facilities Layout Problem 11
2.2.2. Formulations of Plant Layout Problem : 15
2.2.3. Analytical Solution Methods 22
2.2.4. Multi-Criteria Models/Algorithms 38
2.2.5. Artificial Intelligence Based Methods 42
2.2.6. Important Issues In Facilities Layout 47

2.2.7. Experimental Comparisons 51
2.2.8. A Concluding Remark on the Approaches to the Facilities
Layout Problem 54
Materials Handling System Selection 59
2.3.1 Introduction to the M H S Design 59
2.3.2 Optimisation Algorithms for Selecting the M H S 63
2.3.3 Expert System Approaches for Selecting the M H S 65
2.3.4 Hybrid Systems 67
The Joint Determination of the Layout and the M H S 68
2.4.1 A n Overview of the Joint Determination 68
2.4.2 Optimisation Methods 68
2.4.3 Hybrid Knowledge-based and Analytical Methods 70
Post - Optimal Analysis of Facilities Designs: The Monte-Carlo
Simulation Methodology 72
2.5.1 Introduction 72
2.5.2 Steps of the Simulation Process 74
2.5.3 Theoretical Concepts in Simulation Methodology 76
2.5.4 Simulation Languages 81
2.5.5 Simulation Applications 84
Artificial Intelligence Concepts Applicable to Facilities Design :
A brief Overview 90
2.6.1 General Concepts of Artificial Intelligence(AI) 90
2.6.2 A n Overview of P R O L O G 93
Concluding Remarks on the Literature Survey 95

C H A P T E R 3 : DETERMINATION OF A L A Y O U T A N D M H S F O R
A REAL-LIFE INDUSTRIAL FACILITIES DESIGN
P R O B L E M : CASE-STUDY I 100
3.1 Introduction 100
3.2 Problem Characteristics 102
3.3 Data Collection and Analysis 104
3.3.1 Data Collection 104
3.3.2 Analysis of Data 104
3.4 Development of Alternative Layouts 108
3.5 Evaluation of Layouts 111
3.5.1 Layout Alternatives 111
3.5.2 Results of Evaluation 122
3.6. Summary and Discussion 124
C H A P T E R 4 : USE OF M O N T E - C A R L O SIMULATION IN
FACILITIES DESIGN : CASE-STUDY II
4.1. Introduction
4.1.1 Use of Simulation
4.1.2 Operating Dynamics of the Springhill Works
4.1.3 Objectives of the Simulation Study
4.2. Development of Simulation Models
4.2.1 Sources of Information
4.2.2 Modelling the Material Flow Process
4.2.3 Data
4.2.4 Elements of Models
4.2.5 Materials Handling Devices
4.2.6 Modelling Batch Processing
128
128
128
130
131
135
135
136
136
137
138
138

Xl
4.3 Model Verification and Validation
4.3.1 Verification
4.3.2 Validation
4.4 Output Analysis of Models for Proposed Layouts
4.4.1 Simulation Runs of the Proposed Layouts
4.4.2 Comparative Analysis
4.4.3 Sensitivity Analysis
4.4.4 Recommendations
4.5 Summary and Discussion
4.5.1 Summary
4.5.2 Discussion
139
139
141
147
147
149
150
150
151
151
153
CHAPTER 5 : A CONSTRUCTION ALGORITHM FOR THE
MACHINE LAYOUT PROBLEM WITH FIXED
PICK-UP AND DROP-OFF POINTS
5.1 Introduction
5.2 Problem Formulation
5.2.1 Notation
5.2.2 Problem Constraints:
5.2.3 Objective Function
5.2.4 Other Important Considerations
5.3. Proposed Methodology
5.3.1 Selection Procedure :
5.3.2 Placement Procedure:
5.3.3 Steps of the Algorithm Proposed :
5.3.4 Generating Alternative Solutions :
5.4. Experimentation and Results
160
160
163
163
164
167
168
169
169
169
171
174
175

xii
5.4.1 Test Problems : 175
5.4.2 Experimental Results 176
5.4.3 Application of the Procedure to Case-study Problem of
Springhill Works 181
5.5. Summary and Discussion 185
5.5.1 Summary 185
5.5.2 Strengths and Weaknesses of the Proposed Algorithm 186
5.5.3 General Comments on the Use of Construction Procedures 189
CHAPTER 6 : A GRAPH THEORETIC AND KNOWLEDGE - BASED
APPROACH FOR DETERMINATION OF LAYOUTS 190
6.1 Introduction 190
6.2 A Knowledge-Based System For Converting A Dual Graph
Into A Block Layout 193
6.2.1 Notation 194
6.2.2 Selection Procedure 195
6.2.3 Placement Procedure 196
6.2.4 Realignment Procedure 201
6.2.5 Final Adjustment Procedure 201
6.2.6 Objective Measure 206
6.2.7 Generation of Alternative Solutions 207
6.2.8 Steps of the Algorithm 207
6.3 Experiments and Results 214
6.3.1 Example 1: A Seven Facilities Problem : 215
6.3.2 Example 2: A Thirteen Facilities Problem : 217
6.4 Application of the Procedure to the Case Study Problem 222
6.4.1 Development of Relationship Graph 222

6.4.2 Development of the Dual Graph 223
6.4.3 Conversion of the Dual Graph into a Block Layout 229
6.5. Summary and Discussion 231
6.5.1 Strengths and Weaknesses of the Proposed Methodology 232
6.5.2 Obtaining the Maximal Planar Weighted Graphs 234
6.5.3 General Comments on Graph Theoretic Approach to the
Facilities Layout Problem 234
CHAPTER 7 : A HYBRID KNOWLEDGE-BASED / OPTIMISATION
METHODOLOGY FOR MATERIALS HANDLING
EQUIPMENT SELECTION 236
7.1 Introduction 236
7.2 Modelling the Materials Handling System Selection Problem 239
7.2.1 Notation 239
7.2.2 Modelling the Materials Handling Costs 241
7.2.3 Constraints 245
7.2.4 Aisle Space Usage 246
7.2.5 Objective Function 247
7.2.6 Mathematical Model 248
7.2.7 System Parameters 249
7.3 Proposed Knowledge-based / Optimisation System for Solving the
M H E Selection Problem 250
7.3.1 Knowledge B ase 250
7.3.2 Optimisation Algorithm 256
7.4 Experiments and Results 262
7.4.1 A Typical Output of the System 267
7.4.2 Parametric Analysis 270

7.4.3 Sensitivity Analysis 274
7.5 Summary and Discussion 275
7.5.1 Summary 275
7.5.2 Discussion 277
CHAPTER 8 : A KNOWLEDGE-BASED AND OPTIMISATION
APPROACH FOR THE JOINT DETERMINATION OF
LAYOUT AND THE MATERIALS HANDLING
SYSTEM 281
8.1 Introduction 281
8.2 Modelling the Problem of Joint Determination of the Layout and
the M H S 285
8.2.1 Problem Constraints 285
8.2.2 Objective Function 286
8.3 The Proposed Integrated Methodology 289
8.3.1 Phase 1 290
8.3.2 Phase 2 291
8.3.3 Steps of the Overall Procedure 292
8.4 Experiments and Results 296
8.4.1 Experiments with the 12-Machine Problem 296
8.4.2 Application to the Case-Study Problem of Springhill Works 300
8.5 Comparative Analysis of Joint Determination Vs Sequential
Determination of Layout and the M H S 306
8.6. Summary and Discussion 311
8.6.1 Summary 311
8.6.2 Discussion 312

XV
CHAPTER 9 : CONCLUSION 318
9.1 Lessons from the Case-Study 319
9.2 Use of Simulation in Industrial Facilities Design 320
9.3 Development of A New Construction Algorithm for Layout
Problems With Fixed Pick-up and Drop-off Points 322
9.4 Investigation into the Graph Theoretic Approach for
Determining Layouts 324
9.5 Material Handling Equipment Selection Problem 325
9.6 Joint Determination of Layout and Materials Handling System 326
9.7 Future Work 327
REFERENCES 330
APPENDICES
Appendix - A : M H E Selection
Appendix - B : Data for the Case-Study Problem
Appendix - C : Details of the Simulation Study
C. 1 Process Sequence of Major Products
C. 2 Modelling of the Process
C.3 Model Assumptions
C. 4 Elements of Models
C.5 Modelling High WIP Stocks and Residence Times
C.6 Model Files and Experiment Files
C. 7 Validation of Models
C.8 Results of Simulation Experiments
Appendix - D : Data for the Test Problems
Appendix - E : Data for Test Problems in Chapter 7 & 8
Al
Bl
CI
CI
CI
C5
C6
CIO
CIO
Cll
C14
Dl
El

xvi
Appendix - F : Material Data for the Case-Study Problem Fl
Appendix - G : Publications Made While a Candidate for the Ph.D Degree Gl

LIST OF TABLES
Table Page
M - Matrix for the Graphs 22
Summary of Algorithms for the Plant Layout Problem 55
From - To Chart for the Springhill Works 106
Annual Transport Work 122
Modifications Required for the Planned Layouts 124
Model Output: Shift Production of Main Processing Units
(Present System) 146
Model Output: Stock Levels at Despatch Areas (Present System) 146
Utilisation of Crane-south in Present System (Model Output) 147
Utilisation of Crane-south in Decentralised System (Model Output) 148
Utilisation of M H E in Centralised System (Model Output) 149
Solution Values When W 1 and W 2 are Varied 182
M-Matrix for the 7-Facilities Test Problem 196
Calculations for the 7 -Facilities Problem 215
Objective Measures of Solutions for the 7 - Facilities Problem 218
Areas for the 13 Facilities Problem of Giffin (1986) 218
Calculations for the 13 Facilities Problem 219
Objective Measures of Solutions for the 13 - Facilities Problem 222
Objective Measures of Solutions for the Springhill Works Problem 231
Optimum M H S for 12 Machine Problem 269
Experimental Results for the 12 M/C Problem 297
Optimal M H S for 12 M/C Problem When W i =0.0002 299
Experimental Results of Layout & M H S for the Springhill Works 302

8.4 : Optimal M H S for the Springhill Works When (Wi=l) 303
8.5 : Optimal M H S for the Springhill Works When (Wi=0.5) 306
8.6(a) : Comparative Analysis of Joint Determination Vs Sequential Determination
of Layout and M H S for the 12 M/C Problem 307
8.6(b) : Comparative Analysis of Joint Determination Vs Sequential
Determination of Layout and M H S for the Springhill Works 309
A.1 : Materials Handling Equipment Selection Guide Al
B.l : Data on Processing Units at the Springhill Works
(As Used in Chapters 3 and 4) B1
C.l : Comparison Between the Present System and the Decentralised System C14
C.2 : Comparison Between the Decentralised and the Centralised System C15
D. 1 : Data for the 6 M/C Problem (As Used in Chapter 5) Dl
D.2 : Flow Data for the 12 M/C Problem (As Used in Chapter 5) Dl
D.3 : Machine Dimensions for 12 M/C Problem (Used in Chapters 5,7 and 8) D2
D.4 : Machine Dimensions of the Springhill Works (Used in Chapters 5 and 8) D3
D.5 : From - To Chart for the Springhill Works (Used in Chapters 5 and 8) D4
E. 1 : Material Data for the 12 M/C Problem (As Used in Chapters 7 & 8) El
E.2 : Location Data of Machines of the 12 M/C Problem (Used in Chapter 7) E5
E.3 : Materials Handling Equipment Data (As used in Chapter 7 & 8) E6
F. 1 : Material Data for the Springhill Works (As used in Chapter 8) F1

LIST OF FIGURES
Figure Page
2.1 :
2.2
2.3
2.4
2.5
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
3.11
3.12
4.1
4.2
4.3
4.4
4.5
P - Q Analysis
Distance - Intensity Plot
Space Relationship Diagram
Computer Aided Approaches for the Facilities Layout Problem
A Relationship Graph G and its Dual Graph G*
Relationship Chart for Springhill Works
Layouts for Springhill Works (Plan A)
: Layouts for Springhill Works (Plan B)
: Layouts for Springhill Works (Plan C)
: Layouts for Springhill Works (Plan D)
: Layouts for Springhill Works (Plan E)
: Layouts for Springhill Works (Plan F)
: Layouts for Springhill Works (Plan G)
: Layouts for Springhill Works (Plan H)
: Layouts for Springhill Works (Plan I)
: Layouts for Springhill Works (Plan M )
: Evaluation of Layouts
. Layout of the Present System
Layout of the Decentralised System
Layout of the Centralised System
Flow Chart for Batch Processing
One of the Animation Screens Used in the Model for Central
Packing / Despatching Layout
13
13
15
16
21
107
112
113
114
115
116
117
118
119
120
121
123
132
133
134
140
141

XX
4.6(a) : Model Output for Stock Levels at Despatch Areas
(atPDN)
4.6(b) : Model Output for Stock Levels at Despatch Areas
(atPDS)
4.6(c) : Model Output for Stock Levels at Despatch Areas
(atPDSHEET)
4.6(d) : Model Output for Stock Levels at Despatch Areas
(atPDP)
4.7 : Crane Utilisation Vs Loading / Unloading Time
5.1 : Different Relative Positions of Pick-up / Drop-off Points of
Machines With Respect to Their Configuration.
5.2 : X-Coordinate Overlapping
5.3 : Different Orientation of Pick-up and Drop-off Points
5.4 : Possibilities for Positioning a Block Bj With Respect to a Fixed
Block Bi
5.5 : Layout for the 6 M/C Problem
5.6 : Layout for the 12 M/C Problem (Flow-cost =5903, D S R = 0.57)
5.7 : Layout for the 12 M/C Problem (Flow-cost =6402, D S R = 0.43)
5.8 : Layout for the 12 M/C Problem (How-cost =7193, D S R = 0.10)
5.9 : Non-inferior Solutions for 12 M/C Problem
5.10(a) : Layout for the Springhill Works (W i=1, W 2 = 0)
5.10(b) : Edited Layout for the Springhill Works (Wi=l, W 2 =0)
5.11(a) : Layout for the Springhill Works (Wi=0.7, W2=0.3)
5.11(b) : Edited Layout for the Springhill Works (Wi=0.7, W2=0.3)
5.12 : Pareto- Optimal Points for the Case-Study Problem
6.1(a) : Hassan & Hogg's Solution for a 7 Facility Problem
6.1(b) : Al-Hakim's Solution for a 13 Facilities Problem
144
144
145
145
151
165
166
168
171
177
178
179
179
180
183
183
184
184
185
192
192

xxi
6.2 : Illustration of Notation 195
6.3 : Flow Chart of the Algorithm for Converting a Dual Graph into
a Block Layout 210
6.4 : Flow Chart for Empty Space Reduction 212
6.5 : Layout for the 7 Facilities Problem 216
6.6 : Dual Graph for the 13 Facilities Problem of Giffin (1986) 218
6.7 : Layout for the 13 Facilities Problem 221
6.8 : REL - Chart for the Springhill Works 224
6.9 : Relationship Graph for Springhill Works 225
6.10 : Revised Relationship Graph for Springhill Works 226
6.11 : Dual Graph of the Revised Relationship Graph for Springhill Works 227
6.12 : Dual Graph of the (Original) Relationship Graph for Springhill Works 228
6.13 : Layout for Springhill Works (After the Placement Procedure) 230
6.14 : Layout for Springhill Works (After Empty Space Reduction) 230
7.1 : System Components 251
7.2 : Illustration of Overhead Crane Feasibility 256
7.3(a) : Flow Chart for the Materials Handling System Selection 263
7.3(b) : Module 1 - Flow Chart for Combining Moves Which Use Same
Equipment Type 264
7.3(c) : Module 2 - Flow Chart for Combining Moves on Category 265
7.3(d) : Module 3 - Flow Chart for Substituting MHE with Alternatives 266
7.4(a) : Effect of Penalty Cost (Pc) on MHS Costs 271
7.4(b) : Relationship Between Objective Function Values 271
7.5 : Effect of Span of Overhead Travelling Cranes on Total MHS Costs 273
7.6(a) : Effect of Available Time (At) on Total MHS Cost 273
7.6(b) : Relationship Between Objective Function Values When At is Changed 274
7.7 : Sensitivity of MHS Costs to Flow Volume 275

8.1 : Need for Different M H E Depending on Location of Machines 282
8.2 : Flow Chart of the Algorithm for Joint Determination of the
Layout and M H S 294
8.3 : Layout for the 12 M/C Problem (Wi = 1) 298
8.4 : Layout for the 12 M/C Problem (Wi = 0.0002) 298
8.5 : Variation of Materials Handling Costs with the Dead-Space Ratio
for the 12 M/C Problem : Pareto-Optimal Points 300
8.6 : Pareto Optimal Points for the Springhill Works 303
8.7(a) : Layout for Springhill Works (Wi=l, W 2 = 0) 304
8.7(b) : Edited Layout for Springhill Works (Wi=1, W 2 = 0) 304
8.8(a) : Layout for Springhill Works (Wi=0.5, W 2 = 0.5) 305
8.8(b) : Edited Layout for Springhill Works (Wi=0.5, W 2 = 0.5) 305
8.9(a) : Comparative Analysis of Joint Determination vs Sequential
Determination of Layout and M H S for the 12 M/C Problem 308
8.9(b) : Comparative Analysis of Joint Determination Vs Sequential
Determination of Layout and M H S for the Springhill Works 310
C. 1 : Process Analysis of Major Product Groups C2
C.2 : A Model Representing Activities at a Process Unit C4

NOMENCLATURE
Ajj - Net revenue from operating plant i at location j
aij - A binary variable indicating feasibility of using a M H E j to move i
AJ - Number of adjacencies preserved in the layout
Ak - Total area of facilities in a set k
At - Annual working hours or available time for M H E
Bi - Block i
bi - Length of the vertical side of the machine cell MC-i.
bijkl - Closeness rating scores of departments i and k
BIS - 'Buggy' Inspection Station
BRC(j) - Bottom right corner of facility j
C'mj(i) - Value of Cmj where MHE(j) is the minimum cost M H E for the move i
C lj - Fixed cost associated with the capital cost of M H E j
C2j - Variable cost coefficient associated with the capital cost of M H E j
C3j -Operating cost of M H E j per unit operating time.
Capj - Load carrying capacity of M H E j
C G L - Continuous Galvanising Lines (3 lines)
C H - A horizontal cascade of facilities
CIj - Total investment cost of M H E j
Cij - Apportioned investment cost of M H E j for move i
cy - Cost per trip between machine cells MC-i and MC-j
C L N - Cleaning Line
Cmj - Total capital and operating cost of MHE(j)
Coj - Operating cost of M H E j
C P C M - Coupled Pickle Cold reduction Mill (consist of a pickle line and the F S M )
Cpi - Penalty cost for the aisle space required for move i

C T M - Coil Temper Mill
C V - A vertical cascade of facilities
D - Drop-off point
D C B - Decarburising unit
dhy - Minimum distance by which machine cells MC-i and MC-j are to be
separated horizontally
di - Distance in the move i
dji - Distance from location j to location 15
Ds - Dead space(difference between the minimum rectangular area needed to
contain the layout and the area required for the facilities)
Ds'kjr. - Minimum rectangular area needed to contain already placed machines and
the entering machine k at a location given by the combination X.
D S R - Dead-space-ratio
dvy - Minimum distance by which machine cells MC-i and MC-j are to be
separated vertically.
dxi, dyi - X and Y coordinates of drop-off point of block i
Dxjk - Distance in X-direction between 1 and k
Dyik - Distance in Y-direction between 1 and k
E - Empty space area
EB(j) - Expansion point of below j
E G L - Electro-Galvanising Line
Eq.name - N a m e of M H E . eg. tow-tractor, A G V, bridge-crane, slat-conveyor
ER(j) - Expansion point to the right of j
E S S - Electrical Steel Slitter
<|> - Represents a function
Flj - Source associated with the move
F2i - Destination associated with the move

Fj - Material flow volume associated with move i
fij - Number of trips to be made between machine cells MC-i and MC-j
fik - Material flow from machine i to k
flow(i) - Total number of machines that interacts with i
F S M -Five Stand Mill
Gi - A set of adjacent facilities of the facility i
i - The move between the machines k and 1
Ij - Aisle width required for MHE(j)
j - M H E identification
k, 1 - Machine identifications
kb - Bottom-most facility
kr - Right-most facility
L - Length of a block
L, W - Site length and width respectively
Leni - Length of the unit load associated with move i
LF(j) - Left limit of the facility j.
Lfj - Effective economic life of M H E j
Li - Unit load associated with move i
li - Length of the horizontal side of the machine cell MC-i
Xj - A binary variable indicating the selection of M H E j for any move
M - Total number of machines to be fixed
m - Total number of moves
m(i,j) - Element (ij) of the M matrix
MHEfj) - Materials handling equipment j
Lij - Number of units of M H E j required
M R A L - Minimum rectangular area needed to contain current layout
N - Number of material handling equipment types

n
nf
OCA
P
P(j)x
PG)y
Pc
PDN
PDP
PDS
PDSHEET
PKL
PPN
PPP
PPS
pxi.pyi
REV
rik
Rnj
S
SCA
Sf
SHR(LG)
SHR(M/HG)
Sk
SLT
SPj
- Total number of plants / locations
- Number of already fixed machines
- Open Coil Annealing section
- Pick-up point
- X coordinate of vector P(j)
- Y coordinate of the vector P(j)
- Penalty cost per unit area of aisle space
- Pre Dispatch North - coil storage area
- Pre Dispatch Paint - coil storage area
- Pre Dispatch South - coil storage area
- Pre Dispatch Sheet storage area
- Pickle Line
- Pre Pack North
- Pre Pack paint
- Pre Pack South
- X and Y coordinates of pick-up point of block i
- Reverse Mill
- Closeness rating scores of departments i and k
- Reference number for the M H E j
- Span of overhead cranes (equal to the span of B A Y )
- Springhill (tight) Coil Annealing section
- The set of currently fixed facilities
- L o w Gauge Shearing Line
- Medium/Heavy Gauge Shearing line
- Set of moves between the entering machine k and already placed machines
- N e w Slitting line
- Speed of travel of M H E j

xxvu
S P L - (Springhill) Paint Line
TQj - Total cost of using MHE j for move i
ty - Total operating time of equipment type j require for move i
TLC(j) - Top left corner of facility j
TLL - Tension Levelling Line
Uj - Utilisation of MHE j
UT.T. - Acceptable lower limit for utilisation
UTJL - Acceptable upper limit for utilisation
W -Width of a block
Wi,W2 - Relative weights of the two objectives
wi - Width of the unit load of material involved in move i
Wy - Operating cost of equipment type i for move j
Xi - Distance between centte of machine cell MC-i and vertical reference line
xib» Yib _ X and Y coordinates of bottom-right comer of block i { 1 if m o v e i is assigned to M H E j 0 otherwise
{ 1 if plant i is at location j 0 otherwise
xit» yit - X and Y coordinates of top-left corner of the block i
yi - Distance between centre of machine cell MC-i and horizontal reference line
Z - Objective function value
Zfc - Total transport work of placing machine k, with already placed machines
Zpc - Objective function Zp of placing block P at point C
**#

1
CHAPTER 1
INTRODUCTION
1.1 An Overview of the Facilities Design
Facilities design problems are now faced more frequently by industry, due to a change from
mass production towards flexible manufacturing. Industrial facilities design involves the
determination of facilities layout and the materials handling system(MHS). These are
highly inter-related issues. According to some estimates, materials handling takes up to
5 5 % of the total cost of a product (Gabbert et.al.(1989)t66]. This signifies that the
optimisation of facilities design is vital for achieving a competitive edge in manufacturing.
The determination of the layout and the MHS is carried out in several phases of
- Estimating data and parameter values,
- Obtaining an 'optimum solution' and
- A post-optimal (sensitivity) analysis.
Computers are a highly valuable aid in all of these phases.
There are three types of facilities design projects as identified in Muther and Webster
(1985)t164]:
1. Layout is fixed; determine or improve the MHS
2. M H S is fixed; determine or improve the layout.
3. Neither are fixed; determine or improve both the layout and the M H S .

2
The determination of the M H S , involves the selection of appropriate materials handling
equipment ( M H E ) and the assignment of moves to the selected M H E . The traditional
approach for determining the M H S , when the layout is known, has been to perform an
economic analysis for the capital expenditure of a few M H E which are selected by the
materials handling engineer based on subjective criteria. T w o optimisation methodologies
(Webster et. al (197 l)t231] and Hassan et. al. (1985)t83l) are available for determining the
optimum M H S objectively, despite having many limitations. In recent years, expert system
approaches have been developed to select feasible M H E using subjective criteria [57, 60,
99, 146-148].
Determination of layout, (the 'facilities layout problem' ), has attracted the attention of
many researchers during the past three decades. More general readings on this facilities
layout problem are given in Apple(1977)t16l, Hales(1984)[79l and Anon(1986)[n3. The
most primitive approach has been "Template Juggling" where templates representing
machines are manually arranged until a satisfactory layout is found. This approach is not
satisfactory for larger real-life size problems. Therefore many methodologies, that use
mathematical modelling approaches, heuristic computerised approaches and expert systems
have been developed.
Layout types are generally influenced by product variety and production rates. The
'conventional' layouts, where low levels of automation are involved, can be further
categorised as product, process and group technology(GT) based layouts, while for
automated manufacturing systems, four types of layouts are considered; linear single row,
circular single row, linear double row and multi row (Abdou and Datta(1990)[13). In
general, process layouts have a high degree of flexibility, followed by G T layouts and then
product layouts which have a low degree of flexibility. A framework for identifying

3
appropriate layout types within the context of manufacturing systems and degree of
flexibility is given in Abdou and Datta(1990)[l].
Determination of both the layout and the MHS when neither are fixed, (the third type of
facilities design problem), has been a very complicated task which suffers from a severe
shortage of models and solution methods. However, in most of the practical industrial
facilities design projects, the layout and the M H S are determined jointly, considering the
inter-relationship of the two issues.
A widely used method for post-optimal analysis of facilities design process is the Monte
Carlo simulation technique, although the queuing theory models can be employed for
smaller problems. The simulation methodology is a highly developed technology with vast
areas of applications and is widely used in practice. Analysis of layouts and materials
handling systems has been one of its traditional areas of application. Many general purpose
and special purpose simulation languages are available, out of which S I M A N / C I N E M A is
considered as a sophisticated general purpose language. Using this simulation technology,
the effect of the operating dynamics of the system such as various rules of production
scheduling and M H S dispatching, fluctuations in production rates and breakdowns on the
selected layouts and materials handling systems can be analysed.
1.2 Importance of the Current Research Work
This research work has begun with an opportunity to analyse a real-life layout and
materials handling problem of the Springhill Works, B H P Sheet & Coil Products Division,
in Port Kembla. The attempt to solve this problem was very beneficial since it provided
valuable experience in all aspects of facilities design, such as sorting out important problem
parameters, estimating relevant data values, identifying the important practical constraints

4
required to be considered, and identifying the evaluation criteria that the practitioners
consider as important. The knowledge gained in solving this real-life problem greatly
assisted in identifying m a n y of the deficiencies which exist in computer aided
methodologies available in the literature, and the factors that should be considered in real-
life industrial facilities design. This has led to the development of better systems which are
reported in later chapters.
As part of the facilities design process, the simulation methodology was used to analyse
alternative layouts for the Springhill Works under operating dynamics. Although
simulation is a widely accepted and established technology, many problem-specific
obstacles need to be overcome in its application to large-scale problems such as the
Springhill Works. The knowledge gained from the experience of dealing with such projects
provides vital contributions to knowledge in the relevant field.
One of the major causes for the failure of the facilities design methodologies available in
the literature, to attract the attention of practitioners is the difference between the
expectations of industrial practitioners and the practicalities of methodologies proposed by
researchers. In many real-life problems concerning layout and M H S designs, practitioners
still follow intuitive judgement for placing facilities and select very few feasible alternative
M H E to undergo economic analysis. Modelling the relationship between the researcher and
practitioner, as the manufacturer and customer, and applying the concepts of Total Quality
Management to improve the quality of research, could result in the conclusion that the
researcher should address the needs of the practitioner (customer), in order to attract their
interest to the methodologies developed by the researcher.
After analysing the real-life case-study problem, research was continued by concentrating
on the development of methodologies applicable to industrial facilities design, considering

5
many practically important issues while preserving the sophistication of theoretical
methods, thus reducing the gap between the expectations of practitioners and these
methodologies.
The case-study problem highlighted the need to consider pick-up and drop-off points which
are integral parts of machines, in solving heavy manufacturing environments. In such a
situation, the configurations and orientations of machines are important to consider in
determining the optimum layout. This aspect has not been considered by available
methodologies in the literature. Thus, there is a need for the development of a methodology
for the determination of layout considering such factors.
The analytical procedures available for MHS selection consider economic models for
calculation of the costs of materials handling equipment which are too simple. Further, they
need the user to determine a feasible set of equipment for each move. The case-study
problem revealed, that in a heavy industrial environment, consideration of aisle space
requirement for heavy materials handling equipment is an important factor, in addition to
the costs of M H S , when determining the layout and M H S . Therefore, there is a need for
developing new analytical procedures, which use better economic models for estimating the
costs of M H E and which minimise the aisle space usage in addition to the cost of M H S .
Such procedures should be intelligent enough to determine a feasible candidate set of M H E
for each move, and further analyse them to determine the optimum M H S .
The case-study problem also highlighted the importance of the determination of layout and
the M H S jointly, as the practitioners are interested in determining them jointly due to their
high degree of inter-relationship. Extremely few models are available which consider these
two problems jointly. Those that do are inapplicable for many real-life problems because of
many limitations associated with them. Therefore there is a need to develop methodologies

6
which determine the layout and the M H S jointly considering many practically important
factors, while employing optimisation techniques.
1.3 Scope of the Research Work
A major portion of this research work is devoted to developing methodologies useful in
industrial facilities design that consider important practical aspects while preserving the
sophistication of theoretical methods. The research work reported here focussed on the
following aspects.
1. Determination of a layout and a MHS for the Springhill Works subject to the existing
constraints, in close cooperation with the engineers of the plant.
2. Post-optimal analysis of two of the selected layouts and associated M H S , using
comprehensive simulation models capturing the important aspects of operating
dynamics of the plant, which involved the development of simulation models
applicable to the batch manufacturing environment of the Springhill Works.
3. Development of an algorithm for the determination of layout in a heavy industry
environment, which considers the configuration of machines and the orientation of
pick-up and drop-off points of machines explicitly.
4. Investigation of the graph-theoretic approach for the facilities layout problem, as an
alternative way of developing layouts. This includes the development of a
knowledge-based system as part of the graph-theoretic approach.
5. Development of a knowledge-based and optimisation methodology for the
determination of optimum M H S , when the layout is known, which use more realistic
models for estimating materials handling costs.
6. Development of a hybrid knowledge-based, and optimisation methodology for the
joint determination of the layout and M H S when neither are fixed. The methodology

7
is an integration of methods mentioned in (3) and (5) above with appropriate
modifications.
The knowledge-base developed for determining the MHS is limited to heavy industrial
situations.
1.4 Organisation of the Thesis
The thesis is organised into 9 chapters as follows.
Chapter 1 provides a general overview of the industrial facilities design aspects, clarifies
the importance of the current research work and to details the scope of the current research
work.
Chapter 2 presents a comprehensive literature review concerning all aspects of industrial
facilities design. It provides details of the facilities layout problem, the materials handling
system selection problem, joint determination of layout / MHS, the simulation technology
as a method of post-optimal analysis, and a brief review of the concepts of Artificial
Intelligence as applied to facilities design.
Chapter 3 describes the real-life case study problem of the Springhill Works, which laid the
foundation for the remainder of this research work. It provides the details of the specific
constraints associated with the problem, the simple approach applied in arriving at
alternative layouts and the static evaluation of these layouts.
Chapter 4 comprehensively covers the simulation methodology as applied to the facilities
design area. It presents the operating dynamics considered in the post-optimal analysis of

8
layouts developed in chapter 3, the simulation models developed, and the results of the
analysis. This chapter also presents a method of modelling the batch manufacturing
environments using S J M A N / C I N E M A and provides important information on the problems
faced and solutions employed during the model development and analysis phase, and the
factors to be considered in dealing with large scale simulation models.
Chapters 5-9 mainly provide details of the systems developed, considering some of the
practical requirements while preserving sophistication of relevant theoretical
methodologies, thus narrowing the gap between theory and practice.
Chapter 5 presents a new algorithm, that considers specific pick-up and drop-off points of
machines, with their configurations and orientations in developing a layout. It proposes a
bi-criterion approach and presents experimental results of the application to a generalised
12 machine problem and to the case-study problem of Springhill Works under 'green field'
conditions. The algorithm is implemented using the 'C language.
Chapter 6 concentrates on investigation of the graph-theoretic approach in determining
industrial facilities layout. It presents a new knowledge-based system to a part of the graph-
theoretic approach, which is implemented using the 'C language. The approach is applied
to test problems available in the literature and compared with similar work. Also, the case
study problem under 'green field' conditions is attempted. The limitations of the approach
in handling real-life problems are highlighted.
Chapter 7 presents a new knowledge-based and optimisation procedure based on LPA
P R O L O G to determine the M H S , when the layout is known. A bi-criterion modelling
approach is considered to minimise the costs of M H S and aisle-space usage. Better cost

9
models are employed in estimating the materials handling costs. The system is applied to a
test problem involving 12 machines and 110 moves between them, to determine the M H S .
Chapter 8 reports on a new knowledge-based and optimisation methodology based on LPA
P R O L O G , which is an integration of the two methods developed in chapters 5 and 7 with
appropriate modifications, for the joint determination of layout and the M H S . The system is
tested using the 12 machine test problem and the case-study problem of Springhill Works
under 'green field' conditions. Also, a comparative analysis is carried out between the joint
determination of layout and M H S , and the sequential determination of them, where the
layout is determined first, then the M H S is determined for the resulting layout
Chapter 9 provides an overall discussion of the systems developed and concluding remarks.
The strengths and weaknesses of the systems developed are discussed and the important
issues to consider in future research are highlighted.
Publications written while studying for the degree of Ph.D are listed in the Appendix-G.
***

CHAPTER 2
A LITERATURE SURVEY ON COMPUTER AIDED INDUSTRIAL FACILITIES DESIGN
2.1 Introduction
Industrial facilities design involves the determination of layout and the materials handling
system (MH S ) , and is carried out in phases of,
i) Estimation of data and parameters,
ii) Obtaining an 'optimum' layout and M H S
iii) Post-optimal analysis.
The methodologies available for the determination of facilities layout, in general, are not
concerned about M H S selection issues or assume that the M H S is known. O n the other
hand, the methodologies available for M H S selection problem, are not concerned with
layout issues and assume that the layout is known. Very few algorithms consider the joint
determination of the layout and the associated M H S . Post-optimal analysis is usually
carried out in practice using the Monte-Carlo simulation technology, although queuing
theory concepts can be used for relatively simple problems.
In this Chapter, a comprehensive literature review is presented covering the facilities
layout problem, the M H S selection problem, the Monte-Carlo simulation methodology
and some Artificial Intelligence concepts which are applicable to the facilities design
process. Estimation of data and parameters are excluded from consideration here, as
simple statistical techniques could be used for this puipose.

11
2.2 The Facilities Layout Problem
This section briefly describes various mathematical models, optimal and heuristic
algorithms, and expert systems approaches, that are applicable to the facilities layout
problem. Some important issues in facilities layout problems are also presented.
2.2.1. An Overview of the Facilities Layout Problem
The determination of facilities layout is part of the facilities design process. In many
situations, the layout is determined under the assumption that the M H S is known, or
under the assumption that the materials handling costs are proportional to the transport
work, where the transport work is defined as the arithmetic product of materials flow
volume and distance. More general reading and introductions to plant layout principles are
given in Tompkins(1978)[220]5Apple(1977)[16], Hales (1984)179] and Anon (1986)tH].
A plant layout problem may arise due to a design change, enlarged or reduced
departments, adding a new product, moving or adding a new department, replacing
obsolete equipment, a change in production methods, cost reduction or planning a new
facility[16].
Computers can be used in all areas of the facilities layout cycle {Moore(1980)t161l}. The
cycle consists of site location, data preparation for layout planning, development of overall
and detailed layouts, comparison of alternatives, storing with computer graphics,
installation of machines and facilities management information systems.
The key input data required for the determination of layout are the present and future
characteristics of products and materials, quantities of each product or material,

routings/process sequence, supporting services (Mechanical / Electrical systems,
ventilation, waste disposal etc), space utilisation, Timing (overtime and extra shift usage)
and quantitative material flow. The material flow quantities can be obtained by relative
judgmental estimates, work sampling (or some other formal survey), extraction from
production control reports or by automatic scanning. The flow data are usually
summarised as a From - T o chart, giving the amount of materials flow from each
production unit to every other production units (see Table 3.1 in page 106 for an example
of a From - to chart.).
There are other factors apart from the material flow, which are important to consider as the
basis of relationships between facilities (departments or machine units); eg. Shared
equipment, utilities and safety. Muther's vowel-letter rating system [79] given below is
used to rate the desirability of closeness (or relationship) between activities.
A - Absolutely necessary
E - Especially Important
I - Important
O - Ordinary Closeness
U - Unimportant
X - Undesirable
These ratings are arranged in a triangular relationship chart (REL Chart) which is an
excellent way of summarising the closeness desired between activity areas. Figure 3.1
(page 107) shows a R E L chart derived for the case-study problem.
Industrial layout planning is further assisted by the product-quantity analysis(P-Q
analysis), and Distance-Intensity plots(D-I plot)[79]. The P-Q curve (figure 2.1) is
obtained by plotting the quantities of each product in the decreasing order of quantities. A
shallow curve(no dominant products or materials) suggests that, the facilities should be

13
planned as a general purpose or job shop operation, where as a deep curve(one or few
dominant products) suggests that the layout be split into a dedicated area for high volume
Quantity
(Q) A Product A
Product B
Product C
Product (P)
Figure 2.1 : P - Q Analysis (Courtesy : Hales(1984)[79])
A Intensity
(D
* Formed Steel
O Sheet Steel
• Long tubes
Distance (D)
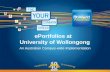
Figure 2.2 : Distance - Intensity Plot (courtesy : Hales (1984)t79])
products and a general purpose area for the rest of the low volume products. The D-I plot

is obtained by plotting the intensity (or rate ) of material flow for each product over each
route against the length(distance) of the route. Figure 2.2 shows the D-I plot for moves
(numbers are shown) associated with three products(Formed Steel, Sheet Steel and Long
tubes). This plot is helpful in evaluating layouts and designing materials handling
systems.
A graphical procedure for the layout planning, known as the Systematic Layout Planning
(SLP), as described in [79], was originally proposed by Richard Muther. In SLP
technique, material flow between facilities and other relationships are combined to arrive at
a relationship chart(REL chart). A relationship diagram is then drawn, with the help of this
chart, using a number of lines code and length of lines scale to represent relationships
between facilities. The length of line between two facilities is inversely proportional to
strength of the relationship, while number of lines between two facilities are directly
proportional to the strength of relationship (figure 2.3). This relationship diagram is then
edited to prepare a block layout considering facility areas and other practical
considerations. More details are given in [79].
A number of survey papers on the computer aided techniques for the facilities layout
problem have been published during the last decade. Levary and Kalchik(1985)[134l have
given the characteristics of layout algorithms and tabulated them according to inputs
required, general characteristics, limitations and outputs. Kusiak and Heragu (1987)[127J
presented a survey of models, heuristic algorithms and optimal algorithms. Figure 2.4
illustrates briefly, the various approaches which concentrate on the facilities layout
problem. This section includes some of the established popular algorithms, and most of
the recent models and algorithms, multi-criteria approaches and the use of Artificial
Intelligence (AI) techniques applied to facility layouts. A brief review of mathematical
formulations is presented, followed by solution methodologies which are classified as,

15
optimal and heuristic algorithms, expert systems and hybrid systems.
(EK^
High closeness (A)
Closeness undesirable (X)
Figure 2.3 : Space Relationship Diagram (Courtesy : Hales (1984)179])
2.2.2. Formulations of the Plant Layout Problem:
Mathematical models available for the plant layout problem are:
(1) Quadratic assignment models
(2) Quadratic set covering models
(3) Linear Integer Programming models
(4) Mixed Integer Programming models
(5) Nonlinear Programming models
(6) Graph theoretic models

1 6
Hybrid Knowledge-based and analytical systems
Multi-criteria models and algorithms
Expert systems
Fasilities Layout Problem
Analytical algorithms
Heuristic methods Optimal methods
Hybrid construction and improvent Conventional
Construction
" i*- Conveni
on I I Improve
Graph-theory based
Improvement
sei
Construction Improvement
Figure 2.4 : Computer-Aided Approaches for the Facilities Layout Problem
2.2.2.1. Quadratic Assignment Model: (First modelled by Koopman and Beckman - as
reported in [127]).
n n n n n n Max £ X Aij xij " I 2 X I fik Cji xy xki
i=l j=l i=l j=l k=l 1=1 n
bjectto, jT xy =1 i = 1,2,3,....n J=l
su
(D
(2)

n X Xij = 1 j = 1,2, .... n (3) i=l
xy e {0,1} i,j = 1,2, .... n (4)
where, n total number of plants/locations
Ay net revenue from operating plant i at location j
file flow of material from plant i to plant k
Cji cost of transporting unit material from location j to location 1 { 1 if plant i ' 0 otherwise {1 if plant i is at location j
0
The equation (1) represents the objective of maximising profit (revenue -cost). The
equation (2) ensures that each plant is assigned exactly to one location while the equation
(3) ensures that each location is assigned exactly to one plant.
Simpler forms of the above can be obtained if ay represents the cost of locating plant i at
location j. If ay = 0 or same value for all (i,j), only the second term exists. It is reported
that the solution of the Quadratic Assignment Problem (QAP) using the above formulation
requires a considerable amount of computer time even for a small problem with only 15
facilities. This formulation is based on the assumption that any facility can be
accommodated to any available location. The formulation does not take into account
practical issues such as facility dimensions, shapes and input/output locations. The Q A P
belongs to the class of "NP-complete" [127]. This indicates that there is no efficient
solution technique available for the problem. The algorithms available are of
'Nondeterministic' type which can solve the problem in 'Polynomial' time.

2.2.2.2. Quadratic Set Covering Problem (QSP)
This formulation for the facility location problem was given by Bazaraa and reproduced in
Kusiak and Heragu (1987)!127]. In this formulation the total area occupied by all the
facilities is divided into a number of blocks. The constraints ensure that each facility is
assigned to exactly one location and that each block is occupied by at most one facility.
The lack of consideration of facility dimensions and other physical issues is a limitation in
this model too.
2.2.2.3. Linear Integer Programming Formulation
As reproduced in [127], Lawler formulated the facility layout problem as a linear integer
programming problem by replacing xy Xki in the Q A P model by yyki (a binary variable)
and appropriately constructing constraints. Although the solution to this model is easier to
obtain than for Q A P model in a theoretical sense, it has also overlooked the consideration
of physical issues.
2.2.2.4. Mixed Integer Programming Problems
A linear mixed integer programming model has been developed by Kaufman and
reproduced in [127] based on the Q A P formulation. This has got the smallest number of
variables and constraints among the all integer programming formulations. Other mixed
integer programming models are also given in reference^ 27].
Heragu(1989)l93^ presented a mixed integer formulation to a machine cell layout problem
considering continual plane conditions. The objective function minimises the total cost
involved in making the required trips between machine cells. The formulation is as

19
follows: n-1 n
Minimise J £ cy fy (bq -Xjl +lyj -yjl) i=l j=i+l
Subject to:
Ixi -Xjl + M zy > 1/2 (Hi -ljl + dhy ) i=l,2,...n-l; j = i+l,...n
lyi-yjI+M (1-zy) > 1/2 (Ibi-bjl + dvy) i=l,2,...n-l; j = i+l,...n
Zij(l-zy) = 0 . i=l,2,...n-l; j = i+l,...n
Where,
fy : Flow of material between machine cells MC-i and MC-j
cy : Cost of transporting a unit of material between cells MC-i and MC-j
li : Length of the horizontal side of the machine cell MC-i
bi : Length of the vertical side of the machine cell MC-i.
dhy : Minimum distance by which machine cells MC-i and MC-j are to
be separated horizontally
dvy : Minimum distance by which machine cells MC-i and MC-j are to
be separated vertically.
xi : Distance between centre of machine cell MC-i and vertical reference line
yi : Distance between centre of machine cell MC-i and horizontal
reference line
The first and second constraints ensure that no two machine cells overlap. Only one of the
first two constraints will hold. The problem can be converted to an integer programming
model as given in [93]. The difference here is that the model considers a continual plane,
not a set of locations as considered in other formulations. Heragu(1990)l91l presented two
models for machine layout problems in F M S . One for a single row machine layout model
and the other for a multi row case. Models are similar to the previous formulation[93] in
concept. The objective function minimises total cost involved in transportation of material

between each pair of machines. The constraints ensure that: (1) the pick-up and drop-off
points of a machine fall within the boundaries of the machine and (2) machines in the
layout do not overlap. The machines are located inside a building. This formulation
considers many physical issues. However, other important issues such as the possibilities
of locating a machine in different orientations, and the input/output locations are not
considered in this model.
2.2.2.5. Other Nonlinear Models:
Tam and Li(1991)[212] reported another nonlinear programming model on a continual
plane consideration. Constraints consider requirements for configurations, no
overlapping, aspect ratio and site dimensions. The objective function attempts to minimise
the 'force' between facilities, which is defined as f = wy*dy 2 where wy represents flow,
dy represents distance between facilities. Since the formulation is a nonlinear constrained
optimisation problem, the Lagrangian method is utilised. A modified formulation is given
considering fixed facilities. This formulation is more realistic than Q A P formulations for
machine layout problems. The model considered the possibility of placing machines in
different orientations. However, the locations of input/output stations are not considered.
2.2.2.6. Graph Theoretic Formulations
Many attempts have been made to model the facilities layout problem using graph-theoretic
concepts. The basic assumption made here is that the desirability of locating each pair of
facilities adjacent to each other is known and attempts are made to maximise adjacencies.
Facilities are represented as vertices and the entries of a R E L chart are considered as
weights in a complete graph(a graph in which there is an edge between each pair of
vertices). The determination of layout is then modelled as a problem of extracting a planar

sub-graph(a graph that can be drawn in the plane without edges crossing), from the above
complete graph , so that the sum of the weights is maximal. Such a graph is known as the
maximal planar weighted graph (MPWG){Green(1985)l76l}. The dual graph of the
MPWG is then developed, which represents facilities as regions whose boundaries
maintain the adjacencies of the MPWG. The dual graph G* of a planar graph G, is
constructed as follows {Harary(1969)t81l}:
a) Choose one point inside each face of G; these points are the vertices of G*.
b) For each edge e of G, draw a tine connecting the vertices of G* on each side of
e (ie. crossing the edge e)
Consider the relationship graph G in figure 2.5, whose vertices are (1,2,3,4,5). The dual
graph G* constructed using the above definition is as shown with vertices (a,b,c,d,e,f).
Figure 2.5 : A Relationship Graph G and Its Dual Graph G*
This dual graph of the MPWG, is then converted into a block layout considering
appropriate areas {Hassan et. al.(1989)[85l}. Fundamental concepts and definitions of
graph theory are given in Harary(1969)[81l and Eggleton et.al.(1990l53U99l[54]). Green

and Al-Hakim(1985)[76] have proposed a convenient way of representing both the M P W G
and its dual in the form of a matrix called M-matrix. In this matrix, the entry m u v is equal
to (p,q) if facilities u and v are adjacent in the M P W G , G, and zero otherwise, where p
and q denote the vertices in the dual graph G*, forming the edge which is crossing the
edge e joining u and v in G. For example, with reference to the graphs in Figure 2.5, m i 2
= (a,b) since (a,b) are the dual vertices in G* that is crossing the arc (1,2) in G. The M -
matrix derived for the graphs in Figure 2.5 is shown in Table 2.1.
Table 2.1 : M*- Matrix for the Graphs in Figure 2.5.
Node
1
2
3
4 •
5
1 2
(a,b)
-
3
(a,c)
(a,d)
-
4
(e,c)
(f,d)
(c,d) -
5
(b,e)
(f,b)
0
(e,f)
-
2.2.3. Analytical Solution Methods
Analytical methods include optimal methods and heuristic methods. Heuristic algorithms
fall into the class of 'conventional' and graph theory based algorithms. Both these classes
can be further subdivided in to construction type, improvement type and hybrid methods.
2.2.3.1. Optimum Algorithms:
These are the algorithms which attempt to find the guaranteed optimum solutions. The
algorithm terminates once the optimality is proved. The algorithms are based on the Q A P
formulation of the facilities layout problem.

The optimum algorithms developed fall into two classes:
- Branch and Bound algorithms [eg. Gilmore(1962)l71], Lawler(1963)l131l, Kaku
Thompson(1986)[l°8], Bazaraa (1975)120]]
- Cutting Plane algorithms [Bazaraa and Sherali (1980)1211]
A common experience with the optimal algorithms is that the optimal solution is found
early in the branching process but is not verified until a substantially high number of
solutions have been enumerated. Therefore researchers have suggested termination of the
optimum searching process prematurely without verifying optimality. The c o m m o n
disadvantages of the optimal algorithms are the high memory and computer time
requirements, and the largest problem solved optimally is a problem with 15 facilities.
This has encouraged researchers to find heuristic algorithms. These optimal algorithms
never became popular among practitioners of facilities design, because of their inability to
handle more than 15 facilities, and the lack of consideration of physical issues.
2.2.3.2. Construction Algorithms:
Here, facilities are assigned to a site one at a time until the complete layout is obtained.
Their basic approach is to find a starting point or initial activity placement, and then add
remaining facilities in accordance with logical rules. These algorithms begin with the
relationship chart and space requirements. Some of the algorithms are given below.
CORELAP, ALDEP and HC66
These are well known construction heuristics and are described in most text books on
plant layout [220,79,11]. Many others have developed methods which are minor variants

of the above algorithms.
C O R E L A P {Lee and Moor(1967)l132l)is the oldest construction routine in that the vowel -
letter ratings are converted to their numerical equivalents. The rating for each facility is
summed up to obtain a Total Closeness Rating (TCR) and the facility with the highest
T C R is identified and placed on the centre of the layout. The remaining facilities are then
added to the layout depending on their relationship to the facilities already assigned.
ALDEP {Seehof and Evans(1967)l19°l} reduces the closeness desired to "important" and
"unimportant". It then picks a facility at random and places it in the "north-west-comer" of
the layout. The next and successive facilities are placed in order of their relationship to
already placed facilities. The facility to be assigned at the nth step depends upon its
relationship with the facilities assigned at the (n-l)th step.
In HC66{Hillier and Corners(1966)l97]}, at any stage k, k facilities are assigned to k
locations, and a lower bound associated with assigning each of the remaining facilities to
each of the unused locations j are estimated. These are entered as elements of a matrix H,
and the Vogels Approximation method for solving transportation problems, is employed
to obtain the optimal location of facilities.
Parsaei and Galbiati (1987)11741 have developed a PC version of the CORELAP program,
using the LISP language. The user can feed data in an interactive manner.
Ziai and Sule (1988)!241! described an interactive program written in 'Better Basic" which
runs on a PC. The procedure closely follows C O R E L A P . It selects the first department
using Total Closeness Rating (TCR) and places it on centre. Then the set of departments
having an "A" relation with the department already located is selected and placed such that

the rectilinear distance is minimised. Scoring is achieved by taking the summation of the
arithmetic product of distance and closeness ratings.
Lin et al. (1990)11381 presented a program based on Auto-LISP and Auto-CAD for layout
selection. The program closely follows the C O R E L A P method. It has a highly user
friendly pull down menu system to draw layouts and for scoring. To score, the user has to
input the distance data, which is not calculated automatically.
Chen and Kengskool (1990)t33l have presented simple layout generation software which
uses A u t o C A D for drafting the layout. The system is programmed using Auto-LISP. The
procedure begins by generating a sequence of facilities to enter a layout. Then it assigns
departments along the aisle, calculates locations of each of the departments, estimates
distances between two departments along the aisle, computes the total material handling
cost and space utilisation, evaluates the layout and if necessary tries further alternatives.
The algorithm selects departments using rules similar to C O R E L A P and considers only
one aisle pattern.
Deisenroth and Apple (1972)1461 presented a construction algorithm (PLANET) which
uses three stage procedure for the assignment of facilities. The flow data are converted to a
normalised from-to chart, then to a normalised 'flow-between-cost-chart1. This 'flow-
between-cost-chart' and the placement priorities are used as the basis for a selection
algorithm. The placement routine follows that of other construction routines. The first two
departments are placed adjacent to each other at the centre. The next department to be
located is rotated about the perimeter of the existing departments, and the point with
minimum handling cost is selected as the point to enter the layout for the new department.
FLAT, as reported in [127] uses the flow matrix [fy] and adjacency - distance matrix [dy]

to compute a matrix called the adjusted flow matrix [ty], where ty = fy * dy. The
algorithm uses two phases. In phase 1, a number of triplets with maximum corresponding
weights are selected. Each triplet consists of three facilities representing vertices. The
weight of the triplet refers to the sum of the flow values between each pair of vertices
belonging to a triplet In the phase 2, the assignment of facilities to their respective
locations is carried out using a list of sorted vertices and an assignment vector
corresponding to each facility.
Gaston (1984)1693 has written a program to be used in the facilities layout using Apple
Basic for Apple JJ computers. H e uses 3 algorithms in the program. For facility selection,
the first one is selected randomly, then the next one is selected using the closeness ratings.
Facility location starts at the centre, then spirals outwards. The user has to run the
program repeatedly to get alternative layouts.
Khator and Moodie (1983)!114] have written a program in Basic to assist in the
development of layouts. The program inputs are the closeness ratings between
departments. The program outputs the total closeness rating of each department and the
selection order. Then the user can draw the layout and feed the adjacency data back to the
computer for scoring. The user changes the layout as desired to get an alternative layout
and no guidance is given on obtaining an improved layout.
Parsaei and Morier (1986)11731 developed a program for Apple II computers using Apple
soft Basic. It uses a construction algorithm based on the Relationship chart. The scoring is
achieved using the total closeness rating. First a department is selected randomly, and
located in the upper left corner of the layout. Then others are constructed using the
relationship to the previous department.

In F L A G (Facilities Layout Algorithm Using Graphics) by Ketcham and Malstrom
(1984)11121 development of the layout is achieved in stages. In the first stage, a from - to
chart is constructed in terms of flow cost/ft. Then the work-centre layouts are arranged in
an interactive manner. Then in the 3rd stage, work-centres are positioned on a layout one
by one in an iterative manner. Finally, the user can modify the layout as desired. The
ability to consider various shapes and the use of realistic distances between in and out
points of centres made the procedure more practical.
Drezner (1987)t5°l has presented an algorithm based on nonlinear programming concepts.
The solution gives a scatter diagram of the centres of the facilities. The method is a one
step procedure (not iterative) and based on eigen values of a cost matrix (cost represents a
measure of flow). The user has to use the scatter diagram as a guide to place the facilities.
Dowling and Love (1990) 1491 also presented a procedure which develops a scatter diagram
for the facilities location. The advantage of their method over other such techniques is, that
it considers the fixed location of facilities, hence it can be used as an iterative procedure or
as a one-step procedure. The model first fixes the location of fixed facilities, then selects
four facilities to put to four corners. Then the model, which minimises the flow-squared
distance, is solved using a set of linear equations.
Hassan et.al. (1986)!87] proposed a construction algorithm called SHAPE based on a
generalised assignment problem. Flow values are classified as major or minor. Facilities
are ranked according to the sum of major flows, which form the basis for selecting the
facilities for placement. The first facility is placed at the centre. All sides of fixed facilities
are considered as candidate locations for the next facility, and the location giving minimum
flow cost is selected.

T a m and Li (1991)t212l presented a hierarchical approach for solving facility layout
problems. The procedure consists of cluster analysis, initial placement (arriving at layouts
for each cluster) and final refinement. The layout design is carried out in a continual plane.
First, cluster analysis is carried out. Then, the layout of each cluster is determined, then
each cluster is treated as a large facility to generate the final layout. Since the number of
facilities considered in a cluster is small, existing exact analytical methods can be used.
The advantage of the procedure is that it can be used to solve layouts of a large number of
facilities, since a group of 100 facilities can be divided into 10 clusters with 10 facilities in
each.
A common limitation of most of these construction algorithms is the dependency of
solution quality (in terms of objective function value) to the order of selection of facilities
for placement. In most of these algorithms, construction of the layout starts at centre,
while in some others, it starts at top-left corner. Some construction algorithms are based
on R E L chart, which express the relationship between facilities in qualitative terms. Others
which consider flow between facilities and from-to chart, use distances between centroids
of facilities when evaluating the objective function to be minimised. However, this use of
distance between centroids does not reflect the real materials handling costs.
2.2.3.3 Improvement Algorithms
Improvement Algorithms always begin with an initial layout where systematic exchanges
between facilities are made and results are evaluated. The quality of the solution depends
on the initial layout. Several algorithms are explained below.
Buffa et al. (1964)128^ have presented an improvement algorithm (CRAFT) based on a
heuristic procedure which utilises 2 way and 3 way exchange of facilities. Some practical

aspects such as fixing certain departments at certain locations are also considered. Centre
to centre distances are used in evaluation of flow cost. Advantages are that this method
could be applied to problems where an improvement or modifications to the existing
layout are concerned, and for multi-building office layouts etc. It is reported that C R A F T
can handle only forty facilities and does not perform well when the facilities are of
unequal areas. There are other authors [1, 8, 32, 100, 127, 209, 223] w h o use C R A F T or
variations of it in their solution procedures.
Allenbach and Werner (1990)t8l, presented an interactive microcomputer based software
package which uses C R A F T . The user interface is written in Turbo Pascal, which is used
to input data, and the output can be a plot or a print.
Charumongkol (1990)1321 has developed a computer program to smooth out the irregular
shaped layouts produced by C R A F T . The smoothing is achieved interactively.
H63, HC 63-66 and COL are some of the earliest improvement algorithms. They are well
reported in literature [127].
H63, developed by Hiller(1963)l98l, is based on a move desirability table. This table
consists of values, based on a given initial layout, which represent the resulting cost
changes if a facility is moved from its current location to an adjacent location. A further
consideration is given to the exchange of the adjacent facilities, that correspond to the
maximum value of the table. The exchange is carried out, if such an exchange would
result in a positive reduction in cost. The algorithm considers only pair-wise exchanges
between adjacent facilities and solves problems with facilities of equal areas only.
HC63-66, developed by Hiller and Corners(1966)l97l, suggested modifications to H63.

Here, non-adjacent facilities are also considered for exchange as long as they lie on a
horizontal, vertical or diagonal line. HC63-66 also can be used to solve problems with
facilities of equal areas only.
COL (developed by Vollman et.al.(1968)f225]), determines for each facility, the cost of
flow from all other facilities which is located at a user specified distance. From these
costs, two facilities are selected as the most promising candidates for exchange. These
facilities are considered for exchange with all other facilities and the most profitable
exchange is carried out. The cycle is repeated until no more improvement is possible. C O L
is reported to be producing good quality solutions, twice as fast as H C 6 6 and has lower
memory requirements [127].
The revised Hilllier Algorithm(developed by Picone and Wilhelm(1984)l178]) uses H63 to
improve the initial layout, then uses a 4-way perturbation for further improvement. If there
is an improvement, then other 3-way and 4-way perturbations are applied to obtain a
solution which is then subjected to the H63 algorithm for improvement. The procedure
produces results at least as good as H63, but requires more computer time.
Sampling Algorithms:
Nugent et al. (1968)1170] have presented a biased sampling procedure, which is a variant
of C R A F T , where it uses a probabilistic approach in selecting pairs (with +ve cost
savings) before exchange. The author asserts that, biased sampling produced better quality
solutions but at considerable cost in computer time. The biased sampling procedure
searches solutions in the neighbourhood of a C R A F T solution. The eight test problems
(with symmetric flow matrix and distance matrix for each) presented, are commonly used
by many other researchers for evaluating layout algorithms.

The Terminal Sampling Algorithm (TSP) proposed by Hitchings and Cottam as given in
[127] uses the same principles as CRAFT, but executes selective pair-wise exchanges
reducing the computation time. The iteration is terminated by a CRAFT loop.
Methods Using Simulated Annealing:
Sharpe and Marksjo (1986)!196] have developed a program called TOPMET in Fortran,
based on the simulated annealing method for the solution of the quadratic assignment
problem (QAP). In the simulated annealing method, activities are interchanged randomly
and the result is accepted when the lowest cost is obtained with a calculated probability.
The current level of cost is then changed by a factor known as 'cooling rate' and the
interchange procedure continues. The TOPMET program is designed so that it can run
interactively, which has made the program more useful.
Wilhelm et al. (1984)t235l described two improvement procedures based on simulated
annealing. The first calculates the lower bound for the QAP objective function. Then for
the current layout, the objective function is calculated. Then a pair of facilities is selected
at random and the resulting savings are calculated, if exchanged. The exchange is executed
if the saving is +ve or with a certain probability (calculated using a formula). Then the cost
(QAP objective function) of the new layout is calculated. The process continues until a
stopping condition is met. In the other procedure proposed, savings are calculated for a
pair-wise exchange. Then for the first 3 pairs, a further pair-wise exchange is analysed
and the resulting savings are calculated. Then the pair which gives maximum savings is
selected and exchanged. The procedure is then repeated. Results show that the quality of
solutions is better than CRAFT.

C o et al. (1989)t39l presented a layout planning model for F M S systems. The model uses
a pair-wise exchange of facilities to generate alternative layouts. Then a computerised
queuing network model is used to analyse the throughput and utilisation. This procedure
continues until further exchanges do not produce any improvement. The procedure
attempts to maximise throughput. It combines the layout plan with the operational aspects
through the mean value analysis by means of a queuing network. Limitations are, that it
assumes the level of WIP is known and the material handling problem is solved.
Tam(1992)t211l presented an improvement procedure to obtain a layout of a manufacturing
cell. A layout is represented as a collection of rectangular partitions organised as a 'slicing
tree'. Shape constraints are considered in terms of 'aspect ratio'. A distance measure is
defined proportionate to the inverse of flow, and used as input to a clustering procedure.
These clusters form the branches of the tree. Then a simulated annealing algorithm is used
to obtain an 'optimum' layout.
Jajodia et.al(1992)l103l presented an improvement heuristic called CLASS which use a
simulated annealing method. The method considers inter-cell and intra-cell arrangements.
It uses random starting solutions. The method is compared with twelve other methods and
is claimed to be superior or equal to other cited methods. It is claimed to be insensitive to
the initial layout.
The improvement routines require an initial layout to begin the procedure. The limitations
of those algorithms are attributed to different initial layouts giving different "final"
solutions, outputs containing unrealistic locations, shapes and alignments,(ie. manual
adjustments are required), inability to deal with other than flow relationships and difficulty
in considering architectural influences. Initial attempts of improvement algorithms are
based on 2-way or 3-way exchange procedures. In recent years, algorithms based on

simulated annealing method have been increasingly used, since it has been successfully
used to solve other combinatorial problems. However, all of these algorithms consider
distance between centroids, and not between input/output locations when evaluating
objective functions. Further, possibilities of different orientations of machines have not
been considered by any of these methods. Improvement algorithms provide superior
solutions than construction algorithms (in terms of objective function value), but require
more computer time.
2.2.3.4 Graph - Theoretic Algorithms
These algorithms identify a maximal planar weighted graph(MPWG) which shows the
optimal relationships between facilities. The 'dual' of the M P W G is constructed and is
then converted to a layout considering facility areas.
Green and Al-Hakim( 1985)176] developed a graph theoretic construction procedure to
obtain a M P W G and its dual simultaneously. The algorithm initially selects three facilities
which are to be adjacent to each other. Then it proceeds with selecting and placing a
facility (vertex), sequentially, inside a triangle of vertices.
Al-Hakim (1991)t5l developed two graph theoretic improvement procedures for solving a
facility layout problem (Usually graph theoretic procedures are construction procedures).
A T - operation" is used for replacing the edges of the maximal planer graph. The dual of
the M P W G is then formed and used to construct a block plan with appropriate facility
areas.
Hassan and Hogg(1989)l85l have presented a computer implementable algorithm which
converts a dual graph into a block layout. The procedure is independent of the manner in

which the M P W G is developed.
Hassan and Hogg(1991)t86lhave presented a useful analysis of the graph-theoretic
approach to the facilities layout problem by grouping advantages and disadvantages. They
also proposed a construction algorithm which combines the concepts of graph theory with
conventional algorithms.
Montreuil and RatUff(1987)[156l have proposed an interactive approach which use a 'b-
matching' model, where an adjacency graph is developed considering weights of
relationship and length of perimeter between each pair of facilities. These lengths of
perimeters are specified as bounds (upper and lower) which can be used to force any
departments to become adjacent. Then a linear programming model determines the
adjacent facilities and their respective parameters. Since this solution may not result in a
planar graph, user intervention is required.
Montreuil and Ratliff(1989)[158l proposed an alternative graph theory approach using the
material flow graph, instead of adjacency relationship graph. In this approach, a 'design
skeleton' is obtained from a 'cut tree' of the material flow graph. This 'cut tree' is
positioned on the available space and the layout is grown. Then the input/output station for
each cell is located and a flow network is generated. Alternative layouts are generated by
alternative positioning of the cut tree on the space available. However, no guidance is
provided to arrive at better alternative layouts, and the development of the layout using the
cut tree is left to the user.
A few more graph theoretic algorithms such as 'Deltahedran' and 'Wheel expansion'
algorithms are given in [127].

Graph-theoretic approaches provide an excellent way of representing relationships
between facilities in terms of a graph. The approach has the ability to place facilities
adjacent to layout exterior, because the 'exterior' is also considered explicitly as a facility
by the method. However, while constructing M P W G , the approach fully ignores facility
dimensions. This creates many difficulties later when converting the 'dual graph'
developed, into a block layout[85], which results in sacrifice of either facility shapes or
some adjacencies specified in the M P W G . The objective of classical graph theoretic
approach is to maximise adjacencies, This is not appropriate for a manufacturing situations
where minimising the materials handling cost is the most important objective. This
approach is investigated in Chapter 6 with more details.
2.2.3.5 Hybrid Algorithms (Construction & Improvement)
Hybrid Algorithms presented here are either a combination of exact methods and heuristics
or a combination of construction and improvement heuristics.
Two algorithms originally proposed by Burkard et.al. and Bazaara et.al. which use a
combination of a branch and bound procedure and pair-wise, 3-way and 4-way exchange
procedures are listed in [127].
Kaku et al. (199l)t107] have presented an approach (KTM) which uses combined
construction and improvement procedures. After a layout is designed using the
construction method, pair-wise and triple exchanges are performed to get an improved
solution. For selected solutions, it uses a 'breadth-first' search strategy. The results show
that the method produced very good results in most cases and the best known values in
very little computer time. The best results were obtained only after applying exchange
procedures. The method is claimed to be very good in terms of computation time.

Wascher and Chamoni (1987)12291 presented an interactive program ( M I C R O L A Y ) to be
used with micro computers which uses a construction algorithm to design the initial layout
(user driven option also included) and an improvement algorithm. Construction of the
layout starts at the centre, then expands in a circular manner. Improvement is achieved
using pair-wise exchanges considering constraints. Manual adjustments are required for
aisle space and other similar factors.
Ligget and Mitchell (1981)L137] describe a computer aided layout (space) planning package
which uses a construction method for the Q A P problem developed by Graves and
Whinstor and then uses improvement procedures by simple pair-wise exchanges to find a
local optimum solution. The program is written in Fortran and applied to multi-story
buildings, stacking or zone plan optimisation, block plan optimisation and move
optimisations.
Heragu (1989)t93l presents a three stage approach for solving a machine cell grouping and
layout problem. In the first stage, the machines are grouped into a machine cell using
cluster analysis based on the similarity coefficient. Then in stages 2 and 3, these machine
cells are placed in a layout, then within a cell the machine layout problem is solved. The
model used is a mixed integer programming model which uses the Powel algorithm.
Scriabin and Vergin (1985)t189^ have presented a cluster analysis approach to arrive at a
solution to plant layout problems. The approach is to incorporate visual methods (similar
to Richard Muther's Systematic Layout Planning method^79]) into an algorithmic
approach, in 3 stages. In stage 1, clusters are formed, based on a flow matrix and an
iterative procedure is used to arrive at an initial layout. In stage 2, the solution of stage 1 is
adjusted to constrained space. The simple assignment algorithm is solved, after rotating

the solution obtained in stage 1 by a predefined angle. In stage 3, improvement heuristics
are used. The algorithm discussed is complicated. Moreover it considers all facilities to be
located (no fixed facilities) and only flow is considered. The authors claim that it is
superior to C R A F T .
O'brien and Barr(1980)t17ll proposed an interactive hybrid construction & improvement
procedure. The construction procedure (INLAYT), analyses flow and forms groups of
facilities. The user is required to place facilities in a group close to each other. The
improvement procedure (known as S-ZAKY) is a 3-way exchange procedure where the
user performs the orientation of pick-up and drop-off points by rotation of machines.
After the improvement procedure, a cost benefit analysis is performed. N o optimisation is
attempted in the orientation and rotation of machines.
These hybrid algorithms provide better solutions (in terms of objective function value)
than the individual basic methods(construction / improvement) upon which they are based.
However, limitations of basic methods are inherited in the corresponding hybrid methods.
2.2.3.6 Fuzzy Set Based Algorithms
Evans et al. (1987)t56J have introduced a fuzzy set theory based heuristic to solve layout
problems. The linguistic variables used are: 'closeness' and 'importance'. The values of
'closeness' considered are: close, far, very far. Values of 'importance' used are: critical,
important and undesirable. A crude form of algorithm is presented which uses fuzzy set
items. The algorithm is designed to select the order of department placement, and the
actual placement is carried out manually. For each pair, the fuzzy relationship matrix is
developed. Then the pair having highest values for both linguistic variables are selected
first. The next one is selected according to an equation. The procedure is basically a

construction procedure. The evaluation is carried out by using a similarity index.
Moreover, only qualitative factors are considered.
Raoot and Rakshit (1991)t183l have presented a fuzzy set heuristic which considers
several factors such as material flow, service, organisational links, environment and
distance. The distance is the dependent linguistic variable, and specified as very close,
close, nearby and very far. The heuristic selects the facilities according to the total degree
of closeness. The placement strategy follows a spiral technique ie. first facility placed at
centre, and spiralled outwards. The fuzzy approach is used to obtain facility relationships.
The fuzzy-set approach is a relatively new method which has not been explored by many
researchers. The two algorithms [56,183] use 'construction' procedures to develop
layouts. The ability to consider many factors, has made the approach a promising one.
However, methods in [56,183] appears to be too elementary.
2.2.4. Multi-Criteria Algorithms
Waghodekar and Sahu (1986)t226l presented a construction heuristic (MFLAP) to solve a
multi-objective facility layout problem. Objectives can be conflicting such as minimising
total flow cost, maximising total closeness rating etc. The model converts multi- objectives
into a single weighted objective. Using similarity coefficients, the cells of highly inter
related facilities are formed. Then, a cell placement sequence is determined for the first cell
in the sequence, the first facility is selected based on a calculated coefficient, and placed at
the centre of the layout. Then, gradually other facilities are placed. T w o layouts are
generated using different coefficients and comparison is made. The M F L A P program is
written using Fortran IV. For small problems, it is claimed that it gives better solutions
than other multi-objective improvement type algorithms. For larger problems, the M F L A P

solution can be treated as the starting solution and then, an improvement type algorithm
can be used. Limitations are that, it assumes the facilities are of equal size, flow cost is
proportional to distance between centroids and highly complicated calculations for
coefficients are needed.
Svestka (1990)t209l presented a micro computer version of CRAFT called MOCRAFT
with enhanced facilities to consider multiple objectives and produce graphic outputs.
M O C R A F T considers both flow-cost data and relationship(REL) data. It is user friendly
(with menu system). The objective function combines the flow-cost data and R E L data
using weights which have restricted values. The program allows the user to fix
department/location pairs. The procedure generates 2 and 3 way exchanges and randomly
selects one with a bias toward the exchange with largest improvement. It is better than
C R A F T since it considers R E L data.
Cambron and Evans (1991)13°1 have presented a hierarchical approach which considers
several multiple criteria, which are grouped into cost and environment groups, in deciding
layouts. The approach suggests the use of several methods in generating layouts and a
way of selecting the best. These layouts are then subjected to an analytic hierarchical
process so that multiple performance measures can be considered in selecting the 'best'
layout The layouts are compared pair-wise by the Decision Maker ( D M ) according to each
criteria and offer a rating. These values are used to find weights for each criteria, and the
layouts are scored using these weights. The method appears to be a useful one for
determining the weights of each criteria using pair-wise comparisons.
Houshyar (1991)t10°l describes a bi-criterion approach for facility layout problems. The
criteria used are minimising material handling cost and maximising closeness rating. They
proposes an iterative method which uses pair-wise comparison of layouts by the Decision

Maker ( D M ) , to reduce the feasible space of the weighting factor (for objectives), thereby
identifying the optimum layout. The method combines the two objectives into one by a
factor WR.ie The objective function becomes:
Maximise Z= WR Ry - (1-WR)QJ
Where, Ry and Cy, represent closeness ratio and materials handling cost between the
facilities i and j. The method proposed, iteratively finds the value (or range) of the
Decision Maker's weighting factor using the solution obtained by C O R E L A P and C R A F T
methods and pair-wise comparison of them, then ultimately selects the preferred layout.
The method relies on C O R E L A P and CRAFT.
In the procedure of Malakooti and Tsurushima (1986)t144l the criteria which can be
considered are material handling costs, flexibility (closeness rating), total flow time etc.
The proposed Computer Aided Facility Layout Selection ( C A F L A S ) program has
Malakooti's gradient based method in deciding the layout. For each objective, an
optimised layout is found using an iterative procedure. The layouts, (two at a time) are
then submitted to the Decision Maker (DM). Given his preferences, a weighting is
allocated for objectives and new layouts are generated and shown to the D M . The process
continues until a final satisfactory solution is achieved.
Fortenberry and Cox(1985)C63] presented a formulation that consider work flow and
closeness rating in one objective function :

n n n n Minimise Z = J J X X aijkl bijkl X y X k l
i=l j=l k=l 1=1
where, aijki = fy dji;
dji = distance from location j to location 1
fik = material flow from department i to department k
bykl = rik = closeness rating scores of departments i and k
(which uses A=5, E=4,1=3, 0=2,U=1, X=-l)
The authors used a simple pair-wise exchange, then evaluate Z, make another pair
exchange and so on. The author claims that the procedure is useful for separating
departments whose closeness is undesirable, because of the use of negative values for X-
rating.
Khare et al. (1988)f133l presented a means of showing how the objectives of minimising
material handling costs and maximising closeness ratings can be combined to a single
objective using weights for forward and backward flow in the case of materials handling
costs. Exchange of facilities enabled improved layouts.
Malakooti (1989)t142^ proposed a heuristic algorithm which generates a predefined
number of "efficient" layouts using different weights. Then considering these layouts one
by one, all of the "efficient" layouts "adjacent" to the selected layouts are generated using a
pair-wise interchange procedure. The procedure continues until all layouts are explored
and the "sub-optimum" one is selected. The method is found to be better than other
weighting approaches in terms of computer time and quality. The method relies on a pair-
wise interchange procedure for generating layouts for the single objective case.
Urban (1987)t223l proposed a method which considers flow and closeness rating. The

objective function is an additive type:
aykl = dji (fy +c. rik)
where, dji = distance between j and 1 fy = flow between i and j
c = constant r^ = closeness rating between i and k
The constant c is set to the maximum value of the flow between departments. (Maximum
flow in the from-to chart). H e asserts that this gives a better solution than 'multiplicity'
models. The model considers closeness desirability even though the departments are not
adjacent The method used for generating layouts is C R A F T .
In practical layout problems, many factors such as materials handling costs, environmental
factors, operational considerations, personnel preferences affect the determination of the
layouts. Multi-objective models provide a useful mechanism to handle such
considerations. Proposed solution methodologies use established layout algorithms such
as C R A F T , C O R E L A P , but modify them to consider an objective function which
represents multi objectives. Therefore most of the limitations associated with these
algorithms (construction/ improvement or hybrid methods) are present in the above
methodologies. A n advantage of multi-objective models is that they facilitate development
of a set of non-inferior solutions from which a D M could choose one according to his
preference.
2.2.5. Artificial Intelligence Based Methods
In recent years, more effort has been placed on developing AI based systems for facilities
layout problems. Here, expert systems and hybrid systems which use both algorithms and
expert system approaches are presented.

2.2.5.1. Expert Systems
Malakooti and Tsurushima (1989)t143] presented an Expert System for layout problems,
which is 'consistent' with the Muther's Systematic Layout Planning(SLP) procedure. The
method is based on rules, written in P R O L O G and runs on a PC(XT) using a "forward
chaining" mechanism. The method attempts to satisfy rules based on priority, until the
layout is generated. Then the layout is shown to the D M who can change priorities. The
procedure can be repeated to generate alternative layouts. The method appears to be useful
for generating alternative layouts satisfying practical constraints.
Kumara et al.(1987)t123^ have developed an expert system for layout generation using
P R O L O G which uses experience based heuristic rules. The program considers multiple
objectives like materials handling cost, noise levels, safety level, space utilisation etc. A
learning facility is included to learn about new criteria, which are not in the knowledge
base. Comparison is carried out with C R A F T and C O R E L A P . The inference engine also
is rule based. The output of the program gives the configurations and explains the
reasons. It is reported that for more than 25 departments, the run time becomes very high.
Arinze et al.(1989)t183 have explained a knowledge-based layout planning system under
construction. They presented a way of organising the knowledge-base. The method is
intended for experienced layout planners and for novices. The procedure is an interactive
type and was still under development.
Fisher and Nof (1985)f61l have applied a prototype knowledge-based system for facilities
planning (design) based on P R O L O G , interface with C, and a company's data base
management system ( D B M S ) . The system is developed for economic analysis,

development of a relationship chart, selection of an assignment algorithm and data
preparation and invocation of the algorithm for layout planning and retrieval of
information from an existing company D B M S .
Kumara et al. (1988)11241 have applied an expert system and a pattern recognition
approach (two concepts of AI) to a facility layout problem. In the expert system approach
(IFLAPS) a heuristic method is used to consider multiple criteria such as safety, noise,
space utilisation and special requirements of departments. Knowledge representation is
carried out through Entity-Relationship diagrams, then converted to semantic nets and
implemented using P R O L O G . A F O R T R A N program is used to generate a graphic
configuration with a square grid. The assignment starts with sorting the departments
according to material flow and selecting the department at the top of the list, which is
assigned to the centre. The next department is then chosen using adjacency rules and other
"hard" constraints. The Syntactic Pattern Recognition approach is based on graph theory
representation of layouts, and the use of rules similar to grammar rules in languages. A
'facility layout grammar' is defined using the web grammar concept of language. The
procedure is a construction procedure, which can handle machines with non equal areas.
These methodologies attempt to determine the facilities layout using a knowledge- base
consisting of rules, that are normally used by practitioners. The approach has the ability to
consider most practically important factors and follow the rules of experts. However,
optimisation of objectives are not attempted by these systems. The primary aim is to arrive
at feasible layouts that satisfy rules in the expert system.
2.2.5.2. Hybrid Systems (Knowledge-Based And Analytical)
Heragu(1988)[92l and Heragu and Kusiak(1990)t94l presented an expert system (KBML)

for generating layouts for a Machine Layout Problem(MLP). Four types of layouts are
considered for automated manufacturing systems. They are linear single row, circular
single row, linear double row and multi row. The system consists of a database,
knowledge-base, and an inference engine. The data base has the data regarding machines,
their dimensions, various models and algorithms. The knowledge-base has rules for
determining the type of layout and the materials handling system, selecting the model and
algorithm, initial assignments, varying parameters, checking layout for implementability
and the evaluation of costs. The models used are as follows: Linear Mixed Integer
Problem, Quadratic Assignment Problem, and Quadratic Set Covering Problem. The
Algorithms used are of the Branch and Bound type for smaller problems and heuristics for
larger problems. A n attempt is made to integrate the knowledge-based systems with
optimisation methods.
Kerr (1991)t111l has presented a conceptual framework for the knowledge-based design
of a factory layout called the F A C S I M system. He proposed to have a layout generation
module and a dynamic analysis module for layouts. The layout generation should have a
user generation and system generation options. The system generated layouts can be
developed around a set of user specified anchor points. A heuristic search is carried out
using the best-first (or short- sighted) strategy. The best department to be located near to
existing departments is decided by considering "scores". Transporter paths can follow
department edges. The sensitivity to operating dynamics is analysed using simulation of
material flow.
Joshi and Sadananda (1989)[1061 have presented a knowledge-based approach for the
'Space Planning Problem' where departments can be classified according to functional
similarity, processing requirements, physical characteristics, supervision / control
requirements and ease of material handling. The space is represented as a grid, and LISP

lists are used to represent space as an array. The system is designed as an expert system
having a knowledge-base, a control structure and a working area. The algorithm used
selects the first department, based on material flow (first it fixes all fixed departments),
then places it in the upper-left corner or in the first available space. The next department is
then selected in the sequence of material flow, and placed next to the first department and
so on. The system attempts to satisfy physical constraints by placing departments in the
first available place. The knowledge-base is built using frames. The system runs on a P C
in a LISP environment The author argues that the knowledge-based approach has reduced
the time required for allocation of departments.
Moon and McRoberts (1989)t159l presented a method called FLUKES (Facilities Layout
Using Knowledge-based Expert System). The author considers the factors to be
considered as 'hard' constraints and 'soft' constraints. The proposed method starts with
an initial layout and checks for any violation of 'hard' constraints first. Then it checks
whether any soft constraints are violated. To satisfy the material handling costs (as a soft
constraint), the system attempts to exchange either one of the pair of facilities with the
highest material handling cost (between them), with a facility of same size or adjacent to
the facility concerned, if any improvement in cost results. The process continues until no
facilities are left in current layout without replacing once. The method appears to be good
for attaining a layout satisfying practical considerations.
Abdou and Dutta (1990)^1 presented an expert systems approach combining the materials
handling selection and the optimisation approach. The system was built on the E X S Y S
shell. The authors have presented the relationship between different classes of layouts,
their flexibility, and a framework for identifying appropriate layouts. The shell is used to
create the R E L chart. The data base consists of a material handling system ( M H S ) ,
simulation model and an algorithm for layout, qualifiers, user provided data and variables.

C O R E L A P and A L D E P were used to generate layouts. T w o other external programs were
used to calculate total machine areas and space utilisation. Rules are used for determining
the type of layout, for selecting material handling equipment, for determining the layout
arrangement, for determining the R E L chart, for selecting an appropriate algorithm for
machine assignments based on the activity relationship, and for checking whether the
layout is implementable based on space constraints. This is an effective overall procedure.
The main focus is on F M S systems. For improving infeasible layouts C R A F T is used.
Banerjee et.al.(1992)t19] have presented an interactive system which uses a mixed integer
programming model and an automated identification and rectification of qualitative
patterns. This automated interface provides the necessary information to convert the mixed
integer programming model into a linear programming model which can be solved easily.
The automated interface is also used to reduce empty spaces, and identification of flow
links with high intensity and long lengths. The methodology uses graphical representation
of the layout for manipulation and is implemented using S M A L L T A L K - 8 0 .
These hybrid systems attempt to overcome the limitations of pure rule based expert
systems by performing a form of optimisation. However, the approaches mainly use
existing established algorithms for the optimisation part. The concept of using hybrid
systems for the determination of layouts is very attractive, since many practically
important factors can be considered by utilising the knowledge-base while the optimisation
of objectives can be achieved through analytical algorithms.
2.2.6. Important Issues In Facilities Layout
2.2.6.1. Dynamic Nature of the Problem
For many reasons such as changed production quantities, products, demands and process,

layouts require to be changed from time to time. The following considers layout changes
required at different stages of time.
Rosenblatt (1986)t186l presented a dynamic programming approach for multi period layout
problems. The states at each period represent alternative layouts. Periods are the stages.
For small problems, the optimal solution to the static problem is considered as various
states corresponding to each period. For large problems, a heuristic procedure can be used
to solve the static problem in each period, then to consider them as states in the dynamic
programming model.
Afentakis et al.(1990)t3] have made a simulation experiment on dynamic layout strategies
in an F M S environment The authors considered the layout changes to be made
(i) in every fixed period (if machines are changed) and
(ii) if material handling cost changes by a certain percentage.
Their experiments were conducted to determine the effect of number of machines, parts,
routing, values of parts etc. The percentage policy gives greater effectiveness.
Although the layouts need to be changed periodically, the above approaches have not
considered the capital expenses associated with such changes. The studies therefore,
should extend to consider the fixed costs of change, so that, periodic layout changes could
be justified in economic terms. Simulation approach seems to be the promising approach
in this regard. The dynamic programming approach, although a good theoretical approach,
would be of little use in practice, because the number of states representing various
conditions may be very large in practice, making the problem too big to solve.

2.2.6.2. Use of C A D Procedures
Montreuil(1984)t155] presented a concept of a pre-processor to existing layout packages
C R A F T , C O R E L A P and P L A N E T . The pre-processor, through a dialogue with the user,
prepares data files to be used, thus making it easier to enter data and also to modify the
layout.
Collier (1983)t4°] and Malde and Baffna (1986)11451 explained the use of a CAD system in
the drawing of layouts. The advantages of using a C A D system in layout planning are
increased productivity, simple modification and symbols can be standardised.
The emergence of advanced CAD packages should be exploited thoroughly for
development of facilities layouts. Using such C A D packages and concepts of existing
optimisation algorithms, more practical solutions to real life problems would be able to
generate. (An example of such an effort is described in Chapter 3, as applied to the case-
study problem).
2.2.6.3. Concepts of 'Problem Complexity' and 'Efficiency ' of Layouts
Flow dominance is used as a measure of problem complexity in earlier stages. In recent
times, many suggest that the use of flow dominance does not give an accurate measure of
problem complexity (Scriabin and Vergin (1985)t189J, Lewis and Block (1980)t135l and
Herroelen and Van Gils (1985)t95J). The flow dominance is also defined in many different
ambiguous and conflicting ways. Sometimes calculations are carried out on a flow matrix
or flow-cost matrix. Herroelen and Van Gils(1985)t95l conclude that the existing
complexity measures do not serve their purpose, hence the problems of layout
complexities require further research. The following should be considered in such an

effort:
(1) Precise use of the complexity measure
(2) Whether the measure of layout complexity is a factor possessed by the layout
problem (flow-cost data) or by the analytical procedures used in the analysis of the
problem.
(3) Whether the complexity is measured by a vector of quantities and if so, what the
corresponding scale of the measure is.
Broughton and Charumongkol (1.990)t26l, have presented a set of formulae to calculate the
mean and standard deviation of the layout cost distribution which is used to estimate the
'efficiency' of a given layout. The method assumes a normal distribution. However the
proof is not reported. This concept of 'efficiency' has not been used by researchers or
practitioners. However, the concept of problem complexity needs to be addressed by
researchers.
2.2.6.4 Pick-up / Drop-off Stations and Flow Network
Explicit considerations of input/output (pick-up / drop-off) stations are important in many
heavy manufacturing environments, since the facilities are large in dimensions. Except for
few which are described below, most of the algorithms ignore the locations of input and
output stations of facilities.
Montreuil and Ratliff(1988)[157] proposed a methodology to determine input / output
stations for facilities assuming that the layout is known. A linear programming model and
a solution procedure is proposed, that optimises the total distance travelled between these
input / output stations.

O'brien and Barr(1980)t17l] considered fixed input / output locations of machines and
their orientations through rotation of machines, but the user needs to attempt this
repositioning manually. N o optimisation in this respect is considered.
In Montreuil & Ratliff(1989)t158], one input / output location for each facility is
considered and assumed that it can be placed anywhere in the boundary, at the discretion
of the experience of the user.
Banerjee et.al.(1992)t19l considered one input / output station for each facility and
considered that free to locate anywhere within the boundary of the facility, which will be
determined by a proposed linear programming model.
Chhajed etal.(1992)t34l have proposed an optimisation methodology to design the flow
network for a manufacturing layout assuming the layout is known and free flow
conditions exist. The problem is modelled as that of finding the shortest rectilinear flow
network for which a Lagrangian relaxation method is applied.
Except for [171] the other approaches attempts to determine the optimum input/output
locations of a facility. However, in many manufacturing situations, the input/output
locations are integral parts of a machine. Therefore, more appropriate consideration is that
in [171], where locations of integral input / output stations are considered, with different
possible orientations of machines.
2.2.7. Experimental Comparisons
The criteria often used for evaluation of algorithms are solution quality and computation
time. It is reported that the computational requirement for the hybrid algorithms is highest,

followed by improvement algorithms and, the construction algorithms require least time
for computation.
As Lewis and Block (1980)t135l reported, human planners perform better than many
algorithms (in arriving at layouts with a better objective function value) except in large
problems with 30 or more facilities. Improvement algorithms (eg. C R A F T with 2-way
exchanges) perform better than both construction types and human performers at the
expense of computer time. The efficiency gained using a 4-way exchange is small, but
requires considerably higher computer time.
Ligget (1981)t136l presented an experimental evaluation of various solution techniques to
the Q A P problem which considers fixed cost of assignment and variable costs (Flow &
distance). The author tested random starting solutions with improvement procedures and,
a construction algorithm (of Graves and Whinston) coupled with an improvement
procedure. Results show that the construction procedure coupled with an improvement
procedure gave good results in terms of solution quality (in terms of objective function
value) and computational time. The improvement procedures were tested for different
variations such as scope of exchanges (limited to 'neighbourhood' locations, and all
possible pairs), choice of move (first improvement and best improvement), order of
evaluation (random activities sequenced by level of interactions). The results show that
with a constructive starting solution applied to an improvement procedure, selecting the
first pair of facilities which gives an improvement, limited to the neighbourhood for pair-
wise exchange, produced the best results in terms of quality and computer time. Order of
evaluation by clusters reduces the number of exchanges hence the computer time. Having
3-way or 4-way exchanges increases computer time dramatically without giving a
significant increase in quality. Hence, limiting procedures to neighbourhood and pair-wise
exchange is the best option. Ligget (1981)f136l also concluded that attempts to decrease

time should focus on limiting the number of exchanges rather than the number of
evaluations. The hybrid constructive-improvement procedure with neighbourhood
limitation and first-choice exchange gives good quality results in a reasonable computer
time for plant layout problems.

2.2.8. A Concluding R e m a r k on the Approaches to the Facilities Layout
Problem
The various models and algorithms (optimal and heuristics) that have attempted solution of
facilities layout problems are presented. Table 2.2 presents a summary of the survey,
which will be helpful for researchers / practitioners to easily identify types of algorithm,
considerations in the objective function, and other relevant important factors.
The survey reveals that the failure of optimum algorithms to solve larger problems has led
to a flood of heuristic procedures. All of these heuristics have their own limitations, apart
from producing unrealistic solutions which need human adjustments. Some comparative
experiments reveal that humans perform better than most of these algorithms in situations
with less than 30 facilities. Combined construction and improvement heuristics yield best
results in terms of the quality of the solution.
In recent years, an interest in Al-based methods has invaded the facilities layout area. The
use of hybrid (knowledge-based and analytical) procedures is giving very good results,
moving towards realising the dream of facility planning researchers to achieve automated
systems. The ill-structured nature of the facilities layout problem especially applied to the
manufacturing area, has made the AI approach most promising.

55
GO •4—»
G CU
g g o
V
c CD -2
• 2 cu -a
Obj
onsi
U
>^
o Ofi cu Ki V B
•»—1
o OO
<
b Z cu o c CU
'•4—(
cu
DO
1 £ ed
3b p a. J3 CD
.S
Z =3 CO
oo
>? c ed
3 1/3
0 OO CD OO D
* j
00
C c_> 1
c
E
g P g
O
CN
CN
p
T3
p EL -a c 3 C
c
(5
_» c/: c u 1
E
g 5 g
O
-
CN
oo o ~-
m i — •
r-
g CD C J3
I
cio c 3
U
i
oo O 'J
£ o UL,
r-r-
5 g
o
<N
p 3 o CD c3
CO
OO 00 'J 3
00 C
U
r Q
O p
O0
c O U
Cu < J CQ OS
O u CN
CU c o cu 4—»
33 cu a. 3 4—»
a 00 ed
• * — *
CO
00 00 CU 3 CD 00 O
U
c 0 4—»
0 3 L-00
c 0 U
cu w Q
<
O as
Cu
3
a 0 •4—i
g X 0 a, CL,
ed "00
"cu DO O > <4- l
O
CD 4—»
O O0 CD 00
D
•
4—*
00 0 0
£ 0
E
3 O ..H
O 3 -4—)
00
3 O
U
„ „
so so
-
r-ON
-4—)
3 CD
g 3 O > c CD CU CO I — 1
G •rH
Cu <
CQ
0 u 0—1
0 c 0 00 CD
> Cu
00 00 CD 3 CD 00 O
0
s 0
•Y—1 •4—»
0 p -4—1 00
C O
u
V co < CQ
cu <
-J 0 u 0 4—>
ed
g • *—< C O
00 00 CD 3 CD 00 O
G
c 0
• »—1 4—>
Q 3 s-< 4—» 00
3 O
u
•St CN
1
O H
Cu CO 1 — I
J
0 H
M Q
tilar to CORELAP, use
CA
3
co
-t_J
00 0 0 i
0
E
3 O • »-< 4—>
O 3 1-1 4—1
00
3 O
u
CX) CO 1—(
Q <
U I O H D < Cu CO (—<
r
O H < 00 CD 00
3 Cu < CQ
oi O
u 0 4—>
cd •^-4
g CO
4-J
00 O O 1
O
E
3 0 •*-! 4—>
0 3
00
3 O
u
CO CO
CD
cu 3 O 4—1
a CD 4—1
cd
cu O 00 CD
<d-i d—> •T-4 0 ed
CN
p"
3 CU O 4—"
ed 00 4—»
ed 4—>
CO
4—1
00 O O 1
O
E
3 0
•I—* 4—»
0 3 *-J 00
3 O
u
p CQ Z <
OI
0 1 — I
CO <
PQ
Cu Cu < 00 CU c/D 3
00
"p ed
3 O
'ed
'cl 00
p 3 CD O 4—>
ed
3 ed CO
00 00 CD 3 00
O
0
3 O
• *-H 4—>
O P 4—1
00
3 O
O
as so

56
DO 3
ed
"5 "ed 3 3 ed
g
y CO < CQ
cu > CU ed
5 c
oo OO CU 3 CD oo O
u
3
_o CD 3 U, OO 3 O
O
• < *
u >—d.
CO < CQ CQ _1 Cu Cu < OO CU OO
3
3 3 CU
3 3 CL, Cu 3 ed CO
3 CO
oo OO CD 3 CD OO O
U
3 O
CD 3
OO G O
U
en
OO CD
'3 ed
^ 4
O
3 <~> ~3
C
J3 oo CD CU 3 ed OO
T3 cu '•3 OO
Id CD
CU >
1 CD
3
4—*
OO O CU
£ o E
c o cu 3
oo 3 O
U
6 <
CN
g ed DO ed
•5 •22 ed CD OO ed
OO CD
> 'DO
p 3 "3 CD cu p Cu Cu eu 4—,
OO CU C
O
OO O cu £ o
E
c o o 3 OO C
o U
o IT.
g ed DO ed
CU
3 CU OO ed OO
cu > 'DO
c£, cu OO 1
CU 3
c cu > ed
3
OO C cu £ o
E
C o cu 3
OO C O
u
as
g _u _c p Cu --» 3 CU
g 3 DO OO OO
< "3 CU oo "ed cu 3 CU
a 3 O -a cu OO ed CQ
OO C cu
£ c cu
o cu 3
oo 3 O
u
cu Cu <
r— OC
DlJ 3
g
— . exchanges(See[32
irregular shapes)
ed
i} en
ed
CN
oo
cu OO
D
OO O CU
3K * • — '
E
3 CU
g CU > v — o
5. g
P < Oi
u oc CN
"2 r-;
3 g DO 3
"£, g ed oo i
•3 CU oo ed
5 OO CU OO
4—1
OO O cu £ o
E
CU
g CU > p Cu
g
o
T3
o 4—* CU
g DO
73 CU 3 3 < •3 au
i-j "3 s CO 00
00
D
00 0 cu
£ O
E
4—1
3 cu
g CU > O Ul
Cu
g >—4
en CN
00 CU 3 'J3 g 0 CU 4—T
3 Cu -3 DO 3
p 1-4-J
OO CU 00
"ed 3 ed
00
"cu "3 O
g DO 3
'3 CD 3
a 00 CD 00
D
4—1
3. Cu .3 DO 3 O -3
H
3 CD
g CU > O SL
g M
as en
CD u. 3 T3 CU cu 0 u, Cu CD DO 3 ed -C O X CD 3
ed 1—;
4—»
£
•3 O r-; 4—>
(U
s DO 3
7d cu 3 C < •3 CU 4—•
ed "3
6 CO -3 C ed C>0
'00
I — 1
ed C ed u<
00
p
U 00 CU 00
4—>
OO O O
£ 0
E
G cU
£ cu > 0 Ui
Cu
g 1—(
CN
T3 O r-] 4—1 CU
g DO _3 "ed CD 3 3 < •3 aj j!d "3 g •1—1
CO 00 CD 00
4-4
00 0 0
£ 0
E
4—»
G CU
g CU > O
g U—(
CO CO <
U m 0
p 3 •3 CU cu O I— J
Cu G
_o '4—»
CU
g 4—1 00 G
O 0
<
>, c_> c CU 0 ed ^ <
O
<u 4—*
1
si Cu ed
6
cu •— 3 "3 CD CU
p uu 4—>
G CD
g CU >
p uu
s •T—1
c <
>> Q 3 CD
% ^ <
>>
O CU
•5 ' s: Cu ed
O
m
cu •3
g "00
_c r-; CU 4—1
ed
g 1
_c ed 00 CU 00
D
>-, 0 c CD CU _ed •31
<
O CD -d-1 1
-G Cu ed
O

57
r-; CU ed O
a. Cu ed
"CD CD Ui 4—»
3
•3 C ed ,3 CL,
ed
3b
c 4-H 1
"ed
3 £ OO CD OO
OO
O
o £ o E
o CD cS 1 c-] CU ed
6
CX)
.—4
OO CD DO G ed r-; CU X CD ed
it t
en •3
c ed ed
it 1
CN oo CD OO
D
OO
O
o £ o E
U • 3
•r; X5 >>
r-o i—(
U Cu G
o oo 3 3 CD _> *4—»
CU ed
3 3
OO O CU
£ o E
1—4
=3 u •3
X
p <
o oi
u i — i
g, as CN CN
oo DO 3
'•a '3 .c o 4—4 OO
*4—»
"3 g o oo _CU
Cu CU ed
-a CD OO ed X>
3 ed w
O
Du
OO O CU
£ o E
u -3 • wd
U
cn
CD
*-*-4
cu ed
3 OO CD _G <—•
cu ed
g O 3
ed
O
3 3 'oo 3 O
u
oo
o cu £ o E
=3 U -3 •c JO >>
r~
p
"3 CD CU
°3 O c3
+—*
'% OO
'oO
"ed 3 ed
3 OO 3
u OO CD OO
OO C CU
£ o E
3 O "3 u rs
as OC
• 3
r-;
3 g cu Cu
c a
3 cc> OO
3 3 <
OO
C c ed
"p >,
N 3
"3 CU 00 ed JO 1 ^ N N 3 CLH
so
•3
3 g 3
3 3 00 3
3 <
00 00 CU 3 CD 00 C
0
•3 CD 00 ed JC 1 5^ SI N 3
CO
oc
cu >
cu _<u_ jo' "3 CU 4—>
.2? '3 it _CD
DO 3 • r-, OO
O
3 g
3 U "3
r-, >. r-;
ed 00 CD 00
D
00 00 CU 3 CU 00
O T> ~ 15
E
ed
•r-J •22 • H
5 i
4—>
3 s
• Cu
<
CL,
CN CN
3 G CD • .—, '-4—1
3 00
P P Uu < oi
u 00 CD 00
00 00 cU G cU 00
O 7u „
0 r—•1
PU
ed
• »—1
u> CU 1 4—>
3 s
p Cu < oi
u 0 ON
O CN
00 4—)
P O r5 cu 4—1 ed U CD G CD DO
O 4—» 00
"3 O -G 4—»
CD
g DO G ..—, 4—1
00 'x CD r—t
ed 3 > CD 00
00 CD 00
OO GO CD C CD 00 O O
O
ed
5rJ Ul
O 1 4—» t—-(
3
s
0 en
< oi U <* Cu <
CQ Oi O u 00 CD 00
00 00 cu G CD 00
O "o ,.
4$
O 1—H
Uu
ed
4 ^
CU
4—1
3 s
0 0
£ 0 53 „ 00 00 0 G ^ CD CD O G O '^
O
E
ed
'C 43a Ul
O 1 4—»
"3 s
CO
<
Pu
0 U Tt TI-T—1
p
3 •3 CD CU p D4 CD DO G ed 1—;
O X CD 00 CD 00
00 00 CD G CD 00
O 7u ^ •5 0
E
ed •rl
B Ul
O 1 4—»
3 S
en
p 3 -3 CD O O
OJ CU DO 3 ed r-| O X CU 00 CU 00
O
00 00 CU 3 CU 00
O •3 .>
0
E
ed
•d .3
3 .1-4 4—»
3
s
en 1—1
p
3 T3 CU CU O
a. CU DO 3 ed
"3 X CD 00 CD 00
D
00 00 CD 3 CU 00
O "3 ^
0
E
ed
*T-t
O 1
-1—1
3 S
CN Tf

58
<
U oo CD OO
OO OO CD G CD oo O r—i
CU
it o
E
ed
3 3 i
4—1
3
en CN CN
u Cu 3
o oo 3 3
CD 00 ed JO
a 0 0 oi Cu
00 CD
s 3 O >> 4—»
O
'C Cu
g B 00
>> CO
3 Cu CQ
en ^t 1 — i
•3 CD 00 ed -C
a 0 0 oi Cu
00 CD
> 4_>
O CU
jc? 0 1
3
g CD 4—1 00
CO Ut
CU Cu X CQ
en CN i—H
cU
_> •4—>
0 ed
3 c 1—1
00 0
a 1
0
E
g 00
CO
3 Cu X CQ
00
O < r—;
cu cu ,ed
3 _3
-3' CU 00 ed JO
a 0 dj
0 oi Cu
00 00 CU 3 CD 00 C
3 0
E
p 4-t) OO
CO
3 Cu X CQ
SO
*3 CJ 00
p
z < oi E -ei
C P-•3
c ed
a _]
O oi Cu
00
cu > cu _cu_ JO'
c 1
3
g CD 00
>> CO Ut CU
c-X
CU
CO Cu <
Cu 1—H
Tt CN
00
p
3 00
>, 00
co UH
—' U L
OO
^ CJ 1
c cu
<
cu -0
JO
E
CQ
CTs
CN ON
ed
g 00
'if -3
B c 3
3 CD C >> 3 CU
00 3 C
U
00 00 CU 3 CU 00 O
O
<
CU
-a
J3
>>
CO
U <
CD
.3 *4—J
3
p 3 C
3 3 00 3 0
cu
•6 CD 00
ed JO Cu CO LU
4—, 00 0 0 1
a 0
E
<
CQ
"3 • i—1
j3
X
O
p
3 •3 CD
cu p 5j CD DO 3 ed 1—;
O
X CD 00 CU 00
O
d-d
00 0 CU 1
O
E
<
cu
JO
E
co" CU
_1
as
CO
s PH
0 4—> 00
CD • rH
3, Cu cd
Cu CU Q < Cu < uJ
cu oi 0
u 00 CD 00
2 00 00 CD 3 CD 00
O
3 0
E
<
cu T3 • H Ut
JO >»
E
,—1
d 00
<
uJ
<
s CO 3 O "3 CU 00 ed JO
3" _> '4—»
cu ed u, CU 4—4
3 1—1
4—* 00 O CD 1
O
E
<
CQ
T3 • —4 Ui
JO
E
ON 1 — i

2.3 Materials Handling System Selection
This section provides a brief introduction to materials handling system(MHS) designs and
the details of computer aided techniques available in the literature.
2.3.1 Introduction to the MHS Design
Materials handling accounts for up to 55 percent of production costs according to some
estimates (Gabbert and Brown(1989)t66l). This signifies the importance of reducing
materials handling costs. The objectives of M H S design include, reducing materials
handling costs, increasing capacity through better utilisation of space, improving
equipment utilisation, and improving saleability of a product through speedy service
which would help customers to cut down costs. Some of the inherited limitations of a
M H S attribute to the additional capital investment, loss of flexibility, vulnerability to down
time, maintenance and auxiliary equipment costs.
The fundamental principles of materials handling system designs are :
- The use of systems approach where the materials handling requirements of the entire
factory is considered
- Simplification of moves through reduction and combination of moves or elimination of
unnecessary moves
- Use of gravity when ever possible
- Use of larger unit loads, mechanisation and automation of handling whenever possible
- Standardisation of equipment
- Reduction of idle time
- Planned maintenance

Apple (1972)t!3], Eastman (1987)[521 and Apple et. al. (1987)f14l provide detailed
descriptions of the systems approach in analysing materials handling requirements, while
Apple and Strahan(1985)t15l provide a structured approach in designing materials
handling systems particularly to reduce work-in-process inventories.
Over 500 materials handling equipment types are commercially available. The basic
materials handling equipment types can be grouped into the following major categories.
1. Conveyors : Roller, Belt, Chute, Trolley, Bucket, Pneumatic
These are generally useful when
- loads are uniform,
- the route does not vary,
- the movement rate is generally fixed,
- in-process storage or inspection are required,
- handling hazardous material,
- handling materials at extreme temperatures or under adverse conditions
- handling in dangerous areas.
2. Cranes and hoists: Overhead travelling crane (bridge crane), gantry crane, jib crane,
hoist, stacker crane, monorail.
These are generally used when
- the movement is within a fixed area,
- moves are intermittent,
- loads vary in size or weight or units handled are not uniform.
3. Industrial trucks: Fork-lift, platform truck, two-wheel hand truck, tractor-trailer train,
hand stacker, walkie truck

These are generally used when
- materials are moved intermittently,
- movement is over varying routes,
- loads are uniform or mixed in size and weight,
- length of move is moderate,
- most of the operation consists of handling,
- material can be put up into unit loads.
Detailed information on these types is given in Kulwiec(1985)t121l, Eastman(1987)t52l,
Lindkvist (1985)t139l and Allegri(1984)t7l. Some recent publications provide information
on automated materials handling equipment. Rodgers(1987)t184l provided a brief
overview of automating materials handling in foundry operations while Tolsma(1986)t218]
reported a case history of using unit load conveyors in a Just-In-Time environment to
improve the efficiency of materials handling. Detailed descriptions of various types of
Automated Guided Vehicles (AGVs: tow-tractors, unit load vehicles, fork-trucks and
assembly vehicles) are given in Lasecki(1986)t128l, while Wright(1986)t238l reported an
application of heavy load automated materials handling equipment such as A G V s and
turntables in the fluid film bearings industry. Various aspects of work-piece handling in an
automated environment are given by Warnecke(1986)t227L Cain and H a w k (1986)t29]
presented various materials handling hardware to use in Tyre production.
A recent trend has been to integrate materials handling into the production system (Muller
(1985)H63] and Manji(1987)[149J). Krepchin (1986)[n7] has given guidelines to plan
integrated systems while Pourbabai (1988)t181J has presented an efficient algorithm for a
queuing network model of an integrated material handling system. Pierson(1988)t179l
predicted that the automated materials handling will be the key player in C I M 1
CIM : Computer Intergrated Manufacturing

environment in the future, and provided an analysis of trends in materials handling.
Skonda (1986)1202] presented a C A D system that can be used for organising the loading,
transportation and storage functions.
The selection of an appropriate MHS requires a complete analysis of the materials
handling problem where for each handling activity the following three major phases are
analysed:
a) The Material : Type, characteristics, quantity.
b) The M o v e : Source and destination, logistics, characteristics and type.
c) The Method : Handling unit, equipment, manpower, physical restrictions
More details and guidelines for analysis of materials handling problems are provided in
Apple {(1972)t13] and (1977)t16]}, Apple and McGinnis(1987)n4] and Eastman
(1987)t52l. A part of the chart provided in [13] giving guidelines is reproduced in
Appendix-A. The M H S selection procedure carried out in practice consists of relating all
relevant factors, determining the degree of mechanisation, tentative selection of equipment
type, narrowing the choice of M H E , evaluating alternatives, checking selection for
compatibility, selecting the specific type of equipment, preparing specifications and
procuring the equipment.
The alternatives are evaluated on the basis of costs. The factors affecting materials
handling costs are direct cost of equipment (capital, fixed charges, variable charges),
manpower, indirect costs and costs of intangible factors. The total cost of materials
handling is estimated by considering all moves of the materials handling equipment, time
requirement of all personnel and equipment, the hourly operating costs (including energy
costs) for equipment and operators, parts and maintenance costs. Kulwiec(1980)t12°l has
given the characteristics, application areas, auxiliary attachments and approximate costs of

various materials handling equipment which can be of used in an analysis for selecting a
MHS.
Most of the research work that has attempted to use computer assistance in determining a
M H S can be divided into three major categories: optimisation algorithms, expert systems,
and hybrid optimisation and knowledge-based systems. Details of these categories are
given below.
2.3.2 Optimisation Algorithms for Selecting the MHS
Webster and Reed(1971)t231l presented an algorithm for materials handling system
selection which is considered as the most comprehensive analytical method of that time.
The algorithm aims at minimising the total cost of M H S , which includes investment cost,
operating cost, and cost of changing unit loads (This occurs when it is required to alter
unit load design of the equipment from move to move). The method assumes that the
layout and a candidate set of feasible materials handling equipment(MHE) for each move
are known. The algorithm determines the optimum M H E and the assignment of moves to
these M H E . The solution procedure consists of two phases :
1. Find the least cost equipment for each move.
2. Improve the initial solution by attempting to improve utilisation through combining
moves and use of special equipment.
A lower bound is calculated to compare solution quality, assuming that the maximum
utilisation is possible for the assigned equipment to each move and no unit load changing
costs.
Hassan et.al.(1985)f83J have proposed another optimisation algorithm, which is a
construction procedure, to determine the M H S objectively. The procedure assumes that

the layout is known but estimates operating times of equipment for each move using
speeds and rectilinear distances. The problem is modelled as an integer programming
problem. The algorithm proposed considers equipment types one at a time. Moves are
then assigned to the selected equipment. The equipment type which can achieve maximum
utilisation at minimum cost is first selected. As many moves as possible are assigned to
this M H E . Moves with least operating costs are considered first. If utilisation of an item of
equipment is less than an acceptable pre-determined level, the moves assigned to the
equipment are assigned to some other equipment type. One advantage of the method over
the Webster(1971)l231l procedure is that the method itself estimates the operating times
and operating costs. The data required for the procedure are almost the same as that of the
Webster(1971)t231l procedure. Additionally, an 'operating cost per unit load distance per
period' is required for each item of equipment. The model is not concerned about return
trips or loading and unloading times. The algorithm is claimed to provide solutions as
good as Webster's method (in terms of objective function value) for some problems and
better with respect to the required computer time.
Both of these methods require the analyst to determine feasibility of using each selected
M H E for each concerned move, prior to using the algorithms. Cost models used by both
algorithms for estimating materials handling costs are too simplistic to be useful in
practice. Moreover, cost is considered as the only objective used to optimise when
determining the optimum M H S . However, in practice, there are other factors considered
apart from cost, such as aisle-space usage, in determining M H E as demonstrated in
Chapter 3 - with the case-study problem.

2.3.3 Expert System Approaches for Selecting the M H S
Malmborg et.al.(1986)t147l suggested a three phase research procedure for developing a
generalised expert system for materials handling equipment specifications. The
knowledge-base development should be attempted at three hierarchical levels of collecting
data regarding facts about M H E , developing rules relating the materials handling problem
to the equipment specifications for a given equipment type, and developing rules relating
the materials handling problem to a broad category of equipment. The implementation
phase should be attempted using an appropriate tool such as P R O L O G or LISP while the
refinement and validation phase should be attempted by comparison with a human expert.
However, no guidance is suggested for incorporation of cost considerations.
Malmborg et.al.(1987t146l&1988t148]) have described a prototype expert system based on
P R O L O G , for selecting a truck type. Various truck types are categorised into six classes.
Five application areas, (Dock operation, unit-load storage, order-picking, in-process
handling and yard operation) are considered in the system. Rules are also developed
addressing technological factors such as lifting requirements, weights, loads, surface
condition and travel requirement. The knowledge-base is based on the published literature
about truck types. A pattern-directed inference mechanism is used in the expert
system(Pattern-directed inference is a technique that allows the expression of relational
and methodological knowledge as 'condition-action' pairs.). If there is more than one
truck type for the job, costs are considered. The limitations of the system are narrow
scope of application, failure to consider material flows in quantitative terms, and the
secondary consideration given to the costs of M H E .
Fattah and Yandow(1989)[57l have described an expert system for tower crane selection
using V P Expert shell and D B A S E III. A n analytical module is also developed to help in

the decision making.
Hosni(1989)t"l reported an on-going development of an expert system for materials
handling equipment selection. The data are represented as frames in the knowledge-base,
where the parent frame has general topics such as conveyors, then the special categories of
conveyors (eg. trolley conveyors) are assembled in another frame, which in turn is linked
to a frame giving special makes of trolley conveyors. The equipment selection guide in
Apple(1972)t13] is used for developing rules in the expert system.
Fisher et.al.(1988)l6°l designed an expert system called MATHES for selecting
appropriate types of materials handling equipment for intra-factory moves. The parameters
used in the selection of the equipment are path(variable or fixed), flow-volume(very low,
low, medium, high, very high), unit size (small, medium, large, very large), distance
(low, medium, high), palletised (yes / no) and accumulation (yes / no). The system
obtains relevant data from the user through questions on the above parameters, then
provides a feasible set of equipment with a corresponding certainty factor. The rules in
the knowledge-base consider technological and economic factors. However, a thorough
economic analysis is not made by the system.
The expert systems approach seems to be very useful, because of the complexities
involved with selecting a materials handling equipment, which require expert knowledge.
These are aiming at selecting a feasible M H E for individual moves. The materials handling
equipment selection guides given in [13] are proved to be useful in developing expert
systems. A c o m m o n weakness of these expert systems is that they aim at specifying a
feasible materials handling equipment for a move and no attempts are made for
optimisation of the M H S . A form of optimisation needs to be addressed by considering
costs, and other practically important factors. Moreover, as suggested in [13], the systems

approach, considering all materials handling requirements of the organisation as a whole-
not individual moves -, should be considered in determining M H S , which is not attempted
by these expert systems..
2.3.4 Hybrid Systems
The hybrid knowledge-based and optimisation systems are rarely used in the MHS
selection problem, although in practice, they have a great potential for application. The
following is the only hybrid system found during the study.
Gabbert and Brown(1989)t66l have reported a hybrid system for MHE selection
employing the decision theoretic and knowledge-based system techniques. T w o types of
knowledge, operational knowledge and preferential knowledge are considered.
Preferential knowledge is obtained from the D M based on paired comparison of attributes
(cost, flexibility, down time etc), which are converted using the 'entropy' concept to a
preferential value after solving a trade-off assessment problem for preferential weights.
The operational knowledge represents the types of transporters available, their
classification and system design procedure. The knowledge-base utilises a frame
structure. The mathematical representation of the Decision Maker's preferences appear to
be too abstract to have any practical application.
The above approach suffers many drawbacks. It does not attempt to use systems approach
in selecting M H S or to minimise costs of M H S .

2.4 The Joint Determination of the Layout and the M H S
This section briefly describes the attempts reported in literature for the joint determination
of the layout and the M H S , which are categorised as optimisation methods and hybrid
knowledge-based and optimisation methods.
2.4.1 An Overview of the Joint Determination
The determination of layout should be carried out considering the means of materials
handling and vice versa. W h e n both the layout and the M H S are free to be decided, the
problem becomes very complex. In practice, layout decisions are made considering the
means of materials handling. Yet, many layout algorithms ignore this issue, and therefore,
have failed to become attractive for practical applications. There is a severe scarcity of
models and solution procedures for the joint determination of layout and M H S . The
methods available for the joint determination can be categorised as optimisation methods,
and hybrid methods. Only one such optimisation method is available, while the hybrid
methods proposed have very narrow areas of application.
2.4.2 Optimisation Methods
Only one computerised optimisation approach was found which attempt joint
determination of layout and the M H S . Tompkins and Reed{(1976)t219], (1973)t221!}
presented an algorithm called C O F A D , which jointly considers the layout and materials
handling system. The inputs required are alternative materials handling equipment types,
costs of the alternatives, a from-to chart for each equipment type and an initial layout. The
process is
(1) Determine the layout

(2) Select a materials handling system
(3) Apportion the costs of material handling system to each move
(4) Return to step 1
The procedure continues until a 'steady state' is reached. The layouts are produced using
the C R A F T procedure, and the M H S is determined using the Webster(1971)t231l
procedure. Then this M H S is analysed to estimate a 'handling cost per unit per unit
distance ' for each move. These values are used as inputs to the C R A F T procedure to
obtain an improved layout, and the procedure continues until a significant improvement in
the total materials handling cost cannot be further achieved. The methodology considers
fixing departments, fixing a particular equipment type to a particular move, speed changes
in taking turns, change of unit loads, fixed costs and variable costs as applied to material
handling equipment The procedure selects equipment giving least cost for each move and
considers distances between centroids. Since the procedure strongly depends on the
CRAFT[28]and Webster(1971)t231l models, it inherits all the weaknesses associated with
these procedures. (Namely the consideration of distance between centroids - not between
input/output locations-, inability to consider different orientations and multiple objectives).
Shore and Tompkins (1980)t197^ extended the above method to arrive at a layout which
will have the least expected inefficiency, when production levels vary. The method utilises
C O F A D , and is called C O F A D - F . The method takes a considerable amount of computer
time even for small problems.
A limitation of the above approaches is that the analyst is required to determine the
feasibility of using each M H E for each move, before using the procedure. This creates
serious limitation in the optimisation process, since the feasibility depends on the location
of machines associated with moves, in some situations. Therefore, at each iteration, when
determining M H S for the layout, the user is required to intervene in order to ensure

feasibility of solutions. However, the procedure as it is does not suggest such intervention
by the user. Even if such intervention is allowed, then the system becomes too exhausting
to the analyst
2.4.3 Hybrid Knowledge-based and Analytical Methods
The KBML system given in Heragu(1988)I92l and Heragu and Kusiak(1990)t94] very
implicitly considers the joint problem of layout and the M H S design. Four types of
layouts are considered which are applicable to F M S environments. The M H S considered
is limited to robot, A G V and a gantry robot. The system consists of a database,
knowledge-base, and an inference engine. The data base has the data regarding machines,
their dimensions, various models and algorithms. The knowledge-base has rules for
determining the type of layout and the materials handling system, selecting the model and
algorithm, initial assignments, varying parameters, checking layout for implementability
and the evaluation of costs. However, the procedure requires the user to input either the
layout type or materials handling carrier.
Abdou and Dutta (1990)^1 presented a hybrid system based on EXSYS shell, combining
the material handling selection and the determination of layout. The data base consists of a
material handling system (MHS), simulation model, algorithms for layout, user provided
data and variables. Rules are used for determining the type of layout, selecting material
handling equipment, for determining the layout arrangement, determining the R E L chart,
selecting an appropriate algorithm for machine assignments based on the activity
relationship, and checking whether the layout is implementable based on space
constraints. The system considers many aspects of facilities design. However, the system
is centered around the types of layouts and M H S considered in the K B M L procedure,
therefore limited only to F M S environments. C O R E L A P and A L D E P are used for

determining layouts while C R A F T is used only for improving infeasible layouts.
The above hybrid methods do not attempt to arrive at optimum MHS, and are not
applicable to a wide range of situations. Their main focus of attention is F M S
environments. Therefore, only a few relevant M H E are considered. However, no
optimisation approach for M H E selection is considered.

2.5 Post - Optimal Analysis of Facilities Designs: The Monte-Carlo
Simulation Methodology
2.5.1 Introduction
A complete facilities design procedure includes the post-optimal analysis of the designed
layout/MHS, capturing the operating dynamics of the system. This is usually performed
using the Monte-Carlo simulation methodology, although, analytical models based on
queuing theory concepts could be used for simple systems (one example for such an
application is given by Co et al. (1989)1391, who presented a layout planning model for
F M S systems, which used a pair-wise exchange of facilities to generate alternative layouts
and a computerised queuing network model for analysis of the throughput and utilisation.
Another application is given by Pourbabai(1987)t180l who used a queuing network model
to analyse a manufacturing system which consists of work stations, and loading /
unloading stations linked by a closed loop MHS.). Both simulation models and analytical
models are mathematical models, where analytical models use a set of equations or
numerical algorithms to obtain the desired results, while a simulation model is an
operating model that "mimics" the operating behaviour of the system (Shanthikumar
(1983)t195]). Analytical models may not exactly describe reality, while simulation models
allow any degree of realism of the phenomena desired, but at a higher cost.
Feitner(1985)[58l discussed the limitations of the use of models and myths associated with
modelling.
Simulation is one of the most powerful analysis tools available to those responsible for the
design and operation of complex processing systems. Therefore any supplier or
consultant who claims to have the capability of designing integrated materials handling
systems must either posses or have access to simulation capability (White(1987)t234l).

However, simulation cannot perform any optimisation, although a form of optimisation is
possible by performing a series of simulations. Simulation is useful to analyse "what
happens if' type of questions.
Some of the benefits of the use of simulation are {Pegden etal.(1990)[176l, (1989)t175]}>
a) The possibility of exploring new policies, operating procedures organisational
structures etc without disrupting ongoing operations.
b) Possibility of testing new hardware designs, physical layouts and transport systems
etc, without committing resources in their acquisition or implementation.
c) Ability to gain insights about variables which are most important to performance and
their interactions.
d) Possibility to identify bottlenecks in material, information and product flows.
The drawbacks of the use of simulation are the need for highly specialised training for
model building, dependency of the solution quality on the quality of the model and the
data and the skill of the modeller, and difficulty in interpreting results while capturing the
randomness of the real system (Since it is often difficult to determine whether an
observation made during a run is due to a significant relationship in the system or due to
the randomness built into the system). Simulation models are also time consuming and
expensive.
Simulation modelling involves the process of abstraction, construction of the model and
conducting experiments. The scope of a problem will expand or shrink to fill the time
allotted to study and model it {Chisman(1983)t35]}. The availability of data will determine
to some degree, the level of modelling details allowable and the time available for
modelling.

A n important tool in the application of simulation modelling is computer animation
(Pegden et.al.(1990)[1761). Graphics have more of an impact than words on
conceptualisation of a system operation. Animation generates a moving picture of model
operation, which can provide valuable insights into the model behaviour. Johnson and
Poorte( 1988)1105] proposes a hierarchical approach to effectively use animation during all
phases of the modelling process. In the lowest level, animation can have few details that
would only be recognisable to the analyst who could use it for verification and debugging
purposes. In the second level, the animation can have more details and could be used in
verification and validation. In the highest level, a 2-3D animation system can be used for
managerial presentation, teaching, and training purposes. Bell and 0'Keefe(1987)t22]
suggest the use of animation as early as possible during modelling and involvement of the
user in building of the animated picture.
2.5.2 Steps of the Simulation Process
The steps to be followed in a simulation modelling and analysis are[176,153,9] :-
a) Problem definition and delineation of the system
b) Conceptual model formulation
c) Determination of data requirements, and collection of data
d) Model translation
e) Verification and validation
f) Final experimental design and experimentation
g) Analysis and interpretation
All the steps above must be closely tied to the specific purpose of the model. The problem
must be defined clearly, and the relevant important parameters and variables must be
identified, to carry out a successful simulation study.

The model should be formulated to answer the relevant question under study, and not to
precisely imitate the real system. Inclusion of more details than necessary, dilutes the truly
significant aspects and relations with trivial data. Additionally, the greater the degree of
details to be modelled, the more precise and expensive to obtain are the required data. The
conceptual model can be developed graphically or in pseudo code to describe the
components, variables and interactions of the system.
The determination of which data to use is a very time consuming and a difficult task in a
realistic simulation study. The required data can be obtained from historical records,
operator estimates, theoretical considerations and similar systems. Depending on the type
of data available (mean only, range only, or range and the most likely value), a suitable
probability distribution such as constant time delay, exponential, uniform, triangular or
normal distribution can be chosen to represent the variations or uncertainties associated
with these data values{Pegden et. al.(1990)[176l}.
The model needs to be translated into a computer code using an appropriate simulation
language. Information on some of the languages suitable for simulation purpose are
described in section 2.5.4.
Verification is the process of testing whether a model operates as intended while validation
establishes that the model behaviour validly represent that of the real world system being
modelled.
Experimentation is carried out after determining starting conditions and how long to run
the model. The output of the simulation model is analysed using statistical procedures.

2.5.3 Theoretical Concepts in Simulation Methodology
A very brief review of the important theoretical concepts associated with the simulation
methodology is presented. Simulation itself is a vast and well developed field with
applications in many areas. However, the scope of this section would not permit an
elaborate treatment of the subject
2.5.3.1 Types of simulation models
Three types of simulation models are discussed in Englund(1984)l55l and Pegden
etal.(1990)tn6].
1. Discrete models where events occur at certain points in the progress of the simulation.
2. Continuous models where the model treats change like a continuous phenomena.
3. Combined models which include both discrete and continuous events.
2.5.3.2. Types of Systems
The real-life systems being modelled can be categorised into two systems.
1. Terminating system: This has an event defining the natural end of the simulation, and
has fixed starting conditions, (eg. post office, bank where the system ceases to operate
at regular intervals and starts and finishes at the same conditions).
2. Non-terminating system : This has neither a natural ending point nor fixed starting
conditions.
2.5.3.3 Initialisation bias
Non terminating systems go through an initial transition phase that varies with starting

conditions. This would introduce a bias into the output values. Kelton and
Law(1984)tn03, m(^ Kelton(1986)[109l concluded that deletion of some amount of initial
output in a replication can be an effective and an efficient method to deal with initialisation
bias in steady state simulation. The simplest and most practical method of selecting the
truncation point is visual determination using a graphical method (ie. selecting an
appropriate point from a plot of the simulation response over time). Observations collected
after the warm up period will be representative of steady state behaviour. However,
Schruben etal.(1983)I188l have presented statistical tests for detecting initialisation bias,
which could be used to test for any remaining bias, after truncating the initial data.
2.5.3.4 Simulation run length control
The terminating systems have fixed simulation run length, hence independent replications
are made under defined starting conditions. Each replication gives an unbiased,
independent sample of variables of interest. A number of independent replications are
made which are used for making statistical inferences.
In the case of non-terminating systems, there is no obvious end point to define the end of
replication. Heidelberger and Welch(1983)t89J have proposed statistical tests for run
length control in such systems. However, the usual procedure is to have a long run
sufficient to make statistical inferences with a desired confidence interval instead of
making many replications, which would allow the wastage of computer time associated
with the transient phase to happen only once.
2.5.3.5 Output Analysis
"Simulation is a computer based statistical sampling experiment" (Law(1983)t129l).

Therefore, appropriate statistical techniques must be used to analyse simulation outputs
and to design experiments. The output of almost all simulations are non-stationary(the
distribution of successive observations changes over time) and auto-correlated(the
observations in the process are correlated with each other). Therefore, many problems still
exist in the output analysis for which no completely acceptable solutions exist, while some
of the solutions proposed are excessively complicated to apply. Law(1983)t129lpresented
a survey of these sophisticated output analysis procedures.
For terminating systems, point and interval estimation of output variables can be made
using classical statistical theory. However, for non-terminating systems, a direct use of
classical statistical formulae for estimating mean and variances are not applicable.
Law(1983)t129l summarised the methods available to analyse non-terminating systems
into two groups.
1) Fixed sample size procedures where a simulation run(or several independent runs) of
an arbitrary fixed length is performed, and then one of a number of available
procedures are used.
2) Sequential procedures: The length of a single simulation run is sequentially increased
until acceptable confidence intervals can be constructed.
Pegden etal.(1990)C176^ are of the view that the easiest and most practical method of the
above methods is to utilise a fixed run length in one single simulation run and then use the
'method of batch means'. This 'method of batch means' parallels the method of
independent replications used for terminating systems. Here, one long simulation run of
length 'm' is used and, after deleting initial observations(say length 1), the remaining
observations are divided into equal size batches of length k. The means of each batch are
then estimated as follows :
Let y"j(k) is the batch mean of the jth batch. If m and 1 are sufficiently large and each single

observation y is assumed an observation of a covariance stationary process(the mean and
variance of y are stationary over time with a c o m m o n mean and variance), then y~j(k) is
approximately normally distributed. The
point estimate of the variable y - ** J '
where n is the number of batches. Similarly, the relevant classical statistical expressions
can be used for variance and confidence interval estimation. To select the length k(number
of observations in a batch), fix the number of batches and increase k, until estimated
correlation between adjacent batch means is small(say less than 0.05). The number of
batches should be seldom greater than 30, and Pegden(1990)t176l suggests to use 10-20
batches. S o m e simulation languages such as S I M A N offer various methods of output
analysis, including the method of batch means.
2.5.3.6 Verification and Validation
Verification and validation are highly important steps in a simulation process and many
researchers have devoted special consideration to this. A tutorial on verification and
validation presented by Sargent(1984)[187l is highly useful in this regard. Sargent presents
a number of techniques for model and data validation. For continuous simulation models,
Damborg(1985)t42] has presented an error analysis model to determine the model quality.
Pegden(1990)[176J etal. describe various verification and validation procedures in the
context of the use of the S I M A N language. Verification can be carried out by performing
test runs, conducting model and experiment "walk throughs", tracing the model's
operation, use of interactive debuggers and the use of animation [176]. Validity of the
model should be established in terms of the purpose of the model. Tests that could be
carried out for the purpose of validation are face validation(asking people who are
knowledgeable about the relevant system whether the model and its behaviour appear
reasonable), statistical testing of model outputs and real life system, structural and

boundary verification(the structure of the model should not contradict reality and there
should be a mapping between the conceptual model and the reference system), and
sensitivity analysis(by varying the values of the model parameters and seeing how these
changes affect the behaviour of the model). Verification and validation are an ongoing
process. Data and the model also require periodic review to ensure validity.
2.5.3.7 Variance reduction in simulation
A number of methods, known as variance reduction techniques, have been developed that
can produce precise estimates of the system performances using fewer model replications.
These techniques mainly fall into two categories!Wilson(1984)t237l} of correlation
methods and 'importance methods'; while they are designed to reduce the variance in the
point estimate for the mean response, without introducing bias into its expected value.
This reduction of variance gives a smaller confidence interval for the performance
measures. (Pegden(1990)l176] and Wilson(1984)[237l).
2.5.3.8 Other important issues in simulation
Hybrid simulation/analytical models are discussed in Shanthikumar etal. (1983)^95]
These models combine simulation with analytical models such as queuing theory. Four
classes of hybrid methods are given. Starr(1991)[2053 presented the use of integrated
simulation and queuing theory models, to reduce the time taken in the exploratory
phase('trial & error' process) of the simulation.
The "Backward" simulation concept is proposed by Inoue et.al.(1986)[101l in which the
simulation starts from the final specified status of the system and the simulation is
performed in the reverse chronological order.

2.5.4 Simulation Languages
A number of languages can be used for writing computer codes for simulation purposes.
Languages have three different conceptual ways of representing real-world activities :
event orientation, activity scanning and process orientation(Phillips(1980)f177l In event
orientation, the system being modelled is described in terms of status disturbing
events(eg. SIMSCRIPT, G A S P IV). In activity scanning, events which cannot be
scheduled are monitored through a mechanism(eg. G A S P IV, S L A M ) . In process
orientation, activities are viewed as a sequence of events which occur in a definite
pattern(eg. GPSS, S I M A N ) . Operational characteristics of some languages are given in
[177]. Smith(1990)t204] grouped various languages for factory simulation into 3 levels.
1. L o w level languages: such as Fortran, C etc.
2. Intermediate level languages such as GPSS, SIMSCRIPT, S I M U L A , S I M A N
and spread sheets.
3. High level languages which are user friendly, such as S I M F A C T O R Y and
W I T N E S S .
More details about W I T N E S S which has sophisticated modelling features, are given in
[204].
Bell and OTceefe (1987)t223 presented a visual interactive simulation package called SEE-
W H Y which has a large number of Fortran subroutines. Tabibzaden(1989)t21°] described
a simulation system used especially for materials handling system design, using Fortran
77, where the program is designed to eliminate or simplify some of the steps involved in
simulation study which would assist the materials handling practitioners. Donaghey
(1969(t48^ has described a generalised interactive materials handling simulation system
written in Fortran. Grobeschallabi(1984)[77l described a computer package based on

Fortran 77 and Pascal, especially applicable to simulate material flow systems such as
A G V systems and monorails. Adner et. al.(1985)t2] presented a simulation program based
on Pascal, which can be used to simulate production lines, but is not suitable for systems
with completely unrestricted flow of components between stations.
Norman et.al.(1985)t168l described a simulation software called AUTOMOD /
A U T O G R A M that could be used for simulation of production and materials handling
units. This has a interface to generate G P S S models and graphical software for dynamic
displays. Duersch and Layman(1984)t51^ described a graphical work flow simulator
which can be used for factory simulations. It is user friendly and has a question and
answer interface.
Godin and Rao(1988)l72l presented the application of LOTUS 123, in simulating a
jobshop, which has many limitations. Conway and Maxwell(1987)t41] detailed extensions
added to X C E L L + to handle materials handling simulation models. This is a good tool for
use by non professionals.
The language SIMULAP, described by Dangelmaier and Bachers(1986)t43l, consists of a
simulator S I M U L A P , a program check(for checking data), input editor and animation
programs. Alan and Pritsker(1982)f6l described the application capabilities of S L A M
simulation language, which is Fortran based. It is a process oriented language which
employs a network structure comprised of specialised node and branch symbols, which
could be used to model elements such as queues and servers.
Davis et. al. (1988)l45l, Pegden(1990[175U989[176]) introduced the SIMAN simulation
language which is a general purpose, process oriented language, having interactive
graphics capability for building models, experiments and displaying outputs. Its animation

arm, C I N E M A , which is considered as one of the best means of animation, generates
moving pictures of the model. S I M A N has a B L O C K S program to assist in developing
the simulation model. The B L O C K S program develops a linear top down sequence of
blocks which represent a specific process function such as time delays and queues. The
experimental frame which specifies the experimental conditions for executing the model is
developed using the E L E M E N T S program. The S I M A N simulation model consists of
both a model file (developed using the B L O C K S ) and the experimental frame, which are
linked using a LINKER program to generate the program file. This model(or program file)
can be executed and the results can be written to output files, if necessary, otherwise a
summary report is generated. These output files can be thoroughly analysed using the
O U T P U T P R O C E S S O R of S I M A N , which has facilities to treat output data using
statistical techniques such as filtering data, estimation of mean, variance, covariance,
correlation and confidence intervals. The references [38, 169, 176,217] give more details
on S I M A N / C I N E M A , which is used in Chapter 4 to model and analyse the case-study
problem.
Tedford(1990)l216l compared SIMFACTORY and SIMAN/CINEMA for their user
friendliness, learning times, support documentation ( S I M F A C T O R Y is superior because
S I M A N needs a rigorous study of 4 books), model creation, simulation versatility,
animation capability and run times(SIMAN is superior). Skeen(1989)t201] presented a
model of an accumulating conveyor using the C language, since the earlier version of
S I M A N had problems of modelling them, while Watford et. al.(1986)t230l have
developed an expert system to generate S I M A N simulation models to simulate bulk
materials handling systems.
Grant and Weiner(1986)t75l discussed various aspects to be considered when selecting an
animated system, such as ease of use and interactive capabilities, while Chrystall

(1987)t36] analysed the selection of a manufacturing simulation tool based on the level of
details involved in the system under study.
In recent years, more effort has been made to use Artificial Intelligence techniques to assist
in simulation. Kimbler and Watford(1988)[115l described simulation program generators,
their uses and characteristics, which provide an interface between the user and simulation
languages. Shanon(1989)t194] analysed the application of knowledge-based simulation
techniques to model manufacturing systems. Strandhagen(1988)t206^ presented an
overview of the use of expert systems in manufacturing simulation. Zeigler(1989)[24°]
explained the modelling of dynamic systems by employing the D E V S (Discrete Event
System Specification) scheme. Zalevsky(1988)t2393 developed a knowledge-based system
for simulation of manufacturing facilities, which is based on the SIMKIT package. Taylor
and Hurrion(1988)t215] detailed a P R O L O G based expert system that could be used for
experimental design and analysis phase of a simulation project.
All the simulation languages have their own merits and deficiencies. In practice, while
choosing a language, not only its compatibilities to the problem at hand, but also, the
funds required are considered. S I M A N / C I N E M A was used (in Chapter 4) for analysing
layouts for the case-study problem, because of its availability, and because of its
feasibility of modelling complex manufacturing environments.
2.5.5 Simulation Applications
2.5.5.1 In the Facilities Design Area
Facilities design has been one of the traditional application areas of simulation
methodology. Phillips(1980)t177], highlighted the importance of the use of simulation in

materials handling system design because of its ability to analyse and experiment with
complex internal interactions of a M H S , ability to analyse the effect of informational,
organisational and environmental changes on operations of manufacturing system, ability
to make valuable insights to identify important variables, ability to experiment with new
situations, new policies, decision rules, and the ability to identify bottlenecks.
Lueck(1988)t141l explained the way simulation can be used in the design of materials
handling and storage systems while Senko et. al.(1990)H93] applied simulation in
warehouse designs.
Newton(1985)t166l reported on the use of Fortran based simulation to calculate the
number of A G V s needed to operate with maximum effectiveness, while Diaz and
Lezman(1988)t47l reported a materials handling simulation of a glass bottles plant, using
L O T U S 123, to identify bottlenecks in conveyors using a static model.
Tracy(1986)t222] reported the use of simulation in an effort to integrate AS/RS2 systems
and A G V s into the F M S environment using the A U T O M O D language, while Nenonen
and Chan(1986)t165] presented a simulation model of overhead crane operation using a
package called A N E V E N T , which is used to analyse crane dispatching rules.
Williams et al.(1986)t236] reported the use of SLAM simulation models to analyse a
mechanised conveyor system of a modular repair centre, while Golosinski(1989)t73] used
simulation models based on S L A M II, in a mine hoisting operation to define hoist
performance under a variety of site specific conditions and various hoist configurations.
Watford and Greene(1986)f23°] reported on the use of a simulation software which is
S I M A N based, to determine minimum storage facility requirements and length of time for
AS/RS : Automated Storage and Retrieval System

material to move between terminals. Pulat et. al(1989)f182l described a handling capacity
study of an AS/RS system using S I M A N models, while Harmonosky et. al.(1984)t82]
described the use of a S I M A N model to analyse the integration of A G V s with traditional
M H E in a metal cutting and assembly plant. McGinnis and Geotschalckx(1988)t152]
described the development of a computer aided engineering tool for the design of A G V s
using a C A D software and S I M A N to a limited extent.
Chu and Moodie(1985)t37] presented an experimental intelligent system integrating
simulation, optimisation, database operation, pattern recognition and robot control, which
was implemented on a laboratory C I M (computer integrated manufacturing) environment.
Morris(1987)[162l applied simulation models using GPSS to analyse filling and packaging
operations in a batch manufacturing environment. Warrall (1985)f228l analysed the effect
of changing a highway design between two sites, on the productivity of transporting cars
using simulation and queuing theory concepts.
Moor and Mckay(1986)t16°] used MAP/1 software to analyse a storage space requirement
in a JIT environment using simulation. Tamashunas et. al. (1990)t2133 used 'Factory-
flow* software which uses A U T O C A D to analyse layout and the M H S , in a deterministic
way allowing changes in production levels, routings etc to be made interactively.
Dangelmaier et. al. (1986)f43^ used SIMULAP models for large warehouse designs, to
plan A G V routes and to determine the required number of A G V s for achieving a
productivity program, while Good(1987)t74] reported on the use of G P S S based
simulation models to analyse the feasibility of a power and free conveyor system.
The use of simulation to reduce downtime during warehouse upgrading [10] and in

planning the installation of a M H S [12] have also been reported.
Bucklin(1989)l27l analysed MHS in a seed bagging and processing plant, while
Shue(1985)f199^ analysed the use of a combination of simulation and optimisation in
scheduling a Torpedo car which is used to transfer feed from a blast furnace in a steel mill.
Arechaga et. al.(1988)t173 tested the performance of roller conveyors, a closed loop
carousel and A G V s using an interactive simulation package called G E N E T I K , applied to
an automated plant
Krepchin(1988)[119l reported the use of simulation before making purchases of cranes,
A G V s etc while Shtub(1989)t198] analysed the effect of conversion to a Group
Technology layout on the cost of materials handling, using simulation.
Koch(1979)t116l described how simulation modelling is used in the planning of an iron
and steel making facility, while Minnee(1988)f154^ reported on the use of simulation to
determine the optimum stacking plan and warehouse organisation.
Noche(1986)t1673 predicted trends and developments in the use of simulation in material
flow systems. H e predicted the use of intelligent packages, expert systems using
simulation, real time simulation and special purpose materials flow throughput simulation.
The large number of applications of simulation in facilities design problems reported here,
is an indication of the popularity of the methodology in practical applications. Many have
used simulation to analyse the effect of operating dynamics on a potential layout / M H S
derived using subjective preferences of a team of project engineers. Only few have used
simulation as a complement to optimisation techniques.

2.5.5.2 Applications in other areas of manufacturing
Simulation has very wide range of applications. This section briefly presents reported
applications in general production management other than facilities design.
Hicks etal.(1988)t9*5] simulated a computer aided production management system for a
make-to-order manufacturing environment, while Tavrou and Nagarajah(1990)t214l
presented an application of simulation using S I M A N to analyse the assembly line for an
electronic device where a comparison of push and pull systems was made.
Rolston(1985)t1853used MAP/1 to determine the requirements of machine tools, fixtures
and M H E in a F M S environment which perform machining operations on castings.
Siegel(1987)[20°J reported on the application of simulation modelling to know optimum
decision rules in scheduling in a Nickel and Titanium production plant.
Livingstone and Smith(1990)[14°] presented the use of simulation (using GPSS/PC), to
identify specific means of improving productivity, in the coating department of a steel
drum factory, while Hearn(1988)t88] described how the simulation package P C M O D E L
was used to analyse the effect of a JIT type solution to control materials flow and reduce
W f P in a complex environment
Sturrock and Higley(1987)[207l presented the concept of "precision simulation" and used
it to improve productivity of a steel company. Precision simulation is a deterministic
simulation applied to simulate a very short time(a few hours or a shift). This is superior to
traditional simulation which depends on the representative probability distributions which
are only valid in long term situations. Letters(1985)f133^ described an assembly model

simulator called M O M O S , based on S L A M which could be used in planning assembly
lines.
These are only a selected few references out of a large number of such applications, to
show the applicability and popularity of simulation in all areas of manufacturing
engineering. Due to this wide scope of application for practical manufacturing problems,
in particular to facilities design problems, special consideration was given to the
simulation technique. The methodology was studied through an application to a real-life
facilities design problem of a heavy industrial environment, as reported in Chapter 4.

2.6 Artificial Intelligence Concepts Applicable to Facilities Design : A
brief Overview
2.6.1 General Concepts of Artificial Intelligence (AI)
Artificial Intelligence(AI) has gained a high popularity among researchers during the past
decade. One of the explanations for AI is " W h e n human intelligence is captured by an
external system, the system is said to be based on Artificial Intelligence"(Kumara et.
al.(1988)t126l). T w o major contributions {Mayer et al.(1985)l15°J} that AI could make
towards improving manufacturing productivity are :
1. AI theories could provide understanding of how people do planning, resource
allocation and carry out general problem solving.
2. There is potential for combined application of computer algorithms and information
representation schemes to solve problems in manufacturing environments.
Application areas of AI include {Kumara et al.(1988)l126l} natural language processing
(speech recognition, speech understanding etc.), robotics, vision, and expert systems in
manufacturing (process planning, facilities design, scheduling, group technology
classifications and fault diagnosis).
Two approaches adopted in AI are heuristic programming and logical reasoning. Search is
the heart of AI where two control strategies are used (Kumara etal. (1988)t126]):
1. Irrevocable control strategy where an applicable rule is applied irrevocably without any
consideration later.
2. Tentative control strategies which are further categorised as backtracking and graph
search (depth first or breadth first search or informed search where the problem related
knowledge is used to limit the search)

91
Some published literature provides information on the development of expert systems
which are also known as knowledge-based systems(Kumara(1986)t122l, Kerr(1991)[111l,
Gaines(1986)[67], Kumara etal (1988)t125], Foster^SS^6 4] and Mayer(1985)[150]).
Expert system developments are carried out in four stages : problem definition; knowledge
acquisition, representation and coordination; inference mechanism and implementation.
a) Problem Definition
This involves understanding of the problem, outlining the objectives and defining
methodologies required to solve the problem(Kumara etal.(1986)f122]) The expert
system applications are suitable for those problems where
- human experts exist,
- the knowledge-base is bounded and preferably domain specific,
- expert performs better than a beginner or apprentice,
- problem decisions require consideration of a variety of alternatives and
uncertainty (Mayer et. al.(1985)[15°J).
b) Knowledge acquisition, representation and coordination
The knowledge acquisition is made from available literature and from human experts. Two
types of knowledge are considered[125]:
- Declarative knowledge (facts) and
- Procedural knowledge (rules for procedures to generate paths of solving a problem).
Another classification is[78,125]:
- Object knowledge (facts),

- Event knowledge (time course of events)
- Performance knowledge (rules on performing activities) and
- Meta knowledge (knowledge on rules).
The knowledge representation is performed by following the steps of conceptual schema
development using entity - relationship(E-R) diagrams, semantic networks, or Horn
clause subset (Kerr (1991)tHH, Kumara et. al(1988)t125] and Suranjan(1988)t208l) and
the physical implementation.
The knowledge-base design should match the application domain reasoning requirement
(Interrante(1990)t102]. Commonly used implementation tools are P R O L O G and LISP
which tend to encourage unstructured programming{Hall(1988)[8°]}.
c) Inference Mechanisms
This is the process of generating alternative paths via a reasoning mechanism through the
knowledge-base to derive conclusions or solve the problem[126]. Inference mechanisms
are classified as heuristic search, mathematical programming, constraint-directed
reasoning and hierarchical reasoning [125]. Four major techniques used in the inference
engine are rules(heuristics using forward chaining or backward chaining mechanisms),
networks, frames or mathematical tools [78].
d) Implementation, testing and evaluation.
Implementation is usually carried out using a language such as PROLOG or LISP. The
issues associated with testing and evaluation of expert systems are the nature of
application, structure of the expert system and the development environment [80]. The

basic strategies used for testing and evaluation are formal(mathematical), informal
(comparison with experts knowledge and turing tests), and empirical methods [80].
Bond etal.( 1988)124] discussed the life cycle of expert systems. Causes of failures of
some expert systems are analysed in Biegel et. al.(1990)t23l. Some of the failures are
attributed to lack of technology for testing and inappropriate problem domains. Various
applications of expert systems are discussed in [ 111, 68,104,172].
Since the facilities layout problem is a planning problem, and ill structured (because the
subjective, non quantifiable criteria play an important role in deciding the layout [123]), it
is a very suitable candidate for applying knowledge-based system concepts. The attempts
made to use AI concepts in the area of facilities design, as already detailed, are given in [1,
18, 19, 57, 60, 61, 66, 92, 94, 99, 106, 111, 123, 124, 143, 146-148, 159] .
Artificial Intelligence is a very fast growing field which has numerous industrial
applications. Due to its potential for application to industrial facilities designs, a brief
review of fundamentals are made here. The concepts were used to develop hybrid
knowledge-based / optimisation systems, which are described in Chapters 6,7 and 8.
2.6.2 An Overview of PROLOG
PROLOG has become an increasingly popular programming language, particularly in the
area of AI. It is based on "Horn Clause predicate calculus" (Brakto(1990)[25]). P R O L O G
adopted a fundamentally different approach compared with more traditional languages like
F O R T R A N , P A S C A L or C. "Number crunching" is not PROLOG'S strong point
although it can handle numbers , but not as fast or efficiently as other languages. It is
superior in symbol manipulations, which is the c6re of Artificial Intelligence. As

Ford(1989)t62] explained, P R O L O G is useful in the creation of 'intelligent systems'
(Programs which perform useful tasks by utilising AI techniques), expert systems
(Intelligent systems which reproduce decision making at the level of a human expert) and
natural language systems (which can analyse and respond to statements made in ordinary
language).
The PROLOG programming style is fully declarative, consisting of clauses. In AI
terminology, the clauses are called rules(IF - T H E N rules, situation action rule or
production rules). A P R O L O G program is a series of sentences in predicate logic and
consists of a sequence of Horn Clauses of the form PI if P2 & Pk, written as
PI :- P2, ....,Pk.
PROLOG has a built-in backtracking mechanism and a proof procedure which is built
upon a selection rule(the left most item) and a search strategy(depth first, left-most
descendent first, ordering fixed by the order of clauses in the program). Ford(1989)t62l,
Mcdonald and Yazdani(1990)t151J, Bratko(1990)t25] and Filipic(1989)[59] provide general
information on programming methods using P R O L O G . Many expert systems applied to
the facilities design area have chosen P R O L O G as the implementation tool [ 125,61].
The LPA PROLOG Professional is a member of PROLOG family which runs on an IBM
compatible personal computer(PC). It can handle both mathematical constructs as well as
declarative constructs, where programs can be developed interactively {Westwood
(1990)t233l). It is the tool used in the knowledge-based systems developed in Chapters 7
and 8.

2.7 Concluding Remarks on the Literature Survey
A comprehensive literature survey covering all areas of the facilities design problem is
presented. This includes optimisation techniques, knowledge-based systems and the
simulation methodology in the design and analysis of layout and M H S . Some related
concepts of Artificial Intelligence are also presented. The industrial facilities design
includes the determination of layout and M H S .
The facilities layout problem has been an area of attention in a large number of research
publications. This is evident from the wide range of approaches used to solve the
problem. Most of these procedures consider either the M H S selection problem is solved,
or assume that materials handling cost is proportional to 'transport work', or consider the
materials handling issues are irrelevant. Therefore, when selecting an approach for
determining the layout, the importance of the materials handling system selection and
whether the materials handling costs are proportional to transport work in the current
context have to be considered.
Extremely few algorithms consider the input/output locations of facilities and flow
between input/output locations of facilities while determining the layout. Yet, in many
heavy industrial situations this is a very important factor in determining the location of
machines. Further, different orientations of machines are required to be considered in such
a situation. Therefore, there is a need for developing analytical and hybrid procedures
which consider such practically important aspects.
Of the analytical algorithms for determining layouts, exact algorithms which guarantee
optimum solutions, are not able to solve larger problems. Moreover, these methods are
based on Q A P model which does not consider physical issues of the layout problem. In

recent years, some non-linear programming[212] and mixed integer programming[91]
models have considered some of the physical issues of realistic problems.
Because of the limitations of exact optimum seeking methods, many heuristic procedures
have been developed. These methods are in general, easy to understand and implement.
Improvement algorithms need a starting solution while construction algorithms start from
scratch. Hybrid methods perform better (in terms of objective function value) than
individual methods on which they are based upon[136]. Therefore, hybrid methods are
the logical choice for solving facilities layout problems, but they are complicated to
implement, because they need implementation of two methods, both construction and
improvement methods. In addition, limitations of basic methods in dealing with practically
important factors are inherited by these hybrid methods. Due to these reasons, further
development of construction and improvement methods overcoming their current
limitations is a necessity.
The graph-theoretic approach is useful when the relationship between facilities can be
adequately represented by a REL-chart M a n y approaches have been reported for
developing M P W G and dual graphs. However, very few attempts have been reported in
the development of methods that convert a dual graph into a block layout. This has been
left to the analyst to perform manually, due to the complexities involved which demands
human intelligence. A n artificial Intelligence approach would provide a mechanism for
computerising the conversion of dual graph into a block layout
Multi-criteria approaches and hybrid knowledge-based / analytical approaches to determine
layouts are promising methodologies. Practical industrial layout problems are mostly
involved with multiple objectives, such as minimising flow-cost, aisle-space
requirements, noise levels, and maximising closeness and safety. Therefore, multiple

objective approaches could be developed further, using better basic procedures. O n the
other hand, knowledge-based / analytical procedures are also highly promising, since they
could be used to arrive at practically feasible layouts through the knowledge-base, while a
form of optimisation can be achieved using the analytical part. Therefore, further
developments of hybrid knowledge-based / optimisation systems considering practically
important issues, such as dimensions of facilities and input / output points, are a
necessity.
Advanced CAD packages currently available can be effectively used to develop practically
feasible layouts interactively. B y combining with concepts of established algorithms, a
hmited form of optimisation can be carried out interactively to develop layouts that have a
better objective function value. Efforts to integrate optimisation procedures with C A D
packages to arrive at practically sound and good quality solutions (in terms of objective
function values) would be much more attractive to practitioners.
The materials handling system selection problem has been very poorly attempted in the
literature. The optimisation approaches available for the purpose, have serious limitations
in their cost models used. Also, they do not have an ability to check the feasibility of using
M H E for a move. O n the other hand, expert systems approaches provide the ability to
determine feasibility of using a M H E for a concerned move. However, they do not in
general, perform any economic analysis. Neither they are concerned about the 'systems
approach', where the materials handling requirements of the entire factory is considered as
a whole (not individual moves). The systems approach is the more logical approach [13]
for M H S selection problems. Therefore, the best way to attempt the materials handling
system selection problem is the use of a hybrid system which implements the systems
approach through a knowledge-base, for determining feasibility of M H E for each move,
and an optimisation algorithm, which determines the optimum combination of M H E out of

the feasible set and the corresponding assignment of moves. The optimisation approach
can be based on a multi-criteria model, since many practical situations require
consideration of multiple objectives.(eg. in heavy industry environments, the aisle-space
requirement for M H E is also an objective to minimise, apart from the materials handling
costs). Concepts of existing optimisation approaches can be extended to consider these
aspects.
Despite a tremendous amount of research being carried out on the facilities layout, very
few authors consider the selection of material handling systems together with layout
design. This is one of the reasons for there being little utilisation of existing methods in
practice, since the two problems are highly interrelated. A n obvious reason for lack of
models and solution methodologies is the complexities of the two problems involved.
However, methodologies available for layout and M H S selection problems can be
integrated into one system, with appropriate modifications, to solve both problems jointly.
Such a system should have a knowledge-base to test the feasibility of using a M H E for a
move (each time locations of machines corresponding to a move is changed, a feasibility
checks are required to be made). Also, an algorithm based on a multi-criteria model can be
used to optimise the layout and the M H S . A difficulty that can be expected is the very high
computational times. However, such an approach can be justified if a reasonable practical
size problem can be solved within a reasonable time on a personal computer. This would
be more useful than computer-efficient approximate methods which ignore many
important practical aspects.
The Monte-Carlo simulation method is not an optimisation tool, although some
practitioners have used only simulation in the determination and analysis of layout and
M H S . Simulation is a vital post-optimal analysis tool which can capture most of the
complexities of realism, and is more widely used in practice than optimisation techniques

for facilities design. One of the reasons is that, for many practical problems, plant
engineers analyse few alternatives using simulation, which are generated intuitively, based
on practical considerations and experience. Also, simulation has the ability to handle a
high degree of realism which most of the optimisation methods are unable to do. Because
of these reasons and due to its record of successful usage in practical facilities design
problems, its continued usage combining with optimisation techniques can be emphasised.
Chapters 3 and 4 describe the application of optimisation and simulation methodologies in
the design of a layout and M H S for a real-life case-study problem of a steel works.
***

CHAPTER 3
DETERMINATION OF A LAYOUT AND MHS FOR A REAL-LIFE INDUSTRIAL FACILITIES DESIGN PROBLEM :
CASE-STUDY I
At the beginning of the investigation into the facilities design problem, there was an
opportunity to analyse a real-life layout and materials handling problem faced by a major
steel manufacturer, which laid the foundation for later work. This chapter describes the
determination of alternative layouts for this case-study problem, and evaluation of them
under static conditions.
3.1. Introduction
The Sheet and Coil Products Division of the BHP Steel operates two manufacturing
plants, the C R M Works and the Springhill Works in Port Kembla. The company
intended to close down the C R M Works, and transfer some of the processing units to
Springhill Works. A s a result, the Springhill Works was faced with a layout and
materials handling problem.
The Sheet and Coil Products Division produces steel strips in the form of coils and sheets
of different sizes and quantities, for domestic and export markets. The products are either
coated or uncoated, and fall into five major categories of Hot Rolled, Cold Rolled,
Galvanised, Zincalume Coated and Electrical Steel products. Further, some of the
products are painted on the paint line. The current Springhill Works contained 10 major
processing units, four packing areas and four despatching areas, which are listed below.
(Note : The D C B , ESS, R E V , and SLT, listed below, are not in the Springhill Works at
present).

Terminology;
BIS :
CGL :
CLN
CPCM(CPM):
CTM :
DCB
EGL :
ESS
FSM
OCA
PDN
PDP
PDS
PDSHEET
PKL
PPN
PPP
PPS
REV
SCA
SHR(LG)
SHR(M/HG)
SLT
SPL
TLL
'Buggy' Inspection Station
Continuous Galvanising Lines (3 lines)
Cleaning Line
Coupled Pickle Cold reduction Mill which consists of i
and the F S M
Coil Temper Mill
Decarburising unit
Electro-Galvanising Line
Electrical Steel Slitter
Five Stand Mill
Open Coil Annealing section
Pre Despatch North - coil storage area
Pre Despatch Paint - coil storage area
: Pre Despatch South - coil storage area
: Pre Despatch Sheet storage area
: Pickle Line
: Pre Pack North
: Pre Pack paint
: Pre Pack South
: Reverse Mill
: Springhill (tight) Coil Annealing section
: L o w Gauge Shearing Line
: Medium/Heavy Gauge Shearing line
: N e w Slitting line
: (Springhill) Paint Line
: Tension Levelling Line
i pickle line

The company was contemplating replacing the existing shearing lines (the two existing
lines were to be replaced by one new line) and slitting line by new units, while the D C B
line, ESS, and the paint line were planned to be transferred to Springhill Works from the
C R M Works.
Coil handling at the Springhill Works had been performed using high capacity fork-lift
trucks, overhead bridge-cranes and a tow-tractor(called Lorrain car) since the coils and
sheets are heavy and range from 1-30 tonnes. The Lorrain car is currently utilised to
transfer coils between C P C M and C G L , and has a capacity of carrying 5-6 coils of total
weight up to 100 tonnes, at a time. R a w coils are brought to the plant by rail, and the
finished products are also sent by rail or trucks to customers. The packing of coils is
currently carried out manually with the utilisation of over-head cranes. The sheets are
packed either manually or by a packing machine. The company is interested in using a
mechanised packing line for coils which need good quality packaging, because of its
advantages such as less labour utilisation and higher rate of packaging.
3.2 Problem Characteristics
The Springhill(SPH) Works is confined to its present boundaries by the railway network
and public roads. Therefore, all new and relocated processing units were required to be
accommodated within the present boundaries, with minimum possible alterations to
existing buildings. Any changes to locations of some existing processing units such as
C G L , C P C M , S C A , P K L and SPL were undesirable due to the exorbitant costs of
relocation and production losses. These units are huge in dimensions, some are of
lengths of more than 100 meters. The pick-up and drop-off points of these processing
units are either at the opposite ends(eg. PKL, C P C M , C G L , SPL) or at the same end(eg.
EGL, CLN).

The materials handling across bays has been performed using fork-lift trucks, since
overhead cranes were restricted to move along the bays. These fork-lift trucks are of large
dimensions with lifting capacities in a range up to 30 tonnes. Therefore wide aisle spaces
and large turning spaces are required for the use of fork-lifts, which would be a burden
for the Springhill Works where floor space was already scarce. O n the other hand, bridge
cranes do not consume any aisle space whilst they are versatile since they can place a coil
at any location along the bay. The company had tremendous problems with high W I P
stock levels, where one end of the plant (near PPS and D S S area - pack and despatch area
in south) had been already congested with coils waiting for packing, despatching and
processing on SPL.
Therefore the problem is to determine the "best" layout requiring minimum changes to the
existing buildings and to the locations of major processing units, whilst considering the
possible use of existing M H S . The objectives of this case-study project are:
1) T o design several alternative layouts with alternative options of centralised and
decentralised packing, considering the constraints given above, while as much as
possible, attempting to maintain the existing facilities in their present locations.
2) To evaluate these layouts using static considerations.
3) T o design a layout, under 'green field' conditions, and compare this with the
layouts designed in 1).
In developing layouts, possible ways of coil handling were considered in consultation
with the plant engineers. N o attempt was made to evaluate the alternative coil handling
methods objectively, but the subjective professional judgement of plant engineers was
considered. The changes / alterations needed for buildings etc., were identified but not
quantified to allow a cost analysis.

3.3 Data Collection and Analysis
3.3.1 Data Collection
The following data needed for the analysis were collected.
a) Production routings of each category of products.
b) Expected production quantities of each processing unit, by each category, in 1992 /
1993.
c) The production quantities produced by each processing unit in 1989, in each
category.
d) Work-in-Process inventory records, collected on each Thursday nights for 26
weeks in 1989.
e) Existing layout of the Springhill works - data regarding the building boundaries,
areas of processing units, their pick-up and drop-off locations, aisle paths and
physical restrictions imposed by processing units etc., were extracted from this
layout and personal observations.
f) Materials handling system: Various M H E used for coil and sheet transfer between
processing units.
Constant consultation with the Industrial Engineer of the plant were made throughout this
data collection and layout design phases.
3.3.2. Analysis of Data
The production routing data were used to prepare flow process charts for each category
of products. Then a From-To chart was drawn and a Relationship Chart and space
requirements for W I P inventories were calculated.

3.3.2.1 From-To chart
105
Using the flow process charts and expected production quantities in 1992/1993, a From -
To chart, giving the amount of material flow from each processing unit to every other
unit, was prepared which is shown in table 3.1.
3.3.2.2. Relationship chart
Since the steelworks under consideration is a type of heavy engineering, where material
flow dominates all other considerations in determining the desirable closeness between
processing units, a Relationship chart (REL-Chart) was prepared considering only the
From - To chart. This Relationship Chart, shown in figure 3.1, was used as the basis for
developing layouts.
3.3.2.3. Space Requirements for the Work-in-Process Inventory Levels
Based on the Work-in- Process (WIP) inventory levels at each unit in 1989 and expected
production in 1992/93, the expected W I P inventory levels were estimated making a crude
assumption that the W I P inventory level at each unit is proportional to its expected
production, which is made in the absence of other simple methods for estimating them.
The mean(m) and the standard deviation(s) of the W I P inventory levels at each
processing unit in 1989 were available. Let, Expected production of 1992/93
Actual production of 1989
Therefore under the above assumption, W I P in 1992/93 = k * W I P in 1989.
Hence, the Expected mean W I P in 1992/1993 = k*m
Expected Standard deviation of W T P = k*s
Expected maximum W I P in 1992/93 = k*m+3(k*s)
These calculations are based on the theory that for any random variable X and constants a
and b, Expected value E(aX+b) = a E(X) +b , and Variance V(aX+b) = a2 V(X).

106
w M U O IS i-\
•rH
si tn
c •rH
u w cu si +>
o M-l
-U
u o En
6 O
u &4
ro
CU H rd EH
. ^ 05
a) c c o 1— o o o -~ (A
s o LL "co (0
2
c <
o r-
* o < u_
V O
s
-1
<r r-(5 r-
6
S i-
r*
y
£ T }•— _ j
Q CVJ T H U_ ^
r-1
CO
1
8
c?
t^ fVl
rv in
SJ .J J i—
2 a
<r &
7 i
U
s i
g i
V u.
in Tf ai
CO CO
IT) CM
N.
r~~ r»
o r-4-
, n
i §
o T-
T~
r~ I-~ t^
O) h-
T-
CO
g
CO to
*—
4-
CO
CO 0) in
g
.-CO
o c)
,_
w
CO CD CD
4-
r-C\J
CD CM
LO CM
o CM CM
O T-
LO O
*-
T-
T—
H
CO CO
r-O CN
1
1 1
CO CO
1
r-o CM
s
CO
o c\
CD r~
r CO
CD T—
CM
.—
^T
r~» CO
CO LO
5
CO CO T-
CM LO
O CD
o T—
CD T—
o LO
r-
s o £
r-T
CD T—
CM
,_
CO CM
Si
LO
r CN
LO U) LM
CM 4—
CO
O)
cc
a> CD
£
o cc
._
CD
CO T-
1^
o LO
w
o CO
o CO
§
o co
o CO
ffi
LO
cc
LO CD
5
o Tf
.-
o •t
f rr O
1
,_ l-~ c\
T-
r-CN
X -D
8
1
o
%
o
tn III
e &
Tt
LO LO CM
,_ r-CM
OI CO
en o CO
,_ r-~
o Tf
LO
cn
o co
o CO
CM
O) CO
LO
r~-C\J
r~ • *
a> CO r-
a> T—
CM
CO O CM
CO CO
CO CO CO
T-
co
r-N r--
o T—
T—
_l
Pi o r-

1.
2.
3.
4. 5.
6.
7. B.
g.
10.
n. 12 13 14
15
16 17
IB 19
20
21
22
23
RECEIVING
PKL
CPCM
FSM CGL
CLN
SCA CTM
TLL
EGL SPL
SHR REV DCB
ESS
SLT BIS
PACK . PACK
. PDN
NORTH
SOUTH
PDSHEET
PDS
PDP
Desired closeness
A - Absolutely necessary
E - Especially important I - Important 0 - Ordinary closeness U - Unimportant All blank cells represent 'U'
Figure 3.1 : Relationship Chart for Springhill Works

108
The underlying assumption is that the W I P inventory levels vary according to a normal
distribution. Hence maximum inventory levels were calculated using the upper 3s limit,
so that approximately 99.9% of the time the W I P level will be less than the calculated
maximum. However, this may be a slight over estimation.
The space requirements for WIP inventories were calculated after converting the expected
maximum W I P levels(Tonnes) to the corresponding maximum number of coils(W), and
considering the space required per coil including the allowance necessary for the crane
hook to handle the coil(at least one meter). The space requirements for each processing
unit and the corresponding W I P inventory are given in table B.l(in Appendix-B).
3.4 Development of Alternative Layouts
Many practical problems, as reported in Usher et. al.(1990)t224l, do not require a large
number of computations to determine layouts, since practical constraints dictate only a
few feasible alternative layouts. In the present case-study problem, the problem
constraints were too tight, because most of the processing units [PKL, C P C M , SCA,
C G L , SPL] were too expensive to reposition due to their sheer size and the enormous
cost resulting from lost production. The existing building structure also imposed
restrictions. Any relocation of processing units should give due consideration to the
materials handling system(or coil transfer system). The plant engineers were highly
critical of any further use of fork-lifts to transfer coils, due to their consumption of
limited floor space for aisles.
A similar practical layout improvement project has been reported in [224] where, the
redesign of an existing layout was carried out using Muther's systematic layout planning
technique [79], considering many practical and economic considerations. Sekiguchi et.
al. (1985)[192J, reported modernisation of a cold rolling and coating plant in Japan, where

109
the use of a rack type warehouse has been employed to store coils weighing less than 12
tonnes, to save storage space. Walking beam type coil conveyors were used to handle
coils. However, since the available area in the Springhill Works is not a significant
restriction, the rack type warehouse was considered to be economically unjustifiable.
Moreover, the plant engineers were more interested in utilising the existing coil handling
equipment as much as possible to minimise further investment in equipment.
Due to the above tight constraints, any "blind" use of computerised procedures described
in Chapter 2 would not result in layouts which would satisfy these constraints. On the
other hand, the existence of such tight constraints, reduced the mathematical complexity
of the problem, by dramatically reducing the number of feasible alternatives. The
methodology adopted to solve the layout problem of Springhill Works, used the concepts
behind the Muther's systematic layout planning[79], ALDEP's[190] facilities selection
procedure for placement, CRAFT's 2 -way exchange concept [28] and the AutoCAD
drafting facility to design alternative layouts for evaluation. The methodology adopted is
as follows:
1. The existing building structure was drawn using the AutoCAD, and the unmovable
major processing units were fixed at their current locations. Sufficient space for
WIP inventory was provided for previously fixed processing units.
2. Using the REL chart, a new unit to be placed was chosen that was having higher
relationship ('A' or 'E') to an already fixed unit(Selected arbitrarily). This was
placed as close as possible to the fixed unit satisfying the physical constraints. The
'BLOCKS' facility in AutoCAD was of great use in this phase, because a block
equivalent to the size of the new unit can be created which could be moved to the
new position and placed in any orientation interactively. The procedure was
continued until all units were placed.

110
Alternative layouts were obtained, by starting the procedure with a different processing
unit. Only a few alternatives were considered since the number of new units was very
low and the physical restrictions would allow only a few alternatives. W h e n a machine
was placed, it was oriented in such a way that the pick-up point was close to the drop-off
point of the already fixed unit with which it has a higher relationship, as described in the
R E L Chart.
Two different options (centralised and decentralised packing) were considered and
generated nine alternative layouts as described below.
3 alternatives fixing all the existing units at their current locations, with the option
of centralised packing
2 alternatives with E G L allowed to relocate, with the option of centralised packing
1 layout with T L L allowed to relocate with the option of centralised packing
1 layout swapping the T L L and E G L positions with centralised packing
1 layout fixing all the existing units at current locations with the option of
decentralised packing
1 layout under the green field assumption with the railway line dictating the position
of the receiving area. The A L D E P routine was adopted manually. This attempt was
made for comparison purposes.
The TLL and EGL were medium sized units. Therefore, relocation of them was
permitted. More effort was taken in developing alternative layouts with the option of
centralised packing, because the plant management had displayed considerable interest in
this approach.

Ill
3.5 Evaluation of Layouts
3.5.1 Layout Alternatives
The generated alternative layouts in block diagram form are given in figures 3.2-3.11.
The layout developed by the engineers of the plant was also reproduced in the block
diagram form for the purpose of comparison. A summary of the important differences
between these layouts follows.
Layout A, B, C
Layout D
Layout E
Layout F
Layout G
Layout H
Layout I
Layout M
Existing units fixed at current locations, central Packing
T L L allowed to move, central packing
E G L allowed to move , central packing
TLL, E G L allowed to move, central packing
E G L allowed to move, central packing(2nd alternative)
Layout under green field assumption
Existing units fixed, decentralised packing
Layout developed by the plant engineers

112
CO
KM
«S C0K
CO H O
w K

113
<! U O
u
o 2 o Q U
S CO Be,
S H U
B3 CJ Q
w « CU
CO
u 2
3 u u
« u 04 u
H CJ
o W cs cu
u CJ
S u cu u
w a a.
cu CO
w a u cs cu
d
u < ft. w OS
ft.
H
a. w « Cu
^
CU
cu ft. cu
n cu
^
m u cu
- i
cu H 3S
ft. CO, CO
\
g o Cu
o Q COM H C3
Sera, X N O . W «CU
\wco ^NCU.W,
H
w w cs CO
a cu
u H W CU
o SB CO
a
CJ H
w 2 w w f-l
pq
&
3 cu *—' CO « « o ps
J hl 1—4
K o 2 1—1
PH
CU CO
o CXH
CO H £ O ><
CJ 2 1—1
X u <! OH
Q W ro H-H
I-I
Pi
w U
CO 00
w PH
p

114
CO « PH O &
•J ,-3
X o z M PH CU ro PH
O EH CO H C3 O >-
CJ 2 M
« U <fl PH
Q
ro HH
I-I <J
W u
00
w OH
D CJ

115
<i -J cu "•—-
Ul
PH
o £ 1-1 h-J h-H
ffi c>;
PH PH
ro PH n &H
Ul H P O >H
Q W > n £ »i J H
1
CJ >— 1
u OH
w w [/] l-J < PH H £
LO 00
w OH
D Cu

116
< u o
CJ CO
CO C>4
CD CJ
a w cs cu
CO
w CJ Bb BL,
o
u -CJ
05 CJ
di
)-. CU
CJ
2 3 o o u
wco •KCO^
v£«X W di
BSM ft. ft.
CO
w 2
3 -J CJ CJ
di CJ CJ
6rt
cs cu
ySS3KN
OXOVd
H 2 < CU Ed DS
a, cu w CO
ft, «
3nsj
s
cu a. a. 04
p ft.
CJ
H H cu o IB CO
w
CJ
w 2 w w -s CJ
w 55 <J h-i
cu CO « OH O ^
dl d-i 1—4
CJ 55 M OH OH
CO
OH
0 OH
LO H D O >-
3 to CO
w OH !=> CJ
a w > 0 S H-J CJ
w 1
CJ
cj
OH
Q W CO M
-J < OH H 55 W CJ
Ou

117
OH
55 5 cu S d
Ul « OH o is ^ HJ ^ a r*j 55 OH CU CO
OH
o OH
Ul H D O 5~ 3 2> 00
w OH
5J cj
Q W > CJ S
CJ
w Q 55
•J -1 H
|
U 55 W u < PH Q W CO 1—1 hJ <! « H 55 W CJ
OH
B2^:3 a xaaHs 53
co
a cu

118
SS CO Bv,
j
SS
cu CJ
CO
w CJ — 1
Ci. B H o
< CJ
o
< CJ CO
s
CD CJ
H
Q
w as cu
ea CJ a
d E-W
OS 04
r~i
SU y
s •
S. N
S s •
cj
.OS,
cu
Ed OS 0.
COOLING
(3 UNES)
di
CJ CJ
« CJ CU CJ
3" EH
Ed di
PS CJ cu u ,
u 1 ",
. \ V
ecu
CO.
ft, w. ^
•v\ ssa\\ A • ' — u * —
BS ^
Cu .»
-OiOVd iLdkHH S
a. CO w a w cs cu
S , \ w \ . \CS\ N
\ CU\V
CJ
cu Ed
as cu
_<
ENTRA
PACK
A . , ^\\\ \\\\\ vs\\\ ^ ^
* & •
•w v
s \ N \ \
^ \\\SN
M ^\\^
^
v\ cu\
.• N
w
a 04
j a. CO
J
cu CO
a. cu cu o CU cu
OS o
to c*. o R •H W
co« H 3 E- ercu XWiPU Ed CS CU
u w
CJ H W
n W
CU E H
§ 5 C/3 U
Ed
^ ,
a 55 3 cu ro * OH
n cS
>-) H-l 1—1
CJ 55 —1
OH OH
CO
DH
o OH ro F-H
a n >*
3 00 00
w a a a
a > M
H < 2 a w H HU <3
Q 55 o u W L/J
w >
o s —1 CJ
w
a 55 > — i
c_>
cu
a w en i — i
d-i
< a H 55 w CJ

119
cu W CO X W CU Q
ssa ssa aaa
cu cu CU
iNivd aad
ids
IdS
o cu
CJ
Z >
£3
u H W co
cu o S3 co d<
CH
o
111 :
m aad
153
z a o o u
dl
CJ
u w SS
cu
CO
w 21 CO
•J
o o
•J
CJ
u w « cu
CQ
u a
w cq K U CU Q
NIG
saouao
W3d0
TXd

55
CU
CO
M a o 3cj a S a » z ^
a OH OH
CO
a o OH
Q
co 1—4
co a
a o 5x
55 oq
u w a
00
w a a a 1—4
OH

121
< —1
a w a CO CJ
oq
CO > Ul
a
a o £= di
EH
CU CO
w
a w a co
a OH
CO
d l
<
a EH
52
a w o " Ou
Q CO W
a o >*
Ul
o CU
o a cu
oo w a a a

3.5.2 Results of Evaluation
The criteria used for the evaluation of layouts was the 'total transport work', which is
defined as:
Total transport work = £ (fy * dy ) (3-1) (ij)
where fy = material flow between units i and j
dy = distance between i and j
The distances were estimated using the realistic travel paths of the materials handling
carriers. This allows a better evaluation for the problem than using distances between
centroids as considered in some of the layout software packages. Since most of the
processing units were restricted to their existing locations, the modes of coil handling
were the same for all the layouts except for layout H. The annual total transport work for
each layout, based on production levels of 1992/93, is summarised in table 3.2, while a
graphical representation of the same is given in figure 3.12.
Table 3.2 : Annual Transport Work
Layout
A
B
C
D
E
F
G
H
I
M
Transport Work
(106tonne.m)
592.93
587.59
588.97
594.87
586.69
569.07
548.44
373.64
569.95
596.41
**
1.587
1.573
1.576
1.592
1.570
1.523
1.468
1.000
1.525
1.596
- As a factor of transport work of plan H(under green field assumption)

123
U
s c o c o
o
o & CA
C CS hi
H
/UU"
ODU
oUU
550"
500"
450"
400"
350"
300"
250- 1 ! 1 1
1 ! ; !
A B C D E F G H
Layout
Figure 3.12 : Evaluation of Layouts
I M
The alterations, that are required to be carried out to the existing buildings under each
layout were identified and presented in Table 3.3 for the purpose of comparison, but
were not quantified.
The total transport work criteria shows that the green field assumption has resulted in a
layout with the minimum transport work. But the best practical layout would be the plan
G - the second plan with EGL moved, since it gave the second minimum transport work
while needing minimum alterations to the existing facilities. Also, if decentralised packing
is permitted to compete, plan I could be adopted because it needs no modifications to
existing buildings, few relocations, and less total transport work than many other plans

124
with centralised packing. The layouts B, C and I are also sufficiently competitive for a
consideration by the Decision Makers. These layouts(ie. B, C, G, I and M ) must be
evaluated in terms of capital expenditure required before making a final decision.
Table 3.3 : Modifications Required for the Planned Layouts
Layout
A,B,C
D
E
F
G
I
M
Required Modifications
Expansion of the pre-paint area by two bays, replacement of the 10 Tonne
crane by a 20 Tonne crane, short conveyer to transport from PDS area to
pre-paint area, relocation of instrument dept. etc., near the end of PKL.
Move T L L and same work as A, B, C.
Move E G L and same work as A, B, C.
Move TLL, E G L and same work as A, B, C.
Move E G L , a truck way across the P D P area and extension of railway
lines, relocation of instrument dept. etc, near the end of P K L line.
Relocation of the instrument dept. etc near the end of P K L line.
Relocation of workshops, electrical shops, general store etc.
3.6 S u m m a r y and Discussion
The Springhill Works of BHP-Steel, which manufactures five major categories of coated
and uncoated coils and sheet products, had to accommodate some units currently at the
C R M works. Also, the plant intended to replace some of the obsolete processing units
and considered the possibility of mechanisation of packing. This chapter reported the
attempt made to solve the resulting layout and materials handling problem, in close
cooperation and consultation with the plant engineers, considering economic and practical
constraints.

125
After many visits to the plant and discussions with the plant engineers, practical
constraints and the priorities of the Decision Makers were identified. Relevant data
regarding material flows were collected to prepare a From-To chart, from which a
Relationship Chart (REL - Chart) was prepared, bearing in mind the fact that material
flow dominates all other factors in deciding closeness between units in this steel industry.
Drafting capabilities of A u t o C A D were used interactively to develop several alternative
layouts considering the techniques of 'systematic layout planning' [79] and the exchange
procedure of C R A F T [28]. T w o alternative options of centralised packing/despatching
and decentralised packing/despatching were considered. These layouts, and a layout
developed by closely following the ALDEP's[190] routine under the assumption of
greenfield conditions, were compared with the layout developed by the plant engineers
using the total transport work as the criteria. As expected, the layout under the green field
assumption, has given the minimum transport work. Almost all alternatives developed
were better than the layout developed by plant engineers, although the differences were
not substantial. The decentralised layout appears superior to other centralised counterparts
in all cases but one, where the E G L was required to move to a new location which would
incur a substantial relocation cost. The modifications required for each alternative layout
were identified and recommended an economic evaluation of these modifications and
relocations.
As a complete facilities design should have a post-optimal analysis, a simulation study
was recommended as the next stage, where consideration of materials handling systems
can be incorporated, with operating dynamics of the plant, to evaluate performance of
alternatives under operating conditions. Chapter four, deals with the simulation study of
this case-study problem.
This project was undertaken at the beginning stage of the Ph.D study, when only a
fraction of the literature survey part was completed. The development of layouts had to be
completed quickly, as the plant engineers were also engaged in developing a layout in

parallel, and were interested in this result. Therefore, sophisticated techniques available in
literature were not able to be employed due to time limitations. Moreover, most of these
techniques were of no use, since the problem under consideration had many practical
constraints that allowed only a few feasible alternatives for evaluation. The experience in
dealing with this project revealed many important factors:
- The use of CAD facilities, such as AutoCAD, together with concepts of well known
layout routines can be effectively used to generate better practically feasible layouts
interactively.
- S o m e practical problems do not require evaluation of a large number of alternatives
using computerised routines, since practical constraints would allow only a limited
number of alternatives.
- Plant engineers always determine the layout, considering the materials handling system
(Coil transfer system in the present case). Unfortunately, most of the existing layout
algorithms ignored this vital point.
- Although 'transport work' has been used as the criteria for evaluating alternatives, this
has little meaning to plant management w h o are interested in seeing the benefits to the
company from each alternative, preferably in terms of money. Thus, the real materials
handling cost (which requires consideration of real materials handling system and
associated costs) would be a more appropriate criteria for evaluation,. However, the
real data necessary for such a consideration are usually difficult to obtain.
- The aisle space used by materials handling carriers, is wasting factory floor space, as
far as the management is concerned. Therefore while determining the layout and M H S ,
the aisle space usage also should be considered in heavy manufacturing environments.
- W h e n the machines are of large sizes and fixed pick-up and drop-off points exist with
respect to their configurations, their orientations must be considered while determining
locations of machines. This is because locations of these pick-up and drop-off points
are most important in determining the feasible materials handling system (eg. whether a
crane is feasible or not) and the aisle path. Most of the layout algorithms in the

127
literature are not concerned about the position of pick-up and drop-off points, while a
considerable number of algorithms evaluate layouts using distances between centroids.
Such algorithms would give a totally misleading evaluation for a heavy industrial
situation, where machines are of larger dimensions.
- Understanding the practical constraints, and the collection and analysis of data, take
more of the time of the analyst than layout generation and evaluation phases.
Lessons learned in this effort suggest that there is a need for developing computerised
algorithms that consider pick-up and drop-off points explicitly, in determining optimum
layouts. Further, the joint consideration of layout and the M H S are vital to attract the
attention of practitioners. While developing M H S and layouts, the consideration of aisle-
space usage and costs of materials handling are important. Moreover, development of
practically applicable computerised techniques with reasonable run times, would be more
beneficial than theoretically sophisticated computer efficient systems, which do not
consider practically important aspects. These needs are considered, and attempts are made
to fulfil them in Chapters 5-8.

CHAPTER 4
USE OF MONTE-CARLO SIMULATION IN FACILITIES DESIGN : CASE-STUDY II
Computer simulation is used widely as an aid in practical industrial facilities design as
reported in Chapter 2(section 2.5). For this reason, simulation methodology was
investigated by analysis of the influence of operating dynamics on alternative layouts
developed for the Springhill Works, which is reported in this chapter. Simulation
methodology provides an important contribution to facilities design. It complements
optimisation methods by allowing optimised solutions to be tested. However, there are a
number of pitfalls in using simulation; it cannot be used on its own for optimisation
purposes. In this chapter, attempts are made to identify the value of the simulation
methodology as a computer aided technique in industrial facilities designs. The
knowledge gained in utilising the technique is also reported, thus allowing general
conclusions on simulation in the case study environment.
4.1. Introduction
4.1.1 Use of Simulation
Optimisation methods for determining layout and MHS, have rarely considered operating
dynamics of the system. A complete solution to industrial facilities design involves,
consideration of dynamic aspects through post-optimal analysis. For many complex
industrial problems involving facilities design, post-optimal analysis is carried out using
the Monte-Carlo Simulation methodology. S o m e of the reported applications of
simulation in facilities design are outlined in Chapter 2. In most of these practical
applications, alternative scenarios have been developed based on practical experience and
intuitive judgement of analysts, which were subsequently analysed using simulation. O n

the other hand, alternative scenarios can be developed applying optimisation algorithms,
which could be further analysed using simulation incorporating operating dynamics.
The purpose of this study was to demonstrate that simulation has an important role in
layout design and to determine the manner in which simulation may complement
optimisation methods to create an alternate layout package or indeed, whether simulation
should be considered as a "stand alone" method.
Simulation methodology is no longer regarded as the approach of the "last resort"
because of its great potential to analyse complex systems. Chapter 2 presented details of
steps involved in a simulation study, which consisted of
- problem definition and delineation of the system
- conceptual model formulation
- determination of data requirements and collection of data
- model translation
- model verification, validation and experiment design,
- conducting experiments,
- analysis of simulation output and interpretation.
The entire process of designing the model and drawing conclusions must be closely tied
to the specific purpose of the model. W h e n building a simulation model, the
recommended approach [35, 130, 176] is to start with a relatively simple model and
gradually elaborate on it until the simplest model that will answer the question under
consideration has been obtained. A n important ingredient to a successful simulation is
good data. Inaccurate data will result in unreliable results ("garbage in - garbage out").
However, determination of what data to use is a very difficult and time consuming task.
The approach used to analyse a simulation model output depends on whether the system
is of the terminating or non-terminating type. In non-terminating systems, initial
condition bias and simulation run length control are two of the important issues which
require resolution whilst conducting experiments. Computer animation has become an

130
important tool in the application of simulation modelling to "real world" systems.
Animation is highly useful in model verification, validation and presentation to
management. Chapter 2 presented a detailed description of these issues.
4.1.2 Operating Dynamics of the Springhill Works
The materials handling system of Springhill Works consists of fork-lift trucks, bridge
cranes and a 'Lorrain car'^a vehicle capable of dragging one wagon of coils at a time), in
addition to conveyors for feeding coils to machines. The plant has been operating with
high work-in-process inventories, which has been the effect of batch processing and the
large variety of products produced with different grades and process sequences and
unsophisticated production control techniques. Due to heavy weights of coils, materials
handling has been a major concern associated with the proposed new layouts. The plant
consists of four despatch areas. However, one despatch area at the southern end (PDS)
has been already congested with finished products, while the two cranes at this section
have been operating at near full capacity.
The coils are scheduled on machines as batches. Different machines use different criteria
in forming batches based on technological considerations. For example, the CGL unit
uses batches of 'hard' and 'soft' steel (categorised according to thermal properties), while
the Coil Temper Mill (CTM) uses batches of oiled, dried and products to be painted. The
batch size used by each process unit varies. Within a batch coils are sequenced in
decreasing order of width or thickness, in order to allow for uniform wear of rollers.
Processing times of a coil on a processing unit vary with coil size and other materials
properties. Coils are arriving at different sizes to each unit, while at the end of processing
units, they are cut to different sizes. Machine breakdowns do occur, while repair times
1 The Lorrain car is currently used to transfer a batch of coils between CPCM and CGL units.

131
depend on the nature of the breakdowns. Finished products are despatched either by
trucks or trains, whose arrival can be considered as a random event.
Working schedules of processing units vary. Some processing units work 24 hours a
day, some works 16 hours , while others work 8 hours a day. Some units work 7 days a
week, while others work 5 days a week.
Consideration of all these operating dynamics is difficult with any other means, except
simulation. Consideration of these is required to verify / test the feasibility of layouts /
M H S under operating environment.
4.1.3 Objectives of the Simulation Study
After a discussion with plant engineers, only two layouts, one each with centralised and
decentralised packing/despatching, were selected for analysis using simulation. During
the period of study, the company priorities were changed due to effects of economic
recession and union pressures. As a result, the old Slitting line was proposed to be
moved to the Springhill Works while the old shearing lines (LG/M-HG S H R lines) were
to be retained at their present locations. Moreover, the Decarburising line was not planned
to be moved into the Sprighill Works. The engineers, also ruled out any consideration of
moving T L L and E G L from their current locations because of high relocation expenses.
Figures 4.1- 4.3 show the layouts selected for simulation analysis which incorporated
these new changes. The objectives of this simulation study were to :
(1) Analyse the two layouts selected, incorporating operating dynamics of the
Springhill Works.
(2) Test the adequacy of intended material handling methods.
(3) Determine the role of simulation in layout designs using information gained in (1)
and (2).

132
ty>
35 u a, u
< CJ
o
< (J
w
VI
o
_
o o u
5 E-C
H U fc
Ct fci
-PRE TLL
l iTLL
w M
o H CO J O
u <
w
-J
•J*
o u
< 3
1 )
t
CU {j
CU (j
MHS
a
U O
z a cu
Q CU
2 -<
w cc PH
« s
X « < CU CU
H
J5
W -J K CS CU w
H W
w
< cu
[
w w a en z o cu
cu
CU CU
cu o cu cu
CD
en
(72
CD en CD
Cu
CD
3 O cd
CD
P • t-4

133
cy)
CD 4->
en > 4
CO
QJ
cn 'l-H p-H
cti
CD O CD Q
CD
o 4J
o cd
C\2
CD

< CJ
o
SCA
COOLING
OFFICES
CTM
•J
E-i
Cd
a a
PKL
COIL STORE
RAW
c/T a
§ •J CS
_3 CS U (
[ w a cu
W J , 4 a cs -
a u
HHS
1
x<
\ \ \
Na\q
\ XB5\ N
\ \ \
NV
-3.
J d
is
XOVd
—>H Cd Cd
a en u
L l3
Cd Cd
a Vi
Z Q " a
cu en
-J' 'CU1
1
1 !
\CU.\\CUN
§ d W
& >
1

The material handling methods selected were mainly based on the suggestions of plant
engineers. Modelling of material handling was limited to the packing and despatching
areas, and between C G L and SPL. Only the processing units currently at the Springhill
plant, and proposed Slitting line were modelled. S I M A N / C I N E M A was used for model
building and analysis.
The following section provides details of simulation models, this is followed by
experimental conditions, output analysis and results. Experience gained through this
case-study is discussed at the end of the chapter, together with the relevance of simulation
to facilities layout design in general.
4.2. Development of Simulation Models
Model development was carried out in several stages, while information collection, model
development and conducting initial test runs, were carried out simultaneously. As soon as
general information was collected, the sequence of events occurring at each processing
unit was translated to a conceptual model of the concerned unit after the necessary
simplifications. These were later translated to a computer code using S I M A N . The
models developed were of the discrete category where state changes of the system occur
at discrete points in time. The variations in parameters were represented using probability
distributions.
4.2.1 Sources of Information
A great deal of time has been spent by the author in becoming familiar with various
operations of the Springhill Works, meeting with relevant people such as shift foremen of
each processing unit, productivity services & production control personnel, and studying
the way activities were actually performed. In addition, appropriate computerised data

from the company's database were retrieved. This information had to be collected when
relevant personnel were free from their routine work. A summarised form of the collected
information and their sources are given in.[232]. Information collection, model building
and preliminary test runs were conducted concurrently, and stage by stage.
4.2.2 Modelling the Material Flow Process
The Springhill Works produces six major groups of products, Hot Rolled, Cold Rolled,
Galvanised, Zincalume Coated, Zincseal and Electrical Steel. Information on process
routings of these products was collected. Appendix C provides details of the process
sequences and the modelling of the process sequence using SIMAN/CLNEMA.
4.2.3. Data
4.2.3.1 Available Data
The following available data were collected.
a) Summary of WIPs collected on Wednesday nights.
b) CGL output rates(per shift), ROC2 values (from the monthly report in October 1990)
and production rates of other units.
c) For CPCM : - Time between failures, down time, shift production (from Monthly
reports, Mar-Aug 1990) and Pickle speed.
d) Mass, thickness and width of coils produced at each processing unit (in March 19903).
e) Number of coils cut out of one input coil at each processing unit (in March 1990).
f) Next unit data.(ie. from each unit, summary of coils which went to other units - in
March 1990).
2 ROC = Ratio of operating shifts to Calendar shifts Operating shifts= Available shifts - unscheduled down time Available shifts= Calendar shifts- time lost due to disputes etc
3 March 1990 was selected randomly to collect representative data regarding operations of the plant.

Statistics on run time (time between failures) and down time of C P C M were obtained
from the on line computer system. For C G L , the R O C values were used as fractional run
time and (1-ROC) values were used as fractional down time. The R O C values recorded
vary each month.
4.2.3.2 Missing Data
As in most real-life situations, relevant data to model machine breakdowns, processing
times etc were not available for all processing units(except for C P C M ) in the Springhill
Works. Since shift production represents the net effect of real processing rates and failure
rates, this was used in the model.
The company was aiming at increasing production in future. However, there were no
data available for appropriate production rates, failure rates etc to achieve target
production levels. Hence, the simulation process itself was utilised and several parameter
values were experimented with until the model output tallied with desired levels of
production for C P C M , which is the first operation for most products. For units such as
C T M , T L L and E G L , experiments were conducted changing the number of operating
shifts until acceptable W I P levels resulted. For packing and despatching, several packing
and despatching rates were tested until acceptable stock levels were attained.
4.2.4 Elements of Models
Three models were developed for the purpose of simulation study.
a) A model for the present system
b) A model for the decentralised packing / despatching layout
c) A model for the proposed centralised packing / despatching layout.
Models consist mainly of entities, resources, transporters, variables, parameters and
queues. Appendix C (section C.4.) explains these elements in detail.

4.2.5 Materials Handling Devices
Since the two layouts considered(the centralised and decentralised systems) were having
only minor changes, materials handling equipment modelled was limited to that operating
in the affected areas. Details are given in Appendix C (section C.4.).
4.2.6 Modelling Batch Processing
The coils were processed on machines as batches in the Springhill Works. Moreover,
within a batch, coils were sequenced according to 'width comedown' or 'thickness
comedown'(criteria varies depending on technological considerations of the processing
unit). Representing this batch processing in simulation models is important, because of
its strong influence on work-in-process inventory (WIP) levels, and residence time (flow
time) of products. For the modelling purpose, the following batches were considered.
1. C P C M : Batches of Low gauge (LG), Medium to High gauge(M-HG), LG, M - H G are
repeated until the end of a 21 day cycle, where Electrical Steel is scheduled before shut
down for maintenance.
2. C G L : Batches of Hard/Soft are considered in C G L 1 and 2; in C G L 3, the batches of
Galvanised and Zincalume coated products are considered. Within a batch coils are
sequenced according to thickness 'comedown'.
3. C T M , TLL, EGL, SHR, SLT : Batches of Oiled and Dried products are considered.
Within a batch coils are sequenced according to width 'comedown' for C T M ,
thickness 'comedown' for T L L and EGL.
4. SPL : Ten batches of different paint colours are considered. Within the batch, coils are
sequenced according to width 'comedown'.
There is no direct way of modelling batch processing in many simulation languages. A
simple way of modelling batch processing is developed using SIMAN's 'SIGNAL' and
'SEARCH' facilities. Figure 4.4 shows a flow chart of the model for scheduling batches.

Upon arriving at a processing unit, each entity is given a batch identification by assigning
a value to an attribute. It is then sent to a file where it waits for a signal representing batch
identification. Whenever, the machine completes processing on an entity, a search is
made to find any entities available with the same batch identification. If available, a signal
is sent, so that an entity of the same batch can be released to the machine. If there is no
entity available with the same batch identification, then the signal is augmented to
represent next batch, and the procedure continues. The entity file representing W I P can
be sorted according to FIFO4, LLFO5, randomly or decreasing order of an attribute value
(representing width / thickness), so that sequencing within a batch is carried out
accordingly. The flow chart in figure 4.4 gives a simple but highly useful way of
modelling any batch processing situation, and is a valuable addition to the knowledge of
simulation modellers.
4.3 Model Verification and Validation
4.3.1 Verification
Verification of models and programs were conducted using animation, the tracing facility,
walk through of the computer program, and by verification with output results. Figure
4.5 shows one of the animation screens created for a dynamic display of activities at the
central warehouse, paint line (SPL) and C G L area of the centralised system. Simulated
shift production levels of various processing units and W I P stock levels were also
displayed. The Output processor of S I M A N was utilised to identify unacceptable trends
and variations.
4 FIFO: First-in-first-out 5 LIFO: Last-in-first-out

X i
Entity arrival to / WIP stock /
Send signal
Yes
Yes
I Assign attribute values for batch identification (Id)
No
test next entity
Release the entity to machine
Process on M / C
Search queue A f or entities with same batch Id.
1 Entity enters output buffer to be sent to next unit
Change signal code to next batch Id
Is the min batch size jieeded availably
in A
No
t To next unit
Figure 4.4 : Flow Chart for Batch Processing

141
SECTION OFTHE LAYOUT FORCENTRALPACKING/DESPATCHING
d
TLL
&*•
WAREHOUSE
CTM
CGL
Central Pack
0 rh
Paint Line (SPL)
h Idle Crane rt
Unloaded moving crane 0 Loaded moving crane
r _ ^ Lorrain Car
156 CGL
SHIFT PRODUCTION
^
a 258 85 CTM TLL
84 480 PACK CPCM
TIME
0 704.1
WIP STOCK LEVELS
7 I 29 D> r
A A A A
A A
14! PD P
>®<
78 PD SHT
Figure 4.5 : One of the Animation Screens used in the Model for Central
Packing/Despatching Layout
4.3.2 Validation
The most practical way of validating a model is to use a hierarchical approach. At the
beginning, a conceptual model was validated by discussing it with plant engineers, shift
foreman etc who are the 'experts' of their respective sections (This is called face

validation). In the second stage, as the model is being developed, animation was used to
verify whether model behaviour was similar to that of the plant. In the third stage, a
formal validation was conducted using a statistical hypotheses testing procedure. Shift
production of processing units and W I P stock levels at despatching sections were used as
performance measures for validation purposes in this case-study problem.
4.3.2.1 Preliminary Experiments With the Model for the Present System
The model was taking a significant amount of computer time during initial runs on an
I B M compatible PC/286 computer. Therefore, a faster PC/386 personal computer was
used later. The model for the present system, in its final version utilised 63.3K of
memory space (out of 64 K allocated in S I M A N ) . Experiments were carried out varying
parameter values until the model behaviour was acceptable during initial runs for 2300
hours of simulated production.
Since the Triangular distributions were used to represent fluctuations in most of the
production rates, their parameter values were estimated from data and used as starting
values. In most cases, these values did not produce representative shift production and
W I P levels. After experimenting with many values for these parameters, suitable values
were found, for which the model reproduced W I P stock levels and shift production of the
real system approximately. This was a very time consuming process.
4.3.2.2 Behaviour of the Model for the Present System
After satisfying with models' validity during the preliminary runs, one long run of 8000
simulated hours equivalent to 1000 shifts (which took 1 hour and 24 minutes of run time
approximately on the PC/386 computer) was made to analyse model output. The model
outputs on shift production of major units, stock levels of despatch sections, and
utilisation and queues of concerned materials handling units, were written to files. During

143
preliminary runs, initial transition time (as this was a non-terminating system) was
estimated, using graphical plots of output with simulated time. This information was used
to delete output data corresponding to transition phase in the final run. Using the
'FILTER' facility in the SIMAN output processor, output data corresponding to each
performance measure were divided into several batches, such that correlation between
batches was not significant. (This method is called 'the method of truncating and
batching1, since it truncates initial data, and creates batches of output data) These batches
can be statistically treated in the same way as the treatment of independent observations,
since correlation between batches is not significant. SIMAN's output processor was used
to plot WLP stock levels, queues and utilisation of material handling equipment.
The mean and 95% confidence intervals for model output corresponding to shift
production of major units are given in table 4.1. Figure 4.6 shows the model response
for stock level of PDN, PDS, PDSheet and PDP, while 95% confidence intervals for
mean stock levels at corresponding despatch areas are given in table 4.2. Output data on
utilisation and queues for the most critical material handling units in the present system,
the cranes at southern end (in PDS),were recorded, and are summarised in table 4.3.
The utilisation values of cranes resulting from model output needed correction, due to the
bias caused by cranes crossing each other in the model whenever two cranes were
operating in the same area. Therefore, a sample of 5 operating shifts of simulation were
observed in the animation, to estimate number of occurrences of crane crossings during a
shift Assuming a 2 minutes delay occurs in total during such an interference, (in practice
one crane moves in the same direction as the other, until the interference clears), the
utilisation values (obtained from the model output) were revised appropriately to account
for such interferences.

PDN STOCK PUIS SYS E M . - T
sw-
cn -J «-* a u u* a a z
•tea.
3M-
266.
see*.
mm a) Stock level at PDN
PDS STOCK PRES SYS
en
o u u. o
7M.
EM
SM
4M.
SMi
irons b) Stock level at PDS
Figure 4.6 : Model Output for Stock Levels at Despatch Areas

PDSHEET STOCK PRISSY 2W.
158-
I-I
o u Ui
o
18B.
58. I
5008.
IIHEHBS c) Stock level at PDSHEET
PUP STOCK PRES SYS 5M.T
V) J O
u I*
o o z
SftM
TIKE ms
d) Stock level at PDP
Figure 4.6 Contd : Model Output for Stock Levels at Despatch Areas

4.3.2.3 Formal Validation of the model
The model for the present system was developed for validation purposes. The same
model was used for decentralised and centralised systems with minor changes to model
and parameters values. Therefore, if the model is valid for present system, other two
models can be assumed to be valid for proposed systems.
Table 4.1 : Model Output: Shift Production of Main Processing Units (Present System)
Unit
CPCM
CGL1
CGL2
CGL3
CTM
Average
Tons/Shift
631
225
223
216
468
Standard
deviation
16.7
14.8
10.2
13.8
19.8
95% c. i.
half-width
5.4
5.2
3.5
5.3
11.4
Minimum
589
190
206
189
437
Maximum
665
257
248
253
495
Number of
observatns
39
34
36 |
29
1 4
Table 4.2: Model Output: Stock Levels at Despatch Areas (Present System)
Despatch
area
PDN
PDS
PDSheet
PDP
Average
(Coils)
390
455
154
227
Standard
deviation
26.8
48.2
5.85
32.5
95% c. i.
half-width
14.3
25.7
3.12
17.3
Minimum
332
375
144
183
Maximum
431
548
165
285
Number of
observatns
16
16
16
16
Since the main objective of this simulation study was to analyse the two layouts,
validation was carried out with a focus on material flows. However, material flow was
affected by production and despatch rates. Therefore, to ensure that the model output is

representative of the actual system, shift productions of major units (CPCM, C G L s and
C T M ) and stock levels at the southern end (PDS) and paint despatch area (PDP), were
compared with actual performance of the system using the hypotheses testing procedure.
Appendix C gives details of the hypotheses testing. These tests show that the model is
adequately reproducing shift productions of major units, and stock levels at despatch
areas. High utilisations observed for cranes at southern end (PDS/PPS) also show that
the model behaviour reflects the actual situation.
Table 4.3 : Utilisation of Crane-south in Present System( Model output)
Identifier
Crane-south Queue
Crane-south utilisation
Average
(Coils)
3.12
0.6
Standard
deviation
1.29
0.07
9 5 % c. i.
half-width
0.46
0.05
Min
0.72
0.38
Max
5.8
0.7
Number of
observatns
32
32
4.4 Output Analysis of Models for Proposed Layouts
4.4.1 Simulation Runs of the Proposed Layouts
Both models were run for 8000 simulated hours. Individual output data on shift
production of major processing units, stock levels of despatch sections, and utilisations
of concerned materials handling equipment were written to files. These output results
were analysed using the method of truncating and batching, to obtain 9 5 % confidence
intervals for utilisations of relevant material handling equipment. A sensitivity test was
conducted by varying the loading and unloading times of cranes as this was identified to
be critically affecting crane utilisation.

4.4.1.1 Decentralised System
The parameter values representing raw materials arrival rates, time between failures of
C P C M , R O C values of C G L , despatch rates and working hours of C T M , TLL, E G L ,
SHR, SLT, Pack and Despatch sections were changed until the model output reflected the
target production levels and acceptable stock levels. Table 4.4 shows queue and
utilisation of the two cranes at the southern end (PDS area), which is the critical materials
handling equipment. The 8 6 % utilisation value indicates that the two cranes are highly
overloaded, because, the model ignored other practical aspects such as meal breaks,
operator changes and other stoppages due to minor breakdowns.
Table 4.4 : Utilisation of Crane-south in Decentralised System(Model Output)
Identifier
Crane-south queue
Crane-south utilisation
Average
(Coils)
8.5
0.86
Standard
deviation
3.96
0.18
9 5 % c. i.
half-width
1.71
0.08
Min
1.64
0.58
Max
18.4
0.97
Number of
observatns
23 ;
23
4.4.1.2 Centralised System
Parameter values representing central packing and despatching rates were varied until the
model output provided acceptable stock levels for Central Pack and Despatch areas. Table
4.5 shows the utilisation of critical materials handling equipment in this system. The use
of two cranes at the central warehouse (Crane - central), with only one crane at the
southern end, and the Lorrain car to transport coils between C G L and the Central Pack(in
addition to its present role of transporting between C P C M and C G L ) was tested. As table
4.5 indicates, the utilisations of these M H E are within acceptable limits.

Table 4.5 : Utilisation of M H E in Centralised System (Model Output)
Identifier
Crane-central Queue
(coils)
Crane-south utilisation
Crane-central utilisatn
Lorrain car utilisation
Average
1.93
0.16
0.62
0.35
Standard
deviation
0.294
0.037
0.119
0.05
9 5 % c. i.
half-width
0.195
0.016
0.08
0.03
Min
1.31
0.084
0.52
0.23
Max
2.47
0.23
0.75
0.40
Number of
observatns
11
23
11
11
4.4.2. Comparative Analysis
The table Cl (in Appendix C) shows the comparison between the present system and the
decentralised system in terms of parameter values used. Tables 4.3 and 4.4 reveal that,
the queue and the utilisation of cranes at the southern end becomes too high to be feasible
at target production levels. This is because the difference between the reality and the
model has to be taken into consideration when interpreting model output. The models
have not considered operator tea / meal breaks and other contingencies. The cranes at the
southern end (PDS, PPS) in the present system were considered by the plant
management as highly utilised M H E , for which output of the model indicated an
utilisation of 6 0 % . Therefore, an 8 6 % utilisation level for cranes at the southern end in
the model for the decentralised system (table 4.4), indicates that these cranes will be
overloaded. Since the incorporation of 3 or more cranes would not be practical to operate
in the relatively smaller area at P D S due to higher degree of interference, the conclusion is
that the decentralised layout will not be feasible in practice.
The table C.2 (Appendix C) provides parameter values used in the model for the
centralised system. All utilisation levels of cranes in the centralised system are within
acceptable limits as shown in table 4.5. The two cranes at the Central Pack area have a

utilisation of 6 2 % , which indicates that they will be as busy as cranes at the southern end
at present. Also, the Lorrain car can be comfortably used between C G L and Central
Pack, in addition to its current work load.
4.4.3. Sensitivity Analysis
The utilisation of cranes is sensitive to loading and unloading times. Since selection
between the two layouts is mainly based on utilisation of material handling equipment, a
sensitivity analysis was conducted for all three models to determine variations in crane
queues and utilisations with loading/unloading times. Figure 4.7 indicates sensitivity of
the utilisation of critical cranes to loading/ unloading times. The decentralised system is
clearly infeasible since it is highly overloaded when loading/unloading time is greater than
10 seconds. If loading/unloading time is nearly 1.5 minutes, the Centralised system also
becomes infeasible to operate with two cranes. The comparative analysis in section 4.4.2,
was made by considering the loading/unloading time as 1.2 minutes, since this was the
most likely time according to plant engineers.
4.4.4 Recommendations
The above results reveal that the Decentralised system is infeasible with regard to future
demands of materials handling, due to overloading of the two cranes at the southern end,
although the system is superior, based on the criteria of transport work. The centralised
system is feasible in meeting future requirements with only two cranes in Central
Despatch area including the present crane at P D P area, while the Lorrain car can be used
successfully to transfer coils from C G L upto Central pack, in addition to its present
work. Table C l and C 2 (Appendix C ) give the number of shifts that each processing
unit should work in order to meet production targets with both systems. The C P C M
performance and R O C values of C G L s should be improved at least to values given in
Table C l (Appendix C), in order to achieve future production targets.

151
Sensitivity of C r a n e Utilisation to the Loading/unloading T i m e
0) D> «J *->
c Q> U v. 0) Q.
< CO
D
UJ
< DC
O
100
80-
60-
40
20
- PRESENT SYS CRANE STH •* DECENTRALISED SYS CRANE STH -*— CENTRAL SYS CRANE NORTH
-j 1 1 r-
Load/Unload time(Min)
Figure 4.7 : Crane Utilisation Vs Loading / Unloading Time
4.5 Summary and Discussion
4.5.1 Summary
Simulation has become a popular and viable tool in analysing complex industrial systems.
Facilities design has been one of its traditional areas of application. This chapter focussed
on application of simulation methodology to analyse alternative layouts for a real-life
case-study problem of the BHP Springhill Works. Two alternative layouts, one each with
options of centralised pack/despatch and decentralised pack/despatch, with appropriate
materials handling systems were analysed using simulation models developed in the

S I M A N / C I N E M A simulation language. Data collection, model building, verification
and partial validation were carried out simultaneously, stage by stage. Several animation
screens were created for purpose of verification, partial validation and presentation to the
management. Three closely related models were developed. The model for the present
system was developed for validation purposes. After verifying the models' performance
in preliminary runs, it was run for 8000 simulated hours. Output data concerning
performance measures were written to output files, which were analysed using the
method of 'truncating and batching'. A formal validation was conducted, by comparing
model output to actual system data, through statistical hypotheses testing. Models for
other two layouts, were also run for 8000 simulated hours and their outputs were
analysed using the same method. The two alternative layouts were compared considering
utilisation and queues of critical materials handling equipment. Major outcomes of the
simulation study are summarised below.
(1) The decentralised system is not capable of meeting material handling requirements
associated with target production levels.
(2) The centralised system is capable of meeting demands for materials handling under
target production levels. Centralised despatching area can be operated with 2 cranes
(including the crane already at paint despatch area - PDP-), although the company
intended to use 3 cranes in this area. Out of the two cranes in the southern end at
present, one crane is sufficient under the centralised system, hence the other crane
can be released for use elsewhere.
(3) The Lorrain car can be used comfortably in the centralised system to transfer coils
from C G L to Central Pack area, in addition to its present work of transferring coils
from C P C M to C G L .
(4) The failure rates (time between failures) of C P C M and R O C values of C G L s have
to be improved at least to values given in table C 1 (Appendix C ) , in order to
achieve target production of 1000 tons/shift. This will be a good goal for quality
improvement teams of the plant to work with in their continuous improvement
programs.

Details of models and results were delivered to the plant management through a report
and a formal presentation. Success of the study encouraged the management to purchase
the software for applying simulation methodology in analysing other related plant
activities.
The study proved that the simulation is highly useful in industrial facilities designs due to
its ability to model and analyse new designs of the system under consideration.
However, the potential designs (location of machines and relevant M H S ) should be
determined by the analyst either using materials flow analysis and intuitive judgements,
or using optimisation techniques.
The objective of this simulation study was to investigate the effectiveness of simulation,
as a computer aided technique, in industrial facilities design. The study proved the
abilities of simulation to model and analyse layouts and M H S under complicated
operating dynamics. However, no optimisation was possible with simulation. Alternative
layouts and M H S should be determined, either using the intuitive judgement of analyst or
using optimisation techniques, prior to using the simulation methodology.
4.5.2 Discussion
4.5.2.1 Difficulties faced in the simulation study:
This Case-study project was a highly time consuming task where a considerable amount
of time was spent in gathering information , building the model and analysis, in addition
to learning the S I M A N language (which is not very user friendly) and simulation
methodology. The wavering attitude of the management in agreeing on suitable alternative
layouts also caused delays. The layouts developed and evaluated earlier (in Chapter 3),
had been changed, because of changes in company priorities. B y the time simulation
project was underway, the management stepped back from an earlier decision to replace

old S H R and S L T lines by new units and to move D C B line to Springhill Works.
Further, relocation of any of the existing processing units of the plant was considered
infeasible on economic grounds. These were the effects of economic recession prevailing
and union pressures. Exposure to this study revealed a grim reality that financial
difficulties may change a company's priorities many times and an analyst has to change
models and analysis accordingly, resulting in waste of time and effort.
The data collection part also took considerable time. Although the company maintains
past records, which deserves a high degree of praise , extracting some of the necessary
information for case-study was difficult. This is because, this information had to be
collected when the relevant personnel were free from their routine work. Experimentation
and debugging were also highly time consuming. As model size increased, run times also
increased dramatically.
4.5.2.2 Knowledge gained through the simulation study :
The knowledge gained through experience of this simulation study is summarised below.
This type of experience based information is valuable for researchers and practitioners
who attempt to use simulation to model complex real life systems.
(a) Choice of Entities
When modelling flow of products by means of entities, memory limitations of software
have to be considered. In the case-study, initial attempts to use one entity in the model to
represent one coil of the actual system failed, because the memory space allocated in
S I M A N data array (64 K ) could not cope with the number of entities required to represent
the number of coils in the plant at a given time. Therefore, one entity can be used to
represent several items of a product or objects whenever a large number of objects are

present in the actual system. This type of situation occurs when high work-in-process
inventories are present in the system.
(b) Modelling of Situations with High WIP Stocks and Residence Times
The existence of high WIP stocks in the system being modelled, increases the number of
entities in the simulation system. W h e n modelling such situations, even the previous
strategy of using an entity to represent several items of objects/products, cannot prevent
exceeding memory allocation. Since these entities are just waiting until processed, a
strategy that can be used to overcome the problem is to replace those entities by a variable
or a counter, indicating the number of entities in that W I P storage area. Whenever an
entity is added to or subtracted from storage area, the corresponding variable / counter is
updated. In the case-study, raw materials storage, and despatch areas were modelled
using this method.
(c) Modelling the Batch Processing
Batch processing has gained an increasing popularity in the manufacturing sector,
especially after development of F M S systems. Yet, there is no direct way of modelling
batch processing in many simulation languages although they facilitate creation of entities
in batches, and sequencing of entities (products) through a resource (machine) in many
ways (LIFO, FIFO, Random etc). Representation of batch processing in simulation
models is very important, because of its effect on W I P inventory levels and residence
times (flow time) of entities. A simple way of modelling batch processing was developed
in this study using SIMAN's 'SIGNAL' and 'SEARCH' facilities. The same concept can
be used in modelling batch processing with other general purpose languages.

(d) Lack of Relevant Data
In most real-life situations, relevant data on model machine breakdowns, processing
times etc are difficult to obtain. But normally, most manufacturing organisations
maintain records on shift production (as in the case study) or daily production which
represent the net effect of processing rates and down times. In such a situation,
approximate models of processing on machines can be constructed using these available
data.
At early stages of a simulation study, a Triangular distribution can be used with
minimum, m a x i m u m and mode values as parameters, and later changed to a more
appropriate probability distribution which fits to data(if available). W h e n using a
Triangular distribution, estimated values could be used as starting values during
experimentation. Most likely, these will not represent the actual situation in terms of shift
production and W I P stock levels, which are normally used as indicators in validation of
the model. Therefore, experiments could be conducted with many values of these
parameters, until performance measures of model represent those of the real system.
However, this could be a very time consuming process. If available time for the
simulation study permits, conducting a time study would be beneficial, to collect relevant
missing data at the beginning of the simulation study itself.
(e) Verification
When dealing with a large model, debugging and verification of the program become
very difficult due to slow retrieving, compiling and storing of the model. These problems
could be alleviated in following ways :
(1) The model can be developed in stages, while at each stage, debugging and
verification could be attempted. In the case-study, modelling was carried out in

stages, where one or few major production units were added at each stage.
Debugging and verification were conducted at each stage.
(2) The model can be split into several sub-models and deal with only one sub-model
at a time. This reduces time taken for compiling, saving and retrieving of files.
Debugging can be attempted using interactive debugger facilities, tracing and animation.
The experience with the case-study reveals that the most effective way of locating the
source of a problem in the model is 'walk-through'.
(f) Validation
Model validation is a complicated issue for which many researchers have proposed
techniques ranging from simple rules to those involving rigorous mathematical
techniques. The most practical way is to conduct the validation in stages, as in the case-
study problem. At the beginning, the conceptual model can be validated by discussing it
with plant engineers, shift foreman etc (face validation) w h o are the 'experts' in their
respective sections. In the second stage, animation can be used, to verify whether model
behaviour is similar to the actual situation. In the third stage, a formal validation can be
conducted using a statistical hypotheses testing procedure. Whenever real data are
available for performance measures, a hypotheses testing procedure can be applied for
formal validation of the simulation model.
4.5.2.3 Future directions :
The following directions can be proposed for further research on the application of
simulation methodology in industrial facilities designs.
(1) Development of an interface, that could read a graphic layout (eg : an AutoCAD
drawing) and translate general information given by a material handling
engineer/expert into a S I M A N code.

(2) Since the Triangular distribution is used in many simulation studies, a system needs
to be developed that would suggest the amount of change required of a parameter
value, in order to achieve a desired change in model output.
(3) Development of an expert controller that can be used in the experimental and
analysis phase of simulation. This expert system should be able to change
parameter values intelligently, run the model, analyse the results, change parameter
values again appropriately and continue the analysis. M a n y researchers attempt to
use artificial intelligence techniques to automate the model building phase using
intelligent interfaces to existing simulation languages. This can be extended to
include experimentation and output analysis phases.
(4) Possible application of combined analytical and simulation models to increase
effectiveness and reduce time taken for a simulation analysis. The queuing theory
concepts could be used to estimate parameter values, which could be used as
starting values in simulation experiments.
(5) Investigate the possibility of integrating optimisation algorithms and simulation
methodology to provide a comprehensive system, that would design layouts and
M H S , and subsequently analyse this system under operating dynamics.
4.5.2.4 Comments on the use of simulation in facilities design
Simulation methodology is highly useful in post-optimal analysis of facilities design
projects, as demonstrated through this case-study problem. It can be used successfully to
identify bottlenecks of proposed materials handling systems and test adequacy of storage
areas used. These aspects are more related to operating dynamics of the system, which
optimisation techniques for developing layouts normally fail to capture. The simulation
methodology cannot be used for developing optimum layouts or optimum M H S , for
which optimisation techniques are necessary. However, a form of optimisation is
possible with the simulation, only if the number of feasible alternatives are extremely few
due to severe practical constraints. Then all of these few alternatives can be analysed

under operating dynamics, and the best performing alternative can be selected as the
optimum solution. The remaining chapters, therefore, will concentrate on developing
optimisation methods to determine optimum layouts and materials handling systems,
which could in a "real-life" situation be tested using simulation methodologies.

160
CHAPTER 5
A CONSTRUCTION ALGORITHM FOR THE MACHINE
LAYOUT PROBLEM WITH FIXED PICK-UP AND
DROP-OFF POINTS
This chapter presents a new conventional construction algorithm, which considers some
important practical aspects such as fixed pick-up and drop-off points of machines, in
determining the machine layout. The procedure is tested by application to two generalised
example problems and to the case study problem of the B H P Steel Springhill Works, under
'green-field' conditions.
5.1. Introduction
Although the machine layout problem has gained little attention specifically, the more
general facilities layout problem has attracted the attention of many researchers. Since the
facilities layout problem falls into the class of NP-complete [127], many researchers are
engaged in developing more efficient heuristic algorithms. However, most of these
algorithms have failed to attract the attention of practitioners because of their inability to
consider many practical aspects, and high complexity of their methodologies. For example,
most of these algorithms do not consider a typical practical situation where the locations of
pick-up and drop-off points of machines significantly affect the material handling costs, as
in the case-study problem described in Chapter three.
Heuristic algorithms developed during the last 3 decades, described in Chapter 2, fall into
the classes of constructions type, improvement type, hybrid (Constructions and
Improvement), fuzzy-set based, expert systems and hybrid (knowledge-based and
analytical). All of these categories have relative strengths and weaknesses. It is reported
that, in eeneral. hvbrid svstems Derform better than individual svstems ILieeet.

161
(198l)t136!}. Therefore a better basic technique (constructions or improvement) should
result in a better hybrid system. This justifies the importance of continued research into
developing better construction and Improvement methods, whether they are used
individually or in a hybrid method.
Construction methods can be further categorised as graph theory based techniques and
conventional techniques. However, Hussan et. al.(1991)t863 have highlighted many
weaknesses of the graph theoretic approach and stressed the importance of continuing
research into developing improved conventional construction procedures. The issues that
should be addressed by an improved construction procedure (Hassan et. al.(1986)l87l) are:
consideration of the problem as one of area placement rather than point location, generation
of'regular' layouts thus requiring minimal manual adjustments, and ability to implement on
a micro-computer.
Most of the earlier approaches to solve the facilities layout problem are based on Quadratic
Assignment formulation, which divides the site into a rectangular grid where each cell in the
grid is assigned to a facility. This has resulted in irregular shapes for facilities. Therefore
many recent attempts have been made to solve the problem using a continual plane
approach. Heragu(1990)f91], Heragu and Kusiak(1990)t94l have presented a continual
plane model for the machine layout problem under the following assumptions:
1) Machines are square or rectangular in shape
2) Rectangular shaped machines are placed so that their longer side is positioned
horizontally.
3) Orientations of machines are known apriori.
The pick-up/drop-off points, which are given by this procedure, are considered as free to
locate anywhere within the boundary of the machine. Tarn and Li(1991)[212l have modelled
the facilities layout problem in a continual plane considering free orientation and rectangular
configurations but have not considered pick-up and drop-off points. The objective function
of their non-linear model, considers the distance between centroids of facilities or the

162
distance between the nearest pair of points on the perimeter of each block. For larger
problems they propose the use of a hierarchical approach using clustering and the Powel
algorithm. They have also specified non-overlapping conditions for machine layout on a
continuum. The condition dictates, that two blocks Bi and Bj are non-overlapping if either
their X-projection or Y-projection is non- overlapping. Their derivation of conditions for
non-overlapping is based on the bottom-left coordinates of blocks. O'brien and
Barr(1980)[171l have considered distinct pick-up and drop-off points of machines explicitly
in their proposed interactive improvement procedure(known as S - Z A K Y ) . However, the
user has to perform the orientation and rotation of machines within a facility for which no
guidance is given by the algorithm to determine the best orientation. The algorithm of
Montreuil and Ratliff (1988)t157l determines the input/output locations of facilities once the
positions of facilities are known. Montreuil and Ratliff(1989)t158l proposed an optimisation
procedure based on a 'cut tree' of the material flow graph to obtain a design skeleton for the
facilities layout This design skeleton is used to grow the facilities layout using the intuition
of the user. Subsequently, input / output locations are determined and the flow network is
generated. Chhajed et. al. (1992)t34l have extended the above work, by presenting an
optimisation procedure to establish the shortest rectilinear flow network between already
determined input/output locations, which could be used as a starting point for materials
handling system design. Banerjee et. al.(1992)t19l have provided an automated and
interactive procedure to determine the layout using the design skeleton and to determine the
location of the input/output station (only one station is considered) for each facility.
Since all of the algorithms which consider input/output locations, have some limitations,
there is a need for continued research on developing algorithms which consider important
practical constraints, and are simple to implement. A simple, but more practical
conventional construction algorithm proposed in this chapter is a step forward to realise
such a need.

163
The next section presents the factors considered in developing the proposed algorithm. This
is followed by the detailed description of the algorithm, experimental results of two
example problems and the case study problem(under a green-field assumption), and the
overall discussion of the algorithm.
5.2 Problem Formulation
This chapter addresses a situation where the layout of machines, each with fixed length and
width and two distinct input and output points with respect to its configuration, has to be
determined. This section describes the details of constraints considered, the objective
function and other relevant factors.
5.2.1 Notation
Bj - block i
D - drop-off point
D S R - dead-space-ratio
dxi,dyi - x and y coordinates of drop-off point of block i
fik - material flow from machine i to k
flow(i) - total number of machines that interacts with i
L - length of a block
M R A L - minimum rectangular area needed to contain current layout
N - total number of machines to be fixed
nf - number of already fixed machines
P - pick-up point
pxi,pyj - x and y coordinates of pick-up point of block i
S - set of already placed machines
W - width of a block
W i , W 2 - weights associated with objectives

164
xib> yib - x and y coordinates of bottom-right corner of block i
*it, Yit - x and y coordinates of top-left comer of the block i
Zk - total transport work between a candidate machine k, and already placed
machines
Zpc - objective function value Zp when placing block P at point C
5.2.2 Problem Constraints:
The following constraints related to rectangular blocks which represent machines are
considered.
a) The size of the block should be compatible with length and width of a machine.
Machines have fixed length and width, hence the consideration of area alone as in many
facilities planning algorithms, does not give a proper solution for the machine layout
problem. Therefore specific lengths and widths must be considered.
b) Pick-up and drop-off points of a block should have the same relative positioning as the
machine which the block represents.
This is similar to the consideration given by O'brien and Barr(1980)[171l but different to
Montreuil and Ratliff(1988n57U989[158]) and Banerjee(1992)[19] where input/output
locations of a facility are decided without considering loading/unloading points of machines
with respect to their configurations.
Since long machines or processing units exist in many heavy industries, their pick-up and
drop-off points must be considered, especially when evaluating the objective function
value. For example in the steel industry, a Pickle line has a length of about 100 meters and
pick-up and drop-off points are at opposite ends of the machine. A n Electro Galvanising

165
Line may have a length of 20 meters where pick-up and drop-off points lie on the same end
of the machine. In general, pick-up and drop-off points of a machine can have any of the
relative positions as given in figure 5.1. A machine may have its pick-up and drop-off
points designed at opposite ends(as in figure 5.1(a) & 5.1(c)) or at the same end(figure
5.1(b) & 5.11(e)) or in the sides(figure 5.1(d) or 5.1(f)). These points are integrated parts
of the machine. Therefore, the input/output locations of machines with respect to their
configuration are considered explicitly here.
-- P D - - P--D
(a) (b)
P 4 -
(c)
D PiD
(d) (e)
--D
(f)
Figure 5.1: Different Relative Positions of Pick-up/Drop-off Points of Machines
With Respect to Their Configuration.
c) Configuration: A block must be placed horizontally or vertically (ie. length parallel to X
axis or Y axis respectively) and either fixed at a particular location specified by the user or
free to be decided by the algorithm.
Configuration of machines becomes important, when rectangular shapes and pick-up and
drop-off points are considered. In the method proposed here, the assumptions 2) and 3) of
Heragu and Kusiak(1990)£94l were relaxed, so that the orientation was free (the best
orientation is chosen by the algorithm) and the longer side can be positioned vertically or
horizontally. Further, the procedure should accommodate any user desired locations for
particular machines. This may reflect an existing location of a machine which would be
prohibitively expensive to move.

166
Only the possibilities of placing blocks horizontally or vertically is considered here, to
avoid high level of complex calculations associated with positioning blocks to an angle (<
90°) with X-axis. In heavy industrial environment, such positionings are rare, although
light smaller machines may be effectively positioned in that way.
d) Blocks must not overlap with each other.
In order to obtain a feasible machine layout a procedure should develop a block layout
without overlapping. Since a rectangular block can be represented using two diagonal
points, T a m and Li's(1991)t212l conditions are modified as follows to represent more
generalised conditions.
LeL (xjt,yit) and (xiD,yib) be the top-left corner and the bottom-right corner respectively of
block Bi, and (xjt,yjt)and (xjb,yjb) be respective points of block Bj (fig. 5.2). Then the
non- overlapping conditions are as follows:
iY
(xi.yit>
Bj (Xjb.Vjb)
(xit,yu)
(*ib>yib)
x Figure 5.2 : X-coordinate overlapping
Conditions for X-projection non-overlapping:
(xjt - xi b) * (xjb - xit) >0 (5.1)

167
(yjt-yib)*(yjb-yu) > o (5.2)
Blocks i and j are non-overlapping if, and only if, they are either X-projection non-
overlapping or Y-projection non-overlapping.
e) Blocks must be located within the specified site area.
The algorithm must place the blocks such that they do not become placed outside the
specified site area. This is critical because, if ignored, a condition could arise where the site
area is inadequate to accommodate the resulting layout.
5.2.3 Objective Function
The objective of the procedure is to find the location of blocks, their configurations (vertical
/horizontal) and orientations of pick-up and drop-off points such that the total transport cost
is minimised. However, since a construction procedure selects and locates blocks
sequentially, the objective function has to be revised so that it can find the best location,
configuration and orientation of the selected block such that total transport cost with
previously located machines, is minimised. Hence, the objective function associated with
placing of a selected machine k becomes:
Minimise Zk = X fikOp^k-dxil + Ipyk-dyiD + fki(lpxi-dxkl+lpyi-dykl) (5.3)
ieS
where fik - flow from machine i to machine k
fki - flow from machine k to machine i
(pxi,pyi) - x and y coordinates of pick-up point of machine 1
(dxi,dyi) - x and y coordinates of drop-off point of machine 1
S - set of already placed machines

168
total transport work = £ flow * rectilinear distance. (5.4)
5.2.4 Other Important Considerations
When pick-up and drop-off points of machines are considered, it is important to consider
the effect of rotation (orientation) of a block. Consider figure 5.3(a) and (b).
A machine with P (pick-up) and D(drop-off) points as shown with respect to configuration
of the machine, can be placed as in Fig. 5.3(a) or in the same space as shown in Fig.
5.3(b), which is obtained by rotating Fig. 5.3(a) around its centre by 180 degrees. Figure
5.3(c) is the same machine with a vertical configuration and Fig. 5.3(d) is a 180 degree
rotation of Fig.5.3(c). In O'brien and Barr(1980)f171] the user has to perform the
orientation and rotation of the machines within a facility, whereas the proposed algorithm
here would find the optimum orientation of machines.
+ -- D
(a)
D (c) (d)
(b)
Figure 5.3 : Different Orientations of Pick-up and Drop-off Points
Once a candidate point is selected, it is necessary to find a feasible quarter to try the location
of a new machine. To check the feasible quarter, a point is selected adjacent to a candidate
point C on the boundary of block i, in each quarter, and the following condition is tested.
Let the selected adjacent point be (xk,yk). Then for the quarter where (xk,yk) is to become
feasible, either,

169
(xk - xit) * (xk - xib) > 0 or
(yk-yu) * (yk-yib) ^ o (5.5)
5.3. Proposed Methodology
The methodology proposed is a conventional construction routine. Construction methods
for facilities planning consist of a selection routine and a placement routine. The following
section explains the details of selection and placement procedures employed by the
proposed algorithm.
5.3.1 Selection Procedure
Some of the available rules used by construction algorithms for facilities planning can be
used for machine layout also. Here, flow data are used in the form of a From-To Chart, and
the first facility to be selected for placement (if the user does not wish to place it at a choice
of his own or there are no fixed machines) is the one which has the maximum number of
interactions(ie. the machine which interacts with maximum number of machines). The next
machine to be selected is the one having maximum flow with the already fixed machines.
Subsequent machines are selected for placement using the same rule.
5.3.2 Placement Procedure
The placement procedure has some similarity in concept with the procedure of PLANET
developed by Deisenroth et.al.(1972)[46] and SHAPE{Hassan et.al.(1986)f87]}. P L A N E T
places the first two departments close to each-other at the centre. The centre of the next
department to be located is moved along the perimeter of the existing departments. The
point with minimum handling cost is selected as the point to enter the layout for the new
department. In S H A P E , all four sides of already fixed facilities are searched to place an
incoming facility. However, both procedures consider the centre to centre distances, and do

170
not consider the physical dimensions and pick-up and drop-off points of the entering
facility when evaluating the objective function.
The algorithm proposed here, selects the best location and the orientation for a machine by
considering the objective function value at different points along the perimeter of already
placed machines. In order to reduce computer time, only four candidate points are
selected(the user can select more points at the expense of computer time) along each edge of
each already fixed block. At each of the candidate points the block to be placed is
constructed in twelve possible ways. At the candidate point C on a horizontal edge of
already placed block Bi, (figure 5.4) block Bj can be placed as in figure 5.4(a), fig. 5.4(b)
or fig. 5.4(c), with a horizontal configuration of Bj. If C is in a vertical edge of Bi, Bj can
be placed as in figure 5.4(d), 5.4(e) and 5.4(0- Similar possibilities are considered with
vertical configuration of Bj. At each configuration, both possible orientations of machines,
as discussed in fig. 5.3(a) & 5.3(b), are considered. Therefore, the objective function value
is calculated at each candidate point, for three possible ways, two configurations (horizontal
& vertical) and two orientations of machines(0 and 180 degree rotation). Thus, 12 possible
configurations and orientations are analysed at each candidate point, and the best
combination is retained. The procedure is repeated for all the candidate points and the
optimum candidate point with its best configuration and orientation is selected to place the
machine. Since the procedure enumerates many possibilities considering realistic
considerations, it gives better solutions for a practitioner.

171
(a) (b)
(c)
Bi
(d)
pT
Bj
Bi c Bj
'
(e)
Bi C » Bj
(f)
Figure 5.4 : Possibilities for Positioning a Block Bj With Respect to a Fixed Block Bi
5.3.3 Steps of the Algorithm Proposed :
Step 1 : Initialise. Read data concerning facilities. Read site dimensions L and W . If
there are any fixed machines, locate them in the respective fixed places. Let nf =

172
number of fixed machines . Let S be the set of fixed machines. If nf = 0 go to
step 2 to select initial machine; otherwise go to step 3 to select the next machine.
Step 2 : Select the first machine: The first machine selected = k
for which flow(k)= Max{flow(i) I for i=l,2,...N}, flow(i)= £ flow_count(i,j) and
J
flow_count(i,j)= { 0 otherwis^ <5-6)
Locate the machine k at a user preferred location, if such a preference prevails.
Otherwise, locate at the centre, horizontally. Calculate top-left corner, bottom-
right corner and coordinates of pick-up and drop-off points. Update S(append k
to S), and set nf=nf+l.
Step 3 : Next machine selection: The next machine P is the one having maximum flow
with already fixed machines, ie. the next machine = P
where X ( fjP+fpj) = Max { X ( fy+fji) I i not in S } (5.7)
jeS jeS
Step 4 : Location procedure: Select the first block (machine) in S.
Step 5 : Select the top-left comer point of the selected block (machine) as candidate
point C.
Step 6 : Check the feasible quarter. If a feasible quarter exist, go to step 7 ; otherwise go
to step 10.
Step 7 :
7.1: Place the block P in the feasible quarter horizontally, so that Xpb (if C is in the
horizontal edge of a fixed block - fig.5.4(a)) or Yp t (if C is in the vertical edge
of a fixed block - fig.5.4(d)) coincides with C depending on the feasible
quarter. Calculate coordinates of top-left corner, bottom-right corner, pick-up
and drop-off points of P. G o to step 8.
7.2 : Repeat step 7.1 with vertical configurations.
7.3 : Place the block P in the feasible quarter horizontally, so that Xpt (if C is in the
horizontal edge of a fixed block - fig.5.4(b)) or Ypb (if C is in the vertical edge

173
of a fixed block - fig.5.4(e)) coincides with C. Calculate coordinates. G o to
step 8.
7.4 : Repeat step 7.3 with vertical configuration.
7.5 : Place the block P in the feasible quarter horizontally, so that the point C
coincides with the mid point of the horizontal edge of P(if C is in the horizontal
edge of a fixed block - fig.5.4(c)) or vertical edge of P(if C is in the vertical
edge of a fixed block-fig.5.4(f)), depending on the feasible quarter. Calculate
coordinates. G o to step 8.
7.6 : Repeat step 7.5 with vertical configuration.
7.7 : Goto step 10.
Step 8 : Check for feasibility(ie. check the non-overlapping conditions with all the
already fixed machines). If feasible, go to step 9. Otherwise return to next sub
section of step 7.
Step 9 : Calculate the objective function value: Z P C = I t fpj(ldxP-pxjl + Idyp-pyjl) + fjP(ldxj-pxpl+ldyj-pypl) (5.8)
jeS
If Zpc is less than the previous best Z*p ; save the configuration, orientation
and update Z*p = Zpc. Rotate the block by 180 degrees around the centre of
current location of P. Calculate Zp, save if it is less than Z*p; update Z*p.
Return to next subsection of Step 7.
Step 10: Update candidate point C. Four candidate points in each edge of the selected
block are considered in default, which can be overridden by the user. If all
candidate points are considered around the selected block, go to Step 11.
Otherwise go to Step 6.
Step 11: Select the next machine in S. If all machines in S are considered then go to step
12. Otherwise go to Step 5.
Step 12: Locate the selected machine P at the location which gives best value of Z*p with
best configuration / orientation. Update S. Set nf = nf+1. If nf=N calculate the
total flow cost, Z.; Stop. Otherwise go to Step 3.

174
5.3.4 Generating Alternative Solutions
One of the weaknesses of construction algorithms which start from the centre and expand
outwards is that they produce a large difference between the area of a rectangular envelope
containing the layout and the total area of all the facilities. This result in a high proportion of
dead space. The proposed algorithm would also have similar characteristics when operating
under 'green field' conditions (ie. no fixed facilities). This situation could be attacked by
considering a bi-criterion optimisation problem where the dead-space and flow-cost are
considered as the two objectives. The dead-space- ratio(DSR) can be defined as :
c _ MRAL- Total area of machines ._ m DSR - M R A L (5.9)
where, MRAL = Minimum rectangular area needed to contain current layout.
Considering the weighting methods to handle multiple objectives in facilities layout
(Malakooti (1989)t142l), the present problem can be modelled as that of minimising
Z = Wi * flow_cost + W2 * dead-space (5.10)
subject to the constraints described in section 5.2, where,
Wi+W2=l (5.11)
By varying WI and W2 systematically, alternative non-inferior solutions can be generated
using the algorithm in section 5.3.3. A Decision Maker (DM) can then investigate the set of
Pareto-optimal points (correspond to non-inferior solutions) and select a solution of his
preference.
Hence, to generate non-inferior solutions, step 9 of the algorithm proposed in section 5.3.3
has to be revised so that, Z' is evaluated as the objective function instead of only the flow
cost. Since there is no guarantee that the algorithm in section 5.3.3 would generate optimal
solutions, it is possible that some of the points generated in the above procedure are inferior

175
solutions (not Pareto - optimal points). The Decision Maker can be presented with only the
non-inferior solutions for consideration.
5.4. Experimentation and Results
5.4.1 Test Problems
Most recent researchers who have developed plant layout algorithms have used the 8 test
problems provided by Nugent et.al.(1968)[170] However, those problems cannot be used
without modification in the present case, since they do not consider facility dimensions and
input/output locations. The test problems used by Montreuil and Ratliff(1989t157l,
1988t1583), Banerjee et. al.(1992)[19^ also cannot be used since they do not consider fixed
dimensions and fixed pick-up and drop-off points relative to machine configurations.
Therefore, the following test problems were used for experimentation.
(1) A six machine problem and a 12 machine problem.:
Flow data for both problems were taken from Nugent et.al.(1968)[17°l. Since the proposed
procedure considers non-symmetric flows the complete matrices for six and twelve facility
problems in [170] were used as flow-data. Input and output locations were specified for
the 6 machine and 12 machine problems with respect to the bottom left corner point of each
machine. These test problems were selected merely to demonstrate the versatility of the
algorithm. Since, the algorithm proposed here considers far more practically relevant
factors (such as machine dimensions, input /output locations) than in [170], comparisons
are not contemplated.
a) For 6 machine (M/C) problem: The flow data, dimensions and input / output locations
are given in table D.l. (in Appendix-D)

176
b) For 12-machine (M/C) problem: Table D.2. (in Appendix-D) provides the from-to
flow data (taken from the full matrix in page 168, for n = 12, of Nugent et.al.
(1968)t17°]) while the Table D.3 (in Appendix-D) gives dimensions of machines.
(2) The 12 machine problem in (1(b)) was further analysed to generate alternative
solutions.
This 12 M/C problem was selected with a wide variation of dimensions having all the
possibilities of pick-up and drop-off points to give a generalised application.
5.4.2 Experimental Results
The algorithm was coded using the C programming language and the problem was run on
an I B M compatible PC/286 machine. Figures 5.5 and 5.6 show the layouts generated for 6
machine and 12 machine problems respectively under the assumption of a 'greenfield'
situation and unlimited site area. Figures 5.7 and 5.8 shows two non-inferior solutions
when the 12 machine problem was used to generate Pareto-optimal solutions by using
weighted objectives of flow-cost and dead space.
As can be seen in figure 5.6, it is possible to generate a layout which gives a larger dead-
space ratio, by the procedure when only the flow-cost is considered as an objective. A
Decision Maker may opt for such a solution if he can use the dead space usefully, for
example for offices, car space etc.
Figures 5.7 and 5.8 show that, layouts for the 12 machine problem selected can be
generated with a lower dead space ratio but at the expense of flow-cost. Due to the nature of
the example problem selected, it is not possible to generate solutions with a dead-space-
ratio of less than 0.10 (as in figure 5.8). A Decision Maker can make use of non-inferior

177
V
D
D 1 D
6 D
W iD
4
Flow-cost = 421.5 DSR = 0.37
Figure 5.5 : Layout for the 6 M/C Problem

178
12 D-P
-D 1 P
11 6
P,D
D 4 £3
8
D-
10
9 D-
Flow-cost = 5903 DSR = 0.5 7
Figure 5.6 : Layout for the 12 M/C Problem

1
7 p_
D >
"1 Pl d_
2
3 1 DjP |
:i 1 1
pll J
4 D-p ID
6
12 p. D > 10
J3 9 D
f D' 5 I? i
Flow-cost = 6402 DSR =0.43
Figure 5.7: Layout of the 12 M/C problem
12
— p
£L
— IP
D 4 _J j_ P_
11 PQ
D°
10 -p 6
9 rr_
Flow-cost = 7193 DSR =0.10
Figure 5.8: Layout of the 12 M/C problem

180
points as shown in figure 5.9 for deciding the most preferred layout. A point of interest is
that the layout in figure 5.6 is inferior to the fourth point in figure 5.9 (corresponding to
flow-cost = 5697, D S R = 0.51; when W 1=0.6, W2=0.4). This is consistent with the well
known result in Multi-objective programming (Malakooti (1989)t142l) where the solution
may not be efficient when one of the weights becomes zero. Since the procedure is
designed to have interactive capabilities, it can be used with existing layouts consisting of
machines that are prohibitively expensive to move and must therefore remain fixed.
The typical computer times taken on an IBM compatible PC/286 are as follows:
Problem: 6 M/C 12 M/C
Timerin seconds) 21 190
8000 T 1
7000" ^ s .
Eft T
© \ W \
I 6000- V fa \
5000 I » » • ' i • • • • i • i i i i i 'i i i i i i
0.0 0.1 0.2 0.3 0.4 0.5 0.6
Dead-space-ratio (DSR)
Figure 5.9: Non-inferior solutions for 12 M/C problem

181
However, the 12-machine problem was run on a PC/486 computer and the problem was
solved in just 5 seconds!. This implies the methodology is reasonably computer efficient
despite the fact that it enumerates many possibilities.
5.4.3 Application of the Procedure to the Case-study Problem of Springhill
Works
The construction algorithm developed was applied to the case-study problem of the BHP
Springhill works under a 'green-field' assumption, where no machines are initially fixed.
The dimensions of machines and the flow data used are given in Appendix-D tables D.4
and D.5 respectively. Only the machines are considered as blocks to obtain the layout. The
areas necessary for work-in-process (WIP) inventory in each production unit(except
despatch sections) are ignored at this stage, but considered subsequently when the layouts
are edited.
The Figure 5.10(a)shows the layout generated for the Springhill Works, when minimising
the transport-work has been considered as the only objective (ie. Wl=l, W2=0). A non-
inferior solution corresponding to W I = 0.7 and W 2 = 0.3, is given in figure 5.11 (a).
Figures 5.10(a) and 5.11(a), give only the locations, configurations and orientations of
machines. The corresponding edited layouts, resulting after including WIP areas, are given
in figures 5.10(b) and 5.11(b) respectively.
Table 5.1 gives the values of transport-work and DSR, when WI and W2 are varied
systematically. Figure 5.12 shows only the Pareto-optimal points corresponding to non-
inferior solutions in Table 5.1.
The layout of figure 5.10(a), gives a minimum transport-work but higher DSR value.
When this layout is edited by shifting SCA, C P C M and C L N units appropriately to provide
space for work-in-process inventory areas, Pre-CTM, Pre-CGL and Pre-CLN, and shifting

182
raw coil receiving (REC) and P D S areas upwards to reduce dead space below C P C M and
C G L lines, the value of transport-work has increased as can be expected, but a reduction in
D S R is achieved. There are many ways figure 5.10(a) can be edited to include W I P areas
into the layout. The figure 5.11 (b) needed an extension of the boundary of figure 5.11 (a) to
accommodate sufficient space for W I P inventories. The edited layout of figure 5.11(b)
provided much less transport work and a lower D S R value than the layout of figure
5.100b), and therefore is superior in the present case. Similarly, the layouts corresponding
to other non-inferior points in figure 5.12 can be edited and presented to the Decision
Maker to make a final decision.
Table 5.1: Solution Values When W I and W 2 are Varied
WI
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
W2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
Transport-work
(Tonne.m)
147938
160817
160817
156319
195269
195269
208518
203939
203939
278104
DSR
0.76
0.43
0.43
0.38
0.22
0.22
0.33
0.24
0.24
0.14
Non-inferior
solutions
*
*
*
*
*

183
as DP
fp CTM D\ PlW.nj;^ * ZEE ID 3HK P
D93
Transport-work = 147938. DSR = 0.76
Figure 5.10(a) : Layout for Springhill Works(Wl = l; W2 = 0)
a*w COIL
(3SCENHS) EL»1 DP
CPCM
PRE CGL
PRZ CTM p CTM D- n »
D3KS
:EHF1M psa EGL/
• K"'. I '
+ D 3KH
Transport-work = 223508 DSR = 0.65
Figure 5.10(b) : Edited Layout for Springhill Works

184
en CO Q
3 Q.
m
z en Q
en
5 en
2 en Q
J 4
C
- 3 CJ CJ
- a 0,
3 H U
a. en a
cue
3 CJ
<1 u en
d u CM
CJ
ft. ft.
CO m o
II
K w Q
• 02 H
[73
CO LO T—t
II
M u, o
1 -t-j
j-i
o a Ul
d cfl 5-4
H
n O 11 11
^
r> o II 11 rH ^
Cfi M u 0 ^
1 — <
1—4
•rH
rS M £
• p - l
PH 7]
u 0 «W
•+-J
3 o >, m r-1
. .
4-
cti rH
LO
QJ r-
. P ttf)
o Oftfi
CO
u o
rci
•rH
4-4
rH
o
II
« CO O
rH
T*
CO rH
O CX?
II
M u o £ 1
•+J rH 0 ft Kl qj
rH
rH
o <rH
^
rH rH •
LO b£
•rH
«*H
H-H 0
-P 2 0 >, cd rJ
-t-j •rH
T3 W
rO
rH
LO
QJ
u
si

185
300000
e o •M
u o ~ 200000 o Cfl
C 03
03 •4-4
O
H
100000 I I I I I I I I I I I I I
0.2 0.4 0.6 0.0 0.2 0.4 0.6 0.8
Dead Space Ratio
Figure 5.12 : Pareto- Optimal Points for the Case-Study Problem
5.5. Summary and Discussion
5.5.1 Summary
An interactive construction algorithm based on a conventional approach for solving
machine layout problems is presented. The procedure addresses many practical
considerations, such as, input and output locations of machines and their dimensions. The
procedure is especially suitable for layout problems in manufacturing organisations with
physically larger machines (one dimension is significantly larger than the other). The
algorithm provides good solutions through the use of computer power and the enumeration

186
configurations and orientations. The proposed procedure has addressed all issues that an
improved construction procedure should address. The procedure was implemented and run
on a PC/286 computer.
The results show that, it is computationally very reasonable despite the fact that it
enumerates many possibilities. Moreover, the procedure is a simple conventional method
which is easy to understand and implement on a personal computer. Hence small
companies could benefit from utilising the procedure on their micro computers. A
generalised example of 12 machines, with 110 flows between them, together with another
simple test problem of 6 machines, were chosen to demonstrate the applicability of the
procedure. The procedure was then applied to the case-study problem of the B H P Steel
Springhill Works under 'green-field' assumption and the resulting layouts are presented.
5.5.2 Strengths and Weaknesses of the Proposed Algorithm
The algorithm developed, as with any heuristic procedure, has its own strengths and
limitations. The following strengths can be claimed of the algorithm.
(1) The placement procedure searches for the best location among many candidate points
along the boundary of existing facilities giving the optimum location for placement of
the selected machine.
(2) The consideration of configuration and orientation when determining the best
location, provides comprehensive information on the optimum way to place and
orientate a machine.
(3) Explicit consideration of pick-up-and drop-off points of machines and the
consideration of many possibilities for the existence of pick-up and drop-off points
with respect to a machine configuration, made the algorithm very applicable to
realistic situations especially when the machines are of larger sizes.{When
lengths(widths) are longer than widths (lengths)}.

187
(4) The modelling of the problem as a bi-criterion problem of minimising the total
transport work and the dead-space-ratio, allows the procedure to provide a set of
alternative non-inferior solutions from which the Decision Maker would be able to
choose a layout according to his / her preferences. The consideration of dead-space-
ratio in the objective function, enables arrival at compact layouts when higher relative
weight(W2) is used. This has eliminated situations that have led to high dead-space-
ratios (a c o m m o n weakness of many construction algorithms).
(5) Further experimentation can be carried out considering site dimensions as parameters
and varying their values. If the site is a very restricted area, the specification of site
dimensions would ensure that the layout is confined to these specified limits.
(6) The ability of the algorithm to fix machines at user desired locations (interactive
feature) made it more appealing to situations where the user needs more control over
placing of vital machines. This is crucial when modifying existing layouts where the
extra high cost of relocation of a particular machine, would force the analyst to fix
such a machine at the existing location. Also, it is useful to fix certain areas such as
'Receiving' or 'Despatching', closer to public road/rail network.
(7) The layouts are constructed on a continuum. This is useful, in that any facility
dimensions and any range of facility dimensions can be considered. Further the
computer memory usage is less than the use of grid space.
(8) W I P areas are handled separately while editing the block layout given by the
algorithm. W I P areas are excluded when constructing the block layout using the
algorithm due to the following reasons:
(a) The algorithm considers rectangular shaped machines. W I P areas need not be
rectangular in shape.
(b) The alternative way of modelling, considering lower bounds for facility
dimensions to represent length and width of a machine and facility area to
represent total area of machine and WIP, may result in a layout where the W I P
space is allocated in a place not near to input and output points of the machine.

188
Due to the above reasons the present algorithm determines the layout considering only
the machine dimensions. The user can subsequently edit the layout to include W I P
areas appropriately, by making use of empty spaces, such that they are near the input
and output locations of respective machines.
The algorithm also has the following weaknesses:
(1) As in any other construction algorithm, the solution depends on the sequence of
selection of machines for placement.
(2) The W I P areas have to be inserted separately while editing the layout by the user.
Although this has advantages, it demands some work from the user. However, all the
computerised layout routines need the user to edit layouts to make them acceptable.
Therefore, the above factor cannot be considered as a serious limitation.
Alternatively, the user can include W I P areas into the machine dimensions and
specify machine dimensions appropriately, reducing the necessity of user
adjustments. However the solution as explained before may not be satisfactory in
practical terms.
(3) Since the placement routine starts at the centre, when there are no machines fixed and
when the site dimensions are narrow, a situation might arise where all the machines
can not be placed within the specified site dimensions. This limitation is c o m m o n to
most construction algorithms that start at the centre. However, consideration of larger
site dimensions and high values for W 2 in the bi-criterion objective function, would
result in a compact layout that fits into the original site area.
5.5.3 General comments on the use of construction procedures
The construction procedures are generally known to be inferior to improvement procedures
in terms of solution quality. However, improvement procedures need a starting solution,
which could be supplied by a construction procedure. Development of better construction

189
procedures is therefore important despite their weaknesses. The solution of construction
procedures depends on the sequence of the facilities selected for placement. Construction
algorithms start building the layout either at the centre or at the top-left corner with both
methods having their o w n merits and limitations. The use of transport-work (flow *
distance) as an approximation for materials handling cost, as considered by many layout
algorithms does not reflect the real materials handling cost involved with the layout.
Further research can be focussed on the following areas :
- Automated inclusion of WIP areas to the construction of layout using Artificial
Intelligence techniques.
- Use of better selection procedures to improve the quality of solution in the present form
of the algorithm.
- Development of an improvement algorithm which considers pick-up and drop-off
points, configuration and orientation of machines.
- Consideration of other practical factors such as the explicit consideration of material
handling, provision of aisles, and existing building structure, which might require the
use of Artificial Intelligence methodologies.
- The application of the 'cut tree' approach and the extension of Linear Programming
modelling frame work of Banerjee et. al.(1992)t17l to handle the type of problem
considered here.
***

CHAPTER 6
A GRAPH THEORETIC AND KNOWLEDGE-BASED APPROACH FOR DETERMINATION OF LAYOUTS
In this chapter the use of graph-theoretic method in developing layouts is discussed. A
new knowledge-based system is developed to convert a dual graph into a block layout.
The methodology is applied to solve the case-study problem under 'green-field'
conditions.
6.1 Introduction
Many algorithms have been developed to solve the facilities layout problem using graph
theory concepts and Chapter 2 described some of them. The general steps adopted in
graph theory based heuristics(Hassan and Hogg (1989)f85l) are:
a) Developing a maximal planar weighted graph ( M P W G )
b) Constructing the dual graph of the M P W G .
c) Converting the dual graph into a block layout.
The definitions of MPWG and the dual graphs are given in Chapter 2.
Many algorithms are available in the literature to develop MPWG and its dual graph.
Examples are Green and Al-Hakim(1985)t76], Foulds and Robinson(1978)[65] and Al-
Hakim(1991)f5l. The M matrix [76] provides a convenient way of representing both the
M P W G and its dual graph.
The third step of the graph-theoretic approach, that is converting the dual graph into a
block layout, has been a difficult task to implement in a computer. The difficulty has

191
arisen due to the fact that, during the construction of the M P W G , facility dimensions are
ignored. Therefore human intelligence is needed to convert a dual graph into a block
layout.
Very few attempts to computerise this third step have been reported. Hassan and
Hogg(1989) have reported one such attempt. It uses ALDEP's[190] vertical scanning
pattern and 'SHAPE'S (Hassan et. al.(1986)t87]) construction pattern. The procedure has
many limitations. As pointed out by Al-Hakim(1992)W, the procedure does not always
work to preserve the adjacencies of the dual graph and may fail to place all facilities in the
layout even for some small scale problems. Al-Hakim(1992)f4l has produced several
counter examples to prove his observations. In the same paper, Al-Hakim(1992)[4l has
proposed a modified procedure which groups facilities into classes, and then applies
Hassan and Hogg's (1989)[85^ method.
A Common observation of the results published in both papers is that, these
methodologies, while trying to arrive at adjacencies prescribed in the M P W G , have
resulted in final layouts having facilities with awkward shapes. Figure 6.1(a) shows
layouts produced by Hassan's and Hogg's(1986)f85^ procedure for a 7-facilities problem,
and Fig. 6.1(b) shows Al-Hakim's (1992)t4l solution to a more complicated 13-facilities
problem. In manufacturing environments, facility (machine) shapes are mostly regular
(rectangular). Moreover, having an awkward shape merely to attain the adjacencies
specified in the M P W G does not make any sense, if the machines cannot be fitted into
such a shape. In such a situation, it will be preferable to arrive at a layout with more
regular facility shapes, while satisfying the adjacency requirements as much as possible.
The lack of any proven methodology and the necessity of human intelligence for the
problem of converting the dual graph into a block layout, has made the problem an ideal
candidate for use of Artificial Intelligence (AI) methods. In an effort to use AI approach
for this purpose, it is possible to get some assistance from already published AI

approaches in facility layout.
3
5
7
1
4
6
Figure 6.1(a): Hassan & Hogg's(1989)f85l Solution for a 7 facilities Problem
6
11
13
8
4
9
10
5
7
3
2
12
Figure 6.1(b): Al-Hakim's Solution for a 13-Facilities Problem
The attempts on application of AI concepts in facilities planning range from pure expert
systems(Kumara et. al.(1988)l124l) to hybrid knowledge-based and analytical systems
(Joshi and Sadananda(1989)t106l, Heragu and Kusiak(1990)t94l). The system developed
by Abdou and Datta(1990)t1l, consists of rules for developing REL chart, selecting
layout type and material handling system, selecting layout algorithm and for checking
implementability. The rules are expressed in the form of TF, THEN, ELSE'. Kumara et.

193
al.(1988)t124l , have proposed a facility layout web grammar. Depending on the
application, rules related to hard constraints based on experience are transformed to a
facility layout web grammar. These web grammar productions are then used to construct
the facilities layout. A hybrid system proposed by Banerjee et. al.(1992)[19l represents
initial layout as a graph. After manipulating the graph (changing relative positions of
facilities) a linear programming problem is solved to obtain a layout. The automated
identification of empty spaces and other qualitative patterns are used to improve the
layout, (ex. reduction of empty spaces etc). Banerjee et. al.(1992)t19l have not used the
traditional graph theoretic approach (the use of adjacency graphs) in their layout design,
but have used the material flow graph, in manipulating relative positions of facilities.
In the algorithm presented in the next section, a facility layout web grammar is developed
using graph theory concepts and rules are represented in the form of 'IF, THEN, ELSE'.
The concept of empty space reduction is applied to improve the final layout. The
methodology arrives at regular facility shapes, while attempting to preserve the
adjacencies specified in the dual graph as much as possible and minimise the empty space.
The interactive feature incorporated assists the user to arrive at alternative layouts with
preferred dimensions.
6.2 A Knowledge Based System For Converting A Dual Graph Into A
Block Layout
The procedure proposed here aims at a layout with facilities having rectangular shapes
while satisfying adjacencies specified in the MPWG. A facility layout web grammar is
developed using M-matrix, and the developed layout is improved by identifying and
reducing empty spaces. The methodology consists of a selection procedure, placement
procedure, and a final adjustment procedure.

6.2.1 Notation
The following notation is used.
AJ
Ak
BRC(j)
CH
CV
E
EBG)
ERG)
Gi
kb
kr
LB
Lk
LF(j)
m(i,j)
P(j)x
P(j)y
S
TLC(j)
UB
Wk
Z
: Number of adjacencies preserved in the layout
: Total area of facilities in a set k
: Bottom right corner of facility j
: A horizontal cascade of facilities
: A vertical cascade of facilities
: Empty space area
: Expansion point below j
: Expansion point to the right of j
: A set of adjacent facilities of the facility i
: Bottom-most facility
: Right-most facility
: Lower bound
: Length of k
: Left limit for a facility placed below j
: Element (i, j) of the M-matrix
: X coordinate of vector P(j)
: Y coordinate of vector P(j)
: Set of currently fixed facilities
: Top left corner of facility j
: Upper bound
: Width of k
: Objective function value
Consider the partial layout depicted in figure 6.2. The positive direction of X and Y axes
are chosen as shown. The TLC and BRC are self explanatory. ER(i) gives the point
where another facility can be placed to the right of (i) (ex. ER(a) & ER(d)). Similarly

EB(i) gives the point where another facility can be placed below (i) (ex. EB(b) & EB(c)).
The LF(i) indicates the left limit for a facility placed below i (ex. LF(a) & LF(c)).
-• X
LF(c)
q ER(d)
>• ER(a)
BRC(a)
EB(c)
Figure 6.2 : Illustration of Notation
6.2.2 Selection Procedure
The selection process consists of selecting a central facility i, and selecting all facilities
adjacent to the central facility i, sequentially, such that, adjacent facilities form a chain
around the central facility i. Upon selecting a central facility i, a set of adjacent facilities
Gi is constructed using the M-matrix, so that, any two consequent elements in Gi, have
common dual points and they are adjacent to the central facility i. Consider the M-matrix
for the 7-facilities example problem of Hassan & Hogg(1989)t85l given in table 6.1. For
the central facility i =6, the dual points, in sequence, are (g,h), (h,j), and (j,g) which
corresponds to the facilities 2,7 and 3 respectively.
Therefore, Gi = ( 2, 7, 3).
The sequence in constructing Gi can start from the external facility (exterior), or from a
facility which is already fixed. A set S contains facilities already placed at any stage.
Initially, the set S contains only the exterior. Once all facilities in Gi are placed, i is

196
updated to the first facility in S whose adjacent facilities are not yet placed all.
Table 6.1 : M-Matrix for the 7-Facilities Test Problem
Facility
1
2
3
4
5
6
7
Area
10
External
14
6
2
12
12
MinD
1
-
3
1.5
0.5
2.5
2.5
M-Matrix
1
2
3
4
5
6
7
1
-
2
(d,e)
-
3
(a,b)
(f,g) -
4
(b,c)
0
(b,i)
-
5
(a,d)
(d,f)
(a,f)
0
-
6
0
(g,h)
<s,i> 0
0
-
7
(c,e)
(h,e)
(ij)
(i,c)
0
(j,h) -
Note: Min D = Minimum acceptable value for length / width
The first facility selected is the one having the minimum number of adjacencies, among
facilities adjacent to the exterior (infinite space). Ties are resolved by selecting the facility
having largest area. Then this facility will be the first central facility i. The remaining
facilities are selected as explained above. When the set S contains all the facilities to be
placed, the selection procedure ends.
6.2.3 Placement Procedure
The placement procedure consists of rules for placement, determination of facility
dimensions, calculation of location vectors, and realigning adjacent facilities.
6.2.3.1 Placement rules
The placement is carried out using the web-grammar rules developed as follows, based
on the M-matrix. The first facility selected is placed at the top left corner.

For subsequent facilities the following procedure is applied. For any central facility i
selected, Gi is constructed, and the elements of Gi are arranged in sequence. The
sequence can start from the exterior (if facility i is adjacent to the exterior) or from a
facility in S (the earliest element in S which is an element of Gi). The first facility j in Gi
is selected such that j is not in S. The following web grammar rules are then followed.
(R6.1) i -> j : place j to the right of i, if j is the first non-placed facility in Gi
and ER(i)y < BRC(i)y.
(R6.2) i : place j below i, if Gi contains only two non-placed facilities and
j is the last of the two. I J
(R6.3) i->j : place j to the right of i, if ER(i)y < BRC(i)y and the number of
facilities remaining to be placed in Gi is more than 2.
(R6.4) i : place j below i, otherwise.
I If all the remaining facilities cannot be placed below i, an empty space strip of narrow
width, Wes, (default value is 0.5) is provided to represent access to those facilities from
the central facility i, and the placement is continued below i.
6.2.3.2 Determination of facility dimensions
Facility dimensions should satisfy requirements for area A), lower and upper bounds for
length (L) and width (W). For any facility selected, appropriate values for L (length) and
W (width) must be chosen such that,

LLB<L<LUB (6.1)
W L B < W < WuB (6.2)
L*W = A (6.3)
For the initially selected facility, default settings of L and W are such that L = W. For
subsequent facilities, L and W are determined using the following rules.
(R6.5) IF (R6.1) or (R6.3) rules are used for placing facilities and the
number of facilities in Gi (which are not fixed) is less than or
equal to 3,
T H E N Lj and W j are as follows:
IF ER(i)y < BRC(i)y;
T H E N set W j = BRC(i)y-ER(i)y (6.4)
Use equation (6.3) to calculate Lj.
O T H E R W I S E set Lj = W j ,
Calculate Lj and W j using equation (6.3).
(R6.6) IF (R6.2) or R(6.4) rules are used for placing facilities and
the number of remaining facilities in Gi =1,
T H E N set Lj = EB(i)x - LF(i)x, (6.5)
Use equation (6.3) to calculate W j .
(R6.7) IF there are more facilities in G(i) to be located, and,
(EB(i)x-LF(i)x) < Lj
T H E N revise Lj such that
Lj=(Eb(i)x-LF(i)x-W_es), (6.6)
Use equation (6.3) to calculate W j .

If the bounds are such that placing is impossible, then placing of that facility can be
postponed. At the end of the placement checks are made to verify whether all facilities are
placed. A n y left over facility (j) is placed adjacent to a facility (k) which has a non-zero
entry m(i, j) in the M-matrix.
6.2.3.3 Calculation of Location Vectors
Location vectors of the selected facility are calculated as follows. Initially, the direction
of expansion for EB(i) is from right to left (<--).
For the first facility(i) selected,
TLC(i) = {0,0}
BRC(i) = {L(i),W(i)}
ER(i) ={TLC(i)x+L(i),TLC(i)y}
EB(i) = BRC(i)
LF(i) = {TLC(i)x , BRC(i) y }
For any subsequent facility j selected, associated with a central facility i,
are calculated as follows.
(R6.8) IF (R6.1) or (R6.3) rules are used for placement
T H E N LC(j)=ER(i) (6.12)
ER(j)={TLC(j)x+L(j), TLC(j)y} (6.13)
(R6.9) IF (R6.2) or (R6.4) rules are used for placement and no empty
spaces are provided deliberately for any previous facilities in
Gi, or the direction of expansion for EB(i) is <--,
T H E N
TLCCJ) = {EB(i)x-L(j), EB(i)y} (6.14)
ER(j) = {TLC(j)x+Lj, Min { BRC(j)y, BRC(k)y }} (6.15)
where k is the last placed facility in S
(6.7)
(6.8)
(6.9)
(6.10)
(6.11)
location vectors

200
(R6.10) OTHERWISE,
TLC(j)={EB(i)x,EB(i)y} (6.16)
ERG) = {TLCG)x+Lj, BRCG)y} (6.17)
(R6.11) FOR ALL CASES:
BRCG)={TLCG)x+LG), TLCG)y+WG)} (6.18)
EBG) =BRCG). (6.19)
LFG) = {TLCG)x + BRCG)x } (6-20)
Updating EB(i) and ER(i) is achieved as follows:
(R6.12) IF the rule (R6.8) is used for calculating location vector of
the facility j
T H E N
ER(i) = {TLC(j)x,BRC(i)y} (6.21)
EB(i) remains unchanged.
(R6.13) IF the rule(R6.9) is used for calculating the location vector of j and
no empty space is provided deliberately,
THEN
EB(i) = {TLCG)x,TLCG)y} (6.22)
ER(i) remains unchanged
(R6.14) OTHERWISE,
IF ERG)y<BRC(i)y
T HEN EB(i) = {EB(i)x, ER(j)y} (6.23)
EB(i) is expanded in ~> direction for any subsequent facilities.
For any subsequent facilities in Gi,

EB(i)= {BRC(j)x, TLC(j)y}. (6.24)
OTHERWISE set EB(i)= BRC(i) (6.25)
Once all facilities in G(i) are placed, an empty strip of width W_es, and
length{Max (BRC(k)x - TLC(k)x) I for all k below i} is provided.
Updating Vectors of Upper and Left Facilities:
(R6.15) IF There is a facility (k) just above the newly placed facility j,
THEN LF(k) = {BRC(j)x, LF(k)y } (6.26)
(R6.16) IF there is a facility(k) adjoining and to the right of newly placed
facility j
THEN ER(k) = {BRC(k)x, BRCG)y} (6.27)
6.2.4 Realignment Procedure
Realignment is performed for neighbouring facilities, if their right edges or bottom edge
are misaligned with each-other by an amount less than an acceptable value D.
6.2.5 Final Adjustment Procedure
This consists of automated identification of empty spaces and adjustments of facilities to
reduce the empty spaces. For the purpose of identifying and reducing empty spaces the
boundaries of the rectangular envelope containing all the facilities are defined as follows.
Right boundary = Max{ BRC(k)x I k e S} (6.28)
Bottom boundary = Max{ BRC(k)y I k e S} (6.29)
where S is the set of facilities.

202
Empty spaces may exist mainly
a) adjacent to top boundary
b) adjacent to left boundary
c) adjacent to right boundary
d) adjacent to bottom boundary.
Although the algorithm (placement procedure) deliberately provides empty spaces on
certain occasions, no effort is made to reduce those empty spaces at this stage, since they
are for providing access between relevant facilities.
Empty space correction is carried out by one or a combination of the following actions
with respect to relevant facilities.
- expanding width upwards (in case (a) above)
- expanding length leftwards (in case (b) above)
- moving extreme facilities to empty space adjacent to right boundary / bottom
boundary whenever possible (in case (c) and (d)
- expanding widths / lengths of a set of facilities (a cascade) simultaneously (in case (c)
and (d).
The empty space identification and reduction in each of the possible cases are explained
below in detail:
6.2.5.1. Empty Space Adjacent to Top Boundary
If an empty space exists to the right of a facility i, which is adjacent to the top boundary,
then, a facility j which is nearest to the top boundary and to i, whose TLCG)x >= Er(i)x
is searched. The width of j is increased, filling the empty space as much as possible
subject to bounds on length and width, and any bounds on aspect ratio (length / width).
The default value used for aspect ratio in the present study is (1/4). W h e n the width is

increased, length is decreased, hence the resulting vacuum is filled by moving leftwards
all facilities to the right of j and above BRC(j)y.
6.2.5.2. Empty Space Adjacent to Left Boundary
Any empty space below a facility i which is adjacent to the left boundary can be reduced
by expanding the length of the facility j which is immediately below i and nearest to the
left boundary. The expansion of the length of j is carried out leftwards, until the empty
space is filled or the limits on bounds are attained. The resulting empty space below j is
filled by moving all facilities below j and left of BRCG)x, upwards.
6.2.5.3. Empty Space Adjacent to Bottom Boundary
Any empty space below a facility (i), which extends up to the bottom boundary can be
reduced by the following methods.
a) The bottom-most facility Otb) can be moved to the right of facility j which is currently
above (kb), provided such a move is feasible and would result in less empty space.
b) The width of right-most facility(kr) can be Increased by a feasible amount which
would result in less empty space.
c) The lengths of a vertical column of facilities, which includes the facility (i), can be
reduced simultaneously.
The placement algorithm described earlier has a nature which results in a layout of
facilities arranged in rows and columns. This can be exploited to reduce empty space by
adjusting a vertical(or horizontal) column of facilities simultaneously.

204
A column of facilities(CV), which lies above and below facility i, can be identified as
follows.
For any j, if TLCG)x > TLC(i)x and BRCG)x <BRC(i)x
then j can be an element of CV.
The set C V can be modified to obtain a new C V , such that, there is a common edge
between adjacent facilities in CV, and no two members of C V are parallel in the vertical
direction.
Let the total area of facilities in CV be Acv.
The Upper limit of C V = TLC(k)y where k is the top facility in CV.
Set the width of C V = Bottom boundary - Upper limit
Then the length of C V , Lev = Acv / Width of CV;
N o w set the length of each facility j in C V = Lev. The width of j can be calculated
using equation (6.3).
If the bounds on dimensions create any problems for arriving at common lengths, the
Lev can be set to the maximum lower bound of the facilities in CV, and the procedure
can be continued.
Once an adjustment is made, all facilities which are to the right of CV and below Upper-
limit, can be moved to the left by an amount equal to the reduction in length of C V (after
adjustment). This process would result in a reduction of empty space between the bottom
boundary and the facility i.
6.2.5.4 Empty Space Adjacent to Right Boundary
The empty space between a facility (i) and the right boundary can be reduced in the
following ways:

205
a) The application of a) and b) in section 6.2.5.3 would reduce the empty space adjacent
to the right boundary in addition to reducing empty space adjacent to the bottom
boundary.
b) The widths of a horizontal row of facilities which include the facility i (a horizontal
cascade) can be reduced simultaneously, so that the empty space between i and the
horizontal boundary is a minimum amount. A horizontal row C H , comprising
facilities which are either at the left or right of i, can be identified as follows.
For any j, if TLCG)y > TLC(i)y and BRCQ)y < BRC(i)y,
then j is an element of CH.
CH can be modified to obtain a new CH, such that there is a common edge between
adjacent facilities in C H , and no two members of C H are parallel in the horizontal
direction. Facilities which violate the above requirement are discarded from C H .
Let the total area of facilities in CH be Ach.
Left limit of C H = TLC(k)x, where k is the left-most facility in C H .
Set the length of C H = Right Boundary - Left-limit
Then width of C H (Wch) = Ach / length of C H
N o w the width of each facility j in C H is set equal to W c h
Then Length of j is calculated using the equation (6.3).
Once an adjustment is completed, all facilities which are below CH are moved
upwards to fill the gap formed as a result.
c) If the right-most facilityOfl-) is in the last row, increasing the width of the facilities in
the last row simultaneously, would create a possibility to move the right boundary
leftwards. This would reduce the empty space between other facilities and the right

boundary.
Let the second right most facility (ks) be such that, BRC(ks) x < BRC(kr)x,
then the empty space adjacent to the right boundary can be reduced by adjusting a
horizontal cascade of facilities so that, new BRC(kr)x = BRCQcs)x = Right boundary
The procedure begins with finding a horizontal cascade CH comprising the facility
Qcr) as in (b). The only difference here is that, the length of C H is set to :
BRC(ks)x - Left limit.
The rest of the calculations are carried out as before. However, there is no need for
shifting of any facilities below(kr), since no facility exists below(kr) in this case. The
effect of this procedure will be an expansion of the width of the cascade C H (unlike
case (b) where it was a contraction).
6.2.6 Objective Measure
The primary aim of the algorithm is to arrive at a layout which offers regular (rectangular)
facility shapes. However, this could create a situation where all the adjacencies specified
in the dual graph may not be preserved in the layout. Further, empty spaces might result
inside the rectangular envelope enclosing all of the facilities.
The methodology attempts to preserve the adjacencies specified in the dual graph as much
as possible, while minimising empty space. Malakooti (1989)t142^ has analysed a
weighting method to model multiple objectives in the facility layout problem. Thus, the
present problem can be modelled as that of maximising,
Z = a(AJ)-(l-oc)E
Where AJ = Number of adjacencies (specified in the dual graph) preserved in the layout
E = Total empty space area
a = User specified weighting factor (0 < a < 1)

207
The proposed methodology, first attempts to place facilities in such a way that all of the
adjacencies specified in the dual graph are preserved in the layout, using the placement
procedure. Then it attempts to reduce the empty space. Hence, in effect, it attempts to
maximise Z.
6.2.7. Generation of Alternative Solutions
Alternative layouts can be developed interactively using the proposed methodology. The
first solution will be the solution after the placement procedure (before attempting the ES
reduction). Then at the end of each step of ES reduction, the objective function (Z) is
evaluated and the best solution is retained (in terms of the objective function value). If
this (optimum) solution has a facility with an undesirably low dimension (say width)
then, the user can be asked to specify the desired width. Then, while maintaining the
specified dimension, the E S reduction can be attempted. This would give an alternative
layout with user satisfied aspect-ratios for the facilities, although it may be slightly
inferior to the optimum solution found earlier in terms of the objective measure. The
procedure is repeated for any other undesirable facility.
6.2.8 Steps of the Algorithm
The steps of the algorithm in summary form are as follows.
1. Obtain M P W G , its dual and M matrix. Identify the External facility. Initialise set S to
S={External facility}.
2. Select the first facility (i), and place it in the top left corner. Calculate L, W , and
location vectors. Update S.
3. For central facility i, find Gi, arranged in sequence.
4. Select the first facility j from Gi, which is not yet placed. Decide whether j should be
located to the right or below i using the web grammar rules (R6.1 - R6.4). Find L,W,
and location vectors for j. Update S.

208
5. Repeat step 4 until all facilities in Gi are placed. Realign adjacent facilities if possible.
6. Update i to the first facility in S whose adjacent facilities are not all placed. Repeat
step 3-6 until all facilities are placed. Evaluate the objective function Z.
7. Identify and reduce empty spaces as follows:
7.1 Find the right and bottom boundary of a rectangular envelop which encloses all
the facilities.
7.2 Identify and reduce empty spaces adjacent to the top boundary. Repeat the
process until no empty space is available or no further adjustment is possible.
Update all vectors ER, Eb, LF, T L C , and B R C of all facilities. Update the right
boundary.
7.3 Identify and reduce empty spaces adjacent to left boundary. Repeat the process
until no empty space is available or no further adjustment is possible. Update
vectors and the bottom boundary.
7.4 Reduce empty space, (if any), below right-most facility(kr) by increasing the
width of fkr), if possible [procedure 6.2.5.3(b)]. Adjust a vertical cascade
comprising fkr) to reduce empty space ,if any left, belowfkr). [apply procedure
6.2.5.3(c)]. If Ckr) is in the last row, attempt to increase width of a horizontal
cascade comprising(kr). [procedure 6.2.5.4.(c)]. Update vectors and right
boundary.
7.5 Reduce empty space adjacent to right boundary by adjusting a horizontal
cascade of facilities [procedure 6.2.5.4(b)]. Update vectors. Repeat until no
further reduction in empty space is possible.
7.6 Reduce empty space adjacent to the bottom boundary as follows.
a) Attempt to move the bottom-most facility to right and up, if possible
[apply procedure 6.2.5.3(a) ]. Update vectors and bottom boundary.
b) Attempt to adjust a vertical cascade of facilities [procedure 6.2.5.3(a)].
Update vectors and right boundary . Repeat until no further reduction of
empty space is possible.
7.7 Repeat steps 7.1 - 7.6 until no empty space to reduce or the improvement in

empty space reduction in two consecutive cycles is less than 5%. Evaluate Z.
8. Ask the user for any undesirable dimensions in any of the facilities. If there are any,
ask the user to specify the desirable dimension for that facility. Repeat step 7, while
maintaining the specified dimension for the specified facility. Otherwise stop.
Note: In many situations, one cycle would eliminate almost all empty spaces, while
there may be no need to implement steps 7.2 and 7.3. However, when bounds are
specified for lengths and widths, it could be impossible to reduce empty spaces
beyond a certain limit
A flow chart of the algorithm is given in figures 6.3 and 6.4. The algorithm is coded in C
programming language.

C START ^
Obtain M P W G , its Dual graph and the M-Matrix
I Set S = {External facility}
I Select the first facility G)
I Place j in the top left corner. Calculate L,W, and location vectors
I Update S = S U { j }
I Central facility (i) = j
I FindGi from M matrix Arrange Gi such that two adjacent elements of Gi has common dual points
E Select first facility G) m Gi which is not yet placed t ye
Decide the location to place j using rules Q3.6.1 - R6.4)
1
N o
Find L,W, and location vectors of j
Realign the placed facilities if feasible
Set i ,to the first facility in S whose adjacent facilities are not all placed yet.
©
Figure 6.3 : Flow Chart of the Algorithm for Converting
a Dual Graph into a Block Layout

g> Get an unplaced facility (k)
I Find an already placed facility with common edge with (k),and sufficient space for k
I Locate k, calculate location vectors
Apply the empty space reduction procedure
I Evaluate Z
I Calculate total empty
spacf
Fix the concerned dimension at specified value 3d ;
Ask the user for desirable minimum dimension
W
No
Figure 6.3 Contd.

212
( START J
Find the right & bottom boundaries
>
Increase the width of a facility just below the ES, upwards subject to bounds to reduce the empty space.
.No
Yes Yes
Increase the length of a facility just right of ES, leftwards subject to bounds to reduce ES
d> Figure 6.4 : Flow Chart for Empty Space Reduction

N o
Adjust a horizontal cascade comprising fkr). Increase widths
Calculate right and bottom boundaries
Yes 1 Increase the width of (kr) downwards subject to bounds
Update right boundary
Adjust vertical cascade comprising (kr) to reduce E S
No
Adjust a horizontal cascade comprising a facility G), just left of the E S subject to bounds
Figure 6.4 Contd.

Attempt to move the bottom most facility (kb) to the right of fk) which is just above(kb)
Confirm new place of (kb). Update vectors and bottom boundary
Adjust a vertical cascade comprising a facility G) just above theES
Calculate vectors and update right boundary
Figure 6.4 Contd
Yes
Figure 6.4 Contd.
6.3 Experiments and Results
T w o example problems are chosen to illustrate the proposed methodology. The program
coded in C is used.

215
6.3.1 Example 1: A Seven Facilities Problem:
The seven facility problem used by Hassan et.al.(1989)t85^ is considered here. The data
on facilities and the M matrix developed for the M P W G are as shown in table 6.1.
First facility selected = 6 (the facility having the minimum number of adjacencies)
The table 6.2 summarises the steps in developing the layout.
Table 6.2: Calculations for the 7 -Facilities Problem
Central
Facility
2
2
6
6
7
7
3
Gi
_
1,7,6,3,5
2,7,3
2.7.3
2,1,4,3,6
2,1,4,3,6
2,6,7,4,1,5
Selected
Facility (j)
_
6
7
3
1
4
5
S
2
2,6
2,6,7
2,6,7,3
2,6,7,3,1
2,6,7,3,1,4
2,6,7,3,1,4,5
LG)
External
3.5
3.5
3.5
2.9
3.5
0.9
WG)
3.5
3.5
4.0
3.5
1.8
2.2
Figures 6.5 (a), (b) and (c), show the layout after placing adjacent facilities around
central facilities 6, 7 and 3 respectively. Figure 6.5 (c) is the layout after the placing step.
The fig. 6.5 (d) and 6.5 (e) shows the layout after empty space correction stages. The
resulting final layout is as shown in fig.6.5(e), with Z = 7 (for a = 0.5).
The layout in fig.6.5(e), while arriving at rectangular shapes, preserved all but one of the
adjacencies specified in the M - matrix. The facilities 3 and 1, which are supposed to be

216
6
3
7
2
6 7 1
4 3 I
(a) 00
(0.0)
6
3
7
4
5II
1
•
B (c) (9,9,7.6)
(°i°2
6
3
7
4
5
l
(d) (8.3,7.6)
(0,0)
6
3
7
4
5
1
(e) (7.5.7.6)
6
3
7
4
5 »
1
^
(f)
(10.5.5. a)
1 Empty Spaces
Figure 6.5: Layout for the 7-Facilities Problem

217
adjacent, do not have a common edge between them, but they are mutually accessible via
the external facility 2. Thus for all practical purposes, they can be considered as adjacent.
The computer time taken to arrive at this solution was 1.3 seconds on an I B M PC/286.
The procedure arrives at a layout with no empty spaces.
Suppose the decision maker, when presented with the above solutions, required the
length of the facility 1 to be increased (say to 2 units) and the width of the facility 5 to be
increased to achieve a near rectangular shape. Using the interactive mode (step 8) the
algorithm produces the layout shown in figure 6.5(f), with some empty spaces. The
corresponding value of the objective function is 4.5 (for a = 0.5).
Table 6.3 shows how the solution given in figures 6.5(c), 6.5(d), 6.5(e) and 6.5(f)
perform for 3 different values of a. The Zmax gives the value of Z for an ideal solution
(ie. All of the adjacencies specified in the dual graph are preserved whilst no empty
spaces result). W h e n a is too low (ie. empty space reduction is more important), the
most preferred layout becomes fig.6.5(e). W h e n a is too high (ie. preserving the
adjacencies is more important) the most preferred layout becomes fig.6.5(c). However,
if the decision maker wishes to arrive at a layout with a better appearance (better aspect
ratio), he may wish to sacrifice the quality of solution in terms of the objective measure,
and prefer a solution as shown in fig. 6.5(f).
6.3.2 Example 2: A Thirteen Facilities Problem
A more complex 13 facility problem from Giffin et. al(1986)t7°l is chosen to
illustrate the flexibility of the method. The data are as given in table 6.4 while Fig. 6.6
shows the dual graph derived for the problem.

Table 6.3 : Objective Measures (Z) of Solutions for the 7 - facility Problem
Solution
Fig. 6.5(c)
Fig. 6.5(d)
Fig. 6.5(e)
Fig. 6.5(f)
Z(max)
AJ
15
14
14
14
15
E
18.7
7
0
5
0
Objective Function Value (Z)
a
0.01
-18.4
-6.8
0.14
-4.81
0.15
0.5
-1.9
3.5
7
4.5
7.5
0.99
14.7
13.79
13.9
13.81
14.85
Note : AJ = Number of adjacencies preserved
E = Area of empty space.
Table 6.4 : Areas for the 13-Facilities Problem
Facility
Area
MinD
1
*
-
2
4
1
3
4
1
4
18
2
5
6
1
6
36
4
7
25
3
8
4
1
9
4
1
10
6
1
11
4
1
12
27
3
13
6
1
Note: * - External (facility)
Min D - Minimum acceptable value for length / width
Figure 6.6 Dual Graph for the 13-Facilities Problem

The table 6.5 summarises the steps in developing the layout.
Table 6.5 : Calculations for the 13 Facilities Problem
Central
Facility
-
1
9
9
8
Gi
-
2,3,7,9,8,
11,6,12
1,8,7
1,8,7
2,11,7
Selected
Facility G)
-
9
8
7
11
S
1
1,9
1,9,8
1,9,8,7
1,9,8,7,11
Realignment possible at this stage : Adjust 7 such that
7
7
7
7
7
7
7
7
(1,9,8,11,6
13, 4, 10, 5,
12, 2, 3) a
a
a
a
a
a
a
6
13
4
10
5
12
2
3
1,9,8,7,11,6
1,9,8,7,11,6,13
",4
",10
", 5
", 12
", 2
",3
LG)
external
2
2
5
2
L(7) = 6
8.8
2.5
4
1.5
1.5
7.8
2
2
W(j)
2 I
2
5
2
W(7) = 4.2
4.2
2.4
4.5 !
4
4
3.5
2
2
The resulting layout is as shown in figure 6.7(a) with an objective function value,
Z = -27 (when a = 0.5). Applying the empty space reduction procedure would result in
the figure 6.7(b) as the final layout with rectangular facility shapes and a small amount of
empty space. The objective function value Z = 10 (for a = 0.5). The maximum possible
value for Z (at a = 0.5) is 16.5. The total time taken for arriving at this final layout on an
I B M PC/286 computer was 3.6 seconds.
Suppose the decision maker wishes the lengths of 2 and 3 to be increased to some

preferred values (say at least 2 units). Then step 8 of the algorithm produces an
alternative layout, as given in figure 6.7(c), with Z = 6.5 (for a = 0.5). The objective
function decreases due to the rigid imposition of the preferred lengths for facilities 2 and
3, resulting in more empty spaces.
Table 6.6 shows the objective function value corresponds to the figures 6.7(a), 6.7(b)
and 6.7(c) for different values of a. W h e n a is low (ie. empty space reduction is more
important) the most preferred layout becomes figure 6.7(b). W h e n a is high (ie
preserving adjacencies are more important), the most preferred layout becomes fig.
6.7(a). The decision maker can compare the objective measures against his preferences
before making a final decision.
Even though this problem is a special problem having an umbrella effect (facility 7 has
edges with all the remaining facilities in the dual graph as shown in figure 6.6), the final
layout achieved many of the adjacencies specified in the dual graph (see fig. 6.7), except
for a few. From facility 7, all other facilities which are not adjacent, are accessible via the
external facility. The algorithm deliberately provides a strip of empty space for access
during the placement procedure, if there are no c o m m o n edges between facilities which
are required to be adjacent according to the dual graph. This step would serve problems
having facilities with the umbrella effect satisfactorily. During the E S reduction
procedure, such empty spaces are eliminated only if they are adjacent to the exterior.
Then, such an empty space strip becomes unnecessary as these facilities can be accessed
via the exterior.

221
(0.0)
(14.8,15.6)
(a)
(o.o)
9 8 11
7
10
6.
4
5
Hi 12
13
2 3
(11.9,12.?)
,o) 9 8 11
7
1
6
10 4
5
SA/Ayy
VAA%
12
2
13
3
• (b)
(11.9,13.2)
(c)
'/Attt Empty spaces
Figure 6.7 : Layout for the 13 Facilities Problem

Table 6.6 : Objective Measures of Solutions for the 13 Facilities Problem
Solution
Fig. 6.7(a)
Fig. 6.7(b)
Fig. 6.7(c)
Zfmax)
AJ
33
27
26
33
E
87
7.1
13
0
Objective Function Value (Z)
a
0.01
-85.8
-6.8
-12.6
0.33
0.5
-27
10
6.5
16.5
0.99
31.8
26.7
25.6
32.7
Note : AJ = Number of adjacencies preserved
E = Area of empty space.
6.4 Application of the Procedure to the Case-Study Problem
The methodology developed is applied to the case study problem described in Chapter 3.
Since graph theory based algorithms consider the exterior as a facility (external facility),
the REL chart previously developed is updated to show the relationships of various
machinery to the exterior (figure 6.8). The flow data and the facility dimensions are as
given in Appendix-D.
6.4.1 Development of Relationship Graph
In order to apply the methodology presented in section 6.2, the relationship graph and its
dual graph are required to be developed. The dual points are then represented in the M-
matrix, which is used as an input to the developed system. Here, the construction
procedure suggested by Green and Al-Hakim(1985)[76], which is briefly described in
Chapter 2, is used to develop the relationship graph. The following numerical weights
are used in place of relationship letters, when applying the procedure.

Relationship: A E I O U
Weight 64 16 4 1 0
Figure 6.9 shows the resulting relationship graph for the SPH plant. An observation on
figure 6.9 reveals that some of the edges do not carry any weight. (The above graph
resulted due to the nature of the algorithm which inserts a facility (a vertex) into a face
surrounded by a triangle of 3 facilities, and introduces edges joining the newly inserted
facility to all other 3 facilities). Therefore, a simplified graph is obtained from figure 6.9,
by eliminating edges which do not carry any weight. This graph is shown in figure 6.10.
Although the graph in figure 6.10 is not a 'maximal planar weighted graph1, by
definition, it really has the same weight as figure 6.9, hence for all practical purposes,
can be treated as a maximal planar weighted graph.
6.4.2 Development of the Dual Graph
The dual graph of the Relationship graph given in figure. 6.10, is developed using the
definition of dual graphs given in Chapter 2, and is shown in figure 6.11. For
comparison purposes, the dual graph of the original Relationship graph (figure 6.9) is
shown in figure 6.12.

224
1
2
3
4
5
6
7
a
RECEIVING
PKL
CPCM
CGL
CLN
SCA
CTM
TLL
9 EGL
10
11
12
13
14
15 16
17
18
19
SPL
SHR
SLT
PPN
PKS
DSNC
DSNS
DSS
DSP \
EXTERIOR
Only the material is considered
flow
NOTATION
A Absolutely necessary E Especially important I Important 0 Ordinary closeness U Unimportant
(all blank cells represent 'U')
Figure 6.8 : REL - Chart for Springhill Works

225
Figure 6.9: Relationship Graph for Springhill Works

226
Figure 6.10: Revised Relationship Graph for Springhill Works

Figure 6.11: Dual Graph of the Revised Relationship Graph for Springhill Works

228
d27 d26
Figure 6.12: Dual Graph of the (Original)Relationship Graph for Springhill Works

229
6.4.3 Conversion of the Dual Graph into a Block Layout
The dual graph shown in figure 6.11 is used to convert into a block layout. The dual
points constitute elements of the M-matrix, which is used as an input to the procedure
described in section 6.2. Additionally, bounds on dimensions and area requirements of
facilities are considered.
Fig. 6.13 shows the layout developed using the methodology described in section 6.2,
after the placement procedure. The empty space reduction procedure did not give
significant improvement because of the bounds imposed on length and width of facilities.
However, a much greater reduction of empty space is achieved by exploiting the special
nature of the problem concerned. The methodology presented in section 6.2 assumes
rectangular shapes for all facilities. However, the facility no. 1 (Receiving area: raw coil
storage area), need not be rectangular. Therefore, the empty space below facility 7
(Figure 6.13), can be used effectively for facility 1. Further, since the facility 16
(Despatch-Sheet area) has more relationship with the facility 13 (Packing), it can be
placed closer to 13. Since the algorithm used for generating the relationship graph is a
construction procedure, it ended up providing an edge between facilities 16 and 5, and
no edge between 16 and 13, whereas, the R E L chart specifies a better relationship
between 16 and 13. In figure 6.13, the facility 16 is adjacent to 5, since the proposed
procedure utilises the relationship graph.
Considering these minor changes, the layout in fig.6.13 can be improved by reducing
empty spaces, to obtain the layout shown in fig. 6.14. The table 6.7 shows the number
of adjacencies achieved, empty spaces and the value of the objective function for three
different values of a. W h e n a is greater than 0.77, the preferred layout becomes figure
6.13, while for any a < 0.77, the layout in figure 6.14 proves to be superior in terms of
the objective measure Z.

230
Cfi
M »-( n &
d-d I — 1 • r H
fcm ti •rH
U ft Ul
u 0
+J
2
QJ >H
3 T3 01 CJ o u C14
+J
CO
a OJ CJ CC r—1
cu Cl)
o
CO
CD
CJ
WJ
fa
u u a ft a B w
1
Vi
X u 0
p — 1
>-
W) a ft CO
u 0 (4H •4-9
3
0 • p-i
O 3 CO K CO CJ cd ft w
$ ft
El w u CO >1 «M
co CO
bu •»-(
fa

Table 6.7 : Objective Measures of Solutions for the Springhill Works Problem
Solution
Fig. 6.13
Fig. 6.14
Z(max)
AJ
37
25
45
E Q O O O
Sq. m )
56.11
15.18
0
Objective Function Value (Z) j
a
0.01
-46.8
-11.2
4.5
0.5
-9.6
4.9
22.5
0.99
27.7
21.0
40.5
Note : AJ = Number of adjacencies preserved
E = Area of empty space.
6.5. Summary and Discussion
In this chapter, the application of graph theory concepts to solve the facilities layout
problem is investigated. Major attention is given to development of a new methodology to
convert a dual graph into a block layout. This has been considered as a difficult problem
to implement in a computer because it needed the human intelligence. A knowledge-based
system consisting of a set of 'web grammar' rules is developed from graph-theoretic
concepts. The primary aim is to arrive at regular facility shapes. T w o objectives
considered are, maximising the preservation of the specified adjacencies in the dual
graph, and minimising the empty space in the layout. The proposed methodology
consists of a selection procedure, placement procedure, and a final adjustment procedure
through the reduction of empty spaces. The methodology has an interactive feature,
which enable the users to develop alternative layouts and compare them before making a
final decision. The algorithm is coded using C programming language. Two example
problems which appeared in the literature, have been chosen to illustrate the procedure.
Finally, the case study problem of the Springhill Works consisting of 19 facilities
(including the 'exterior') was solved using the proposed methodology, with the help of
Green and Al-Hakim's (1985)t76^ algorithm to develop the dual graph.

6.5.1 Strengths and Weaknesses of the Proposed Methodology
The proposed methodology has the following strengths:
a) The methodology can be used to convert a dual graph into a block layout, regardless
of the way the dual graph is developed.
Although the construction algorithm suggested by Green and Al-Hakim (1985)t76l has
been used in the case study to develop the dual graph, in the two example problems
the dual graphs or M matrix presented in the respective literature are used.
b) Rectangular shapes for facilities are achieved.
In the case of manufacturing environments, most of the facility shapes are rectangular,
except for storage areas, which can be irregularly shaped. The proposed methodology
arrives at rectangular shapes. However, the layouts can be edited to allow irregular
shapes (as in the case study).
c) Bounds on dimensions are considered.
The proposed methodology determines, the facility dimensions within the lower and
upper bounds if specified for lengths and widths of individual facilities. The case
study problem illustrates, the ability of the methodology to handle bounds on
dimensions.
d) Reduces empty spaces.
The algorithm attempts to reduce empty space inside a rectangular envelope enclosing
all the facilities. Although the empty space reduction is only partially automated, it
reduces the empty space considerably for most problems, as shown in example
problems. Even during the case study problem, the problem specific characteristics are
exploited to achieve a further reduction of empty spaces manually.
e) Layouts are constructed on a continuum.

233
This has advantages, that any facility size, and a wide range of facility sizes can be
considered, and rectangular facility shapes can be arrived at, with much less computer
memory space.
The following weaknesses are also observed in the proposed methodology.
a) Some of the adjacencies specified in the dual graph are not preserved in the final
layout.
This is a general weakness of the whole graph-theoretic approach to the facilities
layout problem. In the dual graph, the edges represent c o m m o n boundaries between
facilities. However, when the facility dimensions (lengths and widths) are considered
achieving these c o m m o n boundaries is infeasible in some occasions. Therefore the
proposed methodology, arrives at regular shapes while attempting to preserve the
adjacencies specified in the dual graph through the provision of empty spaces
constructively, to provide access to facilities wherever needed. This would result in a
layout where some adjacencies specified are not preserved.
b) The empty space reduction is better achieved through human intervention.
It is much easier to use problem specific characteristics and achieve less empty spaces,
interactively, than trying to fully automate the empty space reduction process. The
partial reduction given can be used as a starting point for such a step. Since the human
being is excellent in identifying specific shapes, and manipulating things much more
easily than a computer, the fine tuning of the layout should be left to the layout planner
to handle. During this fine tuning phase, the human would be able to utilise the
problem specific constraints more effectively than a computer (whose ability to learn
new environments is still at elementary levels) to arrive at layouts with less empty
spaces while preserving adjacency requirements.
c) The placement of an initially selected facility at the top-left corner would have a

234
restriction on achieving optimality.
However, since this is a construction procedure, the construction should start either at
a corner or at the centre. Both approaches have relative advantages and disadvantages.
6.5.2 Obtaining the Maximal Planar Weighted Graphs
The construction algorithm used to solve the case study problem may not be the best one
to arrive at the dual graph for that problem. This was evident, in that facilities 5 and 16
were specified as adjacent by the algorithm, whereas the R E L chart assigned zero
relationship value to them. These types of situations are possible since the algorithm is of
a construction type. Had an improvement algorithm been used, better adjacencies would
have been obtained. However, the scope of this research was not extended to find the
best graph-theoretic algorithm, but was limited to developing and experimenting with the
conversion process. Therefore the simple algorithm of Green and Al-Hakim(1985)t76l is
used here for the case study.
6.5.3 General Comments on Graph Theoretic Approach to the Facilities
layout Problem
The following comments can be made in general with regard to the graph-theoretic
approach:
Strengths:
a) Graph theory based algorithms are claimed to provide an improved value of the
objective function, compared to conventional construction algorithms. However, there
is no clear cut proof for such a claim (Hassan et.al. (1991)$6t
b) The relationship graph, developed using the Graph Theory concepts, is an excellent
way of showing the relationship between facilities in a layout. This could be used to
represent adjacencies, and later manipulate in conjunction with other algorithms in

235
Banerjee et. al.(1992)[l9t
c) The approach gives a good upper bound for objective function of maximising
adjacency{Hassan et. al. (1991)t86!}.
d) The approach has the ability to place some facilities adjacent to the layout exterior
{Hassanet. al.(1991)t86]}.
Weaknesses:
a) When constructing a block layout from the dual graph, on many occasions, either
facility shapes (Hassan and Hogg(1989)t85] and Al-Hakim (1992)t4I) or some of the
adjacencies have to be sacrificed (as in section 6.2).
b) The approach does not take into consideration, the facility dimensions, while
constructing the M P W G . This is the cause of the weakness a) above.
c) The objective in the graph-theoretic approach is to maximise the adjacencies. This is
not appropriate for a manufacturing situation, where the real objective is to arrive at a
layout with minimum material handling cost. In such a situation, minimising cost
explicitly or maximising closeness would be more appropriate than converting flow
data into qualitative relationships and maximising adjacencies using graph theory.
d) W h e n input / output locations of facilities are important (as in the case-study problem),
the graph theory approach has no way of dealing with them, other than leaving it to
the planner to determine manually.
e) Relative positions of facilities in a layout are decided without considering the physical
dimensions of facilities, which has made the determination of the material handling
system while the layout is being considered impossible. Hence the systems approach
for layout and material handling is impossible to implement if the graph theory
approach is used to determine the layout.

CHAPTER 7
A HYBRID KNOWLEDGE-BASED / OPTIMISATION METHODOLOGY FOR MATERIALS HANDLING EQUIPMENT
SELECTION
In this chapter, the materials handling equipment selection problem is investigated as part of
the overall investigation into the computer aided industrial facilities design. A new hybrid
knowledge-based / optimisation system is proposed to obtain the optimum materials handling
system.
7.1 Introduction
Industrial facilities design involves the determination of facilities layout and the materials
handling system ( M H S ) . Muther and Webster(1985)f164] listed three typical kinds of
materials handling projects:
a) Layout is fixed : the project is to determine or improve the handling methods
b) Handling methods are fixed: determine or improve the layout
c) Neither are fixed: determine or improve both the handling method and the layout.
Most of the layout algorithms available in the literature could be used to get an 'optimum'
layout for problem (b). This chapter is concerned with problem (a) while chapter 8 deals with
problem (c).
Selection of a suitable materials handling system requires a complete analysis of the materials
handling problem. Apple{(1972)f13J and (1977)[!6]} and Eastman(1987)f52] give guidelines
for such an analysis. Some information on the vast number of materials handling equipment

237
( M H E ) types available is given in Kulwiec(1985)t1213, Eastman(1987)t52l, Lindkvist
(1985)t1393 and Allegri (1984)[7t The recent trend is to integrate materials handling into the
production system {Muller (1985)t163l}.
Most of the research work which has attempted to use computer assistance in deciding on
materials handling systems can be divided into three major categories(as given in Chapter 2).
They are analytical methods, knowledge-based systems, and hybrid analytical and
knowledge-based methods. The analytical method proposed by Webster(1971)t231l, is an
improvement procedure. It has been considered as a most comprehensive analytical method.
The basic concept behind the methodology is finding a suitable minimum cost M H E for each
move without being concerned about improving utilisation initially, and subsequently
combining several moves and assigning to some selected M H E in an attempt to improve their
utilisations.
The construction algorithm proposed by Hassan et.al(1985)t83^ on the other hand, selects a
minimum cost M H E from a candidate M H E set and assigns moves to it until its utilisation
reaches an acceptable level. Unlike Webster's(1971)t231^ method, which considers moves
one at a time and determines the optimum M H E , Hassan's(1985)[833 procedure considers
M H E one at a time and assigns moves to it as much as possible. Both procedures require the
user to determine a feasible candidate M H E set for each move and the cost of performing
each move by each M H E . Both use simplified modelling of the cost of moves while cost is
the only objective considered.
Pure expert systems designed for MHE selection consider many practical factors in
determining feasible M H E . Malamborg et.al{(1987)^48], (I988)[146]jf have developed a
prototype expert system for selecting industrial truck types based on P R O L O G . Costs are
given secondary consideration. Hosni(1989)t99] reported an on-going development of an

238
expert system for materials handling equipment selection. The Data are represented as
frames. The materials handling equation and the equipment selection guide given in
Apple(1972)t13l are used. Fisher et al.(1988)l6°l designed a rule-based expert system called
M A T H E S for selecting appropriate types of materials handling equipment for intra-factory
moves. A c o m m o n criticism of the above expert systems is that they aim at specifying a
feasible materials handling equipment for a move and optimisation is not attempted. A form
of optimisation needs to be addressed by considering costs, and other practically important
criteria. Additionally, the systems approach, suggested in [13,16] has not been attempted by
these expert systems.
The hybrid system proposed by Gabbert and Brown(1989)t66] is an interactive system where
the Decision Maker's preference on paired comparison of attributes (cost, flexibility etc) are
used, combined with operational knowledge (types of transporters, their classification etc) to
determine the materials handling system. The above approach suffers many drawbacks. One
is that it does not attempt to use systems approach in selecting M H S .
Researchers have paid very little attention to the MHE selection problem compared with the
facilities layout problem. This is mainly due to the complexity of the problem and the
vastness of equipment types available. As pointed out in Webster(1971)t231^, 50 moves with
10 equipment types for each move have 105 0 materials handling systems.
Thus there is a need for more research in the selection of MHS. The analytical procedures
provide an excellent way of determining M H S objectively. However, there are many
practically important factors ignored in these methods. The expert systems approaches
provide a mechanism for considering subjective factors in selecting feasible M H S . Thus by
integrating these two methodologies into a hybrid system, with appropriate modifications,
automated selection of M H S is possible to achieve. Moreover, as suggested in [13, 16], the

239
'systems approach' considering all materials handling requirements of the organisation as a
whole - not individual moves -, should be considered in determining M H S .
In the following section, such a hybrid knowledge-based / optimisation system is presented.
The concepts given in Webster(1971)t231] and Hassan(1985)[83l are used in the optimisation
procedure, however, a more realistic cost model is used. It considers more details associated
with realistic problems while optimising both cost of materials handling and aisle space
requirements. A feasible set of M H E is obtained from a knowledge base such as in
Hosni(1989)[89^,and Fisher(1988)t6°] which uses the equipment selection guide given in
Apple(1972)t13t The objective of the present study is to investigate the potential of using a
knowledge-based system with an optimisation method in deciding 'optimum' materials
handling equipment(MHE).
7.2 Modelling the Materials Handling System Selection Problem
The proposed model here considers minimising total cost and aisle space as compared to the
previous models ([231] and [83]) which minimise only the total cost of operation and
investment. Furthermore, the proposed model, allows other design considerations to be
treated as parameters, decides on the equipment's design load capacity and selects a candidate
set of equipment through a knowledge base. All of these are new additions to the previous
concepts in analytical procedures.
7.2.1 Notation
ay - a binary variable indicating feasibility of using a MHE j to move i
At - annual working hours or available time for M H E
Clj - fixed cost associated with the capital cost of M H E j

C2j - variable cost coefficient associated with the capital cost of M H E j
C3j - operating cost per unit operating time of M H E j
Capj - load capacity of M H E j
CIj - total investment cost of M H E j
Cij - apportioned investment cost of M H E j for move i
COJ - operating cost of M H E j
di - distance in the move i
D X K - distance in X-direction between 1 and k
Dyik - distance in Y-direction between 1 and k
Fi - material flow volume associated with move i
Ij - width of aisle space necessary for M H E j
Leni - length of the unit load associated with move i
Lfj - effective economic life of M H E j
Li - unit load associated with move i
Xj - a binary variable indicating the selection of M H E j for any move
m - number of moves
Mj - number of units of M H E j
N - number of material handling equipment types
Pc - penalty cost per unit area of aisle space
S - span of overhead travelling cranes
Spj - speed of travel of M H E j
TCij - Total cost of using M H E j for move i
ty - operating time of equipment type j for move i
Uj - utilisation of M H E j
U L L - Acceptable lower limit of utilisation
UTJL - Acceptable upper limit of utilisation
W i - width of the unit load associated with move i

wjj - operating cost of equipment type i for move j
7.2.2 Modelling the Materials Handling Costs
The primary objective of any materials handling system selection (or even layout) project is
to minimise the handling costs. For this purpose an accurate model of costs and easy to
estimate cost coefficients should be used.
Materials handling cost consists of
a) Equipment investment (capital) cost
b) Equipment operating cost
The cost considerations provided in Webster( 1971) [231] and Hassn(1985)t83l are too
simplistic to be useful in most of the practical applications. For example, Webster's
(197 l)t231] procedure needs the 'annual investment cost of equipment type i if used to
perform move j' and annual operating cost, wy, as input data. O n the other hand, Hassan's
(1985)t83l procedure needs capital cost of an equipment type j, and 'operating cost per unit
load-distance' as input data. In order to estimate these parameters, a candidate set of M H E is
required to be selected by the user. This might lead to a situation, if applied to a practical
problem, where large number of M H E with a wide range of load carrying capacities are
considered for each M H E type due to the following reasons.
In practice, a wide range of unit loads are required to be handled.
The investment cost is proportionate to the load carrying capacities.
Thus estimation of these parameters is a tedious task to carry out in practice. Therefore,
automated procedures are a necessity, such as the one developed here, where the procedures
have the capability to estimate the annual investment cost and annual operating cost of M H E
for further analysis.

7.2.2.1 Investment Cost of M H E
Investment cost of M H E should be discounted to represent annual investment cost. This
investment cost depends on many factors. For example, the capital cost of a fork-lift is
proportional to the lifting capacity, while the capital cost of a conveyor is mainly proportional
to width and length of the conveyor. In the case of bridge and gantry cranes, the cost is
proportionate not only to the load capacity, but also to the span, since a high value of span
means, high cost on the crane structure.
The investment costs of variable path equipment j (eg. fork-lifts, tow tractors, AGVs ,
mobile cranes), CIj, is assumed to be linearly proportionate to the lifting capacity, and is
given by,
CIj =Clj + C2j*Capj (7.1)
where CIj = a fixed cost
C2j = cost per unit load capacity
Capj = load carrying capacity
Of the fixed path equipment types, the investment cost of a bridge and gantry crane is
proportionate to the arithmetic product of load capacity and Span (S). Hence the investment
cost of bridge/gantry crane j is modelled as
CIj = CIj + C2j*Capj *S (7.2)
The investment cost of conveyors is proportionate to the width of the conveyors and distance
associated with the move. It is assumed here that the coefficient CIj considers the effect of
load. It is reasonable to approximate the width of a conveyor to be equal to the width of the

unit loadfWO associated with the move concerned. Hence, the investment cost of conveyor j
used for move i, CIj, is given by:
CIj =Clj+C2j*Wi*di (7.3)
The above cost model, while reasonably simple, allows arrival at more detailed and more
accurate M H E specifications than both of the procedures of Webster(1971)f231] and Hassan
(1985)[831, due to the explicit considerations of load carrying capacities and the associated
costs.
7.2.2.2 Operating cost of MHE
The operating costs include fuel, electricity, cost of operators, cost of maintenance and cost
of spare parts. Although modelling these factors is extremely difficult, it is very reasonable to
consider that the operating cost is linearly proportional to the operating time (time of use), as
has been done in [231] and [83].
The operating time of cranes, fork-lifts, AGVs and mobile cranes (j) for move i,
where di = Dxik + Dyik (7.5)
1 and k are the source and the destination respectively, associated with move i.
Fi = flow-volume in the move i
Spj = speed of travel of M H E j
Here, rectilinear distances are used. Although, the loading and unloading times are not
included explicitly, the speed 'Sp' can be adjusted to reflect the loading and unloading time.

Also the M H E is assumed to be returning empty to the base, hence the multiplication factor 2
is applied.
The operating time of a tow-tractor is considered separately, because it can carry several unit
loads at a time.
Hence, operating time of a tow-tractor (j) required for move i:
t.. _ 2 *Fi * A_ mcs
l« " (Capj/Lj) S P j <7-6>
where Capj = load carrying capacity of MHE j
Li = unit load associated with move i
The operating time of conveyors depends on the frequency of flows. If the frequency is too
low, a conveyor can be operated intermittently. That is, if the inter-arrival time of material is
more than the transfer time, a conveyor can be operated intermittently. Otherwise the
conveyors are operated throughout available working time.
Let the annual working time be At.
Then, operating time of conveyor j required for move i is given by:
tij
Fj* di TF At d_i_ Sp lh Fi > S P j (7.7)
A t Otherwise
Let C3j = Operating cost of M H E j per unit operating time. Then operating cost of a
MHE j is given by:
COJ = C3j * ty (7.8)
Utilisation of M H E j by the move i is given by:

245
Uij = "& (7-9)
7.2.3 Constraints
The constraints required to be satisfied when searching for an optimum materials
handling system are on feasibility, utilisation, and other system requirements. These are
explained below in detail.
7.2.3.1 Feasibility Constraints
The materials handling equipment selected for a move should be feasible enough to handle
the materials involved in the move. There are two basic feasibility requirements associated
with materials of a move.
a) Feasibility based on the material type, nature and flow volume
The M H E selected should be capable of handling the material in the technological sense.
b) Feasibility based on the unit load of the move and capacity of M H E .
The load carrying capacity of the M H E should be more or equal to the unit load associated
with the move concerned .
c) Crane feasibility:
Bridge cranes and gantry cranes operate on rails. They cannot be used for moves which
extend beyond the span of these rails.
7.2.3.2 Utilisation
The utilisation of selected MHE for all moves assigned to it should not exceed an acceptable

246
limit. This limit should be decided, considering allowances required for operator changes,
meal breaks if any, maintenance shutdowns etc. For the current research purpose, this limit
was set at 8 0 % of available time based on the author's experience with the B H P Steel
Springhill Works. The two cranes at the P D S area of Steel Works, which the management
considered as operating at its full capacity, are utilised nearly 6 5 % of the time for moves and
handling purposes, as the simulation models developed in chapter 4 revealed. However, for
this research purpose, the acceptable upper limit for utilisation levels was set at 8 0 % ,
assuming improved operating performances.
7.2.3.3 Other System Constraints
a) All moves should be assigned to materials handling equipment
b) One move should be assigned to only one equipment type
Although in practice on occasions, a move may be handled by more than one M H E type,
this is not a very attractive option for management due to the complexities involved. For
this reason and for simplicity of analysis, a move is assigned to only one equipment type.
However, one equipment type can handle many moves subject to feasibility and utilisation
limits.
7.2.4 Aisle Space Usage
Equipment such as fork-lifts, AGVs, tow-tractors, mobile cranes and conveyors requires
aisle space, however bridge cranes do not (gantry cranes need aisle space for rails). W h e n
space is limited companies cannot afford the wide aisle spaces required for heavy materials
handling equipment. Therefore minimising the total aisle space is considered in addition to
minimising materials handling cost.

Aisle space requirement for M H E are modelled as follows:
M H E Aisle space for path
^bridge-cranes 0 ~\ (variable path M H E and gantry-cranes ) Ij * di \ (7.10) Iconveyors
lj * di Wi*di
where, Ij = aisle width necessary for M H E j
di = distance of the move i
W i = width of the unit load of material involved in move i
Here, width of a conveyor is assumed to be equal to the width of the unit load associated
with the move.
7.2.5 Objective Function
The objective is to select a MHS such that total materials handling costs (equipment and
operating cost) and total aisle space are minimised. This bi-criterion optimisation problem can
be transformed into a single objective problem by introducing a penalty cost for using aisle
space. Then, minimising total aisle space is equivalent to minimising total penalty cost for
using aisle space. A penalty cost per unit of aisle space area (Pc) can be estimated based on
the value of aisle space area. This value can be based on rental / real estate value of an
equivalent storage space. Thus the objective function becomes:
Minimise £ (capital cost + operation cost + penalty cost)
The set of constraints are described in section 7.2.3

7.2.6 Mathematical model
Based on the above information the problem of selecting the optimum M H E can be expressed
in die following form.
N m
Minimise Z = £ { Xj (CIj+ COJ) + £ Pc *Xij*Ij* di } j=l i=l
(7.11)
N subject to, y aijXij
j=l
xij m
= 1
<, X J
.2 tij xij < iij*At
for i=l,2,.... m (7.12)
foralli,j (7.13)
for j = 1.2....N (7.14)
where lU
Wi
4ij
Mj
xij
COJ
wy
*J
xij
< ay m
= .2 WijXij
= C3j*tij*xij
= {0,1}, Uj>0
= {0,1}
for all i, j
forj = 1,2,..N
for all i, j
forj = l,2,...N,
for all i,j
(7.15)
(7.16)
(7.17)
(7.18)
(7.19)
= total operating time of equipment type j required for move i
= operation cost of equipment type j for move i if equipn otherwise if M H E j otherwise
= number of units of MHE j required
-•iwuwii vv/ji. v/A vuuipn.iv.ui v r v J AW1 XA1V/VV A
{ 1 if equipment type j can be used for m o v e i 0 otherwise
{ 1 if M H E j is chosen in the materials handling system 0
.At = available time { 1 if m o v e i is assigned to M H E j 0 otherwise
CIj = investment cost of MHE j which is calculated using (7.1 - 7.3)
= aisle width required for equipment j (for conveyors Ij = W i )

C3j = Operating cost per unit time of M H E j
The above formulation is an extension of the Hassan(1985)t83l model. The objective function
represents the minimisation of the total cost (capital cost, operating cost and the penalty cost
for using aisle space). The constraints ensure that all the moves are assigned to M H E and one
move is assigned to only one M H E type. The equations 1-9 serves to estimate the
coefficients. Since, the problem cannot be solved optimally [231, 83] a heuristic procedure
has to be employed which is described in section 7.3.
7.2.7 System Parameters
The following can be considered as system parameters.
a) Available time(At):
Before making a final decision on M H E selection, the problem can be solved for different
intended available times to determine the minimum cost materials handling system, and
associated costs. For instance, the system can be tested when the available time is 2000
hours (equivalent to 40 hours per week, 50 weeks per year) and 8400 hours(168 hours
per week, 50 weeks per year).
b) Span(S) of overhead travelling cranes
If the building structure is not yet determined, experiments can be conducted with
different values for span and the span which minimises the total cost of the M H S can be
selected. Since the span affects the cost of structure which supports bridge and gantry
cranes, it also influences the total materials handling cost. This would be a guide in
determining building structure.

250
c) Penalty cost (Pc) for aisle space
A n accurate estimate of penalty cost would be very difficult to obtain. Therefore, the
analyst can vary the values of penalty cost on a range of appropriate values and compare
the total costs (investment and operating) and aisle space to select the best system. The
analyst can obtain a set of Pareto optimal points indicating the cost and aisle space at each
value of Pc. This set of Pareto optimal points can be presented to the Decision Maker to
allow selection of a system according to his preference.
7.3 Proposed Knowledge-based / Optimisation System for Solving the MHE
Selection Problem
The mathematical model presented in section 7.2.6 requires the value of ay. To obtain this
information, a materials handling expert should analyse every move(i) and the capabilities of
every M H E j. This involves analysing the feasibility requirements described in section 7.2.1.
In recent years, a tendency exists to implement an expert systems approach to determine the
feasibility of M H E for a particular move. In the methodology proposed here, a knowledge-
based system is developed to obtain a feasible set of M H E for each move, then an
optimisation algorithm is used to determine the optimum M H E for all moves using a systems
approach. The system developed is described graphically in figure 7.1. This system, in this
research work, is implemented using the L P A P R O L O G language.
7.3.1 Knowledge - Base
The knowledge base consists of facts and rules.

7.3.1.1 Facts
These are the data values relevant to materials associated with moves, M H E data, location
details of machines (source and destination of moves), available time, span and penalty cost.
The knowledge representation of facts is made in terms of lists. The following illustrate the
knowledge representation.
KNOWLEDGE. -BASE
to obtain a candidate set of M H E
ANALYTICAL SYSTEM
To determine the optimum materials handling system and associated moves
Figure 7.1: System Components
i) The material data associated with a move are represented as follows:
mat_data(Flj, F2j, Fj,[material type, nature, unit load, Lenj, Wj])
Here, Flj - source associated with the move j
F2j - destination associated with the move j
Lenj - length of the unit load associated with move j
W j - width of the unit load associated with move j
Fj - the flow volume of move j
Material type and nature are considered because they are important in selecting a suitable
M H E (as given in Apple(1972)[13l). Material type can be an 'individual item', 'packaged',
'unit' or 'bulk'. Material nature can be 'fragile', 'sturdy' or 'bulky'.

ii) M H E data are represented as follows.
equip(Rnj, Eq.name, [Clj,C2j,C3j],[special features], [restrictions], Spj, Capj, Ij)
Eq.name
CIj, C2j,C3j
special features
Rnj : Reference number for the M H E j
: N a m e of M H E . eg. tow-tractor, A G V , bridge-crane, slat-conveyor
: Cost coefficients described before
: Special features attached to the M H E . eg. for a fork-lift type 1 a
special feature is 'IC cushion tyre' : Internal combustion engine with
cushion tyres.
: Speed of the M H E j
: Upper limit of the load carrying capacity of M H E j
: Aisle with required for M H E j
: Special restrictions applied; eg. for a overhead crane a restriction
would be 'travel on rails'.
Since in practice, a wide range of load carrying capacities is available for a particular M H E
type {Kulwiec(1980)[12ul}the upper limit is considered here, as the procedure will determine
the appropriate 'design load carrying capacity' for the optimum M H E . This information is
useful to obtain a complete specification of the optimum set of M H E . The other facts such as
details of machines (ie. source and destination of moves), available time, penalty cost and
span are similarly represented as lists.
SPj
Capj
Ij
restrictions
7.3.1.2 Rules
Rules are developed for obtaining a feasible set of M H E , calculating costs, and for
combining moves which are parts of the optimisation algorithm. The rules for obtaining a
feasible set of M H E are developed using the materials handling equipment selection guide

given in Apple(1972)t13] {table A.l of Appendix-A provides a part of this guide}. This is the
basis for other expert systems, eg. Hosni(1989)t"]). These rules are given below.
(R7.1) IF
THEN
material type is 'packaged'
material nature is 'sturdy'
load <100 kg
frequency is 'high'
chain conveyor is feasible.
and
and
and
(R7.2) IF
THEN
material type is not 'bulk' and
material nature is not 'fragile' and
load <1000 kg and
frequency is not 'low'
roller conveyor is feasible.
(R7.3) IF material type is not 'bulk'
frequency is not 'low'
T H E N slat conveyor is feasible.
and
(R7.4) IF frequency is not 'low'
T H E N tow conveyor is feasible.
(R7.5) IF material type is not 'bulk'
frequency is 'low'
T H E N bridge-crane is feasible.
and

(R7.6) IF material type is not 'bulk'
frequency is 'low'
T H E N gantry-crane is feasible.
and
(R7.7) IF material type is not 'bulk'
frequency is 'low'
T H E N mobile-crane is feasible.
and
(R7.8) IF material type is not 'bulk'
frequency is not 'high'
T H E N fork-lift is feasible.
and
(R7.9) IF material type is not 'bulk'
frequency is not 'low'
T H E N tow-tractor is feasible.
and
(R7.10) IF material type is not' bulk'
frequency is not 'low'
T H E N A G V is feasible.
and
Since the material flow is in numerical form and the frequencies used in the above rules are in
qualitative form, the following rules are used to convert flow into frequency. These
conversions are based on a volume matrix given in Fisher et. al.^SS^60!.
(R7.11) IF flow < 15 per hour
T H E N frequency is 'low'.

(R7.12) IF flow < 40 per hour
T H E N frequency is 'medium'.
(R7.13) IF flow > 40 per hour
T H E N frequency is 'high'.
The following supplementary rules are used to check feasibility based on the material load
and the equipment capacity, and for checking feasibility of overhead cranes.
a) Feasibility based on the load carrying capacity
The following rule applies to any MHE type selected from above rules.
(R7.14) IF Capj <Lj
T H E N the M H E j is infeasible for the move i.
b) Feasibility of overhead travelling cranes
If the concerned MHE is an overhead travelling crane (bridge or gantry-crane), the location of
the source and destination associated with the move should be within the operating span of
the M H E . If the building structure is known and the walls are planned (figure 7.2) as shown
in light lines, (or if the building structure is not yet known and the value of S can be
considered as a parameter and walls can be planned as shown), then the feasibility rule for
deciding on a gantry or bridge-crane for the move i between Fl and F2 is :

(R7.15) IF the M H E = bridge crane O R gantry crane A N D
Rn(Fl) = Rn(F2)
T H E N M H E operating on Rn(Fl) is feasible for move i.
Where, Rn(Fk) = R o w number associated with location of k
* i
• ©
Fl(xl r yl) F2(x2,y2)
O
-Ki
Fig.7.2: Illustration of Overhead Crane Feasibility
The equipment cost calculations described before are also implemented in the knowledge base
as rules. The rules developed for assigning several moves to a single M H E are described
later, along with the optimisation algorithm.
7.3.2 Optimisation Algorithm
The optimisation algorithm attempts to minimise the total annual costs of investment,
operation and penalty for using aisle space. The procedure consists of two phases in which
concepts of Webster(1971)t231^ and Hassan(1985)t83l are used together. In phase 1, as in the
Webster's method, the proposed procedure finds the minimum cost M H E for each move
without attempting to maximise utilisation. In the second phase, the algorithm attempts to
maximise utilisation using a method which uses both Webster's and Hassan's ideas. If the
utilisation of the minimum cost M H E can be improved , it would indirectly reduce the total
annual cost by using less items of equipment {Webster (1971)^2311}.

7.3.2.1 Phase 1:
Corresponding to each move, minimum cost M H E is selected as follows. Initially a feasible
set of M H E for the move is obtained by using the knowledge base. (Rules 1-15). From this
feasible set of M H E , the minimum cost equipment is selected for the move concerned by the
following procedure.
In general, a wide range of load carrying capacities is available for a particular materials
handling equipment type. For example, rider trucks with IC engine and 'cushion tyres', are
available with capacities in the range of 2000-13500 lbs. (Kulwiec(1980)). If a move has a
unit load of 10000 lbs, and such a rider truck is feasible, then a truck with 10000 lbs lifting
capacity (or nearest larger capacity) is possible to obtain. Hence, it is reasonable to assume
that materials handling equipment of the type concerned exists with a capacity equal to the
load of a given move. Even if it does not exist, a M H E of the same type with the nearest
larger capacity can be selected always.
Since a MHE considered may not be fully utilised by a concerned move, a fraction of the
move cost proportional to the utilisation is allocated to the move as in Webster(1971)t231].
Hence, the materials handling cost of the move i using the MHE(j), TCy, is given by,
TCy = Qj + C3j *Uij * At + Pc * Ij * df (7.20)
where Cy = apportioned annual investment cost of MHE(j)
= T f T *Uy (7.21)
Uy = utilisation calculated using equation (7.9)
Lfj =lifeoftheMHE(j)

At this stage CIj values are calculated using (7.1) - (7.3) considering Capj = Lj (except for
tow tractor where Capj is unchanged). As explained before, a M H E having a load carrying
capacity equal to or slightly greater than the load of the material concerned is possible to
acquire. However, for tow-tractors full capacity is considered because it is intended to carry
multiple unit loads at a time.
For all selected feasible MHE corresponding to a move i, the total move cost is calculated as
above, and the M H E which gives minimum move cost is selected. Thus M H E j** is
temporarily selected for move i in phase 1, where j*' is such that,
TQj*i = Min[TCij] (7.22) j eSi
Where Si refers to a set of M H E which are feasible for use in move i.
A lower bound and an upper bound for total system cost can be calculated for comparison
purposes. The lower bound is obtained by evaluating the total system cost considering the
corresponding Cy*i values (ie. apportioned annual investment cost) as the investment cost of
the minimum cost M H E j*1. This lower bound is an idealistic bound, and it probably is not
possible to realise. The upper bound is the total system cost considering the discounted full
cr*-investment cost of M H E j*4 (ie. T J \ ) selected for move i. That is the total system cost, if
l_<Ij*i
each M H E j selected for move i is used only for that move.
7.3.2.2 Phase 2 :
In phase 1, the MHE are selected for moves without attempting to maximise their utilisation.
A further minimisation of cost can be achieved if moves can be combined and assigned to a
minimum cost equipment to increase their utilisation levels as suggested in [231 and 83]. The
procedure is attempted in two steps.

Step 1. Combining moves
This process is attempted for moves that use M H E other than conveyors for simplicity. The
process involves two steps.
a) Combining moves that use the same equipment type.
Here, the moves that use the same equipment reference number are combined to achieve
maximum utilisation. This step uses the idea of Hassan(1985)[83l to assign moves as much
as possible to minimum cost equipment. However, here a different scheme is used to select
the minimum cost M H E . The process starts with finding the minimum investment cost
M H E , fk), that is suitable for the maximum load among all moves. Here attempts are made to
achieve the maximum use of the M H E (k). The moves, which are assigned (in phase 1) a
M H E with the same type as M H E (k) are arranged in the decreasing order of load, and
assigned to M H E (k) until the utilisation approaches an acceptable upper limit, U J X (say
80%). The process is repeated until no further combination of moves is possible. The
equipment which has a utilisation of more than an acceptable lower level, U L L . (say 60%) is
accepted with the corresponding move assignments.
b) Combining moves that use same category of equipment.
The moves which use the same category of M H E such as 'fork-lift' can be combined to
improve their utilisation. For instance, phase 1 would produce a result as follows.
Ref.no: Equipment Capacity(kg) Utilisation Move
fl fork-lift 2000 0.25 [6,9]
f2 fork-lift 5000 0.2 [5,8]
f3 fork-lift 8000 0.2 [7,6]
The procedure (a) described above for combining moves would not combine the above

260
moves because the type of equipment is different. This is because, for example, f 1 is a fork-
lift with an electric- sit down type and f2 is a fork-lift with 1C engine and cushion tyres,
while f3 has IC engine with pneumatic tyres. Therefore, their types are different, but are in
the same category of 'fork-lift' trucks. However, the fork-lift type f3 with a capacity of 8000
kg, would be possible to use for all moves [6,9], [5,8] and [7,6] with an increased utilisation
level. This would reduce total system cost by eliminating the need to use f 1 and f2, for the
above moves.
The methodology developed here attempts to combine moves that use the same equipment
category into one M H E subject to the feasibility conditions being met, until utilisation
approaches the acceptable upper level UTJL- The feasibility is checked using the knowledge
base of rules and facts. As before, if the utilisation is more than an acceptable lower level
U L L after such a combination, the move assignment is accepted as final.
Step 2. Substituting selected MHE for some other feasible equipment, to obtain minimum
total cost.
Here, the conveyors (and other equipment), which are underutilised, are investigated for
possible substitution as a minimum cost alternative. The conveyors used for shorter distances
are accepted as they are, as the final assignment, even if their utilisation levels are below U T X
limit. This is because a substitute, such as a fork-lift, would be inconvenient to employ
practically for very short distances. The rule is :
(R7.16) IF MHE j is a conveyor, and
di < 5,
T H E N accept the M H E j as final assignment for move i.

The procedure finds the minimum capital cost M H E for the largest unit load of remaining
moves, and assigns moves to it as much as possible (moves are arranged in the decreasing
order of load), subject to feasibility, until the utilisation level does not exceed UTJL or all the
moves are considered. Then three alternatives are evaluated.
(1) The total cost of selected moves, if the selected minimum capital cost equipment is used
(2) The total cost of selected moves, if a tow tractor is used for these moves.
(3) The total cost of selected moves, if individual M H E previously selected is used while
considering the full investment cost of M H E , instead of apportioned cost.
The minimum cost alternative is selected. If the minimum cost alternative is (1), then the
M H E and move assignment is accepted as final. If the minimum cost alternative is the tow -
tractor, then a further assignment of feasible moves is carried out until its utilisation level
does not exceed UTJL or no more assignment is possible. The procedure is repeated until all
moves are considered. The moves and M H E that were not affected by above steps are
accepted as the final M H E , since no further improvement is possible. Each of the above steps
are explained in the form of flow charts in figure 7.3(a) and (b).
7.3.2.3 Steps of the Overall MHE Selection Algorithm
1. Initialisation: Determine At, S and Pc values to be used.
2. Consider a move i. Obtain a list of feasible M H E for move i using the knowledge base
(rules 1-15).
3. For each feasible MHE(j), calculate the total move cost using the equation (7.19)
considering apportioned cost for investment as given in phase 1. Select the minimum
cost MHE(j) for move i.
4. Repeat steps 2-3, until all the moves are considered. Calculate the lower and upper
bounds.

5. Obtain a list of moves that are assigned M H E other than conveyors in step 3. Find the
largest load (Lmax). Let the M H E Oi*) be the minimum cost M H E assigned in step 3, to
the move with load (Lmax).
6. .Arrange moves in the descending order of load. Assign moves which use the same type
of M H E as fk*)> to fk*) such that its utilisation does not exceed UTJL •
7. Accept (k*) and its assigned moves as final, if the utilisation is greater than U L L at this
stage. Repeat steps 5-7 until no more combining of moves is possible.
8. Obtain a list of remaining moves which use M H E other than conveyors. Assign moves
which use same category of M H E , (j) to M H E (j*) which has the highest capacity
among the selected category until its utilisation levels approaches UTJL or all moves are
considered. Accept the M H E (j*) and its assignment of moves as final if the utilisation is
greater than U L L - Repeat the step until no more combining of moves is possible.
9. If conveyors are used for moves with shorter distances specified by the user (eg. less
than 5 meters), accept them as final. Substitute any remaining moves to a minimum cost
alternative as outlined in phase 2.2. If no more improvement is possible accept the
remaining moves and the assigned M H E in step 3, as final.
7.4 Experiments and Results
The system proposed is implemented using LP A PROLOG version 3.3. The 12 machine
problem used in Chapter 5 is selected as a sample problem. The number of moves involved
in the problem is 112. The flow volumes were multiplied by 10000 to reflect annual flow
volume. The data used for moves are given in table E.l (in Appendix-E), while the layout
(pick-up and drop-off points) of machines are given in table E.2 (Appendix E).

C Start )
Initialise: select parameter values At, SandPc
i i=l
i = i+l
Get a list of feasible M H E for move i
43 Get a M H E j from the the feasible list of M H E
I Calculate total cost of move i using j considering apportioned cost for investment
no
Select the minimum cost MHE(j*) for move i and save it in a set move_temp
no
PHASE 2
Accept conveyors as final if they are used for a distance less than 5 m. Eliminate these moves from the list movejemp.
I Combine moves left in move-temp which use same equipment type(Module 1)
I Combine moves left in movejemp which use same equipment category (Module2)
4HE~ Substitute M H E left in movejemp with low cost alternative (Module3)
Accept M H E in movejemp as it is as final
( Stop )
Figure 7.3 (a): Flow Chart for the Materials Handling System Selection

264
&
C Start
HZ D
Get a new list M T 1 from movejemp eliminating moves which use conveyors
Find the maximum load (Lmax) in M T 1 :
Obtain the M H E (k*) that has been assigned to the move with load Lmax
Get a listOLSl) of moves from M T 1 which use a M H E of the same type as MHEQc*)
G) V i=i+l
1
Sort the list LSI on load in descending order '
i=l
.Assign move i to MHE(k*) Calculate new Ut
i $ >
Accept the assigned moves to MHE(k*) as final
Eliminate assigned moves from the lists M T 1 and movejemp
yes
© r-t_. I Stop J Eliminate moves
in LSI from MT1
Figure 7.3(b): Module l'.Flow Chart for Combining Moves Which Use Same Equipment Type

0
C Start )
Get a category of equipment to consider(Ct)
0
Get a list Ls2, of all moves in movejemp which use same category as Ct
Sort Ls2 on load in descending order
i=l
zzn Select a MHE(k) of Ct with capacity = load of i in Ls2
i = i+l
r^J
Accept the MHEQc) and move assignment as final
Eliminate assigned moves from movejemp and Ls2
no
Assign move j to M H E fk*), Calculate newUt Select next category (Ct)
© C Stop )
Figure 7.3(c): Module 2: Flow Chart for Combining Moves on Category

©• Start }
Find the largest loadfLmax) of moves in the list Ls3 which is the sorted list of movejemp in descending order of load
© Get listLs(mh)ofMHE, whose capacity > Lmax
Get the MHE(k) with minimum capital cost for
Lmax
Assign move i to M H E (k), Calculate newUt
i = i+l
yes
Are "any moves assigned to* " ^ MHE(k)? ^
yes
Calculate total cost(Ceqp) if MHECk) is used for the assigned moves
Calculate the total cost(Ct) if a tow tractor is used for the assigned moves
Calculate total cost (Cold) if individual M H E in movejemp are used for the assigned moves
no
no
Eliminate the MHEfk) from the list Ls(mh)
yes
G G
C Stop )
Figure 7.3(d).: Module 3 : Flow Chart for Substituting M H E with Alternatives

9 Eliminate assigned moves from Ls3 Accept the move assignement
to MHE(k) as final.
Consider MHEfk) as the tow-tractor
6 Eliminate assigned moves from movejemp and Ls3
Figure 7.3(d) Contd. : Module 3 Contd.
The MHE data used are applicable especially to heavy manufacturing situations. The cost
coefficients Cl, C2, C 3 were roughly estimated using the equipment cost data provided by
Kulwiec(1980)[12°]. Table E.3 (in Appendix E) shows the equipment data implemented in
the database. Altogether, M H E types are considered in the database, including 4 types of
fork-lifts, 2 types of gantry cranes, 3 types of bridge cranes, tow-tractor, A G V , mobile
crane, tow-conveyor, slat conveyor, roller conveyor and chain conveyor.
7.4.1 A Typical Output of the System
The above problem was solved for a typical set of values of span(S), available time(At) and
penalty cost(Pc). The values used are as follows:
span(S) = 20 meters
available time(At) = 2000 (40 hrs/week * 50 weeks/year)

penalty cost (Pc) = $ 75 per unit area
The optimum materials handling system (MHS) and the corresponding assignment of moves
for the above problem are given in table 7.1. This indicates the M H E required, their required
load carrying capacities(design loads) and the assignment of moves to each M H E .
The total annual cost of 'optimum' MHS = $ 1471254
The annual investment & operational cost = $ 844291
The annual penalty cost for using aisle space = $ 626963
The bounds calculated for the total annual cost are as follows:
lower bound = $ 1010956
upper bound = $ 3437439
Therefore the solution cost as a percentage of lower bound = 145.5% T r •, .• u J upper bound-total cost 01/w
Improvement of solution cost over upper bound = u p ^ r bound-lower bound = 8 l %
(Hence the solution cost has improved 8 1 % of the maximum possible improvement).
This improvement value indicates a relative improvement of M H S cost attained in phase 2 of
the optimisation procedure. A 100% improvement would indicate that the solution cost is
equal to the lower bound.
The optimum materials handling system for the sample problem reveals that only 10 MHE are
required to handle all 112 moves. A maximum (near 80%) utilisation is achieved for 6 of
them. The computer time recorded is 16.53 seconds on an I B M 486 compatible. The 8 1 %
relative improvement of the solution cost over the upper bound shows that the quality of
solution is excellent, baring in mind that 100% is virtually unachievable. The two conveyors

Table 7.1 : Optimum M H S for the 12-Machine Problem
Ref
No.
fl
fl
fl
co3
co3
cr2
cr2
cr2
al
tl
MHE
fork-lift
fork-lift
fork-lift
tow
conveyor
tow
conveyor
bridge crane
bridge crane
bridge crane
AGV
tow tractor
Capacity
(Kg) 5000
5000
2000
4000
5000
10000
10000
10000
10000
100000
Utilisatio
n
0.7988
0.7975
0.7938
0.06
0.075
0.7975
0.7838
0.4263
0.7863
0.35
Move Assignment
[12,3], [11,7], [10,12], [10,7], [10,3],
[9,11], [8,11], [7,12], [7,2], [6,9],
[6,4], [6,2], [2,8]
[5,10], [5,8], [5,2], [4,12], [2,5],
[4,12], [2,5], 4,7], [2,11], [3,7],
[12,1], [12,7], [9,12]
[9,11], [8,10], [7,10], [3,10], [3,4],
[3,1], [2,9], [2,7], [2,4], [1,7], [7,9],
[3,11], [2,10], [1,9], [1,3]
[3,9]
[3,2]
[1,6], [11,3], [9,6], [7,11], [7,8],
[7,4], [6,10], [6,8], [6,5], [5,9], [5,7],
[12,5], [5,6]
[12,1], [11,5], [11,1], [10,11],[10,1],
[9,10], [8,12], [8,6],[6,12], [4,8]
[6,7], [4,11], [1,10], [1,4], [1,2]
[12,9], [12,4], [11,12], [11,9], [11,8],
[11,6], [5,1]
[11,10], [11,4], [10,6], [10,5], [10,2],
[9,7], [9,3], [9,2], [8,9], [8,7], [8,4],
[8,3], [8,1],, [7,6], [6,11], [5,12],
[5,11], [5,4], [4,10], [4,9], [4,6],
[4,5], [4,1], [3,12], [3,8], [3,6], [3,5],
[2,12], [2,6], [2,3], [2,1], [1,12],
[1,11], [1,8], [1,5]
are accepted as final because they are used for move distances of less than 5 meters.The use
of tow-tractor (although with low utilisation) is more economical than other alternatives since

270
it can handle a large number of moves. As table 7.1 shows, the procedure outputs the
optimum, types of M H E to be used, their design load carrying capacities and respective move
assignments, and the expected utilisation levels.
7.4.2 Parametric Analysis
As suggested in section 7.3, for a real decision making situation in selecting a MHS, a
parametric analysis should be conducted. The parameters of this model are Pc, At and S.
(a) Parameter Pc (penalty cost per unit area)
The penalty cost for using aisle space would be very difficult to estimate. Therefore, the
analyst can vary the value of Pc on a range of likely values and obtain the optimum materials
handling system(MHS) and associated costs at each value of Pc. For the above sample
problem, different M H S were obtained using the system developed when Pc takes on values
of 0, 25, 50, 75, 100, 125, 150, 175 and 200. The values of S and At were maintained
constant at 20 and 2000 respectively.
Figure 7.4(a) shows the total system cost and bounds. Figure 7.4(b) shows Pareto optimal
points where the total M H E cost (investment & operating costs) and aisle space are the
objectives. The points A, B, C and E are non-inferior Pareto optimal points. A Decision
Maker may opt for a minimum cost (capital & operating cost) but high aisle space solution
such as point E, or a minimum aisle space but high cost of capital & operating cost such as
point A or any other intermediate solution such as points B or C. This information is
therefore highly valuable for a Decision Maker in making his final decision.

Variation of Costs with Pc
10000000
8000000-
6000000"
</3
o 4000000-1 U
2000000
50 100 150 200
Penalty cost per unit area (Pc)
Figure 7.4(a): Effect of Penalty Cost (Pc) on MHS Costs
C/3
o u ftfl C •xs u ii
a o CL,
CQ U
Relationship between Costs and Aisle space
3000000
2000000"
£ 1000000"
0
A :Pc =150,175,200 B : Pc = 125 C : Pc = 100 D : Pc = 50 E : Pc = 75 F : Pc = 25,0
— i , 1 r — — i j 1 1 1—
0 2000 4000 6000 8000 10000
Aisle space (sq.m)
Figure 7.4(b): Relationship Between Objective Function Values

(b) Parameter S (Span of Overhead Travelling Cranes)
If the building structure is undecided, varying S on a suitable range would provide
information on the value of span of overhead travelling cranes to be used, which will
minimise the total materials handling cost. However this step becomes irrelevant if the
building structure is fixed.
The sample problem was solved with varying values of span (5, 10, 15, 20 and 25). Pc and
At were kept constant at 75 and 2000 respectively. Figure 7.5 shows the variation of the total
system cost with span.
As the span increases total MHS cost increases due to the increased capital cost of overhead
cranes. However, at S=25, the system has selected low cost alternatives such as fork-lifts
and A G V s to some of the bridge cranes which were in the solution corresponding to (S=20),
This explains the drop in total system cost at S=25. The information on the variation of
materials handling cost with span, given in figure 7.5 would be a valuable contribution in
making a final decision on span.
(c) Parameter At (available time)
The available time (annual working time) also affects the total materials handling cost. The
sample problem was solved with At=2000, 4000 and 8400 hours. S and Pc were kept
constant at 20 and 75 respectively.
Figure 7.6(a) shows the variation of the total system cost with At. Total cost of MHS as one
would expect decreases with increased available time. This is because, less M H E is needed
when more working time is available.

Variation of total system cost with span
1520000'
*» 1500000 o u s V *•> Vi
>> Vi
1480000"
_ 1460000"
o H 1440000-
1420000
20.0 30.0
Span(m)
40.0
Figure 7.5 : Effect of Span of Overhead Travelling Cranes on Total M H S Cost
Figure 7.6(b) shows Pareto optimal points when At is varied. From the figure, it is clear that
the point corresponds to At = 2000 is not a Pareto optimal point at this stage, because it is
inferior to the point corresponding to At = 8400, in terms of both objectives. The number of
MHE used when At = 2000,4000 and 8400 are 10, 8 and 4 respectively.
Variation of total system cost with At
1500000' •4-1
Vi
O
u s 4-4
Vi
en
« O
1400000-
1300000"
1200000 - i — i — • — i — ' — r
2000 4000 6000 8000 10000 Available time(At)
Figure 7.6 (a): Effect of Available Time(At) on Total M H S Cost

7.4.3 Sensitivity Analysis
A sensitivity analysis was carried out to get the MHS when the flow is increased by 20% and
40% for the sample problem. In each case the problem was solved when At = 2000 hours. S
and Pc were maintained constant at 20 and 75 respectively.
Figure 7.7 shows the variation of total MHS cost as the flow volume is increased at At =
2000 hours. A general increase in total cost is evident as the flow is increased. However, a
small decrease in capital cost when the flow is increased by 20% is the result of changing
from unit load carriers such as fork-lifts, to high volume carriers such as conveyors. The
decrease in penalty cost when flow is increased to 40% also, is explained in the use of more
conveyors instead of fork-lifts.
Pareto-optimal points when At is varied
1100000
Vi
© w ex
.5 IOOOOOO -4->
CQ Ui
V a o _ 900000 CQ
'B, CQ
U 800000
At = 4000
At=8400 At=2000
4000 5000 6000 7000 8000
Aisle space (sq.m)
9000
Figure 7.6(b): Relationship Between Objective Function Values When At is Changed

Sensitivity of Costs to Flow Volume (At = 2000)
V. O
u
6000000
5000000-
4000000-
3000000-
2000000-
1000000-
lower bound upper bound capital & operating cost total cost penalty cost
%
90 — I —
100 110 120 —\ •-
130 - 1 —
140 150 Flow volume as a % of existing flow
Figure 7.7 : Sensitivity of MHS Cost to Flow Volume (At = 2000 hrs)
A sensitivity analysis of this nature would provide the analyst with information regarding the
changes in MHS required with increased flow values.
7.5 Summary and Discussion
7.5.1 Summary
The objective of the study reported here is to investigate the possibility of using a hybrid
analytical and knowledge-based system in materials handling system selection.
This chapter considered the selection of a materials handling system, when the layout is
known or determined by some other means. A new hybrid knowledge-based / optimisation
system is proposed here, to select the optimum materials handling equipment and the
assignment of moves, extending the concepts given in previous analytical methods and expert

276
systems approaches. A more realistic cost model, which explicitly considers the effect of load
carrying capacity, building span and dimensions of unit loads associated with moves, is
used. The problem is modelled as a bi-criterion optimisation problem of minimising the total
materials handling cost (investment & operating) and the aisle space. The two objectives are
transformed into a single objective of minimising total cost by introducing a penalty cost for
using aisle space.
The methodology proposed, selects a feasible set of MHE using a knowledge base, which
consists of facts and rules. The facts are the materials' data associated with moves, locations
of sources and destinations, and M H E data. The rules are constructed for selecting a feasible
set of M H E . The rules consider the feasibility based on material type, nature and flow
volume associated with moves, and location details of source and destinations. The rules
designed in this study are especially applicable to heavy industry situations. The feasible set
of M H E obtained from the knowledge base is analysed to select the optimum materials
handling system using an optimisation procedure.
The two phase optimisation procedure proposed, first finds the best MHE for each individual
move which will minimise the total cost (capital + operating + penalty for using aisle space)
of the move. In the first phase, a systems approach is not attempted, but the second phase
uses systems approach. The general concept behind the second phase is that maximum use of
low cost M H E would lead to a general improvement of the system cost due to the use of less
equipment. The procedure, in the second phase, attempts to maximise the utilisation of low
cost M H E by combining several moves. The methodology allows the analyst to consider
span of overhead travelling cranes, penalty cost per unit area and available working time to be
treated as parameters.

277
A n example problem with 12 machines and 112 moves was solved to demonstrate the
applicability of the procedure. The solution was compared with lower and upper bounds
possible for the problem. The results show that, the procedure gives good quality solutions
in terms of objective function values.
A parametric analysis was conducted to study the effect of unit penalty cost, span and
available time on the two objectives. Also, a sensitivity analysis was carried out in which the
flow value was increased by 20 % and 4 0 % .
7.5.2 Discussion
The materials handling equipment selection problem, which is the other important aspect
associated with industrial facilities design, has received much less attention from researchers
than its counterpart the layout problem'. The systems approach, that is to consider all
materials handling requirements of an industrial organisation as a whole, is a very complex
task involving analysing the need for each materials handling task, deciding the best locations
of machinery to minimise handling, selecting a feasible set of M H E , choosing the best M H E
from the feasible set and assigning moves to each individual M H E . Traditionally, the
approach is to split the above problem into smaller, sub problems and solve them
individually. Therefore, the methodology proposed here also, assumes that moves necessary
are determined and the locations of machinery are known. The application area of the
knowledge-based system is limited to heavy industrial situations. The relative strengths and
weaknesses of the proposed methodology are as follows.

7.5.2.1 Strengths
a) The methodology proposed here is a hybrid system which integrates optimisation and the
knowledge-based approaches. The rules in the knowledge base allow automated selection
of a candidate set of feasible materials handling equipment for each move, for further
analysis through optimisation. This is a step forward compared with previous analytical
procedures which require the user to provide information on the feasibility of a set of
M H E for each of the moves.
b) The model proposed considers both the minimisation of cost and total aisle space.
Compared with previous analytical methods, this is a consideration which makes the
proposed methodology more useful in real life heavy industrial environments.
As the case-study in Chapter 3 revealed, aisle-space requirement for heavy M H E is a
factor considered by Decision Makers when deciding on layout and M H S . B y modelling
the problem as a bi-criterion optimisation problem that minimises M H S cost and penalty
cost for using aisle space, the methodology proposed here has addressed this
consideration. Previous analytical methods have focussed on minimising total cost only.
c) Explicit consideration of design load carrying capacities, span, and aisle width required in
the cost model proposed, make the methodology more appropriate for application in real-
life situations.
The investment cost of a M H E is proportionate to its load carrying capacity. Additionally,
investment cost of an overhead travelling crane, (bridge / gantry) is proportionate to its
span. This is because the cost of structure needed to support the crane and load is
proportionate to the span. To estimate the penalty cost of using aisle space, explicit
consideration of aisle width required for each M H E is necessary. Since the proposed
methodology is an automated system, explicit consideration of these factors enables the
system to estimate total cost of a M H S more accurately using cost models proposed.

279
d) The procedure provides total specifications of the optimum materials handling system,
such as design load carrying capacity, M H E type, special considerations of equipment and
moves to be assigned to each equipment.
Compared to previous optimisation procedures which require the user to provide M H E
types, and consider their load carrying capacities, the proposed methodology has
automated this part by employing a knowledge-based system. Thus the system provides
this information as output.
e) The possibility of considering the span of overhead travelling cranes, the penalty cost per
unit area and the available working time as parameters, allows analysts and the Decision
Makers to determine their values, after a parametric analysis, such that total M H S cost is
minimised.
f) The optimisation algorithm proposed, can be used even when the knowledge base is
expanded to have a wider scope of application.
7.5.2.2 Limitations
The following limitations are observed.
a) The knowledge base built for this study is relatively small. The scope of the knowledge
base is limited to heavy industrial situations. Rules are not developed for other situations
where manual materials handling, industrial hand trucks and the use of gravity are
feasible. However, consideration of all materials handling situations in such a knowledge
base may not be practical, due to the vast amount of M H E types available.
b) The cost model remains simplistic, although more detailed and more realistic than models
in previous analytical methods.
The cost model is based on the assumption that the investment cost of variable path
equipment is linearly proportionate to the load canying capacity. While this has made the
calculations simple, it may not be very accurate. Even the non-linear model used to

280
estimate investment cost of overhead travelling cranes and conveyors may not estimate the
costs very accurately.
c) Combining several moves to a single conveyor is not attempted here, because this would
involve the consideration of conveyor paths explicitly.
This consideration would be very complicated, involving complicated calculations to
verify whether the moves considered for combining into a conveyor lie on the same path.
d) Loading and unloading times were assumed to be included in the speed of operation of
M H E . It would be more appropriate to consider speed and loading and unloading times
separately. This would need more rules to estimate loading and unloading times for each
M H E used for each move, and expansion of the database to include data required for such
calculations.
7.5.2.3 Future directions
The materials handling equipment selection problem deserves more attention than it is
receiving currently, due to its effect on the cost of a product. Future directions of research on
the materials handling equipment selection problem could be in the following areas.
a) Creation and use of a knowledge-based system which considers other possible materials
handling situations, for example the use of gravity and manual materials handling. This
would make the application area wider.
b) Development of a better cost model in close cooperation with M H E manufacturers.
In close cooperation with M H E manufacturers, a model can be developed that would
estimate investment cost and operating costs of various M H E types. This would enhance
the reliability of a hybrid system such as the one developed here.
c) Development of an optimisation procedure considering loading / unloading times
explicitly, and the possibility of combining several moves to a single conveyor.

CHAPTER 8
A KNOWLEDGE-BASED AND OPTIMISATION APPROACH FOR THE JOINT DETERMINATION OF LAYOUT AND THE
MATERIALS HANDLING SYSTEM
The determination of layout and the materials handling system(MHS) when neither are
fixed, is investigated in this chapter. A new hybrid knowledge-based / optimisation
methodology is proposed for the joint determination of the layout and the M H S , which is
an integration of the two methods described in chapters 5 and 7 with necessary
modifications.
8.1 Introduction
The third type of materials handling projects described in Muther and Webster(1985)t164l is
to determine or improve both the handling method and the layout when neither are
previously decided. There is a severe scarcity of models and methodologies which are
capable of solving such problems, as most of layout algorithms available in literature
assume that the materials handling problem is solved while the methods proposed for
determining the materials handling system ( M H S ) assume that the layout is known. For
example, layout algorithms using 'a materials handling cost per unit per unit distance' as
data, become inapplicable when neither the layout nor the M H S are fixed. Such a data
value depends on the flow-path, and the flow path is not known until the layout is
determined (Tompkins and Reed(1978)[221^). The usual approach is to simplify the
problem, as mentioned in chapter 7, by considering the problems of determining the layout
and the materials handling system separately. First, the layout is determined either using

graph-theoretic approach, or a conventional algorithm which assume that the materials
handling cost is proportionate to move distance, then the materials handling system is
determined for the layout obtained. For this sequential approach, an algorithm such as the
one proposed in chapter 5 which minimises the transport-work, can be used to determine
the layout, and an algorithm such as in chapter 7 can be used to determine the materials
handling system. This approach is attractive for researchers since both the layout problem
and the materials handling system selection problem are very complex combinatorial
problems even when they are considered seperately.
Many practical situations require the consideration of other factors apart from the materials
handling cost in determining the layout and M H S . Moreover, the assumption that the
materials handling cost is proportionate to the move distance may not be valid for certain
real-life problems. For example, consider a situation where the machines A and B are
already placed (figure 8.1) and the machine C requires positioning. Also, assume that
heavy unit loads of materials are handled between machines. Since C has a higher flow
Y4
Figure 8.1 : Need for Different M H E Depending on Location of Machines

283
with A, an algorithm which minimises the transport work would place the machine C at
the place shown. Since C and A are in two separate rows ( B A Y s) in the building, the
materials handling between C and A would require either the use of a fork-lift or a
conveyor. If C is placed to the right of B, it would be possible to use an overhead crane
(which can be used to transport between A, B, and C). This would reduce the overall
materials handling cost and the required aisle space. In a heavy industrial situation, the
required aisle space is another important factor considered in making a final decision on the
layout and the materials handling system.
By splitting a problem into two sub-problems and optimisation of these two sub-problems
individually, a 'divide and rule strategy', would give an optimum solution for the original
problem, provided there are no interactions between the two sub-problems. Since the
determination of the layout and the materials handling system are very much interrelated,
consideration of these two problems individually to solve both problems, is not a very
attractive option even on theoretical grounds. Practitioners and Decision Makers prefer the
consideration of the two problems jointly, because of their high degree of interrelationship,
although the complexity of the two problems concerned has encouraged researchers to
consider these problems separately.
An ideal situation in manufacturing facilities design would be to have a system which
determines both the layout and the materials handling system optimally, while considering
all the practical requirements of the problem. However, joint consideration of the two
problems would invariably encounter high processing times in a computer, and possible
memory limitations due to their complexities. This does not undermine the importance of
developing methods which consider both problems jointly, because practitioners would be
more interested in such methods which can solve practical problems within a feasible time
limit.

284
Very few attempts have been reported which consider the joint determination of the layout
and the materials handling system as outlined in Chapter 2. The most prominent and the
first among such attempts is the C O F A D (Tompkins and Reed(1976)t219]) which uses
CRAFT[28] for determining the layout and the Webster's(1971)t231] model to determine
the materials handling system, in an iterative manner. C O F A D starts with an initial layout
tike C R A F T , then solves the materials handling selection problem. The resulting solution to
the materials handling selection problem is used to calculate a 'materials handling cost per
unit load per unit distance', for each move. These values are used as inputs in the C R A F T
procedure, to obtain an improved layout, then the materials handling system is determined
again for the resulting new layout. The procedure is repeated until a significant
improvement in the total materials handling cost cannot be further achieved. Since the
procedure strongly depends on the C R A F T and the Webster(1971)[231l model, it inherits all
the weaknesses associated with both procedures which were discussed before. Moreover,
the use of 'unit costs' derived to determine the promising facilities to be interchanged(in the
C R A F T procedure) is inappropriate, since the materials handling cost depends on the
location of facilities and the type of materials handling equipment used, and any
interchange of facilities would require a change in the required materials handling system.
Despite its weaknesses, C O F A D is the only approach that considers both layout and
materials handling system selection problems jointly and explicitly.
The KBML system of Heragu and Kusiak(1990)t94l very implicitly considers both
problems. The types of materials handling systems considered are limited to robot, A G V ,
and a gantry robot. The procedure is applied to F M S situations where the layout
arrangement is limited to four types. The procedure requires the user to input either the
layout type or materials handling carrier. The integrated expert systems approach of Abdou
and Datta (1990)W determines the materials handling system first, then determines the

285
layout. The system is centred around the types of layouts considered in KBML(Heragu and
Kusiak(1990)l94l). Therefore, these procedures are inapplicable when both problems have
to be considered joindy.
This chapter proposes a new knowledge-based and optimisation methodology which can be
considered as a step forward in achieving the ideal status of manufacturing facilities design
mentioned previously. The proposed methodology, integrates the construction algorithm
described in chapter 5 and the materials handling system selection procedure described in
chapter 7, to determine both the layout and the materials handling system simultaneously.
The details of the proposed procedure are explained in sections 8.2 and 8.3. The results of
experiments with test problems are reported in section 8.4. The investigation carried out to
verify the superiority of the joint determination over the sequential determination of layout
& M H S is reported in section 8.5. A general discussion of the proposed procedure and
suggestions for future work are included in section 8.6.
8.2 Modelling the Problem of Joint Determination of the Layout and the MHS
The models developed in Chapters 5 and 7 for the determination of layout and materials
handling system independently, are broadly applicable for the joint determination of them.
However, the joint problem requires the integration of those two models with appropriate
modifications. The constraints and the objective function applicable to the joint
determination of layout & M H S are described below.
8.2.1 Problem Constraints
The constraints that are required to be satisfied while developing the block layout are:-

286
(1) The size of the block which represents a machine should be compatible to the length
and the width of the machine
(2) Pick-up and drop-off points of a block should have the same relative positioning on
the machine which the block represents
(3) A block must be placed horizontally or vertically and either fixed at a user preferred
location or free to be determined by the algorithm
(4) Blocks must not overlap with each other
(5) Blocks must be located within the specified site area.
(6) Different orientations of machines (rotating by 0 and 180 degrees) should be
considered.
A detailed explanation of all of the above constraints are given in Chapter 5. Similarly, the
constraints that are important to consider in determining the materials handling system
(MHS) are:
(7) Feasibility of using a materials handling equipment ( M H E ) for a move:
(a) based on material type, nature and flow volume
0>) based on load and the carrying capacity of the M H E
(c) based on physical restrictions
(8) Utilisation of selected M H E should not exceed an acceptable limit
(9) All moves must be assigned to materials handling equipment
(10) One move should be assigned to only one equipment type
Details of these constraints are given in the Chapter 7.
8.2.2 Objective Function
The objective of attempting both problems jointly is to arrive at a feasible layout with a
minimum dead space and a M H S that minimises the total materials handling cost and the

total aisle space usage . The materials handling costs consist of
(1) Investment cost of the M H S and
(2) Operating cost of the M H S
The objective of minimising the total aisle space can be converted to that of minimising the
total penalty cost for aisle space usage, by multiplying the total area of aisle space by a
penalty cost value per unit area of aisle space. The models used for the calculation of
investment cost, operating cost and the aisle space usage of materials handling equipment
are given in Chapter 7.
A detailed mathematical model to express the joint problem is extremely difficult to
construct due to the complexities involved. Therefore, the problem is represented in the
following simplified form:-
Minimise Z = W i £ C m j +.1 Cpi [f W 2 [ D s ] (8.1) L j=l i=l
subject to
Cmj = <>i{ Pk, Di, M H E (j).space restrictions, At, S} (8.2)
C P i = M P b Di, M H E (j), Pc, Ij} (8.3)
Ds =<t>3{(xkb,ykbX(xkt»ykt) for all k} (8.4)
Pk. Dl =(t)4{ location of machines k & 1, L,W] (8.5)
where,
At - available operating time of M H E
Cmj - total capital and operating cost of M H E (j)
Cpi - penalty cost for the aisle space required for move i
Ds - dead space (difference between the minimum rectangular area
needed to contain the layout and the area required for the facilities)
(j> - represents a function
the move between the machines k and 1 I

Ij - aisle width required for M H E (j)
j - M H E identification
k, 1 - machine identifications
L, W - site length and width respectively
m - total number of moves
N - total number of M H E selected
Pc - penalty cost per unit area of aisle space
S - span of overhead cranes (equal to the span of B A Y )
W i , W 2 - relative weights given for the materials handling cost and the dead
space respectively
xkb. ykb - coordinates of bottom right corner of machine k
xkt» ykt - coordinates of top-left corner of machine k
The decision variables of the model are Pk, Di, MHE (j) and coordinates of machines (xkt,
ykt)and (xkb.ykb)-
The problem is modelled as a bi-criterion optimisation problem, as in Chapter 5, where
minimisation of the total cost of materials handling and the dead space are considered as
the two objectives. The objective function (8.1) represents the combined weighted
objectives. Equation 8.2 indicates that C m j is a function of pick-up / drop-off points of
machines, the type of M H E (j), space restrictions and parameter values At and S. Similarly,
the equation 8.3 indicates that the penalty cost of aisle space usage is a function of pick-up/
drop-off points, the M H E used and the parameter 'penalty cost per unit area of aisle space',
Pc. The equation (8.4) indicates that the dead space is a function of location of all
machines. The equation (8.5) shows that the pick-up and drop-off points of machines
depend on the configuration, orientation, location and dimension of machines, and the site
dimensions. The constraints 1-7, outlined previously, affect the locations of Pk, Di and the

289
M H S cost Cmj. The decision variables indicate the location, configuration and orientation
of machines, M H E to be used and their move assignments.
The algorithms developed in Chapters 5 and 7 for the determination of the layout and the
M H S respectively, required modification before they could be integrated and used for joint
determination of the layout and M H S . The underlying assumption of the algorithm
developed in Chapter 7 for determination of M H S (that the layout is known) is not valid
when both layout and M H S are unknown. Also, the underlying assumption in the
construction algorithm developed in Chapter 5 (materials handling cost is proportionate to
transport work) is not valid always as explained. The next section explains details of the
proposed integrated methodology.
8.3 The Proposed Integrated Methodology
The concept and the algorithm of the proposed integrated procedure is generally applicable
to manufacturing facilities design in a process industry environment. At present, the scope
of the knowledge base in the prototype system developed is limited to a heavy industrial
environment. Output of the methodology provides details of the optimum positioning of
machines (locations, configurations and orientations) and the materials handling system to
be used (materials handling equipment specifications, moves assigned to each equipment
and their expected utilisations).
The proposed integrated methodology consists of two phases. In phase 1, the layout and the
M H S is determined using a construction procedure. It finds the optimum location of an
entering machine that minimises the weighted objectives of materials handling cost (for
moves between the entering machine and already placed machines) and the current dead

space. Phase 2 is similar to that of the algorithm developed in Chapter 7 for M H S selection,
which optimises the MHS by improving utilisation.
8.3.1 Phase 1
As in the construction algorithm developed in Chapter 5, this phase consist of a selection
procedure and a placement procedure. The selection procedure consists of rules to select
machines sequentially for placement. A machine having maximum flow with already
placed machines is selected as the entering machine to be placed in the layout. If there are
no fixed machines initially, the first machine selected is the one having maximum number
of interactions.
The placement procedure is also very similar to that of the construction algorithm described
in Chapter 5, except for the calculation of the objective function. For an entering machine,
an optimum location, configuration and orientation is searched along the boundaries of
already fixed machines. Four candidate points are investigated along each edge of each of
the already fixed machines. At each candidate point, three possible ways of placing a block
(details are given in Chapter 5), two configurations (horizontal and vertical) and two
orientations, (a total of 12 combinations) are further analysed.
Let X represent a particular combination of candidate location, configuration and
orientation. At each combination X, minimum cost feasible materials handling equipment
is determined for each move i between the entering machine k and already placed
machines, and the following revised weighted objective function value Z'kx is evaluated.
Z'kx = W i IC'raj(i) + I C Pil + W 2 [Ds'kx]
i e S k i e Sk

where,
C'mj(i) - value of Cmj where MHE(j) is the minimum cost M H E for the move i
(The value of C m j is calculated using the apportioned cost of investment
and operating cost of M H E j)
Cpi - penalty cost of the aisle space required for the move i
Ds'kx - minimum rectangular area needed to contain already placed machines and
the entering machine k at a location given by the combination X.
Sk - set of moves between the entering machine k and already placed machines
Wi,W2- relative weights of the two objectives
Let X* be such that, Z'K* = Min { Z'k •% I all X j. The machine k is placed at a
location given by the combination X*. At this stage, no attempt is made to maximise
utilisation of the selected M H E .
In order to reduce the computational time, a set of feasible candidate MHE for each move is
obtained using the rules of the knowledge-based system developed in Chapter 7, before the
search procedure begins. At this instance, feasibility is checked on the basis of materials
type, nature, flow volume and the load. Subsequently, when locationX is searched to place
the machine k, further feasibility checks on the use of candidate M H E based on locations of
machines associated with concerned moves, are made.
8.3.2 Phase 2
Once all machines are located, phase 2 of the MHS selection algorithm described in
Chapter 7 is applied to improve the utilisation of the M H S . The procedure combines
several moves to under-utilised least cost equipment or replace several under-utilised M H E

292
by one low cost alternative in an attempt to improve their utilisation. More details of this
phase are given in Chapter 7, section 7.3.2.2.
8.3.3 Steps of the overall procedure
Step 1 : Initialise : Read data concerning facilities, site dimensions, L and W. Determine
At, S and Pc values to be used. If there are any fixed machines, locate them in the
respective fixed places. Let nf = number of fixed machines and S, the set of fixed
machines.
Step 2 : Obtain sets of feasible M H E for each move between each pair of machines using
the knowledge base. If nf = 0 go to step 3 to select the initial machine; otherwise
go to step 4 to select the next machine.
Step 3 : Select the machine k which has the maximum number of interactions, and place it
at the centre with a horizontal configuration. Update S(append k to S), and set nf =
nf+1.
Step 4 :Select the next machine k from the machines yet to be placed, which has the
maximum flow with already fixed machines in S. Select the first block (machine),
m, in S.
Step 5 : Select the top-left corner point of m as a candidate point C. Check the feasible
quarter. If a feasible quarter exists, go to step 6 ; otherwise go to step 10.
Step 6 : Place the machine k in the feasible quarter, with a possible combination X . If all
possible combinations (ways of placing, configurations and orientations ), X, are
analysed, then go to step 10.
Step 7 : Check for feasibility (ie. check the non-overlapping conditions with all the already
fixed machines). If feasible, go to step 8. Otherwise return to step 6.
Step 8 -.For each move i between the entering machine k and machines already in S,
calculate the minimum cost M H E (j)ki considering the apportioned costs of

investment, from the candidate set of M H E obtained in step 2, corresponding to
move i.
Step 9 : Calculate the objective function value Z'ksr- If Z'k-xis less than the previous best
value Z'*k ; save X and update Z'*k = Z V x . Rotate the block k by 180 degrees
around the centre of current location. Repeat step 8. Calculate Z'k % and save if it is
less than Z'*k; update Z'*k. Return to step 6.
Step 10: Update the candidate point C such that a feasible quarter exists. Four candidate
points in each edge of the selected block are considered in default, which can be
overridden by the user. If all candidate points are considered around the selected
block, go to step 11. Otherwise go to step 6.
Step 11: Select the next machine, m , in S. If all machines in S are considered then go to
step 12. Otherwise go to step 5.
Step 12: Locate the selected machine k as specified byX* which gives the best value of
Z'*k with the corresponding M H S . Update S. If all machines are placed go to step
13. Otherwise go to step 3.
Step 13: Phase 2 : Follow the steps of phase 2 of the algorithm given (steps 5-9) in Chapter
7 to optimise the utilisation of the M H S . Stop.
The general flow chart of the procedure is given in figure 8.2.
The system parameters are ; the available time (At), penalty cost per unit area of aisle space
0?c), site dimensions (L, W ) , span of overhead cranes or bays in the building (S), and the
relative weights of objectives W i & W 2 .

G>
©•
C START )
T Input data and
parameter values
y For each move, i, determine the candidate list of M H E using the knowledge base of rules
I Fix any fixed machines at a user desired locations
sfe Select a machine k for placement using the selection procedure
.No.
Select a fixed machine, m
•« Select a candidate point along the boundary of m
f"—= Select a possible form of placing with horizontal configuration
Select an orientation
Find the minimum cost M H E for a move with an already fixed machine
%
Place machine k horizontally at the center
zzzu <D
<D
<5>
<D
ure 8.2: Flow Chart of the Algorithm for Joint Determination of the Layout and M H S

295
No "AH "moves with already* fixed M/C considered.
Yes
Evaluate Z'k
Select a vertical configuration
£ Apply phase 2 of the algorithm to improve the utilisation of M H E
( STOP )
Figure 8.2 Contd : Flow Chart of the Algorithm for the Joint Determination of the
Layout and MHS

8.4 Experiments and Results
The proposed integrated system was fully implemented using the L P A P R O L O G version
3.6. Experiments were conducted with the 12-machine test problem used in Chapters 5 and
7, and with the case study problem of the B H P Springhill Works under 'green-field'
conditions. A comparative analysis was made between the joint determination of the layout
and M H S as proposed here, and the sequential determination of layout and M H S . The
sequential determination was achieved by the application of algorithms presented in
chapters 5 and 7 sequentially.
8.4.1 Experiments with the 12 - Machine Problem
The data on material flows, machine dimensions and the materials handling equipment for
the test problem of 12- machines are as given in tables (E.l), (D.3) and (E.3) in Appendices
E, D and E respectively.
The parameter values chosen for experiments with the 12 M/C problem are as follows:
Span (S) = 20 meters
Available time (At) = 2000 hours/yr
Penalty cost (Pc) = 75 $/m2/yr
Site-dimensions = 500 * 500 m * m
A set of non-inferior solutions (Pareto-optimal points) was determined by varying the
relative weights of the two objectives (minimising the materials handling cost and the dead
space), W i and W 2 , systematically and applying the algorithm. The results are given in
table 8.1.

Table 8.1 : Experimental Results for the 12 M / C Problem
W l
0.0002
0.01
0.02
0.04
1
W2 1
0.9998
0.99
0.98
0.96
0
Bounds on total cost
($)
Lower
1561031
1252570
1228075
1122695
1100995
Upper
6872422
6892693
6864129
6563735
6630010
M H S Cost ($)
C&O 748228
515169
438032
439520
433745
Penalty
944063
925031
961069
840450
840225
Total
1692291
1440200
1399101
1279970
1273970
DSR
0.33
0.42
0.38
0.53
0.61
Note : C & O - Capital and operating cost
The layout shown in figure 8.3 corresponds to the single objective of minimising the total
M H S cost (Wi=l , W 2 = 0). The most compact layout obtained, which corresponds to W i
= 0.0002, is shown in figure 8.4, and the corresponding M H S is given in table 8.2. Table
8.2 provides the specifications(type and design load carrying capacity) of M H E and the
assignment of moves. Identical solutions resulted when W i >0.1, due to the significant
difference in values of M H S cost and the dead space. The solution at W i = 0.01 does not
correspond to a Pareto - optimal point, because it is inferior to the solution at W i = 0.02 in
terms of both objectives. The Pareto-optimal points (which correspond to non-inferior
solutions) are depicted in figure 8.5, which could be used by a Decision Maker to choose
the layout and the corresponding M H S according to his preference. The figure 8.5 also
shows the variation of the capital & operating cost and the penalty cost (for aisle space
usage) with the dead space ratio. The average computer time required on an I B M PC/486
computer is about 19 minutes, for the joint determination of layout and M H S of this 12
M/C problem, which has 110 moves. The computer times are relatively high, as expected,
due to the nature of the problem and the PROLOG'S inefficiency in performing numerical
calculations.

298
Sk.lOl
co Q
- t -
CO
% CM
LV -r-
¥-
03
a -+-
.P a. CO
CU rO O U 04
CM rH
CU JH +J
>H
o tfH -P CJ O i>, cd
CO CO
cu $H
3 cm
4 — I
to
o
II
« en Q
o r-03 CO r> cv rH
II •+J Cfl 0 O
Ul « S
B.
—H
CO
p. a
o.
CM
CM X!
co£
^ *
"04 ^
IS o
03
-s-
CV
o o o
6 cu i-H
rQ o u OH
u s CM rH
CU ^ -P
5H 0 MH
-M 2 o cd >-J
TH
co
ID SH 3 b£
•FH
b
CO CO
a
ll
K
Q
rH
03 CV CM 03 CO rH
II -P cn o o CO ffi
s

Table 8.2: Optimal M H S for 12 M/C Problem When W i =0.0002
MHE
roller conveyer
roller conveyor
tow-conveyor
tow-conveyor
tow-conveyor
tow-conveyor
tow-conveyor
tow-conveyor
fork-lift
fork-lift
bridge-crane
bridge-crane
bridge-crane
tow-tractor
Capacity
(kg)
250
500
1000
3000
1000
2000
8000
2000
5000
5000
8000
8000
10000
100000
Utilisa
tion.
0.8
0.63
0.8
0.56
0.8
0.11
0.09
0.2
0.76
0.8
0.8
0.78
0.8
0.51
Assigned moves( from i - to j )
[8,7]
[8,4]
[5,1]
[3,5]
[4,6]
[11,8]
[3,8]
[2,3]
[10,3],[10,7],[10,12],[4,7],[3,7],[9,1],[12,1],
[2,4],[3,1],[2,10]
[12,3],[6,2],[6,9],[6,4],[4,12],[9,1],[2,5],[5,2],
[8,11],[7,2],[5,10,[3,11]
[7,11],[6,10],[12,5],[5,6],[4,8],[8,12],[6,7],
[12,1],[10,11],[8,6],[1,2]
[5,7],[7,4],[7,8],
[1,6],[10,1],11,3],9,6],6,5],[5,9],[6,8],[11,1],
[11,5]
[11,9],[11,12],[12,9],[3,9],[3,2],[4,9],[4,1],
[9,12],[9,3],[3,12],[9,2],[2,9],[2,11],[2,12],[2,6],
[3,6],[11,6],[6,11],[6,12],[3,4],[11,4],[12,4],
[4,11],[2,1],[1,3],[1,4],[1,9],[1,11],[1,12],[1,5],
[4,5],[5,4],[5,11],[5,12],[1,8],[2,8],[5,8],[8,1],
[8,3],[8,9],[1,7],[2,7],[9,7],[11,7],[12,7],[7,6],
[7,9],[7,12],[1,10],[3,10],[4,10],[7,10],[8,10],
[9,10],[11,10],[10,2],[10,5],[10,6]

Non-inferior Solutions
2000000 < « •
Vi • W
Vi
8 Ul B 73 C 05
73 "C v
• 4 4 -
93
1500000"
1000000"
500000
0
"? Total materials handling cost($) ~* Capital & operating cost "*~ Penalty cost of isle space usage
0.3 0.4 0.5 0.6
Dead-space-ratio
0.7
Figure 8.5 : Variation of Materials Handling Costs with the Dead-space ratio for the 12
M/C problem : Pareto-Optimal Points
8.4.2 Application to the Case-Study Problem of Springhill Works
The system designed was applied to the case-study problem of the BHP Springhill works
under 'green field' conditions. The material flow data given in table D.5 (Appendix D)
(which gives material flow in terms of tonnes) are converted to represent the actual number
of coils moved between each of the machines, as given in table F.l (Appendix F). The
dimensions of machines are as shown in table D.4 in Appendix-D. Only the machine
dimensions are considered in obtaining the layout, which was edited subsequently adding
the WIP storage areas needed for each unit.
The parameter values considered are as follows:
Span (S) = 27 meters

301
Available time (At) = 4000 hrs/yr
Penalty cost (Pc) = 50 $ / m2/yr
Site dimensions =1000 * 1000 m * m
The span considered is the same as that of the existing building. The plant currently works
168 hours a week (approximately 8400 hours per year). Since the loading/unloading times,
breakdowns, meal breaks, etc are not explicitly considered in the model, available time for
moves is considered as 4000 hours. The penalty cost value (for aisle space) chosen is a very
rough estimate based on rental value.
The table 8.3 shows the variation of MHS costs and DSR, when Wi and W2 are
systematically varied. The average computer time required on a PC/486 computer is about
14 minutes (the problem has 18 facilities and 40 moves between them). Figure 8.6 shows
only the pareto-optimal points. Figure 8.7(a) and table 8.4 show the layout and the M H S
obtained when W i = 0 and W 2 = 0 . The corresponding edited layout, after adding W I P areas,
is shown in figure 8.7(b). Figure 8.8(a) and table 8.5 show the layout and the M H S
respectively when equal relative weights are considered (Wi=0.5, W2=0.5) for the
objectives of M H S cost and dead-space. The corresponding edited layout is shown in figure
8.8(b).
Both of the layouts shown in figures 8.7(b) and 8.8(b) provide very smooth material flows
for major product groups currently manufactured by the Springhill Works. This is clear
when comparing the layout with the flow charts of major product groups (see Figure C l in
Appendix C) manufactured by the Springhill Works. The major processing units which
have high interactions between them are arranged side by side, while their pick-up and
drop-off points are oriented in such a way, that the move distance is minimum.

Table 8.3 : Experimental Results of Layout and M H S for the Springhill Works
W l
1
0.9
0.8
0.7
0.5
0.3
0.2
0.1
0.07
0.05
0.03
0.01
W2
0
0.1
0.2
0.3
0.5
0.7
0.8
0.9
0.93
0.95
0.97
0.99
Bounds on total
Cost($)
Lower
501131
509126
510847
451045
594427
548134
539865
668726
709174
808340
855947
772945
Upper
2914760
2922295
2923752
2866235
2999042
2950464
2947445
3059437
3088467
3184302
3227016
3142782
M H S Cost ($)
C&O
334462
220842
342014
216956
475978
234744
234033
410699
417033
641526
794750
482579
Penalty
910525
1430800
869225
1190525
779188
1361675
1305763
903700
975013
986675
662050
1493525
Total
1244987
1452842
1211239
1407481
1255166
1596419
1539796
1314399
1392046
1628201
1456800
1976104
DSR
0.76
0.57
0.55
0.43
0.38
0.39
0.31
0.15
0.12
0.14
0.10
0.08
C & O : Capital and Operating costs

&t
Non-inferior Solutions- Springhill W o r k s
2000000
| 15000001 o M fi
1 10000001
Vi
I 5000001 V ed
0
Total M H S cost Capital & operating cost Penalty cost
• i i i i i i i i i i i i i i i i i i i i i i i i i i i
0.0 0.1 0.2 0.3 0.4 0.5 0.6
Dead-space-ratio
Figure 8.6 : Pareto Optimal Points for the Springhill Works
Table 8.4 : Optimal M H S for the Springhill Works W h e n (Wi=l)
MHE
bridge-crane
tow-tractor
Capacity
(kg)
12000
100000
Utilisation
0.4041
0.2829
Assigned moves (from i to j)
[7,10],[7,8],[7,12],[7,9],[9,8],[9,10],
[7,11],[9,11],[7,15],[12,15],[9,13].
[[1,3],[10,18],[1,4],[3,4],[4,14],[14,17],[3,6],
[4,10],[4,7],[6,7],[4,8],[8,10],[7,13],[8,13],
[8,15],[13,15],[4,12],[8,12],[10,12],[1,2],
[2,3],[4,9],[4,11],[8,11],[10,11],[11,16],[3,5],
[5,6].

30
RSCimNG(R/.f-ConS)
p
-- p CPCM
D
CTM
P f-
SCA
cm Pfl-t-
BIT DSN -5S___l£t_
• EJJ-
D'-P
DBF
4*1 BHB ~Tf
DBS
MHS coat = 1244987 DSR = 0.76
Figure 8.7(a) : Layout for Springhill Works (Wl = l, W2=0)
•acmriNC(iuw-coas)
£Z
FB CTM
cm PD--
D era
p
SIT DBN -JPr " " '"
FH IOL
4° 3HB
FSI 8HR
PHI COL
PRI SPL
Df PKS DBS
DSR = 0.60
Figure 8.7(b) : Edited Layout for Springhill Works

305
z w a
133 g-d't *
NT1D Q"d-- Bu
o +
di
a cj
en a
a: OP
PS X VI
04 hUs, i ' i T7 i
c Vi
a
Vi
z w a
o u I
u z; w u w PS
LO
d II cu St
m"
d
in
u o |£= <-H
•p-H
-a cm Cl , _, (H
en
n f-i
-*-> 3 0 >. cd ,-1
"
cfl
CO CO
a> )H
3 cm
CO CO o
II DS oo Q
CO CO
101 \Ii CM H
II +J
m 0 u Ul X S
d ll CM
d II
J* •4,
o ft
J3
fl •I-I
P4
w O
3 o CO >-5
cu +J CQ
W O
CO CO
CO S-i
bj]
PS W Q

306
Table 8.5 : Optimal M H S for the Springhill Works W h e n (Wj=0.5)
MHE
bridge-crane
bridge-crane
tow-tractor
Capacity
(kg)
8000
14000
100000
Utilisation
0.41
0.58
0.29
Assigned moves (from i - to j )
[11,16],[8,15]
[1,2],[7,10],[7,8],[7,12],[10,12],[7,9],[9,8],
[9,10],[7,11],[9,11],[10,11],[3,5],[5,6]
[1,3],[10,18],[1,4],[3,4],[4,14],[14,17],[3,6],
[4,10],[4,7],[6,7],[4,8],[8,10],[7,13],[8,13],
[7,15],[13,15],[4,12],[8,12],[12,15],[2,3],
[4,9],[9,13],[4,11],[8,11].
8. 5 Comparative Analysis of Joint Determination Vs Sequential Determination of
Layout and the M H S
An interesting investigation is to verify whether, as one would logically expect, the joint
determination of layout and the M H S provides better solutions in terms of objective
function value than the sequential determination. In the sequential determination the layout
is determined first under the assumption that the materials handling cost is proportionate to
the transport work and the M H S is subsequently determined for the resulting layout. The
algorithms presented in Chapter 5 and 7 can be used for sequential determination of the
layout and the M H S .
The two problems, the 12 M/C problem and the Springhill Works problem, are considered
for this comparative analysis. The 'optimal' layout and the M H S for each problem were
determined using both methodologies (joint determination and sequential determination).

307
Similar site dimensions and the single objective(Wi=l; W2=0) of minimising M H S cost
were used as the common basis for comparison.
a) The 12 - M/C problem
Three different site-dimensions and (Wi=l; W2=0) were used with both methods to obtain
different layouts and M H S . The experiments with different site dimensions were carried out
to verify the consistency of results of comparison between joint and sequential
determination under different layouts obtained. Table 8.6(a) shows the costs of M H S and
the dead-space-ratio (DSR) at each of the site dimensions. Figure 8.9(a) shows the
comparison of total M H S costs (capital, operating and penalty cost of aisle space usage)
using the two methods at each of the site dimensions used.
Table 8.6(a): Comparative Analysis of Joint Determination Vs Sequential Determination
of Layout and M H S for the 12 M/C Problem
Site
(m*m)
Bounds on total cost
($)
lower upper
M H S Cost ($)
cap/opr pen total
D S R
Joint determination of layout and M H S
70*50
80*40
100*40
1167340
1257374
1140838
6810119
6886214
6674045
433479
577167
490325
922838
799200
830644
1356317
1376367
1320969
0.41
0.32
0.40
Sequential determination of layout and M H S
70*50
80*40
100 * 40
1116505
1174036
1234989
5765514
5915666
5865873
747431
758946
745188
646425
694763
710213
1393856
1453709
1455401
0.18
0.30
0.42

b) The Problem of B H P Springhill Works
Three different site dimensions and a single objective(Wi=l; W2=0) were used as in (a) to
determine the layout and the MHS for the Springhill plant using both methods. The results
are summarised in table 8.6(b), and in figure 8.9(b).
Comparative Analysis of Joint determination Vs Sequential Determination of Layout & MHS
2000000
Vi
o u X
2 o H
1000000-
0
E3 Joint determination of layout/MHS H Sequential determination of layout/MHS
0.76 0.45 0.39
Dead-Space-Ratio
Figure 8.9(a): Comparative Analysis of Joint Determination Vs Sequential Determination
of layout and MHS for the 12 M/C problem
It is clearly seen from figures 8.9(a) & (b), that the joint determination provides lower cost
of MHS than the sequential determination. This result is consistent with that of Tompkins
et. al.(1976)[221l, in that the COFAD provided superior solutions to the sequential
application of CRAFT and Webster's method. Thus, the 'divide and rule' strategy , though

309
relatively easy to implement, does not provide superior solutions to some complex
problems such as the facilities design problem.
Table 8.6(b): Comparative Analysis of Joint Determination Vs Sequential Determination
of Layout and M H S for the Springhill Works
Site (m*m) Bounds on total
cost($)
lower upper
M H S Cost ($)
cap/opr pen total
DSR
Joint determination of layout and M H S
1000*1000
500*300
400*200
501131
598581
605275
2914760
3002679
3008897
334462
479304
480877
910525
802375
687400
1244987
1281679
1168277
0.76
0.44
0.39
Sequential determination of layout and M H S
1000*1000
500*300
400*200
509168
612297
620034
2563545
2662916
2673237
1301273
881644
1113333
136738
581075
235950
1438011
1462719
1349283
o.76
0.44
0.39
Although, the joint determination has provided superior solutions in terms of solution
quality (ie. less M H S cost), it is worse than the sequential determination in terms of
required computer time. The 12 M / C problem required 19 minutes for the joint
determination and about 3 minutes for the sequential determination on an I B M PC/486
computer while the corresponding times required for the Springhill Works problem were 14
and 6 minutes respectively. Relating these computer times to the respective number of
machines and moves associated with the two problems (12 M / C problem has 110 moves,
while the Springhill plant problem has 18 facilities has 40 moves), it can be concluded that

310
the time required for the joint determination is dominated by the number of moves while
the time required for the sequential determination is dominated by the number of machines.
Comparative Analysis of Joint determination Vs Sequential Determination of Layout & MHS
2000000
V5-• * *
Vi
O y
Sg 1000000
O
H
0
• Joint determination of layout/MHS M Sequential determination of layout/MHS
m
0.76 0.45 0.39
Dead-Space-Ratio
Figure 8.9(b): Comparative Analysis of Joint Determination Vs Sequential Determination
of Layout and MHS for the Springhill Works

311
8.6. S u m m a r y and Discussion
8.6.1 Summary
Industrial facilities design involves determination of the facilities layout and the materials
handling system. When neither the layout or the MHS are fixed, determination of both has
traditionally been a very complex task making consideration of the joint problem
impractical. A new knowledge-based / optimisation algorithm is presented in this chapter
for joint determination of layout and materials handling system in a manufacturing
environment. Proposed optimisation algorithm minimises two objectives, MHS cost and
dead space of the layout. The proposed system is an integration of the two methodologies
presented in Chapters 5 and 7 for the determination of layout and the MHS, with necessary
modifications. The integrated algorithm is implemented using the LPA PROLOG language,
and the experiments are conducted on an IBM compatible PC/486 computer. The
applicability of the procedure is demonstrated through the test problem of 12-machines
described in Chapters 5 and 7, and the case study problem of the BHP Springhill Works.
The output of the procedure provides details of the layout (block location, configuration
-vertical / horizontal-, orientation of pick-up and drop-off points of machines) and the
materials handling system(type of MHE to be used, design load carrying capacities,
utilisations and the move assignments). The results demonstrate that the consideration of
dead-space with a higher relative weight in the objective function assists in achieving a
compact layout.
A comparative analysis was made between the joint determination and the sequential
determination of the layout and the MHS using the two test problems with common site
dimensions for each problem, and a single objective of minimising the MHS cost . The

312
results confirm a logical hypotheses that the joint determination provides better solutions
than the sequential determination at the expense of computational requirements.
8.6.2 Discussion
a) On the results of experiments
The total MHS costs obtained for both problems tested are reasonably close to lower
bounds estimated for the problem, due to the effectiveness of phase 2 of the algorithm
which combines several moves and assigns to low cost M H E . Compact layouts are resulted
in both problems when higher values of W 2 were used. The versatility of the algorithm is
testified by the more general 12 M / C problem which has wide variations of machine
dimensions and 110 flows (moves) between them. The applicability of the method to a real
life problem is shown with the case-study of the B H P Springhill Works which has 18
manufacturing facilities and 40 moves. The low number of M H E types required for the
Springhill Works is partly due to the efficient layout, and partly due to the data values
regarding M H E costs used. The cost data used for the problem are very rough estimates
based on Kulwiec(1980)t12°]. A n experiment with a penalty cost of (Pc = 150) and higher
cost coefficients for the tow-tractor has resulted in a requirement of 11 types of M H E . The
sensitivity of the solutions to equipment cost coefficients demands accurate estimates of
them. However, the penalty cost of aisle space usage, Pc, can be considered as a parameter
and the user can perform a parametric analysis (as in Chapter 7) over a range of likely
values of Pc before a final decision on layout and M H S is made.
The computer time required for the joint determination of the layout and the MHS, is a
function of both the number of facilities and the number of moves. Therefore the notion of
'problem size' should be redefined, in the context of joint determination of layout and M H S ,

313
to include both the number of moves and facilities. This is in contrast to the traditional
definition of 'problem size' in the context of facilities layout, where the 'problem size' is
indicated by the associated number of facilities.
b) On the proposed methodology
The proposed methodology is a hybrid knowledge-based / optimisation technique for the
joint determination of layout and M H S . The knowledge base consists of a rule base and a
data base for the determination of a feasible set of M H E for each move of the concerned
problem. The optimisation algorithm determines the optimum location of manufacturing
facilities and the minimum cost feasible M H S to be used.
The system considers many practical aspects related to manufacturing facilities design. The
parameters considered are site dimensions, available time (for operating M H E ) , aisle-
spaces, operating speeds of M H E , materials nature, type, unit loads, material and machine
dimensions, and pick-up and drop-off points with respect to configuration of machines. The
system output provides the details of location, configuration, orientation of machines
(manufacturing facilities), design load carrying capacity of M H E , their utilisations and
move assignments. The bi-criterion optimisation model provides the user with several
alternative non-inferior solutions, to decide on the layout and the M H S . The Decision
Maker can select a few non-inferior solutions according to his / her preferences, to
investigate their sensitivity to operating dynamics of the system using Monte Carlo
simulation methodology, utilising models similar to those described in Chapter 4.
A general weakness associated with construction algorithms (for the determination of
facilities layout) which start at the centre, has been the high dead space in the resulting
layouts. This is eliminated by modelling the problem as a bi-criterion optimisation problem.

314
Compact layouts with less dead-space are possible to arrive at using appropriate relative
weights for the objectives. Another alternative way of obtaining compact layouts is to use
smaller site dimensions. The results show that the solution which corresponds to
minimisation of M H S cost alone is often inferior to a solution which considers both
objectives of minimising total M H S cost and the dead-space. This further justifies the bi-
criterion modelling approach.
The consideration of joint determination of layout and MHS would increase the
computational requirements dramatically. Since the procedure is implemented on a
personal computer, this added computer time would not be a serious limitation due to the
fact that a personal computer is very affordable to even to small organisations, and most
professionals. For problems which are much larger than the typical test problems
considered in this chapter, a clustering technique could be used first to reduce the problem
size. The proposed methodology can then be applied to determine the layout and the M H S
between and within the clusters.
The knowledge base developed in the system has a limited scope of application. The rules
and the data base developed are more suitable for heavy manufacturing environments.
However, expansion of this knowledge base can be achieved easily.
c) On the comparison between the joint determination and sequential determination of the
layout and the M H S
The results confirm a logical hypotheses argued at the beginning of this chapter, that the
joint determination of layout and the M H S should provide better solutions than the
sequential determination because of the high degree of inter-dependency between the
layout and the M H S . However, as expected, joint determination requires more

315
computational effort in terms of time and memory, than the sequential determination.
Moreover, the difference between the total cost of M H S using the two methods is not very
large. For larger problems, sequential determination (the joint determination may not be
feasible due to computer memory limitations and time constraints) would be the only
feasible option available. Alternatively, joint determination could be employed in
conjunction with a cluster analysis. However, some real-life problems such as the
Springhill Works (which is a currently operating plant of the B H P Sheet and Coil Products
Division) are sufficiently small to attempt the joint determination .
d) On the data requirements
The optimisation part of the procedure heavily relies on the accuracy of data on MHE, flow
data, machines and materials involved in the moves. Variations on material flow data can
be analysed using the simulation methodology, in post-optimal analysis. Accurate data on
costs (equipment costs and penalty costs on aisle space usage) which are vital to determine
the layout and M H S are very difficult to estimate. However, this is not a limitation of the
proposed procedure since any methodology involving economic analysis of alternative
M H S needs such accurate data. The penalty cost of aisle space usage, Pc, can be considered
as a parameter, where the user can experiment with different likely values of Pc (as
reported in Chapter 7) to obtain different layouts and M H S before deciding on the best
layout / M H S according to of his / her preferences.
e) On the use of LPA PROLOG
The integrated system presented in this chapter is completely implemented using LPA
P R O L O G version 3.6. Since the proposed system has a knowledge base component,
P R O L O G was chosen for its popularity as an Artificial Intelligence language.

316
From the experience gained during the implementation of the system, a generalisation can
be made that it is a relatively good language which can handle both declarative and
procedural constructs. However, experience with the system also confirmed the fact that
L P A P R O L O G is too slow compared with the C language in dealing with analytical
procedures. For example, the layout algorithm presented in Chapter 5, when implemented
in C, required only 5 seconds on I B M PC/486 computer to determine the layout for the 12
machine problem, but when implemented using the L P A P R O L O G , 2 minutes was
required. This can be expected because C is a procedural language which is far superior in
handling numbers than declarative languages such as P R O L O G .
A problem that was frequently encountered during the implementation was 'exceeding the
number space'. L P A P R O L O G has four memory areas and the 'number space' is one of
them. The number space contains floating point numbers, that are generated during the
execution. Since the proposed methodology is an iterative procedure, it generates vast
amount of data concerning locations, M H S costs etc, which are floating point numbers that
would easily exceed the number space. Although this problem was handled successfully,
using the suggested techniques in the Program Reference Manual for improving the
program efficiency, there is a possibility that the same problem might erupt again when
attempting larger problems. L P A P R O L O G version 3.6 (which was used in the later part of
the implementation) has superior memory management compared to the previous version
(3.3), which was used earlier. However, even this updated version needs much
improvement in memory management, particularly in relation to communication with DOS.
Therefore an improved version of the language, which has a better memory management
system and which is able to handle analytical procedures as efficiently as C, is a necessity.

0 Future work
1) A natural extension of the methodology presented is to design an intelligent method to
include W I P areas into the layout and calculate the M H S cost between W I P areas and
the respective units also.
2) Since the hybrid construction and improvement algorithms provide better solutions than
pure construction algorithms for facilities layout, an interesting research work would be
to design a hybrid construction and improvement algorithm which determines the layout
and the M H S jointly.
3) A n ideal computerised system for facilities design would determine the layout and
M H S , then perform sensitivity analysis of the system under various operating conditions
using the Monte-Carlo simulation methodology. Therefore, further interesting research
work would be to extend the proposed system so that simulation models are
automatically developed for the resulting layout and M H S and then analysed under
various user specified operating conditions.

CHAPTER 9
CONCLUSION
Facilities design is a vital element in the establishment or reorganisation of a manufacturing
firm. Facilities design includes the determination of layout and the materials handling system.
A n optimum facilities design improves the competitive edge of an organisation through
reduction in materials handling cost, which forms a sizeable portion of the cost of products in
many instances.
A comprehensive investigation into the use of computer aided techniques for industrial
facilities design, is carried out in this research study. The study includes techniques for the
determination of machine layout and the materials handling system, and post-optimal
analysis. During early stages of the study, there was an opportunity to analyse a real-life
industrial facilities design problem in a heavy manufacturing environment, which revealed
many deficiencies of existing computerised methods. Methods developed during later stages
of the study addressed some of these deficiencies by extending relevant optimisation
techniques to address practically important aspects.
The real-life case study problem involved determination of layout / MHS, and post-optimal
analysis using simulation. A Considerable amount of time was spent in becoming familiar
with activities of the plant, data collection, data analysis and simulation analysis. The study
was subject to many changes in company priorities, which contributed to delays.
The research study made many contributions to the knowledge of researchers in the area of
computer aided facilities design. The case-study problem revealed the importance of
considering pick-up and drop-off points of larger machines when determining the layout, an

319
aspect previously considered by only few researchers. A new construction algorithm was
developed based on a bi-criterion optimisation model to determine the layout, which
considered important aspects such as machine dimensions and their configurations, and
orientations of pick-up / drop-off points. The investigation into the graph-theoretic approach
as an alternative approach in determining the layout, resulted in development of a new
knowledge-based system to convert a dual graph into a block layout, which does not have a
sound methodology in the literature. The investigation into the materials handling system
selection problem, as part of the industrial facilities design problem, resulted in development
of a new knowledge-based / optimisation system, to determine optimum M H S when the
layout is known. The highly complex, yet very important, joint determination of layout and
the materials handling system was attempted. This resulted in development of a new
knowledge-based / optimisation system integrating the construction algorithm and the
methodology for determination of the M H S developed earlier. These findings are elaborated
below.
9.1 Lessons from the Case-Study
The real life case-study problem of the Springhill Works, considered at the beginning of the
study, provided valuable experience in many aspects related to industrial facilities design. It
also provided an insight into factors considered as important in practice, yet ignored by
sophisticated models and algorithms available in the literature. The practical constraints of the
case-study problem were too tight. Therefore it was possible to generate only few alternative
feasible layouts. This substantiated the proposition that many practical layout problems do
not need the consideration of thousands of alternatives, since practical constraints allow only
a few feasible alternatives. The study established the following.
- The study confirmed that in practice, determinations of layouts are always made with

320
consideration of potential materials handling systems.
- The C A D facilities available could be used in conjunction with concepts of established
layout algorithms such as C R A F T , C O R E L A P , A L D E P for generation of good feasible
layouts interactively.
- The 'transport -work' used by many layout algorithms for evaluating layouts, is not an
attractive criteria for practitioners, whose interest is in the financial gains / savings
resulting from proposed layouts. However in some instances direct use of materials
handling costs, as the criteria for evaluating layouts, cannot be considered due to
difficulties in obtaining relevant data.
- The determination of layout and M H S in a heavy manufacturing environment, needs
explicit consideration of
- pick-up / drop-off points and dimensions of machines,
- orientations of machines and
- the aisle space requirements of materials handling equipment.
- The consideration of distance between centroids, as in some established layout algorithms,
does not provide accurate evaluation of layouts for heavy industry environments.
- The time required for studying practical constraints and data analysis is much more than
for the layout generation and evaluation phase. Therefore development of methodologies
that consider practically important factors is more sensible than developing computer
efficient sophisticated algorithms which are not useful for addressing practical problems.
9.2 Use of Simulation in Industrial Facilities Design
The Monte-Carlo simulation methodology was thoroughly investigated due to the dominant
role played by it in analysing practical industrial facilities design problems. The literature
survey revealed many successful applications of the simulation methodology in real life
problems. The methodology was investigated through application to the case study problem

321
of the B H P Springhill Works for analysing two alternative layouts with options of centralised
and decentralised packing/despatching. The analysis incorporated operating dynamics such as
scheduling policies, fluctuations in production / packing / despatching rates, and
breakdowns. Models were developed for the present system, and for proposed decentralised
and centralised systems using S I M A N / C I N E M A , which is a general purpose simulation
language. .After satisfying the validity of models, model outputs were analysed by making
one long run and using the method of 'truncating and batching'. The results of simulation
analysis indicated that the decentralised system will be unable to meet future demands for
materials handling, while the centralised system can meet such requirements using the M H S
tested. The analysis further established the improvements necessary for production and
failure rates of critical processing units and packing / despatching sections, in order to meet
target production levels.
This study confirmed the following accepted views on simulation.
- The simulation methodology is sufficiently flexible and versatile to model most
realistic situations,
- It is a highly time consuming process,
- It requires expert knowledge.
Since the case-study problem is a complex real life industrial problem, the knowledge gained
in modelling and analysis is highly valuable compared to those from small class room size
academic problems. W h e n modelling, an appropriate choice of entities and the representation
of situations with high W I P inventories by a variable/counter are very important to deal with
memory related problems of software. A way of modelling the batch processing was
developed using the S I M A N s 'Signal' and 'Search' facilities, the concept of which can be
used with other simulation languages for the same purpose. The simulation study also

322
showed that the Triangular distribution can be used for approximately representing
fluctuations of parameters whenever a detailed data analysis is impossible or uneconomical.
Methods used for verification and validation, which are two important steps in a simulation
process, are worthy of documenting, due to the nature and size of this simulation analysis.
Verification was carried out in stages, as the models were developed, using the debugger
facilities, tracing and animation. The models were split into several sub-models and one sub
model is considered at a time. Walk through' of the model was found to be the best method
of identifying the source of a problem while verifying the program.
Validation was conducted following a hierarchical approach. Initially, face validation of the
conceptual models were made. Animation was used to establish model's validity in the
second stage. A formal validation of the model was made in the third stage by comparing
model output for performance measures with actual system data.
The study established the importance of simulation methodology, which is a vastly developed
area, in the post-optimal analysis phase of facilities design due to its ability to analyse
designed systems under operating dynamics. However the simulation is not useful for
optimisation of facilities design. The designing of facilities has to be carried out either by
using human expertise, or using optimisation techniques. Therefore, simulation methodology
should be used as a complement to optimisation techniques in facilities design.
9.3 Development of A New Construction Algorithm for Layout Problems
With Fixed Pick-up and Drop-off Points
A new optimisation algorithm was developed based on a bi-criterion optimisation model to
minimise total transport-work (or flow cost) and dead space in the layout. The methodology

323
was tested with two test problems and the case study problem under 'green-field'
assumption.
The algorithm considers configurations(vertical and horizontal) of machines and orientation
of pick-up / drop-off points when determining the best location. M a n y candidate locations
along the boundary of existing machines are searched. Consideration of these practically
important factors, and distance between pick-up / drop-off points for evaluation, has
enhanced the usefulness of the algorithm to practitioners. Use of a bi-criterion optimisation
model has allowed the analyst to obtain a set of non-inferior solutions for presentation to the
Decision Maker. By using a higher relative weight with the objective of minimising dead-
space, compact layouts are possible to obtain. The ability of the algorithm to consider already
fixed machines has made it more appealing to users who need more control over the placing
of vital machines, especially when modifying existing layouts. Layouts are constructed on a
continuum, so that any range of facility dimensions can be considered.
The algorithm developed is of a construction type. Therefore, it has some weaknesses
common to all construction algorithms such as dependency of solution to the sequence of
selecting machines for placement. Another limitation which is common to most construction
algorithms that start at the centre under green field conditions, is that a situation might arise
where all machines cannot be placed within the specified site dimensions when the site
dimensions are narrow. The procedure requires the user to include W I P areas appropriately
when editing the block layout given by the algorithm. Alternatively, the user can include W I P
areas into machine dimensions and specify them appropriately, so that less user adjustments
are required when editing the layout.

324
9.4 Investigation into the Graph-Theoretic Approach for Determining
Layouts
The graph-theoretic approach for determining the facilities layout was investigated, which
enabled a better understanding of strengths and weaknesses in this approach. A new
knowledge-based system consisting of a set of web grammar rules was developed to convert
a dual graph into a block layout. This has been considered a difficult problem to implement in
a computer due to the need for human intelligence. The methodology consisted of procedures
for selection and placement of facilities, and final adjustments through reduction of empty
spaces in the layout. The developed methodology is illustrated through example problems. A
layout for the case-study problem under 'green-field' assumption was determined by
applying the graph-theoretic approach.
The new knowledge-based system developed for converting a dual graph into a block layout,
is applicable regardless of the way the dual graph is developed. The methodology provides
rectangular shapes for facilities in the layout. The methodology considers bounds on facility
dimensions, and attempt to reduce dead-space (empty space) inside a rectangular envelope
enclosing all facilities. Layouts are constructed in a continuum enabling consideration of a
wide range of facility dimensions. However, the methodology may result in a layout where
some of the adjacencies specified in the dual graph are not preserved in the final layout. The
empty space reduction is partially automated, but a better reduction can be achieved through
human intervention.
The graph-theoretic approach has strengths, such as showing relationships between facilities
through a relationship graph, providing a good upper bound for objective functions and the
ability to place some facilities adjacent to layout exterior. The approach also has weaknesses,
where on many occasions, either facility shapes or adjacencies have to be sacrificed when

325
converting a dual graph into a block layout. The approach does not consider facility
dimensions when developing a dual graph, and this causes the above mentioned weaknesses.
The approach attempts to maximise adjacencies, which may not be appropriate for
manufacturing environments where the real objective is to arrive at layouts with minimum
materials handling costs. The procedure does not have an ability to consider input/output
locations or the materials handling system when determining layout. Therefore, further use of
conventional approaches for the determination of layouts is justified due to these reasons.
9.5 Material Handling Equipment Selection Problem
Investigation into the materials handling equipment selection problem, which is an important
part of industrial facilities design, has led to the development of a new hybrid knowledge-
based / optimisation system for the purpose. The knowledge base consist of facts and rules
required to determine a set of feasible materials handling equipment for a concerned move.
The optimisation algorithm, attempts to minimise total cost (capital and operating) and total
aisle-space required, using a two phase approach. The system is implemented using L P A
P R O L O G , and is demonstrated through an example problem involving 110 moves.
Compared with previous methodologies, the proposed procedure has moved a step forward
by integrating the processes of selecting a set of feasible candidate equipment and
determining the optimum M H E , through a hybrid system. Optimisation of both cost and
aisle-space usage, has made the methodology more applicable for real life heavy
manufacturing environments. The output of the hybrid system provides total specification of
the M H S , that include M H E type, design load carrying capacities, move assignments and
utilisation. The optimisation algorithm is flexible enough for use with an expanded
knowledge base covering other application environments.

326
The methodology has few limitations. The knowledge base is designed with a limited scope
of application, mainly applicable to heavy industry environments. Although much improved
than models in relevant previous analytical methods, the cost model still looks simple.
Explicit consideration of loading/unloading times of M H E is not made, although they can be
included with the speed of M H E implicidy. Despite these limitations, the methodology has a
good scope for practical usage.
9.6 Joint Determination of Layout and Materials Handling System
A new hybrid knowledge-based / optimisation system was developed for joint determination
of layout and materials handling system. The system is an integration of the two methods
developed in Chapters 5 and 7 for determining layout and the materials handling system
respectively, with appropriate modifications. The methodology is based on a bi-criterion
optimisation model, where total M H S cost (investment, operating and penalty cost for aisle
space usage) and dead space in the layout are considered as the two objectives to be
minimised. Output of the system provides total information on the layout of machines and the
M H S to be used. The system is fully implemented on L P A P R O L O G . The procedure was
tested by applying to an example problem and to the case-study problem under green field
conditions.
A comparative analysis was made between the joint determination and the sequential
determination of layout and the M H S . The results confirm that the joint determination
provides superior solutions in terms of total costs, but at the expense of computational effort.
The hybrid system developed can be considered as the first of its kind, where a feasible set of
M H E are determined using the knowledge base, and the optimum layout and the M H S are
determined by the optimisation part. Therefore, the system demands much less expertise in

327
the areas of materials handling and facilities layout from the user, than previous systems. The
system also considers many important aspects such as site dimensions, aisle-space, available
operating times and operating speeds of M H E , materials' characteristics, machine dimensions
and their pick-up/ drop-off points. The bi-criterion approach used provides the user with an
opportunity to obtain a set of non-inferior solutions. Compact layouts can be obtained using
appropriate weights for dead-space part of the objective function.
The system however, demands high computational requirements, resulting in higher
computer times. The knowledge base, in its current form is more suitable for heavy
manufacturing environments. Accurate data are a requirement for successful use of the
methodology. The limitations of P R O L O G , normally being too slow in computations, also
contributed to the high computer time requirements.
9.7 Future Work
Interesting research work that can be carried out as extensions of the current research is
identified at the end of each chapter. The following are summaries of major work identified
for future research.
1) Development of expert systems that can be used in simulation model building,
experimentation and analysis phases. The system should be able to change parameter
values intelligently, run the model, analyse the results, appropriately change parameter
values again and continue the analysis. Another research area would be the possible
application of hybrid analytical / simulation models to increase effectiveness and reduce
time taken for a simulation analysis.
2) Development of an improvement algorithm that can be used with the construction

328
algorithm developed in this research, for determining the facilities layout considering
practical aspects such as pick-up / drop-off points, configuration and orientation of
machines. In general, hybrid construction / improvement algorithms are known to provide
better solutions than the use of individual methods alone.
3) Use of a better selection procedure for the construction algorithm developed in Chapter 5,
to improve the quality of solution. Also, automated inclusion of W I P areas using artificial
intelligence techniques would be interesting.
4) A further investigation of the graph-theoretic approach, especially the use of materials
flow graph and the 'cut tree' approach [158] to determine layout, considering practical
aspects such as pick-up / drop-off points and machine dimensions, may also be of benefit.
5) Materials handling equipment selection requires more research, particularly in developing
better cost models. Also, the knowledge base developed in Chapter 7 can be expanded to
include more industrial environments, such as those for which use of gravity and manual
materials handling are possible options. This could be used with the optimisation
algorithm developed in Chapter 7. A better optimisation algorithm is always needed, since
the present algorithm is an optimum seeking heuristic procedure that does not guarantee
optimality.
6) The joint determination of layout and the MHS also needs more research, since that will
have more practical applications. Better algorithms, better cost models, inclusion of W I P
areas and consideration of M H S requirements for transporting materials between W I P
areas, are prospective future research works.

329
Finally, the dream of facilities designers is to have an intelligent integrated system that would
determine the optimum layout and the M H S , and perform a post-optimal analysis
incorporating operating dynamics using simulation. Research towards accomplishing this
would be a worthwhile effort.
***

REFERENCES
Abdou G. and Dutta P., (1990), "An Integrated Approach to Facilities Layout Using
Expert Systems", International. Journal of Production Research, Vol.28, (4), pp.
685-708.
Adner, G., Masus, H., Wikholm, C. G., (1985), "Computer Aided Simulation of
Manufacturing Systems - Using Personal Computer (PC)", Proceedings of the First
International Conference on Simulation in Manufacturing, Stratford-upon-Avon,
England, March 1985, Heginbotham, (Ed), IFS (Publications) Ltd., Kempston,
England, pp. 75-85.
Afentakis P., Millen, R. A., Solomon, M. M., (1990), "Dynamic Layout Strategies for
Flexible Manufacturing Systems", International Journal of Production Research,
Vol. 28, (2), pp. 311-323.
Al-Hakim, L.A., (1992), "A Modified Procedure for Converting a Dual Graph into a
Block Layout", International Journal of Production Research, Vol.30, (10), pp.
2467-2476.
Al-Hakim, Latif, (1991), "Two Graph-theoretic Procedures for an Improved Solution
to the Facilities Layout Problem", International Journal of Production Research,
Vol.29, (8), pp. 1701-1718.
Alan, A., Pritsker, B., (1982), "Application of SLAM", in Simulation - Modelling
Manufacturing & Service Systems, Institute of Industrial Engineers, Norcross,
Georgia, 1987, pp. 33-40.
Allegri, T. H., (1984), "Materials handling", Van Nostrand Reinhold Company Inc.,
New York, NY.
Allenbach, R., Werner, M., (1990), "Facility Layout Program", Computers &
Industrial Engineering, Vol.19, (1-4), pp. 290-293.

331
9. Anon, (1984), "Eleven Steps to Simulating on Automated System", Modern
Materials Handling, Vol. 39, (16), pp. 45-47.
10. Anon, (1985), "Simulation Ends Down time During Warehouse Upgrade", Modern
Materials Handling, Vol.40, (5), pp. 74-77.
11. Anon, (1986), "Layout Principles that Upgrade Materials Flow", Modern Materials
Handling, Vol.41, (13), pp. 25-27.
12. Anon, (1987) , "How to Install a System on Time and Within Budget", Modern
materials Handling, Vol.(42), (8), pp. 64-68.
13. Apple, J. M., (1972), "Material Handling Systems Design", The Ronald Press
Company, New York, NY.
14. Apple, J. M., Mcginnis, L. F., (1987), "Innovations in Facilities and Material
Handling Systems: An Introduction",Industrial Engineering, Vol.19, (3), pp. 33-38.
15. Apple, J. M., Strahan, B. A., (1985), "Designing Work-in-Process Handling System",
Proceedings of the Conference on Integrated Machine Loading/ Material Handling
Systems, Livonia, MI, Feb. 1985, Society of Manufacturing Engineers, MI, USA., pp.
MS85.315: 1-10.
16. Apple, J., (1977), "Plant Layout and Material Handling", John Wiley & Sons, Inc.,
New York.
17. Arechaga, J., Falagan, P., Sevillano, J. L., Velez, A., (1988), "Simulation Helps
Choose Material Handling System in an Automated Plant, Proceedings of the fourth
International Conference on Simulation in Manufacturing, London, UK, Nov. 1988,
Browne, J., Rathmill, K., (Ed), IFS (Publication) / Springer- Verlag, Bedford, UK,
pp. 207-216.
18. Arinze, B., Banerjee, S., Sylla, C, (1989), "A Methodology for Knowledge-Based
Decision Support for Facilities Layout Planning", Computers & Industrial
Engineering, Vol. 17, (1-4), pp. 31-36.
19. Banerjee, P., Montreuil, B., Moodie, C. L., Kashyap, R. L., (1992), "A Modelling of

Interactive Facilities Layout Designer Reasoning Using Qualitative Patterns",
International Journal of Production Research, Vol.30, (3), pp. 433-453.
20. Bazaraa, M. S., (1975), "Computerised Layout Design: A Branch and Bound
Approach", AIIE Transactions, Vol. 7, (4), 1975, pp. 432-437.
21. Bazaraa, M. S., Sherali, M. D., (1980), "Benders' Partitioning Scheme Applied to a
New Formulation of the Quadratic Assignment Problem", Naval Research Logistics
Quarterly, Vol.27, (1), pp. 29-41.
22. Bell, P. C, O'Keefe, R. M., (1987), "Visual Interactive Simulation", Simulation,
Vol.49, (3), pp. 109-116.
23. Biegel, J., Gupta, U. G., (1990), "Expert Systems in Manufacturing: Promises and
Perils", Computers & Industrial Engineering, Vol. 19, (1-4), pp. 127-130.
24. Bond, D., Lane, D., Shikli, P., (1988), "Knowledge Management in Expert Systems",
Proceedings of the Second Int. Conference on Expert Systems and the Leading Edge
in Production Planning and Control, May 1988, Charleston, South Carolina, in
'Expert Systems and Intelligent Manufacturing', Oliff, M.D., (Ed), Elsevier Science
Publishing Co., Inc., New York, pp. 195-214.
25. Bratko, I., (1990), " PROLOG Programming for AI", Addison Wesley Publishing
Co., Workingham, England.
26. Broughton S. A., Charumongkol V., (1990), "Mean and Standard Deviation for the
Facilities Design Problem", Computers & Industrial Engineering, Vol.19, (1-4),
pp.313-317.
27. Bucklin, R., Loewer, O. J., Breeden, T., Bridges, B., Benock, G., (1989), "Simulation
of the Material Handling System in a Seed Bagging and Processing Plant", Applied
Engineering in Agriculture, Vol.5, (3), pp. 419-424.
28. Buffa, Elwood S., Armour, G. C, Vollmann, T. E., (1964), "Allocating Facilities
With CRAFT", Harvard Business Review, Vol.42, (2), pp. 136-158.
29. Cain, R., Hawk, J., (1986), "General Materials Handling and Unique Application

333
Solutions", Rubber World, Vol. 194 , (5), pp. 20-24.
30. Cambron, K. E. and Evans, G. W., (1991), "Layout Design Using the Analytic
Hierarchy Process", Computers & Industrial Engineering, Vol. 20, (2), pp. 221-229.
31. Carson, J. S., (1986), "Convincing Users of Model's Validity is Challenging Aspect
of Modeler's Job", Industrial Engineering, June 1986, in Simulation - Modelling
Manufacturing & Service Systems, Institute of Industrial Engineers, Norcross,
Georgia, 1987, pp. 13-19.
32. Charumongkol, V., (1990), "Interactive Microcomputer Graphic Methods for
Smoothing Craft Layouts", Computers & Industrial Engineering, Vol. 19, (1-4), pp.
304-308.
33. Chen, C, Kengskool, K„ (1990), "An A U T O C A D - Based Expert System for Plant
Layout", Computers & Industrial Engineering, Vol.19, (1-4), pp. 299-303.
34. Chhajed, D., Montreuil, B., Lowe, T. J., (1992), "Flow Network Design for
Manufacturing Systems Layout", European Journal of Operations Research, Vol. 57,
pp. 145-161.
35. Chisman, J. A., (1983), "Anatomy of a Simulation Model", Proceedings of the Fifth
International Conference on Automation in Warehousing, Atlanta, Georgia, Dec
1983, Industrial Engineering & Management Press, Norcross, GA, USA, pp. 51-53.
36. Chrystall, C. N., (1987), "Selection of a Manufacturing Simulation Tool", Production
Engineer, Vol.66, (11), pp. 24-28.
37. Chu, C. C , Moodie, C. L., (1985), "An Adaptive Control Strategy for Material
Handling Components in a Computer Integrated Manufacturing System", Toward the
Factory of the Future- Proceedings of the Eighth International Conference on
Production Research , Stuttgart, Aug 1985, Bullinger, K. J., Warnecke, K. J., (Eds),
Springer - Verlag Publication, Berlin, pp. 401-407.
38. " C I N E M A System for Simulation and Animation - System Guide Reference
Manual", (1987), Systems Modelling Corporation, Sewickley, PA, USA.

334
39. Co, H., W u , A., Reisman, A., (1989), "A Throughput - Maximising Facility Planning
and Layout Model", International Journal of Production Research, Vol. 27, (1), pp.
1-12.
40. Collier, L. M., (1983), "Use of the Computer in Facilities Planning : YES", Industrial
Engineering, Vol.15, (3), pp. 52-58.
41. Conway, R., Maxwell, W., (1987), "Modelling Asynchronous Materials Handling in
X C E L L Plus", Winter Simulation Conference Proceedings, Atlanta, GA, Dec 1987,
A C M Publication, New York, NY, 1987, pp. 202-206.
42. Damborg, M. J., (1985), "An Example of Error Analysis in Dynamic Model
Validation", Simulation , Vol.44, (6), pp. 301-305.
43. Dangelmaier, W., Bachers, R., (1986), "SIMULAP - A Simulation System for
Material Flow and Warehouse Design", Proceedings of the 3rd International
Conference on Automated Material Handling, Birmingham, England, March 1986,
IFS Publications Ltd., Kempston, UK., pp. 87-95.
44. Dangelmaier, W., Bachers, R., Becker, B. D., (1983), "Planning of the Front Court
Area of a High Bay Warehouse by the Use of Simulation Techniques", Proceedings
of the Fifth International Conference on Automation in Warehousing, Atlanta,
Georgia, Dec 1983, White, J. A., (Ed), IFS (Publications) Ltd., Bedford, UK., 1984,
pp. 23-27.
45. Davis, D. A., Pegden, C. D., (1988), "Introduction to SIMAN", Winter Simulation
Conference Proceedings, San Diego, CA, USA, Dec. 1988, IEEE Publication,
Piscataway, NJ, USA, pp. 61-70.
46. Deisenroth, M. P., Apple, J. M., (1972), "A Computerised Plant Layout Analysis and
Evaluation Technique", Technical Papers, Annual AIIE Conference, 1972,
Norcross,Georgia, in 'Computer Aided Layout - A Users Guide', Tompkins J. A., and
Moor, J. M., (Eds), American Inst, of Industrial Engineers Inc., Norcross, Georgia,
1978, pp. 30-40.

335
47. Diaz L, Lezman, S., (1988), "Material Handling Simulation : Minimising Bottlenecks
and Improving Product Flow Using Lotus 123", Industrial Engineering, Vol. 20, (6),
pp. 40-46.
48. Donaghey, C. E., (1969), "A Generalised Materials Handling Simulation System",
AIIE Transactions, Vol.1, (3), pp. 11-16.
49. Dowling P. D. and Love, R. F., (1990), "Floor Layouts Using a Multi-facility
Location Model", Naval Research Logistics, Vol. 37, (6), pp. 945-952.
50. Drezner, Zvi, (1987), "A Heuristic Procedure for the Layout of a Large Number of
Facilities", Management Science, Vol. 33, (7), pp. 907-915.
51. Duersch, R. R., Laymon, M. A., (1984)," A Graphic Workflow Simulator for Factory
Simulation", Record of Proceedings - Annual Simulation Symposium 17th, Tampa,
FL, USA, Mar 1984, IEEE Publication, New York, NY, 1984, pp. 37-48.
52. Eastman, R. M., (1987), "Materials Handling", Marcel Dekker, Inc., NY.
53. Eggleton, R. B., Al-Hakim, L. A. R., (1991), "Maximal Planar Graphs and Diagonal
Operations", Australasian Journal of Combinatorics, Vol. 3, pp. 93-110.
54. Eggleton, R. B., Al-Hakim, L. A. R., MacDougall, J., (1990), "Braced Edges in Plane
Triangulations", Australasian Journal of Combinatorics, Vol. 2, pp. 121-133.
55. Englund, E. A., (1984), "Computer Simulation of Transport Systems", Transportation
Conference Proceedings, Perth, Australia, Oct. 1984, National Conference
Publication, Institution of Engineers Australia, Barton, pp. 137-147.
56. Evans G. W., Wilhelm, M. R., and Karwowski, W., (1987), "A Layout Design
Heuristic Employing the Theory of Fuzzy Sets", International Journal of Production
Research, Vol.25, (10), pp. 1431-1450.
57. Fattah, C. A. F., Yandow, C , (1989), "CRANE: An Expert System for Optimal
Tower Crane Selections and Placement", Proceedings of the Sixth Conference on
Computing in Civil Engineering, Atlanta, GA, September, 1989, Barnwell, T. O.,
(Ed), A S C E Publications, New York, NY, pp. 290-297.

336
58. Feitner, C. E., Weiner, S. A., (1985), "Models, Myths and Mysteries in
Manufacturing", Industrial Engineering, July 1985, in Simulation - Modelling
Manufacturing & Service Systems, Institute of Industrial Engineering Press, Norcross,
Georgia, 1987, pp. 43-50.
59. Filipic, B., (1989), "PROLOG User's Handbook", Ellis Horwood Limited, Chichester,
UK.
60. Fisher, E. L., Farber, J. B., Kay, M. G., (1988), "MATHES: An Expert System for
Materials Handling Equipment Selection", Engineering Costs and Production
Economics, Vol.14, pp. 297-310.
61. Fisher, E. L., Nof, S. Y., (1985), "FADES: Knowledge-Based Facility Design",
Annual International Industrial Engineering Conference Proceedings, in
Computerised Facilities Planning - Selected Readings, Hales, H. L., (Ed), Industrial
Eng. and Management Press, Norcross, Georgia, 1985, pp. 154-162.
62. Ford, N„ (1989), "PROLOG Programming", John Wiley & Sons, Chichester,
England.
63. Fortenberry , J., and Cox, J. F., (1985), "Multiple Criteria Approach to the Facilities
Layout Problem", International Journal of Production Research, Vol. 23, (4), pp.
773-782.
64. Foster, W., (1985), "Applications of Artificial Intelligence- Expert Systems for
Industrial Applications", Simulation, Vol. 44, (6), pp. 306-310.
65. Foulds, L. R., Robinson, D. E., (1978), "Graph Theoretic Heuristics for the Plant
Layout Problem", International Journal of Production research, Vol.16, (1), pp. 27-
37.
66. Gabbert, P., Brown, D. E., (1989), "Knowledge-Based Computer Aided Design of
Materials Handling Systems", IEEE Transactions on Systems, Man, and Cybernetics,
Vol.19, (2), pp. 188-195.
67. Gaines, B. R., (1986), "Expert Systems in Manufacturing", AUTOFACT 86

337
Conference Proceedings, Detroit, MI, USA, Nov 1986, S M E Publication, Dearborn,
MI, USA, pp. 8:45 - 8:62
68. Gaines, B. R., (1988), "Applying Expert Systems", in Expert Systems- Strategies and
Solutions in Manufacturing Design and Planning, Kusiak, A., (Ed), Society of
Manufacturing Engineers, Dearborn, MI, USA, pp. 41-76.
69. Gaston, G. K., (1984), "Facility Layout Optimises Space, Minimises Costs",
Industrial Engineering, Vol.16, (5), pp. 22-28.
70. Giffin, J. W., Foulds, L. R., Cameron, D. C, (1986), "Drawing a Block Plan From a
Relationship Chart With Graph Theory and Micro Computer", Computers &
Industrial Engineers, Vol.10, pp. 109-116.
71. Gilmore, P. C, (1962), "Optimal and Sub-optimal Algorithms for the Quadratic
Assignment Problem", Journal of the Society for Industrial and Applied Mathematics,
Vol.10, (2), pp. 303-305.
72. Godin, V. B., Rao, A., (1988), "Lotus 123 Can Produce Dynamic Graphics
Simulation Without Stops in the Program", Industrial Engineering, Vol.20, (3), pp.
42-46.
73. Golosinski, T. S., (1989), "Modelling and Simulation of Mine Hoisting Operations",
in 21st Application of Computers and Operations Research in the Mineral Industry,
Las Vegas, NV, Feb/Mar 1989, Weiss, A., (Ed), Society of Mining Engineers Inc.,
Littleton, CO, USA, pp. 711-718.
74. Good, G. L., (1987), "Simulation of a Power and Free Conveyor System",
Proceedings of the Annual Control Engineering Conference 6th, Rosmont,IL, USA,
May 1987, Control Engineering Publication, Barrington, IL, USA, pp. 586-590.
75. Grant, J. W., Weiner, S. A., (1986), "Factors to Consider in Choosing a Graphically
Animated Simulation System", in Simulation - Modelling Manufacturing & Service
Systems, Inst, of Industrial Engineers, Norcross, Georgia, 1987, pp. 20-25.
76. Green, R. H., and Al-Hakim, L. A. R., (1985), OMEGA - International Journal of

338
Management Science, Vol.13, (5), pp. 469-474.
77. Grobeschallau, W., Heinzel, R., (1984), " Planning of Production and Material Flow
Systems by Inter-Interactive Computer Graphics Simulation", Record of Proceedings
-Annual Simulation Symposium 17th, Tampa, FL, USA, Mar 1984, IEEE Publication,
New York, N Y , 1984, pp. 1-10.
78. Gupta Y. P., Chin, D. C. W., (1989), "Expert Systems and Their Applications in
Production and Operations Management", Computers & Operations Research.,
Vol.16, (6), pp. 567-582.
79. Hales, H. Lee, (1984), "Computer Aided Facilities Planning", Marcel Dekker Inc.,
New York.
80. Hall, D. L., Heinze, D., Llinas, J., (1988), "Test and Evaluation of Expert Systems",
in 'Artificial Intelligence - Manufacturing Theory and Practice', Kumara, S. R. T.,
Kashyap, R. L., Soyster, A. L., (Eds), Institute of Industrial Engineers, Norcross,
Georgia, USA, pp. 121-150.
81. Harary, F., (1969), "Graph Theory", Addison-Wesly Publications, Reading,
Massachusettes.
82. Harmonoski, C. M., Sadowski, R. P., (1984), " A Simulation Model and Analysis:
Integrating A G V s with Non-Automated Material Handling", Winter Simulation
Conference Proceedings, Dallas, Texas, USA, Nov., 1984, Sheppard, S., Pooch, V.
W., Pegden, C. D., (Eds), North Holland Publishers, The Netherlands, 1984, pp. 341-
347.
83. Hassan, M. M. D, Hogg, G. L., Smith, D. R., (1985)," A Construction Algorithm for
the Selection and Assignment of Materials Handling Equipment", International
Journal of Production Research, Vol. 23, (2), pp. 381-392.
84. Hassan, M. M. D., (1992), "Some Observation on Converting a Dual Graph into a
Block Layout", International Journal of Production Research, Vol.30, (10), pp.
2477-2482.

339
85. Hassan, M . M. D., Hogg, G. L., (1989), "On Converting a Dual Graph into a Block
Layout", International Journal of Production Research, Vol.27, (7), pp. 1149-1160.
86. Hassan, M. M. D., Hogg, G. L, (1991), "On Constructing a Block Layout by Graph
Theory", International Journal of Production Research, Vol.29, (6), pp. 1263-1278.
87. Hassan, M. M. D., Hogg, G. L., Smith, D. R, (1986), "SHAPE : A Construction
Algorithm for Area Placement Evaluation", International Journal of Production
Research, Vol.24, (5), pp. 1283-1295.
88. Hearn, D. A., (1988), "Simulation - Taking the Risk Out of Investment", Proceedings
of the fourth International Conference on Simulation in Manufacturing, London, UK,
Nov. 1988, Browne, J., Rathmill, K., (Ed), IFS (Publication) / Springer- Verlag,
Bedford, UK, pp. 275-285.
89. Heidelberger, P., Welch, P. D., (1983), "Simulation Run Length Control in the
Presence of an Initial Transient", Operations Research, Vol.31, (6), pp. 1109-1144.
90. Henriksen, J. O., (1983), "Integrated Simulation Environment - Simulation Software
of the 1990s", Operations Research, Vol.31, (6), pp. 1053-1073.
91. Heragu S., (1990), "Modelling the Machine Layout Problem", Computers &
Industrial Engineering, Vol. 19, (1-4), pp. 294-298.
92. Heragu, S. S., (1988)," Knowledge-Based System for Machine Layout", in 'Expert
Systems : Strategies and Solutions in Manufacturing Decision and Planning', Kusiak,
A., (Ed), Society of Manufacturing Engineers, Dearborn, Michigan, 1988, pp. 303-
321.
93. Heragu, S. S., (1989), "Knowledge-Based Approach to Machine Cell Layout",
Computers & Industrial Engineering, Vol.17, (1-4), pp. 37-42.
94. Heragu, S. S., and Kusiak, A., (1990), "Machine Layout: An Optimisation and
Knowledge-based Approach", International Journal of Production Research,. Vol.
28, (4), pp. 615-635.

340
95. Herroelen, W., Van Gils, A., (1985), "On the Use of Flow Dominance in Complexity
Measures for Facility Layout Problems", International Journal of Production
Research, Vol. 23, (1), pp. 97-108.
96. Hicks, C, Braiden, P. M., Simmons, J. E. L., (1988), "A Simulation Model of
Hierarchical Production Control Systems in Make to Order Manufacturing",
Proceedings of the fourth International Conference on Simulation in Manufacturing,
London, UK, Nov. 1988, Browne, J., Rathmill, K., (Ed), IFS (Publication) /
Springer- Verlag, Bedford, UK, pp. 45-52.
97. Hillier, E. S., Conners, M. M., (1966), "Quadratic Assignment Problem Algorithms
and the Location of Indivisible Facilities", Management Science, Vol.13, pp. 42-57.
98. Hillier, F. S., (1963), "Quantitative tools for Plant Layout Analysis", Journal of
Industrial Engineering, Vol.14, pp. 33-40.
99. Hosni, Y. A., (1989), "Inference Engine for Materials Handling Selection",
Computers & Industrial Engineering, Vol. 17, (1-4), pp. 79-84.
100. Houshyar, A., (1991), "Computer Aided Facility Layout: An Interactive Multi-Goal
Approach", Computers & Industrial Engineering, Vol.20, (2), pp. 177-186.
101. Inoue, I., Kouno, H., Fujii, S., (1986), "Backward Simulation - Concept,
Methodology and Tool", in 'Modelling and Simulation in Engineering', Wahlstrom,
B., Leiviska, K., (Eds), Elsevier Science Publishers B.V., North Holland.
102. Interrante, L. D. Biegel, J. E., (1990), "Design of Knowledge-Based Systems :
Matching Representation With Application Requirements", Computers & Industrial
Engineering, Vol.19, (1-4), pp. 92-96.
103. Jajodia, S., Minis, I., Harhalakis, G., Proth, J., (1992), "CLASS-Computerised Layout
Solutions Using Simulated Annealing", International Journal of Production
Research, Vol.30, (1), pp. 95-108.
104. Jingyang, L., and Shiquan, S., (1988), "A Self-Justifying Expert System",
Engineering Applications of Artificial Intelligence , Vol (1), pp. 34-36

341
105. Johnson, M . E., Poorte, J. P., (1988), "A Hierarchical Approach to Computer
Animation in Simulation Modelling", Simulation, Vol.50, (1), pp. 30-36.
106. Joshi P., Sadananda R, (1989), "Towards a Knowledge-Based Approach to Space
Planning in Industry", Computers in Industry, Vol.13, (2), pp. 141-154.
107. Kaku, B. K., Thompson, G. L. and Morton, T. E., (1991), "A Hybrid Heuristic for the
Facilities Layout Problem", Computers & Operations Research, Vol. 18, (3), pp. 241-
253.
108. Kaku, B. K., Thompson, G. L., (1986), "An Exact Algorithm for the General
Quadratic Assignment Problem", European Journal of Operational Research, Vol.23,
(3), pp. 382-390.
109. Kelton, W . D., (1986), "Statistical Analysis Methods Enhance Usefulness, Reliability
of Simulation Models", Industrial Engineering, Sept. 1986, in Simulation - Modelling
Manufacturing & Service Systems, Institute of Industrial Engineers, Norcross,
Georgia, 1987, pp. 26-32.
110. Kelton, W . D., Law, A. M., (1984), "An Analytical Evaluation of Alternative
Strategies in Steady State Simulation", Operations Research, Vol.32, (1), pp. 169-
184.
111. Kerr, R, (1991), "Knowledge-based .Manufacturing Management", Addison-Wesley
Publishing Co. Inc., Sydney.
112. Ketcham, R. L., Malstrom, E. M., (1984), "A Computer Assisted Facilities Layout
Algorithm Using Graphics", Fall Industrial Engineering Conference Proceedings, in
'Computerised Facilities Planning - Selected Readings', Hales, H. L., (Ed), Industrial
Engineering and Management Press, Norcross, Georgia, 1985, pp 45-52.
113. Khare, V. K., Khare, M . K., Neema, M. L., (1988), "A Multigoal Heuristic Approach
for Facilities Design Problems", Institution of Engineers (India) Journal, Vol.68, (5),
1988, pp. 159-162.

114. Khator, S., Moodie, C , (1983), "A Microcomputer program To Assist in Plant
Layout", Industrial Engineering, Vol. 15, (3), pp. 20-23.
115. Kimbler, D. L., Watford, B. A., (1988), "Simulation Program Generators: A
Functional Perspective", Artificial Intelligence and Simulation- Proceedings of the
SCS Multi Conference on Artificial Intelligence and Simulation, San Diego, CA, Feb
1988, Hensen, T., (Ed), Simulation Councils Inc., San Diego CA, USA, pp. 133-136.
116. Koch, D. P., (1979), "Iron and Steelmaking Facility Planning Simulation Model",
Winter Simulation Conference Proceedings, San Diego, CA, Dec 1979, Highland,
H.J., Spiegel, M.G., Shannon, R., (Eds), The Institute of Electrical Engineers Inc.,
New York, NY, 1979, pp. 259-266.
117. Krepchin, I. P., (1986), "Integrated Systems : Part 1 : H o w to Plan an Integrated
Materials Handling System", Modern Materials Handling, Vol.41, (2), pp. 64-67.
118. Krepchin, I. P., (1986), "Using Simulation to Speed System Decisions", Modern
Materials Handling, Vol.41, (2), pp. 68-70.
119. Krepchin, I. P., (1988), "We Simulate All Major Projects", Modern Material
Handling, Vol.43, (9), pp. 83-86.
120. Kulwiec, R., (1980), "Material Handling Equipment Guide", Plant Engineering,
Vol.21, pp. 88-99.
121. Kulwiec, R., (Ed), (1985), "Materials Handling Handbook, John Wiley & Sons Inc.,
New York, NY.
122. Kumara, S. R. T., Joshi, S., Kashyap, R. L., Moodie, C. L., Chang, T. C , (1986),
"Expert Systems in Industrial Engineering", International Journal of Production.
Research, Vol. 24, (5), pp. 1107-1125.
123. Kumara, S. R. T., Kashyap, R. L., Moodi, C. L., (1987), "Expert System for Industrial
Facilities Layout Planning and Analysis", Computers & Industrial Engineering,
Vol.12, (2), pp. 143-152.

343
124. Kumara, S. R. T., Kashyap, R. L., Moodie, C. L., (1988), "Application of Expert
Systems and Pattern Recognition Methodologies to Facilities Layout Planning",
International Journal of Production Research, Vol.26, (5), pp. 905-930.
125. Kumara, S. R. T., Kashyap, R. L., Moodie, C. L., (1988), "Expert Database Systems
in Manufacturing : An Application", in 'Artificial Intelligence - Manufacturing
Theory & Practice', Kumara, S. T., Kashyap, R. L., Soyster, A. L., (Eds), Institute of
Industrial Engineers, Norcross, Georgia, USA, 1988, pp.515-533.
126. Kumara, S. R. T., Kashyap, R. L., Soyster, A. L., (1988), "Artificial Intelligence and
Manufacturing: An Introduction", in Artificial Intelligence - Manufacturing Theory
& Practice", Kumara, S. R. T., Kashyap, R. L., Soyster, A. L., (Eds), Institute of
Industrial Engineers, Norcross, Georgia, USA, 1988, pp. 1 - 42.
127. Kusiak, A., Heragu, S. S., (1987), "The Facility Layout Problem", European Journal
of Operational Research, Vol.29, (3), pp. 229-251
128. Lasecki, R. R., (1986), "AGVs: The Latest in Material Handling Technology", CIM
Technology, Vol. 5, (4), pp. 90-94.
129. Law, A. M., (1983), "Statistical Analysis of Simulation Output Data", Operations
Research, Vol.31, (6), pp. 983-1029.
130. Law, A. M., (1986), "Introduction to Simulation: A powerful Tool for Analysing
Complex Manufacturing Systems", Industrial Engineering, 1986, in Simulation -
Modelling Manufacturing & Service Systems, Institute of Industrial Engineering
Press, Norcross, Georgia, 1987, pp. 3-12.
131. Lawler, E. L., (1963), "The Quadratic Assignment Problem", Management Science,
Vol.9, (4), pp. 586-599.
132. Lee, R., Moor, J. M., (1967),"CORELAP-Computerised Relationship Layout
Planning", Journal of Industrial Engineering, Vol.18, pp. 195-200.
133. Letters, F., (1985), "Simulation as an Aid to Assembly Planning", Toward the
Factory of the Future- Proceedings of the Eighth International Conference on

344
Production Research , Stuttgart, Aug 1985, Bullinger, K. J., Warnecke, K. J., (Eds),
Springer - Verlag, Berlin, pp. 751-756.
134. Levary, R. R., Kalchik, S., (1985), "Facilities Layout: A Survey of Solution
Procedures", Computers & Industrial Engineering, Vol. 9, (2), pp. 141-148.
135. Lewis W . P., Block T. E., (1980), "On the Application of Computer Aides to Plant
Layout", International Journal of Production Research, Vol.18, (1), pp. 11-20.
136. Ligget, R. S., (1981), "The Quadratic Assignment Problem: An Experimental
Evaluation of Solution Strategies", Management Science, Vol.27, (4), pp. 442-457.
137. Ligget, R. S., Mitchell W . J., (1981), "Optimal Space Planning in Practice",
Computer - Aided- Design, Vol.13, (5), pp. 277-288.
138. Lin, G. C. I., Chye, A. H., Gibson, P. R., (1990), "Microcomputer Aided Facility
Layout", Preprints- Fifth Int. Conf. on Manufacturing Engineering, Wollongong,
July 1990, Institution of Engineers Austtalia, Barton, ACT, Australia, pp. 94-99.
139. Lindkvist, R. G. T., (1985)," Handbook of Materials Handling", Ellis Horwood
Limited, West Sussex, U.K.
140. Livingstone, R. P., Smith, G., (1990), "A Computer Simulation of Part of a Steel
Drum Factory", Preprints- Fifth Int. Conf. on Manufacturing Engineering,
Wollongong, July 1990, Institution of Engineers Australia, Barton, A C T , pp. 457-
461.
141. Lueck, G. A., (1988), "Computer Simulation of a Material Handling and Storage
System", Tappi Journal, Vol.71, (7), pp. 103-105.
142. Malakooti, B., (1989), "Multiple Objective Facility Layout: A Heuristic to Generate
Efficient Alternatives", International Journal of Production Research, Vol. 27, (7),
pp. 1225-1238.
143. Malakooti, B., and Tsurushima, A., (1989), "An Expert System Using Priorities for
Solving Multiple- Criteria Facility Layout Problems", International Journal of
production Research, Vol.27, (5), pp. 793-808.

345
144. Malakooti, B., Tsurushima, A., (1986), "Some Experiments With Computer Aided
Facility Layout Selection", Proceedings, American Inst, of Industrial Engineers
Annual Conference and Convention, Inst, of Industrial Engineers, Norcross, Georgia,
pp. 124-129.
145. Malde, A. J., Bafna, K. M., (1986), "Facilities Design Using a CAD System",
Proceedings, American Inst, of Industrial Engineers Annual Conference and
Convention, Dallas, TX, May 1986, Institute of Industrial Engineers, Norcross, GA,
USA, pp. 118-123.
146. Malmborg, C. J., Agee, M. H., Simons, G. R., Choudhry, J. V., (1988), "An Expert
System for Selection of Materials Handling Equipment", in Artificial Intelligence:
Implications for CIM', Kusiak, A. , (Ed), IFS (publications) Ltd., U.K., 1988, pp.
484-504.
147. Malmborg, C. J., Simons, G. R., Agee, M. H., (1986), "Knowledge Engineering
approaches to Material Handling Equipment Specification", Fall Industrial
Engineering Conference Proceedings, Boston, USA, Dec. 1986, Institute of Industrial
Engineers, Norcross, Georgia, 1986, pp. 148-151.
148. Malmborg, C, Agee, M. H., Simons, G. R., Choudhry, J. V., (1987),"A Prototype
Expert System for Industrial Truck Type Selection", Industrial Engineering, Vol.19,
(3), pp. 58-65.
149. Manji, J. F., (1987), "Handling Systems Move Towards Full Integration",
Automation, Vol.34, (12), pp. 36-40.
150. Mayer, R. J., Young, R. E., Phillips, D., (1985),"Artificial Intelligence Applications
in Manufacturing", in Computerised Facilities Planning, Hales, H. L., (Ed), Industrial
Engineering & Management Press, Norcross, Georgia, U.S.A., pp. 163-182.
151. McDonald, C, and Yazdani, M., (1990), " PROLOG Programming- A Tutorial
Introduction", Blackwell Scientific Publication, London, England.

346
152. McGinnis, L. F., Goetschalckx, M., (1988), "An Engineering Workstation for
Computer Aided Engineering of Material Handling Systems", Proceedings of the
Manufacturing International - 88 V(l-4) , Atlanta, GA, USA, April 1988, ASME
Publications, New York, NY, USA, Vol III, pp. 137-142.
153. McLeod, J., (1982), "Computer Modelling and Simulation - Principles of Good
Practice", Simulation Councils Inc., Lajolla, CA, USA, pp. 87-127.
154. Minnee, H. P., Stark Demtee, B.V., (1988), "Optimisation of a Steel Warehouse with
Simulation", Proceedings of the fourth International Conference on Simulation in
Manufacturing, London, UK, Nov. 1988, Browne, J., Rathmill, K., (Ed), IFS
(Publication) / Springer- Verlag, Bedford, UK, pp. 3-8.
155. Montreuil, B., (1984), "Domesticating CRAFT, CORELAP, PLANET et. al"
Facilities Planning and Design IE news, Fall 1984, in 'Computerised Facilities
Planning - Selected Readings', Hales, H. L., (Ed), Industrial Engineering and
Management Press, Norcross, Georgia, 1985, pp. 42-44.
156. Montreuil, B., Ratliff, H. D., (1987), "Matching Based Interactive Facility Layout",
HE Transactions, Vol. 19, (3), pp. 271-279 .
157. Montreuil, B., Ratliff, H. D., (1988), "Optimising the Location of Input / Output
Stations Within Facilities Layout", Engineering Costs and Production Economics,
Vol. 14, (3), pp. 177-187.
158. Montreuil, B., Ratliff, H. D., (1989), "Utilising Cut Trees as Design Skeletons for
Facilities Layout", HE Transactions, Vol. 21, (2), pp. 136-143.
159. Moon, G., McRoberts K. L., (1989), "Combinatorial Optimisation in Facility
Layout", Computers and Industrial Engineering, Vol. 17, (1-4), pp. 43-48.
160. Moore, J. B., Mckay, K. N, Kostelski, D., Buzacott, J.A., (1986), "Using Simulation
to Plan Storage Space Needs with JIT Manufacturing", Proceedings of the second
International Conference on Simulation in Manufacturing, Chicago, IL, USA, June
1986, IFS (Publications) Ltd., Kempston, England, pp. 95-106.

347
161. Moore, J. M., (1980), "Computer Methods in Facilities Layout", Industrial
Engineering, Vol.12, (9), pp. 82-93.
162. Morris, R. C , (1987), "Simulation of Batch Systems", ISA International Conference
and Exhibition Proceedings, Vol. 42, (3), pp. 1517-1524.
163. Muller, W., (1985), "Integrated Materials Handling in Manufacturing", IFS
(publications) Ltd., Kempston, U.K.
164. Muther, R., Webster, D. B(1985), "Plant layout and Materials Handling", in Materials
Handling Handbook, Raymond A. Kulwiec, (Ed), John Wiley & Sons Inc, N Y ,
(1985),pp.l9-78.
165. Nenonen, L. K., Chan, A. W., (1986), "A General Interactive Computer Model of
Overhead Crane Operations, Proceedings of the 3rd International Conference on
Automated Materials Handling, Birmingham, England, March 1986, IFS Publications
Ltd., Kempston, UK, pp. 351-357.
166. Newton, D., (1985), "Simulation Model Calculates H o w Many Automated Guided
Vehicles Are Needed", Industrial Engineering Feb 1985, in Simulation - Modelling
Manufacturing & Service Systems, Institute of Industrial Engineering Press, Norcross,
Georgia, 1987, pp. 150-155.
167. Noche, B., (1986), "Simulation in Material Flow Systems - Trends and
Developments", Record of Proceedings of the 19th Annual Simulation Symposium,
Tempa, FL, USA, March 1986, IEEE Publication, New York, N Y , pp. 11-41.
168. Norman, T. A., Norman, V. B., (1985), "Automod/Autogram- A Collection of
Software Tools for Simulation Studies of Industrial Systems", Proceedings of the
First International Conference on Simulation in Manufacturing, Stratford-upon-
Avon, England, March 1985, Heginbotham, W.B., (Ed), IFS (Publications),
Kempston, England, pp. 111-127.
169. Notes of the Short Course, (1988), " Introduction to Simulation with SIMAN",
Systems Modelling Corporation, Sewickley, PA, USA.

348
170. Nugent, C. E., Vollmann, T. E., Ruml, J., (1968), "An Experimental Comparison of
Techniques for the Assignment of Facilities to Locations", Operations Research,
Vol.16, (1), pp. 150-173.
171. O'brien, C , Barr, S. E. Z. A., (1980), " An Interactive Approach to Computer Aided
Facilities Layout", International Journal of Production Research, Vol.18, (2), 201-
211.
172. Odubiyi, J. B., (1988), "A Framework for Establishing the Operational Capability for
Expert Systems with Model or Scenario Based Reasoning", in 'AI and Simulation -
The Diversity of Application', Proceedings of the SCS Conference on Artificial
Intelligence and Simulation, Feb 1988, Henson, T., (Ed), Simulation Councils Inc.,
San Diego, CA, USA, pp. 145-150.
173. Parsaei H. R„ Morier J. S., (1986), "An Interactive Program Assists Layout
Planning", Computers and Industrial Engineering, Vol 11, (1-4), pp. 83-86.
174. Parsaei, H. R., Galbiati, L. J., (1987), "Facilities Planning and Design with
Microcomputers", Computers and Industrial Engineering, Vol. 13, (1-4), pp. 332-
335.
175. Pegden, C. D., (1989), "Introduction to SIMAN", Systems Modelling Corporation,
Sewickley, PA, USA.
176. Pegden, C. D., Shannon, R. E., Sadowski, R. P., (1990), "Introduction to Simulation
Using SIMAN", McGraw-Hill Inc., New Jersey, USA.
177. Phillips, D. T., (1980), "Simulation of Material Handling Systems: When and What
Methodology", Industrial Engineering, Vol. 12, (9), pp. 63-77.
178. Picone, C. J., Wilhelm, W . E., (1984), "Perturbation Scheme to Improve Hillier's
Solution to the Facilities Layout Problem", Management Science, Vol.30, (10),
pp.1238-1249.
179. Pierson, R. A., (1988), "Trends in Material Handling", Automation, Vol.35, (3), pp.
10-16.

349
180. Pourbabai, B., (1987), "Performance Modelling of a Closed Loop Material Handling
System", European Journal of Operations Research, Vol.32, (3), pp. 340-352.
181. Pourbabai, B., (1988), "Analysis and Design of an Integrated Material Handling
System"international Journal of Production Research, Vol.26, (7), pp. 1225-1236.
182. Pulat, P. S., Pulat, B. M., (1989), "Throughput Analysis in an Automated Material
Handling System", Simulation, Vol.52, (5), pp. 195-198.
183. Raoot A.D. and Rakshit A., (1991), "A Fuzzy Approach to Facilities Layout
Planning", International Journal of Production Research, Vol. 29, (4), pp. 835-857.
184. Rodgers, R. C , (1987), "Automating Material Handling", FOUNDRY Management &
Technology, Vol.115, (7), pp. 51-54.
185. Rolston, L. J., (1985), "Equipment Requirement Planning Using a Simulation Support
System", Proceedings - Fall Industrial Engineering Conference, Chicago, IL, USA,
Dec 1985, Institution of Industrial Engineering Press, Norcross, GA, USA, 1985, pp.
102-107.
186. Rosenblatt, M. J., (1986), "The Dynamics of Plant Layout", Management Science,
Vol.32, (1), pp. 76-86.
187. Sargent, R. G., (1984), "A Tutorial on Verification and Validation of Simulation
Models", Winter Simulation Conference Proceedings, Dallas, Texas, USA, Nov.,
1984, Sheppard, S., Pooch, V. W., Pegden, C. D., (Eds), North Holland Publishers,
The Netherlands, 1984, pp. 115-121.
188. Schruben, L., Singh, H., Tierney, L., (1983), "Optimal Tests for Initialisation Bias in
Simulation Output", Operations Research, Vol.31, (6), pp. 1167-1177.
189. Scriabin, M. and Vergin, R. C„ (1985), " A Cluster- Analytic Approach to Facility
Layout"', Management Science, Vol.31, (1), pp. 33-49.
190. Seehof, J. M., Evans, W . O., (1967)," Automated Layout Design Program", Journal of
Industrial Engineering, Vol. 18, (2), pp. 690-695.

350
191. Seevers, C , Digitron, A. G., (1988),"Simulation Before Automation", Proceedings of
the fourth International Conference on Simulation in Manufacturing, London, UK,
Nov. 1988, Browne, J., Rathmill, K., (Ed), IFS (Publication) / Springer- Verlag,
Bedford, U K , pp. 217-224.
192. Sekiguchi, K., Tohmata, E., Takahashi, R., (1985), "Modernisation of Cold Rolling
and Coating Plants at Keihin Works", Nippon Kokan Technical Report, Vol. 43, pp.
14-24.
193. Senko, J. M., Suskind, P. B„ (1990), "Proper Planning and Simulation Play a Major
Role in Proper Warehouse Design", Industrial Engineering, Vol.22, (6), pp. 34-37.
194. Shannon, R. E., (1989), "Knowledge - Based Simulation Techniques for
Manufacturing" in Knowledge- Based Systems in Manufacturing, Kusiak, A., (Ed),
Tayler & Francis Inc., Philadelphia,. 1989, pp. 305-329.
195. Shanthikumar, J. G., Sargent, R. G., (1983), "A Unifying View of Hybrid Simulation
/ Analytic Models and Modelling", Operations Research, Vol.31, (6), pp. 1030-1052.
196. Sharpe, R., Marksjo, B. S., (1986), "Solution of the Facilities Layout Problem by
Simulated Annealing", Computers in Environment and Urban Systems, Vol. 11, (4),
pp. 147-154.
197. Shore, R. H., Tompkins, J. A., (1980), "Flexible Facilities Design", AIIE
Transactions, Vol. 12, (2), pp. 200-205.
198. Shtub A., (1989), "Estimating the Effect of Conversion to a Group Technology
Layout on the Cost of Materials Handling", Engineering Costs and Production
Economics, Vol. 16, (2), pp. 103-109.
199. Shue, L. Y., (1985), "A Torpedo Car Scheduling System in Steel Mill", Toward the
Factory of the Future- Proceedings of the Eighth International Conference on
Production Research , Stuttgart, Aug 1985, Bullinger, K. J., Warnecke, K. J., (Eds),
Springer - Verlag, Berlin, pp. 300-303.

351
200. Siegel, S. L., (1987), "Simulation of Scheduling Rules Helps Decision Making on
Various Objectives in Manufacturing Plant", Industrial Engineering, October 1987, in
Simulation - Modelling Manufacturing & Service Systems, Institute of Industrial
Engineering Press, Norcross, Georgia, 1987, pp. 162-165.
201. Skeen, M. J. (1989), "Graphical Simulation of Materials Handling Systems", B.Sc.
Project Report, University of New South Wales, Sydney, Australia.
202. Skonda, M. V., Mezgar, I., (1986), "CAD System for Industrial Material Handling
Process", Proceedings of the Third International Conference on Automated Material
Handling, Birmingham, England, March 1986, IFS Publications Ltd., Kempston,
UK., pp. 125-134.
203. Smith, C. A., (1985), "The Role of Simulation Analysis in Improving the
Manageability of Integrated Systems", Technical paper- Society of Manufacturing
Engineering, 1985, pp.MS85-1086 lip.
204. Smith, G., (1990), "Languages for Factory Simulation", Preprints - The fifth
International Conference in Manufacturing Engineering, Wollongong, July 1990,
Institution of Engineers Australia, Barton, ACT, Australia, pp. 447 - 451.
205. Starr, P. J., (1991), "Integration of Simulation and Analytical Submodels for
Supporting Manufacturing Decisions", International Journal of Production Research,
Vol.29, (9), pp. 1733-1746.
206. Strandhagen, J. O., (1988), "Expert Systems in Manufacturing Simulation",
Proceedings of the Working Conference on Knowledge-based Production
Management Systems, Galway, Ireland, August 1988, Browne, J., (Ed), Elsevier
Science Publishers B.V., Amsterdam, 1989, pp. 83-93.
207. Sturrock, D. T., Higley, H. B., (1987), "Scheduling With Simulation: A Case
Example", World Productivity Forum & International Industrial Engineering
Conference Proceedings, in Simulation - Modelling Manufacturing & Service

352
Systems, Institute of Industrial Engineering Press, Norcross, Georgia, 1987, pp. 129-
134.
208. Suranjan De, (1988), "Knowledge Representation in Manufacturing systems", in
Expert Systems: Strategies and Solutions in Manufacturing Design and Planning,
Kusiak, A., (Ed), Society of Manufacturing Engineers, Dearborn, MI, USA, pp. 79-
107.
209. Svestka, J. A., (1990), " M O C R A F T : A Professional Quality Micro-Computer
Implementation of C R A F T With Multiple Objectives", Computers & Industrial
Engineering, Vol.18, (1), pp. 13-22.
210. Tabibzaden, K., (1989), "Simulation System for Material Handling System Design",
Computers and Industrial Engineering, Vol.17, (1-4), pp. 270-273.
211. Tarn, K. Y., (1992), "A Simulated Annealing Algorithm for Allocating Space to
Manufacturing Cells", Int. Journal of Production Research, Vol.30, (1), pp. 63-87.
212. Tarn, K. Y., Li, S. G., (1991), "A Hierarchical Approach to the Facility Layout
Problem", Int. Journal of Production Research , Vol. 29, (1), pp.165-184.
213. Tamashunas, V. M., Labban, J., Sly, D., (1990), "Interactive Graphics Offer an
Analysis of Plant Layout and Material handling System", Industrial Engineering,
Vol.22, (6), pp. 38-43.
214. Tavrou, C. K., Nagarajah, R„ (1990), "Computer Simulation as a Tool in Assembly
Line Decision Making", Preprints- Fifth Int. Conf on Manufacturing Engineering,
Wollongong, July 1990, Institution of Engineers Australia, Barton, ACT, Australia,
pp. 462-466.
215. Tayler, R. P., and Hurrion, R. D., (1988) "An Expert adviser for Simulation
Experimental Design and Analysis", Artificial Intelligence and Simulation-
Proceedings of the SCS Multi Conference on Artificial Intelligence and Simulation,
San Diego, CA, Feb 1988, Hensen, T., (Ed), Simulation Councils Inc., San Diego
CA, USA, pp. 238-244.

353
216. Tedford, J. D., (1990), "A Comparative Evaluation of Simulation Software for Use in
an Automobile Assembly Line", Preprints - The fifth International Conference in
Manufacturing Engineering, Wollongong, July 1990, Institution of Engineers
Australia, Barton, ACT, pp. 452-456.
217. "The SIMAN Reference Guide", (1987), Systems Modelling Corporation, Sewickley,
PA, USA.
218. Tolsma, H., (1986), "Unit Load Conveyors - Alternatives in Horizontal
Transportation for JIT", AUTOFACT 86: Conference Proceedings, Detroit, MI, Nov,
1986, SME Publications, Dearborn, MI, USA., pp. 4.1-4.7
219. Tompkins J. A., Reed, R., (1976), "An Applied Model for the Facilities Design
Problem", International Journal of Production Research, Vol.14, (5), pp. 583-595.
220. Tompkins, J. A., (1978), "Computer Aided Plant Layout", Modern Materials
Handling, Vol.33, (5), pp. 92-98 .
221. Tompkins, J. A., Reed, R. J., (1973), "Computerised Facilities Design", Technical
Papers, AIIE Annual Conference, Norcross, Georgia, in 'Computer Aided Layout -
A Users Guide', Tompkins, J. A., Moor, J. M., (Eds), American Institute of Industrial
Engineers Inc., Norcross, Georgia, 1978, pp. 15-28.
222. Tracy, M. J., (1986), "Simulation of Integrated Material Handling Systems in FMS
Environment- A Case History", AUTOFACT 86: Conference Proceedings, Detroit,
MI, Nov 1986, SME Publications, Dearborn, MI, USA, pp. 2.61-2.74
223. Urban T. L., (1987), "A Multiple Criteria Model for the Facilities Layout Problem",
International Journal of Production Research, Vol.25, (12), pp. 1805-1812.
224. Usher, J. S., Ciesielski, C. A., Johanson, R. A., (1990), "Redesigning an Existing
Layout Presents a Major Challenge and Produces Dramatic Results", Industrial
Engineering, Vol. 22, (6), pp. 45-49.
225. Vollmann, T. E., Nugent, C. E., Zartler, (1968), "A Computerised Model for Office
Layout", Journal of Industrial Engineering, Vol.19, pp.321-327.

354
226. Waghodekar P. H. and Sahu, S., (1986), "Facilities Layout With Multiple Objectives :
MFLAP", Engineering Costs and Production Economics", Vol. 10, (2), pp. 105-112.
227. Warnecke, H. J., (1986), "Work Piece Handling in Automated Production - CIRP
Technical Reports", Annals of the CIRP, Vol. 35, (2), pp. 529-531.
228. Warrall, B. M., (1985), "A Problem in Material Flow in a Distribution Centre",
Toward the Factory of the Future- Proceedings of the Eighth International
Conference on Production Research , Stuttgart, Aug 1985, Bullinger, K. J.,
Warnecke, K. J., (Eds), Springer - Verlag Publication, Berlin, pp. 829-833.
229. Wascher, G., Chamoni, P., (1987)," M I C R O L A Y : An Interactive Computer Program
for Factory Layout Planning on Microcomputers", European Journal of Operational
Research, Vol.31., (2), pp. 185-193.
230. Watford, B. A., Greene, T. J., (1986), "Simulation Software for Bulk Material
Transportation System : A Case Study", Record of Proceedings - The 19th Annual
Simulation Symposium, Tempa, FL, USA, March 1986, Kimbler, D. C , (Ed), IEEE
Publication, New York, N Y , 1986, pp. 85-103.
231. Webster, D. B., Reed, R, (1971), " A Material Handling System Selection Model",
AIIE Transactions, Vol. 3, (1), pp. 13-21.
232. Welgama, P. S., (1990), "Simulation Study of the Springhill Works-Preliminary
Report", RTC, B H P Coated Products Division, Port Kembla, Australia.
233. Westwood, D., (1990), "Programming Reference Manual- L P A P R O L O G
Professional Compiler", Logic Programming Associates Ltd., London, England.
234. White, J. A., (1987), "Simulation: Pushing a Dead Mouse Through a Maze", Winter
Simulation Conference Proceedings, Atlanta, GA, USA, Dec. 1987, A C M
Publication, New York, NY, 1987, pp. 1-3.
235. Wilhelm, M. R., et. al., (1984), "Innovative Improvement Procedures for Solving
Quadratic Assignment Problems", Annual Industrial Engineering Conference
Proceedings, in 'Computerised Facilities Planning - Selected Readings', Hales, H. L.,

355
(Ed), Industrial Engineering and Management Press, Norcross, Georgia, 1985, pp.
103-108.
236. Williams, L., Ravindran, A., Foote, B. L., Badiru, A., Leemis, L., (1986), "Analysis
of Capacity Planning and Material Handling Systems : A Case Study", Proceedings
of the International Industrial Engineering Conference, Dallas, TE, USA, May 1986,
Institute of Industrial Engineers, Norcross, GA, USA, pp. 153-161.
237. Wilson, J. R., (1984), "Variance Reduction in Simulation", Winter Simulation
Conference Proceedings, Dallas, Texas, USA, Nov., 1984, Sheppard, S., Pooch, V.
W., Pegden, C. D., (Eds), North Holland Publishers, The Netherlands, 1984, pp. 123-
128.
238. Wright, B. H., (1986), "Heavy Load Automation- Future in the Air", Proceedings of
the 3rd International Conference on Automated Materials Handling, Birmingham,
England, March 1986, IFS (Publications) Ltd., Kempston, UK., pp. 323-332.
239. Zalevsky, P. A., (1988), "Knowledge-Based Simulation of Manufacturing Facilities",
Artificial Intelligence and Simulation- Proceedings of the SCS Multi Conference on
Artificial Intelligence and Simulation, San Diego, CA, Feb 1988, Hensen, T., (Ed),
Simulation Councils Inc., San Diego CA, USA, pp. 67-71.
240. Zeigler, B. P., (1989), "DEVS Representation of Dynamical Systems: Event-Based
Intelligent Control", Proceedings of the IEEE, Vol.77, (1), pp. 72-80.
241. Ziai M. R., Sule, D. R., (1988), "Microcomputer Facility Layout Design", Computers
& Industrial Engineering, Vol.15, (1-4), pp. 259-263.

Al
00
CJ 3
E-
CO
u
oo UP
o >-> > a o U
13
•c
s
oo CJ
00
•c aj CJ
1 U
i
u O o 03
_ ^ CD
ffi , i
-C
~£ cu •a cu u, CO J^ CJ
GO
u
X3 C
s 4 ^
3 ca
o cu CO •o u. CQ
5 o E-
^
cy:
u,
o
'«3 U
cu ca
L-
CJ •a
cu •3
CU
3 it
CU
3 d *
E-
"£
*
*
IV
-£
.. *
*
•w
-X-
.*.
*
*
£ Si > •
•a
c
-X
*
#
•X
*
*
*
*
*
*
*
*
*
Tutu so CS o & 4
-V.
^
*
*
*
*
*
%.
*
'c
*
*
"3 cq
D H <
*
*
#
*
*
*
*
*
• * •
#
_co
'5b UP
uu
*
*
*
*
*
*
*
*
*
*
*
*
•o Up
3 GO
*
*
*
*
*
*
*
*
*
*
*
3
3 O
i %
#
*
• *
*
•*
#
*
*
*
*
• * •
*
* •
00
O O
*
*
*
•*
*
*
*
*
*
*
#
oo JO
O O
o 1—1 1
o o
*
*
*
#
*
#
#
*
#
#
OO
O O
o u. cu > o
E-
D
a
• * •
*
*
*
*
J3 DO
*
*
*
#
*
*
*
'•3 cu
s
*
*
*
*
*
*
*
*
o dl

BI
Appendix - B : Data for the Case-study Problem
Table B1: Data on Processing Units at the Springhill Works
(As Used in Chapters 3 and 4)
Processing
Unit
RECEIV
PKL
CPM
FSM
CGL
CLN
SCA
CTM
TLL
EGL
SPL
SHR
DCB
ESS
SLT
PPN
PPS
PDN
PDSHEET
PDS
PDP
Length
(m)
200
100
40
200
33
82
35
45
64
170
60
220
15
15
Width
(m)
9
9
12
27
9
33
15
4
5
9
8
9
8
8
WIP-before
(m2)
557
261
834
2380
308
3050
1372
1157
547
1746
866
1126
1178
559
540
600
2000
800
2500
2500
WIP-after
(m2)
28
13
42
119
15
152
68
58
27
87
43
56
60
28
27
30
Unit+WIP
(m2)
10000
2440
1180
1395
8000
625
6000
1960
1408
882
3300
1378
3157
1377
727
567
630
2000
800
2500
2500

Cl
Appendix - C : Details of the Simulation Study
Cl Process Sequence of Major Products of Springhill Works
The Springhill Works produces six major groups of products, Hot Rolled, Cold Rolled,
Galvanised, Zincalume Coated, Zincseal and Electrical Steel. The major process routings of
these products are shown in figure C l . Zincalume and Galvanised products have similar
process routings, but different coatings are applied at C G L lines. There are 3 C G L lines, two
are dedicated to Galvanised and Zincalume coatings, and the third line is used for both
coatings alternatively.
The raw materials are 'Jumbo' coils and small coils that come from SPPD Works of BHP
Steel. 'Jumbo' coils are scheduled on C P C M as their first operation while small coils are
scheduled on the old Pickle Line, before proceeding through remaining operations according
to product group.
The finishing operations consist of SHR, SLIT and Packing. Slitting operations for Electrical
Steel products are carried out on ESS (Electrical Steel Slitter), instead of SLIT. Sheets are
packed either on a sheet packing machine or manually, with the use of cranes. There are
several pack types. Painted products are packed separately keeping the coil bore vertical,
while other products are packed keeping the bore horizontal.
C2 Modelling of the Process
The simulation language SIMAN / CINEMA is a process oriented language, where the model
is represented as a sequence of discrete events taking place in the process. Therefore, the
processes described in figure C l were represented in the model using appropriate probability

C2
values to determine the subsequent operation, for each product category. Coils were
represented by entities in the model. An Attribute of an entity provides identification of
product group. These entities pass through a sequence of processing units described by
process routing.
Finishing Processes
a) Hot Rolled Products
C^T^)
b) Cold Rolled Products
c) Zincalume / Galvanised Products
Figure C l : Process Routings of Major Product Groups

C3
Receivini Finishing Processes
d) Zincseal Products
Finishing Processes
e) Electrical Steel Products
Sheet Pack
Sheet Desp
f) Finishing Processes
Figure Cl Contd.: Process Routings of Major Product Groups
A model indicating the sequence of events taking place at each processing unit is shown in
figure C.2. As soon as an entity arrives at a processing unit, it is stored in WIP stocks.
Through the scheduling policy, an entity is selected from WIP stocks and processed on the
machine. After completion of processing, it is sent to an output buffer, where either it waits

C4
for a transporter (if the corresponding transporter is modelled) or is directly routed to next
processing unit. This sequence is followed for all processing units.
C SEQUENCING METHOD
ROUTE to next unit
Q U E U E ( Store in W I P
SEIZE the machine
I PROCESS
I R E L E A S E the machine
C I
Store in out buffer
C 1
D REQUEST TRANSPORTER )
SCHEDULING POLICY }
Figure C.2 : A Model Representing Activities at a Processing Unit

C.3 Model Assumptions
The assumptions made on representative probability distributions for parameters, based on
observed data of March 1990 production are :
1) Percentages of different products produced, proportion of batch sizes scheduled in
C P C M , proportion of products moved to next processing unit from each unit,
percentage distribution of number of coils cut out of one coil at each processing unit
and input mass distribution of coils, remain unchanged, under target production
levels.
(2) All processing rates of processing units, input mass, width and thickness of coils,
R O C values for C G L , can be adequately represented by the Triangular distribution.
(3) Despatch rates follow the Poisson distribution. Hence, time between despatching a
coil follows the Exponential distribution.
(4) Arrival rates of coils can be represented by the Uniform distribution.
Since more accurate data analysis was time consuming and tedious, the minimum, maximum
and mode values of parameters in (2) above, were estimated and used with the Triangular
distribution. This is consistent with Pegden et. al.(1990)l176J w h o recommended the use of
Triangular distribution whenever conducting a detailed data analysis is impossible or
uneconomical to use to determine the best-fit probability distribution. S I M A N has a built-in
efficient algorithm to generate random observations from a Triangular distribution.
The Poisson distribution is normally used to represent customer arrivals in queuing theory,
since its appropriateness has been proved [176]. The time between arrivals, then follows an
Exponential distribution. Since, no data were easily available to determine arrival distribution

C6
of outgoing trucks/trains, despatching functions were modelled with an assumption that time
between despatching follows the Exponential distribution.
During initial trial runs of the model, the Uniform distribution was found to be representing
arrival rate of coils satisfactorily, by producing an output with a stable stock level (neither
exploding nor shrinking) for the raw coil area.
C.4 Elements of Models
Major model elements are entities, resources, transporters, variables, parameters and queues.
This section provides details of these elements with reference to the simulation models for the
Springhill Works.
C.4.1 Choice of Entities
An entity is used to denote any person, object or thing, whether real or imaginary, which
moves through the system. In the case-study, an initial attempt to use one entity in the model
to represent one steel coil of the actual system, failed because, memory allocated for S I M A N
data array (64 K ) could not handle the required number of entities needed to represent the
number of coils in the plant at a given time. Therefore one entity was used to represent
several coils on many occasions as outlined below.
a) Arrival of 'Jumbo coils' : 1 entity = 1 5 coils (because one train load of coils bring
15 coils at a time from the Slab and Plate Products Division of the B H P )
Arrival of 'Small' coils : 1 entity = 10 coils
b) In W I P stocks at C G L , C T M , TLL, E G L , SPL, SHR, and SLIT : 1 entity = 6 coils
c) During the processing by machines : 1 entity = 1 coil
d) During coil handling by cranes : 1 entity = 1 coil /1 pile of sheets

e) At the exit of S H R line : 1 entity = 1 pile of sheets
Additionally some entities were used in the program as aids in controlling program logic.
C.4.2 Attributes of Entities
The attributes of entities considered were time of entry of an entity to the system, width,
mass and thickness of coils, batch identifications, number of coils represented by the entity,
MANCAT1. and an identification for animation purpose.
C.4.3 Resources :
Most of the processing units were modelled as 'Resources' in the SIMAN language. Only
SCA was modelled simply as a 'Delay' station where entities were simply waiting throughout
the duration of processing. CLN was not modelled as it was not a critically important unit.
LG and HG Shear Lines were modelled as one resource(SHR line), because the same crew
works on both machines alternatively. Despatch functions were modelled as dummy
resources with zero processing time, so that, working schedules of despatch areas could be
incorporated. Working schedules of processing units were also included in the model.
C.4.4 Materials Handling Devices:
In models for the present and the decentralised systems, the following MHE was modelled :
- Lorrain car between CPCM and CGL,
- Two cranes in PDS / PPS area,
1 MANCAT -Management Categories used in BHP Sheet and Coil Products Division The MANCATs considered in the model are Hot Rolled, Cold Rolled, Galvanized, Zincalume coated, Zinc-Seal and Electrical Steel.

- A crane at PPP and P D P area,
- T w o cranes at Sheet Pack, BIS and PDSheet areas and
- T w o cranes at P P N and P D N area.
In the model for the Centralised system, the following MHE was modelled :
- Lorrain car between C P C M and C G L , and between C G L and Central Pack.
- A crane at southern end. (use of only one crane was tested).
- T w o cranes at Central Despatch section (warehouse).
- T w o cranes at Sheet Pack, BIS and PDSheet area.
Here, the possibility of using two cranes in the Central Despatch section (one new,
in the old PPP/PDP area) was tested.
C.4.5 Model Parameters :
Parameters used in models are :
1) Processing rate of each unit
2) Input mass of coils
3) Number of coils cut in each unit out of one coil
4) Arrival rate of coils to raw coil storage.
5) Coil dimensions (Thickness, Width)
6) Percentage of products ( M A N C A T S ) produced
7) Batch sizes (in shifts) of L G / M & H G and Electrical Steel processed in C P C M
8) Time until failure and time to repair of C P C M
9) R O C values in C G L
10) The next unit that a coil would go to and the corresponding probability.
11) Despatch rates (Used indirectly as the time between despatch of coils)
12) Percentages of different batches such as hard/soft, oiled/dry etc.

13) Paint colour distribution
14) Changeover times between batches
15) Working Schedules of machines, packing and despatching
16) Distances between locations of concerned processing units, packing and despatching
areas.
The parameters of the Triangular distribution (the minimum, mode and maximum) which was
used to represent most of the production rates, were estimated from shift production values
of March 1990. Since exact data were available on time between failures and down time of
C P C M , Discrete probability distributions were used for representing these data. The follow-
up operation of a coil after processing in a given unit, was determined by a Discrete
probability distribution to represent the data of March 1990. Despatch rates were assumed to
be following an Exponential distribution, for which parameter values were estimated using
mean shift despatch rates in March 1990.
C.4.6 Variables :
Variables were mainly used in the model to tally shift production of each unit and to represent
stock levels. Additionally, some variables were used in the program as an aid to building
program logic. Variables used in the models are :
1) Shift production of each unit
2) W I P inventories at each processing unit and stocks at despatch areas
3) Queues for concerned materials handling equipment (cranes at pack / despatch
areas and the Lorrain car)
4) Utilisation of concerned materials handling equipment

C.5 Modelling High W I P Stocks and Residence Times
There were large numbers of coils residing in the raw coil storage area and in finished
products warehouses. Frequently, a coil's average residence time in such storage areas
exceeds 7 days. Therefore, even the use of an entity to represent a group of coils could not
prevent exceeding the memory allocation in the software. Since these entities are inactive
while waiting, the strategy used to overcome the problem was to replace those entities by a
variable or a counter, indicating the number of entities in that W I P storage area. Whenever an
entity is added to or subtracted from the storage area, the corresponding variable / counter is
updated. This approach was followed to model despatch areas and the raw material storage
area.
C.6 Model files and Experiment Files
Since modelling was carried out in stages, several sub-models were developed in small files
and linked together with an experiment file to arrive at the program file.(Ref. 2 gives a
detailed description of various files used in S I M A N ) . Three models, for the present system,
for decentralised packing / despatching layout and for proposed centralised packing /
despatching layout, were developed for the purpose of this study.
Several CINEMA files were created for the purpose of animation. A complete block plan of
the plant was created using A U T O C A D and transferred to the C I N E M A system. Separate
animation screens were created to highlight the main activity areas.
The model for decentralised packing/despatching layout was almost the same as that of the
present system except for inclusion of the Slitting line. However, values of parameters were

Cll
changed, in order to achieve the target production of approximately 920 tons per shift in
C P C M and acceptable levels of WIPs in other units.
In the model for the centralised system, the 'Lorrain car' was used to transfer coils from
C G L to Central Packing, as well as, between C P C M and CGL. Further, the despatch and
pack rates were altered appropriately, to maintain acceptable levels of stocks at Despatch and
Pack sections.
C.7 Validation of Models
The validity of the simulation model for the present system was confirmed using hypotheses
testing.
C.7.1 Tests For Shift Production
C.7.1.1 CPCM Shift Production
Model output: (Tons)
Mean shift production
Std. deviation of mean shift prod
Real system :(Mar - Aug 1990)
Mean shift production
Std.deviation of mean shift prod
H 0 : ^1-1*2=0 H a :
Criteria: Reject H 0 if Z >TaJ2 or Z< -Za/2
where Z= . %v%" - °-57
V(Sxl)2-(Sx~2)2
a = 0.05 (corresponds to 9 5 % confidence interval) Zo/2 = 1.96
Xl
Sxl
*2
Sx2
H1-H2
=
=
=
=
* c
631
16.7
593
64
I

C12
Hence, Z < ZaJ2
Therefore H Q cannot be rejected. Hence, the model output for C P C M production
tallies with the real system.
C.7.1.2 Shift Productions of CGLs :
Model output :(Tonsl
Mean shift prod: xi
Std. devof^i :Sx!
CGL1
225
14.8
CGL2
223
10.2
CGL
216
13.8
Actual system : (based on monthly report Oct. 1990)
Mean shift production:
H0
Ha
Criteria
Za
Z - ^ SX
Result
:
:
Reject H 0
.
:
if
228
^=228
p.i<228
Z<-Za
1.645
-0.202
222
p,i=222
,Ui>222
Z > Z a or
1.645
0.098
Cannot reject Ho.
222
HL=222
^i<222
Z<-Za
1.645
-0.435
Hence, the model output for C G L production tallies with the real system.
C.7.1.3 Shift Production of CTM :
Model output :(Tons^
Mean shift production X = 468
Std. deviation of Xi s% =19.8
Real system (Mill average -Tons)
Mean shift production = 470
H 0 : 1H = 470 H a : m < 470

Criteria
where,
: Reject H 0 if Z < - Z a
z = * M =.().10 < -1.645 sX
Result : Cannot reject Ho.
Hence, model output for C T M production tallies with the real system.
C.7.2 Tests For Stock Levels at Despatch South (PDS) and Paint (PDP)
PDS P D P
Model output:
Mean stock level(coils)
Average coil size (Tons)
Mean stock level(Tons) Xi
Std. devof Xi sxi
Real System:
Mean stock level(Tons) X2
Std. deviation of stock level s
Sample size n
Std. dev of mean stock level Sx2
H 0
H a
Criteria : Reject H 0 if Z < -Za
where Z= , *r*? = "0-598 "0-10
V(Sxl)2.(sx~2)2
Za = 1-645
Result : Can't reject H 0
Hence the model output tallies with the real system for stock levels at P D S and PDP.
455
6
2730
289
2936
955
26
187
Hi=u2
Hl<H2
227
5
1135
162.5
1174
372
26
73
^1=^2
M-i<M-2

Conclusion : Since the tests for shift production of C P C M , CGLs, and C T M , and for stock
levels of PDS, P D P show that the model outputs tally with the real situation, the developed
simulation model can be considered as valid for the present situation.
C 8 Results of Simulation Experiments : Comparison Between Present and
Proposed Systems
Table C l : Comparison Between the Present System and the Decentralised System
Description
Coil arrivals(Jumbos) Time betn arriv(Hrs) C P C M breakdowns (time until failure &
cumulative probability)
R O C values for C G L s (min, mode, max)
C T M working shifts
T L L working shifts
SPL no. of units
E G L working shifts
SHR
SLIT
PPN
PPS
PPSHEET
PPP
PDN COIL Rate: ave:
high: PDS
Rate: ave high:
Present system
4.5 - 5.0
prob t.b.f(hrs) 0.6 0.25 0.8 0.50 1.0 1.00
C G L 1 : (0.25,0.68,0.95) C G L 2 : (0.3,0.68,0.95) C G L 3 : (0.3,0.78,0.98)
1 shift/7 days
2 shifts / 7days
1
2 shift / 5 days
2 shift / 5 days
1 shift / 5 days
2 shift / 7 days
2 shift / 7 days
1 shift / 5 days
2 shift / 7 days
1 shift / 5 days 10.0 / hr
12.5 / hr 2 shift / 7days
10.0 / hr 12.5/hr
Decentralised system
2.5 - 3.5
prob. t.b.f(hrs) 0.6 0.75 0.8 1.50 1.0 2.00
(0.85,0.95,1.0) (0.85,0.95,1.0) (0.85,0.95,1.0)
2 shift/ 7 days
3 shifts / 7 days
2
2 shift / 7 days
2 shift/7 days
2 shift/7 days
3 shift / 7 days
3 shift/7 days
2 shift/7 days
3 shift/7 days
3 shift/7 days 9.09 / hr 11.11 /hr
3 shift / 7 days 10.0 / hr 12.5 / hr

C15
PDSHEET Rate: ave high: PDP
Rate: ave: high:
1 shift / 5 days 7.7/hr ' 9.1/hr
2 shift/5 days 6.7/hr " 8.3 / hr
3 shift / 7 days ! 7.7/hr ' 9.1/hr
3 shift/7 days I 6.7/hr 10/hr ,
Table C.2 : Comparison Between the Decentralised and the Centralised System
Note: Crane south consists of only one crane in the centralised system
Crane north (2 cranes) includes the crane at PDP section.
Description
P P N working shifts
Rate : (min, mode, max)
PPS working shifts
Rate : (min, mode, max)
PPSHT working shifts
Rate : (min, mode, max)
PPP working shifts
Rate : (min, mode, max)
P D N working shifts
Rate: average:
high:
Centralised system
3 shift / 7 days
(10, 20,25)/hr
2 shift / 7 days
(6, 8, 12) / hr
3 shift / 7 days
(5, 6, 10) / hr
3 shift / 7 days
14.3 / hr
20.0 / hr
Decentralised system
3 shift / 7 days
(5, 8, 15) / hr
3 shift / 7 days
(6, 9, 15) / hr
2 shift/7 days
(6, 8, 12) / hr
3 shift / 7 days
(5, 6, 10) / hr
3 shift / 7 days
9.1/hr
11.1/hr

Appendix - D : Data for the Test Problems
Table D.l: Data for the 6 M/C Problem (As Used in Chapter 5)
M/C no:
From \ To
1
2
3
4
5
6
Length
Width
Input Pt
Output Pt
Materials Flow
1
.
5
2
4
1
0
10
5
(0, 2.5)
(10, 2.5)
2
1
_
3
0
2
2
5
5
(0, 2.5)
(5, 2.5)
3
2
1 _
0
0
0
20
5
(10, 0)
(10, 5)
4
1
2
3 _
5
2
8
6
(4,0)
(4,0)
5
2
1
2
1 _
10
12
4
(0,2)
(6,0)
6
3
2
1
2
1 _
9
6
(4.5, 0)
(0,3)
Table D.2. : Flow Data for the 12 M/C Problem (As Used in Chapter 5)
M/C
1
2
3
4
5
6
7
8
9
10
11
12
1 _
5
2
4
1
0
0
6
2
1
1
1
2
1 .
3
0
2
2
2
0
4
5
0
0
3
2
1 _
0
0
0
0
5
5
2
2
2
4
3
2
1 _
5
2
2
10
0
0
5
5
5
1
2
3
4 _
10
0
0
0
5
1
1
6
2
1
2
3
1 _
5
1
1
5
4
0
7
3
2
1
2
2
1 _
10
5
2
3
3
8
4
3
2
1
3
2
1 _
0
0
5
0
9
2
3
4
5
1
2
3
4 _
0
10
10
10
3
2
3
4
2
1
2
3
1 .
5
0
11
4
3
2
3
3
2
1
2
2
1 _
2
12
5
4
3
2
4
3
2
1
3
2
1
_

D2
Q
Cu
£
-j
1 Q SJ
s
Q
a.
£
j
©
Z; U
o <N cr
2 N w w
- — V
^ >n O'O)
o
o M TT
~ r-
1
o-l
oo —
Cu|
(10,2.5)
(1,0)
0, 2.5)
), 0.5)
-—- .3,
"^ w*
2 Q 1 1
? — <
1 1
(N ~
1 1 CU CU
Q
U
m (N S c? in in -^
"^ ^ (0,2.
(5,0
0
~ 0 m rn
Q l 1
ON
1
J
0 4—1 —
Q -cu"
(0,2.5)
(0,3)
(0,2.5)
(4,0)
m ^0
in 00
m
•
l
• < * -
1 rl
&4
CU
Ql ~
or
^ , (*5
O f<|
(0,3
(0,7)
2
0 0 ^H <S
1—1 ^H
Ql
q 1
r—1
l I
CU
(10,0)
(7.5,0)
in ° 0 ~ in ri r-""""' *~~'
s
S 2
— m-Q
SO — CU
c
'5 a.
0
Q
Q
c • .-4
CL CL
CJ
CU
CU
43
1
£ r-
c
P-J 1
.—1

Table D.4 : Machine Dimensions of the Springhill Works (As Used in Chapters 5 and 8)
No 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Unit
REC
PKL
CPCM
CGL
CLN
SCA
CTM
TLL
EGL
SPL
SHR
SLT
PPN
PPS
PDN
PDSHEET
PDS
PDP
L
100
200
200 |
200
33
82
35
45
64
170
60
15
26
26
80
32
100
100
w 100
9
9
27
9
30
15
4
5
9
8
8
25
25
25
25
25
25
WIP area
I
600
1000
2600
250
3600
1700
1200
580
1800
900
600
-
-
-
-
-
-
Total arez
10000
2400
2800
8000
625
6000
2200
1400
900
3300
1400
720
650
650
2000
800
2500
2500
P
(50,50)
(0,4.5)
(0,4.5)
(0,13.5)
(0,4.5)
(41,15)
(0,7.5)
(0,2)
(0,2.5)
(0,4.5)
(0,4)
(0,4)
(12.5,13)
(12.5,13)
(40,12.5)
(16,12.5)
(50,12.5)
(50,12.5)
D
(50,50)
(200,4.5)
(200,4.5)
(200,13.5
(0,4.5)
(41,15)
(35,7.5)
(45,2)
(0,2.5)
(170,4.5)
(60,4)
(15,4)
(12.5,13)
(12.5,13)
(40,12.5)
(16,12.5)
(50,12.5)
(50,12.5)
Notation:
L - length
W - width
P - pick-up point
D - drop-off point

D4
CO
IT)
s: u c •H T3 CD cfl
w <
to
o
•H
4: tn
•H U 04 LO CU
4-1
u o 4-1 +J
u si
o o
g o
LD
CD PH
cti
0 1-
n IS
§ co
7
»
en £
^ Q.
h-, 1 CO
£ rv CO
H LU
_l _1 1-
1 O
< O co
* 0
-_l
8
g _i y: Cl
in CM
r. r r»-
0 -.— • > —
i
,-co
_ i
0_
co in •»-
,-CD
CO o> in
1
• . —
r--C\J
CO CM
in CM
0 CM CM
O • " -
in 0 ••""
T -
d—
g
CD CO
Z
h-O CM
§
Cft • 4 —
• *
CD
CD T—
CM
• *
r--co
co LD
O
CM in
0 CD
O T -
CO
O in
_ i _ i
1-
1
CD T—
CM
,—
CO CM
i
m in CM
CM • 4 -
00
_ i D_ CO
o> CD
i
in CD
l — _ i CO
0 «t • > —
1
,-r CM
2 § 1 § &

Appendix - E : Data for Test Problems in Chapter 7 & 8
Table E.1: Material Data for the 12 M/C Problem (As Used in Chapters 7 & 8)
s*
2
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
D*
2
3
4
5
6
7
8
9
10
11
12
1
3
4
5
6
7
8
9
10
11
12
1
2
4
5
6
7
Material Data
Flow*
10000
20000
30000
50000
20000
30000
40000
20000
30000
80000
50000
50000
100000
20000
20000
50000
20000
30000
30000
20000
30000
40000
20000
60000
30000
90000
60000
20000
Type
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
Nature
sturdy
fragile
sturdy
sturdy
sturdy
sturdy
sturdy
fragile
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
Unit load
500
100
1000
5000
10000
2000
5000
100
1000
5000
8000
2000
2000
2000
5000
10000
2000
5000
2000
1000
4000
5000
2000
5000
2000
3000
5000
3000
Len*
0.5
0.5
0.5
1
1
0.5
0.5
0.5
1
1
1
1
1
0.5
1
1
0.5
1
0.5
0.5
0.5
1
0.5
1
0.5
1
1
0.5
Wid*
0.5
0.5
1
1
1
0.5
0.5
0.5
1
1
1
1
1
0.5
1
1
0.5
1
0.5
0.5
0.5
1
0.5
1
0.5
1
1
0.5

3
3
3
3
3
4
4
4
4
4
4
4
4
4
5
5
5
5
5
5
5
5
5
5
6
6
6
6
6
6
6
6
6
7
8
9
10
11
12
1
5
6
7
8
9
10
11
12
1
2
4
6
7
8
9
10
11
12
2
4
5
7
8
9
10
11
12
2
40000
40000
30000
20000
60000
40000
60000
90000
20000
10000
40000
60000
30000
20000
100000
20000
50000
10000
20000
30000
10000
20000
40000
40000
20000
20000
10000
10000
20000
20000
10000
70000
30000
20000
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
unit
pckgd
pckgd
unit
sturdy
sturdy
sturdy
sturdy |
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
8000
4000
2000
1000
4000
2000
3000
1000
4000
5000
8000
5000
8000
5000
1000
5000
2000
5000
8000
5000
8000
5000
7000
5000
5000
5000
8000
5000
8000
5000
8000
1000
1000
5000
1
1
0.5
0.5
1
0.5
0.5 |
0.5
0.5
0.5
0.5
0.5
1
1 |
1
0.5
0.5
1
0.5
0.5
0.5
0.5
0.5
0.5
0.5 |
1

7
7
7
7
7
7
7
8
8
8
8
8
8
8
8
8
9
9
9
9
9
9
9
9
10
10
10
10
10
10
10
10
11
11
4
6
8
9
10
11
12
1
3
4
6
7
9
10
11
12
1
2
3
6
7
10
11
12
1
2
3
5
6
7
11
12
1
3
20000
50000
10000
30000
20000
10000
30000
60000
50000
100000
10000
100000
40000
30000
20000
10000
20000
40000
50000
10000
50000
10000
20000
30000
10000
50000
20000
50000
50000
20000
10000
20000
10000
20000
unit
unit
unit
unit
pckgd
unit
unit
unit
unit
unit
unit
unit
unit
pckgd
unit
pckgd
unit
unit
unit
unit
unit
pckgd
pckgd
pckgd
unit
unit
unit
unit
unit
unit
pckgd
pckgd
unit
unit
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
8000
5000
8000
1000
2000
8000
5000
2000
2000
500
1000
250
1000
2000
5000
5000
5000
8000
6000
8000
2000
1000
2000
2000
10000
2000
5000
2000
2000
5000
2000
5000
5000
8000
1
1
1
0.5
0.5
1
1
0.5
0.5
0.5
0.5
0.5
0.5
0.5
1
1
1
1
1
1
0.5
0.5
0.5
0.5
1
0.5
1
0.5
0.5
1
0.5
1
1
1
1
1
1
0.5
0.5
1
1
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
1
0.5
1
0.5
0.5
1
0.5
1
1
1

11
11
11
11
11
11
11
11
12
12
12
12
12
12
12
4
5
6
7
8
9
10
12
1
3
4
5
7
9
11
50000
10000
40000
30000
50000
100000
50000
50000
10000
20000
50000
10000
30000
100000
20000
unit
unit
unit
unit
unit
unit
unit
pckgd
unit
unit
unit
unit
unit
unit
pckgd
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
sturdy
2000
5000
2000
5000
2000
100
2000
1000
2000
5000
2000
5000
2000
200
2000
0.5
1
0.5
1
0.5
0.5
0.5
0.5
0.5
1
0.5
1
0.5
0.5
0.5
0.5
1
0.5
1
0.5
0.5
0.5
0.5 j
0.5
1
0.5
1
0.5
0.5
0.5
* Note: S : source
D : destination
Unit load : unit load of material (kg)
Len : length of the unit of material
Wid : width of the unit of material
Row : annual material flow volume (units/year)

Table E.2: Location Data of Machines of the 12 M/C Problem (As Used in Chapter 7)
Machine
1
2
3
4
5
6
7
8
9
10
11
12
Coordinates
Px
257.5
242.5
245
233.5
262.5
245
238
242.5
245
245
245
245
Py
244.5
247
247
245
244.5
242
263
244.5
250
232
250
273
Dx
247.5
241.5
245
237.5
257.5
245
228
240.5
195
245
245
245
Dy
244.5
247.5
247
242
244.5
242
253
245
250
232
250
253
Note: Px : X coordinate of pick-up point
Py : Y coordinate of pick-up point
Dx : X coordinate of drop-off point
Dy : Y coordinate of drop-off point

E6
Cfl
B o •c a o o 13 o <D CX 00
c
*J •T-4
Cfl
1 O
B O
13
c 0
•i-H -C cfl 3 C>
0 • *-4
dl
u
0 0
en
Q
"8 «= CU
o. CO
o o CO
o
8 1 00
co
U >n 10 00 Os o en
CN
U
CN
©'
CO
8 d
in
co o o
m
U «n o o 10
o
s o o MO
CN
> c O o
1
co 4>.
>
a o o a •a U
4>1
(U >
a o o Q
O >,
o o
a !
<u
in
o o
o 00
p
o1 •a cd
E 3
<u a pj o1
in
o
8 in
o o o 00
o It
in in
8 in
o u
CN O
u
CO
o o
3 J_
C4-4
s
a
in
•n MO
o o in
<+H
I
3 cU
c CM V
o
m
4-4
o1 •a cd
E 3 CU C
o o o o o
00
o in
o CO
c
s
a
o o
5
•fi
o 13 Cfl
4—»
a
°T v 73 •fH
3
cfl 3
1 MD CN
X) cd 1-1
3 0) 3 cd
CO M0
o o o o in 8 o
o in
CN
in
Q
O m
in
in CN
ed
cd
O O O O
•n 0 O
o •n
1-4
CU 73 S> i-i
3
o a a c 3 *l CL
O
in
o CO
O O O
•a
5 3 >
o 6 13 "fi cfl 3 73 C
O M0
O
o
cd
Cfl
3 73 C
3
Ik IS cU 43
O O
m
o o o M0
•~i
^CU
'Hb| a
b£ CU
3 3
o X!
CO
O O
CO
o in
CN
cu b^ X!
I
%
O in
8
V
a
e 73
CO
o
o »n
CN
0
o o
u I-I
I b/ 73
I
o o o «t
o in
bi)
T 3
o
Til CU bfl
a
CO
O O
in
»n •n
CU
I-.
1 bfl
in
t3
CN 4—H
©
in
co
a cd bbl
^0 ii
u
a
cu
o CU p . c/5
CU
CO
• rH
S3 PH
$
•s •1—1
73
s
O g H £
CO
U
u u 2
u

Appendix - F : Material Data for the Case-study Problem
Table F.l: Material Data for the Springhill Works (As Used in Chapter 8)
From
REC
REC
REC
PKL
CPCM
CPCM
CPCM
CGL
CGL
CGL
CGL
CGL
CGL
CGL
CLN
SCA
CTM
CTM
CTM
CTM
To
PKL
CPCM
CGL
CPCM
CGL
CLN
SCA
CTM
TLL
EGL
SPL
SHR
SLT
PPS
SCA
CTM
TLL
EGL
SPL
SHR
Unit
Load
(Tons)
14
28
20
12
20
12
20
12
12
12
20
12
12
6
12
20
12
12
12
12
Length
(m)
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1
1.5
1.5
1.5
1.5
1.5
1.5
Width
(m)
Flow
(Coils)
9167
64750
2019
2583
47900
2410
22500
1021
11278
1124
20165
2735
3490
47627
5588
17845
6444
3642
400
1156
Nature
sturdy
44
44
44
44
44
44
44
44
44
44
44
44
44
44
44
44
44
99
" "

CTM
CTM
CTM
TLL
TLL
TLL
TLL
TLL
EGL
EGL
EGL
EGL
SPL
SPL
SPL
SHR
SLT
PKN
PKS
SLT
PPN
PDN
SPL
SHR
SLT
PPN
PDN
TLL
SPL
SHR
PPN
SHR
SLT
PDS
PDSHEET
PDN
PDN
PDS
12
6
6
12
12
12
6
6
12
12
12
6
12
12
4
8
6
6
6
1.5
1
1
1.5
1.5
1.5
1
1
1.5
1.5
1.5
1
1.5
1.5
1
3
1
1
1
1587
12127
4218
5794
2556
714
11385
11087
3571
116
466
2744
1175
1527
67105
8625
11207
26852
48393
a
i '
packaged
u
44
a
a
packaged
a
44
a
44
44
44
packaged
packaged
packaged
packaged
packaged

GI
Appendix - G
Publications Made While a Candidate for the Ph.D Degree
1. Welgama, P. S., Gibson, P. RM "A Hybrid Knowledge-based and Analytical System
for the Joint Determination of Layout and Material Handling System", accepted for
presentation at the Australian Conference on Manufacturing Engineering, to be held in
Adelaide, South Australia, November 1993.
2. Welgama. P. S.. Gibson, P. R., "A Knowledge-based and Optimisation System for the
Determination of Material Handling System", accepted for presentation at the W T I A /
A T N D T Conference, to be held in Wollongong, Australia, September 1993.
3. Welgama. P. S.. Gibson, P. R.,"A Construction Algorithm for the Machine Layout
Problem with Fixed Pick-up and Drop-off Points", accepted for publication in the
International Journal of Production Research. UK.
4. Welgama. P. S..Gibson. P. R., "Computer Aided Facilities Layout: A Status Report",
accepted for publication in the International Journal of Advanced Manufacturing
Technology, UK.
5. Welgama. P. S.. Gibson, P. R., Al-Hakim, L.A.R.," Facilities Layout: A Knowledge-
based Approach for Converting a Dual Graph into a Block Layout", accepted for
publication in the International Journal of Production Economics. The Netherlands.

G2
6. Al-Hakim, L. A. R., Welgama. P. S.. Gibson, P. R., "Facilities Layout : A Graph
Theoretic and Knowledge-Based Approach", Proceedings of the 1992 Pacific
Conference on Manufacturing. Osaka. Japan, Nov. 1992, pp. 222-229.
7. Welgama. P. S.. Gibson, P. R., "Simulation Methodology in Facilities Design:
Knowledge Gained from a Practical Application", accepted for publication in the
Industrial Engineering Journal, U.S.A.
8. Welgama. P. S.. Gibson, P. R., Flanagan, J., "Use of Simulation as an Aid in
Facilities Planning", Proceedings of the International Conference on Manufacturing
Automation. August 1992. Hong Kong, pp. 530-535.
9. Welgama. P. S...Gibson. P. R., "Use of Simulation in Analysing Material Handling
Systems", IE (Australia). Vol.32, No. 4, 1991, pp. 21-23.