7/22/2019 Kiral 2003 Tribology-International
1/12
Tribology International 36 (2003) 667678
www.elsevier.com/locate/triboint
Simulation and analysis of vibration signals generated by rollingelement bearing with defects
Zeki Kiral, Hira Karagulle
Department of Mechanical Engineering, Dokuz Eylul University, Engineering Faculty, 35100 Izmir, Turkey
Received 17 June 2002; received in revised form 30 December 2002; accepted 13 January 2003
Abstract
Dynamic loading of a rolling element bearing structure is modeled by a computer program developed in Visual Basic programminglanguage. The vibration response of the structure to the dynamic loading is obtained using a standard finite element package I-DEAS. A force model is proposed to model the localized rolling element bearing defects. Time and frequency domain analysesare performed for diagnostics of rolling element bearing structures. Statistical properties of the vibration signals for healthy anddefected structures are compared. The envelope (HFRT) method is employed in the frequency domain analysis. The effect of therotational speed on the diagnostics of rolling element bearing defects is investigated. An optimum sensor location on the structureis sought. Effect of the structure geometry on the monitoring techniques is studied. An optimum monitoring method can be employedby analyzing the rolling element bearing structure following the procedure proposed in this study. The present commercial computeraided engineering packages can be used in special engineering applications such as condition monitoring of rolling element bearings.
2003 Elsevier Science Ltd. All rights reserved.
Keywords: Rolling element bearing; Condition monitoring; Finite element vibration analysis
1. Introduction
Rolling element bearings are a common component inmachinery. Therefore they have received great attentionin the field of condition monitoring. Rolling elementbearings are manufactured by assembling differentcomponents: The rolling elements, the outer ring and theinner ring, which are in contact under heavy dynamicloads and relatively high speeds. The Hertzian contactstresses between the rolling elements and the rings areone of the basic mechanisms that initiates a localizeddefect. When a rolling element strikes a localized defectan impulse occurs and this excites the resonances of thestructure. The vibration signature of a damaged bearingconsists of exponentially decaying ringing. Theseimpulses will occur with a period determined by thelocation of the defect, the geometry of the bearing andthe type of the bearing load.
Corresponding author. Tel.: +90-232-343-6600; fax: +90-232-388-7864.
E-mail addresses: [email protected] (Z. Kiral);
[email protected] (H. Karagulle).
0301-679X/03/$ - see front matter 2003 Elsevier Science Ltd. All rights reserved.doi:10.1016/S0301-679X(03)00010-0
White [1] describes a method for simulating themachinery fault signals which are impulsive in natureand analyzed them. The basic understandings of the rol-ling element bearing vibrations for a defected case anda well-established model that considers the load distri-bution around the circumference of the rolling elementbearing and the impulse response of the bearing structureare proposed in Ref. [2]. The vibration model given inRef. [2] is extended to include multi point defects atarbitrary locations in Ref. [3]. Another theoretical modelwhich includes the natural modes of the rings is pro-posed in Refs. [4,5]. The mode summation method isemployed to find the vibratory response of the bearingsubjected to radial or axial load for the cases of differentdefect locations. The bearing vibration signals are mod-eled as a combination of different sources such as fault,modulation due to non-uniform loading, flexural bearingmodes, machinery induced vibrations and noise in Ref.[6].
There are several techniques for condition monitoringof rolling element bearings. Among them vibration andacoustic measurements are most widely used. The readercan find a detailed review for these methods in Ref. [7].
7/22/2019 Kiral 2003 Tribology-International
2/12
668 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
The vibration measurement methods can be classified asin time and in frequency domains. A brief review on the
monitoring techniques in time and in frequency domain
can be found in Ref. [8]. Honarvar and Martin [9,10]
use the third and fourth moment of the vibration signalsknown as skewness and kurtosis, respectively, for bear-
ing failure detection. McFadden and Smith [11] presentthe basic understanding of the high-frequency resonance
technique. Lou et al. [12] propose a method based on
extracting the dynamic model of the bearing system fromthe experimental vibration signals to design a proper
fault detection filter.Recently timefrequency domain analysis has become
popular. The wavelet method is used by the researchers
[1317] in condition monitoring of rolling element bear-ings due to its superiority in time and frequency resol-ution while processing the vibration signals. Holm-
Hansen and Gao [18,19] propose the sensor integrated
vibration analysis technique and developed an analytical
and finite element model to predict the changes in thebearing dynamic loading.
The main sources of acoustic emission are plastic
deformation or growth of cracks in metals. The acoustic
emission technique is based on sensing the acoustic
waves having a frequency greater than 100 kHz and hasbeen used in condition monitoring of rolling element
bearings [20]. Developments in the artificial intelligencetechnology have brought up a new monitoring technique
by using neural networks. In this method, the statistical
properties of the vibration signals extracted from either
time or frequency domain are entered into neural net-
works for training purposes and then the trained net-works distinguish the defective bearing from the normalbearing [21,22].
In this study, dynamic loading models for healthy and
defected rolling element bearing structures are
developed and the vibration response of the bearing
structure is performed using the finite element method.A new force model is proposed to simulate the force
variation and impact formation when the rolling
elements roll over a local defect. The success of the dif-
ferent statistical properties such as kurtosis, crest factorand RMS values of the simulated vibration signals is
investigated for condition monitoring purpose. The
envelope technique is employed to identify the bearing
characteristic defect frequencies. The effect of the bear-
ing structure geometry on the selection of the signal pro-
cessing technique is investigated.
2. Model for dynamic loading
Rolling element bearings are subjected to moving dis-tributed radial loads. A proper loading model including
the bearing kinematics and load distribution should be
employed for analyzing the dynamic response of the
bearing structure. The studies on condition monitoring
are focused on finding the best signal processing tech-nique to detect an incipient failure. The simulated or
experimental vibration signals are used in these studies.
The experimental signals carry the information about thebearing structure which is the transmission path of the
vibration, but the artificial signals suffer from containingstructural information. The proposed method overcomes
this deficiency and makes it possible to use bearingvibration signals containing structural information.
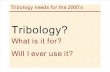
The bearing structure for which the dynamic analysis
is performed is shown in Fig. 1. The structure houses a
6205 model single row deep groove ball bearing. The
outer ring of the ball bearing is modeled within the hous-
ing structure. The dimensions of the ball bearing are
given in Fig. 2.The solid model of the housing structure is discretized
into 23,964 finite elements and the resulting node num-ber is 37,894. The element type used in the discretization
is a 10-node parabolic tetrahedron having 3 degrees of
freedom at each node. The bearing load is assumed to
be an unbalanced force. Therefore, the radial load moves
around the circumference of the outer ring as the shaft
rotates. The single radial load transforms to a distributed
load because the inner ring is in contact with more thanone ball during the rotation. The load distribution is
shown in Fig. 3.
The form of the radially distributed load is given in
Ref. [2] as,
q(f) (1)
q0 11
2e(1cosf)
n
0
for fz f f
z
elsewhere
Fig. 1. Rolling element bearing structure.
7/22/2019 Kiral 2003 Tribology-International
3/12
669Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 2. Dimensions of the ball bearing.
Fig. 3. Load distribution in a rolling element bearing.
where e is the load distribution factor and given in Ref.[5] as e = 0.5(1 - Cd/ 2dmax), Cd is the diametral clear-ance, dmax is the maximum deflection in the direction of
the radial load. In ball bearings e has the value between0 and 0.5. q0 is the maximum load intensity at f = 0,and can be approximated by q0 = 5Fr/Z cos a, whereFr is the radial load. The rolling elements transfer the
radial load to the outer ring during their rotation with
cage frequency expressed as fc = fs/ 2(1db/dm cos a)where fs is the shaft frequency.
In general, the bearing loads can be classified as pointand circumferential. In the point loading case, the direc-
tion of the radial load does not change and the nodes in
the load zone are loaded with a constant amplitude loadwith the frequency Zfc. The nodes outside the load zone
do not carry load. The loading mechanism for the cir-
cumferential loading is more complicated than the point
loading case. In this case the radial load rotates also with
shaft and therefore every node is subjected to load when-
ever a ball carrying the load moves over on that node.
The load amplitude is not constant and the loading fre-
quency of a node has two components composed of Zfc,
and the combination of fs and fc. The form and the para-
meters of bearing loading due to an unbalance are shown
in Fig. 4.
The number of the node in the load zone Nz = 2N1. The number N is determined by the nodes that satisfy
the condition |qniq|fz. In Fig. 4, q represents the shaft
Fig. 4. The form and parameters of radial loading.
rotation, qni (i
=1Nz) stands for the angular position ofthe nodes in the load zone and qbj (j = 1Z) stands for
the angular position of the balls. Loading functions are
defined versus time, taking all the variables into accountby using a computer code developed in Visual Basic [23]programming language. A sample loading function is
seen in Fig. 5 for the node at 90.The dynamic load model is formed using 80 nodes
lying on the circumferential path. The number of exci-
Fig. 5. x components of the radial load acting on the node at
225,1000 rpm.
7/22/2019 Kiral 2003 Tribology-International
4/12
670 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
tation functions is 160. The vibration analysis of the
bearing structure is performed using a standard finiteelement package I-DEAS under the action of these exci-
tation functions simultaneously. The I-DEAS package
uses the mode summation technique and 10 modes areused to calculate the dynamic response of the bearing
structure. The time increment is chosen as t = 1 /20f10 in order to get the contribution of all the modes in
the considered region. A sample view for the dynamic
response at point P3 at 1000 rpm is seen in Fig. 6.The dynamic response of the structure includes low
and high frequency components as shown in Fig. 6. Low
frequency components are directly related to the shaft
rotation and high frequency components can be attri-
buted to the contribution of the natural modes.
3. Defect modeling
The mechanism of defect formation can be different
in a rolling element bearing. Sudden changes in the rad-
ial load or Hertzian contact stresses may result in a local
defect during operation. An impulse like force is pro-
duced whenever a rolling element in the load zone
moves over a defect and the bearing structure is sub-jected to consecutive impulses. The magnitude and the
duration of the impulse force are related with the radial
load carried by the rolling element, defect dimensions,
the velocity of the rolling elements and material proper-
ties. Dynamic stress analysis finds that the maximumstress occurs at about 225 in the bearing structure under
the prescribed loading. A local defect is modeled byamplifying the magnitudes of the radial forces definedfor the nodes which are in the defected area. As stated
above, the value of the multiplier is determined by vari-
ous parameters and this is beyond the scope of this
paper. The amplification constant is chosen simply as 6in this study. The width of the local defect is chosen as
the width between two neighboring nodes. Therefore
force amplification is applied for two nodes which formthe leading and the trailing edges of the local defect
shown in Fig. 7.The loading model for healthy and defected case are
shown in Figs. 8a and b, respectively. The increase in
the radial load amplitude due to impact can be seen in
Fig. 8b. The developed computer code is capable of
Fig. 6. x-displacement response at point P3 at 1000 rpm.
locating the given number of defects at the given pos-
itions and creates the dynamic excitation forces in ASCII
file format suitable for execution in I-DEAS. Durationof the impacts is determined by the rotational speed of
the shaft. Impact duration reduces as the shaft speedincreases. Forced vibration analysis is performed under
the predefined nodal excitation functions including theimpact modeling due to the defect(s). The dynamic
response of the bearing structure at point P3 with defect
is given in Fig. 9.It is observed from Fig. 9 that the dynamic response
of the bearing structure is impulsive in nature because
of the way in which it is generated. The experimental
results presented in Refs. [10,13,17] confirm that thedefected vibration signals have spiky characteristics and
the proposed method can be used to produce vibrationdata for condition monitoring applications.
4. Time domain analysis
In this section, the vibration data are analyzed and
different parameters such as root mean square (RMS),
crest factor (Cf) and kurtosis are assessed with regard to
their effectiveness in the detection of bearing condition.
The defect is located on the outer ring between the nodes
at 225 and 229.5. The vibration data are calculated forpoints P1, P2 and P3 for a broad range of rotational
speed ranging from 1000 to 15,000 rpm. The time
domain properties for a discrete vibration signal x havingNs samples can be expressed as follows
RMS 1NsNs
i 1
x2i, Cf
max(x)min(x)
RMS,
kurtosis
Ns
i 1
(ximean(x))4
NsRMS4
(2)
The displacement response of the bearing structure is
shown in Fig. 10. It can be seen from Fig. 10a that the
RMS value of the displacement for point P2 is an effec-tive parameter in a broad range of shaft speed except
9000, 13,000 and 14,000 rpm. The displacement RMS
values may be used to identify the defect for points P1
and P3 in the speed region from 9000 to 11,000 rpm.
The comparison of the crest factor value shows that this
parameter can be used only for point P2 as a defect indi-cator. The crest factor parameter is not suitable during
defect detection for other two receiving points. The para-
meter kurtosis can be used for point P2 in the low speed
region. But it can be concluded that the ratio between
the time domain parameters of the defected and healthybearings is very small for all speeds and it is difficult todetect a defect by using the displacement results. The
ratios between the statistical parameters of the velocity
7/22/2019 Kiral 2003 Tribology-International
5/12
671Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 7. Impact mechanism.
Fig. 8. Loading model for (a) healthy, (b) defected bearings.
Fig. 9. Dynamic responses of the bearing structure at point P3: (a)
displacement; (b) velocity; (c) acceleration.
responses calculated for healthy and defected bearings
are shown in Fig. 11. The RMS ratios are greater than
those given for the displacements. The point P2 seems
to be a better receiving point until 6000 rpm and points
P1 and P3 give better results at 9000 and 11,000 rpm.The crest factors ratios are given in Fig. 11b and it can
be concluded that point P2 may be used as a fault indi-
cator until 3000 rpm. The crest factor ratios obtained
from the vibration responses fail while detecting a
localized defect at higher speeds. The same observation
is valid for kurtosis ratios between velocities. The kur-
tosis calculated from the readings for point P2 can be a
good fault indicator at low speeds. Different signal pro-
cessing techniques should be applied to extract useful
information at high speeds. The acceleration response of
the structure is frequently used in the monitoring appli-
cations. The ratios of the statistical properties for the
acceleration responses are shown in Fig. 12. The RMS
value of the accelerations give better result at point P2
and at relatively low speeds. The same observation is
valid for the crest factor and kurtosis ratios. It can be
concluded from Figs. 11 and 13 that point P2 seems to
be a better receiving point for defect detection at low
speeds. The vibration signal loses its spiky characteristic
due to the decreasing duration of the impacts and there-
fore invalidity of the time domain parameters at high
speeds is meaningful. The difficulty in detecting the faultat high speeds can be overcome by filtering the vibrationsignal at some frequency bands. The statistical para-
7/22/2019 Kiral 2003 Tribology-International
6/12
672 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 10. Statistical parameters for the displacement response: (a)
RMS; (b) crest factor; (c) kurtosis.
meters calculated for point P2 are shown in Fig. 13 after
band pass filtering. The velocity signals are band passfiltered by using a fourth order Butterworth filter in theMATLAB [24] program. The ratio for RMS and kurtosis
values increases filtering the velocity signal in the 25005000 Hz frequency band and the ratio for crest factorincreases by using 02500 Hz frequency band. Theincrease in the ratios shown in Fig. 14 reflects the benefitof the filtering. The maximum increase occurs in the kur-tosis values and the kurtosis parameter becomes a useful
defect indicator for high speeds by selecting the appro-priate filter band. Band-pass filtering also increases theRMS ratio and brings it to a useful value to distinguish
the defected and healthy bearings.
Fig. 11. Statistical parameters for the velocity response: (a) RMS; (b)
crest factor; (c) kurtosis.
5. Frequency domain analysis
Another conventional approach is processing the
vibration signals in the frequency domain. The basic
indicator is the characteristic defect frequencies in thefrequency domain analysis. The characteristic defect fre-
quencies depend on the rotational speed and the location
of the defect in a bearing. The existence of one of the
defect frequencies in the direct or processed frequency
spectrum is the powerful sign of the fault. The signature
of the defected bearing is spread across a wide frequencyband and can be easily masked with low frequency
machinery vibrations and noise. The consecutive impacts
between the defect and rolling elements excites the res-
onances of the structure and the resonant frequencies
dominate the frequency spectrum. Therefore, the charac-teristic defect frequencies cannot be easily noticed
because of their low amplitudes with respect to res-
onant amplitudes.
7/22/2019 Kiral 2003 Tribology-International
7/12
673Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 12. Statistical parameters for the acceleration response: (a)
RMS; (b) crest factor; (c) kurtosis.
Fig. 13. Statistical parameters of filtered velocity signals for point
P2, at 12,000 rpm.
Different methods are used to amplify the amplitudesat the characteristic defect frequencies. The envelope
method is one of them and frequently used in fault detec-
tion applications. The envelope method can be summar-ized as digitizing the time signal and band-pass filteringit in a region, typically around the resonances of the
structure due to their high signal-to-noise ratio. The dif-
Fig. 14. Increase in the statistical parameters after filtering, at 12,000
rpm.
ficulty in industrial applications is that the resonances ofthe whole bearing structure cannot be easily predicted
and consequently selection of the band-pass filter limitsbecomes difficult. Fig. 15 summarizes the enveloping
procedure. The velocity signal shown in Fig. 15 isobtained for point P2 at 2000 rpm. As can be seen from
the figure, the resonant ringings due to the impacts domi-nate the velocity signal. The Fast Fourier Transform of
the original signal explains this situation clearly. The
outer ring defect frequency does not appear in the fre-
quency spectrum. Filtering the velocity signal around the
resonant frequency makes the signal fully composed of
resonant ringings. The envelope of the filtered signal isobtained taking the Hilbert transform in MATLAB. The
FFT of the enveloped signal includes the outer ring
defect frequency which is defined as,
for Z fs
2db1
db
dmcosa (3)
The existence of the characteristic defect frequencies in
the frequency spectrum of the enveloped signal indicates
a defect. The procedure explained in Fig. 15 can be auto-
matized for field applications. The resonance frequenciesof the bearing structure can be calculated using the finiteelement approach and the vibration signal is filteredaround the desired resonance. In this analysis, the velo-
city and acceleration signals for point P2 are filteredaround 7340 Hz for which the modal displacements are
purely in the y direction. The bandwidth of the band-
pass filter is selected as 4for. Envelope energy is calcu-lated from the FFT of the enveloped signal for the fre-
quency interval (f0.1for) f (f + 0.1for). The band
energy ratios for velocity and acceleration signals at dif-ferent shaft speeds are shown in Fig. 16.
It can be seen from Fig. 16 that the band energy ofthe envelope spectrum can be used as a powerful tool at
low speeds. This is valid for high speeds except some
rotational speeds. The weakness of the method at somehigh rotational speeds may be overcome by employing
different bandwidths or even starting the enveloping
sequence around different resonant frequencies.
7/22/2019 Kiral 2003 Tribology-International
8/12
674 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 15. Enveloping sequence.
Fig. 16. Band energy ratio.
6. Effect of the structure
The source of the vibration in a bearing structure is theinteraction between the elements and the transmission
mechanism of the radial load. Even a perfect bearingproduces vibration because the rolling elements in the
load zone change as the shaft rotates. The contribution
of a local defect can be observed both in time domainand in frequency domain as stated in the previous sec-
tion. Vibration measurements are done generally by
mounting an accelerometer on the suitable location of
the housing structure or in some cases by hand probes.In both cases, the geometry of the housing structure
determines the vibration transmission path and the trans-
mission path changes as the geometry of the housingstructure changes. In the previous studies, the housing
structure is assumed to be either rigid or modeled by
using a springmass model. But the dynamic character-istics of the housing structure which form the vibration
transmission path between the source and the receiver
(sensor) affect the vibration signal and consequently theperformance of the signal processing method employed
in the defect detection. The effect of the structure on thesuccess of the signal processing method is investigated
by using different bearing structure, as shown in Fig. 17.
The finite element model of the new structure consistof 32,426 elements and 52,227 nodes and the material
properties are used as in the first model. The secondstructure is designated to give the first natural frequencyratio as fn1(first)/fn1(second)2.
The statistical properties are calculated for velocity
signal and they indicate that the RMS ratios for pointsP1 and P3 can be used in defect detection at low speeds
in contrast with the results obtained for first structure asseen in Fig. 18a. The RMS ratios are high for point P2
at high speeds and can be preferable in this region. The
crest factor ratios for point P2 can be used only at spe-
cific speeds, but at high speeds, the crest factor fails todetect a defect for every receiving point as shown in Fig.
7/22/2019 Kiral 2003 Tribology-International
9/12
675Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 17. The new bearing structure and its finite element model.
Fig. 18. The ratio of the statistical properties for velocity signal at
point P2: (a) RMS; (b) crest factor; (c) kurtosis.
18b. Kurtosis ratios are smaller than those given for firststructure and may be used for point P2 at 5000 rpm as
seen from Fig. 18c. The kurtosis ratio is not a suitable
indicator for defect detection for the second structure. It
can be concluded that time domain analyses generallyfail while detecting a defect. The envelope method is
employed for velocity and acceleration signals calcu-lated for point P2. It can be observed from Fig. 19 that
the ratio of the envelope spectrum energy is an important
indicator for defect detection even at high speeds, in con-trast with the results for the first structure. The selectionof the velocity or acceleration signal for processing is
unimportant. The presented results indicate that the
geometry of the bearing structure has considerable effect
on the selection of the signal processing parameters or
techniques in condition monitoring applications. Theproposed method can be employed to determine the opti-
mum receiving point and the optimum signal processing
method for a bearing structure in industrial applications.
7. Effect of the loading
There are basically three different ways of loading in
machinery: constant amplitudeconstant direction(gearing forces), constant amplitudevarying direction(unbalanced forces) and varying amplitudevaryingdirection (joint forces). The second form is considered in
the previous sections. The third type of loading, varying
amplitudevarying direction, is also frequently encoun-tered in applications and hence is analyzed with regard
to its effect on the defect detection methods in this sec-tion. The main bearing of a two-stroke engine shown inFig. 20a is considered and vibration analysis is perfor-
med with or without defect. The first structure is usedas the bearing structure. The dimensions and material
properties of the mechanism are given in Table 1.
The gas force acting on the piston is calculated from
a typical indicator diagram of a two-stroke engine and
Fig. 19. Band energy ratio for the new model.
7/22/2019 Kiral 2003 Tribology-International
10/12
676 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 20. (a) Two-stroke engine; (b) gas force; (c) bearing forces subjected to housing.
Table 1
Material properties and dimensions of the mechanism
Component no Material Mass (kg) Length (m) Inertia (Igzz) (kg m2)
2 Steel r = 7860 kg/m3 1.0143 0.065 0.0016183 Steel r = 7860 kg/m3 0.5717 0.2 0.0024474 Aluminum r = 2300 kg/m3 0.2353
can be seen in Fig. 20b. The analysis is performed from
1000 to 5000 rpm and this speed range is suitable for
two-stroke engines. The bearing forces are shown in Fig.
20c for different crank speeds. The gas force is assumed
to be constant for all crank speeds. The radial bearing
force acts on only the lower part of the bearing structureat 1000 rpm and moves around the circumference of the
bearing at other speeds. The amplitude of the bearing
force varies during one cycle of crank rotation and
dynamic modeling has a more complex form. The
location of the defect at 1000 rpm is predicted to be 270 according to the results of the dynamic stress analysis.Vibration analysis is carried out for healthy and defected
cases and defect detection is performed both in time and
frequency analysis. Time domain parameters for velocity
signal are shown in Fig. 21. It is observed from Fig. 21
that the point P2 is the most sensitive receiving point toa defect at 270. The RMS ratios calculated for point P2can be used to detect the defect for all speeds because
the ratio is greater than 2. The crest factor ratios can be
used until 3000 rpm for point P2 and the kurtosis ratios
can be used until 3000 rpm for all the receiving points.
A comparison between the statistical parameters of the
velocity signal calculated at point P2 for unbalanced
force and engine bearing force loading cases shows the
effect of the loading on the defect detection. It is
observed from Fig. 22 that the change in the loading
type affects mostly the RMS ratios and the RMS ratiosbecame a good fault indicator. The crest factor and kur-
tosis ratios are less influenced by the changes in the load-ing. But for both loading types, the point P2 seems to
be the best receiving point. This analysis is extended by
the frequency domain analysis. Fig. 23 is drawn for the
HFRT results. The high frequency resonance technique
is employed for the velocity signals at point P2. It is
observed from Fig. 23 that the band energy ratios are
generally greater than the unbalanced force case except
at 3000 rpm. The band energy ratio has a lower value
at this speed.
7/22/2019 Kiral 2003 Tribology-International
11/12
677Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
Fig. 21. Statistical properties of velocity signals for two-stroke
engine main bearing: (a) RMS; (b) crest factor; (c) kurtosis.
Fig. 22. Percentage difference in the ratios of the statistical para-
meters.
Fig. 23. Band energy ratio for the two-stroke engine bearing.
8. Conclusions
A technique is proposed to simulate the vibration of
bearing structures which houses a ball bearing with orwithout a defect. A computer program is developed to
model the dynamic loading of the bearing structure, con-
sidering the bearing kinematics and load distribution. A
force model is proposed to simulate the impulse force
which arises at balldefect impact. The nodal excitationsin time domain are defined as an input to a commercialfinite element package. Time and frequency domainanalyses are the most popular methods in condition
monitoring applications. The differences in the vibration
signals of healthy and defected bearings are investigated
by employing these two methods. Time domain para-
meters RMS, crest factor and kurtosis are analyzed with
regard to their effectiveness in defect detection. The high
frequency resonance technique (HFRT) is employed in
the frequency domain analysis and its success is investi-gated. The effect of the rotational speed, geometry of
the bearing structure and type of loading on the selection
of the signal processing technique is illustrated by the
vibration analyses for two different bearing structures
and two different loading conditions at different
rotational speeds. It is observed that both the time and
frequency domain techniques are sensitive to changes in
rotational speeds, structure geometry and loading type.The proposed method can be used to determine the ideal
sensor position and signal processing technique, con-
sidering the rotational speeds, structural effects and load-ing conditions at the beginning of an industrial condition
monitoring application.
References
[1] White MF. Simulation and analysis of machinery fault signals. J
Sound Vibr 1984;93:95116.
[2] McFadden PD, Smith JD. Model for the vibration produced by
7/22/2019 Kiral 2003 Tribology-International
12/12
678 Z. Kiral, H. Karagulle / Tribology International 36 (2003) 667678
a single point defect in a rolling element bearing. J Sound Vibr
1984;96:6982.
[3] Su Y-T, Lin S-J. On initial fault detection of a tapered roller
bearing: frequency domain analysis. J Sound Vibr
1992;155:7584.
[4] Tandon N, Choudhury A. An analytical model for the prediction
of the vibration response of rolling element bearings due to a
localized defect. J Sound Vibr 1997;205:27592.[5] Choudhury A, Tandon N. A theoretical model to predict vibration
response of rolling bearings to distributed defects under radial
load. Tran ASME 1998;120:21420.
[6] Wang Y-F, Kootsookos PJ. Modeling of low shaft speed bearing
faults for condition monitoring. Mech Syst Signal Proc
1998;12:41526.
[7] Tandon N, Choudhury A. A review of vibration and acoustic
measurement methods for the detection of defects in rolling
element bearings. Tribol Int 1999;32:46980.
[8] Mathew J, Alfredson RJ. The condition monitoring of rolling
element bearings using vibration analysis. J Vibr Acoust Stress
Reliab Des 1984;106:44753.
[9] Honarvar F, Martin HR. New statistical moments for diagnostics
of rolling element bearings. J Manuf Sci Eng 1997;119:42532.
[10] Martin HR, Honarvar F. Application of statistical moments tobearing failure detection. Appl Acoust 1995;44:6777.
[11] McFadden PD, Smith JD. Vibration monitoring of rolling element
bearings by the high-frequency resonance techniquea review.
Tribol Int 1984;17:310.
[12] Lou X, Loparo KA, Discenzo FM, Yoo J, Twarowski A. A
model-based technique for rolling element bearing fault detec-
tion. International Conference on Acoustics, Noise and Vibration;
2000 Aug 812; Montreal, Quebec, Canada.
[13] Li CJ, Ma J. Wavelet decomposition of vibrations for detection
of bearing-localized defects. NDT&E Int 1997;30:1439.
[14] Robertson AN, Park KC. Extraction of impulse response data
via wavelet transform for structural system identification. Trans
ASME 1998;120:25260.
[15] Lou X, Loparo KA, Discenzo FM, Yoo J, Twarowski A. A wave-
let-based technique for bearing diagnostics. International Confer-
ence on Acoustics, Noise and Vibration; 2000 Aug 8 12; Mon-treal, Quebec, Canada.
[16] Tse PW, Peng YH, Yam R. Wavelet analysis and envelope detec-
tion for rolling element bearing fault diagnosis-their effectiveness
and flexibilities. J Vibr Acoust 2001;123:30310.
[17] Nikolaou NG, Antoniadis IA. Rolling element bearing fault diag-
nosis using wavelet packets. NDT&E Int 2002;35:197205.
[18] Holm-Hansen BT, Gao RX. Vibration analysis of a sensor-inte-
grated ball bearing. Trans ASME 2000;122:38492.
[19] Holm-Hansen BT, Gao RX. Structural design and analysis for a
sensor-integrated ball bearing. Finite Element Anal Des
2000;34:25770.
[20] Choudhury A, Tandon N. Application of acoustic emission tech-
nique for the detection of defects in rolling element bearings.
Tribol Int 2000;33:3945.
[21] Liu TI, Mengel JM. Intelligent monitoring of ball bearing con-ditions. Mech Syst Signal Proc 1992;6:41931.
[22] Subrahmanyam M, Sujatha C. Using neural networks for the
diagnosis of localized defects in ball bearings. Trib Int
1997;30:73952.
[23] Norton P. Peter Nortons guide to Visual Basic 6. Indiana:
SAMS, A Division of Macmillan Computer Publishing, 1998.
[24] Dabney J, Harman TL. Advanced engineering mathematics with
MATLAB. USA: Brooks/Cole Publishing Company, 1999.