High Pressure Turbocharging
On Gas Engines
E. Codan S. Vögelih, C. Mathey
ABB Turbo Systems Ltd Bruggerstrasse 71a, CH-5401 Baden, Schweiz
Abstract High pressure turbocharging opens new development potential for diesel and gas engines. This paper describes improvements for gas engine performance and efficiency while at the same time keeping current low emission values as a priority. The specific problem of controlling gas engine power via mixture mass and equivalence ratio is discussed in detail, taking into account the increased complexity of 2-stage turbocharging. In order to achieve the demonstrated engine performance and efficiency potential, suitable turbocharging concepts are a prerequisite. However, it is of utmost importance that the part-ners involved (i.e. the engine builders and the turbocharger manufacturers) maintain close cooperation in order to realise overall system optimisation. Key Words: Miller Cycle, Gas Engines, 2-stage Turbocharging, Engine Efficiency

2
1 Introduction
The market for gas engines is undergoing expansion at a previously unknown rate, especially
in developed countries.
For this there are various political and economic reasons. The availability of the fuel, involv-
ing both the material itself and the supply infrastructure, is a basic precondition. The pricing
policies of the individual countries based, in part, on considerations regarding storage, avail-
ability and dependence on producers, play an equally important role.
There are, however, also technical reasons for the success of the gas engine. Technological
progress in the combustion as well as in the process of gas engines has already brought them
to a point where power density and efficiency can be compared with the values of a diesel
engine.
As a third factor emissions behaviour plays an important role. By their nature gaseous fuels
allow combustion at low noxious emissions values. In particular, particulate emissions are at a
very low level. Good engine efficiency and the favourable hydrogen to carbon ratio of the fuel
guarantee an advantage regarding CO2 emissions. By means of lean burn technology, NOx
emissions can be held at an extremely low level without appreciable penalties in terms of en-
gine efficiency. In this way, the opportunity arises for gas engines to achieve significantly
better efficiencies than diesel engines of the same output while complying with the coming
round of tightened emissions limits.
As with diesel engines, high pressure turbocharging will make an important contribution in
the further progress of gas engines. In this report ways will be examined by which the full
potential of gas engines can be exploited using high pressure turbocharging.
ABB Turbo Systems Ltd (ABB) is making its own contribution to the improvement of the
performance and emissions behaviour of gas engines through its own studies, close coopera-
tion with leading manufacturers of gas engines and by making available suitable products.

3
2 A Short History of the Gas Engine
In the area of large engines, since the 1930’s many diesel engines were also offered in gas
engine versions for specific applications. The engines concerned were, in part, pure gas en-
gines with stoichiometric combustion and spark plugs which, with turbocharging, were devel-
oped to mean effective pressure levels of 10 to 12 bar. Efficiencies were lower than with the
corresponding diesel engines but higher than those of petrol engines. This was thanks to the
influence of size, improved knock behaviour (methane has an octane number of about 130)
and configuration for stationary operation with lower throttle losses. The main advantages
were the cost and availability of the fuel, clean combustion and the possibility of recovering a
great deal of heat from the hot exhaust gases.
Parallel to this development, engines in the "dual fuel" category were developed which can be
used in both gaseous and liquid fuel modes. The fuel injection system is configured for two
operating modes: pure diesel operation up to full load and gas operation with, typically, injec-
tion of 3 to 7% of diesel fuel as an ignition pilot. The operating values of these engines lie
between those of diesel and gas engines. In order to guarantee both knock-free operation and
flammability of the diesel fuel compression ratios lie in the area of 11. The power density of
dual-fuel engines has, in the meantime reached values of up to 20 bar mean effective pressure
(pme).
With pure gas engines significant progress was achieved in the 1990’s via the development of
new combustion technologies, especially for lean burn operation. In this way mean effective
pressures were raised to 14 to 16 bar in combination with improved efficiency. Today’s en-
gines profit from the introduction of the Miller process. This allows mean effective pressures
of over 20 bar to be achieved. At the same time engine efficiencies are similar to equivalent
diesel engines and in some cases even higher.
The content of this report is the further development of the gas engine up to extreme Miller
valve timings under the application of high pressure turbocharging. In this way it will be pos-
sible to further increase performance and eliminate the deficits versus diesel engines even in
the area of power density.
2.1 Ignition System (Fig 1)
Classic, spark ignited Otto cycle ignition is not limitlessly scalable. The ignition energy and
the durability of the spark plug become insufficient as engine size increases. It was, however,
possible to widen the application range of spark plugs by the use of pre-chambers. The pre-
chamber can be supplied with additional gas in order to further improve the conditions for
combustion (pre-chamber mixture enrichment).

4
Ignition using diesel injection still remains a valuable alternative for large engines. Common
rail technology has allowed a reduction in pilot injection to below 1% of the total energy (Mi-
cro pilot injection). Diesel injection can take place both in an open combustion chamber or a
pre-chamber.
2.2 Gas Admission
For spark ignited (Otto) engines using liquid fuels, the development of the carburettor has
lead to indirect injection and then direct injection into the combustion chamber. In gas en-
gines, by contrast, the energy needed for compressing the fuel plays a much more significant
role. In the extreme case it can involve up to 15% of engine power. For this reason small gas
engines, above all, are operated with a central atmospheric gas mixer. This also allows eco-
nomic operation on weak gases which need to be mixed with the air in not inconsiderable
quantities.
Gas admission in the inlet port, generally using timed dosing valves, is widespread on large
engines. This has the advantage that gas exchange and power control can be achieved in a
similar way to diesel engines. Scavenging of the combustion chamber with air is possible and
the variation in gas quantity within the permissible λv fluctuation tolerance can be rapidly
achieved.
Direct injection into the combustion chamber is very rare on gas engines. An example for this
class is represented by so-called diesel-gas engines. In this category diesel and gas are in-
jected simultaneously, which can be achieved via two injectors or an injector with two con-
centric nozzle rings. These engines should be classed as genuine diesel engines with every
advantage and disadvantage. However, the handling of gas at high pressure (250 bar) repre-
sents a further challenge.
Spark ignition
Gas Scavenged Pre-chamber,
Spark Ignition
Pilot Fuel Ignition
.
Figure 1: Possible ignition systems for gas engines

5
2.3 The Layout Diagram
The mean effective pressures achievable on
gas engines is limited by the knock limit
and the stability limit for very weak mix-
tures, (Figure 2).These two boundary areas
leave a free area in which both mean effec-
tive pressure and air:fuel ratio can be in-
creased. This is the area occupied by all
contemporary gas engines in which high
efficiencies and low NOx emissions are
possible. Via the use of the Miller Process
it is possible to shift the knock limit further
upwards and thus further increase mean
effective pressure and engine efficiency.
3 Thermodynamic Principles
It has already been demonstrated [2] that
the Miller Process can make a large contri-
bution towards increasing the efficiency of
combustion machines via temperature re-
duction. The analysis of the working proc-
ess with perfect air does not help in deter-
mining the achievable potential (Figure 3).
Only the red curves in the diagram were
calculated using perfect air, for further
curves the working process was calculated
using gas properties reflecting the current
state-of-the-art [3]. For combustion air and
a reference, hydrocarbon based fuel the temperature influence of the chemical species was
taken into account (ideal gas model). The influence of pressure (real gas model), as well as
dissociation at high gas temperatures – both of which would further reduce process efficiency
- were not taken into account. These influences are considered negligible.
While the black curve is based on a conventional process, for the green curves a Miller Proc-
ess having an in-cylinder expansion ratio of 2 was assumed. This reduces the starting tem-
perature from 80°C to 17°C.
Figure 2: Influence of excess air ratio (λv) on per-
formance, emissions and limits of the gas engine
[1].
0.54
0.56
0.58
0.60
0.62
0.64
0.66
0.68
0.70
150 200 250 300 350Pmax [bar]
ηηηη t
Perfect air
Ideal gas
Ideal gas, Miller
εεεε = 16, λλλλ V = 2.2, pmi = 30 bar
εεεε = 14, λλλλ V = 2.1, pmi = 30 bar
Figure 3: Ideal cycle thermal efficiency compari-
son.

6
The diagram shows that the efficiency level increases by 2 to 3 percentage points. The ideal
Miller Process may result in a loss of around 1.5 % but this is more than compensated by an
increase of up to 5 % due to the temperature reduction. This considerable gain results from
two roughly equal contributions: the more favourable high pressure portion and a gas ex-
change loop with a larger positive area. The first set of curves (solid lines) refers more to die-
sel engines with a high compression ratio ε. For gas engines it is to be expected that the ε-area
will be located in the range 13 to 15 (dashed curve). The air:fuel ratio is only slightly smaller
than for a diesel engine.
3.1 Gas Exchange
The reason why the process efficiency can be greatly increased via the gas exchange phase is
explained in Figure 4. The p-V diagram on the left shows the idealised gas exchange process
with conventional turbocharging. An increase in charging efficiency from 65% to 75% gives
the possibility of slightly increasing efficiency, using more piston work in the gas exchange
phase. As an alternative the pressure difference over the engine can be left unchanged result-
ing in more energy being exploited from a turbine (turbocompounding).
0
2
4
6
8
10
12
14
0 2 4 6 8 10V/Vd
p
[bar]Cylinder process
Air compression
Gas expansion - T-Eff. 65%
Gas expansion - T-Eff. 75%
Gain in piston work
Gain withturbocompound
Cylinder process
Air compression
Gas expansion –η turbocharging = 65%Gas expansion –η turbocharging = 75%
0
2
4
6
8
10
12
14
0 2 4 6 8 10V/Vd
p
[bar]Cylinder process
Air compression
Gas expansion - T-Eff. 65%
Gas expansion - T-Eff. 75%
Gain in piston work
Gain withturbocompound
Cylinder process
Air compression
Gas expansion –η turbocharging = 65%Gas expansion –η turbocharging = 75%
0
2
4
6
8
10
12
14
0 2 4 6 8 10V/Vd
p
[bar]
Cylinder process
Air compression
Gas expansion - T-Eff. 65%
Gas expansion - T-Eff. 75%
Gain in piston work
Gain with
turbocompound
Cylinder process
Air compression
Gas expansion –η turbocharging = 65%Gas expansion –
η turbocharging = 75%
0
2
4
6
8
10
12
14
0 2 4 6 8 10V/Vd
p
[bar]
Cylinder process
Air compression
Gas expansion - T-Eff. 65%
Gas expansion - T-Eff. 75%
Gain in piston work
Gain with
turbocompound
Cylinder process
Air compression
Gas expansion –η turbocharging = 65%Gas expansion –
η turbocharging = 75%
Cylinder process
Air compression
Gas expansion –η turbocharging = 65%Gas expansion –
η turbocharging = 75%
Figure 4: Possibilities for converting turbocharging efficiency in power output.

7
The diagram on the right shows the situation with the much higher charging pressure appro-
priate to the Miller Process. The achievable gain via piston work has increased massively. By
contrast the potential for turbo-compounding is no longer available: if the efficiency of the
turbine is taken into account, the conclusion is that for 4-stroke engines with extreme Miller
valve timings the advantage of turbocompounding is not available. The high pressure ratio via
the engine can be exploited directly on the engine without the additional expense of turbo-
compounding.
In practice the charging efficiency is reduced on gas engines by the control equipment. For
this reason the potential gain of the improved gas exchange is less than for diesel engines.
4 Possibilities for Optimisation
In order to achieve the practical realisation of these theoretical considerations different pa-
rameter variations were calculated with the help of an engine model. The engine concerned is
a gas engine with atmospheric gas mixer (“premix”). The pressure ratio of the turbocharging
system and the Miller effect were varied under conditions of constant mean effective pressure.
In doing this, the boundary conditions from Table 1 were maintained.
Table 1: Boundary conditions for the parameter variation.
1-stage 2-stage
pme 24 bar 24 and 30 bar
Air excess ratio constant
Compression ratio Adjusted for constant compression temperature
Valve timing late and early Miller early Miller
Ignition timing constant
Turbocharging efficiency Standard scalable characteristics derived from existing components
Mixture cooling temperatures Adjusted with 10°C margin against water condensation
The results (Figure 5) allow the following conclusions to be drawn:
• With single stage turbocharging and a mean effective pressure of pme = 24 bar the
best results can be achieved at pressure ratios between 5 and 6. The differences be-
tween early and late Miller valve timing are marginal.
• With 2-stage turbocharging and a pressure ratio of 7 engine efficiency can be addi-
tionally improved by about 3.5% compared to single stage high pressure turbocharg-
ing. At increased Miller effect the use of early Miller is clearly more favourable.

8
• At pme = 30 bar only 2-stage turbocharging comes into consideration: the optimum
pressure ratio lies at around 9.
The uncertainties in the simulations lie principally in the combustion and knock behaviour of
the engine. In a comparison of Miller early to Miller late, the influence of air movement on
combustion cannot be quantified [4]. For this reason combustion was assumed to be constant.
In addition the uncertainty relating to heat transfer is relevant, since this exerts a decisive in-
fluence on the effective compression temperature.
These uncertainties can shift the effective balance in the area of moderate Miller valve tim-
ings in favour of Miller late; with the extreme Miller valve timings, however, a large mixture
mass must be expelled during a large part of the compression phase. The corresponding en-
ergy losses are so large, that the advantage of Miller early can no longer be called into ques-
tion.
The efficiency level at pme = 30 bar is based on the extrapolation of various engine parame-
ters. Especially conservative is the assumption that compression temperature must be reduced
via the reduction of the engine compression ratio in order to maintain the same distance to the
knock boundary as for pme = 24 bar.
The right hand diagram shows the efficiencies of the turbocharger (ηTC) and the turbocharg-
ing process (ηT) [5]. The difference derives from the losses in the charging system and is
large in the case of gas engines, especially since control organs are needed. In any case, the
significance of system losses decreases as pressure ratio increases.
Engine efficiency vs. pressure ratio
-2
-1
0
1
2
3
4
5
6
4 5 6 7 8 9 10 11 12ππππC
∆η∆η∆η∆ηEng
[%]
1-stage_24 bar_Early Miller
1-stage_24 bar_Late Miller
2-stage_24 bar_Early Miller
2-stage_24 bar_Late Miller
2-stage_30 bar_Early Miller
Turbocharging Efficiencies
0.5
0.6
0.7
0.8
4 5 6 7 8 9 10 11 12ππππC
ηηηη
[-]
1-stage_24 bar_EtaTC
1-stage_24 bar_EtaT
2-stage_24 bar_EtaTCeq
2-stage_24 bar_EtaT
2-stage_30 bar_EtaTCeq
2-stage_30 bar_EtaT
Figure 5: Efficiencies from the simulations according to table 1.

9
4.1 Valve Overlap
Engines with timed gas admission in the inlet port can profit from scavenging in the same
way as diesel engines. A scavenged combustion chamber helps to hold process temperatures
low. This has a positive effect on the thermal loading of components and the knock resistance
of the engine.
On "premix” engines scavenging is not desired since it leads to increased emissions of hydro-
carbons (HC) and lower engine efficiency. Nonetheless attention should be paid to valve
overlap since the optimum between over scavenged gas quantity and increased gas exchange
losses shifts in proportion to the charging pressure level and pressure differences over the
cylinders.
5 Control of Large Gas Engines
Over a wide operating range the turbocharged diesel engine can only be controlled on the ba-
sis of fuel injection quantity, since it can function in a wide λV window. Gas engines, by con-
trast, always need control of gas quantity and λV, i.e. the charging pressure must usually be
controlled. Possible control interventions for single stage turbocharging are:
• Throttle valve (TV)
• Compressor bypass (BV, a compressor side wastegate for recirculation)
• Wastegate (WG, turbine side)
• Variable Turbine Geometry (VTG)
• Variable Valve Timing (VVT)
• Variable Compressor Geometry (VCG)
These possibilities are represented schematically in Figure 6.
Intercooler
Wastegate
Throttle
Bypass
Receiver
VCG
Gas
VTG
Intercooler
Wastegate
Throttle
Bypass
Receiver
VCG
Gas
VTG
Figure 6: Single stage turbocharging – Control possibilities
10
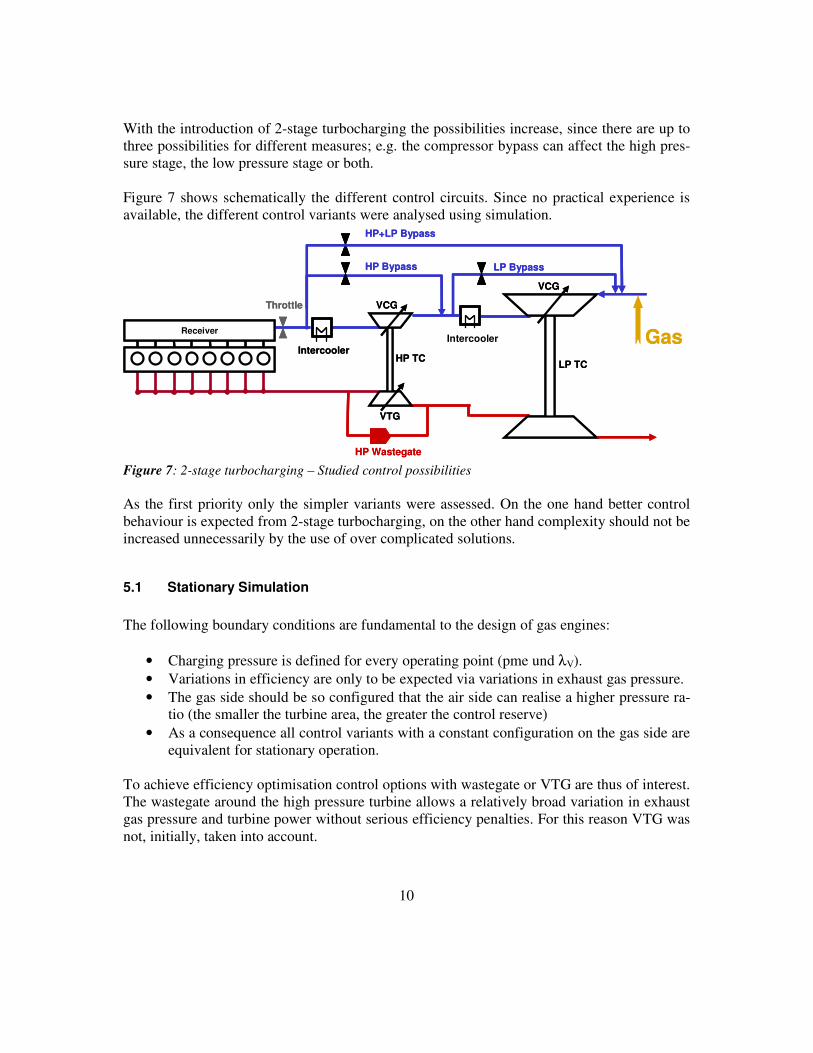
With the introduction of 2-stage turbocharging the possibilities increase, since there are up to
three possibilities for different measures; e.g. the compressor bypass can affect the high pres-
sure stage, the low pressure stage or both.
Figure 7 shows schematically the different control circuits. Since no practical experience is
available, the different control variants were analysed using simulation.
As the first priority only the simpler variants were assessed. On the one hand better control
behaviour is expected from 2-stage turbocharging, on the other hand complexity should not be
increased unnecessarily by the use of over complicated solutions.
5.1 Stationary Simulation
The following boundary conditions are fundamental to the design of gas engines:
• Charging pressure is defined for every operating point (pme und λV).
• Variations in efficiency are only to be expected via variations in exhaust gas pressure.
• The gas side should be so configured that the air side can realise a higher pressure ra-
tio (the smaller the turbine area, the greater the control reserve)
• As a consequence all control variants with a constant configuration on the gas side are
equivalent for stationary operation.
To achieve efficiency optimisation control options with wastegate or VTG are thus of interest.
The wastegate around the high pressure turbine allows a relatively broad variation in exhaust
gas pressure and turbine power without serious efficiency penalties. For this reason VTG was
not, initially, taken into account.
Intercooler
HP Wastegate
LP Bypass
Intercooler
VCG
Throttle
Gas
HP Bypass
HP+LP Bypass
Receiver
VCG
VTG
HP TCLP TC
Intercooler
HP Wastegate
LP Bypass
Intercooler
VCG
Throttle
Gas
HP Bypass
HP+LP Bypass
Receiver
VCG
VTG
HP TCLP TC
Figure 7: 2-stage turbocharging – Studied control possibilities

11
New findings can be gained from the simulations (Figure 8). All control variants which are
only effective in the domain of engine plus high pressure turbocharger are virtually equivalent
for the low pressure turbocharger. This exerts high requirements on the map width for the low
pressure compressor since the operating curves are flat. At load rejection it would be very
difficult to avoid surging at the low pressure compressor.
0.0 0.5 1.0 1.5 2.01.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
HP+LP bypass
HP bypass / Throttle valve
LP bypass
Variable valve timing (VVT)
HP wastegate
HP wastegate + HP+LP bypass
HP Compressor
0.0 1.0 2.0 3.0 4.01.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
HP+LP bypass
HP bypass / Throttle valve
LP bypass
Variable valve timing (VVT)
HP wastegate
HP wastegate + HP+LP bypass
LP Compressor
Figure 8: Operating lines in the compressor maps with different control options.
The first phase of the investigation permitted two favoured solutions to be identified:
• A bypass over both stages as the best solution for moderate requirements (grid parallel
operation)
• A combination of high pressure wastegate and bypass over both stages for more strin-
gent dynamic requirements and better engine efficiencies (stand alone operation).
5.2 Transient Simulations
The control variants dealt with above were simulated in two cases of transient operation:
• Grid parallel operation, i.e. load ramp from 0 to 100% in 90 seconds during which en-
gine speed (grid frequency dependent) remains constant.
• Stand alone operation, i.e. load steps of 4.8 bar; at the same time the specified speed is
constant but the actual speed results from the engine dynamics.
In both cases engine behaviour during load rejection was investigated.

12
The results show the following picture:
• Since the engine with minimal control reserves is configured for maximum efficiency
the control variants differ only slightly as long as the turbine side remains constant
(Figure 9). In practice the curves differ only in terms of control behaviour after the re-
covery period.
• The reduction in turbine area and the λV control (mixture enrichment at load imposi-
tion) generally showed the greatest effect (Figure 10).
• The throttle valve alone causes large variations of the operating point in the compres-
sor map (Figure 11). The oscillation of the governor following attainment of the set-
point speed could cause the compressor to surge. This can be avoided by integrating a
load or pressure dependent limit into the control software.
• All bypass variants allow stable governing but only the variants encompassing both
stages allow both compressors to exploit their optimum range.
Figure 9: Speed and pme curve over time for load
acceptance in island operation mode.
Figure 10: Influence of speed dependent mixture
control.

13
The high pressure variant (Figure 12) results in a good dynamic response in the high
pressure stage but the stationary operating curve results in the performance maps of
the high pressure compressor remaining flat and prevents the optimal exploitation of
that stage.
Control using only the low pressure stage reduces the feedback between the control
device and the cylinder, and thus the response of the system to load changes is some-
what sluggish.
0.0 0.5 1.0 1.51.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
HP Compressor
0.0 1.0 2.0 3.01.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
LP Compressor
Figure 12: Operating lines in compressor maps with HP-bypass control.
0.0 0.5 1.0 1.51.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
HP Compressor
0.0 1.0 2.0 3.01.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
LP Compressor
Figure 11: Operating lines in compressor maps with throttle valve control.

14
Control using a bypass past both compressors (Figure 13) proved, as expected, to be
optimal. Both compressors can be operated in their optimum range (this is not the case
in Figure 13 since in the investigation it was desired that all control systems be tested
with the same specification). The response of the system and controllability are well-
balanced.
• It was possible to simulate the wastegate control system but it proved difficult to stabi-
lise due to the longer response times
of the system. The wastegate thus
only comes into consideration as a
feed-forward control and a slow
feed-back control in combination
with a fast, mixture side control sys-
tem (throttle valve or bypass)
An example of such a control was used for
the simulation in Figure 14. During a load
increase above a threshold value the
wastegate valve is closed immediately so
that load acceptance can take place as
quickly as possible. Thereafter the bypass
valve takes over engine output control. Af-
ter reaching a quasi stationary state the
wastegate is progressively re-opened until
the bypass valve has reached its set point.
0.0 0.5 1.0 1.51.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
HP Compressor
0.0 1.0 2.0 3.01.0
2.0
3.0
4.0
. V298 [m3/s]
πvtot/tot
η*sV
Transient operation
Steady state operation
LP Compressor
Figure 13: Operating lines in compressor maps with LP&HP-bypass control.
0
5
10
15
20
25
nEng
[%]
0 20 40 60 80 100 120 140 160 180 200 220
time [s]
0.0
0.5
1.0IndDK
IndBYP
IndWG
[-]
80
90
100
110
pme
[bar]
0
1
2
3
4
5
pRec
pTI
[bar]
Figure 14: Load acceptance with bypass and
wastegate control.

15
5.3 Variable Compressor Geometry
Regulating the swirl at the compressor intake is a well known method of improving the load
acceptance of a single stage turbocharged spark ignited engine [6]. The potential of this con-
trol concept was thus also examined in relation to 2-stage turbocharging using simulation.
There are three possibilities:
• Pre-swirl control at the intake to the low pressure compressor
• Pre-swirl control at the intake to the high pressure compressor
• Pre-swirl control at the intake of both compressors
In both of the first cases it was observed
that the compressor concerned delivers a
very rapid increase in pressure ratio via
swirl reduction following a variation in
load. There is, however, not sufficient tur-
bine energy available at the other compres-
sor in order to deliver the increased mass
flow. It therefore reacts with a reduction of
pressure ratio. In sum, there is no noticeable
increase in charging pressure (Figure 15).
If the pre-swirl control system is applied on
both compressor stages the two compressors
react in the direction of the desired rapid
increase in pressure ratio following the load
increase. However, the increase in revolu-
tions in stationary operation, which corre-
sponds to a reserve, is spread across two
compressors and thus has a correspondingly lower effect.
In sum these simulations demonstrated no clear advantage for the use of pre-swirl control
with regard to 2-stage turbocharging.
1.0
1.5
2.0
2.5
3.0
πV,HP
πT,HP
[-]
0 20 40 60 80 100 120 140 160
time [s]
1.0
1.5
2.0
2.5
πV,LP
πT,LP
[-]
0
1
2
3
4
5
pRec
pTI
[bar]
.
Figure 15: Load acceptance with VCG control on
HP-Compressor.

16
5.4 Control with Variable Valve Timing
The optimum valve timings for gas engines with 2-stage turbocharging result in a volumetric
efficiency in the area between 0.5 and 0.6. From the standpoint of the turbocharging system,
the inlet valve is then a throttle point which reduces the pressure between the receiver and the
cylinder by almost half. By means of a flexible shifting of valve timings using a fully variable
valve train, it thus seems that an enormous control reserve can be accessed. The following
negative effects should also be taken into account:
• Reduction of the throttling effect of the valve results in a mismatching of the turbo-
charger system. Turbocharging pressure falls and the pressure difference over the cyl-
inder collapses.
• Process efficiency deteriorates, due to disturbance in both gas exchange due to the re-
duction in ∆p and the high pressure portion via the reduced Miller Effect.
• An additional difficulty results in that, via the reduced Miller Effect, the distance to
the knock boundary is reduced. A change in ignition timing can become necessary,
which further reduces engine efficiency.
As a measure for improving the transient
behaviour of the engine a shift in the inlet
valve closure point was investigated. The
simulation (Figure 16) showed that the im-
provement in load acceptance is more pro-
nounced and that the effect is comparable
with a richening of the air-fuel mixture.
5.5 Single and 2-stage High Pressure Turbocharging
The transition from single to 2-stage turbo-
charging will take place on gas engines in
the range between pme 23 and 25 bar. The
system configuration of a two stage charging system is more complex.
Figure 16: Load acceptance with enrichment und
variable valve timing compared to the reference
case.
17
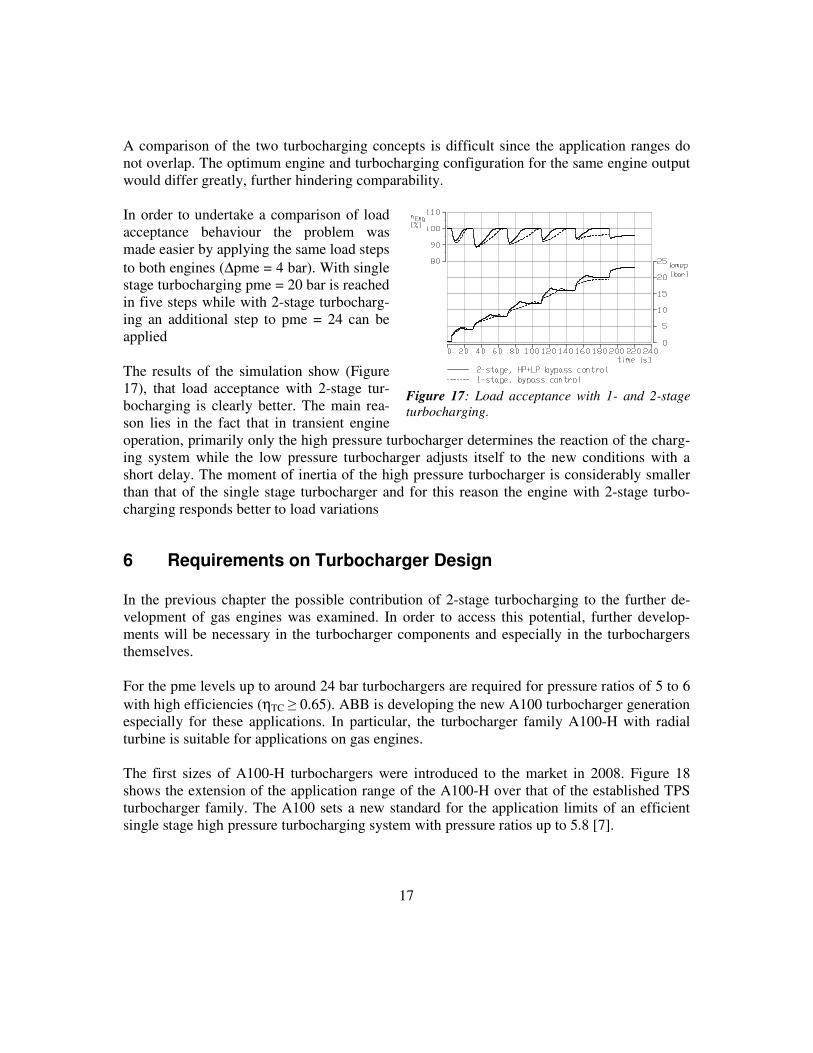
A comparison of the two turbocharging concepts is difficult since the application ranges do
not overlap. The optimum engine and turbocharging configuration for the same engine output
would differ greatly, further hindering comparability.
In order to undertake a comparison of load
acceptance behaviour the problem was
made easier by applying the same load steps
to both engines (∆pme = 4 bar). With single
stage turbocharging pme = 20 bar is reached
in five steps while with 2-stage turbocharg-
ing an additional step to pme = 24 can be
applied
The results of the simulation show (Figure
17), that load acceptance with 2-stage tur-
bocharging is clearly better. The main rea-
son lies in the fact that in transient engine
operation, primarily only the high pressure turbocharger determines the reaction of the charg-
ing system while the low pressure turbocharger adjusts itself to the new conditions with a
short delay. The moment of inertia of the high pressure turbocharger is considerably smaller
than that of the single stage turbocharger and for this reason the engine with 2-stage turbo-
charging responds better to load variations
6 Requirements on Turbocharger Design
In the previous chapter the possible contribution of 2-stage turbocharging to the further de-
velopment of gas engines was examined. In order to access this potential, further develop-
ments will be necessary in the turbocharger components and especially in the turbochargers
themselves.
For the pme levels up to around 24 bar turbochargers are required for pressure ratios of 5 to 6
with high efficiencies (ηTC ≥ 0.65). ABB is developing the new A100 turbocharger generation
especially for these applications. In particular, the turbocharger family A100-H with radial
turbine is suitable for applications on gas engines.
The first sizes of A100-H turbochargers were introduced to the market in 2008. Figure 18
shows the extension of the application range of the A100-H over that of the established TPS
turbocharger family. The A100 sets a new standard for the application limits of an efficient
single stage high pressure turbocharging system with pressure ratios up to 5.8 [7].
Figure 17: Load acceptance with 1- and 2-stage
turbocharging.

18
A125
TPS44-F
A125
TPS44-F
Figure 18: A100-H – Pressure ratios and volume flows
As already demonstrated in 2007 [2], single stage turbocharging is not the correct technical or
commercial solution for the pme range over 24 bar. In this range 2-stage turbocharging sys-
tems are needed which fulfil the requirements, especially with regard to the turbocharger
stages, which can be deduced from simulations and results of first on-engine trials. The turbo-
charger for the high pressure stage must fulfil special requirements. Pressure level and power
density have increased considerably compared to an atmospheric turbocharger, and must be
taken into account in the design of the shaft, bearings and housings. The performance re-
quirements for the components, by contrast, move more in the direction of more moderate
pressure ratios but with high specific flow capacity and wide operating maps. And finally,
efficiency should be very high, since especially in the case of the high pressure ratios of 2-
stage turbocharging every increase in turbocharging efficiency makes an increase in engine
efficiency available.
For gas engines the present study has shown that the division of pressure ratios between the
stages πC,ND/πC,HD in the range 1.6 to 1.8 appears appropriate. This results from requirements
regarding the operating map width of the low pressure compressor, which comes more or less
into play dependent on the control concept used. The resulting limitations on the pressure ra-
tio πC,ND help to reduce the problem of carbonisation of oil residues from the intake of engine
blow-by.
ABB has likewise also begun developing new products for the specific requirements of two
stage turbocharging.

19
7 Conclusion and Outlook
High pressure turbocharging gives developers of gas engines the possibility to increase the
power and efficiency of their engines beyond presently known limits.
The application of the Miller Process with volumetric efficiency between 0.5 and 0.6 opens
the way to accessing the potential of the gas engine. Via the reduction in process temperature
is will be possible to shift the knock limit which limits the output and efficiency of gas en-
gines to a point where high mean effective pressures and compression ratios are achievable.
As well as the enhancement of the high pressure part of the engine process, in combination
with 2-stage turbocharging the Miller Process brings a further considerable improvement in
gas exchange: engine and turbocharger processes are so well tuned that the advantages of
combined energy utilisation can be exploited directly on the engine without the needs for
complex additional equipment (turbocompounding).
High pressure turbocharging permits that the mean effective pressure level of gas engines can
be raised to around 24 bar using single stage turbocharging and far beyond this value with 2-
stage turbocharging. As technology leader, ABB is placing the products needed to exploit this
potential at the market’s disposal in good time.
Only by use of 2-stage turbocharging can the full development potential be realised. This
however unavoidably involves higher complexity but holds the promise of configuring the
control system more flexibly and efficiently. Extensive simulations have shown which control
systems promise an improvement in the load acceptance capability of gas engines. As is al-
ready known with regard to spark ignited engines in the automotive sector, there are no all-
embracing solutions which, on their own, promise the optimum potential. In the face of grow-
ing requirements, ever more combinations of different control options will be developed and
applied.
Among other capabilities, ABB Turbo Systems has longstanding experience in the simulation
of turbocharged combustion engines. With the help of simulation this experience is being
used to formulate system requirements into product objectives, so that the right products are
available to the market in a timely manner. An important aspect in this is close cooperation
with the engine builder so that the development of engine and turbocharging system converge
into a joint goal – i.e. total system optimisation.

20
References / Literature
[1] POWER NEWS, Wärtsilä Diesel Group, Customer Journal 1993
[2] Codan, E. & Ch. Mathey, 2007, Hochdruckaufladung bei Grossmotoren, 12. Aufladetech-
nische Konferenz, Dresden (D).
[3] McBride, B. J., M.J. Zehe & S. Gordon, 2002, NASA Glenn Coefficients for Calculating
Thermodynamic Properties of Individual Species, NASA/TP-2002-211556.
[4] Schutting, E., A. Neureiter, C. Fuchs, T. Schatzberger, M. Klell, H. Eichlseder & T. Kam-
merdiener, 2007, Miller- und Atkinson-Zyklus am aufgeladenen Dieselmotor, MTZ 06/2007,
480-485.
[5] CIMAC - Conseil International des Machines à Combustion, 2007, Turbocharging Efficien-
cies - Definitions and Guidelines for Measurement and Calculation, Recommendation Nr.
27, http://www.cimac.com/services/Index1-publications.htm
[6] Lang, O., K. Habermann & M Wittler, 2006, Verbesserung des Betriebsverhaltens von Tur-
bomotoren lurch Verdichtervariabilitäten, 11. Aufladetechnische Konferenz, Dresden (D).
[7] Wunderwald, D., T. Gwehenberger & M. Thiele, 2008, Neue Turboladerbaureihe A100-H für
die einstufige Aufladung schnelllaufender Motoren, MTZ 07-08/2008, pp. 568-576.