




EMCO Maier Ges.m.b.H.
P.O. Box 131
A-5400 Hallein-Taxach/Austria
Phone ++43-(0)62 45-891-0
Fax ++43-(0)62 45-869 65
Internet: www.emco.at
E-Mail: [email protected]
EMCO WinNC GE Series Fanuc 21 TB
Softwarebeschreibung/ Softwareversion ab 13.70
SoftwarebeschreibungEMCO WinNC Fanuc 21 TB
Ref.Nr. DE 1902 Ausgabe C2003-7
- C
1 x
SKIP DRYRUN
OPT.STOP
AUX
100%
AUX
SBL
-Z
-X
+X
+Z
+C
0
1
6 0 7 0 809 0
100
110
120
4 0
201 0
6
0210000
1000
100
10
1
EDIT
RS232USB
GE Fanuc Series 21
GE Fanuc Series 21
P A G E
P A G E
ALTER
P O S
I N P U T
GRAPH
5 6
321
4
- .0
7 8 9
E O B/ C A N
P R O G
M M C
C N CS Y S T E M M E S S A G E
RESET
X Z
M S T
O N G P( ) E Q
C YA B D ?
U W H V, J @
L# = * +
I K R F[ ] & S P
HELP
SHIFT
INSERT
DELETE
C U S T O MO F F S E TSETTING

EMCO WINNC GE SERIES FANUC 21TB
2
VORWORT
Alle Rechte vorbehalten, Vervielfältigung nur mit Genehmigung der Fa. EMCO MAIER© EMCO MAIER Gesellschaft m.b.H., Hallein 2003
Vorwort
Die Software EMCO WinNC GE SERIES FANUC 21TB Drehen ist ein Bestand-teil des EMCO Ausbildungskonzeptes auf PC-Basis.
Ziel dieses Konzeptes ist das Erlernen der Bedienung und Programmierungeiner bestimmten Maschinensteuerung am PC.
Mit EMCO WinNC für die EMCO TURN können die Fräsmaschinen der EMCOPC TURN und der CONCEPT TURN Serien direkt über den PC angesteuertwerden.
Durch die Verwendung eines Digitizers, oder der Steuerungstastatur mit TFTFlachbildschirm (optionales Zubehör) wird die Bedienung wesentlich verein-facht und durch die originalsteuerungsnahe Art und Weise didaktisch wertvol-ler.
Neben dieser Softwarebeschreibung und der zur Maschine mitgeliefertenMaschinenbeschreibung ist eine Lernsoftware-CD-ROM "WinTutorial" (CNC-Beispiele, Bedienung Steuerung, Beschreibung Befehle und Zyklen) in Vorbe-reitung.
Der Umfang dieser Anleitung beinhaltet nicht die ganze Funktionalität derSteuerungssoftware GE SERIES FANUC 21TB Drehen, vielmehr wurde Wertdarauf gelegt, die wichtigen Funktionen einfach und klar darzustellen, um einenmöglichst umfassenden Lernerfolg zu erreichen.
Falls Sie Rückfragen oder Verbesserungsvorschläge zu dieser Betriebsanlei-tung haben, so wenden Sie sich bitte direkt an
EMCO MAIER Gesellschaft m. b. H.Abteilung Technische DokumentationA-5400 Hallein, Austria
EMCO WINNC GE SERIES FANUC 21TB
3
Inhaltsverzeichnis
A : TastenbeschreibungSteuerungstastatur, Digitizeroverlay .....................................A1Tastaturfunktionen ..............................................................A1Dateneingabe-Tasten .........................................................A2Funktionstasten .................................................................A2Maschinensteuertasten ......................................................A4Tastenbeschreibung ...........................................................A4PC-Tastatur .......................................................................A6
B: GrundlagenBezugspunkte der EMCO-Drehmaschinen ...........................B1Nullpunktverschiebung .......................................................B2Koordinatensystem ............................................................B2
Koordinatensystem bei Absolutwertprogrammierung ......B2Koordinatensystem bei Inkrementalwertprogrammierung B2
Eingabe der Nullpunktverschiebung ....................................B3Werkzeugdatenerfassung ...................................................B4Werkzeugdatenübernahme mitdem optischen Voreinstellgerät ...........................................B5
Werkzeugdatenvermessung mit Ankratzen ..........................B6
C: BedienungsabläufeÜbersicht Betriebsarten ..................................................... C1Referenzpunkt anfahren .................................................... C2Eingabe der Getriebestufe ................................................. C3Sprache und Werkstückverzeichnis einstellen ..................... C3Programm eingeben .......................................................... C4
Aufruf eines Programms .............................................. C4Eingabe eines Satzes .................................................. C4Wort suchen ............................................................... C4Wort einfügen ............................................................. C4Wort ändern ................................................................ C4Wort löschen .............................................................. C4Satz einfügen .............................................................. C4Satz löschen ............................................................... C4
Programm löschen ............................................................ C5Alle Programme löschen ................................................... C5Daten Eingabe-Ausgabe .................................................... C5
Einstellen der seriellen Schnittstelle ............................. C5Programm ausgeben ................................................... C6Programm einlesen ..................................................... C6Werkzeugverschiebungen ausgeben ............................ C6Werkzeugverschiebungen einlesen .............................. C6Programme ausdrucken .............................................. C6
Programmablauf ............................................................... C7Start eines Teileprogramms .......................................... C7Anzeigen während des Programmablaufs ..................... C7Satzvorlauf ................................................................. C7Programmbeeinflussung .............................................. C7Programmunterbrechung ............................................. C7Anzeige der Softwarestände ........................................ C7
Stückzähler und Stückzeit .................................................. C8Grafiksimulation ................................................................ C9
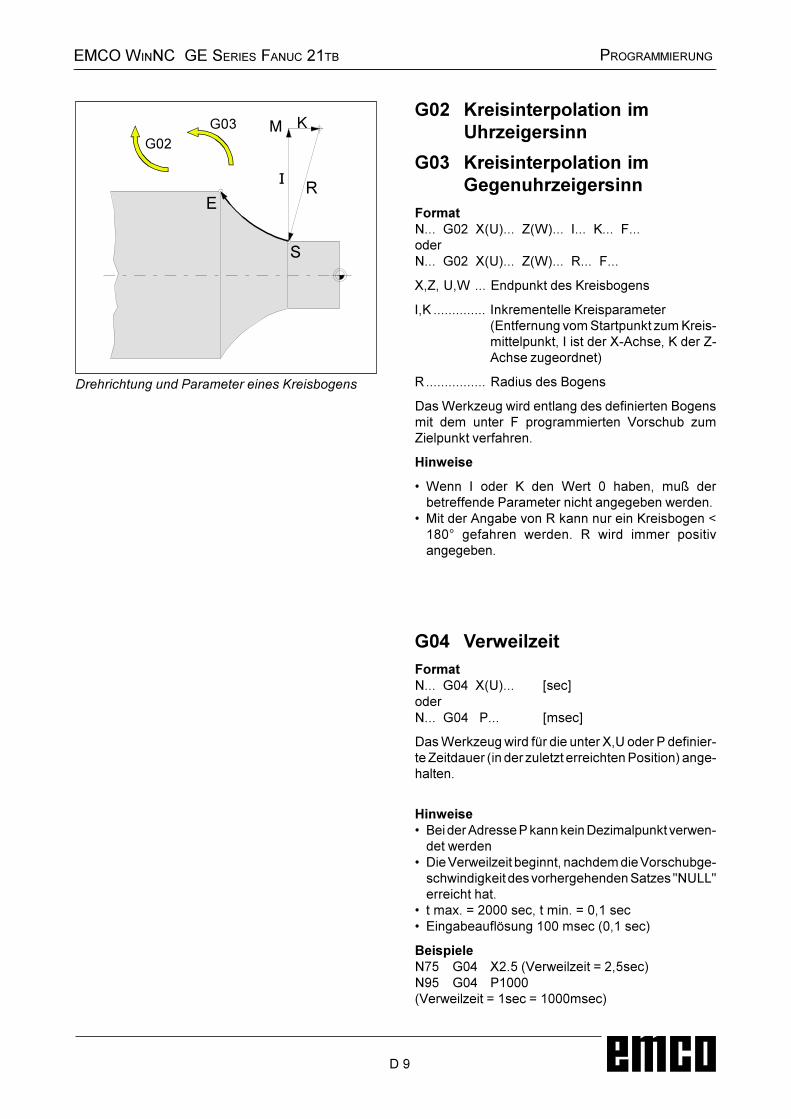
D: ProgrammierungProgrammaufbau .............................................................. D1Verwendete Adressen ........................................................ D1Befehlsübersicht G-Funktionenfür Befehlseinteilung A, B, C .............................................. D2Befehlsübersicht G-Funktionenfür Befehlseinteilung C ...................................................... D2M- Befehle ........................................................................ D3Kurzbeschreibung G-Befehle ............................................. D5G00 Eilgang ..................................................................... D5G01 Geradeninterpolation ................................................. D5Einfügen von Fasen und Radien ........................................ D6Direkte Zeichnungsmaßeingabe ......................................... D7G02 Kreisinterpolation im Uhrzeigersinn ............................. D9G03 Kreisinterpolation im Gegenuhrzeigersinn ................... D9G04 Verweilzeit ................................................................. D9G7.1 Zylindrische Interpolation ......................................... D10G10 Dateneinstellung ...................................................... D12G12.1/G13.1 Polarkoordinaten-Interpolation ..................... D13G17-G19 Ebenenanwahl ................................................ D15G20 Längsdrehzyklus ...................................................... D16G21 Gewindeschneidzyklus ............................................. D17G24 Plandrehzyklus ........................................................ D18G28 Referenzpunkt anfahren ........................................... D18G33 Gewindeschneiden .................................................. D19Schneidenradiuskompensation ........................................ D20G40 Abwahl Schneidenradiuskompensation ..................... D22G41 Schneidenradiuskompensation links ......................... D22G42 Schneidenradiuskompensation rechts ....................... D22G70 Eingabe in Zoll ......................................................... D23G71 Eingabe in Millimeter ................................................ D23G72 Schlichtzyklus .......................................................... D24G73 Längsdrehzyklus ..................................................... D25G74 Plandrehzyklus ........................................................ D27G75 Musterwiederholung ................................................. D29G76 Tieflochbohren / Planenstechzyklus .......................... D30G77 Einstechzyklus (X-Achse) ......................................... D31G78 Mehrfachgewindeschneidzyklus ................................ D32Systematik G98/G99 ....................................................... D33G80 Bohrzyklus löschen (G83 bis G85) ............................ D34G83 Bohrzyklus .............................................................. D34G84 Gewindebohrzyklus .................................................. D35Tieflochbohren, G83 und Gewindebohren, G84an Hauptspindel mit stationären Werkzeugen ................... D36G85 Ausreibbohrzyklus .................................................... D37G90 Absolutprogrammierung ........................................... D38G91 Inkrementalprogrammierung ..................................... D38G92 Einstellung maximale Spindelgeschwindigkeit ............ D38G92 Einstellen des Werkstück- Koordinatensystems ......... D38G94 Vorschub pro Minute ................................................ D39G95 Vorschub pro Umdrehung ......................................... D39G96 Konstante Schnittgeschwindigkeit ............................. D39G97 Abwahl konstante Schnittgeschwindigkeit .................. D39Befehlsbeschreibung M-Funktionen ................................. D40M00 Programmierter Halt unbedingt ................................. D40M01 Programmierter Halt bedingt ..................................... D40M02 Hauptprogrammende ............................................... D40M03 Hauptspindel EIN Rechtslauf .................................... D40M04 Hauptspindel EIN Linkslauf ....................................... D40M05 Hauptspindel AUS .................................................... D40M08 Kühlmittel EIN ......................................................... D41M09 Kühlmittel AUS ........................................................ D41M20 Reitstock ZURÜCK .................................................. D41M21 Reitstock VORWÄRTS ............................................. D41M25 Spannmittel ÖFFNEN .............................................. D41M26 Spannmittel SCHLIESZEN ....................................... D41M30 Hauptprogrammende ............................................... D41M71 Ausblasen EIN......................................................... D41M72 Ausblasen AUS ........................................................ D41M98 Unterprogrammaufruf ............................................... D42
EMCO WINNC GE SERIES FANUC 21TB
4
M99 Unterprogrammende, Sprungbefehl ...........................D42
Anwendung der C-Achse ..................................................D43
Bemerkung ......................................................................D43Axiales Arbeiten mit AWZ..................................................D44Tieflochbohren axial mit AWZ, G83 ...................................D44Gewindebohren axial mit AWZ, G84 ..................................D45Tieflochbohren, G83 und Gewindebohren, G84 axial mit AWZ..................................................................D46Radiales Arbeiten mit AWZ ...............................................D47Tieflochbohren radial mit AWZ, G77 .................................D47Gewindebohren radial mit AWZ, G33 .................................D48Tieflochbohren, G77 und Gewindebohren, G33radial mit AWZ .................................................................D49
G: Flexible NC- ProgrammierungVariablen und Rechenparameter ........................................ G1Rechnen mit Variablen ...................................................... G1Kontrollstrukturen .............................................................. G2Vergleichsoperatoren ........................................................ G2
H: Alarme und MeldungenHochlaufalarme ................................................................. H1Eingabegerätealarme 3000 - 3999 ..................................... H3Maschinenalarme 6000 - 7999 ........................................... H4PC MILL 50 / 55, PC TURN 50 / 55 .................................... H4PC MILL 100 / 105 / 125 / 155 ............................................ H6PC TURN 105 / 120 / 125 / 155 .......................................... H9AC95 ALARME ................................................................H12Achscontrolleralarme 8000 - 9999 .....................................H12
I: SteuerungsalarmeSteuerungsalarme ............................................................... I1
Inbetriebnahme Informationsiehe Anhang
EMCO WINNC GE SERIES FANUC 21TB
A 1
A : Tastenbeschreibung
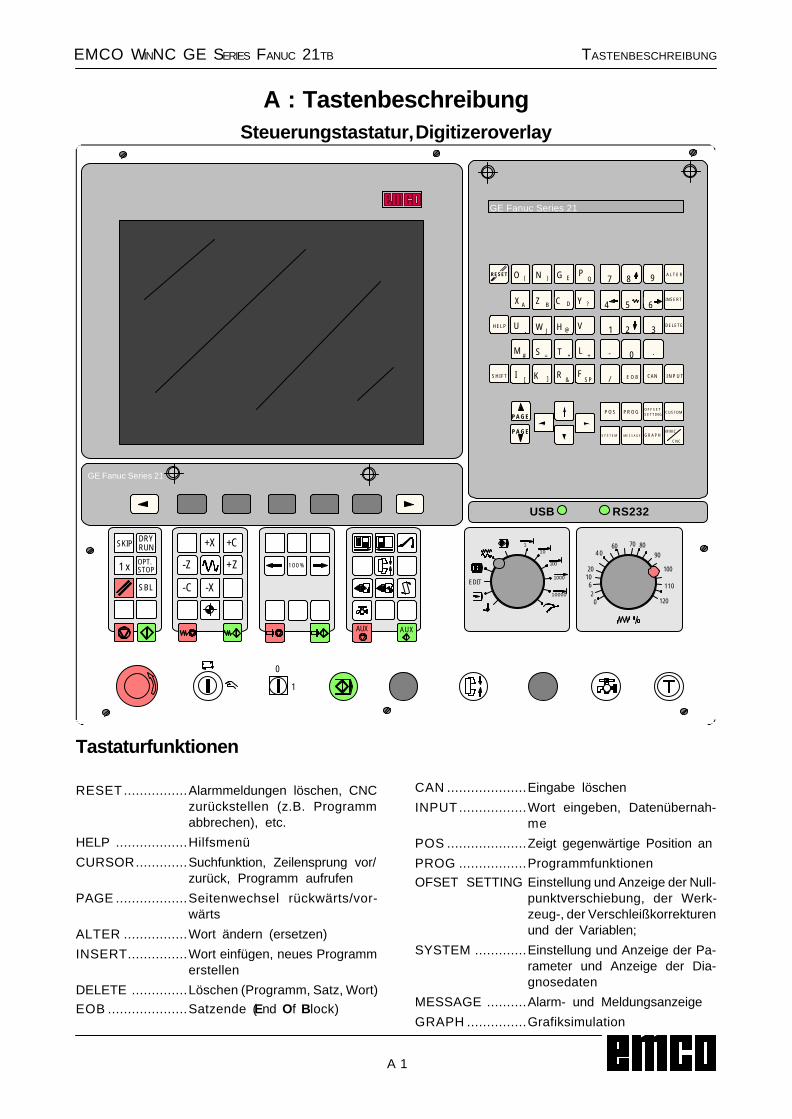
Tastaturfunktionen
RESET................Alarmmeldungen löschen, CNCzurückstellen (z.B. Programmabbrechen), etc.
HELP ..................Hilfsmenü
CURSOR.............Suchfunktion, Zeilensprung vor/zurück, Programm aufrufen
PAGE ..................Seitenwechsel rückwärts/vor-wärts
ALTER ................Wort ändern (ersetzen)
INSERT...............Wort einfügen, neues Programmerstellen
DELETE ..............Löschen (Programm, Satz, Wort)EOB ....................Satzende (End Of Block)
Steuerungstastatur, Digitizeroverlay
CAN ....................Eingabe löschen
INPUT .................Wort eingeben, Datenübernah-me
POS ....................Zeigt gegenwärtige Position an
PROG .................ProgrammfunktionenOFSET SETTING Einstellung und Anzeige der Null-
punktverschiebung, der Werk-zeug-, der Verschleißkorrekturenund der Variablen;
SYSTEM .............Einstellung und Anzeige der Pa-rameter und Anzeige der Dia-gnosedaten
MESSAGE ..........Alarm- und Meldungsanzeige
GRAPH ...............Grafiksimulation
TASTENBESCHREIBUNG
-C
1 x
SKIP DRYRUN
OPT.STOP
AUX
1 0 0 %
AUX
SBL
-Z
-X
+X
+Z
+C
0
1
60 70 8090
100
110
120
4 0
20106
0210000
1000
100
101
EDIT
RS232USB
GE Fanuc Series 21
GE Fanuc Series 21
P A G E
P A G E
A L T E R
P O S
I N P U T
G R A P H
5 6
321
4
- .0
7 8 9
E O B/ CAN
P R O G
M M C
C N CS Y S T E M M E S S A G E
RESET
X Z
M S T
O N G P( ) E Q
C YA B D ?
U W H V, J @
L# = * +
I K R F[ ] & SP
H E L P
S H I F T
INSERT
DELETE
CUSTOMO F F S E TS E T T I N G
EMCO WINNC GE SERIES FANUC 21TB
A 2
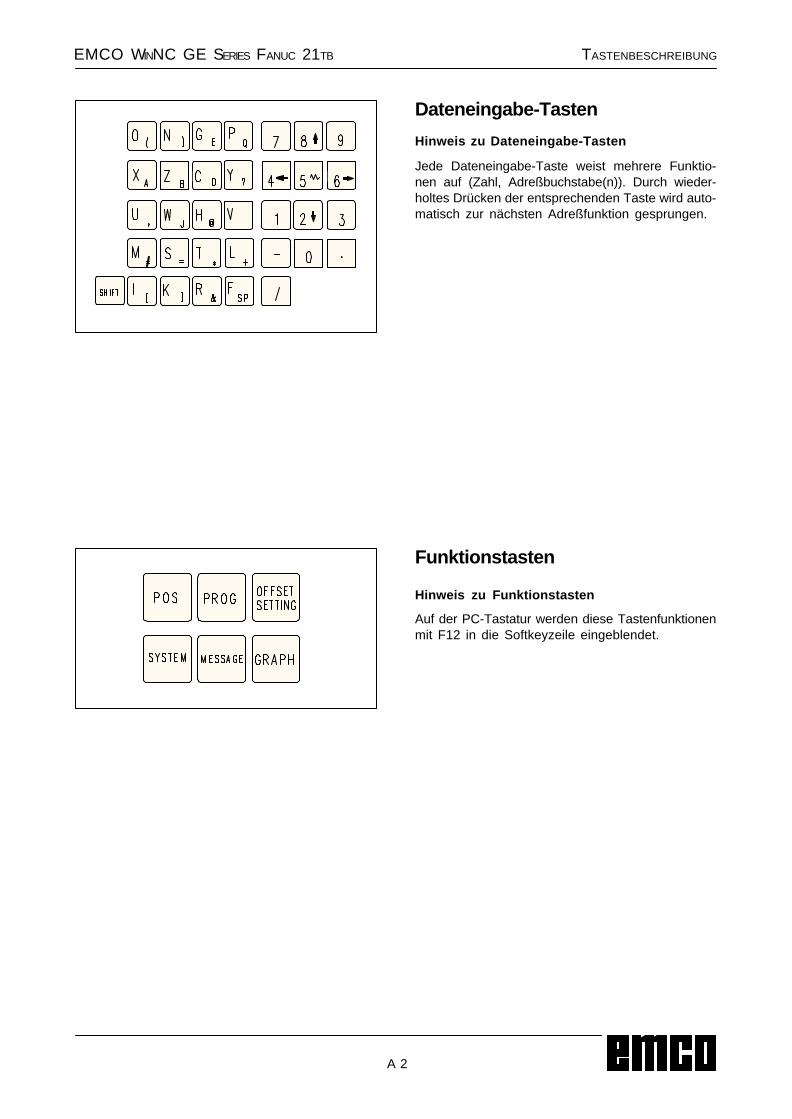
Dateneingabe-Tasten
TASTENBESCHREIBUNG
Funktionstasten
Hinweis zu Dateneingabe-Tasten
Jede Dateneingabe-Taste weist mehrere Funktio-nen auf (Zahl, Adreßbuchstabe(n)). Durch wieder-holtes Drücken der entsprechenden Taste wird auto-matisch zur nächsten Adreßfunktion gesprungen.
Hinweis zu Funktionstasten
Auf der PC-Tastatur werden diese Tastenfunktionenmit F12 in die Softkeyzeile eingeblendet.

EMCO WINNC GE SERIES FANUC 21TB
A 3

EMCO WINNC GE SERIES FANUC 21TB
A 4
Maschinensteuertasten
TASTENBESCHREIBUNG
Die Maschinentasten befinden sich im unteren Teilder Steuerungstastatur bzw. des Digitizeroverlays.Abhängig von der verwendeten Maschine und vomverwendetetn Zubehör sind nicht alle Funktionenaktiv.
SKIP (Ausblendsätze werden nicht ausgeführt)
DRY RUN (Probelauf von Programmen)
OPT STOP (Programmhalt bei M01)
RESET
Einzelsatz-Bearbeitung
Programm Halt / Programm Start
+ X
+Z-Z
-X-Q
+Q
manuelle Achsbewegung
Referenzpunkt in allen Achsen anfahren
Vorschub Halt / Vorschub Start
Spindelkorrektur kleiner/100%/größer
+ X
+Z-Z
-X-Q
+Q
60 70 8090
100
110
120
40
20106
02
10000
1000
100
101
EDIT
Maschinensteuertastenfeld der EMCO Steuerungstastatur
Maschinensteuertastenfeld der EMCO PC- Turn Serie
Tastenbeschreibung
- C
1 x
SKIP DRYRUNOPT.STOP
AUX
100%
AUX
SBL
-Z
-X
+X
+Z
+C
0
1
60 70 8090
100
110
120
40
20106
0210000
1000
100
101
EDIT
EMCO WINNC GE SERIES FANUC 21TB
A 5
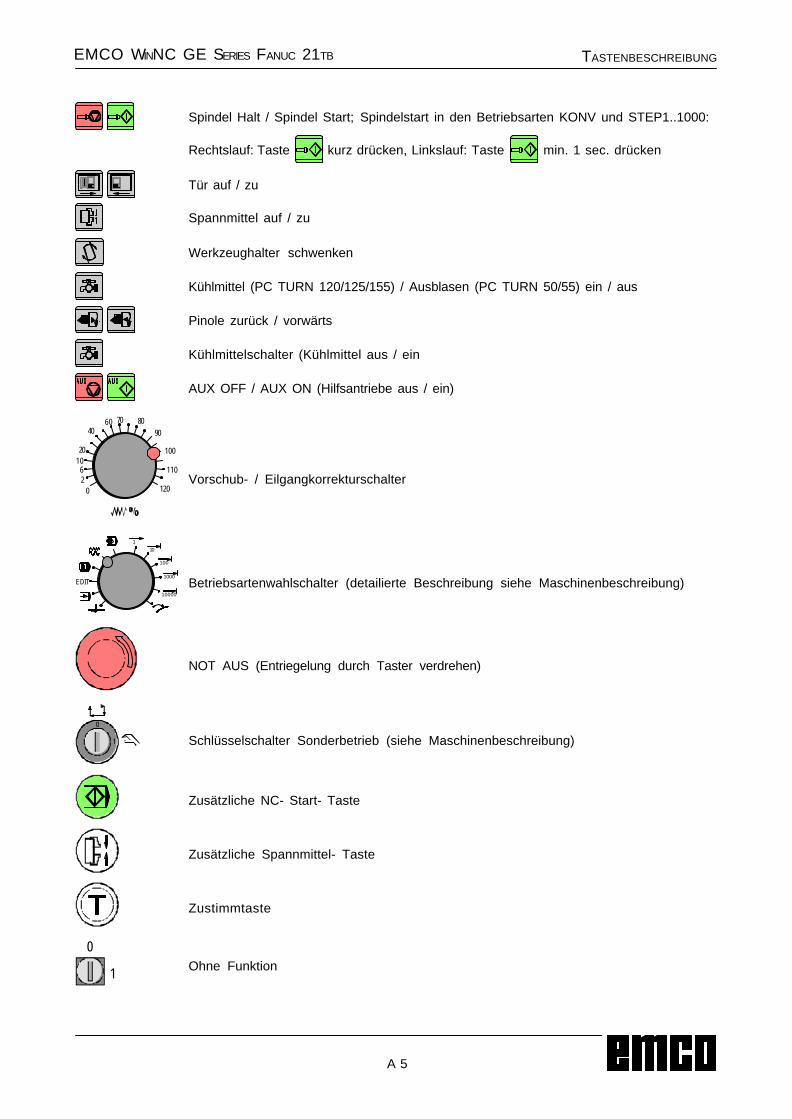
Spindel Halt / Spindel Start; Spindelstart in den Betriebsarten KONV und STEP1..1000:
Rechtslauf: Taste kurz drücken, Linkslauf: Taste min. 1 sec. drücken
Tür auf / zu
Spannmittel auf / zu
Werkzeughalter schwenken
Kühlmittel (PC TURN 120/125/155) / Ausblasen (PC TURN 50/55) ein / aus
Pinole zurück / vorwärts
Kühlmittelschalter (Kühlmittel aus / ein
AUX OFF / AUX ON (Hilfsantriebe aus / ein)
60 70 8090
100
110
120
40
2010
6
02 Vorschub- / Eilgangkorrekturschalter
10000
1000
100
101
EDIT Betriebsartenwahlschalter (detailierte Beschreibung siehe Maschinenbeschreibung)
NOT AUS (Entriegelung durch Taster verdrehen)
0
1 Schlüsselschalter Sonderbetrieb (siehe Maschinenbeschreibung)
Zusätzliche NC- Start- Taste
Zusätzliche Spannmittel- Taste
Zustimmtaste
0
1 Ohne Funktion
TASTENBESCHREIBUNG

EMCO WINNC GE SERIES FANUC 21TB
A 6
TASTENBESCHREIBUNG
PC
-Tas
tatu
r
*M
it F
12
wer
den
die
Fun
ktio
nsta
sten
PO
S,
PR
OG
, O
FF
SE
T
SE
TT
ING
, S
YS
TE
M,
ME
SS
AG
ES
und
GR
AP
H i
n di
e S
oftk
eyze
ile
eing
eble
ndet
.
Die
Mas
chin
enfu
nktio
nen
inde
r nu
mer
isch
en
Tas
tatu
rsi
nd n
ur a
ktiv
, w
enn
NU
M-
Lock
nic
ht a
ktiv
ist
.
Mit
der
Tas
te E
SC
wer
den
eini
ge A
larm
e qu
ittie
rt.
Mit
der
Tas
te F
1 w
erde
n di
e B
etrie
bsar
ten
(ME
M,
ED
IT,
MD
I, ...
)in
der
Sof
tkey
zeile
ein
gebl
ende
t.
Die
Bel
egun
g de
r Z
ubeh
örta
sten
ist i
m K
apite
l Zub
ehör
funk
tione
nbe
schr
iebe
n.
Die
Tas
tenk
ombi
natio
n S
trg
2 is
t m
asch
inen
abhä
ngig
bel
egt:
EM
CO
PC
TU
RN
50/
55:
Aus
blas
en E
IN/A
US
EM
CO
PC
TU
RN
120
/125
/155
: K
ühlm
ittel
EIN
/AU
S
Alt
Gr
DE
LET
EE
ND
E
Num
Fest
Rol
len
Dru
ckR
olle
nP
ause
Num
NC
-S
TA
RT
RE
SE
TN
C-
STO
P
79
13
RE
FA
LL-Z
+Z
+X -XDR
YR
UN
SK
IP
OP
TS
TOP
SB
L<
%
>%
F3F4
F5F6
F7F8
F12
>
QW
ER
TZ
UI
OP
Ü* +
~
AS
DF
GH
JK
LÖ
Ä' #
YX
CV
BN
M; ,
:.
- _> <
Str
gS
trgA
ltA
lt G
r
° ^1!
23
45
67
89
0ß
"$
%&
/(
)?
]´`
=
JOG
MD
AA
UTO
RE
PO
SR
EF
F1F
2
>
M
[
F11
@
INC
100
0IN
C 1
0000
INC
10
INC
100
= 4
= $
==
INC
1 0
004$
4$S
trg4$
4$A
ltINC
1
EMCO WINNC GE SERIES FANUC 21TB
B 1
B: Grundlagen
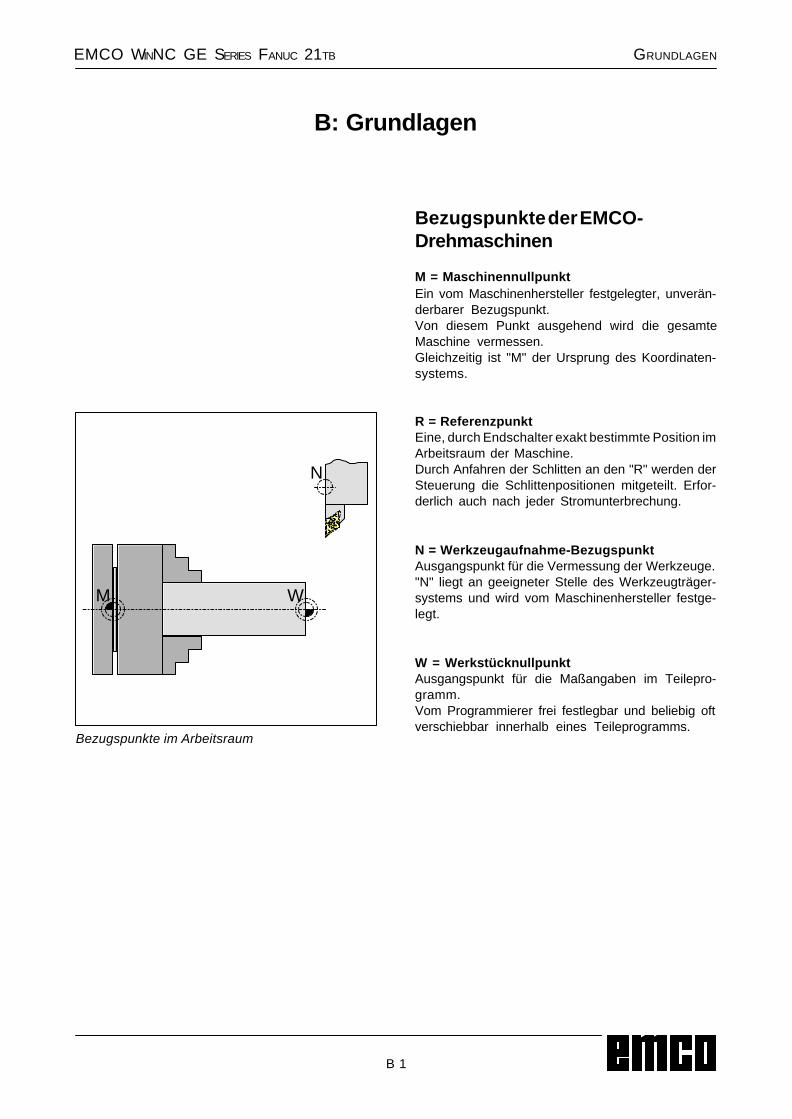
Bezugspunkte der EMCO-Drehmaschinen
M = MaschinennullpunktEin vom Maschinenhersteller festgelegter, unverän-derbarer Bezugspunkt.Von diesem Punkt ausgehend wird die gesamteMaschine vermessen.Gleichzeitig ist "M" der Ursprung des Koordinaten-systems.
R = ReferenzpunktEine, durch Endschalter exakt bestimmte Position imArbeitsraum der Maschine.Durch Anfahren der Schlitten an den "R" werden derSteuerung die Schlittenpositionen mitgeteilt. Erfor-derlich auch nach jeder Stromunterbrechung.
N = Werkzeugaufnahme-BezugspunktAusgangspunkt für die Vermessung der Werkzeuge."N" liegt an geeigneter Stelle des Werkzeugträger-systems und wird vom Maschinenhersteller festge-legt.
W = WerkstücknullpunktAusgangspunkt für die Maßangaben im Teilepro-gramm.Vom Programmierer frei festlegbar und beliebig oftverschiebbar innerhalb eines Teileprogramms.
GRUNDLAGEN
Bezugspunkte im Arbeitsraum
M W
N
EMCO WINNC GE SERIES FANUC 21TB
B 2
GRUNDLAGEN
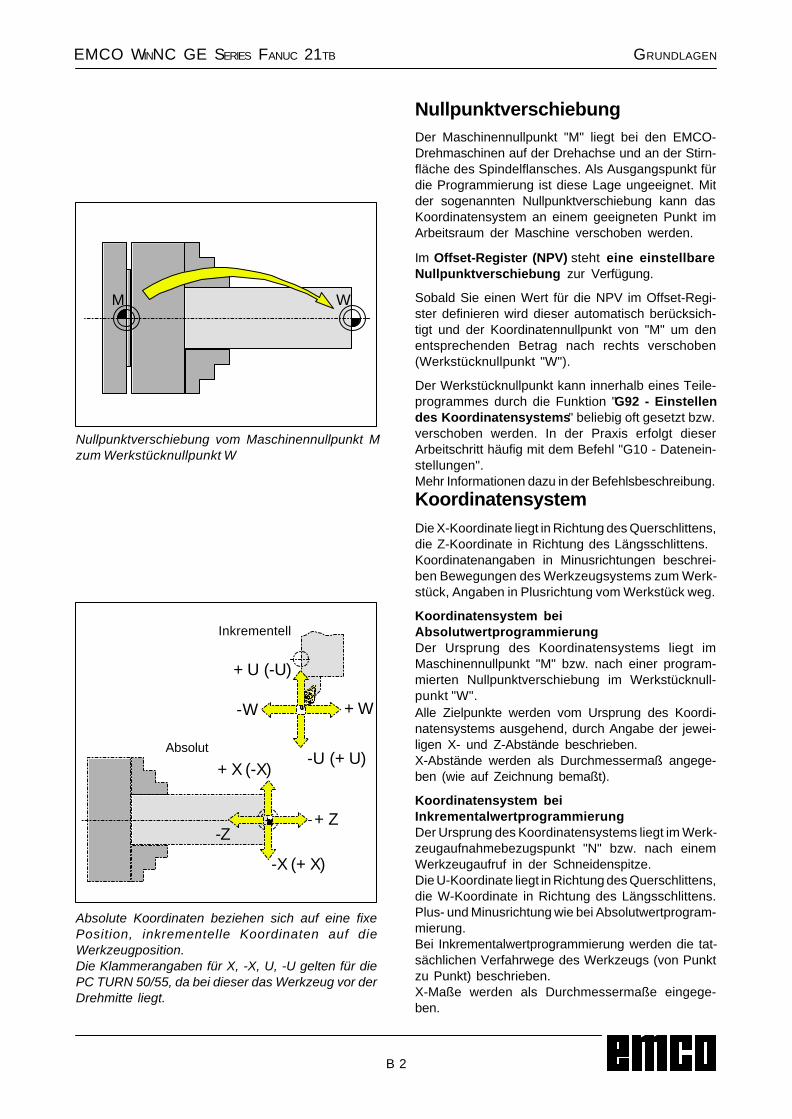
Nullpunktverschiebung vom Maschinennullpunkt Mzum Werkstücknullpunkt W
Inkrementell
Absolut
Absolute Koordinaten beziehen sich auf eine fixePosition, inkrementelle Koordinaten auf dieWerkzeugposition.Die Klammerangaben für X, -X, U, -U gelten für diePC TURN 50/55, da bei dieser das Werkzeug vor derDrehmitte liegt.
NullpunktverschiebungDer Maschinennullpunkt "M" liegt bei den EMCO-Drehmaschinen auf der Drehachse und an der Stirn-fläche des Spindelflansches. Als Ausgangspunkt fürdie Programmierung ist diese Lage ungeeignet. Mitder sogenannten Nullpunktverschiebung kann dasKoordinatensystem an einem geeigneten Punkt imArbeitsraum der Maschine verschoben werden.
Im Offset-Register (NPV) steht eine einstellbareNullpunktverschiebung zur Verfügung.
Sobald Sie einen Wert für die NPV im Offset-Regi-ster definieren wird dieser automatisch berücksich-tigt und der Koordinatennullpunkt von "M" um denentsprechenden Betrag nach rechts verschoben(Werkstücknullpunkt "W").
Der Werkstücknullpunkt kann innerhalb eines Teile-programmes durch die Funktion "G92 - Einstellendes Koordinatensystems" beliebig oft gesetzt bzw.verschoben werden. In der Praxis erfolgt dieserArbeitschritt häufig mit dem Befehl "G10 - Datenein-stellungen".Mehr Informationen dazu in der Befehlsbeschreibung.
KoordinatensystemDie X-Koordinate liegt in Richtung des Querschlittens,die Z-Koordinate in Richtung des Längsschlittens.Koordinatenangaben in Minusrichtungen beschrei-ben Bewegungen des Werkzeugsystems zum Werk-stück, Angaben in Plusrichtung vom Werkstück weg.
Koordinatensystem beiAbsolutwertprogrammierungDer Ursprung des Koordinatensystems liegt imMaschinennullpunkt "M" bzw. nach einer program-mierten Nullpunktverschiebung im Werkstücknull-punkt "W".Alle Zielpunkte werden vom Ursprung des Koordi-natensystems ausgehend, durch Angabe der jewei-ligen X- und Z-Abstände beschrieben.X-Abstände werden als Durchmessermaß angege-ben (wie auf Zeichnung bemaßt).
Koordinatensystem beiInkrementalwertprogrammierungDer Ursprung des Koordinatensystems liegt im Werk-zeugaufnahmebezugspunkt "N" bzw. nach einemWerkzeugaufruf in der Schneidenspitze.Die U-Koordinate liegt in Richtung des Querschlittens,die W-Koordinate in Richtung des Längsschlittens.Plus- und Minusrichtung wie bei Absolutwertprogram-mierung.Bei Inkrementalwertprogrammierung werden die tat-sächlichen Verfahrwege des Werkzeugs (von Punktzu Punkt) beschrieben.X-Maße werden als Durchmessermaße eingege-ben.
M W
-X (+X)
-Z
+X (-X)
+Z
-U (+U)
-W
+U (-U)
+W

EMCO WINNC GE SERIES FANUC 21TB
B 3
Eingabe derNullpunktverschiebung
• Drücken Sie die Taste
• Wählen Sie den Softkey WS-NPV• Es erscheint nebenstehende Eingabemaske• Unter (VERSCHIEBUNG) X, Z können Sie die
Verschiebung vom Werkstücknullpunkt zumMaschinennullpunkt (neg. Vorzeichen)eintragen.
• Geben Sie die Verschiebung ein (z.B.: Z-30.5)
und drücken Sie die Taste
• Diese Verschiebung ist immer (ohne gesondertenAufruf) aktiv.
Hinweis:Mit dieser Verschiebung wird normalerweise derKoordinatenursprung von der Spindelstirnfläche aufdie Anschlagfläche des Spannmittels verschoben.Die Rohteillänge (Verschiebung auf rechte Rohteil-stirnfläche) wird dann mit G92 im Programm vorge-nommen.
GRUNDLAGEN
Eingabemaske für die Nullpunktverschiebung
OF 100%
O0016 N00000
JOG 07:25:05
> 55 _
**** *** ***
OS 100% T
F3 F4 F5 F6 F7
(VERSCHIEBUNG)X .0.000Z -100.000
(VERMESSUNG)X 0.000Z 0.000
WSTCK-NULLP.-VERSCH.
IST-POSITION (RELATIV) X 82.000 Z -10.000
>[ (BETR) ][ WS-NPV ]
WinNC GE Fanuc Series 21 T (c) EMCO x
[ ][ ][ ]
EMCO WINNC GE SERIES FANUC 21TB
B 4
GRUNDLAGEN
Werkzeugdatenerfassung
Sinn und Zweck der Werkzeugdatenerfassung istes, daß die CNC die Werkzeugspitze und nicht denWerkzeugaufnahmebezugspunkt für die Positionie-rung verwendet.
Jedes, zur Bearbeitung herangezogene Werkzeugmuß vermessen werden. Es gilt dabei, die Abständevom Werkzeugaufnahmebezugspunkt "N" zur jewei-ligen Schneidenspitze des Werkzeugs in beidenAchsrichtungen zu ermitteln.
Im sogenannten Werkzeugregister können die ver-messenen Längenkorrekturen sowie Schneiden-radius und Schneidenlage gespeichert werden.(Standard = 16).Jede Zeile im Register entspricht einem Werkzeug.
Die Korrekturnummernwahl ist völlig belanglos, mußaber bei Werkzeugaufruf im Teileprogramm berück-sichtigt werden.
BeispielDie Längenkorrekturen eines Werkzeugs im Werk-zeugwenderplatz 4 wurden unter Korrekturnummer 4gespeichert.Aufruf im Programm: T0404Die beiden ersten Stellen nach der Adresse T kenn-zeichnen die Position im Werkzeugwender, Stelle 3und 4 die dazugehörige Korrekturnummer.
Die Längenkorrekturen können halbautomatisch er-mittelt werden, Schneidenradius und Schneiden-lage sind manuell einzugeben.
Die Angabe des Schneidenradius und Schneiden-lage ist nur notwendig, wenn für das betreffendeWerkzeug eine Schneidenradiuskompensation an-gewählt wird!
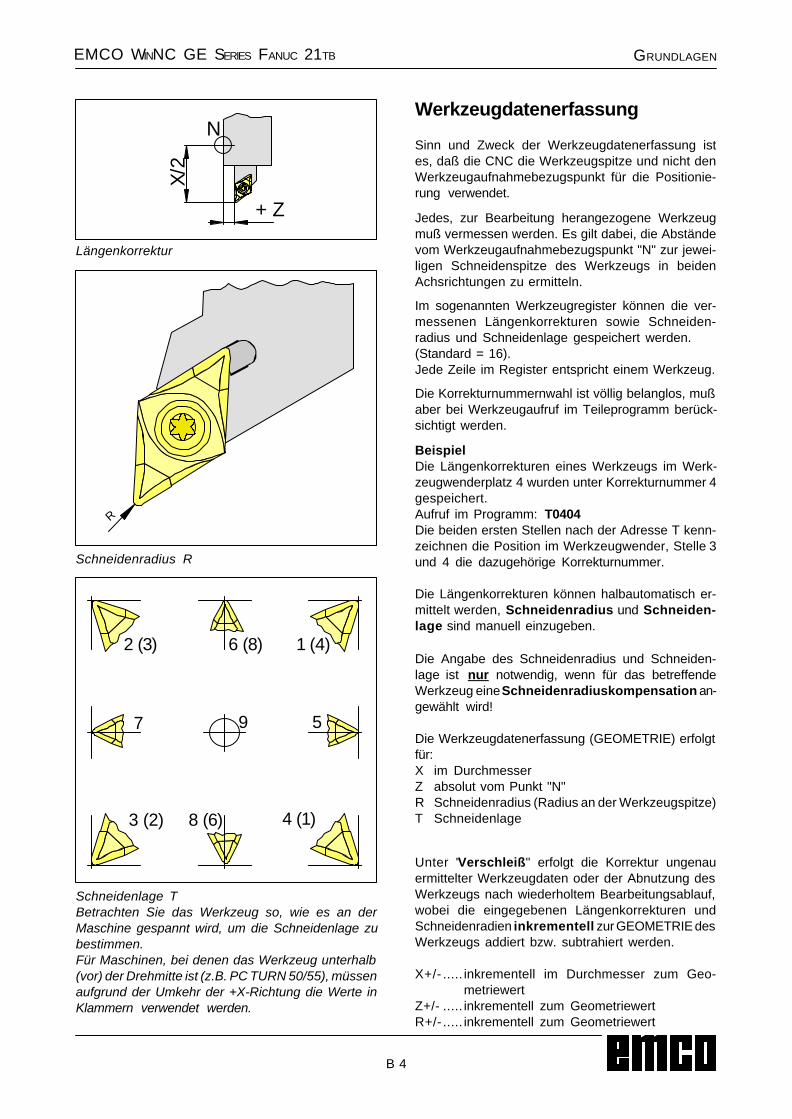
Die Werkzeugdatenerfassung (GEOMETRIE) erfolgtfür:X im DurchmesserZ absolut vom Punkt "N"R Schneidenradius (Radius an der Werkzeugspitze)T Schneidenlage
Schneidenlage TBetrachten Sie das Werkzeug so, wie es an derMaschine gespannt wird, um die Schneidenlage zubestimmen.Für Maschinen, bei denen das Werkzeug unterhalb(vor) der Drehmitte ist (z.B. PC TURN 50/55), müssenaufgrund der Umkehr der +X-Richtung die Werte inKlammern verwendet werden.
Unter "Verschleiß" erfolgt die Korrektur ungenauermittelter Werkzeugdaten oder der Abnutzung desWerkzeugs nach wiederholtem Bearbeitungsablauf,wobei die eingegebenen Längenkorrekturen undSchneidenradien inkrementell zur GEOMETRIE desWerkzeugs addiert bzw. subtrahiert werden.
X+/- ..... inkrementell im Durchmesser zum Geo-metriewert
Z+/- ..... inkrementell zum GeometriewertR+/- ..... inkrementell zum Geometriewert
Schneidenradius R
Längenkorrektur
N
X/2
+Z
6 (8)
8 (6)
7 5
2 (3) 1 (4)
3 (2) 4 (1)
9
R

EMCO WINNC GE SERIES FANUC 21TB
B 5
GRUNDLAGEN
Werkzeugdatenübernahme mitdem optischen Voreinstellgerät
• Optisches Voreinstellgerät aufbauen
• Einstellehre mit Werkzeughalter in die Werk-zeugwenderscheibe spannen.
• In der Betriebsart MANUELL mit der Einstellehre indas Fadenkreuz des optischen Voreinstellgerätsfahren (bei offener Tür im Einrichtebetrieb mitZustimmtaste).
• Taste und Softkey REL drücken.
• Tasten und Softkey VOREIN drücken
(X-Wert wird auf 0 gestellt).
• Tasten und Softkey VOREIN drücken
(Z-Wert wird auf 0 gestellt).
• Betriebsartenwahlschalter auf INC 1000 stellenund in Z um das Maß des Referenzwerkzeuges( Concept Turn 50/55/155: -30, Concept Turn 105:-22) in Z(-) Richtung verfahren.
• Tasten und Softkey VOREIN drücken
(Z-Wert wird wieder auf 0 gestellt).
• Werkzeug einschwenken und in Fadenkreuzverfahren.
• Taste drücken.
• Softkey BETR drücken.
• Mit Cursortasten Werkzeugplatz-
nummer anwählen.
X-Korrektur
• Tasten und Softkey EING C drücken.
• X-Wert wird in den Werkzeugdatenspeicherübernommen.
Z-Korrektur
• Tasten und Softkey EING C drücken.
• Z-Wert wird in den Werkzeugdatenspeicherübernommen.
Referenzwerkzeug Concept Turn 50/55
Referenzwerkzeug Concept Turn 105/155
Mit Werkzeug in das Fadenkreuz verfahren
Z
N
30 mm
Referenzwerkzeugvermessung Concept Turn 105/155
Referenzwerkzeugvermessung Concept Turn 50/55
CONCEPT TURN 105:
Z
N
Z + 22 mmN 22 mm
N
Z + 22 mmN 30 mm
CONCEPT TURN 155:
N
N
CONCEPT Turn 50/55 CONCEPT Turn 105/155

EMCO WINNC GE SERIES FANUC 21TB
B 6
GRUNDLAGEN
Werkzeugdatenvermessung mit Ankratzen• Spannen Sie ein Werkstück mit bekanntem
Durchmesser und bekannter Länge.
• Starten Sie die Spindel im MDI-Mode(M03/M04 S ....)
• Wechseln Sie das gewünschte Werkzeug ein.
X-Korrektur
• Kratzen Sie mit dem Werkzeug am Durchmesseran (B).
• Drücken Sie die Taste und den Softkey
GEOMT.
• Mit Cursortasten die Werkzeugplatz-
nummer des betreffenden Werkzeugs anwählen.
• Drücken Sie den Softkey BETR.
• Geben Sie den Werkstückdurchmesser ein, z.B.
47.
• Drücken Sie den Softkey MESSEN.
• X-Wert wird in den Werkzeugdatenspeicherübernommen.
Z-Korrektur
• Kratzen Sie mit dem Werkzeug an der Stirnfächean (A).
• Drücken Sie die Taste und den Softkey
GEOMT.
• Mit Cursortasten die Werkzeugplatz
nummer des betreffenden Werkzeugs anwählen.
• Drücken Sie den Softkey BETR.
• Geben Sie die Länge L ein (Werkstücklänge +
Futterlänge, siehe Zeichnung), z.B. 72.
• Drücken Sie den Softkey MESSEN.
• Z-Wert wird in den Werkzeugdatenspeicherübernommen.
Wiederholen Sie den vorhergehenden Vorgang fürjedes erforderliche Werkzeug.
Maße für Ankratzmethode:A Ankratzen an StirnflächeB Ankratzen am UmfangD RohteildurchmesserL Rohteillänge + Futterlänge
M
+X
+Z
-X
BA
D
L

EMCO WINNC GE SERIES FANUC 21TB
C 1
C: Bedienungsabläufe
BEDIENUNGSABLÄUFE
JOG
Mit den Richtungstasten können Sie die Schlittenmanuell verfahren.
I1 ... I10000 100001 ...
In dieser Betriebsart können die Schlitten um dasgewählte Inkrement (1...10000 in µm/10-4 Zoll) mit
Hilfe der Richtungstasten -X + X -Z +Z positio-
niert werden.
Das gewählte Inkrement (1, 10, 100, ...) muß größersein als die Maschinenauflösung (kleinstmöglicherVerfahrweg), ansonsten erfolgt keine Bewegung.
Übersicht Betriebsarten
REF
In dieser Betriebsart wird der Referenzpunkt ange-fahren.
Bei Erreichen des Referenzpunktes wird die Istwert-anzeige auf den Wert der Referenzpunktkoordinatengesetzt. Der Steuerung ist dadurch die Position derSchlitten im Arbeitsraum bekannt.
Bei folgenden Situationen muß der Referenzpunktangefahren werden:
• Nach Einschalten der Maschine
• Nach Netzunterbrechung
• Nach Alarm "Referenzpunkt anfahren" oder "Ref.-punkt nicht erreicht".
• Nach Kollisionen oder wenn die Schlitten wegenÜberlastung stehenbleiben.
MEM
Zur Abarbeitung eines Teileprogramms ruft die Steue-rung in dieser Betriebsart die Sätze nacheinander abund wertet sie aus.
Die Auswertung berücksichtigt alle Korrekturen, dieüber das Programm angesprochen werden.
Die auf diese Weise bearbeiteten Sätze werdennacheinander abgearbeitet.
EDITIn der Betriebsart EDIT können Sie Teileprogrammeeingeben und Daten übertragen.
MDI
In der Betriebsart MDI können Sie die Spindel ein-schalten und den Werkzeugwender schwenken.Die Steuerung arbeitet den eingegebenen Satz abund löscht danach den Zwischenspeicher für neueEingaben.
REPOS
Rückpositionieren. Kontur wieder anfahren in derBetriebsart JOG.
Teach In
Erstellen von Programmen im Dialog mit der Maschi-ne in der Betriebsart MDA.

EMCO WINNC GE SERIES FANUC 21TB
C 2
BEDIENUNGSABLÄUFE
Referenzpunkt anfahren
Durch das Anfahren des Referenzpunktes synchro-nisieren Sie die Steuerung mit der Maschine.
• Wechseln Sie in die Betriebsart REF.
• Betätigen Sie zuerst die Richtungstasten -X
oder + X, dann -Z oder +Z um den Referenz-
punkt in der jeweiligen Richtung anzufahren.
• Mit der Taste REFALL werden automatisch beide
Achsen angefahren (PC-Tastatur).
Kollisionsgefahr
Achten Sie auf Hindernisse im Arbeitsbereich (Spann-mittel, gespannte Werkstücke usw.).
Nach Erreichen des Referenzpunktes wird dessenPosition als Istposition auf dem Bildschirm ange-zeigt. Die Steuerung ist jetzt mit der Maschine syn-chronisiert.
EMCO WINNC GE SERIES FANUC 21TB
C 3
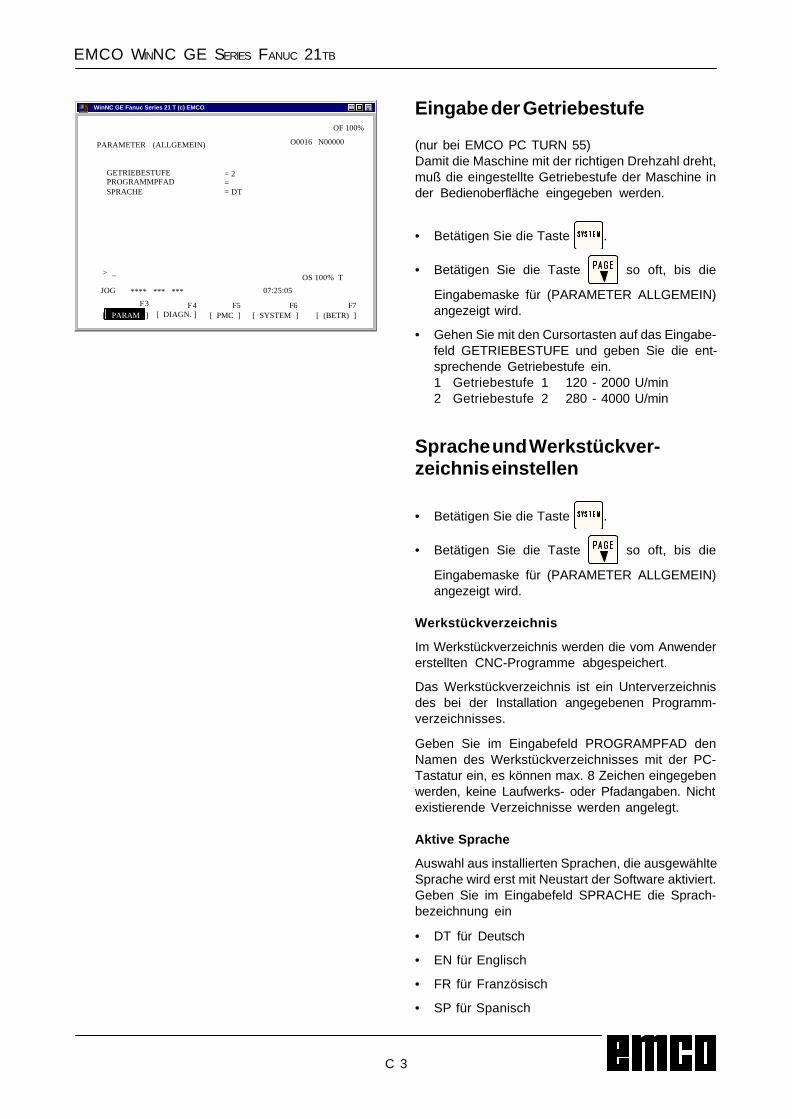
Eingabe der Getriebestufe
(nur bei EMCO PC TURN 55)Damit die Maschine mit der richtigen Drehzahl dreht,muß die eingestellte Getriebestufe der Maschine inder Bedienoberfläche eingegeben werden.
• Betätigen Sie die Taste .
• Betätigen Sie die Taste so oft, bis die
Eingabemaske für (PARAMETER ALLGEMEIN)angezeigt wird.
• Gehen Sie mit den Cursortasten auf das Eingabe-feld GETRIEBESTUFE und geben Sie die ent-sprechende Getriebestufe ein.1 Getriebestufe 1 120 - 2000 U/min2 Getriebestufe 2 280 - 4000 U/min
Sprache und Werkstückver-zeichnis einstellen
• Betätigen Sie die Taste .
• Betätigen Sie die Taste so oft, bis die
Eingabemaske für (PARAMETER ALLGEMEIN)angezeigt wird.
Werkstückverzeichnis
Im Werkstückverzeichnis werden die vom Anwendererstellten CNC-Programme abgespeichert.
Das Werkstückverzeichnis ist ein Unterverzeichnisdes bei der Installation angegebenen Programm-verzeichnisses.
Geben Sie im Eingabefeld PROGRAMPFAD denNamen des Werkstückverzeichnisses mit der PC-Tastatur ein, es können max. 8 Zeichen eingegebenwerden, keine Laufwerks- oder Pfadangaben. Nichtexistierende Verzeichnisse werden angelegt.
Aktive Sprache
Auswahl aus installierten Sprachen, die ausgewählteSprache wird erst mit Neustart der Software aktiviert.Geben Sie im Eingabefeld SPRACHE die Sprach-bezeichnung ein
• DT für Deutsch
• EN für Englisch
• FR für Französisch
• SP für Spanisch
WinNC GE Fanuc Series 21 T (c) EMCO x
PARAMETER (ALLGEMEIN)
OF 100%
O0016 N00000
JOG 07:25:05
> _
**** *** ***
OS 100% T
[ DIAGN. ] [ PMC ] [ SYSTEM ] [ (BETR) ]F3 F4 F5 F6 F7
[ PARAM ]
GETRIEBESTUFEPROGRAMMPFADSPRACHE
= 2== DT

EMCO WINNC GE SERIES FANUC 21TB
C 4
BEDIENUNGSABLÄUFE
Wort suchenAdresse des zu suchenden Wortes (z.B.: X) einge-
ben und Softkey SUCH drücken.
Wort einfügenStellen Sie den Cursor vor das Wort, das demeingefügten Wort vorausgehen soll und geben Siedas Wort (Adresse und Wert) ein und drücken Sie die
Taste .
Wort ändernCursor vor das zu ändernde Wort stellen, Wort
eingeben und Taste drücken.
Wort löschenCursor vor das zu löschende Wort stellen und Taste
drücken.
Satz einfügenStellen Sie den Cursor vor das EOB-Zeichen ";" indem Satz, der vor dem eingefügten Satz stehen sollund geben Sie den einzufügenden Satz ein.
Satz löschenSatznummer eingeben (wenn keine Satznummer:
N0) und Taste drücken.
Programm eingeben
Teileprogramme und Unterprogramme können inden Betriebsart EDIT eingegeben werden.
Aufruf eines Programms
• In die Betriebsart EDIT wechseln
• Taste drücken
• Mit dem Softkey VERZ. werden die bestehendenProgramme angezeigt
• Programmnummer O... eingebenDie Programmnummern ab 9500 sind für interneZwecke reserviert und dürfen nicht verwendetwerden.
• Neues Programm: Taste drücken
• Bestehende Programme können mit demSofkey O SUCH durchgeblättert werden.
Eingabe eines Satzes
Beispiel:
Hinweis:Mit dem Parameter SATZ-NUMMER (PARAMETERMANUELL) kann eingestellt werden, ob dieSatznummerierung automatisch erfolgen soll (1 = ja,0 = nein).
Satznummer (nicht unbedingt notwendig)
1. Wort
2. Wort
EOB - Satzende (bei PC-Tastatur auch )
oder
... ... ...

EMCO WINNC GE SERIES FANUC 21TB
C 5
BEDIENUNGSABLÄUFE
Programm löschenBetriebsart EDITGeben Sie die Programmnummer ein (z.B. O22) und
drücken Sie die Taste .
Alle Programme löschenBetriebsart EDITGeben Sie als Programmnummer O-9999 ein und
drücken Sie die Taste .
Auswahl der Eingabe-Ausgabe-Schnittstelle
Einstellungen der Schnittstelle
HINWEIS
Wenn Sie eine Schnittstellenerweiterungskarte ver-wenden (z.B. für COM 3 und COM 4), müssen Siebeachten, daß für jede Schnittstelle ein eigenerInterrupt verwendet wird (z.B.: COM1 - IRQ4, COM2- IRQ3, COM3 - IRQ11, COM4 - IRQ10).
Daten Eingabe-Ausgabe
• Drücken Sie die Taste . Am Bildschirm wird
(PARAMETER MANUELL) angezeigt.• Unter "E/A Kanal" können Sie eine serielle
Schnittstelle (1 oder 2) oder ein Laufwerk (A, Boder C) angeben.1 serielle Schnittstelle COM12 serielle Schnittstelle COM2A Diskettenlaufwerk AB Diskettenlaufwerk BC Festplattenlaufwerk C, Werkstückverzeichnis
(Einstellung bei Installation oder in(PARAMETER ALLGEMEIN)), oder beliebigerPfad (Einstellung mit Win Config).
P Drucker.Einstellen der seriellen Schnittstelle
• Drücken Sie die Taste .
• Drücken Sie die Taste oder , bis
(PARAMETER RS232C INTERFACE) angezeigtwird.
Einstellungen:Baudrate: 110, 150, 300, 600, 1200, 2400, 4800, 9600Parity: E, O, NStopbits: 1, 2Datenbits: 7, 8Datenübertragung von / zur Originalsteuerung nur imISO-CodeStandarteinstellung: 7 Datenbits, Parity even (=E), 1 Stopbit, 9600 boad.
Steuerparameter:Bit 0: 1...Übertragung wird mit ETX- (End of Text)
Code abgebrochen0...Übertragung wird mit RESET abgebrochen
Bit 7: 1...Teileprogramm überschreiben ohne Mel-dung
0...Fehlermeldung, wenn Programm bereitsexistiert
ETX-Zeichencode: % (25H)
PARAMETER (MANUELL)
OF 100%
O0016 N00000
JOG 07:25:05
> _
**** *** ***
OS 100% T
[ DIAGN. ] [ PMC ] [ SYSTEM ] [ (BETR) ][[F3 F4 F5 F6 F7
PARAM
PARA. SCHREIBEN TV-PRÜFUNG AUSGABE-CODE EINGABEEINHEIT E/A-KANAL SATZ-NUMMER DATEN-FORMAT SATZ-NR.-STOP SATZ-NR.-STOP
= 1 (0:SPERREN 1:AKTIV)= 0 (0:AUS 1:EIN)= 1 (0:EIA 1:ISO)=0 (0:MM 1:INCH)=1 (1-2COM A-C:DISC P:PRT)=1 (0:AUS 1:EIN)= 0 (0:KN KONV 1:F10/11)= (PROGRAM-NR)= (SATZ-NUMMER)
WinNC GE Fanuc Series 21 T (c) EMCO x
PARAMETER (RS232C INTERFACE)
OF 100%
O0016 N00000
JOG 07:25:05
> _
**** *** ***
OS 100% T
[ DIAGN. ] [ PMC ] [ SYSTEM ] [ (BETR) ][ [
F3 F4 F5 F6 F7
PARAM
SCHNITTSTELLEBAUDRATESTOPBITSDATENBITS
STEUERPARAMETER
COM 1 COM 2 DNC9600 9600 9600 E E E 1 1 1 7 7 8 00000001
WinNC GE Fanuc Series 21 T (c) EMCO x
EMCO WINNC GE SERIES FANUC 21TB
C 6
BEDIENUNGSABLÄUFE
Werkzeugverschiebungen ausgeben
• Betriebsart EDIT• Geben Sie in (PARAMETER MANUELL) unter E/
A KANAL die Schnittstelle (Empfänger) ein.
• Drücken Sie die Taste
• Softkey (BETR) drücken
• Mittels F11 Zeile erweitern
• Softkey AUSGBN drücken
• Softkey AUSFRG drücken
Werkzeugverschiebungen einlesen
• Betriebsart EDIT
• Geben Sie in (PARAMETER MANUELL) unter E/A KANAL die Schnittstelle (Sender) ein.
• Drücken Sie die Taste
• Softkey (BETR) drücken
• Mittels F11 Zeile erweitern
• Softkey EINLSN drücken
• Softkey AUSFRG drücken
Programme ausdrucken
• Der Drucker (Standarddrucker unter Windows)muß angeschlossen und ON LINE sein.
• Betriebsart EDIT• Geben Sie in (PARAMETER MANUELL) unter E/
A KANAL P (Printer) ein.
• Drücken Sie die Taste .
• Softkey (BETR) drücken
• Mittels F11 Zeile erweitern
• Softkey AUSGBN drücken
• Geben Sie das zu druckende Programm ein.Geben Sie die Programmnummer ein, wenn Sieein Programm drucken wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben, werden alleProgramme mit den Nummern 5 bis einschließlich15 gedruckt.Wenn Sie als Programmnummer O-9999 ein-geben, werden alle Programme gedruckt
• Softkey AUSFRG drücken
Programm ausgeben
• Betriebsart EDIT• Geben Sie in (PARAMETER MANUELL) unter E/
A KANAL die Schnittstelle ein.
• Drücken Sie die Taste .
• Drücken Sie den Softkey BETRIEB
• Mittels F11 Zeile erweitern
• Softkey AUSGBN drücken
• Geben Sie die Programmnummer ein, wenn Sieein Programm senden wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben, werden alleProgramme mit den Nummern 5 bis einschließlich15 übertragen.Wenn Sie als ProgrammnummerO-9999 eingeben, werden alle Programmeausgegeben
• Softkey AUSFRG drücken
Programm einlesen
• Betriebsart EDIT• Geben Sie in (PARAMETER MANUELL) unter E/
A KANAL die Schnittstelle ein.
• Drücken Sie die Taste .
• Drücken Sie den Softkey BETRIEB
• Mittels F11 Zeile erweitern
• Softkey EINLSN drücken
• Beim Einlesen von Diskette oder Festplattemüssen Sie die Programmnummer angeben.Geben Sie die Programmnummer ein, wenn Sieein Programm einlesen wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben, werden alleProgramme mit den Nummern 5 bis einschließlich15 übertragen.Wenn Sie als Programmnummer O-9999 ein-geben, werden alle Programme ausgegeben
• Softkey AUSFRG drücken

EMCO WINNC GE SERIES FANUC 21TB
C 7
BEDIENUNGSABLÄUFE
Programmablauf
Start eines Teileprogramms
Vor dem Start eines Teileprogramms müssen Steu-erung und Maschine für den Ablauf des Teilepro-gramms eingerichtet sein.• Wählen Sie die Betriebsart EDIT.
• Drücken Sie die Taste
• Geben Sie die gewünschte Teileprogramm-nummer ein (z.B.: O79).
• Drücken Sie die Taste .
• Wechseln Sie in die Betriebsart MEM.
• Drücken Sie die Taste .
Anzeigen während des Programmablaufs
Während des Programmablaufs können verschie-dene Werte angezeigt werden.
• Drücken Sie den Softkey PROG (Grundzustand).Während des Programmablaufs wird der aktuelleProgrammsatz angezeigt.
• Drücken Sie den Softkey PRÜFEN . Währenddes Programmablaufs werden der aktuelleProgrammsatz, die aktuellen Positionen, aktivenG- und M-Befehle sowie Drehzahl, Vorschub undWerkzeug angezeigt.
• Drücken Sie den Softkey AKTUELL. Währenddes Programmablaufes werden die aktiven G-Befehle angezeigt
• Drücken Sie die Taste . Die Positionen
werden vergrößert am Bildschirm angezeigt.
Programmbeeinflussung
DRY RUN:
DRY RUN dient zum Testen von Programmen. DieHauptspindel wird nicht eingeschalten und alle Be-wegungen erfolgen im Eilgang.
Wenn DRY RUN aktiviert ist, wird in der oberstenBildschirmzeile DRY angezeigt.
SKIP:
Mit SKIP werden die Programmsätze, die mit einem"/" gekennzeichnet sind (z.B.: /N0120 G00 X... ) nichtausgeführt und das Programm wird mit dem näch-sten Satz ohne "/" fortgesetzt.
Wenn SKIP aktiviert ist, wird in der obersten Bild-schirmzeile SKP angezeigt.
Programmunterbrechung
Einzelsatzbetrieb:Nach jedem Programmsatz wird das Programm an-gehalten. Fortsetzen des Programmes mit der Taste
.
Wenn der Einzelsatzbetrieb aktiviert ist, wird in derobersten Bildschirmzeile SBL angezeigt.
M00:Nach M00 (Programmierter Halt) im Programm wirddas Programm angehalten. Fortsetzen des Program-
mes mit der Taste .
M01:Wenn OPT STOP aktiv ist (Anzeige OPT in derobersten Bildschirmzeile), wirkt M01 wie M00, an-sonsten ist M01 wirkungslos.
Anzeige der Softwarestände
• Drücken Sie die Taste
• Softkey SYSTEM drücken
Es wird der Softwarestand von EMCO WinNC undder eventuell angeschlossenen Komponenten wieAchskontroller, PLC, Bedienstatus,...angezeigt.
Satzvorlauf
Mit dieser Funktion können Sie an einer beliebigenStelle des Programms einsteigen.Während des Satzvorlaufs werden die gleichen Be-rechnungen wie bei der normalen Programmabar-beitung durchgeführt, die Schlitten bewegen sichjedoch nicht.
• Betriebsart EDIT• Wählen Sie das zu bearbeitende Programm an.
• Stellen Sie den Cursor mit den Tasten und
auf den Satz, bei dem die Bearbeitung
beginnen soll.
• Wechseln Sie in die Betriebsart MEM
• Starten Sie das Programm mit der Taste .

EMCO WINNC GE SERIES FANUC 21TB
C 8
BEDIENUNGSABLÄUFE
Stückzähler und Stückzeit
Unterhalb der Positionsanzeige werden der Stück-zähler und die Stückzeit angezeigt.
Der Stückzähler gibt an, wie oft ein Programm abge-laufen ist. Mit jedem M30 (oder M02) wird der Stück-zähler um 1 erhöht.
LAUFZEIT gibt die gesamte Laufzeit aller Programm-durchläufe an.
VORSCHUBZEIT gibt die Laufzeit des gerade lau-fenden Programms an und wird bei jedem Programm-start auf 0 zurückgesetzt.
Rücksetzen des Stückzählers
• Softkey POS drücken• Softkey (BERTR.) drücken• wählen zwischen STCK 0 (Stückzähler auf 0
setzen) oder LAUFZ. 0 (Laufzeit auf 0 setzten).
Anzeige Stückzähler und Stückzeit
Voreinstellen des Stückzählers
Der Stückzähler kann in (PARAMETER ZEIT-ZÄHLER) voreingestellt werden.Bewegen Sie dazu den Cursor auf den gewünschtenWert und geben Sie den neuen Wert ein.
TEILE GESAMT:Diese Summe wird mit jedem M30 um 1 erhöht. Eswird jeder Programmdurchlauf von jedem Programmmitgezählt (= Gesamtsumme aller Programmdurch-läufe).
BENOETIGTE TEILE:Voreingestellte Stückzahl. Wenn diese erreicht wird,wird das Programm angehalten und Meldung 7043SOLLSTÜCKZAHL ERREICHT ausgegeben.Danach kann das Programm erst wieder gestartetwerden, wenn der Stückzähler zurückgesetzt wirdoder eine höhere Stückzahl eingegeben wird.
PARAMETER (ZEITZAEHLER)
OF 100%
O0016 N00000
JOG **** *** *** 07:25:05OS 100% T
[ DIAGN. ] [ PMC ] [ SYSTEM ] [ (BETR) ][ [
F3 F4 F5 F6 F7
PARAM
TEILE GESAMTBENOETIGTE TEILETEILE-ZAEHLER
STEUERUNG EINAUTOMATIK-ZEITVORSCHUB-ZEITFREIE VERWENDUNGZYKLUS-ZEIT
DATUMZEIT
>_
= 10= 10= 10
= 0H 0M=== 0H 0M 0S
==
WinNC GE Fanuc Series 21 T (c) EMCO x

���������������������������
���
���������� ���� ���������� ����
�������������
����������� ������������������������������
���� ���������������� �
��� ����������������������!�����������"��!���� ����������#��� ������������������������!���������������$������ ���������%��������������������%��!����������� �%��������"� ����!��������
���������
&"$'��("�'�)*"�#" &&"$'�����+$�,-"�������������
#�!����������������������%��!����"� �����������������!������������
#$��,.'�/"��$+- 0%�/
#�!������� ����� ���� ��� �%� �������"� �� ���������������!������������
������������"��!��������������� �1��2"$#$����3 "�$4������������ ��5�
-������������ �������������� �1�6�2."&����
7����&���6��2�������������89������������#�����������������������������������
-��� ���� ���� �1� #$�:.'� ������ ���� ��� ��������������������
������������ ����������������
����������������
�������� �1��2"$#$%�3 "�$4������������ ��5�
-����������� �1�#���$-�����������7���� �������"��!��� ����������#��� ����������
-������������
��������
����������������#��� ����������
-�������������������
���������������������������
-������������ ����� � �����������������������
!!�������
�����������"����������������������%���!�����!�����������������7�����)���������������
�������
��������������
������������������������������������������������������������������������������ �� ��
����
����������������
����������
��������������
�� �� �� �� ��
����� ����� �!��� ���"������� �
�� �!�� � �����
#��!��$�%!&' ����
#��!���&$�%(����
�����������
$��'���%(
����)�
�� �!&)����$�
� ��� �
�� �!&��$�
#�*
�*
��*
�*
'�*
+�*
)�*
��*
��*
�,���
�,���
��������
��������
��������
�,���
�,���
�,���
��������
�������������� �� ��������������� �
���������������������
�������
��������������
���������������������
��������������������
�� ���������������������������������������������������������������������������������������������������
����������
��������������
�� �� �� �� ��
������� ��� ��!� " ���#������� $
������������������
�
������������������
�������������� �� ��������������� �
EMCO WINNC GE SERIES FANUC 21TB
C 10

���������������������������� ����� ������
�����
�������������
����������� ������������������������������ ����������� ���� �������!
���� �� ��������� ������ ���� ���� "�#�� $�����������%�&�'��������(���������)��������!
*����*���������$���+�,����,��������(%�&�$���-����������)������������-��� ��#���#�������)����!
����)�����(��������#����������+�, &�����������������!
����*���������)�����������������.
/ �������������/ �� (%�&/ +0���/ �����/ ���1�����,�����������2�����������������!����3��&����4
���� ������������
5 !!!!!!! ��������������������6766����8�#)�����������9���)�������
�!!!!!!!! (��&�������������6666: !!!!!!! +����,����;'1 !!!!! ������������� ��� ����#������� 2;� ����
3���#&��49'+ !!! ������������������,�����#�����29�����
3���#&��4- !!!!!!!! -����'�<�#��='�1>,#�)�������!!!!!!!! "���'< !!!!!! <���)������" !!!!!!!! 3�������'�:����������( !!!!!!!! ()��#��&��#'�(���������������,��8 !!!!!!!! +�,&���������2?%���$��������4@ !!!!!!! (���#����,����'�1����&���,����� !!!!!!!! 3���#&��'�9���)�������������'� 1>,#�
)������A !!!!!!! 1>,#�)������B !!!!!!!!! (��&�
������������ �

���������������������������� ����� ������
�����
*���������##��������(�������,0����(�����# ��'����(����*��#�����#�����'�*������$��� ����##�!���9��������&���������3������������#��#����������������*��#'������������"��,����2����8��##4!���������������� ������������������������ ��������������������������������������+���(��3�����������*�$����'�������(��� ���)������ ���� ��� �� *��#� ��������������!
�������������������� ���� � ������������� ����� ���������
�������������������� ���� � ������������� ����� ���
• .................������������� ��������������� �������������������
*����3��������C���������*��#���:��))�D������������!���,�����#)����������������#����� 3������ �� ����� ���� 9� ��� +'� -��,&��� �����������#��������������(������!
���� ��������� ���������� ���������� �������������������� ���������� �������������������� �������������! ���������� ���������������������������������������" �������� #����������$�� ������� %&�����������'������������� ���������� (���������������� ���������� (��������������) *��$ ���������� )��������+����,-��. ���������� )��������+����%,��/ ���������� )��������+����-%����� ������� 0���������������'������������'���!�� ������� 0���������������'�����������) *��� ���������� �1�������&������� ���������� ��������������&������" ���������� 0�������&������. �������� 2�3�����������3������!! ���������� �����������������"�4 ��������� )+�����*��������������������������"� ���������� *��������������������������������"� ���������� *��������������������������������$� ���������� 5�6����+������%����$� ���������� 5�6����+������5���������$� �������� *������&�����������$! �������� �1�������&�����������$" �������� 0�������&�����������$7 �������� %&�����38��5�����������������$9 �������� :��3����+������+����������&�����38��%;)�����$$ �������� �������&�����,;)�����$. �������� 5���3���;��������������&�����.�4 ��������� <���&������=������>�.!�+����.7?�.! ���������� <���&�����." ���������� �������+���&�����.7 ���������� )�����++���&�����/�4 ��������� )+����������������������/� ���������� '���������������������������/� �������� �����������&���������@�(������+���������/" ���������� #������+�����5�����/74 ��������� #������+����� ���������/9 ���������� ��������*�������������������/$4 ��������� (���������������������/.4 ��������� 28�������3�*���+����><���&����?�// ���������� 28�������3�28������+����><���&����?
4 ���������������� ������������� ��������������� �������������������
*U� &RPPDQG )XQFWLRQ
$ % &
� *�� *�� *�� 'ZHOO
� *���� *���� *���� &\OLQGULFDO�,QWHUSRODWRQ
� *�� *�� *�� 'DWD�VHWWLQJ
� *�� *�� *�� 'DWD�VHWWLQJ�2II
� *�� *�� *�� 5HWXUQ�WR�UHIHUHQFH�SRLQW
� *�� *�� *�� )LQLVKLQJ�F\FOH
� *�� *�� *�� 6WRFN�UHPRYDO�LQ�WXUQLQJ
� *�� *�� *�� 6WRFN�UHPRYDO�LQ�IDFLQJ
� *�� *�� *�� 3DWWHUQ�UHSHDWLQJ
� *�� *�� *�� 'HHS�KROG�GULOOLQJ��FXW�LQ�F\FOH�LQ�=
� *�� *�� *�� &XW�LQ�F\FOH�LQ�;
� *�� *�� *�� 0XOWLSOH�WKUHDGLQJ�F\FOH
� *�� *�� *�� &RRUG�V\VW�VHW���6SLQGOH�VSHHG�OLPLW
� *�� *�� *�� 3RVLWLRQLQJ��UDSLG�WUDYHUVH�
*�� *�� *�� /LQHDU�LQWHUSRODWLRQ�FORFNZLVH
*�� *�� *�� &LUFXODU�LQWHUSRODWLRQ�FORFNZLVH
*�� *�� *�� &LUFXODU�LQWHUS��FRXQWHUFORFNZLVH
*�� *�� *�� /RQJLWXGLQDO�WXUQLQJ�F\FOH
*�� *�� *�� 7KUHDG�FXWWLQJ�F\FOH
*�� *�� *�� )DFH�WXUQLQJ�F\FOH
*�� *�� *�� 7KUHDG�FXWWLQJ
*�� *�� *�� &RQVWDQW�FXWWLQJ�VSHHG
� *�� *�� *�� 'LUHFW�VSLQGOH�VSHHG�SURJUDPPLQJ
� � *�� *�� $EVROXWH�SURJUDPPLQJ
� *�� *�� ,QNUHPHQWDO�SURJUDPPLQJ
*�� *�� *�� )HHG�SHU�PLQXWH
� *�� *�� *�� )HHG�SHU�UHYROXWLRQ
*�� *�� *�� ,QFK�GDWD�LQSXW
*�� *�� *�� 0HWULF�GDWD�LQSXW
� *�� *�� *�� &DQFHO�FXWWHU�UDGLXV�FRPSHQVDWLRQ
*�� *�� *�� &XWWHU�UDGLXV�FRPSHQVDWLRQ�OHIW
*�� *�� *�� &XWWHU�FRPSHQVDWLRQ�ULJKW
� *�� *�� *�� &DQFHO�F\FOHV
*�� *�� *�� 'ULOOLQJ�F\FOH
*�� *�� *�� 7DSSLQJ�F\FOH
*�� *�� *�� 5HDPLQJ�F\FOH
� � *�� *�� 5HWXUQ�WR�LQLWLDO�SODQH
� *�� *�� 5HWXUQ�WR�ZLWKGUDZDO�SODQH
*�� *�� *�� 3ODQH�VHOHFWLRQ�;<
*�� *�� *�� 3ODQH�VHOHFWLRQ�=;
*�� *�� *�� 3ODQH�VHOHFWLRQ�<=
*���� *���� *���� 3RODU�&RRUGLQDWH�,QWHUSRODWLRQ�21
*���� *���� *���� 3RODU�&RRUGLQDWH�,QWHUSRODWLRQ�2))
��
��
��
��
�
�
�
�
�
�
�

���������������������������� ����� ������
����D
����������
������ ��������� �������������������� ����������������������������� ������������� � �������!�����"�#�����$����% � �������!��������&"�#�����$����' � ������(���) *+"���������!�, *+"��������(����� (-.��!�����"�#�����$�����% (-.��!��������&"�#�����$�����' (-.�(����� ������/01*-2/����� ������34/-2/����� (&55���$6"����.�/01*��% (&55���$6"����34/-2/����' � ����������7�����8 � �����������1��!��.���� ��& � �������������� ������������5+���������������'� /&���6"$��������91:(6"$���!;�'� � �������������91:(6"$��(��;�'< � ������ ��������!�') � ������ �������(���8< �������=��$6"&��>���������#���3��$6"&���!�8) �������=��$6"&��>���������#���3��$6"&��(���8, �������?�6"$���<� (&$���$����!�<� (&$���$���(���,� ����$ ���5&�����,� .&�$ ����������,� ��&6@$ ����������,� ��������+���?�6"&���(���,% �������=��$6"&��>���������#���(@��=������,' �������=��$6"&��>���������#������@��=������,) ����� ��������&5�&5�,, ����� �������������� �&����5�"�

���������������������������� ����� ������
����7
���������������������������� ����� ������
����
������������� �����������
� ��!���� �
�������!!!!��:����;294!!!��12+4!!!
���(��#���������������C!�:��������,���&��)������������ 1�#)��,�� $������� 2+�,&�� ����#)�������'�(����)��,�� ���� ��#����1��)� �����$������4!
��������
/ ���� )������������ (��#����$�������� "� ����%����:����������,�!
/ �����#��������������,���������C������##�!
/ ��� 3�������,���,�������#��� ���� ���� ���E����&�!
�������
������� !"� ���:����;7���1 �
��#�������� !$� ���:����9 D���+ D�! ����������� ��������������������
� "�������� � ���#������
�������!!!��:����;294!!!��12+4!!!!��"!!!!
:��#�����*����������)������������3������� ���������,���2�#�� '�?%��� '�<�#���4
�������
������� !"�!!��:6 !!!!!�����:����;7���1��!���"�!�
��#�������� !$�!!�:6 ��"�!�!!!!!�����:����;����+ � !6
( !!!!!! (����)��,�� !!!!!! ��)��,�
����������� ��������������������
�;
�;
��
��
����
¡��
��
��
��
�
���
��
�
��

���������������������������� ����� ������
�����
!� ���� �$� ����� �� ��%����
�������!!!!��6 :��� ;��� 1� D����� :��� ;��� 1��F -������ :��� ;�G� 1��F ��D����� :��� ;�G� 1��!!!!
��������
/ "�������-����,0��������&�������&���:��H:�� *������������������!
/ ���*�����'������&�����(��&�)�������������'���=�������,����2����#���4�������!*�� ��,�����#��� �������������� ��=� ��������$������,����)��������������!
/ *�����&#���&�������%#�����+�,&���&����������,��������������������,��!
/ +�����3���������,��������������:��H:�� (%�&�������������'��=�������������������"��������-�����,���(������)��,���������'����#������"�#��#���!
�������������������
����
��
��
�
��
�
��
�
� �

���������������������������� ����� ������
����F
������� �
������� �
�
������� �
������� �
��
��
�
��
������� �
������� �
������� �
��
�
��
������� �������� �
������� �
��
�
��
�
������� �
������� �
������� �
��
��������� � � �
�
�
�
�
$
%
&
'
(
������ )��#*�� ���� �� ��
��������������������
������������������������
;�!!!��1�!!!��-!!!;!!!!��1!!!!��������������������������������
;�!!!��1�!!!���!!!;!!!!��1!!!!�������������������������������
;�!!!��1�!!!��-�!!!;!!!!��1!!!!��-�!!!;"!!!��1"!!!��������������������������������������������������
&�������'���� � ����(�� ���
������� ������� ���������������� ����� ���������� �������������������� ��!

���������������������������� ����� ������
����G
��
������� �������� �
������� �
�
�
������� ��
��
������� �
������� �
������� �
�
�
������� ��
������� �������� �
������� �
�
�
�
������� �
��
�
�
�
;�!!!��1�!!!����!!!;!!!!��1!!!!����!!!;"!!!��1"!!!��������������������������������������������������
;�!!!��1�!!!��-�!!!;!!!!��1!!!!����!!!;"!!!��1"!!!���������������������������������������������������
;�!!!��1�!!!����!!!;!!!!��1!!!!��-�!!!;"!!!��1"!!!���������������������������������������������������
+
,
-
������
"�#��(������)��,�,���������������������� ���������!������������,0����+��,#� 2�4'� "���� 2�4� ��-����2-4���,��)��������������!
��������
�����#����: *��#����������������(%�&����"��� ��� -����� $����� ���!� (�� ����������&���������(%�&������"������-����'����-�����#�&��#��������'� $������� �!/ : *��#�2��=��:�74����:��))���/ :��'�:�D'�:��'�:������:�7����:��))���
����������$���+��,#��2�4���������������5)����<������)��������������0�#���!
���������������������������� ����� ������
����6
� ) ������*����������!!!��:�7��;294!!! I��J���!!!��:�7����!!! I���J
����+�,&������������������;'9����������� ��1������2�����&�#�&������������������4���� ��#��!
��������/ *�����������,����,����&���#)��,��$��� �����
/ ���3���#&���������'���������3�������� ��������,�����$���������(��&��K�9??K����������!
/ ����C!�L��������'������!�L��'����/ ���������#0�������������2�'����4
���������F :�7 ;�! �23���#&���L��' ��4�6 :�7 �����23���#&�� L ��� L �������4
� + ,����� ���#������ ���-��*�������
� . ,����� ���#������ ������� ���*�������
�������!!!��:����;294!!!��12+4!!!���!!!��<!!!��"!!!���!!!��:����;294!!!��12+4!!!��-!!!��"!!!
;'1'�9'+ !!! ��)��,����<��������
�'< !!!!!!!!!!!!!! ��,����##�<���)������2����������$���(����)��,��&���<��� ����#)��,�'���������; ����'�<���1 �����&������4
-!!!!!!!!!!!!!!!! -�������*����
����+�,&���������#��������������*�������� �� ����� "� )������������ 3�������� &��1�#)��,��$������!
��������
/ +��� �� ��� <� �� +��� �� ����'� ��=� ��������������������������������!
/ @�����������$���-�,�����������<��������M�G�N� ������� ���!� -� ���� ����� )�����$������!
�������������������������� ���������
����
���
�
��
���������������������������� ����� ������
������
�/0"�'1�� ��������2 ���#������
O�����.
P ���*&���)��,����1>#������������,����##������� ���'� �� ���� ��������� $��+�,&�������������������Q
P ��� +�,&��� ����� ��� �� 5���� � ����(�����#�����&����������!����"�%�� �����������R��������������!
P ���:F!� �@�����������<���������>����������%�������!
P :F!�� �!!� �&�!� :�D!�� ��� ������ ��� @���K(����������,��)�����������K� 2:7�4�)�� ��������� ���� ��� ,0���� ������ ������#�K(����������,��)�������� ���K� 2:7�� ��:7�4�������������������!
P :F!���!!����:F!�������������)������(%�&��&�)����������!
���� "��,����� ��0�#����� �� �����,#���� ���1>#����#%���������������������!
��� ����� +��,#������ )����������� 3� ������������������������������������������������������������,��$��#�������������#�����1>#�����=��#%���������#�!��������������0�#���'�����?���� ����<��� ����)�#���������������"#%�����������������������������������,0���!
@���:�6������������������'�������������� �����#��?���������)���###�&���S �����$���� ������!
P �������(��&�&�������:F!���!!����:F!�����,��������������������������������&���+�� ��#���������������!
P ���*������������<�������)�#������2:����:D4��������������- �*��#����������������:����&�!�����< ����T <���������)������ ��������!
P ���:�����)��������&�������:F!���!!� ��:F!���������,�����#�����2:�4��&�!�������,������������$���%��'�����#������������� ���,��2:�G4����*���&>,#��2:GD�����:G64�)�� ������������!
P ������@����1>#�������)�#������������3�������� �����#��3��������������,��������������,#���1>#����#%���&��$�����!
�"�����..�!!!��:F!�����!!!�!!!��:F!������
*���##��+�,&������������1>#�����������)�#������$��������'�����������(�����#�����)��������������
:F!���!!! (�������1>#��������)�#�����!���� �+����������-������-����#����!
:F!����� �����1>#��������)�#�����

���������������������������� ����� ������
������
��������.�/0������������������
; ������������������� ����� ����������+�� ,# ��������������!
�
�
�
����������
���
���
�
��
:��%�������(�������%���U ��
5�����2�1>#�������)�#!�4�� �8� � �� �@�D �����������������+1
2���)������@D4�D��:6F�(�����D��@ � ()��#���,�))#����
)�����������D �:F!��!�"#� (�����������)�#������H
��������������DF��:67��"����7��:��;7 �1 �7 �:��;D ����1 � ��:��1 � ����! � �1 ��7 ����1 � ���F! �� �1 ��6��F��1 � �����! �F �1 ���D �G��1 � ��� F! �G �1 ���G��6��1 � �����! �6 �1 ���� �����1 � ���7F! ��� �1 ���F������1 � ���6�! ��� �1 ��D� �����1 � ��DDF! ��� �1 ��D����D��;7 ��D �:F!���� �����#�������)�#�������7��@ D �����-������
��������7 �:��;G��1����@� �� ��@D�

���������������������������� ����� ������
������
�" &��� �� ������ �
@�����*��#�:���,0����(�������������� �������� ���'� �������� )����������� �� �'�+�,&����������������������!!��������C�����������:����%�������+�,����, ��##)��,��)����������!
������� ��������1��##)��,�$���������
�������!!!��:�����!!!;!!!1!!!-!!!A!!!B���!!!��:�����!!!9!!!+!!!�!!!A!!!B
�.�3����&����� ����3��������������+�,����,
����,���������>���� �7 ���+�,&��$����#���,���,������
����*��#�����������3����&����������V2� �74��+�,&��������,���,������
����2� �74�3����&�����
;!!! 3����&���������; ������2���#��41!!! 3����&���������1 ������2����#��49!!! 3����&���������; ������2��,�����#4+!!! 3����&���������1 ������2��,�����#4-!!! 3����&��������+�,&�������������
2����#��4-!!! 3����&��������+�,&�������������
2��,�����#4A!!! ��������������%���+�,&�������
@���:���������������������+�,����,��##)��,�����������!�������,���������� �����������R��#���-�� ��##%������!�����,������������!
���������������������������� ����� ������
�����D
�"+0"3�".0"������������ ��� �2 ���#������
�����#��,�������� ����)�#���������������������*������������#���#%������������#�!
(����&���������,����������<���������>���)������������*��#������*����������#��� ��������;�2+�,&��������4������������ ������������2+�,����,�����4�������*��� ����������!@��� ���� "��,����� ���� ��� �� :�F ���� 2; S4�������#��!�@����C��#��"�%���,&����,0�������������������#�����<����������%������!���; ���������������������W +����)������ ����!������,��$�S ���������������6�N������9��&��������&���; ����������������������K�X����-�����)����������!
:��!���%�#���������2:�F4����'����������#�� ,�������� �����)�#�������������������!��� $��� ���������������� $���:��!�� ����&�����:�G������#0����!(������������*��#�:�D!��2��#��,�������� ����)�#��������4����������##�!
��������������#�����@����������������(>��� �-�(�8���������##����1������K��#�� ,�������� ����)�#�����K��#0�����2:�D!�4�'��������:�G����������������&�!
��������1� +�,&�����
���5���� (���������������:������ ������"�%���,&���������.; ��1 2+�,&��#%������14- 2"�%�������48 ��28>)���4
� �����#�:��!����������#�:�D!����������@���:7��)��������������!��!�!���"�%������� ,��)�������� ���� ���� ����� �������#��� ���#��,�������� ����)�#������)����������
� *���,��$����#��,�������� ����)�#������,���,��� *������ ��� ��#��������� :�� $���������!
� ��������������#���$���:��!�������$���������*����������:7�H:7����������������=�������������������; �����)������ ���������2���������������)�#4!
/ ����������������� ��������������������#����������2; �����4����� �����
������� 2� � ����4-���� �������������������&�!
/ ���:��!� �@�����������<���������>����������%�������!
/ :��!�����:�D!������ ����)������(%�&��&�)����������!�������(��&�&�������:��!�����:�D!��,��������������������������������&���+�� ��#���������������!
/ ���*������������<�������)�#������2:����:D4�,������������- �*��#��&�!������ ����T <���������)��������������!
.�����2��������3�����45���#����������.�����.����������� �����������������6����1
�
�
�
"�����.�!!!��:��!��!!!��:�D!�
:��!� (����������#��,������������)�#�����
:�D!� *�������#��,������������)�#�����
������ ���������� ���������� �������������� �������� ���������� �����
�����������
����������������� ���������������������������� ������� ��������!��"��#��� ����������$���!��"��#%�����#� ����&
�'(��''��')
*����"������*�$���
�+,��++-�����% �.������-�����% �/����#

���������������������������� ����� ������
�����7
����
��
�� ��
����
�
�� �
������*��)�#
5���7�2�*(��(+��F�"-��(���4� �:������1 F�:7��:6��:6 :6��(7���8�����:��;� ��1� �����8�����2��9((���-�O(8!�4�� �:6��(D ��@7�"�!�G����:��;���1��� �:��; �!G�D��:��;� �1��D �:7��:��1�!� �"�!���7��;�6!�����7 �1 � ��;�7���� ��1 ��� �;������:7��:��; ��1G��@ �� �8�F�F����@ ��F��@�D�F �:6F�(�����G �:�G�:�����6��:��; ��1��6 �:��!�:��; ��� ���"�!D:��1 �����:7��:��;�6!�D�� ���"�!��2����4��� �:�����2����4�����;6!G���G! �2����4��� �; 6!G��2��D�4�����; �6!�D����2��7�4��� �; 6!G��� G! �2�� �4��D��;6!G��2����4��D �;�6!�D����2���L�F�4
�������1������#���.�)$,�������
����� ����� � ������
�� � � ����� �������������
�� ������ �� �� � !"��������
�� ������ �� #�� � !"���������#�
�$ � � #����� %#����������������
�� ������ # �� #�� � !"���������#�
�� ������ # �� �� � !"��������
�������
������ ����������
��7��� �2����4��7 �:7��:��;7 ����"�!7�� ��:�D!��� �:��;G��1���@� �����@ D
8�����2��*(8��O(8�O?�4:6F�(�����@7�"�!�G:��;�F�1 1 ��:��;��:��;��+�:��;�7!�1 ������ ;G:6F�(����@�7:��; ��"�!��@�D:��;���+�; ��1 ��@ ��� �@D�

���������������������������� ����� ������
�����
�"/��"4��!� � � ����
�������!!!��:�FH:�GH:�6
@���:�F�����:�6����������'��������<�������)� #�����������#��,������������)�#�������������������,0��������������"�%�������,��)� �����������������'�����#��!
�������,������������������,��$����������+�,&��#%���,��)�����������������!
:�F ;S ���:�G 1; ���:�6 S1 ���
�����������������
�=
�<
�;
�=
�;�<
�;
�<
�=
�;
�=�<
�;
�<
�=
�;
�=�<
���
���
���

���������������������������� ����� ������
������
$%������&' ������ ������(�
$%������&' �������������� ������(�
�+ 56 ������*1����
������
�!!!��:����;294!!!��12+4!!!��"!!! 2&>#�������4���!!!��:����;294!!!��12+4!!!��-!!!��"!!! 2,�#��4
;294'�12+4!!!!!! ����#���2��,����##4�<������ �����<������,)��,���<
-�I��J !!!!!!!!!!! ��,����##��<�#��=������; ����
��������/ ���1>,#����������#��������������������: "��,������������#�����:��))�2:�'�:�'�:�'�!!!4����%�#�!
/ "���"�#��%�&���1>,#�������������������%�����<������������)��������������2����*��)�#�������#����(��4!
/ @���� <�#)����������������<�#��������(,�&&������##�
������:6�!!!!!������:����9 7��+ ����"�!�G��� ��9 G������9 ����� ��9 ����D���:����!!!!!
)���*���+�,�$%������&' ���
��
��
���
���
�
�
��
��
��
�
���
���
�
�
��
��
��
��
��
�;
�=

���������������������������� ����� ������
�����F
���������-���������&' ���
������-���������&' ���
�+" ���� ����� ���*1����
�������!!!��:����;294!!!��12+4!!!��"!!! 2&>#�������4���!!!��:����;294!!!��12+4!!!��-!!!��"!!! 2,�#��4
" !!!!!!!!! :�����������I��J
-�I��J !!!!!!!!!!! ��,����##��<�#��=������; ����
��������/ ���1>,#����������#��������������������: "��,������������#�����:��))�2:�'�:�'�:�'�!!!4����%�#�!
/ "���"�#��%�&���1>,#�������������������%����� <������������ )�������������!
/ @���� <�#)����������������<�#��������(,�&&������##�
��� �
���
���
��
�
��� �
���
���
��
�
�
���������������������������� ����� ������
�����G
�+) ��� ����*1����
�������!!!��:�7��;294!!!��12+4!!!��"!!! 2&>#�������4���!!!��:�7��;294!!!��12+4!!!��-!!!��"!!! 2,�#��4
-!!!!!!!!! ��,����##��<�#��=������1 ����
��������/ ���1>,#����������#��������������������: "��,������������#�����:��))�2:�'�:�'�:�'�!!!4����%�#�!
/ "���"�#��%�&���1>,#�������������������%����� <������������ )�������������!
�����$��<�#)����������������<�#'��������(,�&&������##�!
�������&' ������ ������(�
�������&' ������ ������(�
�+7 %����� *#� ���� �����
�������!!!��:�G��;294!!!��12+4!!!
;'1 !!!!! ����#���<�����������1������)�������9'+ !!! ��,����##� <��������� �� 1������
)�������
��� :�G ��������� ���� ����&�� ��� ���� ��1������)��������2;294'�12+44���-���&)��,���&������!1����� ���#��� �� -��,&��� ���� ;294� �&�!� 12+4'�����#�=��������-���&)��,����������!*��*��������#%������#�������:��Q
��
��
���
���
�
�
��
��
��
���
���
�
�� �
��

���������������������������� ����� ������
�����6
�.. ���� ����� ����
�������!!!��:DD��;294!!!��12+4!!!��"!!!
" !!!!!!!!! :�������������I��J
:���:���'�<�# �����#�������,0����������������!
���,����������������-��,&���&���(����)��,��� ��#��'� ���� ���)��%��#���� �� @������ :��� �����&>,#���:FG�������!
*�������������-%�#�����<��#�������� ��������������!
��������
/ *���<�#�������������=���(��������������0=���+��� �����; ����1 ���������������!
/ <��������#����� :���������� ���� �0�#���2@��&������4
.�(������-����������
��� �
���
���
��
�

���������������������������� ����� ������
������
8�� ���� ���������#� �����
/*��&���������������������/�������*��&�
����*��������������%��/�������-�����
*�� �� +�,&��$�������� ���� �� (���� )#����#��#�������&������,���2�����������; ���1 ����4�$�����!
���+�,&��$�������������������������������������(������)��&!
��������,�����������)������������*�������+�,����,�$������!
*�� *������� ��� �� �������������� 2?%��� ����#�����4�����������������������,�������(����)#�����������!
�����������������,���@�=��#�����+�, ����,!
*���#���&������*������������������������� ��� 2<�#'�-���4� ���������?����� ���� ������� (�����)��,��� ���� �� ����%��#��������������,�� �����+�,&��)#���� ��������������!
����������@�=��#�����+�,����,!
@�C���#��<�������#������(����������,�� )�����������7 N *������.
(������������'7�������'������*���������
��'�7��������������;����1
*��3���������(����������,���,������ �����@�=��#���������(������������� ����������������,��)�����!
/����������
"��� �� (����������,��)�������� ���� ��� �+�,&��$������������������(����� ������-������(�����#���8������������� �#���!
���(�����#���������������<��&��#���� ����2����(,�&&4!
*�������� (�� ���+�,&��� ��'� ��� �� ��� �@���������)��������'������(�����#���&��������!
�
�
�
� �
� �
� �

���������������������������� ����� ������
������
�
���
����
���
�
���
��� �
�
�
���
�
)��#*�� �� �������.�7�������������������������#�����������
�0�&-#������������� *� ��������� �0�&-#���������������������
�0�&-#������������� *� ���������
)�����������+�,&����������%��#����+�,&������
*�� <����0��� ���� ����� ���� �� 8������ ��<���������� �H��)��,����������!
������������&���<��������������������$���� <������ ��� ������ ��0=�� ���� �#�� �(�����������-'������������������������������#���!
+���<�����#����,#���������#����+�,&�� ������-'�,������&��<�����$�#�&�����,����!���(�������������D�(%�&�$�����'�������&��,����������������������������#������&� �����!
)��#*�� �� �����5�� ���������������������������������#�����������
)�����������+�,&����������%��#����+�,&������
*�� <����0��� ���� ����� ���� �� 8������ ��<���������� �H��)��,����������!
+���<�����#����,#���������#����(����� ������-'�,������&��<�����$�#�&�����,����!���(�������������D�(%�&�$�����'�������&��,����������������������������#������&� �����!
��� &���-�������1��� ��� &���-���������(��� 2"�3
��� &���-���������(��� 4"�3
�
������
����
���
�
���
���
�
�

���������������������������� ����� ������
������
�) ������8�� ���� ����������#� �����
���(����������,��)�����������������:7�����%�#�!��� �����#� ���� ���� ��� 1����������� ���� ������#������3��������������������2:��'�:��4!:7��,��������#���(��&�����:����&�!�:��������$���������(��&�)��������������!:7�� ���� ������� ��� -��,&��� &��� +�,&�� ����#)��,��������!
�)" 8�� ���� ����������#� ����� ��� ��
*�������������+�,&��� 2���3�������������������4���#��$�����&�����������<�����'�����=�:7��)��������������!
��������/ ���,���+���#�&�������:7�����:7������������#����� �$����������#�����:7�!
/ ��� ������ �� (����������� -� ��� �(�����#���8������������������#���
/ �����#����1���������������:����&�!�:������ ����
/ +���#���+�,&��,���,���������������%�#��(����������,��)���������������0�#���!
�)+ 8�� ���� ����������#� ����� �������
*�������������+�,&��� 2���3�������������������4��������$�����&�����������<�����'�����=�:7��)��������������!
O����������:7�Q
���������5�/������������ ��*�������� �
���������5,/������������ ��*������������

���������������������������� ����� ������
�����D
�/ !� ����� �'���
������� ��:F�
������ �� �������������� $��� :F�� ���� ���#����������� ����&0##���@=�>������� ���#�./ 3��������"�I��H���'�����H���'���H9'�����H9J/ 5���� +���2��##)��,�$���������'�:��������3����#�=4I��'�1�##J
/ 3��������I��'�1�##J/ ��&������,��##�����������I��'�1�##J/ (���������������,���I�H���'�"�=H���J
��������/ :F����##�����������Y�������#���,���������������������&�����������
/ ����&�#�&���,��$�@�=�>�������������#��� ��������O��)�����#����9( ���
/ 9���������)����#����@�=�>����&����,&�,���$����� (�� ��� *���� �� *��������� @��2&!*!�@�� :F� �>�#�(����4
�/" !� ����� �����������
������� ��:F�
<�����������O���������#���&��:F�Q
���������������������������� ����� ������
�����7
�/+ 8�������*1����
�������!!!��:F����!!!��A!!!
�!!! !!!!!! (��&������ �� ����� (��&�� ���� ������������������� &��� (��#������ �<�����
A !!!!!!!! (��&������ �� #�&��� (��&�� ���� �������������������&���(��#��������<�� ���
�������(����))$������������:FD'�:F7���:F ���0�#�������:F� ������������(��#���������"������=!���������������������A���������������� ���������'��������������(����))&>,#���$��� �����'�����(�����������#�������&�$�������� ���(��#���������=������#�!
��������/ " '�( ����8 "��,�����'���&������������A)���������������������������:F����,��$
/ ���(��#����&>,#���:F�����������������1>,#�:FD'�:F7����:F �)��������������!
/ *������ (�'� �=� ��� +�,&��� $��� �(��#����&>,#��� :F�� ���� ���� ������(����)��,������!
/ 1�������������������A�����,���(��&$��#����0�#���!

���������������������������� ����� ������
�����
�/. 56 ������*1����
�������!!!��:FD��9
�!!!��-!!!
�!!!��:FD���!!!��A!!!��9�VH !!!��+VH !!!��"!!!��(!!!��8!!!
�����(��& 9��I��J (�����������,����##'
����3��&����
-�I��J -��,&����0�&�����(��& �!!!!!!!!!!! (��&�������������(��
&��������<����������� ����
A !!!!!!!!!! (��&��������#�&���(�� &��������<����������� ����
9��I��J (��#���������=� ��� ; -���
�����2����3��&����4�����1���������#��9
�H����
���##�+�I��J (��#���������=� ��� 1 -���
����� 2��,����##����� 3�� &����4
"'�('�8 3�������'� ()��#'� +�, &��
3�����*�����������������+�,&�����������,���!�1���������(��&������������A�������<������2��&���Z�&��*4�)����������'��������������)������(�����������#��������&����� ������(��#���������=�9�2�!�(��&'������1�������.9�H�4����������!
��������/ " '�( ����8 "��,������&������������A������������!
/ ������,����2+�,&��)��������$�����1>,#��4��=���=���#����<������#���!
/ �������<�������������������&�$�����&���Z��=�����:������:����������#����<��������)��������������!
/ 1������������A�����,���9���)��������������0�#���!
/ 1������������A�����,���(��&$��#�����0�#���!
����������������
$%������&' ��� ����
���
� �
�� � �
�����
�
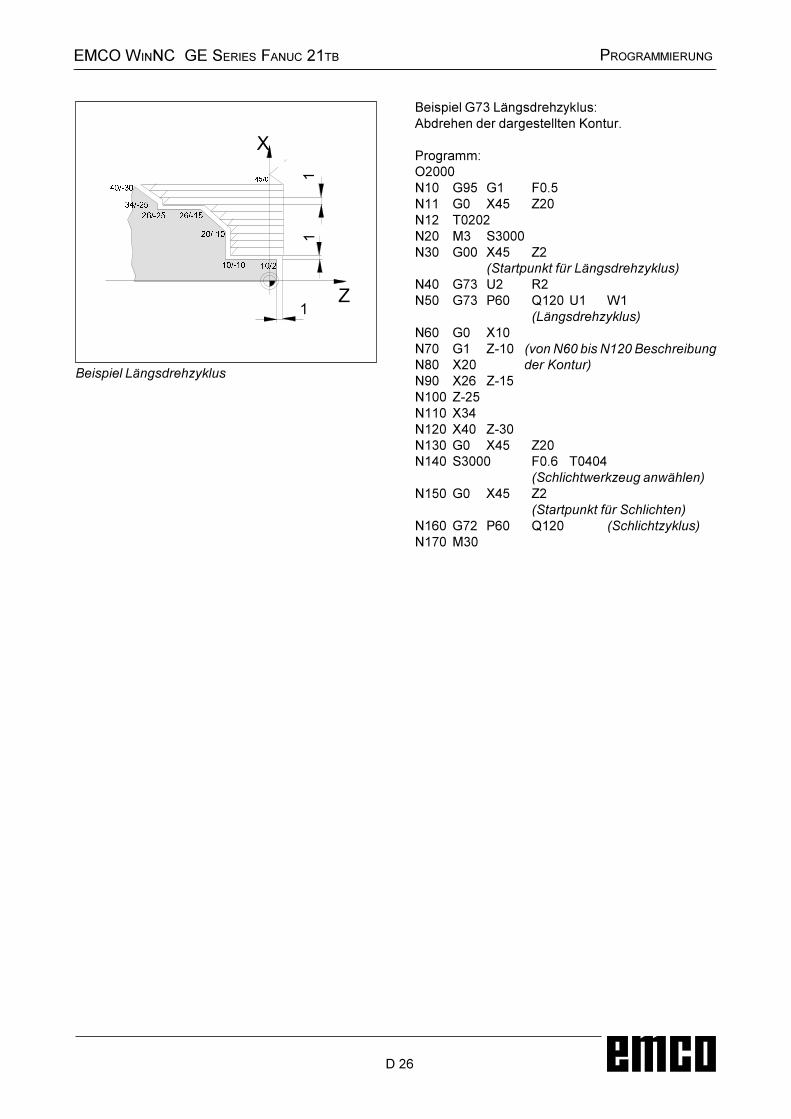
���������������������������� ����� ������
������
*��)�#�:FD�?%�����&>,#��.�������������##���<�����!
��������.5������� :6 :� "�! ��� :� ;7 1����� 8������� @D (D����D� :�� ;7 1�
6/����*� ����$%������&' ���7�7� :FD 9� -�� � :FD ��� A��� 9� +�
6$%������&' ���7��� :� ;���F� :� 1 ������6��89����8�,�)�����������G� ;������������������ ����7�6� ;�� 1 � ���� 1 � ���� ;D7���� ;7� 1 D���D� :� ;7 1����7� (D��� "�!� 8�7�7
6/�������-�� &����-%���7�� � :� ;7 1�
6/����*� ����/��������7���� :F� ��� A��� 6/�������&' ���7��F� @D�
)���*���$%������&' ���
��
�
�
����������
������
������������
������
������
����
�

���������������������������� ����� ������
�����F
�/) ��� ����*1����
�������!!!��:F7��+
�!!!��-!!!
�!!!��:F7���!!!��A!!!��9VH !!!��+�VH !!!��"!!!��(!!!��8!!!
�����(��& +�����������������(���������1 -�������
- !!!!!!!!!! -��,&����0�
&�����(��& �!!!!!!!!!!! (��&�������������(�� &��������<����������� ����
A !!!!!!!!!! (��&��������#�&���(�� &��������<����������� ����
9�I��J (��#���������=� ��� ; -��� �����2����3��&����4�����1���������#��9H���� ���##�
+��I��J (��#���������=� ��� 1 -���
����� 2��,����##����� 3�� &����4!
"'�('�8 3�������'� ()��#'� +�, &��
3�����*�����������������+�,&�����������,���!�1���������(��&������������A�������<������2��&���Z�&��*4�)����������'��������������)������(�����������#��������&����� ������(��#���������=�+�2�!�(��&'������1�������.+
�4����������!
��������/ " '�( ����8 "��,������&������������A������������!
/ ������,����2+�,&��)��������$�����1>,#��4��=���=���#����<������#���!
/ ��� <������ &������� �Z� ��� *� ��=� ��##�)����������� ���'� !�!� �� ���������� ��=������!
/ �������<�������������������&�$�����&���Z��=�����:������:���)��������������'�����������3��������������1 ����������#��!2:��� � 1!!!4� ��� ��=� ��� ����#���� <��������)��������������!
/ 1������������A�����,���9���)��������������0�#���!
/ 1������������A�����,���(��&$��#�����0�#���!
+�,&������
����������������
�������&' ��� ����
��
�
�
�
�
�
��
��
��

���������������������������� ����� ������
�����G
*��)�#�:F7��#����&>,#��.
��������.5������� :6 :� "�! ��� :� ;7 1����� 8������� @D (D����D� :�� ;7 1�
6/����*� �����������&' ���7�7� :F7 +� -�� � :F7 ��� A��� 9� +�
6�������&' ���7��� :� 1 �D�F� :�� ;D� 1 �D���6��89����8�,��G� 1 �6 �)��������������6� ;�7 1 �F ���� ����7���� ;�� 1 ������ ;������ 1���D� :� ;7 1����7� (D��� "�!� 8�7�7
6/�������-�� &����-%���7�� � :� ;7 1�
6/����*� ����/��������7���� :F� ��� A��� 6/�������&' ���7��F� @D�
)���*����������&' ���
��
�
������
�
�
������
������
������
������
����
����

���������������������������� ����� ������
�����6
.�����-����������
�/9 ���������������� ��������!!!��:F ��9
�VH !!!��+
�VH !!!��-!!!
�!!!��:F ���!!!��A!!!��9�!!!��+
�!!!��"!!!��(!!!��8!!!
�����(��& 9������������������(����)��,������1>,#�������
; �����2��,����##����-� ��������3��&����4'�����1���������#��9
�������##�
+�����������������(����)��,������1>,#�������
1 ����� 2��,����##� ���3��&����4'
- !!!!!!!!!! ��&��#���+����#����
&�����(��& �!!!!!!!!!!! (��&�������������(�� &��������<����������� ����
A !!!!!!!!!! (��&��������#�&���(�� &��������<����������� ����
9��I��J (��#���������=� ��� ; -���
�����2����3��&����4+
��I��J (��#���������=� ��� 1 -���
����� 2��,����##����� 3�� &����4
"'�('�8 3�������'� ()��#'� +�, &��
���:F 1>,#�����0�#��������,�����)���###�* ��������'���������@������##�%�#����&���"���� ,������$�����������!������������O�#�&���2(���� '�:�=��#4!
)���*���.�����-����������
*��)�#.
5������ :6 :� ;7 1�� @D (���� "�! 8������� :F 9 + - �� :F ��� AG� 9� +���� :� ;���D� :� 1 �� 2$������������G��7� ;�� *�����������<�����4� � ;D� 1 �6��� 1 ���F� ;DG 1 DF�G� ;7��6� @D�
��� <������ ��� ���2��H�4� � �G�� 27�H 7F4� ���� ��� 1���##��������������!
��
�
�
�
�
����������
������
����
����
������������
������
������
�� �
��
�����
���
����
�
�����

���������������������������� ����� ������
����D�
:������������;����������
�/: ;����������� �3��� � �����*1����
�������!!!��:F���-!!!�!!!��:F���;294!!!��12+4!!!���!!!��A!!!��-
�!!!��"!!!
�����(��& -��I��J -��,&����0�� ���� ��
()%�������2��,��� �##�����3��&����4
&���� (��& ;294' 12+4 ����#��� 2��,����##4<��������� �� <����� �,)��,���<
��12+4 ����#���2��,�!4�*��������I[�J ��,�!�1���##�������; -���
�����2����3��&����4B��M�+�,&������Q
A�I[�J !!!!!!(��������� ��� 1 -�������2����3��&����4
-������������������������O��������������������1
��)��,�" !!!!!!!!!!!!!!!3�������
/ +���;294���������#����'�,������:F� ��������� �#�� *���&>,#��� $����� ���2+�,&���&�$�������;��)����������Q4
/ *����������&>,#�������������&�������'��=��1���##������,#������+�,&�������*����
/ *��������(����������#���,���O���������������1 ��)��,�
/ O�����������������������)�����$������
���
�
�
�
�
�
� � � � �
��
��

���������������������������� ����� ������
����D�
$%���������
�// !� �����*1�����<=������>�������!!!��:FF��-
�!!!
�!!!��:FF��;294!!!��12+4!!!���!!!��A!!!��-�!!!��"!!!
�����(��& -��I��J -��,&����0���������()%
������'&�����(��& ;294' 12+4�����#���2��,����##4�<�
��������$���<��I[�J (��������� ��� ; -�������
2����3��&����4'��#��&� ��##����M�+�,&������
A�I[�J ��,����##�1���##���� ��1 -�������2����3��&����4
-������������������O����������������� ��� ;
��)��,�" !!!!!!!!!!! 3�������
/ *����������&>,#�������������&�������'��=��1���##����A�,#������+�,&�������*����
/ +�,&����������� ���1>,#����������������, ��������
/ *��������(����������#���,���O�����������/ O�����������������������)�����$������
���
�
�
�
� �
�
�
�� �
��
��
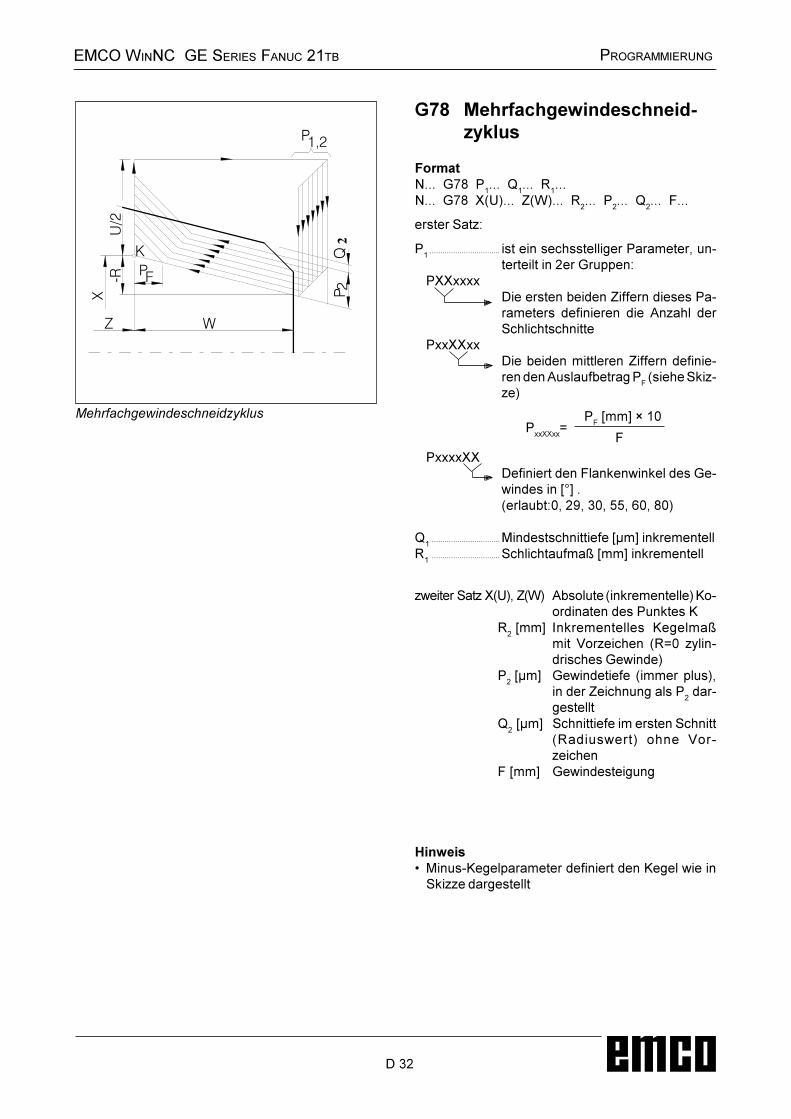
���������������������������� ����� ������
����D�
�/7 ������������ ����� ����*1����
�������!!!��:FG���
�!!!��A
�!!!��-
�!!!
�!!!��:FG��;294!!!��12+4!!!��-�!!!���
�!!!��A
�!!!��"!!!
�����(��&.
����������������������������������� �������������##�����������'���
����#��������:��))�.�;;CCCC
������������1������������ ������� ������� �� ��&��#� �(��#�����������
�CC;;CC�����������#���1���������� ��������#����������
��2����(,�&
&4
�CCCC;;����������"#��,����,# ��: ��������INJ�!2�#����.�'��6'�D�'� '���'�G�4
A���������������������������������@��������������I[�J���,����##
-���������������������������������(��#���������=�I��J���,����##
&���� (��& ;294' 12+4 ����#���2��,����##4�<� �������������,���<
-��I��J ��,����##�� <�#��=
���� 3��&����� 2-L�� &>#�� �������:���4
���I[�J :������� 2�����)#��4'
�����1���������#�������
���##�A��I[�J (�����������������(������
2-�������4� ���� 3�� &����
"�I��J :����������
�������/ @���� <�#)����������������<�#������(,�&&������##�
.���������-���������&' ��� ���I��J�\���
"�������
L
�
���
��
� �
�
�
�
���
��

���������������������������� ����� ������
����DD
81����������473�44
:6G !!!! �����������������*��������%������+�,&���������(������
:66 !!!! �����������������*��������%������+�,&��� ���� ��-��,&������ � �� ������������- �������
����,���:6G����:66��,��$'��%�������+�,&�������� (������� &����,!� +��� :66� 2-��,&��� ���-��,&�����4�)����������'���=��������-����������!�*��:6G�,����-����#������� �Q
-����������?�����-��,&����������&�������� #�&�� 1 ��������� 2��������)�������� ���� *��� &>,#��4!� *�� ���� �����$�� +��� ���� -� ���� �-��,&���������������������)�������'����� ���)�����$��+�����������������)�������!
���� �� ������
�. 3��� �� ��������)�������� 2(4� $��%���� ��+�,&���������#����������������-�����������2-4!
�. 1>,#���)&������� *������������� ���� ���������2�4!
D. �.� ��� -��,&��� ���#��� ��� :6G� ���� ���� �(�������2��������)��������(4�����.����:66����������-��,&������2-4!
)�-������������"<=�""
(������
-��,&��� ���-
��� &������������"<=�""
� ��
��
��
��
���
���
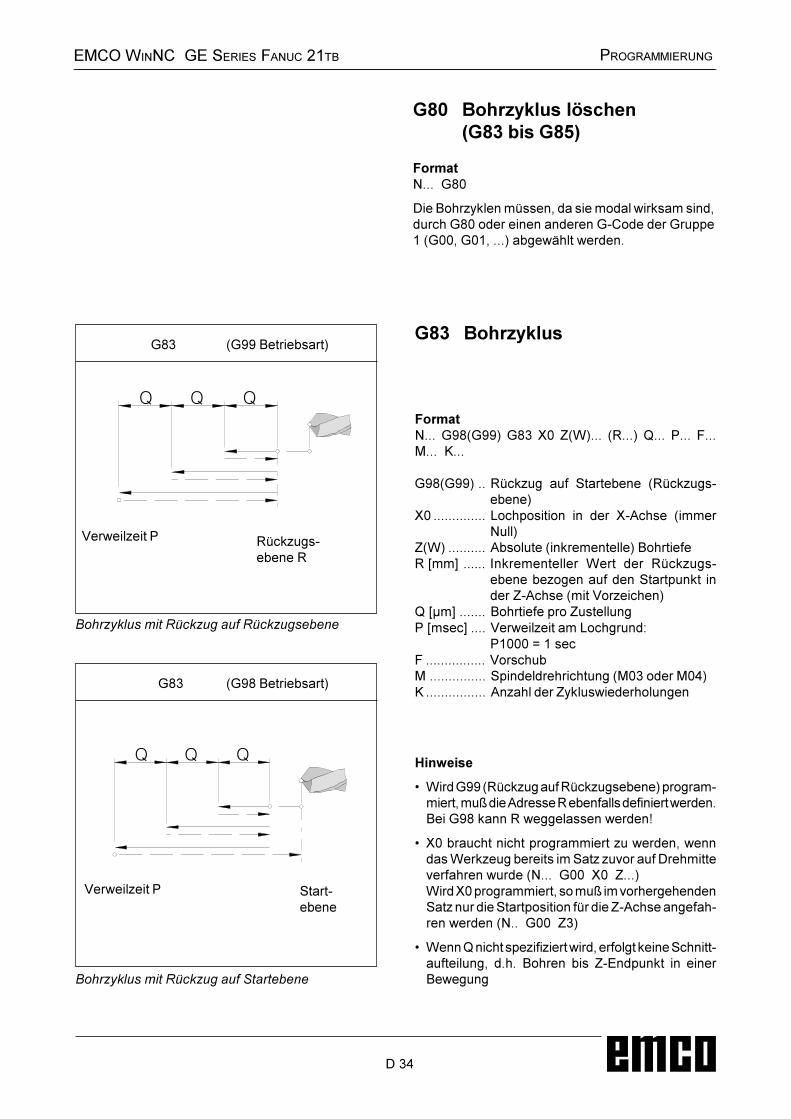
���������������������������� ����� ������
����D7
:GD 2:66�*��������4
)���&' ��������� &�������� &�������
)���&' ��������� &�����/��������
��:GD 2:6G�*��������4
�7. ����*1����
��������
/ +���:66�2-��,&�������-��,&�����4�)������ ����'���=��������-�����##������������!*��:6G�,����-����#��������Q
/ ;����������������)�����������&�����'�������+�,&������������(��&�&�$��������������$�����������2�!!!��:����;���1!!!4+���;��)����������'������=����$��������(��&�������(����)��������������1 ����������� �������2�!!��:����1D4
/ +���A��������)&���&�������'����#���,���(������ �����#���'� !�!� *����� ���� 1 ��)��,�� ��� ���*�����
�������!!!��:6G2:664��:GD��;���12+4!!!��2-!!!4��A!!!���!!!��"!!!@!!!��<!!!
:6G2:664 !! -��,&��� ���� (������� 2-��,&��� ��4
;� !!!!!!!!!!!!!! ?���)�������� ��� �� ; ����� 2������##4
12+4 !!!!!!!!!! ����#���2��,����##4�*������-�I��J !!!!!! ��,����##�� +��� �� -��,&���
����&����������(����)��,�� ����1 �����2����3��&����4
A�I[�J !!!!!!! *�������)���1���##�����I���J !!!! 3���#&������?�������.
������L�����" !!!!!!!!!!!!!!!! 3�������@ !!!!!!!!!!!!!!! ()��#�����������2@�D����@�74< !!!!!!!!!!!!!!!! ��&��#���1>,#�������#����
-��,&��� ���-
3���#&����
(���� ��
3���#&����
�7 ����*1������?���� <�7. �� �79>
�������!!!��:G�
���*���&>,#�������'���������#����,�������'�����:G��������������: �����:��))��2:��'�:��'�!!!4�����%�#�����!
���
���

���������������������������� ����� ������
����D
�7) ���� �����*1������:G7 2:66�*��������4
��-�������&' ��������� &�������� &�������
��:G7 2:6G�*��������4
��-�������&' ��������� &�����/��������
�������!!!��:6G2:664��:G7��;���12+4!!!��2-!!!4��"!!!��@!!!
" !!!!!!!!!!!!!!!! :����������;� !!!!!!!!!!!!!! ?���)�������� ��� �� ; ����� 2����
��##412+4 !!!!!!!!!! ����#���2��,����##4�*������-�I��J !!!!!! ��,����##�� +��� �� -��,&���
����&����������(����)��,�� ����1 �����2����3��&����4
��I���J !!!! 3���#&������?�������.!!!!!!!!!!!!!!!!!! ������L�����@ !!!!!!!!!!!!!!! ()��#�����������2@�D����@�74
��������
/ +���:66�2-��,&�������-��,&�����4�)������ ����'���=��������-�����##������������!*��:6G�,����-����#��������Q
/ ;����������������)�����������&�����'�������+�,&������������(��&�&�$��������������$�����������2�!!!��:����;���1!!!4+���;��)����������'������=����$��������(��&�������(����)��������������1 ����������� �������2�!!��:����1D4
/ ���:�������&>,#����������������)���� ��@ "��,����� �������� 2@�D� ��� @�74!� ��1�#)��,�������������1����,��������()��#�� ����������������������$�����!�������(����)�����������������'��������������)����#����������� ������������#��!
(���� ��
-��,&��� ���-

���������������������������� ����� ������
����D�
������������� ��� ��� ������������ ��� �� ������������ ��� �������������������
*��)�#.
:������1 ���8�����:��;����1� �:6��:7��:6 8� � �2���������! �4:6F�(�����@D:��;��1�:GD�1 � �A ����"�!� :��1 �8�F�F�2��+1�;��?:�+*!�4�6��:6F�(D��:��;��1 :G7�1 ���"��@D:��1���@ @D�
����
��
��
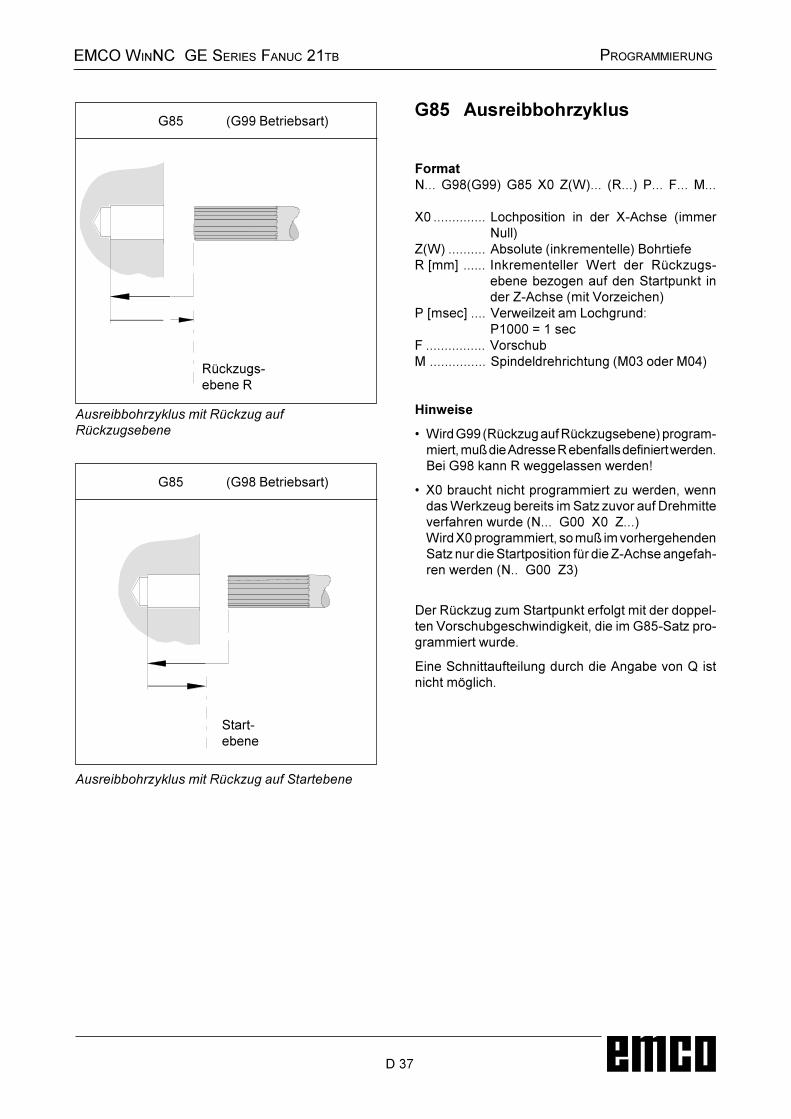
���������������������������� ����� ������
����DF
�79 ���������*1������:G 2:66�*��������4
�����������&' ��������� &�������� &�������
�������!!!��:6G2:664��:G ��;���12+4!!!��2-!!!4���!!!��"!!!��@!!!
;� !!!!!!!!!!!!!! ?���)�������� ��� �� ; ����� 2������##4
12+4 !!!!!!!!!! ����#���2��,����##4�*������-�I��J !!!!!! ��,����##�� +��� �� -��,&���
����&����������(����)��,�� ����1 �����2����3��&����4
��I���J !!!! 3���#&������?�������.������L�����
" !!!!!!!!!!!!!!!! 3�������@ !!!!!!!!!!!!!!! ()��#�����������2@�D����@�74
��������
/ +���:66�2-��,&�������-��,&�����4�)������ ����'���=��������-�����##������������!*��:6G�,����-����#��������Q
/ ;����������������)�����������&�����'�������+�,&������������(��&�&�$��������������$�����������2�!!!��:����;���1!!!4+���;��)����������'������=����$��������(��&�������(����)��������������1 ����������� �������2�!!��:����1D4
���-��,&���&���(����)��,�����#����������))# ���3����������������,��'������:G (��&�)�� ������������!
����(�����������#�����������������$���A�����������0�#���!
-��,&��� ���-
��:G 2:6G�*��������4
(���� ��
�����������&' ��������� &�����/��������

���������������������������� ����� ������
����DG
�4 ������#����������� ��������!!!��:6�
���������������#�����=��&��)�������� ��.; !!!!!!!!! ���������9VH !!!! ��,����##��������������2��=�����
����1>,#�41VH !!!!! ����#��� 2�&���� ���� ��+�,����,��##
)��,�4+VH !!! ��,����##��2����%��#����4�3�������
��������/ ������,���+���#�&�������:6�����:6�������������&�����#����
/ :6��2:6�4�������������1�������������������: "��,������)��������������2�!!!��:6���:����;!!!��1!!!4!
�4" 2 ����� ���#����������� ��������!!!��:6�
���������������#�����=��&��)�������� ��.;'9 !!!!! ��,����##�������������1'+ !!!! ��,����##��2����%��#����4�3�����������
3��&����
O���������#���&��:6�!
�4+ !� ������ ����@�����8#� ���������� �������
�������!!!��:6���(!!! 2���&��#����&���4
@��� ��*��#�:6�� ,���� ����C���#� ()��# ��&��#�29H���4�����,��������(���������������,��2:6�4�����#������!
�4+ !� ������ �����A���������,����� ��� �1�����
�������!!!��:6���;!!!��1!!! 2<���������>������&�4���!!!��:6���9!!!��+!!! 2<���������>����$�
������4
�������(����##����+�,����,��##)��,��$�����������&��#��,��(�����#%��������+�,����,��$�������+�,����,���������L�D����+�,����,#%���L�������
5�� �����!!!��:6� !!!!!!!!!!!!!!!!!!!!!����#��)������������
��� ��������������������������������������+�,����,��##)��,��-��O8(
��� �������������������������������������� -����(������������������G���:����;D !!!!!!!!!!-��,&����G ��1 ��� !!!!!!!!!!!!!!!!3������������L�+�,����,
#%����6���:6���;D ��1� !!!!!������##)��,��?��<(���&�
��� ��������������������������������������+�,����,��##)��,��?��<(
��� �������������������������������������� ?��,�(�����������������D� ��:����;D !!!!!!!!!!-��,&���D����1��� !!!!!!!!!!!!!!!!!3������������L�+�,����,
#%���D� ��:6���;D ��1� !!!!!+�,����,��##)��,�� ���
-��O8(
��� !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!���!
�����##)��,�$�����������������#����,���������������@D���&�!�-�(�8��������#0����!������� ������������'�$����������������������)����#� ����+�,����,��##)��,�'���&�����������������,��$���'���&��%�#�!
+�������##)��,�$���������� ��,����##����� ��'� ���������+���9����+�&��� #�&���#������##)��,�$��������������!

���������������������������� ����� ������
����D6
�4) �������#����� ���������:67������##������"�23�������4������ ���+����#����H����$������!�������!!!�:67 "!!!
�49 �������#���-������ �������:6 ������##������"���������+����#���H9�$������!�������!!!�:6 "!!!
�4: ,� ��� ��8�� ���������� �������
������.��H������(��������������#���������R��#����������������)�����()��#��&��#�������!!!�:6� (!!!
�4/ �������� ��� ��8�� ���������� �������
2<�����������&��#4������.�9H����������!!!�:6F (!!!
���������������������������� ����� ������
����7�
��������������� ������ ���� �
� ���������������B���� ��� ��
�����*��#�����,���������#�����*������������8�#)��������!O��)��)��#'�3�����������<��#����#�������� �����#��!��� ()%������&���� ,���� ���� �#������#0�����0��������!
@��� K��� (8�-8K� � ,���� �� ����������#���
�������&�����!��������������O��)������������##��$������,��$��+���������������# ��!
� " ���������������B������� ��@��� ���,�� ��� @��'� R���� ���� ���'� ���� �"��,����� ]�-5:-�@@��-8�-� O�?8� T�X� ���(���,>� ���@����-5:-�@@*����"?9((9�:�������#������!
@��� K��� (8�-8K� � ,���� �� ����������#���
�������&�����!��������������O��)������������##��$������,��$��+���������������# ��!
� + B��#�#�������� ��@������,�����@D�!
@ *��#�����(���#� ����1����&���,�����!���@ *��#�,0�����##������&������������� ���*��#��������������������&�����!*��#����#���:��))�������������'�!�!��&�#�&��)�����������@ *��#�������$����� ����@ *��#����#���:��))����!
O�����.��������#����(���� ������(�������������@ *��#���������!�5�����*��#�������� �������'��%����$�����@��������>)������$� �����1���0�����!
� . B��#��#� ����!2C�%������������()��#����'�������������&��#����(������ ���������,��� )����������� ���'� �� ()%� �����&��������#�����������+�,����,�,���,���)��������'��������#��!
@�D���=������##�-���������������]Y�� ,�)�X���)�����+�,&���$��������'�������+�,&����������������������!
� ) B��#��#� ����!2C�5� ����������#������#�����*����������������@�D��������!@�7���=������##�?��,������������]�����#X ��)�����+�,&���$��������'�������+�,&����������������������!
� 9 B��#��#� �����-8���O��)������������#,�������������!*���������������#����������������������# �����O��)��)��#!

���������������������������� ����� ������
����7�
� 7 ,����������!2C���������@�5����8�������H�� H� !����<��#����#������������#��!
� 4 ,�����������-8���������@�5����8�������H�� H� !����<��#����#������������#��!
�+ %���������'-%D�,��������1���0���������������-������,!
���-������,��%����&����,!(���".�1���0����,������ ��������������-�� ����,!
�+" %���������E%AF%;8��������1���0���������������-������,�������������89-�����H�� H� !
���-������,��%����$���%���!(���".�1���0����,������ ��������������-�� ����,!
�+9 8#� �������G��C!C��������1���0���������������()�������#�������������89-�����H�� H� !
����()�������#�0����!(���".�1���0����,������ ��������������()��� ����#!
�+: 8#� �������8�B52!8'!C��������1���0���������������()�������#�������������89-�����H�� H� !
����()�������#����#�=�!(���".�1���0����,������ ��������������()��� ����#!
�. B��#�#�������� ��@���@D�������##���������������#�������(����������������������������&����,���##�!��=���������(���,&%�#�����]�X���0��!
�/" ������� �!2C��������1���0������#��$����������!�������#��$����������������������#��!�����#� �����##����#������()��#����#��!
�/+ ������� ��-8��������1���0������#��$����������!�������#��$�����������������������#��!

���������������������������� ����� ������
����7�
�47 - ���#�������������
�������!!!��@6G���!!!
� !!!!!!!!! ��������$���(�##��$�������������� ��� �� �������������'� �� �����(�##������&��#���+����#����!
��������
/ @6G� ���� ����� ��� 1����������� ���� 3����� ������������)���������������2&!*!�:��;� ��@6G���� ���4
/ +�������@6G�����&��#���+����#����������������'�����������9���)����������������#����������2@6G�� ���4
/ ������)�����������9���)������������������$����������#�������#���!
/ ����&�������(������#�������������#����!
�44 - ���#�������� ���8#�� ������
�������!!!��@66���!!!
3!!������������ ����1����()��������.()����������������������������()����������CCCC.()�����������(��&���!�CCCC
3!!����8������� ����1����()��������.()���������������������������'�������(��&�������������(��&���#���2����*�#4����()����������CCCC.()���������������������������'�������(��&��������!�CCCC
��������/ @66���=����#�&���(�##����9���)������������/ ��� ���#��� ������������ ���-��,�)����� ���� ��%������#����(��&����O��)�)�������
>���*����������������?��*�*�������
O��)�)������� 9���)�������
�
���
1������0���3�����
���
���
���
���
1������0����3����
���
�
2����
���
���
���
���
1[[[[��0��
2����
���
���
���
���
1[[[[��0��
�

���������������������������� ����� ������
����7D
� �� �� �������������
������� �
����������#�"��9����8�(���������������&��,� ���*������������ �����2-������4�����������������+�,&����2�+14!
9������&�����"��,���������������)���� ���@�5 @��������2�@�5�89-��D� H��'���89-��� '��5����8�89-��� 4����&��&�,0���'������@�5�+�����"��9����8����R��*��#����������"��9������������'��#������ ����������+1���������&�!
��&���������������@ "��,��������� �����!
"������"�%���������#��,�������� ����)�#������������"��,������:��!�H:�D!����������!���1>,#��:GD����:G7���������)������� ���&����������*����������+1!������������� �����$���:GD����:G7�����������������R��������������#�"��9����8 (������!
������ ��������� �������������������������� ������������������������������ ��������� !��"#$��%�&���%�'()�$������*�� �+��"�,%�&���%�'()�$�������*

���������������������������� ����� ������
����77
������������ � ��� ��� !�"� ���
���������������
/ ;�����������)��������������'������������+�,&������������(��&�&�$��������������$�����������2�!!!��:����;��1!!!4+���;�)����������'������=����$��������(��&�������(����)��������������1 ����������� �������2�!!��:����1D4
/ +���A��������)&���&�������'����#���,���(������ �����#���'� !�!� *����� ���� 1 ��)��,�� ��� ���*�����
�������!!!��:GD��1 � ��A!!!!��"!!!
:GD !!!!!!!!!!! �������*���&>,#��1 � !!!!!!!!!!! ��������������#���2����� 4A�I[�J !!!!!!! 1���##��������-��,&��" !!!!!!!!!!!!!!!! *���$�������
�������1*��3�������$����+1�2�@�5�8����D� H��'���8����� '�����)��8����� 4����������+�,&�������������+1����; -����������5����� $��� ; ����� ��������� ���!� ����5������������������������#���������������� �+1� ������� �� ������� +�,&������!
������������������������������������������� ��� �������! ����" �#������������� ����� $�������������% �#����������#��������&���$���������'����(�)�#��%���������'�������������� ����*�� � ��������������+������,��%������������-��#��������&���.�$��������(/�����������/�����#�� ������,�������%����� �������$�� ��������'����(
�@������������ ������A'
���������������������������� ����� ������
����7
����������� � ��� ��� !�"� ���
�������!!!��:G7��1 ����"!!!��@!!!
:G7 !!!!!!!!!!! �������*���&>,#��1 �� !!!!!!!!!!! :�����������#���2������4"�I��J !!!!!!! :����������@ !!!!!!!!!!!!!!! ()��#�����������2@�D����@�74
3��������������*���&>,#�����������+�,&�������; ����� ���������*�����������#)��,���������1 ���������(���������������)�������������!
���������������
/ ;�����������)��������������'������������+�,&������������(��&�&�$��������������$�����������2�!!!��:����;��1!!!4+���;�)����������'������=����$��������(��&�������(����)��������������1 ����������� �������2�!!��:����1D4
/ ���:�������&>,#����������������)���� ��@ "��,����� �������� 2@�D� ��� @�74!� ��1�#)��,�������������1����,��������()��#�� ����������������������$�����!�������(����)�����������������'��������������)����#����������� ������������#��!
/ :��������������+1�2@�D'�@�74���������C��#�:�����������'��#���������������#����������������!���&������������$�������� ����� �,��$���� ��� ���)����� )��������������2@ �4!
�������1*��3�������$����+1�2�@�5�8����D� H��'���8����� '�����)��8����� 4����������+�,&�������������+1����; -����������5����� $��� ; ����� ��������� ���!� ����5������������������������#���������������� �+1� ������� �� ������� +�,&������!

���������������������������� ����� ������
����7�
������������� ��� ��� ������������ ��� � ��� ��� !�"
*��)�#.
2�?<-��@-!���42�@�����������42�DC����:-���4:������1 ���8�����:��;����1� �:6��:7��:6 8� � �2��+1��;��?�<�-�?!�4@ �:�G�:����@�D:6F�(����:��;���1�:GD�1 � �A ����"�!� :������:GD�1 � :����7�:GD�1 � :��1���@� 8�F�F�2��+1�;��?:�+*!�4�6��:6F�(D���6 �:��;���1 :����:G7�1 ���"��@�D:������:G7�1 ���"��@�D:����7�:G7�1 ���"��@�D:��1���@� @ D@D�
�01/
������
���� ��
����

���������������������������� ����� ������
����7F
������������ ����� ��� !�"� �##
%�������������� ������A'
�������!!!��:FF��-��!!!��:FF��; 7���!!!��"!!!
:FF !!!!!!!!!!! �������*���&>,#��-��I��J !!!! -��,&���2�����4; 7 !!!!!!!!!!!!! ��������������#���2����74��I[�J !!!!!!!! 1���##��������-��,&��" !!!!!!!!!!!!!!!! *���$�������
������������������������������������������� ��� �������% ����" �#������������� ����� $�������������! �#����������#��������&���$���������'����(�)�#��%���������'�������������� ����*�� � ��������������+������,��%������������-��#��������&���.�$��������(/�����������/�����#�� ������,�������%����� �������$�� ��������'����(
���������������
/ +������������)&���&�������'����#���,���(������ �����#���'� !�!� *����� ���� 1 ��)��,�� ��� ���*�����
�������1*��3�������$����+1�2�@�5�8����D� H��'���8����� '�����)��8����� 4����������+�,&�������������+1����; -����������5����� $��� ; ����� ��������� ���!� ����5������������������������#���������������� �+1� ������� �� ������� +�,&������!

���������������������������� ����� ������
����7G
����������� ����� ��� !�"� ���
�������!!!��:DD��;���"!!!��@�D�!!!��:DD��;�7��"!!!��@�7
:DD !!!!!!!!!!! :��������;��I��J !!!!! :�����������#���2�����4;�7�I��J !!! (����)��,������#��"�I��J !!!!!!! :�����������*����H-��,&��@�D !!!!!!!!!!! ()��#�����������*����@�7 !!!!!!!!!!! ()��#�����������-��,&��
3��������������*���&>,#�����������+�,&�������1 ����� ���������*�����������#)��,���������; ���������(���������������)�������������!
���������������
/ ���:�������&>,#����������������)���� ��@ "��,����� �������� 2@�D� ��� @�74!� ��1�#)��,�������������1����,��������()��#�� ����������������������$�����!�������(����)�����������������'��������������)����#����������� ������������#��!
�������1*��3�������$����+1�2�@�5�8����D� H��'���8����� '�����)��8����� 4����������+�,&�������������+1����; -����������5����� $��� ; ����� ��������� ���!� ����5������������������������#���������������� �+1� ������� �� ������� +�,&������!

���������������������������� ����� ������
����76
������������� �## ��� ������������ ��� ����� ��� !�"
*��)�#
2�@�����������4:������1 ���8�����:��;����1� �:6��:7��:6 8�6�6�2��+1�-����?�,�-�?!�4@ �:�G�:����@�D:6F�(����:��;�7�1 ��:FF�-�:FF�; G�� ����"�!� :������:��;G��@� 8�6�6�2��+1�-����?�:�+*!���4�6��:6F�(D���6 �:��;���1 ��:����:DD�;��"��@�D:DD�"��;�7�@�7:��;G��1���@� @ D@D�
�01/
�� ��
����
���

���������������������������� ����� ������
���� �

G 1
FLEXIBLE NC- PROGRAMMIERUNGEMCO WINNC GE SERIES FANUC 21TB
Variablen und Rechenparameter
Durch die Verwendung von Variablen statt festerWerte kann man ein Programm flexibler gestalten.Man kann somit auf Signale reagieren, wie z.B.Messwerte, oder es kann durch Verwendung vonVariablen als Sollwert dasselbe Programm für ver-schiedene Geometrien eingesetzt werden.Zusammen mit Variablenrechnung und Programm-sprüngen eröffnet sich die Möglichkeit, ein hoch-flexibles Programmarchiv anzulegen und somitProgrammierzeit einzusparen.
Lokale- und Globale Variablen können gelesen undgeschrieben werden. Alle anderen Variablen könnennur gelesen werden.
G: Flexible NC- Programmierung
Rechnen mit Variablen
Bei den vier Grundrechnungsarten gilt die üblichemathematische Schreibweise.
Der Ausdruck rechts vom Operator kann Konstantenund/oder Variablen enthalten, kombiniert durch Funk-tionen.
Jede Variable kann wiederum durch einen in eckigenKlammern stehenden Rechenausdruck oder durcheine Konstante ersetzt werden.
Beispiel
#1=#[#2]
Beim Rechnen gilt die Einschränkung, dass die Aus-führung der Berechnung von links nach rechts ohneBeachtung der Punkt-vor-Strich Rechenregel erfolgt.
Beispiel
#1=#2*3+#5/2
Funktion Beispiel= #1=2+ #1=#2+#3- #1=#2-#3* #1=#2*#3/ #1=#2/#3
Lokale Variablen können nur in jenem Makro ver-wendet werden, in dem sie definiert wurden.Globale Variablen können in jedem Makro verwen-det werden unabhängig von jenem Makro in dem siedefiniert wurden.
Variablennummer Variablentyp Funktion
#0Immer null
Systemvariable
Diese Variable hat immer den Wert Null. Nicht veränderbar
#1-33 Lokale VariablenZur freien Verfügung für Berechnungen im Programm
#100-149 Globale Variablen
Zur freien Verfügung für Berechnungen im Programm
#500-531 Globale Variablen
Zur freien Verfügung für Berechnungen im Programm
#1000 Systemvariable
Lademagazin: Stangenende erreicht
#1001 Systemvariable
Lademagazin: Lader hat vorgeschoben
#1002 Systemvariable
Lademagazin: erstes Teilnach Stangenwechsel
#3901 Systemvariable
Sollstückzahl
#3901 Systemvariable Iststückzahl

G 2
FLEXIBLE NC- PROGRAMMIERUNGEMCO WINNC GE SERIES FANUC 21TB
Vergleichsoperatoren
Vergleichsoperatoren bestehen aus zwei Buchsta-ben und werden benutzt, um im Vergleich zweierWerte festzustellen, ob diese gleich sind, oder ob einWert größer bzw. kleiner ist als der andere.
Operator BedeutungEQ Gleich (=)NE Ungleich (≠)GT Größer als (>)GE Größer als oder gleich (=)LT Kleiner als (<)LE Kleiner als oder gleich (=)
Die zu vergleichenden Ausdrücke können Variable noder Konstanten sein. Eine Variable kann wiederumdurch einen in eckigen Klammern stehenden Rechen-ausdruck ersetzt werden.
Beispiel
IF[#12 EQ 1] GOTO10
Zusammenfassende Makroprogrammierbeispiele:
IF[#1000 EQ 1] GOTO10
IF[#[10]] NE #0] GOTO#[#1]
IF[1 EQ 1] THEN#2 =5
IF[#[#4+#[#2/2]] GT #20] THEN#[#10]] =#1*5+#7
Kontrollstrukturen
In Programmen kann der Steuerungsablauf mit IF-und GOTO-Anweisungen verändert werden. Es sinddrei Arten von Verzweigungen möglich:
- IF[<Bedingung>] THEN- IF[<Bedingung>] GOTO <n>- GOTO <Ziel>
IF[<Bedingung>] THENHinter IF ist ein bedingender Ausdruck anzuge-ben. Wenn der bedingende Ausdruck zutrifft, wirdeine festgelegte Makro-Anweisung ausgeführt.Es kann nur eine Makro-Anweisung ausgeführtwerden.
Beispiel
Bei gleichen Werten von #1 und #2 wird #3 derWert 5 zugewiesen.
IF [#1 EQ #2] THEN#3=5
IF[<Bedingung>] GOTO <n>Hinter IF ist ein bedingender Ausdruck anzuge-ben. Wenn der bedingende Ausdruck zutrifft,erfolgt die Verzweigung zu Satznummer n. An-dernfalls wird der nachfolgende Satz ausgeführt.
Beispiel
Ist der Wert der Variablen #1 größer als 10, erfolgtdie Verzweigung zu Satznummer N4. Andernfallswird der nachfolgende Satz ausgeführt.
IF [#1 GT 10] GOTO 4
GOTO <n>Der Sprungbefehl GOTO kann auch ohne Bedin-gung programmiert werden. Als Sprungziel kanneine Variable oder Konstante verwendet werden.Bei einer Variablen kann die Nummer wiederumdurch einen in eckigen Klammern stehendenRechenausdruck ersetzt werden.
Beispiel
Springe zu Satznummer 3
GOTO 3
Beispiel
Springe zu Variable #6
GOTO#6
H 1
ALARME UND MELDUNGEN
Maschinenalarme 6000 - 7999Diese Alarme werden von der Maschine ausge-löst.Die Alarme sind unterschiedlich für die verschie-denen Maschinen.Die Alarme 6000 - 6999 müssen normalerweisemit RESET quittiert werden. Die Alarme 7000 -7999 sind Meldungen, die meistens wieder ver-schwinden, wenn die auslösende Situation beho-ben wurde.
H: Alarme und Meldungen
PC MILL 50 / 55 / 100 / 105 / 125 / 155Concept MILL 55 / 105 / 155
6000: NOT AUS����������� ��������������������� ������� �������������������������� ����������������� ���� ������������� ���� ��� ���� �����������
6001: SPS-ZYKLUSZEITÜBERSCHREITUNGVerständigen Sie den EMCO Kundendienst.
6002: SPS-KEIN PROGRAMM GELADENVerständigen Sie den EMCO Kundendienst.
6003: SPS-KEIN DATENBAUSTEINVerständigen Sie den EMCO Kundendienst.
6004: SPS-RAM SPEICHERFEHLERVerständigen Sie den EMCO Kundendienst.
6005: ÜBERTEMPERATUR BREMSMODULHauptantrieb wurde zu oft abgebremst, großeDrehzahländerungen innerhalb kurzer Zeit. E4.2aktiv
6006: BREMSWIDERSTAND ÜBERLASTETsiehe 6005
6007: SICHERHEITSSCHALTUNG DEFEKTAchs- oder Hauptantriebsschütz bei ausgeschal-teter Maschine nicht deaktiviert. Schütz ist hän-gen geblieben oder Kontaktfehler. E4.7 war beimEinschalten nicht aktiv.
6008: FEHLENDER CAN-TEILNEHMERSicherungen prüfen bzw. EMCO Kundendienst.
6009: SICHERHEITSSCHALTUNG DEFEKTFehler Schrittmotorsystem.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschalten, derReferenzpunkt geht verloren.Verständigen Sie den EMCO Kundendienst.
6010: ANTRIEB X-ACHSE NICHT BEREITDie die Schrittmotorkarte ist defekt oder zu heiß,eine Sicherung oder Verkabelung ist defekt.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschaltet, derReferenzpunkt geht verloren.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6011: ANTRIEB Y-ACHSE NICHT BEREITsiehe 6010.
6012: ANTRIEB Z-ACHSE NICHT BEREITsiehe 6010.
6013: HAUPTANTRIEB NICHT BEREITDie Hauptantriebsversorgung ist defekt oder derHauptantrieb zu heiß, eine Sicherung oder Ver-kabelung ist defekt.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschalten.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6014: KEINE HAUPTSPINDELDREHZAHLDieser Alarm wird ausgelöst, wenn die Spindel-drehzahl unter 20 U/min absinkt. Ursache istÜberlast. Ändern Sie die Schnittdaten (Vorschub,Drehzahl, Zustellung). Das CNC-Programm wirdabgebrochen, die Hilfsantriebe werden abgeschal-tet.
6019: SCHRAUBSTOCK ZEIT-ÜBERSCHREITUNG
Der elektrische Schraubstock hat innerhalb von30 Sekunden eine Endlage nicht erreicht.Ansteuerung oder Spannmittelplatine defekt,Schraubstock klemmt, Endschalterberos einstel-len.
A 2007-05

H 2
ALARME UND MELDUNGEN
6020: SCHRAUBSTOCK AUSGEFALLENBei geschlossenem elektrischem Schraubstock istdas Signal "Spannmittel gespannt" von der Spann-mittelplatine ausgefallen.Ansteuerung, Spannmittelplatine, Verkabelungdefekt.
6022: SPANNMITTELPLATINE DEFEKTWenn das Signal "Spannmittel gespannt" dauerndgemeldet wird abwohl kein Ansteuerbefehl aus-gegeben wird. Platine tauschen.
6024: MASCHINENTÜR OFFENDie Türe wurde während einer Bewegung der Ma-schine geöffnet. Ein laufendes CNC-Programmwird abgebrochen, die Hilfsantriebe werden abge-schaltet.
6027: TÜRENDSCHALTER DEFEKTDer Türendschalter der automatischenMaschinentür ist verschoben, defekt oder falschverkabelt.Verständigen Sie den EMCO Kundendienst.
6028: TÜR ZEITÜBERSCHREITUNGDie automatische Türe klemmt, unzureichendeDruckluftversorgung, Endschalter defekt.Türe, Druckluftversorgung und Endschalter über-prüfen oder den EMCO Kundendienst verständi-gen.
6030: KEIN TEIL GESPANNTKein Werkstück vorhanden, Schraubstockgegen-lager verschoben, Schaltnocke verschoben, Hard-ware defekt.Einstellen oder den EMCO Kundendienst verstän-digen.
6040: WZW STAT.VERRIEGELUNGSÜBERW.
Nach WZW Vorgang Trommel durch Z-Achseruntergedrückt. Spindelposition falsch oder me-chanischer Defekt. E4.3=0 im unteren Zustand
6041: WZW-SCHWENKZEIT-ÜBERSCHREITUNG
Werkzeugtrommel klemmt (Kollision?), Hauptan-trieb nicht bereit, Sicherung defekt, Hardware de-fekt.Ein laufendes CNC-Programm wird abgebrochen.Überprüfen Sie auf Kollisionen, überprüfen Siedie Sicherungen oder verständigen Sie den EMCOKundendienst.
6043-6046: WZW-TROMMELPOSITIONSÜBERWACHUNG
Positionierfehler Hauptantrieb, Fehler Positions-überwachung (induktiver Näherungsschalter de-fekt oder verschoben, Trommelspiel), Sicherungdefekt, Hardware defekt.Die Z-Achse könnte bei ausgeschalteter Maschi-ne aus der Verzahnung gerutscht sein.Ein laufendes CNC-Programm wird abgebrochen.Verständigen Sie den EMCO Kundendienst.
6047: WZW-TROMMEL NICHTVERRIEGELT
Werkzeugtrommel aus Verriegelungsposition ver-dreht, Induktiver Näherungsschalter defekt oderverschoben, Sicherung defekt, Hardware defekt.Ein laufendes CNC-Programm wird abgebrochen.Verständigen Sie den EMCO Kundendienst.Wenn die Werkzeugwendertrommel verdreht ist(kein Defekt), gehen Sie folgendermaßen vor:Trommel händisch in Verriegelungsstellung brin-genWechseln Sie in die Betriebsart MANUAL (JOG).Legen Sie den Schlüsselschalter um.Verfahren Sie den Z-Schlitten aufwärts, bis derAlarm nicht mehr angezeigt wird.
6048: TEILUNGSZEIT ÜBERSCHRITTENTeilapparat klemmt (Kollision), unzureichendeDruckluftversorgung, Hardware defekt.Auf Kollision überprüfen, Druckluftversorgungüberprüfen oder den EMCO Kundendienst ver-ständigen.
6049: VERRIEGELUNGSZEIT ÜBERSCHRIT-TEN
siehe 6048
6050: M25 BEI LAUFENDER HAUPTSPINDELUrsache: Programmierfehler im NC-Programm.Laufendes Programm wird abgebrochen.Hilfsantriebe werden abgeschaltet.Abhilfe: NC-Programm korrigieren.
6064: TÜRAUTOMATIK NICHT BEREITUrsache: Druckausfall Türautomatik.
Türautomatik steck mechanisch.Endschalter für offene Endlage defekt.Sicherheitsplatinen defekt.Verkabelung defekt.Sicherungen defekt.
Laufendes Programm wird abgebrochen.Hilfsantriebe werden abgeschaltet.Abhilfe: Service Türautomatik.

H 3
ALARME UND MELDUNGEN
6069: KLEMMUNG TANI NICHT OFFENBeim Öffnen der Klemmung fällt Druckschalterinnerhalb 400ms nicht ab. Druckschalter defektoder mechanisches Problem. E22.3
6070: DRUCKSCHALTER KLEMMUNG TANIFEHLT
Beim Schließen der Klemmung spricht Druck-schalter nicht an. Keine Druckluft oder mechani-sches Problem. E22.3
6071: RUNDACHSE NICHT BEREITServo Ready Signal vom Frequenzumrichter fehlt.Übertemperatur Antrieb TANI oder Frequenzum-richter nicht betriebsbereit.
6072: SCHRAUBSTOCK NICHT BEREITEs wurde versucht, bei offenem Schraubstockoder ohne gespanntes Werkstück die Spindel zustarten.Schraubstock blockiert mechanisch, Druckluft-versorgung unzureichend, Druckluftschalter de-fekt, Sicherung defekt, Hardware defekt.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6073: TEILAPPARAT NICHT BEREITUrsache: Verriegelt-Bero defekt.
Verkabelung defekt.Sicherung defekt.Spindelstart bei nicht verriegeltem Teil-apparat.
Laufendes Programm wird abgebrochen.Hilfsantriebe werden abgeschaltet.Abhilfe: Service Automatischer Teilapparat.
Teilapparat verriegeln.
6074: TEILAPPARAT-ZEIT-ÜBERSCHREITUNG
Ursache: Teilapparat klemmt mechanisch.Verriegelt-Bero defekt.Verkabelung defekt.Sicherung defekt.unzureichende Druckluftversorgung.
Laufendes Programm wird abgebrochen.Hilfsantriebe werden abgeschaltet.Abhilfe: Auf Kollision überprüfen, Druckluft-
versorgung überprüfen oder den EMCOKundendienst verständigen.
6075: M27 BEI LAUFENDER HAUPTSPINDELUrsache: Programmierfehler im NC-Programm.Laufendes Programm wird abgebrochen.Hilfsantriebe werden abgeschaltet.Abhilfe: NC-Programm korrigieren.
7000: FALSCHES T-WORT PROGRAMMIERTProgrammierte Werkzeugposition größer als 10.Ein laufendes CNC-Programm wird angehalten.Programm mit RESET abbrechen, Programm be-richtigen
7001: KEIN M6 PROGRAMMIERTFür einen automatischen Werkzeugwechsel mussnach dem T-Wort auch ein M6 progammiert wer-den.
7007: VORSCHUB STOP!Die Achsen wurden vom Robotik-interface ge-stoppt (Robotikeingang FEEDHOLD).
7016: HILFSANTRIEBE EINSCHALTENDie Hilfsantriebe sind abgeschaltet. Drücken Siedie AUX ON Taste für mindestens 0,5 s (damitwird unbeabsichtigtes Einschalten verhindert), umdie Hilfsantriebe einzuschalten.
7017: REFERENZPUNKT ANFAHRENFahren Sie den Referenzpunkt (Z vor X vor Y)an.Wenn der Referenzpunkt nicht aktiv ist, sind ma-nuelle Bewegungen nur mit Schlüsselschalter-position „Handbetrieb“ möglich.
7018: SCHLÜSSELSCHALTERUMSCHALTEN
Beim Aktivieren von NC-Start war der Schlüssel-schalter auf Position „Handbetrieb“.NC-Start kann nicht aktiviert werden.Schalten Sie den Schlüsselschalter um, um einCNC-Programm abzuarbeiten.
7020: SONDERBETRIEB AKTIVSonderbetrieb: Die Maschinentüre ist offen, dieHilfsantriebe sind eingeschalten, der Schlüssel-schalter ist in der Position „Handbetrieb“ und dieZustimmtaste ist gedrückt.Die Linearachsen können bei offener Türe manu-ell verfahren werden. Der Werkzeugwender kannbei offener Tür nicht geschwenkt werden. EinCNC-Programm kann nur mit stehender Spindel(DRYRUN) und im Einzelsatzbetrieb (SINGLE)ablaufen.Aus Sicherheitsgründen: Die Funktion der Zu-stimmtaste wird nach 40 s automatisch unterbro-chen, die Zustimmtaste muss dann losgelassenund erneut gedrückt werden.

H 4
ALARME UND MELDUNGEN
7021: WERKZEUGWENDERFREIFAHREN
Der Werkzeugwechsel wurde unterbrochen.Verfahrbewegungen sind nicht möglich.Drücken Sie die Werkzeugwendertaste im JOG-Betrieb. Meldung tritt nach Alarm 6040 auf.
7022: WERKZEUGWENDER INITIALISIERENsiehe 7021
7023: WARTEZEIT HAUPTANTRIEB!Der LENZE Frequenzumrichter muss mindestens20 Sekunden lang vom Versorgungsnetz getrenntwerden bevor eine Wiedereinschaltung erfolgendarf. Bei schnellem Tür auf/zu (unter 20 Sekun-den) erscheint diese Meldung.
7038: SCHMIERMITTEL DEFEKTDer Druckschalter ist defekt oder verstopft.NC-Start kann nicht aktiviert werden. Dieser Alarmkann nur durch Aus- und Einschalten der Maschi-ne zurückgesetzt werden.Verständigen Sie den EMCO Kundendienst.
7039: SCHMIERMITTEL DEFEKTZu wenig Schmiermittel, der Druckschalter ist de-fekt.NC-Start kann nicht aktiviert werden.Prüfen Sie das Schmiermittel und führen Sie ei-nen ordnungsgemäßen Schmierzyklus durch oderverständigen Sie den EMCO Kundendienst.
7040: MASCHINENTÜR OFFENDer Hauptantrieb kann nicht eingeschalten wer-den und NC-Start kann nicht aktiviert werden(ausgenommen Sonderbetrieb).Schließen Sie die Türe, um ein CNC-Programmabzuarbeiten.
7042: MASCHINENTÜR INITIALISIERENJede Bewegung bzw. NC-Start ist gesperrt.Öffnen und schließen Sie die Türe, um dieSicherheitskreise zu aktivieren.
7043: SOLLSTÜCKZAHL ERREICHTEine voreingestellte Anzahl von Programmdurch-läufen ist erreicht. NC-Start kann nicht aktiviertwerden. Setzen Sie den Stückzähler zurück, umfortzufahren.
7050: KEIN TEIL GESPANNT!Der Schraubstock ist nach dem Einschalten odernach einem Alarm weder in der vorderen noch inder hinteren Endlage. NC-Start kann nicht akti-viert werden.Verfahren Sie den Schraubstock manuell auf einegültige Endlage.
7051: TEILAPPARAT NICHT VERRIEGELT!Entweder ist der Teilapparat nach dem Einschal-ten der Maschine in einer undefinierten Lage oderdas Verriegelungssignal nach einem Teilungsvor-gang fehlt.Teilungsvorgang auslösen, Verriegelungsberokontrollieren bzw. einstellen.
7054: SCHRAUBSTOCK OFFEN !Ursache: Schraubstock nicht gespannt.Bei Einschalten der Hauptspindel mit M3/M4kommt Alarm 6072 (Schraubstock nicht bereit).Abhilfe: Schraubstock spannen.
7055: WERKZEUGSPANNSYSTEM ÖFFNENWenn ein Wekzeug in der Hauptspindel einge-spannt ist und die Steuerung nicht die dazugehö-rende T-Nummer kennt.Werkzeug bei offener Tür mit den PC-Tasten"Strg" und " 1 " aus der Hauptspindel auswerfen.
7056: SETTINGDATEN FEHLERHAFTEine ungültige Werkzeugnummer ist in denSettingdaten gespeichert.Settingdaten im Maschinenverzeichniss xxxxx.plslöschen
7057: WERKZEUGHALTER BELEGTDas eingespannte Werkzeug kann nicht imWerkzeugwender abgelegt werden da die Positi-on belegt ist.Werkzeug bei offener Tür mit den PC-Tasten"Strg" und " 1 " aus der Hauptspindel auswerfen.
7058: ACHSEN FREIFAHRENDie Position des Werkzeugwenderarmes beimWerkzeugwechsel kann nicht eindeutig definiertwerden.Maschinentüre öffnen, Werkzeugwendermagazinbis auf Anschlag zurückschieben. Im JOG-Modeden Fräskopf bis auf den Z-Ref.Schalter nachoben fahren und dann den Referenzpunkt anfah-ren.
7270: OFFSETABGLEICH AKTIVNur bei PC-MILL 105Offsetabgleich wird durch folgendeBediensequenz ausgelöst.- Referenzpunkt nicht aktiv- Maschine im Referenzmodus- Schlüsselschalter auf Handbetrieb- Tasten STRG (oder CTRL) und gleichzeitig 4
drückenDies muss durchgeführt werden, wenn vor demWerkzeugwechselvorgang die Spindel-positionierung nicht fertig ausgeführt wird(Toleranzfenster zu groß)

H 5
ALARME UND MELDUNGEN
7271: ABGLEICH BEENDET,DATEN GESICHERT
siehe 7270

H 6
ALARME UND MELDUNGEN
6000: NOT AUSDie Not-Aus-Taste wurde gedrückt.Der Referenzpunkt geht verloren, die Hilfsantriebewerden abgeschaltet.Bereinigen Sie die Gefahrensituation und entrie-geln Sie die Not-Aus-Taste.
6001: SPS-ZYKLUSZEITÜBERSCHREITUNGDie Hilfsantriebe werden abgeschaltet.Verständigen Sie den EMCO Kundendienst.
6002: SPS-KEIN PROGRAMM GELADENDie Hilfsantriebe werden abgeschaltet.Verständigen Sie den EMCO Kundendienst.
6003: SPS-KEIN DATENBAUSTEINDie Hilfsantriebe werden abgeschaltet.Verständigen Sie den EMCO Kundendienst.
6004: SPS-RAM SPEICHERFEHLERDie Hilfsantriebe werden abgeschaltet.Verständigen Sie den EMCO Kundendienst.
6007: SICHERHEITSSCHALTUNG DEFEKTEinspeiseschütze für Achs- und Hauptantriebnicht abgefallen.Einspeiseschütze überprüfen, evtl. Kontakte ver-schweißt.
6008: FEHLENDER CAN-TEILNEHMERDie SPS-CAN-Busplatine wird von der Steuerungnicht erkannt.Überprüfen des Schnittstellenkabels, Spannungs-versorgung der CAN-Platine.
6009: SICHERHEITSSCHALTUNG DEFEKTFehler Schrittmotorsystem.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschalten, derReferenzpunkt geht verloren.Verständigen Sie den EMCO Kundendienst.
6010: ANTRIEB X-ACHSE NICHT BEREITDie Schrittmotorkarte ist defekt oder zu heiß, eineSicherung ist defekt, Netzversorgung Über- oderUnterspannung.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschaltet, derReferenzpunkt geht verloren.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6012: ANTRIEB Z-ACHSE NICHT BEREITsiehe 6010.
6013: HAUPTANTRIEB NICHT BEREITDie Hauptantriebsversorgung ist defekt oder derHauptantrieb zu heiß, eine Sicherung ist defekt,Netzversorgung Über- oder Unterspannung.Ein laufendes CNC-Programm wird abgebrochen,die Hilfsantriebe werden abgeschalten.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6014: KEINE HAUPTSPINDELDREHZAHLDieser Alarm wird ausgelöst, wenn die Spindel-drehzahl unter 20 U/min absinkt. Ursache istÜberlast. Ändern Sie die Schnittdaten (Vorschub,Drehzahl, Zustellung).Das CNC-Programm wird abgebrochen, die Hilfs-antriebe werden abgeschalten.
6015: KEINE AWZ-SPINDELDREHZAHLsiehe 6014
6016: AWZ-SIGNAL EINGEKUPPELT FEHLT
6017: AWZ-SIGNAL AUSGEKUPPELT FEHLTBeim kuppelbaren Werkzeugwender wird die Stel-lung des Ein-Auskuppelmagneten mit zwei Berosüberwacht. Damit der Werkzeugwender weiter-schwenken kann muss sichergestellt sein, dassdie Kupplung in hinterer Endlage ist. Ebenso mussbei Betrieb mit angetriebenen Werkzeugen dieKupplung sicher in vorderer Endlage sein.Verkabelung, Magnet, Endlagenberos überprüfenund einstellen.
6021: ZANGE ZEITÜBERWACHUNGWenn beim Schliessen des Spannmittels derDruckschalter nicht innerhalb einer Sekunde an-spricht.
PC TURN 50 / 55 / 105 / 120 / 125 / 155Concept TURN 55 / 105 / 155

H 7
ALARME UND MELDUNGEN
6022: SPANNMITTELPLATINE DEFEKTWenn das Signal "Spannmittel gespannt" dauerndgemeldet wird, obwohl kein Ansteuerbefehl aus-gegeben wird. Platine tauschen.
6023: ZANGE DRUCKÜBERWACHUNGWenn bei geschlossenem Spannmittel der Druck-schalter ausschaltet (Druckluftausfall länger als500ms).
6024: MASCHINENTÜR OFFENDie Türe wurde während einer Bewegung der Ma-schine geöffnet. Ein laufendes CNC-Programmwird abgebrochen.
6025: RÄDERDECKEL OFFENDer Räderdeckel wurde während einer Bewegungder Maschine geöffnet. Ein laufendes CNC-Pro-gramm wird abgebrochen.Schließen Sie den Deckel, um fortzusetzen.
6027: TÜRENDSCHALTER DEFEKTDer Türendschalter der automatischenMaschinentür ist verschoben, defekt oder falschverkabelt.Verständigen Sie den EMCO Kundendienst.
6028: TÜR ZEITÜBERSCHREITUNGDie automatische Türe klemmt, unzureichendeDruckluftversorgung, Endschalter defekt.Türe, Druckluftversorgung und Endschalter über-prüfen oder den EMCO Kundendienst verständi-gen.
6029: PINOLE ZEITÜBERSCHREITUNGWenn die Pinole nicht innerhalb von 10 Sekun-den eine Endlage erreicht.Ansteuerung, Endschalterberos einstellen, oderPinole klemmt.
6030: KEIN TEIL GESPANNTKein Werkstück vorhanden, Schraubstockgegen-lager verschoben, Schaltnocke verschoben, Hard-ware defekt.Einstellen oder den EMCO Kundendienst verstän-digen.
6031: PINOLE AUSGEFALLEN
6032: WZW-SCHWENKZEIT-ÜBERSCHREITUNG VW
siehe 6041.
6033: WZW-SYNC-IMPULS FEHLERHAFTHardware defekt.Verständigen Sie den EMCO Kundendienst.
6037: FUTTER ZEITÜBERSCHREITUNGWenn beim Schliessen des Spannmittels derDruckschalter nicht innerhalb einer Sekunde an-spricht.
6039: FUTTER DRUCKÜBERWACHUNGWenn bei geschlossenem Spannmittel der Druck-schalter ausschaltet (Druckluftausfall länger als500ms).
6040: WZW-STATISCHEVERRIEGELUNGSÜBERWACHUNG
Der Werkzeugwender ist in keiner verriegelten Po-sition, Werkzeugwender-Geberplatine defekt, Ver-kabelung defekt, Sicherung defekt.Schwenken Sie den Werkzeugwender mit derWerkzeugwendertaste, überprüfen Sie die Siche-rungen oder EMCO Kundendienst verständigen.
6041: WZW-SCHWENKZEIT-ÜBERSCHREITUNG VW
Werkzeugwenderscheibe klemmt (Kollision?), Si-cherung defekt, Hardware defekt.Ein laufendes CNC-Programm wird abgebrochen.Überprüfen Sie auf Kollisionen, überprüfen Siedie Sicherungen oder verständigen Sie den EMCOKundendienst.
6042: THERMISCHE STÖRUNG WZWWerkzeugwendermotor zu heiss.Mit dem Werkzeugwender dürfen max. 14Schwenkvorgänge pro Minute durchgeführt wer-den.
6043: WZW-SCHWENKZEIT-ÜBERSCHREITUNG RW
Werkzeugwenderscheibe klemmt (Kollision?), Si-cherung defekt, Hardware defekt.Ein laufendes CNC-Programm wird abgebrochen.Überprüfen Sie auf Kollisionen, überprüfen Siedie Sicherungen oder verständigen Sie den EMCOKundendienst.
6044: BREMSWIDERSTAND -HAUPTANTRIEB ÜBERLASTET
Anzahl der Drehzahländerungen im Programm re-duzieren.
6045: WZW-SYNC-IMPULS FEHLTHardware defekt.Verständigen Sie den EMCO Kundendienst.
6046: WZW-ENCODER DEFEKTSicherung defekt, Hardware defekt.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
H 8
ALARME UND MELDUNGEN
6048: FUTTER NICHT BEREITEs wurde versucht, bei offenem Futter oder ohnegespanntes Werkstück die Spindel zu starten.Futter blockiert mechanisch, Druckluftversorgungunzureichend, Sicherung defekt, Hardware defekt.Überprüfen Sie die Sicherungen oder verständi-gen Sie den EMCO Kundendienst.
6049: ZANGE NICHT BEREITsiehe 6048.
6050: M25 BEI LAUFENDER HAUPTSPINDELBei M25 muss die Hauptspindel stehen (Auslauf-phase beachten, evtl. Verweilzeit programmieren).
6055: KEIN TEIL GESPANNTDieser Alarm tritt auf, wenn bei bereits drehenderHauptspindel das Spannmittel oder die Pinole eineEndlage erreichen.Das Werkstück wurde aus dem Spannmittel ge-schleudert oder von der Pinole in das Spannmittelgedrückt. Spannmitteleinstellungen, Spannkräftekontrollieren, Schnittwerte ändern.
6056: PINOLE NICHT BEREITEs wurde versucht, bei undefinierterPinolenposition die Spindel zu starten, eine Ach-se zu bewegen oder den Werkzeugwender zubewegen.Pinole blockiert mechanisch (Kollision?),Druckluftversorgung unzureichend, Sicherung de-fekt, Magnetschalter defekt.Überprüfen Sie auf Kollisionen, überprüfen Siedie Sicherungen oder verständigen Sie den EMCOKundendienst.
6057: M20/M21 BEI LAUFENDER HAUPT-SPINDEL
Bei M20/M21 muss die Hauptspindel stehen (Aus-laufphase beachten, evtl. Verweilzeit programmie-ren).
6058: M25/M26 BEI AUSGEFAHRENERPINOLE
Um das Spannmittel in einem NC-Programm mitM25 oder M26 zu betätigen, muss sich die Pinoleinder hinteren Endlage befinden.
6059: C-ACHSE SCHWENKZEIT-ÜBERSCHREITUNG
C-Achse schwenkt innerhalb von 4 Sekundennicht ein.Grund: zu wenig Luftdruck, bzw. Mechanik ver-klemmt.
6060: C-ACHSE VERRIEGELUNGS-ÜBERWACHUNG
Beim Einschwenken der C-Achse spricht derEndschalter nicht an.Pneumatik, Mechanik und Endschalter überprü-fen.
6064: TÜRAUTOMATIK NICHT BEREITDie Türe steckt mechanisch (Kollision?), unzurei-chende Druckluftversorgung, Endschalter defekt,Sicherung defekt.Überprüfen Sie auf Kollisionen, überprüfen Siedie Sicherungen oder verständigen Sie den EMCOKundendienst.
6065: STÖRUNG LADEMAGAZINLader nicht bereit.Überprüfen Sie, ob der Lader eingschaltet, richtigangeschlossen und betriebsbereit ist, bzw. Laderdeaktivieren (WinConfig).
6066: STÖRUNG SPANNMITTELKeine Druckluft am SpannmittelPneumatik und Lage der Spannmittelberos über-prüfen.
6067: KEINE DRUCKLUFTDruckluft einschalten, Druckschaltereinstellungkontrollieren.
7000: FALSCHES T-WORT PROGRAMMIERTProgrammierte Werkzeugposition größer als 8.Ein laufendes CNC-Programm wird angehalten.Programm mit RESET abbrechen, Programm be-richtigen
7007: VORSCHUB STOPIm Robotik-Betrieb liegt ein HIGH Signal am Ein-gang E3.7. Vorschub Stop ist aktiv, bis ein LOWSignal am Eingang E3.7 anliegt.
7016: HILFSANTRIEBE EINSCHALTENDie Hilfsantriebe sind abgeschaltet. Drücken Siedie AUX ON Taste für mindestens 0,5 s (damitwird unbeabsichtigtes Einschalten verhindert), umdie Hilfsantriebe einzuschalten (ein Schmier-impuls wird ausgelöst)
7017: REFERENZPUNKT ANFAHRENFahren Sie den Referenzpunkt an.Wenn der Referenzpunkt nicht aktiv ist, sind ma-nuelle Bewegungen der Vorschubachsen nur mitSchlüsselschalterposition „Handbetrieb“ möglich.
H 9
ALARME UND MELDUNGEN
7018: SCHLÜSSELSCHALTERUMSCHALTEN
Beim Aktivieren von NC-Start war der Schlüssel-schalter auf Position „Handbetrieb“.NC-Start kann nicht aktiviert werden.Schalten Sie den Schlüsselschalter um, um einCNC-Programm abzuarbeiten.
7019: STÖRUNG PNEUMATIKÖLERPneumatiköl nachfüllen
7020: SONDERBETRIEB AKTIVSonderbetrieb: Die Maschinentüre ist offen, dieHilfsantriebe sind eingeschalten, der Schlüssel-schalter ist in der Position „Handbetrieb“ und dieZustimmtaste ist gedrückt.Die Linearachsen können bei offener Türe manu-ell verfahren werden. Der Werkzeugwender kannbei offener Tür geschwenkt werden. Ein CNC-Programm kann nur mit stehender Spindel(DRYRUN) und im Einzelsatzbetrieb (SINGLE)ablaufen.Aus Sicherheitsgründen: Die Funktion der Zu-stimmtaste wird nach 40 s automatisch unterbro-chen, die Zustimmtaste muss dann losgelassenund erneut gedrückt werden.
7021: WERKZEUGWENDERFREIFAHREN
Der Werkzeugwechsel wurde unterbrochen.Spindelstart und NC Start sind nicht möglich.Drücken Sie die Werkzeugwendertaste im RE-SET-Zustand der Steuerung.
7022: AUFFANGSCHALENÜBERWACHUNGZeitüberschreitung der Schwenkbewegung.Kontrollieren Sie die Pneumatik, bzw. ob die Me-chanik verklemmt ist (evtl. Werkstück einge-klemmt).
7023: DRUCKSCHALTER EINSTELLEN !Während dem Öffnen und Schließen des Spann-mittels muss der Druckschalter einmal aus/ein-schalten.Druckschalter einstellen, ab PLC-Version 3.10gibt es diesen Alarm nicht mehr.
7024: SPANNMITTELBERO EINSTELLEN !Bei offenem Spannmittel und aktiver Endlagen-überwachung muss der jeweilige Bero die Geöff-net-Stellung rückmelden.Spannmittelbero überpüfen und einstellen, Ver-kabelung überpüfen.
7025 WARTEZEIT HAUPTANTRIEB !Der LENZE Frequenzumrichter muss mindestens20 Sekunden lang vom Versorgungsnetz getrenntwerden bevor eine Wiedereinschaltung erfolgendarf. Bei schnellem Tür auf/zu (unter 20 Sekun-den) erscheint diese Meldung.
7038: SCHMIERMITTEL DEFEKTDer Druckschalter ist defekt oder verstopft.NC-Start kann nicht aktiviert werden. Dieser Alarmkann nur durch Aus- und Einschalten der Maschi-ne zurückgesetzt werden.Verständigen Sie den EMCO Kundendienst.
7039: SCHMIERMITTEL DEFEKTZu wenig Schmiermittel, der Druckschalter ist de-fekt.NC-Start kann nicht aktiviert werden.Prüfen Sie das Schmiermittel und führen Sie ei-nen ordnungsgemäßen Schmierzyklus durch oderverständigen Sie den EMCO Kundendienst.
7040: MASCHINENTÜR OFFENDer Hauptantrieb kann nicht eingeschalten wer-den und NC-Start kann nicht aktiviert werden(ausgenommen Sonderbetrieb).Schließen Sie die Türe, um ein CNC-Programmabzuarbeiten.
7041: RÄDERDECKEL OFFENDie Hauptspindel kann nicht eingeschalten wer-den und NC-Start kann nicht aktiviert werden.Schließen Sie den Räderdeckel, um ein CNC-Pro-gramm zu starten.
7042: MASCHINENTÜR INITIALISIERENJede Bewegung im Arbeitsraum ist gesperrt.Öffnen und schließen Sie die Türe, um dieSicherheitskreise zu aktivieren.
7043: SOLLSTÜCKZAHL ERREICHTEine voreingestellte Anzahl von Programmdurch-läufen ist erreicht. NC-Start kann nicht aktiviertwerden. Setzen Sie den Stückzähler zurück, umfortzufahren.
7048: FUTTER OFFENDiese Meldung zeigt an, daß das Futter nicht ge-spannt ist. Sie verschwindet, sobald ein Werk-stück gespannt wird.
7049: FUTTER - KEIN TEIL GESPANNTKein Werkstück ist gespannt, das Einschalten derSpindel ist gesperrt.

H 10
ALARME UND MELDUNGEN
7050: ZANGE OFFENDiese Meldung zeigt an, daß die Zange nicht ge-spannt ist. Sie verschwindet, sobald ein Werk-stück gespannt wird.
7051: ZANGE - KEIN TEIL GESPANNTKein Werkstück ist gespannt, das Einschalten derSpindel ist gesperrt.
7052: PINOLE IN ZWISCHENSTELLUNGDie Pinole ist in keiner definierten Position.Alle Achsbewegungen, die Spindel und der Werk-zeugwender sind gesperrt.Verfahren Sie die Pinole in die hintere Endlageoder spannen Sie ein WErkstück mit der Pinole.
7053: PINOLE - KEIN TEIL GESPANNTDie Pinole ist bis auf die vordere Endlage verfah-ren.Um weiterzuarbeiten müssen Sie die Pinole zu-erst ganz zurück in die hintere Endlage verfah-ren.
7054: SPANNMITTEL - KEIN TEIL GE-SPANNT
Kein Werkstück ist gespannt, das Einschalten derSpindel ist geperrt.
7055: SPANNMITTEL OFFENDiese Meldung zeigt an, dass das Spannmittelnicht im Spannzustand ist. Sie verschwindet, so-bald ein Werkstück gespannt wird.

H 11
ALARME UND MELDUNGEN
���������������
Achscontrolleralarme
8000 Fataler Fehler AC
8100 Fataler Initialisierungsfehler ACUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8101 Fataler Initialisierungsfehler ACsiehe 8100.
8102 Fataler Initialisierungsfehler ACsiehe 8100.
8103 Fataler Initialisierungsfehler ACsiehe 8100.
8104 Fataler AC Systemfehlersiehe 8100.
8105 Fataler Initialisierungsfehler ACsiehe 8100.
8106 Keine PC-COM Karte wurde gefundenUrsache: PC-COM Karte kann nicht angesteuert
werden (ev. nicht eingebaut).Abhilfe: Karte einbauen, andere Adresse mit Jum-
per einstellen
8107 PC-COM Karte reagiert nichtsiehe 8106.
8108 Fataler Fehler auf PC-COM Kartesiehe 8106.
8109 Fataler Fehler auf PC-COM Kartesiehe 8106.
8110 PC-COM Initmessage fehltUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8111 PC-COM Konfigurationsfehlersiehe 8110.
8113 Ungültige Daten (pccom.hex)siehe 8110.
8114 Programmierfehler auf PC-COMsiehe 8110.
8115 PC-COM Programmpaketquittung fehltsiehe 8110.
8116 PC-COM Hochlauffehlersiehe 8110.
8117 Fataler Initdatenfehler(pccom.hex)siehe 8110.
8118 Fataler Initfehler ACsiehe 8110, ev. zu wenig RAM-Speicher
8119 PC Interrupt Nummer nicht möglichUrsache: Die PC-Interrupt-Nummer kann nicht ver-
wendet werden.
Abhilfe: In der Windows95 Systemsteuerung mitProgramm System freie Interrupt-Nummerermitteln (erlaubt: 5,7,10, 11, 12, 3, 4 und5) und diese Nummer in WinConfig eintra-gen.
8120 PC Interrupt nicht freigebbarsiehe 8119
8121 Ungültiges Kommando an PC-COMUrsache: Interner Fehler oder Kabel defektAbhilfe: Kabel überprüfen (anschrauben); Software
neu starten oder bei Bedarf neu installie-ren, Fehler an EMCO melden.
8122 Interne AC Mailbox vollUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8123 RECORD Datei nicht erstellbarUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8124 RECORD Datei nicht beschreibbarUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8125 Zuwenig Speicher für RecordpufferUrsache: Zuwenig RAM-Speicher, Aufzeichnungs-
zeit zu groß.Abhilfe: Software neu starten, bei Bedarf Treiber
usw. entfernen, um Speicher verfügbar zumachen, Aufzeichnungszeit verringern.
8126 AC Interpolator läuft zu langeUrsache: Ev. ungenügende Rechnerleistung.Abhilfe: Mit WinConfig längere Interruptzeit ein-
stellen. Dadurch kann jedoch eine schlech-tere Bahngenauigkeit entstehen.
8127 Zuwenig Speicher im ACUrsache: Zuwenig RAM-SpeicherAbhilfe: Andere laufende Programme beenden,
Software neu starten, bei Bedarf Treiberusw. entfernen, um Speicher verfügbar zumachen.
8128 Unbekannte Meldung im AC empfangenUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8129 Fehlerhafte MSD, Achszuordnungsiehe 8128.
8130 Interner Init-Fehler ACsiehe 8128.
H 12
ALARME UND MELDUNGEN
8131 Interner Init-Fehler ACsiehe 8128.
8132 Achse von mehreren Kanälen belegtsiehe 8128.
8133 Zuwenig NC Satzspeicher AC (IPO)siehe 8128.
8134 Zuviele Mittelpunkte für Kreissiehe 8128.
8135 Zuwenig Mittelpunkte für Kreissiehe 8128.
8136 Kreisradius zu kleinsiehe 8128.
8137 Ungültige HelixachseUrsache: Falsche Achse für Helix. Die Achs-
kombination von Kreisachsen und Linear-achse stimmt nicht.
Abhilfe: Programm korrigieren.
8140 Maschine (ACIF) meldet sich nichtUrsache: Maschine nicht eingeschaltet oder ange-
schlossen.Abhilfe: Maschine einschalten bzw. anschließen.
8141 Interner PC-COM FehlerUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO Kundendienstmelden.
8142 Programmierfehler ACIFUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO Kundendienstmelden.
8143 ACIF Programmpaketquittung fehltsiehe 8142.
8144 ACIF Hochlauffehlersiehe 8142.
8145 Fataler Initdatenfehler(acif.hex)siehe 8142.
8146 Achse mehrfach angefordertsiehe 8142.
8147 Ungültiger PC-COM Zustand (DPRAM)siehe 8142.
8148 Ungültiges PC-COM Kommando (KNr)siehe 8142.
8149 Ungültiges PC-COM Kommando (Len)siehe 8142.
8150 Fataler ACIF Fehlersiehe 8142.
8151 AC Init Fehler (RPF Datei fehlt)siehe 8142.
8152 AC Init Fehler (RPF Datei Format)siehe 8142.
8153 FPGA Programmiertimeout am ACIFsiehe 8142.
8154 Ungültiges Kommando an PC-COMsiehe 8142.
8155 Ungültige FPGA Prog.-Paketquittungsiehe 8142 bzw. Hardware-Fehler auf ACIF-Platine(EMCO Service verständigen).
8156 Syncsuche mehr als 1.5 Umdrehungensiehe 8142 bzw. Hardware-Fehler bei Bero (EMCOService verständigen).
8157 Datenaufzeichnung fertigsiehe 8142.
8158 Berobreite (Referenzieren) zu großsiehe 8142 bzw. Hardware-Fehler bei Bero (EMCOService verständigen).
8159 Funktion nicht implementiertBedeutung: Diese Funktion kann im Normalbetrieb
nicht ausgeführt werden.
8160 Drehüberwachung Achse 3..7Ursache: Achse dreht durch bzw. Schlitten blockiert,
die Achssynchronisation wurde verlorenAbhilfe: Referenzpunkt anfahren.
8161 DAU Begrenzung X, Achse außer TrittSchrittverlust des Schrittmotors. Ursachen:- Achse mechanisch blockiert- Achsriemen defekt- Beroabstand zu groß (>0,3mm) oder Bero de-
fekt- Schrittmotor defekt
8162 DAU Begrenzung Y, Achse außer Tritt
siehe 8161
8163 DAU Begrenzung Z, Achse außer Trittsiehe 8161
8164 Softwaerendschalter Max Achse 3..7Ursache: Achse am Ende des VerfahrbereichsAbhilfe: Achse zurückfahren
8168 Softwaerendschalter Min Achse 3..7Ursache: Achse am Ende des VerfahrbereichsAbhilfe: Achse zurückfahren
8172 Kommunikationsfehler zur MaschineUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.Verbindung PC-Maschine prüfen, ev. Stör-quellen beseitigen.
8173 INC Befehl bei laufendem ProgrammAbhilfe: Programm mit NC-Stop oder Reset anhal-
ten. Achse verfahren
8174 INC Befehl nicht erlaubtUrsache: Achse ist zur Zeit in BewegungAbhilfe: Warten bis Achse steht und danach Achse
verfahren.
H 13
ALARME UND MELDUNGEN
8175 Öffnen der MSD Datei nicht möglichUrsache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8176 Öffnen der PLS Datei nicht möglichsiehe 8175.
8177 Lesen von PLS Datei nicht möglichsiehe 8175.
8178 Schreiben auf PLS Datei nicht möglsiehe 8175.
8179 Öffnen der ACS Datei nicht möglichsiehe 8175.
8180 Lesen von ACS Datei nicht möglichsiehe 8175.
8181 Schreiben auf ACS Datei nicht möglsiehe 8175.
8183 Getriebestufe zu großUrsache: Gewählte Getriebestufe an Maschine nicht
erlaubt
8184 Ungültiges Interpolationskommando
8185 Verbotene MSD Datenänderungsiehe 8175.
8186 Öffnen der MSD Datei nicht mögl.siehe 8175.
8187 PLC Programm fehlerhaftsiehe 8175.
8188 Fehlerhaftes Getriebestufenkomm.siehe 8175.
8189 Fehlerhafte OB-AC Kanalzuordnungsiehe 8175.
8190 Ungültiger Kanal in Kommandosiehe 8175.
8191 Falsche Jog VorschubseinheitUrsache: Maschine unterstützt Umdrehungsvor-
schub im JOG Betrieb nichtAbhilfe: Softwareupdate bei EMCO anfordern
8192 Ungültige Achse verwendetsiehe 8175.
8193 Fataler SPS Fehlersiehe 8175.
8194 Gewinde ohne Start-ZieldifferenzUrsache: Programmierte. Zielkoordinaten sind mit
Startkoordinaten identischAbhilfe: Zielkoordinaten korrigieren
8195 Keine Gewindesteig. in führ. AchseAbhilfe: Gewindesteigung programmieren
8196 Zu viele Achsen für GewindeAbhilfe: max. 2 Achsen für Gewinde programmieren.
8197 Gewindeweg zu kurzUrsache: Gewindelänge zu kurz.
Beim Übergang von einem Gewinde aufein anderes muss die Länge des zweitenGewindes ausreichen, um ein korrektesGewinde zu drehen.
Abhilfe: Zweites Gewindes verlängern oder durchGeradenstück (G1) ersetzen.
8198 Interner Fehler (zu viele Gewinde)siehe 8175.
8199 Interner Fehler (Gewindezustand)Ursache: Interner FehlerAbhilfe: Software neu starten oder bei Bedarf neu
installieren, Fehler an EMCO melden.
8200 Gewinde ohne laufende SpindelAbhilfe: Spindel einschalten
8201 Interner Gewindefehler(IPO)siehe 8199.
8202 Interner Gewindefehler(IPO)siehe 8199.
8203 Fataler AC Fehler (0-Ptr IPO)siehe 8199.
8204 Fataler Init Fehler: PLC/IPO läuftsiehe 8199.
8205 PLC LaufzeitüberschreitungUrsache: Zu geringe Rechnerleistung
8206 SPS M-Gruppeninitialisierung falschsiehe 8199.
8207 Ungültige SPS-Maschinendatensiehe 8199.
8208 Ungült. Anwendungskommando an ACsiehe 8199.
8212 Rundachse ist nicht erlaubtsiehe 8199.
8213 Kreis mit Rundachse kann nicht inter-poliert werden8214 Gewinde mit Rundachsinterpolationnicht erlaubt
8215 Ungültiger Zustandsiehe 8199.
8216 Achstyp nicht Rundachse bei Rund-achsumschaltungsiehe 8199.
8217 Achstyp nicht erlaubt!Ursache: Umschalten im Rundachsbetrieb bei ein-
geschalteter SpindelAbhilfe: Spindel anhalten und Rundachsum-
schaltung durchführen.
8218 Rundachsreferenzieren ohne angewähl-te Rundachse im Kanalsiehe 8199.
H 14
ALARME UND MELDUNGEN
8219 Gewinde Ohne Drehgeber nicht erlaubt!Ursache: Gewindeschneiden bzw. –bohren nur bei
Spindeln mit Drehgebern möglich
8220 Pufferlänge für PC Sende-Message zugroßsiehe 8199.
8221 Spindelfreigabe obwohl Achstyp nichtSpindel ist!siehe 8199.
8222 Die neue Masterspindel ist nicht gültig!Ursache: Angegebene Masterspindel bei Master-
spindelumschaltung nicht gültig.Abhilfe: Spindelnummer korrigieren.
8224 Ungültiger Genauhaltmodus!siehe 8199.
8225 Falsche Parameter in BC_MOVE_TO_IO!Ursache: Maschine ist für Messtaster nicht konfigu-
riert. Verfahrbewegung mit Rundachse beiMesstasterbetrieb nicht erlaubt.
Abhilfe: Rundachsbewegung aus Verfahr-bewegung entfernen.
8226 Rundachsumschaltung nicht erlaubt(MSD Einstellung)!Ursache: Angegebene Spindel besitzt keine Rund-
achse
8228 Rundachsumschaltung bei bewegtenAchsen nicht erlaubt!Ursache: Rundachse bewegte sich bei Umschal-
tung in den Spindelbetrieb.Abhilfe: Rundachse vor Umschaltung anhalten.
8229 Spindeleinschalten bei aktiver Rund-achse nicht erlaubt!
8230 Programmstart nicht erlaubt da Rund-achse nicht auf Spindel geschaltet ist!8231 Achskonfiguration (MSD) für TRANSMITnicht gültig!Ursache: Transmit an dieser Maschine nicht mög-
lich.
8232 Achskonfiguration (MSD) für TRACYLnicht gültig!Ursache: Tracyl an dieser Maschine nicht möglich.
8233 Achse während TRANSMIT/TRACYLnicht verfügbar!Ursache: Programmierung der Rundachse während
Transmit/Tracyl nicht erlaubt.
8234 Reglerfreigabe durch SPS währendAchsinterpolation weggenommen!Ursache: interner FehlerAbhilfe: Fehler mit Reset löschen und an EMCO
melden.
8235 Interpolation ohne Reglerfreigabe durchSPS!siehe 8234.
8236 TRANSMIT/TRACYL Aktivierung beibewegter Achse/Spindel nicht erlaubt!siehe 8234.
8237 Poldurchfahrt bei TRANSMIT!Ursache: Durchfahren der Koordinaten X0 Y0 bei
Transmit nicht erlaubt.Abhilfe: Verfahrbewegung verändern.
8238 Vorschubsgrenze TRANSMIT über-schritten!Ursache: Verfahrbewegung kommt zu nahe an die
Koordinaten X0 Y0. Um den programmier-ten Vorschub einzuhalten, müsste diemaximale Geschwindigkeit der Rundachseüberschritten werden.
Abhilfe: Vorschub reduzieren. In WinConfig in dieMSD-Einstellungen bei Allgemeine MSDDaten / C-Achse Vorschubsbegrenzungden Wert auf 0.2 stellen. Der Vorschubwird dann automatisch in der Nähe derKoordinaten X0 Y0 reduziert.
8239 DAU auf 10V Limit aufgelaufen!Ursache: interner FehlerAbhilfe: Software neu starten oder neu installieren,
Fehler an EMCO melden.
8240 Funktion nicht erlaubt bei aktiver Trans-formation (TRANSMIT/TRACYL)!Ursache: Jog und INC-Betrieb während Transmit in
X/C und bei Tracyl in der Rundachse nichtmöglich.
8241 TRANSMIT ist nicht freigegeben (MSD)!Ursache: Transmit an dieser Maschine nicht mög-
lich.
8242 TRACYL ist nicht freigegeben (MSD)!Ursache: Tracyl an dieser Maschine nicht möglich.
8243 Rundachse nicht erlaubt bei aktiverTransformation!Ursache: Programmierung der Rundachse während
Transmit/Tracyl nicht erlaubt.
8245 TRACYL Radius = 0!Ursache: Bei der Anwahl von Tracyl wurde ein Radi-
us von 0 verwendet.Abhilfe: Radius korrigieren
8246 Offsetabgleich in diesem Zustand nichterlaubt!siehe 8239.
8247 Offsetabgleich: MSD Datei kann nichtgeschrieben werden!
8248 Zyklischer Überwachungsalarm!Ursache: Kommunikation mit der Maschinentastatur
ist abgebrochenAbhilfe: Software neu starten oder neu installieren,
Fehler an EMCO melden.
8249 Achsstillstandsüberwachungs - Alarm!siehe 8239.

H 15
ALARME UND MELDUNGEN
8250 Spindelachse ist nicht im Rundachs-betrieb!siehe 8239.
8251 Steigung bei G331/G332 fehlt!Ursache: Gewindesteigung fehlt oder Start- und Ziel-
koordinaten sind identischAbhilfe: Gewindesteigung programmieren.
Zielkoordinaten korrigieren.
8252 Mehrere oder keine Linearachse beiG331/G332 programmiert!Abhilfe: Genau eine Linearachse programmieren.
8253 Drehzahlwert bei G331/G332 und G96fehlt!Ursache: Keine Schnittgeschwindigkeit program-
miert.Abhilfe: Schnittgeschwindigkeit programmieren.
8254 Wert für den Gewinde-Startpunktversatzungültig!Ursache: Startpunktversatz nicht im Bereich 0 bis
360°.Abhilfe: Startpunktversatz korrigieren.
8255 Referenzpunkt liegt außerhalb desgültigen Bereichs (SW Endschalter)!Ursache: Referenzpunkt wurde außerhalb der
Softwarendschalter definiert.Abhilfe: Referenzpunkte in WinConfig korrigieren.
8256 Zu geringe Drehzahl für G331!Ursache: Während des Gewindebohrens ist die
Spindeldrehzahl gesunken. Eventuell wur-de falsche Steigung verwendet oder dieKernbohrung ist nicht korrekt.
Abhilfe: Gewindesteigung korrigieren. Durchmes-ser der Kernbohrung anpassen.
8257 Echtzeitmodul nicht aktiv oder PCI-Karte nicht gefunden!Ursache: ACC konnte nicht korrekt gestartet werden
oder die PCI Karte im ACC wurde nichterkannt.
Abhilfe: Fehler an EMCO melden.
8258 Fehler beim Allokieren der Linuxdaten!siehe 8239.
8259 Fehlerhaftes Folgegewinde!Ursache: Bei einer Gewindekette wurde ein Satz
ohne Gewinde G33 programmiert.Abhilfe: Programm korrigieren.
8261 Kein gültiges Folgegewinde innerhalbder Gewindekette !Ursache: Folgegewinde wurde bei einer Gewinde-
kette nicht programmiert, Anzahl muss mitder zuvor definierten inSETTHREADCOUNT() übereinstimmen.
Abhilfe: Anzahl der Gewinde in der Gewindekettekorrigieren Gewinde hinzufügen
8262 Referenzmarken liegen zu weit ausein-ander !Ursache: Einstellungen des Linearmaßstabes wur-
den verändert oder der Linearmaßstab istdefekt.
Abhilfe: Einstellungen korrigieren. EMCO kontak-tieren.
8263 Referenzmarken liegen zu weit zusam-men !siehe 8262.
22000 Getriebestufenwechsel nicht erl.Ursache: Getriebestufenwechsel bei eingeschalte-
ter Spindel.Abhilfe: Spindel anhalten und Getriebestufen-
wechsel durchführen.
22270 Vorschub zu groß (Gewinde)Ursache: Gewindesteigung zu groß / fehlt, Vorschub
bei Gewinde erreicht 80% EilgangAbhilfe: Programm korrigieren, kleinere Steigung
oder kleinere Drehzahl bei Gewinde

H 16
ALARME UND MELDUNGEN

���������������������������
����
������������ �
������������ ����
������������������������ ������������������������������������������� ���� ������������� ������� ����� ������������������������������������
� ����������� �� ������ !�" ����#������������!��� ����$����!��%
�� !�� &�'('� )��������� ��� �*������+��$�
��!���" ������������� ����������%� ������� !��������������*�������+��$������ !�����������
� �������������� �� ������ !�" ����#������������!���,�� !��#�����-
��!��!���������������!���" ������������� ����������%� ������
� !��������������*�������+��$������ !�����������
�� ����� ��������� ���� ��!���" ������������ !������� !�"�� #���$��� ���%���$�
��� !�" .���� !%�����.��� !���/�0�1��������%�� !����+23425%�6������/�0������73
��!���" .��� !����16�����!1!�8�������������� ����� &���' ���$� (�� )�����**���
��� !�" ������ !��)�����9+�:%��;%��2<������#�����=����� ���
��!���" ������������ !������� ����� +�,-. !�� -� ���/
��� !�" ���#�����>�� 1�����������������!���"������������� !������� ����� ��&%0�& ��$�� ����**���
��� !�" )��6������1��������$�1���!��������������������8����������-����#������=������������-���������������=���������� ������� ��>�� 1��������-� =�����������1�� ��1�
��!���" ������������ !������1 ����� 0��� �� 2�3��� ��&%0�&
?�!��� ���� ���� ����� ��6!� ���� ?�$��������� ��8����������!���" ������������ !������4 ����� &�� (���3$��� �� ��&%0�&
��� !�" )�����6� !������� ������?�$��������� ��8���������� !�������
��!���" ������������ !�����1� ����� &�����5���-��� ��&%0�&
��� !�" ���#������=�����������%�8��������������=���������� ��������>�� 1��������%=������������1�� ��1%�=����������1���.� �����
��!���" ������������ !�����
6� ����� 0���$�� 0���3�� % �� ���3����� !�" ���� =������������� 16�� !��� ���� ���
?�� 4 ����&�����������#���6��������%�����1�� ��1�
��!���" ������������ !�����6� ����� ��������� &�����-��
��� !�" ��������8�������������������������������� !� ����=�����1���
��!���" ������������ !�����6� ����� 0���$� ����*������,���
��� !�" ��������8�������������������������������� !� ����=�����1��%����#����������������������
��!���" ������������ !�����67 ����� 0���$�� +��,�3��
��� !�" 7�������8�������������>�� �� ��� ���=�����1������� !����6������ ������������� !� ����� !����8�� ��
��!���" ������������ !�����64 ����� 0��� �* &�����-��
��� !�" ���#��������������8�������������!���" ������������ !�����68 ����� &�����-�� ��$�� ����**���
��� !�" ,�� ����� �$�1�� �!��� �������������� 8�����������%� ������������ 6$!����� �������=�����1����
��!���" ������������ !�����69 !�"�� ������** ��$�� ��� �
��� !�" �������������� !�����!����%��� !��>�� ��# 8���������1�� !���
��!���" ��������6!� ����������%��������������%�>�� ��# 8���������1�� !�����������
7� ����� ���-��**� ��$�� ��� ���� !�" �8����1����� !������������!���" ������������ !�����7� ����� 2���*��� :;,�����
��� !�" ������1$!������������8����������������#���%� .��� !��@/0%� +�6��������������!�4@/0%� �8������� ��!�4@/04���#���%&# 1���!�!��1�� ���%���1��������4A��!�%� ������7�����6�����!����� ��!�4���#���%�,��������1����$ !������ !������!�4���#���%������������8���������!�4���#���%�B������ !�������,C ��������@0%,C �����8�� �� ��!�4���#���%� +�6��������8�� ����!�4���#���%�>�� 1����1�����D�
��!���" ������������ !�����7� ����� ��������� :;,������
��� !�" �4A���!�%��� !�����������!���" ������������ !�����

���������������������������
���'
������������ �
4� !�"�� :� 3��� �)�$����� !�" �������!��1��6����� ���������������8���
!����!���" ��� �������>���E>�� ��6��������
� !��D��%���������������������������8�� !������������%�������������
4� ������** ��$�� ��� ���� !�" ������������� !����������-
������������������ !� ��������������6$!�-
��!���" ����������� !���������������������������-����������6$!���
4� "��� *�� ��* ��*� ������� �������!���" �����������������6$!��44 ����� ����)�����**���� -� ��
��� !�" �����8��������1���������� ! !�����!���" ������������ !�����8� ����� &��� ��$�� �� �,�. (��
��� !�" =������� !����� �������� !����� ������)����8����������
��!���" ������������ !������1� ����� ��������� <�/������,������ !�" ?� !���7D����� ����91���"�0<�8������
�������!���" ������������ !������1� 0���$�� ��*�����������$���� !�" �������+��� ���������6����� ������������
���#�������������������� !������������!���" �������������� !����������6 "�����3�$���� =��� !�" ���� � !���������� ������ ���� ���� ��������������� !����!��� !�����!�����!���" ,���������%�.��� !��� ����������%�� !���
�������F�� !��$���� ����8�#���%�&������1�8�� ����!���
��6 "�����3�$���� >���!������(�3��6 "�����3�$���� :���!������(�36�� ����� :��)��,� ����� 2������ ���.��� !�" ,��8�� �%�=����1��8�� �������=���������
�D��!����������������������1�����!���" ������������ !�����6�� ����� :��)��,� ��/����� �+�(� �$����.��� !�" ,��8�� �%�=����1��8�� �������=���������
�D��!����������6���)��� !�����!���" ������������ !�����6�� !�"�� ���3���(� �$����� =��� !�" �>�)��� !�������G�#����!�����!���" �����1��# �!���6�� !�"�� ���3���(� �$����� >���!��3�06�� !�"�� ���3���(� �$����� :���!��3�0
�6�� !�"�� �;�$��������������� 2���!���" &)�)H%� ���� 6�����!����� ���������� �
)7�E������
�6�� !�"�� �;�$��������������� 2����!��'30�
�6�� !�"�� �;�$��������������� 2����!��'30�
�6�1 !�"�� &�� �)�$�� �� ?���)������ !�" ,��6�����&�7��8�� !��%�?������1�������
������������ !����!������ !��!���" ��� �������>���E>�� ��6��������
� !��D��%����������������%������������������� ���������� 9��� ��HE�)G)����H������E�?�+��I�<%� ������������
�6�6 !�"�� &�� �)�$�� �� ?���)������!��'30J
�6�7 !�"�� :� 3��� �2< �)�$�����!��'30J
�6�4 !�"�� ���-)��,� ��$�� ���$����!���" &������18�� ����!���
�6�8 !�"�� ?����� 0��� �� &����!���" &)�)H%� ���� 6�����!����� ���������� �
)7�E������
�6�� !�"�� 0��� � ��186 @����*���� !�" ����� ������������ 6������ �� !�� �
���6�������� &�J;3� H����!���� ��������������6$!���������F������������H�����!�������9��< � !� �������9���< ����9�F�<97H< ����������������
��!���" &�J;3� H����!���� 97� !���%� �����������������<����� !���%�=���������� � ��%�H��������� ����������%�����6������!�����������������)7�E������
�6�� !�"�� 0��� �� ��186 &�**���,�������!���" ������4���� !���%�����6�����!���������
���������)7�E������
�6�� !�"�� 0��� �� ��186 &�**���,�������!���" ������4���� !���%�����6�����!���������
���������)7�E������
�6�� !�"�� ?����0��� ��186 ���&������!�������������������6��%�?�!�����������������������������6��
�6�1 !�"�� 2���*��� ��186 0�����!���" ������4���� !���%�����6�����!���������
���������)7�E������
�6�6 !�"�� �������������� ��186��!���" &�J;3�=���������� ��%�H��������� ���
��������%�����*�������� ���������� !�����K�����#���8�#���
�6�7 !�"�� �������������� ��186
���!��'3'3
�6�4 !�"�� ?����� 0��� 2���!���" 7� !�������4���� !���%�����6�����!��
����������������)7�E������

���������������������������
���(
������������ �
�6�8 !�"�� A������;��*��� �����!���" 7� !�������4���� !���%�����6�����!��
����������������)7�E������
�6�9 !�"�� 0��� �� ����� @���������!���" �����*������H��������D�����&�'('����
� !�D�������� !�������������� !���6������)*������H���������4���� !���%�����6������!�����������������)7�E������
�61� !�"�� 0��� ������ ��� ��$������ !�" ?���8������%��� !����������%���!�
������ !������ !����!���" ?���8���� 81��$�� 8�#���%� ���� 6������
!�������������������6����������������
�616 !�"�� B��3�,%���� ��$�� ������!���" ��� ������������%�F��6�� ����������
�617 !�"�� <�" ��$,��**������!���" ����6�����!��������������)7�E������
�66� !�"�� 0��� ��� ��*���������!���" ����6�����!��������������)7�E������
�66� !�"�� 0��� ��� ��*���������!���" ����6�����!��������������)7�E������
�67� !�"�� B���� �� ������** ������ !�" ?�!��!���� �����������%� ��� ������
�����?���8������!����!���" �����������E��)�������!����%������
��������6����������������
�7�1 !�"�� ?����� 0��� <�"��!���" ����6�����!��������������)7�E������
�76� ����� ?����� 0��� :;,���������� !�" ���#������,C �������%�6����,C ������
+�����!�����������6�����!���" ������������ !�����
�819 ����� ?����� 0��� ��&%0�&��!���" ����6�����!��������������)7�E������
�9�1 ����� C��� :�+� -� ���/�����������������B��*�1���=������������������ !����D�����J3L��������!���" ������������ !�����

���������������������������
���J
������������ �





























