7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 1/26
FÁBRICACION DE CUCHILLOS
INTEGRANTES: Luis Charrie.
Homero Luis.
Diego Riquelme.
Paulino Román.
Ronald Vargas.
Paulina Zeballos.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 2/26
Introducción
Actuamente existe una gran variedad de cuchillos, los cuales deben
ser fabricados pensando en su aplicacion posterior, es por esto que
cada cuchillo puede ser fabricado a partir de diferentes aceros, de esta
misma forma, la hoja de un cuchillo puede recibir un tratamiento
termico diferente.
En el mercado actual existen miles de tipos de aceros, de gran calidad,
pero eso no significa que sean buenos aceros para cuchillería.
Dependiendo de las necesidades se optará por un tipo de acero.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 3/26
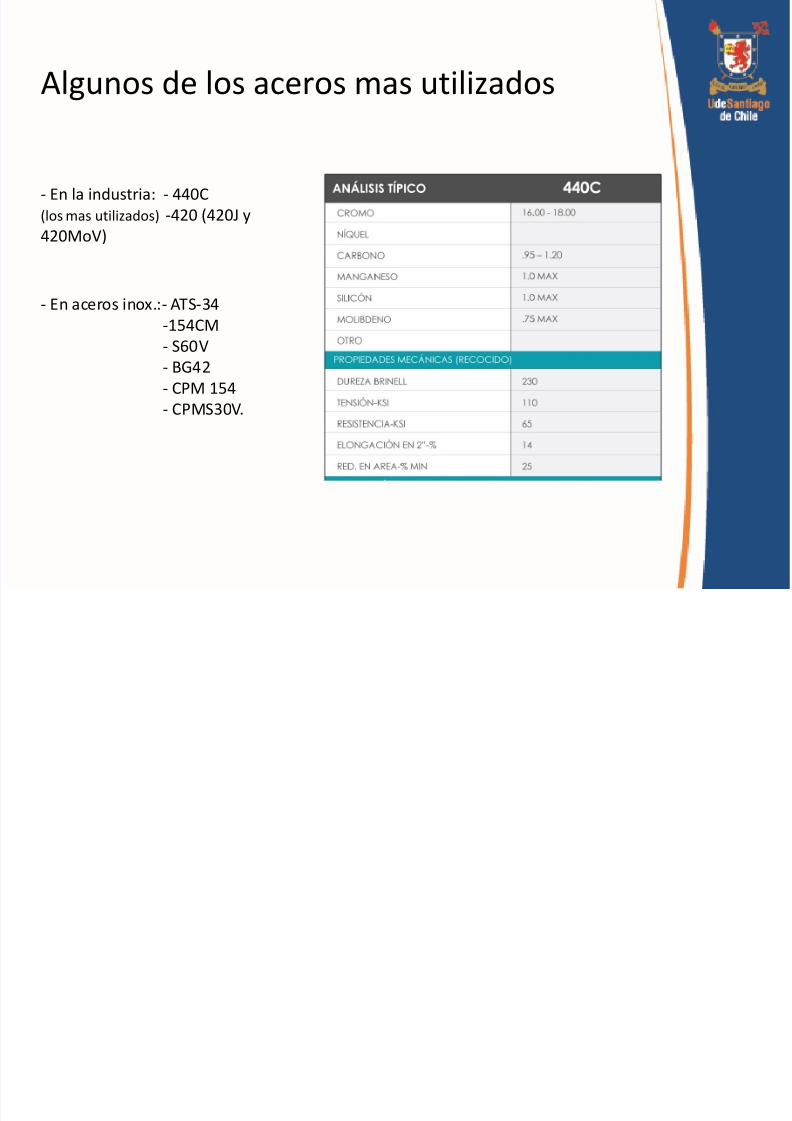
Algunos de los aceros mas utilizados
- En la industria: - 440C
(los mas utilizados) -420 (420J y
420MoV)
- En aceros inox.:- ATS-34
-154CM
- S60V
- BG42
- CPM 154
- CPMS30V.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 4/26
Tipos de aceros inoxidables más comunes en cuchillería:
- 440: Es el acero inoxidable mas empleado del
mundo para cuchillos, excelente relación calidad y
precio. El principal problema es la dificultada para
el reafilado, claro esta, tiene una muy buena
retención de filo. Unos de sus hermanos más
empleado en cuchillería es el 440A, usado encuchillos y navajas artesanales por facilidad para
el reafilado. Se trabaja muy bien, en la escala es
el siguiente superior al 420.
- 420: Empleado principalmente en Asia, para
cuchillos de cocina. Es un acero muy empleado,
principalmente por su relación calidad-precio, es
económico. La retención de fijo no es muy alta.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 5/26
Proceso de Fabricacion
- Forjado de un cuchillo
- Lijado - Amolado
- Troquelado - Marcado.
- Templado - Revenido- Pulido
- Ensamblado
- Acabados

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 6/26
Forjado de un cuchillo
Consiste en la conformación de la hoja desde un bruto de acero, en el
formato que sea, hasta conseguir darle la forma deseada a la hoja de
nuestro cuchillo, por medio de martilleado o prensado del acero en
caliente.
- La fragua, es lugar donde vamos a calentar el acero hasta la
temperatura de forja. Si trabajamos en una fragua de carbón, lacombustión de este, minimiza la perdida de carbono, pero si
trabajamos con gas, deberemos ir añadiendo pequeños trozos de
carbón.
- el material es previamente calentado para su conformación en
caliente, En la actualidad son empleadas prensas hidráulicas,
neumáticas y martinetes, para facilitar el trabajo.
- Yunque, bigornia: será donde sufriremos los golpes del material.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 7/26

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 8/26
PROCESO DE FORJA
1-CORTES: Las barras de acero son cortadas en distintas medidas según la medida de cuchillo que
se vaya a empezar con la fabricación
2-PALADAS: Los distintos cortes de piezas son puestos en palas para poner en el horno.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 9/26
3-TEMPERATURA DE HORNO:
Todas las piezas que se
introducen en el horno, casi en
todos los casos, son trabajadasa una temperatura aproximada
a los 1200º C.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 10/26
ESPIGA: Con el martinete neumático se vatrabajando la pieza para hacerle la espiga
(lo que después va a ser la cola del
cuchillo).

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 11/26
BOTON: Es estampado con matriceria enbalancines.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 12/26
Así va tomando la forma con distintos pasos

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 13/26
ESTIRADO: Este proceso es el fundamental y uno de los más
importantes de la forja de la cuchillería. Losmartineteros, le van dando la forma al cuchillo todo a
golpe y rápido para que el acero no pierda la
emperatura.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 14/26
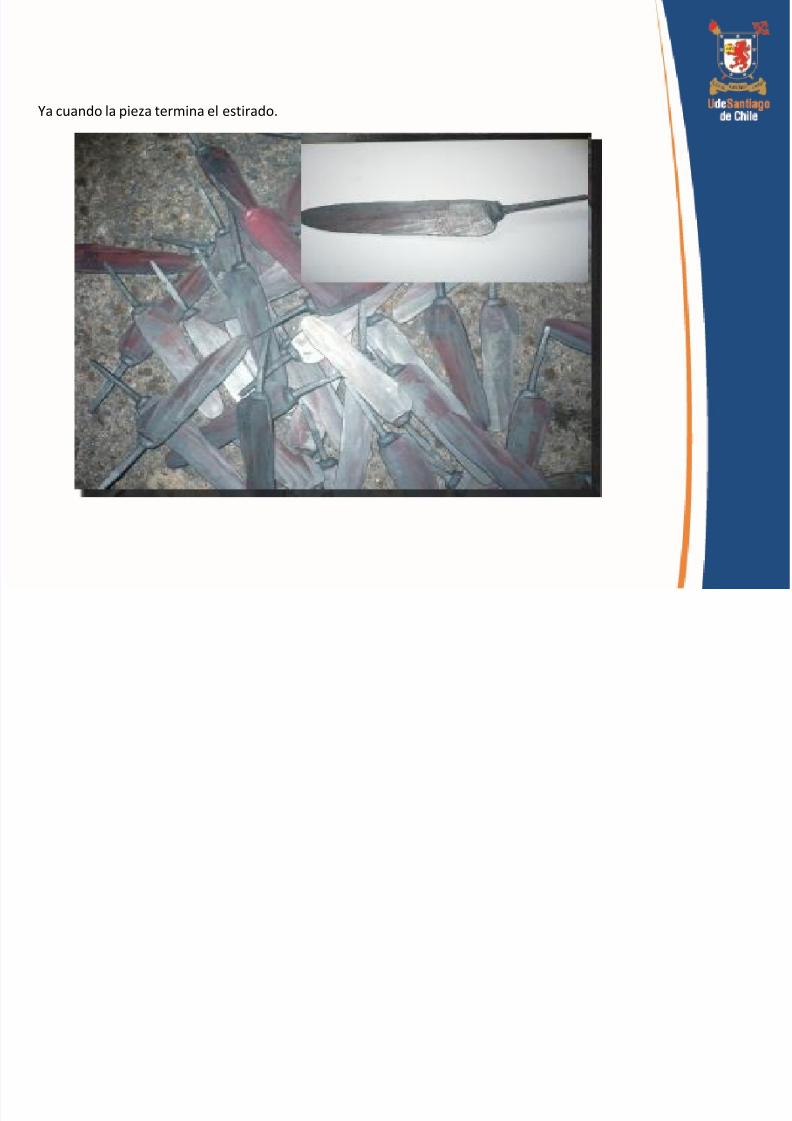
Ya cuando la pieza termina el estirado.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 15/26
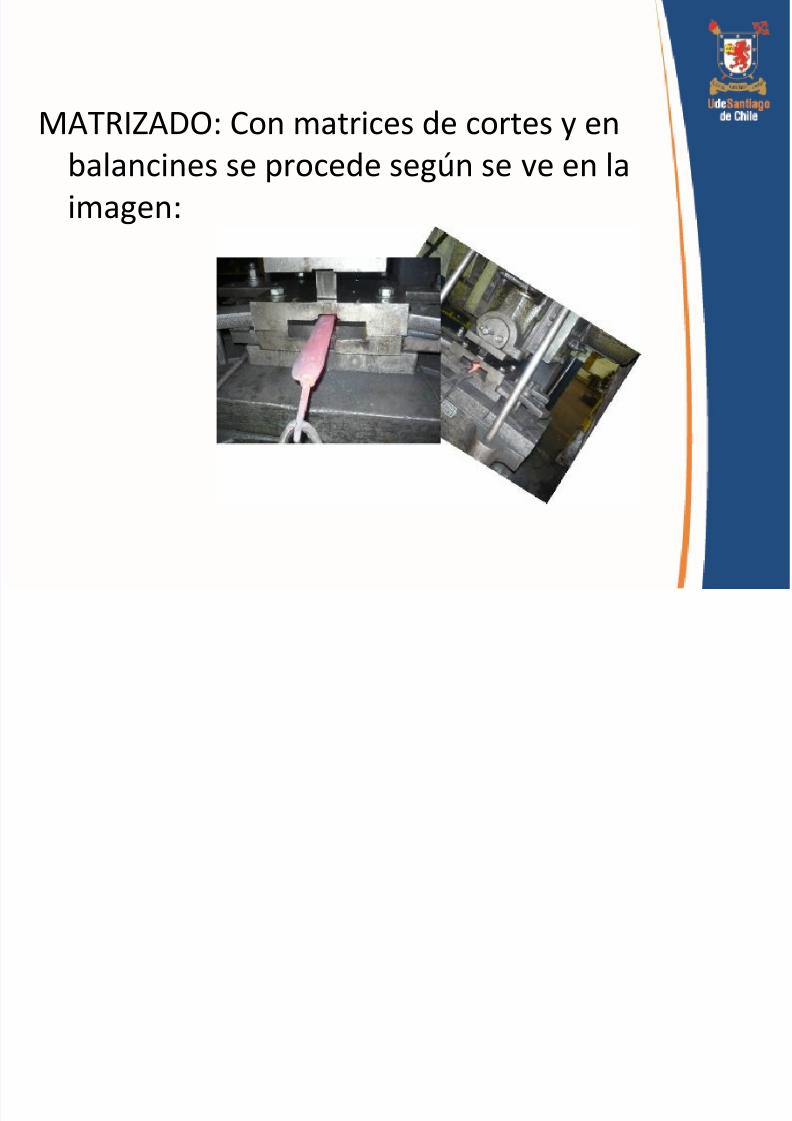
MATRIZADO: Con matrices de cortes y enbalancines se procede según se ve en la
imagen:

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 16/26
Ya tiene la forma.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 17/26
ENDEREZADO DE BOTON: A maza y martillos de mano se procede a
enderezar el botón y la hoja.
ESTIRAR COLA: En un martinete neumático de menor golpe de
fuerza se le estira la cola.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 18/26
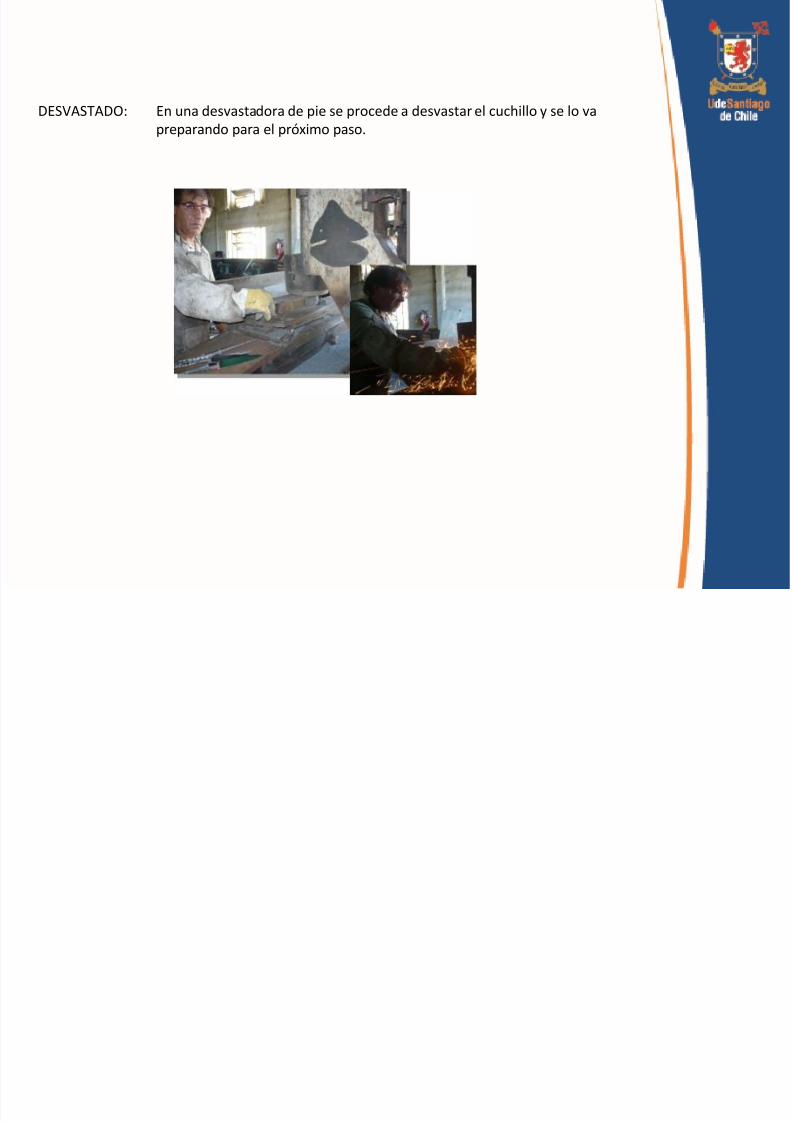
DESVASTADO: En una desvastadora de pie se procede a desvastar el cuchillo y se lo va
preparando para el próximo paso.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 19/26
DESVASTADO: En una desvastadora de pie se procede a desvastar el cuchillo y se lo va
preparando para el próximo paso.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 20/26
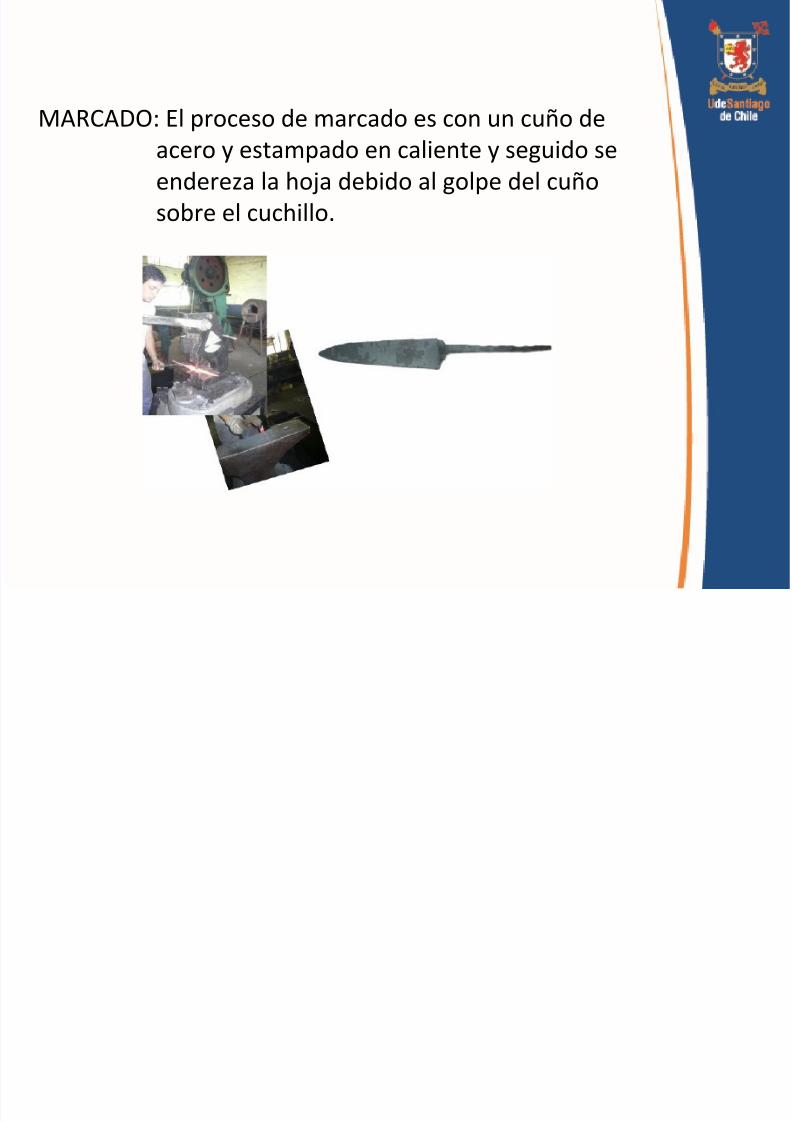
MARCADO: El proceso de marcado es con un cuño de
acero y estampado en caliente y seguido seendereza la hoja debido al golpe del cuño
sobre el cuchillo.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 21/26
TEMPLADO: Otro de los procesos fundamentales en la
fabricación del cuchillo de forja es el temple, elenfriamiento es producido por aceites especiales. Pueden
ser enfriados con agua, aire, etc.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 22/26
tratamientos térmicos.
- Templado: proceso durante el cual el acero adquiere la dureza y resistencia. Se
calienta hasta una cierta temperatura, según el acero, y luego se enfría al
agua, aceite o aire. El templado, disminuye la tenacidad y aumenta la
fragilidad.
- Revenido: proceso complementario del templado. Se realiza a continuación del
templado. Con este proceso conseguimos aumentar la tenacidad, sin
reducir sustancialmente la dureza y resistencia del acero.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 23/26
AFILADO: Es hecho a mano en amoladoras de gran porte y en la
cual el hombre tiene que tener experiencia y buenamano para efectuar este trabajo.
7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 24/26
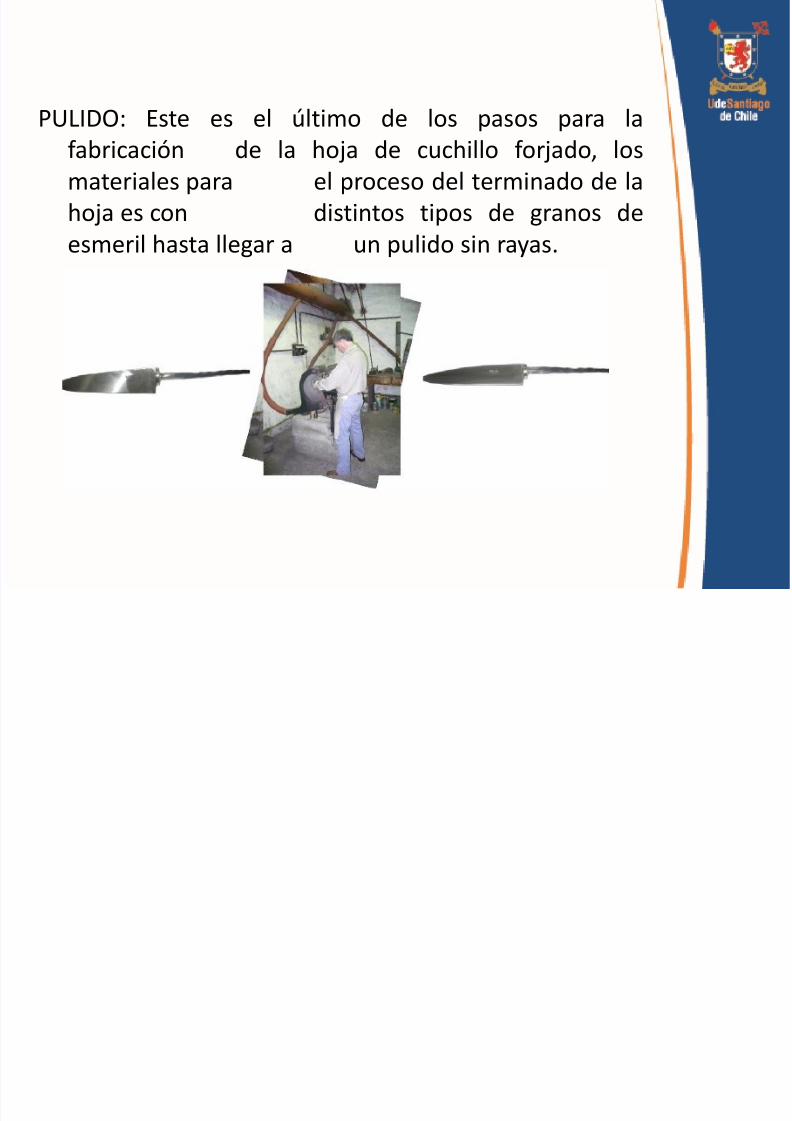
PULIDO: Este es el último de los pasos para la
fabricación de la hoja de cuchillo forjado, losmateriales para el proceso del terminado de la
hoja es con distintos tipos de granos de
esmeril hasta llegar a un pulido sin rayas.

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 25/26

7/26/2019 Cuchillos fabricacion
http://slidepdf.com/reader/full/cuchillos-fabricacion 26/26
Costos• Datos de mano de obra:
Todos los operarios componen un único nivel salarial con las siguientes características:
Horas convenio = 1.900 y un % ausentismo = 5 %
Coste empresa anual por operario: $ 32904,155 U.S. dollar.
• Datos de compras:
La pletina de acero se compra cortada. Cada unidad de pletina se utiliza para fabricar un cuchillo.
El precio de compra de la unidad de pletina es $ 0,685 U.S. dollar.
El precio de un mango es de $ 0,17 U.S. dollar.
El molde que necesitan las prensas cuesta $ 1027,97 U.S. dollar.