


ESCOLA DE EDUCAÇÃO PROFISSIONAL DE FARROUPILHA
ETFAR/UCS
CURSO TÉCNICO DE FERRAMENTARIA
DISCIPLINA: MATRIZES DE CORTE
PROFESSOR: EDUARDO THOMAZI
Matrizes de corte,
dobra e embutimento
Farroupilha, março de 2009.

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Índice
Capítulo 1 – Introdução a Conformação Mecânica .............................................. 6
Conceitos básicos.............................................................................................. 6
Processos de conformação a quente, a morno e a frio ...................................... 6
Principais processos de conformação ............................................................... 7
Principais propriedades em conformação mecânica....................................... 12
Capítulo 2 – Análise e caracterização de chapas ................................................ 20
Propriedades mecânicas das chapas metálicas ............................................... 21
Índice de anisotropia....................................................................................... 23
Curvas Limites de Conformação – CLC ........................................................ 25
Testes tecnológicos......................................................................................... 26
Ensaio Swift................................................................................................ 27
Ensaio Erichsen .......................................................................................... 27
Ensaio “Bulge-Test” ................................................................................... 28
Ensaio dos cinco punções ........................................................................... 28
Capítulo 3 – Máquinas para conformação mecânica a frio ................................ 30
Prensas ............................................................................................................ 30
Prensas Hidráulicas..................................................................................... 30
Prensas Excêntricas .................................................................................... 32
Prensa de joelho ou rótula........................................................................... 33
Prensas Pneumáticas................................................................................... 34
Prensas de Fricção ...................................................................................... 35
Prensa Dobradeira....................................................................................... 36
Prensas de corte ou Guilhotinas.................................................................. 37
Capítulo 4 – Generalidades nas matrizes de corte .............................................. 38
Generalidades ................................................................................................. 38
Estampos de corte ........................................................................................... 40
Processo de corte ........................................................................................ 40
Capítulo 5 – Componentes das matrizes de corte ............................................... 42
Montagem da matriz na prensa....................................................................... 42
Matriz.............................................................................................................. 46
Punção............................................................................................................. 47
Dureza de punções e matrizes......................................................................... 49
ETFAR / UCS - 2 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Espigas............................................................................................................ 49
Bases Normalizadas........................................................................................ 50
Molas .............................................................................................................. 51
Mola Helicoidal .......................................................................................... 52
Mola Prato .................................................................................................. 52
Mola Polimérica.......................................................................................... 53
Capítulo 6 - Folga de corte ................................................................................. 56
Dimensionamento: .......................................................................................... 56
Cálculos: ......................................................................................................... 56
Exemplo:..................................................................................................... 57
Aspectos da peça............................................................................................. 57
Capítulo 7 – Disposição de peças na tira ............................................................ 60
Utilização do material..................................................................................... 60
Separação entre as peças................................................................................. 61
Quantidade de peças por tira........................................................................... 62
Sistemas de avanço da tira .............................................................................. 63
Sistema de avanço por tope: ....................................................................... 63
Sistema com faca de avanço: ...................................................................... 64
Capítulo 8 – Esforço de corte ............................................................................. 66
Cálculo do esforço de corte ............................................................................ 66
Exemplo de cálculo......................................................................................... 67
Dimensionamento da prensa........................................................................... 68
Minimização do esforço de corte.................................................................... 68
Exercícios: ...................................................................................................... 69
Capítulo 9 – Generalidades das dobras............................................................... 70
Dobra com aresta viva .................................................................................... 71
Dobra com aresta arredondada ....................................................................... 71
Dobra em dobradeiras..................................................................................... 72
Dobra em ferramentas com utilização de prensa............................................ 73
Métodos de dobra ....................................................................................... 73
Tensões no processo de dobramento .............................................................. 75
Efeito elástico da dobra .................................................................................. 76
Capítulo 10 – Desenvolvimento de peças dobradas ........................................... 77
Linha Neutra ................................................................................................... 77
ETFAR / UCS - 3 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Exercícios: ...................................................................................................... 79
Capítulo 11 – Esforço de dobra .......................................................................... 81
Dobra em “V” ................................................................................................. 81
Dobra em “L” ................................................................................................. 82
Dobra em “U” ................................................................................................. 82
Força do Prensa-chapa e dos extratores.......................................................... 83
Capítulo 12 – Embutimento................................................................................ 84
Generalidades ................................................................................................. 84
Princípio de embutimento............................................................................... 85
Embutidor Simples ..................................................................................... 85
Embutidor com prensa-chapa ..................................................................... 86
Raio de embutimento...................................................................................... 87
Folga para embutimento ................................................................................. 88
Lubrificação para embutimento...................................................................... 89
Defeitos em peças embutidas.......................................................................... 89
Capítulo 13 – Desenvolvimento de peças embutidas ......................................... 92
Desenvolvimento de peças cilíndricas............................................................ 92
Cálculo do diâmetro do disco de partida .................................................... 92
Cálculo do número de passagens.................................................................... 93
Desenvolvimento de peças não cilíndricas ..................................................... 94
Bibliografia ......................................................................................................... 95
Anexo A ............................................................................................... 96
Anexo B.............................................................................................. 100
Anexo C.............................................................................................. 102
Anexo D ............................................................................................. 107
Anexo E .............................................................................................. 111
Anexo F............................................................................................... 112
ETFAR / UCS - 4 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo G ............................................................................................. 124
Anexo H ............................................................................................. 129
ETFAR / UCS - 5 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 1 – Introdução a Conformação Mecânica
Conceitos básicos
Os processos de conformação mecânica são os elos finais de uma corrente que se
inicia na extração do minério da crosta terrestre. São através destes processos que se
obtém muitos produtos prontos empregados no dia-a-dia em equipamentos e máquinas
de um modo geral. [1]
Mais recentemente, devido ao desenvolvimento de novos equipamentos, a
produção de componentes por conformação mecânica possibilitou uma enorme
diminuição dos custos de produção este fato contribui para a alta competitividade de
muitos produtos de origem metálica. [1]
Os processos de fabricação por conformação são importantes para atingir
determinadas propriedades mecânicas, muitas delas somente alcançáveis através destes
processos.
Processos de conformação a quente, a morno e a frio
Os processos de conformação são comumente classificados em operações de
trabalho a quente, trabalho a morno e trabalho a frio. O trabalho a quente é definido
como a deformação sob condições de temperatura e a taxa de deformação tais que
processos de recuperação e recristalização ocorrem simultaneamente com a deformação.
De outra forma, o trabalho a frio é a deformação realizada sob condições em que os
processos de recuperação e recristalização não são efetivos. No trabalho a morno ocorre
recuperação, mas não se formam novos grãos (não há recristalização).
No trabalho a quente, devido à intensa vibração térmica, o encruamento e a
estrutura distorcida dos grãos produzida pela deformação são rapidamente eliminados
pela formação de novos grãos livres de deformação, como resultado da recristalização.
No trabalho a frio, como o encruamento não é aliviado, a tensão aumenta com a
deformação. Assim a deformação total que é possível de se obter sem causar fratura é
menor no trabalho a frio do que no trabalho a quente e a morno. Exceto quando se
realizam tratamentos térmicos de recozimento para aliviar os efeitos do encruamento.
No trabalho a morno ocorre uma recuperação parcial da ductilidade do material e a
tensão de conformação situa-se numa faixa intermediária entre o trabalho a frio e a
quente.
ETFAR / UCS - 6 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Costuma-se definir, para fins práticos, as faixas de temperaturas do trabalho a
quente, a morno e a frio baseadas na temperatura homóloga, que permite a normalização
do comportamento do metal, como mostrado na figura 1.1. Em um metal puro, que não
sofre transformação de fase no estado sólido, os pontos de referência em termos de
temperatura são: o zero absoluto e o ponto de fusão (Tf). Estes pontos, traduzidos em
graus Kelvin, estabelecem os extremos da escala homóloga de temperaturas.[2]
Figura 1.1 – Representação das faixas de temperaturas para trabalho a frio (TF),
a morno (TM) e a quente (TQ). [2]
É importante compreender que a distinção básica entre TQ e TF é portanto,
função da temperatura em que se dá a recristalização efetiva do material. Assim, embora
para muitas ligas comerciais a temperatura do TQ seja realmente elevada em relação à
ambiente, para metais como chumbo (Pb) e estanho(Sn), que se recristalizam
rapidamente à temperatura ambiente após grandes deformações, a conformação à
temperatura ambiente é TQ. Por outro lado, a conformação a 1100ºC é TF para o
tungstênio, cuja temperatura de recristalização é superior a esta, embora seja TQ para o
aço.[2]
Como exemplo pode-se citar o aço que tem ponto de fusão aproximadamente em
1530ºC. Fazendo as devidas conversões encontra-se a temperatura para trabalho a frio
até 349,74ºC, a temperatura para trabalho a morno de 349,74 até 765ºC e para trabalho a
quente acima de 765ºC.
Principais processos de conformação
Os processos de conformação mecânica alteram a geometria do material através
de forças aplicadas por ferramentas adequadas que podem variar desde pequenas
ETFAR / UCS - 7 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
matrizes até grandes cilindros, como os empregados na laminação. Em função da
temperatura e do material utilizado para a conformação mecânica pode ser classificada
como trabalho a frio, a morno e a quente. Cada um destes trabalhos fornecerá
características especiais ao material e à peça obtida. Estas características serão função
da matéria prima utilizada como composição química e estrutura metalúrgica (natureza,
tamanho, forma e distribuição das fases presentes) e das condições impostas pelo
processo tais como o tipo e o grau de deformação, a velocidade de deformação e a
temperatura em que o material é deformado.[2]
O número dos diferentes processos de conformação mecânica, desenvolvidos
para aplicações específicas, atinge atualmente algumas centenas. É possível classificá-
los num pequeno número de categorias, com base em critérios tais como: o tipo de
esforço que provoca a deformação do material, a variação relativa da espessura da peça,
o regime da operação de conformação, o propósito da deformação.[2]
Basicamente, os processos de conformação mecânica podem ser classificados em:
Forjamento:
Conformação por esforços compressivos tendendo a fazer o material assumir o
contorno da ferramenta conformadora, chamada matriz ou estampo.[2] A figura 1.2
mostra uma peça que foi forjada seqüencialmente e após rebarbada.
Figura 1.2 – Exemplo de uma peça forjada [4]
Laminação:
Conjunto de processos em que se faz o material passar através da abertura entre
cilindros que giram, modificando-lhe (em geral reduzindo) a seção transversal; os
produtos podem ser placas, chapas, barras de diferentes seções, trilhos, perfis diversos,
anéis e tubos.[2]
ETFAR / UCS - 8 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
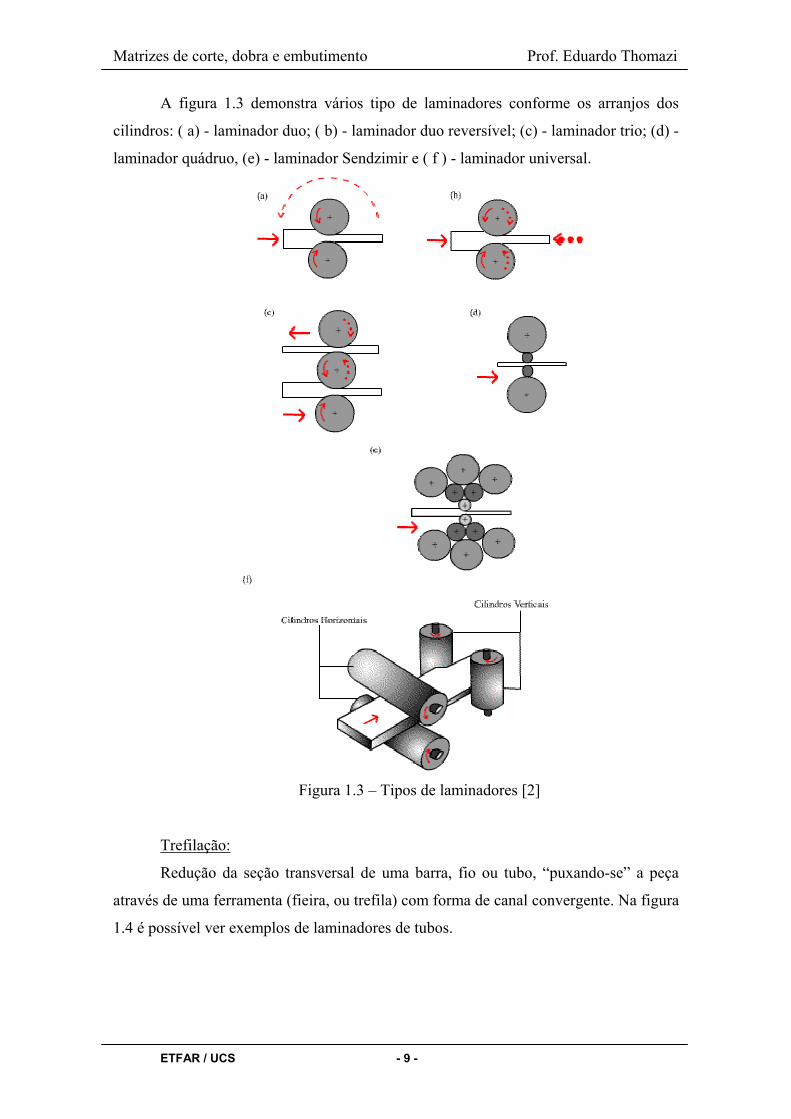
A figura 1.3 demonstra vários tipo de laminadores conforme os arranjos dos
cilindros: ( a) - laminador duo; ( b) - laminador duo reversível; (c) - laminador trio; (d) -
laminador quádruo, (e) - laminador Sendzimir e ( f ) - laminador universal.
Figura 1.3 – Tipos de laminadores [2]
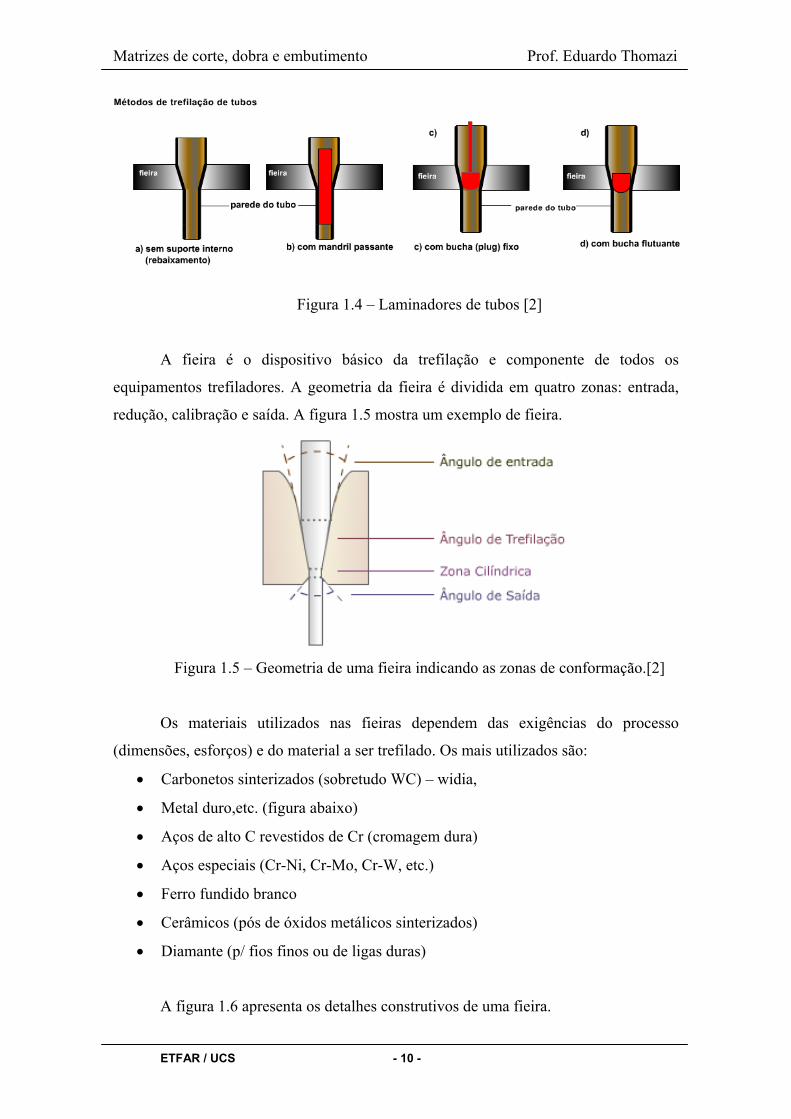
Trefilação:
Redução da seção transversal de uma barra, fio ou tubo, “puxando-se” a peça
através de uma ferramenta (fieira, ou trefila) com forma de canal convergente. Na figura
1.4 é possível ver exemplos de laminadores de tubos.
ETFAR / UCS - 9 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 1.4 – Laminadores de tubos [2]
A fieira é o dispositivo básico da trefilação e componente de todos os
equipamentos trefiladores. A geometria da fieira é dividida em quatro zonas: entrada,
redução, calibração e saída. A figura 1.5 mostra um exemplo de fieira.
Figura 1.5 – Geometria de uma fieira indicando as zonas de conformação.[2]
Os materiais utilizados nas fieiras dependem das exigências do processo
(dimensões, esforços) e do material a ser trefilado. Os mais utilizados são:
• Carbonetos sinterizados (sobretudo WC) – widia,
• Metal duro,etc. (figura abaixo)
• Aços de alto C revestidos de Cr (cromagem dura)
• Aços especiais (Cr-Ni, Cr-Mo, Cr-W, etc.)
• Ferro fundido branco
• Cerâmicos (pós de óxidos metálicos sinterizados)
• Diamante (p/ fios finos ou de ligas duras)
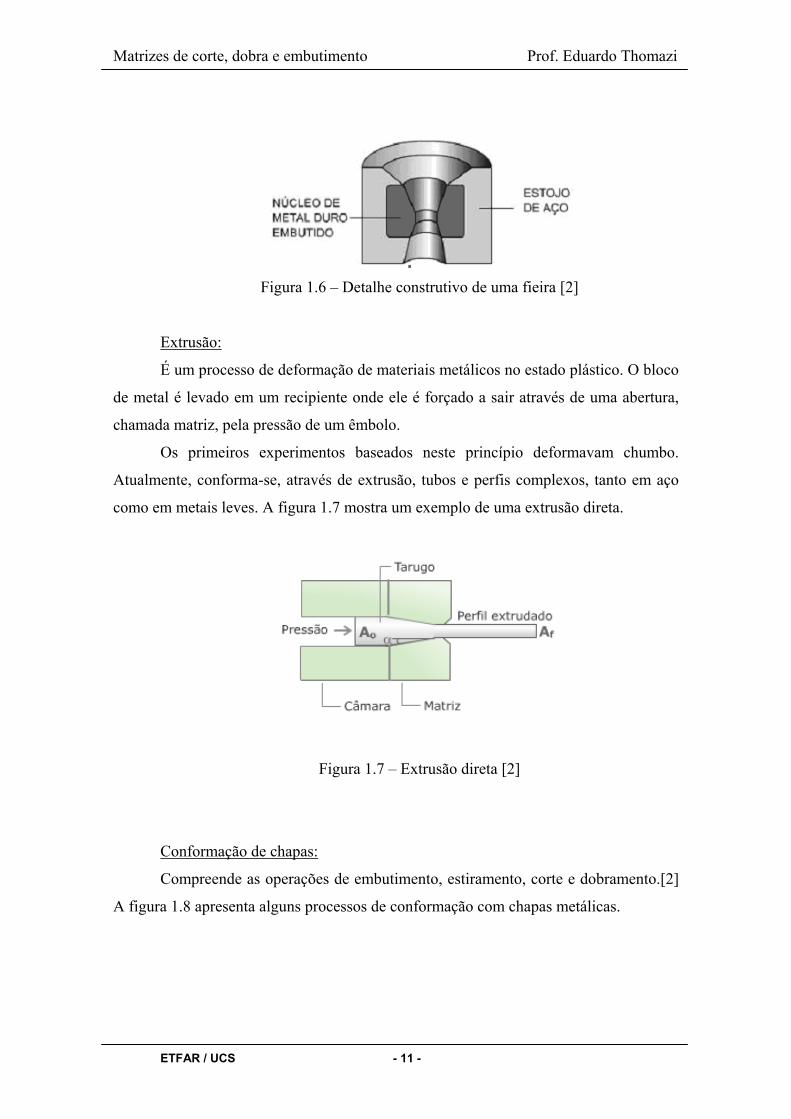
A figura 1.6 apresenta os detalhes construtivos de uma fieira.
ETFAR / UCS - 10 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 1.6 – Detalhe construtivo de uma fieira [2]
Extrusão:
É um processo de deformação de materiais metálicos no estado plástico. O bloco
de metal é levado em um recipiente onde ele é forçado a sair através de uma abertura,
chamada matriz, pela pressão de um êmbolo.
Os primeiros experimentos baseados neste princípio deformavam chumbo.
Atualmente, conforma-se, através de extrusão, tubos e perfis complexos, tanto em aço
como em metais leves. A figura 1.7 mostra um exemplo de uma extrusão direta.
Figura 1.7 – Extrusão direta [2]
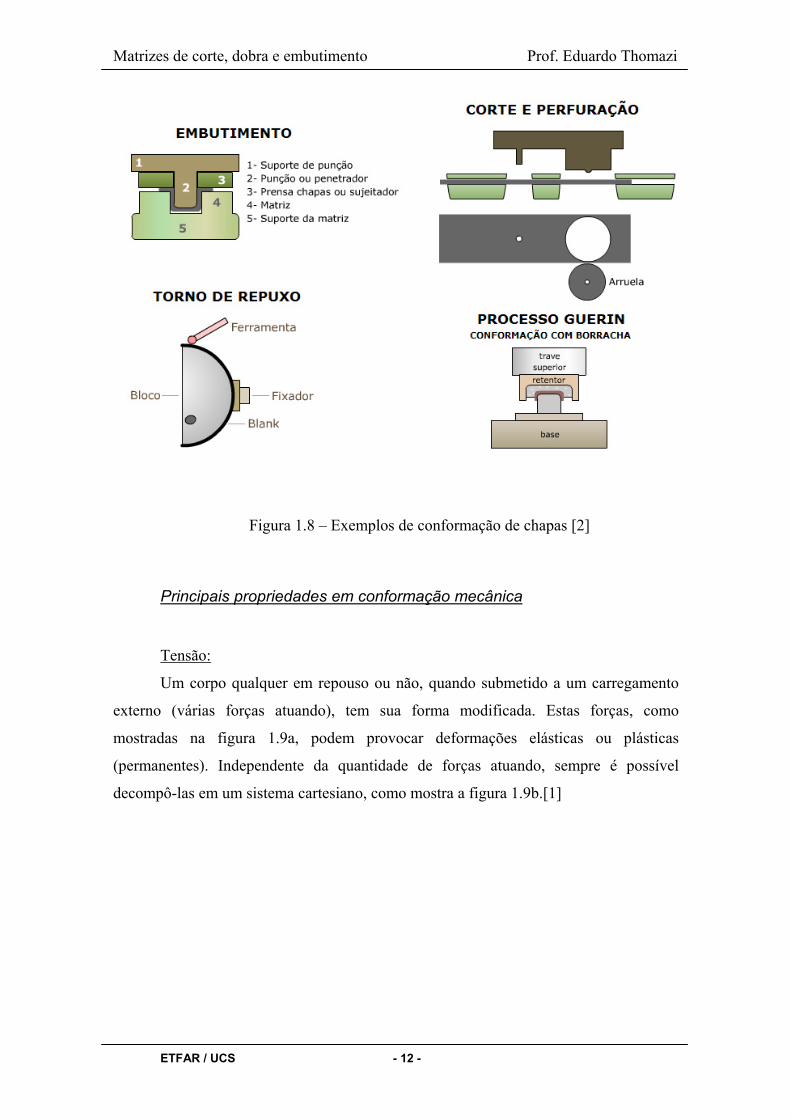
Conformação de chapas:
Compreende as operações de embutimento, estiramento, corte e dobramento.[2]
A figura 1.8 apresenta alguns processos de conformação com chapas metálicas.
ETFAR / UCS - 11 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 1.8 – Exemplos de conformação de chapas [2]
Principais propriedades em conformação mecânica
Tensão:
Um corpo qualquer em repouso ou não, quando submetido a um carregamento
externo (várias forças atuando), tem sua forma modificada. Estas forças, como
mostradas na figura 1.9a, podem provocar deformações elásticas ou plásticas
(permanentes). Independente da quantidade de forças atuando, sempre é possível
decompô-las em um sistema cartesiano, como mostra a figura 1.9b.[1]
ETFAR / UCS - 12 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
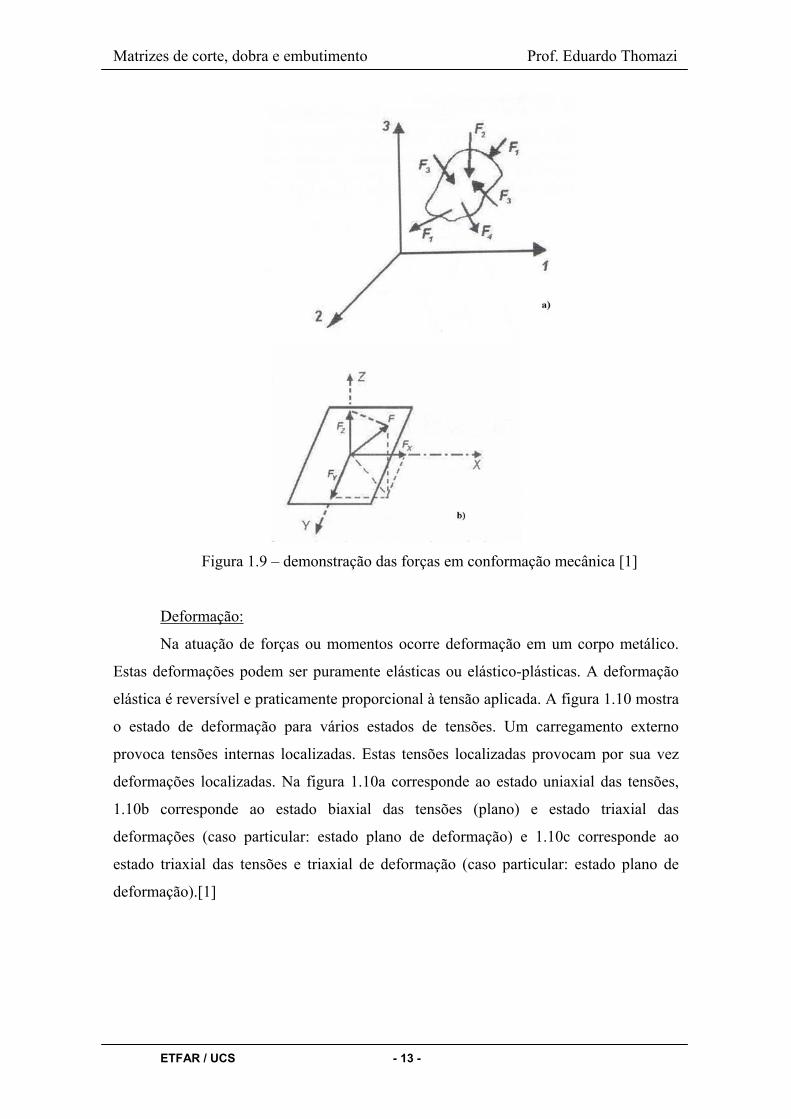
Figura 1.9 – demonstração das forças em conformação mecânica [1]
Deformação:
Na atuação de forças ou momentos ocorre deformação em um corpo metálico.
Estas deformações podem ser puramente elásticas ou elástico-plásticas. A deformação
elástica é reversível e praticamente proporcional à tensão aplicada. A figura 1.10 mostra
o estado de deformação para vários estados de tensões. Um carregamento externo
provoca tensões internas localizadas. Estas tensões localizadas provocam por sua vez
deformações localizadas. Na figura 1.10a corresponde ao estado uniaxial das tensões,
1.10b corresponde ao estado biaxial das tensões (plano) e estado triaxial das
deformações (caso particular: estado plano de deformação) e 1.10c corresponde ao
estado triaxial das tensões e triaxial de deformação (caso particular: estado plano de
deformação).[1]
ETFAR / UCS - 13 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 1.10 – Tensões aplicadas em conformação mecânica [1]
Deformação plástica:
Para a maioria dos materiais metálicos, o regime elástico persiste apenas até
deformações de aproximadamente 0,005. À medida que o material é deformado além
deste ponto, a tensão não é mais proporcional a deformação, ocorrendo uma deformação
permanete e não recuperável, ou deformação plástica. A figura 1.11a mostra um gráfico
esquemático do comportamento tensão-deformação em tração até a região plástica para
um metal típico. A transição do comportamento elástico para o plástico é uma transição
gradual para a maioria dos metais.
Figura 1.11 – Deformação plástica [3]
Alguns aços e outros materiais exibem um comportamento tensão-deformação
em tração semelhante ao mostrado na figura 1.11b. A transição elastoplástica é muito
bem definida, e ocorre de uma forma abrupta, no que é por fenômeno do pico de
ETFAR / UCS - 14 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
escoamento descontínuo. Na tensão limite de escoamento superior, a deformação
plástica tem seu início, com uma diminuição real na tensão.[3]
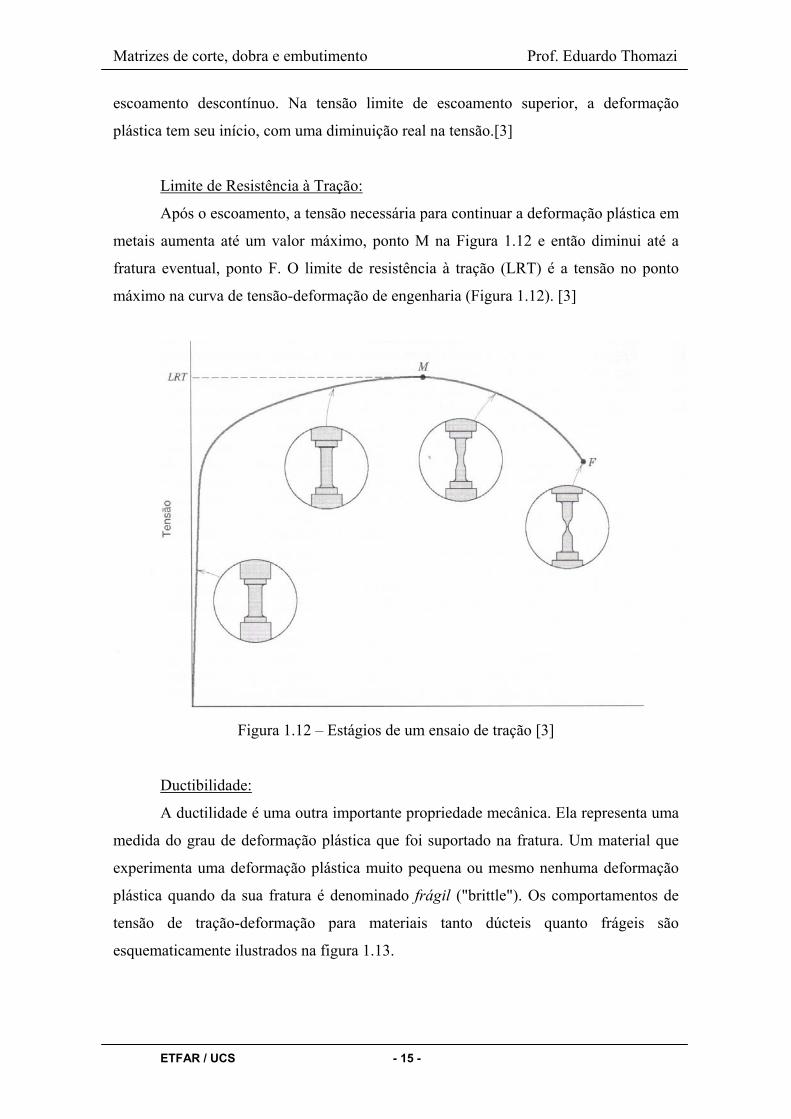
Limite de Resistência à Tração:
Após o escoamento, a tensão necessária para continuar a deformação plástica em
metais aumenta até um valor máximo, ponto M na Figura 1.12 e então diminui até a
fratura eventual, ponto F. O limite de resistência à tração (LRT) é a tensão no ponto
máximo na curva de tensão-deformação de engenharia (Figura 1.12). [3]
Figura 1.12 – Estágios de um ensaio de tração [3]
Ductibilidade:
A ductilidade é uma outra importante propriedade mecânica. Ela representa uma
medida do grau de deformação plástica que foi suportado na fratura. Um material que
experimenta uma deformação plástica muito pequena ou mesmo nenhuma deformação
plástica quando da sua fratura é denominado frágil ("brittle"). Os comportamentos de
tensão de tração-deformação para materiais tanto dúcteis quanto frágeis são
esquematicamente ilustrados na figura 1.13.
ETFAR / UCS - 15 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
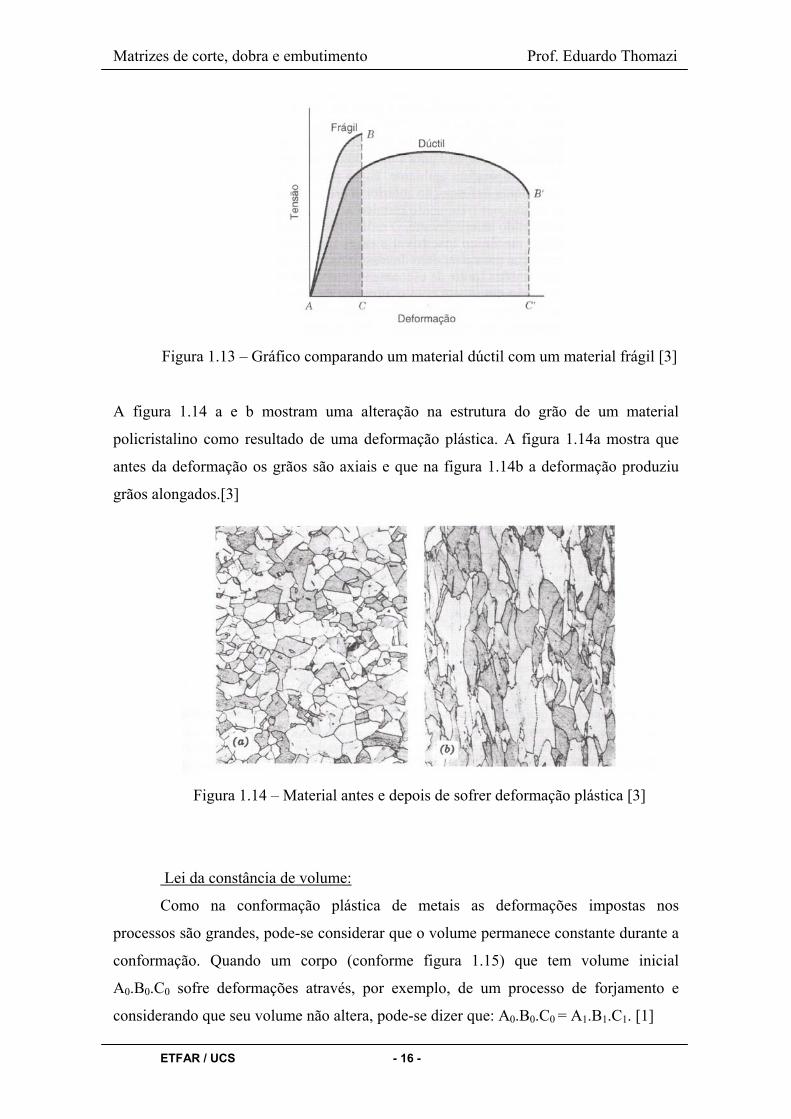
Figura 1.13 – Gráfico comparando um material dúctil com um material frágil [3]
A figura 1.14 a e b mostram uma alteração na estrutura do grão de um material
policristalino como resultado de uma deformação plástica. A figura 1.14a mostra que
antes da deformação os grãos são axiais e que na figura 1.14b a deformação produziu
grãos alongados.[3]
Figura 1.14 – Material antes e depois de sofrer deformação plástica [3]
Lei da constância de volume:
Como na conformação plástica de metais as deformações impostas nos
processos são grandes, pode-se considerar que o volume permanece constante durante a
conformação. Quando um corpo (conforme figura 1.15) que tem volume inicial
A0.B0.C0 sofre deformações através, por exemplo, de um processo de forjamento e
considerando que seu volume não altera, pode-se dizer que: A0.B0.C0 = A1.B1.C1. [1]
ETFAR / UCS - 16 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 1.15 – Constância do volume [1]
A soma algébrica das três dimensões principais é igual a zero. Esta afirmação
caracteriza a Lei da Constância de Volume, o que é muito importante em considerações
nos processos de conformação de corpos maciços.
Limite máximo de deformação:
Uma conformação somente é possível até uma determinada grandeza de
deformação. Quando, por exemplo, em um ensaio de tração é ultrapassada uma
determinada deformação ocorrendo a ruptura, então se diz que a deformação atingiu seu
limite máximo.
Teorias de ruptura, que podem predizer a grandeza máxima de deformação,
ainda que possibilitam determinar com exatidão um estado de tensão crítico, não foram
desenvolvidas ainda a tal ponto de mostrar resultados quantitativos. Desta forma
costuma-se utilizar valores qualitativos obtidos de trabalhos práticos. O limite máximo
de deformação para um determinado material é influenciado principalmente por três
grandezas:
- pelo estado das tensões;
- pela temperatura;
- pela velocidade de deformação;
Tensões de tração provocam mais rupturas do que tensões de compressão.
Assim, o limite máximo de deformação aumenta quando ocorre compressão, como
mostra a figura 1.16.
ETFAR / UCS - 17 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
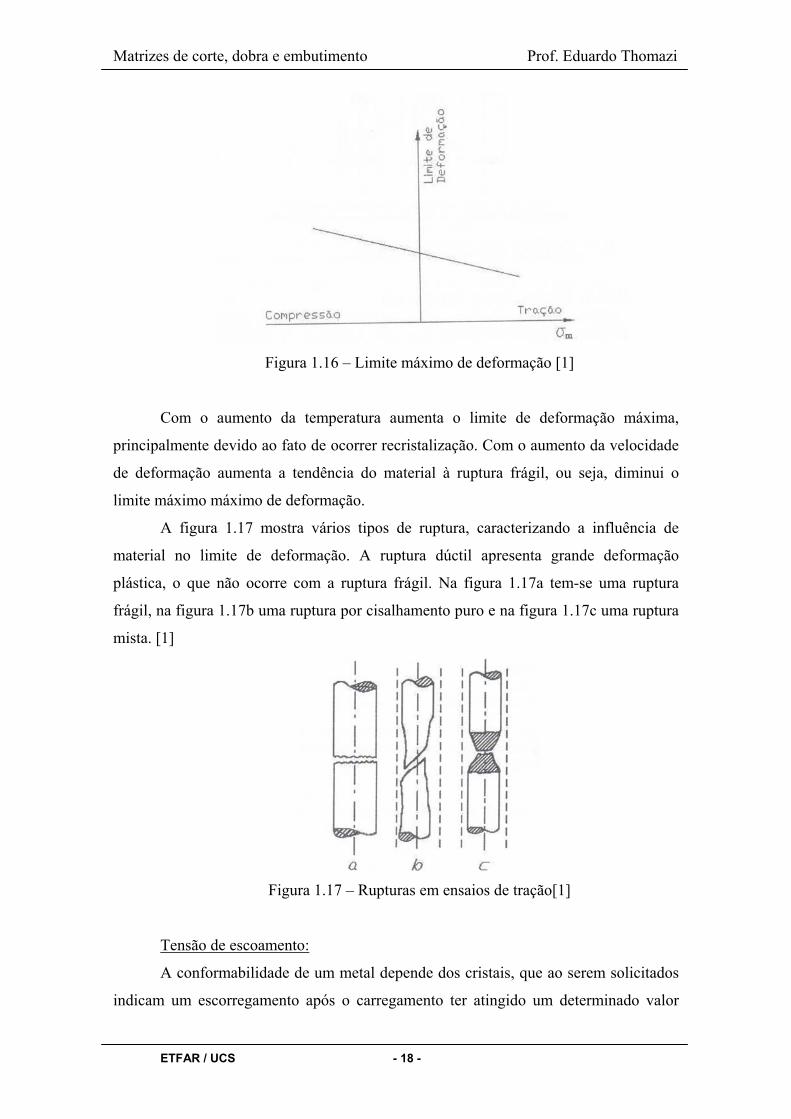
Figura 1.16 – Limite máximo de deformação [1]
Com o aumento da temperatura aumenta o limite de deformação máxima,
principalmente devido ao fato de ocorrer recristalização. Com o aumento da velocidade
de deformação aumenta a tendência do material à ruptura frágil, ou seja, diminui o
limite máximo máximo de deformação.
A figura 1.17 mostra vários tipos de ruptura, caracterizando a influência de
material no limite de deformação. A ruptura dúctil apresenta grande deformação
plástica, o que não ocorre com a ruptura frágil. Na figura 1.17a tem-se uma ruptura
frágil, na figura 1.17b uma ruptura por cisalhamento puro e na figura 1.17c uma ruptura
mista. [1]
Figura 1.17 – Rupturas em ensaios de tração[1]
Tensão de escoamento:
A conformabilidade de um metal depende dos cristais, que ao serem solicitados
indicam um escorregamento após o carregamento ter atingido um determinado valor
ETFAR / UCS - 18 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
limite. Esse valor limite pode, por exemplo, ser o limite de escoamento quando se
realiza um ensaio de tração.
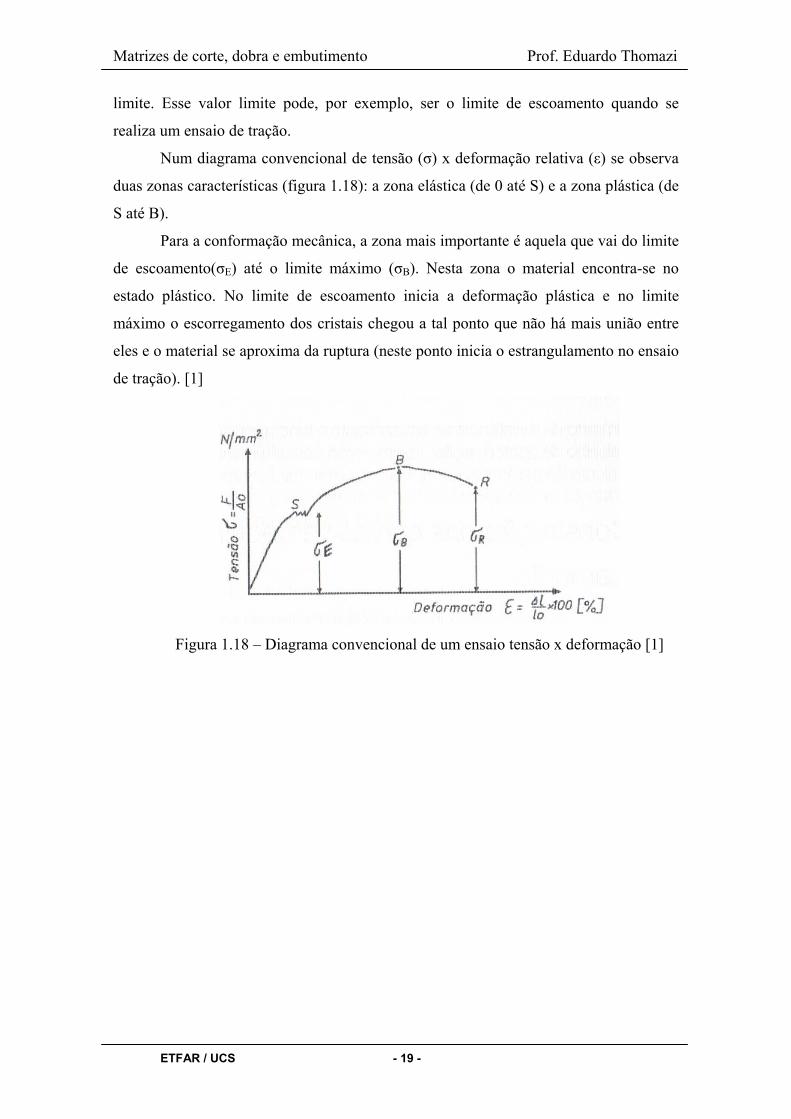
Num diagrama convencional de tensão (ı) x deformação relativa (İ) se observa
duas zonas características (figura 1.18): a zona elástica (de 0 até S) e a zona plástica (de
S até B).
Para a conformação mecânica, a zona mais importante é aquela que vai do limite
de escoamento(ıE) até o limite máximo (ıB). Nesta zona o material encontra-se no
estado plástico. No limite de escoamento inicia a deformação plástica e no limite
máximo o escorregamento dos cristais chegou a tal ponto que não há mais união entre
eles e o material se aproxima da ruptura (neste ponto inicia o estrangulamento no ensaio
de tração). [1]
Figura 1.18 – Diagrama convencional de um ensaio tensão x deformação [1]
ETFAR / UCS - 19 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 2 – Análise e caracterização de chapas
Muitos testes e formas de análise são realizadas atualmente para caracterizar
propriedades que possam auxiliar o projetista ou operador de prensa para que a
produção ocorra com o mínimo possível de defeitos e de forma otimizada. Não existe
um único tipo de ensaio que forneça todas as informações necessárias, de um modo
geral, empregam-se vários tipos de ensaios.
Os principais tipos de ensaios para a caracterização da estampabilidade de
chapas são:
- O ensaio de tração que resulta na curva tensão (ı) versus deformação (İ) e
indica as propriedades mecânicas (tensão de escoamento, tensão máxima, tensão
de ruptura, módulo de elasticidade, ductibilidade, etc...).
- A curva de escoamento que fornece a informação sobre o modo de encruamento
do material. A curva de escoamento também pode ser construída a partir de um
ensaio simples de uma chapa.
- O índice de anisotropia que caracteriza a influência das propriedades
relacionadas com os efeitos das direções de conformação do processo de
laminação de chapas.
- As curvas limites de conformação (CLC) que demonstram os limites máximos
de deformações relacionadas com as três principais direções de deformação.
- Os testes tecnológicos que procuram explicar os efeitos da combinação dos
testes acima citados. [5]
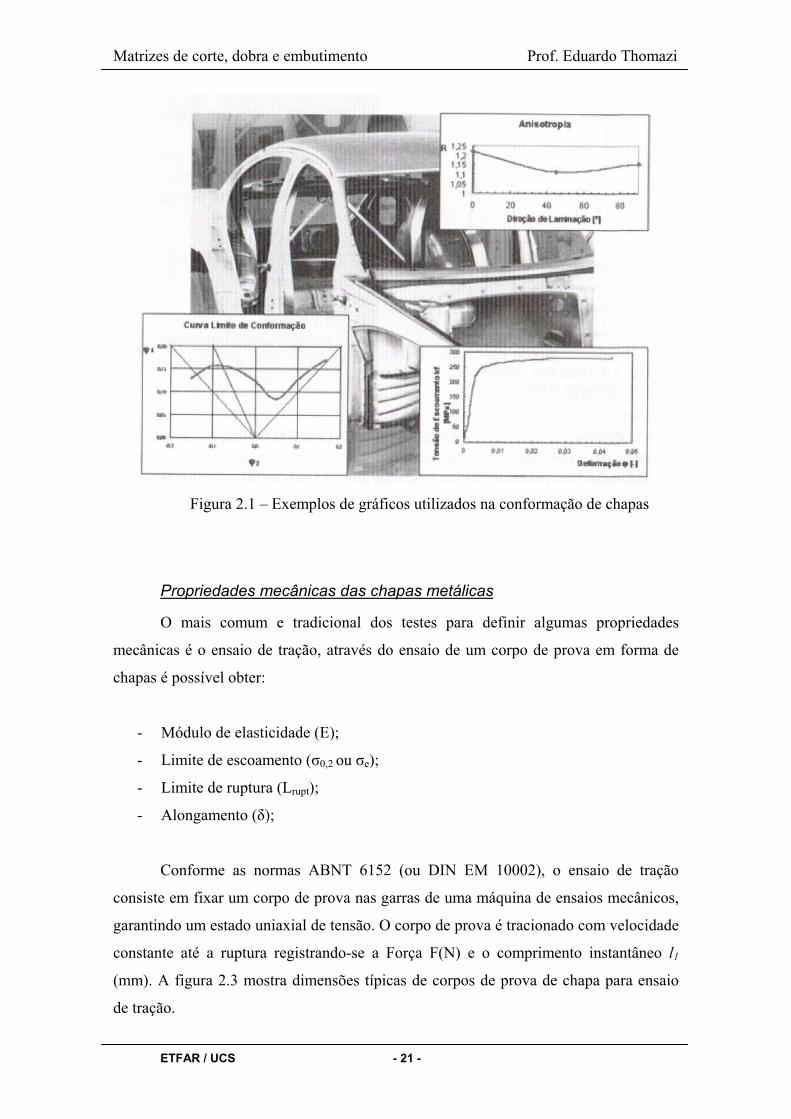
A figura 2.1 mostra alguns exemplos de gráficos utilizados para chapas
metálicas.
ETFAR / UCS - 20 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 2.1 – Exemplos de gráficos utilizados na conformação de chapas
Propriedades mecânicas das chapas metálicas
O mais comum e tradicional dos testes para definir algumas propriedades
mecânicas é o ensaio de tração, através do ensaio de um corpo de prova em forma de
chapas é possível obter:
- Módulo de elasticidade (E);
- Limite de escoamento (ı0,2 ou ıe);
- Limite de ruptura (Lrupt);
- Alongamento (į);
Conforme as normas ABNT 6152 (ou DIN EM 10002), o ensaio de tração
consiste em fixar um corpo de prova nas garras de uma máquina de ensaios mecânicos,
garantindo um estado uniaxial de tensão. O corpo de prova é tracionado com velocidade
constante até a ruptura registrando-se a Força F(N) e o comprimento instantâneo l1
(mm). A figura 2.3 mostra dimensões típicas de corpos de prova de chapa para ensaio
de tração.
ETFAR / UCS - 21 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 2.2 – Ensaio de tração em chapas metálicas
Figura 2.3 – Corpo de prova para ensaio de tração em chapas metálicas
A figura 2.4 mostra resultados do diagrama convencional tensão x deformação
relativa (ıxİ) para duas ligas de aço. As curvas apresentadas mostram os parâmetros
mais significativos para a área de conformação de chapas: a tensão de escoamento, a
tensão máxima e o alongamento total no momento da força máxima.
ETFAR / UCS - 22 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 2.4 – Comparação do gráfico tensão x deformação em dois tipos de aços
Índice de anisotropia
Durante os processos de conformação de chapas, grãos cristalinos
individuais são alongados na direção da maior deformação de tração. O
alongamento é conseqüência do processo de escorregamento do material durante a
deformação. Nos materiais policristalinos os grãos tendem a girar para alguma
orientação limite devido a um confinamento mútuo entre grãos. Este mecanismo faz
com que os planos atômicos e direções cristalinas dos materiais com orientação
aleatória (materiais isotrópicos) adquiram uma textura (orientação preferencial). Os
materiais conformados se tornam anisotrópicos.
A distribuição de orientações tem, portanto um ou mais máximos. Se estes máximos
são bem definidos são chamados de orientações preferenciais, que irão ocasionar
variações das propriedades mecânicas com a direção, ou seja, anisotropia. Um modo
de avaliar o grau de anisotropia das chapas quando deformadas plasticamente é
através do coeficiente de anisotropia.[2]
ETFAR / UCS - 23 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
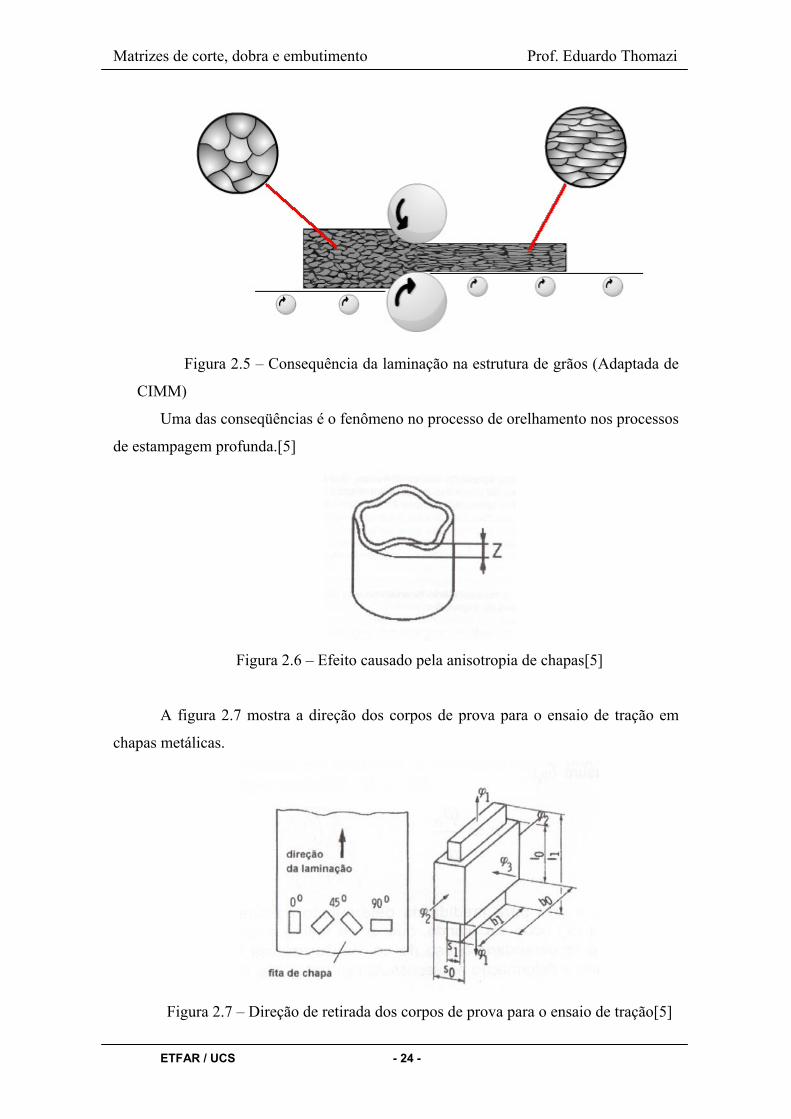
Figura 2.5 – Consequência da laminação na estrutura de grãos (Adaptada de
CIMM)
Uma das conseqüências é o fenômeno no processo de orelhamento nos processos
de estampagem profunda.[5]
Figura 2.6 – Efeito causado pela anisotropia de chapas[5]
A figura 2.7 mostra a direção dos corpos de prova para o ensaio de tração em
chapas metálicas.
Figura 2.7 – Direção de retirada dos corpos de prova para o ensaio de tração[5]
ETFAR / UCS - 24 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Vários fatores de influência podem levar a diferentes valores de índice de
anisotropia. A figura 2.8 mostra os principais parâmetros de influência para o aço
laminado a frio DIN St 14, que devem ser controlados na fase de fabricação da chapa.
Figura 2.8 – Fatores de influência da anisotropia em um aço laminado a frio[5]
Curvas Limites de Conformação – CLC
No processo de estampagem, vários parâmetros são necessários para otimizar o
processo. As curvas limites de conformação (CLC) fornecem informações de como a
combinação das principais deformações que ocorrerão no processo de fabricação e
poderão dar origem a uma peça com defeito ou não. Examinar a CLC é uma das
análises importantes a serem executadas para se ter mais certeza do sucesso do projeto e
execução de um determinado componente.[5]
A figura 2.9 mostra como é feita a obtenção de uma curva limite de conformação
como a mostrada na figura 2.10.
ETFAR / UCS - 25 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 2.9 – Peça com gravação para medição dos pontos de deformação[6]
Figura 2.10 – Exemplo de curva limite de conformação (CLC)[6]
Testes tecnológicos
Os ensaios tecnológicos servem para avaliar ou estimar a capacidade de
conformação de materiais metálicos na etapa de produção. Tanto podem ser utilizados
para determinar uma CLC como para validá-la. Através de ensaios tecnológicos
descritos a seguir simulam-se experimentalmente as deformações de embutimento
profundo, tração, deformação plana e estiramento.[5]
ETFAR / UCS - 26 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
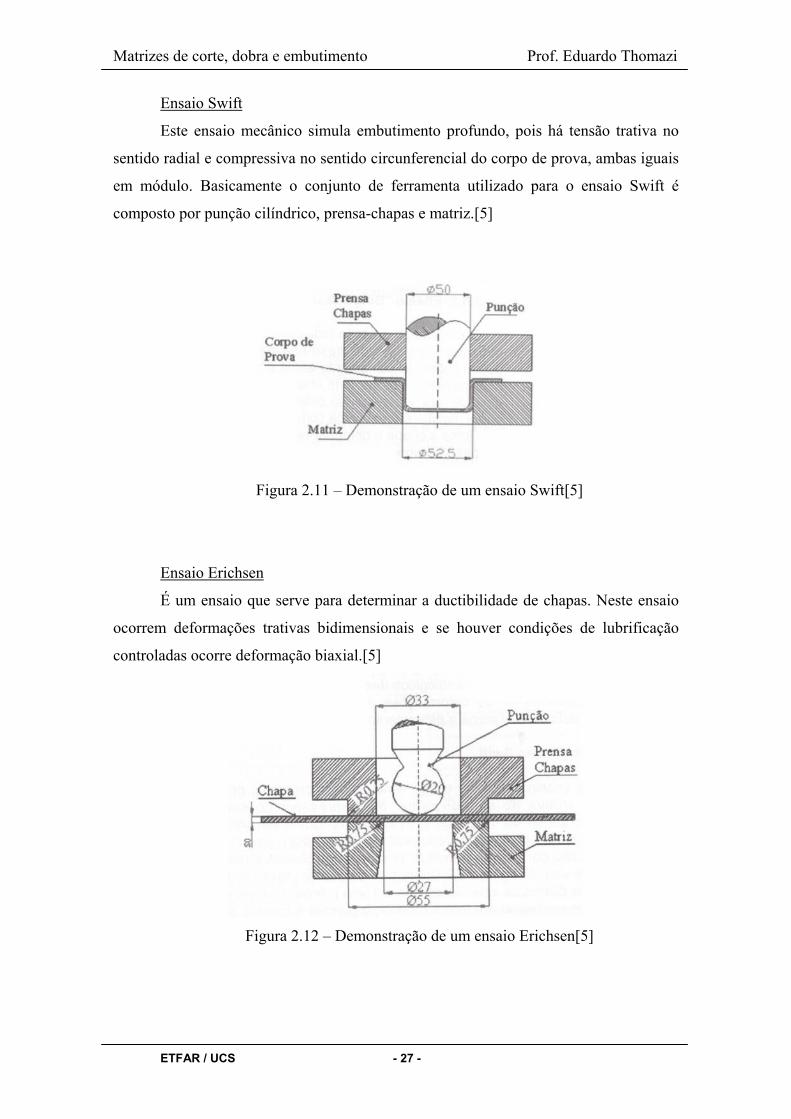
Ensaio Swift
Este ensaio mecânico simula embutimento profundo, pois há tensão trativa no
sentido radial e compressiva no sentido circunferencial do corpo de prova, ambas iguais
em módulo. Basicamente o conjunto de ferramenta utilizado para o ensaio Swift é
composto por punção cilíndrico, prensa-chapas e matriz.[5]
Figura 2.11 – Demonstração de um ensaio Swift[5]
Ensaio Erichsen
É um ensaio que serve para determinar a ductibilidade de chapas. Neste ensaio
ocorrem deformações trativas bidimensionais e se houver condições de lubrificação
controladas ocorre deformação biaxial.[5]
Figura 2.12 – Demonstração de um ensaio Erichsen[5]
ETFAR / UCS - 27 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Ensaio “Bulge-Test”
O ensaio sob pressão hidráulica ou “Bulge-Test” é largamente utilizado para fins
de pesquisa permitindo realizar grandes deformações de estiramento antes do material
romper, isto se dá principalmente por ser este ensaio exclusivamente sem atrito.[5]
Figura 2.13 – Demonstração de um ensaio “Bulge-Test”[6]
Os ensaios Swift, Erichsen e Bulge-teste provocam deformações que atingem a
zona plástica do material, mas não são utilizados individualmente para avaliar seu
comportamento mecânico. Eles seguem um modo único de deformação, enquanto se
sabe que os materiais durante um processo real de conformação estão sujeitos a
combinações diversas de deformação.[5]
Ensaio dos cinco punções
Um ensaio que é utilizado para simular experimentalmente as deformações num
processo de estampagem é o dito com múltiplos punções (figura 2.14). Da esquerda
para a direita: punção cilíndrico, elíptico, hemisférico, elipse profunda e elipse extra
profunda. Utilizam-se estes punções para determinar a capacidade do material de
suportar deformações de embutimento profundo (cilíndrico) até estiramento
(hemisférico) variando o formato do punção. As deformações medidas em corpos de
prova ensaiados com este método podem ser utilizadas para determinar a curva limite de
conformação e/ou valida-la.[5]
ETFAR / UCS - 28 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 2.14 – Demonstração dos punções utilizados no ensaio dos cinco
punções[5]
ETFAR / UCS - 29 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 3 – Máquinas para conformação mecânica a frio
Na indústria de estamparia são utilizados diversos tipos de máquinas, entre elas
aparecem máquinas como: prensas, guilhotinas, calandras, dobradeiras. As prensas
podem ser divididas em hidráulicas, excêntricas, prensa de joelho ou rótula, pneumática,
fricção e ainda existem dobradeiras, Prensas rápidas de corte e guilhotinas mecânicas.
Prensas
Prensa é um equipamento utilizado para conformar, dobrar, moldar, furar,
cunhar e vazar peças. As operações variam pelos tipos de operações necessárias para
formar o modelo (produto). Dependem também da capacidade de aplicação de força e
velocidade da máquina. No mercado, encontram-se prensas com capacidade de carga de
poucos quilos até prensas de mais de 50.000 toneladas de força.
A seguir serão apresentados os principais tipos de prensas e outros equipamentos
para conformação mecânica a frio, citando as características e aplicações de cada um.
Prensas Hidráulicas
Estas prensas se diferenciam das demais pelo comando do cabeçote, que pode
ser de uma ou várias colunas e a armação destas prensas é de ferro fundido ou de chapas
de aço soldadas. O cabeçote recebe o movimento de um pistão que se desloca pela ação
de um fluído, dentro de um cilindro, ou seja, o acionamento se faz através de uma pistão
ou cilindro hidráulico. Estas prensas possuem uma bomba de óleo que transmitem o
óleo através de canalizações e o se faz através acionamento das válvulas de comando.
As vantagens das prensas hidráulicas são: a força e pressão uniforme,
independente da posição e do curso, devido à facilidade existente para se regular a
pressão do óleo, o que permite utilizar somente a força necessária e que esta seja
controlada. A figura 3.1 apresenta uma prensa hidráulica.
ETFAR / UCS - 30 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 3.1 – Prensa Hidráulica
Funcionamento
As prensas hidráulicas têm seu funcionamento baseado no princípio de Pascal.
Onde a pressão exercida em um ponto qualquer de um líquido estático é a mesma em
todas as direções exercendo forças iguais em áreas iguais. Quando se aplica uma força
de 10 Kgf em uma área de 1cm², obtemos como resultado uma pressão interna de 10
Kgf/cm² agindo em toda a parede do recipiente com a mesma intensidade. Este
princípio, descoberto e enunciado por Pascal, levou a construção da primeira prensa
hidráulica no início da Revolução Industrial.
Aplicações
A prensa hidráulica tem como característica realizar operações onde há a
necessidade do emprego de grande força. Não tem grande velocidade na operação, por
isso é muito precisa em seu movimento e largamente utilizada em operações de
embutimento grande e profundo. É uma prensa com força ajustável e constante em
qualquer ponto do curso.
Dentre suas aplicações pode-se citar serviços gerais de reparo e manutenção,
compactar, estampar, repuxar (embutir), cortar, rebarbar, forjar, testes de resistência
mecânica, colocação e extração de rolamentos, eixos, engrenagens, buchas, dobrar, etc.
A prensa hidráulica tem um sistema de almofada, com regulagem de força, que
faz o repuxo ter mais qualidade do que em outras, a almofada também tem a função de
extrair a peça da matriz.
Este tipo de prensa é projetado para a operação com chapas aplanadas ou em
bobinas, possibilitam nesse caso, operação em automático.
ETFAR / UCS - 31 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
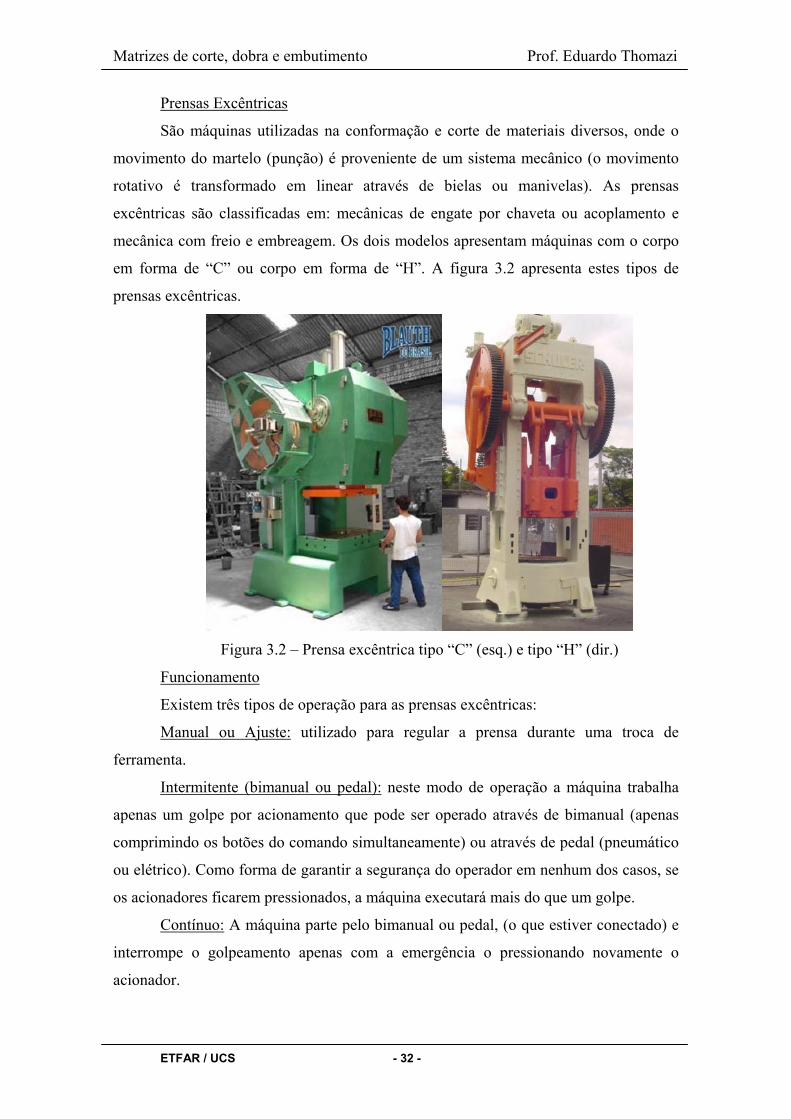
Prensas Excêntricas
São máquinas utilizadas na conformação e corte de materiais diversos, onde o
movimento do martelo (punção) é proveniente de um sistema mecânico (o movimento
rotativo é transformado em linear através de bielas ou manivelas). As prensas
excêntricas são classificadas em: mecânicas de engate por chaveta ou acoplamento e
mecânica com freio e embreagem. Os dois modelos apresentam máquinas com o corpo
em forma de “C” ou corpo em forma de “H”. A figura 3.2 apresenta estes tipos de
prensas excêntricas.
Figura 3.2 – Prensa excêntrica tipo “C” (esq.) e tipo “H” (dir.)
Funcionamento
Existem três tipos de operação para as prensas excêntricas:
Manual ou Ajuste: utilizado para regular a prensa durante uma troca de
ferramenta.
Intermitente (bimanual ou pedal): neste modo de operação a máquina trabalha
apenas um golpe por acionamento que pode ser operado através de bimanual (apenas
comprimindo os botões do comando simultaneamente) ou através de pedal (pneumático
ou elétrico). Como forma de garantir a segurança do operador em nenhum dos casos, se
os acionadores ficarem pressionados, a máquina executará mais do que um golpe.
Contínuo: A máquina parte pelo bimanual ou pedal, (o que estiver conectado) e
interrompe o golpeamento apenas com a emergência o pressionando novamente o
acionador.
ETFAR / UCS - 32 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Aplicações:
São utilizadas nas estamparias em operações de corte e conformação e, em
alguns casos, repuxos moderados.
Prensa de joelho ou rótula
É uma prensa pouco conhecida e pouco utilizada. Tem sua estrutura e alguns
componentes semelhantes as demais apresentadas, o que a diferencia é a forma do
acionamento do martelo.
Sua principal utilização é para realizar corte por impacto em uma matriz.
Funcionamento
Seu funcionamento é semelhante ao de uma prensa excêntrica, o que a diferencia
é o modo de acionamento do martelo que está acoplado a um eixo, semelhante ao
movimento de um pistão em um veículo. Este eixo é fixo em um volante que entra em
movimento quando acionada a máquina, realizando o movimento de descida do martelo
igual ao de um joelho. A rótula é formada por duas bielas articuladas entre si. A
extremidade da biela superior se apóia na armação. A extremidade da biela inferior
transmite o movimento ao cabeçote. Esta rótula é acionada por uma terceira biela de
comando montada horizontalmente. Esta última recebe o movimento da árvore de
comando, situada atrás da prensa.
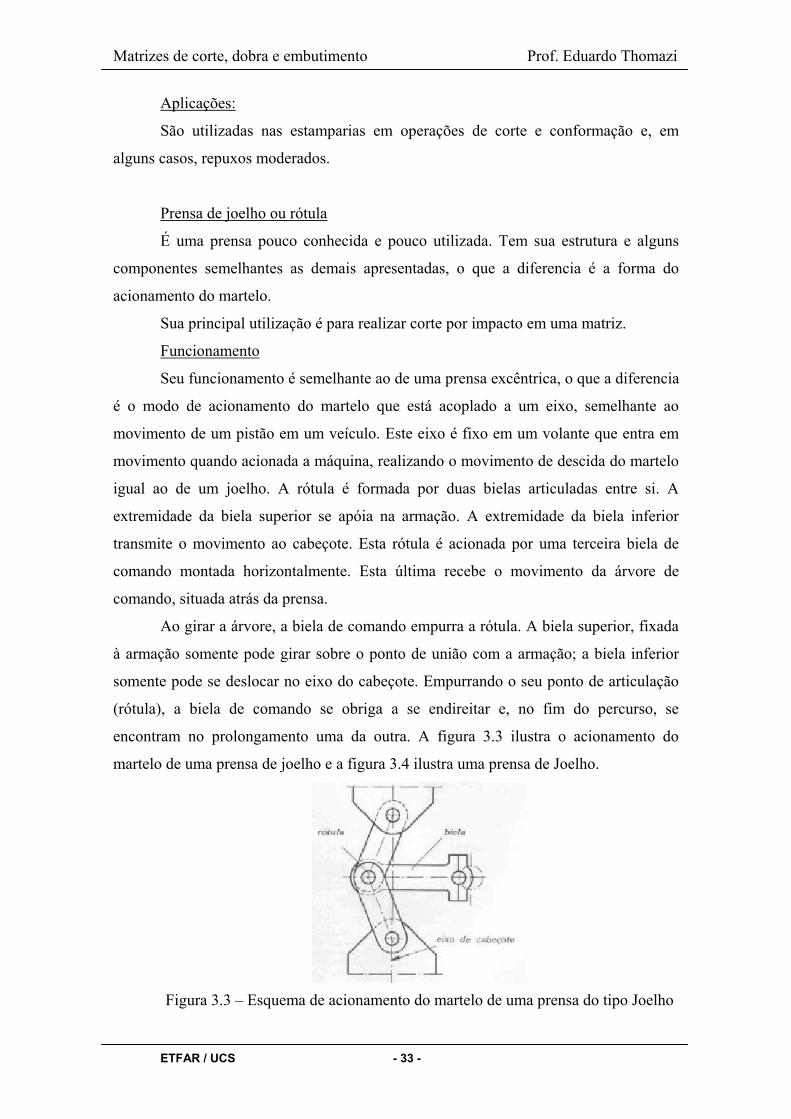
Ao girar a árvore, a biela de comando empurra a rótula. A biela superior, fixada
à armação somente pode girar sobre o ponto de união com a armação; a biela inferior
somente pode se deslocar no eixo do cabeçote. Empurrando o seu ponto de articulação
(rótula), a biela de comando se obriga a se endireitar e, no fim do percurso, se
encontram no prolongamento uma da outra. A figura 3.3 ilustra o acionamento do
martelo de uma prensa de joelho e a figura 3.4 ilustra uma prensa de Joelho.
Figura 3.3 – Esquema de acionamento do martelo de uma prensa do tipo Joelho
ETFAR / UCS - 33 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 3.4 – Prensa Joelho ou Rótula
Prensas Pneumáticas
As prensas pneumáticas também têm seu funcionamento baseado no princípio de
Pascal (vasos comunicantes), tal como as prensas hidráulicas. Mas com características
diferentes.
A prensa pneumática trabalha com ar comprimido para impulsionar o cilindro, e
em um circuito pneumático aberto, diferente da hidráulica.
As prensas pneumáticas são prensas que podem trabalhar em velocidade rápida
ou lenta; porém não desenvolvem bastante força devido ao fato de que com o ar
comprimido não se consegue alta pressão e baixas velocidades estáveis.
Para desenvolver grande força, os pistões teriam que ter seu diâmetro
exageradamente grande.
É utilizada para gravação, dispositivos, ferramenta de corte, dobra etc.
Funcionamento
Após a compressão do ar pelo sistema de compressores e distribuição pela rede,
um conjunto de componentes faz com que o ar comprimido chegue até a válvula
direcional da máquina. Quando essa válvula é acionada libera a passagem de ar
comprimido para o cilindro fazendo assim a movimentação do pistão.
Aplicações
Nas prensas pneumáticas pelo fato de trabalhar com ar comprimido, não se tem
um controle preciso sobre o movimento do cilindro ganhando alta velocidade na
ETFAR / UCS - 34 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
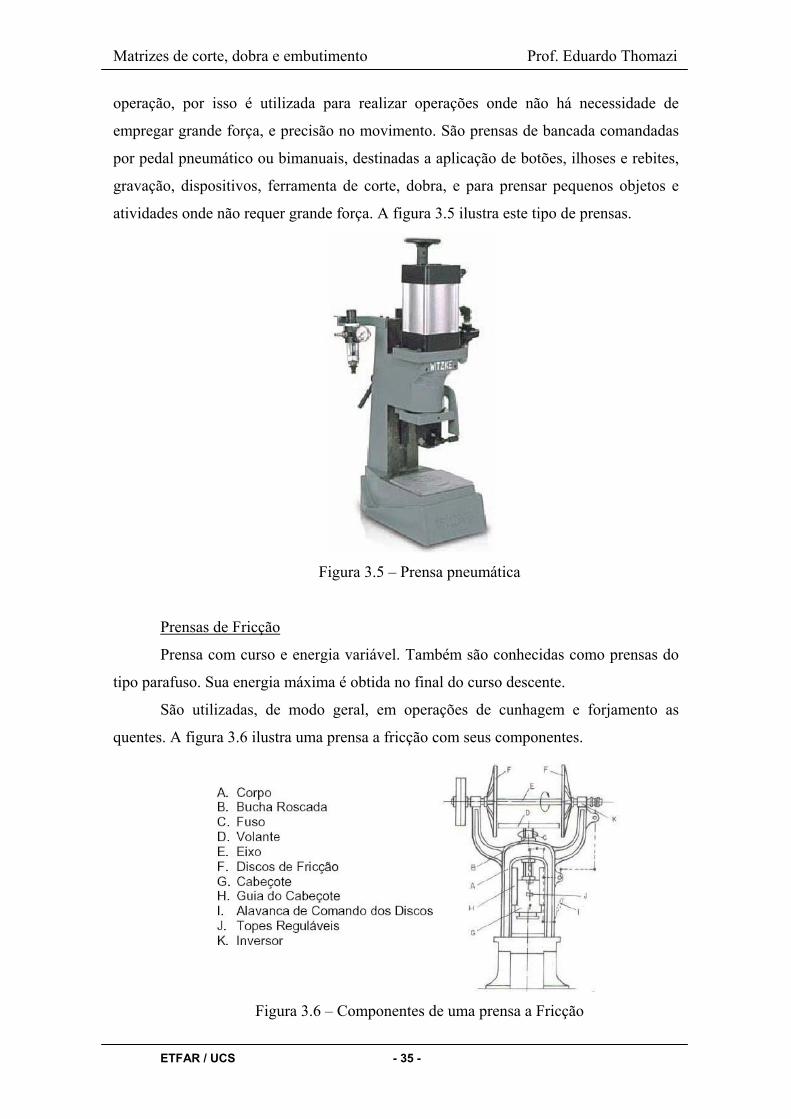
operação, por isso é utilizada para realizar operações onde não há necessidade de
empregar grande força, e precisão no movimento. São prensas de bancada comandadas
por pedal pneumático ou bimanuais, destinadas a aplicação de botões, ilhoses e rebites,
gravação, dispositivos, ferramenta de corte, dobra, e para prensar pequenos objetos e
atividades onde não requer grande força. A figura 3.5 ilustra este tipo de prensas.
Figura 3.5 – Prensa pneumática
Prensas de Fricção
Prensa com curso e energia variável. Também são conhecidas como prensas do
tipo parafuso. Sua energia máxima é obtida no final do curso descente.
São utilizadas, de modo geral, em operações de cunhagem e forjamento as
quentes. A figura 3.6 ilustra uma prensa a fricção com seus componentes.
Figura 3.6 – Componentes de uma prensa a Fricção
ETFAR / UCS - 35 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
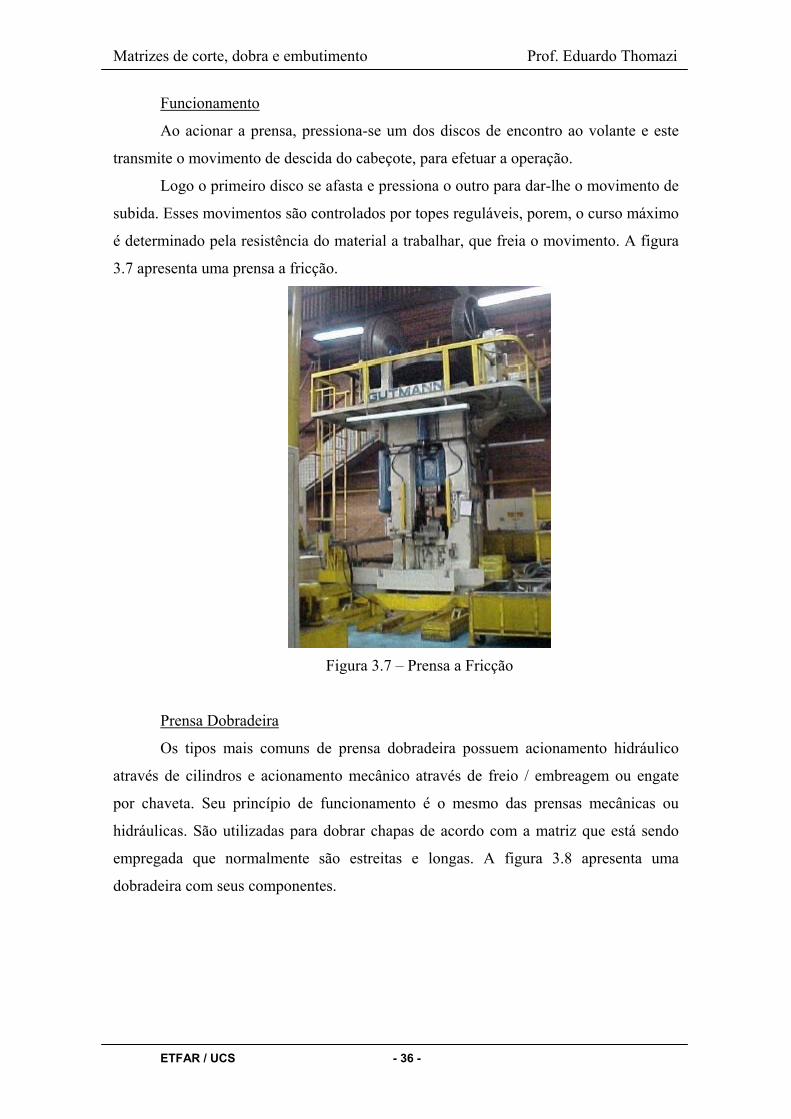
Funcionamento
Ao acionar a prensa, pressiona-se um dos discos de encontro ao volante e este
transmite o movimento de descida do cabeçote, para efetuar a operação.
Logo o primeiro disco se afasta e pressiona o outro para dar-lhe o movimento de
subida. Esses movimentos são controlados por topes reguláveis, porem, o curso máximo
é determinado pela resistência do material a trabalhar, que freia o movimento. A figura
3.7 apresenta uma prensa a fricção.
Figura 3.7 – Prensa a Fricção
Prensa Dobradeira
Os tipos mais comuns de prensa dobradeira possuem acionamento hidráulico
através de cilindros e acionamento mecânico através de freio / embreagem ou engate
por chaveta. Seu princípio de funcionamento é o mesmo das prensas mecânicas ou
hidráulicas. São utilizadas para dobrar chapas de acordo com a matriz que está sendo
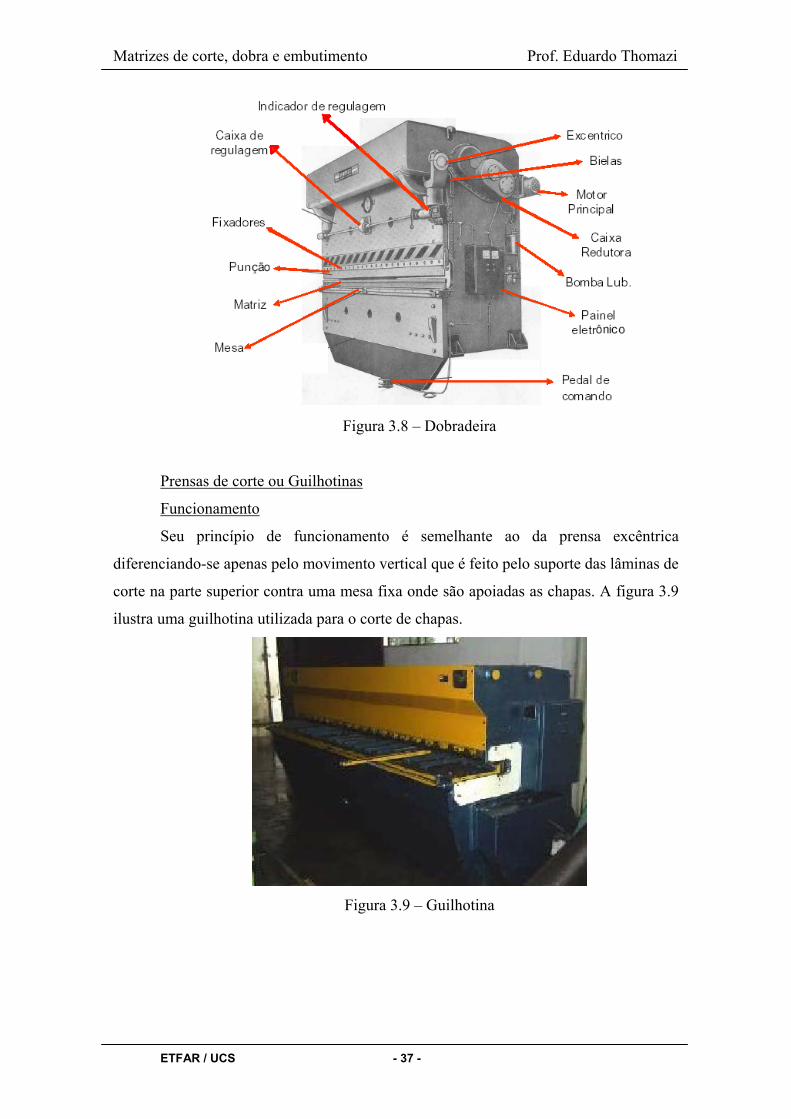
empregada que normalmente são estreitas e longas. A figura 3.8 apresenta uma
dobradeira com seus componentes.
ETFAR / UCS - 36 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 3.8 – Dobradeira
Prensas de corte ou Guilhotinas
Funcionamento
Seu princípio de funcionamento é semelhante ao da prensa excêntrica
diferenciando-se apenas pelo movimento vertical que é feito pelo suporte das lâminas de
corte na parte superior contra uma mesa fixa onde são apoiadas as chapas. A figura 3.9
ilustra uma guilhotina utilizada para o corte de chapas.
Figura 3.9 – Guilhotina
ETFAR / UCS - 37 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 4 – Generalidades nas matrizes de corte
Generalidades
A finalidade fundamental de toda e qualquer industria é produzir artigos bons e
baratos. Este problema se resolve com a produção em série, utilizando máquinas e
ferramentas especiais capazes de produzir um elevado número de peças mantendo o
padrão desejado.
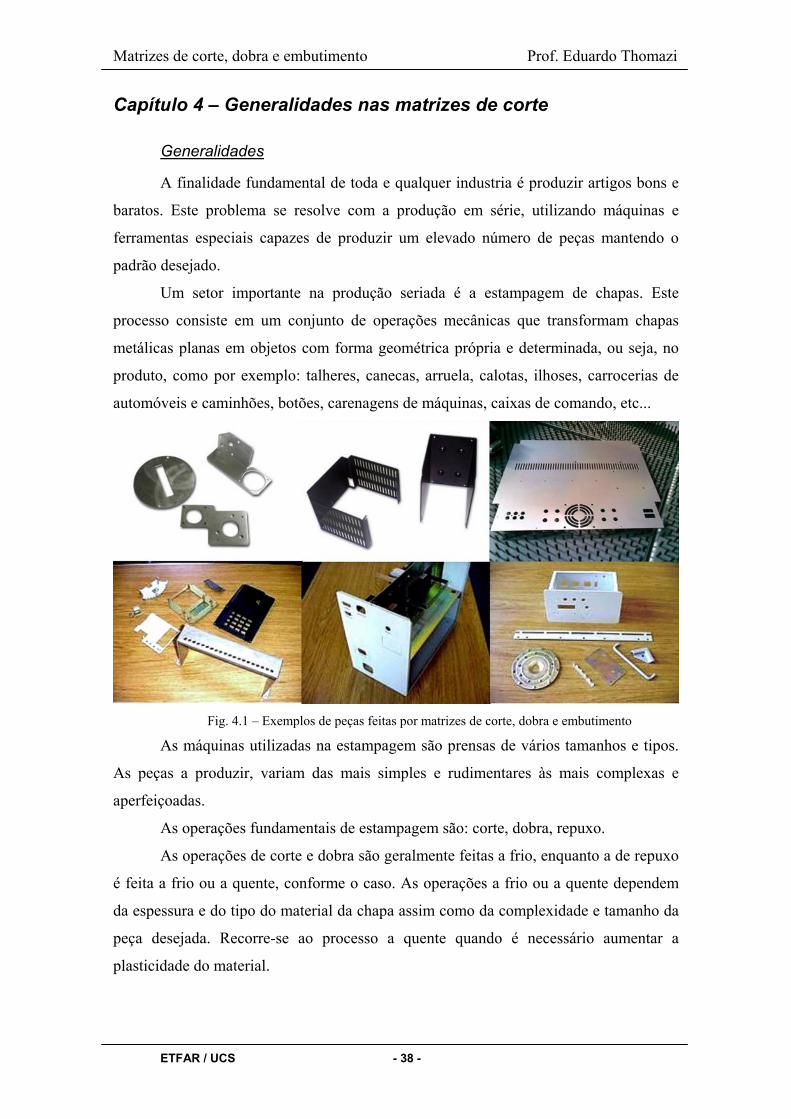
Um setor importante na produção seriada é a estampagem de chapas. Este
processo consiste em um conjunto de operações mecânicas que transformam chapas
metálicas planas em objetos com forma geométrica própria e determinada, ou seja, no
produto, como por exemplo: talheres, canecas, arruela, calotas, ilhoses, carrocerias de
automóveis e caminhões, botões, carenagens de máquinas, caixas de comando, etc...
Fig. 4.1 – Exemplos de peças feitas por matrizes de corte, dobra e embutimento
As máquinas utilizadas na estampagem são prensas de vários tamanhos e tipos.
As peças a produzir, variam das mais simples e rudimentares às mais complexas e
aperfeiçoadas.
As operações fundamentais de estampagem são: corte, dobra, repuxo.
As operações de corte e dobra são geralmente feitas a frio, enquanto a de repuxo
é feita a frio ou a quente, conforme o caso. As operações a frio ou a quente dependem
da espessura e do tipo do material da chapa assim como da complexidade e tamanho da
peça desejada. Recorre-se ao processo a quente quando é necessário aumentar a
plasticidade do material.
ETFAR / UCS - 38 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Peças complexas, em chapa de aço duro ou meio duro com espessura superior a
6,35mm (1/4”) devem ser estampadas a quente.
Poucos são os casos em que o ciclo de estampagem reduz a uma operação
fundamental de corte, dobra ou repuxo.
Em geral temos estas operações associadas, como por exemplo:
• Corte e dobra
• Corte, dobra e repuxo
• Corte e repuxo
Em muitos casos, as operações fundamentais são complementadas por outros
processos como:
• Pré-formar
• Formar
• Recalcar
• Repassar
• Calibrar
A determinação do ciclo de operações para a estampagem de uma determinada
peça depende de vários fatores:
• Formato, tamanho, qualidade e quantidade de peças.
• Qualidade, espessura e estado do material da chapa.
• Prensas, equipamento e recursos da oficina.
O número de operações necessárias para o ciclo de trabalho, está diretamente
ligado à complexidade da peça e suas dimensões.
Uma arruela se obtém com uma simples operação de corte, mas uma caneca,
muito profunda, somente pode ser obtida por corte do disco e várias fases de repuxo.
A qualidade do material da chapa influi na determinação do ciclo de operações.
Um material macio, plástico, se deformará mais facilmente que um material duro que é
elástico. Enquanto um disco de material mole permite um repuxo bastante profundo em
cada operação, um outro igual ao primeiro, mas de material duro permite apenas um
repuxo leve.
ETFAR / UCS - 39 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
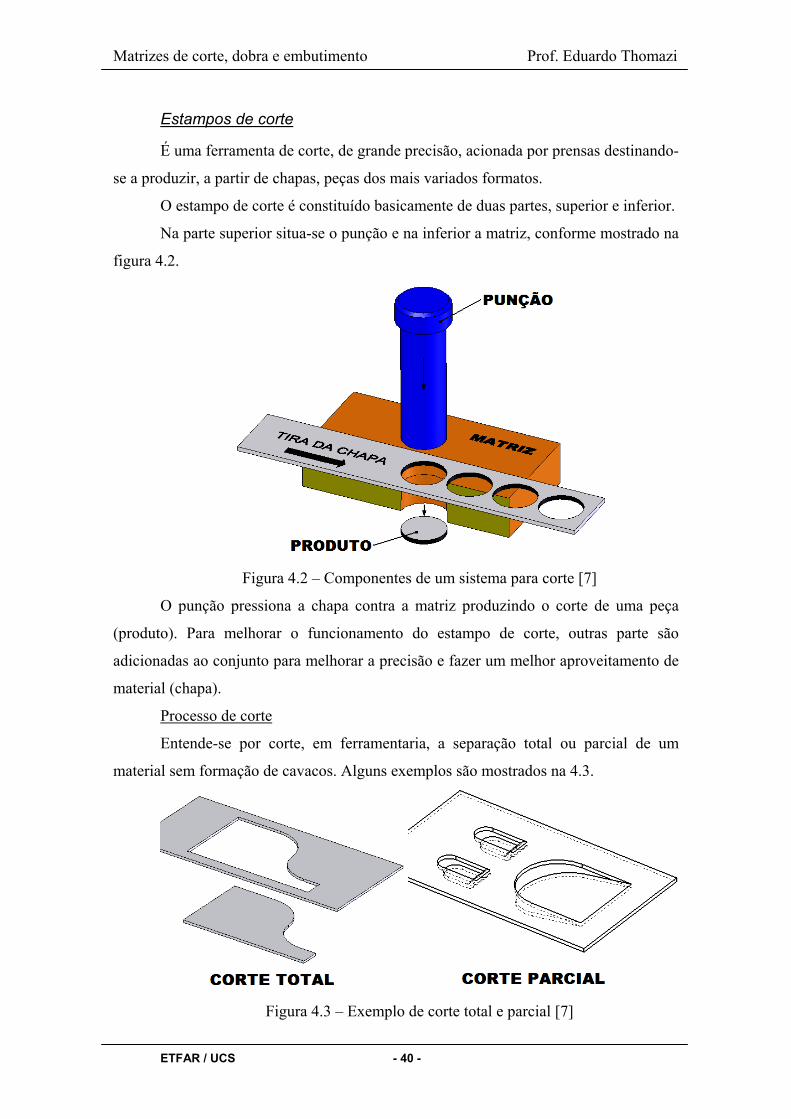
Estampos de corte
É uma ferramenta de corte, de grande precisão, acionada por prensas destinando-
se a produzir, a partir de chapas, peças dos mais variados formatos.
O estampo de corte é constituído basicamente de duas partes, superior e inferior.
Na parte superior situa-se o punção e na inferior a matriz, conforme mostrado na
figura 4.2.
Figura 4.2 – Componentes de um sistema para corte [7]
O punção pressiona a chapa contra a matriz produzindo o corte de uma peça
(produto). Para melhorar o funcionamento do estampo de corte, outras parte são
adicionadas ao conjunto para melhorar a precisão e fazer um melhor aproveitamento de
material (chapa).
Processo de corte
Entende-se por corte, em ferramentaria, a separação total ou parcial de um
material sem formação de cavacos. Alguns exemplos são mostrados na 4.3.
Figura 4.3 – Exemplo de corte total e parcial [7]
ETFAR / UCS - 40 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
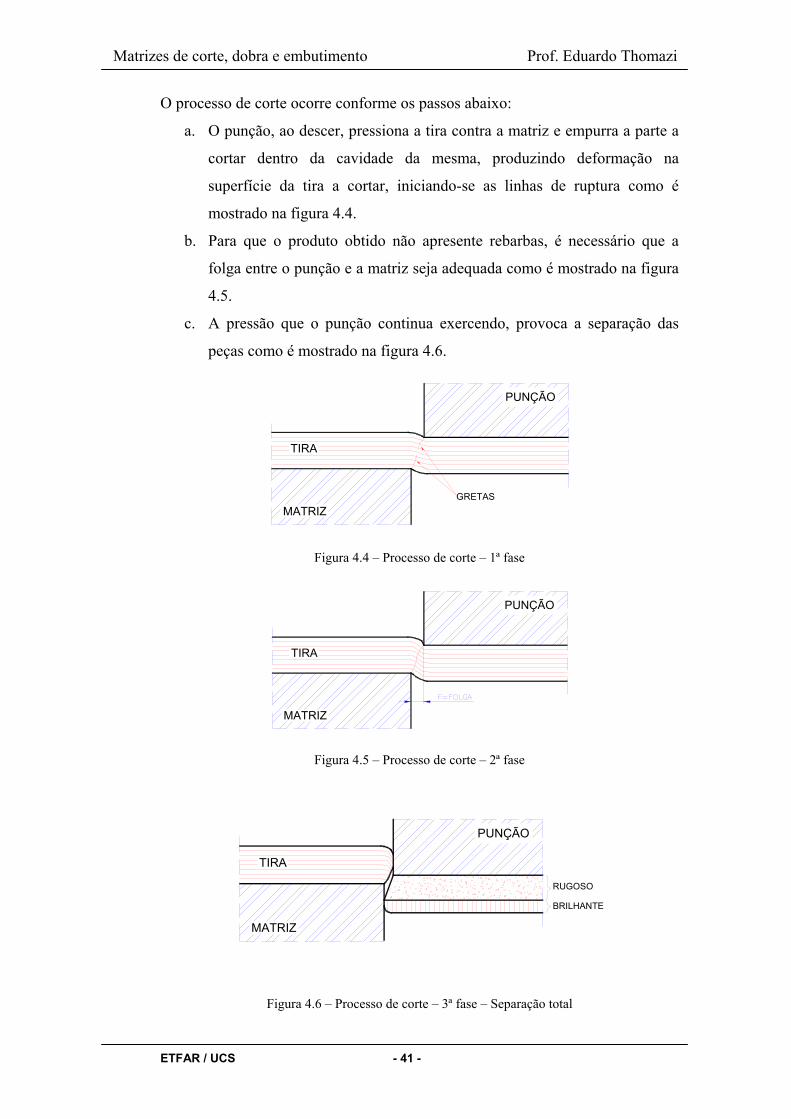
O processo de corte ocorre conforme os passos abaixo:
a. O punção, ao descer, pressiona a tira contra a matriz e empurra a parte a
cortar dentro da cavidade da mesma, produzindo deformação na
superfície da tira a cortar, iniciando-se as linhas de ruptura como é
mostrado na figura 4.4.
b. Para que o produto obtido não apresente rebarbas, é necessário que a
folga entre o punção e a matriz seja adequada como é mostrado na figura
4.5.
c. A pressão que o punção continua exercendo, provoca a separação das
peças como é mostrado na figura 4.6.
TIRA
MATRIZ
PUNÇÃO
GRETAS
Figura 4.4 – Processo de corte – 1ª fase
TIRA
MATRIZ
PUNÇÃO
Figura 4.5 – Processo de corte – 2ª fase
TIRA
MATRIZ
PUNÇÃO
RUGOSO
BRILHANTE
Figura 4.6 – Processo de corte – 3ª fase – Separação total
ETFAR / UCS - 41 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 5 – Componentes das matrizes de corte
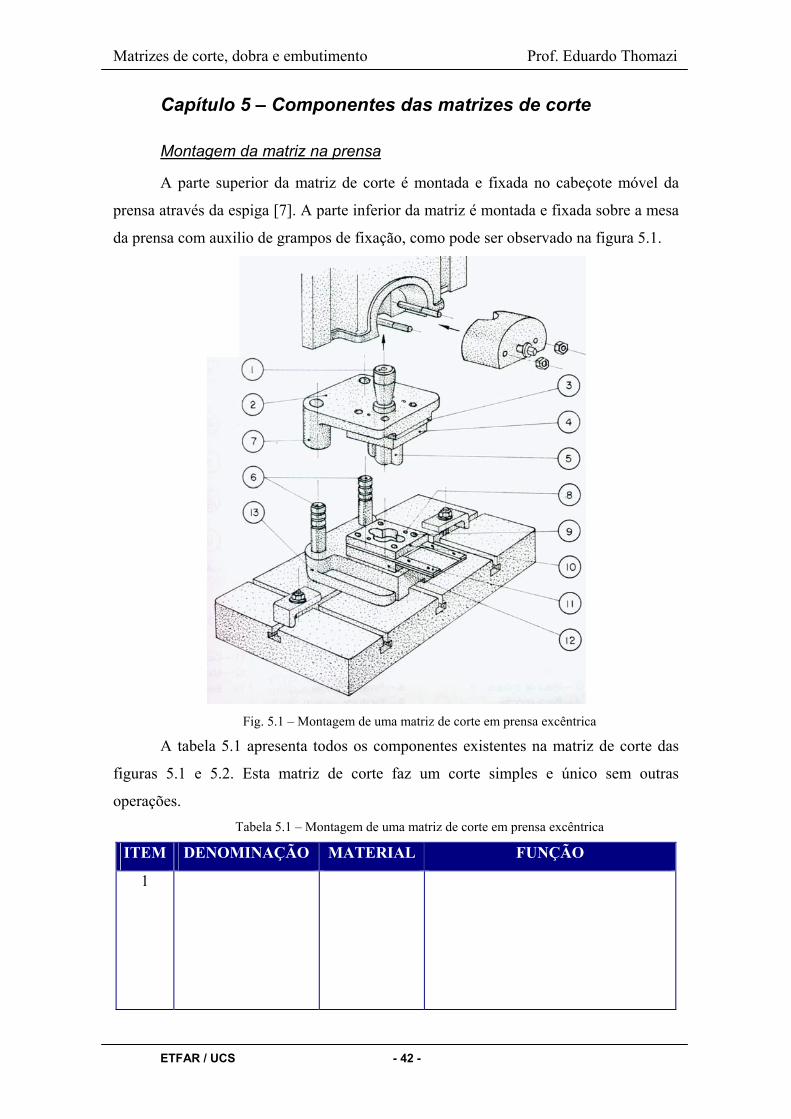
Montagem da matriz na prensa
A parte superior da matriz de corte é montada e fixada no cabeçote móvel da
prensa através da espiga [7]. A parte inferior da matriz é montada e fixada sobre a mesa
da prensa com auxilio de grampos de fixação, como pode ser observado na figura 5.1.
Fig. 5.1 – Montagem de uma matriz de corte em prensa excêntrica
A tabela 5.1 apresenta todos os componentes existentes na matriz de corte das
figuras 5.1 e 5.2. Esta matriz de corte faz um corte simples e único sem outras
operações.
Tabela 5.1 – Montagem de uma matriz de corte em prensa excêntrica
ITEM DENOMINAÇÃO MATERIAL FUNÇÃO
1
ETFAR / UCS - 42 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
2
3
4
5
6
7
ETFAR / UCS - 43 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
8
9
10
11
12
13
ETFAR / UCS - 44 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 5.2 – Matriz para o corte de um perfil único
ETFAR / UCS - 45 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
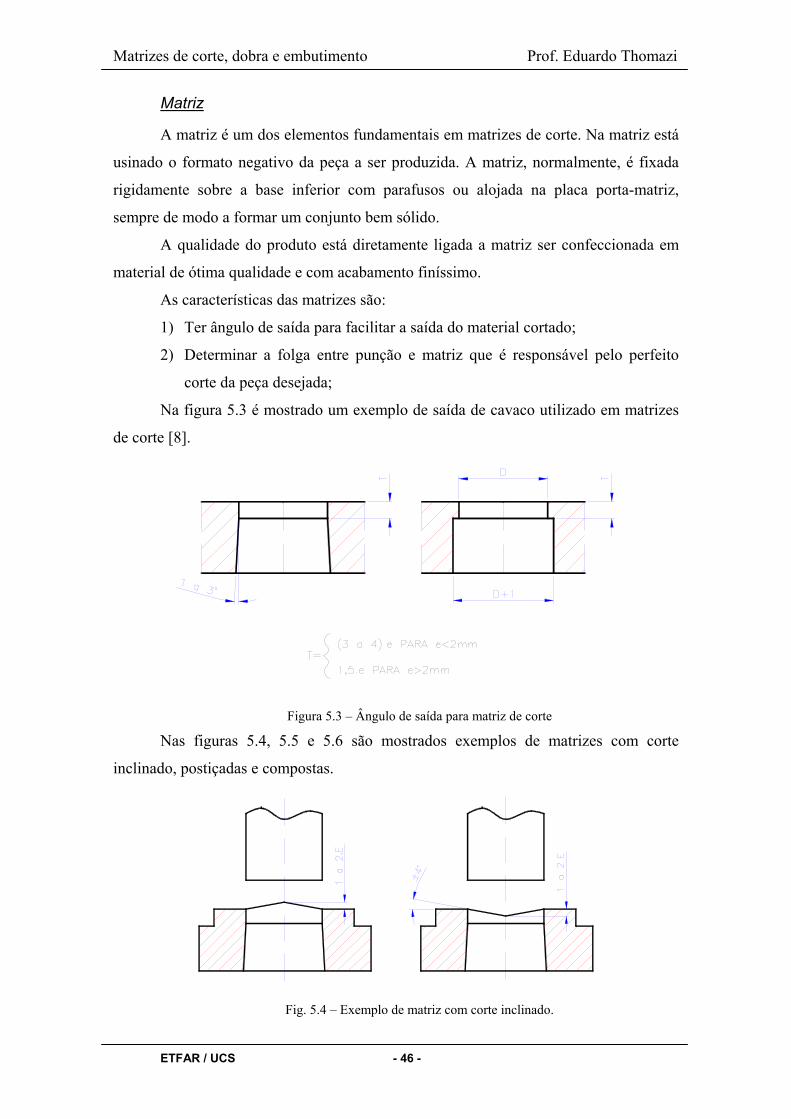
Matriz
A matriz é um dos elementos fundamentais em matrizes de corte. Na matriz está
usinado o formato negativo da peça a ser produzida. A matriz, normalmente, é fixada
rigidamente sobre a base inferior com parafusos ou alojada na placa porta-matriz,
sempre de modo a formar um conjunto bem sólido.
A qualidade do produto está diretamente ligada a matriz ser confeccionada em
material de ótima qualidade e com acabamento finíssimo.
As características das matrizes são:
1) Ter ângulo de saída para facilitar a saída do material cortado;
2) Determinar a folga entre punção e matriz que é responsável pelo perfeito
corte da peça desejada;
Na figura 5.3 é mostrado um exemplo de saída de cavaco utilizado em matrizes
de corte [8].
Figura 5.3 – Ângulo de saída para matriz de corte
Nas figuras 5.4, 5.5 e 5.6 são mostrados exemplos de matrizes com corte
inclinado, postiçadas e compostas.
Fig. 5.4 – Exemplo de matriz com corte inclinado.
ETFAR / UCS - 46 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
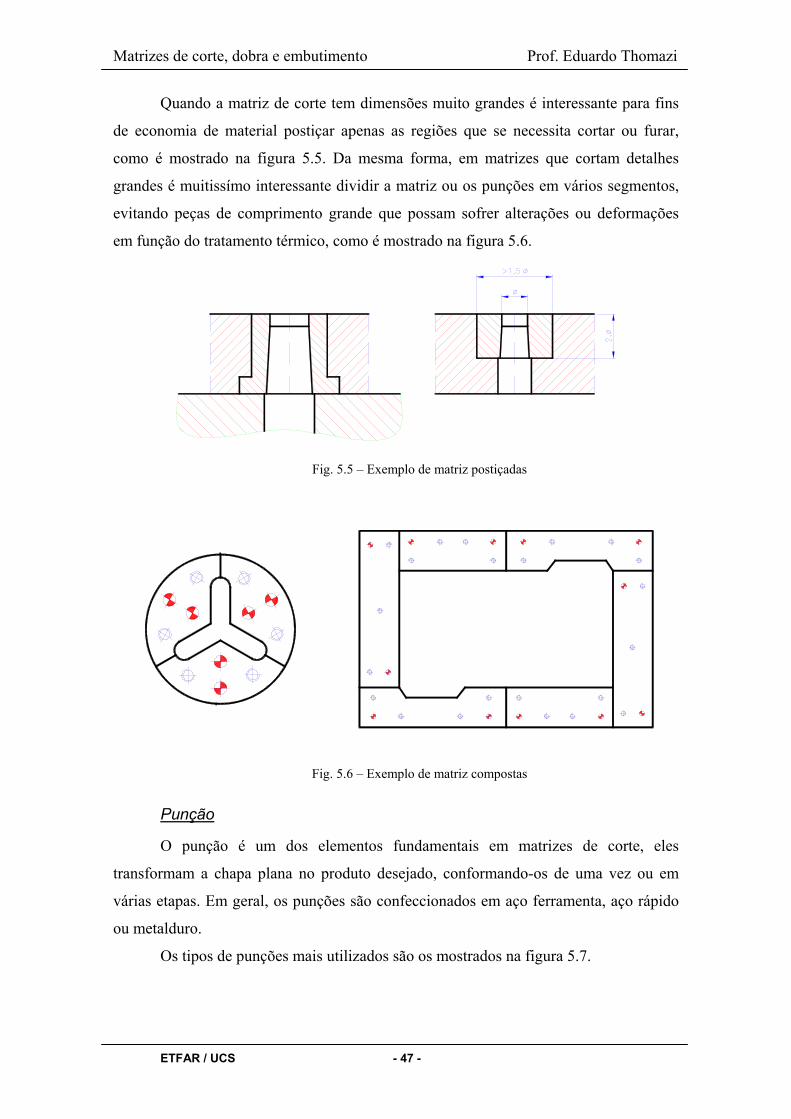
Quando a matriz de corte tem dimensões muito grandes é interessante para fins
de economia de material postiçar apenas as regiões que se necessita cortar ou furar,
como é mostrado na figura 5.5. Da mesma forma, em matrizes que cortam detalhes
grandes é muitissímo interessante dividir a matriz ou os punções em vários segmentos,
evitando peças de comprimento grande que possam sofrer alterações ou deformações
em função do tratamento térmico, como é mostrado na figura 5.6.
Fig. 5.5 – Exemplo de matriz postiçadas
Fig. 5.6 – Exemplo de matriz compostas
Punção
O punção é um dos elementos fundamentais em matrizes de corte, eles
transformam a chapa plana no produto desejado, conformando-os de uma vez ou em
várias etapas. Em geral, os punções são confeccionados em aço ferramenta, aço rápido
ou metalduro.
Os tipos de punções mais utilizados são os mostrados na figura 5.7.
ETFAR / UCS - 47 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 5.7 – Tipos mais utilizados de punções de corte
Os punções são fixados na placa porta-punções e apoiados na parte de trás da
cabeça pela placa de choque ou por segmentos de material endurecido para evitar que o
punção deforme a placa base superior diminuindo a altura efetiva do punção. A figura
5.8 mostra vários exemplos de fixação de punções.
Figura 5.8 – Exemplo de fixações utilizadas em punções de corte
ETFAR / UCS - 48 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
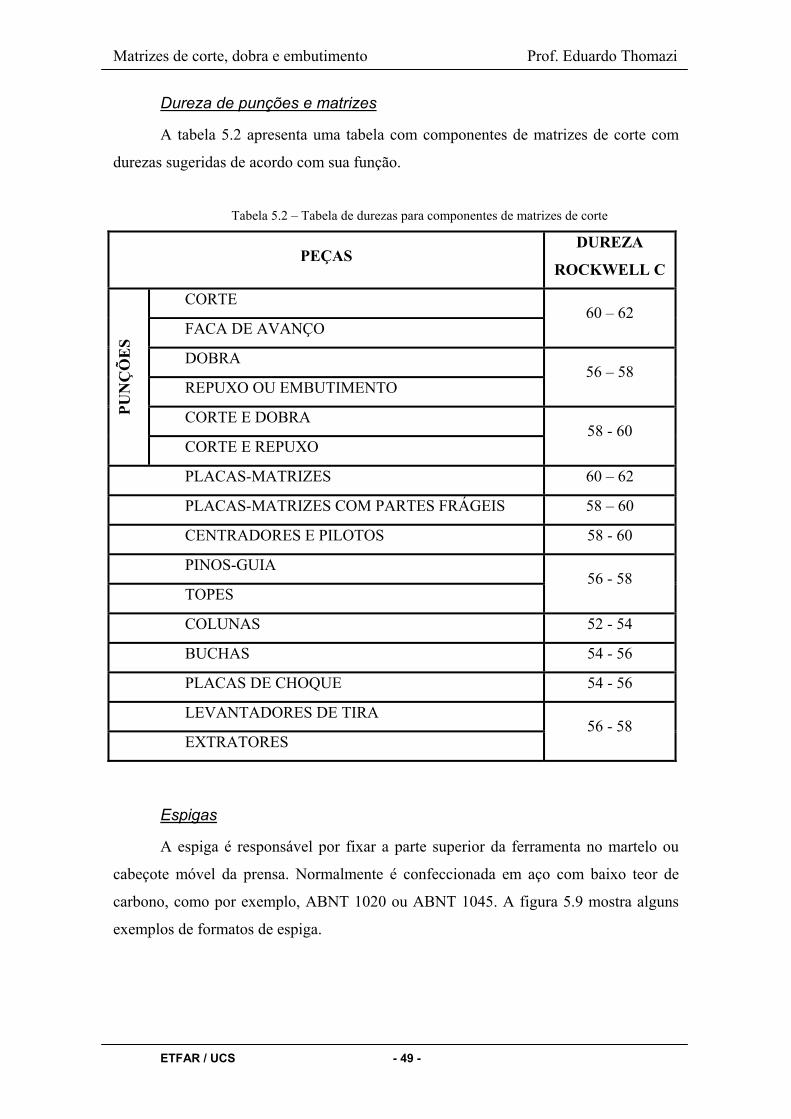
Dureza de punções e matrizes
A tabela 5.2 apresenta uma tabela com componentes de matrizes de corte com
durezas sugeridas de acordo com sua função.
Tabela 5.2 – Tabela de durezas para componentes de matrizes de corte
PEÇAS DUREZA
ROCKWELL C
CORTE
FACA DE AVANÇO 60 – 62
DOBRA
REPUXO OU EMBUTIMENTO 56 – 58
CORTE E DOBRA PU
NÇ
ÕE
S
CORTE E REPUXO 58 - 60
PLACAS-MATRIZES 60 – 62
PLACAS-MATRIZES COM PARTES FRÁGEIS 58 – 60
CENTRADORES E PILOTOS 58 - 60
PINOS-GUIA
TOPES 56 - 58
COLUNAS 52 - 54
BUCHAS 54 - 56
PLACAS DE CHOQUE 54 - 56
LEVANTADORES DE TIRA
EXTRATORES 56 - 58
Espigas
A espiga é responsável por fixar a parte superior da ferramenta no martelo ou
cabeçote móvel da prensa. Normalmente é confeccionada em aço com baixo teor de
carbono, como por exemplo, ABNT 1020 ou ABNT 1045. A figura 5.9 mostra alguns
exemplos de formatos de espiga.
ETFAR / UCS - 49 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
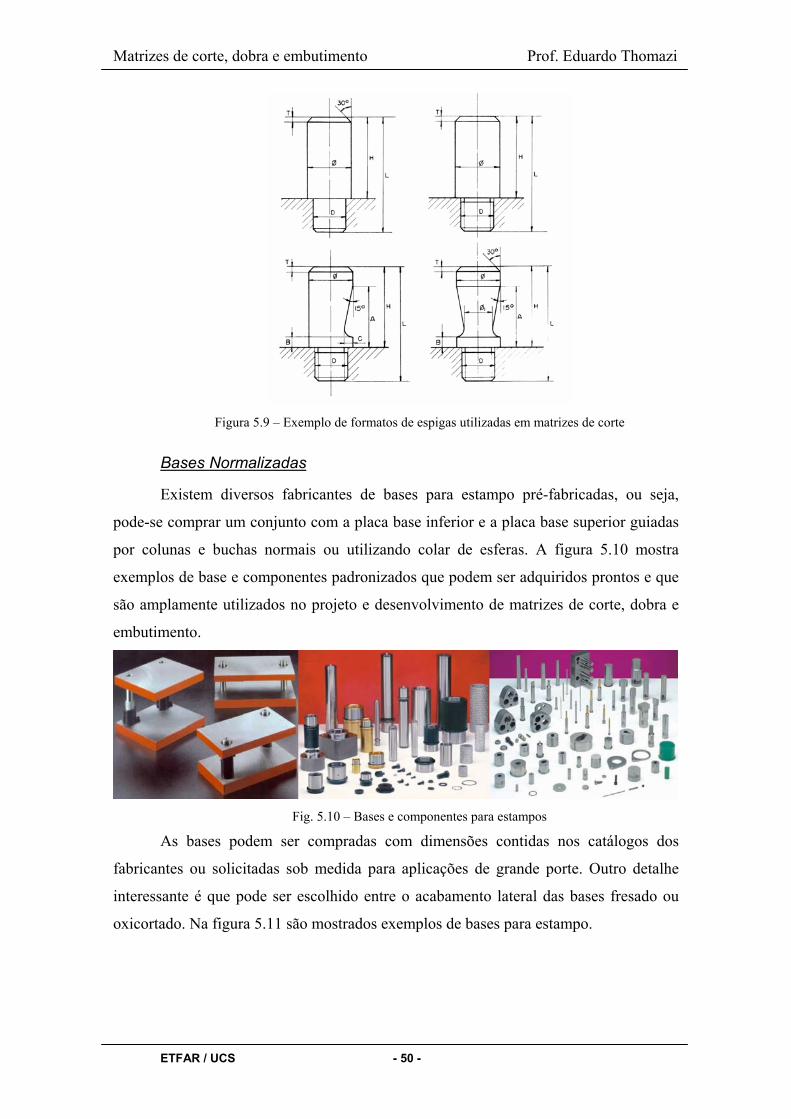
Figura 5.9 – Exemplo de formatos de espigas utilizadas em matrizes de corte
Bases Normalizadas
Existem diversos fabricantes de bases para estampo pré-fabricadas, ou seja,
pode-se comprar um conjunto com a placa base inferior e a placa base superior guiadas
por colunas e buchas normais ou utilizando colar de esferas. A figura 5.10 mostra
exemplos de base e componentes padronizados que podem ser adquiridos prontos e que
são amplamente utilizados no projeto e desenvolvimento de matrizes de corte, dobra e
embutimento.
Fig. 5.10 – Bases e componentes para estampos
As bases podem ser compradas com dimensões contidas nos catálogos dos
fabricantes ou solicitadas sob medida para aplicações de grande porte. Outro detalhe
interessante é que pode ser escolhido entre o acabamento lateral das bases fresado ou
oxicortado. Na figura 5.11 são mostrados exemplos de bases para estampo.
ETFAR / UCS - 50 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 5.11 – Bases para estampos (fonte: MDL –DANLY em www.mdl-danly.com.br)
Catálogos com componentes para estampo, bases de estampo e punções e
matrizes padrão podem ser encontrados nos websites dos fabricantes:
Polimold – www.polimold.com.br
Danly – www.mdl-danly.com.br
Tres-s – www.tres-s.com.br
Tecnoserv – www.tecnoserv-moldes.ind.br
DME – www.dme.net
HASCO – www.hasco.com
No anexo E existem alguns exemplos de normalizados para matrizes de
estampo.
Molas
As molas utilizadas em matrizes podem ser helicoidais, de polímero
(plastiprene) ou de arruelas elásticas. Na figura 5.12 são mostrados alguns tipos de
molas utilizados em matrizes.
Figura 5.12 – Exemplo de molas utilizadas em matrizes
ETFAR / UCS - 51 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
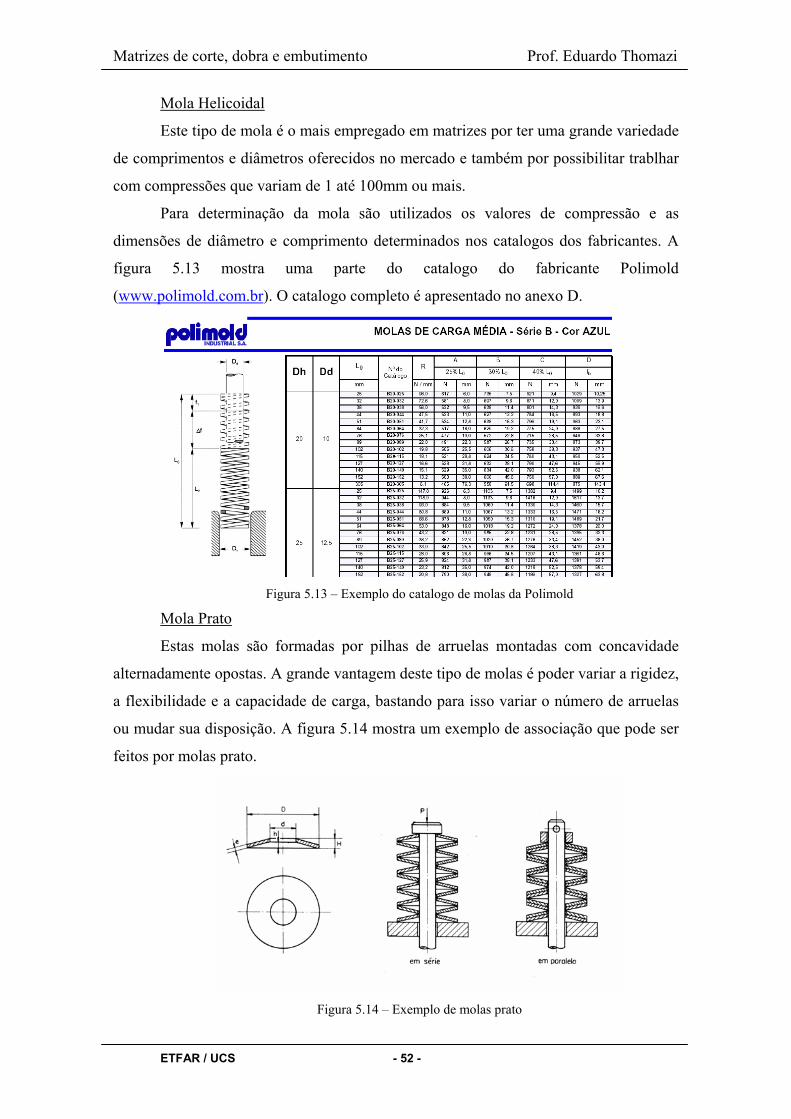
Mola Helicoidal
Este tipo de mola é o mais empregado em matrizes por ter uma grande variedade
de comprimentos e diâmetros oferecidos no mercado e também por possibilitar trablhar
com compressões que variam de 1 até 100mm ou mais.
Para determinação da mola são utilizados os valores de compressão e as
dimensões de diâmetro e comprimento determinados nos catalogos dos fabricantes. A
figura 5.13 mostra uma parte do catalogo do fabricante Polimold
(www.polimold.com.br). O catalogo completo é apresentado no anexo D.
Figura 5.13 – Exemplo do catalogo de molas da Polimold
Mola Prato
Estas molas são formadas por pilhas de arruelas montadas com concavidade
alternadamente opostas. A grande vantagem deste tipo de molas é poder variar a rigidez,
a flexibilidade e a capacidade de carga, bastando para isso variar o número de arruelas
ou mudar sua disposição. A figura 5.14 mostra um exemplo de associação que pode ser
feitos por molas prato.
Figura 5.14 – Exemplo de molas prato
ETFAR / UCS - 52 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
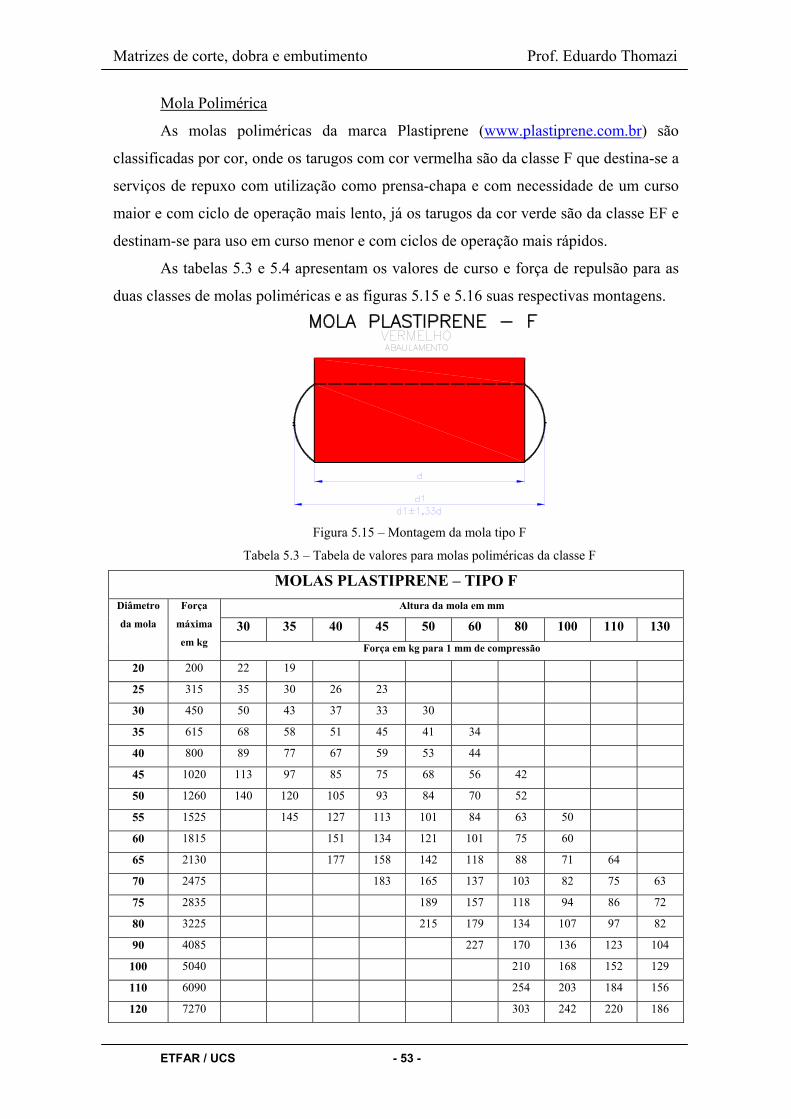
Mola Polimérica
As molas poliméricas da marca Plastiprene (www.plastiprene.com.br) são
classificadas por cor, onde os tarugos com cor vermelha são da classe F que destina-se a
serviços de repuxo com utilização como prensa-chapa e com necessidade de um curso
maior e com ciclo de operação mais lento, já os tarugos da cor verde são da classe EF e
destinam-se para uso em curso menor e com ciclos de operação mais rápidos.
As tabelas 5.3 e 5.4 apresentam os valores de curso e força de repulsão para as
duas classes de molas poliméricas e as figuras 5.15 e 5.16 suas respectivas montagens.
Figura 5.15 – Montagem da mola tipo F
Tabela 5.3 – Tabela de valores para molas poliméricas da classe F
MOLAS PLASTIPRENE – TIPO F
Altura da mola em mm
30 35 40 45 50 60 80 100 110 130
Diâmetro
da mola
Força
máxima
em kg Força em kg para 1 mm de compressão
20 200 22 19
25 315 35 30 26 23
30 450 50 43 37 33 30
35 615 68 58 51 45 41 34
40 800 89 77 67 59 53 44
45 1020 113 97 85 75 68 56 42
50 1260 140 120 105 93 84 70 52
55 1525 145 127 113 101 84 63 50
60 1815 151 134 121 101 75 60
65 2130 177 158 142 118 88 71 64
70 2475 183 165 137 103 82 75 63
75 2835 189 157 118 94 86 72
80 3225 215 179 134 107 97 82
90 4085 227 170 136 123 104
100 5040 210 168 152 129
110 6090 254 203 184 156
120 7270 303 242 220 186
ETFAR / UCS - 53 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
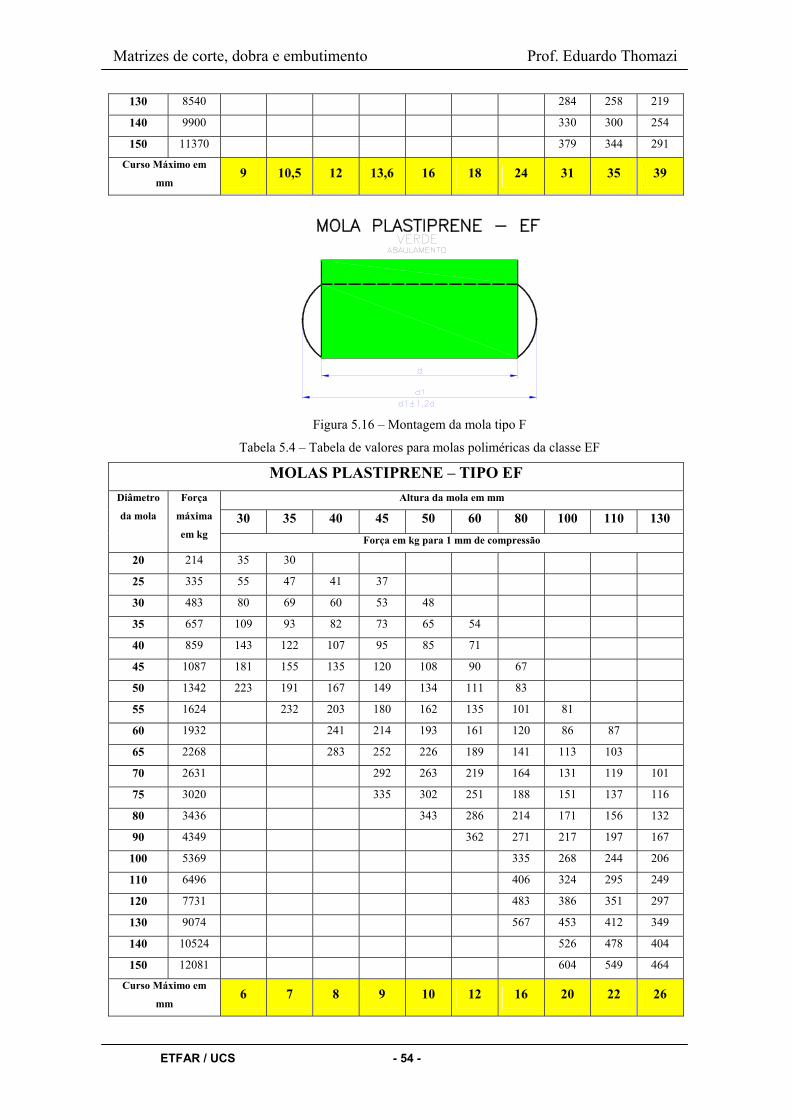
130 8540 284 258 219
140 9900 330 300 254
150 11370 379 344 291
Curso Máximo em
mm 9 10,5 12 13,6 16 18 24 31 35 39
Figura 5.16 – Montagem da mola tipo F
Tabela 5.4 – Tabela de valores para molas poliméricas da classe EF
MOLAS PLASTIPRENE – TIPO EF
Altura da mola em mm
30 35 40 45 50 60 80 100 110 130
Diâmetro
da mola
Força
máxima
em kg Força em kg para 1 mm de compressão
20 214 35 30
25 335 55 47 41 37
30 483 80 69 60 53 48
35 657 109 93 82 73 65 54
40 859 143 122 107 95 85 71
45 1087 181 155 135 120 108 90 67
50 1342 223 191 167 149 134 111 83
55 1624 232 203 180 162 135 101 81
60 1932 241 214 193 161 120 86 87
65 2268 283 252 226 189 141 113 103
70 2631 292 263 219 164 131 119 101
75 3020 335 302 251 188 151 137 116
80 3436 343 286 214 171 156 132
90 4349 362 271 217 197 167
100 5369 335 268 244 206
110 6496 406 324 295 249
120 7731 483 386 351 297
130 9074 567 453 412 349
140 10524 526 478 404
150 12081 604 549 464
Curso Máximo em
mm 6 7 8 9 10 12 16 20 22 26
ETFAR / UCS - 54 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
A figura 5.17 mostra exemplos de montagens utilizando molas plastiprene e as
deflexões que acontecem no momento da compressão.
Figura 5.17 – Montagens utilizando molas da marca Plastiprene (fonte: www.plastiprene.com.br)
ETFAR / UCS - 55 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 6 - Folga de corte
A folga que deve existir entre o punção e a matriz, para que a ação do corte ela
correta, traz como conseqüência à conservação do corte da matriz e a qualidade da peça,
como é mostrado na figura 6.1.
Figura 6.1 – Componentes de uma matriz de corte
Dimensionamento:
Necessitando obter contornos externos, a matriz leva a medida nominal da peça
e a folga fica no punção. No caso de contorno interno, o punção leva a medida e a folga
se acrescenta à matriz.
Cálculos:
Para determinar as medidas correspondentes ao punção e a matriz, pode-se
aplicar as formulas seguintes:
Para aço macio e latão: 20
eF =
Para aço semi-duro: 16
eF =
Para aço duro: 14
eF = , onde:
“F” é a folga de corte em mm.
“e” é a espessura da chapa a cortar em mm.
ETFAR / UCS - 56 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
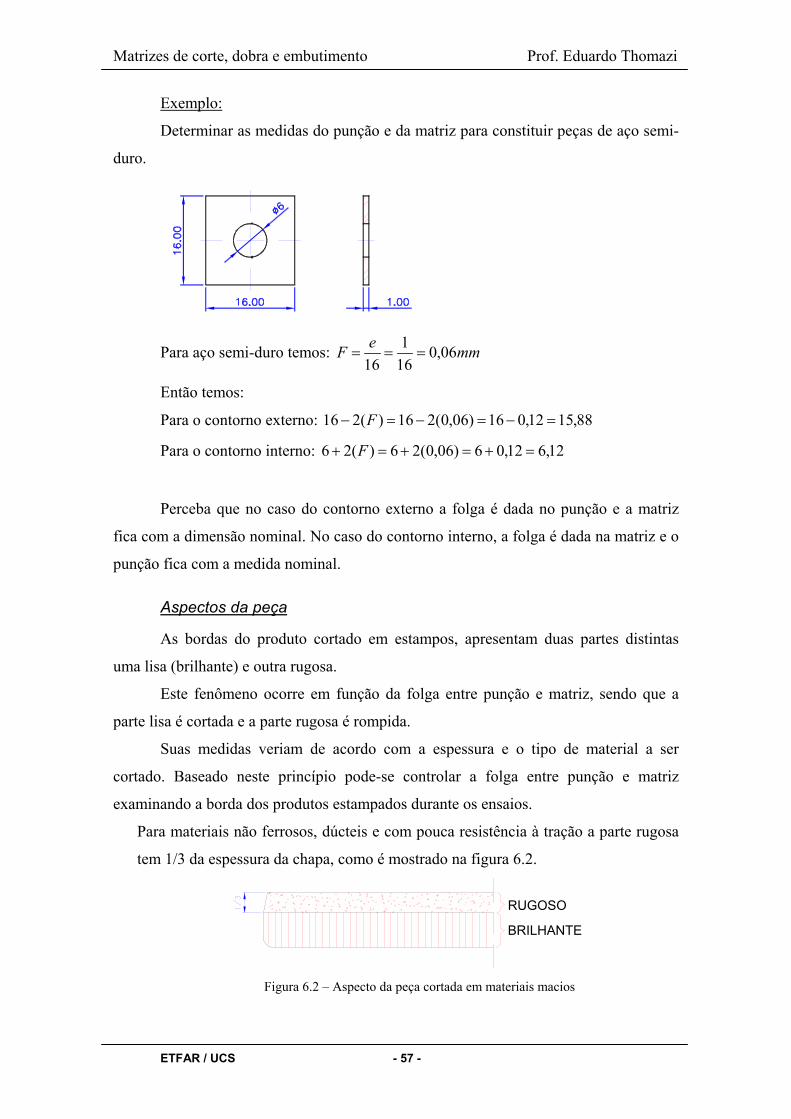
Exemplo:
Determinar as medidas do punção e da matriz para constituir peças de aço semi-
duro.
Para aço semi-duro temos: mme
F 06,016
1
16===
Então temos:
Para o contorno externo: 16 88,1512,016)06,0(216)(2 =−=−=− F
Para o contorno interno: 6 12,612,06)06,0(26)(2 =+=+=+ F
Perceba que no caso do contorno externo a folga é dada no punção e a matriz
fica com a dimensão nominal. No caso do contorno interno, a folga é dada na matriz e o
punção fica com a medida nominal.
Aspectos da peça
As bordas do produto cortado em estampos, apresentam duas partes distintas
uma lisa (brilhante) e outra rugosa.
Este fenômeno ocorre em função da folga entre punção e matriz, sendo que a
parte lisa é cortada e a parte rugosa é rompida.
Suas medidas veriam de acordo com a espessura e o tipo de material a ser
cortado. Baseado neste princípio pode-se controlar a folga entre punção e matriz
examinando a borda dos produtos estampados durante os ensaios.
Para materiais não ferrosos, dúcteis e com pouca resistência à tração a parte rugosa
tem 1/3 da espessura da chapa, como é mostrado na figura 6.2.
RUGOSO
BRILHANTE
Figura 6.2 – Aspecto da peça cortada em materiais macios
ETFAR / UCS - 57 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Em materiais ferrosos que não oferecem grande resistência à tração a parte rugosa
tem a metade da espessura da chapa, como é mostrado na figura 6.3.
RUGOSO
BRILHANTE
Figura 6.3 – Aspecto da peça cortada em materiais de média dureza
Para materiais ferrosos que oferecem maior resistência à tração, a parte rugosa tem
2/3 da espessura da chapa, como é mostrado na figura 6.4.
RUGOSO
BRILHANTE
Figura 6.4 – Aspecto da peça cortada em materiais duros
Existem outros materiais que se adaptam a qualquer dos três casos citados, como
sejam: folha de flanges, aço silicioso, aço inoxidável, matérias isolantes e plásticos.
Para se obter um bom corte através de um estampo, o punção e a matriz devem
ter entre si uma folga adequada. Esta folga obedece a uma determina porcentagem
relacionada com a espessura e natureza do material.
Como regra geral, ela será tanto quanto menor quanto mais fina for a espessura
da chapa a ser cortada.
Dessa folga depende o tempo de vida do estampo e a qualidade do produto.
O desgaste da matriz e do punção será muito menor, quando a folga for bem
determinada e bem dividida, como mostra a figura 6.5.
Figura 6.5 – Aplicação correta da folga entre punção e matriz
ETFAR / UCS - 58 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
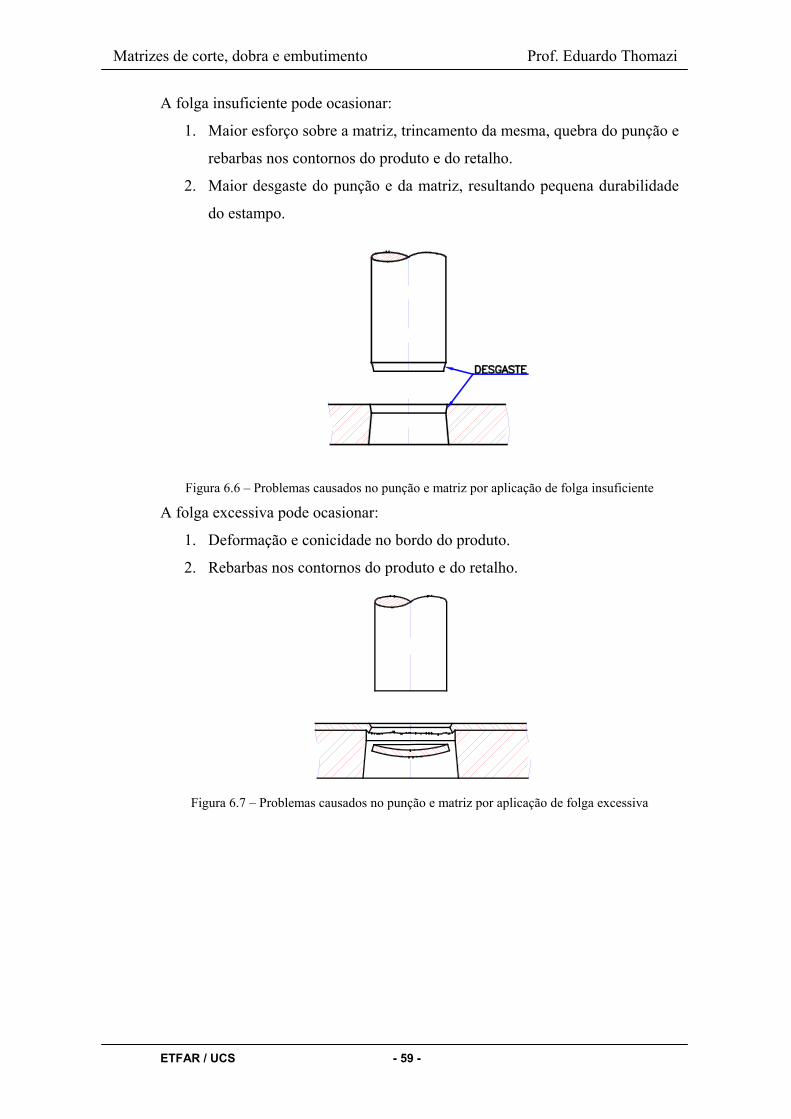
A folga insuficiente pode ocasionar:
1. Maior esforço sobre a matriz, trincamento da mesma, quebra do punção e
rebarbas nos contornos do produto e do retalho.
2. Maior desgaste do punção e da matriz, resultando pequena durabilidade
do estampo.
Figura 6.6 – Problemas causados no punção e matriz por aplicação de folga insuficiente
A folga excessiva pode ocasionar:
1. Deformação e conicidade no bordo do produto.
2. Rebarbas nos contornos do produto e do retalho.
Figura 6.7 – Problemas causados no punção e matriz por aplicação de folga excessiva
ETFAR / UCS - 59 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 7 – Disposição de peças na tira
Utilização do material
Na fase inicial do projeto de uma matriz de corte decide-se como as peças serão
cortadas, como será à disposição das peças nas tiras ou como será a seqüência de
operações, no caso de peças com mais de uma operação.
A partir dessa distribuição pode-se obter uma grande economia quando
trabalhamos com grandes séries de peças. Devido a este fator quanto melhor for o
estudo da tira, melhor serão os aspectos financeiros, pois demandará menos material
consumido. Um fator de grande importância a ser levado em conta é o sentido de
laminação da chapa, principalmente quando esta sofrerá posteriormente uma operação
de dobra ou embutimento.
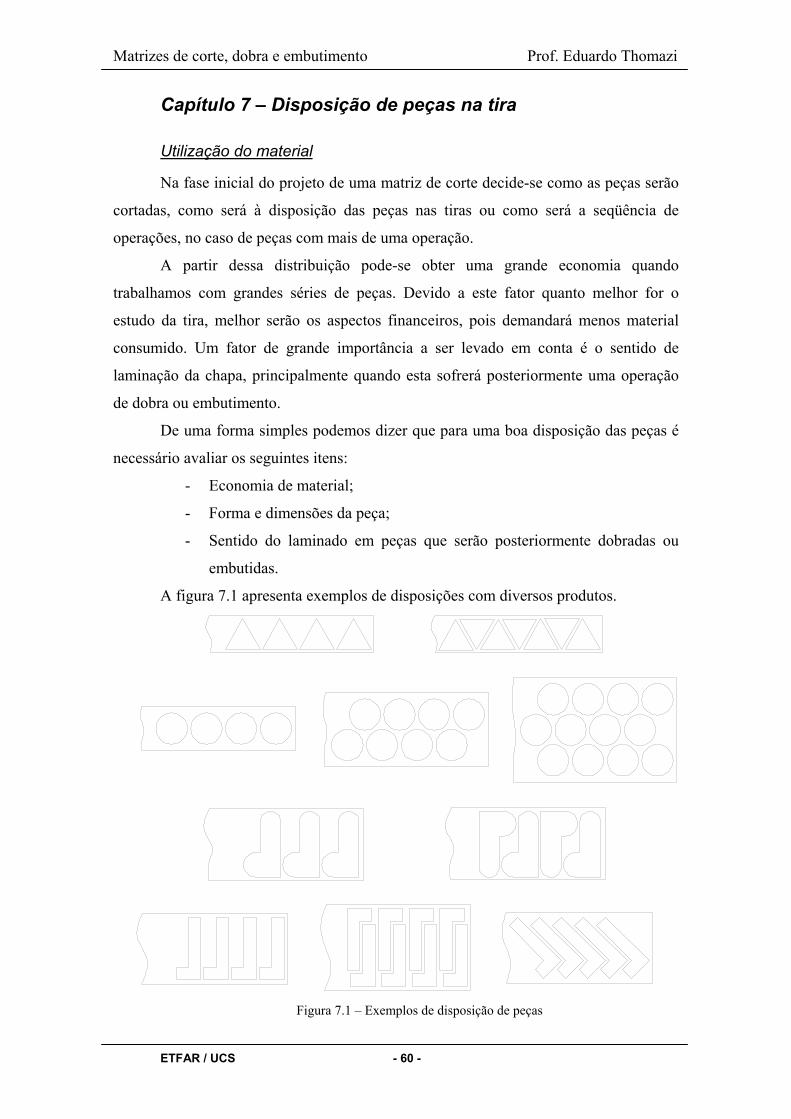
De uma forma simples podemos dizer que para uma boa disposição das peças é
necessário avaliar os seguintes itens:
- Economia de material;
- Forma e dimensões da peça;
- Sentido do laminado em peças que serão posteriormente dobradas ou
embutidas.
A figura 7.1 apresenta exemplos de disposições com diversos produtos.
Figura 7.1 – Exemplos de disposição de peças
ETFAR / UCS - 60 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
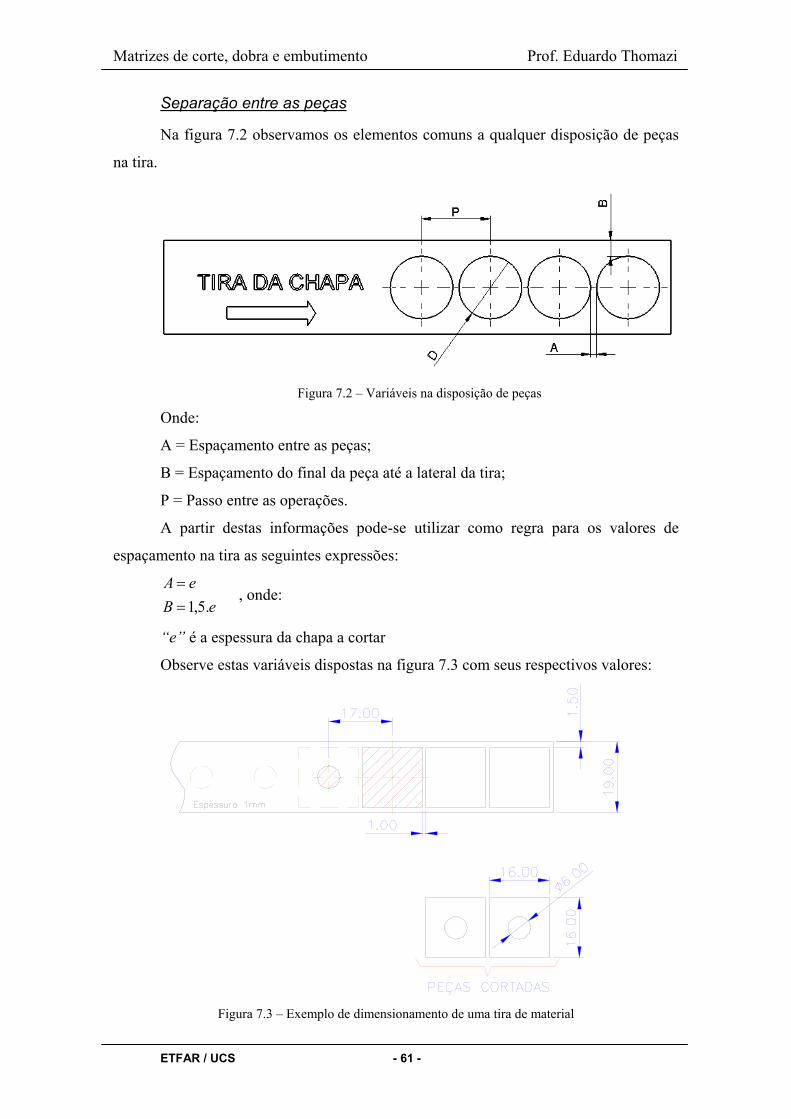
Separação entre as peças
Na figura 7.2 observamos os elementos comuns a qualquer disposição de peças
na tira.
Figura 7.2 – Variáveis na disposição de peças
Onde:
A = Espaçamento entre as peças;
B = Espaçamento do final da peça até a lateral da tira;
P = Passo entre as operações.
A partir destas informações pode-se utilizar como regra para os valores de
espaçamento na tira as seguintes expressões:
eB
eA
.5,1==
, onde:
“e” é a espessura da chapa a cortar
Observe estas variáveis dispostas na figura 7.3 com seus respectivos valores:
Figura 7.3 – Exemplo de dimensionamento de uma tira de material
ETFAR / UCS - 61 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Quantidade de peças por tira
As chapas laminadas a frio de baixo teor de carbono são disponibilizadas em
bobinas, chapas, blanks ou slitters, tendo como principais classes de fornecimento
(fonte: www.metalcorte.com.br ):
Qualidade Comercial: para aplicações que requerem operações simples de dobra,
estampagem ou cortes.
Qualidade Estampagem:
• EM - peças não expostas de estampagem média.
• EP - Peças de estampagem profunda não exposta.
• EEP - Peças de difícil estampagem e/ou expostas.
Qualidade Vítrea:
• EEV - Estampagem extra profunda, para esmaltagem vítrea.
• QCV - Qualidade comum para esmaltagem vítrea.
Como o abastecimento da matriz pode ser por material cortado em tiras ou
bobinas, pode-se calcular a quantidade de peças produzidas a partir de uma disposição
realizada.
Quando se divide, através do corte em guilhotina uma chapa de 2 metros x 1
metro em tiras de 19mm x 1m, obtêm-se 105 tiras.
Considerando o passo de 17mm como a quantidade de material necessária para
cortar uma única peça, tem-se uma produção de 58 peças por tira e 6090 peças por
chapa.
Se o abastecimento é feito através de uma bobina com largura de 19mm e
comprimento de 500m obtêm-se 24910 peças.
Veja na figura 7.4 os dois tipos de alimentação para matrizes de corte. Na
imagem da esquerda com chapas e na imagem da direita com bobinas.
ETFAR / UCS - 62 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 7.4 – Exemplo de chapas e bobinas
Sistemas de avanço da tira
Existe a necessidade de desenvolver mecanismos no molde para que a tira ou
bobina avance exatamente o passo da tira. A precisão deste sistema determina a precisão
entre as operações seqüenciais da matriz.
Os sistemas mais comuns são os seguintes:
Sistema de avanço por tope:
Os topes têm a função de posicionar a tira no sentido de seu avanço,
promovendo entre uma prensagem e outra o avanço relativo ao passo da tira. A sua
posição no estampo depende do formato do produto e do sistema de corte.
Este é o tipo mais utilizado nas matrizes de corte. São construídos de aço
temperado com formato e dimensões de acordo com a necessidade do trabalho. Os topes
são fixados na parte inferior da matriz, podendo muitas vezes, no caso de peças longas
estar posicionado fora da matriz.
Na figura 7.5 observa-se o funcionamento de um modelo de tope, onde
inicialmente a chapa apóia frontalmente no tope e após o movimento de corte da prensa
a chapa é deslocada para cima e somado com o esforço de mover a chapa para frente,
está será avançada até para a próxima etapa.
ETFAR / UCS - 63 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 7.5 – Funcionamento do sistema de avanço por tope
A aplicação deste tipo de avanço em matrizes com duas ou mais operações tem a
desvantagem da perda da primeira peça. Para que isso não aconteça existe a necessidade
de se utilizar um tope auxiliar para a primeira peça, como é mostrado na figura 7.6.
Figura 7.6 – Tope auxiliar para primeira peça
Sistema com faca de avanço:
Este tipo de avanço é empregado em peças que tenham diversas operações
(estágios) e é composto com a inclusão de um punção auxiliar que tem a largura de
corte igual ao passo da tira. Desta forma a cada golpe da prensa o extremo indicado por
“m” da guia avançará exatamente um passo e, além disso, a largura da chapa ficará
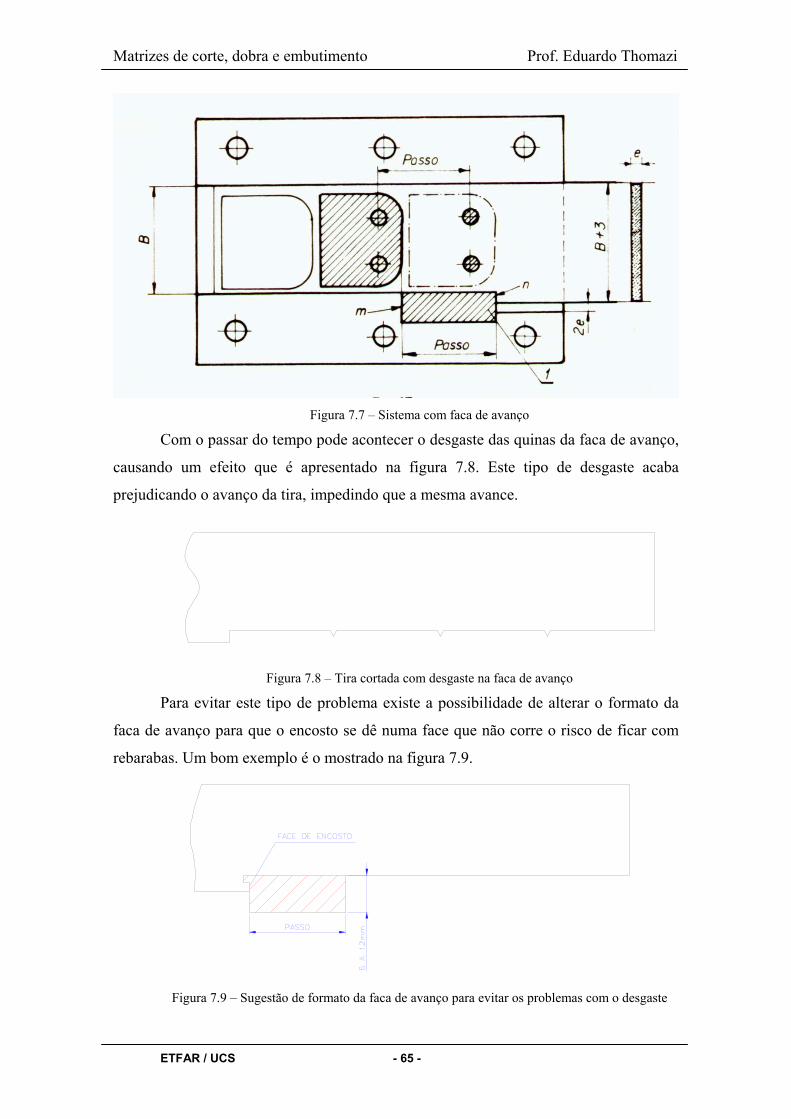
perfeitamente ajustada com a dimensão “B” como é mostrado na figura 7.7.
ETFAR / UCS - 64 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 7.7 – Sistema com faca de avanço
Com o passar do tempo pode acontecer o desgaste das quinas da faca de avanço,
causando um efeito que é apresentado na figura 7.8. Este tipo de desgaste acaba
prejudicando o avanço da tira, impedindo que a mesma avance.
Figura 7.8 – Tira cortada com desgaste na faca de avanço
Para evitar este tipo de problema existe a possibilidade de alterar o formato da
faca de avanço para que o encosto se dê numa face que não corre o risco de ficar com
rebarabas. Um bom exemplo é o mostrado na figura 7.9.
Figura 7.9 – Sugestão de formato da faca de avanço para evitar os problemas com o desgaste
ETFAR / UCS - 65 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
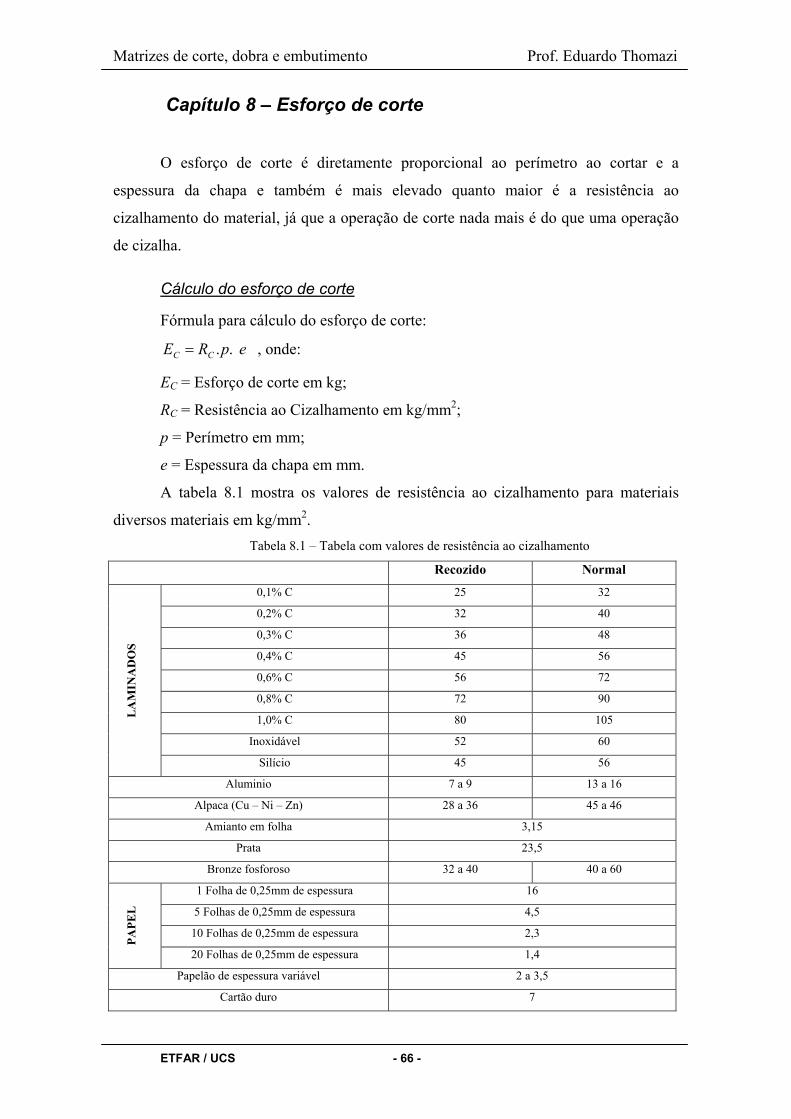
Capítulo 8 – Esforço de corte
O esforço de corte é diretamente proporcional ao perímetro ao cortar e a
espessura da chapa e também é mais elevado quanto maior é a resistência ao
cizalhamento do material, já que a operação de corte nada mais é do que uma operação
de cizalha.
Cálculo do esforço de corte
Fórmula para cálculo do esforço de corte:
epRE CC ..= , onde:
EC = Esforço de corte em kg;
RC = Resistência ao Cizalhamento em kg/mm2;
p = Perímetro em mm;
e = Espessura da chapa em mm.
A tabela 8.1 mostra os valores de resistência ao cizalhamento para materiais
diversos materiais em kg/mm2.
Tabela 8.1 – Tabela com valores de resistência ao cizalhamento
Recozido Normal
0,1% C 25 32
0,2% C 32 40
0,3% C 36 48
0,4% C 45 56
0,6% C 56 72
0,8% C 72 90
1,0% C 80 105
Inoxidável 52 60
LA
MIN
AD
OS
Silício 45 56
Aluminio 7 a 9 13 a 16
Alpaca (Cu – Ni – Zn) 28 a 36 45 a 46
Amianto em folha 3,15
Prata 23,5
Bronze fosforoso 32 a 40 40 a 60
1 Folha de 0,25mm de espessura 16
5 Folhas de 0,25mm de espessura 4,5
10 Folhas de 0,25mm de espessura 2,3
PA
PE
L
20 Folhas de 0,25mm de espessura 1,4
Papelão de espessura variável 2 a 3,5
Cartão duro 7
ETFAR / UCS - 66 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Cartão baquelitizado (Resinado) 10 a 13
Celulóide 4 a 6
Couro 0,6 a 0,8
Duralumínio 22 38
Fibra dura 19
Borracha 0,6 a 0,8
Compensado de madeira 1 a 2
Mica de 0,5mm de espessura 8
Mica de 2mm de espessura 5
Latão 22 a 30 35 a 40
Chumbo 2 a 3
Cobre 18 a 22 25 a 30
Resina artificial pura 2,5 a 3
Estanho 3 a 4
Zinco 12 20
Baquelite 2,5 a 3
Tecido baquelitizado 9 a 12
Baquelite com entretela 9
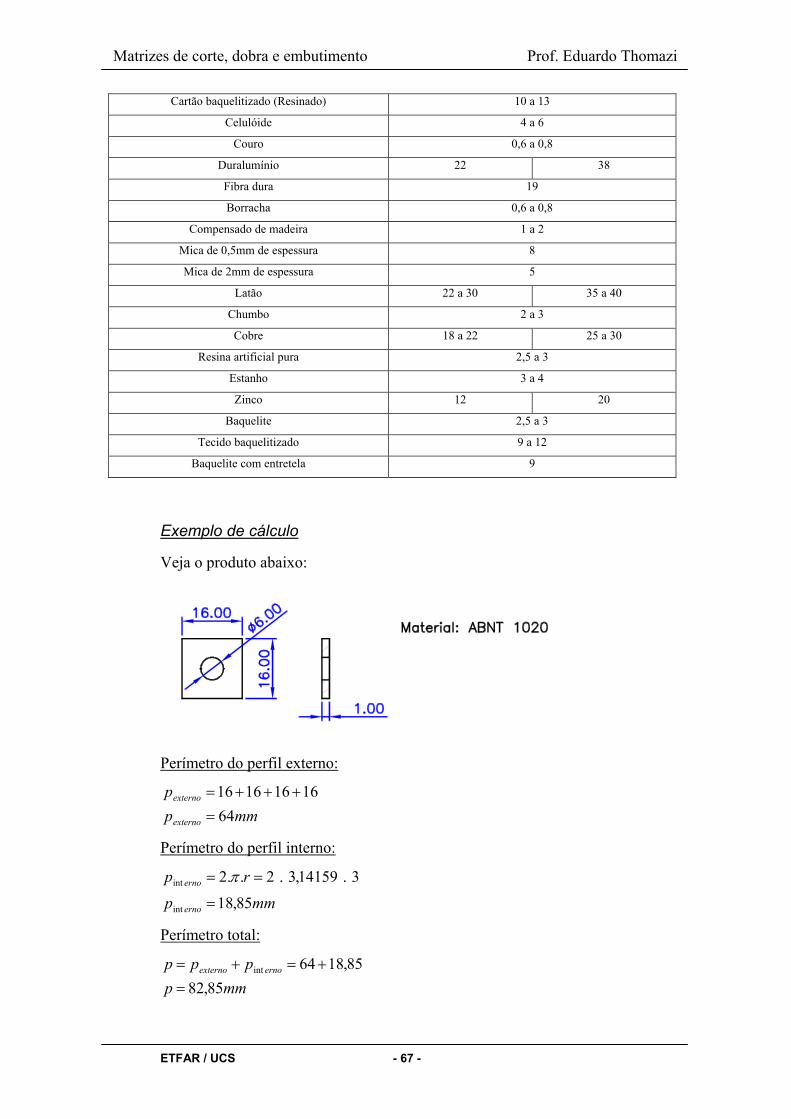
Exemplo de cálculo
Veja o produto abaixo:
Perímetro do perfil externo:
mmp
p
externo
externo
64
16161616
=+++=
Perímetro do perfil interno:
mmp
rp
erno
erno
85,18
3.14159,3.2..2
int
int
=
== π
Perímetro total:
mmp
ppp ernoexterno
85,82
85,1864int
=+=+=
ETFAR / UCS - 67 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Resistência ao cizalhamento
Na tabela 8.1 encontramos o valor da resistência ao cizalhamento para o
ABNT1020 de 40kg/mm2.
Então temos:
tonE
kgepRE
C
CC
314,3
33141.85,82.40..
=
===
Dimensionamento da prensa
Para dimensionar a prensa adequada a utilizar uma matriz de corte é sempre
interessante acrescentar um fator de segurança de 10 a 20% do esforço de corte.
No caso do exemplo acima onde o esforço de corte é de 3,3 toneladas,
acrescenta-se uma margem entre 10 e 20% do esforço de corte para o coeficiente de
segurança. Então:
tonE
tonE
C
C
63,3
%103,3
=
+=
Neste caso uma prensa acima de quatro toneladas seria suficiente.
Minimização do esforço de corte
Se o valor do esforço de corte ultrapassar a carga permitida para as prensas
existentes no parque fabril da empresa, existem alternativas para minimizar o esforço de
corte, porém o valor a reduzir no esforço talvez não seja tão grande. Exemplos de
alívios para minimizar o esforço de corte são mostrados na figura 8.1
Figura 8.1 – Exemplos de como minimizar o esforço de corte
Esta forma de construção não é recomendada para chapas de pouca espessura,
pois as peças a obter sofrem deformações.
ETFAR / UCS - 68 -
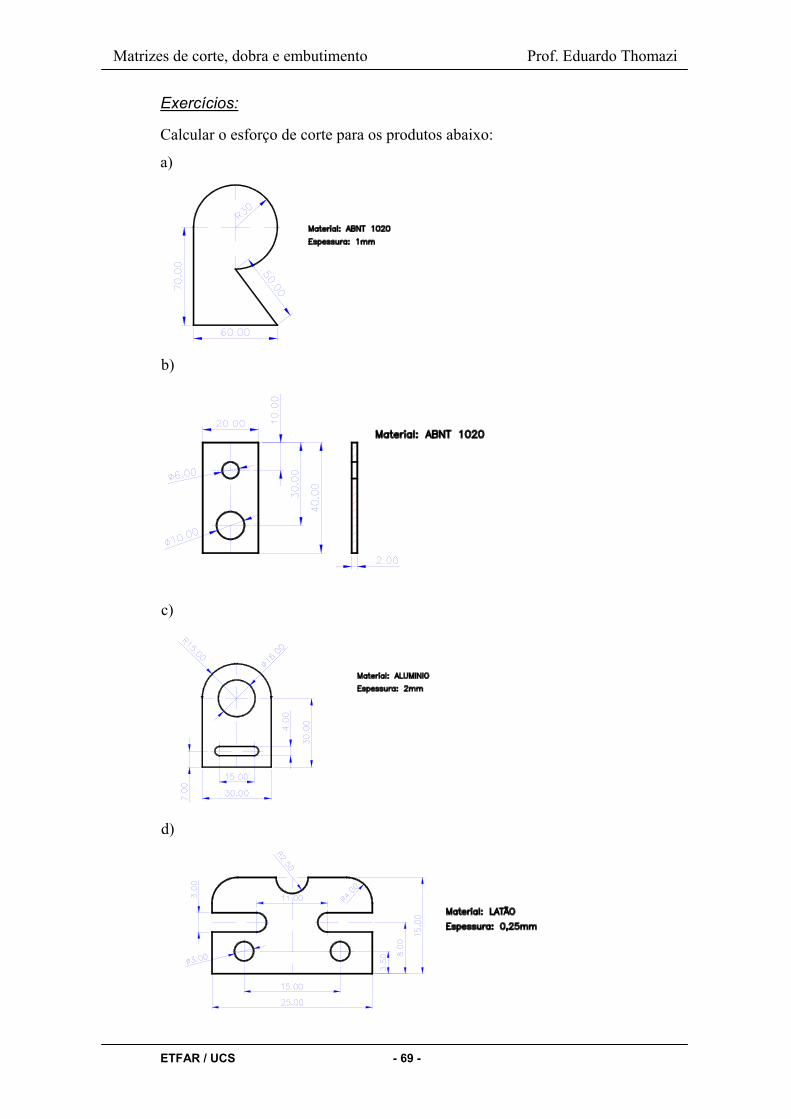
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Exercícios:
Calcular o esforço de corte para os produtos abaixo:
a)
b)
c)
d)
ETFAR / UCS - 69 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 9 – Generalidades das dobras
O dobrado e o curvado são operações que consistem em conformar uma peça
sem alterar a espessura da chapa evitando todo e qualquer alongamento e estiramento.
Às vezes a conformação é obtida por etapas para que não aconteça o estiramento da
espessura da chapa [12].
O processo de dobra tem por objetivo dobrar uma chapa previamente cortada por
ferramenta ou guilhotina, sendo que a dobra pode ser executada de diversas maneiras e
também em várias posições e ângulos. Neste processo três fatores são importantes para
um produto de boa qualidade:
a) Espessura da chapa: quanto mais espessa for a espessura da chapa,
maior deverá ser a tolerância dimensional do produto;
b) Raio de curvatura da dobra: quanto menor for o raio interno, maior
vai ser o estiramento da chapa. Para O obter uma dobra de boa
qualidade o indicado é que o raio interno tenha de 1 a 2 vezes a
espessura para materiais macios e 3 a 4 vezes para materiais duros;
c) Material utilizado: quanto mais duro for o material a ser dobrado
maior será o retorno elástico (springback), ou seja, materiais macios
como ABNT 1008, ABNT 1010 e ABNT 1020 têm maior facilidade
de dobramento e melhor estabilidade dimensional [17].
O processo de dobramento é um processo relativamente simples e há muitos
anos aplicados na indústria. Os esclarecimentos tecnológicos com fundamentação
científica deste processo são relativamente recentes. Durante o processo de dobramento
ocorrem muitas vezes fenômenos indesejados como a variação da secção ou a alteração
da espessura do componente em questão. A conformação por dobramento é semelhante
a outros processos de conformação e considera que o material apresenta propriedades de
deformabilidade [5].
Os elementos dobrados ou curvados têm amplas aplicações nas construções
mecânicas. Em alguns casos perfis laminados são substituídos por chapas dobradas.
Alguns exemplos de peças dobradas e curvadas são apresentadas na figura 9.1 [14].
ETFAR / UCS - 70 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 9.1 – Peças dobradas e curvadas [14]
Dobra com aresta viva
Quando se obtêm uma peça dobrada a partir de uma ferramenta com a aresta de
dobra com canto vivo ocorre um estiramento na chapa que pode alcançar valores de até
50% da espessura, como pode ser observado na figura 9.2 [12].
Figura 9.2 – Dobra com aresta de canto vivo [12]
Dobra com aresta arredondada
Quando a peça é dobrada com um raio interno a diminuição da espessura nuca
ultrapassa 20% da espessura e se o raio interno for maior que cinco vezes a espessura a
diminuição da espessura não ultrapassa 5% da espessura. Isto indica um deslocamento
molecular muito menor que no caso da dobra com aresta de canto vivo, como pode ser
observado na figura 9.3 [12].
Figura 9.3 – Dobra com aresta de canto arredondado [12]
ETFAR / UCS - 71 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Dobra em dobradeiras
As dobras podem ser feitas em prensas ou dobradeiras, com aplicações e
ferramentas distintas. Em dobradeiras existe a grande vantagem de poder manter uma
ferramenta comum para vários tipos de peças que tenham o mesmo perfil de dobra.
Inclusive, a engenharia de produto deve por obrigação padronizar os raios de dobra para
existir o menor número possível de ferramentas, com isso diminuísse o tempo de
preparação e o custo para confeccionar uma nova ferramenta. A figura 9.4 mostra a
montagem de uma ferramenta de dobra em uma dobradeira.
A figura 9.5a mostra uma peça dobrada em três etapas e a figura 9.5b mostra três
etapas de um outro produto sendo executadas seqüencialmente na mesma dobradeira.
Em dobradeiras também podemos executar as operações que se chamam de
enrolar, como é mostrado na figura 9.6.
Figura 9.4 – Montagem de ferramenta de dobra em uma dobradeira [14]
Figura 9.5 – Funcionamento das ferramentas em dobradeiras [14]
ETFAR / UCS - 72 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 9.6 – Ferramentas para enrolar [14]
Dobra em ferramentas com utilização de prensa
Alguns tipos de dobra podem ser confeccionados em ferramentas utilizadas em
prensa excêntrica ou até mesmo prensa hidráulica. A principal vantagem para esta
utilização está nos casos em que a peça é cortada, furada e dobrada na mesma
ferramenta, ou seja, em casos que a dobra está combinada com as operações de corte na
mesma matriz.
Métodos de dobra
Existem três formas básicas de dobra utilizados em ferramentas de dobra, cada
um com características e aplicações diferentes.
Dobrador de ação central ou dobrador em “V” é empregado em casos de perfis
largos ou quanto à confecção da peça exige uma segunda operação. Na figura 9.7 é
mostrado um exemplo deste tipo de dobrador.
Figura 9.7 – Dobrador em “V” [12]
ETFAR / UCS - 73 -
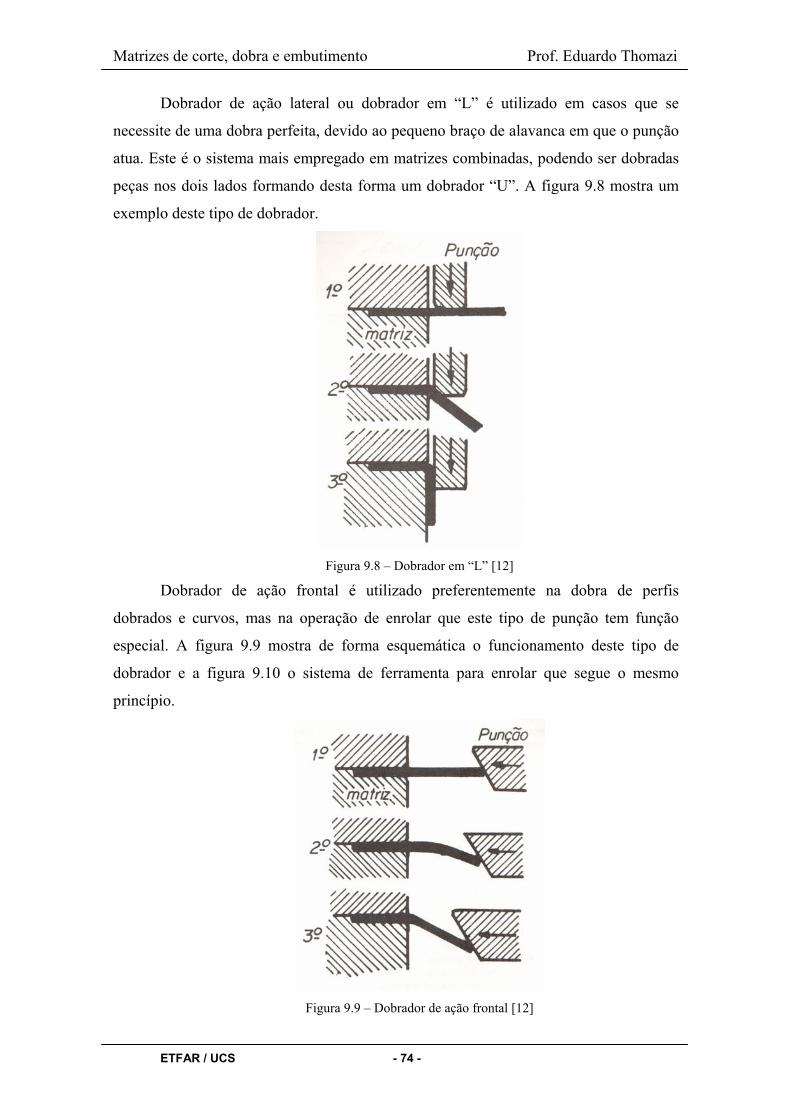
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Dobrador de ação lateral ou dobrador em “L” é utilizado em casos que se
necessite de uma dobra perfeita, devido ao pequeno braço de alavanca em que o punção
atua. Este é o sistema mais empregado em matrizes combinadas, podendo ser dobradas
peças nos dois lados formando desta forma um dobrador “U”. A figura 9.8 mostra um
exemplo deste tipo de dobrador.
Figura 9.8 – Dobrador em “L” [12]
Dobrador de ação frontal é utilizado preferentemente na dobra de perfis
dobrados e curvos, mas na operação de enrolar que este tipo de punção tem função
especial. A figura 9.9 mostra de forma esquemática o funcionamento deste tipo de
dobrador e a figura 9.10 o sistema de ferramenta para enrolar que segue o mesmo
princípio.
Figura 9.9 – Dobrador de ação frontal [12]
ETFAR / UCS - 74 -
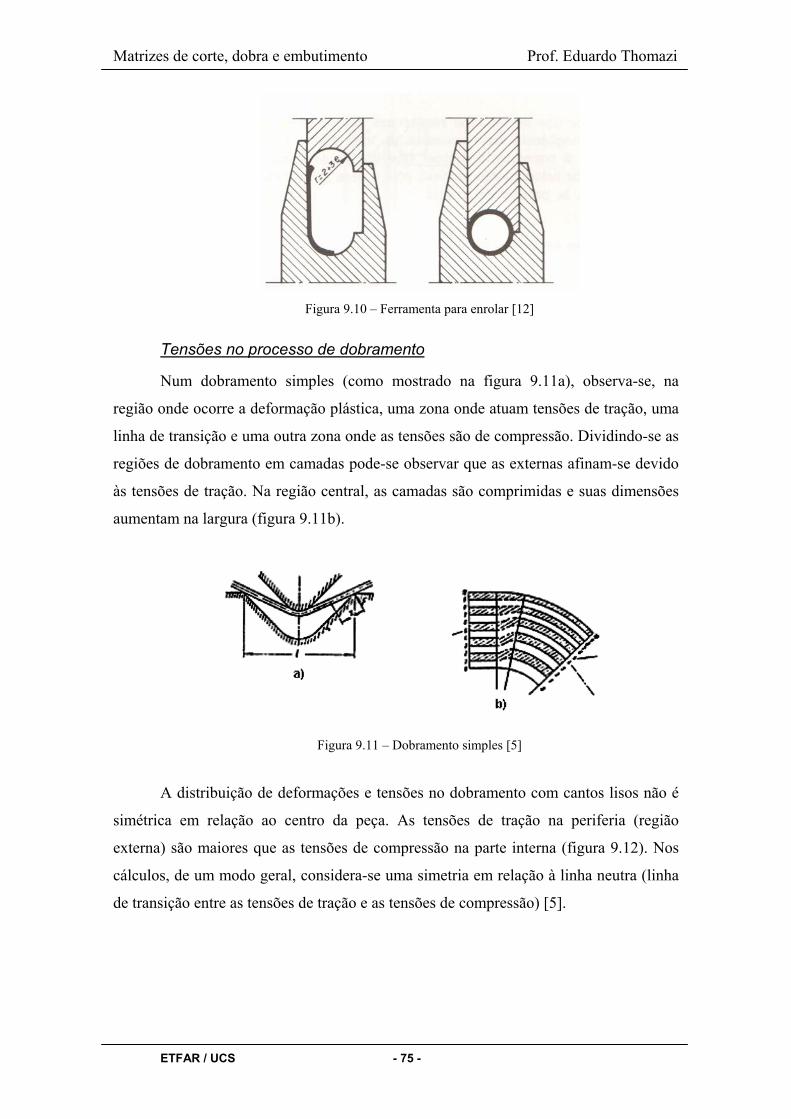
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 9.10 – Ferramenta para enrolar [12]
Tensões no processo de dobramento
Num dobramento simples (como mostrado na figura 9.11a), observa-se, na
região onde ocorre a deformação plástica, uma zona onde atuam tensões de tração, uma
linha de transição e uma outra zona onde as tensões são de compressão. Dividindo-se as
regiões de dobramento em camadas pode-se observar que as externas afinam-se devido
às tensões de tração. Na região central, as camadas são comprimidas e suas dimensões
aumentam na largura (figura 9.11b).
Figura 9.11 – Dobramento simples [5]
A distribuição de deformações e tensões no dobramento com cantos lisos não é
simétrica em relação ao centro da peça. As tensões de tração na periferia (região
externa) são maiores que as tensões de compressão na parte interna (figura 9.12). Nos
cálculos, de um modo geral, considera-se uma simetria em relação à linha neutra (linha
de transição entre as tensões de tração e as tensões de compressão) [5].
ETFAR / UCS - 75 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 9.12 – Tensões de dobramento [5]
Efeito elástico da dobra
Devido à elasticidade do material, depois da operação de dobra, a peça obtida
tende a readquirir a sua forma primitiva, como é mostrado na figura 9.13. Isto acontece
por causa da deformação elástica remanescente que precede a deformação plástica
permanente.
Figura 9.13 – Retorno elástico em peças dobradas e curvadas [12]
Na execução da ferramenta leva-se em conta este fenômeno a aplica-se ângulos
diferentes na matriz para que exista uma compensação, de maneira que após a dobra
executada, a peça tenha o ângulo desejado. Não existe cálculo para determinar a
diminuição dos raios e ângulos, isto é feito por tentativa, provas e experiências [9].
ETFAR / UCS - 76 -
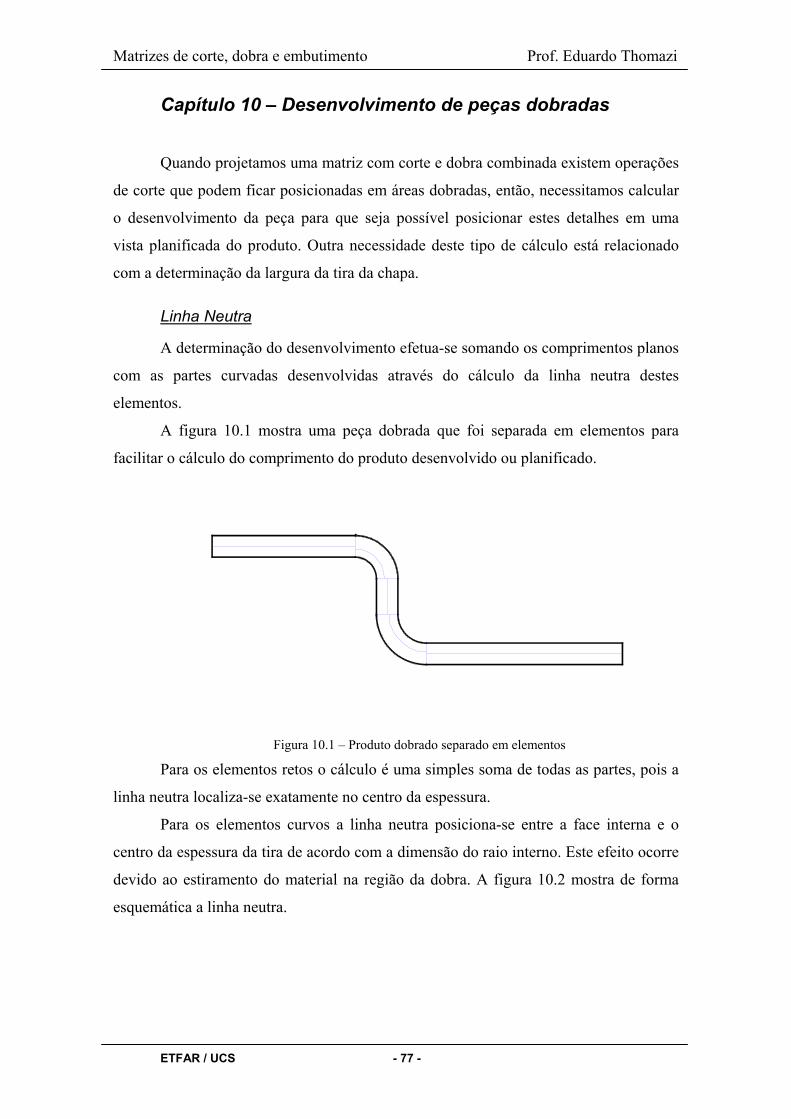
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 10 – Desenvolvimento de peças dobradas
Quando projetamos uma matriz com corte e dobra combinada existem operações
de corte que podem ficar posicionadas em áreas dobradas, então, necessitamos calcular
o desenvolvimento da peça para que seja possível posicionar estes detalhes em uma
vista planificada do produto. Outra necessidade deste tipo de cálculo está relacionado
com a determinação da largura da tira da chapa.
Linha Neutra
A determinação do desenvolvimento efetua-se somando os comprimentos planos
com as partes curvadas desenvolvidas através do cálculo da linha neutra destes
elementos.
A figura 10.1 mostra uma peça dobrada que foi separada em elementos para
facilitar o cálculo do comprimento do produto desenvolvido ou planificado.
Figura 10.1 – Produto dobrado separado em elementos
Para os elementos retos o cálculo é uma simples soma de todas as partes, pois a
linha neutra localiza-se exatamente no centro da espessura.
Para os elementos curvos a linha neutra posiciona-se entre a face interna e o
centro da espessura da tira de acordo com a dimensão do raio interno. Este efeito ocorre
devido ao estiramento do material na região da dobra. A figura 10.2 mostra de forma
esquemática a linha neutra.
ETFAR / UCS - 77 -
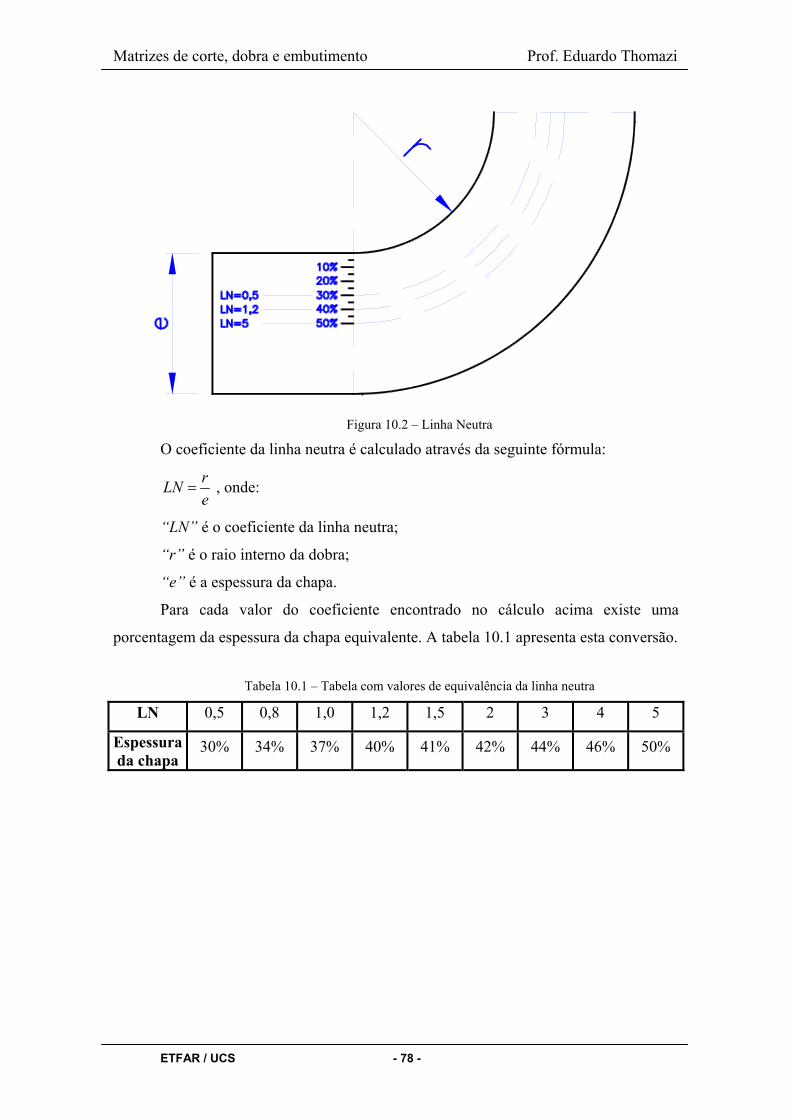
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 10.2 – Linha Neutra
O coeficiente da linha neutra é calculado através da seguinte fórmula:
e
rLN = , onde:
“LN” é o coeficiente da linha neutra;
“r” é o raio interno da dobra;
“e” é a espessura da chapa.
Para cada valor do coeficiente encontrado no cálculo acima existe uma
porcentagem da espessura da chapa equivalente. A tabela 10.1 apresenta esta conversão.
Tabela 10.1 – Tabela com valores de equivalência da linha neutra
LN 0,5 0,8 1,0 1,2 1,5 2 3 4 5
Espessura da chapa
30% 34% 37% 40% 41% 42% 44% 46% 50%
ETFAR / UCS - 78 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Exercícios:
Calcular o desenvolvimento das dobras e desenhar a peça planificada para os
produtos abaixo:
a)
b)
ETFAR / UCS - 79 -
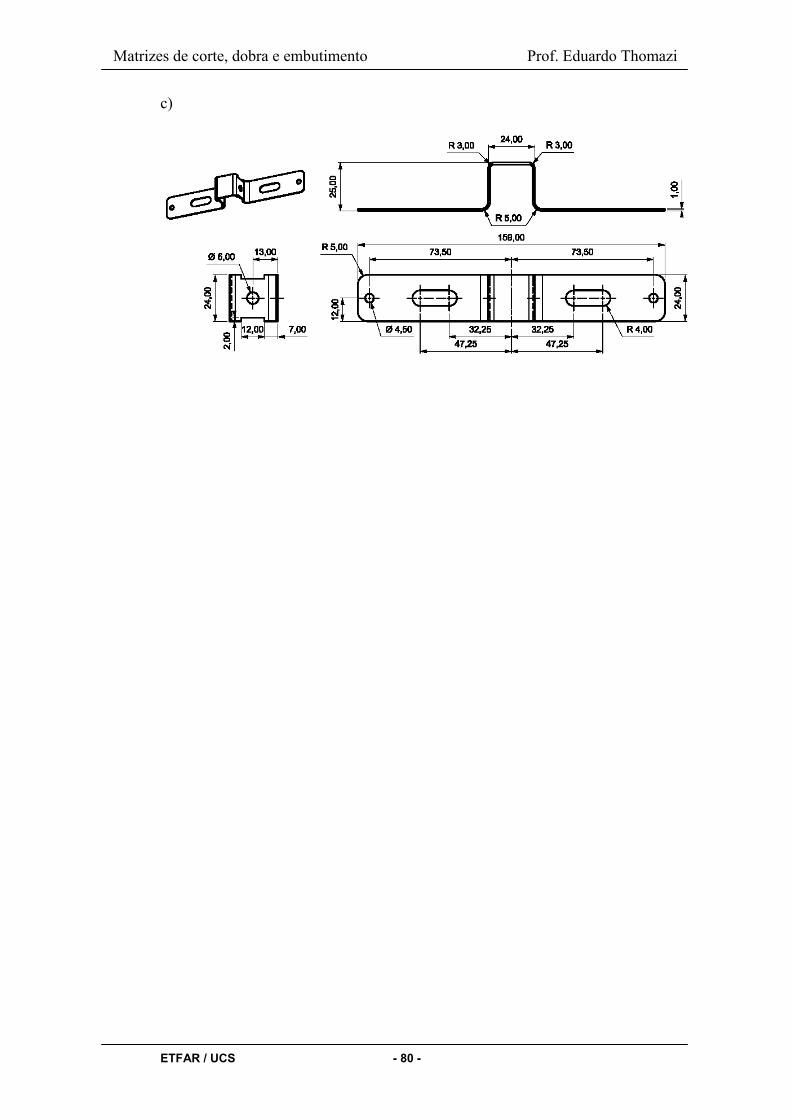
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
c)
ETFAR / UCS - 80 -
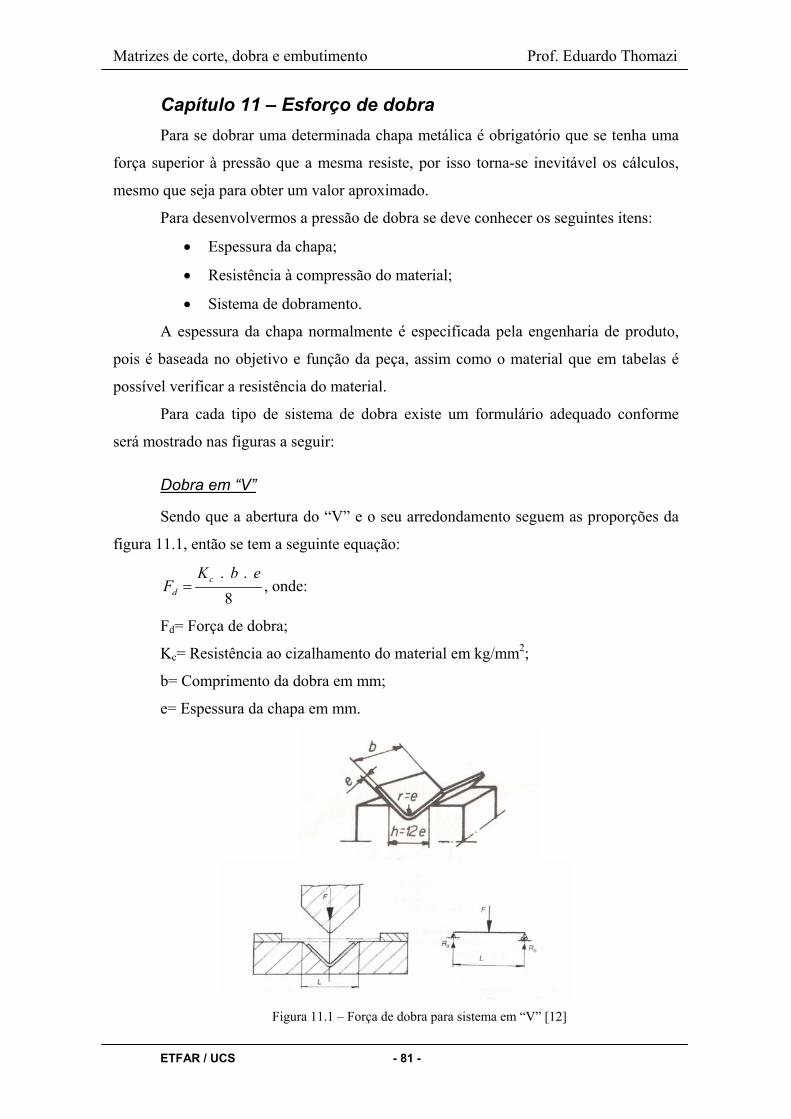
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 11 – Esforço de dobra
Para se dobrar uma determinada chapa metálica é obrigatório que se tenha uma
força superior à pressão que a mesma resiste, por isso torna-se inevitável os cálculos,
mesmo que seja para obter um valor aproximado.
Para desenvolvermos a pressão de dobra se deve conhecer os seguintes itens:
• Espessura da chapa;
• Resistência à compressão do material;
• Sistema de dobramento.
A espessura da chapa normalmente é especificada pela engenharia de produto,
pois é baseada no objetivo e função da peça, assim como o material que em tabelas é
possível verificar a resistência do material.
Para cada tipo de sistema de dobra existe um formulário adequado conforme
será mostrado nas figuras a seguir:
Dobra em “V”
Sendo que a abertura do “V” e o seu arredondamento seguem as proporções da
figura 11.1, então se tem a seguinte equação:
8
.. ebKF
c
d = , onde:
Fd= Força de dobra;
Kc= Resistência ao cizalhamento do material em kg/mm2;
b= Comprimento da dobra em mm;
e= Espessura da chapa em mm.
Figura 11.1 – Força de dobra para sistema em “V” [12]
ETFAR / UCS - 81 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Dobra em “L”
Para a dobra em “L” sendo que o raio de dobra é igual a duas vezes a espessura,
temos:
2
.. ebKF
c
d = , onde:
Fd= Força de dobra;
Kc= Resistência ao cizalhamento do material em kg/mm2;
b= Comprimento da dobra em mm;
e= Espessura da chapa em mm.
Figura 11.2 – Força de dobra para sistema em “L” [12][14]
Dobra em “U”
Para a dobra em “U” sendo que o raio de dobra é igual a duas vezes a espessura,
temos:
ebKF cd ..= , onde:
Fd= Força de dobra;
Kc= Resistência ao cizalhamento do material em kg/mm2;
b= Comprimento da dobra em mm;
e= Espessura da chapa em mm.
ETFAR / UCS - 82 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 11.3 – Força de dobra para sistema em “U” [12][14]
As fórmulas acima são válidas supondo-se que o raio interno será no minimo
igual à espessura, para raios maiores a força de dobra diminui [12].
Força do Prensa-chapa e dos extratores
A força do prensa-chapa para dobrar é de 20% da força de dobra [14].
A força para extração da peça é de 10% da força de dobra [14].
ETFAR / UCS - 83 -
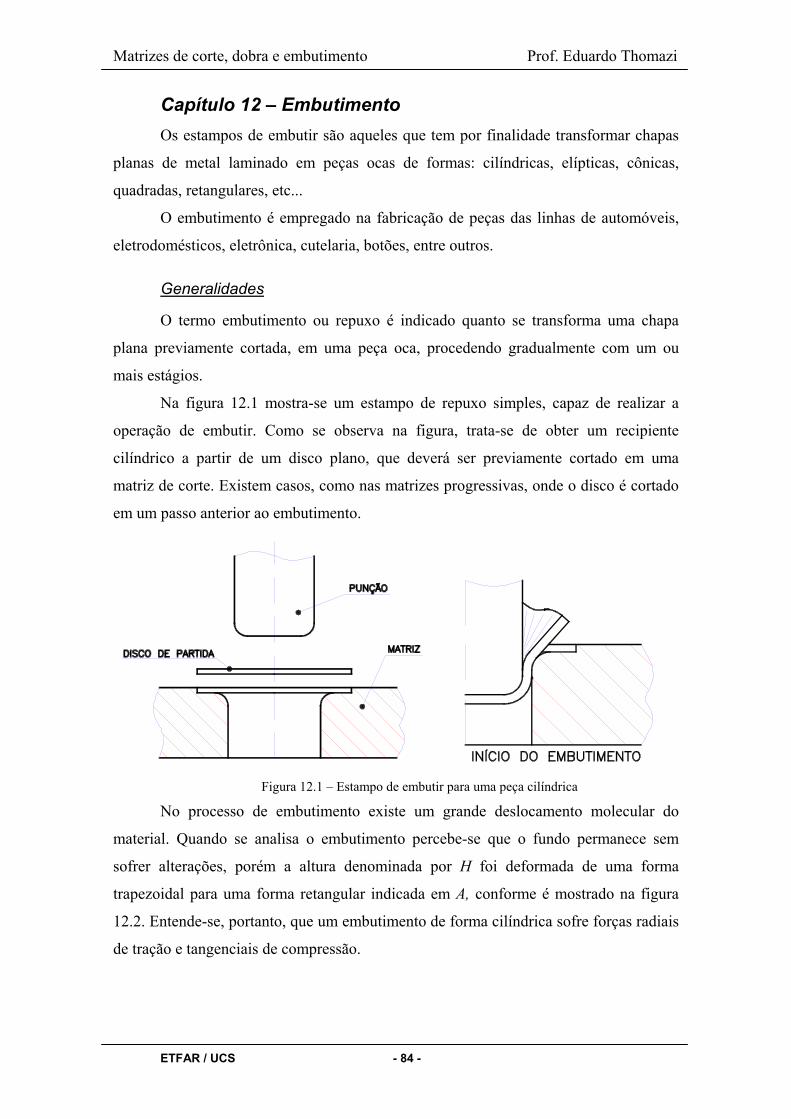
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 12 – Embutimento
Os estampos de embutir são aqueles que tem por finalidade transformar chapas
planas de metal laminado em peças ocas de formas: cilíndricas, elípticas, cônicas,
quadradas, retangulares, etc...
O embutimento é empregado na fabricação de peças das linhas de automóveis,
eletrodomésticos, eletrônica, cutelaria, botões, entre outros.
Generalidades
O termo embutimento ou repuxo é indicado quanto se transforma uma chapa
plana previamente cortada, em uma peça oca, procedendo gradualmente com um ou
mais estágios.
Na figura 12.1 mostra-se um estampo de repuxo simples, capaz de realizar a
operação de embutir. Como se observa na figura, trata-se de obter um recipiente
cilíndrico a partir de um disco plano, que deverá ser previamente cortado em uma
matriz de corte. Existem casos, como nas matrizes progressivas, onde o disco é cortado
em um passo anterior ao embutimento.
Figura 12.1 – Estampo de embutir para uma peça cilíndrica
No processo de embutimento existe um grande deslocamento molecular do
material. Quando se analisa o embutimento percebe-se que o fundo permanece sem
sofrer alterações, porém a altura denominada por H foi deformada de uma forma
trapezoidal para uma forma retangular indicada em A, conforme é mostrado na figura
12.2. Entende-se, portanto, que um embutimento de forma cilíndrica sofre forças radiais
de tração e tangenciais de compressão.
ETFAR / UCS - 84 -
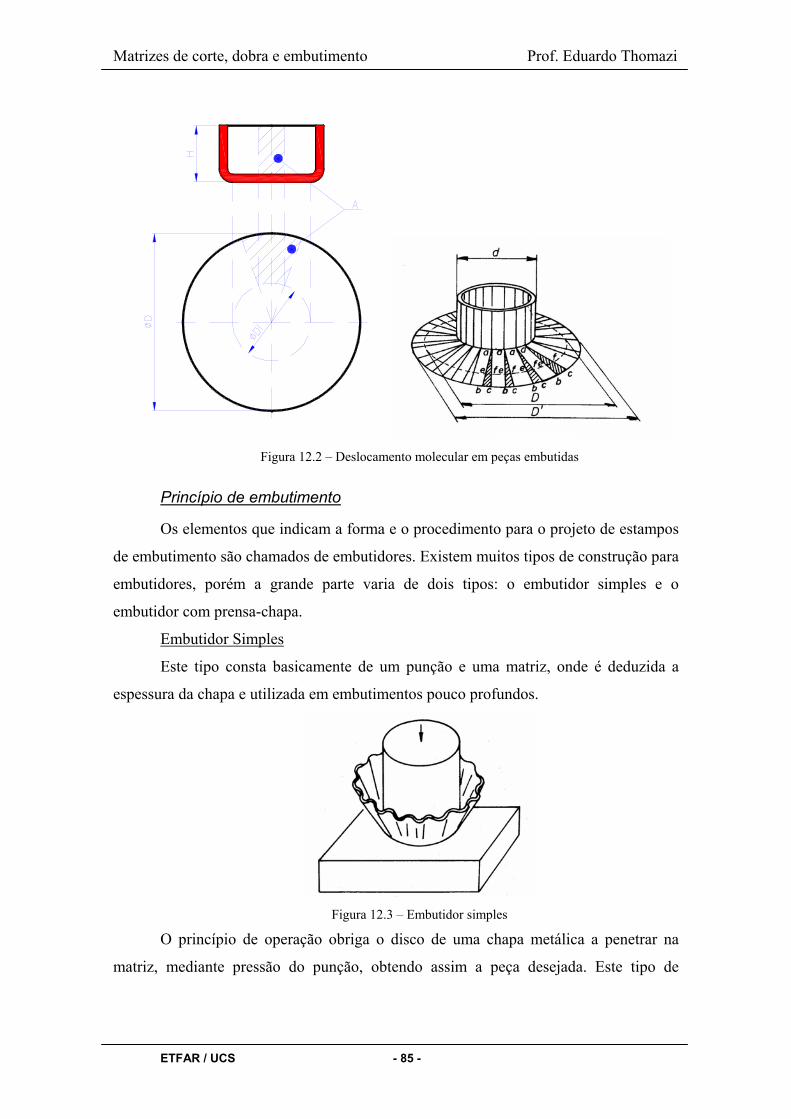
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Figura 12.2 – Deslocamento molecular em peças embutidas
Princípio de embutimento
Os elementos que indicam a forma e o procedimento para o projeto de estampos
de embutimento são chamados de embutidores. Existem muitos tipos de construção para
embutidores, porém a grande parte varia de dois tipos: o embutidor simples e o
embutidor com prensa-chapa.
Embutidor Simples
Este tipo consta basicamente de um punção e uma matriz, onde é deduzida a
espessura da chapa e utilizada em embutimentos pouco profundos.
Figura 12.3 – Embutidor simples
O princípio de operação obriga o disco de uma chapa metálica a penetrar na
matriz, mediante pressão do punção, obtendo assim a peça desejada. Este tipo de
ETFAR / UCS - 85 -
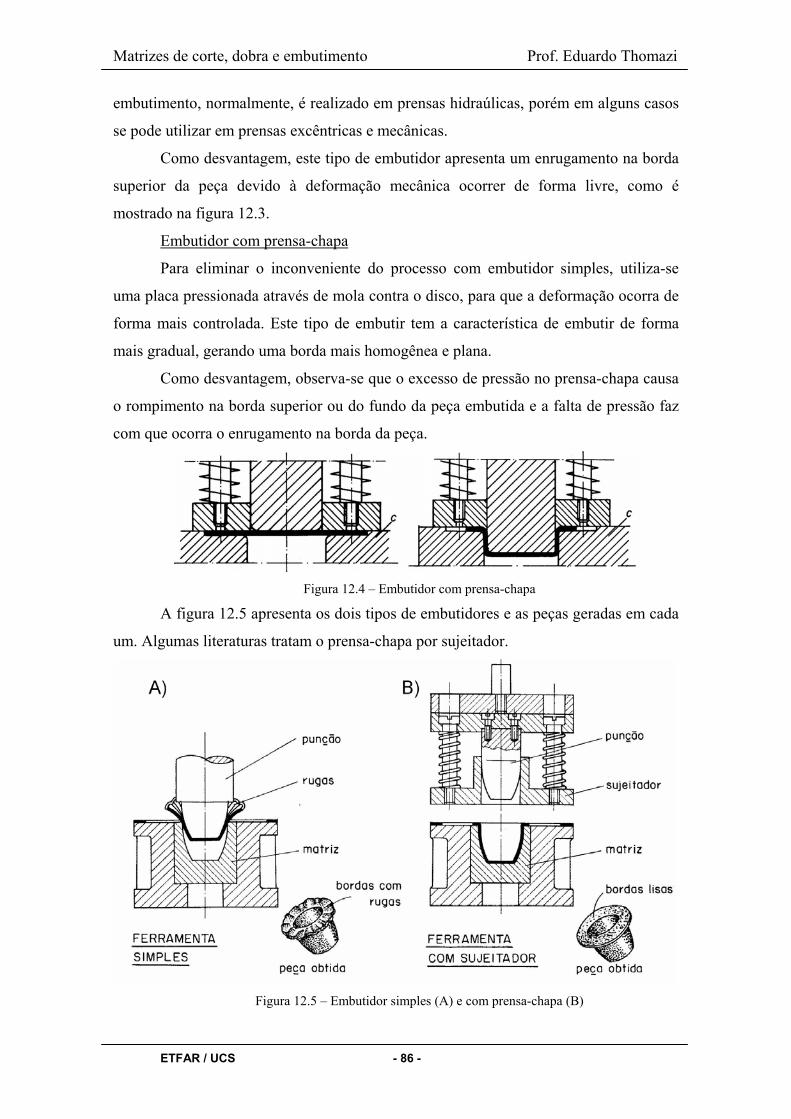
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
embutimento, normalmente, é realizado em prensas hidraúlicas, porém em alguns casos
se pode utilizar em prensas excêntricas e mecânicas.
Como desvantagem, este tipo de embutidor apresenta um enrugamento na borda
superior da peça devido à deformação mecânica ocorrer de forma livre, como é
mostrado na figura 12.3.
Embutidor com prensa-chapa
Para eliminar o inconveniente do processo com embutidor simples, utiliza-se
uma placa pressionada através de mola contra o disco, para que a deformação ocorra de
forma mais controlada. Este tipo de embutir tem a característica de embutir de forma
mais gradual, gerando uma borda mais homogênea e plana.
Como desvantagem, observa-se que o excesso de pressão no prensa-chapa causa
o rompimento na borda superior ou do fundo da peça embutida e a falta de pressão faz
com que ocorra o enrugamento na borda da peça.
Figura 12.4 – Embutidor com prensa-chapa
A figura 12.5 apresenta os dois tipos de embutidores e as peças geradas em cada
um. Algumas literaturas tratam o prensa-chapa por sujeitador.
Figura 12.5 – Embutidor simples (A) e com prensa-chapa (B)
ETFAR / UCS - 86 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Raio de embutimento
Raio de embutimento é o arredondamento que se faz nas arestas da parte ativa
do punção e da matriz, para evitar trincas e rupturas no material no momento do
embutimento.
Raio da matriz (rm):
O raio da matriz (rm) pode ser dimensionado para uma primeira operação de
embutimento pode ser obtido pela fórmula abaixo:
( )sdDrm 101 6,0 −= , onde:
rm1: Raio da matriz da 1ª operação;
D0: Diâmetro do disco de partida;
d1: Diâmetro da primeira operação;
s: espessura da chapa.
Para as operações subseqüentes utiliza-se a equação abaixo:
( )sddrm 212 8,0 −= , onde:
rm2: Raio da matriz para operações subseqüentes a 1ª operação;
d1: Diâmetro da operação anterior;
d2: Diâmetro da operação seguinte;
s: espessura da chapa.
Figura 12.6 – Raio de embutimento
Raio do punção (rp):
O raio do punção (rp1), preferivelmente, deve ter entre 5 e 6 vezes a espessura da
chapa do produto. Esta função pode ser descrita conforme a fórmula abaixo:
ETFAR / UCS - 87 -
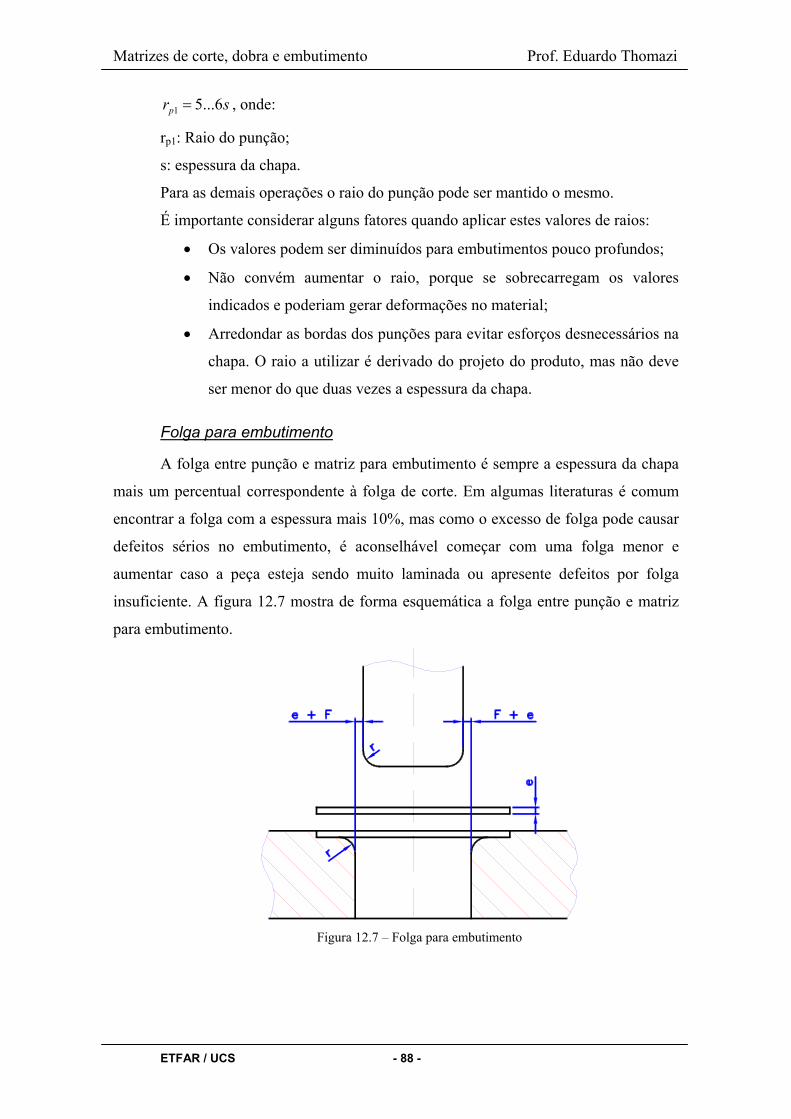
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
srp 6...51 = , onde:
rp1: Raio do punção;
s: espessura da chapa.
Para as demais operações o raio do punção pode ser mantido o mesmo.
É importante considerar alguns fatores quando aplicar estes valores de raios:
• Os valores podem ser diminuídos para embutimentos pouco profundos;
• Não convém aumentar o raio, porque se sobrecarregam os valores
indicados e poderiam gerar deformações no material;
• Arredondar as bordas dos punções para evitar esforços desnecessários na
chapa. O raio a utilizar é derivado do projeto do produto, mas não deve
ser menor do que duas vezes a espessura da chapa.
Folga para embutimento
A folga entre punção e matriz para embutimento é sempre a espessura da chapa
mais um percentual correspondente à folga de corte. Em algumas literaturas é comum
encontrar a folga com a espessura mais 10%, mas como o excesso de folga pode causar
defeitos sérios no embutimento, é aconselhável começar com uma folga menor e
aumentar caso a peça esteja sendo muito laminada ou apresente defeitos por folga
insuficiente. A figura 12.7 mostra de forma esquemática a folga entre punção e matriz
para embutimento.
Figura 12.7 – Folga para embutimento
ETFAR / UCS - 88 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Lubrificação para embutimento
A aplicação de substâncias oleosas na operação de embutir serve para diminuir a
resistência ao deslizamento, reduzir os esforços desnecessários e evitar o desgaste
prematuro do estampo. Existem vários tipos de lubrificantes, mas nos dias atuais como a
questão ambiental deve ser levada muita a sério, sugere-se sempre utilizar lubrificantes
que não agridam, de forma alguma, o meio ambiente.
O lubrificante a empregar depende do material a embutir e do tipo de
embutimento, no entanto pode-se utilizar como regra:
• Utilizar produtos preparados para este fim e com qualidade comprovada.
• Deve-se utilizar o lubrificante conforme especificado pelo fabricante,
embora em alguns casos, a experiência possa sugerir pequenas variações.
Recomenda-se a utilização dos lubrificantes conforme descrito na tabela 12.1.
Tabela 12.1 – Lubrificantes para embutimento
Material a embutir Lubrificante recomendado Aço Gordura (vegetal ou animal)
Óleo de rícino (em casos especiais) Alumínio e suas ligas Querosene
Óleo de coco Vaselina
Zinco, chumbo, estanho. Óleo mineral denso Bronze, latão, cobre Óleo solúvel
Óleo mineral denso
Os óleos já utilizados não devem ser descartados em esgoto comum. Deve-se
consultar o fabricante ou fornecedor para que seja adotado o procedimento correto de
descarte.
Defeitos em peças embutidas
Na tabela 12.2 são apresentadas falhas que ocorrem comumente em peças
embutidas, suas causas e possíveís soluções.
Tabela 12.2 – Defeitos em peças embutidas
Defeito Causa Solução O fundo da peça rompe sem qualquer parte embutida.
A ferramenta trabalha cortando devido: • Pequeno raio de
embutimento; • Folga insuficiente entre
punção e matriz; • Excessiva velocidade de
embutimento; • Elevada pressão do prensa-
chapa.
• Aumentar o raio de embutimento;
• Aumentar a folga entre punção e matriz;
• Reduzir a velocidade de embutimento;
• Reduzir a pressão do prensa-chapa.
ETFAR / UCS - 89 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
O processo de embutimento se inicia, mas o fundo rompe.
• Chapa mal centrada (fora de centro);
• Chapa de espessura irregular;• Velocidade de embutimento
alta; • Chapa com qualidade não
adequada ao trabalho; • Punção fora de centro.
• Corrigir a centragem da chapa;
• Utilizar chapa com tolerância mais justa;
• Reduzir a velocidade de embutimento;
• Substituir o tipo de chapa; • Centralizar o punção (Se a
chapa é de espessura fina, aconselha-se a utilizar um estampo com colunas).
Ocorrência de um rasgo ou fissura transversal.
• Engrossamento do grão da chapa, existindo uma parte fraca devido à falta de homogeneidade;
• Corpo estranho na chapa; • Desgaste exagerado do
arredondamento da matriz;
• Escolher cuidadosamente as chapas;
• Corrigir o arredondamento.
O canto da peça embutida está com fissuras em toda a sua extensão.
• Folga excessiva entre punção e matriz;
• Raio de embutimento exagerado;
• Prensa-chapa com pressão insuficiente;
• Reduzir a folga entre punção e matriz;
• Reduzir o raio de embutimento;
• Aumentar a pressão do prensa-chapa;
• Verificar se o lubrificante está de acordo com o trabalho;
A borda da peça embutida é irregular com grandes pontas ou diversas pontas irregulares.
• Tipo de lubrificante inadequado;
• Chapas com recozimento defeituoso na laminação final;
• Espessura irregular da chapa;
• Utilizar outro lubrificante; • Substituir a chapa;
Formação de bolhas e abaulamento no fundo da peça.
• Evacuação de ar defeituosa; • Desgaste excessivo do
arredondamento de embutimento;
• Qualidade inadequada do lubricante;
• Melhorar saída de ar; • Corrigir raio de
embutimento; • Substituir lubrificante;
ETFAR / UCS - 90 -
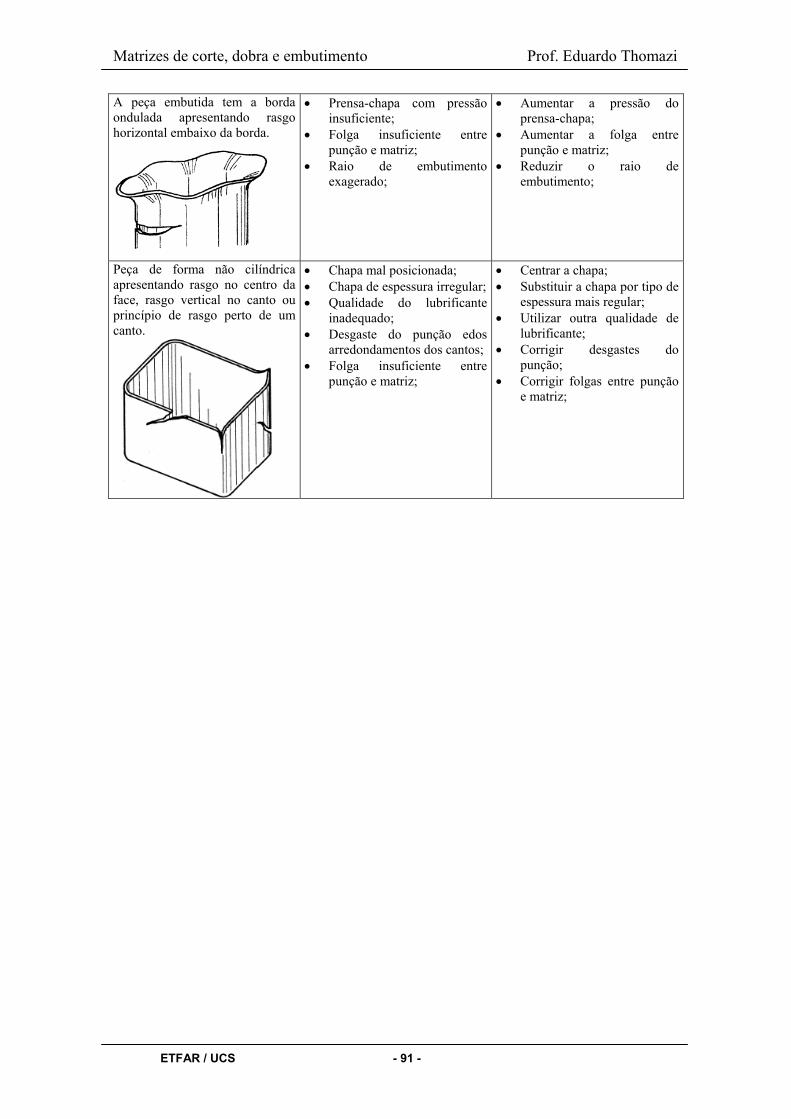
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
A peça embutida tem a borda ondulada apresentando rasgo horizontal embaixo da borda.
• Prensa-chapa com pressão insuficiente;
• Folga insuficiente entre punção e matriz;
• Raio de embutimento exagerado;
• Aumentar a pressão do prensa-chapa;
• Aumentar a folga entre punção e matriz;
• Reduzir o raio de embutimento;
Peça de forma não cilíndrica apresentando rasgo no centro da face, rasgo vertical no canto ou princípio de rasgo perto de um canto.
• Chapa mal posicionada; • Chapa de espessura irregular;• Qualidade do lubrificante
inadequado; • Desgaste do punção edos
arredondamentos dos cantos; • Folga insuficiente entre
punção e matriz;
• Centrar a chapa; • Substituir a chapa por tipo de
espessura mais regular; • Utilizar outra qualidade de
lubrificante; • Corrigir desgastes do
punção; • Corrigir folgas entre punção
e matriz;
ETFAR / UCS - 91 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Capítulo 13 – Desenvolvimento de peças embutidas
Após a escolha do tipo de embutir torna-se necessário determinado o diâmetro
do disco de partida (para o embutimento de peças cilíndricas) ou o perfil e dimensões do
blank (para o embutimento de peças não cilíndricas).
Esta tarefa é a mais importante no momento de iniciar o projeto de uma matriz
de embutimento, pois depende dela a máxima economia de material. Às vezes torna-se
necessário realizar ensaios com ferramentas protótipo para determinar o perfil inicial da
chapa.
Desenvolvimento de peças cilíndricas
Existem diversas formas para calcular o diâmetro do disco de partida, mas serão
utilizadas as equações existentes no Anexo G que já apresentam cálculos práticos e
diretos para obtenção do valor do diâmetro do disco.
Cálculo do diâmetro do disco de partida
A figura 13.1 mostra a peça que se deseja obter:
Figura 13.1 – Produto que se deseja obter
Para este tipo de perfil utiliza-se a fórmula abaixo retirada do anexo F:
( )rhddD 57,042 ++= , onde:
D = Diâmetro do disco de partida;
d = Diâmetro interno do produto;
h = Altura máxima do produto;
r = Raio interno do produto.
Aplicando a fórmula ao produto tem-se:
ETFAR / UCS - 92 -
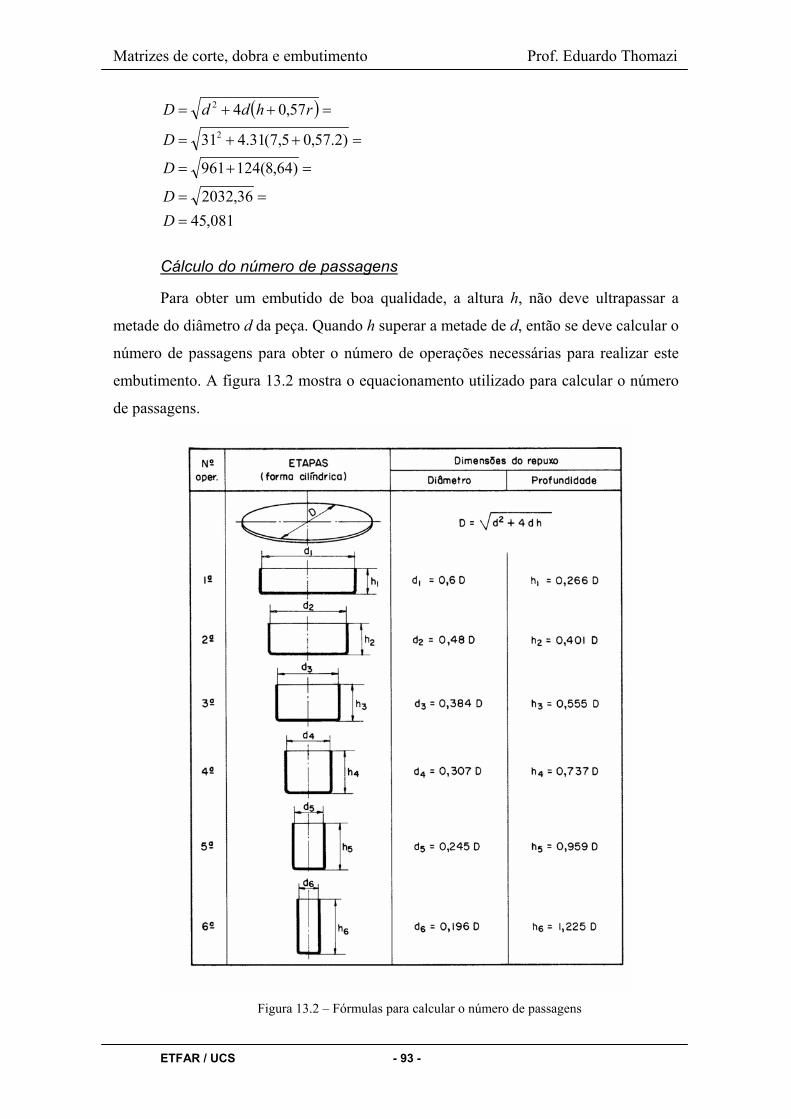
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
( )
081,45
36,2032
)64,8(124961
)2.57,05,7(31.431
57,04
2
2
===
=+=
=++=
=++=
D
D
D
D
rhddD
Cálculo do número de passagens
Para obter um embutido de boa qualidade, a altura h, não deve ultrapassar a
metade do diâmetro d da peça. Quando h superar a metade de d, então se deve calcular o
número de passagens para obter o número de operações necessárias para realizar este
embutimento. A figura 13.2 mostra o equacionamento utilizado para calcular o número
de passagens.
Figura 13.2 – Fórmulas para calcular o número de passagens
ETFAR / UCS - 93 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
O cálculo do número de passagens evita: alongamento excessivo que causa
encruamento no material reduzindo a resistência mecânica da peça. Dependendo da
ductibilidade da chapa e do lubrificante consegue-se obter peças que o diâmetro d é
igual à altura h, mas para evitar riscos de errar todo o projeto de uma matriz deve-se
fazer ensaios para confirmar se é possível.
Desenvolvimento de peças não cilíndricas
A determinação do desenvolvimento da peça embutida através de cálculos nem
sempre é possível. Quando isto acontece, recorre-se ao método experimental utilizando
uma chapa quadriculada de 5 em 5mm. Depois de embutidas algumas peças, se fazem
uma análise e corrigi-se o que for necessário. A figura 13.3 mostra um exemplo de
desenvolvimento feito através deste método experimental.
Figura 13.3 – Método experimental para determinação do desenvolvimento
ETFAR / UCS - 94 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Bibliografia
[1] SCHAEFFER, Lirio. Conformação Mecânica. Imprensa Livre Editora:
Porto Alegre, 2004 – 167pgs.
[2] Centro de Informação Metal-mecânica – www.cimm.com.br - Acesso em
out/2008.
[3] CALLISTER, William D. Ciência e engenharia de materiais: uma
introdução. 5.ed. Rio de Janeiro: LTC, c2002. 589 p. ISBN 8521612885
[4] BILLIGMANN, J., FELDMANN, H.D., Estampado y prensado a máquina.
2. Ed. Barcelona: Editora Reverté, 1979. 545p.
[5] SCHAEFFER, Lirio – Conformação de chapas metálicas. Porto Alegre:
Imprensa Livre, 2004, 200p.
[6] RITCHER, Arno – Palestra sobre matrizes de corte, dobra e repuxo.
Porto Alegre, UFRGS, 2008
[7] PROVENZA, F. Estampos vol. 1. Edição 1993, São Paulo: Pro-Tec, 1993.
[8] PROVENZA, F. Estampos vol. 2. Edição 1993, São Paulo: Pro-Tec, 1993.
[9] PROVENZA, F. Estampos vol. 3. Edição 1993, São Paulo: Pro-Tec, 1993.
[10] MECÂNICA GERAL, Matriz de corte. 1a. Ed., Porto Alegre: CFP SENAI
Henrique d’Ávila Bertaso, 1980.
[11] MECÂNICA GERAL, Matriz de dobrar e embutir. 1a. Ed., Porto Alegre:
CFP SENAI Henrique d’Ávila Bertaso, 1980.
[12] YOSHIDA, A. Ferramenteiro (corte-dobra-repuxo). 1a. Ed., São Paulo:
L. Oren, 1979. 223 p.
[13] BRITO, Osmar de. Técnicas e aplicações dos estampos de corte. São
Paulo: Hemus, 1981. 201p.
[14] BRITO, Osmar de. Estampos de Formar. 2a. Ed., São Paulo: Hemus,
2005. 220 p.
[15] POLACK, A. V. Manual prático da estampagem. 1a. Ed., São Paulo:
Hemus, 2005. 215 p.
[16] ROSSI, Mario. Estampado en frío de la chapa. Barcelona: Editora
Cientifico Médica, 1971. 712 p.
[17] CRUZ, Sergio. Ferramentas de corte, dobra e repuxo. São Paulo: Editora
Hemus, 2008. 227p.
ETFAR / UCS - 95 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo A
Exemplos de matrizes com guia fixo
ETFAR / UCS - 96 -
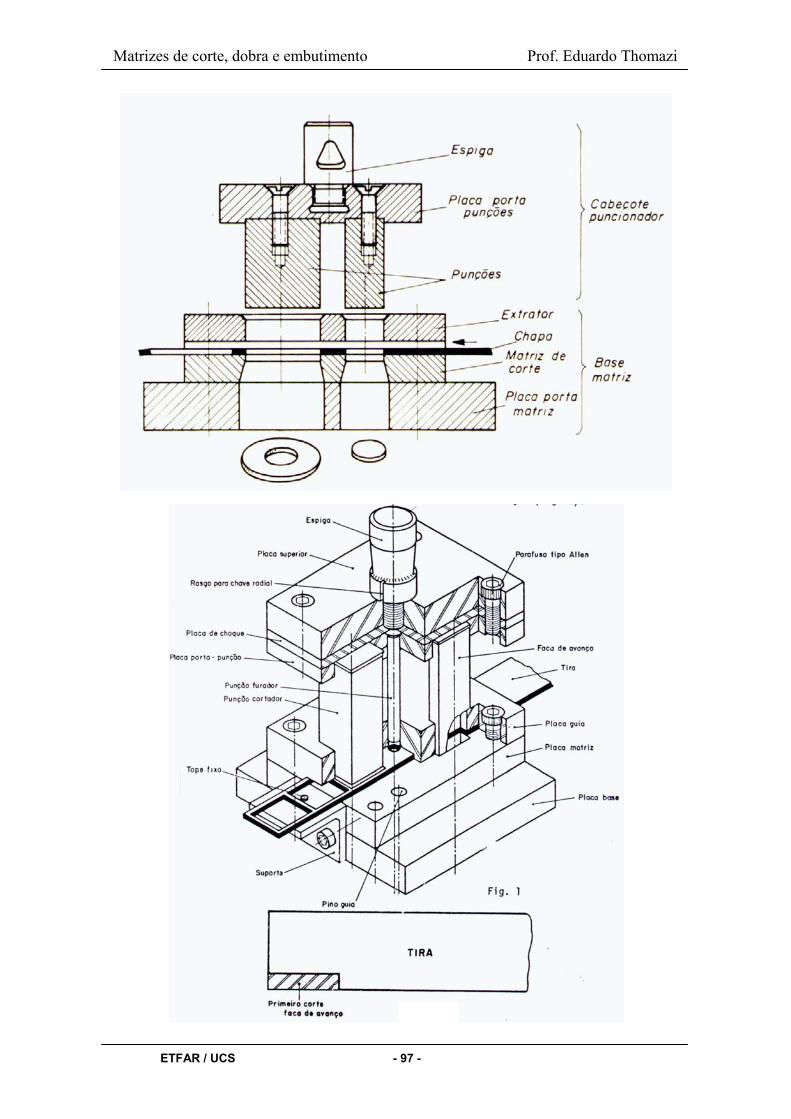
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 97 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 98 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 99 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo B
Exemplos de matrizes com prensa-chapa
ETFAR / UCS - 100 -
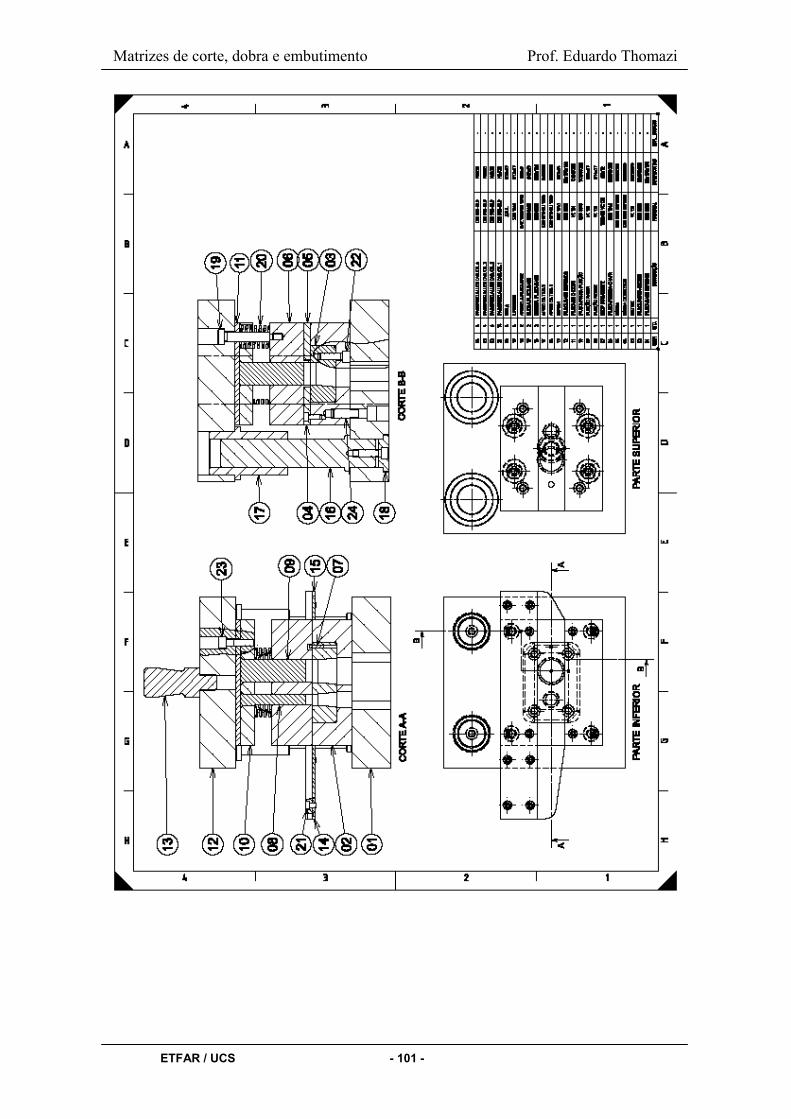
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 101 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo C
Tabelas de parafusos, roscas e fixações
ETFAR / UCS - 102 -
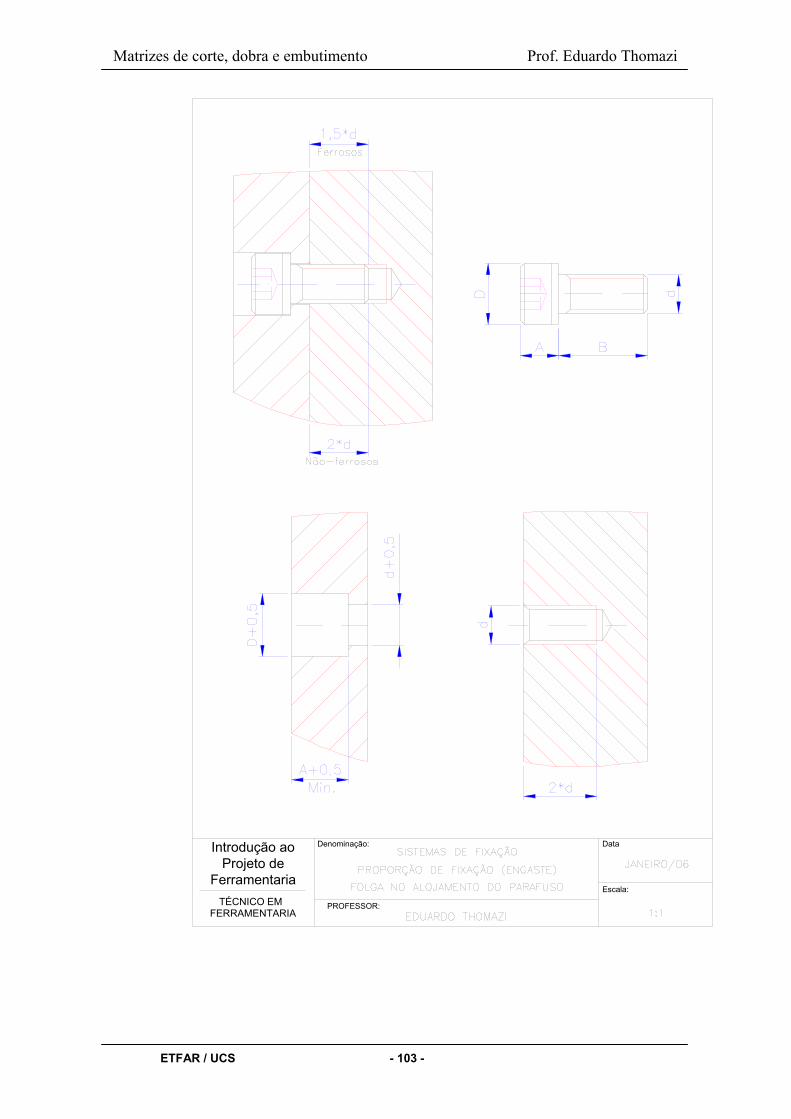
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Introdução ao Projeto de
Ferramentaria
FERRAMENTARIATÉCNICO EM
Data
Escala:
Denominação:
PROFESSOR:
ETFAR / UCS - 103 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 104 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 105 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 106 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo D
Catálogo de molas padronizadas
ETFAR / UCS - 107 -
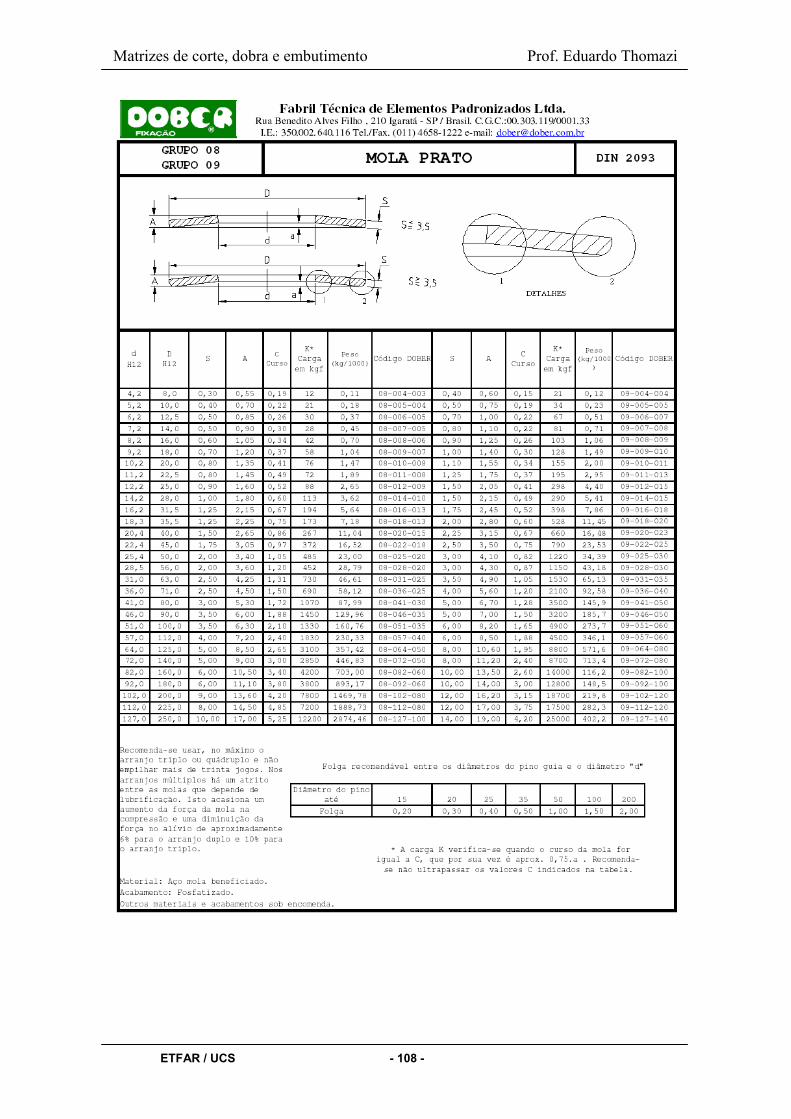
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 108 -
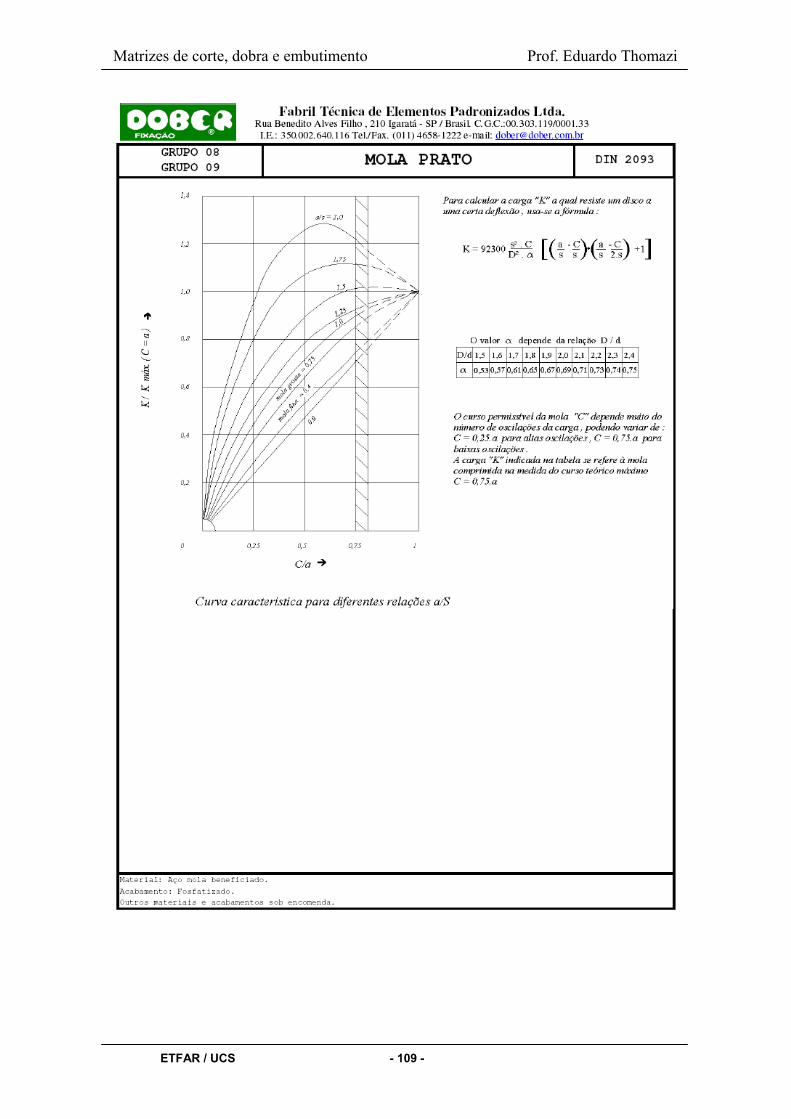
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 109 -
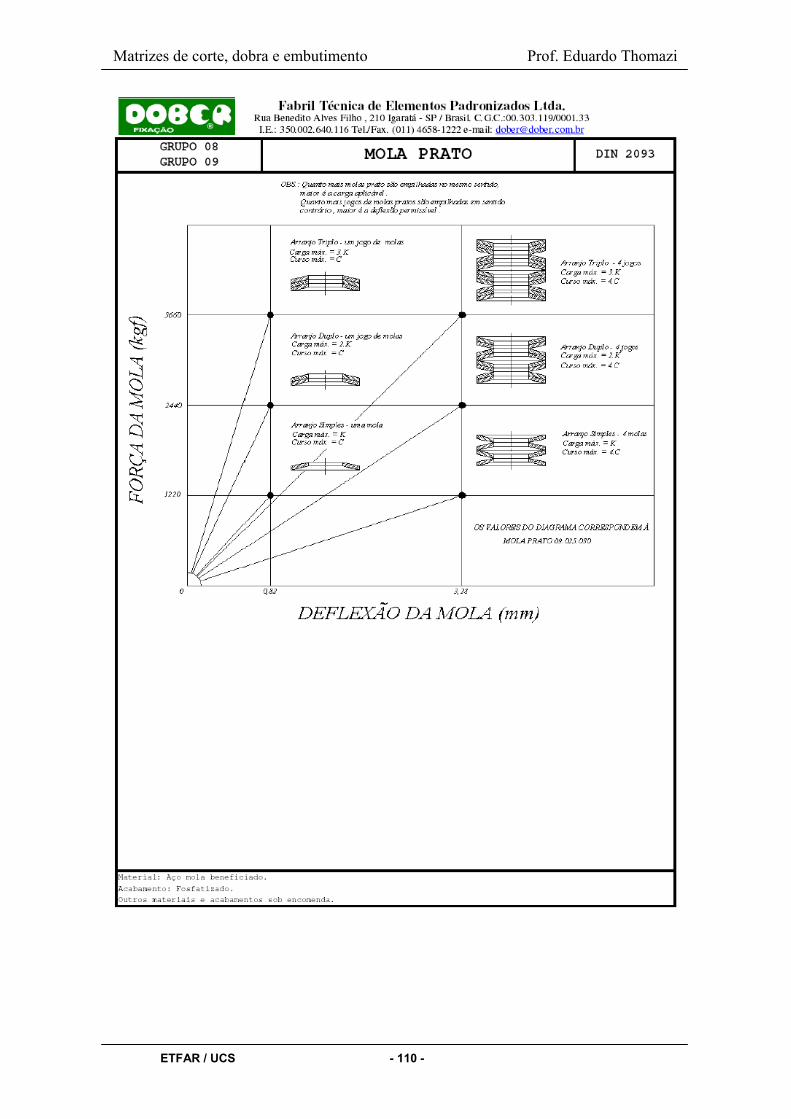
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 110 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo E
Componentes e bases de estampo padronizados
ETFAR / UCS - 111 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo F
Exemplos de distribuição de peças na tira
ETFAR / UCS - 112 -
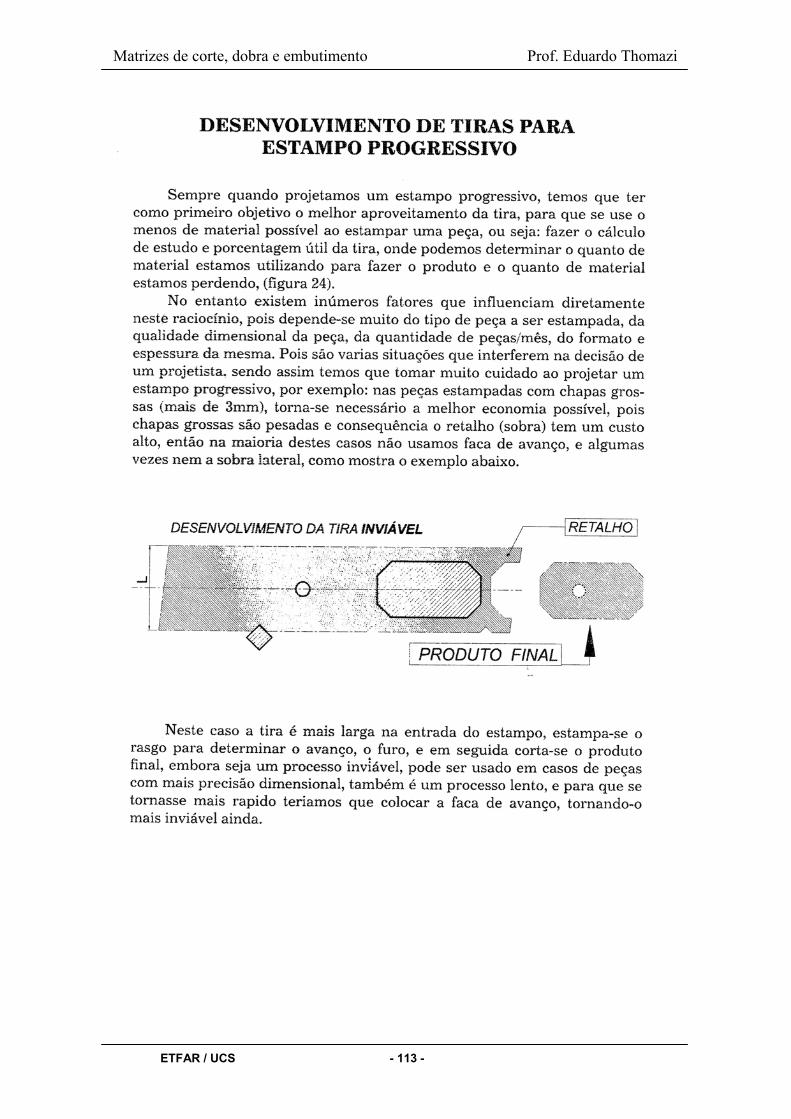
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 113 -
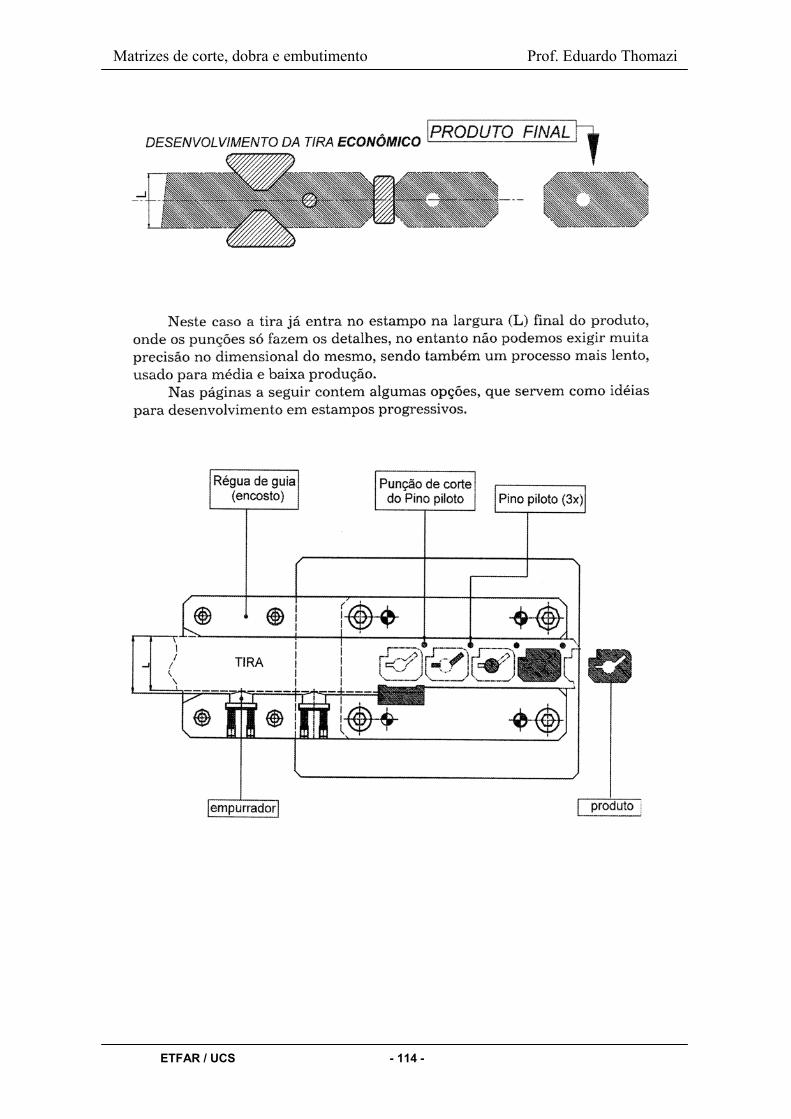
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 114 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 115 -
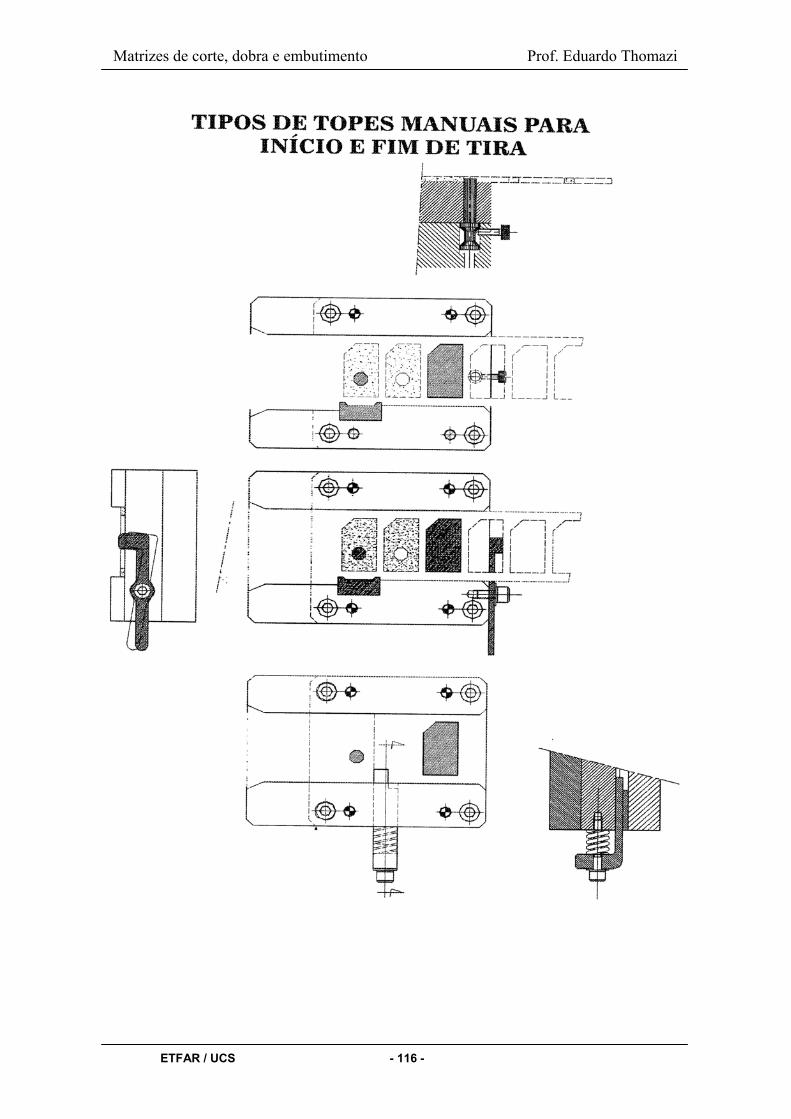
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 116 -
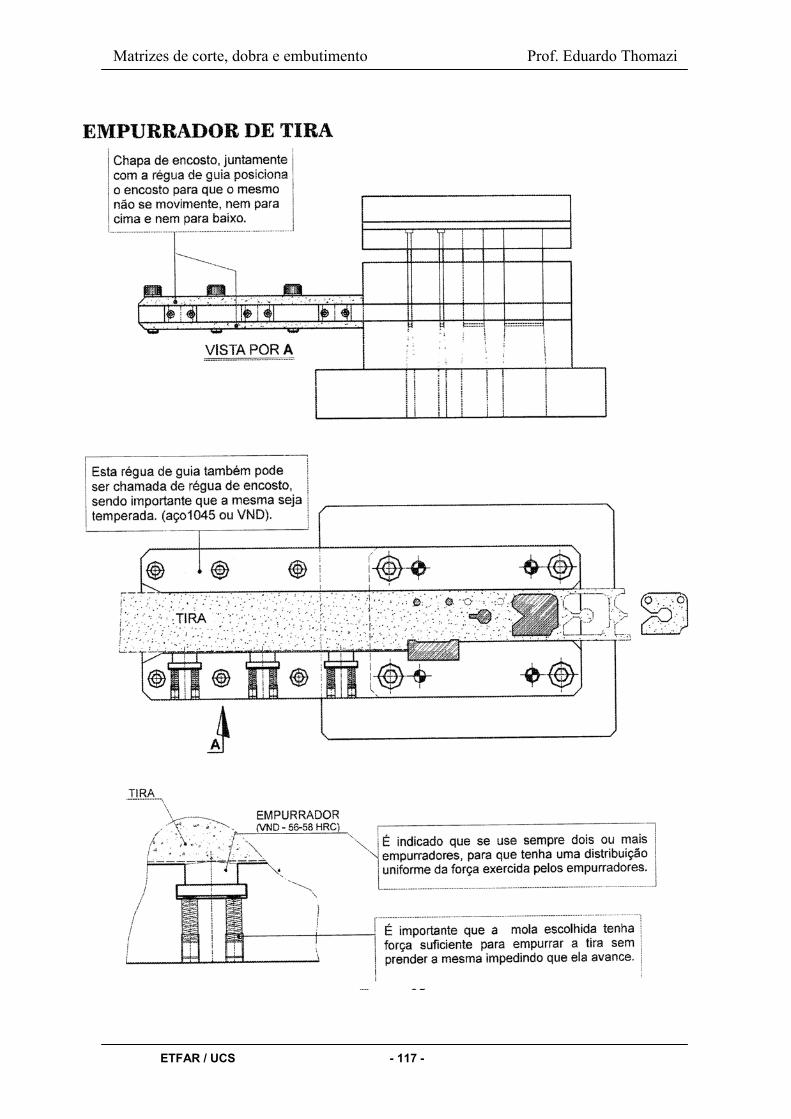
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 117 -
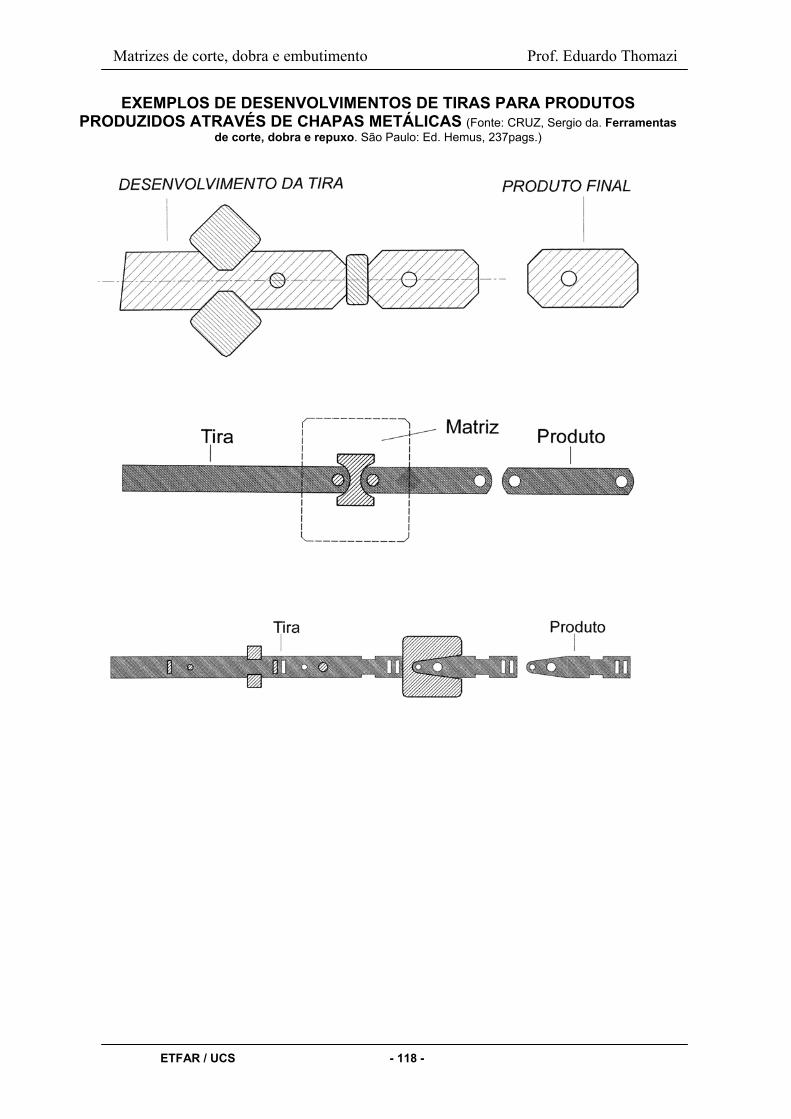
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
EXEMPLOS DE DESENVOLVIMENTOS DE TIRAS PARA PRODUTOS PRODUZIDOS ATRAVÉS DE CHAPAS METÁLICAS (Fonte: CRUZ, Sergio da. Ferramentas
de corte, dobra e repuxo. São Paulo: Ed. Hemus, 237pags.)
ETFAR / UCS - 118 -
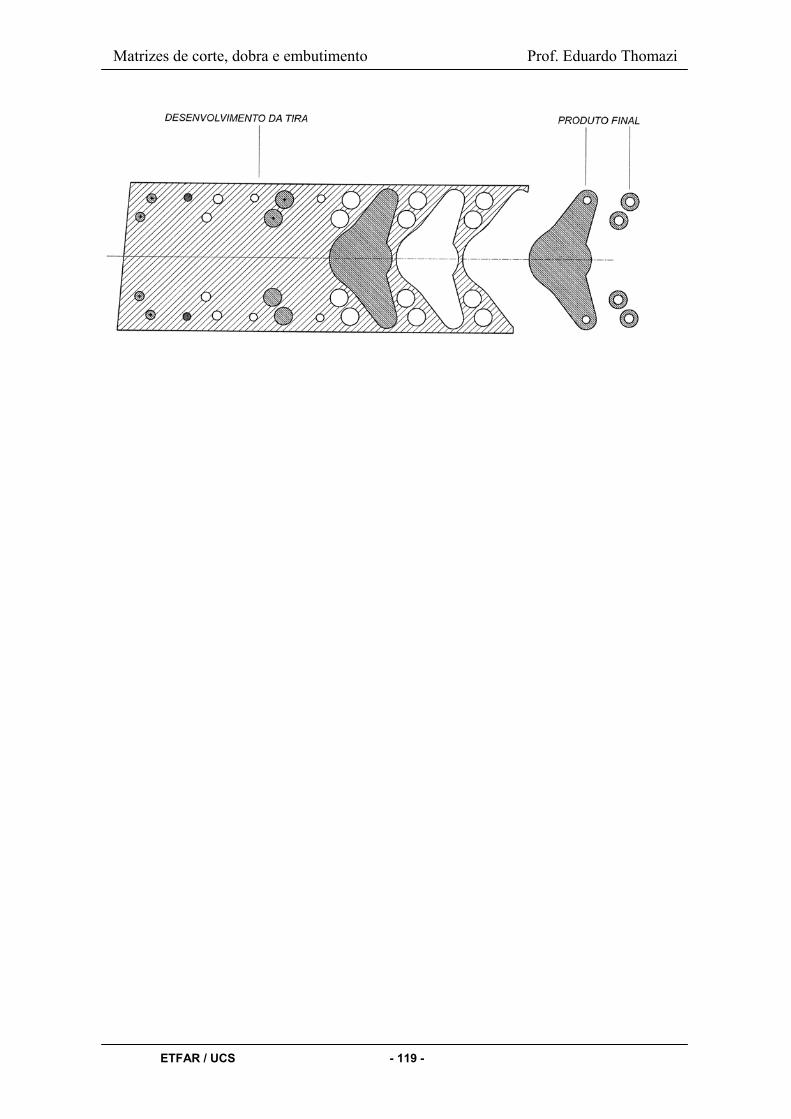
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 119 -
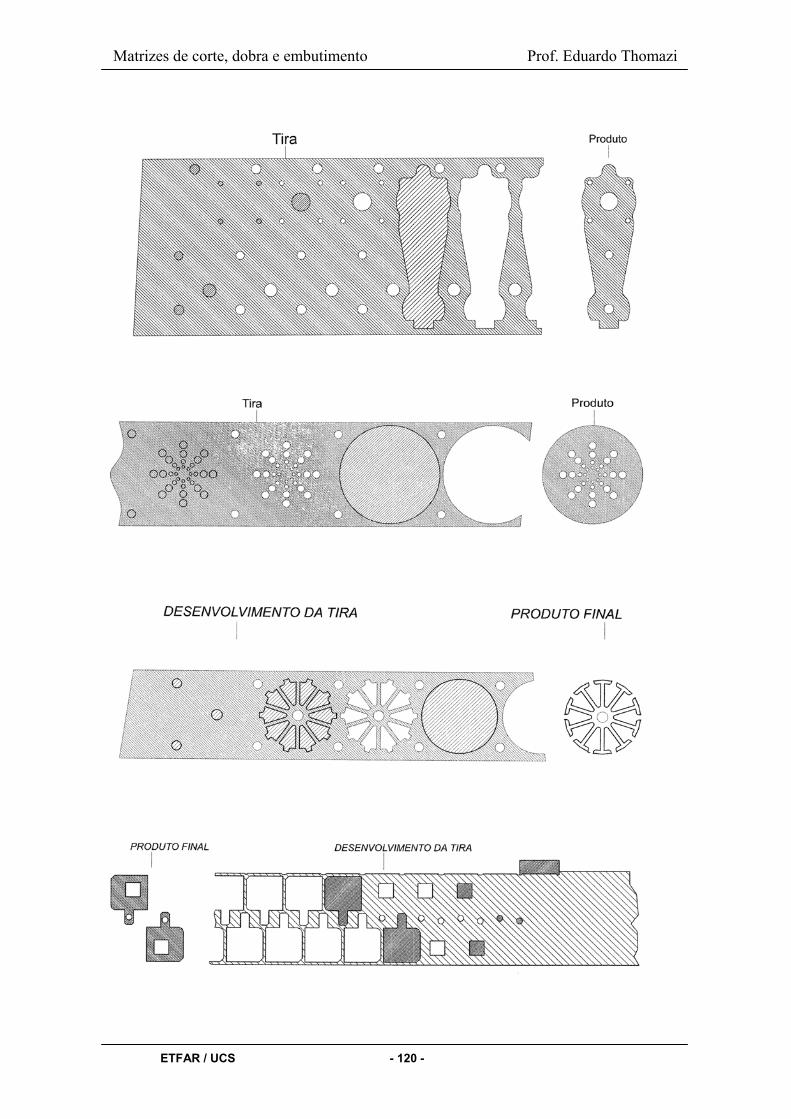
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 120 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 121 -
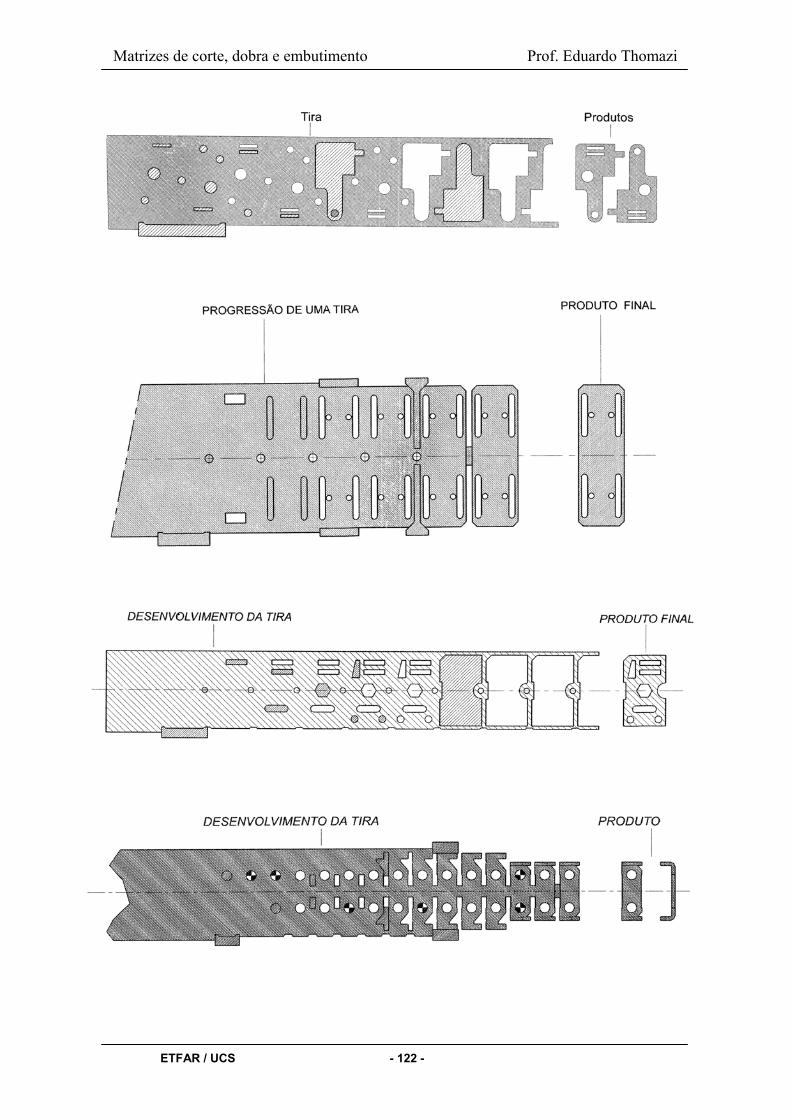
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 122 -
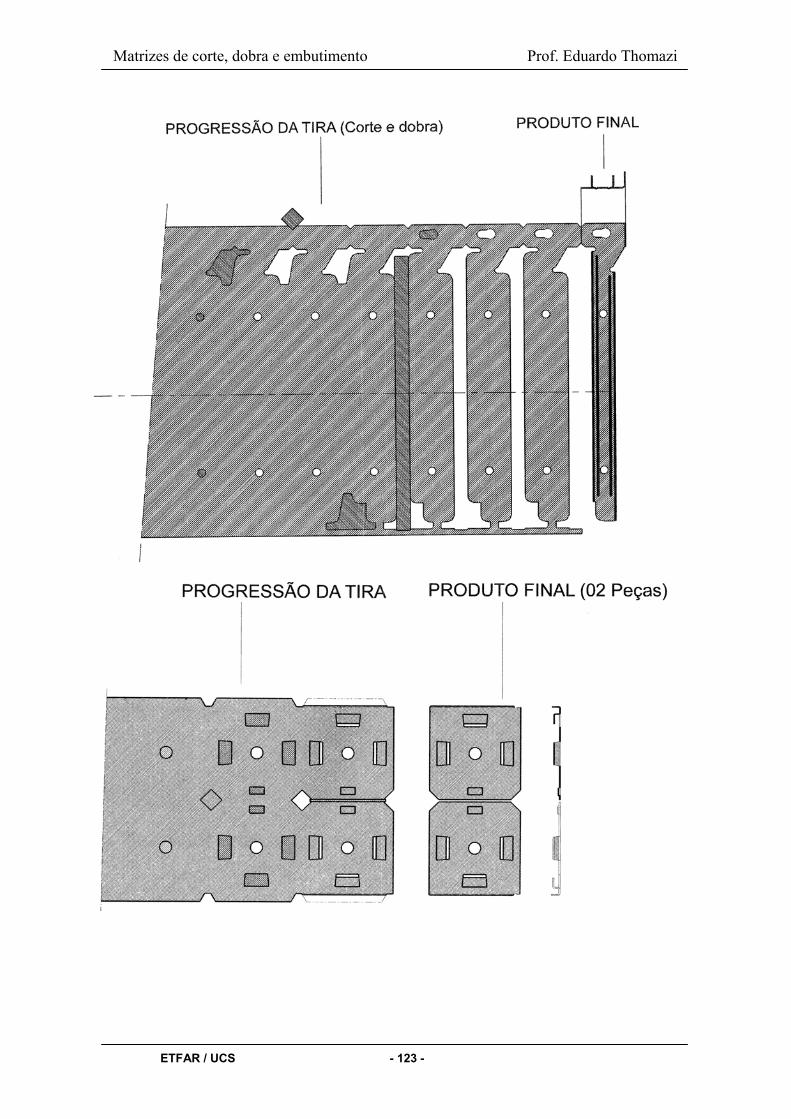
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 123 -
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo G
Diâmetro dos discos para embutimento em peças
cilíndricas
ETFAR / UCS - 124 -
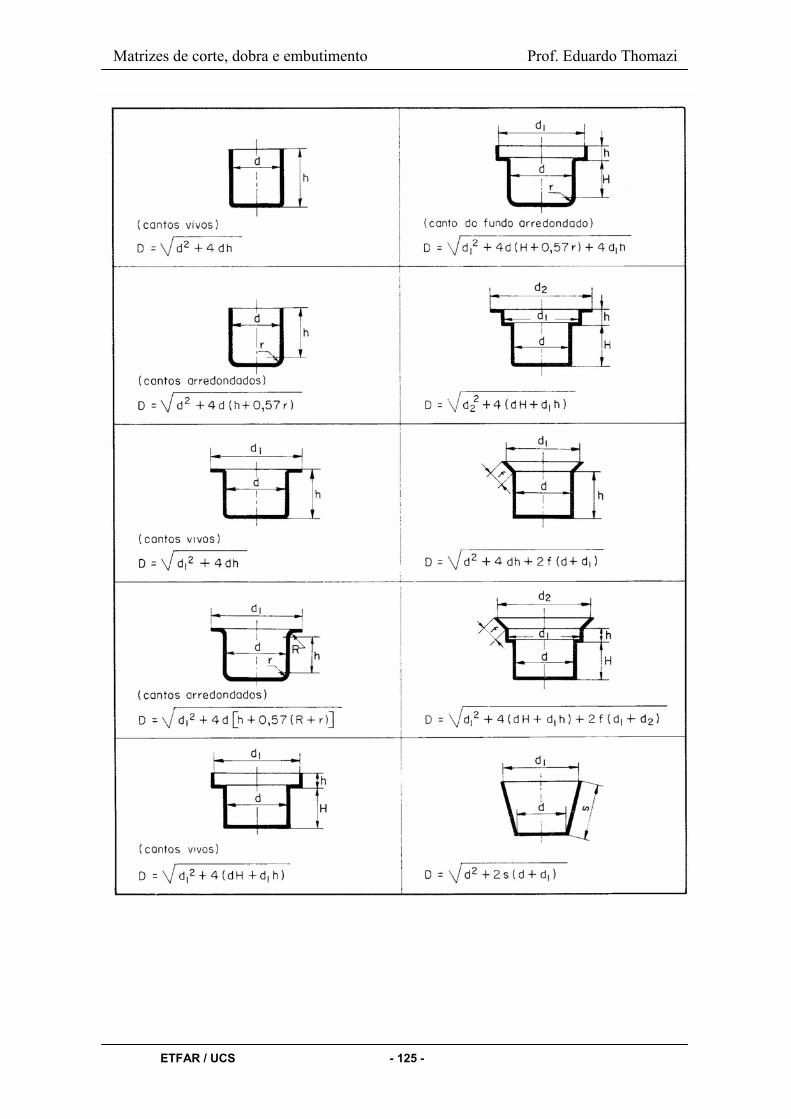
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 125 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 126 -
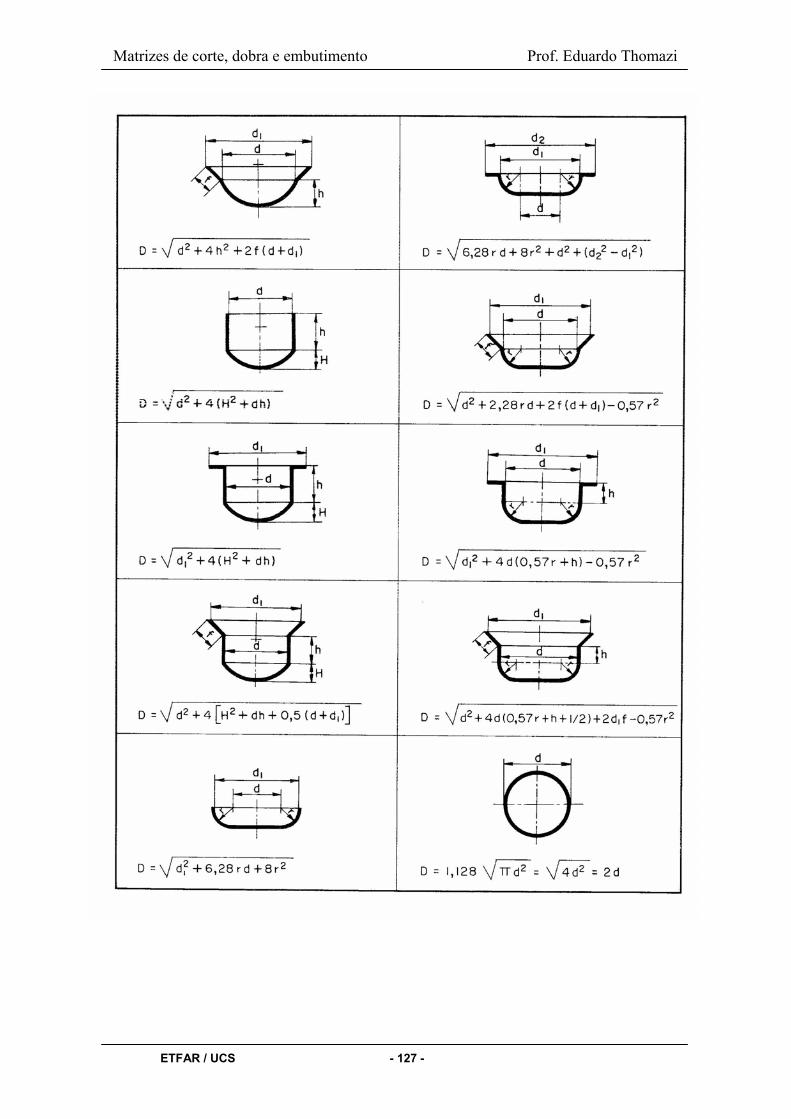
Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 127 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
ETFAR / UCS - 128 -

Matrizes de corte, dobra e embutimento Prof. Eduardo Thomazi
Anexo H
Exemplos de matrizes de corte, dobra, embutimento e
progressivas (fontes: ASCAMM e Pro-tec)
ETFAR / UCS - 129 -






























