A cura di Ing. Luciano Cantini

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
A cura di Ing. Luciano Cantini

II MEMBRI DEL TEAM
Le stampanti 3D � Macchina in grado di riprodurre con buona precisione un oggetto fisico a partire da un suo
modello tridimensionale
� Esistono 3 principali tipologie di stampa 3D. Le loro differenze principali riguardano il modo in cuisono costruiti gli strati per creare le parti.
1) Solidificazione di blocchi di resina o di un polimero liquido fotosensibile attraverso l’uso di unfascio di luce UV (SLA e DLP)fascio di luce UV (SLA e DLP)
2) A sinterizzazione mediante l’uso di polveri agglomerate attraverso l’uso di particolari inchiostriaddensanti o attraverso l’uso di un fascio laser (SLS, PP, SLM e EBM)
3) A deposito additivo di materiale, generalmente plastico, termo fuso (FDM o FFF)

SLA e DLP� SLA (steriolitography) utilizza un processo di fotopolimerizzazione mediante fascio laser per
solidificare una resina liquida. I principali limiti sono determinati dalla scarsa reperibilità, potenziale tossicità e costo elevato delle resine fotosensibili, dalla scarsa resistenza meccanica dei prototipi.
� DLP (digital light processing), una vasca di polimero liquido è esposto alla luce di un proiettore DLP in condizioni di luce inattinica. Il polimero liquido esposto si indurisce. La piastra di costruzione poi si muove in basso in piccoli incrementi e il polimero liquido è di nuovo esposto alla luce. Il processo si ripete finché il modello non è costruito. Il polimero liquido è poi drenato dalla vasca, lasciando il modello solido. dalla vasca, lasciando il modello solido.
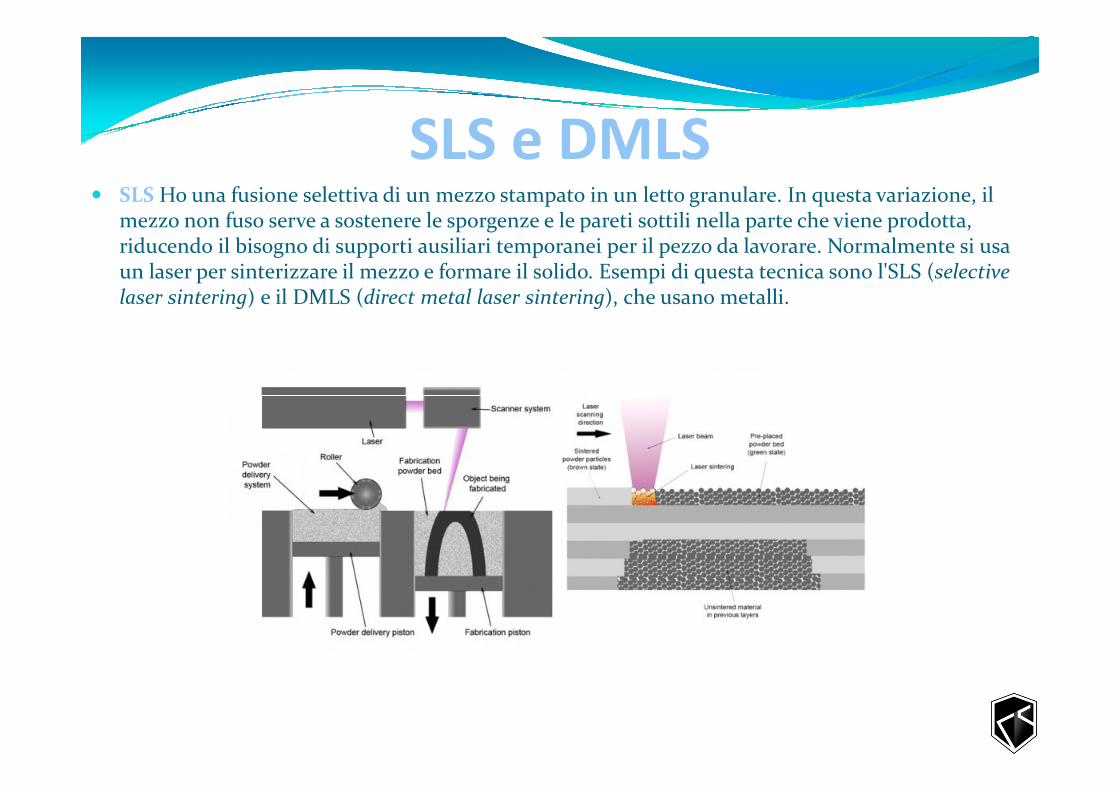
SLS e DMLS � SLS Ho una fusione selettiva di un mezzo stampato in un letto granulare. In questa variazione, il
mezzo non fuso serve a sostenere le sporgenze e le pareti sottili nella parte che viene prodotta, riducendo il bisogno di supporti ausiliari temporanei per il pezzo da lavorare. Normalmente si usa un laser per sinterizzare il mezzo e formare il solido. Esempi di questa tecnica sono l'SLS (selectivelaser sintering) e il DMLS (direct metal laser sintering), che usano metalli.

PP• PP (Plaster-based 3D Printing )Un metodo di stampa 3D che consiste in un sistema di stampa a
getto d'inchiostro. La stampante crea il modello uno strato alla volta, spargendo uno strato di polvere (gesso o resine) e stampando con il getto d'inchiostro un legante nella sezione trasversale della parte. Il processo viene ripetuto finché non è stampato ogni strato. Questa tecnologia è l'unica che consente la stampa di prototipi interamente a colori. Questo metodo permettea nche di realizzare sporgenze. È inoltre riconosciuto come il metodo più veloce ma la scarsa resistenza meccanica e l’aspetto poroso delle superfici dei modelli creati rappresentano purtroppo i limiti di questa tecnica
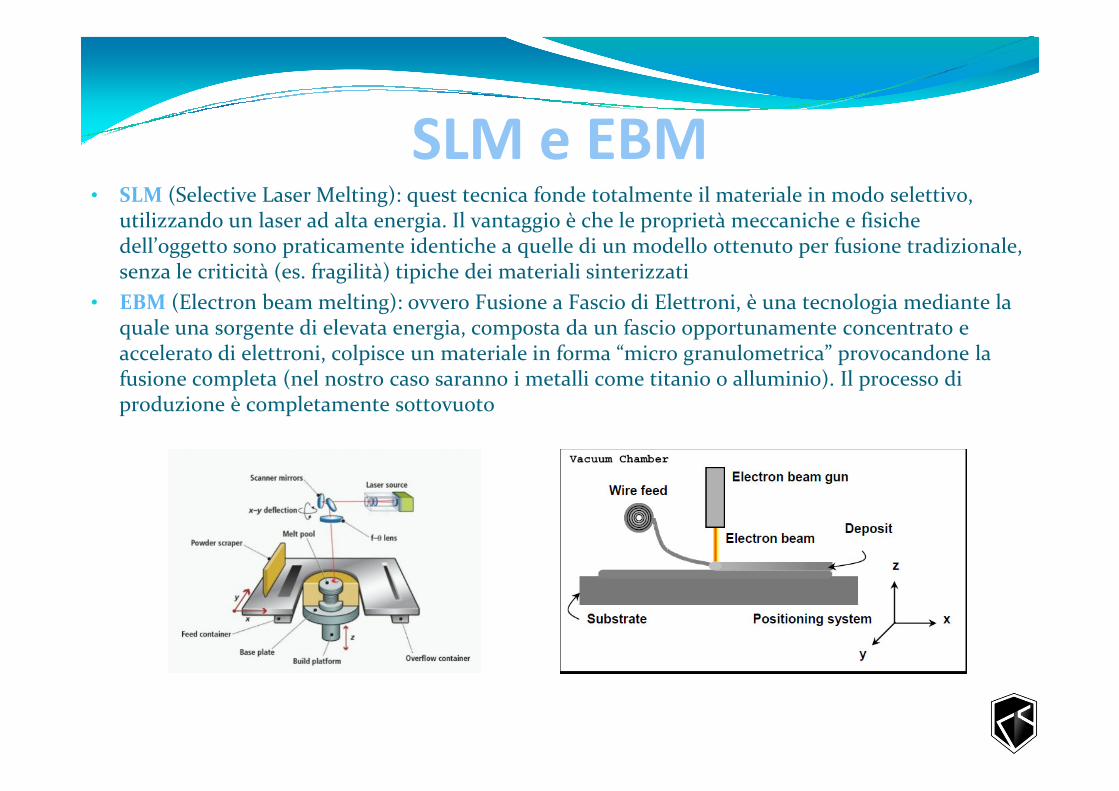
SLM e EBM• SLM (Selective Laser Melting): quest tecnica fonde totalmente il materiale in modo selettivo,
utilizzando un laser ad alta energia. Il vantaggio è che le proprietà meccaniche e fisiche dell’oggetto sono praticamente identiche a quelle di un modello ottenuto per fusione tradizionale, senza le criticità (es. fragilità) tipiche dei materiali sinterizzati
• EBM (Electron beam melting): ovvero Fusione a Fascio di Elettroni, è una tecnologia mediante la quale una sorgente di elevata energia, composta da un fascio opportunamente concentrato e accelerato di elettroni, colpisce un materiale in forma “micro granulometrica” provocandone la fusione completa (nel nostro caso saranno i metalli come titanio o alluminio). Il processo di produzione è completamente sottovuotoproduzione è completamente sottovuoto
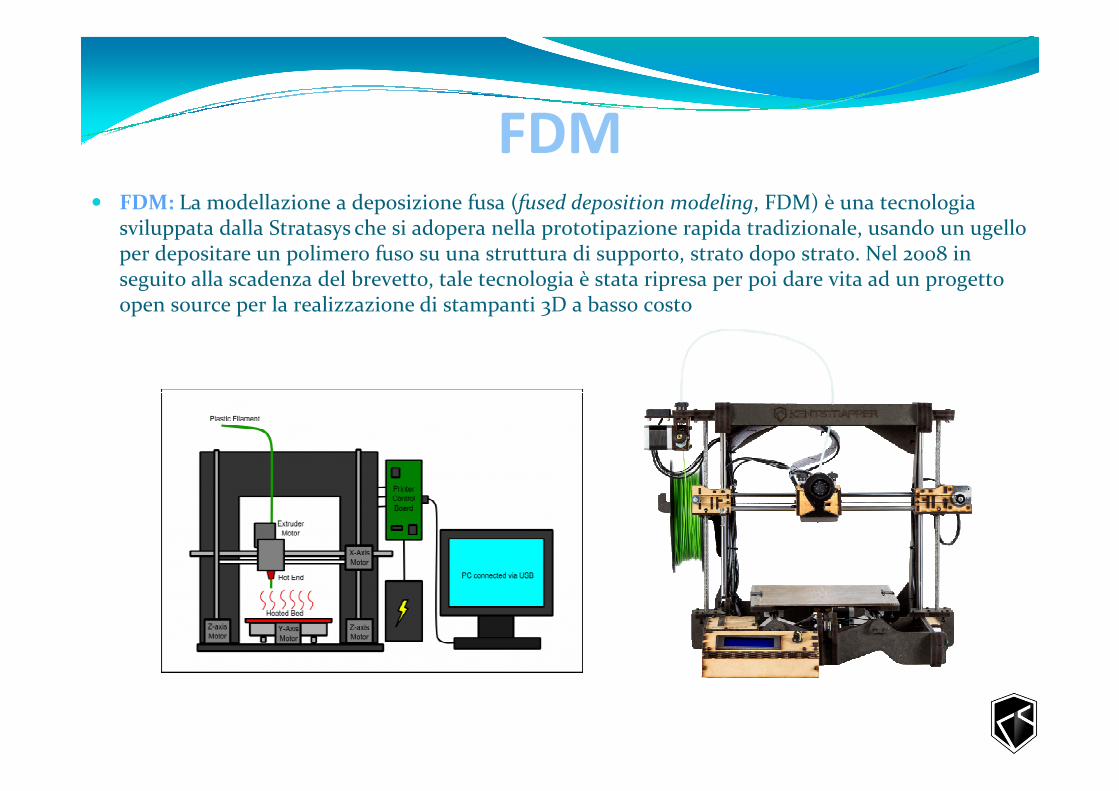
FDM� FDM: La modellazione a deposizione fusa (fused deposition modeling, FDM) è una tecnologia
sviluppata dalla Stratasys che si adopera nella prototipazione rapida tradizionale, usando un ugello per depositare un polimero fuso su una struttura di supporto, strato dopo strato. Nel 2008 in seguito alla scadenza del brevetto, tale tecnologia è stata ripresa per poi dare vita ad un progetto open source per la realizzazione di stampanti 3D a basso costo
Per usare una stampante 3D
occorre partire da un modello
tridimensionale dell’oggetto che si
vuole realizzare…vuole realizzare…
…Ma se non sono capace
di modellare con un CAD 3, allora
non posso usare una stampante 3D
??

Siti di raccolta di modelli 3D
E’ CONSIGLIABILE
CONTROLLARE SE
UN MODELLO
E’ CORRETTO PER LA E’ CORRETTO PER LA
STAMPANTE 3D…

SOFTWARE PER CONTROLLO
REGOLE DA SEGUIRE
1) Assicuratevi che il modello non presenti soluzioni di continuità!Quando realizzate un modello di un rendering statico di solito è molto più facile costruire il vostro
modello componendolo di decine o centinaia di pezzi separati.
Nel nostro caso il modello dovrà essere costituito da una sola maglia senza soluzione di continuità.
Occorre iniziare la fusione di vertici e spigoli fino a quando non si ottiene una solida rete contigua.
2) Svuota il modello 3D per contenere i costi di stampa.2) Svuota il modello 3D per contenere i costi di stampa.Seleziona le facce sulla superficie del modello ed estrudiamole verso l’interno lungo la
normale alla superficie. Assicuratevi che non vi sia nessuna geometria sovrapposta
generata dall’estrusione. Il modello 3D dovrebbe ora avere un “guscio interno” e un
“guscio esterno”. La distanza tra questi gusci sarà lo spessore della parete del modello.
Creare un’apertura nella parte inferiore del modello 3D in modo che eventuale materiale
“di supporto” possa essere facilmente rimosso.
REGOLE DA SEGUIRE3) Eliminate le geometrie “Non-Manifold”Ovvero “qualsiasi bordo condiviso da più di due facce”.
Questo problema può verificarsi, ad esempio, quando una faccia o un bordo viene
estruso ma non riposizionato, il risultato è essenzialmente che due pezzi identici di
geometria si troveranno “sovrapposti”.
L’estrusione è infatti registrata dalla maggior parte dei software come due comandiL’estrusione è infatti registrata dalla maggior parte dei software come due comandi
separati: L’estrusione in se e il riposizionamento della faccia o bordo.
4) Controllare le “normali” della superficieLa “normale” di una superficie è il vettore di direzione perpendicolare alla stessa
superficie in un modello 3D. Ogni faccia ha la sua normale, e questo vettore dovrebbe
essere rivolto verso l’esterno. In un modello realizzato correttamente tutte le normali
delle facce dovrebbero puntare verso l’esterno. Esiste un comando “inverti normali” che
serve proprio a questo scopo
ALCUNI CAMPI APPLICATIVI1) Gli studenti interessati all’ingegneria possono stampare prototipi in 3D in tempi brevi e
capire come funzionano. Tutto con le proprie mani.
2) Lo stesso vale per chi segue un curriculum di architettura: i plastici di interni e palazzi
si faranno direttamente in classe.
3) Non c’è assolutamente alcun limite alle riproduzioni e rimodellazioni di famose opere
d’arte. C’è spazio anche per le opere personali, modellate prima in 3D e poi stampate.
4) Potete creare anche stampi per lezioni di cucina. A dire il vero, ci sono macchine che 4) Potete creare anche stampi per lezioni di cucina. A dire il vero, ci sono macchine che
stampano direttamente il cibo.
5) Potete stampare parti meccaniche realmente funzionanti
E molto altro ancora …….

MECCANICA

BENI ARTISTICI E STORICI

MODELLISMO E PROTOTIPAZIONE
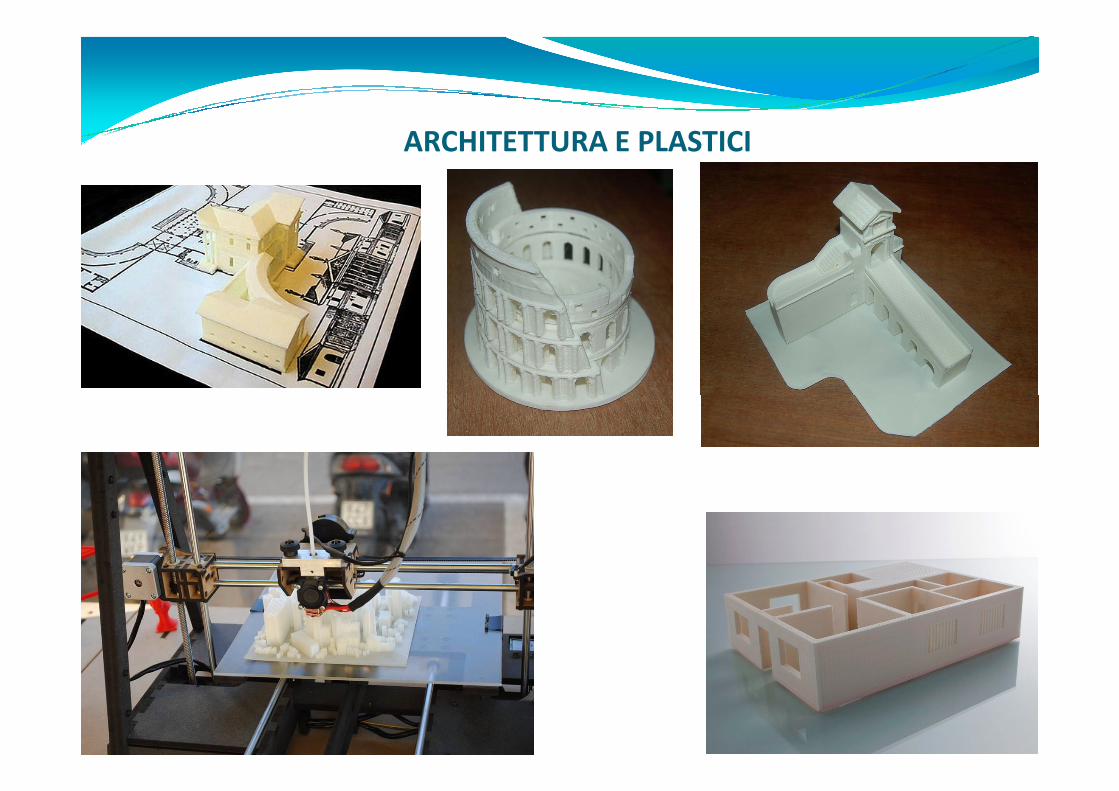
ARCHITETTURA E PLASTICI
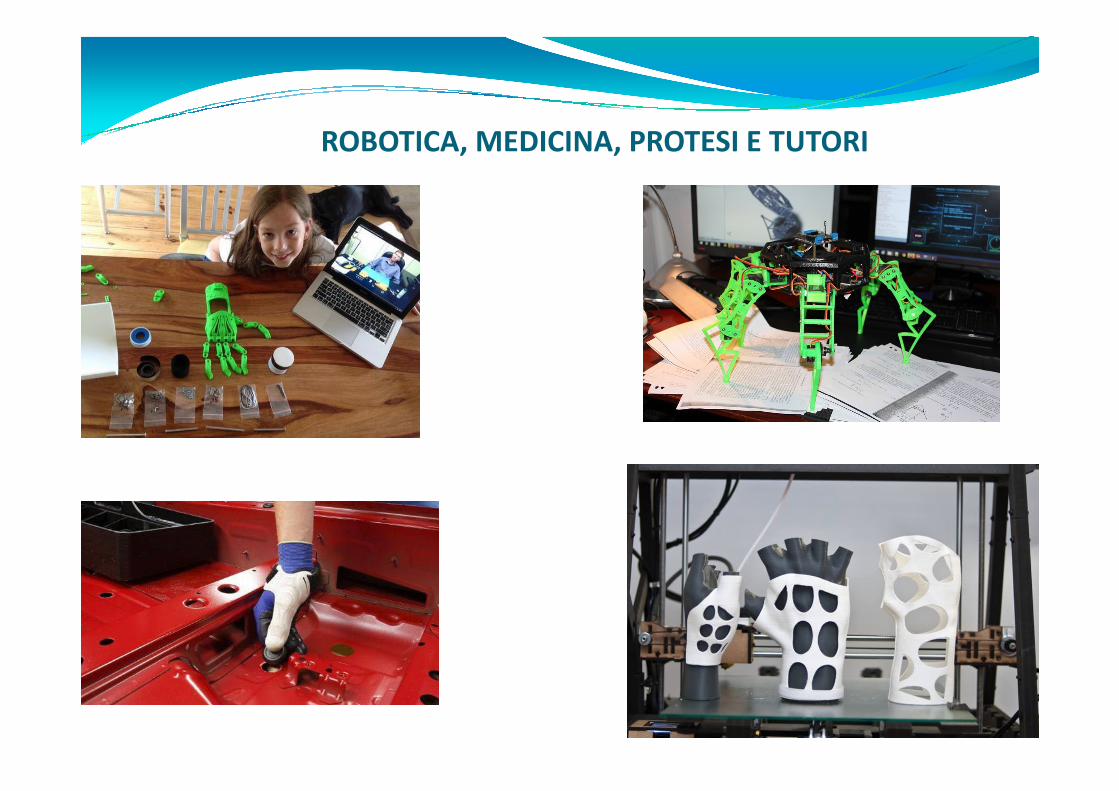
ROBOTICA, MEDICINA, PROTESI E TUTORI
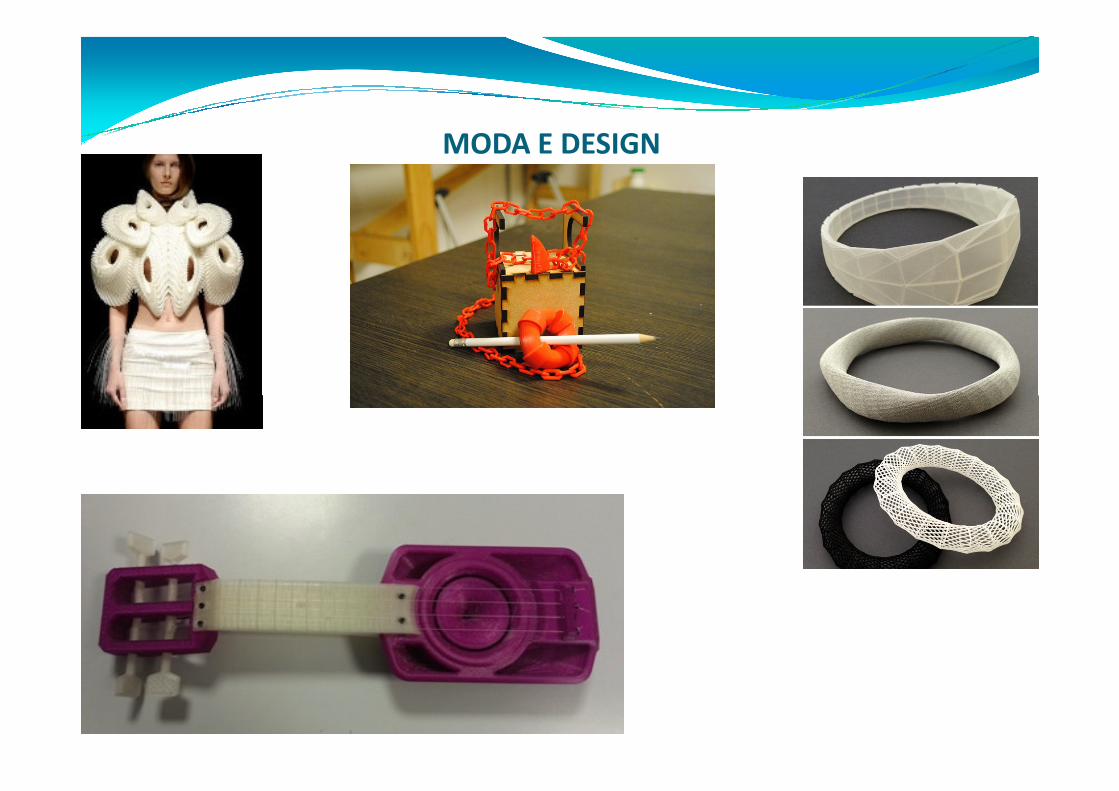
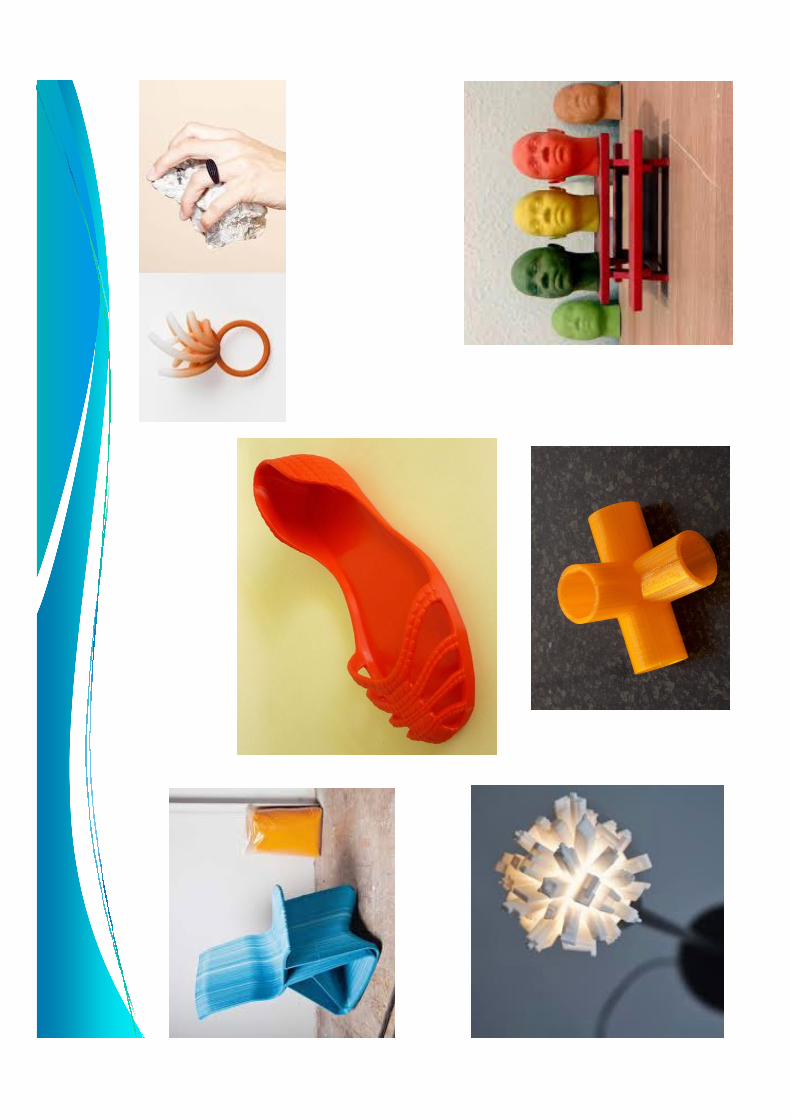
MODA E DESIGN
I MATERIALI� PLA (acido polilattico) un polimero derivato da piante come il mais, il grano o la barbabietola,
ricche di zucchero naturale (destrosio).La temperatura di estrusione può variare da 180° C a 220°C; Durante il processo produce un odorezuccherino, non tossico.Le parti che si ottengono dal PLA sono più rigide rispetto a quelle dell’ABS che invece sono piùflessibili ed hanno una finitura leggermente lucida; sono meno soggette alla deformazione etendono minormente a distaccarsi dal piano di stampaLe parti stampate in PLA iniziano ad ammorbidirsi intorno a 80°Le parti stampate in PLA iniziano ad ammorbidirsi intorno a 80°
� ABS (acrilonitrile-butadiene-stirene) è una termoplastica derivata dal petrolio.Durante l’estrusione produce un leggero odore di plastica bruciata e può produrre fumi tossici atemperature elevate. E’ quindi raccomandabile avere una buona ventilazione;La temperatura di estrusione può variare tra 240 e 260 gradi Celsius;Le parti stampate in ABS sono meno fragili delle parti in PLA; ma tendono a deformarsi piu’facilmente; in quanto non aderiscono al piano di stampa se non adottando particolariaccorgimenti, come ad esempio il piano riscaldato.In generale, le parti stampate con ABS hanno una finitura più lucida rispetto alle parti PLA; ecominciano ad ammorbidirsi a circa 100 ° C ;
I MATERIALI� PC (Policarbonato )polimero termoplastico dotato di buona resistenza termica e agli urti. A
differenza del Plexi-glass, con il quale è spesso confuso, può essere piegato e formato anche afreddo, senza manifestare screpolature o particolari deformazioni. La temperatura di transizionevetrosa è di 150°C ma in genere i produttori di Policarbonato in filamento consigliano temperaturedi estrusione superiori a 260°C. A 300°C, invece, si manifesta la fusione. Il Policarbonato sideforma molto facilmente ed in maniera maggiore rispetto all’ABS ed al PLA quindi èassolutamente sconsigliata l’estrusione in assenza di un piatto riscaldato.
� PVA (alcol polivinilico )è un composto chimico ottenuto per idrolisi, normalmente alcalina, degliesteri polivinilici. Si dissolve totalmente e rapidamente in acqua, anche fredda e questa proprietà
� PVA (alcol polivinilico )è un composto chimico ottenuto per idrolisi, normalmente alcalina, degliesteri polivinilici. Si dissolve totalmente e rapidamente in acqua, anche fredda e questa proprietàlo rende particolarmente adatto come di materiale di supporto. La temperatura di transizionevetrosa del PVA è attorno agli 85°C ma dipende dal grado di idrolisi del polimero. A temperaturesuperiori ai 200°C subisce la piroscissione, decomponendosi (vi sono produttori che indicanotemperature di estrusione attorno ai 200-220 °C, in tal caso è meglio affidarsi alla temperaturacertificata dal produttore poichè, spesso, i materiali sono tagliati con altri termoplastici perconferire proprietà meccaniche maggiori).
� PET (Polietilene tereftalato): è una resina termoplastica trasparente, compatibile con il PLA esimile ad esso a livello di proprietà meccaniche. La temperatura di transizione vetrosa è di circa60°C mentre la temperatura di estrusione è di circa 210°C.

I MATERIALI� Nylon: con il termine nylon si indica una famiglia particolare di poliammidi alifatiche sintetiche.
Molto economico e facilmente reperibile sul mercato, in vari colori, a differenza del PLA edell’ABS, è molto meno fragile e quindi più resistente. Gode di proprietà autolubrificanti, il che lorende particolarmente performante per stampe di ingranaggi. Tra gli aspetti negativi possiamoevidenziare il fatto che si deforma molto di più rispetto all’ABS, quindi necessita del pianoriscaldato, inoltre un riempimento eccessivo potrebbe causare dei problemi poichè il nylon è unmateriale estremamente fibroso. In aggiunta, bisogna assicurarsi che sia ben asciutto prima dellastampa. La temperatura di estrusione si attesta attorno ai 220-250°C, anche in questo caso ilconsiglio è di attenersi alle specifiche segnalate dal produttore.
� Flex: è un materiale simil-gomma, elastico, flessibile ed estremamente resistente all’abrasione. Latemperatura di estrusione consigliata dal produttore è di 210-230 °C, il piatto riscaldato non ènecessario ma in alcuni casi può essere settato a temperature relativamente basse.
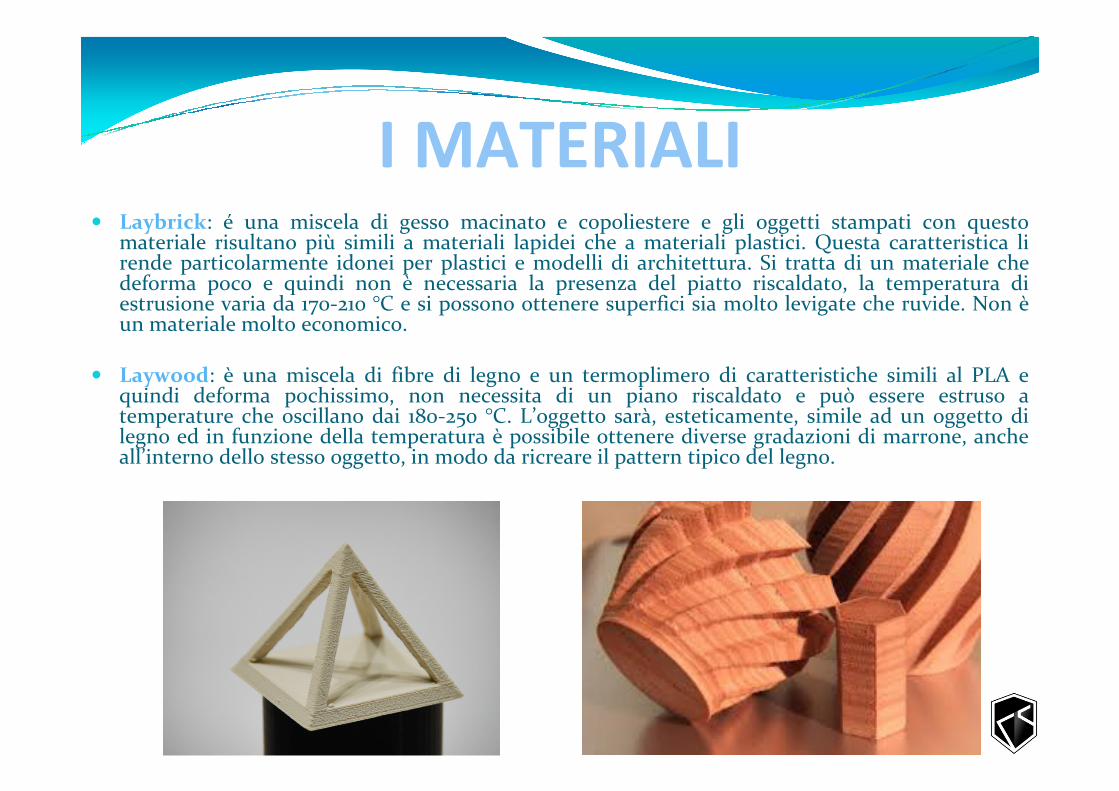
I MATERIALI� Laybrick: é una miscela di gesso macinato e copoliestere e gli oggetti stampati con questo
materiale risultano più simili a materiali lapidei che a materiali plastici. Questa caratteristica lirende particolarmente idonei per plastici e modelli di architettura. Si tratta di un materiale chedeforma poco e quindi non è necessaria la presenza del piatto riscaldato, la temperatura diestrusione varia da 170-210 °C e si possono ottenere superfici sia molto levigate che ruvide. Non èun materiale molto economico.
� Laywood: è una miscela di fibre di legno e un termoplimero di caratteristiche simili al PLA equindi deforma pochissimo, non necessita di un piano riscaldato e può essere estruso aquindi deforma pochissimo, non necessita di un piano riscaldato e può essere estruso atemperature che oscillano dai 180-250 °C. L’oggetto sarà, esteticamente, simile ad un oggetto dilegno ed in funzione della temperatura è possibile ottenere diverse gradazioni di marrone, ancheall’interno dello stesso oggetto, in modo da ricreare il pattern tipico del legno.
OPENSOURCELa OSHWA (open source hardware association) definisce che con il termine open source l'hardware il cui progetto è reso pubblico in modo che chiunque possa studiare, modificare, e vendere il progetto o l'hardware basato su di esso. Idealmente vengono utilizzati componenti e materiali disponibili liberamente, processi standard, infrastruttura aperta, contenuti senza restrizione e strumenti di progettazione open-source per massimizzare la capacità degli individui di produrre e utilizzare l'hardware. L'hardware open source incoraggia la condivisione della conoscenza attraverso lo scambio aperto di progetti. Tale definizione è basata sulla Definizione dell'Open Source per il Software, creata da Bruce Perens e dagli gli sviluppatori Debianda Bruce Perens e dagli gli sviluppatori Debian

PROGETTO REPRAP
Adrian Bowyer

MAKER,FABLAB E AFFINI
3DHUBSSi tratta di uno dei primi network mondiali di stampanti 3D. Tramite una piattaforma online connette i proprietari di stampanti 3D (3D Hubs) con chi ha bisogno di stampare in 3D (makers). Il funzionamento è semplice: ho bisogno di stampare un file 3D, vado sul sito di 3DHUBS, mando il file alla Hub più vicina (un qualsiasi posto dotato di stampante 3D) ed in pochi giorni il mio prodotto è pronto.Ogni file mandato ad una Hub viene controllato e, nel caso in cui non fosse adatto alla stampa, corretto automaticamente; una volta inoltrato alla Hub viene alla stampa, corretto automaticamente; una volta inoltrato alla Hub viene calcolato il prezzo dell'oggetto secondo i prezzi scelti dalla Hub stessa (un prezzo di avvio più un tot. per centimetro cubo di materiale) ed in meno di tre giorni il cliente può andare a ritirare l'oggetto pronto -o farselo spedire comodamente a
casa.

Il taglio laser

FRESE CNC
Credits:-Wikipedia-Stampalo-Stampa 3DForum
Related Documents











