-
7/27/2019 Unit 5 Lathe Drilling
1/16
Elements of Mechanical Engineering.
Unit 5: Lathe and Drilling Machines.
Cutting tools:- Tools which are used to separate/remove material stock from the work piece are
known as cutting tools. Ex hack saw, chisel etc.
Machine tools: - Machine tools are power driven cutting tools or machines which enable the
removal of excess stock of material from the work piece.
Relative Motion: - change in position of a object ( fixed/moving) with respect to the other object
(fixed/moving)is called as relative motion.
Lathe:-
Lathe is one of the most widely used machine tools in metal cutting work.
Lathe is usually used for machining (metal removal) the job which is rotated and a cuttingtool is fed to cause the cutting action.
Lathe is generally used for machining cylindrical jobs.
Working principle of Lathe
The work piece is hold firmly in the work holding device called the chuck and is supported by the
dead center as shown in the fig.above
The chuck is rotated at a particular speed by some mechanisms; the cutting tool is moved against the
rotating work piece to facilitate the removal of material.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
2/16
Elements of Mechanical Engineering.
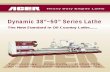
Schematic diagram of Lathe Machine.
1. Bed: The lathe bed provides a heavy rigid frame on which all the main components like
headstock, tail stock and carriage are mounted. It comprises inner and outer guide rails that are
precision machined. bed is made out of cast iron alloy.
2. Headstock: It is mounted in a fixed position at the left end on the bed. It carries a hollow spindle
which can rotate at different speeds.
The spindle carries a work-holding device which in turn rotates the job to be machined. The spindle
speed is controlled by a stepped cone pulley and back
gear arrangement both of which are housed inside the headstock.
3. Tailstock: It is mounted at the left end on the bed and can slide towards the headstock. It can be
fixed at any position on the bed to suit the length of the work to hold a lathe center, drill bit or other
such tool. The tailstock is used for drilling,
reaming, tapping, threading and centering parts.
4. Carriage: It moves on the guide ways of the lathe bed. A cutting tool is fixed in the tool post, the
movement of which is guided by the carriage. The carriage is equipped with levers, clutches and
gears that control its movement either by hand or by power feed. It carries the following
units.
Saddle: It is the main part or the base of the carriage which slides along the bed ways. It supports
cross-slide, compound rest and tool post. Generally, it uses a hand wheel to move along the bed but it
can also be power operated through the apron mechanism.
Cross slide: It is mounted on the saddle and slides in a direction perpendicular to the axis of the
spindle
Compound rest: It is mounted on the top of the cross-slide. It can swivel to any desired
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
3/16
Elements of Mechanical Engineering.
angle in a horizontal plane. It is operated by a handwheel through the compound rest.
.Tool post: It is fixed on top of the compound rest and mounts the tool holder, in which the cutting
tools are clamped.
. Apron is attached to the front of the carriage and bears the mechanism which controls the
movement of the carriage and the cross slide.
. Legs: The whole machine is supported on two legs made out of cast iron. The leg on left side
houses the electric motor and the headstock, the right side leg houses tailstock and other parts.
Lathe Operations
The lathe is the most versatile general-purpose machine tool. It is capable to perform a large variety
of operations .
Following are a few operations that can be performed on a lathe:
1. Turning: Turning is a lathe operation in which the cutting tool removes metal from the outside
diameter of a workpiece. In other words, reduction in the diameter of the workpiece is called turning.
Depending upon the job requirement, the turning operation may be of various types
such as
a. Straight turning
b.Stepped turning
c.Taper turning
d.Contour turning.
2. Facing: Facing is the process of removing metal from the end of a workpiece to produce a flat
surface.
In other words a reduction in length of the workpiece is called facing. The cutting tool is fed into the
workpiece in a direction perpendicular to its axis
a. Straight Turning b. Step Turning
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
4/16
Elements of Mechanical Engineering.
Taper Turning Knurling
Grooving Chamfering Thread cutting
Drilling Boring
Parting Off: It uses a cutting tool to cut-off the workpiece at a specific length.. It is normally used
to remove the finished end of a workpiece from the bar stock(raw material) that is clamped in the
chuck.
Grooving: It is an operation of reducing diameter of the workpiece in the form of a neck or a narrow
groove of desired shape, may be a round, a square or a V shape.
Chamfering: It is a process of cutting the sharp edge at the end of a job to produce a beveled edge at
a desired angle.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
5/16
Elements of Mechanical Engineering.
Drilling: It is a lathe operation by which an axial hole is created in a solid workpiece. It is done with
the help of a special multi-point tool called a drill.
Reaming: It is an operation by which the surface of a drilled hole is finished. It is done with the helpof a special multi-point tool called a reamer.feed (0.5-2 mm ).
Boring: It is an operation by which a drilled hole is enlarged in diameter. It is done with the help of a
single-point cutting tool called a boring bar.
Knurling: It is a special operation by which a smooth-turned surface is made rough by impressing a
diamond shaped or straight line pattern. It is done for the purpose of creating a better
gripping.surface.
Knurling is performed with special metal wheels called a knurling tool.
Thread Cutting: It is a process of cutting helical grooves of a standard thread form. It may be of
two types, namely, external thread cutting and internal thread cutting.
(tapping,taperboring,undercutting,milling,counterboring,grooving,filling,polishing,spinning,spring
winding& forming)
Taper Turning
Taper turning is the process of generating a conical surface.Taper turning on a lathe is done by feeding the cutting tool at an angle to the axis of rotation the
workpiece.
A taper is a uniform increase or decrease in the diameter of the workpiece along its length.
There are four basic methods of turning tapers on a lathe:
by form tool;
by compound rest swivel;
by tailstock set-over;
by taper turning attachment.
Determination of angle of taper:
Consider a cylindrical workpiece of length L and diameter D.as shown in fig below It is required to
reduce the diameter D to d uniformly over the length L. The amount of taper in the workpiece is
usually specified as conicity. It is denoted by letter K.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
6/16
Elements of Mechanical Engineering.
Where D- dia at the larger end, d-dia at the smaller end, L= length of workpiece
Taper Turning by Swiveling the Compound Rest
>The work piece is rotated on lathe axis .The cutting tool mounted on the compound rest is attached
to a circular base which can be swiveled and locked at any desired taper angle as shown in Fig.
>Compound rest may be swiveled at either side of the lathe. When the compound rest set at the
desired taper angle is moved against the workpiece the cutting tool generates
the required tapered surface on the workpiece.
>As the compound tool rest has only limited movement, this method can generate only short
tapers.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
7/16
Elements of Mechanical Engineering.
Taper Turning by Taper Turning Attachment
>Here a taper attachment which is set at an angle to the axis of rotation of the workpiece. guide the
tool in a straight path to cut both internal and external tapers as shown in Fig. >The workpiece held
between the centers and is aligned to the lathe axis.
>The attachment consists of bracket or frame connected to the rear end of the lathe bed.
A guide bar having graduations in degrees may be swiveled either side of the zero.
Graduation on a pivot mounted over the bracket as shown in fig.
The cross slide is made free from lead screw and its rear end is attached to the guide block by means
of a bolt.
When the longitudinal feed is given by moving the carriage, the guide block slides over guide bar set
at half the taper angle. The tool mounted on the cross slide follows the angular path and generates therequired taper.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
8/16
Elements of Mechanical Engineering.
Taper Turning by Tailstock Set-over
Here the workpiece is held between the live center and the dead center of the tailstock. But the
tailstock is offset at an angle equal to half the taper angle as shown in Fig.
The cutting tool is fed parallel to the lathe axis. And the desired taper is produced.
Taper Turning by a Form Tool
>Here a taper tool of broad nose having straight cutting edge is used to produce the desired taper
as shown in Fig.
>since this method produces taper only for short length it is not widely used.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
9/16
Elements of Mechanical Engineering.
Specification of Lathe:
A lathe is mainly specified by the maximum size of the work that it can handle.
Other important specifications include the following
1.The largest diameter of the workpiece, commonly called the swing.
2. The maximum distance between headstock and tailsstock centers.
3. power of the main drive, that is, motor;
4. range of spindle speeds;
5. range of feeds;
6. space occupied by the machine
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
10/16
-
7/27/2019 Unit 5 Lathe Drilling
11/16
Elements of Mechanical Engineering.
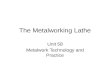
Sensitive or Bench-Type Drilling Machine
The drilling head along with the column is mounted and clamped on a bench. The workpiece can be
clamed to the work table or on the base with the help of T-slots. The worktable can be moved up and
down along the vertical column and clamped at any desired height.
The drill is mounted in a drill chuck which is rotated by the drive system of the machine.
The chuck is moved up and down by handle with the help of a rack-and-pinion mechanism.
Sensitive drilling machine is designed for drilling small holes, usually less than 12 mm,
diameter. The name "sensitive" is used because the machinist can "feel" the action of the drill as it
goes into the work.
Following are its main parts:
Vertical column: It is the basic structure to hold the other parts.
Drilling head: This has a box-type structure. It houses the power drive and gear boxes'
change of speed and feed.
Spindle: It holds and provides rotary motion and feed motion to the drill.
Table: It has T-slots on the top surface. The job is clamped on the table using a drilling
Jig or machine vice.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
12/16
Elements of Mechanical Engineering.
Upright/Pillar Drilling Machine
This machine is quite similar to the bench drilling machine but of little larger size and higher
capacity and is fixed on the floor foundation.
This drilling machine is able to take larger drills.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
13/16
-
7/27/2019 Unit 5 Lathe Drilling
14/16
Elements of Mechanical Engineering.
Drilling
It is a process of creating or originating a hole in a solid workpiece using a tool called Twist drill.
Reaming:
Reaming is the operation of finishing an already drilled hole using a reamer. A reamer which
matches the diameter of the already existing hole is fitted in to the machine spindle and reaming
operation is carried over which is similar to drilling operation except higher spindle speed in reaming
.The material removed is very less and the drilled hole surfaces are finished with high accuracy. The
accuracy of a reamed hole is around 0.005 mm.
Boring
Boring is the operation of enlarging an already drilled hole using a boring tool. The boring tool is
fixed to the boring bar which in turn fits into the machine spindle. The speed of rotation of a boring
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.
-
7/27/2019 Unit 5 Lathe Drilling
15/16
-
7/27/2019 Unit 5 Lathe Drilling
16/16
Elements of Mechanical Engineering.
Tapping:
It is process of thread cutting inside a drilled or a bored hole using a tool called ta]
A special attachment containing a reversing mechanism is required for tapping.
Specification of drilling machine
I) The size of the working table and capacity of the machine.
2) Maximum size of the work piece on the particular machine.
3) Maximum diameter of drill on the particular machine.
4) Number of spindles on the particular machine.
5) Length of arm and column diameter must be specified for radial drilling machine.
Dept. of Mechanical Engineering, Srinivas School of Engineering, Mangalore.