Three Dimensional Microstructures: Statistical Analysis of Second Phase Particles in AA7075-T651 Anthony D. Rollett 1, a , Robert Campman 1,b and David Saylor 2,c 1 Department of Materials Science and Engineering Carnegie Mellon University 5000 Forbes Avenue Pittsburgh, PA 15213 2 FDA-CDRH-OSEL HFZ-150, Rm. 226 12725 Twinbrook Parkway Rockville, MD 20852 a [email protected], b [email protected], c [email protected] Keywords: 3D Microstructures, statistical reconstruction, constituent particles, aluminum alloys, pair correlation functions. 1. Abstract. This paper describes some aspects of reconstruction of microstructures in three dimensions. A distinction is drawn between tomographic approaches that seek to characterize specific volumes of material, either with or without diffraction, and statistical approaches that focus on particular aspects of microstructure. A specific example of the application of the statistical approach is given for an aerospace aluminum alloy in which the distributions of coarse constituent particles are modeled. Such distributions are useful for modeling fatigue crack initiation and propagation. 2. Introduction Most polycrystalline materials are self-evidently three dimensional with respect to microstructure and yet characterization is generally confined to two dimensional cross-sections. Clearly in order to progress with establishing microstructure-behavior relationships, we need to be able to describe microstructures in all three dimensions. This in turn, presupposes that we can make the descriptions suitable for use by numerical systems such as finite element models, which entails detailed geometrical descriptions. Many materials properties such as plasticity are strongly anisotropic and this means that it is desirable to include crystallographic orientation (texture) in the descriptions. One approach to the problem is to use tomography, which for metals generally requires high energy x-rays from a synchrotron source [1, 2]. Such investigations are relatively rare because of the expertise required to use such instruments and the small number of suitable sources. Another approach is to use serial sectioning that permits microstructure to be reconstructed in a straightforward manner from the multiple cross sections through the material [3, 4]. The advent of automated equipment is facilitating more frequent application but it remains a time

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Three Dimensional Microstructures: Statistical Analysis of Second Phase Particles in AA7075-T651
Anthony D. Rollett1, a, Robert Campman1,b and David Saylor2,c 1 Department of Materials Science and Engineering
Carnegie Mellon University
5000 Forbes Avenue
Pittsburgh, PA 15213
2FDA-CDRH-OSEL
HFZ-150, Rm. 226
12725 Twinbrook Parkway
Rockville, MD 20852
[email protected], [email protected], [email protected]
Keywords: 3D Microstructures, statistical reconstruction, constituent particles,
aluminum alloys, pair correlation functions.
1. Abstract. This paper describes some aspects of reconstruction of microstructures
in three dimensions. A distinction is drawn between tomographic approaches that
seek to characterize specific volumes of material, either with or without diffraction,
and statistical approaches that focus on particular aspects of microstructure. A
specific example of the application of the statistical approach is given for an
aerospace aluminum alloy in which the distributions of coarse constituent particles are
modeled. Such distributions are useful for modeling fatigue crack initiation and
propagation.
2. Introduction
Most polycrystalline materials are self-evidently three dimensional with respect to
microstructure and yet characterization is generally confined to two dimensional
cross-sections. Clearly in order to progress with establishing microstructure-behavior
relationships, we need to be able to describe microstructures in all three dimensions.
This in turn, presupposes that we can make the descriptions suitable for use by
numerical systems such as finite element models, which entails detailed geometrical
descriptions. Many materials properties such as plasticity are strongly anisotropic and
this means that it is desirable to include crystallographic orientation (texture) in the
descriptions. One approach to the problem is to use tomography, which for metals
generally requires high energy x-rays from a synchrotron source [1, 2]. Such
investigations are relatively rare because of the expertise required to use such
instruments and the small number of suitable sources. Another approach is to use
serial sectioning that permits microstructure to be reconstructed in a straightforward
manner from the multiple cross sections through the material [3, 4]. The advent of
automated equipment is facilitating more frequent application but it remains a time

consuming process. The approach described here is to exploit statistical stereological
approaches, combined with reasonable assumptions about the microstructural features
of a particular material. In the example described here for an aerospace aluminum, the
relevant features in the polycrystalline microstructure are taken to be the grains and
the constituent particles. Statistical analysis of 3D grain structures has been described
elsewhere [5]. Analysis of the coarse particle content is also feasible but requires that
the clustering be quantified.
Aluminum alloy 7075, (AA7075), is a high strength aluminum alloy commonly used
for construction of airframes. The composition of AA7075 is listed in Table 1.
During the casting of the alloy, large (micron sized) second phase “constituent”
particles are precipitated out of solution. During hot rolling, these coarse particles are
broken up into smaller particles and “stringered” out through the matrix. These
constituents make up approximately 2% by volume of the total matrix. It has been
determined by several groups that the majority of the constituent particles are either
iron-aluminum compounds or magnesium silicide [6, 7]. During plastic deformation,
the non-deforming particles are sites of stress concentration in the matrix and many of
them eventually crack or debond from the matrix. Some of these cracked or
debonded particles will then produce a matrix crack and eventually lead to failure [8,
9]. The variation in placement, size, and concentration of these particles is a cause of
variation in the S-N curve [10,11] used to quantify fatigue behavior.
Knowing that the second phase particles play a crucial role in the fatigue crack
initiation their sizes and relative locations must be quantitatively determined before
crack initiation can be incorporated into any model. The current study uses pair
correlation functions, (PCF’s), to characterize the spatial distribution of the
constituent particles. The correlation statistics are then used in creation of a 3-D
digital microstructure, which can be subsequently meshed and used in a fatigue
simulation [12]. Although a specific application to fatigue in AA7075 is described
here, the analysis is general and can be applied to any similar material. This method
has been used previously, for example, to describe the clustering of recrystallization
nuclei [13]. Use of 2-point correlation statistics has been applied to composites and
other materials [14].
Table 1. Composition of AA7075; components listed in wt% Zn Mg Cu Fe Si Mn Cr Ti Other*
5.1-6.1 2.1-2.9 1.2-2.0 0.5 0.4 0.3 0.18-
0.28
0.2 0.15
*Other components may be present in quantities up to 0.05 wt%, but the total of all
other components may not exceed 0.15 wt%.
3. Experimental
The characterization of the material was performed by making sections on three
orthogonal planes. An alternate technique would have been to perform serial
sectioning on the sample. Serial sectioning can give detailed information of a specific
grain and/or particle in all three dimensions. The disadvantage of serial sectioning is
that it requires specialized equipment to ensure the accuracy of the depth for each
slice and it is an extremely time consuming process. Due to the limitations of the
equipment and time constraints, serial sectioning is generally used to analyze only one
or two grains. The method of observing three orthogonal planes can be accomplished
with equipment readily available in most metallography labs. Also significantly
larger areas can be characterized that include thousands of particles. The large area
scans on the three orthogonal planes makes it possible to determine average grain
sizes and particle distributions in all three dimensions using statistical methods.
3.1 Sample Preparation
Samples were all obtained from a bulk section of rolled AA 7075, which was
provided by the Alcoa Technical Center. The bulk material was two inches thick. It
was known that the composition of the bulk sample varied with depth. To limit the
number of variables in the study, each sample was cut from the bulk material to allow
for the observations to be made inch below the surface. Each sample was
progressively ground with SiC paper from 120 grit down to 1200 grit. After grinding
with SiC paper, the samples were polished with a 1 µm alumina suspension, followed
by a final polishing with a 0.05 µm silica suspension.
3.2 Image Analysis
Observations were made from images captured on a Nikon ME600 optical
microscope with Diagnostic Instrument’s RT Spot high resolution camera attached.
Images were taken at a resolution of 0.71 µm/pixel. A series of images was taken in a
regular overlapping grid pattern starting from a previously marked point. After the
first series of images was taken the sample was sonicated in methanol for 1 minute
and then a second series of images were obtained covering the same area. The two
sets of images were each stitched together via Adobe PhotoShop™. The purpose of
taking two images covering the same area was to be able to compare them and
determine if the observed particles were actually particles or dirt on the sample
surface. After all artifacts were digitally removed, the images were binarized. The
binarization of the images was accomplished by removing small sections of the large
image and setting a threshold value for that section. Each binarized section was
visually compared with the original to determine the optimum threshold setting. After
achieving the optimum threshold the section was then placed back into the large
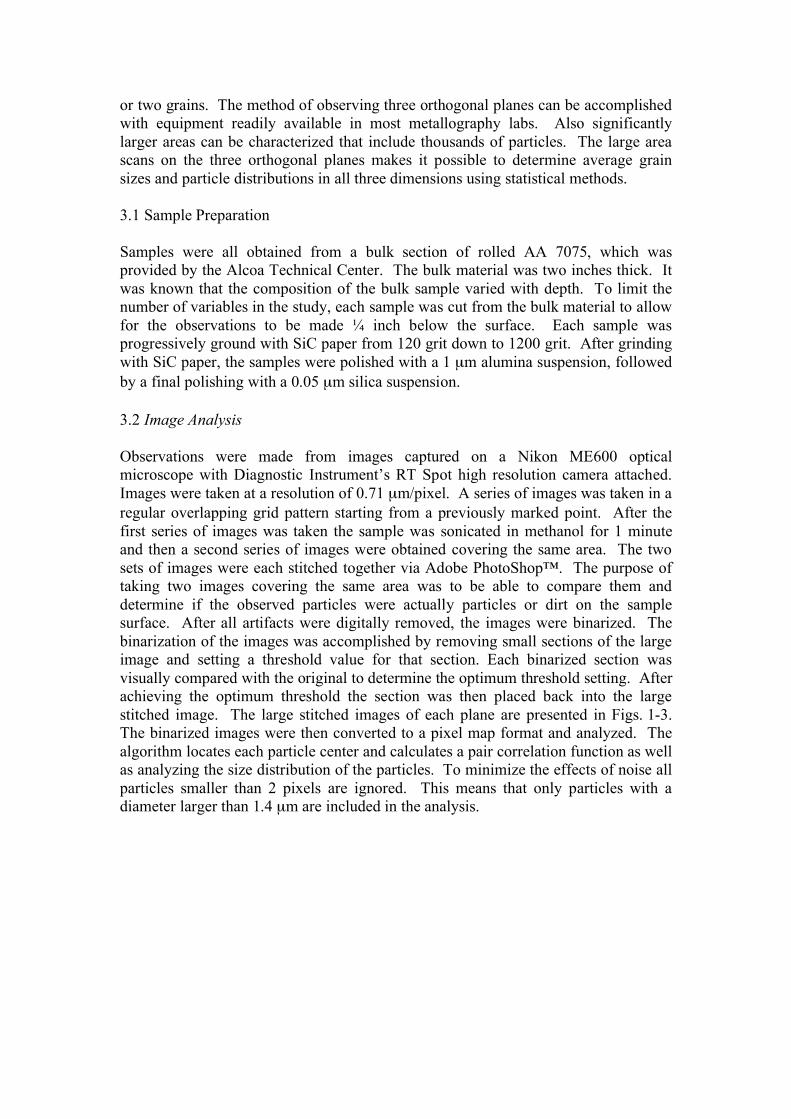
stitched image. The large stitched images of each plane are presented in Figs. 1-3.
The binarized images were then converted to a pixel map format and analyzed. The
algorithm locates each particle center and calculates a pair correlation function as well
as analyzing the size distribution of the particles. To minimize the effects of noise all
particles smaller than 2 pixels are ignored. This means that only particles with a
diameter larger than 1.4 µm are included in the analysis.
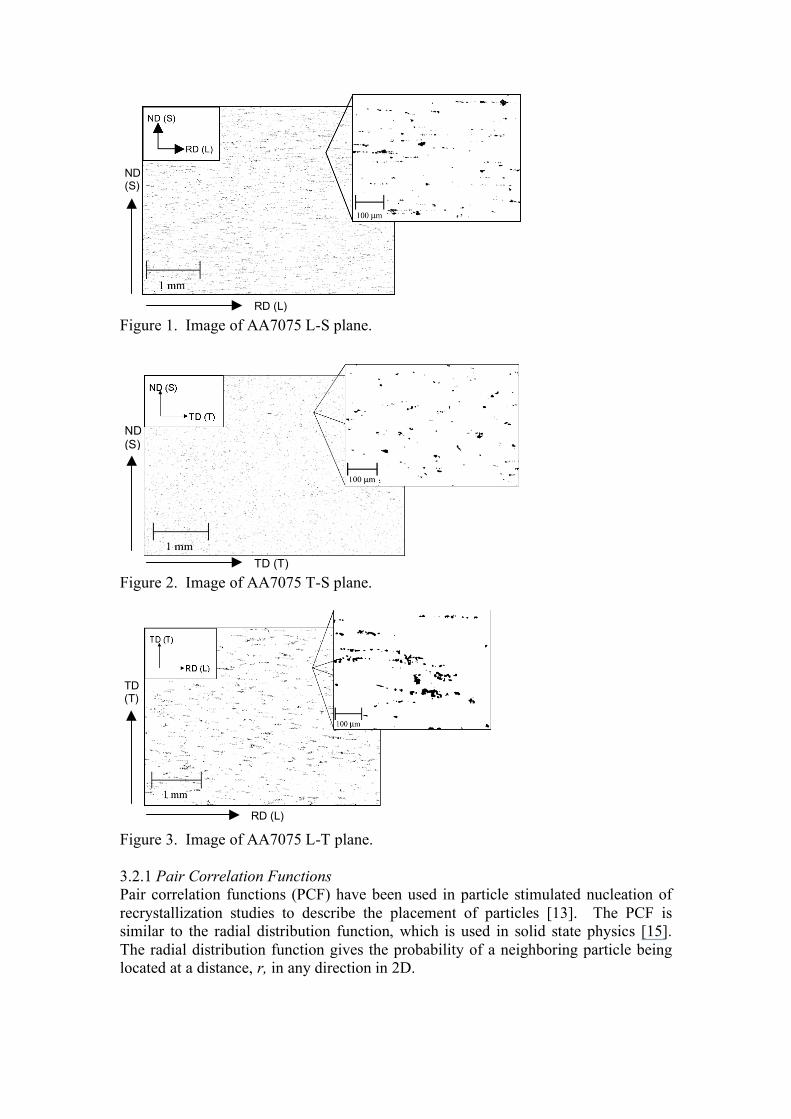
Figure 1. Image of AA7075 L-S plane.
Figure 2. Image of AA7075 T-S plane.
Figure 3. Image of AA7075 L-T plane.
3.2.1 Pair Correlation Functions
Pair correlation functions (PCF) have been used in particle stimulated nucleation of
recrystallization studies to describe the placement of particles [13]. The PCF is
similar to the radial distribution function, which is used in solid state physics [15].
The radial distribution function gives the probability of a neighboring particle being
located at a distance, r, in any direction in 2D.
RD (L)
TD (T)
TD (T)
ND (S)
RD (L)
ND (S)
RD (L)
ND (S)

The main difference between the PCF as used here and the radial distribution function
is that the PCF is a function of both distance and angular orientation, and the radial
distribution function is a function of only distance. In two dimensions the PCF is a
scalar function that defines the probability of a particle being located at the origin
(0,0) and a different particle being located at coordinates (x,y). The PCF is calculated
from a binarized image over a range of values for x and y according to:
=
=n
i i
i
yxN
yxPyxf
1 ),(
),(),(
Here n is the total number of particles, location (x,y) is always relative to the ith
particle at the origin (0,0), Px,y is the number of particles at the relative location (x,y),
and Nx,y is the number of pixels that are within the boundaries of the image and are at
the relative location (x,y). If periodic boundary conditions are implemented then Nx,y
would be equal to the total number of particles, n.
An observation window of a specified size is placed around each particle, with the
particle at the center. The window contains an array of x and y coordinates where
f(x,y) is calculated for each coordinate. The window is placed over each particle in
turn and two statistics are counted for each coordinate in the window. The first is the
number of times the coordinate falls within the image (Nx,y). The second is the
number of times a vector from the ith
particle extending to coordinates (x,y) falls on a
different particle (Px,y). The ratio of P/N for a specific coordinate is the probability of
a particle being located at the origin and a second particle being located at that
specific coordinate.
3.3 3D Microstructure Builder
The incorporation of particles into a 3D volume element is a 4-step process that is
accomplished with the aid of three programs written in C. Step one is to calculate the
PCF’s of the particles from the binarized images. Step two is to create a set of
ellipses that match the size and angular orientation of the particles in the 2D image.
An ellipse is created by first measuring a particle’s moment of inertia. The ellipse’s
major and minor axes are then selected so that the moments of inertia of the ellipse
match that of the particle. After three sets of ellipses have been generated from the
three orthogonal planes, histograms are then created containing their semi-major and
semi-minor axis lengths. A set of ellipsoids is then created so that histograms of the
semi axis lengths of the sectioned ellipsoids (i.e. ellipse on the section plane) match
the histograms of the experimentally measured ellipses. This step is, in effect, a
numerical implementation of the stereological problem of inferring a distribution of
3D objects based on cross section information [16]. The final step is to place the
ellipsoids into the 3D volume element by matching the PCF’s measured from the
three orthogonal 2D images to cross-sections taken from the 3D volume element.
4. Quantitative Characterization
4.1 Pair Correlation Functions
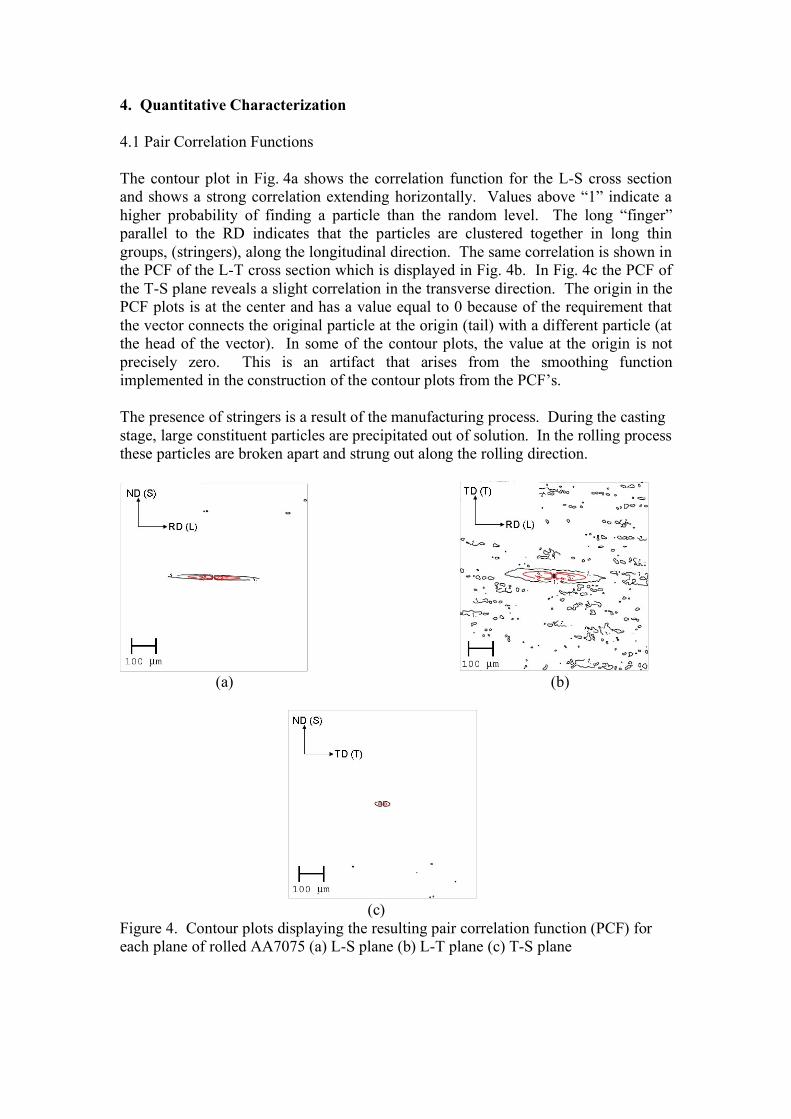
The contour plot in Fig. 4a shows the correlation function for the L-S cross section
and shows a strong correlation extending horizontally. Values above “1” indicate a
higher probability of finding a particle than the random level. The long “finger”
parallel to the RD indicates that the particles are clustered together in long thin
groups, (stringers), along the longitudinal direction. The same correlation is shown in
the PCF of the L-T cross section which is displayed in Fig. 4b. In Fig. 4c the PCF of
the T-S plane reveals a slight correlation in the transverse direction. The origin in the
PCF plots is at the center and has a value equal to 0 because of the requirement that
the vector connects the original particle at the origin (tail) with a different particle (at
the head of the vector). In some of the contour plots, the value at the origin is not
precisely zero. This is an artifact that arises from the smoothing function
implemented in the construction of the contour plots from the PCF’s.
The presence of stringers is a result of the manufacturing process. During the casting
stage, large constituent particles are precipitated out of solution. In the rolling process
these particles are broken apart and strung out along the rolling direction.
(a) (b)
(c)
Figure 4. Contour plots displaying the resulting pair correlation function (PCF) for
each plane of rolled AA7075 (a) L-S plane (b) L-T plane (c) T-S plane
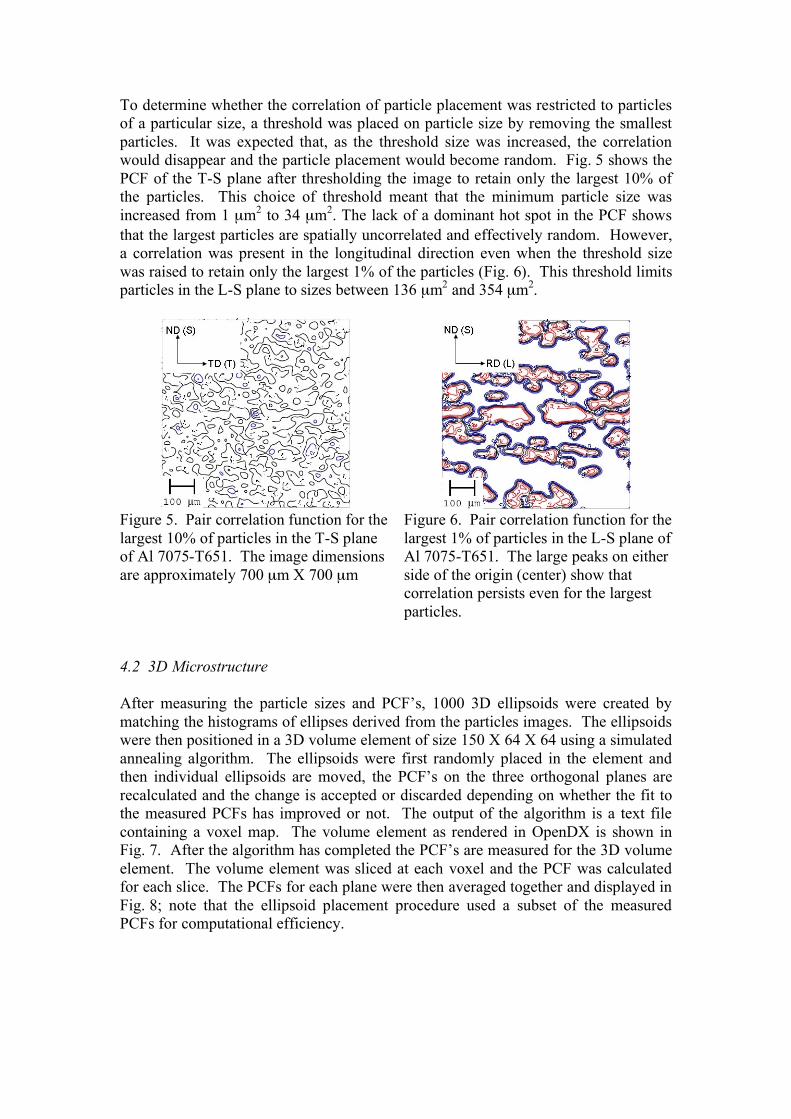
To determine whether the correlation of particle placement was restricted to particles
of a particular size, a threshold was placed on particle size by removing the smallest
particles. It was expected that, as the threshold size was increased, the correlation
would disappear and the particle placement would become random. Fig. 5 shows the
PCF of the T-S plane after thresholding the image to retain only the largest 10% of
the particles. This choice of threshold meant that the minimum particle size was
increased from 1 µm2 to 34 µm
2. The lack of a dominant hot spot in the PCF shows
that the largest particles are spatially uncorrelated and effectively random. However,
a correlation was present in the longitudinal direction even when the threshold size
was raised to retain only the largest 1% of the particles (Fig. 6). This threshold limits
particles in the L-S plane to sizes between 136 µm2 and 354 µm
2.
Figure 5. Pair correlation function for the
largest 10% of particles in the T-S plane
of Al 7075-T651. The image dimensions
are approximately 700 µm X 700 µm
Figure 6. Pair correlation function for the
largest 1% of particles in the L-S plane of
Al 7075-T651. The large peaks on either
side of the origin (center) show that
correlation persists even for the largest
particles.
4.2 3D Microstructure
After measuring the particle sizes and PCF’s, 1000 3D ellipsoids were created by
matching the histograms of ellipses derived from the particles images. The ellipsoids
were then positioned in a 3D volume element of size 150 X 64 X 64 using a simulated
annealing algorithm. The ellipsoids were first randomly placed in the element and
then individual ellipsoids are moved, the PCF’s on the three orthogonal planes are
recalculated and the change is accepted or discarded depending on whether the fit to
the measured PCFs has improved or not. The output of the algorithm is a text file
containing a voxel map. The volume element as rendered in OpenDX is shown in
Fig. 7. After the algorithm has completed the PCF’s are measured for the 3D volume
element. The volume element was sliced at each voxel and the PCF was calculated
for each slice. The PCFs for each plane were then averaged together and displayed in
Fig. 8; note that the ellipsoid placement procedure used a subset of the measured
PCFs for computational efficiency.

Figure 7. Digital 3D element with particles placed based on matching the measured
PCF’s (Fig. 4).
(a) (b)
(c)
Figure 8. Average PCF’s of each plane in the constructed 3-D volume element (a) T-
S plane (b) L-S plane (c) L-T plane.

5. Discussion
Based on Chen and Tokaji’s findings that the largest particles have the greatest effect
in reducing fatigue life [11], particle size thresholding was considered in order to
simplify the 3D models. The expectation was that, by thresholding the particles to
only incorporate the largest particles in the model, then the particles could be placed
randomly. Figure 6 shows, however, that non-trivial spatial correlation exists on the
LS plane (parallel to the rolling direction) even for the largest 1% of particles in the
material. The presence of a spatial correlation even with the largest particles meant
that the idea of thresholding to simplify the situation had to be discarded. The work
of Boselli et al. [17] suggests that clustering of the coarse particles results in a
structure that is more susceptible to fatigue crack propagation than if the same set of
particles were distributed randomly, which indicates the importance of accurately
describing the spatial distribution of the particles.
Although a 3D particle microstructure was successfully constructed, the number of
particles (1000) that could be included was not large enough to obtain PCFs of quality
equivalent to the experimental input. This suggests that further development of the
algorithm for particle placement in the 3D representative volume element will be
required.
6. Summary and Conclusions
Aluminum alloys commonly contain significant impurity levels which lead to the
formation of second phase particles. The coarsest particles, known as constituent
particles, typically contain iron and can range up to 10 m in size or more. These
particles are associated with fatigue crack initiation as well particle stimulated
nucleation during recrystallization and so developing 3D models is of obvious value.
Micrographs taken on three orthogonal section planes in AA7075-T651 were
analyzed to obtain distributions of particle size and shape, from which sets of (3D)
ellipsoids representing the particles were derived. The images were also analyzed to
obtain pair correlation functions that were in turn used to reconstruct a statistically
representative 3D microstructure. Such a microstructure provides a statistical
description of the second phase particles; other techniques exist to describe the 3D
grain microstructure.
Acknowledgments
The support of the Structural Integrity Prognosis System (SIPS) program from
DARPA and the Northrop-Grumman Corporation is gratefully acknowledged. Use of
MRSEC facilities under NSF grant number DMR-0520425 is also gratefully
acknowledged.
References
[1] B. C. Larson, W. Yang, G. E. Ice, J. D. Budai, J. Z. Tischler: Nature Vol. 415,
(2002), p. 887.
[2] S. F. Nielsen, A. Wolf, H. F. Poulsen, M. Ohler, U. Lienert, R. A. Owen: J.
Synchrotron Radiation Vol. 7, (2000), p. 103.
[3] C. Y. Hung, G. Spanos, R. O. Rosenberg, M. V. Kral: Acta mater. Vol. 50,
(2002), p. 3781.
[4] J.E. Spowart, H.M. Mullens, B.T. Puchala: JOM Vol. 55, (2003), p. 35.
[5] D.M. Saylor, J. Fridy, B.S. El-Dasher, K.-Y. Jung, A.D. Rollett: Met. Mater.
Trans. Vol. 35A, (2004), p. 1969.
[6] K.M. Gruenberg, B.A. Craig, and B.M. Hillberry: AIAA Journal Vol. 37, No.
10 October, (1999) p. 1304.
[7] R.P. Wei, C. Liao, and M. Gao: Metall. Mater. Trans. A Vol. 20A, April,
(1998) p. 1153.
[8] G. Patton, C. Rinaldi, Y. Brechet, G. Lormand, R. Fougeres: Mater. Sci. Eng. Vol.
A254, (1998) p. 207.
[9] K. Tanaka and T. Mura: Metall. Trans. A Vol. 13A, (1982) p.117.
[10] N. Chawla, C. Andres, J.W. Jones, and J.E. Allison: Metall. Mater. Trans. A Vol.
29A, (1998) p. 2843.
[11] Z.Z. Chen, K. Tokaji: Materials Lett., 58, (2004) p. 2314.
[12] A. Ural, G. Heber, P.A. Wawrzynek, A.R. Ingraffea, D.G. Lewicki, J.B.C.
Neto: Eng. Fract. Mech. Vol. 72, (2005), p. 1148.
[13] K. Marthinsen, J.M. Fridy, T.N. Rouns, K.B. Lippert, and E. Nes: Scripta
Mater. Vol. 39 (1998), p. 1177-1183.
[14] A. M. Gokhale, A. Tewari, H. Garmestani: Scripta mater. Vol. 53, (2005), p.
989.
[15] S. Torquato: Random heterogeneous materials : microstructure and
macroscopic properties, (Springer, New York, 2002).
[16] E.E. Underwood: Quantitative Stereology, (Addison Wesley Publishing
Company, 1970).
[17] J. Boselli, P.D. Pitcher, P.J. Gregson, and I. Sinclair: Mater. Sci. Eng. Vol.
A300 (2001), p 72; ibid. p. 113.
Related Documents











