Thermochemical Behaviour and Syngas Production from Co- gasification of Biomass and Coal Blends Author Vhathvarothai, Navirin Published 2013 Thesis Type Thesis (PhD Doctorate) School Griffith School of Engineering DOI https://doi.org/10.25904/1912/850 Copyright Statement The author owns the copyright in this thesis, unless stated otherwise. Downloaded from http://hdl.handle.net/10072/367479 Griffith Research Online https://research-repository.griffith.edu.au

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Thermochemical Behaviour and Syngas Production from Co-gasification of Biomass and Coal Blends
Author
Vhathvarothai, Navirin
Published
2013
Thesis Type
Thesis (PhD Doctorate)
School
Griffith School of Engineering
DOI
https://doi.org/10.25904/1912/850
Copyright Statement
The author owns the copyright in this thesis, unless stated otherwise.
Downloaded from
http://hdl.handle.net/10072/367479
Griffith Research Online
https://research-repository.griffith.edu.au

Thermochemical Behaviour and Syngas Production
from Co-gasification of Biomass and Coal Blends
Navirin Vhathvarothai
B. Eng., M. Eng.
Submitted in fulfilment of the requirements of the degree of
Doctor of Philosophy
Griffith School of Engineering
Science, Environment, Engineering and Technology
Griffith University, Queensland, Australia
May 2013
i
Abstract
This research project investigated the thermochemical behaviour of biomass (cypress
wood chips and macadamia nut shells), coal (Australian bituminous coal) and their
blends during pyrolysis and combustion using thermogravimetric analysis (TGA) as well
as studied the syngas production from gasification of the fuels and their blends at
blending ratios (biomass:coal) of 95:5, 90:10, 85:15 and 80:20 on a laboratory scale
downdraft gasifier. The key aims of the research were to study the influence of the
blending ratios on the performances of the thermochemical processes and to develop
a mathematical model that can be used for predicting the results of the co-gasification
technology.
The results from the proximate and ultimate analyses found that cypress wood chips
and macadamia nut shells had relatively similar approximate composition and absolute
elemental composition. However, major differences between these two types of
biomass and the Australian bituminous coal were observed in several properties
including volatile matter, fixed carbon, carbon content and oxygen content.
The biomass, coal and their blends at the four blending ratios were pyrolysed under a
nitrogen environment at four different heating rates comprising 5, 10, 15 and 20 °C per
minute to investigate their pyrolytic behaviour and to determine kinetic parameters of
thermochemical decomposition through Kissinger’s corrected kinetic equation using
the TGA results. The activation energy of both types of biomass was less than that of
coal, being 168.7 (cypress wood chips), 164.6 (macadamia nut shells) and 199.6
(Australian bituminous coal) kJ/mol. The activation energy of the blends of biomass
and coal followed that of the weighted average of the individual samples in the blends.
Char production of the samples and the blends was also analysed to observe any
synergetic effects and thermochemical interaction between biomass and coal. The
char production of the blends corresponded to the sum of the results for the individual
samples with the coefficient of determination of 0.999. The TGA analysis of the
samples and the blends under an air environment was also carried out to investigate
their thermochemical behaviour during combustion. Similar trends of results of

ii
thermochemical decomposition during combustion of the samples and the blends
were found as compared to during pyrolysis. There was no evidence for any significant
synergetic effects and thermochemical interaction between either type of biomass and
coal during pyrolysis and combustion. Thermochemical decomposition of biomass and
coal appeared to take place independently and thus the activation energy of the
blends can be calculated from that of the two components.
Gasification of biomass and co-gasification of biomass as a primary fuel and coal as a
supplementary fuel were run on a laboratory-scale downdraft gasifier using air as a
gasifying agent. The quality of the syngas was analysed in terms of its composition
using the Gas Chromatography Mass Spectrometry (GCMS) analytical methods,
combustibility (total combustible gas, TCG) and energy content (HHV and LHV).
Gasification of cypress wood chips and macadamia nut shells yielded the syngas with
relatively similar quality with the average total combustible gas of 10.2 and 10.6%,
mainly due to the similarity in their properties. Although thermochemical processes of
the biomass and coal samples occurred individually, improvement in the quality of the
syngas was observed in the co-gasification of biomass and coal, yielding the syngas
with the average total combustible gas of 20.5% in the blends of both types of biomass
with the highest ratio of coal (20%). The plots of the blending ratio of biomass to coal
and the syngas quality (TCG, HHV and LHV) also showed linear relationships with the
coefficient of determination of 0.951 and 0.992, respectively. The linear relationships
indicated that properties of a fuel, especially its carbon content, have a direct effect on
the composition of the final product of the gasification process. The lack of synergy
suggested that coal can be blended with biomass at any blending ratio for use in
thermochemical conversion systems.
A neural network model was developed to predict the quality of the syngas produced
from gasification and co-gasification of the biomass and coal fuels using their carbon
content, hydrogen content and oxygen content as the input data and the percentage
of TCG in the syngas as the target data. The feed forward backpropagation neural
network model developed was suitable for predicting the syngas quality produced
from the process under these particular experimental conditions.

iii
Statement of Originality
This work has not previously been submitted for a degree or diploma in any university.
To the best of my knowledge and belief, the thesis contains no material previously
published or written by another person except where due reference is made in the
thesis itself.
(Signed)_____________________________
Navirin Vhathvarothai
iv
Table of Contents
Abstract ..................................................................................................................... i
Statement of Originality ................................................................................................... iii
Table of Contents ............................................................................................................. iv
List of Figures ................................................................................................................... vi
List of Tables ................................................................................................................... ix
List of Symbols and Acronyms .......................................................................................... xi
Acknowledgment ............................................................................................................ xiii
Publications arising from this work ................................................................................ xiv
1. Introduction ................................................................................................................ 1
2. Literature review ........................................................................................................ 4
2.1 Biomass and coal as fuels ............................................................ 4
2.2 Biomass conversion technologies .............................................. 16
2.3 Gasification system and syngas production .............................. 19
2.4 Application of gasification technology ...................................... 33
2.5 Co-gasification technology ........................................................ 38
2.6 Thermogravimetric analysis (TGA) studies ................................ 42
2.7 Kinetics in thermal analysis ....................................................... 44
2.8 Artificial neural network models ............................................... 45
2.9 Economics of power generation from gasification .................... 56
2.10 Summary of literature review .................................................... 59
3. Objectives and scope of the study ........................................................................... 63
3.1 Objectives .................................................................................. 63
3.2 Scope of the study ..................................................................... 63
4. Materials and methods ............................................................................................ 65
4.1 Materials .................................................................................... 67
4.2 Sample preparation ................................................................... 70
4.3 Instruments and apparatus ....................................................... 72
4.4 Analytical methods and experimental procedures ................... 80

v
5. Properties of fuels .................................................................................................... 93
5.1 Proximate analysis and ultimate analysis .................................. 93
5.2 Determination of heating values of fuels .................................. 95
5.3 Summary .................................................................................... 97
6. Investigation of thermochemical behaviour of biomass and coal using TGA .......... 99
6.1 Pyrolysis behaviour .................................................................... 99
6.2 Combustion behaviour ............................................................ 111
6.3 Summary .................................................................................. 122
7. Investigation of gasification and co-gasification in a downdraft gasifier .............. 124
7.1 Gasification process and control ............................................. 124
7.2 Gasification products ............................................................... 126
7.3 Results of the syngas analysis .................................................. 126
7.4 Summary .................................................................................. 135
8. Development of syngas production model using neural network ......................... 138
8.1 Selection of data ...................................................................... 138
8.2 Design of the neural network model ....................................... 140
8.3 Performance of the neural network model ............................. 143
8.4 Summary .................................................................................. 146
9. Financial analysis of two sizes of small scale gasification plants ........................... 148
9.1 Investment analysis ................................................................. 148
9.2 Sensitivity analysis ................................................................... 151
9.3 Discussion on the investment opportunity ............................. 152
9.4 Summary .................................................................................. 153
10. Conclusions ............................................................................................................. 154
References ................................................................................................................ 158
Appendix A ................................................................................................................ 184
Appendix B ................................................................................................................ 191
Appendix C ................................................................................................................ 198
Appendix D ................................................................................................................ 206
Appendix E ................................................................................................................ 211

vi
List of Figures
Figure 2–1: Van Krevelen diagram (Van Krevelen 1993) ................................................... 8
Figure 2–2: HHV and LHV of biomass against moisture content (Quaak et al. 1999)....... 9
Figure 2–3: Primary energy supply by fuel in 2009 (IEA 2011) ....................................... 10
Figure 2–4: Biomass gasification process chart ............................................................... 18
Figure 2–5: Updraft and downdraft gasifiers (All Power Labs 2010) .............................. 21
Figure 2–6: Diagram of a basic fluidised bed gasifier (FAO 1986) ................................... 22
Figure 2–7: A simple illustration of a biological neuron (Kalogirou 2007) ...................... 46
Figure 2–8: An artificial neuron ....................................................................................... 47
Figure 2–9: One hidden layer feed forward network ...................................................... 48
Figure 2–10: Common transfer functions (MathWorks 2012) ........................................ 50
Figure 4–1: Cypress wood chips (Redback Garden Centre 2012) ................................... 68
Figure 4–2: Macadamia nut shells obtained from Hidden Valley Plantations ................ 69
Figure 4–3: Bituminous coal obtained from the Swanbank Power Station .................... 70
Figure 4–4: The measuring part and its cross sectional image (Netzsch 2010) .............. 72
Figure 4–5: The downdraft fixed bed gasifier unit (All Power Labs 2010) ...................... 74
Figure 4–6: The CAD drawing of the downdraft reactor (All Power Labs 2010) ............. 75
Figure 4–7: Agilent 6890 GC with 5973 MSD (Agilent Technologies 2001) .................... 77
Figure 4–8: ThermoStar GSD 301 T Mass Spectrometer (ALT Inc 2011) ......................... 79
Figure 4–9: Flow chart to create a baseline (Netzsch 2010) ........................................... 82
Figure 4–10: Flow chart to perform a TGA measurement (Netzsch 2010) ..................... 83
Figure 4–11: Schematic of the operation of the gasification unit ................................... 84
Figure 4–12: Schematic of the injector with septum purge (Chasteen 2000) ................ 87
Figure 4–13: Process flow for developing a neural network ........................................... 91
Figure 5–1: Elemental distribution of the samples ......................................................... 95
Figure 6–1: TG curves of the samples under N2 at 10 °C min-1 ..................................... 100
Figure 6–2: DTG curves of the samples under N2 at 10 °C min-1 ................................... 102
Figure 6–3: TG curves of wood chips and coal blends under N2 at 10 °C min-1 ............ 103
Figure 6–4: TG curves of nut shells and coal blends under N2 at 10 °C min-1 ............... 103

vii
Figure 6–5: DTG curves of wood chips and coal blends under N2 at 10 °C min-1 .......... 104
Figure 6–6: DTG curves of nut shells and coal blends under N2 at 10 °C min-1 ............. 104
Figure 6–7: Char yield of wood chips, coal and their blends at 10 °C min-1 .................. 105
Figure 6–8: Char yield of nut shells, coal and their blends at 10 °C min-1 ..................... 106
Figure 6–9: TG curves of 90 % wood chips and 10% coal blends under N2 .................. 107
Figure 6–10: TG curves of 90 % nut shells and 10% coal blends under N2 ................... 107
Figure 6–11: DTG curves of 90 % wood chips and 10% coal blends under N2 .............. 108
Figure 6–12: DTG curves of 90 % nut shells and 10% coals blends under N2 ............... 108
Figure 6–13: Ea of wood chips, coal and their blends during pyrolysis ......................... 110
Figure 6–14: Ea of nut shells, coal and their blends during pyrolysis ............................ 110
Figure 6–15: TG curves of the samples under air at 10 °C min-1 ................................... 112
Figure 6–16: DTG curves of the samples under air at 10 °C min-1 ................................ 113
Figure 6–17: TG curves of wood chips and coal blends under air at 10 °C min-1 .......... 114
Figure 6–18: TG curves of nut shells and coal blends under air at 10 °C min-1 ............. 114
Figure 6–19: DTG curves of wood chips and coal blends under air at 10 °C min-1 ....... 115
Figure 6–20: DTG curves of nut shells and coal blends under air at 10 °C min-1 .......... 116
Figure 6–21: T50 and R50 of wood and coal blends under air at 10 °C min-1.................. 116
Figure 6–22: T50 and R50 of nut shells and coal blends under air at 10 °C min-1 ........... 117
Figure 6–23: TG curves of 90 % wood chips and 10% coal blends under air ................ 118
Figure 6–24: TG curves of 90 % nut shells and 10% coal blends under air ................... 118
Figure 6–25: DTG curves of 90 % wood chips and 10% coal blends under air .............. 119
Figure 6–26: DTG curves of 90 % nut shells and 10% coal blends under air ................. 119
Figure 6–27: Ea of wood chips, coals and the blends during combustion ..................... 121
Figure 6–28: Ea of nut shells, coals and the blends during combustion........................ 121
Figure 7–1: The carbon monoxide calibration curve ..................................................... 127
Figure 7–2: Trends of average nitrogen content in the syngas ..................................... 129
Figure 7–3: Syngas composition from wood chips and their blends with coal ............. 130
Figure 7–4: Syngas composition from nut shells and their blends with coal ................ 131
Figure 7–5: Relationship between ratio of biomass to coal and average TCG ............. 132
Figure 7–6: Relationship between ratio of biomass to coal and average HHV ............. 135

viii
Figure 7–7: Relationship between ratio of biomass to coal and average LHV ............. 135
Figure 8–1: Schematic diagram of the feed forward neural network ........................... 140
Figure 8–2: The neural network diagram generated from MATLAB ............................. 143
Figure 8–3: The neural network training obtained from MATLAB ................................ 144
Figure 8–4: Regression plots of the neural network ..................................................... 146

ix
List of Tables
Table 2–1: Proximate analysis, ultimate analysis and heating value of some fuels ......... 6
Table 2–2: Comparison between characteristics of fixed and fluidised bed gasifiers .... 20
Table 2–3: Operating parameters in support of maximum gasification results ............. 24
Table 2–4: Key advantages and disadvantages of different gasifying agents ................. 26
Table 2–5: Main chemical reactions occurring in the gasification process ..................... 28
Table 2–6: Contaminants in syngas produced from the gasification process ................. 30
Table 2–7: Production of transport fuel synthesis .......................................................... 35
Table 2–8: Production of chemical synthesis .................................................................. 36
Table 2–9: Approximate capital costs of medium sized gasification system .................. 57
Table 4–1: Experimental variables for the study of thermochemical behaviour ............ 65
Table 4–2: Experimental variables for the study of syngas production .......................... 66
Table 4–3: Capabilities of the Agilent 6890 GC oven ...................................................... 77
Table 4–4: Lists of the main measuring and sampling apparatus ................................... 80
Table 4–5: Methods and instruments used to analyse composition of the syngas ........ 88
Table 4–6: Control parameters of the GC instrument for carbon monoxide analysis .... 89
Table 5–1: Proximate and ultimate analyses of the biomass and coal samples ............. 93
Table 5–2: HHV (dry basis) and LHV (as-fired) of the samples ........................................ 96
Table 5–3: HHV and LHV of the individual samples and their blends ............................. 97
Table 6–1: Cumulative mass loss of the samples during pyrolysis................................ 101
Table 6–2: Thermokinetic analysis during pyrolysis and co-pyrolysis ........................... 109
Table 6–3: Cumulative mass loss of the samples during combustion .......................... 112
Table 6–4: Thermokinetic analysis during combustion and co-combustion ................ 120
Table 7–1: Key variables measured from the gasification process ............................... 125
Table 7–2: Average syngas composition from wood chips and the blends with coal .. 127
Table 7–3: Average syngas composition from nut shell and the blends with coal ....... 128
Table7–4: Average TCG of the syngas produced from gasification .............................. 132
Table 7–5: HHV and LHV of carbon dioxide, hydrogen and methane ........................... 133
Table 7–6: Average HHV and LHV of the syngas produced from different ratios ......... 134

x
Table 8–1: Characteristics of variables for developing the nueral network model ...... 139
Table 8–2: Performance of the neural network as assessed by MSE and R ................. 145
Table 9–1: Variables used in the investment analysis model ....................................... 149
Table 9–2: Results of the investment analysis model ................................................... 150
Table 9–3: Results of the sensitivity analysis ................................................................ 151

xi
List of Symbols and Acronyms
A Pre-exponential factor
adb air-dried basis
ANN Artificial neural network
APR Annual Percentage Rate
b bias value of the neuron
BIGCC Biomass Integrated Gasification Combined Cycle
CAD Computer Aided Design
CHP Combined Heat and Power
db dry basis
daf dry ash-free basis
DME Dimethyl Ether
DTG Differential Thermal Gravimetry
Ea Activation energy
Eave Average activation energy
EBITDA Earnings before Interest, Taxes, Depreciation and Amortisation
ESP electrostatic filters
FC Fixed Carbon
f(α) The kinetic model
GC Gas Chromatograph
GUIs Graphical User Interfaces
HHV Higher Heating Value
HRSG Heat Recovery Steam Generator
ID Inner Diameter
IGCC Integrated Gasification Combined Cycle
IRR Internal Rate of Return
LHV Lower Heating Value
M Moisture content
MARR Minimum Acceptable Rate of Return
MS Mass Spectrometry

xii
MSE Mean Squared Error
MSD Mass Selective Detector
MSW Municipal Solid Waste
NPV Net Present Value
O&M Operation and Maintenance
p input of the neuron
PB Payback Period
R regression R value
The universal gas constant
R2 Coefficient of determination
R50 The intensity of mass loss at T50
SCR Selective Catalytic Reduction
SIM Selected Ion Monitoring
SNG Synthesis Natural Gas
Syx standard error of the estimate
T The absolute temperature
T50 The temperature at the degree of 50% mass loss
Tm Peak temperature
TCG Total Combustible Gas
TGA Thermogravimetric analysis
THB Thai Baht
VM Volatile Matter
W connection weight
mean
Yi mole fraction of chemical compound i
Zi mass factions of substance i
α The extent of conversion
β The linear heating rate
standard deviation

xiii
Acknowledgment
I would like to express my acknowledgement in the support of my supervisors,
scientific officers at Griffith University, as well as my family and friends.
First of all, I am grateful to my principal supervisor, Dr Jim Ness, for supporting my
research, for providing valuable guidance and for allowing me to grow as a research
engineer. I would also like to thank my co-supervisor, Dr Jimmy Yu, for the good
advice, encouragement and friendship.
I would like to acknowledge the technical support of the University and its staff,
particularly Mr Rene Diocares, Mr Radoslaw Bak and Mr Scott Byrnes. I am also
thankful to all who directly or indirectly helped me in this venture. Last but not least, I
wish to place on record my deep gratitude to my family and friends for their unceasing
support throughout the entire process.

xiv
Publications arising from this work
Vhathvarothai, N., Ness, J., & Yu, J. (2013). An investigation of the thermal behaviour of
biomass and coal during co-combustion using thermogravimetric analysis (TGA).
International Journal of Energy Research, Published online in Wiley Online Library, DOI:
10.1002/er.3083
Vhathvarothai, N., Ness, J., & Yu, J. (2013). An investigation of the thermal behaviour of
biomass and coal during co-pyrolysis using thermogravimetric analysis (TGA).
International Journal of Energy Research, Published online in Wiley Online Library, DOI:
10.1002/er.3120

1
Chapter 1
Introduction
The energy sectors worldwide have faced immense challenges resulting from the
increase in energy consumption and the decrease in availability of fuels (IEA, 2011). For
that reason, the utilisation of biomass fuels has prominently gained interest over the
past two decades. Biomass is basically referred to as biological substances derived
from organisms and/or their wastes. A broad variety of types of biomass fuels have
been used around the world (Bassam, 2010; Callé, 2007; Chen and Kuo, 2010;
Demirbas and Demirbas, 2007; McKendry, 2002a, Seo et al., 2010), currently
accounting for 10.2% of primary energy supply worldwide (IEA, 2010). Biomass fuels,
as a renewable energy resource, have proved to contribute to increasing energy supply
security owing to their widely dispersed availability, decreasing the dependency on
fossil fuels, as well as offering opportunities for mitigating greenhouse gases, acid rain
and global warming to protect the environment (Demirbas et al., 2009; EGAT, 2011;
Hall and House, 1995; Hall and Scrase, 1998; Sims, 2004; Timmons and Mejía, 2010).
As the global demand for energy has continued to grow; biomass can provide a great
potential to be a key alternative for renewable energy supply today and in the future.
Technologies to convert biomass fuels into usable forms of energy can be categorised
into two principal types which comprise biochemical conversion and thermochemical
conversion. Technologies for biochemical conversion consist primarily of anaerobic
digestion and fermentation while thermochemical conversion technologies are
composed of pyrolysis, combustion and gasification (Balat et al., 2009; Bridgwater,
2003; Evans et al., 2010; Kirkels and Verbong, 2011; Kirubakaran et al., 2009;
McKendry, 2002b; Speight et al., 2011; Zhang and Champagne, 2010). These
conversion technologies can be promising ways for energy generation from biomass
fuels. However, the choice of conversion technology is driven by several factors, in
particular the type of energy needed and the type of biomass available. Gasification is
regarded as one of the most efficient technologies to convert biomass fuels into
energy for a number of applications. Syngas produced from the gasification process
can be used for generating heat and/or electricity or can be further extracted to

2
provide energy services such as synthetic fuels and chemicals (Bassam, 2010; Callé,
2007; Chen and Kuo, 2010; Demirbas and Demirbas, 2007; Seo, et al. 2010).
The development and utilisation of biomass gasification technology have progressed
extensively in recent years; as a result, many types of biomass gasification
configurations and systems have been available for both experimental and commercial
purposes (Bauen et al., 2004; Kirubakaran et al., 2009; McKendry, 2002b). Although
biomass is sustainable and carbon neutral, it is not an ideal fuel for the gasification
process due to some of its properties. It is clear that almost any solid carbonaceous
fuels including biomass, lignite, as well as other grades of coal can be gasified under
certain conditions. However, not all of those fuels can give rise to successful
gasification which is a complex process involving a range of chemical and physical sub-
processes. This is in view of the fact that chemical and physical properties of fuels have
a significant influence on the gasification process as well as the gasification outcome
(Bridgwater, 2003; Brown and Stevens, 2011; McGowan, 2009; Obernberger et al.
2006). Research and practice have therefore continued to come up with a wide range
of approaches to enhance the performance of biomass gasification systems.
Co-gasification is an interesting, cost effective and practical approach that can be
applied to improve biomass gasification performance. It is a technique to
simultaneously gasify two or more types of fuels in the same gasifier (Kumabe et al.,
2007; Li et al., 2010; Ricketts et al., 2002). Adding coal to biomass gasification can be
expected to promote the syngas production. This is because coal generally has more
suitable properties for gasification than biomass fuels. Under proper operating
conditions, co-gasification can not only enhance thermochemical performance but also
increase availability of fuels. However, most of the reported research and practice
have extensively studied coal-based co-gasification in existing coal gasification systems
with additions of biomass fuels at low mass ratios so as to introduce sustainable fuels
into the systems (Hayter et al., 2004; Kumabe et al., 2007; Pan et al., 2000; Veijonen et
al., 2003; Winslow et al., 1996; Zulfiqar et al., 2006). There is still an absence of reliable
studies on co-gasification of biomass as a primary fuel and coal as a supplementary

3
fuel. To fill the knowledge gap, this research focuses on studying biomass based co-
gasification in the context of gasification processes and outcomes.
One of the keys to successful gasification is to understand the thermochemical
behaviour of fuels fed to the system and how that behaviour is affected by the fuel’s
chemical and physical properties. In most cases, the properties of biomass fuels are
relatively different from that of typical coals (Jenkins et al., 1998; Patel and Gami,
2012; van Krevelen, 1993). This tends to result in different behaviours during
thermochemical processes. Co-utilisation of two different types of fuels may or may
not have desirable or anticipated effects on the process. It is accordingly important to
investigate the influence of properties of both biomass and coal on the co-gasification
performance in an attempt to bring in favourable blends of the subsidies. This research
accordingly seeks to understand thermochemical behaviour of selected types of
biomass, coal and their blends during pyrolysis and combustion processes using
thermogravimetric analysis and a kinetic study.
Moreover, different properties of fuels normally lead to different contents of the
syngas produced. It is therefore important to analyse co-gasification performance in
terms of quality and energy value of the syngas produced from the co-gasification of
biomass and coal at low blending ratios of coal (up to 20%). The study also constructs a
co-gasification model to determine the correlation between properties of different
fuels and the syngas quality using an artificial neural network methodology. Artificial
neural networks, which have been successfully used in a wide range of applications,
have the ability to organise dispersed data and recognise non-linear relationships.
Aside from increasing the availability of fuels for energy production to supply the
global growing demand, co-gasification with biomass as a primary fuel and coal as a
supplementary fuel proposes an alternative to improve the energy result. Significant
advances can be made in biomass based co-gasification in order to bring a contribution
to energy generation while maintaining greenhouse gas emissions within acceptable
levels.

4
Chapter 2
Literature review
2.1 Biomass and coal as fuels
2.1.1 Properties of biomass and coal
Biomass is referred to as biological substances derived from organisms and/or their
wastes (Callé, 2007; van Loo and Koppejan, 2012). It comes in a variety of fuel types
such as wood products, short-rotation plants, aquatic plants, algae, agricultural wastes,
animal wastes, industrial waste and municipal solid waste (Demirbas, 2004; Jenkins et
al., 1998). However, the diversity of biomass resources makes it difficult to forecast
thermochemical characteristics, compositions of products and their emissions, as well
as energy outputs. Biomass fuels may have undesirable or unanticipated impacts on
thermochemical conversion processes. Knowing parameters that affect process
performance is considered necessary in the utilisation of biomass as a fuel for energy
production.
Coal, on the other hand, is a combustible carbonaceous substance. Basically coal was
formed through the process of coalification that converted organic matters, mainly
vegetation, to coal by various amounts of heat and pressure over hundreds of millions
of years. Coal is composed mainly of rings of six carbon atoms bonded together in a
very complex composition. Based on a number of chemical and physical factors, coals
can be typically classified into four rankings which consist of lignite, subbituminous
coal, bituminous coal and anthracite. Lignite and sub-bituminous coal are regarded as
low rank coals which contain lower carbon content and lower energy content as
compared to bituminous coal and anthracite which are high rank coals. Coal is also
diverse in its composition even among the same deposit (Stracher et al., 2011). Even
though coal is often referred to as a valuable source of fuel due to its high energy
value, its drawbacks still present such as a finite supply of the resource, extensive
concern about environmental emissions and high amount of incombustible material
remaining (Collot, 2006; Minchener, 2005; Prins et al., 2004). Thus, it is very important

5
to understand properties of biomass and coal relevant to the thermochemical
conversion processes in order to utilise them effectively and avoid possible problems.
Thermochemical processes of carbonaceous fuels depend not only on the operating
conditions but also on the properties of the fuels (Chen et al., 2003; Kirubakaran et al.,
2009; Quaak et al., 1999; Tinaut et al., 2008; Zulfiqar et al., 2006). This is because
physical characteristics and chemical compositions of fuels have a significant influence
on gasification which has a number of thermochemical sub-processes (Demirbas, 2003;
Obernberger et al. 2006; Prins et al., 2004; Wright et al., 2006; van Loo and Koppejan,
2012). Properties of biomass and coal are usually different in a variety of aspects. It
can be seen from the differences of their proximate analysis, ultimate analysis and
heating value. Proximate analysis determines the proximate principles of a fuel in
terms of its moisture content (M), volatile matter (VM), fixed carbon (FC) and ash
content. Proximate analysis appears to be a quick and practical way of evaluating the
quality of a fuel. Moisture content, which is the amount of water in a fuel, has a major
effect on its conversion efficiency and heating value. Volatile matter is the percentage
of volatile products, exclusive of moisture, released from a fuel during the heating
under controlled conditions. It is deemed as an important determination for evaluating
burning characteristics. Fixed carbon is the solid carbon residue that remains after
volatile products are driven off; while ash content is a measure of inorganic residue
that remains after organic matters are removed. Ultimate analysis reports element
composition of C, H, N, S and O in a fuel (Basu, 2010; Obernberger et al., 2006).
Heating value is a measure of the amount of heat released during the combustion of a
unit quantity of fuel. It is commonly reported on two bases: higher heating value (HHV)
and lower heating value (LHV). The difference between the higher heating value and
the lower heating value is the latent heat of water vaporisation formed by the
combustion. Often, thermal efficiency of a system is expressed in the context of
heating value; so it is of great importance to know the heating value of a fuel used
(Basu, 2010; Miller and Tillman, 2008; Raja and Srivastava, 2007). Properties of some
types of biomass fuels including wood derived biomass and agriculture derived
biomass as well as some types of coals including bituminous coal and lignite are given
6
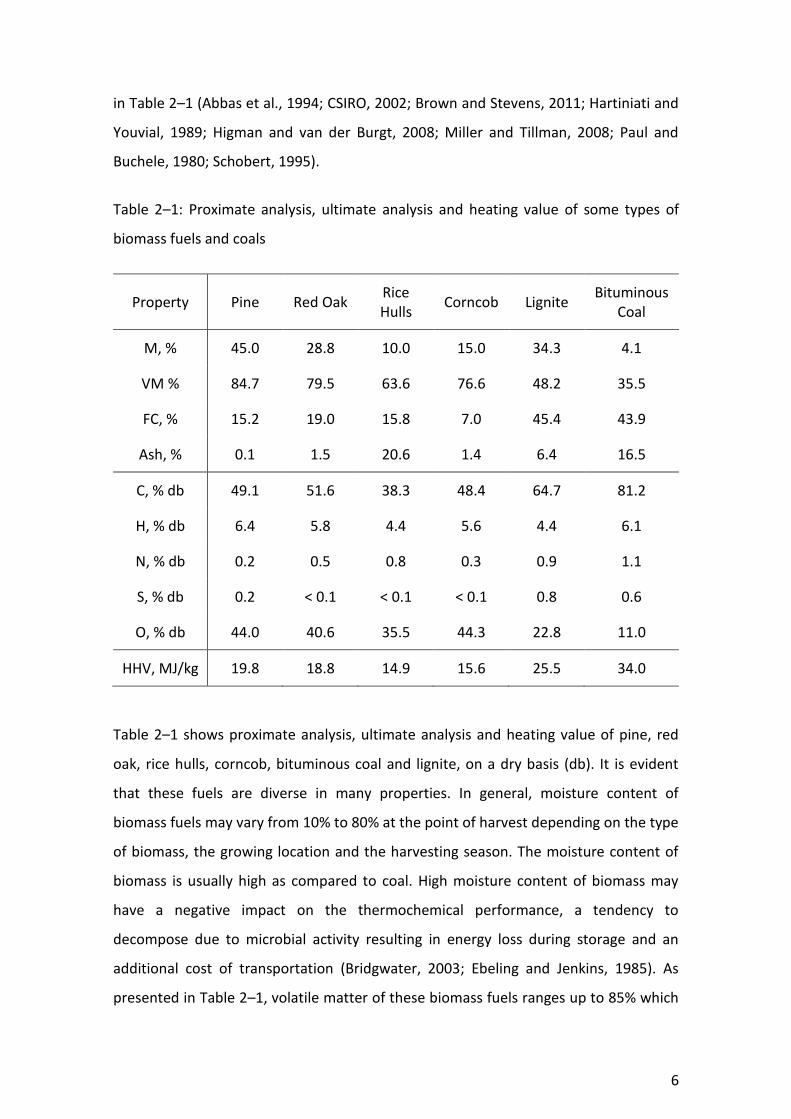
in Table 2–1 (Abbas et al., 1994; CSIRO, 2002; Brown and Stevens, 2011; Hartiniati and
Youvial, 1989; Higman and van der Burgt, 2008; Miller and Tillman, 2008; Paul and
Buchele, 1980; Schobert, 1995).
Table 2–1: Proximate analysis, ultimate analysis and heating value of some types of
biomass fuels and coals
Property Pine Red Oak Rice Hulls
Corncob Lignite Bituminous
Coal
M, % 45.0 28.8 10.0 15.0 34.3 4.1
VM % 84.7 79.5 63.6 76.6 48.2 35.5
FC, % 15.2 19.0 15.8 7.0 45.4 43.9
Ash, % 0.1 1.5 20.6 1.4 6.4 16.5
C, % db 49.1 51.6 38.3 48.4 64.7 81.2
H, % db 6.4 5.8 4.4 5.6 4.4 6.1
N, % db 0.2 0.5 0.8 0.3 0.9 1.1
S, % db 0.2 < 0.1 < 0.1 < 0.1 0.8 0.6
O, % db 44.0 40.6 35.5 44.3 22.8 11.0
HHV, MJ/kg 19.8 18.8 14.9 15.6 25.5 34.0
Table 2–1 shows proximate analysis, ultimate analysis and heating value of pine, red
oak, rice hulls, corncob, bituminous coal and lignite, on a dry basis (db). It is evident
that these fuels are diverse in many properties. In general, moisture content of
biomass fuels may vary from 10% to 80% at the point of harvest depending on the type
of biomass, the growing location and the harvesting season. The moisture content of
biomass is usually high as compared to coal. High moisture content of biomass may
have a negative impact on the thermochemical performance, a tendency to
decompose due to microbial activity resulting in energy loss during storage and an
additional cost of transportation (Bridgwater, 2003; Ebeling and Jenkins, 1985). As
presented in Table 2–1, volatile matter of these biomass fuels ranges up to 85% which
7
is much higher than that of both types of coals. The higher volatile matter of biomass
fuels makes them more readily devolatilised than coals, liberating less fixed carbon,
and thus making them more useful for pyrolysis, gasification and combustion (Balat et
al., 2009; Seo et al., 2010). Fixed carbon of these types of biomass fuels are
considerably less than that of both types of coals, proximate in the range of 7–19% and
44–45%, respectively. All biomass fuels, except for rice hulls, have considerably low ash
content which is preferable in the thermochemical processes. This is because the low
ash content helps to enhance the thermal balance, reducing the loss and occlusion of
carbon in the residues, in addition to lessening operating problems of sintering and
slagging (Reichel and Schirmer, 1989).
According to the ultimate analysis, the major components of these biomass and coal
fuels are carbon, oxygen and hydrogen. Carbon is actually a key component of solid
fuels in which their energy content is released through the oxidation process.
Hydrogen then supplies further energy to the oxidation process. However, oxygen only
functions as a component to sustain the progress of the oxidation process. As shown in
Table 2–1, all biomass fuels have relatively low carbon content ranging around 50% or
lower while the carbon content of coals is generally around 60–85%. There is also a
major difference in the oxygen content of these biomass and coal fuels. Through the
increase in the degree of transforming from wood to anthracite, the oxygen content
considerably decreases. Biomass fuels are characterised by high oxygen content,
typically 35–45%; while lignite and bituminous coal contain approximately 20% and
10% of oxygen, respectively. The hydrogen content of both types of fuels is in the
range of 4–6%, as presented in Table 2–1. It was explained that the content of carbon
and hydrogen in solid fuels contributes to their higher heating value positively; in
contrast, the oxygen content does not do so. However, for gasification and combustion
processes, high oxygen content of a fuel can be beneficial; since these processes need
less amount of oxygen to be added based on chemical exergy. High hydrogen content
of a fuel, on the other hand, can lower heating value of the product gas as a result of
the formation of water during the operation (Prins et al., 2004; Ptasinski et al., 2007).
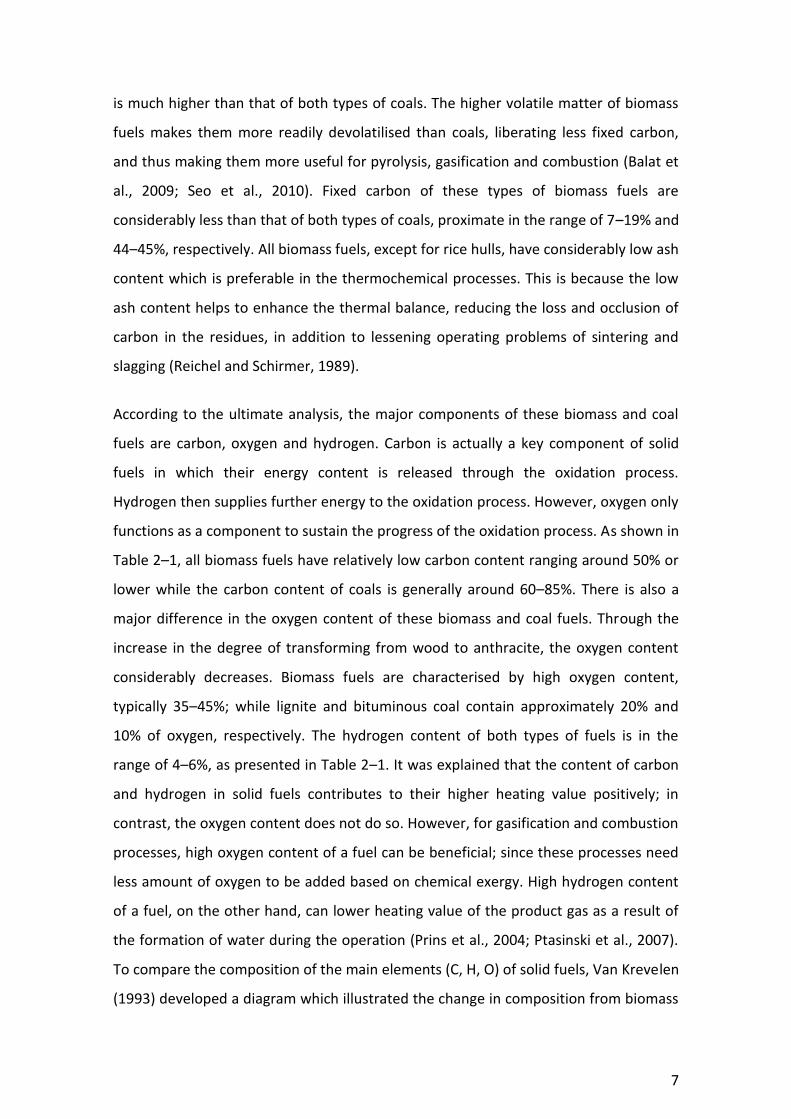
To compare the composition of the main elements (C, H, O) of solid fuels, Van Krevelen
(1993) developed a diagram which illustrated the change in composition from biomass
8
to anthracite as shown in Figure 2–1. It showed that atomic O/C ratio of biomass was
higher than that of coal. Atomic O/C ratio of biomass approximately ranged from 0.80
to 0.45 while atomic O/C ratio of coal approximately ranged from 0.25 to almost zero.
This was for the reason that biomass had low carbon content and high oxygen content.
Likewise, atomic H/C ratio of biomass was higher than that of coal. Atomic H/C ratio of
biomass approximately ranged from 1.7 to 1.2 while atomic H/C ratio of coal
approximately ranged from 1.0 to 0.4.
Figure 2–1: Van Krevelen diagram (Van Krevelen 1993)
For thermochemical processes, fuels with high contents of nitrogen and sulphur can be
a concern, particularly with respect to the environmental impacts. This is because
nitrogen oxide (NOx) and sulphur dioxide (SO2) are the primary causes of acid rain. As
presented in Table 2–1, these fuels have a range of nitrogen content, from 0.2% in pine
to 1.1% in bituminous coal. Higher nitrogen content of a fuel can certainly result in
higher formation of nitrogen oxide in the product gas. It should be that all biomass
possess very low sulphur content, only up to 0.2%; while the sulphur content of both
lignite and bituminous coal appears to be relatively higher, ranging up to 0.8%.
Therefore, low impacts on emission of nitrogen oxide and sulphur dioxide were usually
found in thermochemical conversions of biomass fuels in comparison to coals
(Bridgwater, 2008; Higman and van der Burgt, 2008; Obernberger et al. 2006; van Loo
and Koppejan, 2012).

9
According to Table 2–1, the higher heating value (HHV) of biomass fuels is in the range
of 15–20 MJ/kg which is much lower than that of coals, ranging from 25 to 34 MJ/kg.
Heating value of a fuel is a measure of the energy bound in the fuel per amount of
matter. A fuel often contains some moisture content which is released during heating.
This means that some of the heat liberated during the thermochemical reactions is
absorbed by the process of evaporation. For that reason, heating value of a fuel is also
influenced by its moisture content. High moisture content in a fuel reduces not only
the heating value of the fuel itself but also the heating value of the product gas (Quaak
et al., 1999; van der Drift et al., 2001). Quaak et al. (1999) plotted HHV and LHV of
biomass as a function of moisture content, as shown in Figure 2–2.
Figure 2–2: HHV and LHV of biomass against moisture content (Quaak et al. 1999)
According to Figure 2–2, both HHV and LHV of the fuel decreases as its moisture
content increased. It should be recognised that the HHV of the fuel decreased by
approximately 50% (from 10,000 to 5,000 kJ/kg) when its moisture content increased
by only 20% (from 40 to 60%).
2.1.2 Potential of biomass and coal
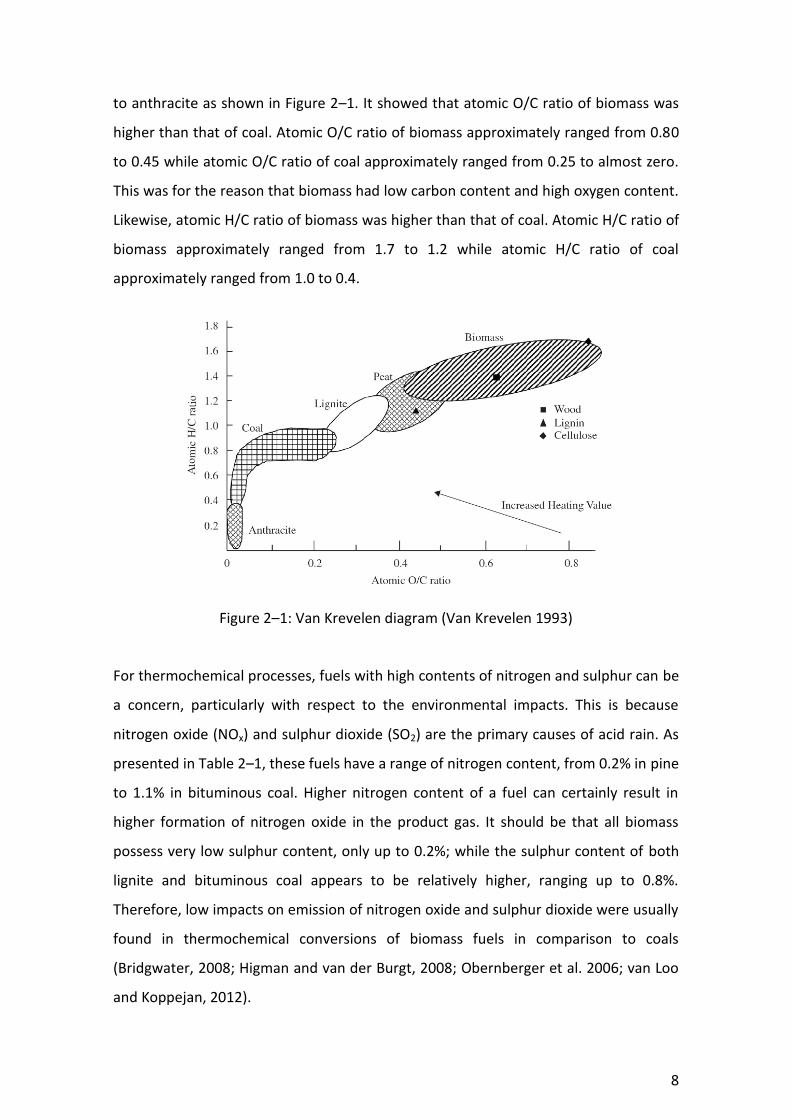
The world total primary energy consumption in year 2009 was 12,150 Mtoe which is
equivalent to 5.09 x 1020 J, as presented in Figure 2–3. It increased by 98.8% from year
1973 (IEA, 2011). The energy consumption has continued to rise worldwide even in the
face of high fuel prices and during the world economic recession; this is mainly due to
the growth in population around the world. Utilising alternative sources of energy to
10
meet increasing energy demand has never been in question. On a global scale, there
has been an increasing interest in the use of biomass for energy generation purposes.
Biomass fuels have accordingly continued to be the key renewable source of energy
and energy carrier (Berndesa et al., 2003; Callé, 2007; Parikka, 2004; van Loo and
Koppejan, 2012). In 2009, on a global scale, biomass contributed around 10.2% of the
primary energy supply, as presented in Figure 2–3 (IEA, 2011). According to the IEA
(2006), the use of biomass was expected to grow at a rate of 1.4% per year until 2015
and at a rate of 1.3% from 2015 to 2030.
Figure 2–3: Primary energy supply by fuel in 2009 (IEA 2011)
Moreover, the global electricity demand has continued to grow immensely, increasing
by 228% from year 1973 to 2009 (IEA, 2011). The increase of the use of biomass fuels
has certainly occurred in the electricity sector. It was reported that, in 2009, biomass
fuels supplied above 1% of the global electricity generation (IEA, 2010). Power
production and combined heat and power (CHP) production from biomass were found
to be rapidly growing. The main advantages of biomass as a fuel are its widespread
availability, sustainability and low emission profiles which lead to environmental
benefits. In addition, biomass fuels can be sustainably produced or derived from
wastes and secondary products which add value to the environment. Plant based
biomass is considered to be carbon neutral in relation to the assumption that while
growing it absorbs carbon out of the atmosphere in the same amount as it releases
through a conversion process (Hall and Scrase, 1998; Schlamadinge et al., 1995). Under
this accord, those countries that adopted the Kyoto Protocol have made use of
11
biomass as a fuel source to reduce carbon emissions and obtain carbon credits
(McGowan, 2009).
Estimates of the ultimate potential of biomass, as a renewable energy source, vary
widely depending on many assumptions such as agricultural forecasts, waste reduction
by industry, paper recycling programs and so forth. The global potential of biomass for
energy purposes was estimated between 33 and 1,135 EJ per year by the use of
geographical potential and biomass productivity (Hoogwijk et al., 2003). By 2050,
projections of IEA suggested that the biomass share might increase up to 20% for the
total primary energy supply and up to 3–5% for the electricity generation (IEA, 2010).
In fact, there are a number of factors that determine the potential availability of
biomass for energy supply. These factors take mainly account of biomass production
systems, demand for food as a function of population and diet consumed, productivity
of forests and energy crops and competing options for other uses of land. A shortage
of agricultural lands may occur as the global population and the food intake increase
dramatically. Significant transitions are therefore required for the production of
biomass for energy purposes in order to achieve high biomass energy potential.
Several aspects related to biomass production systems including soil quality, climate
situation, water availability and management factors need to be taken into account
(Hoogwijk et al., 2003; Hoogwijk et al., 2009).
On the other hand, coal has been used for energy generation in the form of both heat
and electricity for a very long period of time. Coal is deemed as the largest fossil fuel
resource with the proven reserves of over 847 billion tonnes worldwide. These
reserves were estimated to last for 118 years at current rates of consumption, as of
2011. Coal is a plentiful fossil fuel but not a renewable energy source. The location and
size of coal resources are quite clearly known subsequent to centuries of mineral
exploration. Coal reserves are currently available in over 70 countries around the
world. The largest proven reserves are in the United States, Russia, China, India and
Australia; while top coal producing countries are China, the United States, India,
Australia and South Africa, respectively. In recent times, coal has provided almost 28%
of the global primary energy and generated approximately 42% of the global
12
electricity. Coal has also remained as the world’s largest source of energy for electricity
generation for a number of decades (World Coal Association, 2011). In Australia, due
to the large availability, coal is inexpensive in comparison with other energy sources.
Australian coal has been a key source of energy providing around 40% of primary
energy supply and 76% of all electricity in the country (Geoscience Australia, 2010).
Although emerging renewable energy sources have offered great promise, coal has
been expected to still be a main electricity generation source for many years to come.
Improvements in mining and utilisation of coal have to be continuingly made with the
purpose of enhancing efficiency of coal energy generation as well as mitigating
possible environmental problems.
2.1.3 Barriers and supports for biomass
Barriers to adoption and implementation of biomass energy production systems have
gained more attention. This is since the energy sector has shifted to focus more on
alternative fuels. From economic perspectives, competition is a fundamental risk to be
considered. The competition may arise in two markets which are composed of the
market for input and the consumer market. The market for input is rivalry of the fuel
market while the consumer market is rivalry with conventional fuels derived products
(Roos, 1999). Sourcing biomass fuels has become a concern.
Biomass fuels can come in a variety of forms; these fuels can be secondary products or
purpose-grown as fuels. The choice on biomass depends on local availability, its cost
and its suitability for technological and environmental requirements. The use of
biomass derived from secondary products or wastes can be less expensive than that of
purpose-grown biomass. However, major diversities in the local availability and quality
of potential biomass fuels are often found in biomass derived from secondary
products. These biomass fuels are likely to arrive in small quantities from a large
number of suppliers. It therefore requires comprehensive management and
coordination at the energy generation facility in order to efficiently obtain and use
those biomass fuels. For purpose-grown biomass, even though it provides stable
supply and allows increased efficiency in the yield of biomass, purpose-grown biomass
competes with other uses for the land or of the product. A key challenge for the use of

13
purpose-grown biomass as an energy resource is the competition with fossil fuels on a
direct cost of production. As a result of increasing demand of biomass for energy
generation, prices of biomass have tended to be higher over the last few years, while
inexpensive biomass at desirable conditions is barely available in abundance. However,
the cost of biomass fuels depends highly on the region. Other limiting factor in
sourcing the biomass is the investment required to collect and pre-treat it to make
transportation economic. Storage and handling infrastructure for biomass also play an
important role since biomass is not likely to be as durable as coal (Chen and Kuo, 2010;
Demirbas et al., 2009; Jirjis, 2005; Roos, 1999).
From technological perspectives, uncertainty in biomass conversion technologies and
applications is an issue that may raise technological risks (IEA, 2007; Purohit, 2009).
Although technologies and applications to convert biomass into forms of energy are
widely available and amenable to a choice of functions (Babu, 2005; Bain et al., 2003),
those technologies still suffer from some technical problems, especially elimination of
contaminant, which tends to prohibit the economical and efficient operation (Fryda et
al., 2008; Leung et al., 2004). Furthermore, it is important to note that economies of
scale are a significant issue for the adoption and utilisation of biomass conversion
technologies. The minimum economic scale is however difficult to define because it
highly depends on a technology itself and a region operating in. The development of
modern small biomass conversion systems is still ongoing; it is expected to help
overcome many technical concerns such as machine reliability, cleaning system and
emission reduction methodologies (Bain et al., 2003).
Commercialisation of energy generation from biomass fuels can be promoted through
three main routes including technical enhancement, economical prospects and policy
supports. Customarily, industry scale has an impact on cost effectiveness of biomass
energy generation systems. The basic concept to raise revenue in smaller scales
engages in the improvement of conversion efficiency in order to grow its economy.
Market demand showed that the most beneficial biomass application is electricity
generation systems. Leung et al. (2004) claimed that the keys to economic success in
the biomass industry are to reduce the capital cost and to extend its application areas.
14
To boost the biomass industry, governmental policies may enforce compulsory
greenhouse gas reduction while financial incentives from governments may
deliberately foster the biomass energy market (IEA, 2007). Biomass energy systems
provide not only the environmental benefits but also public share by the local
community. The policy supports may be achieved by facilitating the establishment and
justifying the expenditure, increasing the support funds, enhancing the investment in
system innovation, guaranteeing the purchase of electricity and offering tax relaxation
(Bryana et al., 2008; Leung et al., 2004)
2.1.4 Environmental concerns
It becomes clear that the use of an enormous amount of fossil fuels has created
various adverse effects on the environment, including greenhouse gases, acid rain and
global warming. The greenhouse effect is the phenomenon in which the infrared
radiation is trapped by the atmosphere resulting in warming the earth and changing
the climate. The principal greenhouse gas is carbon dioxide (CO2) which is mainly
produced by burning carbonaceous materials and through deforestation. Hansen
(2005) reported that carbon dioxide has increased from about 313 parts per million in
1960 to about 375 parts per million in 2005. Global climate change is predominantly
driven by the strong increase of greenhouse gases especially carbon dioxide. During
the last 100 years, the global average air temperature has increased 0.74 ± 0.18 °C;
moreover, the temperature is predicted to increase by up to 5.8 °C over the next
hundred years (Watson, 2001). It was claimed that when the temperature increased by
2 °C; the ecosystems could be damaged as well as the climate system could be
disrupted dramatically (EREC, 2007). People and ecosystems have been harmed by
climate change. From the negative impacts include disintegrating polar ice, thawing
permafrost, dying coral reefs, rising sea levels and fatal heat waves. A rapid reduction
in the emission of greenhouse gases into the atmosphere is urgently needed in order
to mitigate the global warming. For that reason, it has brought about increasing
interest in energy production from biomass fuels. Biomass fuels can be deemed as a
main renewable energy resource on account of the environmental benefits derived
from their use (Hall and House, 1995).

15
Also, there are environmental concerns about sulphur oxides (SOx), nitrogen oxides
(NOx) and ash contamination. Due to differences in the chemical composition of
biomass fuels and fossil fuels, emissions of acid rain precursor gases which contain
sulphur oxides and nitrogen oxides can be reduced by increasing the utilisation of
biomass fuels. The reductions of sulphur oxides emissions occur on a one-to-one basis
with the amount of fossil fuels (heat input) offset by the biomass fuels; for the
example, increasing the supply of biomass fuels to the system by 10% can reduce
sulphur oxides emissions by 10%. This is for the reason that most biomass has almost
zero sulphur content (Hayter et al., 2004). Mechanisms that lead to nitrogen oxides
reductions are more complicated than sulphur oxides. The relative reductions are less
dramatic than the sulphur oxides on a percentage basis. However, some studies have
shown that nitrogen oxide levels could decrease when biomass fuels were mixed with
coals (Veijonen et al., 2003).
During thermochemical processes, amounts of the solid waste in form of ash are
always produced. For gasification, ash derived from the process consists of bottom ash
and fly ash. The analysis of constituents of both bottom ash and fly ash from
gasification by Rosen et al. (1997) have found that biomass ash contained high organic
carbon, calcium, potassium, chlorine and very low trace of heavy metals; while trace of
heavy metals has been found in fly ash from coal including arsenic, beryllium,
cadmium, barium, chromium, lead, mercury, uranium and other metals. However,
according to the Environmental Protection Agency (EPA, 2000), fly ash produced from
coal did not have to be regulated as a hazardous waste. Conversely, instead of
dispersion of fly ash into the atmosphere or disposal in landfills, fly ash recycling is a
useful way to utilise fly ash to diminish the environmental and health concerns and
also to increase the value added of the waste. Fly ash can be used in construction as
well as its use in agriculture (Gómez-Barea et al., 2009). Fly ash used in construction
consists of raw feed for cement clinkers, soil stabilisation, road base, embankments
and structural fill, lightweight bricks and synthetic aggregate. Fly ash can be moreover
used as fertiliser or soil improver in agricultural purpose. In consequence, it could be
stated that co-utilisation of biomass and low degree of coal with careful planning tends
not to have adverse impacts on the environment.

16
2.2 Biomass conversion technologies
As a key renewable energy alternative, different ways of converting biomass fuels into
usable forms of energy have been developed. There are two major pathways of
extracting energy from biomass fuels; these consist of biochemical and
thermochemical conversion technologies. Research into these conversion technologies
has contributed to making more effective use of the available biomass resources and
producing substantial advances.
2.2.1 Biochemical conversion
Essentially, biochemical conversion technologies for biomass fuels consist of anaerobic
digestion and fermentation. Anaerobic digestion is a biochemical process in the
absence of oxygen in which microorganisms break down biodegradable materials. Two
main products produced from anaerobic digestion are biogas and digestate. Energy
derived from the anaerobic digestion is commonly in the form of biogas which typically
contains 60% methane and 40% carbon dioxide. Digestate which is also generated
from the process is solid and liquid residue. It can be further used as land fertiliser
(Speight et al., 2011). Common types of biomass fuels used for anaerobic digestion
include agricultural waste, livestock manure, sewage sludge, municipal sewage waste,
as well as wastewater (Klass, 1998; Sims, 2004).
Fermentation is the conversion of organic compounds using an endogenous electron
acceptor into energy products. Various types of the fermentation process are methane
fermentation, ethanol fermentation and lactic acid fermentation. Methane
fermentation is the process in which polymers are biochemically broken down to
methane and carbon dioxide in an environment where microorganisms grow and
produce reduced end-products. Ethanol fermentation can be explained as the process
in which sugars are biochemically converted into cellular energy and then generate
ethanol and carbon dioxide (Speight et al., 2011; Lens et al., 2005; Miyamoto, 1997).
Types of biomass fuels which are most widely used and proper for methane
fermentation and ethanol fermentation consist of bagasse, corn, municipal waste,
domestic food waste and all that (Chemistry World, 2009). Anaerobic digestion and
17
fermentation can be simple, secure and low cost technologies that enhance the
utilisation of several types of biomass fuels to benefit the economy and environment.
2.2.2 Thermochemical conversion
Thermochemical processes for biomass energy generation primarily include pyrolysis,
gasification and combustion. Pyrolysis is a thermochemical decomposition process of
solid carbonaceous substances occurring in the absence of oxygen that involves a
range of complex reactions. It can be an individual technique to form energy products
as well as an initial process of gasification and combustion (Basu, 2010; Sadhukhan et
al., 2008). The pyrolysis process of solid fuels generates a variety of products including
volatiles, tar and char. Pyrolysis, as a thermochemical conversion process, can be
influenced by many factors such as fuel properties, temperature, heating rate,
residence time and so forth (Colantoni et al., 2010; Zhang et al., 2010). The proportion
of solid, liquid and gas products from pyrolysis is determined by operating conditions
of the process consisting mainly of heating rate, residence time and operating
temperatures. The solid product produced from biomass pyrolysis is typically referred
to as bio-char which can be used as a fuel for gasification, as a soil amendment and
more several other uses. Bio-oil, as the liquid product from biomass pyrolysis, has a
high energy density; it can be used in many applications such as heat, power, transport
fuels and chemicals (Colantoni et al., 2010; Sadhukhan et al., 2008; Zhang et al., 2010).
Pyrolysis for heat applications is simple and also the most widely used. High yields of
bio-oil occur at fast heating rates, short residence times and moderate operating
temperatures. Pyrolysis gas products mainly contain carbon dioxide, hydrogen and
methane. The gases can be used for fuel drying or power generation. Under proper
operating conditions, pyrolysis which is a versatile conversion technology can offer
high yields of preferred products to be used directly or upgraded (Altman and
Hasegawa, 2011).
Gasification is a thermochemical conversion of solid fuels into combustible gases. The
gasification process involves partial oxidation of solid carbonaceous substances at
elevated temperatures (Bauen et al., 2004; Bridgwater, 2003; Kirubakaran et al., 2009;
18
McKendry, 2002b). Partial oxidation can be simply described as a process carried out in
less air than that required for stoichiometric reaction while a fuel-air mixture is
partially combusted in a gasifier (Yang, 2003). As a result of the partial combustion
rather than complete combustion of solid fuels, the process requires operating in an
oxygen-lean environment. The product of gasification is a combustible synthesis gas
which is usually referred to as syngas, product gas, or producer gas. The heating value
of the syngas varies over a wide range; it depends on the type(s) of fuels fed and the
type of gasifier used, as well as the gasification parameters and controls. General
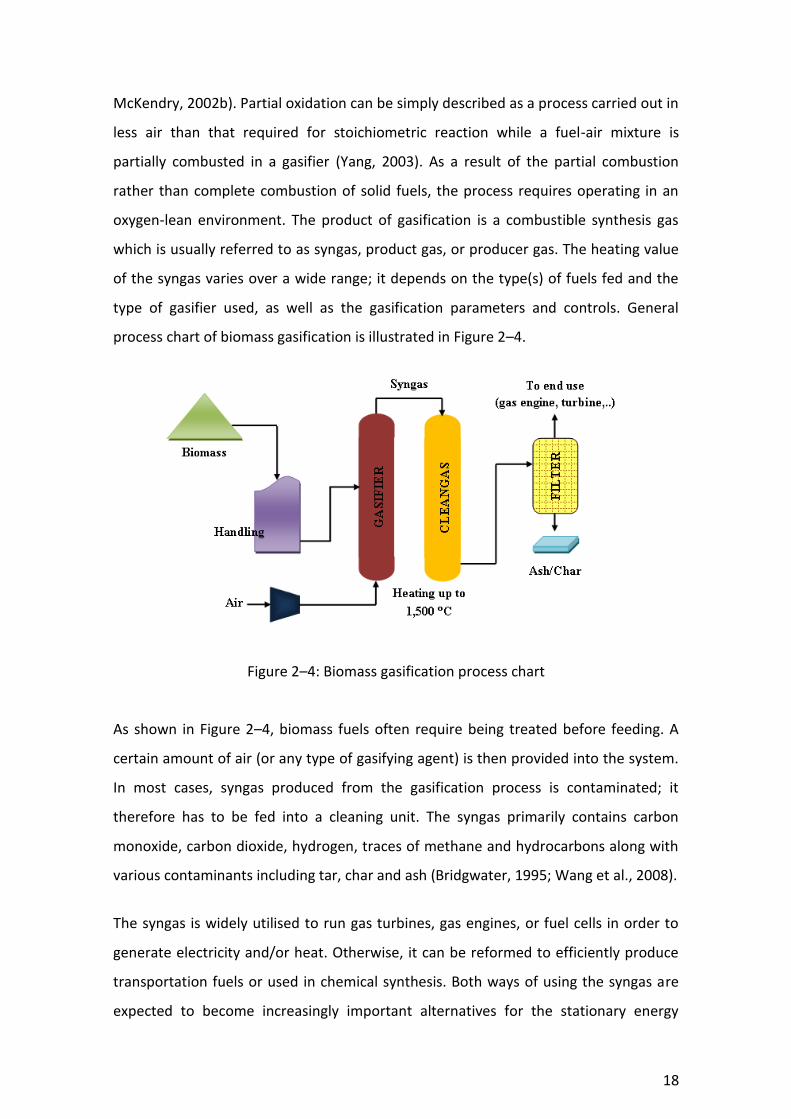
process chart of biomass gasification is illustrated in Figure 2–4.
Figure 2–4: Biomass gasification process chart
As shown in Figure 2–4, biomass fuels often require being treated before feeding. A
certain amount of air (or any type of gasifying agent) is then provided into the system.
In most cases, syngas produced from the gasification process is contaminated; it
therefore has to be fed into a cleaning unit. The syngas primarily contains carbon
monoxide, carbon dioxide, hydrogen, traces of methane and hydrocarbons along with
various contaminants including tar, char and ash (Bridgwater, 1995; Wang et al., 2008).
The syngas is widely utilised to run gas turbines, gas engines, or fuel cells in order to
generate electricity and/or heat. Otherwise, it can be reformed to efficiently produce
transportation fuels or used in chemical synthesis. Both ways of using the syngas are
expected to become increasingly important alternatives for the stationary energy

19
market and conventional chemical feedstocks (Bauen et al., 2004; Bridgwater, 2003;
Kirubakaran et al., 2009; McKendry, 2002b; Wang et al., 2008). It is also important to
note that the gasification technology offers significant advantages over traditional
combustion technology in terms of higher thermal efficiency (up to 40%) in addition to
ability to reduce emissions (Bain et al., 2003; Bauen et al., 2004; US Dept. of Energy,
1997; Worldbank, 2008). Further details of the gasification process, its key operating
parameters and syngas production are covered in Section 2.3.
Combustion is the most common application to convert solid biomass fuels into
energy. It involves the oxidation of carbonaceous fuels with excess air that generates
hot flue gases (Jenkins et al., 1998; Nino and Nino, 1997; Quaak et al., 1999; US Dept.
of Energy, 1997). Traditional combustion of biomass fuels was found in cooking and
heating. In later technology, to generate electricity, the combustion process is applied
to produce high-pressure steam which is normally introduced into a steam turbine
where it flows over a series of aerodynamic turbine blades, causing the turbine to
rotate. Although combustion is a conventional technology used for electricity
generation, it still suffers from relatively low conversion efficiency, limited ability to
produce other end-product gases and limited ability to reduce toxic gas emissions
without an additional pollution capture unit (Altman and Hasegawa, 2011; van Loo and
Koppejan, 2012).
2.3 Gasification system and syngas production
2.3.1 Gasification configuration
Identifying a suitable gasification configuration is imperative in bringing about the best
possible gasification outcomes. The selection of a gasifier is determined by many
factors such as size, capital cost, availability, type of fuels used and type of preferred
products. There are various types of gasification configurations that have been
developed over the past decades. Two major types of gasifiers classified by the
condition of the solid fuels during the gasification process are the fixed bed and the
fluidised bed. Each type of gasifiers has its own benefits and drawbacks in respect of its
utilisation and the type of biomass fed. Accordingly, the comparison between

20
characteristics of both fixed bed and fluidised bed gasifiers is summarised in Table 2–2
(Basu, 2006; Bridgwater et al., 1999; Chopra and Jain 2003; FAO Forestry Department,
1986; Warnecke, 2000).
Table 2–2: Comparison between characteristics of fixed bed and fluidised bed gasifiers
Characteristic Fixed Bed Fluidised Bed
Technology Low specific capacity High specific capacity
Investment Higher investment (by around 10%)
Lower investment
Feedstock:
Size (mm)
Ash content (% wt)
10–100
< 15
0.02–50
< 25
Reaction temperature (°C) 800–1500 700–1000
Turndown ratio 4 3
Load range Feasible for partial load (20–110%)
Feasible for partial load (50–110%)
Carbon conversion 90–99% 90%
LHV (MJ/Nm3) Low High
Cold gas efficiency 45–55% 70–75%
Tar content (g/Nm3) 0–3 < 5
Start-up/ Shutdown Long period to heat-up Simply start/shut down
Control Simple Average
Environmental issue Possible molten slag Problem with Ash not molten
Fixed bed gasifiers are of simple design, reliable and favourable on a small scale
operation. This type of gasifiers offers very high carbon conversion up to 99%.
However, as a result of operating at high temperatures, these gasifiers often suffer
from relatively low thermal efficiency as well as low heating value of syngas produced.

21
Based on the reactor geometry, fixed bed gasifiers can be furthermore classified into
updraft and downdraft, as illustrated in Figure 2–5.
Figure 2–5: Updraft and downdraft gasifiers (All Power Labs 2010)
For updraft gasifiers, the air (or any type of gasifying agent) enters at the bottom while
the syngas leaves from the top. The combustion reactions occur near the grate at the
bottom of the gasifier followed by the reduction reactions. In the upper part, pyrolysis
and drying of the fuel occur on account of heat transfer from the lower zones by
forced convention and radiation. The syngas, volatiles and tar produced during the
reactions leave at the top of the gasifier; these products can be then separated by the
use of cyclone and filter. Updraft gasifiers are designed to handle fuels with high ash
content, up to 15 % as well as high moisture content, up to 50%. The main advantages
of updraft gasifiers are their suitability for many types of fuels ranging from biomass to
coal, high equipment efficiency, high charcoal burn out and low gas exit temperature.
In contrast, the key drawback of updraft gasifiers is that the syngas produced always
contains a high level of tar (Brown and Stevens, 2011; Chopra and Jain, 2003; Kreith
and Goswami, 2011).
Due to tar entrainment in the syngas leaving stream of updraft gasifiers, the design of
downdraft gasifiers was to solve the problem by introducing the air at or above the
combustion zone of the gasifier, as illustrated in Figure 2–5. The fuel and gas are both
moved downward in the same direction; then the syngas produced is taken out from

22
the bottom. The acid and tarry distillation products from the fuel are passed through a
bed of charcoal and subsequently converted into carbon dioxide, carbon monoxide,
hydrogen and methane gases. However, downdraft gasifiers are only suitable for fuels
with low ash content (less than 5%) and low moisture content (less than 20%). The
principal prospect of downdraft gasifiers is to generate tar free syngas, even though
generating tar free syngas seems to be very rare in practice. The tar level from the
downdraft system is often low, approximately less than 3 g/Nm3, as compared to the
updraft system which may yield the tar level up to 5 g/Nm3. Downdraft gasifiers
however give lower efficiency and heating value than updraft gasifiers because there is
no provision for internal exchange (Brown and Stevens, 2011; Chopra and Jain, 2003;
Kreith and Goswami, 2011).
Fluidised bed gasifiers are regarded as a state-of-the-art technology. These gasifiers
appear to be more attractive as compared to fixed bed gasifiers for commercial
gasification. The design of this type of gasifiers is to resolve difficulties in fixed bed
gasifiers such as lack of bunkerflow and intense pressure drop in the gasifier (FAO
Forestry Department, 1986). A diagram of a basic fluidised bed gasifier is illustrated in
Figure 2–6.
Figure 2–6: Diagram of a basic fluidised bed gasifier (FAO 1986)
A flow of a gasifying agent, which can be air, oxygen, or stream is introduced to the
gasifier to well mix or stir particles of the fuel at a proper velocity in order to keep
them in a state of suspension within the bed. The particles are rapidly mixed and

23
almost instantly heated up to the temperature of the bed. Thus, those particles are
pyrolysed very fast, leading to a component mix with a large amount of gaseous
matters. Further thermochemical reactions and conversions of tar take place in the gas
phase. Ash particles are carried over the top of the gasifier and are typically removed
from the gas stream using cyclone and candle filter. As the fuel particles are gasified;
these particles become smaller and then entrained out of the bed. The temperatures
within the bed therefore require being lower than the initial ash fusion temperature of
the fuels to avoid particle agglomeration. It remains clear that this fluidising technique
can result in uniform temperatures within the bed and extensive recycling of particles.
This type of gasifiers can increase the heating value of the syngas by more than 20%
compared to that of the fixed bed gasifiers (Basu, 2006; Bingyan et al., 1994;
Warnecke, 2000).
Bubbling and circulating beds are the two commonly available choices of fluidised bed
gasifiers. The fundamental differences between them are their fluidising velocity and
gas path (Warnecke, 2000). Fluidised bed gasifiers are very functional for a wide range
of fuels and particle sizes, especially types of fuels that form highly corrosive ash like
biomass fuels. These gasifiers operate at relatively low temperatures, approximately
700–1,000 °C; thus, high ash content fuels can be gasified without ash sintering and
agglomeration problems (Arena and Mastellone, 2006). Corrosive ash normally results
in a high potential to damage the gasifier slagging wall. However, drawbacks of
fluidised bed gasifiers include high tar content in the syngas produced as well as
incomplete carbon conversion.
2.3.2 Operating parameters
Operating parameters play a very important role in the gasification process and syngas
production. The parameters that affect the reactivity of gasification encompass type of
biomass fuels and their pre-treatment, composition and inlet temperature of the
gasifying agent, type of catalyst used, reaction temperature, heating rate, residence
time and so forth. The proper choice of these variables is also governed by geometry of
the gasifier. Suitable operating conditions can lead to an increase in quality and
quantity of the syngas produced as well as a decrease in formation of tars. Various

24
studies have generally determined the operating parameters in support of maximum
biomass gasification results, as summarised in Table 2–3 (Basu, 2010; Chen et al., 2003;
Devi et al., 2003; FAO Forestry Department, 1986; Kirubakaran et al., 2009; Quaak et
al., 1999).
Table 2–3: Operating parameters in support of maximum gasification results
Parameter Maximum result
Properties of Fuels:
Size/ Shape
Moisture content
20–200 mm/ Pellets, Chips or Small Lumps
Less than 25% moisture dry basis
Gasification environment Reactive environment
Operating temperature 750–950 C
Heating rate High heating rate
Residence time Long residence time
Active catalyst Dolomite
The particle size of biomass fuels has an effect on not only the gasification process but
also the quality during their storage (Jirjis, 2005). Larger biomass particles have a lower
surface-to-volume ratio which causes complexity in the gasification process. A larger
size can also result in a greater volume voidage of the mass in the gasifier, which
allows for an increase in air flow velocity. For that reason, it is essential for the fuels to
be homogenous and properly sized with sufficient heat transfer surface. Tinaut et al.
(2008) studied the effect of biomass particle size and air velocity. It was found that the
maximum efficiency was given by smaller particle size and lower air velocity. However,
the pressure drop across the gasifier can increase as the particle size is reduced. As
indicated in Table 2–3, the optimal particle size of biomass fuels for the gasification
process ranges from 20–200 millimetres depending on their type and reactor
configuration. Biomass fuels in the shapes of chips and small lumps can be gasified
conveniently (Kirubakaran et al., 2009; Quaak et al., 1999).

25
The gasification process requires reactive environments such as air, oxygen and steam
to create complete gasification of the fuels, while inert environments such as nitrogen
and argon give rise to devolatilisation of volatile matters which yield a large amount of
char (Kirubakaran et al., 2009; Brenes, 2006). Reactive environments of gasification are
furthermore discussed in the sub-section of gasifying agents. Temperature range can
be generally divided into below and above 500 °C. Pyrolysis is carried out at
temperatures below 500 °C for maximum yields of char under inert medium while
gasification is normally operated at temperatures above 500 °C with air flowing in
order to reduce carbon dioxide by carbon to carbon monoxide (Kirubakaran et al.,
2009). High operating temperatures which are over 800 °C are preferred for biomass
gasification to facilitate high carbon conversion of biomass fuels and low tar
contamination in the syngas. Aromatic hydrocarbon and oxygen compounds including
phenol, cresol and benzofuran significantly destruct at temperatures above 800 °C
(Devi et al., 2003). However, major drawbacks of operating with higher temperatures
take account of higher risk of sintering and lower syngas heating value. The optimal
operating temperatures therefore range between 750 and 950 °C depending
substantially on the type of gasifiers and the property of biomass fuels. Heating rates
also influence the yield and composition of the products derived. During
thermochemical processes, higher heating rates usually bring about more the gas yield
and less formation of char (Basu, 2010; Chen et al., 2003; Kirubakaran et al., 2009).
However, to obtain a high heating rate, a supplementary heater of high thermal energy
input to the system is required (Chen et al., 2003).
Longer residence time is preferred for biomass gasification. The explanation is the
longer the residence time of the volatile phase, the better the cracking reaction. Chen
et al. (2003) found that an increase in residence time of the volatile phase produces
the syngas with increasing heating values. Under these particular experimental
conditions, the increase of gas yield significantly took place between two and three
seconds, for the reason that the components decomposed with a residence time of 2–
3 seconds. It was also mentioned that the use of catalysts is an effective way of
removal of tars in the syngas produced from biomass gasification even at low
operating temperatures. Many catalysts such as dolomite catalysts, alkali metal and
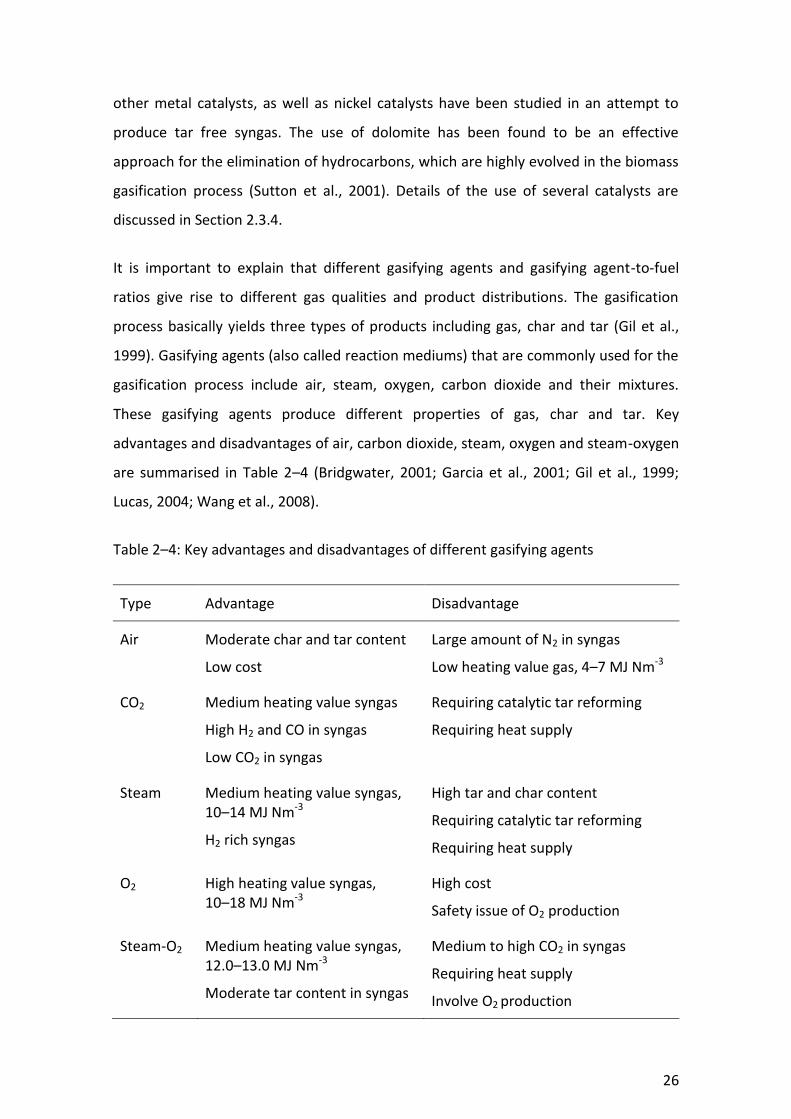
26
other metal catalysts, as well as nickel catalysts have been studied in an attempt to
produce tar free syngas. The use of dolomite has been found to be an effective
approach for the elimination of hydrocarbons, which are highly evolved in the biomass
gasification process (Sutton et al., 2001). Details of the use of several catalysts are
discussed in Section 2.3.4.
It is important to explain that different gasifying agents and gasifying agent-to-fuel
ratios give rise to different gas qualities and product distributions. The gasification
process basically yields three types of products including gas, char and tar (Gil et al.,
1999). Gasifying agents (also called reaction mediums) that are commonly used for the
gasification process include air, steam, oxygen, carbon dioxide and their mixtures.
These gasifying agents produce different properties of gas, char and tar. Key
advantages and disadvantages of air, carbon dioxide, steam, oxygen and steam-oxygen
are summarised in Table 2–4 (Bridgwater, 2001; Garcia et al., 2001; Gil et al., 1999;
Lucas, 2004; Wang et al., 2008).
Table 2–4: Key advantages and disadvantages of different gasifying agents
Type Advantage Disadvantage
Air Moderate char and tar content
Low cost
Large amount of N2 in syngas
Low heating value gas, 4–7 MJ Nm-3
CO2 Medium heating value syngas
High H2 and CO in syngas
Low CO2 in syngas
Requiring catalytic tar reforming
Requiring heat supply
Steam Medium heating value syngas, 10–14 MJ Nm-3
H2 rich syngas
High tar and char content
Requiring catalytic tar reforming
Requiring heat supply
O2 High heating value syngas, 10–18 MJ Nm-3
High cost
Safety issue of O2 production
Steam-O2 Medium heating value syngas, 12.0–13.0 MJ Nm-3
Moderate tar content in syngas
Medium to high CO2 in syngas
Requiring heat supply
Involve O2 production

27
2.3.3 Chemical reactions and products in the gasification process
Basically, the four distinct processes which occur during gasification in a fix bed gasifier
are drying, pyrolysis, combustion and gasification (FAO Forestry Department, 1986;
Higman and van der Burgt, 2008; Quaak et al., 1999). Even though there is an overlap
of these processes, each process can be assumed to engage in a separate zone on
account of different chemical and thermal reactions taking place. It is however
important to address that a fluidised bed gasifier has no distinct reaction zones unlike
a fixed bed gasifier. All reactions in a fluidised bed gasifier happen simultaneously
during mixing. The four distinct processes occurring in the downdraft system are
explained as follows:
2.3.3.1 Drying zone
At the top of the bed, in the drying zone, the fuel is heated and dried by introducing a
gasifying agent. Subsequently, the moisture content is driven off, in most cases with
the temperature up to 200 °C. This typically allows changes in the structures of the fuel
and its physical properties (Basu, 2010; Higman and van der Burgt, 2008; Teislev,
2000).
2.3.3.2 Pyrolysis or devolatilisation zone
After drying, in the pyrolysis zone, the temperatures begin to get higher. Pyrolysis
reactions arise between the temperatures of 250–500 °C; the reactions release the
volatile components of the fuel by a set of complex reactions (FAO Forestry
Department, 1986; Teislev, 2000). The driven off volatiles consist mainly of tar,
polycyclic aromatic hydrocarbon gases, hydrogen, carbon monoxide, carbon dioxide
and steam. The non-vaporised by-products of pyrolysis are referred to as char and ash.
The products derived from pyrolysis reactions are tar, hydrogen, carbon monoxide,
carbon dioxide, water vapour, methane, acetylene, char and ash (Bridgwater, 2003;
Higman and van der Burgt, 2008; Goswami, 1986; Ricketts et al., 2002), as presented in
Table 2–5.

28
Table 2–5: Main chemical reactions occurring in the gasification process
Zone Reaction
Pyrolysis Dry biomass + Heat → H2 + CO + CO2 + H2O + CH4 + C2H2 + Tar,
Char, Ash
Combustion C + O2
2H2 + O2
→
→
CO2
2H2O
(2–1)
(2–2)
Gasification C + CO2
C + H2O
C + 2H2O
C + 2H2
CO + H2O
→
→
→
→
→
2CO
CO + H2
CO2 + 2H2
CH4
CO2 + H2
(2–3)
(2–4)
(2–5)
(2–6)
(2–7)
2.3.3.3 Combustion or oxidation zone
The combustible substance of the biomass fuel is generally made up of elements of
carbon, hydrogen and oxygen. The carbon compounds remaining from pyrolysis go
through the combustion reactions in which carbon and hydrogen react with oxygen
from a gasifying agent, forming carbon dioxide and water. The combustion reactions
are exothermic reactions and thus provide the heat required to drive the gasification
reactions in the next zone. Temperatures in the combustion zone are in the range of
1,100 to 1,500C. However, this depends on the reactor configuration (FAO Forestry
Department, 1986; Higman and van der Burgt, 2008; Quaak et al., 1999). Main
combustion reactions are summarised in Table 2–5, Equation (2–1) and Equation (2–2).
2.3.3.4 Gasification or reduction zone
The actual gasification reactions, which are endothermic, usually take place at
temperatures above 700 C. The heated carbons are reacted with carbon dioxide and
steam (H2O) from the combustion zone and then broken down into gases consisting of
carbon monoxide, carbon dioxide and hydrogen. The reactions in the gasification zone
are presented in Table 2–5, Equation (2–3) – (2–7). The gas produced from this zone,
29
called syngas, is combustible gas which can be further used for various applications. It
generally contains hydrogen, carbon monoxide, carbon dioxide, steam and trace of
methane. Carbon monoxide, for example, is required as a fuel to run gas engines for
power generation. Carbon dioxide, as undesired gas, can be largely converted to
carbon monoxide once the bed temperature is over 1,100 C (Higman and van der
Burgt, 2008; Quaak et al., 1999). The amount of carbon monoxide produced is driven
by the reaction between carbon dioxide and carbon derived from the fuel. So, factors
that have an effect on the gasification process including the type of fuel and its particle
size, composition and inlet temperature of a gasifying agent, furnace temperature and
air flow velocity need to be carefully determined (Tinaut et al., 2008).
The endothermic reactions presented in Equation (2–3) and Equation (2–4) are called
boudouard reaction and water gas reduction, respectively while the reactions in
Equation (2–6) and Equation (2–7) are called methanation and water shift reduction.
The water shift reduction takes place once water in the system exceeds a maximum
concentration, resulting in low heating value of product gas (Goswami, 1986; Higman
and van der Burgt, 2008; Quaak et al., 1999). Thus, the quality of the fuel fed, in
particular the moisture content, has to be controlled to avoid this difficulty as well as
to enhance productivity.
2.3.4 Syngas cleaning and treatment
The syngas produced from the gasification process is commonly contaminated by tar,
Na, K, COS (carbonyl sulphide), H2S, HCl, NH3, HCN and glassy ash/char. The intensity of
contamination varies mainly corresponding to the reactor configuration, the gasifying
agent and the composition of fuels. Common gas contaminants and their problems are
summarised in Table 2–6 (Bridgwater et al., 1999; Devi et al., 2003; Devi et al., 2005;
Fryda et al., 2008; Li and Suzuki, 2009; Lv et al., 2007; Tomishige et al., 2004; van
Rossum et al., 2009).
Gas treatment is therefore required not only to prevent the problems indicated in
Table 2–6 but also to condition the syngas by removing undesired gas compounds and
adjusting gas components to a desired ratio. Solving the problems of syngas pollutants

30
can ensure higher quality of the syngas, extended functionality and availability of the
gasification system and compliance with exhaust gas emission limits. The gas
treatment can be categorised into three major categorises which are composed of
removal of particulates, elimination of organic contaminations mainly tars and
elimination of inorganic contaminations such as metals, nitrogen, sulphur and chlorine
containing compounds.
Table 2–6: Contaminants in syngas produced from the gasification process
Category Contaminant Problem
Particulates Ash, Char Erosion
Organic compound Tar Filter clogs,
Burning difficulties
Alkali metals Sodium, Potassium Hot corrosion
Sulphur/ Chlorine compounds COS, H2S, HCl, Corrosion, Emission
Nitrogen compounds NH3, HCN NOx formation
2.3.4.1 Particulates
Several methods can be used to remove particulates from the syngas such as barrier
filters, electrostatic filters (ESP), cyclones and solvent scrubbers. It was furthermore
claimed that barrier filtration techniques, consisting of sintered metal or ceramic
filters, are preferred since cyclones cannot decrease the level of particulates to less
than 5–30 g/Nm3 (Kurkela et al., 1993).
2.3.4.2 Tar
The syngas produced by low temperature gasification always contains an unacceptable
level of tar. Biomass tar is composed of aromatic hydrocarbons and phenolic
compounds (Wang et al., 2008; Li and Suzuki, 2009). Even though formation of tar
increases at low operating temperatures, tar concentration is also influenced by other
factors such as the gasifier configuration and the fuel characteristics. It was found that
31
tar formation is a more significant problem in biomass gasification than in coal
gasification. The formation of tar often causes fouling and blockage of process
equipment, which is considered as one of the most practical problems in the biomass
gasification system. Thus several research and development programmes have focused
on methods for tar elimination. Elimination of tar from the gasification process is
principally made up of secondary methods and primary methods.
Secondary methods are defined as hot syngas treatments which mainly involve tar
cracking and tar removal. For tar cracking, there are two basic approaches including
catalytic cracking and thermal cracking. Tar can be destroyed by reforming reactions
which require additional catalysts. Many experiments indicated that catalytic cracking
of tar could be very effective (Devi et al., 2005; Lv et al., 2007; Tomishige et al., 2004;
van Rossum et al. 2009). According to Devi et al. (2005) and Wang et al. (2008),
catalysts regularly applied to raw syngas are dolomite, olivine, Ni-based, alkali metal
and alkalis (such as KOH, KHCO3 and K2CO3). It was reported that catalytic cracking is
one of the most promising methods for gas cleaning resulting in up to 99% conversion
of tar at elevated temperatures (Bridgwater et al., 1999).
Thermal cracking is referred to as high temperature destruction which can be
accomplished by three different methods. First, raw syngas is treated by injecting
oxygen or air to increase the temperature. This can effectively result in cracking and
destruction of organic compounds at high temperatures up to 1300 °C or more
(Bridgwater et al., 1999). However, this approach is not preferred due to low
efficiency, high oxygen production cost and high levels of carbon dioxide produced
(Bridgwater et al., 1999; Haq, 2002). The second technique is carried out by increasing
residence time after initial gasification; likewise, this approach is not quite effective.
Third, the raw syngas can be directly contacted with a separate heated hot surface;
but, this is also only partially effective. In addition, a significant energy supply is
required for this approach causing the overall system efficiency to decline (Anis and
Zainal, 2011; Bridgwater et al., 1999; Haq, 2002). The deployment of thermal
treatment does not seem to be an attractive option as a result of these obstacles.

32
For tar removal, mechanical methods can be applied such as cyclones, bag filters,
baffle filters, ceramic filters, fabric filters, rotating particle separators, electrostatic
precipitators and water scrubbers. However, most mechanical methods, especially the
types of filters and separators, are less efficient to remove tar than to remove
particulate dust from the syngas. Electrostatic precipitators and water scrubbers are
also not preferred because of economical and environmental problems (Anis and
Zainal, 2011).
Primary methods are defined as the prevention and conversion of tar formed in the
gasifier by taking in all relevant parameters. Ideally, the objective is to produce a tar
free syngas that does not require secondary treatments (Devi et al., 2003; Li and
Suzuki, 2009). The fundamental concerns take account of the proper choice of
operation conditions, the deployment of suitable active bed additives or catalysts
during the gasification process, as well as the suitable reactor configuration. Primary
methods are more complex to occupy; however it can decrease the overall costs of
operation. The crucial operating parameters needed to be taken into account consist
of gasifying agent, gasification temperature, pressure, residence time, as well as
equivalent ratio, which is the ratio of O2 required for gasification to O2 required for full
combustion.
The determination of parameters is also dependent on the type of gasifier
configuration used. For the use of bed additives, only few catalysts have been tried as
the active bed additive in the gasifier itself during the gasification process (Devi et al.,
2003). The active bed additive performs as catalyst influencing chemical reactions. This
leads to reducing tar yield, preventing solid agglomeration and improving quality of
syngas. Currently, dolomite appears to be one of the most popular chemical used for
this purpose and studies of its use as an in-bed additive have produced successful
results (Devi et al., 2003; Devi et al., 2005; Lv et al., 2007). In due course, the selection
of the treatment method for elimination of tar from the syngas ought to follow the
level of acceptable tar concentration, which strongly depends upon syngas utilisation
and application, as well as financial availability for the tar elimination.
2.3.4.3 Inorganic contaminations

33
As indicated in Table 2–6, inorganic impurities in syngas produced from biomass
gasification include Na, K, COS, H2S, HCl, NH3 and HCN. Several clean-up techniques for
inorganic contaminations are applicable and economically available. To eliminate alkali
metals, gas cooling at temperatures below 600 C effectively condenses vapour alkali
metals onto entrained solids which can be removed at the particulate removal stage.
Sulphur compounds are not regarded as a serious problem for the reason that biomass
fuels usually have very low sulphur content as presented in Table 2–1. However, some
specific types of gas turbines require sulphur removal which is regularly successfully
achieved by a sulphur guard. Also, dolomite, which is widely used as tar cracker, can
absorb significant amounts of sulphur (Bridgwater et al., 1999). Chlorine compounds
can be eliminated by dissolution in a wet scrubbing process or by absorption in active
materials. Nitrogen compounds which cause NOx emission can be reduced by two
approaches encompassing the use of selective catalytic reduction (SCR) and the use of
low NOx combustion techniques. The techniques for low NOx combustion include the
reduction of temperature in combustion zone by the injection direction close by the
piston surface and stable combustion by using strong swirl flow (Nagayoshi et al.,
2006; Seita et al., 1999).
2.4 Application of gasification technology
Syngas produced from the gasification process can be used in many applications. The
utilisation of the syngas is governed by the gasification process, the syngas quality and
the syngas treatment technology. The major applications of gasification technology
include electricity, combined heat and power, transport fuels and chemical synthesis.
2.4.1 Electricity and heat
To generate electricity, the syngas can be used in a gas engine, gas turbine or fuel cell;
it depends on composition and viable proportion of the syngas. Gas condition, cleaning
and treatment play an important role to make use of the syngas (Haq, 2002). The
specifications of gas turbine fuel are much stricter than those of gas engine fuel. The
minimum requirements for gas turbine include gas LHV of 4–6 MJ/Nm3, gas hydrogen
content of 10–20% and no tar tolerated (Bridgwater, 1995; Bridgwater et al., 1999).

34
Gas engines can usually tolerate higher contaminants; in some cases, up to 30 ppm
tars can be accepted (Bridgwater et al., 1999). Moreover, the syngas can be employed
in fuel cells for advanced production of electricity. Fuel cells can covert H2, CO or CH4
to produce electricity directly through electrochemical reactions. It should be noted
that fuel cells can theoretically achieve high electrical efficiency as compared to
combustion systems or gas turbines.
Advanced gasification combined cycle has been addressed as a potential application
for recovering waste heat presented in the gasification system. The combined cycle is
the characteristic of a power generation system which employs more than one
thermodynamic cycle. Typically, it focuses on combination of gas turbine and steam
turbine which are Brayton cycle and Rankine cycle, respectively. Heat is reclaimed by a
heat recovery steam generator (HRSG) which produces steam. In a cycle, the steam is
utilised via steam turbine to generate extra electricity; then it is cooled and condensed
before once again passing through the steam generator. This phase promotes the
efficiency of electricity generation. Integrated gasification combined cycle (IGCC) was
furthermore developed to offer more efficient energy generation. The IGCC system
retrieves the energy from an orthodox combined cycle and integrates with many
energy recoveries along the process. In recent times, biomass integrated gasification
combined cycle (BIGCC) offers maximised overall thermal efficiency as well as
improves economic performance (Ashizawa et al. 2005; Boerrigter and Rauch, 2005;
Bridgwater et al., 1999; Carpentieri et al., 2005; Dornburg and Faaij, 2001; Klimantos et
al., 2009). Klimantos et al. (2009) suggested that a commercially viable BIGCC system
which is reliable and efficient ranges from 10–40 MWe.
2.4.2 Transport fuel
High temperature gasification or catalytic gasification can produce syngas that is rich in
hydrogen and carbon monoxide. The syngas composition can be conditioned to
optimise for its final use by thermo cracking, catalytic reforming and operating
conditions (Boerrigter and Rauch, 2005; Maschio et al., 1994). Syngas produced from
biomass gasification has become progressively important in the production of green
fuels such as Fischer-Tropsch synthesis and methanol/DME (Dimethyl Ether).

35
In the Fischer-Tropsch process, syngas with a mixture of carbon monoxide and
hydrogen are catalysed to produce liquid hydrocarbon in various forms, along with
other aliphatic compounds. Iron and cobalt are the most common catalysts used,
though nickel and ruthenium are feasible. The basic process conditions involve a
temperature range of 200–350 C and pressure range of 2.5–6.0 MPa (Boerrigter and
Rauch, 2005). High temperature process yields rapid reactions and high conversion
rates, but also tends to yield more methane which is undesirable. The Fischer-Tropsch
basic reaction is presented Equation (2–8), Table 2–7 (NETL, 2013a). To produce a
synthetic petroleum substitute, hydrocarbon compounds derived from Fischer-Tropsch
reaction has to be further refined (Brown and Stevens, 2011; de Klerk, 2011). The end
products of Fischer-Tropsch process include synthetic lubrication oil, synthetic
gasoline, light olefins, diesel fuel and waxes. Also, direct production of gasoline and
light olefines can be achieved by high temperature Fischer-Tropsch process,
approximately 330–350 °C (Boerrigter and Rauch, 2005).
Table 2–7: Production of transport fuel synthesis
Fuel synthesis Basic reaction
Fischer-Tropsch synthesis (2n+1) H2 + n CO → CnH(2n+2) + n H2O (2–8)
Methanol synthesis CO + 2 H2
CO2 + 3 H2
→
→
CH3OH
CH3OH + H2O
(2–9)
(2–10)
Similarly to Fischer-Tropsch synthesis, the syngas can be used to produce methanol by
means of catalytic reaction of carbon monoxide and carbon dioxide with hydrogen.
Methanol synthesis process carries out in a liquid phase and different H2/CO ratio as
compared to Fischer-Tropsch synthesis, which brings about a higher methanol yield as
presented in Equations (2–9) and (2–10), Table 2–7. Methanol synthesis can be
achieved at varied pressures ranging from 5–30 MPa (Boerrigter and Rauch, 2005). The
catalysts commonly used for methanol synthesis are copper-zinc-chromium and zinc-
chromium. Methanol synthesis is promoted as high octane rating fuel used for internal
combustion and other engines. The production of methanol also allows for the

36
formation of by-products such as methane and dimethyl ether (DME) (Intelligent
Energy Europe, 2008).
2.4.3 Chemical synthesis
Moreover, the syngas from the gasification process can be used as a feedstock in
synthesis reaction to produce chemical synthesis such as synthesis natural gas (SNG),
ammonia, oxo synthesis and hydrogen. Chemical synthesis is the execution of chemical
reactions in order to obtain various types of products. Gasification can generate SNG
by yielding the syngas with high content of methane. SNG is produced by catalytic
methanation of H2 and CO in the gasification process as presented in Equation (2–11),
Table 2–8 (Andersson et al., 2008). Owing to similarity of properties of SNG and natural
gas, SNG can exclusively substitute natural gas. At ambient condition, SNG is in
gaseous state; in order to use it as an automotive fuel, it then has to be compressed or
liquefied. SNG can be also produced by supercritical biomass gasification which has
recently been performed on a laboratory scale. Biomass fuels are treated in
supercritical water and converted into fuel gases and easily separated from the water
phase by cooling to ambient temperatures. The process separates a mixture of carbon
dioxide, carbon monoxide and methane (Boerrigter and Rauch, 2005; Basu, 2010).
Table 2–8: Production of chemical synthesis
Chemical synthesis Basic reaction
Synthesis natural gas CO + 3 H2 → CH4 + H2O (2–11)
Ammonia synthesis N2 + 3 H2 → 2 NH3 (2–12)
Oxo synthesis H2 + CO + CH3CH=CH2
→ CH3CH2CH2CHO (2–13)
As presented in Equation (2–12), Table 2–8, the synthesis of ammonia is based on the
production of nitrogen and hydrogen. Principally, ammonia is applied for the
production of fertiliser; but it can also be applied for the production of explosives and
animal feed. The ammonia production is generally derived from catalytic gasification

37
process carried out at pressures between 10 and 25 MPa and temperatures of 350–
550 °C (Boerrigter and Rauch, 2005; Doran, 2012; Khanal et al., 2010). The common
catalyst used for ammonia synthesis is iron-based catalyst. This synthesis reaction is an
exothermic reaction. The ammonia is retrieved from the gas as a liquid by cooling and
condensation. The reaction is quite limited by equilibrium conditions leading to a poor
conversion factor, approximately 20–30% per cycle. The ammonia synthesis is different
from other syngas-based processes. This is because a high concentration of nitrogen is
required; and oxygen-containing gases (such as CO2 and CO) presented in syngas are
very strict to be lower than 20 ppmV in total (Wiley-VCH, 2003).
Oxo synthesis, also known as hydroformylation, is referred to as the aldehyde
synthesis process which is similar to the classical Fischer-Tropsch reaction except that
an addition of an olefin is fed in company with carbon monoxide and hydrogen. It is
exothermic reaction, utilising propylene as an olefin as presented in Equation (2–13),
Table 2–8. This is carried out in the presence of homogeneous catalysts (such as
cobalt-based and rhodium) to yield aldehydes containing an additional carbon atom.
The oxo synthesis is widely used on an industrial scale for the production of aldehydes.
Moreover, the oxo products may be transformed to alcohols, carboxylic acids, aldol-
condensation products and primary amines. Although oxo synthesis is a well-
developed process, further research is needed to increase the selectivity to linear or
branched aldehydes, to diminish by-product formation, as well as to accomplish more
environmentally friendly reaction conditions (Boerrigter and Rauch, 2005).
Hydrogen demand in refineries has been increasing due to more environmental
regulation and concern. Hydrogen used in refineries is mainly obtained from syngas
production. To obtain clean fuels, refineries require hydrogen to feed to the hydro-
treating and hydro-processing operations. Hydro-treating process in a refinery consists
of hydrodesulfurisation, hydroisomerisation, dearomatisation and hydrocracking. The
process is also used for pre-treatment of the feedstock in catalytic cracking processes.
Hydro processing is employed in order to decrease the heavy oil portions to
insubstantial products. These products can then be utilised in the production of
transportation fuels. In the industry process, the specifications for hydrogen are quite

38
lenient. For example, the requirements for a hydro-cracker are H2 content ≥ 98 vol%,
total CO and CO2 ≤ 10 – 50 ppmV, O2 ≤ 100 ppmV and inert gases (such as N2, Ar and
CH4) below 2 vol% (Wiley-VCH, 2003).
2.5 Co-gasification technology
2.5.1 Perspective of co-gasification
Co-gasification can be defined as a technique to simultaneously gasify different types
of fuels in the same gasifier. Instead of gasifying a single fuel, a blend of fuels can offer
several opportunities such as adding limited individual fuels to obtain a sufficient
amount and enhancing economies of scale. In general practice, co-gasification focuses
on the gasification of a primary fuel such as coal with an alternative fuel such as
biomass. It has been widely adopted as a method to introduction renewable energy
resources to existing fossil fuel energy generation facilities for environmental
purposes. It is regarded as a technique proposed for reducing emissions of CO2, SO2
and NOx from supplementing fossil fuels with biomass fuels in energy generation
(Kumabe et al., 2007; Li et al., 2010; Moghtaderi, 2007; Moghtaderi and Ness, 2007;
Ricketts et al., 2002). The net production of carbon dioxide is inherently lower based
on the assumption that biomass fuels are carbon-neutral. The emissions of sulphur
oxides and nitrogen oxides can be reduced in most co-gasification practice, depending
on the type of biomass fuels used and the operating conditions. Carbon credit can be
moreover received in accordance with the amount of biomass fuels used. Thus, co-
gasification is considered as the most effective option for the environmental purposes
due to its lowest risk and least expensive approach (Baxter, 2005).
Many literatures have established that co-gasifying fossil fuels with biomass fuels could
provide positive impacts on not only the environment but also the economics of
electricity generation (Al-Mansour and Zuwala, 2010; Costello, 1999; Sami et al., 2001;
Tillman, 2000; van Loo and Koppejan, 2012). It also increases the amount of available
fuels that can be supplied to the system. However, a decrease in efficiency has been
found in co-utilisation with biomass fuels (De and Assadi, 2009). Technical issues of co-
gasification that lead to problems in the operation need to be identified and resolved

39
in order to improve gasification efficiency and increase overall benefits to energy
production.
2.5.2 Technical issues of co-gasification
Co-gasification of biomass and coal has been studied in both fixed-bed and fluidised
bed, mostly at a bench scale level (Kumabe et al., 2007; Uson et al., 2004). Key
research areas of co-gasification include feeding mechanism and pre-treatment of
fuels, interactions of different fuels and effects of the blends. A wide variety of
biomass fuels are available for the co-gasification; especially, wood derived fuels have
become the most common type of biomass fuels in commercial operations. In co-
gasification, the type and size of gasifier highly influence the types of both fuels as well
as the blending ratio of those fuels. However, there is a challenge in the co-gasification
process due to the use of different fuels with different properties. It is clear that
biomass and coal are relatively different in a number of aspects, in particular chemical
and physical properties, as indicated in Section 2.1.1. Even though gasifiers are usually
designed to gasify a wide range of organic fuels ranging from agricultural residues,
types of wood, peat, lignite to coal (Prins, 2005), it is important to a successful co-
gasification operation for a mixed-feed to size both fuels appropriately and
consistently according to the requirements of the type of gasifier used (Hayter et al.,
2004). Biomass often contains high moisture contents as compared to coal, in
particular agricultural derived biomass. The higher moisture content of biomass leads
to relatively low heating value of the syngas, because of the production of water shift
reduction. Biomass also has high tendency to cause thermodynamic losses, decrease
overall conversion efficiency and increase levels of tar.
Biomass pre-treatment, which focuses on modifying properties of biomass, is
therefore considered necessary in order to reduce or avoid the difficulties in co-
gasification. Pre-treatment of biomass can also make it possible to use low quality
biomass which may be essential due to a growing demand for biomass. Options of
biomass pre-treatment take account of drying, sizing, pelletising, torrefaction and so
forth (Maciejewska et al., 2006; Svoboda et al., 2009; Wang et al., 2008). Moisture
removal is often needed, although natural drying may happen during storage. Forced

40
drying is a beneficial pre-treatment approach for biomass fuels. Brammer and
Bridgwater (1999) stated that the key selections of dryer involve economic issues,
capacity range, available supply of heat and alternative utilisations of that heat. It is
recommended that the moisture content is controlled to below 20% but not
necessarily too low for some processes because water is still required for the
gasification reactions.
The size of biomass particles can be relatively larger than that of coal particles. This is
for the reason that the content of volatile matter in biomass is around 75%; while it is
only around 35% in coals. In addition, torrefaction, which is a pre-treatment
technology used to improve properties of biomass to be more suitable for co-
gasification applications, can be adopted. This is a thermochemical process carried out
at a temperature between 200 and 300 °C in the absence of oxygen at approximately
an hour residence time. Properties of biomass that can be enhanced during
torrefaction include higher heating value per mass unit, better uniformity and
durability, better hydrophobic nature, as well as better grinding properties. However,
torrefaction is not fully commercially available yet.
Interactions between different fuels in co-gasification have gained interest in recent
years. Several studies have indicated the absence of synergetic effects during the
gasification process while some studies have disagreed with them. It was reported that
no obvious synergetic effects have been found based on various parameters such as
the increase in syngas yield, the decrease in tar and char conversion, as well as the
carbon distribution of products (Collot et al., 1999; Kumabe et al., 2007; Pan et al.,
2000). However, some studies found that the experimental results of carbon
conversion during co-gasification of coal as a primary fuel and biomass as a
supplementary fuel were higher than the theoretical values (de Jong et al., 1999;
Sjostrom et al., 1999). This could indicate the existence of interactions between fuels
that contributed to a rise in carbon conversion. It was explained that high reactivity of
biomass might set off interactions occurred between biomass itself and coal (Fermoso
et al., 2009). According to Shen et al. (2012), the better co-gasification performance,
which might be caused by the synergetic effect of the blends of two fuels, was found in

41
the blending ratio of 50:50. Furthermore, the study of the effects of the coal and
biomass blends on syngas produced from co-gasification indicated that as a ratio of
biomass in the blend increased; the content of CO2 increased; while the H2 content of
decreased (Kumabe et al., 2007). The CO and CH4 contents were however found to be
independent from the biomass ratio. Li et al. (2009) moreover claimed that the
increase in the ratio of biomass decreased the amount of carbon gasified in the blends,
due to low fixed carbon content of biomass as compared to coal. It therefore inhibited
boudouard reduction (Equation 2–3) and water gas reduction (Equation 2–7) which
gave rise to decreases in the H2 and CO content and increases in the CO2 content.
2.5.3 Co-gasification of biomass as a primary fuel and coal as a supplementary fuel
In thermochemical conversion processes including gasification, biomass is often
referred to as a low quality fuel as compared to coal (Clarke and Preto, 2011;
Grammelis, 2010; Prins et al., 2004). Implementing co-gasification of biomass as a
primary fuel and coal as a supplementary fuel is expected to enhance gasification
performance while maintaining their emissions within regulatory levels (Hayter et al.,
2004; Kumabe et al., 2007; Pan et al., 2000; Winslow et al., 1996; Zulfiqar et al., 2006).
It remains clear that co-gasification of biomass and coal is simple, attractive and low
cost method that can be applied to promote the performance outcomes and to
increase the availability of fuels. However, the information on biomass based co-
gasification is quite limited, as aforementioned. It is thus important to find out co-
gasification behaviour between different chemical elements originating from blends of
biomass and coal as well as to investigate the effects of the blends. Expected results
from biomass and coal co-gasification are to derive benefits from both types of fuels
and some extra advantages in an optimal situation. Due to some chemical properties
of coal, co-gasification of biomass with coal may help promoting reduction of losses in
gasifier efficiency and increasing in syngas quality. As a result, an increase in blending
ratio of coal is disposed to increase contents of carbon monoxide which is desired
compositions in the syngas. Nevertheless, types of fuels, gasifier design and operating
conditions have to be selected properly as the improper choices could minimise or
even negate several of the advantages of co-gasification and in some cases may even

42
lead to damage to the equipment. Gasification of fuels with varying relative amounts
of biomass and coal has posed new challenges for the energy generation system. In
particular, understanding the deposition formation and behaviour during of co-
gasification is a key issue in optimising the operation and securing high performance.
2.6 Thermogravimetric analysis (TGA) studies
2.6.1 Brief overview of TGA
Thermogravimetric analysis (TGA) is an analytical technique which measures the
amount of mass change in a substance as a function of temperature under a controlled
atmosphere such as air, oxygen, nitrogen, helium and so forth. These measurements
can be used to measure characterisation of substances as well as to determine their
thermal stability. Key advantages of TGA are its simplicity in implementation and good
repeatability (Chen et al., 1997; Chen et al., 1993; Gabbott, 2008; Khandpur, 2006; Kotz
et al., 2009; Norton, 1993; Theodore et al., 2009).
2.6.2 The use of TGA for investigation of thermal behaviour
Thermogravimetric analysis has proved to be a useful technique in investigating
thermal behaviour of solid samples during their thermal decomposition. By the use of
TGA, the kinetics of thermal events such as activation energy and pre-exponential
factor can be determined by the application of kinetic model corresponding to slopes
of mass degradation. Thus, several studies have applied the TGA technique to
investigate thermal decomposition profiles and kinetics during pyrolysis and
combustion of various types of samples including biomass fuels, coals and their blends
(Chen and Wu, 2009; Chen et al., 1993; Idris et al., 2010; Kastanaki et al., 2002;
Sadhukhan et al., 2008; Sutcu, 2007; Zhang et al., 2010). Vuthaluru (2003) observed
thermal behaviours during co-pyrolysis of biomass fuels (wood waste and wheat straw)
and coal using TGA. During the co-pyrolysis, three thermal events were identified. The
first two events were linked to the biomass pyrolysis while the third event was
dominated by the coal pyrolysis, which arose at higher temperatures. No interactions
between the biomass and coal were found during the co-pyrolysis since the pyrolytic
behaviours of the blends seemed to follow those of the individual fuels in an additive
43
manner. Moghtaderi et al. (2004) investigated pyrolytic behaviours of the blends of
Radiata pine sawdust and Drayton coal and found that the behaviours of the blends
followed that of their individual fuels. Under inert conditions, chemical interaction
between the two fuels was not found suggesting a lack of synergetic effects. The
gaseous product compositions from the blends were also found to be linearly
proportional to those from individual fuels. Meesri and Moghtaderi (2002) also
concluded that woody biomass and coal blends undertook independent thermal
conversion with no chemical interactions under inert conditions. However, Park et al.
(2010) studied of co-pyrolysis characteristics of sawdust and sub-bituminous coal
blend through TGA. The study found the different devolatilisation rate between
sawdust and sub-bituminous coal, mainly because of their structural properties. It was
also indicated that more volatiles were generated from thermal decomposition of the
blend in comparison to the individual thermal decomposition of sawdust and sub-
bituminous coal. Thus, these experimental results exhibited some synergy effect in
terms of the volatile yields.
Gil et al. (2010) studied thermal characteristics of biomass (pine sawdust), coal and
their blends under combustion conditions using non-isothermal TGA. It was found that
the blends presented three steps of combustion corresponding to the sum of stages of
individual biomass and coal. No synergetic effect during co-combustion of the blends
was observed in the experiments. According to Sahu et al. (2010), co-combustion
performance and kinetic parameters of blends of different biomass chars (rice husk
and saw dust) and a medium volatile coal were assessed using TGA. This study claimed
that combustion performance of blends of more reactive char with coal did not
suggest better performance in comparison to blends of less reactive char. Kinetic
parameters including activation energy and pre-exponential factor of biomass chars,
coal and their blends were also determined. Activation energies (Ea) for combustion of
biomass chars were found to be significantly lower than that of coal. Activation
energies (Ea) for combustion of rice husk char at 300 °C, saw dust char at 300 °C and
coal were estimated to be 73.9, 74.0 and 132.4 kJ/mol, respectively while pre-
exponential factors (log A) of the respective fuels were estimated to be 3.0, 3.1 and 7.5
S−1. Activation energies of the blends decreased with increased blending ratio of

44
biomass chars; however, the values of activation energies were less than those
expected from weighted average line. This consequently implied positive interaction of
the components in the blends resulting in decreasing of activation energy of the
combustion. Varol et al. (2010) used TGA to compare the combustibility and reactivity
of biomass fuels (oak wood chips, olive cake and hazelnut shells) and Turkish coals
(Tuncbilek, Orhaneli and Seyitomer) during combustion and co-combustion. Biomass
fuels, which were more reactive than coals, ignited at much lower temperatures. It was
explained that ignition temperature increased as the volatile matter content of the fuel
decreased. The maximum combustion rate was achieved at lower temperate for the
more reactive fuels. For the co-combustion, improvements on the combustion
characteristics of coals by addition of biomass fuels were found; it could signify
possible synergetic effect between these biomass fuels and coals.
2.7 Kinetics in thermal analysis
Thermodynamics states whether or not a process (or reaction) can proceed. If it
proceeds; kinetics determines rate of the process (or reaction) under particular
conditions. Therefore, the key purpose of kinetic analysis is to predict the behaviour of
a process, basically in terms of reaction rate, stability, etc.
Kinetic analysis of thermal decomposition of solid materials can be generally expressed
by a single step kinetic equation (Chen and Fong, 1977; Chen et al., 1993; Kotz et al.,
2009; Llópiz et al., 1995; Reger et al., 2009; Reich and Stivala, 1978; Seo et al., 2010).
( ) ( ) (2–14)
where α is the extent of conversion; f(α) is the kinetic model which describes the
influence of conversion; the simple model of nth order kinetics can be as ( )
( ) ; k(T) is the rate constant at temperature T, which generally obeys the
Arrhenius equation (Chen and Fong, 1977; Chen et al., 1993; Kotz et al., 2009; Llópiz et
al., 1995; Reger et al., 2009; Reich and Stivala, 1978).
( )
(2–15)

45
where Ea is the activation energy of the kinetic process (J/mol); A is the pre-
exponential factor (1/sec); is the universal gas constant (J/mol K); and T is the
absolute temperature (K).
If β = dT/dt is the linear heating rate, then
( ) (2–16)
On this basis, Kissinger developed a kinetic model based on successive integration by
part of the above relationship. The degree of conversion at the peak temperature is a
constant under various heating rates. The Kissinger’s corrected kinetic equation, where
Tm is peak temperature (K), is expressed (Chan and Balke, 1997; Liu et al., 2009; López-
Fonseca et al., 2006; Seo et al., 2010; Yi et al., 2008).
(2–17)
Therefore, kinetic parameters including activation energy (Ea) and pre-exponential
factor (A) can be determined using the Kissinger’s corrected kinetic equation based on
data derived from thermogravimetric analysis.
If there are no synergetic effects from blending, then the average activation energy of
a blend can be calculated by adding up the activation energy of each sample based on
their mass fractions in the blend, that is:
(2–18)
where Eab is activation energy of biomass (kJ/mol); Eac is activation energy of coal
(kJ/mol); Zb is mass fraction of biomass in the blend; and Zc is mass fraction of coal in
the blend.
2.8 Artificial neural network models
2.8.1 The basics of artificial neural networks

46
Artificial neural networks (ANNs), or often called simply neural networks, are non-
linear mathematical models with adjustable interconnections in response to varying
external stimuli in place of the traditional model based approach. Neural networks are
a relatively new paradigm for information processing and computing. Even though
neural network models are considered to be a recent development, the concept was
actually created prior to the advent of computers. Over the past few years, the
approach of neural networks has experienced a boost of interest and has been
successfully applied across a wide range of problem domains in various fields of study
such as engineering, physics, geology, biology, medicine, finance and many more
(Kamruzzaman et al., 2006; Liu et al., 2011; Paliwal and Kumar, 2009; Rojas, 1996).
Neural networks appear to be one the most efficient methods of modelling complex
problems. Through a neural network model, a complex system could be decomposed
into a series of simple elements in order to understand it. On the other hand, simple
elements could be gathered to create a complex system. Several studies revealed that
neural network models outdid multiple linear regression models, as a consequence of
handling non-linear interconnections among variables (Arbib 2003; Samarasinghe,
2007; Yadav and Chandel, 2012).
The concept of artificial neural networks is inspired by the way that the biological
nervous system processes information. In the nervous system, a biological neuron
which is a nerve cell operates by receiving signals from other connected neurons. The
neuron is composed of soma with nucleus, axon, synapses and dendrites, as presented
in Figure 2–7.
Figure 2–7: A simple illustration of a biological neuron (Kalogirou 2007)

47
The dendrites act as the input devices while the axon acts as the output device. The
synapse is the point of connection between the axon branch and the receiving neuron.
So, the synapse serves as a unique interface to transfer coded information towards the
axon. If the signals received surpass a certain threshold; the neuron is activated to
transmit signals through the axon. This brings about the neuron firing. Some signals act
as inhibitions to the neuron firing while others act as excitations. However, it is
important to note that each biological neuron receives stimuli from a very large
number of other neurons, perhaps as many as 10,000 neurons. Although a computing
network is significantly simpler than the biological nervous system, an artificial neural
network can be created by simulating a simplified function of the biological neuron
into a mathematical model (Celebi, 2012; Hanrahan, 2011; Kalogirou, 2007; Priddy and
Keller, 2005; Rojas, 1996).
2.8.2 Architecture of artificial neural networks
The neural networks are typically made up of layers of interconnected artificial
neurons or sometimes called nodes. The neuron can be perceived as a computational
unit that receives inputs and processes them to obtain a single output, as presented in
Figure 2–8. Each input is characterised by a weight; then the neuron integrates these
weighted inputs in connection with a threshold value and activation function in order
to determine the output. This processing could be very simple or really complex.
Figure 2–8: An artificial neuron
where pi = Input of the neuron
Wij = Connection weight

48
bj = Bias value of the neuron
Uj = Σ WijXi + θj
Yj = ƒ (Uj)
An artificial neural network can have several different layers which normally contain
different numbers of neurons. Different types of neural networks, which basically
consist of interconnected and interacting neurons, are therefore characterised by
those neurons and connections between them. The neural networks can be primarily
classified into two types comprising feed forward networks and feedback networks.
The classification is based on the direction of the information flow through the layers
(Nougues et al., 2000; Priddy and Keller, 2005).
- In a feed forward network, signals are allowed to transmit from input to
output. It is a network that extends in a forward direction only. There are no
backward connections; and connections do not skip a layer.
- In a feedback network, signals can be transmitted in both directions through
loops within the networks. Although a feedback network can be powerful, this
type of networks usually appears to be tremendously complicated.
The structure, mechanism and behaviour of a feed forward neural network, which is
applied in this study, are furthermore discussed. Feed forward neural networks are
also known by many different names such as multi-layer perceptrons. The feed
forward networks are fundamentally divided into three layers consisting of an input
layer, a hidden layer and an output layer. An illustration of a simple feed forward
network with a single hidden layer is given in Figure 2–9.
Figure 2–9: One hidden layer feed forward network
OutputInput Hidden

49
The first layer of the neurons is the input layer, followed by the interconnected layer of
neurons and then the output layer. All links proceed from all input neurons toward the
output neuron. As depicted in Figure 2–9, no processing occurs in an input neuron; it
basically feeds data into the network. It is important to note that this type of network
is often applied with the backpropagation algorithm. The feed forward networks and
the backpropagation training algorithm are regarded as the most generalised and the
most widely used models in a range of practical applications (Hanrahan 2011; Parker,
2007; Priddy and Keller, 2005; Rojas, 1996).
One layer of hidden neurons appears to be the most common structure of the feed
forward neural networks. There is no explicit rule of for determining the number of
hidden layers for a neural network. However, many studies mentioned that a single
hidden layer with the proper number of hidden neurons is sufficient for the majority of
problems (Franco et al., 2009; Hastie et al., 2009; Priddy and Keller, 2005). A hidden
layer can be generally made up of any number of neurons in parallel. Each neuron in
the hidden layer receives input from all the neurons in the input layer that are
weighted and then summed while the output is then formed by another weighted
summation from the neurons in the hidden layer. The number of neurons in an output
layer is equivalent to the number of outputs of the approximation problem. For
example, in Figure 2–9, there is one output corresponding to a single-output problem
(Franco et al., 2009; Parker, 2007; Priddy and Keller, 2005; Rojas, 1996). Determining
the number of input and output neurons is clear from the application; however,
determining the number of hidden neurons requires a bit of trial and error
experimentation to find out the best number of hidden neurons. An insufficient
number of hidden neurons prevents the neural network from learning the required
function, due to insufficient degrees of freedom. However, too many hidden neurons
usually cause the neural network to overfit the training data, resulting in a decrease in
generalisation accuracy (Parker, 2007; Priddy and Keller, 2005; Rojas, 1996).
2.8.3 Transfer functions in artificial neural networks
Clearly, a neuron in a neural network transforms data by using an activation function,
also called a transfer function, resulting in an activation value. Except for an output

50
neuron, the activation value is then fed to one or more other neurons. Transfer
functions that are extensively used in neural networks include the logarithm sigmoid
transfer function or logsig, the hyperbolic tangent sigmoid transfer function or tansig,
the linear transfer function or purelin and so forth (Lingireddy and Brion, 2005;
Sivanandam and Deepa, 2006; Zhang, 2010). Graphs of these commonly used transfer
functions are depicted in Figure 2–10.
Figure 2–10: Common transfer functions (MathWorks 2012)
The log-sigmoid transfer function, as shown in Figure 2–10 (a), is one of the most
commonly used non-linear transfer functions. It is often applied in multilayer neural
networks trained by the use of the backpropagation algorithm. This is because the log-
sigmoid transfer function is differentiable which can significantly decrease the
computation load for the training. The function takes any value of the input and yields
the output in the range of 0 to 1. According to Hanrahan (2011), the log-sigmoid
transfer function can be mathematically expressed as:
( )
(2–19)
Alternatively, as shown in Figure 2–10 (b), the hyperbolic tangent sigmoid transfer
function is another sigmoid function that is used in a number of neural networks. The
hyperbolic tangent is relatively similar to the log-sigmoid except for exhibiting learning
dynamics in the training phrase. It is important to note that the sigmoid function aims
to create a degree of nonlinearity between the input and the output. The hyperbolic

51
tangent sigmoid function produces the output in the range of –1 to 1. The form of the
hyperbolic tangent sigmoid transfer function is given below (Hanrahan, 2011).
( )
(2–20)
Although most models have non-linear characteristics between their input and output,
several models, when operated with nominal parameters, have behaviour that is close
to linear. The purelin transfer function, as shown in Figure 2–10 (c), can be a suitable
representation of those types of situation (Dorofki et al., 2012; Hanrahan, 2011). This
transfer function can be mathematically expressed as:
( ) (2–21)
2.8.4 Training artificial neural networks
An artificial neural network, which acts like the biological nervous system, learns by
samples. Therefore, it is necessary to configure the neural networks so that the inputs
are able to produce the desired outputs. The neural networks have the ability to learn
from their surroundings and the potential to improve their performance through
learning. In fact, the functionality of the neural networks is governed by the number of
layers, the number of neurons in the layers, the pattern of the connection between the
layers, as well as the weights of the connection. The weights are furthermore
determined by a particular training or learning algorithm. Training or learning is a
mathematical process of adjusting the weights and biases in order for the neural
network to learn the relationship between the inputs and the targets. The process
dictates an algorithm which is a prewritten set of rules to influences all the weights
and biases of the network (Priddy and Keller, 2005; Sivanandam and Deepa, 2006;
Wunsch et al. 2003; Zhang, 2010).
Training needs to be stopped at the proper time. Overlearning or overtraining may
takes place if the network is trained on the same inputs for too long. As a result, the
network loses the ability to generalise. This is because overlearning causes the

52
network to extract too much information from individual cases that leads to
overlooking the related information for the general case. Many training algorithms are
available for determining an optimum set of weights to solve the problems. Training
algorithms can be principally divided into two approaches which include supervised
training and unsupervised training (MathWorks, 2012; Priddy and Keller, 2005;
Sivanandam and Deepa, 2006).
- In supervised training, inputs and target values (desired outputs) are provided
to train the network. The difference between the desired outputs and the
actual outputs is used by the algorithm to adjust the weights.
- In unsupervised training, the network is only provided with inputs, not target
values. The network has to discover features to group the input data
automatically. It is commonly referred to as self-adaption.
The backpropagation algorithm, which is the most common form of supervised
training, is often applied in layered feed forward neural networks, as abovementioned.
However, it is not a requirement. The backpropagation algorithm is founded on the
error-correction rule. In the training phase of a feed forward backpropagation
network, the data is fed into the input layer and then propagated to the hidden layer
and to the output layer. The backpropagation algorithm fundamentally seeks the
minimum of the error function by the use of the method of gradient descent (Liu et al.,
2011; Priddy and Keller, 2005; Sivanandam and Deepa, 2006).
There are steps involved in each iteration of training by the use of the backpropagation
algorithm. The training data are fed into the network only in a forward direction,
generating result(s) at the output layer. Errors are calculated at the output neurons in
accordance with known target data while the required changes to the weights that
pass to the output layer are established based on this error calculation. The changes to
the weights are determined as a function of the errors calculated for all succeeding
layers, executing backward toward the input layer, until all required weight changes
are determined for the entire network. Then the calculated weight changes are applied
throughout the network. The next iteration then begins; the entire process is
reiterated using the next training pattern. Once appropriately trained, the feed

53
forward backpropagation neural network can be used for the classification of new data
(Priddy and Keller, 2005; Rojas, 1996; Sivanandam and Deepa, 2006).
In the training phase, data are divided into a training data set and a validation data set.
The training data set is used for calculating the error gradients and adjusting the
weights in order to obtain the desired output while the validation data set allows the
selection of the optimal number of iterations where the network learns information
from the training data set. Since the number of iterations increases; the training and
validation errors drop until reaching a minimum. Then the errors begin to increase.
Continuing the training process after the point of minimum error causes overfitting
(Hanrahan, 2011; Priddy and Keller, 2005).
Subsequently, it is important to evaluate performance of the completely trained neural
network. The process of neural network validation can be performed using two basic
methods. The first method is re-substitution which assesses the accuracy of the
network using the same set of data applied for building the network. However, this
validation method tends to be over optimistic or biased as it uses the entire set of data
for model construction and validation. The second method is train-and-test which is
most commonly used for neural network validation. It applies different sets of data to
construct and validate the model. Thus, error can be directly estimated from the
testing set (Priddy and Keller, 2005; Iliadis and Jayne, 2011).
2.8.5 Artificial neural network models for gasification applications
The efficient operation of the gasification process is determined by a range of complex
chemical reactions including pyrolysis, partial oxidation of products from pyrolysis,
gasification of the consequent char, conversion of tar and hydrocarbons, as well as the
water shift reduction. The development of mathematical models that can be used for
predicting the gasification characteristics and results or evaluating the effect of the key
input variables on the output variables is accordingly imperative. However, most
models for the gasification process are likely to be tremendously complex, difficult to
develop and time-consuming. In addition, most of the studies primarily engaged in coal
gasification (de Souza et al., 2012).

54
Puig-Arnavat et al. (2010) reviewed and analysed different approaches of biomass
gasification modelling. The approaches could be mainly divided into thermodynamic
equilibrium models, kinetic rate models, Advanced System for Process Engineering Plus
(Aspen Plus) models, in addition to artificial neural network models. However, a
number of studies illustrated the difficulties and limitations of developing the models
using equilibrium equations, kinetic equations, mass and energy balance equations
(Bridgwater, 2008; Corella and Sanz, 2005; Nemtsov and Zabaniotou, 2008; Thunman
et al., 2001; Tinaut et al., 2008). To avoid complex processes of modelling, some
studies have successfully developed and used artificial neural networks for gasification
applications. Neural networks concentrate on important inputs and disregard
insignificant excess data. In consequence, neural network models are flexible and
suitable among data-based modelling without requiring explicit mathematical
representation (Priddy and Keller, 2005; Sivanandam and Deepa, 2006). Even though
the neural network modelling approach has a great potential, it was found from a
study of the literature that neural network modelling for biomass gasification
applications is still limited.
Guo et al. (2001) developed a hybrid neural network model to simulate biomass
gasification processes in a fluidised bed gasifier with steam as the gasifying agent. The
study applied multilayer feed forward neural networks to identify gas production rate
and its composition (H2, CH4, CO and CO2) of four types of biomass (bagasse, cotton
stem, pine sawdust and poplar). The neural networks were trained separately for each
type of biomass. The results generated by the neural networks were able to reflect the
actual gasification profiles. The study also mentioned the potential to apply neural
network models for the research in this area.
Dong et al. (2002) studied co-firing of municipal solid waste (MSW) and coal in a
circulating fluidised bed. In that research, a three-layer feed forward backpropagation
network was constructed using experimental data. Mixing ratio and bed temperature
were employed as inputs while gaseous pollutants consisting of SO2, HCl, NO and N2O
were used as outputs. It was found that the neural network model was able to predict

55
gaseous pollutants with varied mixing ratio and bed temperature. The predicted
results obtained from the model agreed with the experimental data.
Furthermore, Dong et al. (2003) analysed and compared the ability of the neural
network model and the traditional multiple linear regression model in predicting the
heating value of MSW. Although the heating value of MSW could be determined by
many empirical approaches, it was difficult to identify relationship of interacting
factors, because of its complex composition. Similarly, a three-layer feed forward
network to predict the heating value of MSW was developed and then trained with the
backpropagation algorithm. The weight percentages of plastic, paper, food, grass and
textile were selected as the inputs while the lower heat value (LHV) of the syngas was
applied as the output. The number of hidden neurons in the hidden layer was
determined by experiments. The results indicated that the predicted values obtained
from the neural network model have more precision than the traditional multiple
linear regression models.
An artificial neural network prediction model was also developed by Xiao et al. (2009).
The key aim of the study was to predict gasification characteristics of MSW in a
laboratory scale fluidised bed gasifier. The experimental data of five kinds of organic
components (wood, paper, kitchen garbage, plastic and textile) as well as three types
of simulated MSW were used to create and train a three-layer feed forward neural
network model. The input layer contained seven neurons including the percentage of
wood, percentage of paper, percentage of kitchen garbage, percentage of plastic,
percentage of textile, ER (equivalence ratio) and temperature. Five hidden neurons
were employed in the hidden layer. Three neurons included in the output layer were
the LHV of the gas, the LHV of the gas with tar and char, as well as the gas yield. It was
found that the neural network model could be used to predict the gasification
characteristics within acceptable degrees of errors.
Satonsaowapak et al. (2011) built an artificial neural network to identify gasifier
systems suitable for biomass power plants. Similarly to other studies, a three-layer
feed forward backpropagation network was created using experimental data. The
input layer consisted of three neurons including biomass consumption rate,

56
temperature and ash discharge rate while the output layer contained only one neuron
which was the gas flow rate. Their results demonstrated that the neural network
model was a viable approach to estimate gas flow rate for biomass power plants.
2.9 Economics of power generation from gasification
Investment in power generation from the gasification technology, like any other
systems, is addressed by many forms of costs including fuel prices, power generation
technology costs, as well as operation and maintenance (O&M) expenditure. The
region of operation is also one of the key factors that drive the total investment of
energy business (Bridgwater, 1995; Bryana et al., 2008; IRENA, 2012; Leung et al.,
2004; Mitchell et al., 1995).
2.9.1 Fuel prices
The economics of power generation from the gasification technology critically relies on
the availability of a secure supply of a suitable feedstock at a reasonable cost. In some
cases, fuel costs can characterise up to 50% of the total cost of power generation
(IRENA, 2012). This is because it requires a large amount of fuel. It is also important to
mention that the fuel costs comprise not only the cost of fuel itself but also its
transportation and pre-processing costs (Bridgwater, 1995; Mitchell et al., 1995).
In the case of biomass, Bauen et al. (2004) reported that the cost of biomass fuels can
be either negative values in some residues requiring disposal or relatively high costs in
some dedicated energy crops. The cost of waste based biomass such as agriculture
waste and municipal solid waste (MSW), which require some form of disposal, are
often negative. Various residues from agricultural products and wood processing
industries can be available at zero or low cost but require some handling. Plant based
biomass is usually a seasonal resource; accordingly its availability and cost may vary
throughout the year. The cost of forestry biomass is incurred from its collection,
handling and transportation; thus it is possible to operate at a high cost. Energy crops
usually incur at the highest cost, similar to agricultural production. The cost is
dominated by land cost and land preparation, planting and agrochemical cost, as well
as harvesting cost (Bauen et al., 2004; IRENA, 2012).

57
Biomass typically requires pre-treatment prior to delivery to a power plant. Fuel
standardisation is needed to ensure proper quality of biomass acquired. The cost of
transporting biomass fuels is usually high; hence, distance of transportation becomes a
concern in its economics. The low energy density of biomass fuels can place a limit on
the distance that is economical for transportation. It is difficult for biomass gasification
systems to take advantage of economies of scale because a large amount of biomass at
a reasonable price may not be available (Bauen et al., 2004; IRENA, 2012).
Similarly to biomass, the price of coal is also driven by several factors including the
type, quality, pre-treatment, transportation and tax. In most cases, the price of coal
per unit mass basis was found to be higher than that of biomass. As a result, for the co-
gasification system, the selection of the types and blending ratios of fuels must be
within technical and economic feasibility (Bauen et al., 2004; Bridgwater, 1995; Leung
et al., 2004; Mitchell et al., 1995).
2.9.2 Power generation technology costs
The cost of gasification technology is mainly dominated by equipment costs which vary
significantly by the region of operation and the nature of the feedstock (IRENA, 2012).
The capital costs of medium sized power generation from the gasification system (up
to 75 MW) in different regions were approximated by Bauen et al. (2004) and Leung et
al. (2004), as presented in the Table 2–9.
Table 2–9: Approximate capital costs of medium sized power generation from
gasification system in different regions
Region The capital costs
Europe $2,000 - $3,000 per kWe range
North America $1,800 - $2,000 per kWe range
Asia $1,000 - $1,500 per kWe range

58
In most cases, the scale of operation has an impact on the economic feasibility of the
gasification system. Many studies indicated that a smaller scale system is often
characterised by a higher technology cost per energy unit (Bridgwater, 1995; Bryana et
al., 2008; Leung et al., 2004; Mitchell et al., 1995). Several aspects need to be taken
into consideration for selecting the gasification technology such as the type and cost of
available feedstock and the demand for electricity and heat of the local markets. These
factors also determine the scale of the project and the type of equipment. The total
cost of the gasification technology consist primarily of the engineering and
construction cost, gasification equipment, fuel handling machinery, as well as grid
connection and any new infrastructure required for the project (Bauen et al., 2004;
IRENA, 2012). The requirements for these components are usually different in different
projects at different regions of operation.
2.9.3 Operation and maintenance expenditure
The operation and maintenance (O&M) expenditure refers to the costs associated with
the operation of the gasification system. The O&M expenditure mainly includes labour,
scheduled maintenance, equipment replacement, insurance and so forth. The
economies of scale also have an impact on the O&M expenditure (IRENA, 2012).
2.9.4 Cost reduction potentials for the gasification technology
The analysis of the potentials for cost reduction in the gasification technology is
complicated. The potentials are highly dominated by the states of commercialisation.
There is a potential for cost reduction in the gasification system with internal
combustion engines which appears to be an established technology in many regions
around the world. However, shifting to greater efficiency systems still requires further
demonstration. In particularly, it needs an efficient gas cleaning and treatment
technology which is still characterised at an expensive cost (IRENA, 2012).
It is noticed that the viability of the gasification system lies in several factors consisting
mainly of the development of a reliable fuel supply chain and the selection of suitable
technology and equipment. The total investment cost of the gasification critically
varies by the region of operation and the economies of scale. In many countries,

59
government incentives or subsidies have been available for biomass gasification plants
to support energy generation from renewable resources.
2.10 Summary of literature review
The interest in development and utilisation of biomass for energy production has
gained momentum over the last two decades, mainly due to the increase in energy
consumption around the world, the decrease in availability of fuels and the concern
about environmental impacts from utilising fossil fuels. Many conversion technologies
have been available to convert biomass into several usable forms of energy.
Gasification, as a thermochemical conversion process, is one of the most promising
technologies to generate energy from biomass. Although biomass can be claimed as a
carbon neutral source of sustainable energy, it is often referred to as a low quality fuel
for thermochemical conversion processes compared to coal. Co-gasification has
accordingly become an attractive option not only to enhance gasification outcomes
but also to increase availability of fuels. Even though thermal behaviours of biomass
and coal blends under different conditions were studied, research on blending coal in a
biomass based system to facilitate thermochemical performance is still limited. The
review of literature has made it clear that there were little experiences with co-
gasification of biomass as a primary fuel and coal as a supplementary fuel for
improving gasification performance. The study of this co-gasification approach can
help to better understand the behaviour of biomass and coal blends and potentially
predict gasification outcomes in practical biomass based systems in order to support
energy supply security.
To achieve successful outcomes of the co-gasification, it is important to understand a
range of factors affecting the gasification system. The literature review sought to
identify and analyse key considerations of the gasification system, principally
consisting of properties of fuels used and their treatments, gasification configurations,
operating parameters, gasification products and contaminants, applications of
gasification products and economy of gasification. Biomass is referred to as biological
substances derived from organisms and/or their wastes while coal is a fossil fuel that
was formed by coalification of vegetation over hundreds of millions of years.

60
Therefore, chemical and physical properties of biomass are relatively different from
those of coal, in particular volatile matter (VM), fixed carbon (FC), carbon content,
oxygen content and higher heating value (HHV). Pre-treatment of biomass to modify
some of it properties may be required to reduce or avoid the difficulties in biomass
and coal co-gasification. Methods of biomass pre-treatment include drying, sizing,
pelletising and torrefaction.
Gasification is a process that partially oxidises solid carbonaceous fuels at elevated
temperatures. There are many types of gasification configurations which can be
principally classified into fixed bed gasifiers and fluidised bed gasifiers. Each type of
gasifier offers different benefits and drawbacks; so, the selection of a gasifier depends
on size, capital cost, availability of fuel used and type of preferred products. Downdraft
fixed bed gasifiers appear to be favourable on a small scale operation offering high
carbon conversion but low heating value of syngas produced. Operating parameters
substantially affect the gasification process and syngas production. Key operating
parameters that were generally found to support maximum gasification results include
the operating temperature range of 750–950 C, high heating rate, long residence time
and the use of dolomite as catalyst. For the gasifying agent used, different types
(oxygen, steam, air, carbon dioxide or their mixtures) have different advantages and
disadvantages; the choice of the gasifying agent used is determined by the heating
value of the product required, the acceptable level of the tar content and the available
cost. Proper operating conditions for the type of gasifier used can result in an increase
in quality and quantity of products and a decrease in formation of contaminants.
The gasification process occurring in a fix bed gasifier can be divided into four distinct
sub-processes encompassing drying, pyrolysis, combustion and gasification. The drying
process arises at the temperature up to 200 °C and allows changes in the fuel
structures and its thermophysical properties. Then, the pyrolysis process occurs at the
temperature range of 250–500 °C, releases the volatile components of the fuel and
creates many products including hydrogen, carbon monoxide, carbon dioxide, steam,
methane, acetylene, tar, char and ash. The carbon and hydrogen remaining from
pyrolysis go through the combustion process by reacting with oxygen from a gasifying

61
agent to produce carbon dioxide and steam. Subsequently, the actual gasification
reactions take place at temperatures above 700 C yielding a combustible synthesis gas
(also known as syngas), tar, char, ash and a small amount of other contaminants. The
syngas can be used for heat and/or electricity applications or further extracted to
provide energy services such as synthetic fuels and chemicals. The utilisation of the
syngas is determined by the gasification process and its operating conditions, the
quality of the syngas produced, in addition to the syngas treatment technology. The
syngas essentially consists of hydrogen, carbon monoxide, carbon dioxide, steam and a
trace of methane. Several approaches including co-gasification can be applied to
increase desired contents of the syngas (usually hydrogen and carbon monoxide) and
decrease contents of carbon dioxide and steam which are unfavourable.
The literature review furthermore covered previous studies on thermochemical
behaviour and kinetic analysis during pyrolysis and combustion of various types of
samples including biomass fuels, coals and their blends using TGA. Clearly, pyrolysis
and combustion are significant parts of the gasification process; so, investigation of
thermochemical behaviour during pyrolysis and combustion could help to better
understand the process. The study conducted by Vuthaluru (2003) concluded that no
interactions between biomass fuels (wood waste and wheat straw) and coal were
found during the co-pyrolysis. The pyrolytic behaviours of the blends seemed to follow
those of the individual fuels in an additive manner. However, the results from the
study conducted by Park et al. (2010) suggested some synergetic effect of the blend of
sawdust and sub-bituminous coal during co-pyrolysis in terms of the volatile yields.
Studies on thermochemical behaviour during co-combustion also indicated
controversial results. By the use of TGA, the kinetics of thermal events such as
activation energy and pre-exponential factor can be usefully determined by the
application of an appropriate kinetic model, in particular the Kissinger’s corrected
kinetic equation.
Modelling gasification process and performance is very complex, difficult and time-
consuming owing to the complexity of chemical reactions occurring during the process.
However, it was found that artificial neural networks (ANNs) could be used in biomass

62
gasification modelling. Artificial neural networks are a computational paradigm that is
inspired by the operation of the biological nervous system. The neural networks have
proved to be a powerful method of modelling complex non-linear relationships. Three-
layer feed forward backpropagation neural networks are the most widely used. Due to
the ability to learn and organise disperse data, some studies have successfully applied
the neural networks for gasification applications.
In practice, it is necessary to consider the economics of gasification in support of
successful energy production. The cost of power generation from the gasification
technology is mainly driven by fuel prices, power generation technology costs, in
addition to operation and maintenance (O&M) expenditure. The region of operation is
considered as one of the key factors that dominates the differences in the total
investment of energy business. It was found that the cost of fuel has a significant
impact on the economics of power generation from the gasification technology.
Therefore, a successful investment in the gasification system requires the
development of a reliable and affordable fuel supply chain as well as the selection of
suitable gasification technology and equipment. For the co-gasification system, fuels
and blending ratios have to be selected carefully to maintain a financially viable
operation.

63
Chapter 3
Objectives and scope of the study
3.1 Objectives
The objectives of this research were:
- To review the current literature on gasification technology with an
emphasis on co-gasification of biomass and coal for the syngas
production
- To analyse properties of selected biomass and coal samples in terms of
proximate and ultimate analyses
- To investigate thermochemical behaviour of biomass, coal and their
blends during pyrolysis and combustion processes using the techniques
of Thermogravimetric Analysis (TGA)
- To analyse and compare the composition of syngas produced from
gasification and co-gasification in terms of total combustible gas (TCG),
carbon dioxide which is a main greenhouse gas and energy content
(HHV and LHV).
- To evaluate the effects of fuels fed to the gasification system on the
final product
- To investigate relationships between the ratio of fuels and the syngas
quality under controlled conditions
- To develop a co-gasification model to determine concentration of TCG in
the syngas using an artificial neural network methodology
- To develop a financial model for small scale biomass gasification plants
to investigate the impact of fuel prices on the financial performance.
3.2 Scope of the study
This study focused on investigating the influence of selected biomass, coal and their
blends on the thermochemical behaviour and syngas production at four levels of
blending ratios of biomass to coal (95:5, 90:10, 85:15 and 80:20). These levels were

64
limited by the ability of the gasifier used (a laboratory-scale downdraft fixed bed
gasifier unit for biomass gasification). It covered the investigation of thermochemical
behaviour of the samples and their blends during pyrolysis and combustion using
thermogravimetric analysis (TGA). Kissinger’s corrected kinetic equation was applied to
determine kinetic parameters of the samples and the blends under nitrogen and air
environments using the TGA results. The study also included the analysis of syngas
produced from gasification and co-gasification. The results from the syngas analysis
were used to develop an artificial neural network model to predict the quality of the
syngas as assessed by its combustibility.

65
Chapter 4
Materials and methods
The experiments contained in this research project were carried out in two parts. The
first part studied the thermochemical behaviour of the samples using the TGA
techniques while the second part investigated the syngas production from gasification
and co-gasification, for which a neural network model was also developed and used to
predict the quality of the syngas produced in term of its combustibility. It is important
to address that the design of experiments for the experiments followed scientific
protocols in order to generate reliable data as well as to minimise any variations of the
results.
The design of experiments included defining objectives of the experiment, selecting
experimental variables, selecting the range of the independent variables, selecting
methods for measuring these variables, selecting instruments and tools, as well as
determining the number of data points needed for each type of measurements.
Experimental variables of these two experimental programmes, which consist of
independent variables, dependent variables and control variables, are listed in Table
4–1 and Table 4–2, respectively. To ensure reliability and validity of the research, the
data were collected and averaged over three separate run sessions for each set of
tests.
Table 4–1: Experimental variables for the study of thermochemical behaviour using the
TGA techniques
Type of variables Selected variables
Input factors (Independent variables)
Type of blending samples and blending ratio of the samples
Response variables (Dependent variables)
Activation energy and pre-exponential factor
Control variables Sample pre-treatment, type of carrier gas, gas flow rate, heating rate and temperature program

66
Table 4–2: Experimental variables for the study of syngas production from the
gasification and co-gasification
Type of variables Selected variables
Input factors (Independent variables)
Type of blending samples and blending ratio of the samples
Response variables (Dependent variables)
Syngas quality in terms of combustibility and energy content
Control variables Sample pre-treatment, operating conditions (air flow rate and residence time) and gas treatment
The values of response variables are basically assumed to depend on the values of
input factors. In the study of thermo-chemical behaviours using the TGA technique, the
blending ratio of the samples and type of blending samples were defined as input
factors while activation energy and pre-exponential factor were defined as response
variables.
Response Variable Y = Activation energy
= Pre-exponential factor
Factor A = Types of blending fuels
Factor B = Blending ratios of biomass and coal, % by mass
In the study of the syngas production from gasification and co-gasification, the
blending ratio of the samples and type of blending samples were defined as input
factors while syngas quality in terms of total combustible gas and heating value was
defined as response variables.
Response Variable Y = Combustibility
= Energy content
Factor A = Types of blending fuels
Factor B = Blending ratios of biomass and coal, % by mass
67
For the control groups, these control variables were not changed throughout the tests
because the effect of these variables being changed is not the interesting subject for
these particular experiments. Therefore, the control variables had to be kept constant
so as to minimise their effects on the results.
4.1 Materials
The study used two types of biomass samples and one type of coal sample for both
parts of the experiments. These samples consist of cypress wood chips, macadamia nut
shells and Australian bituminous coal. These two types of biomass fall under two
different biomass categories. Cypress wood chips are wood derived biomass while
macadamia nut shells are agricultural waste biomass. This was to test thermochemical
behaviour and gasification performance from two different categories of biomass as
well as to investigate thermochemical behaviour and co-gasification performance of
the blends between each biomass category and the coal sample. It is also important to
note that the selection of these three types of samples was based upon their wide
local availability in the state of Queensland, Australia.
4.1.1 Cypress wood chips
Cypress wood chips were obtained from a local supplier, Redback Garden Centre
(http://www.redbacklandscaping.com.au/) located in Eight Mile Plains, Queensland,
Australia. The samples were received in a form of chips with average size of 10–50
mm, as shown in Figure 4–1.
Cypress is a common name applied to plants in the family Cupressaceae. The scientific
name of the most common local cypress in Australia is known as Callitris glaucophylla.
It was found that cypress is widely available in the country. The largest areas of forest
in which the local cypress is found are Southern Queensland down to Victoria through
most of Western New South Wales. The majority of cypress in the country is
sustainably harvested from natural regrowth forests. This type of tree usually reaches
a height of up to 25 m with a diameter at breast height of up to 0.6 m. Cypress is very
resilient; it can survive in poor conditions of soil as well as low levels of rainfall. The
heartwood rages in colour from light golden yellow to dark yellow brown while the
68
sapwood colour is usually a pale yellow. Even though cypress is considered as
softwood, its properties are found to relate to those of hardwood. Cypress is suitable
for the use in a broad variety of applications such as constructions, furniture and
landscapes. It is also available as a renewable resource of energy (Queensland
Government, 2012a).
Figure 4–1: Cypress wood chips (Redback Garden Centre, 2012)
4.1.2 Macadamia nut shells
Macadamia nut shells were also obtained from a local grower, Hidden Valley
Plantations (http://www.hvp-macadamias.com/) located in Sunshine Coast,
Queensland, Australia. The grower has dried the macadamias in controlled conditions
to moisture contents below 1.5% and then used a commercial grade cracking machine
to crack the shells. The samples which were a waste from the production of
macadamia nuts were thus received in a cracked form with the average size of 15–20
mm, as illustrated in Figure 4–2. The samples were acquired free of charge since these
shells were the waste from the production of macadamia nuts.
Macadamia nuts are obtained from macadamia trees belonging to the family of
Proteaceae. There are actually nine species of macadamia trees. Macadamia
integrifolia which is native to Queensland appears to be the most common species for

69
commercial growers. It is important to note that Australia has over six million
macadamia trees covering the areas of approximately 17,000 hectares. The country is
ranked as the world's largest macadamia nut producer accounted for 56% of total
production around the world. Macadamia plantings are mostly in the areas of
Queensland to New South Wales with minor plantings in Western Australia. There are
around 850 macadamia growers in the country. In recent years, Australian macadamia
nut production has been reported to be approximately 35,000 tonnes per year
(Australian Macadamia Society, 2012; Queensland Government, 2012b; Rural
Industries Research and Development Corporation, 2012). As a result, a large amount
of macadamia nut shells has become a waste and available in the country. Instead of
being discarded, those nut shells can be used in many applications such as carbon and
plastic products as well as a fuel for energy generation.
Figure 4–2: Macadamia nut shells obtained from Hidden Valley Plantations
4.1.3 Australian bituminous coal
An Australian bituminous coal sample was obtained from the Swanbank Power Station
(http://www.stanwell.com/swanbank-e-power-station.aspx) located in Swanbank, a
suburb of Ipswich, in South East Queensland, Australia. The coal sample was received
in a granular shape with the average size of 10–40 mm, as illustrated in Figure 4–3.

70
Figure 4–3: Bituminous coal obtained from the Swanbank Power Station
Australian bituminous coal, which is considered a high quality black coal, is mainly
found in Queensland and New South Wales. This type of coal is currently used for
power production not only in the country but also for exports. Queensland is a key
player in the coal production; in fact, 190.5 million tonnes of the coal were produced
during 2008 and 2009 (Queensland Government, 2010). As a result, in Australia, coal
still plays a dominant role in electricity production. It was found to generate over 54%
of the country’s electricity used by households, business and industry (Australian Coal
Association, 2012).
4.2 Sample preparation
Sample preparation usually plays a crucial role in experimental studies. It is influenced
by not only the quality of the sample but also the consistency of the sample. In thermal
analysis, temperature variations can be minimised with proper sample preparation. As
this research consisted of two principal parts comprising the study of thermochemical
behaviour using the TGA technique and the study of syngas production from the
gasification and co-gasification in a laboratory-scale downdraft gasifier, the samples for
these two different experimental parts were prepared differently. Sample preparation
is definitely considered to be an important factor for both experiments.
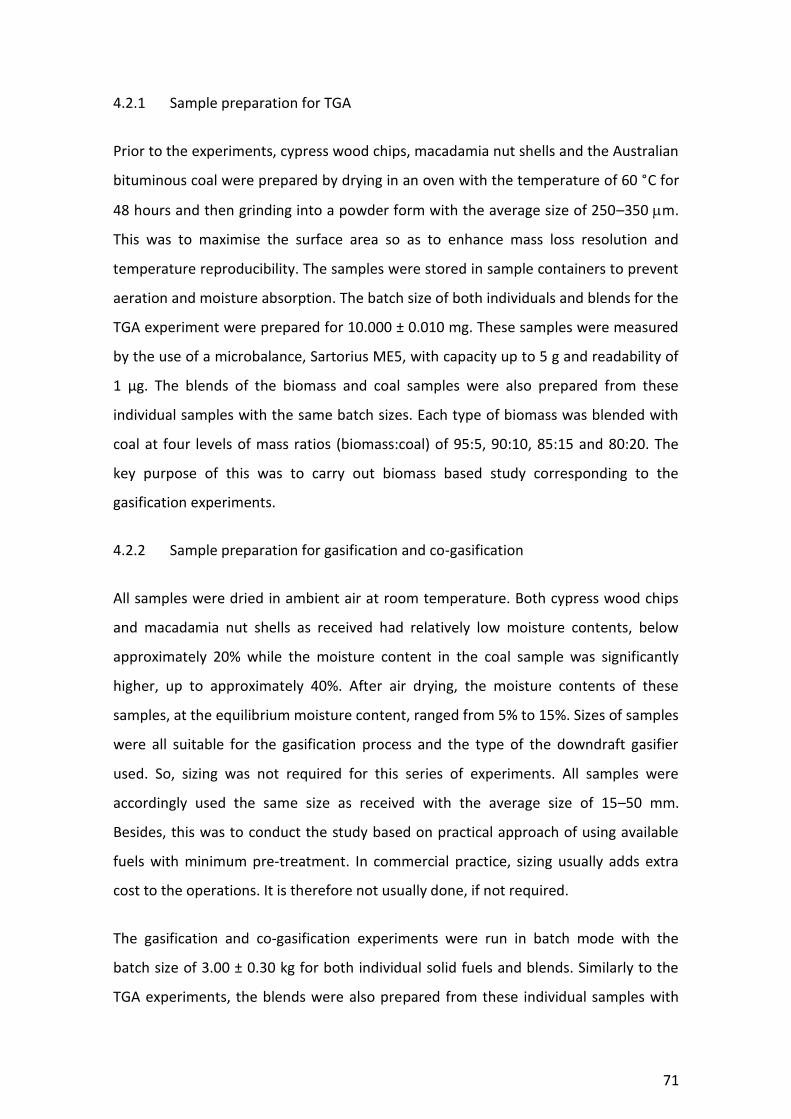
71
4.2.1 Sample preparation for TGA
Prior to the experiments, cypress wood chips, macadamia nut shells and the Australian
bituminous coal were prepared by drying in an oven with the temperature of 60 °C for
48 hours and then grinding into a powder form with the average size of 250–350 m.
This was to maximise the surface area so as to enhance mass loss resolution and
temperature reproducibility. The samples were stored in sample containers to prevent
aeration and moisture absorption. The batch size of both individuals and blends for the
TGA experiment were prepared for 10.000 ± 0.010 mg. These samples were measured
by the use of a microbalance, Sartorius ME5, with capacity up to 5 g and readability of
1 µg. The blends of the biomass and coal samples were also prepared from these
individual samples with the same batch sizes. Each type of biomass was blended with
coal at four levels of mass ratios (biomass:coal) of 95:5, 90:10, 85:15 and 80:20. The
key purpose of this was to carry out biomass based study corresponding to the
gasification experiments.
4.2.2 Sample preparation for gasification and co-gasification
All samples were dried in ambient air at room temperature. Both cypress wood chips
and macadamia nut shells as received had relatively low moisture contents, below
approximately 20% while the moisture content in the coal sample was significantly
higher, up to approximately 40%. After air drying, the moisture contents of these
samples, at the equilibrium moisture content, ranged from 5% to 15%. Sizes of samples
were all suitable for the gasification process and the type of the downdraft gasifier
used. So, sizing was not required for this series of experiments. All samples were
accordingly used the same size as received with the average size of 15–50 mm.
Besides, this was to conduct the study based on practical approach of using available
fuels with minimum pre-treatment. In commercial practice, sizing usually adds extra
cost to the operations. It is therefore not usually done, if not required.
The gasification and co-gasification experiments were run in batch mode with the
batch size of 3.00 ± 0.30 kg for both individual solid fuels and blends. Similarly to the
TGA experiments, the blends were also prepared from these individual samples with

72
mass ratios (biomass:coal) of 95:5, 90:10, 85:15 and 80:20. These levels are limited by
the ability of the biomass downdraft gasifier used. Pure biomass or zero percentage of
coal acted as a baseline for the gasification experiments to compare the quality of the
syngas from each level of blending ratios and to test the hypothesis that higher levels
of coal could improve the syngas quality as assessed by its combustibility.
4.3 Instruments and apparatus
4.3.1 Thermogravimetric Analyser
Thermogravimetric analysis of cypress wood chips, macadamia nut shells, an
Australian bituminous coal and their blends was performed by the use of a
Thermogravimetric Analyser, Netzsch TG 209 F3 Tarsus - Thermo-Microbalance. The
TG 209 F3 Tarsus is composed of three main parts including measuring part TG 209 F3,
circulating bath cooler and a personal computer system. The instrument is equipped
with a thermostat which is used to operate the instrument by handling thermostatic
control of instrument components related to the measurement. The measuring part
TG 209 F3 and its cross sectional image of are illustrated in Figure 4–4
Figure 4–4: The measuring part and its cross sectional image (Netzsch 2010)
The measuring part TG 209 F3 is made up of thermo microbalance system, furnace,
purge gas system and data collection system. The thermo microbalance system
contains a sample holder that resides in a furnace above the microbalance. The sample

73
holder is connected to the microbalance by a sample holder support. The
microbalance, which is enclosed by a tight housing, operates in accordance with the
concept of electromagnetic power compensation. It is thermostatically controlled in
order to prevent temperature influences. A sample is placed on the sample holder and
heated by a furnace which is enclosed by a cooling jacket. The thermostatic process is
carried out by water circuit. The thermocouple is included in the furnace through the
heating coil. The thermostatic control and radiation shield are used to avoid the
influence of heat emitted from the furnace on the balance system, which may result in
incorrect data. A purge gas is used to control the environment of the sample. This can
be oxidising, inert, static or dynamic atmosphere. The purge gas, under controlled
parameters, flows into the furnace and exits through an exhaust. The TG 209 F3 Tarsus
is a top loader with the reliable vertical construction which is safe and easy to use. The
sample temperature is accurately detected by a thermocouple in direct contact with a
sample crucible.
Netzsch TG 209 F3 Tarsus can measure the amount of mass change in a sample with a
resolution of 0.1 µg as a function of increasing temperature up to 1,000 °C. A heating
rate is selectable from 0.001 to 50 K/min while a cooling time ranges from 20 to 25
minutes (from 1000°C to 100°C). The instrument runs under Proteus Software on the
Microsoft Windows operating system. The software includes all important features
required for carrying out a measurement and evaluating the resulting data. Also, the
Proteus Software allows sophisticated analysis with a variety of functions such as mass
changes in mg or percentage, evaluation of mass changing steps, determination of the
residual mass, determination of mass-/temperature pair of variates, peak
temperatures of the 1st and 2nd derivative of the curve of mass changes, extrapolated
onset and endset, automatic baseline and buoyancy correction and so forth. The TG
209 F3 Tarsus facilitates reliable and automatic operation with microprocessor control
as well as provides digital data processing and acquisition using a personal computer.
4.3.2 Gasifier
The gasification and co-gasification experiments were run on a laboratory-scale
downdraft fixed bed gasifier unit through a wide range of chemical reactions and
74
processes to generate syngas. The gasifier unit was acquired from All Power Labs LLC
(http://www.gekgasifier.com/) located in Berkeley, CA, the United States. All Power
Labs LLC is a leading manufacturer for a very small-scale downdraft biomass
gasification system. This gasification unit is a stand-alone configuration, principally
designed for biomass gasification. It includes fixed bed reactor, fuel hopper, cyclone
system, gas and ash cowling, packed bed filter, ejector venturi gas pumping and burner
as shown in Figure 4–5.
Figure 4–5: The downdraft fixed bed gasifier unit (All Power Labs 2010)
This downdraft gasifier unit is able to run and test many customisations in small scale
biomass gasification. The reactor is a nozzle and imbert type downdraft gasifier made
from three basic part types which consist of vessel tubes, flange rings and end plates.
The downdraft gasifier unit was designed to generate low tar syngas that can be used
to run 5–20 horsepower gas engines or up to 15 kW (1 hp = 0.7457 kW). All types of
biomass and small blending ratios with coal (up to 20%) are suitable for the gasifier
unit.
The downdraft gasifier unit is a separate assembly that attaches into a gas cowling and
ash handling base. All components can be adjusted, replaced and reassembled using
standardised bolts to flanges. This unit was received from the manufacturer in ready to
assemble components; therefore, it required final assembly. The fixed bed downdraft
reactor, fuel hopper and gas cowling were bolted into a single vertical assembly. The

75
filter housing was bolted on the top of the cyclone which was attached to the reactor
through the gas outlet flange of the cyclone while the ejector venturi and burner are
attached on the filter housing. The CAD drawing of the downdraft reactor with air
preheating tubes is illustrated in Figure 4–6.
Figure 4–6: The CAD drawing of the downdraft reactor (All Power Labs 2010)
The key steps for the assembly of the unit to give a desired gasifier configuration are
presented here. The assembly can be divided into six parts encompassing gas cowling
assembly, downdraft reactor insert assembly, cyclone and filter assembly, ejector
venturi and swirl burner assembly, manometer, as well as lid and stir bar. The steps
required for the gas cowling assembly consisted of attaching the bottom plate,
attaching legs, adding ash port lid, inserting ash rotary grate and inserting insulation.
The downdraft reactor insert assembly was composed of attaching gas lines, installing
reduction bell, inserting air inlet nozzles, assembling reactor insert and gas cowling,
installing stainless steel reactor insulation and assembling ignition port. To increase the
insulation around the reduction bell, an insulating material which can be charcoal dust,

76
ash, perlite or pumice can be added into the annular ring of the reactor. For this study,
ash was used.
For cyclone and filter, the key assembly steps included attaching the cyclone to the gas
cowling, attaching Mason jar and installing packed bed filter. Ejector venturi and swirl
burner assembly required installing the ejector venturi and attaching the swirl burner
to the ejector venturi. Then, the last steps consisted of installing the manometer and
attaching the lid and stir bar. Sealing is considered as an important factor for the final
assembly of the gasification unit in order to avoid compromising the system and
resulting in failed runs and leaking of syngas. Thus, clay weather stripping was used for
all attachment of metal to metal flange as air tight sealant. Moreover there were
several measuring tools which had to be incorporated into the gasifier unit. These tools
consisted of a two channel digital thermocouple reader (type K), two type K soft
thermocouples 40” (1020 mm) long, one type K hard probe of 24″ (610 mm) length
with handle (Omega instrument) and a low pressure water manometer including a dual
column manometer.
4.3.3 Gas Chromatograph/Mass Selective Detector (GC/MSD)
The composition of the syngas produced from the gasification process of the solid fuels
and their blends was analysed by the use of Agilent Technologies 6890 Series Gas
Chromatograph with Agilent Technologies 5973Network Mass Selective Detector, as
presented in Figure 4–7.
Key components of the GC/MS instrument include injectors, ovens, columns and
transfer lines. Injectors are used to introduce the sample into the GC column. There
are two modes of injection commonly employed for capillary GC. These modes consist
of split and splitless. The selection of injection mode is dependent on the
concentration of the analyte(s) to be tested in the sample (Concha et al., 2002;
Sparkman et al., 2011). An oven is also a key component of the GC instrument. The GC
oven is used for a gradual increase in temperature, known as ramping. Ramping can
facilitate better separating forces and stationary phase interactions. As the
temperature of the oven increases, the compounds contained within the sample are

77
heated to reach their boiling points. For that reason, compounds that have lower
boiling points are eluted faster than compounds that have higher boiling points (Grob
and Barry, 2004; Sparkman et al., 2011). The Agilent Technologies 6890 GC oven was
used in this study. The capabilities of the Agilent Technologies 6890 GC oven are
summarised in Table 4–3.
Figure 4–7: Agilent 6890 GC with 5973 MSD (Kitmondo 2013)
Table 4–3: Capabilities of the Agilent 6890 GC oven
Capability Range
Temperature range –80 °C (liquid N2) or –60 °C (CO2) to the configured limit
Maximum temperature 450 °C
Temperature programming up to 6 ramps
Maximum run time 999.99 minutes
Temperature ramp rates 0 to 120 °C/min, conditional on instrument configuration
In Gas Chromatography, the column is the core of the system since separation of
sample components occurs at the GC column and a stationary phase. Basically, sample
components are injected into the GC column and carried via a stationary phase. There
are a variety of types of GC column. These can be principally classified into packed

78
columns and open tubular columns (also known as capillary columns). Open tubular
columns can be furthermore classified into three types including support-coated open
tubular (SCOT), wall-coated open tubular (WCOT) and porous-layer open tubular
(PLOT). Choosing the most suitable column is considered to be of great importance for
an analysis (Hoffman and Stroobant, 2007). The GC column selected in this study was
Agilent Technologies Agilent J&W GS-GasPro GC Column, Model 113-4332. The GS-
GasPro capillary column is a unique bonded PLOT column that is suitable for ambient
and higher temperature analysis of C1 to C12 hydrocarbons, CO2, sulphur gases and a
range of volatile inorganic gases. High surface area along with a bonded phase
technology allows the GS-GasPro column to be efficient and rinsible. This type of
column is very functional GC/MS applications since it has no particles to dislodge.
Retention stability of the GS-GasPro column is not affected by water. CO and CO2 can
be moreover separated on a single column. The GS-GasPro 113-4332 GC Column has
an inner diameter (ID) of 0.32 mm, length of 30 m and temperature range of - 80 to
260/300 °C.
A transfer line typically contains fused silica; it is used to transfer sample components
from the Gas Chromatograph to the Mass Detector. It basically serves as a connection
between the GC machine and the MS machine; therefore, it becomes essential that
the distance between these instruments is kept to a minimum. The transfer line is
often heated but it can be non-heated for more specialised use. It is usually connected
directly to the GC column. The exposed area of the line is insulated. This is to ensure
that heat is retained and components are eluted properly. Voids in the transfer lines
can cause retention time or noise ratio in the Mass Detector. These voids are often
experienced once there is a gap between connections of the transfer line. Even a small
gap can lead to many unexpected results. To reduce or eliminate gaps, it is necessary
to routinely check the connections for voids. Moreover, the transfer line needs to be
changed when it is cracked from age or has a build-up of other compounds bound to
its walls (Daas, 2007).
The Agilent Technologies 6890 GC is equipped the Agilent Technologies 5973Network
Mass Selective Detector, as shown in Figure 4–7. This Mass Selective Detector (MSD)
79
was designed for the use as a capillary Gas chromatography detector with 6890 Plus
Series Gas Chromatograph. It can operate on 200–240 VAC with no cooling water or
compressed air required. The MSD is a transmission quadrupole Mass Spectrometer
for quantitative and qualitative analysis. It offers true electron ionisation (EI) spectra
with the standard EI source. Operation of chemical ionisation (CI) is also available with
optional positive and negative chemical ionisation (PCI/NCI) ion source.
4.3.4 Mass Spectrometer (MS)
The Pfeiffer Vacuum ThermoStar GSD 301 T Benchtop Mass Spectrometer, as
presented in Figure 4–8, was also used to analyse the syngas composition. The design
of the ThermoStar system consists of an inlet housing, capillary heater and vacuum.
The display panel is used to indicate heater and pump control. The heater for the
capillary tube, which is typically a quartz tube but sometimes a stainless steel tube, can
be adjusted to suit the gas analysis. The quartz capillary tube is insulated with silicon
and placed outside the unit. The quartz capillary tube can be operated in a wide
temperature range, up to 200 °C. Injecting of the sample into the capillary tube allows
for the sample to heat up and travel through the Pfeiffer vacuum. The vacuum is
equipped to assist in identification and analysis of the sample. More controls and
checks can be performed through the connection of the vacuum to a computer. Test
gas including the carrier gas or air can be run to ensure that the instrument operates
properly.
Figure 4–8: ThermoStar GSD 301 T Mass Spectrometer (ALT Inc 2011)
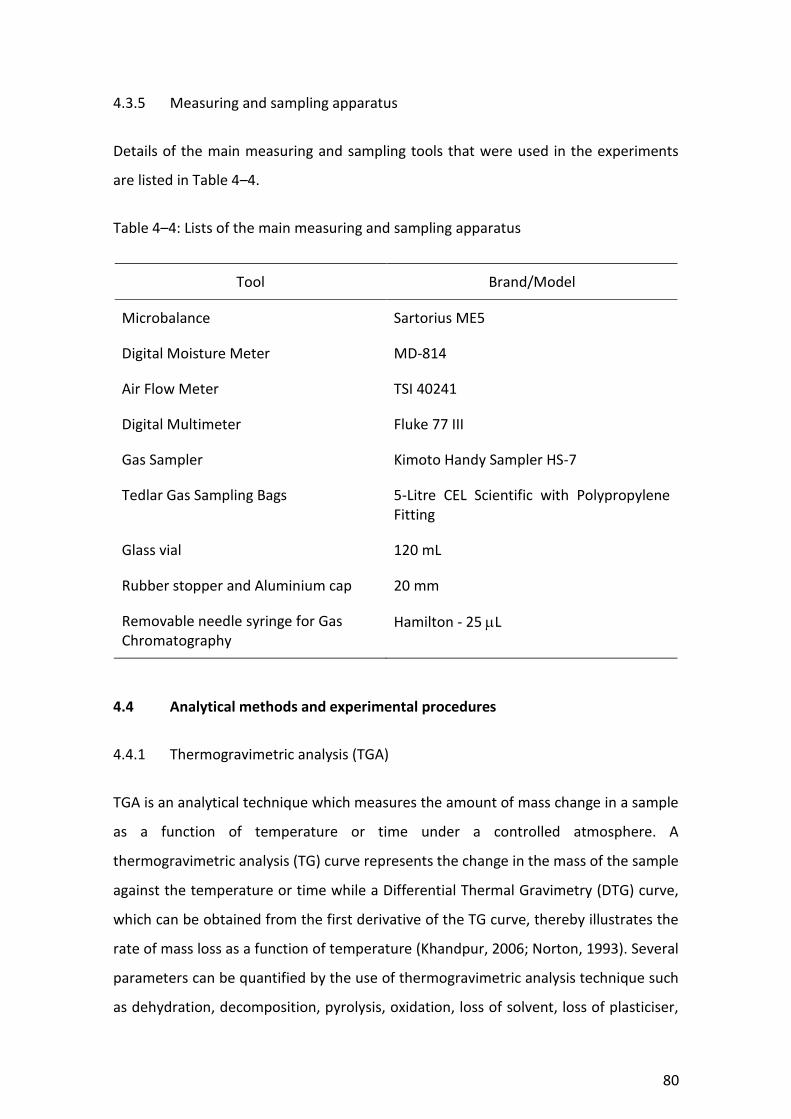
80
4.3.5 Measuring and sampling apparatus
Details of the main measuring and sampling tools that were used in the experiments
are listed in Table 4–4.
Table 4–4: Lists of the main measuring and sampling apparatus
Tool Brand/Model
Microbalance Sartorius ME5
Digital Moisture Meter MD-814
Air Flow Meter TSI 40241
Digital Multimeter Fluke 77 III
Gas Sampler Kimoto Handy Sampler HS-7
Tedlar Gas Sampling Bags 5-Litre CEL Scientific with Polypropylene Fitting
Glass vial 120 mL
Rubber stopper and Aluminium cap 20 mm
Removable needle syringe for Gas Chromatography
Hamilton - 25 L
4.4 Analytical methods and experimental procedures
4.4.1 Thermogravimetric analysis (TGA)
TGA is an analytical technique which measures the amount of mass change in a sample
as a function of temperature or time under a controlled atmosphere. A
thermogravimetric analysis (TG) curve represents the change in the mass of the sample
against the temperature or time while a Differential Thermal Gravimetry (DTG) curve,
which can be obtained from the first derivative of the TG curve, thereby illustrates the
rate of mass loss as a function of temperature (Khandpur, 2006; Norton, 1993). Several
parameters can be quantified by the use of thermogravimetric analysis technique such
as dehydration, decomposition, pyrolysis, oxidation, loss of solvent, loss of plasticiser,
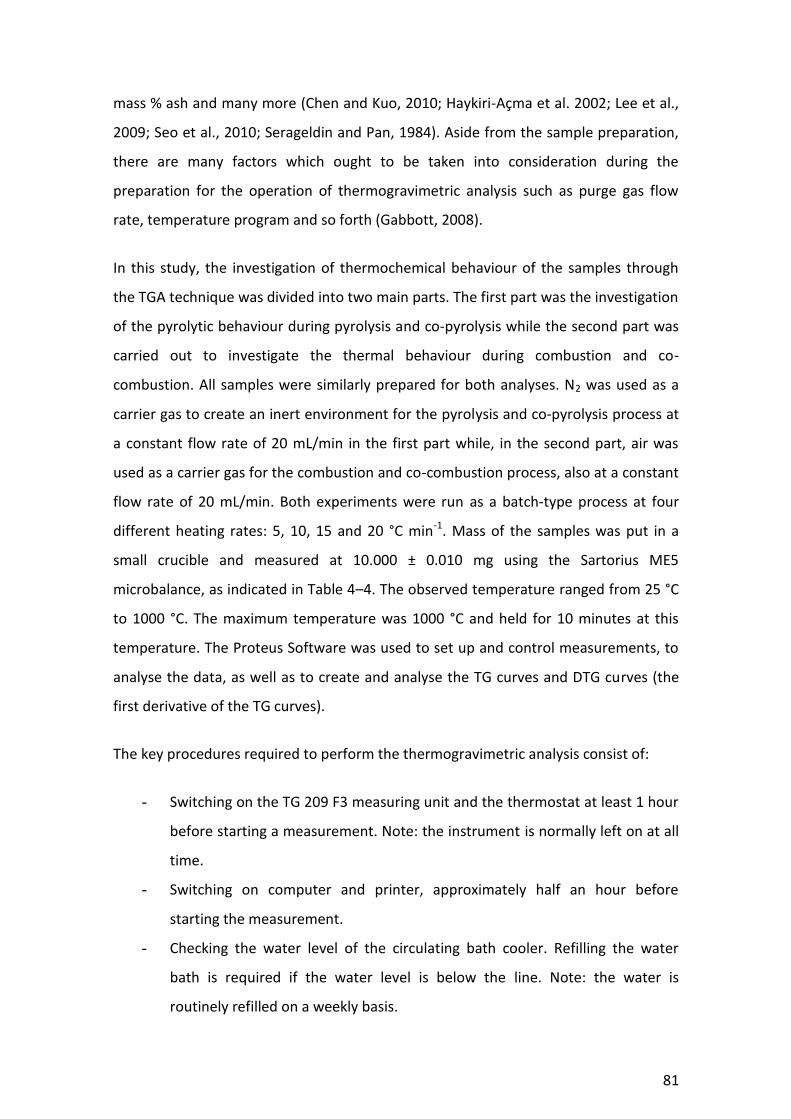
81
mass % ash and many more (Chen and Kuo, 2010; Haykiri-Açma et al. 2002; Lee et al.,
2009; Seo et al., 2010; Serageldin and Pan, 1984). Aside from the sample preparation,
there are many factors which ought to be taken into consideration during the
preparation for the operation of thermogravimetric analysis such as purge gas flow
rate, temperature program and so forth (Gabbott, 2008).
In this study, the investigation of thermochemical behaviour of the samples through
the TGA technique was divided into two main parts. The first part was the investigation
of the pyrolytic behaviour during pyrolysis and co-pyrolysis while the second part was
carried out to investigate the thermal behaviour during combustion and co-
combustion. All samples were similarly prepared for both analyses. N2 was used as a
carrier gas to create an inert environment for the pyrolysis and co-pyrolysis process at
a constant flow rate of 20 mL/min in the first part while, in the second part, air was
used as a carrier gas for the combustion and co-combustion process, also at a constant
flow rate of 20 mL/min. Both experiments were run as a batch-type process at four
different heating rates: 5, 10, 15 and 20 °C min-1. Mass of the samples was put in a
small crucible and measured at 10.000 ± 0.010 mg using the Sartorius ME5
microbalance, as indicated in Table 4–4. The observed temperature ranged from 25 °C
to 1000 °C. The maximum temperature was 1000 °C and held for 10 minutes at this
temperature. The Proteus Software was used to set up and control measurements, to
analyse the data, as well as to create and analyse the TG curves and DTG curves (the
first derivative of the TG curves).
The key procedures required to perform the thermogravimetric analysis consist of:
- Switching on the TG 209 F3 measuring unit and the thermostat at least 1 hour
before starting a measurement. Note: the instrument is normally left on at all
time.
- Switching on computer and printer, approximately half an hour before
starting the measurement.
- Checking the water level of the circulating bath cooler. Refilling the water
bath is required if the water level is below the line. Note: the water is
routinely refilled on a weekly basis.

82
- Opening the TG 209 F3 measuring unit (the furnace lid on the top)
- Pressing the push button (on the left side of the TG 209 F3 measuring unit) to
move the sample holder into the top position.
- Placing an empty crucible for baseline (correction measurement)
- Ensuring that the crucible has been correctly placed on the centre by looking
from the top view
- Pressing the push button (on the left side of the TG 209 F3 measuring unit) to
move the sample holder back into the bottom position
- Closing the measuring unit (the furnace lid on the top)
- Starting the TG 209 F3 measurement program (Proteus Software)
- Setting the amount of gases required
- Following the steps as shown in Figure 4–9 to create a baseline
File Menu
New
TG 209 F3 Test Parameters
Measurement Type: Correction
Open Temperature Recalibration
Set Temperature Program
Set Evacuation (if required)
Define File Name
The program switches to the
Adjustment Menu
Figure 4–9: Flow chart to create a baseline (Netzsch 2010)
- Setting the Initial Cond. ON
83
- Starting the measurement, after the TG signal is stable
- Preparing and weighing the sample (as stated in Section 4.2.1)
- Opening the measuring unit (the furnace lid on the top)
- Pressing the push button (on the left side of the instrument) to move the
sample holder into the top position
- Placing the sample crucible
- Ensuring that the crucible has been correctly placed on the centre by looking
from the top view
- Pressing the push button to move the sample holder back into the bottom
position
- Closing the measuring unit (the furnace lid on the top)
- Following the steps as shown in Figure 4–10 to combine the correction
measurement with the sample measurement
File Menu
Open
Use File from Correction Measurement!
Measurement Type: Sample + Correction
Define Test Parameters
Open Temperature Recalibration
Accept Temperature Program
Define File Name
The program switches to the
Adjustment Menu
Figure 4–10: Flow chart to perform a TGA measurement (Netzsch 2010)

84
- Setting the Initial Cond. ON
- Starting the measurement, after the TG signal is stable
- After the measurement is finished, pressing the push button (on the left side
of the instrument) to move the sample holder to the top position
- Removing the sample crucible
- Opening the Proteus Analysis program. The analysis can be carried out
through the Proteus Software
4.4.2 Operation of the gasification unit
The gasification and co-gasification experiments were operated as a batch-type
process using air as a gasifying agent. It was carried out in accordance with proper
safety precautions. The key experimental procedures for the process of gasification
and co-gasification of the solid fuels and their blends were broken down into three
parts including preparation procedures, starting up and running procedures and
shutting down procedures. Schematic of the operation of the gasification unit is
illustrated in Figure 4–11.
Figure 4–11: Schematic of the operation of the gasification unit
4.4.2.1 Preparation procedures
- The bottom of the downdraft reactor and the reduction bell were filled to
about 25 mm above the nozzles with charcoal in the size range of 15 to 25
mm diameter. Care was taken to avoid generating dust which may foul the

85
reduction process on start-up. The ash grate was turned vigorously to ensure
the charcoal settled in the reactor.
- The solid fuel (cypress wood chips or macadamia nut shells) or the blend of
biomass and coal was added to the top of the reactor. It was made sure that
the solid fuel or the blend was properly prepared as indicated in Section 4.2.2
Sample preparation for gasification and co-gasification.
- The ash grate was turned again to check that the solid fuel or the blend was
settled properly.
- The lid seal was checked prior to closing of the reactor. Nuts on the lid were
tightened to make sure that no leaks would occur.
4.4.2.2 Starting up and running procedures
- The downdraft reactor was started with the lid on. The lighting fluid, which
was 50 to 100 millilitres of Methylated Spirits, was injected into the reactor
through the ignition port.
- The regular air inlet on the top of the downdraft reactor was closed using the
1-inch cap.
- The flare side gate valve was opened. The compressed air valve was opened
until 1–2 (25–50 mm) inches of H2O in the reactor manometer was achieved.
The manual premix air valve was closed.
- It was rechecked that all caps and plugs were in place to ensure no air leaked
into the gasifier.
- The downdraft reactor was lit through the ignition port by using a hand held
propane torch.
- The air inlet cap was then taken off when the ignition was established. This
usually took about two to five minutes.
- The flare was lit to assist in burning off the tar and steam smoke during start
up. The handheld propane torch flame was held at the bottom of the flare
swirl burner until a large pilot flame was obtained. This also helped in
removing the tar until the stable syngas flame was achieved.
86
- The handheld propane torch was turned off. Care was taken in avoiding
breathing in unburned gas.
- The compressed air valve was adjusted to operate approximately 3–8 (76 –
200 mm) inches of H2O in the reactor manometer.
- (Optional) The manual premix air valve could be adjusted to add more or less
air to the syngas to achieve proper combustion in the flare.
- The air flow rate, bed temperature, pressure, gas flow rate were monitored
and recorded every two minutes.
- The level of the solid fuel or the blend was monitored approximately every
five minutes through the fill port in the data tables, based on the
experimental design.
- The gas sampler (Kimoto Handy Sampler HS-7) was used to pump the syngas.
Then the syngas was collected in a Tedlar gas sampling bag (5 Litter CEL
Scientific).
4.4.2.3 Shutting down procedures
- The compressed air valve was closed to stop the reactions and allow the
downdraft reactor to cool down.
- The manual premix air valve and the flare side gate valve were closed. The air
inlet was capped. Very little to no gas exited the reactor when the reactor was
cool.
4.4.3 The use of GC/MS and MS techniques to analyse the syngas
Syngas produced from the gasification process is mainly composed of carbon
monoxide, hydrogen, methane, carbon dioxide, steam, oxygen and nitrogen. The
GC/MS and MS analytical methods were adopted for the analysis of the syngas.
The Gas Chromatography (GC) is an analytical method that measures the content of
organic compounds in a sample. To increase the ability to identify the information
produced from the Gas Chromatograph, it is commonly linked with a Mass
Spectrophotometer. It is thereby called Gas Chromatography Mass Spectrometry or
GC/MS (Grob and Barry, 2004; Niessen, 2001). The GC/MS is one of the most

87
established and the best analytical techniques available for the identification and
quantitation of many organic compounds contained in complex matrices. The GC part
separates a sample which is usually a mixture of compounds into individual
compounds while the MS part quantifies and identifies those compounds by the mass
of analyte molecule. The GC/MS instrument is widely used in a range of fields such as
environmental science, forensics, health care, medical research, biological research,
health and safety and food science (Grob and Barry, 2004).
When using the GC method, a mixture of organic compounds is injected into the inlet
valve and the mixture then passes through into the GC column where it is heated and
separated into its constituents. With the aid of a carrier gas, the mixture is pushed into
the detector. A schematic of the injector with septum purge is illustrated in Figure 4–
12.
Figure 4–12: Schematic of the injector with septum purge (Chasteen 2000)
As noted above, the split and splitless techniques are two common modes of injections
for capillary GC. The split mode is mostly used for higher concentration samples while
the splitless mode is suitable for lower concentration samples. In split mode, the
sample is injected and vaporised into the carrier gas. The majority of the sample passes
out the split vent to atmosphere while only a small amount of the sample flows into
the GC column, usually about 1–2%. Thus, the split injection is not appropriate for
ultra-trace analysis (Concha et al., 2002; Sparkman et al., 2011). In this study, the split

88
mode was applied in order to narrow analyte band on the column and to protect the
column from non-volatile components of the sample.
The GC technique separates organic compounds by their volatility or retention time.
Basically, smaller molecules travel through a GC column more quickly compared to
larger molecules. It is based upon the principle that the separation of the mixture into
individual compounds occurs when heated. The heated sample is carried through a GC
column with an inert gas, commonly helium (Grob and Barry, 2004; Niessen, 2001).
Helium was used as a carrier gas for the gas analysis in this study. The development of
operating methods for the GC/MS technique involves understanding of the melting
point(s) of the compound(s) being analysed. The understanding of the melting point of
the compound contributes to better volatilisation of the sample. Moreover, the sample
ought to be transferred through the column in as narrow a band as possible with the
absence of air. The column serves the purpose of separating the components of the
mixture while decreasing the broadness of the band corresponding to the compound.
The column pushes the components through it and allows for the components to be
eluted as a sharp peak. This can maximise the signal to noise ratio for each analyte
analysed (Sparkman et al., 2011). The methods and instruments used to analyse the
composition of the syngas in this study are listed in Table 4–5.
Table 4–5: Methods and instruments used to analyse composition of the syngas
Composition of Syngas Method Instrument
CO GC/MS Agilent 6890 GC with 5973 MSD
H2, CH4, CO2, H2O, O2 and N2 MS ThermoStar GSD 301 T MS
4.4.3.1 Analysis of CO in the syngas
The GC/MS instrument (Agilent 6890 GC with 5973 MSD) was used in this study to
detect carbon monoxide content in the syngas. Control parameters of the GC
instrument used in this study is accordingly summarised in Table 4–6.

89
Table 4–6: Control parameters of the GC instrument (6890 GC method) for carbon
monoxide analysis
Oven
Initial temp: 27 °C (On)
Initial time: 3.00 min
Ramps:
# Rate Final temp Final time
1 0.0 (Off)
Post time: 0.00 min
Post time: 0.00 min
Run time: 3.00 min
Maximum temp: 325 °C
Equilibration time: 0.50 min
Front Inlet (CIS3)
Mode: Split
Initial temp: 0 °C (Off)
Pressure: 3.35 psi (On)
Split Ratio: 1:1
Split Flow: 2.0 mL/min
Total Flow: 7.0 mL/min
Gas saver: Off
Gas Type: Helium
Back Inlet: (Unknown)
Column 1 Column 2
Capillary Column
Model No.: Agilent 113-4332
GS-GasPro, 0.32 mm * 30 m
Max temperature: 300 °C
Nominal length: 30.0 m
Nominal diameter: 320 m
Nominal film thick’: 0.00 m
Mode: Constant pressure
Pressure: 3.35 psi
Nominal initial flow: 2.0 mL/min
Average velocity: 51 cm/sec
Inlet: Front Inlet
Outlet: MSD
Outlet pressure: Vacuum
(Not Install)
90
Key procedures of analysis of carbon monoxide in the syngas using the GC/MS
instrument are composed of:
- Generating the acquisition and quantitation method through GC/MS Selected
Ion Monitoring (SIM) technique.
- Preparing a set of carbon monoxide standards with known concentrations.
Noted: the carbon monoxide standard solution was prepared in glass vials. It
was diluted with Nitrogen to eight different concentrations consisting of 0.1%
or 1000 ppm, 0.5% or 5000 ppm, 1%, 2%, 5%, 10%, 15% and 20%.
- Running the analysis of all carbon monoxide concentrations through the SIM
technique to find out their corrected areas.
- Using Microsoft Excel to create the calibration curve based on the
measurements of the corrected areas of the known carbon monoxide
concentrations in order to determine the concentration of unknown samples.
Note: the known concentrations were put on the X axis and the corrected
areas were put on the Y axis. The results are shown in Figure 7–1.
- Using Microsoft Excel to calculate the regression line equation for the
calibration curve.
- Running the analysis of the syngas to find out its carbon monoxide content
corresponding to the regression line equation.
4.4.3.2 Analysis of H2, CH4, CO2, H2O, O2 and N2 in the syngas
In this study, the MS instrument (Pfeiffer Vacuum ThermoStar GSD 301 T Mass
Spectrometer) was used to measure hydrogen, methane, carbon dioxide, steam,
oxygen and nitrogen content in the syngas. The basic principle of the MS instrument is
to produce ions from inorganic or organic compounds. The instrument separates the
ions based on their mass to charge ratio and detects them both qualitatively and
quantitatively. The sample can be ionised thermally by inputting energy. The common
scheme of the Mass Spectrometer consists of an ion source, a mass analyser and a
detector.

91
The newer MS system, which was used in this study, incorporates vacuums and
automated systems. To identify the analyte, the Mass Spectrometer is considered
destructive. This is due to the process of ionisation and translational motion through
the mass analyser and analysis by the detector. It needs low levels of analyte to
complete analysis of the sample (Becker, 2008; Watson and Sparkman, 2007).
However, in conducting the analysis, some changes may be required to better purity to
identify the analytes in the sample (Schalley and Springer, 2009). The key steps to
perform the measurements of the syngas through the ThermoStar GSD 301 T Mass
Spectrometer consist of choosing operating mode (simulation), calibrating the mass
scale, calibrating the mass spectrometer, in addition to measuring and storing
concentrations.
4.4.4 Neural network modelling procedures
MATLAB 7.11.0 (R2010b) and Neural Network Toolbox 7.0 were applied for the
development of the neural network model. MATLAB is a numerical computing
programme. It allows matrix manipulation, implementation of algorithms, plotting of
data and functions, as well as interfacing with other programming languages. The
Neural Network Toolbox in MATLAB contains a range of tools for designing, training,
visualising as well as simulating neural networks. It offers comprehensive support for
several network paradigms and graphical user interfaces (GUIs) that allow the user to
simply design and manage neural networks. Neural Network Toolbox is also provided
with a useful user guide. Basic process flow for developing a neural network model is
illustrated in Figure 4–13.
Data Preparation
Building Network
Training Network Testing Network
Problem Identification
Figure 4–13: Process flow for developing a neural network
92
Key procedures for developing a neural network using Neural Network Toolbox are
summarised below:
- Problem identification:
Deciding on a problem to solve is the first step in developing an artificial
neural network.
- Data preparation:
Gathering data is then required for the training purposes. General steps of
data preparation take account of data consolidation and cleaning, data
selection and pre-processing, data transformation and encoding (if needed).
- Building network:
In the stage of building the network, it is to choose architecture of the
network which involves determining the number of nodes in input layer and
output layer, the number of hidden layers and their number of nodes, transfer
functions between the layers, weight and bias learning function, as well as
performance function. Custom network architectures for specific problem can
be constructed using Neural Network Toolbox.
- Training network:
Neural Network Toolbox offers a range of training algorithms which are
mathematical procedures employed automatically adjust weights and biases
of the network. A neural network must be trained properly in order to achieve
good generalisation accuracy on new sets of data.
- Testing network:
The final step is to evaluate performance of the model developed. Commonly,
an unseen set of data are used for testing. The evaluation of the performance
can be achieved through statistical analysis, such as mean squared error
(MSE) and regression R value (R).
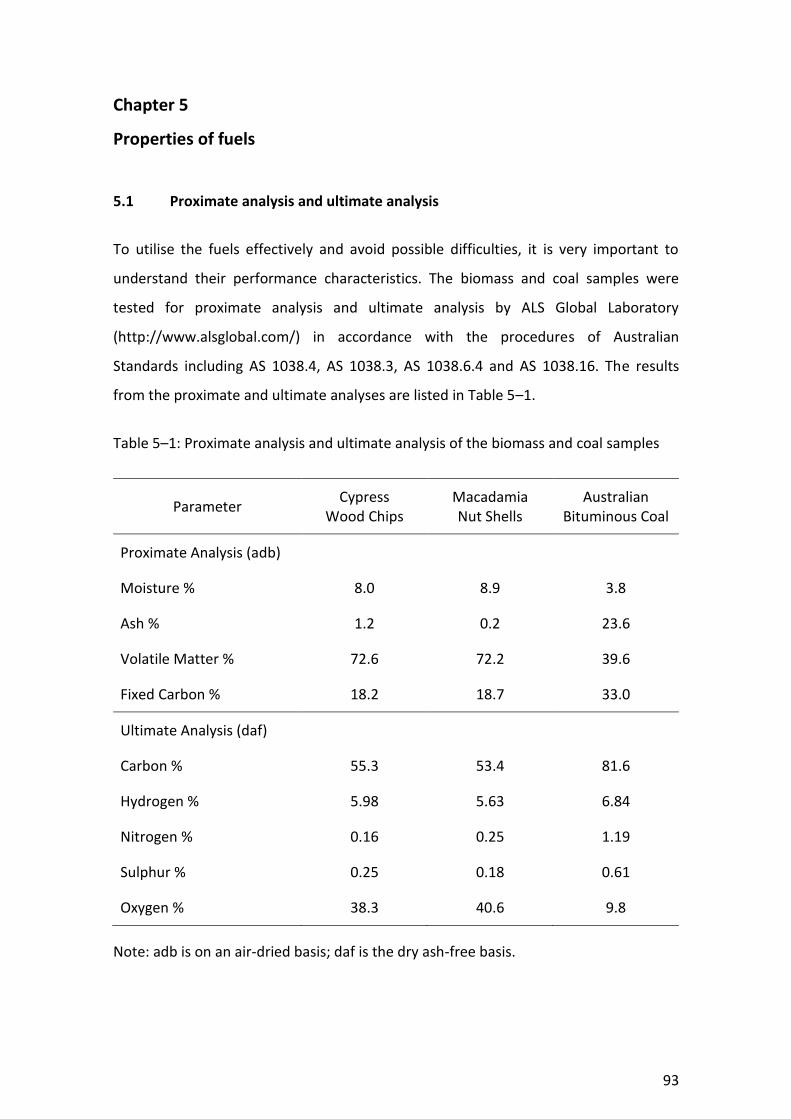
93
Chapter 5
Properties of fuels
5.1 Proximate analysis and ultimate analysis
To utilise the fuels effectively and avoid possible difficulties, it is very important to
understand their performance characteristics. The biomass and coal samples were
tested for proximate analysis and ultimate analysis by ALS Global Laboratory
(http://www.alsglobal.com/) in accordance with the procedures of Australian
Standards including AS 1038.4, AS 1038.3, AS 1038.6.4 and AS 1038.16. The results
from the proximate and ultimate analyses are listed in Table 5–1.
Table 5–1: Proximate analysis and ultimate analysis of the biomass and coal samples
Parameter Cypress
Wood Chips Macadamia Nut Shells
Australian Bituminous Coal
Proximate Analysis (adb)
Moisture % 8.0 8.9 3.8
Ash % 1.2 0.2 23.6
Volatile Matter % 72.6 72.2 39.6
Fixed Carbon % 18.2 18.7 33.0
Ultimate Analysis (daf)
Carbon % 55.3 53.4 81.6
Hydrogen % 5.98 5.63 6.84
Nitrogen % 0.16 0.25 1.19
Sulphur % 0.25 0.18 0.61
Oxygen % 38.3 40.6 9.8
Note: adb is on an air-dried basis; daf is the dry ash-free basis.

94
The results from the proximate analysis indicated that cypress wood chips and
macadamia nut shells had relatively similar approximate composition. Volatile matter
of cypress wood chips and macadamia nut shells was 72.6% and 72.2% respectively,
while volatile matter of the Australian bituminous coal was only 39.6%. The higher
volatile matter of both types of biomass would have more impact on the
devolatilisation process during pyrolysis. On the other hand, the fixed carbon of
cypress wood chips and macadamia nut shells was less than that of coal, being 18.2%,
18.7% and 33.0%, respectively. This suggested that the residue of the coal sample
would be greater than that of both types of biomass samples after decomposition of
the solid residue. Both types of biomass had very much lower ash content than the
coal sample. Even though the ash content in a sample does not have a significant
influence on the composition of the syngas produced, high ash content, typically above
10%, is likely to cause slagging problems in a downdraft gasifier. This is due to melting
and agglomeration of ashes in the gasifier. Therefore, in the co-gasification
experiment, slagging issue was addressed since high blending ratio of the coal sample
could result in blockages of the gasification process.
From the ultimate analysis, concentrations for the key elements C, H and O of these
two types of biomass were comparable. This indicated that cypress wood chips and
macadamia nut shells had relatively similar absolute elemental composition. However
differences in the key elements were found between the biomass samples and coal.
Both types of biomass samples had a low percentage of carbon and a high percentage
of oxygen compared to the coal sample. The comparison of chemical compositions of
the respective samples is illustrated in Figure 5–1.
As shown in Figure 5–1, carbon was the principal component of the coal sample, found
at 81.6%, while the coal sample had only 9.8% of oxygen. On the other hand, cypress
woodchips and macadamia nutshells had 55.3% and 53.4% of carbon and 38.3% and
40.6% of oxygen, respectively. It can be noticed that percentages of carbon, hydrogen,
nitrogen, sulphur and oxygen of both types of biomass were almost the same.
Therefore these two types of biomass samples could be assumed to show similar
thermal behaviour during thermochemical conversion processes.

95
Figure 5–1: Elemental distribution of the samples
5.2 Determination of heating values of fuels
The heating value of a fuel is an important property as it measures the chemical energy
contained in a quantity of fuel. The heating value of a solid fuel can be mainly
determined by the use of two different methods consisting of measurement and
calculation. In the measurement method, the heating values can be obtained by
combustion of the fuel in a calorimeter. The bomb calorimeter is regarded as the most
common device used for measuring the heating value. On the other hand, the heating
values can be calculated from a number of formulae proposed which are commonly
based on the proximate or ultimate analyses. Higher heating value (HHV) and lower
heating value (LHV) of the biomass and coal samples in this study were not determined
by the measurement method. Instead, heating values were calculated from
correlations in the literature. A close determination of the heating values can be made
with the Milne formula (Energy research Centre of the Netherlands, 2012) and the
Dulong formula (Culp, 1979). The Milne formula has been widely applied for a
determination of the HHV of biomass, while the Dulong formula, which is widely used
for estimating the HHV of coal, tends to have a bias for biomass estimation. Therefore,
in this study, the HHV of biomass was calculated with the Milne formula as presented
in Equation (5–1) and the HHV of coal was calculated with the Dulong formula as
illustrated in Equation (5–2). Moreover, the LHV can be calculated from the HHV by
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Wood chips Nut shells Coal
Mas
s Fr
acti
on Oxygen
Sulphur
Nitrogen
Hydrogen
Carbon

96
subtracting the influence of the moisture and hydrogen contents as presented in
Equation (5–3).
HHVMilne = 34,100·C + 132,200·H – 12,000·O – 12,000·N + 6,860·S – 1,530·Ash (5–1)
HHVDulong = 33,950·C + 144,200·(H – O/8) + 9,400·S (5–2)
LHV = HHV – 2,442·{8.936·H·(1 – M) + M} (5–3)
where C, H, O, N, S and Ash are the mass fractions of carbon, hydrogen, oxygen,
nitrogen, sulphur and ash expressed on a dry basis; M is the mass fraction of moisture
in the samples derived from the proximate analysis. The units of both HHV and LHV are
kJ/kg.
The heating values of the samples are summarised in Table 5–2. If the results from the
analyses are expressed on a dry basis then the Milne formula yields the HHV of the
biomass on a dry basis. The HHV is then converted to the LHV on the as-received or as-
fired basis; hence the inclusion of M in the formula for the LHV above.
Table 5–2: HHV (dry basis) and LHV (as-fired) of the samples
Parameter Cypress Wood Chips Macadamia Nut Shells Australian
Bituminous Coal
HHV, kJ/kg 21,856 20,714 27,061
LHV, kJ/kg 18,727 17,536 24,856
The HHV of cypress wood chips and macadamia nut shells calculated with the Milne
formula was 21,856 and 20,714 kJ per kg, respectively while the HHV of the Australian
bituminous coal calculated with the Dulong formula was higher, being 27,061 kJ per kg.
Furthermore, the heating values of the blends of these samples were estimated from
their mass fractions as shown in Equation (5–4) and Equation (5–5) and then
summarised in Table 5–3.

97
HHVBlend = Zb·HHVbiomass + Zc·HHVcoal (5–4)
LHVBlend = Zb·LHVbiomass + Zc·LHVcoal (5–5)
where Zb is mass fraction of biomass in the blend; and Zc is mass fraction of coal in the
blend.
Table 5–3: HHV and LHV of the individual samples and their blends
Ratio of Biomass to
Coal
Wood chips and Coals Nut shells and Coals
HHV, kJ/kg LHV, kJ/kg HHV, kJ/kg LHV, kJ/kg
100:0 (Pure Biomass)
21,856 18,727 20,714 17,536
95:05 22,116 19,033 21,031 17,902
90:10 22,377 19,340 21,349 18,268
85:15 22,637 19,646 21,666 18,634
80:20 22,897 19,953 21,983 19,000
0:100 (Pure Coal)
27,061 24,856 27,061 24,856
5.3 Summary
Properties of solid fuels can be effectively determined using proximate analysis and
ultimate analysis. Basically, proximate analysis evaluates the approximate composition
of a fuel in terms of moisture, ash, volatile matter and fixed carbon while ultimate
analysis measures the absolute elemental composition in terms of carbon, hydrogen,
nitrogen, sulphur and oxygen. The results from the proximate and ultimate analyses
indicated that cypress wood chips and macadamia nut shells had relatively similar
approximate composition and absolute elemental composition. Similar properties of
cypress wood chips and macadamia nut shells lead one to expect similar performance
characteristics during thermochemical processes. However, major differences between
98
these two types of biomass and the Australian bituminous coal were found in several
properties including volatile matter, fixed carbon, carbon content and oxygen content.
The heating values of these solid fuels were calculated from correlations in the
literature using the results from the proximate and ultimate analyses. The Milne
formula was applied to determine the HHV of the biomass samples while the
determination of the HHV of the coal sample was achieved through the Dulong
formula. The Dulong formula was principally developed for estimating the heating
value of coals; so it tends to have a bias for biomass estimation. The HHV of cypress
wood chips, macadamia nut shells and the Australian bituminous coal was 21,856,
20,714 and 27,061 kJ per kg, respectively. Several properties of the Australian
bituminous coal were found to be more suitable for thermochemical processes than
those of both types of biomass. Adding coal to biomass gasification was accordingly
expected to improve gasification performance.

99
Chapter 6
Investigation of thermochemical behaviour of biomass and coal using
TGA
6.1 Pyrolysis behaviour
Pyrolysis is a thermochemical degradation of solid fuels in the absence of oxygen that
produces volatiles, tar and char (Basu, 2010; Sadhukhan et al., 2008). As well as being
an individual technology for energy systems, pyrolysis is also the initial reaction of both
combustion and gasification processes. Successful gasification of a fuel is determined
not only by the operating conditions but also by properties of the fuel itself. However,
the proximate and ultimate analyses indicated that the biomass samples used in this
study (cypress wood chips and macadamia nut shells) had poorer properties for
thermochemical processes compared to the coal sample (Australian bituminous coal)
in terms of higher moisture content, lower carbon content and lower hydrogen
content. Thus, it can be assumed that the blends of coal as a supplementary fuel with
biomass as a base fuel may foster the thermochemical processes and increase the
quality of the products.
To better understand pyrolysis, which is a complex process due to a number of
thermochemical reactions occurring in parallel and in series, thermogravimetric
analysis (TGA) was carried out to investigate pyrolytic behaviour of biomass, coal and
their blends in the context of thermal decomposition and reaction kinetics.
Thermogravimetric analysis and a kinetic study were used to determine whether
blending coal with biomass could create synergetic effects and interaction during co-
pyrolysis.
6.1.1 Thermal decomposition of the individual samples during pyrolysis
A thermogravimetric (TG) curve represents the percentage mass loss of a sample in
relation to its initial mass. The cypress wood chips, macadamia nut shells and
Australian bituminous coal were individually pyrolysed under a nitrogen environment
at heating rates of 5, 10, 15 and 20 °C min-1. The TG curves of cypress wood chips,
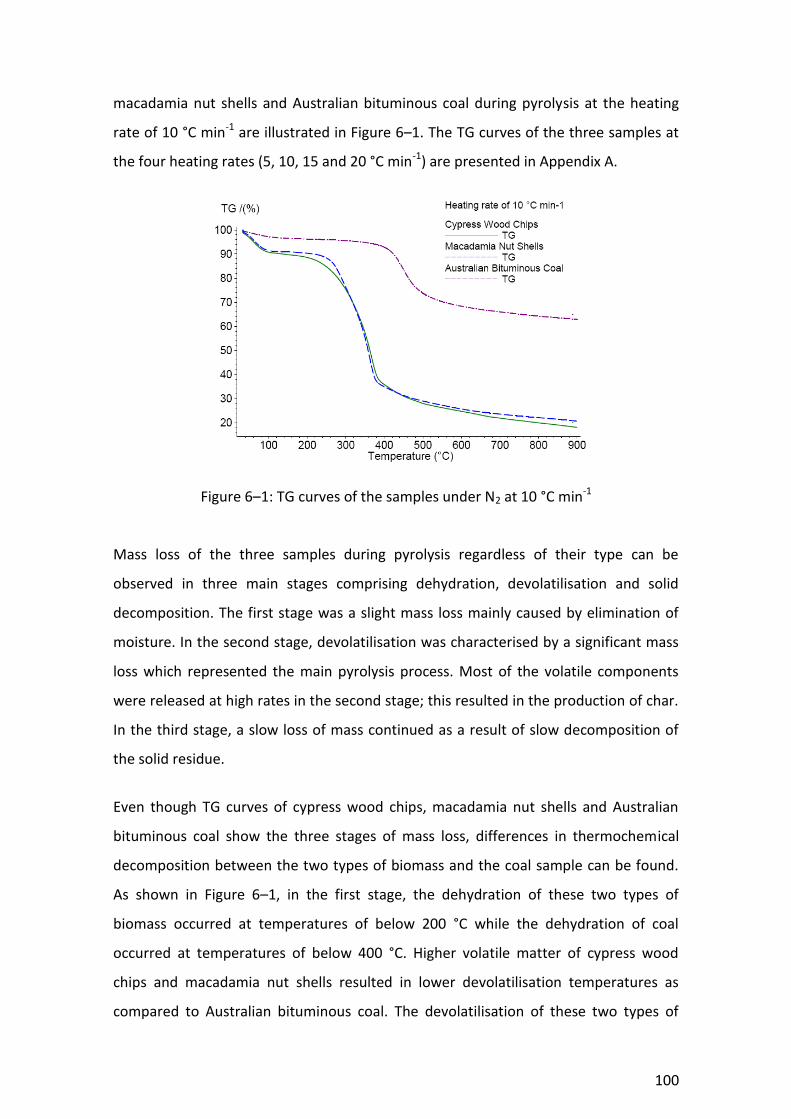
100
macadamia nut shells and Australian bituminous coal during pyrolysis at the heating
rate of 10 °C min-1 are illustrated in Figure 6–1. The TG curves of the three samples at
the four heating rates (5, 10, 15 and 20 °C min-1) are presented in Appendix A.
Figure 6–1: TG curves of the samples under N2 at 10 °C min-1
Mass loss of the three samples during pyrolysis regardless of their type can be
observed in three main stages comprising dehydration, devolatilisation and solid
decomposition. The first stage was a slight mass loss mainly caused by elimination of
moisture. In the second stage, devolatilisation was characterised by a significant mass
loss which represented the main pyrolysis process. Most of the volatile components
were released at high rates in the second stage; this resulted in the production of char.
In the third stage, a slow loss of mass continued as a result of slow decomposition of
the solid residue.
Even though TG curves of cypress wood chips, macadamia nut shells and Australian
bituminous coal show the three stages of mass loss, differences in thermochemical
decomposition between the two types of biomass and the coal sample can be found.
As shown in Figure 6–1, in the first stage, the dehydration of these two types of
biomass occurred at temperatures of below 200 °C while the dehydration of coal
occurred at temperatures of below 400 °C. Higher volatile matter of cypress wood
chips and macadamia nut shells resulted in lower devolatilisation temperatures as
compared to Australian bituminous coal. The devolatilisation of these two types of
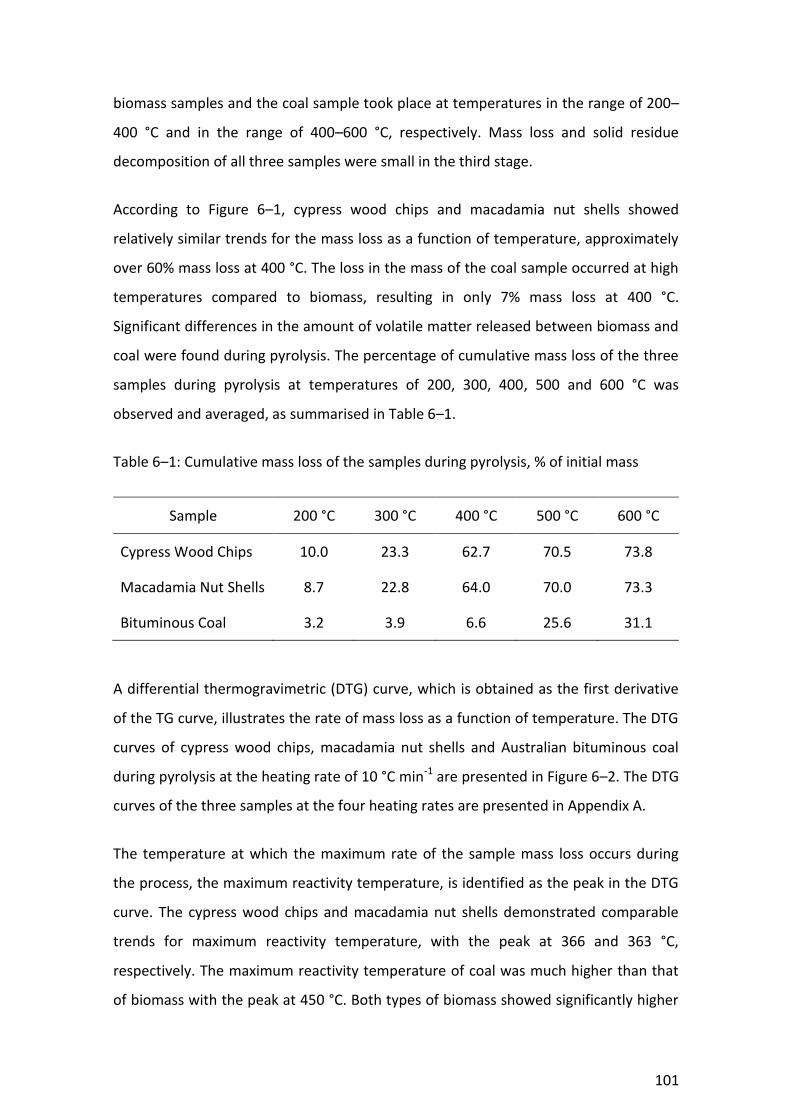
101
biomass samples and the coal sample took place at temperatures in the range of 200–
400 °C and in the range of 400–600 °C, respectively. Mass loss and solid residue
decomposition of all three samples were small in the third stage.
According to Figure 6–1, cypress wood chips and macadamia nut shells showed
relatively similar trends for the mass loss as a function of temperature, approximately
over 60% mass loss at 400 °C. The loss in the mass of the coal sample occurred at high
temperatures compared to biomass, resulting in only 7% mass loss at 400 °C.
Significant differences in the amount of volatile matter released between biomass and
coal were found during pyrolysis. The percentage of cumulative mass loss of the three
samples during pyrolysis at temperatures of 200, 300, 400, 500 and 600 °C was
observed and averaged, as summarised in Table 6–1.
Table 6–1: Cumulative mass loss of the samples during pyrolysis, % of initial mass
Sample 200 °C 300 °C 400 °C 500 °C 600 °C
Cypress Wood Chips 10.0 23.3 62.7 70.5 73.8
Macadamia Nut Shells 8.7 22.8 64.0 70.0 73.3
Bituminous Coal 3.2 3.9 6.6 25.6 31.1
A differential thermogravimetric (DTG) curve, which is obtained as the first derivative
of the TG curve, illustrates the rate of mass loss as a function of temperature. The DTG
curves of cypress wood chips, macadamia nut shells and Australian bituminous coal
during pyrolysis at the heating rate of 10 °C min-1 are presented in Figure 6–2. The DTG
curves of the three samples at the four heating rates are presented in Appendix A.
The temperature at which the maximum rate of the sample mass loss occurs during
the process, the maximum reactivity temperature, is identified as the peak in the DTG
curve. The cypress wood chips and macadamia nut shells demonstrated comparable
trends for maximum reactivity temperature, with the peak at 366 and 363 °C,
respectively. The maximum reactivity temperature of coal was much higher than that
of biomass with the peak at 450 °C. Both types of biomass showed significantly higher

102
mass loss and lower maximum reactivity temperature compared to coal due to their
higher volatile contents. As indicated by the TG and DTG curves, these three stages
manifested as different features on the rate of mass loss, maximum reactivity
temperature and end residue.
Figure 6–2: DTG curves of the samples under N2 at 10 °C min-1
6.1.2 Thermal decomposition of the blends during co-pyrolysis
To investigate synergetic effects and interaction between biomass and coal during co-
pyrolysis, thermal decomposition of their blends was observed. The TG curves of the
blends of cypress wood chips and the Australian bituminous coal and the blends of
macadamia nut shells and the Australian bituminous coal at blending ratios of 95:5,
90:10, 85:15 and 80:20 at the heating rate of 10 °C min-1 are illustrated in Figure 6–3
and Figure 6–4, respectively. The TG curves of these blends at the four heating rates
are presented in Appendix A.
The mass loss curves of these blends are similar to that of the biomass, except they are
shifted slightly along the temperature axis and the residual mass is higher. During co-
pyrolysis, mass loss behaviour of the blends reflected the behaviour of the individual
materials, depending on the blending ratios. A small increase of coal proportion in the
blends resulted in a decline in mass loss. This implies that the low volatile content of
coal had an effect on reducing the mass loss of the blends.
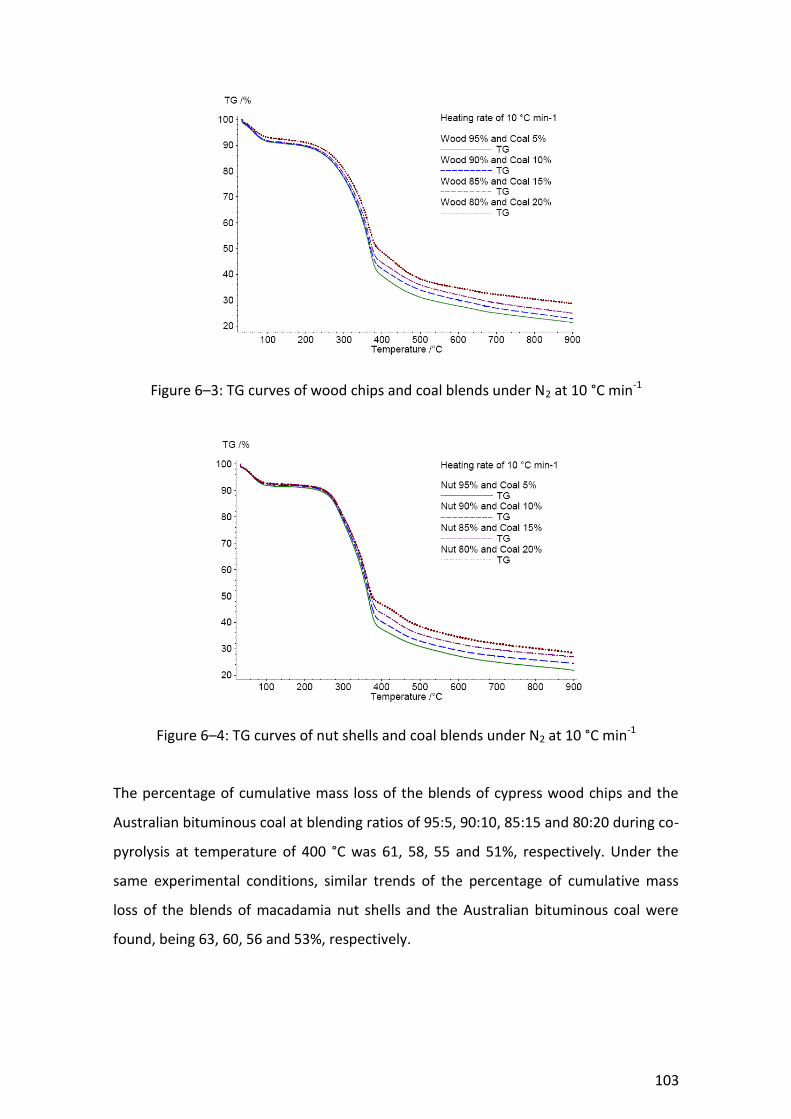
103
Figure 6–3: TG curves of wood chips and coal blends under N2 at 10 °C min-1
Figure 6–4: TG curves of nut shells and coal blends under N2 at 10 °C min-1
The percentage of cumulative mass loss of the blends of cypress wood chips and the
Australian bituminous coal at blending ratios of 95:5, 90:10, 85:15 and 80:20 during co-
pyrolysis at temperature of 400 °C was 61, 58, 55 and 51%, respectively. Under the
same experimental conditions, similar trends of the percentage of cumulative mass
loss of the blends of macadamia nut shells and the Australian bituminous coal were
found, being 63, 60, 56 and 53%, respectively.
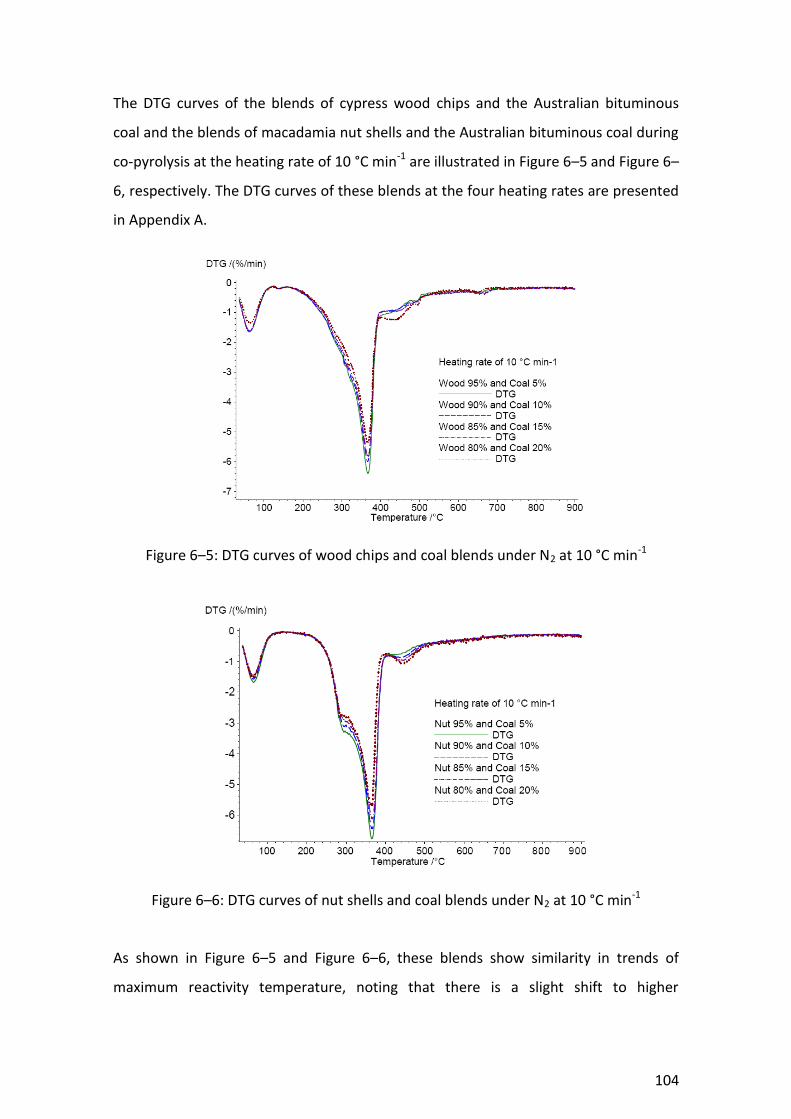
104
The DTG curves of the blends of cypress wood chips and the Australian bituminous
coal and the blends of macadamia nut shells and the Australian bituminous coal during
co-pyrolysis at the heating rate of 10 °C min-1 are illustrated in Figure 6–5 and Figure 6–
6, respectively. The DTG curves of these blends at the four heating rates are presented
in Appendix A.
Figure 6–5: DTG curves of wood chips and coal blends under N2 at 10 °C min-1
Figure 6–6: DTG curves of nut shells and coal blends under N2 at 10 °C min-1
As shown in Figure 6–5 and Figure 6–6, these blends show similarity in trends of
maximum reactivity temperature, noting that there is a slight shift to higher
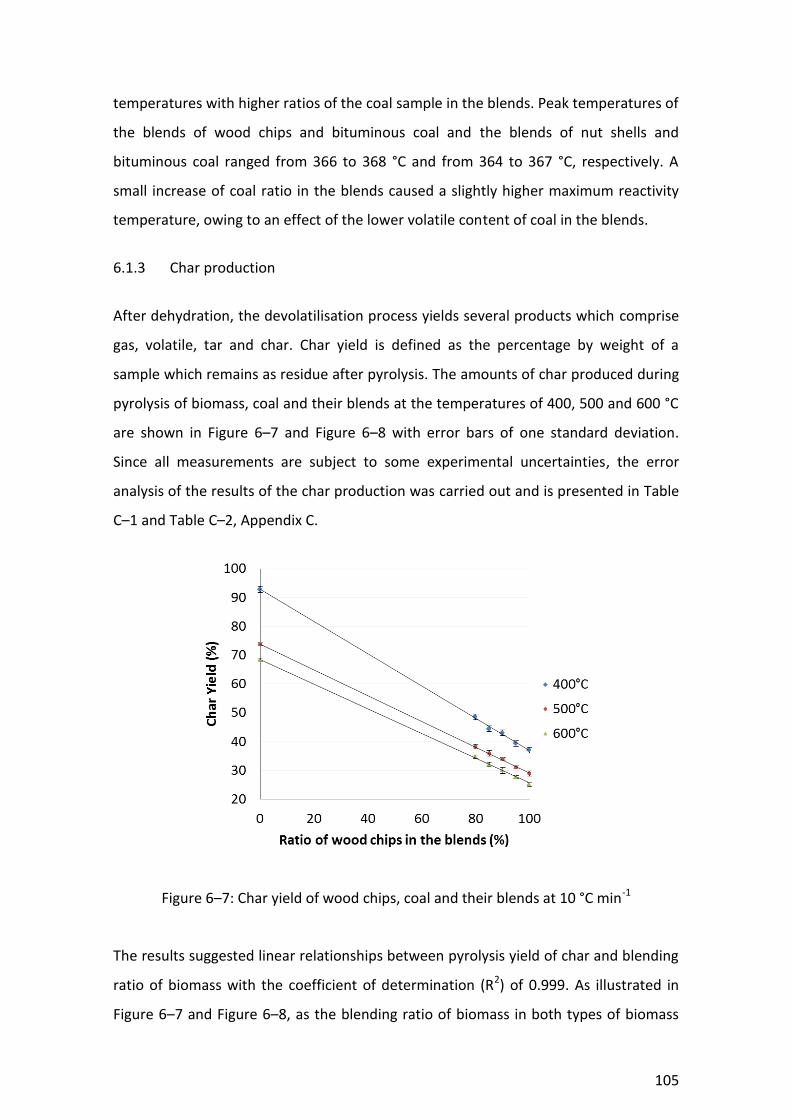
105
temperatures with higher ratios of the coal sample in the blends. Peak temperatures of
the blends of wood chips and bituminous coal and the blends of nut shells and
bituminous coal ranged from 366 to 368 °C and from 364 to 367 °C, respectively. A
small increase of coal ratio in the blends caused a slightly higher maximum reactivity
temperature, owing to an effect of the lower volatile content of coal in the blends.
6.1.3 Char production
After dehydration, the devolatilisation process yields several products which comprise
gas, volatile, tar and char. Char yield is defined as the percentage by weight of a
sample which remains as residue after pyrolysis. The amounts of char produced during
pyrolysis of biomass, coal and their blends at the temperatures of 400, 500 and 600 °C
are shown in Figure 6–7 and Figure 6–8 with error bars of one standard deviation.
Since all measurements are subject to some experimental uncertainties, the error
analysis of the results of the char production was carried out and is presented in Table
C–1 and Table C–2, Appendix C.
Figure 6–7: Char yield of wood chips, coal and their blends at 10 °C min-1
The results suggested linear relationships between pyrolysis yield of char and blending
ratio of biomass with the coefficient of determination (R2) of 0.999. As illustrated in
Figure 6–7 and Figure 6–8, as the blending ratio of biomass in both types of biomass
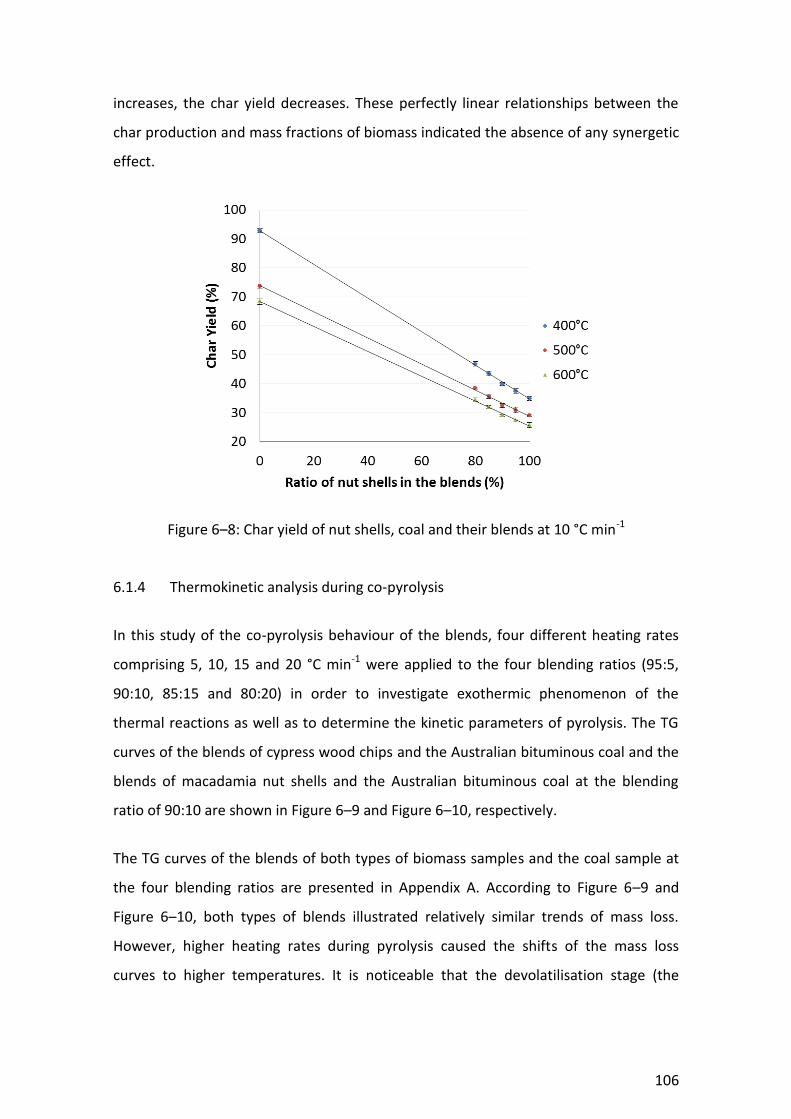
106
increases, the char yield decreases. These perfectly linear relationships between the
char production and mass fractions of biomass indicated the absence of any synergetic
effect.
Figure 6–8: Char yield of nut shells, coal and their blends at 10 °C min-1
6.1.4 Thermokinetic analysis during co-pyrolysis
In this study of the co-pyrolysis behaviour of the blends, four different heating rates
comprising 5, 10, 15 and 20 °C min-1 were applied to the four blending ratios (95:5,
90:10, 85:15 and 80:20) in order to investigate exothermic phenomenon of the
thermal reactions as well as to determine the kinetic parameters of pyrolysis. The TG
curves of the blends of cypress wood chips and the Australian bituminous coal and the
blends of macadamia nut shells and the Australian bituminous coal at the blending
ratio of 90:10 are shown in Figure 6–9 and Figure 6–10, respectively.
The TG curves of the blends of both types of biomass samples and the coal sample at
the four blending ratios are presented in Appendix A. According to Figure 6–9 and
Figure 6–10, both types of blends illustrated relatively similar trends of mass loss.
However, higher heating rates during pyrolysis caused the shifts of the mass loss
curves to higher temperatures. It is noticeable that the devolatilisation stage (the

107
second stage) was affected by the heating rates more than the dehydration stage and
the solid decomposition stage (the first and third stages).
Figure 6–9: TG curves of 90 % wood chips and 10% coal blends under N2
Figure 6–10: TG curves of 90 % nut shells and 10% coal blends under N2
The DTG curves of the blends of cypress wood chips and the Australian bituminous
coal and the blends of macadamia nut shells and the Australian bituminous coal at the
ratio of 90:10 at the heating rates of 5, 10, 15 and 20 min-1 are shown in Figure 6–11
and Figure 6–12, respectively. The DTG curves of the blends of cypress wood chips and
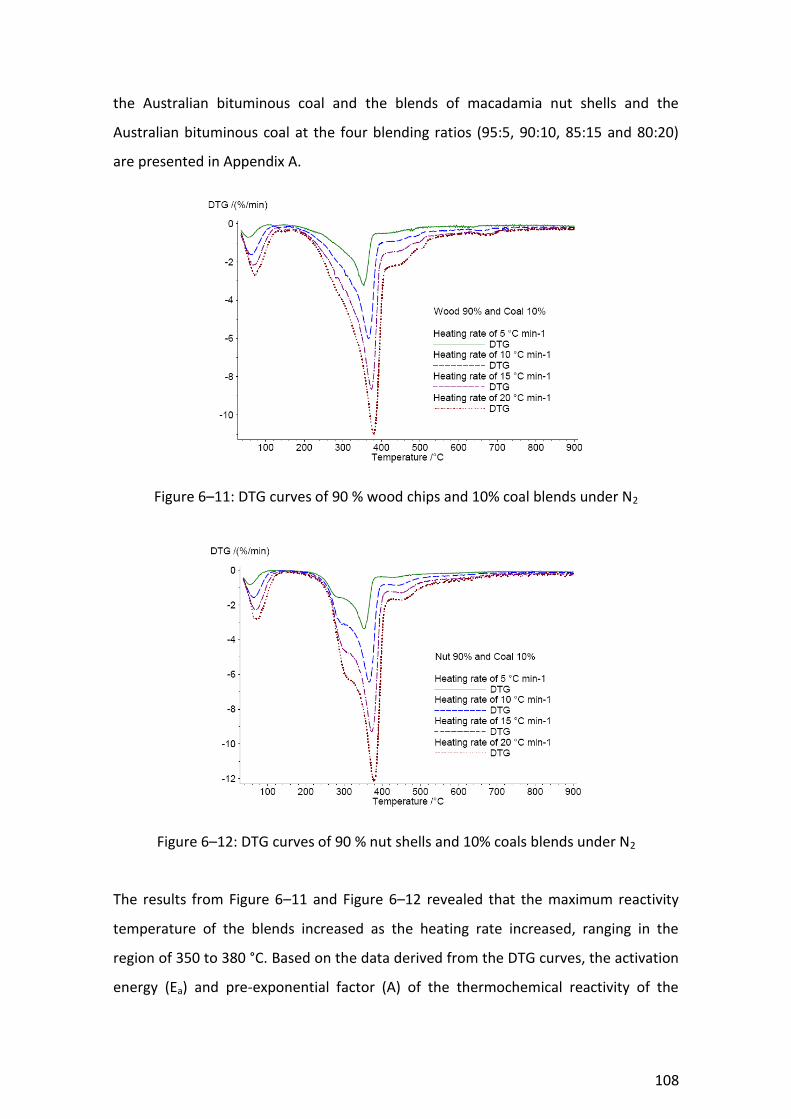
108
the Australian bituminous coal and the blends of macadamia nut shells and the
Australian bituminous coal at the four blending ratios (95:5, 90:10, 85:15 and 80:20)
are presented in Appendix A.
Figure 6–11: DTG curves of 90 % wood chips and 10% coal blends under N2
Figure 6–12: DTG curves of 90 % nut shells and 10% coals blends under N2
The results from Figure 6–11 and Figure 6–12 revealed that the maximum reactivity
temperature of the blends increased as the heating rate increased, ranging in the
region of 350 to 380 °C. Based on the data derived from the DTG curves, the activation
energy (Ea) and pre-exponential factor (A) of the thermochemical reactivity of the
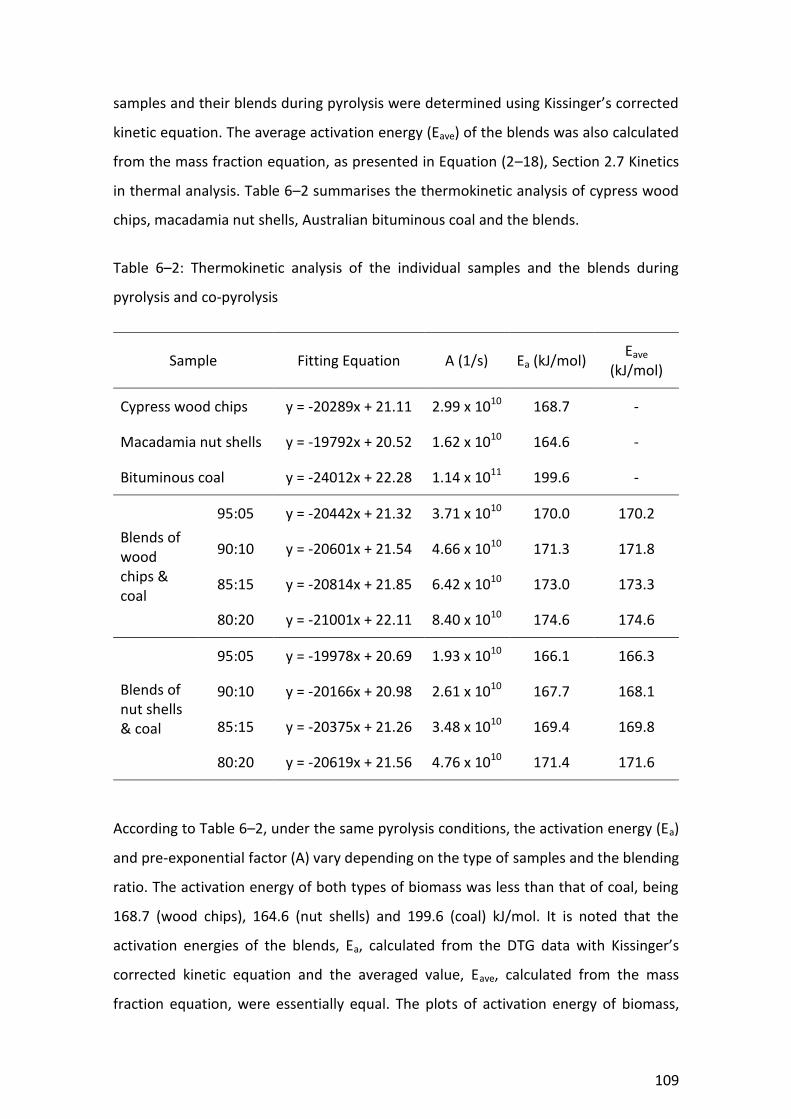
109
samples and their blends during pyrolysis were determined using Kissinger’s corrected
kinetic equation. The average activation energy (Eave) of the blends was also calculated
from the mass fraction equation, as presented in Equation (2–18), Section 2.7 Kinetics
in thermal analysis. Table 6–2 summarises the thermokinetic analysis of cypress wood
chips, macadamia nut shells, Australian bituminous coal and the blends.
Table 6–2: Thermokinetic analysis of the individual samples and the blends during
pyrolysis and co-pyrolysis
Sample Fitting Equation A (1/s) Ea (kJ/mol) Eave
(kJ/mol)
Cypress wood chips y = -20289x + 21.11 2.99 x 1010 168.7 -
Macadamia nut shells y = -19792x + 20.52 1.62 x 1010 164.6 -
Bituminous coal y = -24012x + 22.28 1.14 x 1011 199.6 -
Blends of wood chips & coal
95:05 y = -20442x + 21.32 3.71 x 1010 170.0 170.2
90:10 y = -20601x + 21.54 4.66 x 1010 171.3 171.8
85:15 y = -20814x + 21.85 6.42 x 1010 173.0 173.3
80:20 y = -21001x + 22.11 8.40 x 1010 174.6 174.6
Blends of nut shells & coal
95:05 y = -19978x + 20.69 1.93 x 1010 166.1 166.3
90:10 y = -20166x + 20.98 2.61 x 1010 167.7 168.1
85:15 y = -20375x + 21.26 3.48 x 1010 169.4 169.8
80:20 y = -20619x + 21.56 4.76 x 1010 171.4 171.6
According to Table 6–2, under the same pyrolysis conditions, the activation energy (Ea)
and pre-exponential factor (A) vary depending on the type of samples and the blending
ratio. The activation energy of both types of biomass was less than that of coal, being
168.7 (wood chips), 164.6 (nut shells) and 199.6 (coal) kJ/mol. It is noted that the
activation energies of the blends, Ea, calculated from the DTG data with Kissinger’s
corrected kinetic equation and the averaged value, Eave, calculated from the mass
fraction equation, were essentially equal. The plots of activation energy of biomass,

110
coal and their blends against blending ratio of biomass are presented with error bars
equal to the standard error of the estimate in Figures 6–13 and 6–14. Uncertainty
measures on slope and intercept of a least squares fit of activation energy of biomass,
coal and their blends during pyrolysis are summarised in Table C–3, Appendix C.
Figure 6–13: Activation energy of wood chips, coal and their blends during pyrolysis
Figure 6–14: Activation energy of nut shells, coal and their blends during pyrolysis
In the analysis of the kinetic parameters, the activation energy and pre-exponential
factor during co-pyrolysis increased with the addition of coal in the blends. The plots of

111
activation energy of the blends against the blending ratio of biomass also showed
linear relationships (R2 = 0.999). This also suggested no significant degree of
interaction between the blends during co-pyrolysis of biomass and coal. The finding of
no synergetic interaction of biomass and coal during co-pyrolysis in this study agrees
with the conclusions of previous studies (Chenand Wu, 2009; Idris et al., 2010; Meesri
and Moghtaderi 2002; Moghtaderi et al., 2004; Sadhukhan et al., 2008). Thermal
decomposition of biomass and coal appeared to take place independently as such co-
pyrolysis behaviour of the blends can be predicted from that of the individual samples.
The lack of synergy suggests that coal can be blended with biomass at any blending
ratio for use in pyrolysis energy conversion systems.
6.2 Combustion behaviour
Combustion is the oxidation process that converts fuels into energy with excess air. It
involves a series of heterogeneous and homogeneous reactions with extensive
interaction between thermal and mass fluxes. Combustion is a part of the gasification
process, producing carbon dioxide and water. The combustion process can be affected
by many factors such as the characteristics of fuels, operating temperature, heating
rate and reactor design. The study of thermochemical behaviour of cypress wood
chips, macadamia nut shells, Australian bituminous coal and their blends during
combustion and co-combustion was also carried out under an air environment using
thermogravimetric analysis.
6.2.1 Thermal decomposition of the individual samples during combustion
The TG curves of cypress wood chips, macadamia nut shells and Australian bituminous
coal during combustion at the heating rate of 10 °C min-1 are illustrated in Figure 6–15.
The TG curves of the three individual samples at the four heating rates (5, 10, 15 and
20 °C min-1) are presented in Appendix B.
Mass loss of the three samples during combustion regardless of their type can be
observed in three main stages comprising dehydration, devolatilisation and char
oxidation. The first stage, dehydration, was elimination of moisture which resulted in a
slight mass loss. In the second stage, devolatilisation was characterised by a significant

112
mass loss. Most of the volatile components were released in the second stage; this
caused the production of char. In the third stage, a significant loss of mass continued
as a result of oxidation of char produced in the second stage.
Figure 6–15: TG curves of the samples under air at 10 °C min-1
As illustrated in Figure 6–15, cypress wood chips and macadamia nut shells showed
relatively similar trends for the mass loss as a function of temperature, approximately
over 60% mass loss at 400 °C. The loss in the mass of the coal sample occurred at high
temperatures compared to biomass, resulting in only approximately 10% mass loss at
400 °C. Significant differences in the amount of volatile matter released between both
types of biomass and coal were found during combustion. The percentage of
cumulative mass loss of the three samples during combustion at temperatures of 200,
300, 400, 500 and 600 °C was observed and is summarised in Table 6–3.
Table 6–3: Cumulative mass loss of the samples during combustion, % of initial mass
Sample 200 °C 300 °C 400 °C 500 °C 600 °C
Cypress Wood Chips 9.7 25.2 62.0 92.1 93.9
Macadamia Nut Shells 8.9 27.5 68.8 96.0 96.5
Bituminous Coal 3.6 4.0 9.9 38.8 68.9

113
The first and second stages of mass loss (dehydration and devolatilisation) during
combustion appeared to be similar to those stages during pyrolysis, based on relatively
equal percentage of cumulative mass loss below 400 °C. However, the char oxidation
in the third stage of combustion caused a significant loss of mass while a slow loss of
mass continued in the third stage of pyrolysis as a result of slow decomposition of the
solid residue. As shown in Table 6–2 and Table 6–3, at temperature of 500 °C, the
percentage of cumulative mass loss of cypress wood chips, macadamia nut shells and
the Australian bituminous coal during combustion was 92.1, 96.0 and 38.8%
respectively, while the percentage of cumulative mass loss of the three samples during
pyrolysis was only 70.5, 70.0 and 25.6% respectively.
The DTG curves of cypress wood chips, macadamia nut shells and Australian
bituminous coal during combustion at the heating rate of 10 °C min-1 are shown in
Figure 6–16. The DTG curves of these three samples at the four heating rates are
presented in Appendix B.
Figure 6–16: DTG curves of the samples under air at 10 °C min-1
As shown in Figure 6–16, cypress wood chips and macadamia nut shells demonstrated
comparable trends for maximum reactivity temperature, with the peak at 335 and 328
°C, respectively. The maximum reactivity temperature of the coal was much higher
than that of biomass with the peak at 453 °C, due to its lower volatile content.

114
6.2.2 Thermal decomposition of the blends during co-combustion
The TG curves of the blends of cypress wood chips and the Australian bituminous coal
and the blends of macadamia nut shells and the coal during combustion at blending
ratios of 95:5, 90:10, 85:15 and 80:20 at the heating rate of 10 °C min-1 are illustrated
Figure 6–17 and Figure 6–18, respectively. The TG curves of these blends at the four
heating rates of 5, 10, 15 and 20 °C min-1 are presented in Appendix B.
Figure 6–17: TG curves of wood chips and coal blends under air at 10 °C min-1
Figure 6–18: TG curves of nut shells and coal blends under air at 10 °C min-1

115
It is noticeable that the mass loss curves of these blends are similar to that of the
biomass, except these curves are shifted slightly along the temperature axis. The
residual mass is higher. The percentage of cumulative mass loss of the blends of
cypress wood chips and the Australian bituminous coal at blending ratios of 95:5,
90:10, 85:15 and 80:20 during co-combustion at temperature of 400 °C was 60, 59, 56
and 52%, respectively. Similar trends of the percentage of cumulative mass loss of the
blends of macadamia nut shells and the coal were found, being 67, 64, 60 and 55%,
respectively. This indicated that even a small amount of the coal sample, which had
low volatile matter, had an effect on reducing the mass loss of the blends.
The DTG curves of the blends of cypress wood chips and the coal and the blends of
macadamia nut shells and the coal at blending ratios of 95:5, 90:10, 85:15 and 80:20 at
heating rate of 10 °C min-1 are shown in Figure 6–19 and Figure 6–20.
Figure 6–19: DTG curves of wood chips and coal blends under air at 10 °C min-1
The DTG curves of these two types of blends at the four heating rates are illustrated in
Appendix B. Corresponding to the TG curves of the blends, the DTG curves showed a
slight shift to higher temperatures with higher ratios of the coal sample in the blends.
Peak temperatures of the blends of cypress wood chips and the Australian bituminous
coal and the blends of macadamia nut shells and the Australian bituminous coal
ranged from 334 to 336 °C and from 328 to 331 °C, respectively.
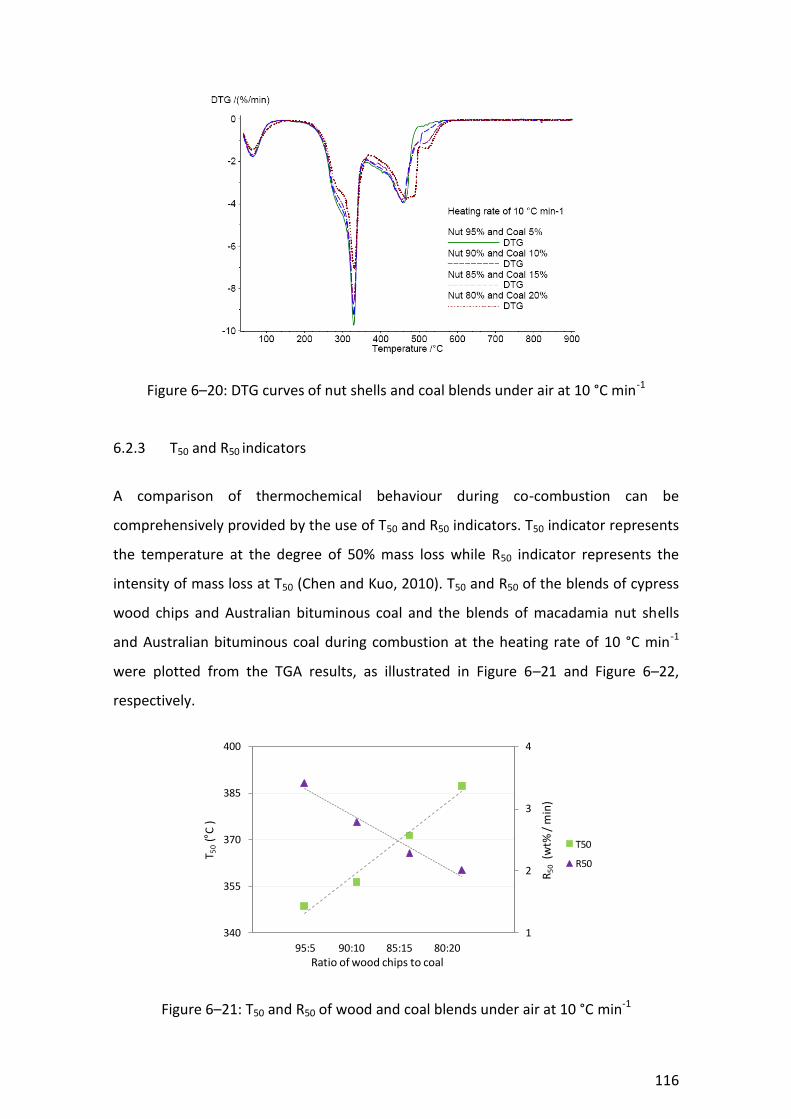
116
Figure 6–20: DTG curves of nut shells and coal blends under air at 10 °C min-1
6.2.3 T50 and R50 indicators
A comparison of thermochemical behaviour during co-combustion can be
comprehensively provided by the use of T50 and R50 indicators. T50 indicator represents
the temperature at the degree of 50% mass loss while R50 indicator represents the
intensity of mass loss at T50 (Chen and Kuo, 2010). T50 and R50 of the blends of cypress
wood chips and Australian bituminous coal and the blends of macadamia nut shells
and Australian bituminous coal during combustion at the heating rate of 10 °C min-1
were plotted from the TGA results, as illustrated in Figure 6–21 and Figure 6–22,
respectively.
Figure 6–21: T50 and R50 of wood and coal blends under air at 10 °C min-1
1
2
3
4
340
355
370
385
400
R5
0(w
t% /
min
)
T 50
( C
)
95:5 90:10 85:15 80:20Ratio of wood chips to coal
T50
R50
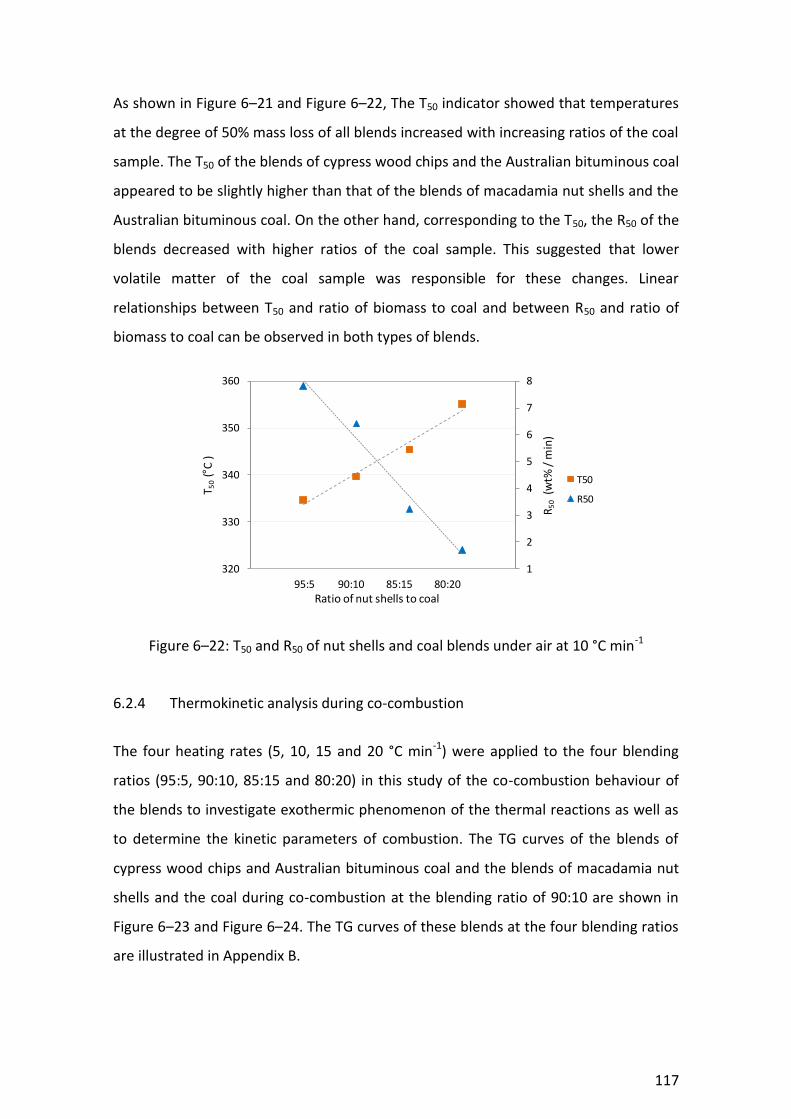
117
As shown in Figure 6–21 and Figure 6–22, The T50 indicator showed that temperatures
at the degree of 50% mass loss of all blends increased with increasing ratios of the coal
sample. The T50 of the blends of cypress wood chips and the Australian bituminous coal
appeared to be slightly higher than that of the blends of macadamia nut shells and the
Australian bituminous coal. On the other hand, corresponding to the T50, the R50 of the
blends decreased with higher ratios of the coal sample. This suggested that lower
volatile matter of the coal sample was responsible for these changes. Linear
relationships between T50 and ratio of biomass to coal and between R50 and ratio of
biomass to coal can be observed in both types of blends.
Figure 6–22: T50 and R50 of nut shells and coal blends under air at 10 °C min-1
6.2.4 Thermokinetic analysis during co-combustion
The four heating rates (5, 10, 15 and 20 °C min-1) were applied to the four blending
ratios (95:5, 90:10, 85:15 and 80:20) in this study of the co-combustion behaviour of
the blends to investigate exothermic phenomenon of the thermal reactions as well as
to determine the kinetic parameters of combustion. The TG curves of the blends of
cypress wood chips and Australian bituminous coal and the blends of macadamia nut
shells and the coal during co-combustion at the blending ratio of 90:10 are shown in
Figure 6–23 and Figure 6–24. The TG curves of these blends at the four blending ratios
are illustrated in Appendix B.
1
2
3
4
5
6
7
8
320
330
340
350
360
R5
0(w
t% /
min
)
T 50
( C
)
95:5 90:10 85:15 80:20Ratio of nut shells to coal
T50
R50
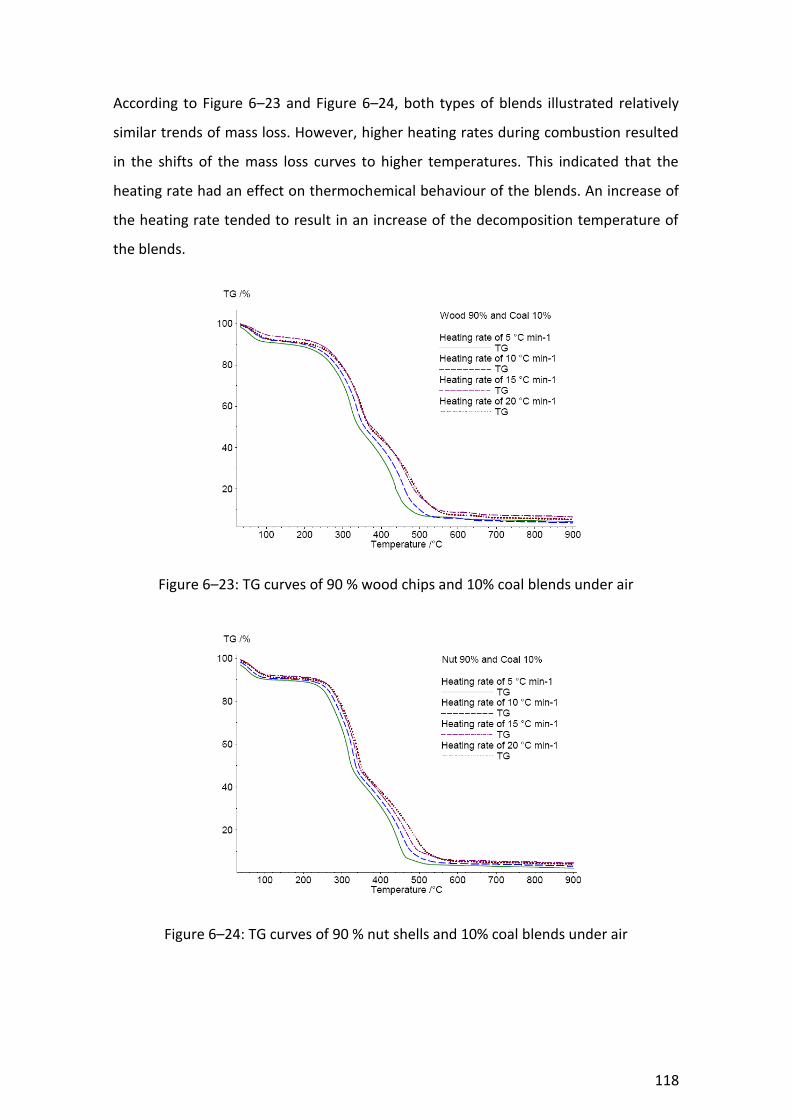
118
According to Figure 6–23 and Figure 6–24, both types of blends illustrated relatively
similar trends of mass loss. However, higher heating rates during combustion resulted
in the shifts of the mass loss curves to higher temperatures. This indicated that the
heating rate had an effect on thermochemical behaviour of the blends. An increase of
the heating rate tended to result in an increase of the decomposition temperature of
the blends.
Figure 6–23: TG curves of 90 % wood chips and 10% coal blends under air
Figure 6–24: TG curves of 90 % nut shells and 10% coal blends under air

119
The DTG curves of the blends of cypress wood chips and Australian bituminous coal
and the blends of macadamia nut shells and Australian bituminous coal during co-
combustion at blending ratios of 90:10 at heating rates of 5, 10, 15 and 20 °C min-1 are
shown in Figure 6–25 and Figure 6–26. The DTG curves of these blends at the four
blending ratios (95:5, 90:10, 85:15 and 80:20) are illustrated in Appendix B.
Figure 6–25: DTG curves of 90 % wood chips and 10% coal blends under air
Figure 6–26: DTG curves of 90 % nut shells and 10% coal blends under air
As illustrated in Figure 6–23 to Figure 6–26, the heating rate had had an effect on the
mass loss and the maximum reactivity temperature. Higher heating rates resulted in

120
the shifts of the TG and DTG curves to higher temperatures. The maximum reactivity
temperature of the blends increased as the heating rate increased, ranging in the
region of 315 to 350 °C. The conversions of the blends at higher heating rates occurred
at higher temperatures. This mainly resulted from limitation of heat transfer. The
limitation of heat transfer led to existence of temperature gradients in the blends.
Based on the data derived from the DTG curves, the activation energy (Ea) and pre-
exponential factor (A) of the thermochemical reactivity of the samples and their blends
during combustion and co-combustion were determined using Kissinger’s corrected
kinetic equation. The average activation energy (Eave) of the blends was also calculated
from the mass fraction equation, as mentioned above. Table 6–4 summarises the
thermokinetic analysis of cypress wood chips, macadamia nut shells, Australian
bituminous coal and the blends.
Table 6–4: Thermokinetic analysis of the samples and the blends during combustion
and co-combustion
Sample Fitting Equation A (1/s) Ea
(kJ/mol) Eave
(kJ/mol)
Cypress wood chips y = -16705x + 16.97 .392 x 109 138.9 -
Macadamia nut shells y = -16499x + 17.04 .492 x 109 147.4 -
Bituminous coal y = -21818x + 19.22 4.85 x 109 181.4 -
Blends of wood chips & coals
95:05 y = -16962x + 17.36 .578 x 109 141.0 141.0
90:10 y = -17255x + 17.82 .946 x 109 143.5 143.1
85:15 y = -17497x + 18.21 1.42 x 109 145.5 145.3
80:20 y = -17741x + 18.60 2.12 x 109 147.5 147.5
Blends of nut shells & coals
95:05 y = -16697x + 17.32 .597 x 109 149.3 149.1
90:10 y = -16892x + 17.61 .812 x 109 151.9 150.8
85:15 y = -17183x + 18.05 1.28 x 109 153.8 152.5
80:20 y = -17369x + 18.28 1.62 x 109 155.4 154.2

121
The trend of results from thermokinetic analysis during combustion was relatively
similar to those during pyrolysis. The activation energy of both types of biomass was
less than that of coal, being 138.9 (wood chips), 147.4 (nut shells) and 181.4 (coal)
kJ/mol. As presented in Table 6–4, the activation energies of the blends, Ea, calculated
with Kissinger’s corrected kinetic equation from the DTG data and the averaged
activation energies, Eave, calculated from the mass fraction equation, were essentially
equal. The plots of activation energy of the blends and blending ratio of biomass with
error bars equal to the standard error of the estimate are presented in Figure 6–27 and
Figure 6–28.
Figure 6–27: Activation energy of wood chips, coals and the blends during combustion
Figure 6–28: Activation energy of nut shells, coals and the blends during combustion
122
Uncertainty measures of the activation energy plots during combustion are
summarised in Table C–4, Appendix C. As illustrated in Figure 6–27 and Figure 6–28,
the plots of the activation energy of the blends and the blending ratio of biomass
showed linear relationships with R2 of 0.999 in the case of the blends of cypress wood
chips and Australian bituminous coal and R2 of 0.997 in the case of the blends of
macadamia nut shells and Australian bituminous coal. This suggested no significant
degree of interaction between the blends during co-combustion of biomass and coal.
The finding of no synergetic interaction of biomass and coal during co-combustion in
this study agrees with the conclusion of the previous study (Gil et al., 2010).
Thermochemical decomposition of biomass and coal appeared to take place
independently as such co-combustion behaviour of the blends can be predicted from
the measurements of the individual samples. The lack of synergy suggests that coal can
be blended with biomass at any blending ratio for use in combustion energy
conversion systems. However, in increasing coal proportion, it is necessary to take
consideration of limitation of combustion equipment.
6.3 Summary
Thermogravimetric analysis (TGA) was applied to investigate thermal decomposition
during pyrolysis and combustion of cypress wood chips, macadamia nut shells,
Australian bituminous coal and their blends. Kinetic parameters during pyrolysis and
combustion were determined through Kissinger’s corrected kinetic equation using the
TGA results.
Pyrolysis of the samples regardless of their type occurred in three stages comprising
dehydration, devolatilisation and solid decomposition. Combustion of the samples also
took place in three stages comprising dehydration, devolatilisation and char oxidation.
The TGA results revealed that thermal decomposition profiles of both types of biomass
showed similarity, predominantly due to similar composition in particular the volatile
content. However, biomass and coal were found to have substantially different
thermochemical behaviour during pyrolysis and combustion in terms of mass loss,
maximum reactivity temperature and end residue. Both types of biomass samples had

123
higher volatile components than the coal sample; as a result the stage of
devolatilisation played a larger part in the biomass samples than in the coal sample.
During co-pyrolysis and co-combustion, trends of the mass loss and maximum
reactivity temperature of the blends of cypress wood chips and Australian bituminous
coal and the blends of macadamia nut shells and Australian bituminous coal were
similar to those of the biomass samples, except slightly shifting to higher temperatures
with higher ratios of the coal sample in the blends. This implies that the low volatile
content of coal had an effect on reducing the mass loss and increasing the maximum
reactivity temperature. Moreover, the char production of the blends during pyrolysis
corresponded to the sum of the results for the individual biomass and the coal.
Measured TG data of co-pyrolysis indicated a linear relationship between char yield
and blending ratio of biomass in the blends.
Thermokinetic analysis of the individual samples and the blends was carried out using
the results from TGA. Activation energy (Ea) and pre-exponential factor (A) of the
thermochemical reactivity of the samples and their blends during pyrolysis and
combustion were determined using Kissinger’s corrected kinetic equation. Average
activation energy (Eave) of blends of biomass and coal based on their mass fraction
agreed closely with activation energy (Ea) derived from the TG data. No clear
synergetic effect or thermal interaction of biomass and coal during their co-pyrolysis
and co-combustion was observed in this study. The finding of no synergetic interaction
of biomass and coal during co-pyrolysis and co-combustion in this study agrees with
the conclusions of previous studies.

124
Chapter 7
Investigation of gasification and co-gasification in a downdraft gasifier
7.1 Gasification process and control
In this study, the gasification of biomass and coal blends was investigated in a
laboratory-scale downdraft fixed bed gasifier. The pre-treatment of the samples and
the gasifier operating conditions including air flow rate and residence time were
maintained as control variables. The sample blending ratio was the only condition that
was changed in the experiments reported here in order to investigate the influence of
these changes on the gasification results. Cypress wood chips, macadamia nut shells
and their blends with Australian bituminous coal were fed into the downdraft gasifier
unit at the top of the bed. The gasification and co-gasification experiments were run as
a batch-type process with the batch sizes of 3.00 ± 0.30 kg using air as a gasifying
agent. Air is commonly used in most biomass gasification systems because it is readily
available. The gasification process which occurs in the downdraft gasifier involves a
complex series of thermochemical reactions which can be characterised into four
distinct zones including drying, pyrolysis, combustion and gasification.
Each set of experiments was performed in triplicate. The experimental procedures are
provided in Section 4.4.2 operation of the gasification unit. The flame was initiated in
the gasifier at the top of the reduction bell in the area of the combustion zone. The
heat required for the endothermic reactions was supplied by partial oxidation of the
samples with air. The heat was transferred in the upward direction to the pyrolysis and
drying zones as well as in the downward direction to the gasification zone. In the
drying zone, the moisture content of the solid fuels and their blends was driven off.
During the pyrolysis process, the volatile components of the solid fuels and their
blends were vaporised at temperatures below 500°C. The volatile vapours comprised
hydrogen, carbon monoxide, carbon dioxide, hydrocarbon gases, water vapour (steam)
and tar. Char and ash, which were not vaporised, were by-products of the pyrolysis
process. In the combustion zone, the char and hydrogen reacted with oxygen from the
gasifying agent. The combustion reactions formed carbon dioxide and water. Then, in
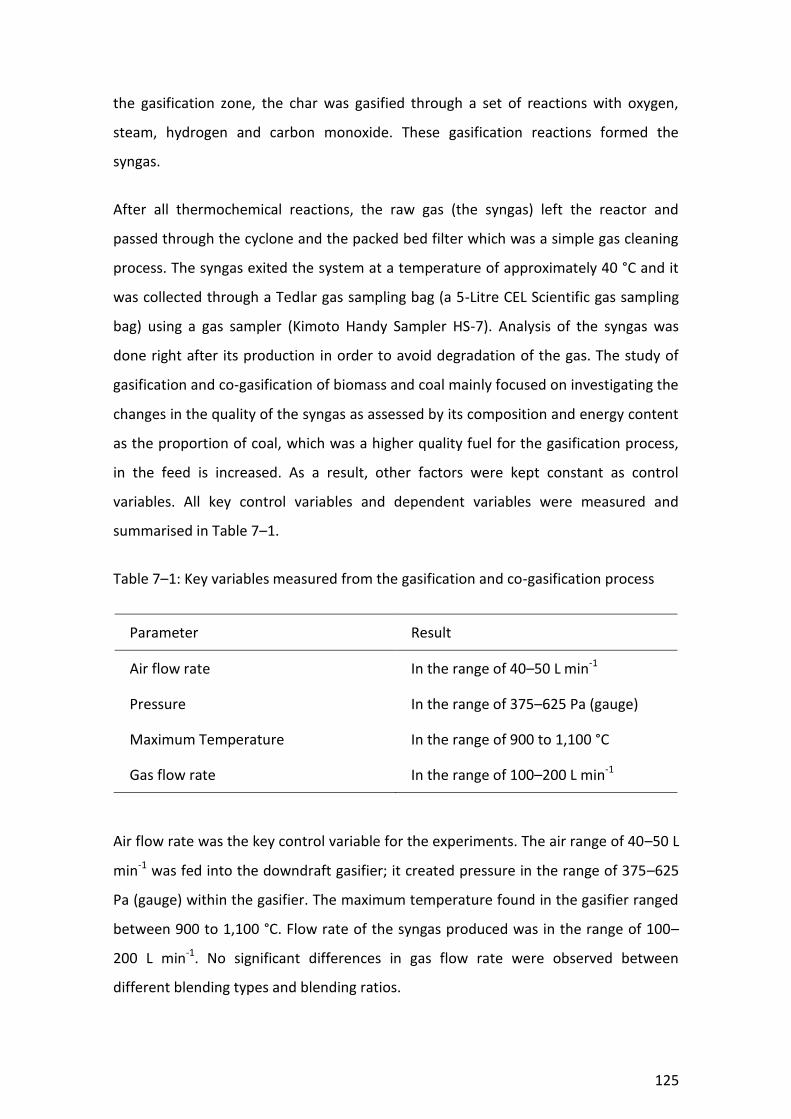
125
the gasification zone, the char was gasified through a set of reactions with oxygen,
steam, hydrogen and carbon monoxide. These gasification reactions formed the
syngas.
After all thermochemical reactions, the raw gas (the syngas) left the reactor and
passed through the cyclone and the packed bed filter which was a simple gas cleaning
process. The syngas exited the system at a temperature of approximately 40 °C and it
was collected through a Tedlar gas sampling bag (a 5-Litre CEL Scientific gas sampling
bag) using a gas sampler (Kimoto Handy Sampler HS-7). Analysis of the syngas was
done right after its production in order to avoid degradation of the gas. The study of
gasification and co-gasification of biomass and coal mainly focused on investigating the
changes in the quality of the syngas as assessed by its composition and energy content
as the proportion of coal, which was a higher quality fuel for the gasification process,
in the feed is increased. As a result, other factors were kept constant as control
variables. All key control variables and dependent variables were measured and
summarised in Table 7–1.
Table 7–1: Key variables measured from the gasification and co-gasification process
Parameter Result
Air flow rate In the range of 40–50 L min-1
Pressure In the range of 375–625 Pa (gauge)
Maximum Temperature In the range of 900 to 1,100 °C
Gas flow rate In the range of 100–200 L min-1
Air flow rate was the key control variable for the experiments. The air range of 40–50 L
min-1 was fed into the downdraft gasifier; it created pressure in the range of 375–625
Pa (gauge) within the gasifier. The maximum temperature found in the gasifier ranged
between 900 to 1,100 °C. Flow rate of the syngas produced was in the range of 100–
200 L min-1. No significant differences in gas flow rate were observed between
different blending types and blending ratios.

126
7.2 Gasification products
The gasification process converted cypress wood chips, macadamia nut shells and their
blends with Australian bituminous coal into syngas, volatiles, char and ash. Syngas,
which contains combustible components, is the key interest of the gasification
products. It can be further used in several applications depending on its quality.
However, there are a number of factors such as type of the fuel fed, type of the
gasifier used, type of the gasifying agent supplied, operating conditions and other
processing variables that have direct effects on the quality of the syngas produced. The
energy content of the syngas is also influenced by the method used to provide heat to
drive the gasification reactions. For example, a gasification system that is operated
with air as a gasifying agent often yields the syngas highly diluted with nitrogen.
Analysis of composition and quality of the syngas produced is therefore considered
necessary for its further utilisation.
7.3 Results of the syngas analysis
7.3.1 Composition of the syngas
In this study, the syngas composition was analysed using the GC/MS and MS
techniques. The GC/MS technique requires creating a calibration curve to determine
the concentration of an unknown substance while the MS technique, which forms ions
from molecules and analyses the ions according to their mass-to-charge ratio (m/z),
can directly measure the concentration of a component. CO concentration was
analysed using the GC/MS technique while concentrations of H2, CH4, CO2, H2O, O2 and
N2 were analysed using the MS technique. The results from the analysis of the carbon
monoxide standard solutions were used to create the carbon monoxide calibration
curve, as shown in Figure 7–1.
The plot of instrument response (corrected area) and analyte concentration (carbon
monoxide) showed a linear relationship with R2 of 0.997. The regression line equation
from the calibration curve (y = 0.214x + 5098) was used to calculate the concentration
of carbon monoxide in the syngas. Statistical analysis of the measurements was
conducted to analyse the uncertainties, as summarised in Table C–5, Appendix C.

127
Figure 7–1: The carbon monoxide calibration curve
The composition of the syngas produced from gasification of cypress wood chips and
macadamia nut shells and from co-gasification of their blends with bituminous coal
was measured, calculated and averaged, as summarised in Table 7–2 and Table 7–3.
Statistical analysis of the measurements of the composition of the syngas is shown in
Table C–6 and Table C–7, Appendix C while the detailed results from the analysis of the
composition of the syngas are listed in Appendix D.
Table 7–2: Average syngas composition from wood chips and their blends with coal, by
volume %
Wood chips to Coal
CO H2 CH4 CO2 H2O O2 N2 Total (%)
100:0 7.88 2.19 0.08 4.68 2.51 11.82 69.76 98.9
95:5 8.90 2.74 0.08 6.65 2.47 10.28 67.68 98.8
90:10 10.08 3.24 0.06 5.49 2.43 10.19 67.49 99.0
85:15 12.14 4.14 0.05 5.89 1.88 9.61 65.18 98.9
80:20 15.18 5.27 0.05 9.24 2.27 7.19 59.66 98.9
y = 0.214x + 5098R² = 0.997
0
50000
100000
150000
200000
250000
0 200000 400000 600000 800000 1000000
Co
rre
cte
d A
rea
Concentration (PPM)
Carbon Monoxide Calibration Curve

128
Table 7–3: Average syngas composition from nut shell and their blends with coal, by
volume %
Nut shells to Coal
CO H2 CH4 CO2 H2O O2 N2 Total (%)
100:0 8.30 2.27 0.06 5.71 2.25 11.01 69.26 98.9
95:5 9.84 2.67 0.06 6.02 2.32 10.72 67.18 98.8
90:10 11.85 3.64 0.05 8.08 2.80 8.48 64.15 99.1
85:15 12.75 4.52 0.05 9.25 2.85 6.63 62.86 98.9
80:20 15.09 5.34 0.05 10.07 2.93 4.88 60.58 98.9
The most important aspects of producing the syngas are that it should be high in
carbon content and hydrogen content as well as low in nitrogen content. Even though
the use of air (N2 of 78%) as the gasifying agent and other operation conditions set in
the experiments resulted in very high nitrogen content of the syngas, the focus of this
study was on investigating the effects of the use of coal on the syngas produced. The
influence of different ratios of the coal in the blends can be seen from the differences
in composition of the syngas, as shown in Table 7–2 and Table 7–3. It can be noticed
that both types of biomass samples gave relatively similar results, primarily due to the
similarity in their properties.
The gasification of biomass yielded the syngas with relatively high nitrogen content, at
an average of 69.8% in the case of cypress wood chips and 69.3% in the case of
macadamia nut shells. Average nitrogen content decreased with a higher blending
ratio of the coal sample. The co-gasification of biomass and coal at the blending ratio
of 80:20 produced the syngas with an average nitrogen content of 59.7% in the case of
cypress wood chips and coal blends and 60.6% in the case of macadamia nut shells
blending and coal blends. The average content of nitrogen in the syngas produced
from cypress wood chips, macadamia nut shells and four levels of their blends with
Australian bituminous coal was plotted with error bars of one standard deviation, as
presented in Figure 7–2.
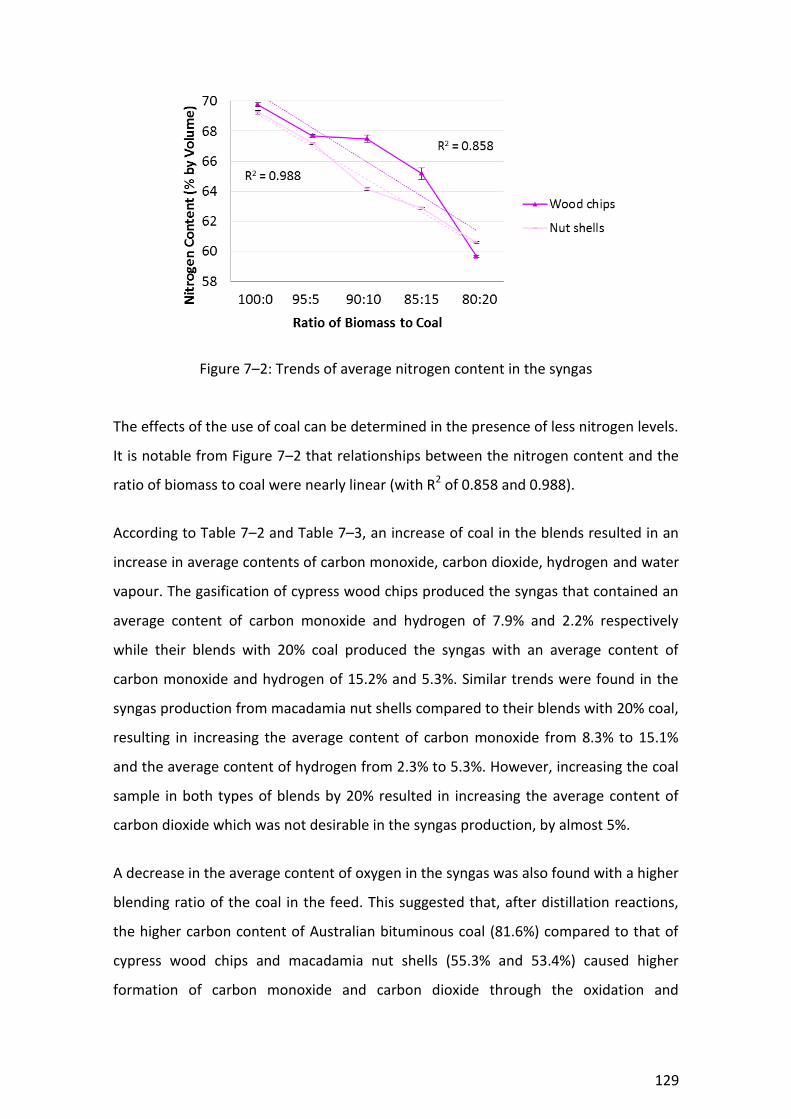
129
Figure 7–2: Trends of average nitrogen content in the syngas
The effects of the use of coal can be determined in the presence of less nitrogen levels.
It is notable from Figure 7–2 that relationships between the nitrogen content and the
ratio of biomass to coal were nearly linear (with R2 of 0.858 and 0.988).
According to Table 7–2 and Table 7–3, an increase of coal in the blends resulted in an
increase in average contents of carbon monoxide, carbon dioxide, hydrogen and water
vapour. The gasification of cypress wood chips produced the syngas that contained an
average content of carbon monoxide and hydrogen of 7.9% and 2.2% respectively
while their blends with 20% coal produced the syngas with an average content of
carbon monoxide and hydrogen of 15.2% and 5.3%. Similar trends were found in the
syngas production from macadamia nut shells compared to their blends with 20% coal,
resulting in increasing the average content of carbon monoxide from 8.3% to 15.1%
and the average content of hydrogen from 2.3% to 5.3%. However, increasing the coal
sample in both types of blends by 20% resulted in increasing the average content of
carbon dioxide which was not desirable in the syngas production, by almost 5%.
A decrease in the average content of oxygen in the syngas was also found with a higher
blending ratio of the coal in the feed. This suggested that, after distillation reactions,
the higher carbon content of Australian bituminous coal (81.6%) compared to that of
cypress wood chips and macadamia nut shells (55.3% and 53.4%) caused higher
formation of carbon monoxide and carbon dioxide through the oxidation and
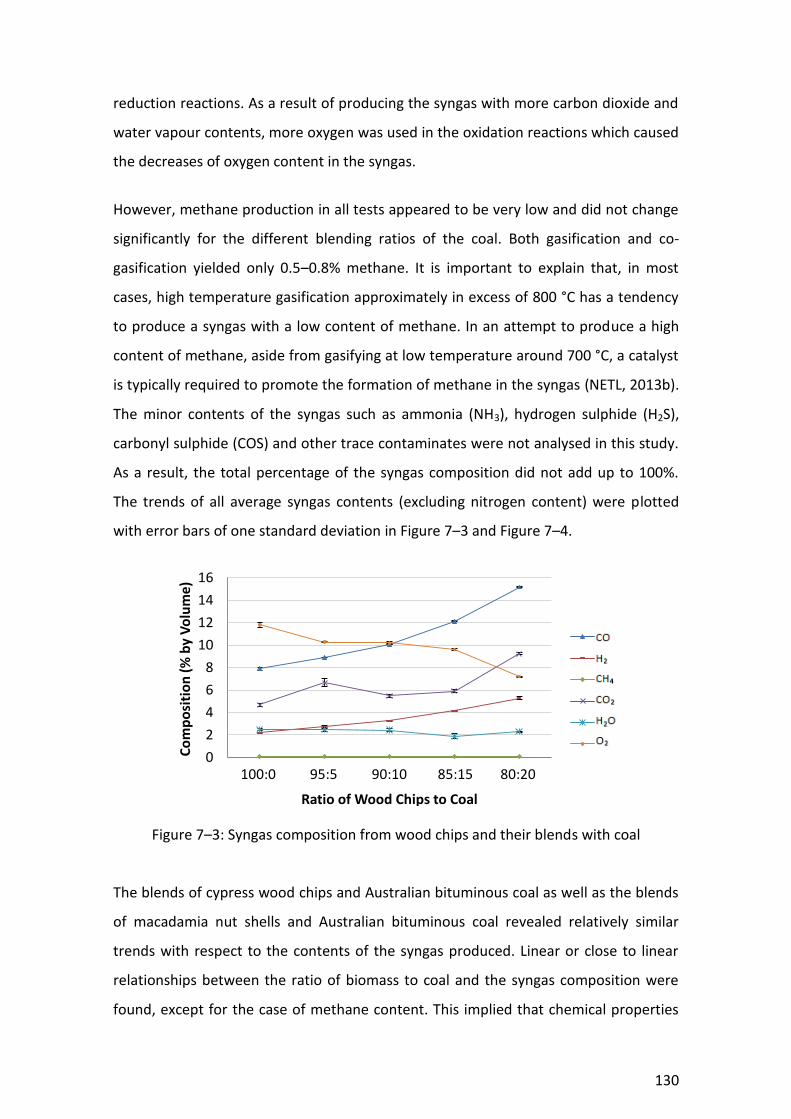
130
reduction reactions. As a result of producing the syngas with more carbon dioxide and
water vapour contents, more oxygen was used in the oxidation reactions which caused
the decreases of oxygen content in the syngas.
However, methane production in all tests appeared to be very low and did not change
significantly for the different blending ratios of the coal. Both gasification and co-
gasification yielded only 0.5–0.8% methane. It is important to explain that, in most
cases, high temperature gasification approximately in excess of 800 °C has a tendency
to produce a syngas with a low content of methane. In an attempt to produce a high
content of methane, aside from gasifying at low temperature around 700 °C, a catalyst
is typically required to promote the formation of methane in the syngas (NETL, 2013b).
The minor contents of the syngas such as ammonia (NH3), hydrogen sulphide (H2S),
carbonyl sulphide (COS) and other trace contaminates were not analysed in this study.
As a result, the total percentage of the syngas composition did not add up to 100%.
The trends of all average syngas contents (excluding nitrogen content) were plotted
with error bars of one standard deviation in Figure 7–3 and Figure 7–4.
Figure 7–3: Syngas composition from wood chips and their blends with coal
The blends of cypress wood chips and Australian bituminous coal as well as the blends
of macadamia nut shells and Australian bituminous coal revealed relatively similar
trends with respect to the contents of the syngas produced. Linear or close to linear
relationships between the ratio of biomass to coal and the syngas composition were
found, except for the case of methane content. This implied that chemical properties
0
2
4
6
8
10
12
14
16
100 95 90 85 80
Co
mp
osi
tio
n (
% b
y V
olu
me)
Ratio of Wood Chips to Coal
CO
H2
CH4
CO2
H2O
O2
100:0 95:5 90:10 85:15 80:20

131
of the samples fed to the system played an important part in the gasification process
and had a direct impact on the syngas composition.
Figure 7–4: Syngas composition from nut shells and their blends with coal
7.3.2 Quality of the syngas
The quality of the syngas can be assessed by the total combustible gas (TCG) in the
product gas and its heating value.
7.3.2.1 Total combustible gas (TCG) of the syngas
As indicated by Jaojaruek et al. (2011), to determine the quality of a syngas, total
combustible gas (TCG) can be used. It is basically defined as the mole fraction of all
combustible gases found in the syngas including carbon monoxide, hydrogen and
methane. So, the TCG can be calculated with Equation (7–1).
TCGsyngas = (YCO + YH2 + YCH4) x 100% (7–1)
where YCO, YH2 and YCH4 are mole fractions of carbon monoxide, hydrogen and
methane, respectively. However, for ideal gases, mole fraction is equivalent to the
volume fraction. Average total combustible gas of the syngas produced from
gasification of cypress wood chips, macadamia nut shells and four levels of their blends
with Australian bituminous coal were calculated with Equation (7–1), as presented in
Table 7–4.
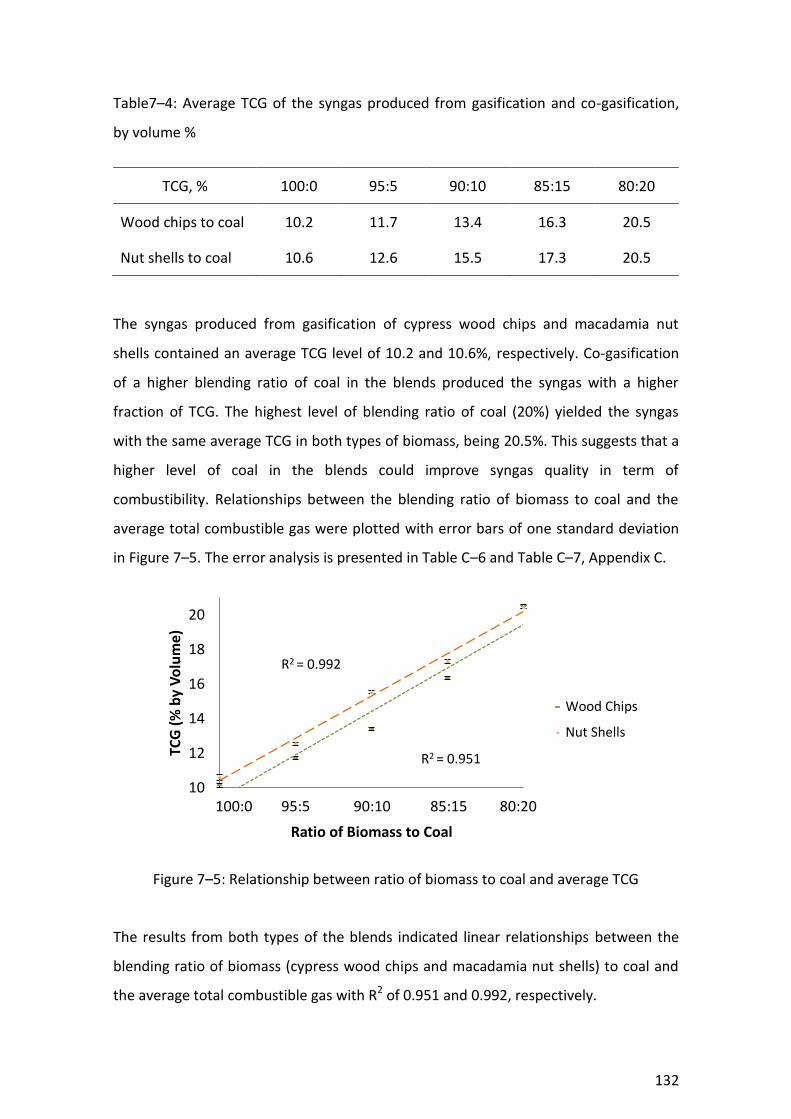
132
Table7–4: Average TCG of the syngas produced from gasification and co-gasification,
by volume %
TCG, % 100:0 95:5 90:10 85:15 80:20
Wood chips to coal 10.2 11.7 13.4 16.3 20.5
Nut shells to coal 10.6 12.6 15.5 17.3 20.5
The syngas produced from gasification of cypress wood chips and macadamia nut
shells contained an average TCG level of 10.2 and 10.6%, respectively. Co-gasification
of a higher blending ratio of coal in the blends produced the syngas with a higher
fraction of TCG. The highest level of blending ratio of coal (20%) yielded the syngas
with the same average TCG in both types of biomass, being 20.5%. This suggests that a
higher level of coal in the blends could improve syngas quality in term of
combustibility. Relationships between the blending ratio of biomass to coal and the
average total combustible gas were plotted with error bars of one standard deviation
in Figure 7–5. The error analysis is presented in Table C–6 and Table C–7, Appendix C.
Figure 7–5: Relationship between ratio of biomass to coal and average TCG
The results from both types of the blends indicated linear relationships between the
blending ratio of biomass (cypress wood chips and macadamia nut shells) to coal and
the average total combustible gas with R2 of 0.951 and 0.992, respectively.
10
12
14
16
18
20
0 5 10 15 20
TCG
(%
by
Vo
lum
e)
Ratio of Biomass to Coal
Wood Chips
Nut Shells
R2 = 0.992
R2 = 0.951
100:0 95:5 90:10 85:15 80:20

133
7.3.2.2 Heating value of the syngas
It becomes clear that the energy content of cypress wood chips and macadamia nut
shells was lower than that of Australian bituminous coal. As indicated in Chapter 5
Properties of fuels, the HHV of these three samples was 21,856, 20,714 and 27,061 kJ
per kg, respectively. For that reason, the HHV of the syngas which was the output of
the gasification process was expected to increase with an increasing ratio of coal in the
blends. Many formulae based on proximate and ultimate analyses are available for
computing heating values of solid fuels. Although heating values of gaseous fuels can
be also calculated by those formulae using ultimate and proximate analyses, this
approach which involves a separation of the constituent gases into elementary gases is
actually not simple and prone to result in arithmetical error.
The combustible composition of gaseous fuels is basically made up of carbon
monoxide, hydrogen and certain hydrocarbons. As a result, heating values of gaseous
fuels can be determined by separating their composition into constituent gases and
calculating the heating values from these constituents’ heating values. This method
appears to be much more convenient and less prone to error. Therefore, the heating
value of the syngas can be calculated from the heating value of the percentage
quantities of carbon monoxide, hydrogen and methane in the syngas, as presented in
Equation (7–2) and (7–3). The higher and lower heating values of these key constituent
gases are shown in Table 7–5.
HHVsyngas = YCOHHVCO + YH2HHVH2 + YCH4HHVCH4 (7–2)
LHVsyngas = YCOLHVCO + YH2LHVH2 + YCH4LHVCH4 (7–3)
Table 7–5: HHV and LHV of carbon dioxide, hydrogen and methane
Gas HHV (kJ/Nm3) LHV (kJ/Nm3)
Carbon Monoxide (CO) 13,100 13,100
Hydrogen (H2) 13,200 11,200

134
Gas HHV (kJ/Nm3) LHV (kJ/Nm3)
Methane (CH4) 41,200 37,100
Source: Jaojaruek et al. (2011)
Average HHV and LHV of the syngas produced from gasification of cypress wood chips,
macadamia nut shells and four levels of their blends with Australian bituminous coal,
which were calculated from Equation (7–2) based on the HHV and LHV of the
constituents presented in Table 7–5, are summarised in Table 7–6.
Table 7–6: Average HHV and LHV of the syngas produced from different ratios, kJ/Nm3
Ratio of Biomass to
Coal
HHV (kJ/Nm3) LHV (kJ/Nm3)
Wood chips Nut shells Wood chips Nut shells
100:0 1,354 1,412 1,307 1,364
95:5 1,561 1,666 1,502 1,610
90:10 1,773 2,053 1,706 1,979
85:15 2,157 2,287 2,073 2,195
80:20 2,705 2,702 2,597 2,593
According to Table 7–6, average heating values of the syngas increased with a higher
ratio of the coal in both types of biomass blends. Average HHV of the syngas produced
from cypress wood chips was 1,354 kJ per Nm3 while the blend of 80% cypress wood
chips and 20% Australian bituminous coal yielded the syngas with average HHV of
2,705 kJ per Nm3, an increase of 99.72%. Similar results were also found in macadamia
nut shells and their blends with Australian bituminous coal. The increase of the ratio of
the coal in the blends with macadamia nut shells from 0 to 20% caused the increase of
average heating value of the syngas from 1,412 to 2,702 kJ per Nm3, an increase of
91.42%. The LHV which were calculated from the HHV certainly illustrated the same
trends as the HHV. Relationships between the ratio of biomass (cypress wood chips
and macadamia nut shells) to coal and the average HHV and LHV of the syngas are

135
illustrated with error bars of one standard deviation in Figure 7–6 and Figure 7–7,
respectively. The error analysis is presented in Table C–8, Appendix C.
Figure 7–6: Relationship between ratio of biomass to coal and average HHV
Figure 7–7: Relationship between ratio of biomass to coal and average LHV
As illustrated in Figure 7–6 and 7–7, linear relationship between the blending ratio of
biomass to coal and the average HHV and LHV of the syngas appeared to be the same
as that between the blending ratio of biomass to coal and the average total
combustible gas, due to similar percentage quantities of constituents used to calculate
the TCG, HHV and LHV. The same R2 of 0.951 in the blends of cypress wood chips and
1,000
1,500
2,000
2,500
3,000
0 5 10 15 20
Ave
rage
HH
V (
kJ/N
m3)
Ratio of Biomass to Coal
Wood Chips
Nut Shells
100:0 95:5 90:10 85:15 80:20
y = 64.05x + 1383.7R² = 0.992
y = 65.958x + 1250.4R² = 0.951
1,000
1,500
2,000
2,500
0 5 10 15 20
Ave
rage
LH
V (
kJ/N
m3)
Ratio of Biomass to Coal
Wood Chips
Nut Shells
100:0 95:5 90:10 85:15 80:20
y = 63.007x + 1207R² = 0.951
y = 60.879x + 1339.4R² = 0.992

136
Australian bituminous coal and of 0.992 in blends of macadamia nut shells and
Australian bituminous coal were found.
7.4 Summary
The syngas was produced from gasification and co-gasification of cypress wood chips,
macadamia nut shells and four levels of their blends with Australian bituminous coal
using a laboratory-scale downdraft fixed bed gasifier under air as a gasifying agent.
Analysis of the quality of the syngas was performed in terms of its composition,
combustibility (TCG) and energy content (HHV and LHV). It was found that, due to the
similarity in chemical properties of cypress wood chips and macadamia nut shells,
gasification of both types of biomass samples yielded relatively similar composition of
the syngas, resulting in an average level of TCG of 10.2 and 10.6%, respectively.
Although the syngas produced in this study had a low average level of TCG and a high
average content of nitrogen owing to the use of air as the gasifying agent and other
operation conditions, this study only focused on investigating the effects of the
proportion of coal on the quality of the syngas produced. The blends of both types of
biomass samples with the coal sample produced the syngas with higher average
contents of carbon monoxide and hydrogen. The average TCG of both types of blends
at the highest ratio of coal (20%) increased to 20.5%. However, an average content of
carbon dioxide which was not desirable increased as the coal sample in the blends
increased.
The HHV and LHV of the syngas were moreover determined by calculating from the
heating value of the percentage quantities of carbon monoxide, hydrogen and
methane in the syngas. In the same manner, average HHV and LHV of the syngas
increased with a higher ratio of the coal sample in both types of blends. The average
HHV of the syngas produced from individual cypress wood chips was 1,354 kJ per Nm3
while the blend of 80% cypress wood chips and 20% Australian bituminous coal yielded
the syngas with the average HHV of 2,705 kJ per Nm3. Similar results were found in
individual macadamia nut shells and their blend with the coal sample, increasing the
average HHV from 1,412 to 2,702 kJ per Nm3. Linear relationships between the
blending ratio of biomass to coal and the syngas quality in terms of average TCG, HHV

137
and LHV were observed in both types of blends. This indicated that properties of a fuel,
especially its carbon content, have a direct effect on the composition of the final
product of the gasification process. The coal sample which had higher carbon content
than that of both types of biomass caused production of significantly higher carbon
monoxide in the syngas. It is concluded that the co-gasification of biomass as a primary
fuel and coal as a supplementary fuel could improve the syngas quality.

138
Chapter 8
Development of syngas production model using neural network
Considering the powerful potential of artificial neural networks, it is notable that little
research has been carried out in the field of neural network models for biomass
gasification applications. Availability of uncomplicated models for gasification
applications is expected to help the operation and optimisation of the process and
performance. Artificial neural networks, which have ability to organise highly non-
linear relationship, can be an effective means to predict gasification characteristics.
This study therefore aims to develop a neural network model that can predict quality
of the syngas produced from gasification and co-gasification of biomass and coal using
experimental data.
8.1 Selection of data
Selecting a proper set of variables for inclusion as input data and output (target) data is
considered as a very important phase of neural network model development. This is
because performance of the model developed depends highly on the input and output
variables used. Generally, a set of data has an impact on the reliability of the model.
Proper selection of the data set can also contribute to computational efficiency. If the
set of available data is dimensional, it becomes crucial to choose a subset of the
potential input variables with the purpose of decreasing the number of free
parameters in the model to facilitate good generalisation among finite data. Data
selection is certainly arduous since real systems are often complicated and related to
non-linear processes. Thus, the dependencies among the input and output data are
difficult to determine.
In this study, an extensive literature review was done in order to select a proper set of
variables for constructing a reliable neural network model. The input and output
variables were selected from the experimental results. The study principally focused
on the effects of the fuels and their blends on the syngas produced. For that reason,
the input data ought to contain important compositions of the fuels while the target
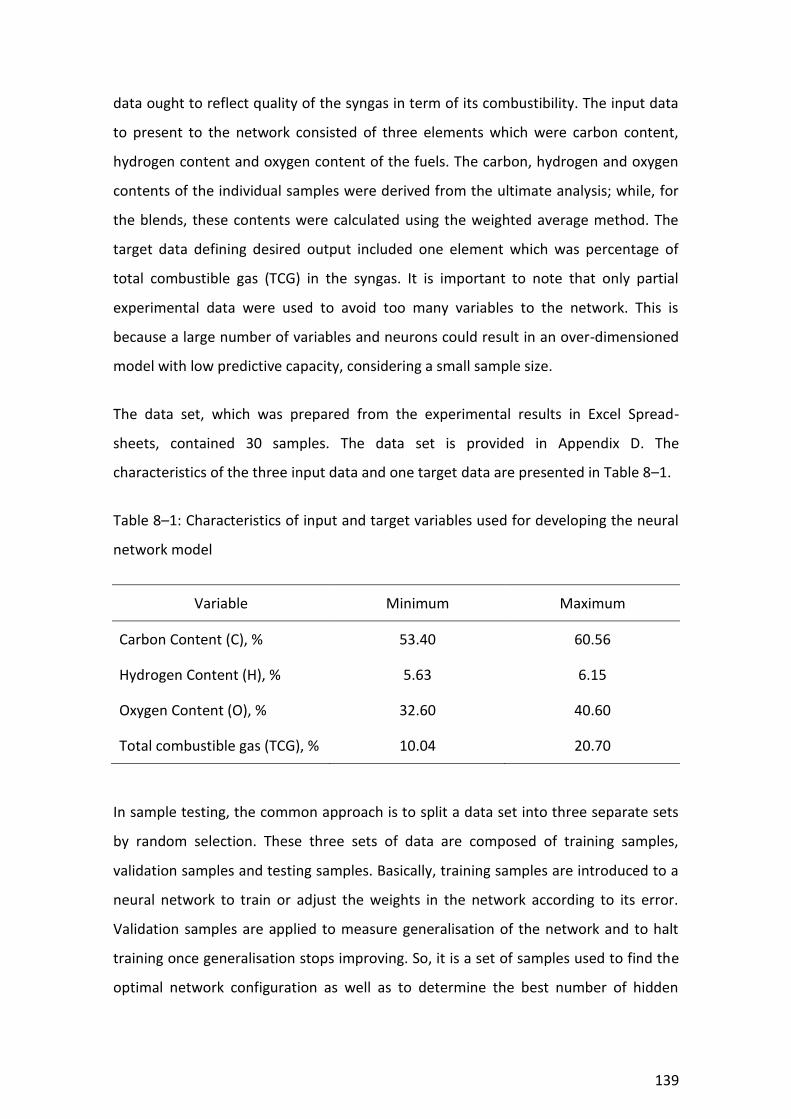
139
data ought to reflect quality of the syngas in term of its combustibility. The input data
to present to the network consisted of three elements which were carbon content,
hydrogen content and oxygen content of the fuels. The carbon, hydrogen and oxygen
contents of the individual samples were derived from the ultimate analysis; while, for
the blends, these contents were calculated using the weighted average method. The
target data defining desired output included one element which was percentage of
total combustible gas (TCG) in the syngas. It is important to note that only partial
experimental data were used to avoid too many variables to the network. This is
because a large number of variables and neurons could result in an over-dimensioned
model with low predictive capacity, considering a small sample size.
The data set, which was prepared from the experimental results in Excel Spread-
sheets, contained 30 samples. The data set is provided in Appendix D. The
characteristics of the three input data and one target data are presented in Table 8–1.
Table 8–1: Characteristics of input and target variables used for developing the neural
network model
Variable Minimum Maximum
Carbon Content (C), % 53.40 60.56
Hydrogen Content (H), % 5.63 6.15
Oxygen Content (O), % 32.60 40.60
Total combustible gas (TCG), % 10.04 20.70
In sample testing, the common approach is to split a data set into three separate sets
by random selection. These three sets of data are composed of training samples,
validation samples and testing samples. Basically, training samples are introduced to a
neural network to train or adjust the weights in the network according to its error.
Validation samples are applied to measure generalisation of the network and to halt
training once generalisation stops improving. So, it is a set of samples used to find the
optimal network configuration as well as to determine the best number of hidden

140
neurons. Testing samples are applied to evaluate the fully trained network. The testing
set provides an independent measure of neural network accuracy.
8.2 Design of the neural network model
The neural network model was constructed in MATLAB environment by the use of
Neural Network Toolbox. The network worked in unison to solve the specific problem
which was the quality of the syngas produced from gasification and co-gasification of
biomass and coal fuels using the experimental results.
8.2.1 Architecture of the neural network
The feed forward network which is the most common type of artificial neural network
architecture was used. Figure 8–1 illustrates the feed forward network which is
composed of three layers of processing elements, consisting of an input layer, hidden
layer and output layer. Each neuron in a particular layer is connected with all neurons
in the next layer, as shown in Figure 8–1.
Figure 8–1: Schematic diagram of the feed forward neural network
There is no explicit rule of determining the number of hidden layers for a neural
network. However, many studies mentioned that a single hidden layer with proper
number of hidden neurons is sufficient for the majority of problems. One hidden layer
is usually able to form any mapping required and approximate any function that has a
continuous mapping. It was reported that the situations in which performance of the
O
C
H TCG
OutputInput(pi)
Hidden
WeightsIWj,i
WeightsLWk,j
j = 1
j = 2
k = 1
b1j b2k
Biases

141
neural network with more than one hidden layer improves were very small. It is also
necessary to note that the neural network learns best with simplest mapping (Liu et
al., 2011; Priddy and Keller, 2005). As a consequence, this neural network was
designed to include only one hidden layer.
Likewise, there is no explicit rule of determining the number of neurons in each hidden
layer. Determining the number of hidden layers and the number of nodes in each of
those layers is however an essential part for overall neural network architecture. This
is because the number of hidden layers and the number of neurons in each of those
layers have a significant influence on the final results. Especially, the number of hidden
neurons has to be thoroughly considered. Experiments are typically adopted to obtain
the number of hidden neurons (Liu et al., 2011; Wunsch et al. 2003). As aforesaid, an
insufficient number of hidden neurons prevents the neural network from learning the
required function while an excessive number of hidden neurons leads the neural
network to overfit the training data which decreases its generalisation accuracy.
Therefore, to find the best number of hidden neurons, the trial and error method was
used by applying different numbers of hidden neurons in the range of 1–10. The best
solution was two hidden neurons which resulted in minimum mean squared error
(MSE). The results are presented in section 8.3.
8.2.2 Transfer functions in the neural network
In a feed forward neural network, almost every transfer functions can be used.
However, in order to apply the backpropagation training algorithm, the transfer
function has to be differentiable (Priddy and Keller, 2005). For this neural network, the
hyperbolic tangent sigmoid transfer function (tansig) was applied in the hidden layer
while the linear transfer function (purelin) was applied in the output layer. The
proposed neural network model is presented in Equation (8–1).
∑
(
( ( ∑ ( ) ))
) (8–1)
where p is input of the neuron; W is connection weight; b is bias value of the neuron.
142
8.2.3 Training algorithm for the neural network
After defining the problem, collecting and preparing the data, choosing the neural
network architecture, the network is ready to be trained. Training functions are
mathematical procedures to automatically adjust weights and biases of neural
networks, as aforementioned. It is important to find the training parameters that
produce the best performance, as indicated by performance of the network with
unseen data. This basically determines generalisation of the network. If the network is
overtrained; it normally either memorises the data in classification tasks or overfits the
data in estimation tasks. Thus, it becomes necessary to use the training data set that
was not used to train the network; since the purpose is to create the best network
performance on independent data (Liu et al., 2011; Priddy and Keller, 2005).
In this study, the neural network was trained using the Levenberg-Marquardt
backpropagation algorithm (trainlm). Trainlm in Neural Network Toolbox updates
values of weight and bias in accordance with Levenberg-Marquardt optimisation. The
Levenberg–Marquardt algorithm, independently created by Kenneth Levenberg and
Donald Marquardt, provides a mathematical solution to the problem of minimising a
function, typically nonlinear. It is an iterative technique that addresses the minimum of
a multivariate function expressed as the sum of squares of non-linear functions. The
algorithm can be regarded as a combination of the method of gradient descent and
the Gauss–Newton algorithm. The Levenberg–Marquardt algorithm is widely used as a
standard technique to solve non-linear least-squares problems. In Neural Network
Toolbox, trainlm is considered as the fastest backpropagation algorithm; so it is highly
recommended as a preferred choice of supervised algorithm (MathWorks, 2012;
Nelles, 2001; Yu and Wilamowski, 2011).
Furthermore, it is important to note that data splitting for training and testing is a vital
consideration during neural network development. Poor data splitting can lead to
inaccurate and inconsistent model performance (Priddy and Keller, 2005; MathWorks,
2012). As a result, multiples trials of different splits were carried out in this study. The
set of data was randomly divided into training samples, validation samples and testing
samples with 80/10/10, 70/15/15 and 60/20/20 splits to ensure optimum results.

143
8.3 Performance of the neural network model
The impact of composition (C, H and O) of the fuels on quality of the syngas in term of
TCG concentration is considered in this study. Neural Network Toolbox 7.0 in MATLAB
7.11.0 (R2010b) was used for developing the feed forward neural network model in
order to make predictions about the syngas. Carbon content, hydrogen content and
oxygen content were used as three input variables while percentage of TCG in the
syngas was uses as single output variable. The design of the network was chosen
through the trial and error method by applying three different sample splits and ten
different numbers of hidden neurons in the hidden layer. The number of hidden
neurons was increased from one to ten for each split. The entire process was repeated
and recorded. The network with the smallest number of hidden neurons and the
smallest error for validation was chosen. As many trials were conducted only results of
the network chosen were reported. Based on the experiment and analysis, the chosen
network consisted of two hidden neurons in the hidden layer with the sample split of
70/15/15. Figure 8–2 illustrates the proposed neural network diagram generated
through Neural Network Toolbox. The assessment and validation of a neural network
prediction model are based on a choice of one or more error metrics. Mean squared
error (MSE) is most commonly used as an error metric for neural network models that
perform a prediction task. The data set was randomly split into training samples (70%),
validation samples (15%) and testing samples (15%). The validation set was used to
validate the trained network while the true error of the network was estimated using
the testing set.
Figure 8–2: The neural network diagram generated from MATLAB
The tansig transfer function was applied for the hidden layer while the purelin transfer
function was applied for the output layer, as shown in Figure 8–2. During the training

144
process, the system automatically adjusted weights and biases of the neural network
according to the Levenberg–Marquardt algorithm which aimed to minimise errors
between the target output and the network output. It carried out 80 iterations. Each
iteration improved the weights slightly. The iteration loop stoped once no further
improvement was made. Screen capture of the neural network training is presented in
Figure 8–3.
Figure 8–3: The neural network training obtained from MATLAB
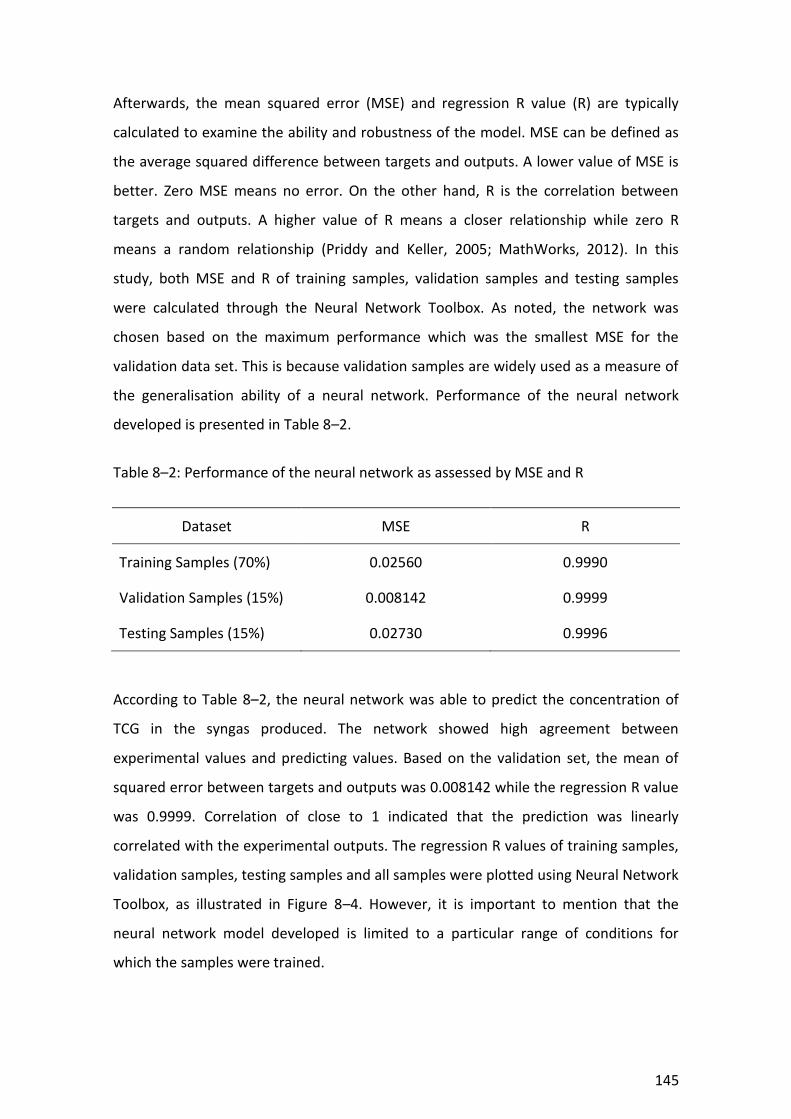
145
Afterwards, the mean squared error (MSE) and regression R value (R) are typically
calculated to examine the ability and robustness of the model. MSE can be defined as
the average squared difference between targets and outputs. A lower value of MSE is
better. Zero MSE means no error. On the other hand, R is the correlation between
targets and outputs. A higher value of R means a closer relationship while zero R
means a random relationship (Priddy and Keller, 2005; MathWorks, 2012). In this
study, both MSE and R of training samples, validation samples and testing samples
were calculated through the Neural Network Toolbox. As noted, the network was
chosen based on the maximum performance which was the smallest MSE for the
validation data set. This is because validation samples are widely used as a measure of
the generalisation ability of a neural network. Performance of the neural network
developed is presented in Table 8–2.
Table 8–2: Performance of the neural network as assessed by MSE and R
Dataset MSE R
Training Samples (70%) 0.02560 0.9990
Validation Samples (15%) 0.008142 0.9999
Testing Samples (15%) 0.02730 0.9996
According to Table 8–2, the neural network was able to predict the concentration of
TCG in the syngas produced. The network showed high agreement between
experimental values and predicting values. Based on the validation set, the mean of
squared error between targets and outputs was 0.008142 while the regression R value
was 0.9999. Correlation of close to 1 indicated that the prediction was linearly
correlated with the experimental outputs. The regression R values of training samples,
validation samples, testing samples and all samples were plotted using Neural Network
Toolbox, as illustrated in Figure 8–4. However, it is important to mention that the
neural network model developed is limited to a particular range of conditions for
which the samples were trained.
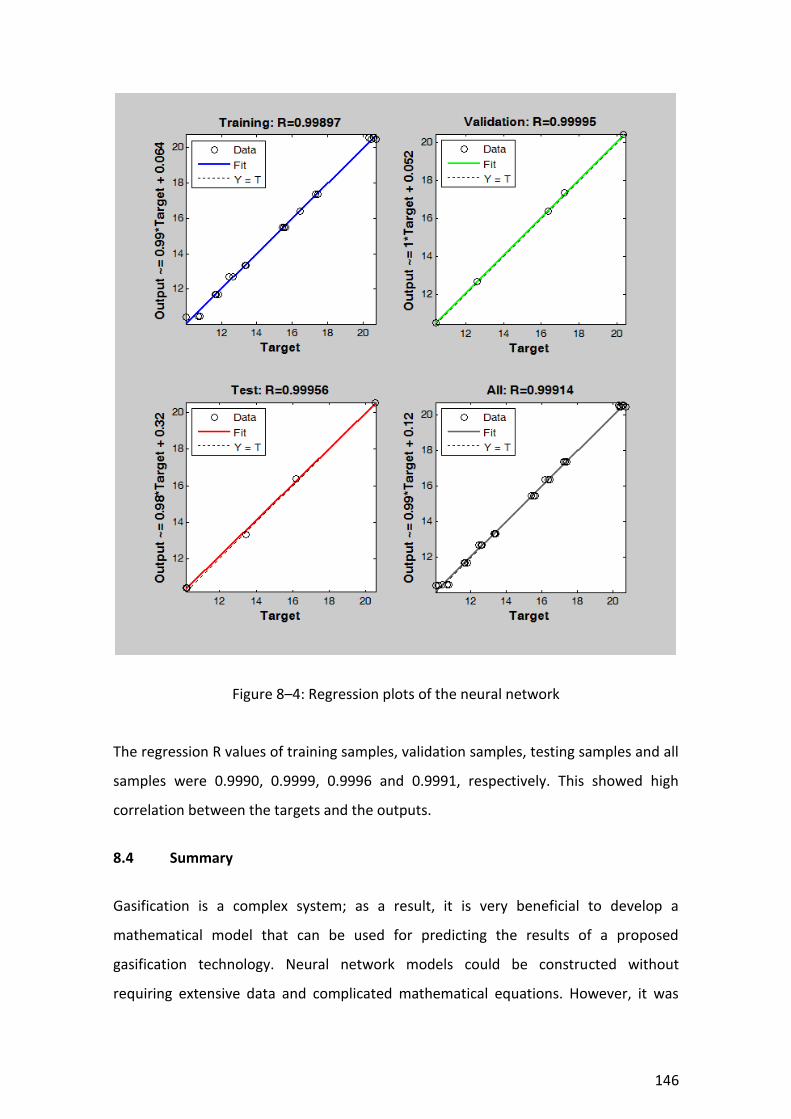
146
Figure 8–4: Regression plots of the neural network
The regression R values of training samples, validation samples, testing samples and all
samples were 0.9990, 0.9999, 0.9996 and 0.9991, respectively. This showed high
correlation between the targets and the outputs.
8.4 Summary
Gasification is a complex system; as a result, it is very beneficial to develop a
mathematical model that can be used for predicting the results of a proposed
gasification technology. Neural network models could be constructed without
requiring extensive data and complicated mathematical equations. However, it was

147
found that neural network modelling for biomass gasification application is still limited.
This study therefore developed a neural network model using experimental data in
order to predict the quality of the syngas produced from gasification and co-
gasification of biomass and coal. The neural network model was constructed in the
MATLAB environment by the use of Neural Network Toolbox. Key procedures applied
for developing the neural network consisted of problem identification, data
preparation, building the network, training the network and testing the network.
Only partial experimental results were selected to avoid too many variables to the
network which could result in an over-dimensioned model with low predictive
capacity, considering the small sample size. Since the research focuses on the effects
of the fuels and their blends on the syngas produced, the input data contained three
important compositions of the fuels (C, H and O) while the output data reflected the
quality of the syngas in the context of its combustibility (TCG). The trial and error
method was adopted to find the optimal solution for designing and training the neural
network model.
This study applied the feed forward neural network architecture which consisted of
three layers: an input layer, a hidden layer and an output layer. The training functions
included the hyperbolic tangent sigmoid transfer function (tansig) in the hidden layer
while the linear transfer function (purelin) in the output layer. The neural network was
trained by the Levenberg-Marquardt backpropagation algorithm (trainlm). The design
of the network was chosen through the trial and error method by applying ten
different numbers of hidden neurons in the hidden layer (1–10 neurons) and three
different sample splits (80/10/10, 70/15/15 and 60/20/20 splits) during training. The
neural network with two hidden neurons and the sample split of 70/15/15 resulted in
minimum mean squared error. The regression R value was 0.9999 which suggested
that the prediction was linearly correlated with the experimental outputs. So, the
neural network model developed was suitable for predicting the syngas quality
produced from the gasification process under these particular experimental
conditions.

148
Chapter 9
Financial analysis of two sizes of small scale gasification plants
Financial analysis plays a meaningful role to ensure that a technology can be achieved
in economic markets. It has been observed in practice that many technologies which
are technically feasible could not be deployed in commercial scales, mainly due to the
high cost of investment. In the investment analysis, two principal methods can be
applied to determine feasibility of a project including discount techniques and non-
discount techniques. In discount techniques, values from the capital are characterised
through cash inflow and outflow. The point of time, where cash is generated, is taken
into account among discount techniques. Non-discount techniques do not consider the
time value of money. Cash generated in the future is fundamentally assumed to have
equivalent value as years before. Key discount techniques include Net Present Value
(NPV) method and Internal Rate of Return (IRR) method while non-discount techniques
mainly consist of payback period (PB) method and Accounting Rate of Return (ARR)
method (Götze et al., 2007; Kapil, 2011; Röhrich, 2007).
9.1 Investment analysis
In this study, an investment analysis model for biomass gasification plants was
developed in Microsoft Excel worksheet. However, the data required for developing
the investment analysis model are usually confidential. The study was able to acquire
the data from Biomass Electricity Producer Company Limited, Thailand owing to a
previous relationship between this company and the researcher. The power plant was
designed to make use of several materials such as mango wood chips, saw dust and
rice husk. These raw materials have relatively similar properties to cypress wood chips
and macadamia nut shells which are widely available in Australia and could be readily
obtained for this study. The analysis was based on small scale biomass gasification
power plants with a 20-year project life.
The key methods adopted to develop the model are composed of the NPV method, the
IRR method and the payback period method. Net Present Value is the sum of the

149
present values of the annual cash flows minus the initial investment. Consequently, it
can be used to analyse the profitability of a project. The NPV method, as a valuable
indicator, can determine the value of an investment. A project that returns with a
positive NPV is feasible and attractive (Campbell and Brown, 2003; Götze et al., 2007;
Kapil, 2011). Internal Rate of Return is defined as the project discount rate at which the
NPV of a project is equal to zero. It means that the IRR is the rate of return that makes
the sum of present value of future cash flows and the final market value of a project
equal its current market value. A project will be attractive to invest in if the IRR is
greater than the rate of return that can be earned by alternative investments
(Campbell and Brown, 2003; Götze et al., 2007; Kapil, 2011).
The payback method principally calculates the time in years that takes to regain the
original capital outlay. Thus, payback period is the number of years that the cash
inflow is equal to the cash outflow from the cost of capital. An investment that has
longer payback period than the target payback period is to be rejected. In the case of
comparing several investment alternatives, those alternatives can be ranked by their
payback period and chosen by the shortest payback period. Although the payback
method appears to be effective for a quick analysis, it not only ignores the time value
of cash flows but also neglects a measurement of profitability (Götze et al., 2007; Kapil,
2011). Variables used for developing the investment analysis model were categorised
into investment, operation, finance and energy payment, as listed in Table 9–1. The
model developed was applied for assessing two different sizes of small scale biomass
gasification power plants, as presented in Appendix E.
Table 9–1: Variables used in the investment analysis model
Category Variable
Investment Activities Development Cost, Capital Expenditure and Total Investment
Operating Activities Revenues: Energy Payment, Capacity Payment and Total revenues
Operating Expenses: Administration, Operating Cost, Biomass Fuel, Maintenance, Insurance and Total
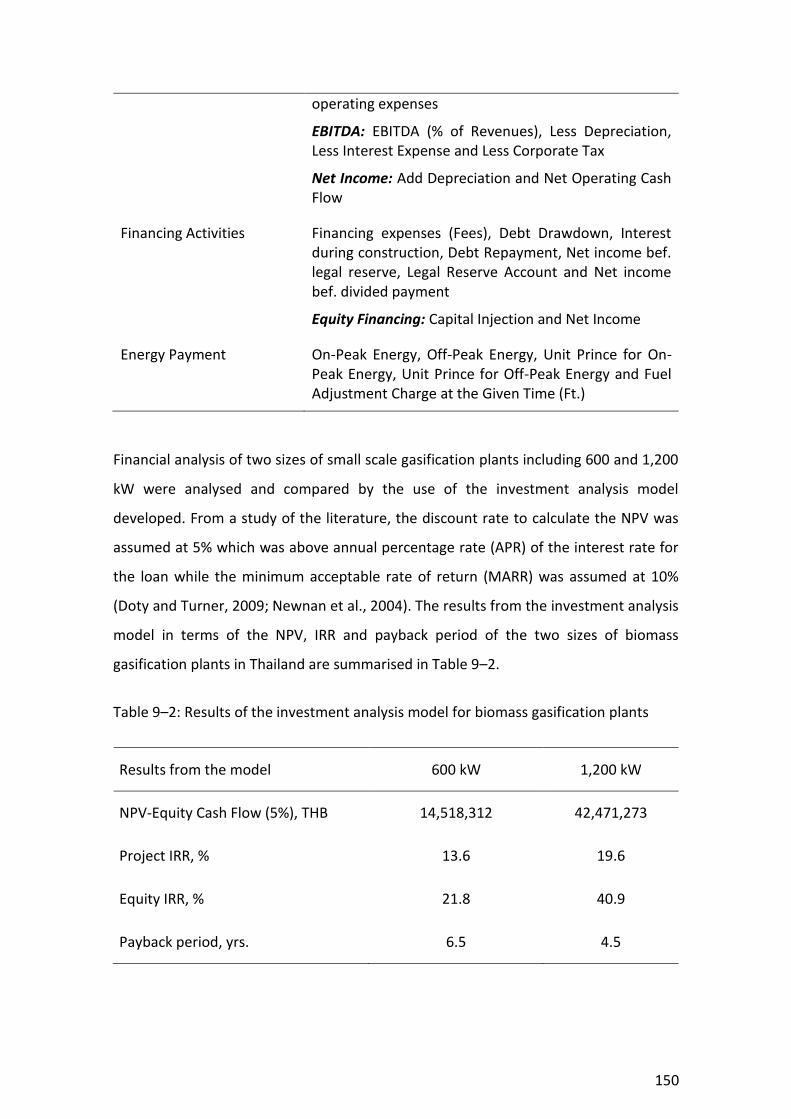
150
operating expenses
EBITDA: EBITDA (% of Revenues), Less Depreciation, Less Interest Expense and Less Corporate Tax
Net Income: Add Depreciation and Net Operating Cash Flow
Financing Activities Financing expenses (Fees), Debt Drawdown, Interest during construction, Debt Repayment, Net income bef. legal reserve, Legal Reserve Account and Net income bef. divided payment
Equity Financing: Capital Injection and Net Income
Energy Payment On-Peak Energy, Off-Peak Energy, Unit Prince for On-Peak Energy, Unit Prince for Off-Peak Energy and Fuel Adjustment Charge at the Given Time (Ft.)
Financial analysis of two sizes of small scale gasification plants including 600 and 1,200
kW were analysed and compared by the use of the investment analysis model
developed. From a study of the literature, the discount rate to calculate the NPV was
assumed at 5% which was above annual percentage rate (APR) of the interest rate for
the loan while the minimum acceptable rate of return (MARR) was assumed at 10%
(Doty and Turner, 2009; Newnan et al., 2004). The results from the investment analysis
model in terms of the NPV, IRR and payback period of the two sizes of biomass
gasification plants in Thailand are summarised in Table 9–2.
Table 9–2: Results of the investment analysis model for biomass gasification plants
Results from the model 600 kW 1,200 kW
NPV-Equity Cash Flow (5%), THB 14,518,312 42,471,273
Project IRR, % 13.6 19.6
Equity IRR, % 21.8 40.9
Payback period, yrs. 6.5 4.5

151
The results of the investment analysis, as presented in Table 9–2, indicated that both
sizes of the biomass gasification projects were financially feasible. However, the larger
project, a 1,200 kW plant, could achieve better financial performance compared to the
smaller project, a 600 kW plant. The NPV of the 1,200 kW plant was significantly higher
than that of the 600 kW plant. Similarly, the project IRR and equity IRR of the 1,200 kW
plant were higher compared to those of the 600 kW plant. The payback of the 1,200
kW plant was shorter than that of the 600 kW plant.
9.2 Sensitivity analysis
Sensitivity analysis, which determines the effect of different values of an independent
variable on a particular dependent variable under a set of assumptions, was also
carried out (Brigham and Ehrhardt, 2011). The analysis applied to both pessimistic and
optimistic views of three independent variables including capital cost, fuel cost and
energy payment in terms of the NPV, IRR and payback period for the 600 kW plant, as
summarised in Table 9–3.
Table 9–3: Results of the sensitivity analysis from both pessimistic and optimistic views
Pessimistic View Base Case Capital Cost
(+ 10%) Fuel Cost (+ 10%)
Energy Payment (– 10%)
NPV (THB.) 14,518,312 11,960,243 9,676,332 10,713,242
Project IRR 13.6% 11.8% 11.7% 12.1%
Equity IRR 21.8% 15.7% 16.7% 17.6%
Payback Period 6.5 yrs. 7 yrs. 7 yrs. 7 yrs.
Optimistic View Base Case Capital Cost
(– 10%) Fuel Cost (– 10%)
Energy Payment (+ 10%)
NPV (THB.) 14,518,312 17,076,381 19,360,293 18,323,382
Project IRR 13.6% 15.6% 15.3% 15.0%
Equity IRR 21.8% 34.2% 26.6% 25.0%
Payback Period 6.5 yrs. 5.5 yrs. 5.5 yrs. 5.5 yrs.

152
In sensitivity analysis, the key variables have been changed one at a time. The results
of the pessimistic scenario revealed that the fuel cost was the most sensitive variable
in the consideration of the NPV and IRR. As shown in Table 9–3, an increase in the fuel
cost by 10% caused the NPV to decrease by almost 5 million baht (33.4%) and the
project IRR to decrease by 1.87%. The payback period was not affected by the changes
in the three key variables, remaining around 7 years.
Similar trends of results of the optimistic scenario were also found. Basically, the
sensitivity analysis from both optimistic and pessimistic scenarios illustrated the same
changes compared to the base case but of opposite sign. The results suggested that
the fuel cost was the most critical factor affecting the financial performance of the
small scale biomass gasification plant under these particular assumptions.
9.3 Discussion on the investment opportunity
Various types of biomass have been used as traditional energy source in Thailand.
Available biomass fuels for gasification in the country are typically in the form of non-
plantation resources such as agricultural residues, wood residues and municipal solid
wastes (Garivait et al., 2006). Most biomass gasification plants in Thailand, including
Biomass Electricity Producer Company Limited, have utilised agricultural and wood
residues. Although the price of biomass varies by the season and area of operation, it
can be acquired a lower price per unit mass basis as compared to coal. In the
consideration of co-utilisation of biomass and coal to improve the gasification
performance, the fuels and blending ratios have to be carefully chosen to maintain a
financial viability of the system.
In Thailand, gasification technology and equipment are available from many
manufacturers, mostly in China, India and Japan as well as from in-house
manufacturers (Salam et al., 2010). Biomass Electricity Producer Company Limited and
several biomass gasification plants have acquired their gasification technology and
equipment from Chinese manufacturers because it requires less investment. It is also
important to note that, in Thailand, several policy instruments have been established
to promote the development and investment in renewable energy. For example, an
153
energy payment mechanism (called “adder”) which pays on top of the normal rate has
been used to compensate for external costs of biomass power generation. The Thai
Ministry of Energy has implemented a 15-year renewable energy plan from 2008 to
2022 which targets to increase energy supply from renewable energy sources to 20%
(Salam et al., 2010). So, with careful planning, an investment in a biomass gasification
plant in Thailand seems to be financially viable.
9.4 Summary
In this study, the financial analysis could facilitate decision-making in implementing
and utilising co-gasification technology in economic markets. This is because the
utilisation of coal in biomass based systems to improve the gasification performance
usually adds extra cost to the operations. The financial analysis of two sizes of small
scale gasification plants in Thailand was conducted to assess their investment
feasibility. An investment analysis model of biomass gasification with a 20-year project
life was developed in Microsoft Excel worksheet using the data from Biomass
Electricity Producer Company Limited, Thailand. The results indicated that investments
in the two sizes of small scale biomass gasification plants (600 and 1,200 kW), which
were assessed by the NPV, IRR and payback period, were financially feasible. However,
the larger project illustrated better financial performance compared to the smaller
project. This agreed with a study from the literature that economies of scale have a
direct impact on the economics of biomass gasification systems. The sensitivity
analysis which determined the effect of different values of the three variables (capital
cost, fuel cost and energy payment) on the NPV, IRR and payback period of the 600 kW
plant found that the fuel cost was the most sensitive variable. It had the most impact
on the financial performance of the biomass gasification plant under these particular
assumptions. In summary, the investment opportunity of a biomass gasification plant
in Thailand lies in the availability of biomass at a reasonable cost and the
establishment of policy instruments to promote renewable energy systems.
154
Chapter 10
Conclusions
Co-gasification of biomass as a primary fuel and coal as a supplementary fuel can be a
practical and cost effective method to improve quality of biomass gasification. This
research project investigated the influence of biomass and coal on the thermochemical
behaviour and the syngas production from the gasification process.
In the experiments, two types of biomass (cypress wood chips and macadamia nut
shells) and a type of coal (Australian bituminous coal) were selected. The results from
the proximate and ultimate analyses indicated that these two types biomass had
relatively similar approximate and absolute elemental composition. However, major
differences in properties (such as volatile matter, fixed carbon, carbon content and
oxygen content) between these two types of biomass and the Australian bituminous
coal were found.
Thermochemical behaviour of these two types biomass, the coal and their blends
during pyrolysis and combustion were observed using thermogravimetric analysis
(TGA) at the blending ratios of 95:5, 90:10, 85:15 and 80:20 at the heating rates of 5,
10, 15 and 20 °C min-1. Mass loss of the three samples during pyrolysis regardless of
their type occurred in three main stages comprising dehydration, devolatilisation and
solid decomposition. Devolatilisation appeared to be a dominant stage in pyrolysis; it
caused a significant mass loss from releasing at high rates.
The trends of mass loss of the two types of biomass samples and the coal sample were
found to be different. Mass loss of cypress wood chips and macadamia nut shells was
approximately over 60% at 400 °C while the loss in the mass of Australian bituminous
coal occurred at high temperatures compared to biomass, resulting in only 7% mass
loss at 400 °C. This was mainly due to the difference in volatile content.
During co-pyrolysis, the mass loss curves of the biomass and coal blends were similar
to that of the biomass, except these curves were shifted slightly along the temperature
155
axis. A small increase of the coal sample, which had low volatile matter, had an effect
on reducing the mass loss of the blends.
The analysis of char yield found a linear relationship between the yield of char and
blending ratio of biomass to coal with the R2 of 0.999.
In the thermokinetic analysis, the Ea of cypress wood chips and macadamia nut shells
was less than that of Australian bituminous coal, being 168.7, 164.6 and 199.6 kJ/mol,
respectively. The Ea of the blends of biomass and coal during co-pyrolysis followed that
of the weighted average of the individual samples in the blends.
Mass loss of the three samples during combustion could be also observed in three
main stages comprising dehydration, devolatilisation and char oxidation. The first and
second stages of mass loss (dehydration and devolatilisation) during combustion were
similar to those stages during pyrolysis, as indicated by relatively similar percentage of
cumulative mass loss below 400 °C.
However, the char oxidation in the third stage of combustion caused a significant loss
of mass (93.9%, 96.5% and 68.9% mass loss at 600 °C, respectively) while a slow loss of
mass continued in the third stage of pyrolysis as a result of slow decomposition of the
solid residue. Trends of mass loss during co-combustion were found to be similar to
that during co-pyrolysis.
The T50 indicator showed that temperatures at the degree of 50% mass loss of the
blends increased with increasing ratios of the coal sample while the R50 of the blends
which represent the intensity of mass loss at T50 decreased with higher ratios of the
coal sample. This suggested that lower volatile matter of the coal sample was
responsible for these changes.
During combustion, the Ea of cypress wood chips and macadamia nut shells was 138.9
and 147.4 kJ/mol, respectively while the Ea of Australian bituminous coal was 181.4
kJ/mol. The Ea of the blends of biomass and coal during co-combustion also followed
that of the weighted average of the individual samples in the blends.
156
No clear synergetic effects and thermochemical interaction between biomass and coal
were observed during co-pyrolysis and co-combustion. Thermochemical
decomposition of biomass and coal appeared to take place independently as such
thermokinetic parameters of the blends can be predicted from the measurements of
the individual samples using the weighted average method.
The biomass fuels (cypress wood chips, macadamia nut shells) and their blends with
the Australian bituminous coal at the four blending ratios were gasified using air as a
gasifying agent to investigate the effects of the fuels on the quality of the syngas as
assessed by its composition, combustibility (TCG) and energy content (HHV and LHV).
It was found that gasification of these two types of biomass yielded relatively similar
composition of the syngas, resulting in an average level of TCG of 10.2 and 10.6%,
respectively, mainly due to the similarity in their properties. Improvement in the
quality of the syngas was found in the co-gasification of the blends yielding the syngas
with the average TCG of 20.5% in both types of blends with the highest ratio of coal
(20%).
The HHV and LHV of the syngas were estimated by calculating from the heating value
of the percentage quantities of CO, H2 and CH4 in the syngas. Similar trends of results
of the HHV and LHV were found in comparison with the TCG. The average HHV of the
syngas of cypress wood chips and macadamia nut shells was 1,354 and 1,412 kJ/Nm3,
respectively while the blends of 80% biomass and 20% coal yielded the syngas with the
average HHV of 2,705 and 2,702 kJ per Nm3.
It could be concluded that, under these experimental conditions, the composition of
the syngas produced from the gasification system was directly influenced by properties
of the fuels fed. Even though thermochemical processes of the biomass and coal fuels
occurred individually, the co-gasification of these fuels (up to 20%) could linearly
enhance the quality of the syngas compared to the gasification of pure biomass.
A neural network model was developed to predict the quality of the syngas produced
from gasification and co-gasification of the biomass and coal fuels. The neural network
model was constructed in the MATLAB environment using carbon content, hydrogen

157
content and oxygen content of the fuels as the input data and the percentage of TCG in
the syngas as the target data. The feed forward backpropagation neural network
model developed was suitable for predicting the syngas quality produced from the
process with the regression R value was 0.9999 which suggested that the prediction
was linearly correlated with the experimental outputs.
The investment analysis model was developed to determine feasibility of two sizes of
small scale gasification plants (600 and 1,200 kW) in Thailand. Although both projects
were financially feasible, the results showed that the larger project could achieve
better financial performance compared to the smaller project with higher NPV and IRR
and shorter payback period. This agreed with the literature that economies of scale
have a direct impact on the economics of biomass gasification systems.
The sensitivity analysis of three key independent variables used in the model including
capital cost, fuel cost and energy payment suggested that the fuel cost was the most
critical factor affecting the financial performance of the system. Therefore, for the co-
gasification system, fuels and blending ratios have to be selected carefully to maintain
the financial viability of such system.

158
References
Abbas, T., Costen, P., Kandamby, N.H., Lockwood, F.C., & Ou, J.J. (1994). The influence
of burner injection mode on pulverized coal and biosolid co-fired flames. Combust
Flame, 99, 617-625.
Al-Mansour, F. & Zuwala, J. (2010). Evaluation of biomass co-firing in Europe. Biomass
and Bioenergy, 34(5), 620-629.
All Power Labs (2010). Gasifier Experimenters Kit. Retrieved from
http://gekgasifier.com/
ALT Inc. (2011). Pfeiffer Vacuum ThermoStar GSD 301 T3 Benchtop Mass Spectrometer.
Retrieved from www.usedlabequipment.com/lab_equipment/Pfeiffer+Vacuum%20
ThermoStar+GSD+301+T3+Benchtop+Mass+Spectrometer_19205.php?cPage=1&CatId
=110&SubCatId=934
Altman, A., & Hasegawa, P. M. (2011). Plant Biotechnology and Agriculture: Prospects
for the 21st Century. The United States: Elsevier Science.
Andersson, M. P., Abild-Pedersen, F., Remediakis, I. N., Bligaard, T., Jones, G., Engbæk,
J., Lytken, O., Horch, S., Nielsen, J.H., Sehested, J., Rostrup-Nielsen, J.R., Nørskov, J.K.,
Chorkendorff, I. (2008). Structure sensitivity of the methanation reaction: H2-induced
CO dissociation on nickel surfaces. Journal of Catalysis, 255(1), 6-19.
Anis, S., & Zainal, Z. A. (2011). Tar reduction in biomass producer gas via mechanical,
catalytic and thermal methods. A review. Renewable and Sustainable Energy Reviews,
15(5), 2355-2377.
Arbib, M. A. (2003). The Handbook of Brain Theory and Neural Networks, 2nd Edition.
The United States: Mit Press.
Arena, U., & Mastellone, M.L. (2006). Flugas - Fluidized Bed Gasifier for Alternative
Fuels. Retrieved from http://www.amracenter.com/doc/pubblicazioni/11i.Flugas.pdf

159
Ashizawa, M., Kajitani, S., Otaka M. & Watanabe, H. (2005). Development of
Performance Evaluation Techniques for Biomass Gasification Power Generation
System. Retrieved from http://criepi.denken.or.jp/en/publications/annual/2005/05
juten24.pdf
Babu, S.P. (2005) Observation on the current status of biomass gasification. Retrieved
from http://www.ieabioenergy.com/LibItem.aspx?id=184
Bain, R.L., Amos, W.A., Downing, M., & Perlack, R.L. (2003). Biopower Technical
Assessment: State of the Industry and Technology. National Renewable Energy
Laboratory, NREL/TP-510-33123
Balat, M., Balat, M., Kırtay, E. & Balat, H. (2009). Main routes for the thermo-
conversion of biomass into fuels and chemicals. Part 1: Gasification systems, Energy
Conversion and Management, 50 (12), pp. 3147-3157.
Bassam, N.E. (2010). Handbook of bioenergy crops: a complete reference to species,
development and applications. The United Kingdom: Earthscan.
Basu, P. (2006). Combustion and Gasification in Fluidized Beds. New York, The United
States: CRC Press.
Basu, P. (2010). Biomass Gasification and Pyrolysis: Practical Design and Theory. The
United States: Elsevier Science & Technology.
Baxter, L. (2005). Biomass–coal co-combustion: opportunity for affordable renewable
energy, Fuel, 84, 1295-1330
Bauen, A., Woods, J., & Hailes, R. (2004). Biopowerswitch!. The United Kingdom:
Imperial College London and E4tech (UK) Ltd.
Becker, J. (2008). Inorganic Mass Spectrometry: Principles and Applications. The United
States: Wiley

160
Berndesa, G., Hoogwijk, M., & van den Broek, R. (2003). The contribution of biomass in
the future global energy supply: a review of 17 studies. Biomass and Bioenergy. 25(1),
1-28.
Bingyan, X., Zengfan, L., Chungzhi, W., Haitao, H., & Xiguang, Z. (1994). Integrated
energy system in China - The cold north eastern region experience. Rome, Italy: Food
and Agriculture Organization of the United Nations (FAO).
Boerrigter, H. & Rauch, R. (2005) Review of applications of gases from biomass
gasification. Retrieved from http://www.ecn.nl/docs/library/report/2006/rx06066.pdf
Brammer, J.G. & Bridgwater, A.V. (1999). Drying technologies for an integrated
gasification bio-energy plant. Renewable and Sustainable Energy Reviews, 3, 243–289.
Brenes, M. D. (2006). Biomass and bioenergy: new research. The United States: Nova
Science Publishers.
Bridgwater, A.V. (1995). The technical and economic feasibility of biomass gasification
for power generation. Fuel, 14, 631–653.
Bridgwater, A.V. (2001). Progress in Thermochemical Biomass Conversion, Volume 2.
Oxford, UK: Blackwell Publishing.
Bridgwater, A.V. (2003). Renewable fuels and chemicals by thermal processing of
biomass, Chemical Engineering Journal, 91, 87–102
Bridgwater, A.V. (2008). Progress in Thermochemical Biomass Conversion. Great
Britain: John Wiley & Sons.
Bridgwater, A.V., Beenackers, A.A.C.M., & Sipila, K. (1999). An Assessment of the
Possibilities for Transfer of European Biomass Gasification Technology to China. The
United States: Office for Official Publications of the European Communities.
Brigham, E. F., & Ehrhardt, M. C. (2011). Financial Management: Theory and Practice.
The United States: South-Western Cengage Learning.

161
Brown, R. C., & Stevens, C. (2011). Thermochemical Processing of Biomass: Conversion
Into Fuels, Chemicals and Power. Great Britain: John Wiley & Sons.
Bryana, A.B., Warda, J., Hobbs, T. (2008). An assessment of the economic and
environmental potential of biomass production in an agricultural region. Land Use
Policy, 2008, 25(4), 533-549.
Callé, F.R. (2007). The biomass assessment handbook: bioenergy for a sustainable
environment. The United States: Earthscan
Campbell, H. F., & Brown, R. P. C. (2003). Benefit-Cost Analysis: Financial and Economic
Appraisal Using Spreadsheets. The United Kingdom: Cambridge University Press.
Carpentieri, M., Corti, A., & Lombardi, L. (2005). Life cycle assessment (LCA) of an
integrated biomass gasification combined cycle (IBGCC) with CO2 removal. Energy
Conversion and Management. 2005, 46(11-12), 1790-1808.
Celebi, O. C. (2012). Chapter 7 Neural Network. Retrieved from http://www.byclb.com/
TR/Tutorials/neural_networks/ch7_1.htm#c7
Chan, J. H., & Balke, S. T. (1997). The thermal degradation kinetics of polypropylene:
Part III. Thermogravimetric analyses. Polymer Degradation and Stability, 57(2), 135-
149.
Chasteen, T. G. (2000) Gas Chromatographic Injectors. Retrieved from
http://www.files.chem.vt.edu/chem-ed/sep/gc/gcinject.html
Chemistry World (2009). The biofuel future. Retrieved from http://www.rsc.org/
chemistry world/Issues/2009/April/Thebiofuelfuture.asp
Chen, D., Gao, X. & Dollimore, D. (1993). A generalized form of the Kissinger equation.
Thermochimica Acta, 215(26), 109-117.
Chen, D. & Fong, P.H. (1977). Evaluation of kinetic parameters from thermogravimetric
curves: Part I. Combined numerical method. Thermochimica Acta, 18(2), 161-170.
162
Chen, G., Andries, J., Luo, Z., & Spliethoff, H. (2003). Biomass pyrolysis/ gasification for
product gas production: the overall investigation of parametric effects. Energy
Conversion and Management, 44(11), 1875-1884.
Chen, W. & Kuo, P. (2010). A study on torrefaction of various biomass materials and its
impact on lignocellulosic structure simulated by a thermogravimetry. Energy, 35(6),
2580-2586.
Chen, W. & Wu, J. (2009). An evaluation on rice husks and pulverized coal blends using
a drop tube furnace and a thermogravimetric analyzer for application to a blast
furnace. Energy, 34(10): 1458–1466
Chopra, S., & Jain, A.K. (2003). A Review of Fixed Bed Gasification Systems for Biomass.
Agricultural Engineering International: CIGR Journal, 9, 1-23
Clarke, S., Preto, F. (2011). Biomass Densification for Energy Production. Retrieved
from http://www.omafra.gov.on.ca/english/engineer/facts/11-035.pdf
Colantoni S., Gatta S.D., de Prosperis R., Russo A., Fantozzi F., Desideri U. (2010). Gas
turbines fired with biomass pyrolysis syngas: analysis of the overheating of hot gas
path components, Journal of Engineering Gas Turbines Power, 132(6), 61401-61408
Collot, A. (2006). Matching gasification technologies to coal properties. International
Journal of Coal Geology, 65(3–4), 191-212.
Collot GA, Zhuo Y, Dugwell DR, Kandiyoti R. (1999). Co-pyrolysis and cogasification of
coal and biomass in bench-scale fixed-bed and fluidized bed reactors. Fuel, 78(6), 667-
679.
Concha, E., Turnes, M., Muniategui, S., Lopez, P., Fernandez, E., & Prada, D. (2002).
Optimisation of a programmed split-splitless injector in the gas chromatographic mass
spectrometric determination of organochlorine pesticides. Journal of Chromatography
A, 958(1-2), 17-24.

163
Costello, R. (1999). Biomass cofiring offers cleaner future for coal plants. Power
Engineering, 103(1), 45-48.
Corella, J., & Sanz, A. (2005). Modeling circulating fluidized bed biomass gasifiers. A
pseudo-rigorous model for stationary state. Fuel Processing Technology, 86(9), 1021–
1053.
CSIRO (2002). Biofuel Database. Retrieved from, http://www.det.csiro.au/science/
energy resources/biomass.htm
Culp, A.W. (1979). Principles of Energy Conversion. The United States of America:
McGraw-Hill Inc.
de Jong, W., Andries, J., Hein, K.R.G., (1999). Coal/biomass co-gasification in a
pressurised fluidised bed reactor, Renewable Energy, 16, 1110-1113.
de Klerk, A. (2011). Fischer-Tropsch Refining, 1st Edition. Singapore: Wiley-VCH Verlag
GmbH & Co. KGaA
de Souza, M.B., Nemer, L.C., Barreto, A.G. & Quitete. C.P.B (2012) Chapter 12 Neural
Network Based Modeling and Operational Optimization of Biomass Gasification
Processes. in Yun, Y. (Ed.), Gasification for Practical Applications. Rijeka, Croatia:
InTech
De, S. & Assadi, M. (2009). Impact of cofiring biomass with coal in power plants - A
techno-economic assessment, Biomass and Bioenergy, 33(2), 283-293.
Demirbas, A. (2003). Sustainable cofiring of biomass with coal. Energy Conversion and
Management, 44(9), 1465–1479.
Demirbas, A. (2004). Combustion characteristics of different biomass fuels. Progress in
Energy and Combustion Science, 30(2), 219-230.
Demirbas, A., & Demirbas I. (2007). Importance of rural bioenergy for developing
countries. Energy Conversion and Management, 48(8), 2386–2398.
164
Demirbas, M.F., Balat, M., & Balat, H. (2009). Potential contribution of biomass to the
sustainable energy development. Energy Conversion and Management, 50(7), 1746-
1760
Devi, L., Ptasinski, K.J., Janssen, F.J.J.G. (2003). A review of the primary measures for
tar elimination in biomass gasification processes. Biomass and Bioenergy, 24(2), 125-
140.
Devi, L., Ptasinski, K.J., Janssen, F.J.J.G., van Paasen, S.V.B., Bergman, P.C.A., & Kiel,
J.H.A. (2005). Catalytic decomposition of biomass tars: use of dolomite and untreated
olivine. Renewable Energy, 30(4), 565-587.
Dieck, R. H. (2007). Measurement Uncertainty: Methods and Applications, 4th Edition.
The United States: ISA.
Dong, C., Jin, B., Zhong, Z., & Lan, J. (2002). Tests on co-firing of municipal solid waste
and coal in a circulating fluidized bed. Energy Conversion and Management, 43(16),
2189-2199.
Dong, C., Jin, B., & Li, D. (2003). Predicting the heating value of MSW with a feed
forward neural network. Waste Management, 23(2), 103-106.
Doran, P. M. (2012). Bioprocess Engineering Principles, 2nd Edition. The United
Kingdom: Academic Press.
Dornburg, V. & Faaij, A.P.C. (2001). Efficiency and economy of wood-fired biomass
energy systems in relation to scale regarding heat and power generation using
combustion and gasification technologies. Biomass and Bioenergy, 21(2), 91-108.
Dorofki, M., Elshafie, A.H., Jaafar, O., Karim, O.A. & Mastura, S. (2012). Comparison of
Artificial Neural Network Transfer Functions Abilities to Simulate Extreme Runoff Data.
International Conference on Environment, Energy and Biotechnology IPCBEE, 33, 39-44.
Doty, S., & Turner, W. C. (2009). Energy management handbook. The United States:
Fairmont Press.
165
Ebeling, J.M., and Jenkins, B.M., (1985). Physical and chemical properties of biomass
fuels. Transactions of the ASABE, 28(3), 898-902.
EGAT (2011). Electricity Generation Authority of Thailand Annual Report 2011.
Thailand: Electricity Generating Authority of Thailand
Energy research Centre of the Netherlands (2012). Definitions used in Phyllis.
Retrieved from http://www.ecn.nl/phyllis/defs.asp
EPA (2000). Notice of Regulatory Determination on Wastes from the Combustion of
Fossil Fuels. Federal Register, 65(99), 32214-32237.
EREC (2007). Energy [r]evolution: A sustainable world energy outlook. The Netherlands:
Greenpeace International and EREC
Evans, A., Strezov, V., & Evans, T.J. (2010). Sustainability considerations for electricity
generation from biomass. Renewable and Sustainable Energy Reviews, 14(5), 1419-
1427.
FAO Forestry Department (1986). Wood gas as engine fuel. Roma, Italia: United
Nations (UN)
Fermoso, J., Arias, B., Plaza, M. G., Pevida, C., Rubiera, F., Pis, J. J., & Casero, P. (2009).
High-pressure co-gasification of coal with biomass and petroleum coke. Fuel Processing
Technology, 90(7–8), 926-932.
Franco, L., Elizondo, D.A., & Jerez, J.M. (2009). Constructive Neural Networks. Berlin,
Germany: Springer.
Fryda, L.E., Panopoulos, K.D., & Kakaras, E. (2008). Agglomeration in fluidised bed
gasification of biomass. Powder Technology, 181(3), 307-320.
Gabbott, P. (2008). Principles and applications of thermal analysis, Singapore:
Blackwell Publishing
166
Garcia, L., Salvador, M. L., Arauzo, J., & Bilbao, R. (2001). CO2 as a gasifying agent for
gas production from pine sawdust at low temperatures using a Ni/Al coprecipitated
catalyst. Fuel Processing Technology, 69(2), 157-174.
Garivait, S., Chaiyo, U., Patumsawad, S., & Deakhuntod, J. (2006). Physical and
Chemical Properties of Thai Biomass Fuels from Agricultural Residues. The 2nd Joint
International Conference on “Sustainable Energy and Environment (SEE 2006)”, 1-23
November 2006, Bangkok, Thailand
Geoscience Australia (2010). Coal. Retrieved from https://www.ga.gov.au/image_
cache/GA16878.pdf
Gil, J., Corella, J., Aznar, M.P., & Caballero, M.A. (1999). Biomass gasification in
atmospheric and bubbling fluidized bed: Effect of the type of gasifying agent on the
product distribution. Biomass and Bioenergy, 17(5), 389-403.
Gil, M. V., Casal, D., Pevida, C., Pis, J. J., & Rubiera, F. (2010). Thermal behaviour and
kinetics of coal/biomass blends during co-combustion. Bioresource Technology,
101(14), 5601-5608.
Gómez-Barea, A., Vilches, L.F., Leiva, C., Campoy, M., & Fernández-Pereira C. (2009).
Plant optimisation and ash recycling in fluidised bed waste gasification. Chemical
Engineering Journal, 146(2), 227–236.
Goswami, Y. (1986). Alternative Energy in Agriculture Vol. II. Florida, The United States:
CRC Press.
Götze, U., Northcott, D., & Schuster, P. (2007). Investment Appraisal: Methods and
Models. Germany: Springer.
Grammelis, P. (2010). Solid Biofuels for Energy: A Lower Greenhouse Gas Alternative.
London, Great Britain: Springer.
Grob, R. & Barry, E. (2004). Modern Practice of Gas Chromatography. The United
States: Wiley-Interscience.

167
Guo, B., Li, D., Cheng, C., Lu, Z., & Shen Y. (2001). Simulation of biomass gasification
with a hybrid neural network model. Bioresource Technology, 76(2), 77-83.
Hall, D.O.; House, J.I. (1995). Biomass: A modern and environmentally acceptable fuel.
Solar energy materials and solar cells, 38(1-4), 521-542.
Hall, D.O. Scrase, J.I. (1998). Will biomass be the environmentally friendly fuel of the
future? Biomass and Bioenergy, 15(4-5), 357-367.
Hansen, J.E. (2005). A slippery slope: How much global warming constitutes
“dangerous anthropogenic interference”? Climatic Change, 68, 269–279.
Hanrahan, G. (2011). Artificial Neural Networks in Biological and Environmental
Analysis. The United States: CRC Press.
Haq, Z. (2002). Biomass for electricity generation. Retrieved from www.eia.gov/oiaf/
analysispaper/biomass/pdf/biomass.pdf
Hartiniati, S.A. & Youvial, M. (1989). Performance of a pilot scale fluidized bed gasifier
fueled by rice husks, pyrolysis and gasification. In Proceedings of the International
Conference in Luxembourg, 23 –25 May 1989, 257–263.
Harvard University (2007). A Summary of Error Propagation. Retrieved from
http://ipl.physics.harvard.edu/wp-uploads/2013/03/PS3_Error_Propagation_sp13.pdf
Hastie, T., Tibshirani, R., & Friedman, J. (2009). The elements of statistical learning.
New York, The United States: Springer.
Haykiri-Açma, H., Ersoy-Meriçboyu, A. & Küçükbayrak, S. (2002). Combustion reactivity
of different rank coals. Energy Conversion and Management, 43(4), 459-465.
Hayter, S., Tanner, S., Comer, K., & Demeter, C. (2004). Biomass Cofiring in Coal–Fired
Boilers. Retrieved from www1.eere.energy.gov/femp/pdfs/fta_biomass_cofiring.pdf
Higman, C., & van der Burgt, M. (2008). Gasification, 2nd Edition, The United States:
Gulf Professional Publishing.

168
Hoffmann, E. & Stroobant, V. (2007). Mass Spectrometry: Principles and Applications.
The United States: Wiley-Interscience.
Hoogwijk, M., Faaij, A., van den Broek, R., Berndes, G., Gielen, D., Turkenburg, W.
(2003). Exploration of the ranges of the global potential of biomass for energy.
Biomass and Bioenergy, 25(2), 119-133.
Hoogwijk, M., Faaija, A., de Vriesb, B., Turkenburga, W. (2009). Exploration of regional
and global cost-supply curves of biomass energy from short-rotation crops at
abandoned cropland and rest land under four IPCC SRES land-use scenarios. Biomass
and Bioenergy, 33(1), 26-43.
IEA (2006). Key World Energy Statistics 2006. Paris, France: The International Energy
Agency
IEA (2007). Summary of Discussion at the Task 33 Workshop on Situation Analysis and
Role of Biomass Gasification (BMG) Technologies in Future Energy Needs. Retrieved
from www.ieatask33.org/app/webroot/files/file/publications/IEA_BRU_11-07.pdf
IEA (2010). Biomass for Heat and Power. Retrieved from http://www.iea-etsap.org
/web/E-TechDS/PDF/E05-Biomass%20for%20HP-GS-AD-gct.pdf
IEA (2011). Key World Energy Statistics 2011. Paris, France: The International Energy
Agency
Idris, S.S, Rahman, N.A., Ismail, K., Alias, A.Z., Rashid, Z.A. & Aris, M.J. (2010).
Investigation on thermochemical behaviour of low rank Malaysian coal, oil palm
biomass, and their blends during pyrolysis via thermogravimetric analysis (TGA).
Bioresource Technology, 101(12): 4584-4592.
Iliadis, L. S., & Jayne, C. (2011). Engineering Applications of Neural Networks, Part I,
India, Springer
Intelligent Energy Europe (2008). Eyes on the track, Mind on the horizon, From
inconvenient rapeseed to clean wood: A European road map for biofuels. Retrieved

169
from http://www.iee-library.eu/images/all_ieelibrary_docs/refuel_european_biofuel-
roadmap.pdf
IRENA (2012). Renewable Energy Technology: Cost Analysis Series, Biomass for Power
Generation, Germany: The International Renewable Energy Agency
Jaojaruek, K., Jarungthammachote, S., Gratuito, M., Wongsuwan, H. & Homhual, S.
(2011). Experimental study of wood downdraft gasification for an improved producer
gas quality through an innovative two-stage air and premixed air/gas supply approach.
Bioresource Technology, 102(7), 4834-4840.
Jenkins, B. M., Baxter, L. L., Miles Jr, T. R., & Miles, T. R. (1998). Combustion properties
of biomass. Fuel Processing Technology, 54(1–3), 17-46.
Jirjis, R. (2005). Effects of particle size and pile height on storage and fuel quality of
comminuted Salix viminalis. Biomass and Bioenergy, 28(2), 193–201.
Kalogirou, S. (2007). Artificial Intelligence in Energy and Renewable Energy Systems.
New York, USA: Nova Science Publishers.
Kamruzzaman, J., Begg, R., & Sarker, R. A. (2006). Artificial Neural Networks in Finance
and Manufacturing, USA, Idea Group Pub.
Kapil, S. (2011). Financial Management, Mumbai, India: Dorling Kindersley (India) Pvt.
Ltd.
Kastanaki, E., Vamvuka, D., Grammelis, P., & Kakaras, E. (2002). Thermogravimetric
studies of the behavior of lignite–biomass blends during devolatilisation. Fuel
Processing Technology, 78, 159- 166.
Khanal, S. K., Surampalli, R. Y., Zhang, T. C., Lamsal, B. P., Tyagi, R. D., & Kao, C. M.
(2010). Bioenergy and Biofuel from Biowastes and Biomass. The United States:
American Society of Civil Engineers.

170
Khandpur, R. S. (2006). Handbook of analytical instruments. India: Tata McGraw-Hill
Publising.
King, B. M., Rosopa, P. J., & Minium, E. W. (2011). Statistical Reasoning in the
Behavioral Sciences. The United States: John Wiley & Sons.
Kirkels, A.F., Verbong, G.P.J. (2011). Biomass gasification: Still promising? A 30-year
global overview. Renewable and Sustainable Energy Reviews, 15(1), pp. 471-481.
Kirkup, L., & Frenkel, B. (2006). An Introduction to Uncertainty in Measurement. The
United Kingdom: Cambridge University Press.
Kirubakaran, V., Sivaramakrishnanb, V., Nalinic, R., Sekard, T., Premalathae, M., &
Subramanian, P. (2009). A review on gasification of biomass. Renewable and
Sustainable Energy Reviews, 13(1), 179-186
Kitmondo (2013) Agilent Technologies 6890N, 5973N, 7683 Retrieved from
http://www.kitmondo.com/agilent-technologies-6890n,-5973n,-7683/ref457102
Klass, D. L. (1998). Biomass for Renewable Energy, Fuels, and Chemicals. The United
States: Academic Press.
Klimantos, P., Koukouzas, N., Katsiadakis, A. & Kakaras, E. (2009). Air-blown biomass
gasification combined cycles (BGCC): System analysis and economic assessment.
Energy, 34(5), 708-714.
Kotz, J.C., Treichel, R. & Townsend, J.R. (2009). Chemistry and chemical reactivity,
Volume 2, Canada: Cengage Learning.
Kreith, F., & Goswami, D. Y. (2011). Principles of Sustainable Energy. The United States:
Taylor & Francis Group.
Kumabe, K., Hanaoka T., Fujimoto, S., Minowa, T., & Sakanishi, K. (2007). Co-
gasification of woody biomass and coal with air and steam. Fuel, 86(5-6), 684-689.

171
Kurkela, E., Stahlberg, P., Laatikainen, J., & Simell, P. (1993). Development of Simplified
IGCC-Processes for Biofuels - Supporting Gasification Research at VTT. Bioresource
Technology, 46(1-2), 37-48.
Laster, E., Gong, M., & Thompson, A. (2007). A method for source apportionment in
biomass/coal blends using thermogravimetric analysis. Journal of Analytical and
Applied Pyrolysis, 80(1), 111-117.
Lee, J., Kim, D. & Kim, J. (2009). Reactivity study of combustion for coals and their chars
in relation to volatile content. Korean J. Chem. Eng., 26(2), 506-512
Lens, P., Westermann, P., Haberbauer, M. & Moreno, A. (2005). Biofuels for Fuel Cells:
Renewable Energy from Biomass Fermentation. Great Britain: Iwa Publishing
Leung, D.Y.C., Yin, X.L., & Wu, C.Z., (2004). A review on the development and
commercialization of biomass gasification technologies in China. Renewable and
Sustainable Energy Reviews, 8(6), 565-580.
Li, C., & Suzuki, K. (2009). Tar property, analysis, reforming mechanism and model for
biomass gasification - An overview. Renewable and Sustainable Energy Reviews, 13(3),
594-604.
Li, K., Zhang, R., and Bi, J. (2010). Experimental study on syngas production by co-
gasification of coal and biomass in a fluidized bed. International Journal of Hydrogen
Energy, 35(7), 2722-2726.
Lingireddy, S., & Brion, G. M., (2005). Artificial Neural Networks in Water Supply
Engineering. The United States: American Society of Civil Engineers.
Liu, D., Zhang, H., Polycarpou, M., Alippi, C., & He, H. (2011). Advances in Neural
Networks -- ISNN 2011. India: Springer.
Liu, F., Liu, X.N. & Wang, Q. (2009). Examination of Kissinger's equation for solid-state
transformation. Journal of Alloys and Compounds, 473(1-2), 152-156.

172
Llópiz, J., Romero, M.M., Jerez, A. & Laureiro, Y. (1995). Generalization of the kissinger
equation for several kinetic models, Thermochimica Acta, 256 (2), 205-211
López-Fonseca, R., Landa, I., Elizundia, U., Gutiérrez-Ortiz, M.A., González-Velasco, J.R.
(2006). Thermokinetic modeling of the combustion of carbonaceous particulate
matter. Combustion and Flame, 144(1-2), 398-406.
Lucas, C. (2004). Continuous High Temperature Air/steam Gasification (HTAG) of
Biomass. 6th Int. Conference on Science in Thermal and Chemical Biomass Conversion,
Victoria, Canada, 30 August -2 Septemper 2004
Lv, P., Yuan, Z., Wu, C., Ma, L., Chen, Y., & Tsubaki, N. (2007). Bio-syngas production
from biomass catalytic gasification. Energy Conversion and Management. 48(4), 1132–
1139.
Maciejewska, A., Veringa, H., Sanders, J., Peteves, S.D. (2006). Co-Firing of Biomass
with Coal: Constraints and Role of Biomass Pre-Treatment. The Netherlands: European
Commission
MathWorks (2012) MATLAB Functions in Neural Network Toolbox. Retrieved from
http://www.mathworks.com/help/nnet/functionlist.html
Maschio, G., Lucchesi, A. & Stoppato, G. (1994). Production of syngas from biomass.
Bioresource Technology, 48(2), 119-126.
McGowan, T. (2009). Biomass and alternate fuel systems: an engineering and economic
guide. The United States: John Wiley & Sons.
McKendry, P. (2002a). Energy production from biomass (Part1): Overview of biomass.
Bioresource Technology, 83(1), 37–46.
McKendry, P. (2002b). Energy production from biomass (Part2): Conversion
technologies. Bioresource Technology, 83(1), 47–54.

173
Meesri, C. & Moghtaderi, B. (2002) Lack of synergetic effects in the pyrolytic
characteristics of woody biomass=coal blends under low and high heating rate
regimes. Biomass and Bioenergy, 23, 55–66.
Miller, B. G., & Tillman, D. A. (2008). Combustion engineering issues for solid fuel
systems. The United States: Elsevier
Minchener, A. J. (2005). Coal gasification for advanced power generation. Fuel, 84(17),
2222-2235.
Mitchell, C.P., Bridgwater, A.V., Stevens, D.J., Toft, A.J. & Watters, M.P. (1995).
Technoeconomic assessment of biomass to energy. Biomass and Bioenergy, 9(1-5),
205-226.
Miyamoto, K. (1997). Renewable biological systems for alternative sustainable energy
production. Japan: Food & Agriculture Org.
Moghtaderi, B. (2007). Co-Combustion. In S. Van Loo & J. Koppejan (Eds.), Handbook of
Biomass Combustion and Co-Firing (pp. 203-248). The United Kingdom: Earthscan
Moghtaderi, B., Meesri, C., & Wall, T. F. (2004). Pyrolytic characteristics of blended coal
and woody biomass. Fuel, 83(6), 745-750.
Moghtaderi, B. & Ness, J. (2007). Coal-Biomass Cofiring Handbook, Australia:
Cooperative Research Centre for Coal in Sustainable Development
Mortimer, R. G. (2013). Mathematics for Physical Chemistry, 4th Edition. The United
States: Elsevier Science.
Sherren, K. (2006). Pillars of society: The historical context for sustainability and higher
education in Australia. In W. Filho & D. Carpenter (Eds.), Sustainability in the
Australasian university context (pp. 11-32). Frankfurt, Germany: Peter Lang.
Nagayoshi, H., Jun, H., & Hidemi, T. (2006). Low NOx Combustion Technique Using
Direct Injection into Strong Swirl Flow. IHI Eng Rev, 39(1), 33-39.

174
Nelles, O. (2001). Nonlinear System Identification: From Classical Approaches to Neural
Networks and Fuzzy Models. Germany: Springer.
Nemtsov, D., Zabaniotou, A. (2008). Mathematical modelling and simulation
approaches of agricultural residues air gasification in a bubbling fluidized bed reactor.
Chemical Engineering Journal, 143(1–3), 10-31.
NETL (2013a). Fischer-Tropsch Synthesis. Retrieved from http://www.netl.doe.gov/
technologies/coalpower/gasification/gasifipedia/5-support/5-11_ftsynthesis.html
NETL (2013b). Gasifipedia. Retrieved from http://www.netl.doe.gov/technologies/
coalpower/gasification/gasifipedia/4-gasifiers/4-2_physical-chem.html
Netzsch (2010). Operating Instructions: TG 209 F3 Tarsus. Germany: NETZSCH-
Gerätebau GmbH
Newnan, D. G., Eschenbach, T. G., & Lavelle, J. P. (2004). Engineering Economic
Analysis: Study Guide. The United States: Oxford University Press.
Niessen, W. (2001). Current Practice of Gas Chromatography-Mass Spectrometry. The
United States: CRC Press.
Nino, E.F. & Nino, T.G. (1997). Fuels and Combustion, Revised Edition. Philippines:
Publisher Rex Bookstore, Inc
Norton, G.A., (1993). A review of the derivative thermogravimetric technique (burning
profile) for fuel combustion studies, Thermochimica Acta, 214(2), 171-182
Nougues, J. M., Pan, Y. G., Velo, E., & Puigjaner, L. (2000). Identification of a pilot scale
fluidised-bed coal gasification unit by using neural networks. Applied Thermal
Engineering, 20(15–16), 1561-1575.
Obernberger, I., Brunner, T., Barnthaler, G. (2006). Chemical properties of solid
biofuels - significance and impact. Biomass and Bioenergy, 30(11), 973–982.
175
Paliwal, M., & Kumar, U. A. (2009). Neural networks and statistical techniques: A
review of applications. Expert Systems with Applications, 36(1), 2-17.
Pan, Y.G., Velo, E., Roca, X., Manya, J.J., & Puigjaner, L. (2000). Fluidized-bed co-
gasification of residual biomass/poor coal blends for fuel gas production. Fuel, 79(11),
1317-1326.
Parikka, M. (2004). Global biomass fuel resources. Biomass and Bioenergy, 27(6), 613-
620.
Park, D.K., Kim, S.D., Lee, S.H., & Lee, J.G. (2010). Co-pyrolysis characteristics of
sawdust and coal blend in TGA and a fixed bed reactor. Bioresource Technology,
101(15), 6151–6156
Parker, L.E. (2007). Notes on Multilayer, Feedforward Neural Networks. Retrieved from
http://web.eecs.utk.edu/~parker/Courses/CS594-fall07/handouts/
Patel, B. & Gami, B. (2012). Biomass Characterization and its Use as Solid Fuel for
Combustion. Iranica Journal of Energy & Environment, 3(2), 123-128
Paul, W.C. & Buchele, W.F. (1980). Development of a concentric vortex agri-residue
furnace. Agric Energy, 2, 349–356.
Prins, M.J., (2005). Thermodynamic analysis of biomass gasification and torrefaction.
Retrieved from http://alexandria.tue.nl/extra2/200510705.pdf
Priddy, K. L., & Keller, P. E. (2005). Artificial Neural Networks: An Introduction. The
United States: SPIE Press.
Prins, M.J., Ptasinski, K.J., Janssen, F.J.J.G. (2004). From coal to biomass gasification:
Comparison of thermodynamic efficiency. Energy, 32, 1248–1259.
Ptasinski, K.J, Prins, M.J., & Pierik, A. (2007). Exergetic evaluation of biomass
gasification, Energy, 32(4), 568-574.

176
Puig-Arnavat, M., Bruno, J. C., & Coronas, A. (2010). Review and analysis of biomass
gasification models. Renewable and Sustainable Energy Reviews, 14(9), 2841-2851.
Purohit, P. (2009). Economic potential of biomass gasification projects under clean
development mechanism in India. Journal of Cleaner Production, 17(2), 181-193.
Quaak, P., Knoef, H., & Stassen, H.E. (1999). Energy from Biomass: A Review of
Combustion and Gasification Technologies. World Bank Publications, 1-39.
Queensland Government (2010). Queensland’s coal - mines and advanced projects.
Retrieved from www.fof.org.au/uploads/media/Qld_coal_proj_2010.pdf
Queensland Government (2012a). White Cypress, Retrieved from www.dpi.qld.gov.au/
26_6834.htm
Queensland Government (2012b). Queensland macadamia industry, Retrieved from
www.dpi.qld.gov.au/16_15655.htm
Raja, A. K., & Srivastava, A. P. (2007). Power Plant Engineering. India: New Age
International
Redback Garden Centre (2012). Products, Retrieved from
www.redbacklandscaping.com.au
Reger, D.L., Goode, S.R. & Ball, D.W. (2009). Chemistry: Principles and Practice. Canada:
Cengage Learning.
Reich, L. & Stivala, S. (1978). Kinetic parameters from thermogravimetric curves.
Thermochimica Acta, 24(1), 9-16.
Reichel H., and Schirmer U., (1989). Waste incineration plants in the FRG: construction,
materials, investigation on cases of corrosion. Werkstoffe und Korrosion, 40(3), 135-
141.

177
Ricketts, B., Hotchkiss R., Livingston B. & Hall M. (2002). Technology Status Review of
Waste/Biomass Co-Gasification with Coal. In Proceedings of IChemE Fifth European
Gasification Conference in Noordwijk, The Netherlands, 8-10 April 2002
Rohrich, M. (2007). Fundamentals of Investment Appraisal: An Illustration Based on a
Case Study. Germany: Oldenbourg.
Rojas, R (1996). Neural Networks: A Systematic Introduction. Berlin, Germany:
Springer-Verlag.
Romesburg, H. C. (2009). Best Research Practices, How to gain reliable knowledge. The
United States: Lulu Enterprises.
Roos, A., Graham, R.L., Hektor, B., Rakos, C. (1999). Critical factors to bioenergy
implementation. Biomass and Bioenergy, 17(2), 113-126
Rosen, C. Mozaffari, M., Russelle, M. and Nater, E. (1997). Ash Evaluation: Minnesota
Agripower Project - Task III Research Report. Retrieved from http://www.osti.gov/
bridge/servlets/purl/ 623034/623034.pdf
Rural Industries Research and Development Corporation (2012) Macadamia. Retrieved
from www.rirdc.gov.au/programs/established-rural-industries/pollination/macadamia.
cfm
Sadhukhan, A.K., Gupta, P., Goyal, T., & Saha, R.K. (2008). Modelling of pyrolysis of
coal–biomass blends using thermogravimetric analysis. Bioresource Technology,
99(17), 8022-8026.
Sahu, S. G., Sarkar, P., Chakraborty, N., & Adak, A. K. (2010). Thermogravimetric
assessment of combustion characteristics of blends of a coal with different biomass
chars. Fuel Processing Technology, 91(3), 369-378.
Salam, P. A., Kumar, S. & Siriwardhana, M. (2010). Report on the Status of biomass
gasification in Thailand and Cambodia. Retrieved from http://www.eepmekong.org/_
downloads/Biomass_Gasification_report_final-submitted.pdf

178
Samarasinghe, S. (2007). Neural Networks for Applied Sciences and Engineering: From
Fundamentals to Complex Pattern Recognition. The United States: Auerbach.
Sami, M., Annamalai, K., & Wooldridge, M. (2001). Co-firing of coal and biomass fuel
blends. Progress in Energy and Combustion Science, 27(2), 171-214.
Satonsaowapak, J., Kulworawanichpong, T., Oonsivilai, R. & Oonsivilai, A. (2011).
Gasifier system identification for biomass power plants using response surface
method. World Academy of Science, Engineering and Technology, 60, 187-192.
Schalley, C. & Springer, A. (2009). Mass spectrometry and Gas Phase Chemistry of Non
Covalent Complexes. The United States: Wiley.
Schlamadinge, B., Spitzer, J., Kohkmaier, G.H., Deke, M.L. (1995). Carbon balance of
bioenergy from logging residue. Biomass and Bioenergy, 8(4), 221–234.
Schobert, H. H. (1995). Lignites of North America: Coal Science and Technology 23. The
Netherlands: Elsevier.
Seita, A., Shigeru, Y., Tooru, Y., & Kanji, K. (1999). Techniques for Low NOx Combustion
on Medium Speed Diesel Engine. Journal of the Japan Institution of Marine
Engineering, 34(2), 88-93.
Seo, D.K., Park, S.S., Hwang, J., Yu, T. (2010). Study of the pyrolysis of biomass using
thermo-gravimetric analysis (TGA) and concentration measurements of the evolved
species. Journal of Analytical and Applied Pyrolysis, 89 (1), 66-73.
Serageldin, M. A. & Pan, W. (1984). Coal analysis using thermogravimetry.
Thermochimica Acta, 76 (1-2), 145-160.
Shen, C.-H., Chen, W.-H., Hsu, H.-W., Sheu, J.-Y., & Hsieh, T.-H. (2012). Co-gasification
performance of coal and petroleum coke blends in a pilot-scale pressurized entrained-
flow gasifier. International Journal of Energy Research, 36(4), 499-508.

179
Sims, R. E. H. (2004). Bioenergy options for a cleaner environment in developed and
developing countries. The Netherlands: Elsevier.
Sivanandam, S.N., & Deepa, S. N. (2006). Introduction to Neural Networks Using
Matlab 6.0. India: Tata McGraw-Hill.
Sjostrom K., Chen G., Yu Q., Brage C., Rosén C. (1999). Promoted reactivity of char in
co-gasification of biomass and coal: synergies in the thermochemical process. Fuel,
78(10), 1189-1194.
Skoog, D.A., West, D.M., Holler, F.J. & Crouch, S.R. (2013). Fundamentals of Analytical
Chemistry. The United States: Cengage Learning
Sparkman, O., Penton, Z., Kitson, F. (2011). Gas Chromatography and Mass
Spectrometry: A Practical Guide. The United States: Academic Press.
Speight, J. G. (2005). Handbook of Coal Analysis. The United States of America: John
Wiley & Sons Inc.
Speight, J. G., Kelly, S., Balat, M., Demirbas, A., & Ghose, M. K. (2011). The Biofuels
Handbook. The United Kingdom: Royal Society of Chemistry.
Stracher, G. B., Prakash, A., & Sokol, E. V. (2011). Coal and Peat Fires: A Global
Perspective: Volume 1: Coal - Geology and Combustion. The United Kingdom: Elsevier
Science.
Sutcu, H. (2007). Pyrolysis by thermogravimetric analysis of blends of peat with coals of
different characteristics and biomass. Journal of the Chinese Institute of Chemical
Engineers, 38(3-4), 245-249.
Sutton, D., Kelleher, B., & Ross, J. R. H. (2001). Review of literature on catalysts for
biomass gasification. Fuel Processing Technology, 73(3), 155-173.

180
Svoboda, K., Pohořelý, M., Hartman, M., & Martinec, J. (2009). Pretreatment and
feeding of biomass for pressurized entrained flow gasification. Fuel Processing
Technology, 90(5), 629-635.
Timmons, D. & Mejía, C.V. (2010). Biomass energy from wood chips: Diesel fuel
dependence? Biomass and Bioenergy, 34 (9), 1419-1425.
Teislev, B. (2000). Wood-chips gasifier combined heat and power. Retrieved from
http://www.ieatask33.org/app/webroot/files/file/publications/WoodchipsGasifierCom
binedheatandPower.pdf
The Gymnosperm Database (2010). Callitris glaucophylla, Retrieved from
http://www.conifers.org/cu/Callitris_glaucophylla.php
Theodore, L., Ricci, F., & van Vliet, T. (2009). Thermodynamics for the Practicing
Engineer. Canada: John Wiley and Sons.
Thunman, H., Niklasson, F., Johnsson , F. & Leckner, B. (2001). Composition of Volatile
Gases and Thermochemical Properties of Wood for Modeling of Fixed or Fluidized
Beds. Energy Fuels, 15(6), 1488–1497.
Tillman, D.A. (2000). Biomass cofirng: the technology, the experience, the combustion
consequences. Biomass and Bioenergy, 19(6), 365-384.
Tinaut, F.V., Melgar, A., Pérez, J.F., & Horrillo, A. (2008). Effect of biomass particle size
and air superficial velocity on the gasification process in a downdraft fixed bed gasifier.
Fuel Processing Technology, 89(11), 1076-1089
Tomishige, K., Asadullah, M., & Kunimori, K. (2004). Syngas production by biomass
gasification using Rh/CeO2/SiO2 catalysts and fluidized bed reactor. Catalysis Today,
89(4), 389-403.
US Dept. of Energy (1997). Renewable Energy Technology Characterizations. The
United States: EPRI.

181
Uson, S., Valero, A., Correas, L., & Martínez, A. (2004). Co-Gasification of Coal and
Biomass in an IGCC Power Plant: Gasifier Modeling. International Journal of
Thermodynamics, 7(4), 165-172.
van Loo, S. & Koppejan, J. (2012) The handbook of biomass combustion and co-firing.
The United Kingdom: Earthscan.
Vuthaluru, H.B. (2003). Thermal behaviour of coal/biomass blends during co-pyrolysis.
Fuel Processing Technology, 85(2-3), 141-155.
van der Drift, A., van Doorn, J., Vermeulen, J.W. (2001). Ten residual biomass fuels for
circulating fluidized-bed gasification. Biomass and Bioenergy, 20(1), 45-56.
van Krevelen, D.W. (1993). Coal: Typology - Physics - Chemistry - Constitution. Canada:
Elsevier Science.
van Rossum, G., Potic, B., Kersten, S.R.A., & van Swaaij, W.P.M. (2009). Catalytic
gasification of dry and wet biomass. Catalysis Today, 145(1-2), 10-18.
Varol, M., Atimtay, A. T., Bay, B., & Olgun, H. (2010). Investigation of co-combustion
characteristics of low quality lignite coals and biomass with thermogravimetric
analysis. Thermochimica Acta, 510(1–2), 195-201.
Veijonen, K., Vainikka, P., Järvinen, T. and Alakangas, E. (2003). Biomass Co-firing: An
efficiency way to reduce greenhouse gas emission. Finland: European Bioenergy
Networks
Viswanathan, M. (2005). Measurement Error and Research Design. The United
Kingdom: SAGE Publications.
Wang, L., Weller, C. L., Jones, D. D., & Hanna, M. A. (2008). Contemporary issues in
thermal gasification of biomass and its application to electricity and fuel production.
Biomass and Bioenergy, 32(7), 573-581.
182
Warnecke, R. (2000). Gasification of biomass: comparison of fixed bed and Fluidized
bed gasifier. Biomass and Bioenergy, 18(6), 489-497.
Watson, J., & Sparkman, O. (2007). Introduction to Mass Spectrometry:
Instrumentation, Applications, and Strategies for Data Interpretation. The United
States: Wiley.
Watson, R.T. (2001). Climate Change 2001, Synthesis Report. The United States:
Intergovernmental Panel on Climate Change (IPCC).
Wiley-VCH (2003). Ullmann's Encyclopedia of Industrial Chemistry, 6th Edition.
Weinheim, Germany: Wiley-VCH.
Winslow, J.C., Smouse, S.M. & Ekmann, J.M. (1996). Cofiring of coal and waste.
London: IEA Coal Research.
World Coal Association (2011). Coal Statistics, Retrieved from www.worldcoal.org/
resources /coal-statistics/
Worldbank (2008). Biomass gasification technology forecast. Retrieved from
www.worldbank.org/html/fpd/em/biomass/igcc_appendix.pdf
Wright, L., Boundy, B., Perlack, B. Davis, S., Saulsbury, B. (2006). Biomass Energy Data
Book. The United States: Oak Ridge National Laboratory.
Wunsch, D.C., Hasselmo, M.E., & Venayagamoorthy, G.K. (2003). Advances in Neural
Network Research. Oxford, Great Britain: Pergamon.
Xiao, G., Ni, M.-j., Chi, Y., Jin, B.-s., Xiao, R., Zhong, Z.-p., & Huang, Y.-j. (2009).
Gasification characteristics of MSW and an ANN prediction model. Waste
Management, 29(1), 240-244.
Yadav, A.K. & Chandel, S.S. (2012). Artificial Neural Network based Prediction of Solar
Radiation for Indian Stations. International Journal of Computer Applications, 50, 1–4

183
Yang, W. (2003). Handbook of Fluidization and Fluid-particle Systems, 2nd Edition. The
United States: CRC Press.
Yi. C., Yanchun, L. & Yunlong, H. (2008). The correctional kinetic equation for the peak
temperature in the differential thermal analysis. Journal of Thermal Analysis and
Calorimetry, 93(1), 111-113.
Yu, H. & Wilamowski, B.M. (2011) Levenberg–Marquardt Training. Retrieved from
http://www.eng.auburn.edu/~wilambm/pap/2011/K10149_C012.pdf
Zhang, L., Xu, C. & Champagne, P. (2010). Overview of recent advances in thermo-
chemical conversion of biomass. Energy Conversion and Management, 51(5), 969-982.
Zhang, W. (2010). Computational Ecology: Artificial Neural Networks and their
Applications. Singapore: World Scientific.
Zulfiqar, M., Moghtaderi, B. & Wall, T.F. (2006). Flow properties of biomass and coal
blends. Fuel Processing Technology, 87(4), 281-288.

184
Appendix A – The TGA results during pyrolysis and co-pyrolysis
(a) (b)
(c) (d)
Figure 1: TG curves of the solid samples under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
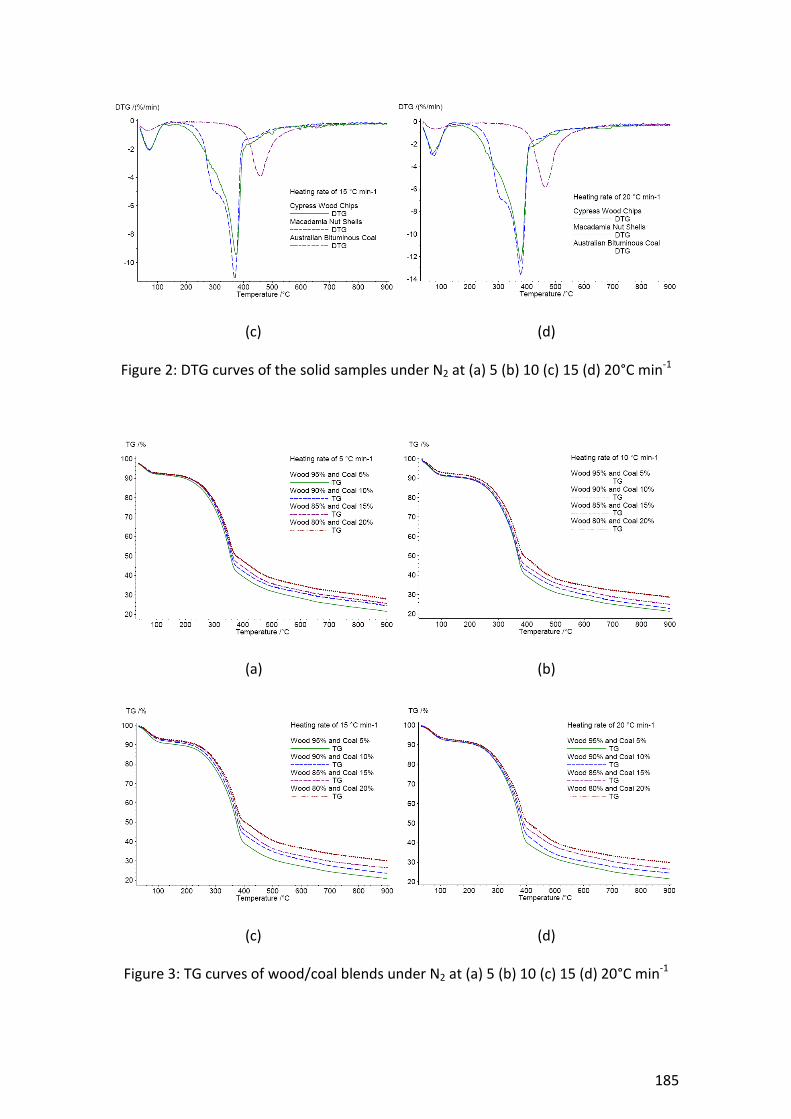
185
(c) (d)
Figure 2: DTG curves of the solid samples under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
(c) (d)
Figure 3: TG curves of wood/coal blends under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1

186
(a) (b)
(c) (d)
Figure 4: TG curves of nut/coal blends under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)

187
(c) (d)
Figure 5: DTG curves of wood/coal blends under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
(c) (d)
Figure 6: DTG curves of nut/coal blends under N2 at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
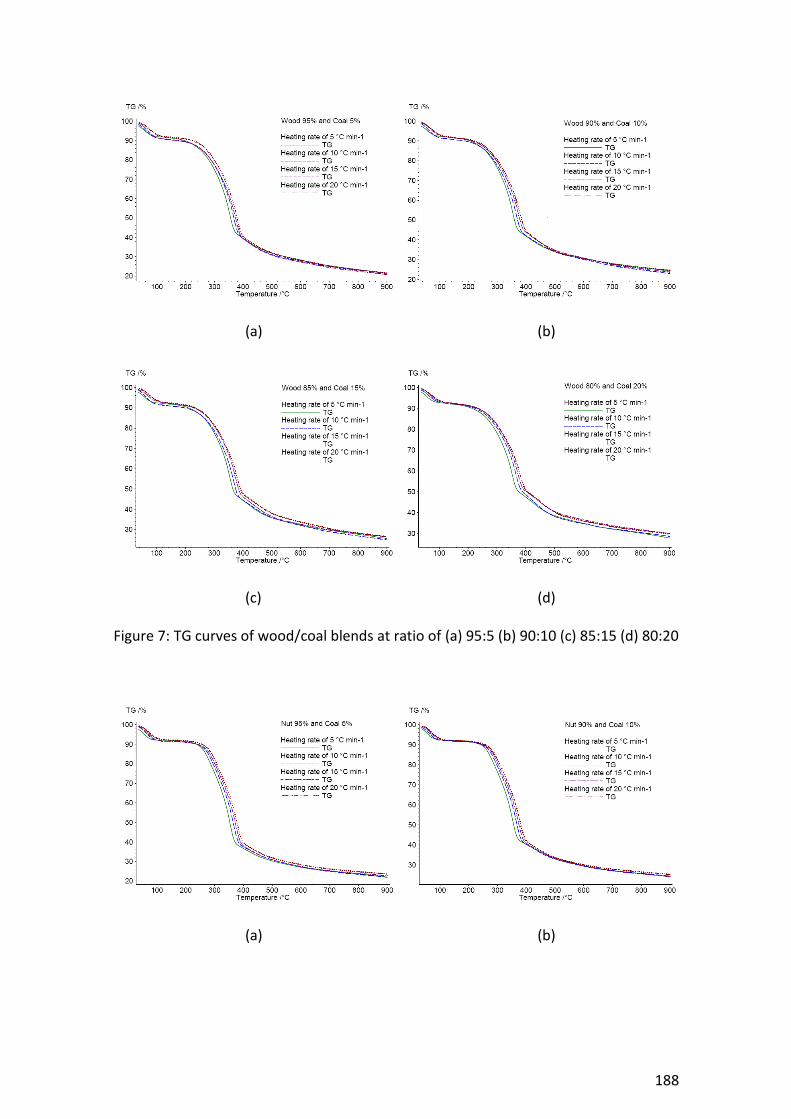
188
(a) (b)
(c) (d)
Figure 7: TG curves of wood/coal blends at ratio of (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
(a) (b)

189
(c) (d)
Figure 8: TG curves of nut/coal blends at ratio of (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
(a) (b)
(c) (d)
Figure 9: DTG curves of wood/coal blends at (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20

190
(a) (b)
(c) (d)
Figure 10: TG curves of nut/coal blends at ratio of (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
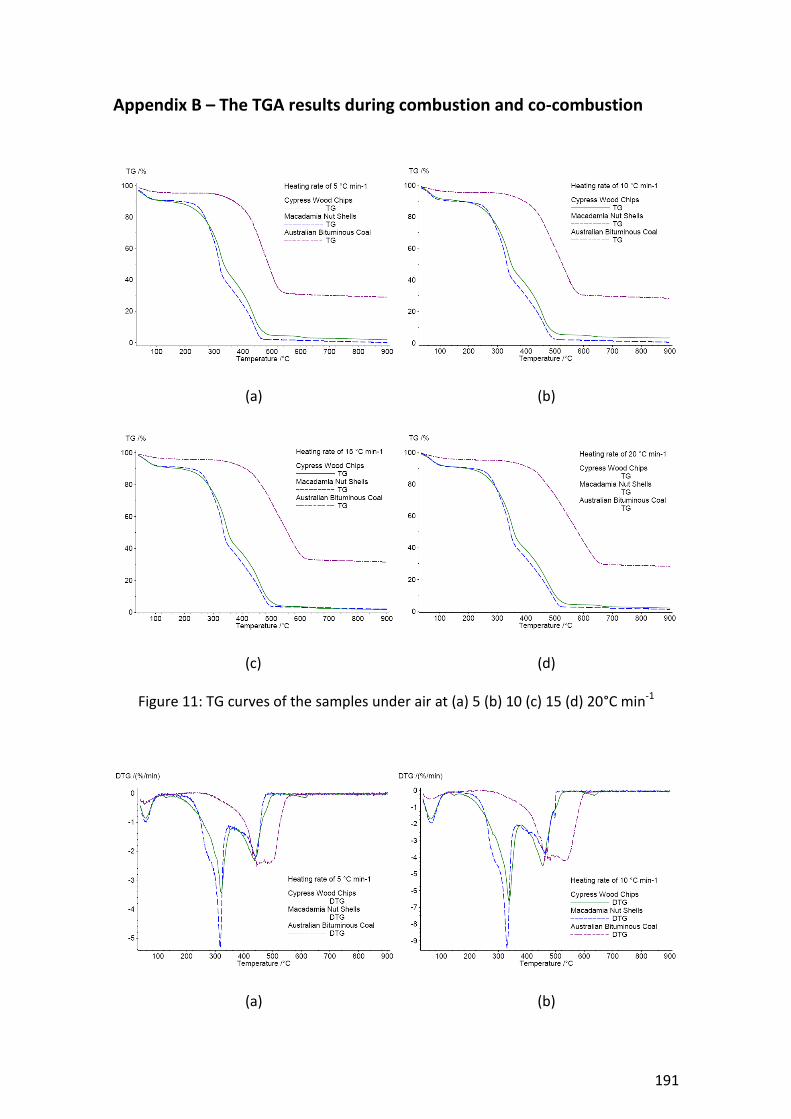
191
Appendix B – The TGA results during combustion and co-combustion
(a) (b)
(c) (d)
Figure 11: TG curves of the samples under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)

192
(c) (d)
Figure 12: DTG curves of the samples under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
(c) (d)
Figure 13: TG curves of wood/coal blends under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
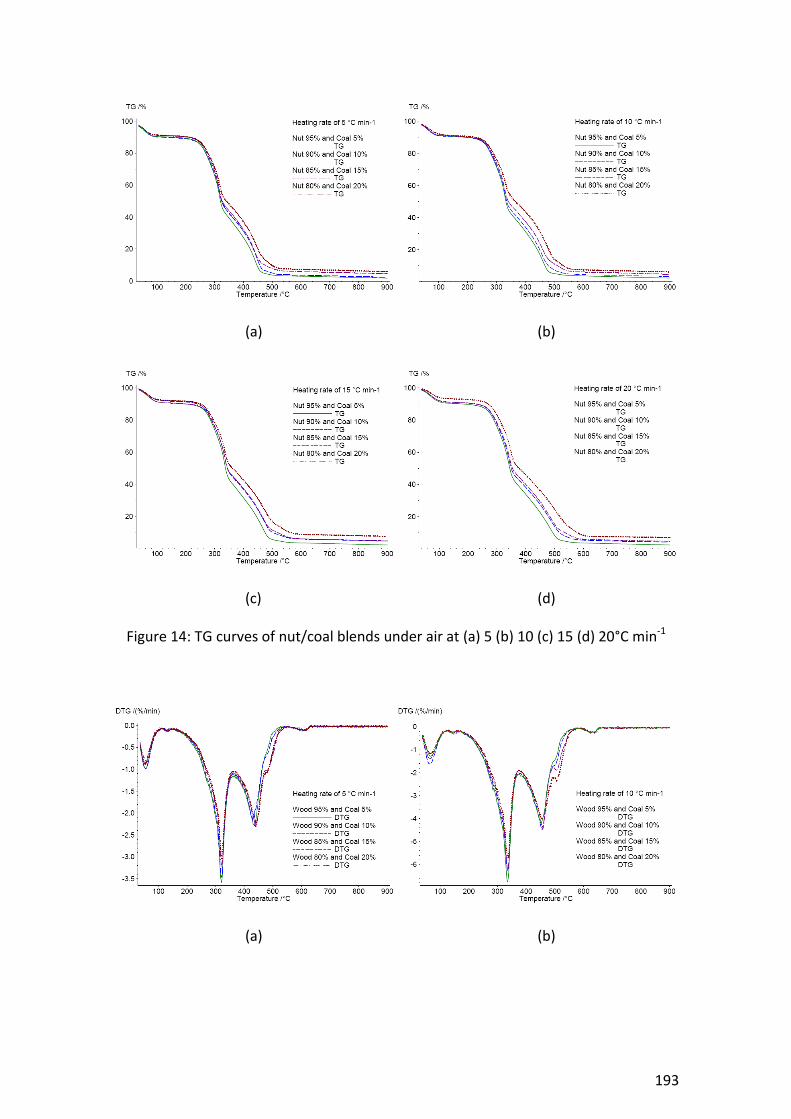
193
(a) (b)
(c) (d)
Figure 14: TG curves of nut/coal blends under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
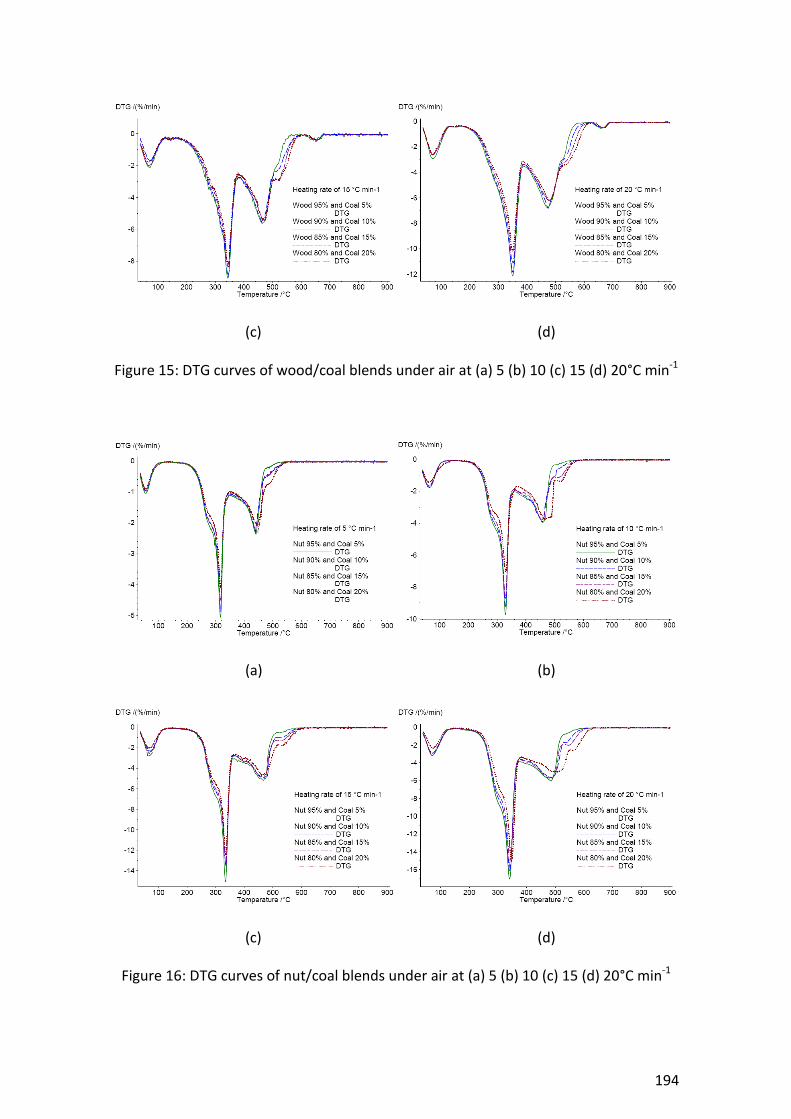
194
(c) (d)
Figure 15: DTG curves of wood/coal blends under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1
(a) (b)
(c) (d)
Figure 16: DTG curves of nut/coal blends under air at (a) 5 (b) 10 (c) 15 (d) 20°C min-1

195
(a) (b)
(c) (d)
Figure 17: TG curves of wood/coal blends at (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
(a) (b)

196
(c) (d)
Figure 18: TG curves of nut/coal blends at ratio of (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
(a) (b)
(c) (d)
Figure 19: DTG curves of wood/coal blends at (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20
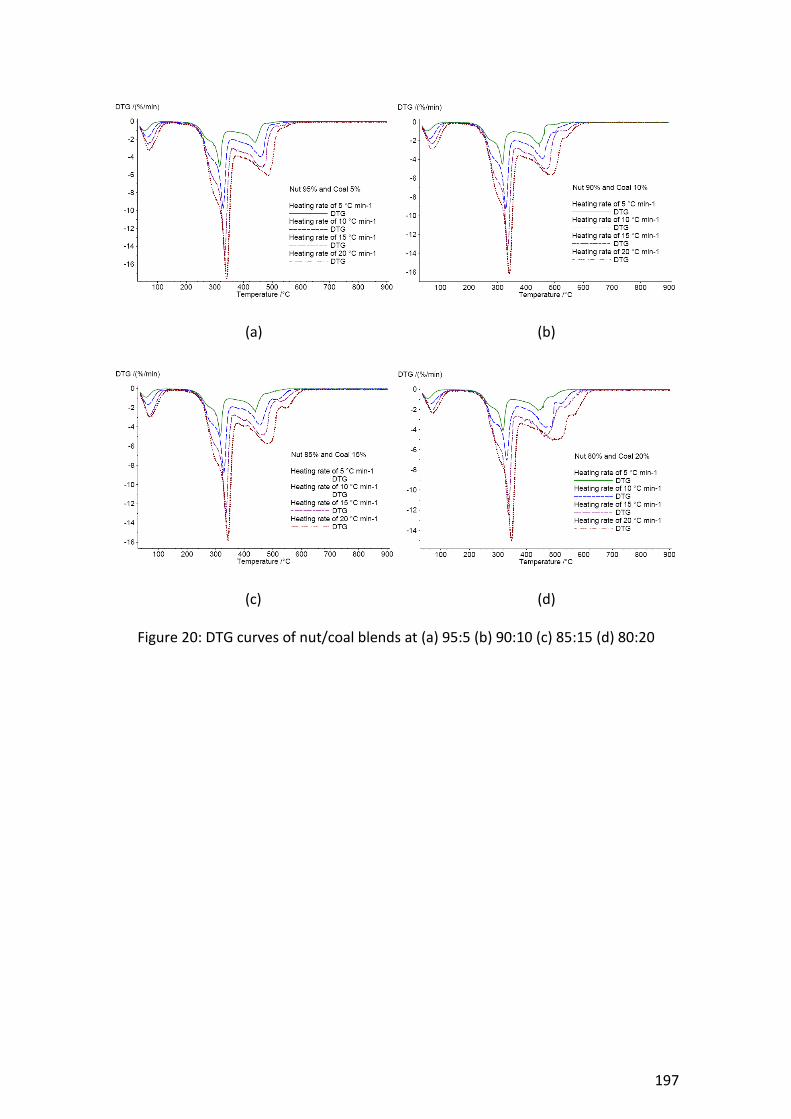
197
(a) (b)
(c) (d)
Figure 20: DTG curves of nut/coal blends at (a) 95:5 (b) 90:10 (c) 85:15 (d) 80:20

198
Appendix C – Experimental errors and error analysis
Uncertainties in scientific measurements always occur. Error analysis is an assessment
of uncertainty in a measurement. Instrumental, environmental and human limitations
can cause a measurement to deviate from the actual values of the quantities being
measured. There are two main types of measurement error: systematic error and
random error. Systematic errors are reproducible inaccuracies that consistently affect
all measurements in the same direction. This type of errors is commonly caused by the
measuring instruments. Systematic errors are difficult to identify and cannot be
analysed statistically. On the other hand, random errors arise from unknown and
unpredictable fluctuations in the measurements. Random errors are existent in most
of all data. This type of errors can be evaluated using statistical analysis and can be
decreased by averaging over several observations (Doran, 2012; Romesburg, 2009;
Viswanathan, 2005).
Measurements that are assumed to contains only random errors with free of
systematic errors can be analysed through statistical procedures. A practical estimate
of random uncertainties in scientific measurements can be achieved by several
methods. The most common method is to calculate the mean ( ) and the standard
deviation ( ) of a data set of repeated measurements of a given quantity. The
equations for the mean and the standard deviation are (Dieck, 2007; Doran, 2012):
∑
(C–1)
∑
(C–2)
where N is the number of measurement and is the result of the ith measurement. If
a measurement which is contains only random fluctuations is repeated several times,
approximately 68% of the measurements is subject to take values in the range
(Doran, 2012).

199
The use of measured values with standard deviations in a math operation increases
the magnitude of the subsequent standard deviation. In other words, the uncertainty
is propagated. To find the estimated uncertainty for a calculated result, it is required to
statistically combine the errors from multiple variables (Harvard University, 2007;
Skoog et al., 2003). Arithmetic calculations of error propagation used in this study are
listed below.
(C–3)
(C–4)
The standard error of the estimate (Syx) is a standard error statistic that is also
commonly used in experimental research. It is basically a measure of the dispersion in
the predicted values in a regression or the standard deviation of the prediction error.
Thus, the standard error of estimation can be interpreted the same as the standard
deviation which expresses the spread of a distribution of values in regard to the
distribution mean. The standard error of the estimate is calculated from Equation (C–
5) (King, et al., 2011).
√∑
(C–5)
where is estimated value of char yield, y is actual value of char yield and n is number
of observations.
The amounts of char produced during pyrolysis of biomass, coal and their blends at the
temperatures of 400, 500 and 600 °C and their uncertainties which were calculated
from Equation (C–1), Equation (C–2) and Equation (C–3) are presented in the following
table.

200
Table C–1: Results of the char production of cypress wood chips, coal and their blends,
the uncertainties and the standard error of the estimate
Ratio of wood chips to coal
400 °C 500 °C 600 °C
0:100 92.79 0.82 73.77 0.56 68.34 0.59
80:20 48.66 0.21 38.21 0.79 34.73 0.58
85:15 44.49 0.30 35.96 0.98 32.04 0.77
90:10 43.06 0.82 33.94 0.45 30.07 1.09
95:5 39.41 0.16 31.10 0.56 27.75 0.56
100:0 37.05 0.18 28.93 0.87 25.17 0.63
Standard error of the estimate (Syx)
0.59 0.26 0.37
Table C–2: Results of the char production of macadamia nut shells, coal and their
blends, the uncertainties and the standard error of the estimate
Ratio of nut shells to coal
400 °C 500 °C 600 °C
0:100 92.79 0.72 73.77 0.71 68.34 0.95
80:20 46.88 0.76 38.49 0.41 34.46 0.62
85:15 43.50 0.75 35.59 0.65 31.92 0.48
90:10 39.82 0.54 32.45 0.75 29.04 0.37
95:5 37.48 0.81 30.90 0.95 27.26 0.17
100:0 34.94 0.77 29.02 0.21 25.72 0.83
Standard error of the estimate (Syx)
0.47 0.56 0.46

201
In the use of graphical techniques to determine a quantity, it is important to determine
the uncertainty in slope and intercept of a least squares fit. If a quantity plotted on the
vertical axis is linearly influenced by a quantity plotted on the horizontal axis, these
plots would ideally fall on a straight line. The equation can be written as (Kirkup and
Frenkel, 2006; Morrison, 2013; Mortimer, 2013):
(C–6)
where m is the slope and b is the intercept of the least squares best fit line. The slope
and the intercept can be defined as (Morrison, 2013):
∑ ∑
∑
∑
∑
(C–7)
∑
∑
∑
∑
∑
∑
(C–8)
Standard deviation of slope or uncertainty in slope ( ) and standard deviation of
intercept or uncertainty in intercept ( ) are calculated from Equation (C–9) and
Equation (C–10), respectively (Morrison, 2013):
∑
(C–9)
∑
∑
(C–10)
The standard error of the estimate (Syx) or variance of y which is presented in Equation
(C–5) is commonly used for error bars of a least squares fit (Morrison, 2013).

202
Uncertainty measures on slope and intercept of a least squares fit of activation energy
of biomass, coal and their blends against ratio of biomass in the blend were calculated,
as summarised in Table 3 and Table 4.
Table C–3: Uncertainty measures on slope and intercept of a least squares fit of
activation energy of biomass, coal and their blends during pyrolysis
Measures Wood chips, coal and their blends
Nut shells, coal and their blends
Slope, m -0.3120 -0.3530
Intercept, b 199.6 199.6
Uncertainty in Slope, 0.0023 0.0022
Uncertainty in intercept, 0.1862 0.1825
Coefficient of determination, R2 0.9998 0.9998
Variance of y 0.1890 0.1853
Table C–4: Uncertainty measures on slope and intercept of a least squares fit of
activation energy of biomass, coal and their blends during combustion
Measures Wood chips, coal and their blends
Nut shells, coal and their blends
Slope, m -0.4240 -0.3344
Intercept, b 181.4 181.6
Uncertainty in Slope, 0.0017 0.0081
Uncertainty in intercept, 0.1393 0.6645
Coefficient of determination, R2 0.9999 0.9977
Variance of y 0.1414 0.6746

203
The error analysis of the results of carbon monoxide calibration curve was determined
using the calculations of the mean ( ) and the standard deviation ( ) of the data set
of three repeated measurements, as summarised in Table 5.
Table C–5: The error analysis of the results of carbon monoxide calibration curve
Concentration (PPM) Averaged Corrected Area Uncertainty ( )
1,000 588 4
5,000 2,722 32
10,000 5,301 73
20,000 9,558 37
50,000 19,250 78
100,000 32,890 90
150,000 38,903 72
200,000 47,541 56
The composition of the syngas produced from gasification of cypress wood chips,
macadamia nut shells and their blends with Australian bituminous coal was analysed
through statistical analysis. This includes the mean ( ) and the standard deviation ( )
of the data set of three repeated measurements as well as the standard error of the
estimate (Syx). The error analysis of the total combustible gas (TCG) is based on the
arithmetic calculation of error propagation, Equation (C–5).
Table C–6: The error analysis of the composition of the syngas and its total
combustible gas (TCG) from gasification of wood chips, coal and their blends
Ratio of biomass to coal
CO2 H2O O2 N2
100:0 4.68 0.12 2.51 0.08 11.82 0.20 69.76 0.14

204
95:5 6.65 0.38 2.47 0.12 10.28 0.06 67.68 0.11
90:10 5.49 0.14 2.43 0.14 10.19 0.13 67.49 0.24
85:15 5.89 0.13 1.88 0.20 9.61 0.06 65.18 0.37
80:20 9.24 0.09 2.27 0.04 7.19 0.04 59.66 0.89
Syx 1.32 0.23 0.70 1.69
Ratio of biomass CO H2 CH4 TCG
100:0 7.88 0.11 2.19 0.03 0.08 0.00 10.15 0.11
95:5 8.90 0.02 2.74 0.08 0.08 0.00 11.72 0.08
90:10 10.08 0.04 3.24 0.07 0.06 0.00 13.38 0.08
85:15 12.14 0.07 4.14 0.06 0.05 0.00 16.33 0.09
80:20 15.18 0.06 5.27 0.12 0.05 0.00 20.50 0.13
Syx 0.78 0.25 0.01 1.03
Table C–7: The error analysis of the composition of the syngas and its total
combustible gas (TCG) from gasification of nut shells, coal and their blends
Ratio of biomass to coal
CO2 H2O O2 N2
100:0 5.71 0.12 2.25 0.07 11.01 0.10 69.26 0.12
95:5 6.02 0.05 2.32 0.05 10.72 0.03 67.18 0.09
90:10 8.08 0.05 2.80 0.04 8.48 0.10 64.15 0.10
85:15 9.25 0.06 2.85 0.06 6.63 0.08 62.86 0.06
80:20 10.07 0.04 2.93 0.06 4.88 0.04 60.58 0.06
Syx 0.44 0.13 0.57 0.43
Ratio of biomass CO H2 CH4 TCG
100:0 8.30 2.27 0.06 0.00 10.63
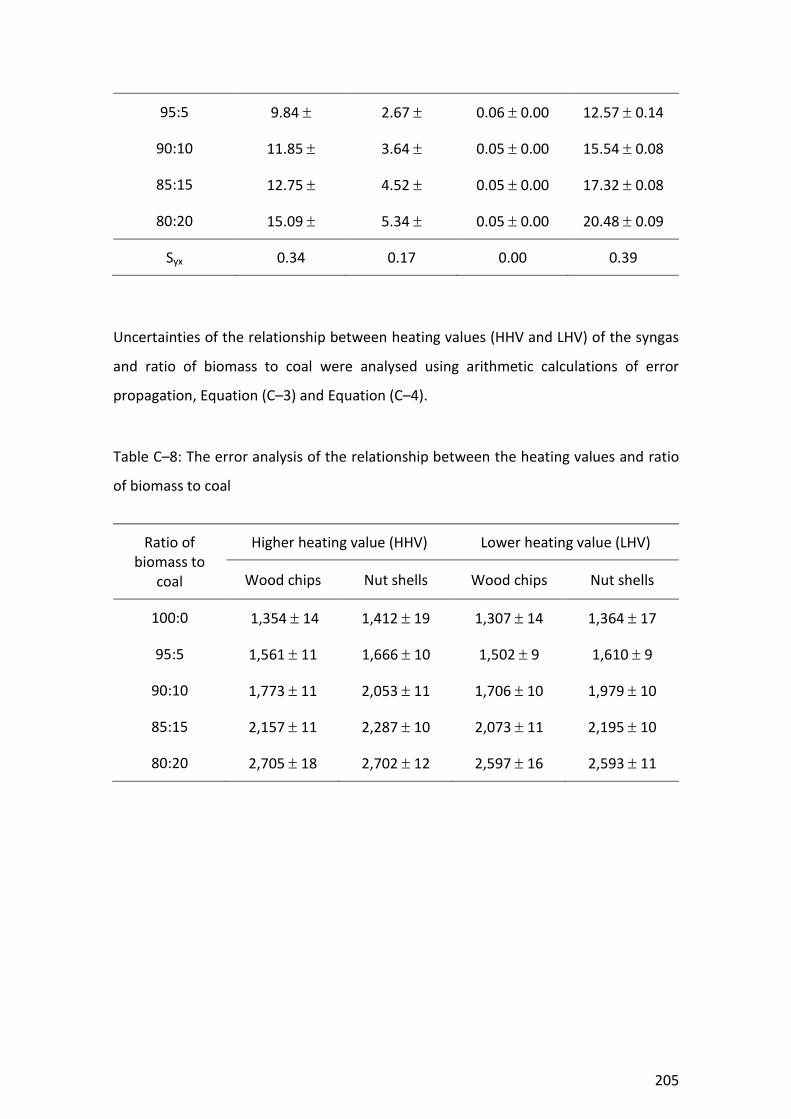
205
95:5 9.84 2.67 0.06 0.00 12.57 0.14
90:10 11.85 3.64 0.05 0.00 15.54 0.08
85:15 12.75 4.52 0.05 0.00 17.32 0.08
80:20 15.09 5.34 0.05 0.00 20.48 0.09
Syx 0.34 0.17 0.00 0.39
Uncertainties of the relationship between heating values (HHV and LHV) of the syngas
and ratio of biomass to coal were analysed using arithmetic calculations of error
propagation, Equation (C–3) and Equation (C–4).
Table C–8: The error analysis of the relationship between the heating values and ratio
of biomass to coal
Ratio of biomass to
coal
Higher heating value (HHV) Lower heating value (LHV)
Wood chips Nut shells Wood chips Nut shells
100:0 1,354 14 1,412 19 1,307 14 1,364 17
95:5 1,561 11 1,666 10 1,502 9 1,610 9
90:10 1,773 11 2,053 11 1,706 10 1,979 10
85:15 2,157 11 2,287 10 2,073 11 2,195 10
80:20 2,705 18 2,702 12 2,597 16 2,593 11
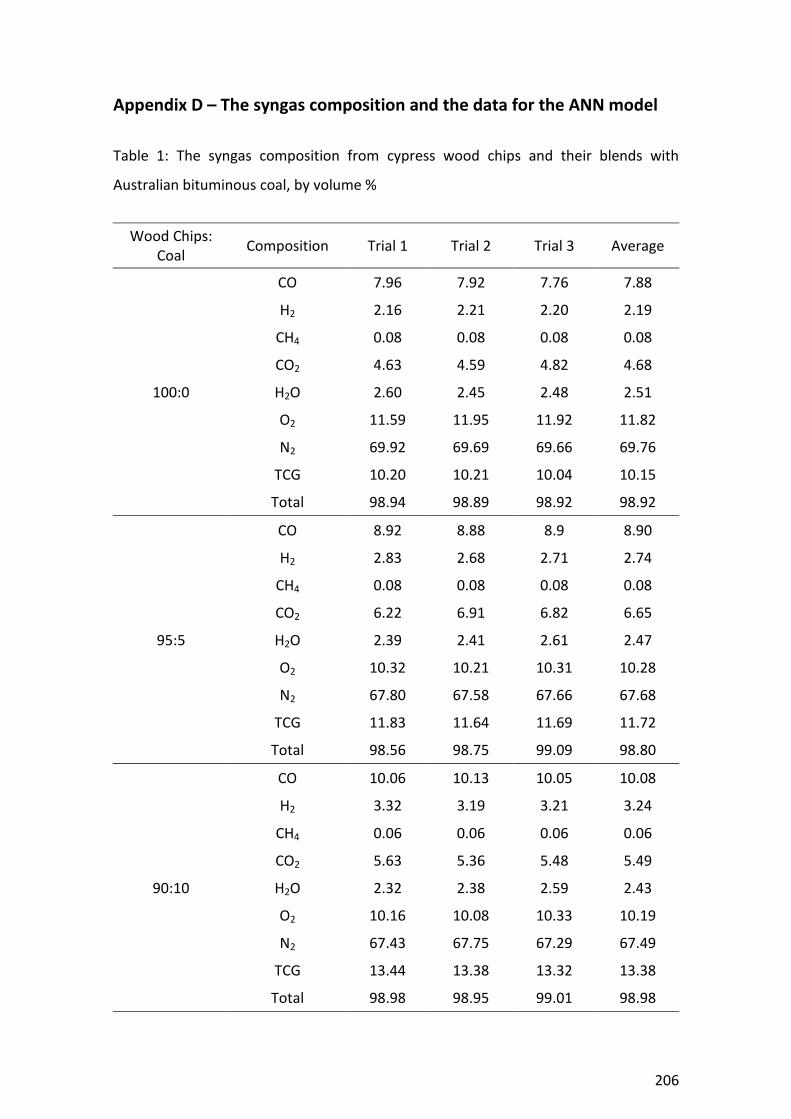
206
Appendix D – The syngas composition and the data for the ANN model
Table 1: The syngas composition from cypress wood chips and their blends with
Australian bituminous coal, by volume %
Wood Chips: Coal
Composition Trial 1 Trial 2 Trial 3 Average
100:0
CO 7.96 7.92 7.76 7.88
H2 2.16 2.21 2.20 2.19
CH4 0.08 0.08 0.08 0.08
CO2 4.63 4.59 4.82 4.68
H2O 2.60 2.45 2.48 2.51
O2 11.59 11.95 11.92 11.82
N2 69.92 69.69 69.66 69.76
TCG 10.20 10.21 10.04 10.15
Total 98.94 98.89 98.92 98.92
95:5
CO 8.92 8.88 8.9 8.90
H2 2.83 2.68 2.71 2.74
CH4 0.08 0.08 0.08 0.08
CO2 6.22 6.91 6.82 6.65
H2O 2.39 2.41 2.61 2.47
O2 10.32 10.21 10.31 10.28
N2 67.80 67.58 67.66 67.68
TCG 11.83 11.64 11.69 11.72
Total 98.56 98.75 99.09 98.80
90:10
CO 10.06 10.13 10.05 10.08
H2 3.32 3.19 3.21 3.24
CH4 0.06 0.06 0.06 0.06
CO2 5.63 5.36 5.48 5.49
H2O 2.32 2.38 2.59 2.43
O2 10.16 10.08 10.33 10.19
N2 67.43 67.75 67.29 67.49
TCG 13.44 13.38 13.32 13.38
Total 98.98 98.95 99.01 98.98

207
Wood Chips: Coal
Composition Trial 1 Trial 2 Trial 3 Average
85:15
CO 12.07 12.15 12.2 12.14
H2 4.08 4.15 4.19 4.14
CH4 0.05 0.05 0.05 0.05
CO2 5.76 6.01 5.9 5.89
H2O 1.65 2.04 1.95 1.88
O2 9.68 9.57 9.59 9.61
N2 65.61 64.98 64.95 65.18
TCG 16.20 16.35 16.44 16.33
Total 98.90 98.95 98.83 98.89
80:20
CO 15.24 15.13 15.17 15.18
H2 5.41 5.18 5.22 5.27
CH4 0.05 0.05 0.05 0.05
CO2 9.15 9.32 9.25 9.24
H2O 2.29 2.22 2.3 2.27
O2 7.15 7.22 7.2 7.19
N2 59.56 59.73 59.69 59.66
TCG 20.70 20.36 20.44 20.50
Total 98.85 98.85 98.88 98.86
Table 2: The syngas composition from macadamia nut shells and their blends with
Australian bituminous coal, by volume %
Nut Shells: Coal
Composition Trial 1 Trial 2 Trial 3 Average
100:0
CO 8.21 8.38 8.31 8.30
H2 2.14 2.33 2.34 2.27
CH4 0.06 0.06 0.06 0.06
CO2 5.84 5.62 5.67 5.71
H2O 2.30 2.28 2.17 2.25
O2 10.89 11.06 11.08 11.01
N2 69.38 69.15 69.25 69.26
TCG 10.41 10.77 10.71 10.63
Total 98.82 98.88 98.88 98.86
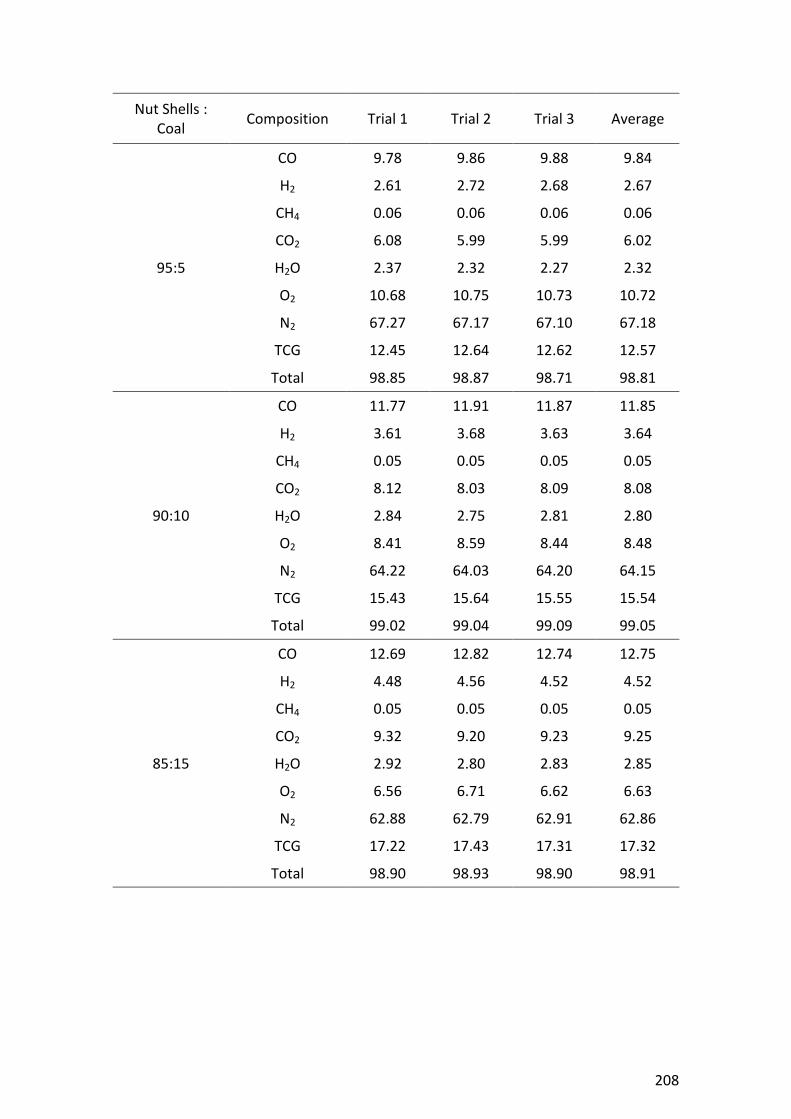
208
Nut Shells : Coal
Composition Trial 1 Trial 2 Trial 3 Average
95:5
CO 9.78 9.86 9.88 9.84
H2 2.61 2.72 2.68 2.67
CH4 0.06 0.06 0.06 0.06
CO2 6.08 5.99 5.99 6.02
H2O 2.37 2.32 2.27 2.32
O2 10.68 10.75 10.73 10.72
N2 67.27 67.17 67.10 67.18
TCG 12.45 12.64 12.62 12.57
Total 98.85 98.87 98.71 98.81
90:10
CO 11.77 11.91 11.87 11.85
H2 3.61 3.68 3.63 3.64
CH4 0.05 0.05 0.05 0.05
CO2 8.12 8.03 8.09 8.08
H2O 2.84 2.75 2.81 2.80
O2 8.41 8.59 8.44 8.48
N2 64.22 64.03 64.20 64.15
TCG 15.43 15.64 15.55 15.54
Total 99.02 99.04 99.09 99.05
85:15
CO 12.69 12.82 12.74 12.75
H2 4.48 4.56 4.52 4.52
CH4 0.05 0.05 0.05 0.05
CO2 9.32 9.20 9.23 9.25
H2O 2.92 2.80 2.83 2.85
O2 6.56 6.71 6.62 6.63
N2 62.88 62.79 62.91 62.86
TCG 17.22 17.43 17.31 17.32
Total 98.90 98.93 98.90 98.91

209
Nut Shells: Coal
Composition Trial 1 Trial 2 Trial 3 Average
80:20
CO 15.02 15.13 15.12 15.09
H2 5.26 5.40 5.36 5.34
CH4 0.05 0.05 0.04 0.05
CO2 10.11 10.04 10.06 10.07
H2O 2.99 2.87 2.93 2.93
O2 4.83 4.90 4.91 4.88
N2 60.63 60.51 60.60 60.58
TCG 20.33 20.58 20.52 20.48
Total 98.89 98.90 99.02 98.94
Table 3: Input variables and target variables used for developing the artificial neural
network model
Input Data Target Data
% C % H % O TCG
55.30 5.98 38.30 10.20
56.62 6.02 36.88 11.83
57.93 6.07 35.45 13.44
59.25 6.11 34.03 16.20
60.56 6.15 32.60 20.70
53.40 5.63 40.60 10.41
54.81 5.69 39.06 12.45
56.22 5.75 37.52 15.43
57.63 5.81 35.98 17.22
59.04 5.87 34.44 20.33
55.30 5.98 38.30 10.21
56.62 6.02 36.88 11.64
57.93 6.07 35.45 13.38
59.25 6.11 34.03 16.35
60.56 6.15 32.60 20.36
53.40 5.63 40.60 10.77
54.81 5.69 39.06 12.64

210
Input Data Target Data
% C % H % O TCG
56.22 5.75 37.52 15.64
57.63 5.81 35.98 17.43
59.04 5.87 34.44 20.58
55.30 5.98 38.30 10.04
56.62 6.02 36.88 11.69
57.93 6.07 35.45 13.32
59.25 6.11 34.03 16.44
60.56 6.15 32.60 20.44
53.40 5.63 40.60 10.71
54.81 5.69 39.06 12.62
56.22 5.75 37.52 15.55
57.63 5.81 35.98 17.31
59.04 5.87 34.44 20.52
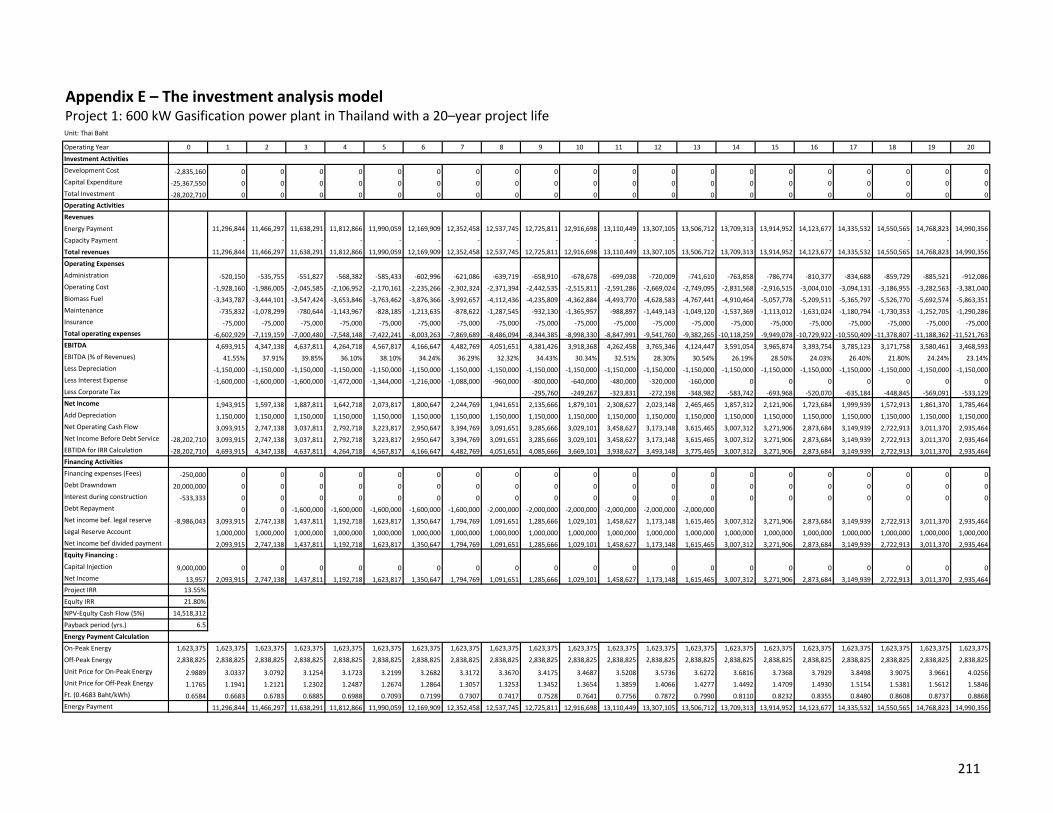
Appendix E – The investment analysis modelProject 1: 600 kW Gasification power plant in Thailand with a 20–year project life Unit: Thai Baht
Operating Year 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Investment Activities
Development Cost -2,835,160 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Capital Expenditure -25,367,550 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Total Investment -28,202,710 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Operating Activities
Revenues
Energy Payment 11,296,844 11,466,297 11,638,291 11,812,866 11,990,059 12,169,909 12,352,458 12,537,745 12,725,811 12,916,698 13,110,449 13,307,105 13,506,712 13,709,313 13,914,952 14,123,677 14,335,532 14,550,565 14,768,823 14,990,356
Capacity Payment - - - - - - - - - - - - - - - - - - - -
Total revenues 11,296,844 11,466,297 11,638,291 11,812,866 11,990,059 12,169,909 12,352,458 12,537,745 12,725,811 12,916,698 13,110,449 13,307,105 13,506,712 13,709,313 13,914,952 14,123,677 14,335,532 14,550,565 14,768,823 14,990,356
Operating Expenses
Administration -520,150 -535,755 -551,827 -568,382 -585,433 -602,996 -621,086 -639,719 -658,910 -678,678 -699,038 -720,009 -741,610 -763,858 -786,774 -810,377 -834,688 -859,729 -885,521 -912,086
Operating Cost -1,928,160 -1,986,005 -2,045,585 -2,106,952 -2,170,161 -2,235,266 -2,302,324 -2,371,394 -2,442,535 -2,515,811 -2,591,286 -2,669,024 -2,749,095 -2,831,568 -2,916,515 -3,004,010 -3,094,131 -3,186,955 -3,282,563 -3,381,040
Biomass Fuel -3,343,787 -3,444,101 -3,547,424 -3,653,846 -3,763,462 -3,876,366 -3,992,657 -4,112,436 -4,235,809 -4,362,884 -4,493,770 -4,628,583 -4,767,441 -4,910,464 -5,057,778 -5,209,511 -5,365,797 -5,526,770 -5,692,574 -5,863,351
Maintenance -735,832 -1,078,299 -780,644 -1,143,967 -828,185 -1,213,635 -878,622 -1,287,545 -932,130 -1,365,957 -988,897 -1,449,143 -1,049,120 -1,537,369 -1,113,012 -1,631,024 -1,180,794 -1,730,353 -1,252,705 -1,290,286
Insurance -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000 -75,000
Total operating expenses -6,602,929 -7,119,159 -7,000,480 -7,548,148 -7,422,241 -8,003,263 -7,869,689 -8,486,094 -8,344,385 -8,998,330 -8,847,991 -9,541,760 -9,382,265 -10,118,259 -9,949,078 -10,729,922 -10,550,409 -11,378,807 -11,188,362 -11,521,763
EBITDA 4,693,915 4,347,138 4,637,811 4,264,718 4,567,817 4,166,647 4,482,769 4,051,651 4,381,426 3,918,368 4,262,458 3,765,346 4,124,447 3,591,054 3,965,874 3,393,754 3,785,123 3,171,758 3,580,461 3,468,593
EBITDA (% of Revenues) 41.55% 37.91% 39.85% 36.10% 38.10% 34.24% 36.29% 32.32% 34.43% 30.34% 32.51% 28.30% 30.54% 26.19% 28.50% 24.03% 26.40% 21.80% 24.24% 23.14%
Less Depreciation -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000 -1,150,000
Less Interest Expense -1,600,000 -1,600,000 -1,600,000 -1,472,000 -1,344,000 -1,216,000 -1,088,000 -960,000 -800,000 -640,000 -480,000 -320,000 -160,000 0 0 0 0 0 0 0
Less Corporate Tax -295,760 -249,267 -323,831 -272,198 -348,982 -583,742 -693,968 -520,070 -635,184 -448,845 -569,091 -533,129
Net Income 1,943,915 1,597,138 1,887,811 1,642,718 2,073,817 1,800,647 2,244,769 1,941,651 2,135,666 1,879,101 2,308,627 2,023,148 2,465,465 1,857,312 2,121,906 1,723,684 1,999,939 1,572,913 1,861,370 1,785,464
Add Depreciation 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000 1,150,000
Net Operating Cash Flow 3,093,915 2,747,138 3,037,811 2,792,718 3,223,817 2,950,647 3,394,769 3,091,651 3,285,666 3,029,101 3,458,627 3,173,148 3,615,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
Net Income Before Debt Service -28,202,710 3,093,915 2,747,138 3,037,811 2,792,718 3,223,817 2,950,647 3,394,769 3,091,651 3,285,666 3,029,101 3,458,627 3,173,148 3,615,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
EBTIDA for IRR Calculation -28,202,710 4,693,915 4,347,138 4,637,811 4,264,718 4,567,817 4,166,647 4,482,769 4,051,651 4,085,666 3,669,101 3,938,627 3,493,148 3,775,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
Financing Activities
Financing expenses (Fees) -250,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Debt Drawndown 20,000,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Interest during construction -533,333 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Debt Repayment 0 0 -1,600,000 -1,600,000 -1,600,000 -1,600,000 -1,600,000 -2,000,000 -2,000,000 -2,000,000 -2,000,000 -2,000,000 -2,000,000
Net income bef. legal reserve -8,986,043 3,093,915 2,747,138 1,437,811 1,192,718 1,623,817 1,350,647 1,794,769 1,091,651 1,285,666 1,029,101 1,458,627 1,173,148 1,615,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
Legal Reserve Account 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000 1,000,000
Net income bef divided payment 2,093,915 2,747,138 1,437,811 1,192,718 1,623,817 1,350,647 1,794,769 1,091,651 1,285,666 1,029,101 1,458,627 1,173,148 1,615,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
Equity Financing :
Capital Injection 9,000,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Net Income 13,957 2,093,915 2,747,138 1,437,811 1,192,718 1,623,817 1,350,647 1,794,769 1,091,651 1,285,666 1,029,101 1,458,627 1,173,148 1,615,465 3,007,312 3,271,906 2,873,684 3,149,939 2,722,913 3,011,370 2,935,464
Project IRR 13.55%
Equlty IRR 21.80%
NPV-Equlty Cash Flow (5%) 14,518,312
Payback period (yrs.) 6.5
Energy Payment Calculation
On-Peak Energy 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375 1,623,375
Off-Peak Energy 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825 2,838,825
Unit Price for On-Peak Energy 2.9889 3.0337 3.0792 3.1254 3.1723 3.2199 3.2682 3.3172 3.3670 3.4175 3.4687 3.5208 3.5736 3.6272 3.6816 3.7368 3.7929 3.8498 3.9075 3.9661 4.0256
Unit Price for Off-Peak Energy 1.1765 1.1941 1.2121 1.2302 1.2487 1.2674 1.2864 1.3057 1.3253 1.3452 1.3654 1.3859 1.4066 1.4277 1.4492 1.4709 1.4930 1.5154 1.5381 1.5612 1.5846
Ft. (0.4683 Baht/kWh) 0.6584 0.6683 0.6783 0.6885 0.6988 0.7093 0.7199 0.7307 0.7417 0.7528 0.7641 0.7756 0.7872 0.7990 0.8110 0.8232 0.8355 0.8480 0.8608 0.8737 0.8868
Energy Payment 11,296,844 11,466,297 11,638,291 11,812,866 11,990,059 12,169,909 12,352,458 12,537,745 12,725,811 12,916,698 13,110,449 13,307,105 13,506,712 13,709,313 13,914,952 14,123,677 14,335,532 14,550,565 14,768,823 14,990,356
211
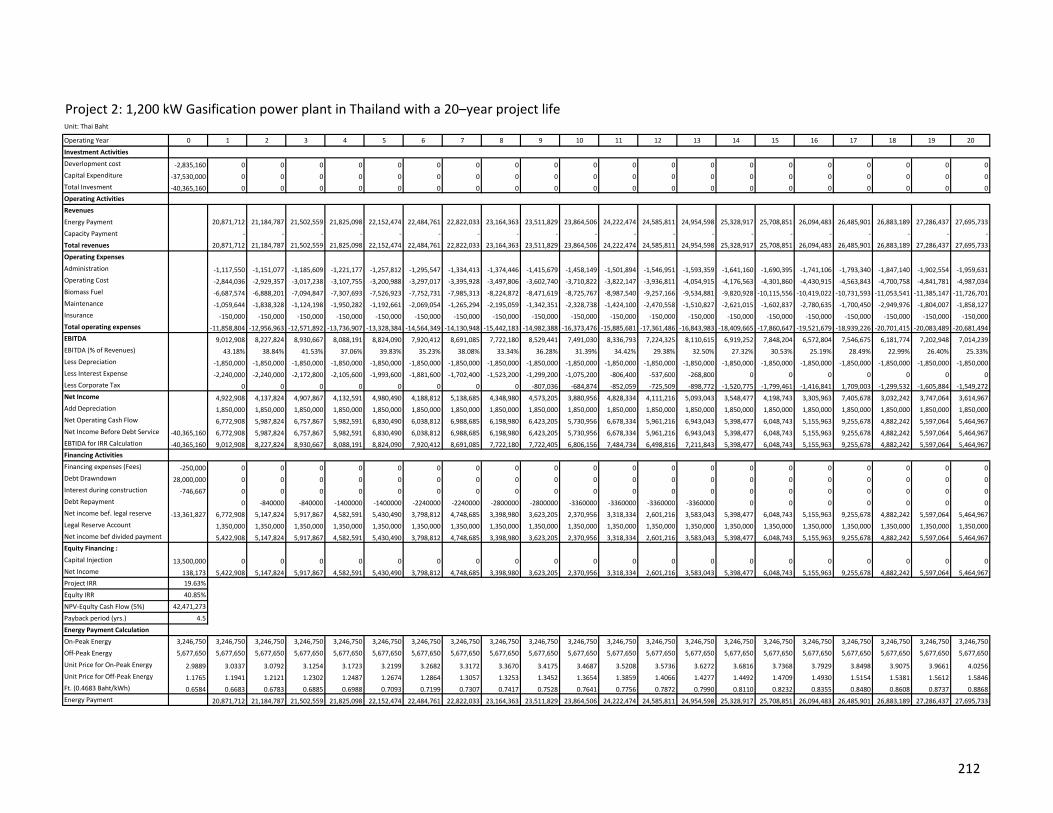
Project 2: 1,200 kW Gasification power plant in Thailand with a 20–year project life Unit: Thai Baht
Operating Year 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Investment Activities
Deverlopment cost -2,835,160 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Capital Expenditure -37,530,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Total Invesment -40,365,160 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Operating Activities
Revenues
Energy Payment 20,871,712 21,184,787 21,502,559 21,825,098 22,152,474 22,484,761 22,822,033 23,164,363 23,511,829 23,864,506 24,222,474 24,585,811 24,954,598 25,328,917 25,708,851 26,094,483 26,485,901 26,883,189 27,286,437 27,695,733
Capacity Payment - - - - - - - - - - - - - - - - - - - -
Total revenues 20,871,712 21,184,787 21,502,559 21,825,098 22,152,474 22,484,761 22,822,033 23,164,363 23,511,829 23,864,506 24,222,474 24,585,811 24,954,598 25,328,917 25,708,851 26,094,483 26,485,901 26,883,189 27,286,437 27,695,733
Operating Expenses
Administration -1,117,550 -1,151,077 -1,185,609 -1,221,177 -1,257,812 -1,295,547 -1,334,413 -1,374,446 -1,415,679 -1,458,149 -1,501,894 -1,546,951 -1,593,359 -1,641,160 -1,690,395 -1,741,106 -1,793,340 -1,847,140 -1,902,554 -1,959,631
Operating Cost -2,844,036 -2,929,357 -3,017,238 -3,107,755 -3,200,988 -3,297,017 -3,395,928 -3,497,806 -3,602,740 -3,710,822 -3,822,147 -3,936,811 -4,054,915 -4,176,563 -4,301,860 -4,430,915 -4,563,843 -4,700,758 -4,841,781 -4,987,034
Biomass Fuel -6,687,574 -6,888,201 -7,094,847 -7,307,693 -7,526,923 -7,752,731 -7,985,313 -8,224,872 -8,471,619 -8,725,767 -8,987,540 -9,257,166 -9,534,881 -9,820,928 -10,115,556 -10,419,022 -10,731,593 -11,053,541 -11,385,147 -11,726,701
Maintenance -1,059,644 -1,838,328 -1,124,198 -1,950,282 -1,192,661 -2,069,054 -1,265,294 -2,195,059 -1,342,351 -2,328,738 -1,424,100 -2,470,558 -1,510,827 -2,621,015 -1,602,837 -2,780,635 -1,700,450 -2,949,976 -1,804,007 -1,858,127
Insurance -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000 -150,000
Total operating expenses -11,858,804 -12,956,963 -12,571,892 -13,736,907 -13,328,384 -14,564,349 -14,130,948 -15,442,183 -14,982,388 -16,373,476 -15,885,681 -17,361,486 -16,843,983 -18,409,665 -17,860,647 -19,521,679 -18,939,226 -20,701,415 -20,083,489 -20,681,494
EBITDA 9,012,908 8,227,824 8,930,667 8,088,191 8,824,090 7,920,412 8,691,085 7,722,180 8,529,441 7,491,030 8,336,793 7,224,325 8,110,615 6,919,252 7,848,204 6,572,804 7,546,675 6,181,774 7,202,948 7,014,239
EBITDA (% of Revenues) 43.18% 38.84% 41.53% 37.06% 39.83% 35.23% 38.08% 33.34% 36.28% 31.39% 34.42% 29.38% 32.50% 27.32% 30.53% 25.19% 28.49% 22.99% 26.40% 25.33%
Less Depreciation -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000 -1,850,000
Less Interest Expense -2,240,000 -2,240,000 -2,172,800 -2,105,600 -1,993,600 -1,881,600 -1,702,400 -1,523,200 -1,299,200 -1,075,200 -806,400 -537,600 -268,800 0 0 0 0 0 0 0
Less Corporate Tax 0 0 0 0 0 0 0 0 -807,036 -684,874 -852,059 -725,509 -898,772 -1,520,775 -1,799,461 -1,416,841 1,709,003 -1,299,532 -1,605,884 -1,549,272
Net Income 4,922,908 4,137,824 4,907,867 4,132,591 4,980,490 4,188,812 5,138,685 4,348,980 4,573,205 3,880,956 4,828,334 4,111,216 5,093,043 3,548,477 4,198,743 3,305,963 7,405,678 3,032,242 3,747,064 3,614,967
Add Depreciation 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000 1,850,000
Net Operating Cash Flow 6,772,908 5,987,824 6,757,867 5,982,591 6,830,490 6,038,812 6,988,685 6,198,980 6,423,205 5,730,956 6,678,334 5,961,216 6,943,043 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
Net Income Before Debt Service -40,365,160 6,772,908 5,987,824 6,757,867 5,982,591 6,830,490 6,038,812 6,988,685 6,198,980 6,423,205 5,730,956 6,678,334 5,961,216 6,943,043 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
EBTIDA for IRR Calculation -40,365,160 9,012,908 8,227,824 8,930,667 8,088,191 8,824,090 7,920,412 8,691,085 7,722,180 7,722,405 6,806,156 7,484,734 6,498,816 7,211,843 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
Financing Activities
Financing expenses (Fees) -250,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Debt Drawndown 28,000,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Interest during construction -746,667 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Debt Repayment 0 -840000 -840000 -1400000 -1400000 -2240000 -2240000 -2800000 -2800000 -3360000 -3360000 -3360000 -3360000 0 0 0 0 0 0 0
Net income bef. legal reserve -13,361,827 6,772,908 5,147,824 5,917,867 4,582,591 5,430,490 3,798,812 4,748,685 3,398,980 3,623,205 2,370,956 3,318,334 2,601,216 3,583,043 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
Legal Reserve Account 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000 1,350,000
Net income bef divided payment 5,422,908 5,147,824 5,917,867 4,582,591 5,430,490 3,798,812 4,748,685 3,398,980 3,623,205 2,370,956 3,318,334 2,601,216 3,583,043 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
Equity Financing :
Capital Injection 13,500,000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Net Income 138,173 5,422,908 5,147,824 5,917,867 4,582,591 5,430,490 3,798,812 4,748,685 3,398,980 3,623,205 2,370,956 3,318,334 2,601,216 3,583,043 5,398,477 6,048,743 5,155,963 9,255,678 4,882,242 5,597,064 5,464,967
Project IRR 19.63%
Equlty IRR 40.85%
NPV-Equlty Cash Flow (5%) 42,471,273
Payback period (yrs.) 4.5
Energy Payment Calculation
On-Peak Energy 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750 3,246,750
Off-Peak Energy 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650 5,677,650
Unit Price for On-Peak Energy 2.9889 3.0337 3.0792 3.1254 3.1723 3.2199 3.2682 3.3172 3.3670 3.4175 3.4687 3.5208 3.5736 3.6272 3.6816 3.7368 3.7929 3.8498 3.9075 3.9661 4.0256
Unit Price for Off-Peak Energy 1.1765 1.1941 1.2121 1.2302 1.2487 1.2674 1.2864 1.3057 1.3253 1.3452 1.3654 1.3859 1.4066 1.4277 1.4492 1.4709 1.4930 1.5154 1.5381 1.5612 1.5846
Ft. (0.4683 Baht/kWh) 0.6584 0.6683 0.6783 0.6885 0.6988 0.7093 0.7199 0.7307 0.7417 0.7528 0.7641 0.7756 0.7872 0.7990 0.8110 0.8232 0.8355 0.8480 0.8608 0.8737 0.8868
Energy Payment 20,871,712 21,184,787 21,502,559 21,825,098 22,152,474 22,484,761 22,822,033 23,164,363 23,511,829 23,864,506 24,222,474 24,585,811 24,954,598 25,328,917 25,708,851 26,094,483 26,485,901 26,883,189 27,286,437 27,695,733
212
Related Documents