
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript




The author and the Director of the Gallery examine a Chinese bronze in the laboratory.
SMITHSONIAN INSTITUTION
FREER GALLERY OF ARTORIENTAL STUDIES, No. 7
THE FREERCHINESE BRONZES
Volume II Technical Studies
BY
RUTHERFORD JOHN GETTENS
WASHINGTON1969
(SMITHSONIAN PUBLICATION 4706)
PRINTED BY THE MERIDEN GRAVURE COMPANY, MERIDEN, CONNECTICUT

ORIENTAL STUDIES SERIES
No. 1. The Story of Kalaka, 1933
W. Norman Brown
No. 2. A Descriptive and Illustrated Catalogue of MiniaturePaintings of the Jaina Kalpasutra, 1934
W. Norman Brown
No. 3. A Descriptive and Illustrative Catalogue of Chinese
Bronzes Acquired During thf Administration of JohnEllerton Lodge, 1946
Lodge, Wenley and Pope
No. 4. Shiraz Painting in the Sixteenth Century, 1949
Grace Dunham Guest
No. 5. Thf Field of Stones, 1962
Richard Edwards
No. 6. Armenian Manuscripts in the Freer Gallery of Art, 1963
Sirarpie Der Nersessian
No. 7. The Freer Chinese BronzesVolume I, Catalogue, 1967
Pope, Gettens, Cahi/I and Barnard
Volume II, Technical Studies, 1969
RutherfordJohn Gettens

IN MEMORIAMARCHIBALD GIBSON WENLEY
(1898-1962)

^BRAS!^7 CONTENTS
Chapter Page
LIST OF TABLES ..... xi
FOREWORD ..... xiii
PREFACE ...... xv
I BRONZE: CONSTITUENTS AND BEGINNINGS . 1
II BRONZE IN ANCIENT CHINA . . . 13
III COMPOSITION ..... 33
IV FABRICATION ..... 57
V METALLOGRAPHIC STRUCTURE . . 121
VI INSCRIPTIONS ..... 141
VII RADIOGRAPHY . .159VIII PATINA AND CORROSION ... 171
IX FILLINGS, INLAYS AND INCISED DECOR 197
X FALSE PATINA AND REPAIRS ... 209
APPENDIX I ..... 229
The validity of the analytical data
APPENDIX II ..... 239
Published analyses of illustrated bronzes
BIBLIOGRAPHY ..... 243
INDEX ..... 253
ix


LIST OF TABLES
Page
Table IA MAJOR CONSTITUENTS ... 48
Table IB MINOR AND TRACE CONSTITUENTS . 49
Tables II—V COMPOSITION IN RELATION TOCHRONOLOGICAL SEQUENCE . . 54
Table VI ANALYSIS of TING SC587 ... 80
Table VII ANALYSIS OF TING ROM.933.23.64 . . 82
Table VIII ANALYSIS OF CHAPLETS IN KUVESSELS . . . . .107
Table IX CORE MATERIALS: CLASSIFICATION . Ill
Table X CORE MATERIALS: PARTICLE SIZES . Ill
TableXI ANALYSIS OF KUEI 24.11 ... 138
Table XII ANALYSIS OF SOFT SOLDERS . . 212
Tables A to E APPENDIX I . . . . .230Table - Appendix II, published analyses of illustrated bronzes . 239
xi

FOREWORD
This volume of Technical Studies supplements the brief paragraphs
headed Technical Observations that appear under each bronze in Volume [,
The Catalogue. Together they embody the results of the sustained and in-
tensive research program carried on by Rutherford John Gettens, HeadCurator of the Freer Technical Laboratory, and his staff over the last ten
years and more. Acknowledgement of the help he has received from
members of the Freer staff and from outside collaborators is made in the
author's preface. It is appropriate here to record the special contribution of
W. T. Chase who first took part in the investigations as an intern graduate
student from the New York University Conservation Center of the Institute
of Fine Arts, who later joined the regular staff in the final year of the study,
and who assumed direction of the Laboratory on Mr. Gettens' retirement this
year. In addition to his contributions in the scientific field, he has been most
helpful in the editorial work, and during the author's illness, he displayed
efficiency and confidence in collaborating with the Editor in preparing the
manuscript for the press.
To the best of our knowledge, this is the first time a volume has been
devoted to the detailed scientific analysis of a major collection of Chinese
ceremonial bronzes. We publish it in the hope that it may contribute to the
advancement of investigation into the methods and materials of ancient
craftsmen.
JOHN ALEXANDER POPE
Director
Freer Gallery of Art
Washington, D.C.
November, 1968
Xlll
PREFACE
This technical study on Chinese bronzes was first suggested by the late
Archibald Gibson Wenley, second director of the Freer Gallery of Art. It
was Wenley who in 1951 invited the writer to help him establish the Freer
Laboratory to study the materials and methods of ancient craftsmen in
Asia. Mr. Wenley had come to realize, during his many years of sinological
experience, that there was something lacking in art historical studies limited
purely to matters of style, chronology and epigraphy, and that knowledge
and understanding of the material aspects of antiquities was of equal im-
portance. He well understood that the objects of the Freer collection served
not only as material for the study of the evolution of ideas and of the artistic
expression of those ideas, but also that the history of technology in the
Orient was reflected in those treasures. I well remember the day he walked
into the laboratory and, after telling me that the Descriptive and illustrative
catalogue of Chinese bronzes by Lodge, Wenley and Pope, published in 1946
was out of print, suggested that the preparation of a new catalogue be con-
sidered. Since laboratory facilities were now available, he suggested that
the bronzes be subjected to technical study and the findings incorporated
along with the usual catalogue descriptions. He invited me to collaborate.
In the twenty-odd years that have intervened since the publication of the first
catalogue, many fine new bronzes have been added to the collection. It
was finally decided to limit the study to ceremonial vessels but to include all
kinds, inscribed, uninscribed, early and late, and even vessels of doubtful
pedigree. The laboratory studies began intensively in 1958. In June, 1961, a
small seminar on "Technical Studies of Ancient Metal Artifacts" was held
at the Freer in which the plans for study were outlined. Unfortunately,
Archibald Wenley did not live to see the project finished. When John
Alexander Pope assumed directorship of the Freer in 1962 he inherited also
the supervision of the bronze studies. Although, as is well known, his first
love is ceramics, he pitched into the bronze problem with zeal and en-
thusiasm and took on the sinological side of the studies and the manifold
details of catalogue preparation. He gave abundant support to the technical
studies, and it was he who suggested that the findings be summarized and
put together in a separate volume, closely tied to the catalogue. His help in
bringing to completion this task and text has been immeasurable.
These studies could not have been carried out by a single person. It
turned out eventually to be a cooperative undertaking of some size in which
xv

many specialists participated. First, the author would like to recall the
memory of the late Langdon Warner of Harvard University who introduced
him to Chinese art and imbued him with a special interest in antiquities of
metal. It was not hard for a chemist to fall under the spell of early Oriental
metallurgy. Warner would have watched the unfolding of evidence with the
keenest interest.
In the Freer Gallery many members of the staff have been involved.
Elisabeth West FitzHugh, before her retirement, did much of the analytical
work involving both wet methods of chemical analysis and spectrometry.
She also carried out most of the X-ray diffraction analyses on corrosion
products and the photomicrography of polished metal samples. Later
much of this work was taken over most capably by Mrs. Ilona Bene.
Although Mr. W. T. Chase joined the project rather late, he contributed
much in the way of special studies on metal structure and composition of
clay cores; he has also helped immeasurably in the preparation of the manu-script. Mrs. Meryl Johnson also assisted in the bench work by taking a
number of the photomicrographs used in the illustrations. Members of the
Freer staff outside the laboratory have given generous support to the pro-
ject. Mr. Martin Amt, Museum Specialist, answered innumerable calls for
help in bringing bronzes to the laboratory from storage or from the exhibi-
tion cases; he also made all weight and dimension measurements. Membersof the Photographic Laboratory, Mr. Raymond A. Schwartz, Chief, and
his assistants, Mr. James W. Riggs and Miss Ursula Pariser, worked side
by side with members of the Technical Laboratory making photographic
details and supplying prints. Their long-suffering patience throughout has
been admirable. Mrs. Priscilla Smith, Librarian, and Mrs. Aleita Hogen-
son, formerly Assistant Librarian, supplied invaluable help with the bibliog-
raphy; and Mr. Frank A. Haentschke painstakingly prepared drawings
and mounted all photographs. Not least have been the contributions of
Mrs. Daphne McCloskey, Miss Lucille Aldrich and Mrs. Elizabeth K.
Hamel who have cheerfully typed the manuscript through countless drafts.
Editor Lloyd Langford's meticulous work in preparing the manuscript for
printing warrants high praise.
Many persons outside the Freer have also contributed generously, and
all on a personal favor basis. Outstanding is the aid given by staff membersof the Non-destructive Analysis Group of the Naval Ordnance Laboratory,
White Oak, Silver Spring, Maryland, especially Mr. Daniel Polansky,
Mr. Edward L. Criscuolo and Mr. Donald Case. The several dozen radio-
graphs of bronzes made by this team using high energy X-ray equipment has
opened up new vistas in the study of metal antiquities. Mr. Charles
xvi

Bridgman of Eastman Kodak gave helpful advice on the reproduction of the
radiographs. Through the courtesy of Dr. George Switzer, Chairman of the
Department of Mineral Sciences, Smithsonian Institution, specialists of his
department have lent their talents to the problem: Mr. Grover Moreland
prepared numerous specimens of bronze for metallographic study and Dr.
William G. Melson helped in petrographic studies on earth materials of
cores and molds. Mrs. Jacqueline Olin of the Conservation-Analytical
Laboratory helped with statistical studies on analytical data and Mr.
Maurice Salmon made X-ray fluorescence analysis of numerous specimens.
Through Dr. Edward V. Sayre, facilities for spectrograph^ analysis of
metals were made available at the Brookhaven National Laboratory, Upton,
New York, and at the Consevation Center, Institute of Fine Arts,
New York University; and he gave much wise counsel during the course of
the studies. Greatly appreciated is the help given by colleagues at the Royal
Ontario Museum, Dr. Henry Trubner and the late Mr. William Todd, whomade available for study and comparison that outstanding collection of
early bronzes made in China by the late Bishop William Charles White.
Dr. Noel Barnard of the Australian National University, Canberra, during
two extended visits to Washington joined in technical examination of the
bronzes and made many pertinent observations on fabrication. Professor
Cyril S. Smith of the Massachusetts Institute of Technology was interested
in the project from the beginning and made several visits to the Freer to
participate in discussions and to give guidance. Professor Smith and his
assistant Mrs. Katharine Ruhl, who made metallographic studies on speci-
mens sent to Cambridge, contributed much to the substance of Chapter V.
The late Orvar Karlbeck of Lidingo, Sweden, who was enabled to visit the
Freer in 1964 through a grant from the American Council of Learned
Societies, contributed insight and information out of his years of experience
in the study of bronzes while working as a civil engineer in China. During
two delightful days in the spring of 1964, Pope, Karlbeck, Barnard, Smith,
and I gathered around bronzes set on the examining table in the Freer, and
the heat of discussion and debate raised a din that has scarcely died down.
Others have kindly read the manuscript and offered suggestions; Mr.
Theodore Wertime of the Voice of America read Chapters I and II dealing
with the history of metallurgy; and Professor Earle R. Caley of Ohio State
University read Chapter III on composition.
While most of the testing and experimental work reported here was done
directly on our own bronzes some of the most important of the technical
studies were carried out on vessels or fragments of no exhibition value given
to us by generous donors with permission to sample, cut up, dissolve,
xvii

destroy or to use in any way that would contribute to knowledge. Amongthese were three fragmentary ku and a p'an from Mr. Simon Kriger of
Washington, D.C.; a ting given by Mr. David Ketel of the Netherlands
Foreign Service while he was stationed in Washington; a ting received from
the Philadelphia Museum of Art through the kind offices of Miss Jean G.
Lee, Curator of Far Eastern Art; and finally a very important fragmentary
early Chou dynasty hu given some years ago to the writer by the late
Charles Fabens Kelley of the Art Institute of Chicago.
To all of these friends, collaborators, and donors the author owes a debt
of gratitude he can never repay.
RUTHERFORD JOHN GETTENS
Washington, D.C.
October, 1967
xviii


CHAPTER I
BRONZE: CONSTITUENTS AND BEGINNINGS
Bronze is the oldest artificial alloy. It is made of copper and tin, but it
often contains varying proportions of other elements lead, zinc and
occasionally silver. The origin of the name is obscure. Murray 1 says that it
became current in English usage during the 18th century when critical
examination of Greek and Roman metal antiquities showed that their com-position was different from that of the copper-zinc alloy then in use, called
"brass." The Italian word bronzo altered to "bronze" was borrowed to
denote this "ancient brass." Bronzo might have originated from the Latin
brundisium, modern Brindisi, a seaport of Italy famed in ancient times for
its bronze, or it might have come from the Latin brunitius, "brown colored."
Before the 18th century, "brass" meant all alloys of copper with tin, zinc or
other base metals; the term is used with this meaning in the King James
Bible, for instance. "Brass" came from the old English braes, which was
initially derived from a southwest Asiatic language; 2 braes probably has
the same source as the Hebrew and Phoenecian barzel, "iron." In modernusage, "bronze" denotes a reddish-yellow alloy of copper and tin, while
"brass" denotes a yellow alloy of copper and zinc. 3 In Chinese the character
fung* stands for copper, brass, or bronze; the exact meaning is supplied
by the context or by a modifier.
With the exception of copper, none of the bronze-making metals occurs
free in nature; and even copper, like tin and lead, most often occurs in
combination with other elements from which it must be freed to be useful.
There are no metallic ores, except possibly in rare and isolated instances,
which combine copper, tin, and lead in the correct proportion to produce
bronze by direct smelting. It is generally assumed, and there seems to be no
reason to deny it, that each of the essential metals of bronze was found as a
separate ore, that each ore was smelted by a process more or less peculiarly
suited to it, and that the bronze of the ancients was produced by the deliber-
ate combining of the necessary metals in predetermined proportions
although such predetermination may have been nothing more than the general
knowledge that they needed a lot of copper and a little tin. Archaeologists
new English dictionary on historical principles, Oxford and New York, 1888. Vol. I, p. 1 126.2See Philip Babcock Gove, editor, Webster's third new international dictionary ... p. 268.3Gove, op. cit. pp. 268 and 283.4 R. H. Mathews. Mathews' Chinese-English dictionary, p. 968, No. 6623.
i
generally agree that true bronze contains tin in excess of about 3 percent.
Coghlan points out that many prehistoric objects contain tin in amountsfrom 0.1 to 3 percent, and he terms these "accidental bronzes" in the
belief that they were made from copper ores in which tin was adven-
titiously included. 5 Many of the bronze weapons analyzed by Dono {vide
infra) seem to fall into this class.
Lucas 6 outlines four ways in which prehistoric bronze could have been
produced: (1) by fusing metallic copper and metallic tin; (2) by smelting a
mixture of copper ore with metallic tin; (3) by smelting a naturally occurring
combined mineral of copper and tin (stannite); or (4) by smelting either a
naturally occurring or artificially made mixture of copper ore and tin ore.
He goes on to say that the first two are out of the question unless tin was
known before copper, a situation for which there is no evidence. Stannite
reduction, because that mineral is rare in most parts of the world, is not
likely. Thus he concludes that early bronzes were deliberately made by
mixing the oxide and/or carbonate ores of copper and tin. Rickard concurs
in this view and relates the experiments of William Gowland, "who simu-
lated primitive practice by making a hole in the ground, in which he put a
mixture of ore containing 20 percent, of tin, as tinstone, the oxide, together
with an ore containing 30 percent, of copper, as malachite, the green car-
bonate. This mixed ore was placed in layers alternately with charcoal in the
hole, and when the fire was started a blast was applied through a one-inch
iron pipe. In this manner he made a bronze that contained 22 percent, of
tin, which would prove excessive for the primitive artificer, because an
alloy so rich in tin is too brittle for the making of tools, although well
adapted for the manufacture of bells." 7
Thomas T. Read is even more positive. He says 'There can be no doubt
that all the early bronze was made by smelting mixed copper-tin ores." 8 Hefurther reminds us that modern Monel metal, which is made from the
copper-nickel ores of Sudbury, Ontario, is also a natural alloy. The question
of methods employed in early smelting is very complicated as one can judge
from R. J. Forbes' review of the history of tin and the origin of bronze in
which he compares the views of various authorities on the history of
metallurgy.9 Forbes feels that the mixed oxides method of smelting mayhave been satisfactory for tin oxide in the form of "stream tin" but not so
good for "vein tin."
It should be mentioned that nearly all the theories on the discovery of5"Notes on the prehistoric metallurgy of copper and bronze . . .
," p. 23.
^Ancient Egyptian materials . . . (1962), p. 218.7"The primitive smelting of copper and bronze," p. 246.
^'Metallurgical fallacies . . .," p. 385.
^Metallurgy in antiquity, pp. 248-252.
2
bronze have been propounded by students of Europe or the Middle East
who have little or no knowledge of the Far East or of early metallurgical
attainments in that part of the world. They do not take into account the
presence of considerable proportions of lead in the copper-tin alloy which
is a characteristic of Chinese bronzes. The development of Chinese bronze
metallurgy, which we shall attempt to review later, may have taken a
different course from the very beginning.
As we shall see, the analytical results obtained from the Freer bronzes
seem to support the mixed oxides theory. The wide range of tin content
suggests that control of alloy composition was not good, and the product
is just about what we might expect from the reduction of ores of indefinite
and varied composition.
Before turning to a more detailed discussion of the three principal metals
that bronze contains, we may mention briefly the advantages of bronze over
pure copper. Even though pure copper melts at a moderate temperature, it is
a poor metal for casting because the melt is sluggish and viscous; it also
shrinks on cooling and does not sharply fill the details of the mold. It has
a tendency to absorb gas which causes porosity and blistering, but above all
to melt it required temperatures that must have taxed the ceramic materials
of early crucibles as well as the fire-making capacities of the early smelters.10
The addition of tin to copper increases the liquidity of the melt so that the
alloy reproduces more closely the details of the mold. The table below
shows that the fusibility of the mixture increases rapidly until a fairly high
content of tin is reached. 11 The same effects can be imparted by other im-
purities, like arsenic, but without the beneficial results of tin.
Melting points of copper-tin alloys
(After T. A. Rickard)
Copper: Tin Melting Point
100:0 1083°C
95:5 1040
90:10 994
85:15 944
80:20 875
75:25 795
10In this connection it is worth noting that the image makers of northern India and Nepal seem to have over-
come these difficulties in a way we do not understand, for they have produced many Hindu and Buddhistfigures of cast copper which reveal high technical as well as artistic quality.1 lSee also the constitution diagram for copper-tin alloys, figurel48, Chapter V.
3
COPPER
Sources
In spite of its extensive use in the modern world, copper is one of the less
abundant elements; according to Fleischer it accounts for only about 0.01
percent of the earth's crust. 12 The chief ores of copper are: native copper;
two sulfides with iron, chalcopyrite, CuFeS2, and bornite, CusFeS^ twooxides, cuprite, CU2O, and tenorite, CuO; and the two carbonates, mala-
chite, Cu2(OH) 2C03, and azurite, Cu 3(OH)2(C0 3 )2. The sulfides are the
primary ores and supply the great bulk of modern industrial copper, but
it has been generally held that they played little part in primitive copper
metallurgy because they are difficult to recognize and difficult to smelt.
This is the view held by Coghlan, but he thinks that sulfide ores were ex-
ploited during and after Roman times in Europe. 13 Caley and Easby found
evidence that the pre-Columbian Indians of Peru produced copper from
sulfide ores.14 Butts lists other ores (minerals) of copper such as sulfates,
silicates and arsenates, 15 but, because they are rare, they were never of
economic importance even to early metallurgists.
Copper ores available in antiquity
Most important in primitive metallurgy were the so-called "secondary
ores11
of copper which occur in the oxidized zones near the surface of ore
bodies. It is generally understood that these secondary copper ores are
formed from primary ores through the agencies of air and water. The pro-
cess of secondary ore formation is much like, and the products are identical
to, the formation of corrosion products on the surface of a buried bronze.
To the primitive metallurgist the most important of these secondary ores
were the oxides, cuprite and tenorite, the two carbonates, malachite and
azurite, and native copper.
The secondary ores of copper are important because, in addition to being
located near the ground surface, they also tend to have bright colors or
other characteristics by which they are easily recognized: malachite is
bright green; azurite, bright blue; cuprite is dull to bright red; tenorite is
black, but often the surface is weathered green to malachite; 16 native
copper is easily detected even when tarnished. These ores, moreover,
*-%U.S. Geological Survey Circular No. 285, p. 6.13"Notes on the prehistoric metallurgy of copper and bronze . . .
," p. 16.14'The smelting of sulfide ores . .
.
," p. 59.
^Copper: . . . , p. 22.16 In New Mexico the writer has seen a seam of green-stained earth some inches wide, which extends across the
countryside for perhaps a half-mile. In another place at an abandoned copper mine on a mountaintop, the
greenish color of the old ore dump could be seen from some miles distant. On closer inspection, the lumps ofslaty rock taken from the mountaintop mine were found to be traversed with seams of bright green brochantite
(basic copper sulfate).
4
are easily smelted with charcoal using simple hearths at moderate
temperatures.
Native copper
There has been much discussion about the role played by native copper
in primitive metallurgy, and no little divergence of views, but there is less
doubt of its importance because of recent archaeological discoveries in
Anatolia, Iran and Iraq. Wertime has called attention to finds of artifacts of
native copper in sixth and fifth millennium B.C. sites at £atal Hiiyiik
(Turkey), Chagar Bazar (Syria) and Sialk (north-west Iran.) 17 Native copper
is found in both primary and secondary ore deposits, and Clark says it is
thought to be derived from the reducing action of iron compounds on sol-
uble copper minerals. 18 It is often seen in microscopic quantities among the
corrosion products of ancient bronzes. Elemental copper is occasionally
found in stream beds as green or red corroded nuggets; and on the surface it
is sometimes found as small brownish boulders. Arborescent forms, which
are occasionally seen, are groups of small and often quite perfect metal
(cubic) crystals joined in branched strings and clusters. In some places
native copper is found in veins in trap rock. In a few localities, notably in the
Keweenaw Peninsula in northern Michigan, it occurs in large solid masses
weighing several hundreds of tons. It is well known that native copper from
northern Michigan was traded by the American Indians in pre-Columbian
times all over North America where it was used mostly for ceremonial and
ornamental purposes. Forbes says that native copper, which occurs in thin
plates and arborescent forms, is easily worked.19 Professor Cyril S. Smith,
who has recently discussed the working of native copper, adds that its
characteristic microstructure has been found in several objects of great
antiquity in Egypt, Asia Minor, Mesopotamia, Palestine and the Danubevalley.20
We can presume that many outcrops of native copper known to primitive
man have long since been exhausted and disappeared. Rickard says that
native copper is more abundantly distributed in nature than is generally
supposed.21 In fact, Thomas T. Read felt that copper metallurgy began
when early man tried to melt native copper to which copper minerals were
still adherent. 22 This is not an implausible theory.
17"Man's first encounters with metallurgy," p. 1258.18 77;e data ofgeochemistry, p. 672.19"Extracting...,"p. 585.20"Materials and the development of civilization and science," p. 908 ff.
21"The early use of the metals," p. 304.22"Metallurgical fallacies . .
.
," p. 383 ;quoted in Coghlan, "Notes on the prehistoric metallurgy of copper and
bronze . ..," p. 22.
5

Smelting ofcopper ores
The release of a metal from the active elements with which it is combined
is called "smelting." Smelting is a chemical reaction carried out at varying
temperatures in which oxygen, sulfur or other non-metallic elements or
groups of elements (i.e. sulfates) are removed. This is done by mixing the
finely crushed ore with carbon in one of its various forms, charcoal, coal, or
coke. The carbon at the bottom of the furnace is set on fire. The hot carbon
and the carbon monoxide gas from its combustion combine with the oxygen
of the copper oxide (cuprite or tenorite) or carbonate (malachite or azurite)
to form carbon dioxide which escapes as a gas to leave the molten metal free.
An interesting description of the primitive smelting of copper ore (mala-
chite) as it was observed earlier in this century (1911) by Monseigneur de
Hemptinne in the Katanga province of the Belgian Congo, is reported by
Rickard. 23 The smelting, which was performed by the Bayeke tribe of
Negroes, was done by mixing the green ore with charcoal in a small basin
dug in the earth. The charcoal is ignited, and the fire is fanned with a crude
bellows made from antelope skin; the air is conducted to the base of the fire
through pipes (tuyeres) made from termite cones. With the aid of rituals
performed by sorcerers, the founders, after several hours, find a pool of
copper at the bottom of the furnace. When cooled and freed from clinkers,
the crude ingot is ready for refining, which is later carried out in a second
furnace operation. According to Swarup and Misra, similar primitive cop-
per metallurgy was practiced until recent times in India. 24 In fact, primitive
smelting of copper was carried on in many widely separated places in the
ancient world where there is little chance that knowledge of that kind could
be gained by diffusion. 25 The entire question of the discovery of non-ferrous
metals in antiquity and the early metallurgy of copper and bronze has been
thoroughly explored by Coghlan and colleagues in England, but unfor-
tunately using mainly Western source materials. More recently Professor
Smith has brought into focus the relationship between properties of mate-
rials and development of civilization, using copper and its alloys as a striking
example. 26
Lucas, Rickard and Read27 feel there is good reason to believe that copper
and tin ores were smelted separately in the late Bronze Age and that the two
metals (with the possible addition of lead) were mixed to produce bronze.
23"The primitive smelting of copper and bronze," p. 233 ff.
24"Ancient copper industry ..."25The archaeological researches of Nelson Glueck and others have increased evidence that a primitive coppermetallurgy much like that described above, was carried on in the Negev of southern Israel in the second millen-
nium B.C. (See Illustrated London News, Sept. 3, 1960 and G. E. Wright, "More on King Solomon's Mines").26"Materials and the development of civilization and science."27 0/7. cit.
6
Ingots of raw and fairly pure copper are known from a fairly early date.
Copper ingots in shapes of discs and bars are known from the late Bronze
Age in the British Isles and Europe. In the Near East a strange flat rectangu-
lar copper ingot with projecting corners, called an "ox-hide'1
ingot, was
known at an early date. R. J. Forbes says that these probably served as
money in place of real ox hides used formerly.'28 Such ingots 29 are shown in
several Egyptian tomb paintings reproduced by Coghlan, R. J. Forbes and
others.30 Tylecote informs us that in England "bun" ingots of copper were
produced during the Roman occupation.31
Properties ofcopper
Pure copper, the result of the smelting process, melts at about 1083 C(1981.4°F), which is bright red heat. Its reddish color is unique amongmetals. It is malleable, ductile, and a good conductor of heat and electricity.
Pure copper solidified from the melt is soft and easily scratched with a
pocket knife. The metal can be hardened by mechanical action in the cold,
like drawing, rolling or hammering. The ancients in the West made practical
use of the hardening effect produced by hammering. Copper hardened by
cold working can be softened by reheating (annealing) to a temperature in
excess of 500°C. The metal can also be hardened by alloying with certain
other elements like tin, chromium, antimony and arsenic. Copper alloys
(i.e., forms solid solutions) easily with a few metals, notably tin, zinc,
nickel, silver and gold. It does not alloy well with either lead or iron.
Chemically, copper is moderately active, hence it is readily transformed
into copper compounds, many of which are brightly colored.
TIN
Sources
Even less abundant in nature than copper, tin, according to Fleischer,
makes up only about 0.004 to 0.0006 percent of the earth's crust. 32 Unlike
copper, tin occurs in a very limited number of ways, principally in the simple
mineral called cassiterite, which is stannic oxide, Sn(>2. Most authorities onearly metallurgy assume that this was the form in which tin was available
to primitive metal workers. Cassiterite, which has a theoretical tin content
of 78.6 percent, occurs mostly in the form of small brownish-black pebbles28"Extracting . .
.
," p. 587.29A number of ox-hide shaped ingots of crude copper were found under water in the wreck of a Bronze Ageship discovered in 1960 in the sea off Cape Gelidonya in southwest Turkey. The ship appears to date around1200 B.C., and the copper it carried was almost certainly from Cyprus. See George F. Bass "The Cape Geli-
donya wreck;" also Peter Throckmorton, "Oldest known shipwreck yields Bronze Age cargo."30"Notes on the prehistoric metallurgy of copper and bronze . . . ," p. 68; "Extracting . . . ," p. 578.
^Metallurgy in archaeology, pp. 29-34.^ 2 U.S. Geological Survey Circular No. 285, p. 5.
7
in alluvial areas and is commonly known as "stream tin.'1
The cassiterite
pebbles are very heavy (sp. gr. about 7); the mineral is stable, and Coghlan
informs us that it survives indefinitely in alluvial deposits.33 One other tin
ore called stannite should be mentioned; it is a complex sulfide of tin,
copper and iron, and has already been described as a rarity; even whenfound it is little used because it is difficult to reduce. It is said, however, to be
the principal ore in the Yunnan deposits of China, a matter which we shall
have occasion to discuss later.
On the whole very little is known about the early metallurgy of tin and in
most books on the subject it is overshadowed by copper. Aitchison, how-ever, gives a concise description of the smelting of cassiterite as follows:
"In the oldest practice this was achieved by filling a deep trench or pit with
small timber, igniting the wood and, when it was well ablaze, adding broken
tinstone and more wood alternately. The tin ran down to the bottom of the
fire. Yields were low, much ore being left unreduced and much tin being lost
in the slags and furnace ashes. Though technologically different, this pro-
cedure sufficiently resembled that used in lead smelting to encourage the
notion that tin was a variant of lead. During the later years of antiquity,
clay-lined furnaces built of stones replaced the trenches, adequate wind-
pressures produced with bellows ensuring the needed temperatures. Yields
were then somewhat improved."34 Aitchison adds the conjectural thought
(p. 78) that tin smelting was first generally carried on, probably in north-
western Persia, sometime between 1800 and 1600 B.C. The origins of tin
metallurgy, however, are still a mystery.
Properties of tin
The color of tin is white with a bluish tinge, whiter than either silver or
zinc. When solidified from the melt, tin is a mass of crystals with a melting
point of 231.9°C (449.6°F) and a specific gravity of 7.3. Pure tin is soft and
can be cut readily with a knife; it is slightly hardened by hammering.
Chemically, it is moderately active; and though little affected by air at
normal temperatures, it does acquire a superficial tarnish after long ex-
posure to moist conditions. Buried in the earth metallic tin is fairly easily
oxidized to stannic oxide, and this may be the reason why ancient tin
artifacts, if such ever existed, have not survived to tell us more of the early
history of metal.35
33"Notes on the prehistoric metallurgy of copper and bronze . . .p. 17.
3iA history ofmetals, Vol. I, p. 186.35In the late Bronze Age shipwreck found off Cape Gelidonya in southwestern Anatolia (mentioned in foot-
note 29), a number of piles of white powdery tin oxide were found under the copper ingots. The finders believe
that these white deposits were the corrosion residues of tin ingots. This find indicates that, as early as the 13th
century B.C., copper and tin metallurgies were separate and distinct; and it also explains why ingots of early
tin are seldom found.
8
In making bronze, the effect of tin is to make the alloy harder than pure
copper; in higher proportions it embrittles it. This behavior would be of
interest to tool and weapons makers, but to the makers of ceremonial
vessels it would be of only minor concern.
LEAD
Sources andproperties
The third and least of the principal alloy constituents of bronze is in
nature more abundant than tin but less than copper, making up about
0.001 percent of the earth's crust. 36 Like tin, lead has only one important
ore which is galena or lead sulfide, PbS. Although it occurs in many types
of deposits, galena is readily recognized by its lead-gray metallic luster and
its perfect cubic cleavage. The separation of lead from galena, in spite of
the need to rid it of sulfur, is a very simple matter, and as Aitchison has
pointed out, that must be the very reason why so few details of lead tech-
nology survive from antiquity.37 There were no problems. It was only neces-
sary to roast galena in contact with wood or charcoal. In the process, which
is essentially that described by both Agricola38 and Biringuccio39, the sulfur
component of galena is burned off as sulfur dioxide; the lead oxide reacts
with unconverted lead sulfide and carbon, and metallic lead is released.
Thanks to its high specific gravity (11.35) and its liquidity, metallic lead
collects in a pool at the bottom of the hearth.40 This crude lead often con-
tains silver; and, as metallurgy developed, the two were separated by a
process known as cupellation. In fact, the smelting of galena was almost
invariably undertaken for the sole purpose of recovering the silver content,
and the process is described in some detail by E. A. Smith who got his in-
formation from first-hand sources in China.41 Lead metallurgy is probably
much earlier than tin, possibly even earlier than copper; and according to
Wertime it may have started in the Near East as early as the 5th or 4th
millennium B.C.42
The properties of lead are familiar. Its melting point of 327.4°C is higher
than tin but much lower than copper. Its outstanding property, as comparedwith tin and copper, is its high specific gravity which is 11.35. Among the
36 Fleischer, U.S. Geological Survey Circular No. 285, p. 5.37A history ofmetals, Vol. I, pp. 184-185.ssDe Re Metallica, Hoover and Hoover Trans. (1950), pp. 390-394.SSpyrotechnia, Smith and Gnudi Trans. (1943), pp. 54-59.40According to Wertime ("Man's first encounters with metallurgy," p. 1262), however, the smelting of leadores is not always so simple. In the traditional Iranian practice, lead ores are reduced by a process in which ironore (haematite) is added to the charge, and lead and iron were produced simultaneously. There is no evidence,however, that this process was used in early Chinese metallurgy.41"Early Chinese metallurgy," p. 29; see also Gettens and Waring, "The composition of some ancientPersian and other Near Eastern silver objects."42"Man"s first encounters with metallurgy," p. 1262.
9

three constituents of bronze, lead is, in many respects, the most resistant to
corrosion.43
THE BRONZE AGE
The significance of the Bronze Age in the history of man goes far beyondthe simple fact that it was the time when he began to use metal tools andweapons instead of stone. It was in fact the time when civilization began.
Following the domestication of plants and animals that made the Neolithic
the most important single step in all history, people began to settle down in
fertile areas and become farmers; and in the Bronze Age the natural
corollary to this was the gradual formation of cities. Cities in turn intro-
duced a whole new way of living. As William Howells has put it, "There
was a new division of labor, so that some lived as artisans entirely; newkinds of work appeared, and these called for trade in materials; and in the
centers of work and trade, the cities, people lived close together in blocks of
houses. Over such a large population rose rulers of yet unheard-of power,
able to construct temples and palaces. And through all this ran knowledge,
writing, and mathematics."44 Such was the setting in which bronze tech-
nology took its place in human experience.
Long ago, the late Carl Whiting Bishop pointed out that mankind as a
whole did not pass through the Bronze Age, but that the early use of bronze
appears to have been confined to a belt running across the North Temperate
Zone of the Eastern Hemisphere.45 Beginning apparently in southwest
Asia some six or seven thousand years ago, it lasted in some regions, as for
example in China, almost down to the B.C./A.D. milestone. Old Worldarchaeologists seem to agree that the smelting of metals, especially copper,
was first practiced in western Asia in the area known as the Fertile Crescent.
Wertime has recently pointed out that conditions for the emergence of
metallurgy were best fulfilled in the semiarid mineralized zones of the Anato-
lian and Iranian plateaus where fuels as well as ores were abundant.46
According to Cyril S. Smith the use of native copper in this area began
perhaps as early as the ninth millennium B.C.;annealing was known per-
haps as early as the fifth millennium.47 The reduction of oxide ores and the
melting and casting of metals was developed during the fourth millennium
B.C., while the roasting and smelting of sulfide ores did not take place until
about the second millennium.
43Lead objects often survive well, but lead inclusions in cast bronze are sometimes the first components to
corrode.
Mankind so far, p. 230.45Manfrom the farthest past, p. 293.46"Man's first encounter with metallurgy," p. 1258.47"Materials and the development of civilization and science," p. 910.
10
The Bronze Age reached China relatively late, apparently after 2000 B.C.
Whether the vast stretches of desert, steppe and mountain that intervene
delayed the arrival of influences from western Asia, or whether it was
simply a belated but independent cultural development, we still do not know.
Coming generations of archaeologists and sinologists must one day answer
these questions. But when it appeared, independently or otherwise, in the
valley of the Yellow River, the Bronze Age took root and flourished in a
way that still astonishes students of early cultures.
11

K \l %. r. <,
— v
',(K)I rn
iu 1*1
A
O
o
A
m QJ IK fill
65
100J
200Krn
Figure 1
Map of copper and tin mines in northern China centered on An-yang. Copper mines; A Tin mines;
ffl Hunting preserve; 'TfTownsite. After Motonosuke Amano, "Mining and Agriculture in the Yin Dynasty."
Tolw Gakuho, Kyoto, No. 23, March, 1953, p. 236.
12

CHAPTER II
BRONZE IN ANCIENT CHINA
Bearing in mind the foregoing observations with respect to bronze and
its component metals, and the Bronze Age in general, we now turn to the East
to see how they apply to the history of bronze technology in ancient China.
It is a truism that the Chinese had the longest Bronze Age and developed
the highest levels of skill in bronze technology of any people on earth. Theevidence of this is all about us in the museums of the world. Nor does this
statement in any way belittle the accomplishments of other peoples;
Sumerians, Egyptians, Iranians, Greeks, and many others had bronze
cultures of high order; and the monuments they have left behind commandthe respect and admiration of all. But from about 1500 B.C. for a period of
some 12 or 13 centuries the Chinese produced bronzes conceived with an
imagination and executed with a skill that have never been surpassed. Such
a sustained high-level performance in any one field of technology or of the
arts is almost without parallel in the annals of man.
Exactly how and when this all began we do not know. Historians of metal-
lurgy, generally recognizing the origins of bronze technology in the Fertile
Crescent of western Asia, believe that the knowledge of copper and bronze
was taken from there eastward across Asia to China perhaps in the second
millennium B.C. Tending to lend support to this theory is the fact that, so
far as we know, the earliest Chinese bronzes are among the finest; and the
bronze culture of China seems to have come into being in full flower. Notraces of primitive or experimental workmanship have yet been found;48 but
since Chinese archaeology is only in its infancy, we may, as indicated in
the previous chapter, have to wait many years before the full story of
Chinese prehistory is known.49
48The Japanese chemist, Tsurumatsu Dono ("The chemical investigation of the ancient metallic culture in theOrient."), in the 1930's carried out chemical analyses on 65 bronze objects, mostly weapons (spearheads,halberds, etc.), which were found at An-yang, or were purportedly from An-yang, and observed that 31 out of65 samples analyzed contain less than 1 percent of tin or none at all; hence he feels that they should be called
copper instead of bronze. Dono concludes from his evidence that in ancient China a Copper Age did precedethe Bronze Age as it did in Egypt and elsewhere. Barnard, however, points out (Bronze casting . . . , p. 184) that
Dono's analyses were all done on limited and unattested material, and there is still insufficient evidence forclaiming a Copper Age for China.49The present state of knowledge in respect to the emergence of civilization in North China seems to be well
summarized by Kwang-chih Chang in a single paragraph in his recent work, The archaeology of ancient China(p. 136). "Whichever chronological scheme we may choose, the fact is that the known beginning of civilization
in China is approximately a millennium and a half later than the initial phases of Near Eastern civilization.
We can also take note of the fact that many essential elements of Chinese civilization, such as bronze metal-lurgy, writing, the horse chariot, human sacrifice, and so forth, had appeared earlier in Mesopotamia. Here,
13

On the other hand, arguments may be advanced to suggest that the
Chinese did, in fact, originate and develop their own bronze culture quite
independently, and that they started out quite without foreign influences.
Basic to this side of the argument is the fact that the forms of Chinese
bronze vessels and bronze weapons cannot be traced to any outside in-
fluences; they do not seem to copy anything known to have existed in earlier
bronze cultures in the West. They do, however, in some ways reflect the
styles and customs of the prehistoric potters of China who preceded them.
And finally, there is no hint in the Shang and Chou writings of any major
cultural movement from the West onto Chinese soil. H. G. Creel who dis-
cussed at some length the origins of Shang culture sums up the problem
well : . . . "whatever the history of bronze making may have been, the Shangpeople and their ancestors, when they made objects of bronze, stamped
them with something of their own culture." 50
It is not our purpose in this book to try to answer the moot question of
the primacy of foreign versus native influences. At the moment it would be
premature to be dogmatic. If the material we present here provides any
hints or suggestions that may lead a future scholar to the ultimate solution
of this fascinating problem, we will consider our efforts worthwhile. In the
meantime, as we set forth the results of our study, we will not shrink from
pointing out any details that point in one direction or the other.
The great body of early Chinese literature is sparse in writings that relate
to the beginnings of bronze technology. Until the 1920's, controlled
excavations in China had never been undertaken; but archaeological
evidence produced by Chinese scholars of the Academia Sinica at An-
yang and elsewhere before World War II, and archaeological researches
now being conducted under the sponsorship of the People's Republic of
China have already opened up many new windows into the metallurgical
past.
We assume that all metals employed by the early Chinese for making
bronze were found within the confines of what is usually considered as
China proper. Even if the technology of winning metals was imported, there
is no evidence that ores or metals were transported to China from west or
south. China herself had the copper, tin and lead ores necessary for the
production of bronze.
then, is the problem of East-West relationships all over again. And again, the problem must be resolved in twoparts. First, did some of the civilizational elements of the Shang dynasty originate in North China, or did they
come from the Near East? Second, were these, if coming from the West, responsible for the emergence of
civilization in North China? The first question must obviously be answered piecemeal, and for many of the
elements, there is no definite evidence one way or the other. As to the second question, many scholars argue
that civilization came to China as a result of stimulus diffusion from the Near East, principally because they
think it came suddenly and without previous foundation."50 ".
. . bronze in the Shang period," p. 5 1
.
14
Copper in China
Although China is not regarded as an important copper-producing
country, obviously there was sufficient copper ore to supply the demands of
primitive metallurgy. It is commonly said that copper is found in almost
every province; yet no first rank deposits have ever been reported. Accord-
ing to H. K. Tong, the chief copper production centers of modern China are
Yunnan, Szechwan and Sikang provinces.51 The estimated reserves of
copper in China are about a million metric tons but in the last century
China produced only a few hundred tons of refined copper per year, which
is much less than it needs. 52
The Shang capital at An-yang is known to have been an important
bronze casting center; and since some of the vessels in the Freer collection
are presumed to have come from there, the question of the proximity of
An-yang to ore deposits of copper, tin and lead in that region naturally
arises. According to M. Amano there is information from earlier Chinese
writings and gazetteers which tells us that deposits of both tin and copper
existed in northern Honan and in Hopei provinces within a radius of 50 miles
of An-yang.53 Amano shows a map (fig. 1) on which these mines are located
and their distances from An-yang are indicated in kilometers; also Barnard
shows the distribution of tin and copper ores up to the 400 km. radius
and of copper ores to beyond the 3000 km. radius based on a map shown by
Shih Chang-ju.54
Barnard in commenting on the nearer sources (200-300 km.) to An-yang
says, ".. . the comparatively thick distribution of both copper and tin
deposits in the Shensi-Honan area offers a particularly important basis for
argument towards Chinese rather than non-Chinese origins of the art of
bronze casting." 55
Although it is said 56 that native copper occurs in Honan province in
China, and we can suppose that the early Chinese were acquainted with it,
no reports of early objects made of native copper are known to the writer.
There is no reason yet to believe that it was an important source of copper
for making bronze.51China handbook 1937-45, p. 393.52Couling (The Encyclopedia Sinica, p. 368) says that the copper deposits of Yunnan have yielded, in the
more recent past, practically all the copper required for minting and for other purposes in China and Burma.The area about T'ung-ch'uan in northeast Yunnan has been the chief source of supply; mines there wereorganized in 1697 and mining was made a government monopoly in 1738 to supply copper for the increased
demand for brass coinage. Couling adds that the ores mined at T'ung-ch'uan are malachite, azurite, cuprite,
pyrites, and others.5 3"Mining. .
.
," pp. 231-237.54Barnard, Bronze casting . . . , facing p. 50; Shih Chang-ju, "Yin-tai . . .
," facing p. 105; it will probably be a
long time before analytical work on artifacts of early China can be correlated with analysis of ores as it hasbeen done in Germany by Witter and Otto et al. and by Pesta and Pittioni in Austria; see Britton and Richards,"Optical emission spectroscopy . .
.".
55Bronze casting . . . , p. 49.56Carl W. Bishop personal file of notes, section "Copper" Freer Gallery Library.
15

Secondary copper ores
It is likely that most of the copper of ancient China came from the
secondary copper ores already mentioned. Unfortunately, we know of noearly Chinese description of how the ores were recognized. There is cor-
relative evidence from early Chinese wall paintings that the simple carbonate
ores, malachite and azurite, were well known in the Far East. Beginning
with the T'ang dynasty and continuing to the present time, finely powderedbright green malachite and bright blue azurite were employed as paint
pigments.57 Although these colors may have been transported long distances,
they do suggest that secondary copper ores were available in China.
Barnard, basing his researches on former investigations of Orvar Karl-
beck, Shih Chang-ju, and others and on recent Chinese mainland archae-
ological reports, has dealt with early Chinese furnaces, crucibles, and ingot
molds discovered at An-yang and other early sites in China. 58It therefore
seems unnecessary to conjecture further here about ancient smelting
practices.
We may presume that, as in the West, early Chinese metallurgists
produced raw copper in ingot form. We have no evidence, however, of the
existence of ancient copper ingots like those already referred to in the West.
Nor do we know how pure the raw copper was. Probably the molten copper
before pouring into ingot molds was well poled with green wood to remove
excess cupric oxide.
Tin in China
Unlike copper, tin has been fairly abundant in China since ancient times.
The principal tin-producing area is in Yunnan province at a place called
Kochiu in the district of Mengtze, which today is the main center of tin
production in China. Draper says these mines have been worked for some400 years and were probably known in antiquity. 59 Slessor describes primi-
tive mining and metallurgical methods employed in this same area for tin,
lead and zinc (and other metals) that have persisted well into this century.60
According to Mantell and Meng tin has been produced in other provinces,
Kwangsi, Hunan, Fukien, mostly in southern China, and the deposits there
appear to be similar to the stanniferous alluvial workings in the Malay
States.61 C. Y. Hsieh describes the tin placer deposits in this general area
57Wall paintings on which these two pigments were liberally used can be seen at the University Museum,Philadelphia, the Royal Ontario Museum in Toronto, The Museum of Fine Arts, Boston, the William Rock-hill Nelson Gallery, Kansas City, the Metropolitan Museum, New York, and on fragments of wall paintings
from Tun-huang in the Fogg Art Museum, Harvard University.
^Bronze casting . .. , p. 48 ff.
59"The tin industry of Yunnan," pp. 483-491
.
60"Chinese non-ferrous metals."61 Mantell, Tin . . . , p. 79; Meng, "Tin deposits . .
.".
16

(called Fu-ho-chung-chiang).62 There is little knowledge of the origin of
the tin used in the bronze casting centers of the second and first millennia
B.C. There seem to have been no noteworthy deposits of tin in north China,
although Amano indicates on his map that there were tin as well as copper
ores within a radius of a few hundred kilometers of An-yang.63
In spite of the wide use of tin for bronze-making in Shang and Choutimes, hardly any artifacts of pure tin, if they ever existed, have survived.
There are a number of early Chinese objects in collections labeled "pewter,"
but when analyzed they usually turn out to be nearly pure lead. This is
true of that collection of so-called "pewter" objects that were illustrated by
Bishop White in his last work (vide infra). Li Chi, however, illustrates two
tin ingots found at Hsiao-fun near An-yang; and he expresses the belief
that the ingot form is an indication that they were imported from somedistance and brought to the copper smelter for making bronze. 64 Diligent
search should be made in Western collections of ancient Chinese artifacts for
tin ingots or tin objects.
Lead in China
Lead, the third of the principal alloy constituents of ancient Chinese
bronze, apparently was in good supply even in early times. Torgasheff says
that lead ore deposits are found in China in a number of provinces;65 and in
southern and western Yunnan there are several ancient workings and ex-
tensive bodies of old slags. There does not, however, appear to be muchinformation about lead ore deposits in north China in antiquity.
We can presume that, as elsewhere in the world, the principal lead ore
was galena. E. A. Smith says that the smelting of galena was almost in-
variably undertaken for the sole purpose of recovering the silver content,
and he described in some detail the cupellation of crude argentiferous lead
cake to separate the silver.66 It would be interesting to know something
about the occurrence and metallurgy of silver in ancient China because wemight get some clues from it about copper and lead metallurgy.
In early China lead was a casting medium in its own right. Several col-
lections have examples of lead ceremonial vessels in the classic shapes of
Shang and Chou bronzes. Bishop White tells of a group of early Western
Chou "pewter" vessels that were formerly owned by Yamanaka andCompany of New York, and he pictures ten of them in his catalogue.67 One62"Tin placer deposits . .
.".
63Amano, "Mining . . .," p. 236; see also Li Chi, The beginnings . .
. , p. 37.640p. cit., pp. 36-37 and Plate X.G5The mineral industry . . . ,p. 164.66"Early Chinese metallurgy," pp. 29-30.67Bronze culture . .
. , p. 176 and Plates XCVII to C.
17
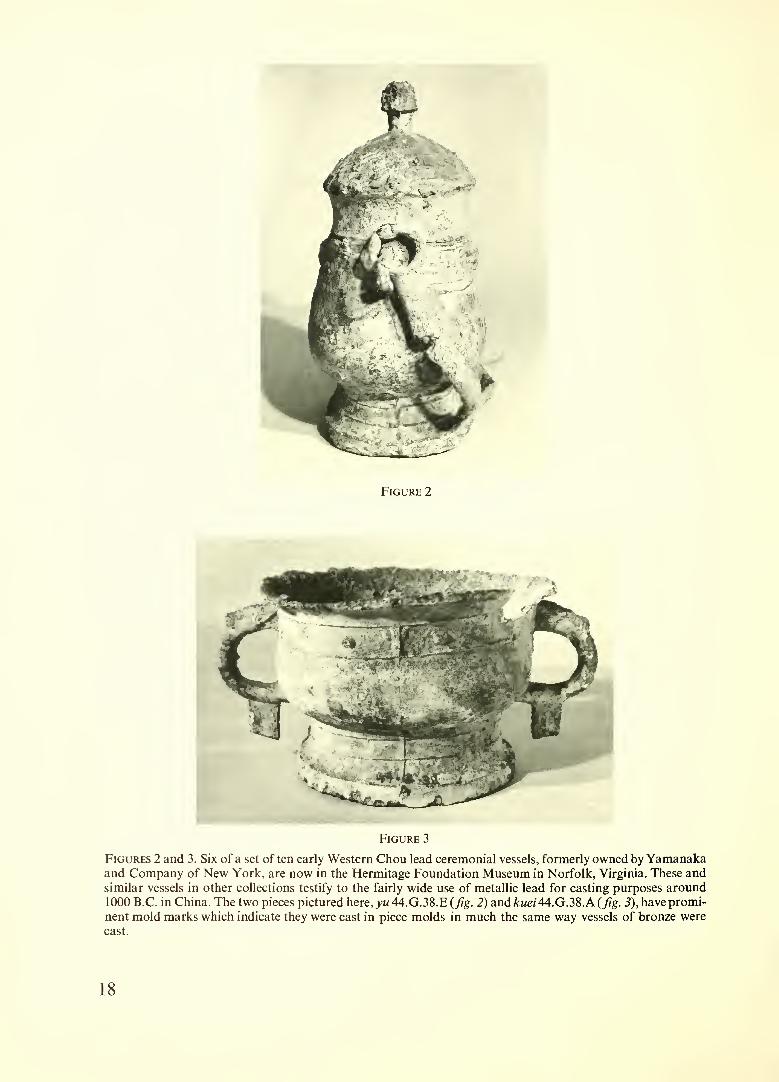
Figure 2
Figure 3
Figures 2 and 3. Six of a set of ten early Western Chou lead ceremonial vessels, formerly owned by Yamanakaand Company of New York, are now in the Hermitage Foundation Museum in Norfolk, Virginia. These andsimilar vessels in other collections testify to the fairly wide use of metallic lead for casting purposes around
1000 B.C. in China. The two pieces pictured here, yu 44.G.38.E {fig. 2) and kuei 44.G.38.A {fig. 3), have promi-
nent mold marks which indicate they were cast in piece molds in much the same way vessels of bronze were
cast.
18
of these, a libation cup of the type chiieh (SC546) has come into the study
collection of the Freer Gallery (see Chapter IV, figs. 35-38). A spectro-
graph^ analysis shows that this vessel is nearly pure lead. Two pieces of
this same set were purchased by Mr. and Mrs. Philips de Jongh of Eind-
hoven, Holland, and are described by J. Fontein. Chemical analysis of
those pieces showed that the metal is 95.4 percent lead and 4.6 percent
antimony.68 Six pieces of this same set of pewter vessels are now in the
Hermitage Foundation Museum in Norfolk, Virginia (figs. 2 and 3). Thus, the
whereabouts of nine of the ten pewter vessels pictured by Bishop White are
known, but the tenth, a chiieh (No. 8 in Bishop White's catalogue), is still to
be found. More recently the discovery of eight lead ceremonial vessels in
Western Chou tombs at Loyang was reported and pictured by Jo Shin.69
These include one vessel each of the types ku, tsun, chih, yu, ting, li and
chiieh. These leaden vessels are comparable to the group of "pewter"
vessels described by Bishop White.
It is almost certain that, as early as Shang times, lead metallurgy was
distinct from both copper and tin metallurgy. The low silver content of
ancient bronzes and the existence of lead objects testify to this.
Bronze
In spite of the sporadic occurrence of weapons made of nearly pure
copper, the Chinese evidently learned the superior qualities of copper-tin
alloy early in their cultural history, and bronze became predominant in the
second millennium B.C.
Many ancient Chinese bronzes bear an excess of lead. In a number of
primitive style bronze vessels from pre-An-yang sites now in the Royal
Ontario Museum described by Barbara Stephen there is more lead than tin;
in two of them lead is reported in excess of 20 percent.70 The commonChinese knife and spade money of the late Chou dynasty is often loaded
with lead. Both Chikashige and Wang Chin report the analyses of several
early Chinese coins in which lead content is in excess of 40 percent.71 It
seems clear that lead was used to cheapen or adulterate bronze at a very
early date.72
How lead was introduced into the alloy we are still unable to explain.
The wide range of lead in the Freer bronze vessels, where it varies in con-
tent from less than 0.5 percent to over 20 percent (see Chart I, fig. 18), is
68Fontein, "Loden vaatwerk . . .," p. 145.
69"Two Western Chou tombs at Lo-yang."70Stephen, "Early Chinese bronzes . . .
," p. 67.7 Chikashige, Oriental alchemy, p. 72; Wang Chin, "The composition of Wu-shu coinage . .
.".
72According to Tylecote (Metallurgy in archaeology, p. 43) parallels may be found in the development ofbronze metallurgy of the late Bronze Age in England.
19

quite astonishing. The presence of lead in appreciable quantities did serve
a purpose other than saving more costly copper and tin; it helped to lower
the melting point, helped to produce a clean casting, and made for easier
finishing operations like removal of ridges and flaws, and final burnishing.
Zinc in China
In the discussion of the chemical composition of the alloy of the Freer
ceremonial vessels in the next chapter it will be pointed out that those
bronzes confidently attributed to the Shang and Chou dynasties contain
scarcely any zinc but, on the other hand, the bronzes of later periods
often bear zinc in varying amounts. There is reason to believe from our
own analyses that beginning in the Han dynasty and continuing into later
periods the amount of zinc in Chinese bronzes gradually increased. This is
supported by the writings of H. T. Chang who in several articles has dealt
with the early history of zinc in China. Chang presents a table of chemical
analyses done by Wang-chih Tien of five bronze coins cast during the reign
of Wang Mang (A.D. 9-22) which show in addition to tin and lead the
presence of zinc ranging from 0.84 to 4.1 1 percent.73 This indicates that zinc
began to appear in Chinese coinage of Han times about the same time it
began to appear in Roman coinage.74 Slessor makes an unsupported state-
ment that "The process of obtaining zinc metal from blende [sphalerite,
ZnS] by distillation has been known to the Chinese since at least 500 A.D.,
and probably 200 years earlier, as the Sung dynasty coins show about 18%zinc contents. This distillation process was not known in Europe until 1700
and probably came from China originally. Spelter [zinc metal] is used in
China for brass making, and also very largely for debasing the moderncopper coinage.
1,75 The late appearance of zinc in copper alloys of China (as
well as in the West) may be explained in various ways : first, the early metal-
lurgists must have failed to recognize zinc ores like smithsonite, ZnCC>3,
sphalerite, ZnS, and calamine, Zn 4Si207(OH)2-2H20, as a source of metal;
second, in earliest times only easily available ores of copper like malachite
were employed, but as these ores were exhausted miners had to go deeper
in the earth where they encountered primary ores which may have contained
small percentages of zinc; third, zinc may have been introduced by the
necessity to dig deeper for lead ores (galena) which often occur in nature
associated with zinc. The finding of little or no zinc among early Chinese
bronzes in the Freer is in essential agreement with results of spectrometric
analyses made some years ago by the staff of the Research Laboratory for
73Chang, "New research . ..," p. 127; see also Chang, "The beginning of the use of zinc in China."
74See Caley, Orichalcum . .
.
75"Chinese non-ferrous metals," p. 111.
20
Archaeology and the History of Art, Oxford, on about 400 Chinese bronzes
of the Shang, Chou and Han dynasties. Sir Harry Garner who has summar-ized the Oxford analyses ("The composition of Chinese bronzes
,,
) points out
that only five of the bronze vessels analyzed had measurable amounts of
zinc and the highest figure for that element among vessels of the group was2.4 percent (see Appendix II). Sir Harry concludes that the presence of
small amounts of zinc in Shang-Yin bronzes is accidental. Much analytical
work remains to be carried out on dated Han and post-Han bronzes before
the story of zinc in China can accurately be told. One of the great difficulties
in this research will be the finding of dated pieces to analyze.
There is no denying, however, that whatever method of smelting and
alloying was used, ancient Chinese metallurgists were able to produce an
alloy eminently suited for the production of vessels which are today im-
portant documents of a culture and testimony to the skill of their long
forgotten makers.
Western views on early bronze casting techniques in China
References to metals technology in early Chinese literature are so rare as
to be almost nonexistent. There are no wall paintings or stone reliefs com-parable to those which Neuberger says can be seen at Karnak in Egypt,
depicting the casting of a bronze door for the temple, 76 or of scenes in a
casting workshop like that shown on a red figure Greek vase in a Berlin
museum.77 Nearly all of our information comes from the objects themselves
or from ancient foundry and workshop sites in China. Modern foundry
practices in China and Japan may still reflect ancient metals technology,
but we do not know much about what is going on now.
Western scholars, however, have been intrigued by the arts and crafts of
the Far East; and there has been much speculation about how Chinese
bronzes were cast. Until comparatively recent times, collectors of Chinese
bronzes assumed that the ceremonial vessels were cast by cire perdue (lost
wax) process, the method that had been employed in the West going back
to early historic times. This view was affirmed by no less an authority than
the late Stephen W. Bushell, who, writing at the beginning of this century,
states categorically, "Chinese bronzes have always, as far back as we have
any record, been executed by the cire perdue process, and finished, whennecessary, with the hammer, burin, and chisel." 78 As late as 1931, W. F.
Collins expressed the same sentiment, ".. . it is believed by many that all
early Chinese bronzes were cast by the cire perdue process, considered by76 777e technical arts . . . , pp. 54, 55.11Op. cit.,p. 58.78 Chinese art, Vol. I, p. 61
.
21
some to have been invented by the Egyptians. 1179 These widely accepted
views were supported by the fact that no exact duplicate castings have
ever been found except among bronze mirrors which could be made in
simple bivalve molds.
Apparently the first critical review of the problem was made by the late
Professor W. Perceval Yetts, in his chapter on "Techniques of Bronze
Casting" in the Eumorfopoulos Catalogue. In introducing the subject,
Yetts laments that he spent much time in fruitless search of the Chinese
literature in order to unlock the secrets of bronze technology. He says, "Nocontemporary account of technical processes survives, nor is it likely that
one ever existed.1180
Yetts first speculates about the proportions of copper to tin required in the
recipes for six different classes of bronze objects that are set forth in the
often quoted passage in the K'ao-kung-chi of the Chou-li, which purports to
be of Chou dynasty origin. In the Six Recipes the proportions of copper andtin are as follows: for cauldrons and bells, 5 to 1
;
81 for axes, 4 to 1 ; for hal-
berds and spears, 3 to 1 ; for swords and knives, 2 to 1 ; for erasing knives
and arrows, 3 to 2; for mirrors and specula, 1 to 1. Yetts questions the Choudynasty origin of the Chou-li and dismisses the Six Recipes with the state-
ment: "The question is whether these figures given in the Chou-li should be
regarded as traditional data, based on actual practice, or as theoretical
standards formulated by the author. 1182 and further he concludes: "In short,
the likelihood is that the alloys used in feudal China conformed to no uni-
form standard, but varied according to the accidental chances of supply and
the rough empirical knowledge of craftsmen. 1183 Only a small number of
chemical analyses of ancient bronzes were available to Yetts, but in the
light of the widely varying composition of bronze vessels in the Freer
collection Yetts1
words are truly prophetic.84
Although Yetts like his contemporaries believed that Chinese bronze
ceremonial vessels were cast by the cire perdue process, he had certain
79"The Corrosion of . ..
," p. 25.80Yetts, Eumorfopoulos, Vol. I, p. 35.81The ratio of copper to tin in the large Chou dynasty bronze bell (chung) in the Freer collection (41.9) is
approximately 5:1. Analysis shows Cu 82.1%; Sn 16.3%; total 98.4%.s '
2Op. cit., p. 34.S3Op. cit., p. 35.84Three of the Japanese chemists who have collectively done most of the analytical work on ancient Chinesebronzes have compared their own findings with the Six Recipes of the Chou-li K'ao-kung-chi, and have ex-
pressed divergent conclusions. Chikashige felt that broadly interpreted, "all the 'Six Receipts1
become generally
speaking reasonable and correct." (Oriental alchemy, p. 62). Dono, however, who analyzed many early knives
and halberds found little relationship between their composition and the proportions dictated for suchweapons in the Six Recipes ("The chemical investigation of the ancient metallic culture in the Orient,"
p. 301 ff.). Tanabe also mentions the "Six Receipts;" but apparently, he finds no parallels between his com-position data and the Six Recipes ("A study on the chemical compositions . . . ", p. 267). Barnard, who hascritically reviewed the "Six Formulae," dismisses them with the statement that, "they are but a numericaljuggling of facts little understood by their author." (Bronze casting . . . , p. 12).
22

reservations about it. He had observed the "seams" on ancient bronzes,
which are now recognized as mold joins; and he offered a modification of the
method of mold preparation to explain them. But Yetts1
proposals on model
preparation are highly conjectural and over-simplified; and they take no
account of preparation of molds for under-cut details of form or design;
or of the casting of vessels with high-placed bottoms; or of the attachment
of handles and swing bails. Recent observations on bronzes in Western
collections and field archaeological discoveries in China have raised further
serious doubts about the employment of the cire perdue process of bronze
casting in early China.
Mold fragments
An entirely new approach to bronze casting in China was introduced by
the discovery in the late twenties of this century at Hsiao-t'un and other
places in the neighborhood of An-yang of fragments of baked clay with the
negative impressions of typical bronze ceremonial vessel patterns on their
inside concave surfaces. These fragments are obviously broken bits of
piece molds for casting bronze. Moreover, many of them have flat edges
prepared with mortises and tenons or keys which show they were actually
parts of piece molds, and not just fragments from a broken eire-perdue waste
mold. An-yang mold fragments seem first to be mentioned by Liu Yu-hsia
in Preliminary reports of the excavations at An-yang (Part I V) published in
1933, and some of them which came from Hsiao-t'un near An-yang are
pictured by Li Chi in his more recent summary account of archaeological in-
vestigations of Shang dynasty sites in the An-yang district since 1928. 85
Twenty-six mold fragments from Yeh, the An-yang area, are well illustrated
by Huang Chun in a catalogue of An-yang antiquities offered for sale in
Peipingin 1937.86
In 1934 Orvar Karlbeck, a Swedish engineer visiting An-yang, learned of
these mold fragments and subsequently acquired from small local dealers a
total of 170 of these, which he later described (1935) and pictured in
some detail. 87 Karlbeck never learned the exact origin of these fragments,
but he believes they were dug up near a village west of Hsiao-t'un by farmers
who had chanced upon the site of an ancient bronze foundry
.
88 The author had
the rare privilege of examining Karlbeck's mold fragments in Stockholm in
1959 {fig. 4). Karlbeck believes that these fragments represent at least 85
different molds and that the molds were used for the direct casting of bronze85Liu Yu-hsia, "Study of bronze casting . . . .," pp. 681-696; Li Chi, The beginnings . . . , Plates XIII and XIV.86Huang Chiin, Yeh-chung . .
. , p. 43 ff.
87"An-yang moulds."88Karlbeck says (private communication) that he purchased a few fragments from a small boy directly in
Hsiao-t'un itself.
23

Figure 4
Fragments of clay mold sections from An-yang in the Collection of
the Museum of Far Eastern Antiquities, Stockholm. (Karlbeck,
"An-yang Molds," BMFEA No. 7, pp. 39-60 [1935]. Courtesy,
Museum of Far Eastern Antiquities, Stockholm .(About § natural
size.)
Figure 5
Fragments of clay mold sections in the Department of Oriental
Antiquities, British Museum. The one on the right has a join surface
which bears the negative form of a flange often seen on bronze
vessels. (Courtesy, British Museum, Department of Oriental Antiqi-
ties. About § natural size.)
24
vessels, and he shows diagrams of piece mold assemblies to support his
thesis. He believes further that the ornamental details were not produced
by casting from a model but were incised directly in the clay\ He does not
believe that wax played any part in model or mold preparation. Karlbeck
bases his belief in direct casting on four principal observations: (1) The
inside of the mold fragments are gray which is characteristic of reddish
baked clay that has been in direct contact with molten metal. (2) On one
fragment a bit of bronze metal still adheres to a narrow groove in the
design. (3) Many fragments show traces and patches of soot only on the
inside surface which Karlbeck believes is indication that soot was added
intentionally to permit the mold section to release easily from the metal
after casting. (4) The mold sections are porous, which is a necessary charac-
teristic when metal is to be poured directly into the mold, but not necessary
if the section is to be used in the preparation of a wax model.
In addition to the An-yang mold fragments in Stockholm there are also
numerous fragments from the An-yang region in the collections of the
Academia Sinica at Nankang in Taiwan. Pictures of many of these have
been published.
Other collections of the same kind of mold fragments, probably from the
An-yang area, exist in the West. There are a handful in the Department of
Oriental Antiquities at the British Museum {fig. 5). The Museum of Fine
Arts, Boston, has fragments of a piece mold for a vessel of the type ku; and
the Fogg Art Museum of Harvard University possesses two mold fragments,
one of a ku and the other probably of a kuei; although well weathered, both
fragments show a portion of a mortised edge. The Seattle Art Museum has
a mold fragment of a chiieh.
In the Royal Ontario Museum in Toronto is an important collection of
An-yang mold fragments bought in China by Bishop White. The late
William Todd, Chief Conservator of that Museum, said there are a total of
134 fragments in the collection of which 33 show keys. The Royal Ontario
Museum has generously made these fragments available for examination at
the Freer Laboratory where the following characteristics have been noted:
1. The mold material is baked earthenware, like soft brick.
2. Some fragments have two distinct layers of clay, an inner fine grained
layer, and an outer coarser one (fig. 6).
3. The grain structure of the mold fragments, even of the inner layer, is
uneven and gritty and does not appear to be made from fine, well-
levigated clay.
4. On some fragments a portion of the intaglio design is crisp and non-
weathered, but in closely adjacent areas, the mold surface is damaged as
25
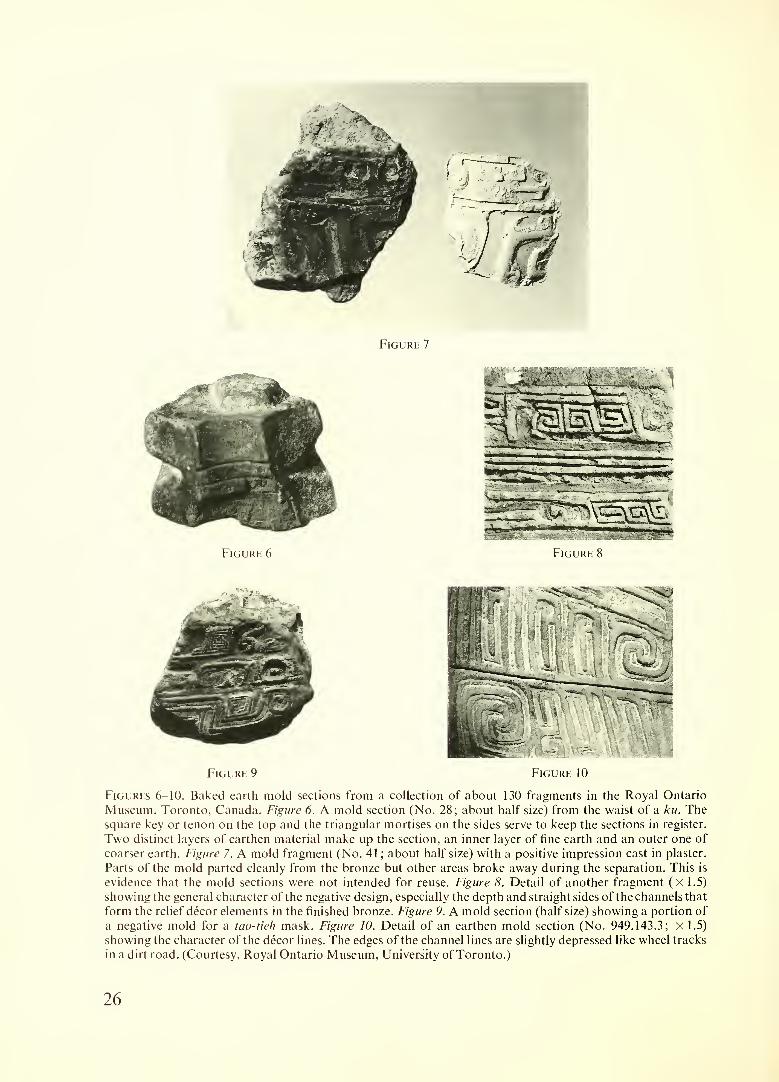
Figure 7
Figure 9 Figure 10
Figures 6-10. Baked earth mold sections from a collection of about 130 fragments in the Royal Ontario
Museum, Toronto, Canada. Figure 6. A mold section (No. 28; about half size) from the waist of a ku. Thesquare key or tenon on the top and the triangular mortises on the sides serve to keep the sections in register.
Two distinct layers of earthen material make up the section, an inner layer of fine earth and an outer one of
coarser earth. Figure 7. A mold fragment (No. 41 ; about half size) with a positive impression cast in plaster.
Parts of the mold parted cleanly from the bronze but other areas broke away during the separation. This is
evidence that the mold sections were not intended for reuse. Figure 8. Detail of another fragment (x 1.5)
showing the general character of the negative design, especially the depth and straight sides of the channels that
form the relief decor elements in the finished bronze. Figure 9. A mold section (half size) showing a portion of
a negative mold for a tao-tieh mask. Figure 10. Detail of an earthen mold section (No. 949.143.3; x 1.5)
showing the character of the decor lines. The edges of the channel lines are slightly depressed like wheel tracks
in a dirt road. (Courtesy, Royal Ontario Museum, University of Toronto.)
26
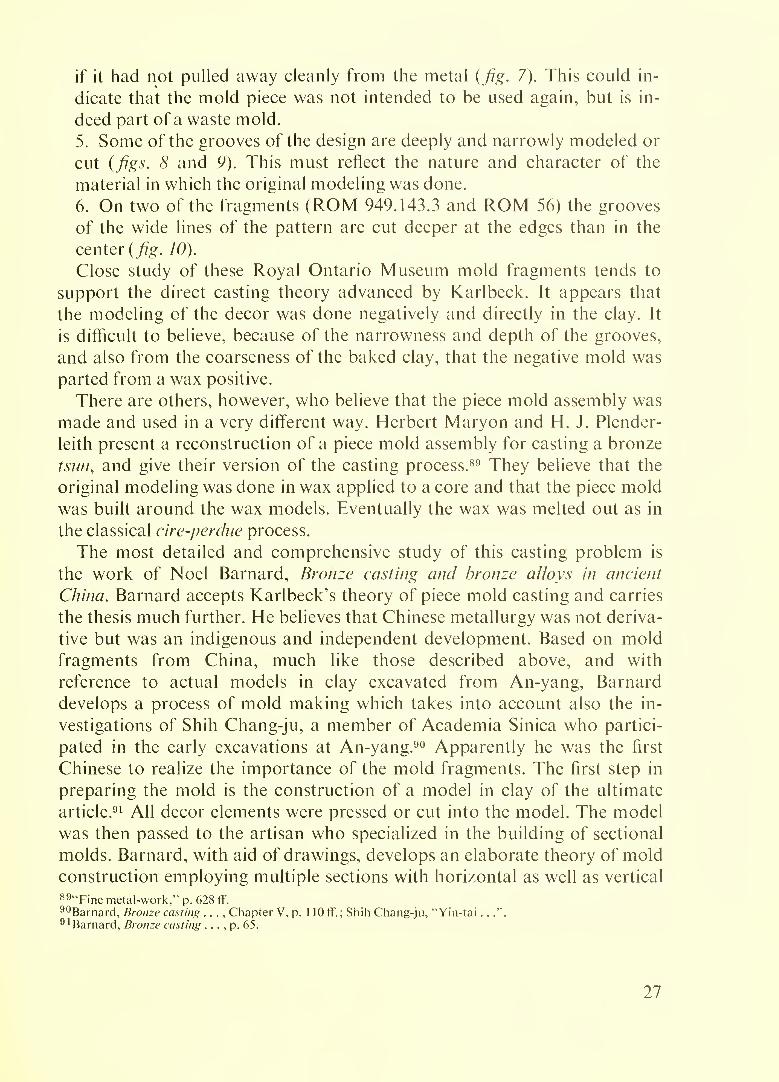
if it had not pulled away cleanly from the metal {fig. 7). This could in-
dicate that the mold piece was not intended to be used again, but is in-
deed part of a waste mold.
5. Some of the grooves of the design are deeply and narrowly modeled or
cut {figs. 8 and 9). This must reflect the nature and character of the
material in which the original modeling was done.
6. On two of the fragments (ROM 949.143.3 and ROM 56) the grooves
of the wide lines of the pattern are cut deeper at the edges than in the
center {fig. 10).
Close study of these Royal Ontario Museum mold fragments tends to
support the direct casting theory advanced by Karlbeck. It appears that
the modeling of the decor was done negatively and directly in the clay. It
is difficult to believe, because of the narrowness and depth of the grooves,
and also from the coarseness of the baked clay, that the negative mold was
parted from a wax positive.
There are others, however, who believe that the piece mold assembly was
made and used in a very different way. Herbert Maryon and H. J. Plender-
leith present a reconstruction of a piece mold assembly for casting a bronze
tsim, and give their version of the casting process.89 They believe that the
original modeling was done in wax applied to a core and that the piece mold
was built around the wax models. Eventually the wax was melted out as in
the classical cire-perdue process.
The most detailed and comprehensive study of this casting problem is
the work of Noel Barnard, Bronze casting and bronze alloys in ancient
China. Barnard accepts Karlbeck's theory of piece mold casting and carries
the thesis much further. He believes that Chinese metallurgy was not deriva-
tive but was an indigenous and independent development. Based on mold
fragments from China, much like those described above, and with
reference to actual models in clay excavated from An-yang, Barnard
develops a process of mold making which takes into account also the in-
vestigations of Shih Chang-ju, a member of Academia Sinica who partici-
pated in the early excavations at An-yang. 90 Apparently he was the first
Chinese to realize the importance of the mold fragments. The first step in
preparing the mold is the construction of a model in clay of the ultimate
article.91 All decor elements were pressed or cut into the model. The model
was then passed to the artisan who specialized in the building of sectional
molds. Barnard, with aid of drawings, develops an elaborate theory of moldconstruction employing multiple sections with horizontal as well as vertical
89"Fine metal-work," p. 628 ff.
90Barnard, Bronze casting . .. ,Chapter V, p. 1 10 ff. ; Shih Chang-ju, "Yin-tai . .
.".
91 Barnard, Bronze casting . . . , p. 65.
27

joins. He believes that at An-yang and even in later times the principle of
"sectionalism11
, as he terms it, involving the production of decor impressions
in blocks of clay from master patterns, played a major role in model andmold preparation. In his Chapter V dealing with "Sectional moulds and the
significance of sectionalism," Barnard uses one of the best known vessels in
our collection, thefang-i (30.54), and vessels in other collections as examples.
With the use of interpretive line drawings he attempts to explain how the
molds for them were made.92
The complexity of Barnard's mold reconstructions had been criticized by
persons knowledgeable in foundry practice93 who believe that metal foun-
ders in ancient times, as they do today, made molds in the simplest waypossible. Interesting confirmation, however, of some of Barnard's ideas on"sectionalism" has since appeared in reports on the Hou-ma foundry site of
Chan-kuo date in Shansi province, notably the one by Chang Han where
master patterns and mold sections are pictured (vide infra).
Barnard goes further. He expresses strongly his conviction that the cire
perdue method of casting bronze was unknown in China in the Shang and
Chou periods, and he believes it did not come into China until the advent of
Buddhism.
Wilma Fairbank strongly supports the piece mold theory but points out
that the mastery of bronze technology by the Shang people was an out-
growth of their earlier mastery of ceramic technology.94 She says that dis-
coveries at An-yang suggest there was a direct transition from making
pottery vessels to producing the same or similar shapes in bronze; and by
the use of piece molds, this would have been feasible. Mrs. Fairbank finally
points out that, in the fully developed Shang vessel decor, the animal forms
are broad plastic elements protruding from the vessel surface, and they
appear to be formed by building up clay on the positive (the model), not by
carving in the negative (the molds).
The most recent study on An-yang piece molds is a monograph with the
English subtitle, Studies of the bronze Ku-beaker edited by Li Chi, Shih
Chang-ju and Kao Chu-hsun and issued in 1964 from Nankang, Taiwan.
Following a general description by Wan Chia-Pao of 42 specimens of muchcorroded ku excavated at Hsiao-t'un and Hou-chia-chuang, and of 26
sections of earthen molds used for casting ku, he concluded : "The successive
steps of the casting process appear to have been :
92Barnard admits later (private communication) that his reconstructions err in one main point - the masterpatterns were engraved with positive decoration, not negative, hence the repeated designs pulled from themwere inserted directly into the molds and not into the models.93Herbert Maryon, in his review of Barnard, Bronze casting . . .; also Cyril S. Smith in his review of the samebook.94'Tiece-mold craftsmanship . .
.".
28

1. A model was first made. The pattern was incised partly on the model
and partly afterward on the mould according to the nature of the pattern.
The model was then baked.
2. To form the mould, a fiat piece of clay with a thickness of about
15 mm. was pressed against the model. The edges of the mould were
finished with a knife, and some kind of release agent was applied to
prevent the adhesion with the adjacent mould. The divisions of the mould,
and the number of moulds were all determined by the shape of the pattern.
The mould was then baked.
3. The moulds were assembled around the core and the assembly was
bound with grass rope and/or put into a sand box in order to assure
rigidity. The moulds were assembled upside down as evidenced by the
use of chaplets to support the suspended ring foot core.
4. The core was made by scraping down the surface of the model. Thethickness of clay scraped away was equal to, or a little thicker than, the
wall of the bronze to be cast.
5. Finally, the molten bronze was poured into the moulds. There is no
evidence to show to what temperature the moulds were heated when the
molten bronze was poured. But it must have been a very high temperature
to avoid sudden cooling of the molten bronze on contact with the mould.
The clear pattern of the Shang bronzes reveals that no such loss of
fluidity took place during this critical step of the casting process." 95
So far the little evidence about Shang casting methods that can be gleaned
from study of the few and scattered sections of piece molds that have comefrom the restricted area of An-yang has been subjected to varying and even
contradictory interpretations by the several investigators, mainly Western
scholars, who have studied them. They have been at great disadvantage
because of the meagerness of the evidence.
A new chapter in the study of ancient methods of bronze casting was
opened by the discovery and excavation in recent years by Chinese archae-
ologists of an Eastern Chou bronze foundry site near Hou-ma in Shansi
province. As reported by Chang Shou-chung in the Chinese archaeological
journal Wen Wu, literally thousands of pottery fragments, clay mold frag-
ments, bronze weapons, bone and shell artifacts, and coins were uncovered
during the 1956-59 excavation periods.96 In a later article Chang Hanreported that excavations west of Hou-ma in 1956 had uncovered 50 to 60
thousand fragments of clay molds dating from the Ch'un-Ch'iu through the
middle of the Chan-Kuo periods.97 Included in the finds are separate molds95From the English Summary by Wan Chia-Pao, Part I, "The process of casting the Ku-beaker," pp. 121-122.96Chang Shou-chung, "1959 . . .
."
97Chang Han, "Hou-ma "
29
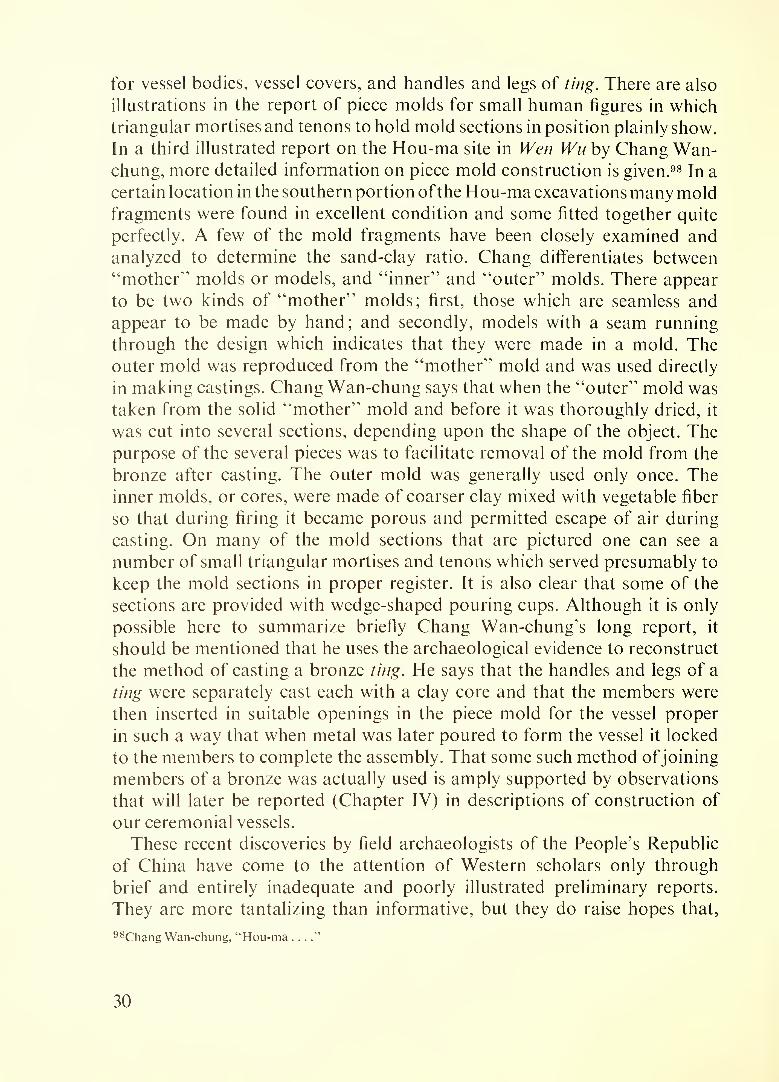
for vessel bodies, vessel covers, and handles and legs of ting. There are also
illustrations in the report of piece molds for small human figures in which
triangular mortises and tenons to hold mold sections in position plainly show.
In a third illustrated report on the Hou-ma site in Wen Wu by Chang Wan-chung, more detailed information on piece mold construction is given. 98 In a
certain location in the southern portion ofthe Hou-ma excavations many moldfragments were found in excellent condition and some fitted together quite
perfectly. A few of the mold fragments have been closely examined andanalyzed to determine the sand-clay ratio. Chang differentiates between
"mother" molds or models, and "inner" and "outer" molds. There appear
to be two kinds of "mother" molds; first, those which are seamless and
appear to be made by hand; and secondly, models with a seam running
through the design which indicates that they were made in a mold. Theouter mold was reproduced from the "mother" mold and was used directly
in making castings. Chang Wan-chung says that when the "outer" mold was
taken from the solid "mother" mold and before it was thoroughly dried, it
was cut into several sections, depending upon the shape of the object. Thepurpose of the several pieces was to facilitate removal of the mold from the
bronze after casting. The outer mold was generally used only once. Theinner molds, or cores, were made of coarser clay mixed with vegetable fiber
so that during firing it became porous and permitted escape of air during
casting. On many of the mold sections that are pictured one can see a
number of small triangular mortises and tenons which served presumably to
keep the mold sections in proper register. It is also clear that some of the
sections are provided with wedge-shaped pouring cups. Although it is only
possible here to summarize briefly Chang Wan-chung's long report, it
should be mentioned that he uses the archaeological evidence to reconstruct
the method of casting a bronze ting. He says that the handles and legs of a
ting were separately cast each with a clay core and that the members were
then inserted in suitable openings in the piece mold for the vessel proper
in such a way that when metal was later poured to form the vessel it locked
to the members to complete the assembly. That some such method ofjoining
members of a bronze was actually used is amply supported by observations
that will later be reported (Chapter IV) in descriptions of construction of
our ceremonial vessels.
These recent discoveries by field archaeologists of the People's Republic
of China have come to the attention of Western scholars only through
brief and entirely inadequate and poorly illustrated preliminary reports.
They are more tantalizing than informative, but they do raise hopes that,
98Chang Wan-chung, "Hou-ma . . .
30
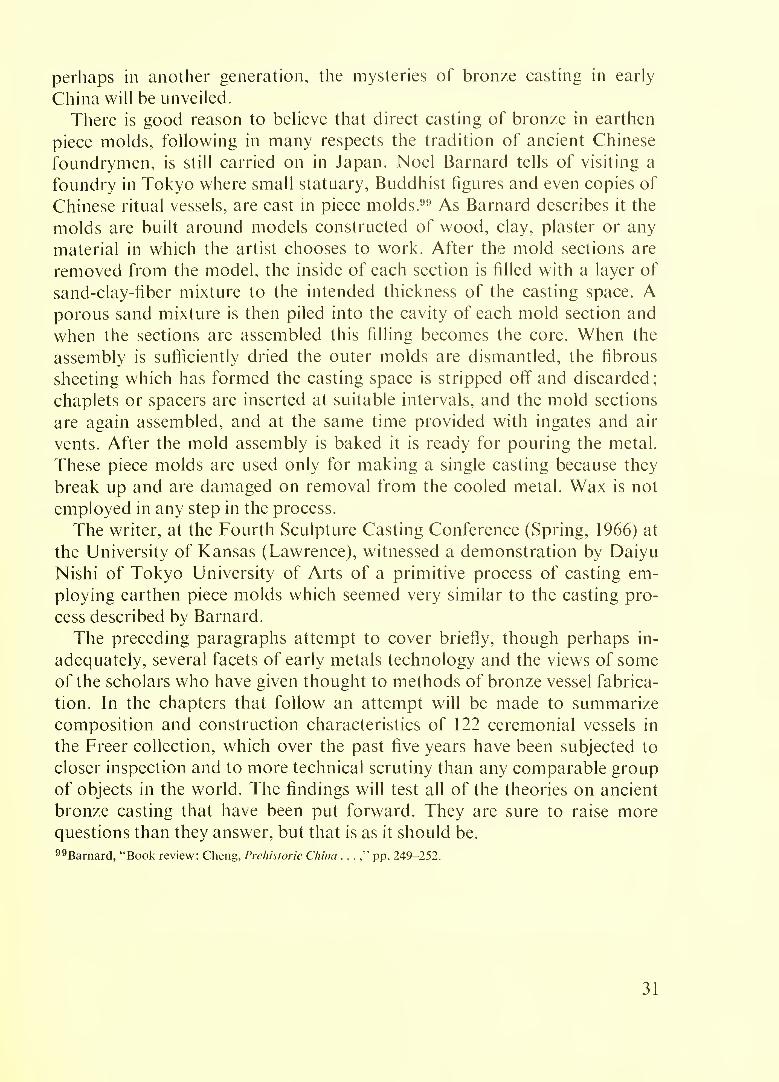
perhaps in another generation, the mysteries of bronze casting in early
China will be unveiled.
There is good reason to believe that direct casting of bronze in earthen
piece molds, following in many respects the tradition of ancient Chinese
foundrymen, is still carried on in Japan. Noel Barnard tells of visiting a
foundry in Tokyo where small statuary, Buddhist figures and even copies of
Chinese ritual vessels, are cast in piece molds." As Barnard describes it the
molds are built around models constructed of wood, clay, plaster or any
material in which the artist chooses to work. After the mold sections are
removed from the model, the inside of each section is filled with a layer of
sand-clay-fiber mixture to the intended thickness of the casting space. Aporous sand mixture is then piled into the cavity of each mold section and
when the sections are assembled this filling becomes the core. When the
assembly is sufficiently dried the outer molds are dismantled, the fibrous
sheeting which has formed the casting space is stripped off and discarded;
chaplets or spacers are inserted at suitable intervals, and the mold sections
are again assembled, and at the same time provided with ingates and air
vents. After the mold assembly is baked it is ready for pouring the metal.
These piece molds are used only for making a single casting because they
break up and are damaged on removal from the cooled metal. Wax is not
employed in any step in the process.
The writer, at the Fourth Sculpture Casting Conference (Spring, 1966) at
the University of Kansas (Lawrence), witnessed a demonstration by Daiyu
Nishi of Tokyo University of Arts of a primitive process of casting em-
ploying earthen piece molds which seemed very similar to the casting pro-
cess described by Barnard.
The preceding paragraphs attempt to cover briefly, though perhaps in-
adequately, several facets of early metals technology and the views of someof the scholars who have given thought to methods of bronze vessel fabrica-
tion. In the chapters that follow an attempt will be made to summarize
composition and construction characteristics of 122 ceremonial vessels in
the Freer collection, which over the past five years have been subjected to
closer inspection and to more technical scrutiny than any comparable group
of objects in the world. The findings will test all of the theories on ancient
bronze casting that have been put forward. They are sure to raise morequestions than they answer, but that is as it should be.
"Barnard, "Book review: Cheng, Prehistoric China . ..," pp. 249-252.
31
CHAPTER III
COMPOSITION
In beginning the technical investigation of our bronze ceremonial
vessels, it was recognized that the question of alloy composition is a funda-
mental matter mainly because the facts of composition are essential to an
exact description of each object. Alloy composition had to be considered in
connection with numerous questions that undoubtedly would arise later in
the investigation such as those that relate to sources of raw materials,
physical properties of the alloy, methods of fabrication, corrosion resistance
and corrosion products, and others. It was felt necessary to get an affirma-
tive or negative answer to the frequently asked question: Is there any rela-
tionship between composition and age and provenience? It was further
realized that since many of these bronze vessels are judged on the basis of
style and inscriptions to be genuine documents of early Chinese culture,
knowledge of metal composition would be an important contribution to
the history of the beginnings of metal technology, not only in China but
also in the wide world. These vessels have been selected to serve as standards
against which objects of similar kind are to be compared, not only in
style and decor, but also in substance.
The study of the composition of early metal objects of China has been
carried on for some years by many investigators; in fact, there are in exist-
ence many more published analyses of Chinese bronzes than is commonlyrealized, even by Sinologists. A recent survey made from the Freer Labora-
tory has uncovered some forty sources in articles and unpublished theses, in
which over four hundred quantitative chemical analyses are reported. Thebulk of them relate to bronze weapons of the Shang and Chou dynasties.
The next largest number of analyses are of bronze mirrors of the late Chouand of the Han period. There are also scattered analyses of tools, musical
instruments, vehicle and harness fittings, culinary utensils and of coins.100
Between thirty and forty analyses relate to ceremonial vessels, but many of
them were done on small fragments, which are difficult to date and to place.
In only a few instances is reliable information about provenience given,
and only about half of the ceremonial vessels analyzed in these reports are
illustrated. 101 With but a few exceptions, all of the analyses on Chinese100Many of these scattered analyses are tabulated by Barnard, Bronze casting . . . , Chapter 6.101Analyses of a small number of ceremonial vessels which are reported in the literature with photograph arelisted in Appendix II.
33

bronzes found in published reports were done by the classical methods of
wet analysis, hence only major and minor constituents are reported. Onlyrecently have spectrometric analyses for trace elements begun to be reported.
During the course of our investigations, it was learned that a similar
study had been undertaken recently in Japan by Dr. Giichi Tanabe on a
large number of early bronzes found in Japan.102 These artifacts, mostly
mirrors, bells (dotaku), weapons, and implements date from the Yayoi andTumulus periods in Japan, and some were from China and Mongolia.
Samples weighing 0.1-0.5 grams were obtained by drilling into the un-
corroded or less corroded center of the object. Each analysis reported by
Tanabe was done in two steps: the main constituents, copper, tin, and lead
were determined by the classical methods of wet analysis; the minor and
trace elements were estimated by semiquantitative emission spectrometry.
The analytical results are all presented in tabular form. Tanabe's report is
especially interesting, useful, and timely because the scope of the problem,
the types of objects analyzed and the analytical methods used are similar to
the parallel investigation on early Chinese bronzes that has been carried on
at the Freer. Tanabe's report will be referred to frequently in the following
pages.
In recent years there has been an upsurge of interest in the chemical
analysis of antiquities of all kinds. In addition to the classical methods of
analysis which require the taking of small samples from the object being
analyzed, there are being advocated and employed a variety of instrumental
methods of analysis using physical principles. Some of these may be used
directly on the object without taking a sample; others require a sample, but
the sample is not destroyed in the analysis. Among these so-called non-
destructive methods are X-ray fluorescence analysis, neutron activation
analysis and analysis using the electron beam microprobe technique.
These physical or indirect methods are useful under certain conditions, but
they require special sample preparation techniques and skilled personnel
well acquainted with archaeological problems. In spite of limitations in the
use of such modern instrumental methods of analysis, they are bound even-
tually to influence the course of "archaeological chemistry." Advance of
knowledge into the field of ancient metal technology in China will be limited
only by the availability of objects and specimens for technical study.
The analyticalprocedure
In the study undertaken here it was decided for practical reasons to carry
out the analyses in two steps : wet chemical quantitative analysis for major102"A study on the chemical compositions . .
.".
34

constituents, and semiquantitative analysis by optical emission spectro-
metry (spectrography) for minor and trace constituents. For purposes of
these analyses a major constituent is one in amount above 1.0 percent; a
minor constituent in the range of 1 .0 to 0.01 percent, and a trace constituent
is in amount below 0.01 percent. The accuracy demanded for major con-
stituents, especially copper, tin and lead, required their separation and in-
dividual determination to within 1 percent of their true amounts. Limita-
tions in regard to the size of the samples that could be taken required the
use of spectrometric analysis for the estimation of minor and trace elements.
Because of its high sensitivity, the spectrometric method is not suitable for
major constituents, which is another reason they had to be estimated by
wet methods. Moreover, the high content of tin and lead, and the wide range
in the relative proportions of these elements, made the preparation of suit-
able spectrometric standards difficult. Both wet and spectrometric analyses
made on the Freer bronze vessels are reported in Tables 1A and 1 B.
Sampling
Samples of interior metal were taken by drilling into the bronze with
small high speed twist drills ranging in size from Numbers 60 to 44 (0.10
to 0.21 cm. diameter), usually rotated with an electric motor with
flexible shaft (figs. 11 and 12) but sometimes with a small hand drill. Mostof the bronzes sampled were corroded on the surface so that care was taken
to get the sample from deep in the pure metal. The samples were usually
taken from an inconspicuous place like the rim of the foot, under a flange, or
the underside of a leg (fig. 13). The difficulty of taking a single sample that
would represent the all-over composition, that is a "fair sample," was fully
realized.103 In some cases samples were taken from two or more places on a
single object to test the homogeneity of the alloy. Some samples were taken
from separate members and appendages like covers, handles and decora-
tions, to find out if the separate members came from the same or different
alloy melts. Since restraint had to be used in sampling, and because high
accuracy for the major constituents was not required, the minimum amountof metal taken for wet analysis was about 0.2 grams (200 mg.), and an addi-
tional 0.02 grams (20 mg.) or more was taken for spectrometric analysis.
The initial drillings were rejected, especially if they were contaminated with
products from the corrosion layers. All samples were examined micro-
scopically to check for uniformity. Since the bronze alloy of most of these
vessels is brittle and short, the drillings are finely granular. It was found
that even high-speed steel drills dulled quickly, so to avoid putting too much103Data relating to constancy of composition will be presented in Chapter V and Appendix I.
35

Figure 12
Figure 13
Figures 11-14. The sampling of the bronzes. Figure 11.
The simple equipment used in taking samples from a
bronze vessel was by drilling. The drill is rotated in a
flexible shaft driven by a 1/15 horsepower motor. Themotor speed control device (right) permits use of the drill
at low speeds without loss of power. A foot switch (not
shown) allows additional precision control of speed. Sur-
rounding the vessel are pads and lead shot bags for pro-
tecting and supporting the vessel at any convenient angle;
a square of glazed paper to catch the drillings; a ring-stand
to support the paper; tared weighing dishes; a cuppedslide with cover for storing the sample. Figure 12. This
4
Figure 14
view shows how the vessel is protected and supported
during the sampling operation. Figure 13. Samples for
chemical analysis can also be taken with a small hand-
operated drill. The sample is usually taken from hidden
places like the underside of a leg or the lower end of a
flange. During drilling the vessel is protected with blankets,
sponge rubber pads, and lead shot bags. Figure 14. Thedrillings for analysis are transferred to a weighed micro-
culture (cupped) slide. The hole left by the drilling is
plugged and concealed with a paste made from dry pig-
ments and polyvinyl acetate emulsion. Pigmented wax can
also be used.
36
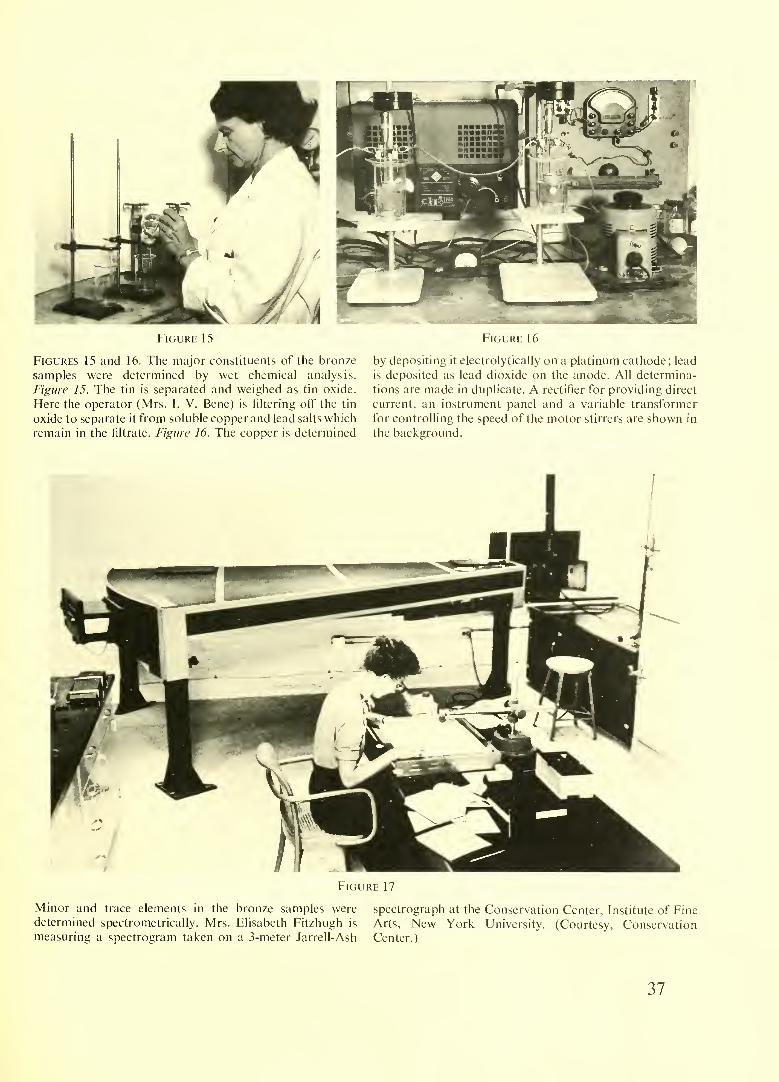
Figure 1
5
Figures 15 and 16. The major constituents of the bronze
samples were determined by wet chemical analysis.
Figure 15. The tin is separated and weighed as tin oxide.
Here the operator (Mrs. L V. Bene) is filtering off the tin
oxide to separate it from soluble copper and lead salts which
remain in the filtrate. Figure 16. The copper is determined
Figure 16
by depositing it electrolytically on a platinum cathode; lead
is deposited as lead dioxide on the anode. All determina-
tions are made in duplicate. A rectifier for providing direct
current, an instrument panel and a variable transformer
for controlling the speed of the motor stirrers are shown in
the background.
Figure 17
Minor and trace elements in the bronze samples were spectrograph at the Conservation Center, Institute of Finedetermined spectrometrically. Mrs. Elisabeth Fitzhugh is Arts, New York University. (Courtesy, Conservationmeasuring a spectrogram taken on a 3-meter Jarrell-Ash Center.)
37

pressure on the object while sampling the drills were replaced frequently.
The problem involved in sampling of ancient metal objects has been re-
viewed by R. M. Organ who has reiterated the view long held by metal-
lurgists that alloy mixtures of metals held at ambient temperatures for long
periods, even over many thousands of years, undergo no change.104 Themany factors involved in the attempt to get a fair sample from a metal
antiquity have only recently been reviewed by Professor Earle R. Caley.105
On some bronze antiquities corrosion has gone so far that no fair sample of
original metal is available.
Since the holes made by the sampling drills can be plugged and effectively
concealed, they in no way detract from the aesthetic appeal of the objects
{fig. 14). The objects become no less valuable for exhibition purposes but
immensely more valuable to scholars because of the knowledge gained from
the sample taken.
Wet chemical analysis
The 200 mg. sample was divided into two parts to permit duplicate
analyses which were carried out by classical gravimetric and electrolytic
methods.106 Each 100 mg. sample was dissolved in nitric acid; tin was
separated as metastannic acid and determined as stannic oxide {fig. 15), and
from the filtrate copper and lead were separated and determined simulta-
neously by electrolysis (fig. 16). When the total of copper, tin and lead was
below 97.5 percent, iron and nickel, if present in more than trace quantities,
were also determined by wet methods; iron was precipitated as ferric
hydroxide and weighed as ferric oxide, and nickel was precipitated and
weighed as nickel dimethylglyoximate. In bronzes of later date zinc was also
sometimes estimated by wet analysis. Here the zinc, after removal of tin,
copper and lead, was precipitated with diammonium phosphate and weighed
as zinc pyrophosphate. Iron and nickel (and zinc) have only been reported
when the concentration exceeds 1 percent; below this the amount of precipi-
tate to be weighed is too small to give accurate results.
All analyses were done in duplicate to test the precision and constancy of
operation and to assure confidence in the results. The figures given for per-
centage composition in Table IA are the averages of the duplicate analyses.
Because of the small sample size, and the non-homogeneity of the metal,
percentage values are rounded off to the first decimal place since only the
first decimal figure is regarded as significant (see Appendix I).
The working time required for a wet analysis including taking of the
104 "Are analyses . . . ?," p. 54.105Analysis . .
. , Chapter 2.106Where lead was present in amount less than 1 percent, it was estimated spectrometrically.
38
sample, sample preparation, analysis and calculations is about eight hours.
In analytical work it is usually more economical of time to carry along
several analyses simultaneously.
Spectrometries analysis
The quantities of minor and trace constituents of the alloy were estimated
by emission spectrometric analysis. This method was employed first, because
of the small size of the metal sample available which did not permit analyses
of trace elements by wet methods; second, because of the high sensitivity of
the spectrometric method for trace quantities; and last, because of the saving
in time and labor as compared with wet analytical methods.
The actual analyses were done at Brookhaven National Laboratory,
Upton, Long Island, New York, and in the later stages at the Conservation
Center of the Institute of Fine Arts, New York University, where, in both
places, a 3-meter Jarrell-Ash grating spectrograph was put at the disposal of
the Freer Laboratory staff (fig. 17). The carbon-arc method of excitation,
using direct current, was employed, and the samples were burned by stan-
dard procedure. Exactly 10 mg. of the metal samples, or the equivalent of
10 mg. of metal in the case of the standard, were weighed into the cup of a
preformed carbon electrode (United Carbon Products Co. Type 1334 and
Type 101-L). The cassette was centered at about 5800A so that the spectra
recorded in the second order ultra-violet were in the range from 2200A to
3500A. The slit height was 2 mm. and width 80^, and a 23 percent trans-
mission screen filter was placed between the slit and the sample. Each
sample was burned to completion in H to 2 minutes in an arc adjusted to
8-9 amperes at about 300 volts. Ilford Line photographic film, on an acetate
base was used ; it was developed in D- 1 9 developer for four minutes.
The Freer bronze samples were arced in duplicate, on separate plates, to
eliminate any difficulty due to possible loss of sample. In respect to the sam-
ples analyzed at New York University, conditions and method varied
slightly. No filter was used, and the slit width was reduced to 20/x.107 Thevoltage was about 200. The film used was Kodak Commercial PB film, onpolyester base.
Preparation ofstandardsfor spectrometric analysis
It was realized that various copper alloy standards from the National
107A wide slit (80/n) was used at Brookhaven because it was thought that small differences in concentrationwould show up better in the wide lines than in narrow ones for purposes of visual comparison. Later workshowed that the use of a narrow slit, such as 20/u not only produces a more background-free spectrum, but it
also is equally easy to use visually, within 50 percent range of error. It was also found that determination ofAs and Sb was possible at a lower concentration with narrow lines than wide ones. New standard plates wereprepared under the different conditions.
39

Bureau of Standards and other sources could not easily be used directly as
standards for visual comparison with the Freer bronzes because those
standards would not supply a graded series of different concentrations of the
various elements. It had also been found that standards of isolated elements
were difficult to use for visual comparison because they have few lines to
serve as reference points. The unknowns were to be compared to the stan-
dards visually since the determination of all elements with the aid of a
densitometer would have been a time-consuming process not justified in this
particular project.
It was decided to use standards with copper oxide as matrix, with other
metal oxides added. Preliminary experiments indicated that it was valid to
compare metal oxide mixtures with metal alloys. The copper oxide matrix
standards were prepared by mixing pure copper oxide with Spex powder, a
commercially available spectrographic standard made up of oxides of 43
elements, each in 1.43 percent concentration. A range of 10 concentrations
of minor elements from 0.001 to 1.0 percent was used to prepare the stan-
dard plates. These standard plates were compared with plates made from
National Bureau of Standards and other copper alloys to determine their
accuracy. It was found that the error was never higher than 50 percent of
the reported value.
Estimating quantities presentfrom spectrometric films
The visual comparison of the unknowns with the standards was done
usually with the aid of a light box and stereoscopic microscope. The lines
were inspected and compared at approximately x 6 magnification. In order
to facilitate visual comparison, more space was left horizontally between
the spectra than would have been done ordinarily.
The spectrometric results in Table IB are reported as percentage values,
and not within certain ranges, as is sometimes done. These figures are valid
within a range of 50 percent of the reported value; i.e., a concentration
reported as 0.05 percent might range between 0.025 and 0.075 percent.
Hence, none of the figures listed in the spectrometric tables is to be taken
as a precise and exact amount of the element present, but as "of the order
of;'
The tables and charts
The major constituents of 121 bronzes determined by wet methods are
reported in Table IA, and the minor and trace constituents estimated
spectrometrically are listed in Table IB. Nineteen of these vessels which are
classed as "recent" are indicated with a single asterisk. The composition
40

data from these tagged bronzes are not included in the data used to compute
averages and to construct the charts showing distribution of major or minor
constituents. They are not used in special Tables II to V. The data on the
tagged bronzes, however, are incorporated in Tables IA and IB for con-
venience in finding.
Discussion ofthe analytical data: Major constituents
A glance at the tables of analyses shows that the ceremonial vessels are
made of copper-tin alloy with widely varying amounts of lead. These three
elements make up, in most cases better than 95 percent of the total composi-
tion of the vessels and in many instances, better than 97.5 percent. In only
five of the bronzes is the total of major constituents between 90 and 95
percent; where the total of major constituents is below 97.5 percent it is
presumed that the metal is deeply corroded and hence the sample was
contaminated with oxygen mostly in the form of cuprous oxide. Three of
the bronzes were so deeply corroded that no fair sample could be taken.
Minor and trace elements account for only 1 to 2 percent of the total
content. Except where excess lead (over 4 percent) is used, the alloy of manyvessels is good quality bronze.
Copper
Copper is the principal metal. It varies from a maximum of 93.3 percent
(tou 39.41) to a minimum of 63.7 (chien 15.107), a range of 29.6 percent.
The histogram for copper is shown in Chart 1 {fig. 18). This element
accounts for the reddish to yellowish color of the alloy and for the green,
blue and red corrosion products on the surface. It accounts for the strength
and toughness of the alloy, and also for its high melting point.
Tin
Tin is the next most important constituent. Its content ranges from a
high of 21.5 percent (fang-i 30.54) to a low of 1.7 percent (tou 39.41), or a
range of 19.9 percent. Tin content of over half of the bronzes falls in the
range 13 to 17 percent, as shown in the histogram for tin (Chart 1). This
metal was no doubt added intentionally to lower the melting point of the
copper and to make the melt more fluid so that, when cast, it poured easily
and filled the details of the mold. The presence of tin affects the color of
the alloy in proportion to the amount present; as the tin content increases,
the reddish color of copper is changed to yellow, like brass, and in amounts
upwards of 20 percent, the alloy becomes steely in tone. As the tin content
of bronze rises, the brittleness of the alloy increases so that in the vicinity of
41
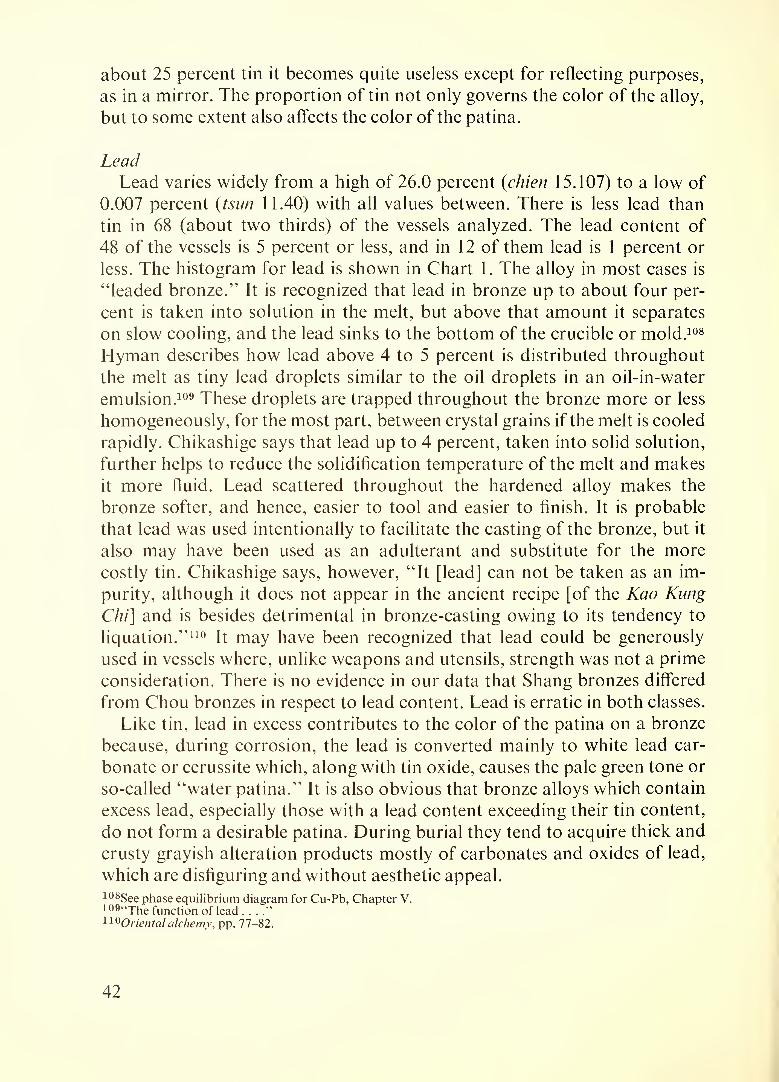
about 25 percent tin it becomes quite useless except for reflecting purposes,
as in a mirror. The proportion of tin not only governs the color of the alloy,
but to some extent also affects the color of the patina.
LeadLead varies widely from a high of 26.0 percent (chien 15.107) to a low of
0.007 percent (tsun 1 1 .40) with all values between. There is less lead than
tin in 68 (about two thirds) of the vessels analyzed. The lead content of
48 of the vessels is 5 percent or less, and in 12 of them lead is 1 percent or
less. The histogram for lead is shown in Chart I. The alloy in most cases is
"leaded bronze. " It is recognized that lead in bronze up to about four per-
cent is taken into solution in the melt, but above that amount it separates
on slow cooling, and the lead sinks to the bottom of the crucible or mold.108
Hyman describes how lead above 4 to 5 percent is distributed throughout
the melt as tiny lead droplets similar to the oil droplets in an oil-in-water
emulsion.109 These droplets are trapped throughout the bronze more or less
homogeneously, for the most part, between crystal grains if the melt is cooled
rapidly. Chikashige says that lead up to 4 percent, taken into solid solution,
further helps to reduce the solidification temperature of the melt and makes
it more fluid. Lead scattered throughout the hardened alloy makes the
bronze softer, and hence, easier to tool and easier to finish. It is probable
that lead was used intentionally to facilitate the casting of the bronze, but it
also may have been used as an adulterant and substitute for the more
costly tin. Chikashige says, however, "It [lead] can not be taken as an im-
purity, although it does not appear in the ancient recipe [of the Kao KungChi] and is besides detrimental in bronze-casting owing to its tendency to
liquation." 110 It may have been recognized that lead could be generously
used in vessels where, unlike weapons and utensils, strength was not a prime
consideration. There is no evidence in our data that Shang bronzes differed
from Chou bronzes in respect to lead content. Lead is erratic in both classes.
Like tin, lead in excess contributes to the color of the patina on a bronze
because, during corrosion, the lead is converted mainly to white lead car-
bonate or cerussite which, along with tin oxide, causes the pale green tone or
so-called "water patina." It is also obvious that bronze alloys which contain
excess lead, especially those with a lead content exceeding their tin content,
do not form a desirable patina. During burial they tend to acquire thick and
crusty grayish alteration products mostly of carbonates and oxides of lead,
which are disfiguring and without aesthetic appeal.
108See phase equilibrium diagram for Cu-Pb, Chapter V.109"The function of lead . . .
."
110Oriental alchemy, pp. 77-82.
42
Minor and trace constituents
Except in a few instances, all other chemical elements present are in quan-
tities estimated to be below 1 percent and most of them are below 0.1 per-
cent. All of these minor and trace elements were probably introduced as
impurities in the three major constituents, copper, tin and lead. In about
three-quarters of the spectrometric analyses reported, the estimate for total
impurities is below 1 percent. By the methods of analysis used, only ten
elements were regularly detected in the group classed as impurities. Four
other elements were often but not regularly detected in trace amounts. The
distribution of these elements is shown graphically in Chart 2 {fig. 19).
Iron
Iron is the most abundant impurity, averaging (in 100 analyses) 0.2 per-
cent. This element could have come from various sources, the original
copper, lead and tin ores, the smelting agents, and the crucibles. Only one
bronze (yu 47.12) has iron content above 1 percent, and in this case there is
enough iron in the bronze to give the patina of the vessel a yellowish tone.
Silver and gold
Next to iron, silver is the most abundant impurity and averages about 0.1
percent for all the samples analyzed. It probably came in with both copper
and lead because it is a common impurity in the ores of both metals. There
is not enough silver to affect the metallurgy, the properties of the alloy, or
the nature of the patina. Gold is absent except in trace quantities in about
four-fifths of the total number of pieces.
Nickel and cobalt
Both elements are found as impurities in copper ores, and they probably
pass into the reduced copper with little alteration in ratio to the copper or in
ratio to each other. Nickel in 100 bronzes averages 0.032 percent; cobalt
0.013 percent. It is interesting that the ratio of nickel to cobalt in these
alloys is about 2:1 which is higher for cobalt than it is in nature. The general
consensus of opinion among geochemists based on data collected by
Fleischer is that the ratio of nickel to cobalt in the earth's crust is about
7:1.111
Zinc
This is the mystery element of the series. Zinc is totally lacking even in
spectrometrically detectable quantities in about 85 percent of all the bronzes111 U.S. Geological Survey Circular No. 285, pp. 4-5.
43
examined. It occurs in 6 of the 100 vessels dated from the Shang through the
Han dynasties but only in amounts below 0.1 percent. In 9 bronzes the zinc
content ranges from 0.1 to 3.7 percent {tsun 09.257), but all these are of
uncertain date, perhaps Sung dynasty or later bronzes modeled in archaistic
style, or outright fakes. None of the alloys analyzed has enough zinc to be
called brass; the zinc was introduced probably not by intent but by accident
(see Chapter II). All the bronzes that contain zinc also contain tin and lead.
Apparently sometime during or after the Han dynasty zinc gradually edged
its way into bronze alloy composition, and this is confirmed by the analyses
of post-Han bronzes shown here. Many more analyses will have to be made,
especially on post-Han bronzes, before the history of zinc in China will begin
to unfold.
Arsenic, antimony and bismuth
The first two elements are mostly in the range of 1.0 to 0.01 percent and
in about the same relative abundance as in nature. In only two bronzes
(kuang, 49.10 and fang-i, 15.136) is the arsenic content high enough (1 per-
cent) to indicate that arsenical copper ores were employed. In a quarter of
the bronzes, arsenic was not detected; and in many it is hardly more than a
trace impurity. Bismuth seems to be a persistent heavy metal trace impurity
averaging 0.04 percent in 100 bronzes, which is below silver. It may be
present in sufficient quantity, however, to increase slightly the brittleness of
the bronze. The anitmony content is erratic. In five of the bronze samples
analyzed, antimony was estimated to be present in quantities of 1 percent or
greater; and in all of these five bronzes the content of lead exceeds that of
tin. The wet analysis estimate for tin in the antimony-bearing bronzes is
probably slightly in error (too high) because, in the decomposition of the
sample by nitric acid, antimony oxide precipitates quantitatively with the
tin oxide and hence the two oxides are weighed together.
Silicon
As would be expected, this element shows up persistently in the 0.01 to
0.1 percent range. The average content of 0.06 percent is about twice that of
nickel.
Other elements
These were detectable in trace amounts, some consistently, others spora-
dically. Some like calcium and magnesium appear to have their source not
in the bronze sample but as impurities in the carbon electrodes used to
support the samples during spectrometric analysis. Their amounts and lower
44
limits of detection are shown in Table IB notes. Also, listed in Table IB
notes, are a number of elements that were sought for but not found.
In the original planning of the project, no special consideration was given
to the identification and estimation of phosphorous. In the routine examina-
tion of the spectrograms, no phosphorous lines were recognized. It is un-
fortunate that the strongest phosphorous line (2535.65A) is masked by
iron (2535.604A) which is present in all of the bronzes sampled. The other
strong phosphorous lines (2553.28, 2554.93, and 2534.01 A) do not show in
the spectrograms of any of the bronze samples analyzed, but they are not
present in the standards employed in concentrations of 1 percent or less.
This negative information is supplied here because, since the beginning of
the project, questions have been raised about the possible phosphorous con-
tent of ancient bronzes. Professor Cyril S. Smith has pointed out that the
element phosphorous has an efTect on bronze casting far out of proportion
to the small amounts in which it may be present.112 Phosphorous acts as a
deoxidizer and makes the bronze melt more fluid, resulting in a better cast-
ing. Where phosphorous does occur in early metallurgy, its source was
probably bone ash, introduced as a flux.
Relationship between composition and time oforigin of the vessels
The question is frequently asked: Do the vessels of different time periods
show any difference in average composition in respect to the major elements,
or even the minor elements? Close inspection of the analytical results showthat, on the whole, they do not. There seems little or no relationship be-
tween composition and age. In Table II are grouped all of the bronzes by
periods from Shang to Han. Comparison of the average composition of
copper, tin and lead in each group shows no consistent progression. The
average of lead content for middle-late Chou bronzes is slightly higher
than the average for earlier and later periods, but this appears to be purely
accidental. It is not caused by the large number of crudely made vessels in
this group called ming-ctii (Table V), which were made solely for burial
purposes. The data in Tables III and IV show no relationship between
composition and types of vessels, nor is there any steady increase or de-
crease of any element in any one type vessel over a period of centuries. Acase in point is provided by the two fang-ting 50.7 and 09.261 (see Vol. [, Nos.
34 and 35). Their major element compositions differ by only one percent
which is well within the confidence limits, and the spectrometric analyses
of the two are close, though not identical. One difference is that zinc is
present in 09.261, though in a quantity less than 0.03 percent; 09.261 has
112"Materials and the development of civilization and science," p. 917, note 10.
45

been called "recent" and "an imitation, " while 50.7 dates from the early
Chou period. Yet it would be very difficult to tell the two vessels apart on
the basis of composition. Hence, a comment by W. Perceval Yetts madesome years ago (1931) on the article by W. F. Collins published the same
year is still valid
:
"Unless the exact age of an object can be determined, the attempt is
futile to relate its metallic composition with a definite school. Moreover,
the question of provenance is of the utmost importance. Beyond doubt
there existed at the same time in ancient China different local centres
of bronze casting. Probably the practice as regards the composition of the
alloy varied as much as their respective standards of style and craftsman-
ship. To imagine that bronze casters in many of the numerous semi-iso-
lated states which constituted ancient China were governed by a uniform
rule is, of course, illusory. Their practice was probably as diverse in
regard to material as in other respects. Subject to certain rough empirical
standards, they must have used the metal which was obtainable. Presum-
ably they put into the melting-pot every scrap that came to hand, muchin the same way that many casters do at the present day." 113
Among the minor elements interest centers chiefly on zinc. It has already
been pointed out that bronzes of the early periods contain no detectable
zinc, and those few bronzes in which zinc is just detectable are late Chou or
Han. It is believed that in post-Han times the occurrence of zinc becomes
more and more frequent, but as yet there is little data on which to base this
assumption. In order to come to firm conclusions in respect to relationship
of composition to chronology, we have to have the analyses of not a few
dozens of bronzes but many hundreds - even better, thousands.
Relationship between composition andgeographic origin
There is none from the data presented here because the exact place of
origin of none of the Freer bronzes is known. The same is true of the bronzes
listed in Appendix II. In general, there is insufficient knowledge of mines
and mining in ancient China to attempt to relate composition and ore
sources.
1 1 3 yetts, "Problems . . .," p. 2; comment on Collins, "The corrosion of .
.
46
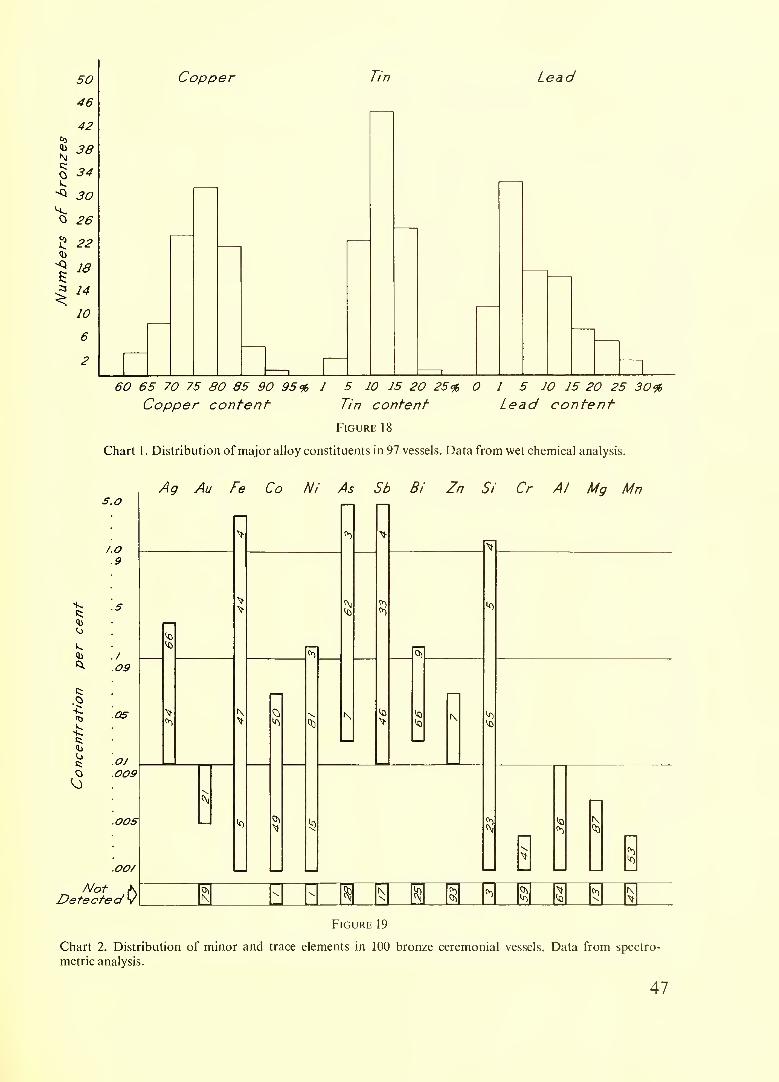
«0
N
Ok
o
50
46
42
38
34
30
26
22
18
14
10
6
2
Copper Tin Lead
60 65 70 75 80 85 90 95% 1 5 10 15 20 25% O 1 5 10 15 20 25 30%Copper content Tin content Lead content
Figure 18
Chart 1 . Distribution of major alloy constituents in 97 vessels. Data from wet chemical analysis.
-k
k
-k.
O
5.0
/
09
05
OJ009
005
OO/
Not ADetected V
Ag Au Fe Co Ni As Sb Bi Zn Si Cr Al Mg Mn
Figure 19
Chart 2. Distribution of minor and trace elements in 100 bronze ceremonial vessels. Data from spectro-
metric analysis.
47

TABLE IA
Major constituents of bronze ceremonial vessels deter-
mined by wet chemical analysis (with confidence limits)
FGA Type Lu (CL an (LL rb (LL Other 1 otal Sn/XTNo. a / 95% ) % 95% )
o/% 95% ) % % rb
94.17 kuei 82.6 (±1.9) 10.2 (±4.0) 3.5 (±.25) 96.3 2.9
07.33 lei 66.1 (±•5) 5.1 (+4.5) 24.1 (+2.16) 95.3 0.2
07.34 ku 76.7 (±1.27) 15.2 (+3.3) 4.9 (+.51) 96.8 3.1
07.37 chia 82.3 (±3.2) 12.2 (+ 1.65) 1.0 (±•7) 95.5 12.2
09.254* huo 68.9 (+2.48) 3.8 (+.25) 21.8 (±•51) Zn3.5 98.0 0.2
09.257* lei 74.5 (±6.23) 5.1 (±7.19) 15.0 (±•32) Zn3.7 98.3 0.3
09.258 yu 79.6 (±2.5) 16.4 (+3.94) 1.9 (+.38) 97.9 8.6
09.259* kuei 71.9 (+5.28) 7.9 (± 1.65 17.3 ( + 2.54) 97.1 0.5
09.260* yu 79.7 (±•45) 14.0 (± 1.08) 1.2 (+.32) 94.9 7.8
09.261* fang-ting 78.7 (±1.59) 13.9 (+ 1.46) 4.7 (±.83) 97.3 2.9
09.279* tsun 67.2 (±5.02) 8.0 (+.06) 22.0 (+2.29) 97.2 0.4
09.280 p'ou 79.4 (±1.65) 8.9 (±•13) 7.6 (±1.5) 95.9 1.2
09.333* ting 84.6 (±•57) 3.5 (±11.38) 7.9 (±2.23) Zn2.3 98.3 0.4
09.334 p'ou 71 .7t — 12.2| —13.9f
— 97.8 0.9
09.335§ p'ien-hu 66.9 (±1.21) 8.6 (+1.97) 21.9 (+.44) 97.4 0.4
09.336 f" 64.7 (±1.14) 9.2 (±.95) 23.8 (±0) 97.7 0.4
11.35 p'an 71.6 (±2.6) 8.7 (+6.4) 15.0 (+3.4) 95.3 0.6
11.36* yu 66.3 (+13.67) 9.0 (+2.04) 22.1 (+1-14) 97.4 0.4
11.37* yu 74.5 (±7.12) 12.4 (+.64) T5.4 (±•13) 97.3 1.2
11.38 kuei 76.0 (±5.9) 14.8 (±8.2) 7.9 (± 1-2) 98.7 1.9
11.39* chiieh 83.5f— 13.4| —
%— 96.9 —
11.40 tsun 82.2 (+8.01) 14.8 (+3.0) — — 97.0 —11.41* ting
p'an
72.7 (±2.35) 17.9 ( + 3.12) 9.4 (+13.17) 100.0 1.9
11.44 72.5 (±1.02) 7.9 (± 5.34) 16.8 (±2.04) 97.2 0.4
11.45 an t— t
+— t
4-— — —
11.46 huo 75.3 (+2.86) 9.9 (+ 1.65) 9.7 ( + 4.13) 94.9 1.2
11.47 huo 73.0 ( + 9.48) 12.0 (+ 18.4) 10.8 ( + 7.44) 95.8 1.1
11.49* kuei 68.4 ( + 4.64) 5.9 (+4.45) 22.0 (+.64) Zn 1.5 97.8 0.3
11.50* vu 78.0 (±.70) 6.9 (+.45) 11.2 (+.38) 96.1 0.6
11.51 'ku 64.0 (±5.72) 5.9 (±7.5) 25.9 (±•5) 95.8 0.2
11.53 kuei 82.6 (±2.54) 13.2 (+1.65) 1.5 (+1.53) 97.3 8.8
11.54* kuei 85.6 (±•64) 11.0 (+.64) 0.2 (+1.72) 96.8 55.0
11.55* vu 71.7 (±•83) 10.4 (±1.40) 13.7 (±1.59) 95.8 0.7
11.56* hu X— +
+t+
— —11.57 p'ou 80.1 ( + 3.50) 8.3 (±4.39) 3.8 (+.06) 92.2 2.2
11.58 kuei 72.1 (±•32) 11.8 (±12.66) 13.4 (+.89) 97.3 0.9
11.59 hu 77.3 (±2.73) 12.4 (+1.97) 8.4 (+1.21) 98.1 1.5
11.60 ting 76.5 (±2.16) 6.4 (+1.27) 15.3 (+.70) 98.2 0.4
11.66* deep tray 77.4 (±2.42) 10.1 (±•13) 9.8 (±.13) 97.3 1.0
11.81* tui 69.2 (±•51) 5.6 (+5.98) 21.5 (+1.78) Zn0.9 97.2 0.3
11.82* yu 70.4 (+2.86) 4.9 (+8.40) 19.1 (+ .06) Zn3.5 97.9 0.3
11.630 huo 72.8 (+4.20) 7.8 (+2.48) 18.0 (+.06) 98.6 0.4
12.72* kuang 73.4 (+5.53) 7.7 (+.70) 15.8 (±11.89) Zn2.2 99.1 0.5
13.14 fu 67.8 (±•70) 7.0 (±.51) 22.0 ( + 2.80) 96.8 0.3
13.21 hu 80.8 (+2.10) 10.8 (+1.08) 3.9 (± -70) 95.5 2.8
13.30* p'ou 81.9 (±•51) 17.8 (+.06) 0.0 99.7
15.102 kuei 77.2 (+4.20) 16.2 (+6.93) 3.2 (±0) 96.6 5.1
15.103 pien-hu 81.8 (±1.72) 2.5 (+3.05) 11.7 (±•45) 96.0 0.2
48
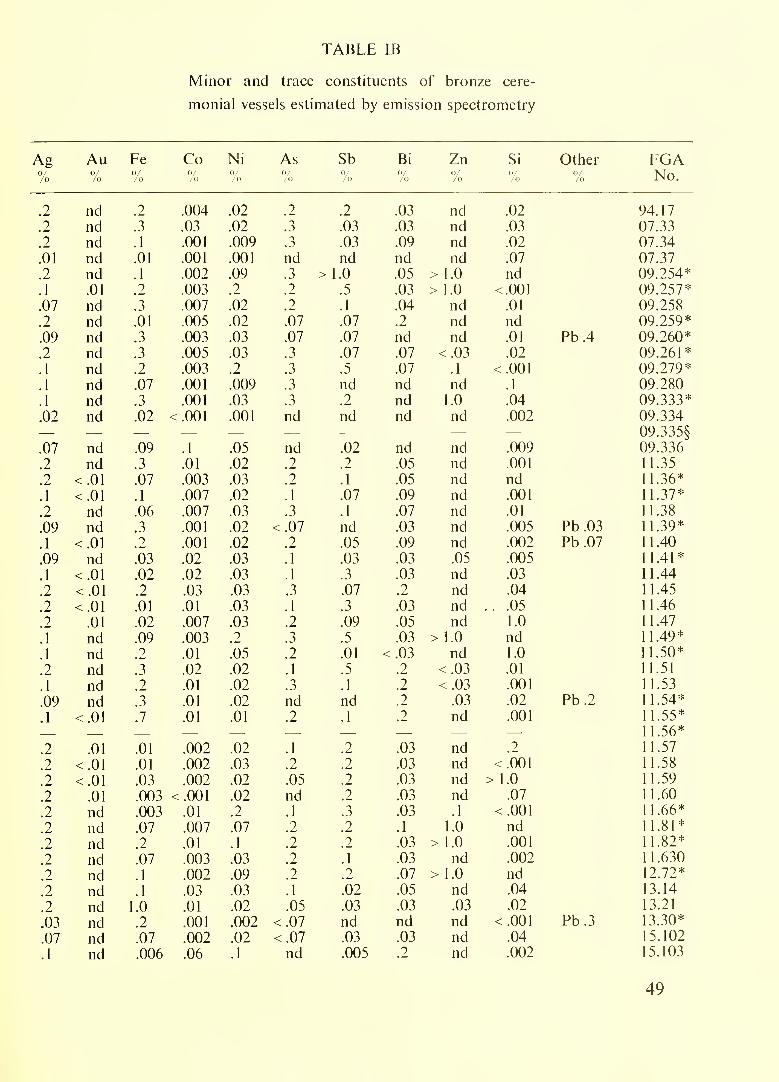
TABLE IB
Minor and trace constituents of bronze cere-
monial vessels estimated by emission spectrometry
Ag%
Au Fe Co Ni As Sb Bi Zn Si Other FGA% % % % % % % % % % No.
.2 nd .2 .004 .02 2 .2 .03 nd .02 94.17
.2 nd .3 .03 .02 .3 .03 .03 nd .03 07.33
.2 nd .1 .001 .009 .3 .03 .09 nd .02 07.34
.01 nd .01 .001 .001 nd nd nd nd .07 07.37
.2 nd .1 .002 .09 .3 > 1.0 .05 > 1.0 nd 09.254*
.1 .01 .2 .003 2 2 .5 .03 > 1.0 <.001 09.257*
.07 nd 3 .007 m 2 .1 .04 nd .01 09.258
.2 nd .01 .005 .02 .07 .07 .2 nd nd 09.259*
.09 nd .3 .003 .03 .07 .07 nd nd .01 Pb .4 09.260*
.2 nd .3 .005 .03 .3 .07 .07 <.03 .02 09.261*
.1 nd .2 .003 2 .3 .5 .07 .1 < .001 09.279*
.1 nd .07 .001 !009 .3 nd nd nd .1 09.280
.1 nd .3 .001 .03 .3 .2 nd 1.0 .04 09.333*
.02 nd .02 < .001 .001 nd nd nd nd .002 09.334
09.335§
.07 nd .09 .1 .05 nd .02 nd nd .009 09.336
.2 nd .3 .01 .02 .2 2 .05 nd .001 11.35
.2 <.01 .07 .003 .03 2 A .05 nd nd 11.36*
.1 <.01 .1 .007 .02 A .07 .09 nd .001 11.37*
.2 nd .06 .007 .03 .3 .1 .07 nd .01 11.38
.09 nd .3 .001 .02 <.07 nd .03 nd .005 Pb .03 11.39*
.1 <.01 .2 .001 .02 .2 .05 .09 nd .002 Pb .07 11.40
.09 nd !03 .02 .03 .1 .03 .03 .05 .005 11.41*
.1 <.01 .02 .02 .03 .1 .3 .03 nd .03 11.44
.2 <.01 .2 .03 .03 .3 .07 2 nd .04 11.45
.2 <.01 .01 .01 .03 .1 .3 .03 nd .. .05 11.46
.2 .01 .02 .007 .03 .2 .09 .05 nd 1.0 11.47
.1 nd .09 .003 .2 .3 .5 .03 > 1.0 nd 11.49*
.1 nd .2 .01 !05 .2 .01 <.03 nd 1.0 11.50*
.2 nd .3 .02 .02 .1 .5 .2 <.03 .01 11.51
.1 nd .2 .01 .02 .3 .1 .2 <.03 .001 11.53
.09 nd .3 .01 .02 nd nd .2 .03 .02 Pb.2 11.54*
.1 <.01 .7 .01 .01 .2 .1 .2 nd .001 11.55*
1 1.56*
.2 .01 .01 .002 .02 .1 .2 .03 nd 2 11.57
.2 <.01 .01 .002 .03 .2 .2 .03 nd < .001 11.58
.2 <.01 .03 .002 .02 .05'.2 .03 nd > 1.0 11.59
.2 .01 .003 <.001 .02 nd .2 .03 nd .07 11.60
.2 nd .003 .01 2 .1 3 .03 .1 <.001 11.66*
.2 nd .07 .007 .07 .2 2 .1 1.0 nd 11.81*
.2 nd .2 .01 .1'.2 2 .03 > 1.0 .001 1 1.82*
.2 nd '.01 .003 .03 .2 A .03 nd .002 11.630
.2 nd .1 .002 .09 2 .2 .07 > 1.0 nd 12.72*
.2 nd .1 .03 .03 A .02 .05 nd .04 13.14
.2 nd 1.0 .01 .02 .05 .03 .03 .03 .02 13.21
.03 nd .2 .001 .002 <.07 nd nd nd <.001 Pb.3 13.30*
.07 nd !07 .002 .02 <.07 .03 .03 nd .04 15.102
.1 nd .006 .06 .1 nd .005 .2 nd .002 15.103
49
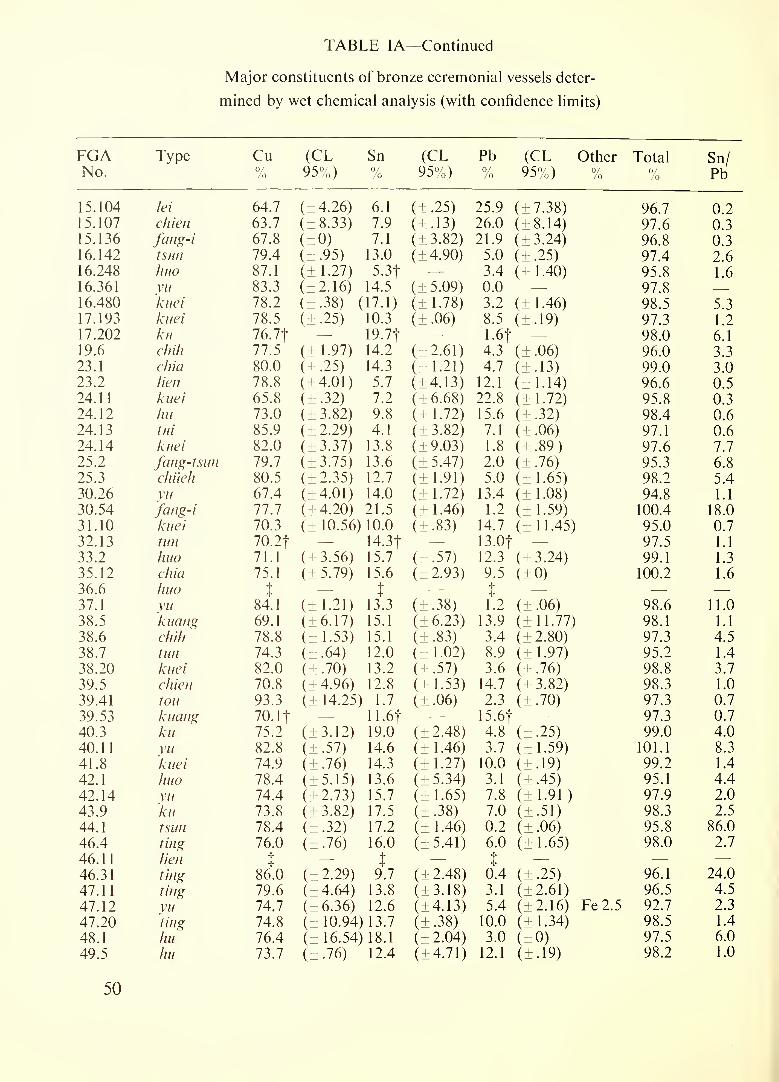
TABLE IA—Continued
Major constituents of bronze ceremonial vessels deter-
mined by wet chemical analysis (with confidence limits)
FGA Type Cu (CL Sn (CL Pb (CL Other Total Sn/No. 0/ 95%) % 95%) 0/ 95%) % 0/ Pb
15.104 lei 64.7 (+4 26) 6.1 (+ .25) 25.9 ^+7.38) 96 7 9
15.107 chien 63.7 (±8.33) 7.9 (+ 13) 26.0 ^+8.14) 97 6y l . vj U.J15.136 fcuw-i 67.8 ( + 0) 7.1 (+3.82) 21.9 lJ+3.24) 96 8 3
16.142 tsim 79.4 (+ 95) 13.0 (±4.90) 5.0 I[± .25) 97 4 9 6
16.248 huo 87.1 (+ 1 27) 5.3f 3.4 ;+ 1.40) 95 8 1 6
16.361 83.3 (+2.16) 14.5 (+ 5.09) 0.0 97 8
16.480 kuei 78.2 (+ 38) (17 1) (+ 1.78) 3.2 i{+ 1.46) 98 5y o . j S 3
17.193 kuei 78.5 (+ 25) 10.3 (± .06) 8.5 '+ 19) 97 3 1 9
17.202 ku 76.7f 19 7t 1 6t 98 6 1
19.6 chih 77.5 ( + 1 97) 14.2 (±2.61) 4.3 [± .06) 96 3 3
23.1 cliia 80.0 ( + 9 5) 14.3 (+ 1? D 4.7 + 13) 99y y ,\j 3
23.2 lien 78.8 (+4.01) 5.7 (+4.13) 12.1 + 1.14) 96 6 5V/. .J
24.1
1
kuei 65.8 (±•32) 7.2 ( + 6.68) 22.8 + 1 721 95.8 3\y
.
24.12 hu 73.0 (+3.82) 9.8 (+ 1 721 15.6 f+ 3~>) 98 4 6
24.13 tui 85.9 (+2.29) 4.1 (+3.82) 7.1 ( + .06) 97 1y i . i 6
24.14 kuei 82.0 (±3.37) 13.8 ( + 9.03) 1.8 !±.89 ) 97 6 7 7
25.2 fnnv-t sun 79.7 (±3.75) 13.6 (±5.47) 2.0 ± .76) 95 3 6 8
25.3 chileh 80.5 (±2.35) 12.7 (+ 1.91) 5.0 i± 1-65) 98.2 5 430 96 Vlly Li 67.4 (+4.01) 14.0 (+ 1 72) 13.4 '+
1 08) 94 8 1 1
30.54 J u"b ' 77.7 ( + 4.20) 21.5 (+ 1.46) 1.2 (± 1.59) 100 4 1 8
31 10 kupiAHCI 70.3 (± 10.56) 10.0 (± .83) 14.7 '+11 45) 95 7V/. /
32.13 tun 70 2t' J --
1 14.3f 1 3.0f 97 5 1 1
33 2 hi in 71.1 (+3.56) 15.7 (+ 57) 12.3 99 1 1 3
35.12 chici 75.1 (±5.79) 15.6 (+2 93) 9.5 HO) 100.2 1.6
36 6 hiin t %37 1 Vllyu 84 1 (±1.21) 13.3 (+ .38) 1 .2 (+ .06) 98 6 1 1
38 5•JO • *J leufin&l\ if Li 1
1
C 69 1v./ y . i (±6.17) 15.1 (+6.23) 1 3 9 Mil 77) 98 1y o • i 1 11*1
38 6 chihVsl III I 78 8 (±1.53) 15.1 (± .83) 3.4 (+2 80) 97 3 4 5
38 7 tunl til l 74 3 (±.64) 12.0 (+ 1 (P) 8 9 (+ 1 97) 95 9 1 4
38 9f) Jrupirv if C t8"> (±.70) 13.2 (+ 57) 3.6 (+ .76) 98 8 3 7
39 5 phipn 70 8 ( + 4.96) 12.8 (+ 1.53) 14.7 ( + 3.82) 98 3V *J . *y 1
39.41 ton 93.3 (±14.25) 1.7 (± .06) 2.3 (±.70) 97.3 0.7
39 53 f\ It til ICL 70 It 11.6f 15.6f 97 3y i »<y 0.7
40 3 ku 75 9 (±3.12) 19.0 ( + 2.48) 4.8 (+ .25) 99.0 4.0
40 1 1 Vllyu 89 8 (±•57) 14.6 (+ 1.46) 3.7 (+ 1.59) 101.1 8.3
41 8 If 11PIt\ Lic / 74 9 (±•76) 14.3 (+ 1~>7) 10 (+ 19) 99 9y y
,
1.4
49 1 nun 78 4 (±5.15) 13.6 (+ 5.34) 3.1 (+ 45) 95.1 4.449 14 Vllyu 74 4 (±2.73) 15.7 (+ 1 65} 7 8 (+] 91 ) 97 9y i • y 2.0
43.9 'ku 73.8 (+3.82) 17.5 (+.38) 7.0 (+.51) 98.3 2^5
44.1 tsun 78.4 (±•32) 17.2 (+ 1.46) 0.2 (+.06) 95.8 86.0
46.4 ting 76.0 (±.76) 16.0 (±5.41) 6.0 (±1.65) 98.0 2.7
46.11 lien t% t
46.31 ting 86.0 (+2.29) 9.7 ( + 2.48) 0.4 (+.25) 96.1 24.0
47.11 ting 79.6 ( + 4.64) 13.8 (+3.18) 3.1 (+2.61) 96.5 4.5
47.12 yu 74.7 ( + 6.36) 12.6 (+4.13) 5.4 (+2.16) Fe2.5 92.7 2.3
47.20 ting 74.8 (+10.94) 13.7 (+.38) 10.0 (+1.34) 98.5 1.4
48.1 hu 76.4 (±16.54) 18.1 (+2.04) 3.0 (±0) 97.5 6.0
49.5 hu 73.7 (±•76) 12.4 (+4.71) 12.1 (+.19) 98.2 1.0
50
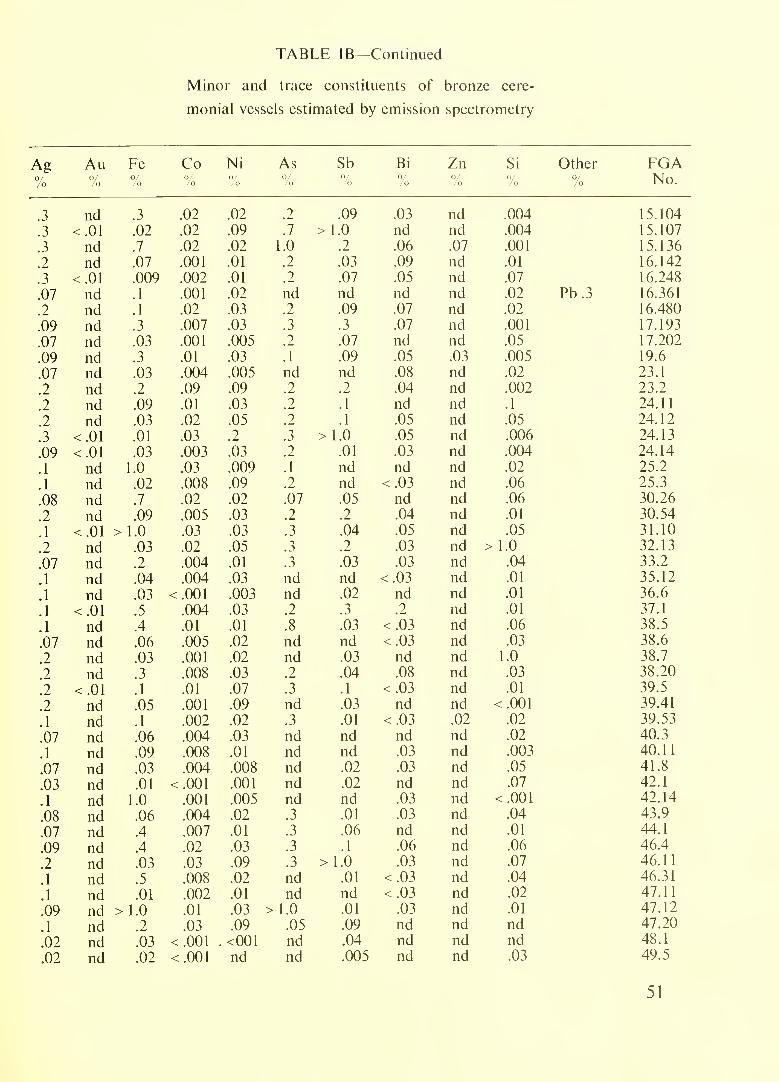
TABLE IB—Continued
Minor and trace constituents of bronze cere-
monial vessels estimated by emission spectrometry
Ag Au Fe Co Ni As Sb Bi Zn Si Other FGA% % % % % % % % % % % No.
.3 nd .3 .02 .02 .2 .09 .03 nd .004 15.104
.3 < .01 .02 .02 .09 .7 > 1.0 nd nd .004 15.107
.3 nd .7 .02 .02 1.0 .2 .06 .07 .001 15.136
.2 nd .07 .001 .01 .2 .03 .09 nd .01 16.142
.3 < .01 .009 .002 .01 2 .07 .05 nd .07 16.248
.07 nd .1 .001 .02 nd nd nd nd .02 Pb.3 16.361
.2 nd .1 .02 .03 2 .09 .07 nd .02 16.480
.09 nd .3 .007 .03 .3 .3 .07 nd .001 17.193
.07 nd .03 .001 .005 2 .07 nd nd .05 17.202
.09 nd .3 .01 .03 .1 .09 .05 .03 .005 19.6
.07 nd .03 .004 .005 nd nd .08 nd .02 23.1
.2 nd .2 .09 .09 .2 .2 .04 nd .002 23.2
.2 nd .09 .01 .03 .2 .1 nd nd .1 24.11
.2 nd .03 .02 .05 2 .1 .05 nd .05 24.12
.3 < .01 .01 .03 .2 .3 > 1.0 .05 nd .006 24.13
.09 < .01 .03 .003 .03 .2 .01 .03 nd .004 24.14
.1 nd 1.0 .03 .009 .1 nd nd nd .02 25.2
.1 nd .02 .008 .09 2 nd < .03 nd .06 25.3
.08 nd .7 .02 .02 .07 .05 nd nd .06 30.26
.2 nd .09 .005 .03 .2 .2 .04 nd .01 30.54
.1 < .01 > 1.0 .03 .03 .3 .04 .05 nd .05 31.10
.2 nd .03 .02 .05 .3 .2 .03 nd > 1.0 32.13
.07 nd .2 .004 .01 .3 .03 .03 nd .04 33.2
.1 nd .04 .004 .03 nd nd < .03 nd .01 35.12
1• J. nd .03 < .001 .003 nd .02 nd nd .01 36.6
1 < .01 .5 .004 .03 .2 .3 2 nd .01 37.1
nd .4 .01 .01 ]8 .03 < .03 nd .06 38.5
07 nd .06 .005 .02 nd nd < .03 nd .03 38.6
2 nd .03 .001 .02 nd .03 nd nd 1.0 38.7
2 nd .3 .008 .03 .2 .04 .08 nd .03 38.20
2 < .01 .1 .01 .07 .3 .1 < .03 nd .01 39.5
.2 nd .05 .001 .09 nd .03 nd nd < .001 39.41
1 nd .1 .002 .02 .3 .01 < .03 .02 .02 39.53
07 nd1 1 VI !o6 .004 .03 nd nd nd nd .02 40.3
1• 1 nd1 1 VI .09 .008 .01 nd nd .03 nd .003 40.11
07 nd1 1 VI .03 .004 .008 nd .02 .03 nd .05 41.8
03 nd1 1 VI .01 < .001 .001 nd .02 nd nd .07 42.1
\ ndI 1 VI 1.0 .001 .005 nd nd .03 nd < .001 42.14
!08 nd .06 .004 .02 .3 .01 .03 nd .04 43.9
.07 nd .4 .007 .01 .3 .06 nd nd .01 44.1
.09 nd .4 .02 .03 .3 .1 .06 nd .06 46.4
.2 nd .03 .03 .09 .3 > 1.0 .03 nd .07 46.1 1
.1 nd .5 .008 .02 nd .01 <.03 nd .04 46.31
.1 nd .01 .002 .01 nd nd <.03 nd .02 47.11
.09 nd > 1.0 .01 .03 > 1.0 .01 .03 nd .01 47.12
.1 nd .2 .03 .09 .05 .09 nd nd nd 47.20
.02 nd .03 <.001 .<001 nd .04 nd nd nd 48.1
.02 nd .02 <.001 nd nd .005 nd nd .03 49.5
51
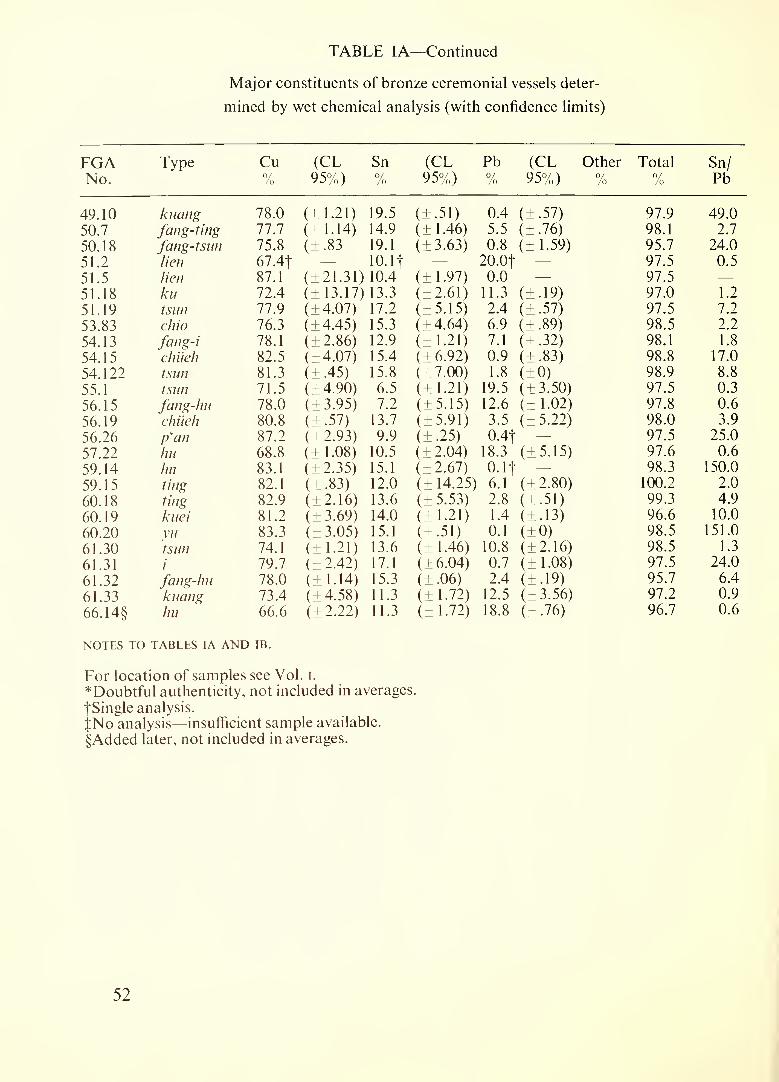
TABLE IA—Continued
Major constituents of bronze ceremonial vessels deter-
mined by wet chemical analysis (with confidence limits)
FGA Type Cu (CL Sn (CL Pb (CL Other Total Sn/
No. % 95%) % 95%) % 95%) % % Pb
49.10 kuang 78.0 (+1.21) 19.5 (±•51) 0.4 (±•57) 97.9 49.0
50.7 fang-ting 77.7 (+1.14) 14.9 (+1.46) 5.5 (+.76) 98.1 2.7
50.18 fang- 1sun 75.8 (+.83 19.1 (±3.63) 0.8 (±1.59) 95.7 24.0
51.2 lien 67.4f 10.lt —20.0t
— 97.5 0.5
51.5 lien 87.1 (+21.31) 10.4 (+1.97) 0.0 — 97.5 —51.18 ku 72.4 (±13.17) 13.3 ( + 2.61) 11.3 (+.19) 97.0 1.2
51.19 tsun 77.9 (±4.07) 17.2 (+5.15) 2.4 (+.57) 97.5 7.2
53.83 chio 76.3 (+4.45) 15.3 (+4.64) 6.9 (+ -89) 98.5 2.2
54.13 fang-i 78.1 (+2.86) 12.9 (+1.21) 7.1 (+ -32) 98.1 1.8
54.15 chiieh 82.5 (+4.07) 15.4 ( + 6.92) 0.9 (+.83) 98.8 17.0
54.122 tsun 81.3 (+.45) 15.8 (+7.00) 1.8 (±0) 98.9 8.8
55.1 tsun 71.5 (+4.90) 6.5 (+1.21) 19.5 ( + 3.50) 97.5 0.3
56.15 fang-hu 78.0 (+3.95) 7.2 (+5.15) 12.6 (+1.02) 97.8 0.6
56.19 chiieh 80.8 (±•57) 13.7 (+5.91) 3.5 (±5.22) 98.0 3.9
56.26 p'an 87.2 ( + 2.93) 9.9 (+.25) 0.4t— 97.5 25.0
57.22 hu 68.8 (+1.08) 10.5 ( + 2.04) 18.3 (±5.15) 97.6 0.6
59.14 hu 83.1 (+2.35) 15.1 (±2.67) o.it — 98.3 150.0
59.15 ting 82.1 (+.83) 12.0 (+14.25) 6.1 (+2.80) 100.2 2.0
60.18 ting 82.9 (+2.16) 13.6 (+5.53) 2.8 (±•51) 99.3 4.9
60.19 kuei 81.2 (+3.69) 14.0 (+1.21) 1.4 (+.13) 96.6 10.0
60.20 yu 83.3 (+3.05) 15.1 (±.51) 0.1 (±0) 98.5 151.0
61.30 tsun 74.1 (+1.21) 13.6 (+ 1.46) 10.8 (+2.16) 98.5 1.3
61.31 i 79.7 (+2.42) 17.1 ( + 6.04) 0.7 (+1.08) 97.5 24.0
61.32 fang-hu 78.0 (+1.14) 15.3 (+.06) 2.4 (+.19) 95.7 6.4
61.33 kuang 73.4 (+4.58) 11.3 (+1.72) 12.5 (+3.56) 97.2 0.9
66.14§ hu 66.6 (+2.22) 11.3 (+1.72) 18.8 (+.76) 96.7 0.6
NOTES TO TABLES IA AND IB.
For location of samples see Vol. i.
*Doubtful authenticity, not included in averages.
tSingle analysis.
JNo analysis—insufficient sample available.
§Added later, not included in averages.
52
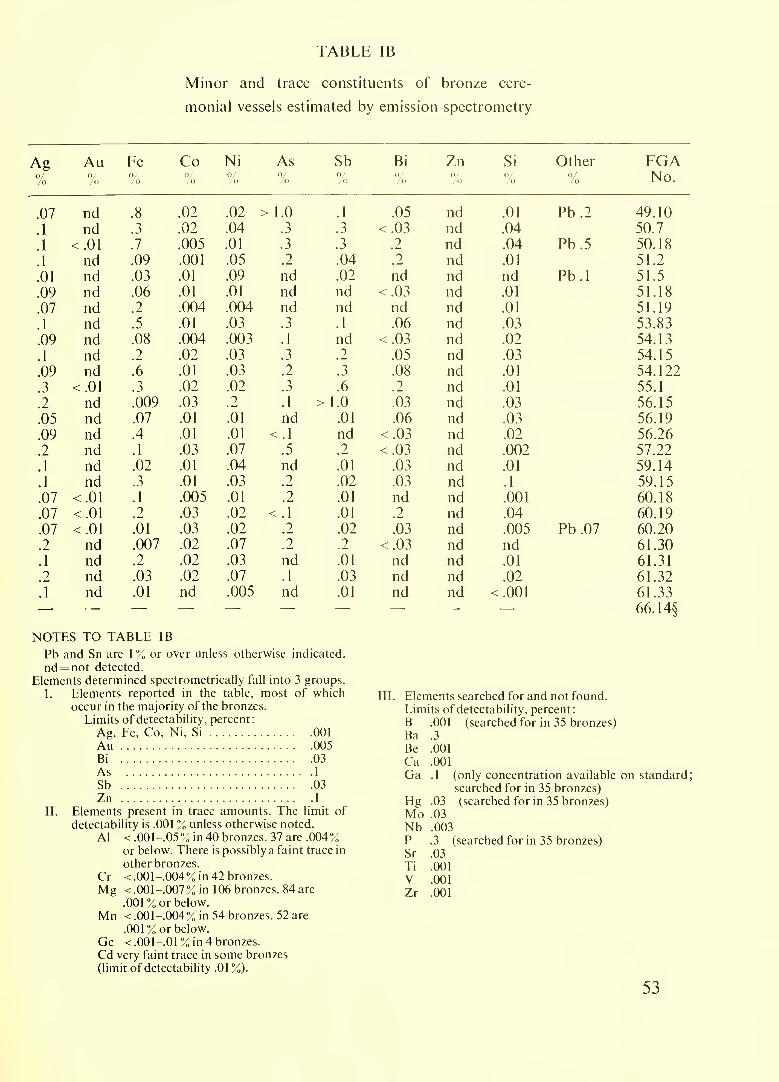
TABLE IB
Minor and trace constituents of bronze cere-
monial vessels estimated by emission spectrometry
Ag A 11AU re 1^ Mi Ac 3D RiDl ZJ
1
ol utner pr. A
O/ 0/7o
0//o /o
0//o /o /o
0//o
0//o
0//o
0//o IN O.
.07 nd .8 .02 .02 > 1.0 .1 .05 nd .01 Pb .2 49.10
.1 nd .3 .02 .04 .3 .3 < .03 nd .04 50.7
.1 < .01 .7 .005 .01 .3 .3 .2 nd .04 Pb .5 50.18
.1 nd .09 .001 .05 _2 .04 .2 nd .01 51.2
.01 nd .03 .01 .09 nd .02 nd nd nd Pb .1 51.5
.09 nd .06 .01 .01 nd nd < .03 nd .01 51.18
.07 nd i_ .004 .004 nd nd nd nd .01 51.19
.1 nd .5 .01 .03 .3 .1 .06 nd .03 53.83
.09 nd .08 .004 .003 .1 nd < .03 nd .02 54.13
.1 nd 2 .02 .03 .3 _2 .05 nd .03 54.15
.09 nd .6 .01 .03 .2 .3 .08 nd .01 54.122
.3 < .01 .3 .02 .02 .3 .6 .2 nd .01 55.1
.2 nd .009 .03 _2 .1 > 1.0 .03 nd .03 56.15
.05 nd .07 .01 .01 nd .01 .06 nd .03 56.19
.09 nd .4 .01 .01 < .1 nd < .03 nd .02 56.26
.2 nd .1 .03 .07 .5 .2 < .03 nd .002 57.22
.1 nd .02 .01 .04 nd .01 .03 nd .01 59.14
.1 nd .3 .01 .03 .2 .02 .03 nd .1 59.15
.07 <.01 .1 .005 .01 .2 .01 nd nd .001 60.18
.07 <.01 .2 .03 .02 < .1 .01 .2 nd .04 60.19
.07 <.01 !oi .03 .02 .2 .02 ]03 nd .005 Pb .07 60.20
.2 nd .007 .02 .07 .2 .2 <.03 nd nd 61.30
.1 nd .2 .02 .03 nd .01 nd nd .01 61.31
.2 nd .03 .02 .07 .1 .03 nd nd .02 61.32
.1 nd .01 nd .005 nd .01 nd nd <.001 61.33
66.14§
NOTES TO TABLE IB
Pb and Sn are 1% or over unless otherwise indicated.
nd=not detected.
Elements determined spectrometrically fall into 3 groups.
I. Elements reported in the table, most of whichoccur in the majority of the bronzes.
Limits of detectability, percent:
Ag, Fe, Co, Ni, Si 001
Au 005Bi 03
As 1
Sb 03
Zn 1
II. Elements present in trace amounts. The limit of
detectability is .001 % unless otherwise noted.
Al < .001-.05% in 40 bronzes. 37 are .004%or below. There is possibly a faint trace in
other bronzes.
Cr <.001-.004% in 42 bronzes.
Mg < .001-.007% in 106 bronzes. 84 are
.001 % or below.
Mn < .001-.004% in 54 bronzes. 52 are
.001% or below.
Ge < .001—.01 % in 4 bronzes.
Cd very faint trace in some bronzes
(limit of detectability .01 %).
53
III. Elements searched for and not found.
Limits of detectability, percent:
B .001 (searched for in 35 bronzes)
Ba .3
Be .001
Ca .001
Ga .1 (only concentration available on standard;
searched for in 35 bronzes)
Hg .03 (searched for in 35 bronzes)
Mo .03
Nb .003
P .3 (searched for in 35 bronzes)
Sr .03
Ti .001
V .001
Zr .001
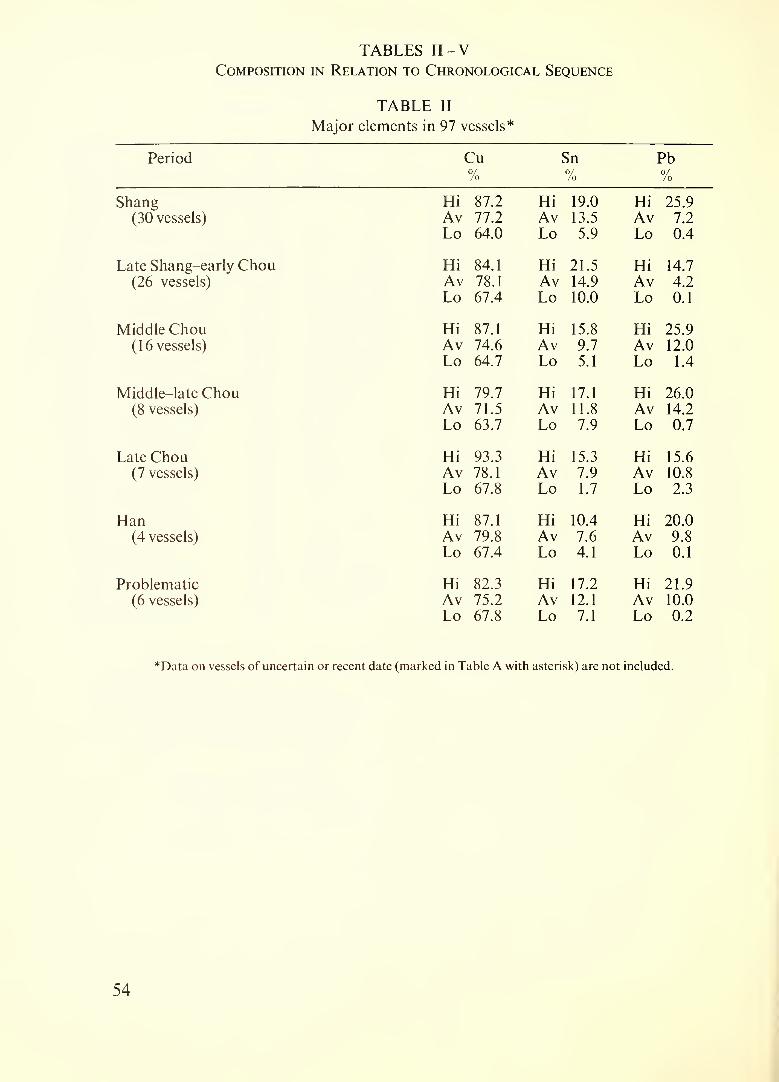
TABLES II -VComposition in Relation to Chronological Sequence
TABLE II
Major elements in 97 vessels
Period Cu%
Sn%
Pb%
Shang Hi 87.2 Hiiii 1Qly.yj Hi
(30 vessels) Av 77.2 Av 13.5 Av 7.2
Lo 64.0 Lo 5.9 Lo 0.4
Late Shang-early Chou Hi 84.1 Hi111 Hi111 14 7it. /
(26 vessels) Av 78.1 Av 14.9 Av 4.2
Lo 67.4 Lo 10.0 Lo 0.1
Middle Chou Hi 87.1 Hii i 1 5 81 J . o Hi1 1
1
(16 vessels) Av 74.6 Av 9.7 Av 12.0
Lo 64.7 Lo 5.1 Lo 1.4
Hi 79.7 Hi1 I 1 17 1 Hi1 1
1
(8 vessels) Av 71.5 Av 11.8 Av 14.2
Lo 63.7 Lo 7.9 Lo 0.7
Late Chou Hi 93.3 Hi1 1
1
Hini 1 S f\
v / vessels) Av 78.1 Av/\v 7 Q Av lU.o
Lo 67.8 Lo 1.7 Lo 2.3
Han Hi 87.1 Hi 10.4 Hi 20.0
(4 vessels) Av 79.8 Av 7.6 Av 9.8
Lo 67.4 Lo 4.1 Lo 0.1
Problematic Hi 82.3 Hi 17.2 Hi 21.9
(6 vessels) Av 75.2 Av 12.1 Av 10.0
Lo 67.8 Lo 7.1 Lo 0.2
*Data on vessels of uncertain or recent date (marked in Table A with asterisk) are not included.
54

PQ £
bQ
(73 o
i—
>
bfl
0>
<L)-I—"
173
Q
< o
bO
'a!o3 o"-
<D -3
Q
-I—
I
i73
Q
< •
min
3O43U
13
O -h
o nopNO
oo
O
3I o<u
bO£3(73
GO
bl) 3
j2 43
GO
—1
bOc03
<U GO
bO
03
43GO
o o m ooNO fN m
r-' ON O noin no
q NO pON
bO ^
^432^ lo
-H 72 <U
bt)
Cc3
GO
bOCa43GO
NO
o
U
NO
o oo in ocn NO
O ON NONO >n
On *-<
NOOO OO OO
bo bO bOd fi S303 c3 03
43 43 43GO GO GO
NO
o43u
O ooNOt-~ r-
l
bo s
^43 I O43 r > 1) jh
00 in ONO XT c
;
NO O ON NO* r-'xl- NO in
55
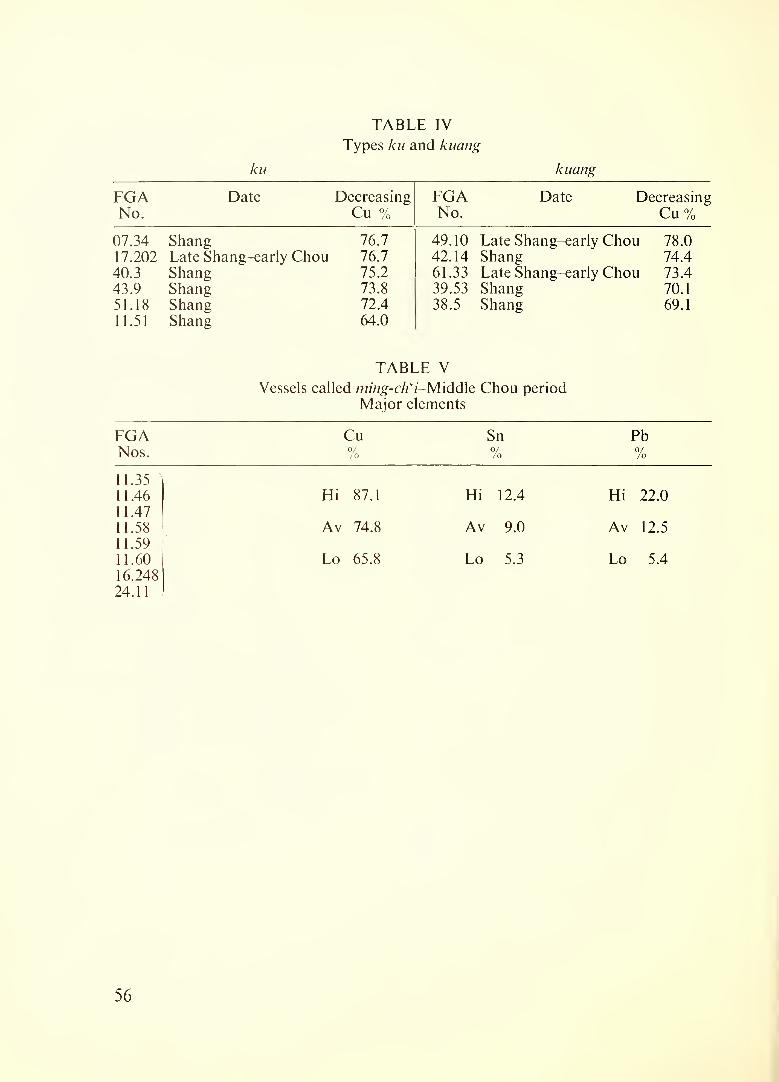
TABLE IV
Types ku and kuang
ku kuang
FGANo.
Date DecreasingCu %
FGANo.
Date DecreasingCu%
07.34 Shang 76.7
17.202 Late Shang-early Chou 76.7
40.3 Shang 75.2
43.9 Shang 73.8
51.18 Shang 72.4
11.51 Shang 64.0
49.10 Late Shang-early Chou 78.0
42.14 Shang 74.4
61.33 Late Shang-early Chou 73.4
39.53 Shang 70.1
38.5 Shang 69.1
TABLE VVessels called ming-cH/-Middle Chou period
Major elements
FGANos.
11.35 \
11.46
11.47
11.58
11.59
11.60
16.248
24.11
Cu%
Hi 87.1
Av 74.8
Lo 65.8
Sn
%
Hi 12.4
Av 9.0
Lo 5.3
Pb%
Hi 22.0
Av 12.5
Lo 5.4
56
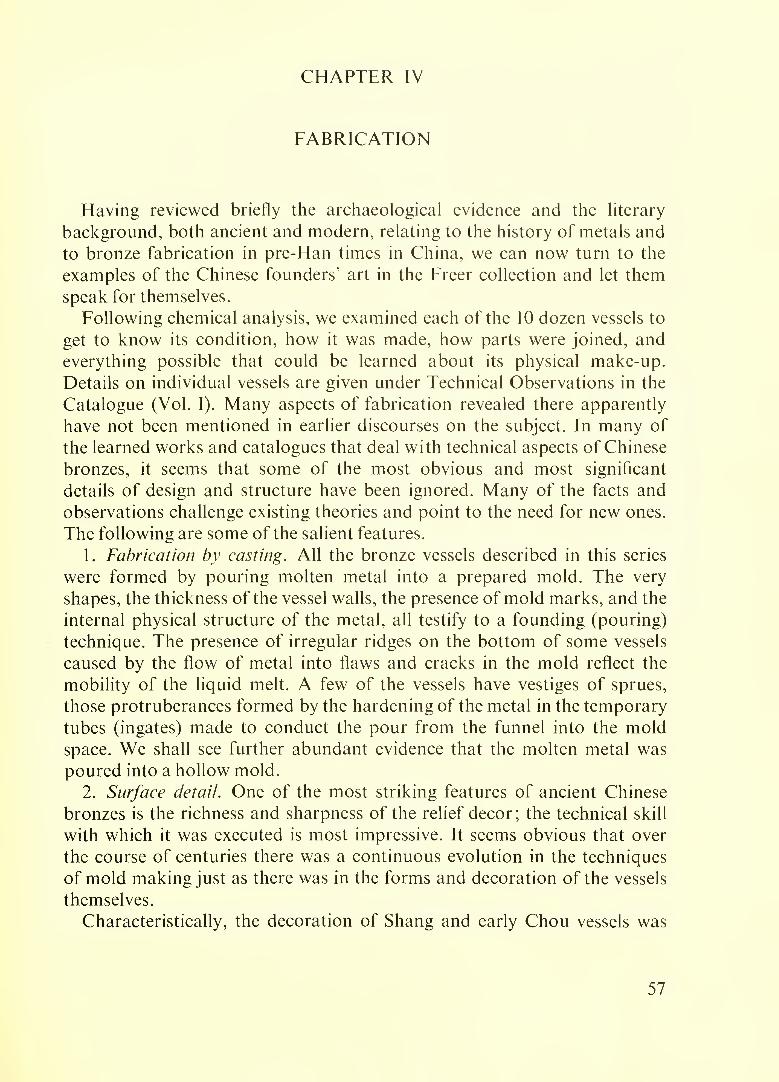
CHAPTER IV
FABRICATION
Having reviewed briefly the archaeological evidence and the literary
background, both ancient and modern, relating to the history of metals and
to bronze fabrication in pre-Han times in China, we can now turn to the
examples of the Chinese founders' art in the Freer collection and let them
speak for themselves.
Following chemical analysis, we examined each of the 10 dozen vessels to
get to know its condition, how it was made, how parts were joined, and
everything possible that could be learned about its physical make-up.
Details on individual vessels are given under Technical Observations in the
Catalogue (Vol. I). Many aspects of fabrication revealed there apparently
have not been mentioned in earlier discourses on the subject. In many of
the learned works and catalogues that deal with technical aspects of Chinese
bronzes, it seems that some of the most obvious and most significant
details of design and structure have been ignored. Many of the facts and
observations challenge existing theories and point to the need for new ones.
The following are some of the salient features.
1. Fabrication by casting. All the bronze vessels described in this series
were formed by pouring molten metal into a prepared mold. The very
shapes, the thickness of the vessel walls, the presence of mold marks, and the
internal physical structure of the metal, all testify to a founding (pouring)
technique. The presence of irregular ridges on the bottom of some vessels
caused by the flow of metal into flaws and cracks in the mold reflect the
mobility of the liquid melt. A few of the vessels have vestiges of sprues,
those protruberances formed by the hardening of the metal in the temporary
tubes (ingates) made to conduct the pour from the funnel into the mold
space. We shall see further abundant evidence that the molten metal was
poured into a hollow mold.
2. Surface detail. One of the most striking features of ancient Chinese
bronzes is the richness and sharpness of the relief decor; the technical skill
with which it was executed is most impressive. It seems obvious that over
the course of centuries there was a continuous evolution in the techniques
of mold making just as there was in the forms and decoration of the vessels
themselves.
Characteristically, the decoration of Shang and early Chou vessels was
57

divided into segments by vertical flanges. In early Shang these tended to be
low and thin; and it is quite apparent that they reflect the joins between the
sections of the molds in which the vessels were cast.114 If molds were made by
the application of soft clay to the surface of a model on which the relief
design was carved or otherwise prepared in positive, then the size or width
of each segment depended upon the depth of the relief and on the curvature
of the model surface. Only a small segment of a mold could be withdrawn
intact from a model with deep relief and a tight curve of the surface. Thedecor of early vessels is nearly flush with the surface as if reproducing in
bronze a technique developed in the engraving of softer materials such as
wood, clay or low-fired ceramic. No doubt the evolution and elaboration of
relief decor indicates a growing realization of the potentialities of the bronze
medium and a gradual break with the traditional forms and techniques taken
over from other materials. By middle An-yang times most of the formerly
blank surfaces were being solidly covered with designs; and in later Shang
the ground itself was often completely filled with lei-wen. Major design
elements tended to be arranged symmetrically around dividing flanges or
mold joins. At the same time, the lei-wen of the ground filling were not
always symmetrically disposed as may be observed on the /?w 48. 1 {fig. 20)
(see Vol. 1, No. 5); and close examination reveals that the lines of the lei-wen
were probably made in another operation quite separate from that which
produced the main parts of the design. Evidently, the lei-wen lines were
engraved directly in the mold rather than in the original model; and this
method created a design in two levels. The higher level carries the main
motifs in bold relief while the lower carries all the lei-wen. This contrast is
well illustrated on the ku 43.9 and the kuei 41.S (fig. 21) (see Vol. I, Nos. 9
and 61). The great depth and precision of the lei-wen on a vessel like tsun
51.19 (see Vol. I, No. 16) produces a surface effect like moire when seen in
certain lights (fig. 22).
Within about a century after the establishment of the Chou dynasty,
bronze design began to undergo a gradual stylistic change which in part
seems to reflect a decline in technical ability. In the long run boldness of
design became more important than precision of detail; the technique of
producing fine lei-wen disappeared; and where lei-wen decor persisted, the
lines became coarse and uneven in height and width. By middle Chou they
disappeared completely, the strict compartmentation of the decor began to
break up, and finally the design became more or less continuous around the
vessel. This feature may be seen in such later Chou vessels as the chien 39.5
and the hu 57.22 (see Vol. I, Nos. 94 and 97), decorated in what our Swedish
114 See footnote 134.
58
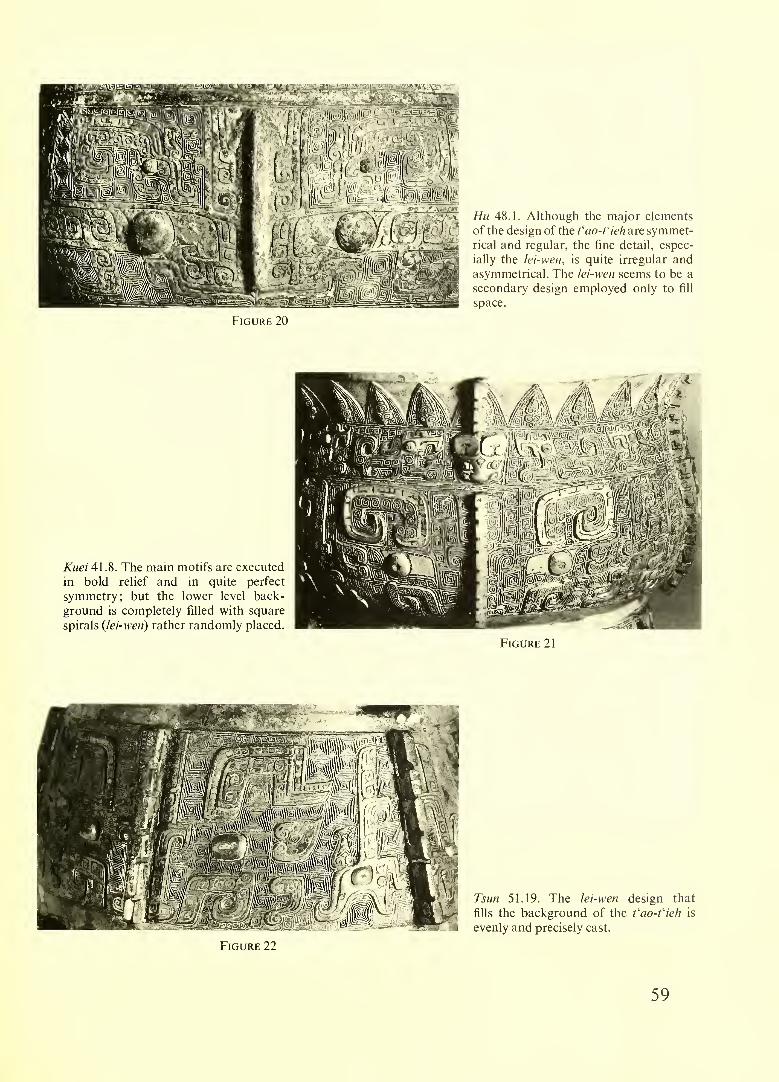
Hu 48.1. Although the major elements
^**^jfx [.&^- ^cX C* of the design of the tao-t'ieh are symmet-
rical and regular, the fine detail, espec-
ially the lei-wen, is quite irregular andasymmetrical. The lei-wen seems to be a
secondary design employed only to fill
space.
Figure 20
59

colleagues call the "Huai style." On both these vessels the patterns have
some peculiar characteristics such as the joins or stitches in the repeat
patterns which are both uneven and asymmetrical (figs. 23-25). Theyresemble the fragmentary piecing together of odd bits of decalcomania, or
transfer designs on modern chinaware. This is especially true on the braided
rope patterns with fine curved strands which encircle the two vessels just
mentioned. The joins in the braid are often quite unevenly spaced ranging
from 5 cm. to 19 cm. apart. Some of these joins suggest that the design wasimpressed in the mold with a stamp; such a stamp with a positive design
was found among the mold fragments at Hou-ma along with a negative
mold.115 The stamps themselves may have been made of baked earth. Anearthen fao-fieh in the Freer collection has a handle which would make it
easy to use in this way (fig. 27). Another feature of the "Huai style" is the
fine detail that enriches the surface of the entwined animals and of en-
circling braid patterns. On the former are areas of fine raised dots (some-
times called granulation) that look like reptile skin ( hu 51.22, fig. 25); the
fine strand lines of braid patterns look engraved (chien 39.5, fig. 26) but
are really cast.
Another noteworthy feature of the surface detail is the undercutting or
overhang often seen in areas of decor such as those around the oval pro-
truding eyes of the fao-fieh masks, the smaller eyes of birds, and the decora-
tive bosses on geometrical patterns. In some Shang bronzes even the sides
of the fossae in the sunken lei-wen are slightly undercut (fig. 28). This under-
cutting of narrow lines of decor may also be seen in middle Chou vessels
(fig. 29), and it is common in the inscription characters of the same period.
By the end of Chou clear evidence for the use of piece molds becomes less
and less; and by Han times there was evidently a completely new method
of casting bronzes. On four Hen in our collections (see Vol. I, Nos. 1 19-122),
there seem to be no mold marks or pattern joins at all. Although the animals
of Number 121 are cast in fairly high relief like the dragons on earlier
bronzes, the details of hair, eyes, etc., and the diamond pattern on the
border are chased or engraved into the surface. The other three are all quite
plain without cast decor (except for the escutcheon for the ring handle on
No. 122); and again the detail is engraved. The inlaying gold and silver,
which had become fashionable in late Chou times, continued to be popular
in Han.
3. Mold join marks. Many of the vessels show on their outside surfaces,
to a greater or lesser extent, evenly and symmetrically spaced narrow ridges
of metal, mostly vertical in orientation. These are characteristic of any
115Chang Wan-chung, "Hou-ma . . . ," p. 6; Archaeology in New China, Plate LII.
60

Figure 23
Chien 39.5. The faint vertical line (arrows) on a decor area
appears to be a pattern join in a repeat design that might
have been made with a stamp or a repeat device.
Figure 25
Hu 57.22. Two joins, near together, are visible in the
braid pattern which surrounds the vessel. The joins can
be traced upwards (arrows) into the hook and volute
pattern.
Figure 24
Chien 39.5. A mold mark extends downward from the
handle through various encircling bands of sunken decor.
Figure 26
Chien 39.5. Detail ( x 5) of the braid pattern with engraved-
like lines.
61
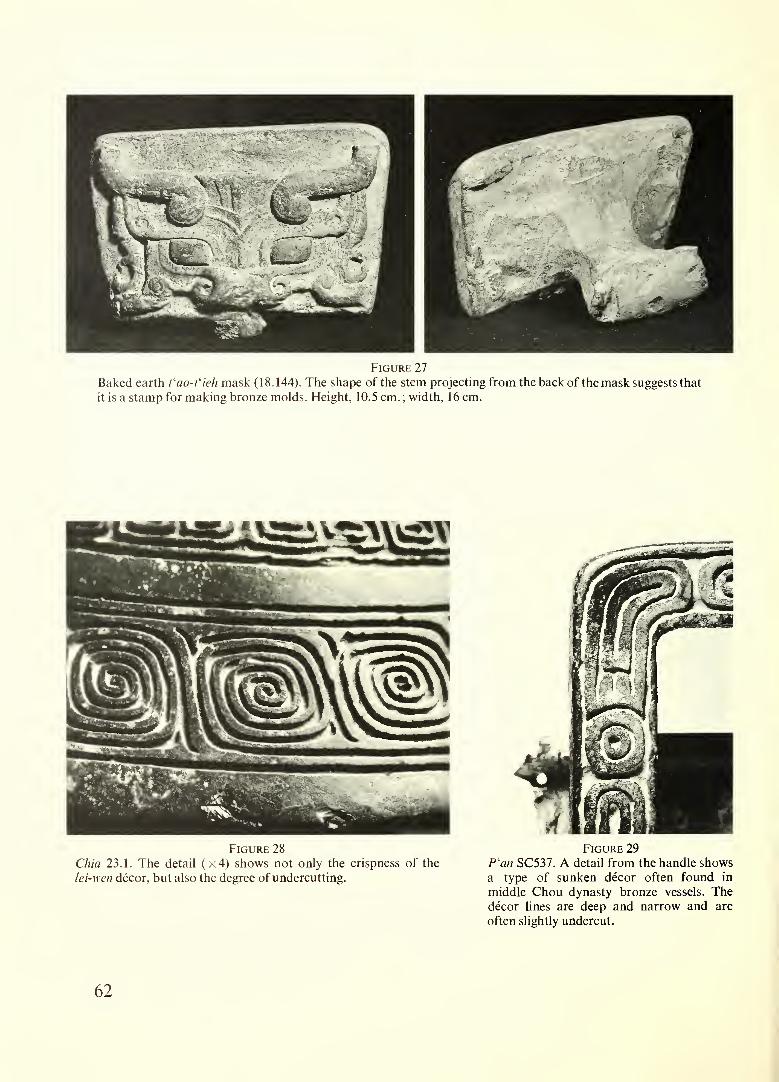
Figure 27
Baked earth t'ao-t'ieh mask (18.144). The shape of the stem projecting from the back of the mask suggests that
it is a stamp for making bronze molds. Height, 10.5 cm. ; width, 16 cm.
Figure 28
Chia 23.1. The detail (x4) shows not only the crispness of the
lei-wen decor, but also the degree of undercutting.
Figure 29
P'an SC537. A detail from the handle shows
a type of sunken decor often found in
middle Chou dynasty bronze vessels. Thedecor lines are deep and narrow and are
often slightly undercut.
62
Figure 31
Ting 46.31. A mold mark runs vertically through a
cicada motif.
Figure 30
Fang-i 30.54. Mold marks show prominently on the stem
of the handle and on decorative flanges of the lid.
Figure 32
Ting 47.20. Two mold marks radiate from concentric ring
mold marks on the underside of the vessel. The third
radiating mold mark is lost in a repair area.
Figure 33
Ting 47.20. There are two vertical mold marks, one oneach side of the leg.
63
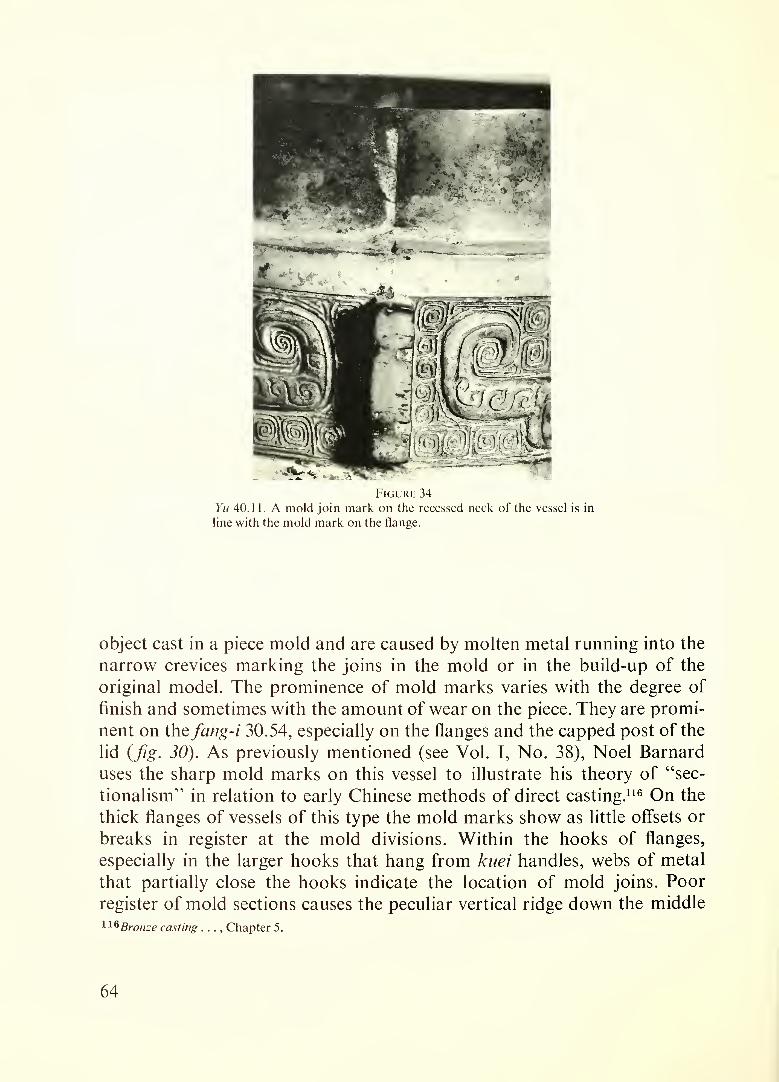
object cast in a piece mold and are caused by molten metal running into the
narrow crevices marking the joins in the mold or in the build-up of the
original model. The prominence of mold marks varies with the degree of
finish and sometimes with the amount of wear on the piece. They are promi-
nent on thefang-i 30.54, especially on the flanges and the capped post of the
lid {fig. 30). As previously mentioned (see Vol. I, No. 38), Noel Barnard
uses the sharp mold marks on this vessel to illustrate his theory of "sec-
tionalism" in relation to early Chinese methods of direct casting.116 On the
thick flanges of vessels of this type the mold marks show as little offsets or
breaks in register at the mold divisions. Within the hooks of flanges,
especially in the larger hooks that hang from kuei handles, webs of metal
that partially close the hooks indicate the location of mold joins. Poor
register of mold sections causes the peculiar vertical ridge down the middle11GBronze casting . .
. ,Chapter 5.
64

of a cicada in the decor of ting 46.31 {fig. 31). There are many small
aberrations of this kind along mold joins. On larger ting of the late Chouperiod like 47.20 {fig. 32), it is not uncommon to find a circular ridge on
the bottom with three equidistant and radiating mold marks. Legs of ting
quite often have vertical mold joins on either side (fig. 33). There seem to be
mold joins of different types. Those on the vessels of Shang times definitely
follow the flanges of square and round vessels. A slight vertical depression
on the stepped-back neck ofyu 40. 1 1 seems to be a continuation of the mold
join that runs along the edge of the flange {fig. 34). On vessels of animal
form the prominent mold marks coincide with the median longitudinal
plane.117
As mentioned above, mold-join marks are barely visible on highly
finished bronzes, but they stand out on vessels of poorer quality - especially
on that class of objects called "ming-chi" which were intended purely for
funerary and burial purposes. These latter are important, however, because
they give clues to the method of fabrication of better vessels. A fine example
is the lead chiieh mentioned in Chapter II. Apparently after casting no
attempt was made to obliterate the four mold marks which run vertically
on the sides of the vessel at the quadrants {figs. 35-38). The principal joins
(true joins) are in the plane bisecting the pouring spout and the point of
the rim (long axis), and they run downward along the sides of two of the
legs. Secondary join lines (pre-assembly joins) show along the handle and
the flange opposite. In addition, there is evidence {fig. 38) of a horizontal
mold mark where the body and legs join. 118 On some of the Freer chiieh there
are traces of marks which indicate similar horizontal mold joins. Among 24
chiieh examined by the writer at the Royal Ontario Museum, however, none
showed vestiges of horizontal mold marks where the legs join the body.
More localized mold marks are associated with handles, legs and appen-
dages. For example, on kuei with integrally cast handles, there are sometimes
vertical parallel ridges on the vessel sides which connect the outsides of
the upper and lower joins of handle to body, as is shown so well on kuei
60.19 {fig. 39). These lines must relate to the special mold core for the
channeled handle in which residues of the core are often found still in place.
117Noel Barnard calls such mold joins the "true joins" because they "are the lines of juncture formed be-
tween adjacent mold pieces - each such mold-piece being a separate unit." He also speaks of "pre-assemblyjoins" which "are the lines of juncture formed by sub-sections of a mold piece which have been cementedtogether by clay slip. Such sub-sections totaling two or three adjacent pieces, were each separately impressedfrom the clay model presumably because of difficulties in withdrawing a larger segment (from the model) as asingle unit" (private communication).118 Noel Barnard, who has made a special study of this lead chiieh (private communication) thinks this piece
tells a lot about mold assemblies for vessels of this type. He believes the body was cast in a two-piece (four-
division) mold assembly but that the legs were simultaneously cast in a seven-piece mold, and the horizontalline indicates the location of the join between vessel and leg mold assemblies. He cites a group of fragmentsof a piece mold of a chiieh excavated at An-yang pictured in Archaeology in New China (Plate XXXI), as further
evidence of horizontal divisions in chiieh piece molds.
65
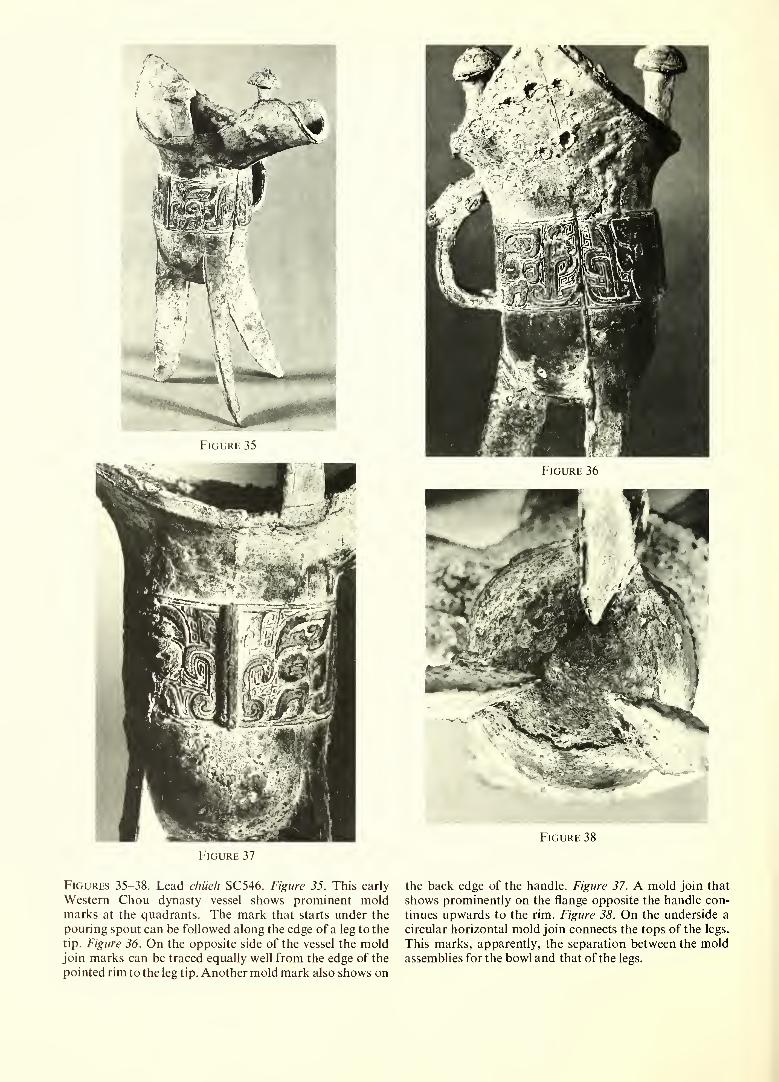
Figure 37
Figures 35-38. Lead chiieh SC546. Figure 35. This early
Western Chou dynasty vessel shows prominent moldmarks at the quadrants. The mark that starts under the
pouring spout can be followed along the edge of a leg to the
tip. Figure 36. On the opposite side of the vessel the moldjoin marks can be traced equally well from the edge of the
pointed rim to the leg tip. Another mold mark also shows on
Figure 38
the back edge of the handle. Figure 37. A mold join that
shows prominently on the flange opposite the handle con-
tinues upwards to the rim. Figure 38. On the underside a
circular horizontal mold join connects the tops of the legs.
This marks, apparently, the separation between the moldassemblies for the bowl and that of the legs.

Figure 39
Kuei 60.19. Two vertical mold marks on the side of the vessel seemto be continuations of join marks that rim the inside of the handle.
Such mold join marks are commonly found on vessels of this type.
Even thin-wall vessels of the late Chou and Han period like the covered
food vessels of the type fu which are made in intricate shapes with muchoverhang show vestiges of mold join marks along their hipped corners.
By Han times mold marks seem to disappear from ceremonial vessels at
the same time that we notice changes in decor and other characteristics of
surface detail. As mentioned above this may reflect a change-over from
piece mold casting to an entirely new method of vessel production. It is
possible that this marks the advent of cire perdue casting in China although
direct evidence for that technique is lacking. There is no evidence of multiple
pouring gates and vents nor of pin-type chaplets which characterize cire
perdue foundry practice.
4. Sprues. A sprue is the foundryman's term for the pipe or duct provided
in each mold assembly to conduct molten metal from the funnel-like open-
67
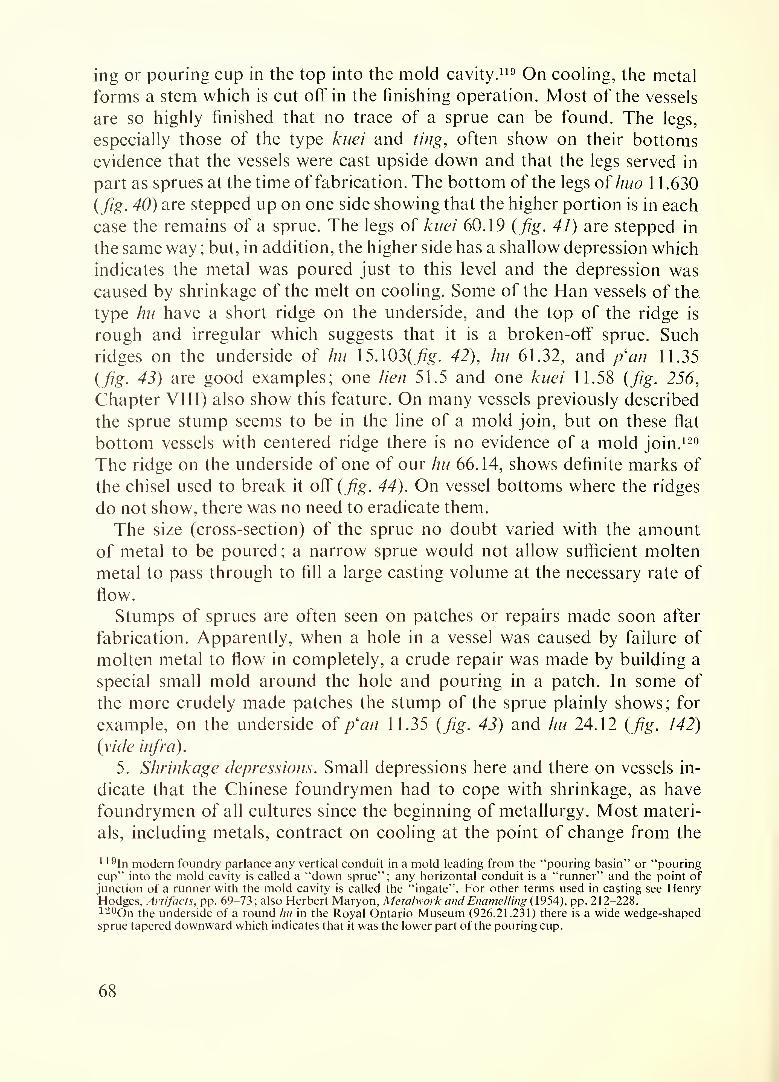
ing or pouring cup in the top into the mold cavity. 119 On cooling, the metal
forms a stem which is cut off in the finishing operation. Most of the vessels
are so highly finished that no trace of a sprue can be found. The legs,
especially those of the type kuei and ting, often show on their bottoms
evidence that the vessels were cast upside down and that the legs served in
part as sprues at the time of fabrication. The bottom of the legs of huo 1 1 .630
{fig. 40) are stepped up on one side showing that the higher portion is in each
case the remains of a sprue. The legs of kuei 60.19 (fig. 41) are stepped in
the same way ; but, in addition, the higher side has a shallow depression which
indicates the metal was poured just to this level and the depression wascaused by shrinkage of the melt on cooling. Some of the Han vessels of the
type hu have a short ridge on the underside, and the top of the ridge is
rough and irregular which suggests that it is a broken-off sprue. Such
ridges on the underside of hu 15.103( //g. 42), hu 61.32, and p'an 11.35
{fig. 43) are good examples; one lien 51.5 and one kuei 11.58 [fig. 256,
Chapter VIII) also show this feature. On many vessels previously described
the sprue stump seems to be in the line of a mold join, but on these flat
bottom vessels with centered ridge there is no evidence of a mold join. 120
The ridge on the underside of one of our hu 66.14, shows definite marks of
the chisel used to break it off ( fig. 44). On vessel bottoms where the ridges
do not show, there was no need to eradicate them.
The size (cross-section) of the sprue no doubt varied with the amountof metal to be poured; a narrow sprue would not allow sufficient molten
metal to pass through to fill a large casting volume at the necessary rate of
flow.
Stumps of sprues are often seen on patches or repairs made soon after
fabrication. Apparently, when a hole in a vessel was caused by failure of
molten metal to flow in completely, a crude repair was made by building a
special small mold around the hole and pouring in a patch. In some of
the more crudely made patches the stump of the sprue plainly shows; for
example, on the underside of p'an 11.35 {fig. 43) and hu 24.12 (fig. 142)
(vide infra).
5. Shrinkage depressions. Small depressions here and there on vessels in-
dicate that the Chinese foundrymen had to cope with shrinkage, as have
foundrymen of all cultures since the beginning of metallurgy. Most materi-
als, including metals, contract on cooling at the point of change from the
119In modern foundry parlance any vertical conduit in a mold leading from the "pouring basin" or "pouringcup" into the mold cavity is called a "down sprue"; any horizontal conduit is a "runner" and the point ofjunction of a runner with the mold cavity is called the "ingate". For other terms used in casting see HenryHodges, Artifacts, pp. 69-73; also Herbert Maryon, Metalwork and Enamelling (1954), pp. 212-228.120On the underside of a round hu in the Royal Ontario Museum (926.21.231) there is a wide wedge-shapedsprue tapered downward which indicates that it was the lower part of the pouring cup.
68

Figure 40
Huo 11.630. The underside of the single
hind leg of the animal-form vessel has
a low shelf or raised area which could be
taken as evidence that the leg served as a
sprue for the molten metal during
casting.
Figure 43
P'an 11.35. The low ridge at the center of the
underside appears to be a broken-off sprue
indicating the placement of the pouring gate
at the time of casting. The short sprue in the
repair area, right, indicates that repair metal
was also poured into position.
Figure 41
Kuei 60.19. The depressions in the underside of the legs indicate that
they served as sprues.
Figure 42
Pien-hu 15.103. A ridge in the center maybe the stump of the sprue.
Figure 44
Hu 66.14. The ridge on the bottom, perhaps the stump of a sprue,
bears marks which suggest it was cut off with a chisel-like instrument.
69
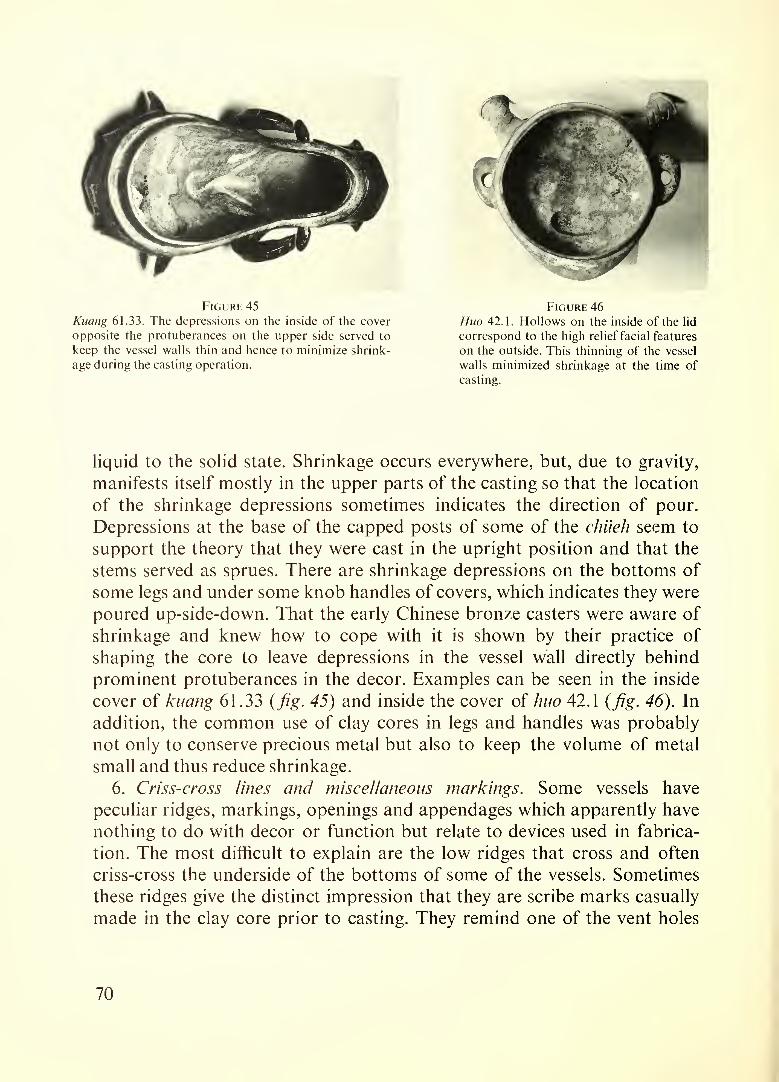
Figure 45 Figure 46
Kuang 61.33. The depressions on the inside of the cover
opposite the protuberances on the upper side served to
keep the vessel walls thin and hence to minimize shrink-
age during the casting operation.
Huo 42.1. Hollows on the inside of the lid
correspond to the high relief facial features
on the outside. This thinning of the vessel
walls minimized shrinkage at the time of
casting.
liquid to the solid state. Shrinkage occurs everywhere, but, due to gravity,
manifests itself mostly in the upper parts of the casting so that the location
of the shrinkage depressions sometimes indicates the direction of pour.
Depressions at the base of the capped posts of some of the chiieh seem to
support the theory that they were cast in the upright position and that the
stems served as sprues. There are shrinkage depressions on the bottoms of
some legs and under some knob handles of covers, which indicates they were
poured up-side-down. That the early Chinese bronze casters were aware of
shrinkage and knew how to cope with it is shown by their practice of
shaping the core to leave depressions in the vessel wall directly behind
prominent protuberances in the decor. Examples can be seen in the inside
cover of kuang 61.33 (fig. 45) and inside the cover of huo 42.1 (fig. 46). In
addition, the common use of clay cores in legs and handles was probably
not only to conserve precious metal but also to keep the volume of metal
small and thus reduce shrinkage.
6. Criss-cross lines and miscellaneous markings. Some vessels have
peculiar ridges, markings, openings and appendages which apparently have
nothing to do with decor or function but relate to devices used in fabrica-
tion. The most difficult to explain are the low ridges that cross and often
criss-cross the underside of the bottoms of some of the vessels. Sometimes
these ridges give the distinct impression that they are scribe marks casually
made in the clay core prior to casting. They remind one of the vent holes
70
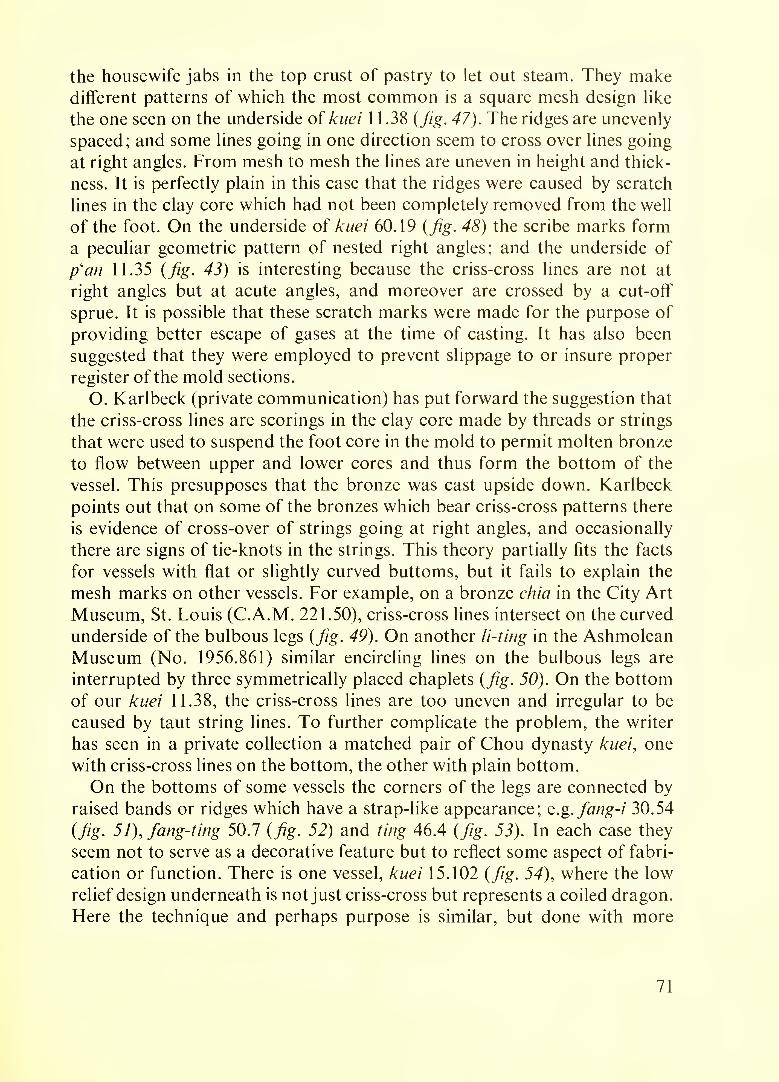
the housewife jabs in the top crust of pastry to let out steam. They makedifferent patterns of which the most common is a square mesh design like
the one seen on the underside of kuei 1 1 .38 (fig. 47). The ridges are unevenly
spaced; and some lines going in one direction seem to cross over lines going
at right angles. From mesh to mesh the lines are uneven in height and thick-
ness. It is perfectly plain in this case that the ridges were caused by scratch
lines in the clay core which had not been completely removed from the well
of the foot. On the underside of kuei 60.19 (fig. 48) the scribe marks form
a peculiar geometric pattern of nested right angles; and the underside of
pL
an 11.35 (fig. 43) is interesting because the criss-cross lines are not at
right angles but at acute angles, and moreover are crossed by a cut-off
sprue. It is possible that these scratch marks were made for the purpose of
providing better escape of gases at the time of casting. It has also been
suggested that they were employed to prevent slippage to or insure proper
register of the mold sections.
O. Karlbeck (private communication) has put forward the suggestion that
the criss-cross lines are scorings in the clay core made by threads or strings
that were used to suspend the foot core in the mold to permit molten bronze
to flow between upper and lower cores and thus form the bottom of the
vessel. This presupposes that the bronze was cast upside down. Karlbeck
points out that on some of the bronzes which bear criss-cross patterns there
is evidence of cross-over of strings going at right angles, and occasionally
there are signs of tie-knots in the strings. This theory partially fits the facts
for vessels with flat or slightly curved buttoms, but it fails to explain the
mesh marks on other vessels. For example, on a bronze chia in the City Art
Museum, St. Louis (C.A.M. 221.50), criss-cross lines intersect on the curved
underside of the bulbous legs (fig. 49). On another li-ting in the Ashmolean
Museum (No. 1956.861) similar encircling lines on the bulbous legs are
interrupted by three symmetrically placed chaplets (fig. 50). On the bottom
of our kuei 11.38, the criss-cross lines are too uneven and irregular to be
caused by taut string lines. To further complicate the problem, the writer
has seen in a private collection a matched pair of Chou dynasty kuei, one
with criss-cross lines on the bottom, the other with plain bottom.
On the bottoms of some vessels the corners of the legs are connected by
raised bands or ridges which have a strap-like appearance; Q.g.fang-i 30.54
(fig. 51), fang-ting 50.7 (fig. 52) and ting 46.4 (fig. 53). In each case they
seem not to serve as a decorative feature but to reflect some aspect of fabri-
cation or function. There is one vessel, kuei 15.102 (fig. 54), where the low
relief design underneath is not just criss-cross but represents a coiled dragon.
Here the technique and perhaps purpose is similar, but done with more
71
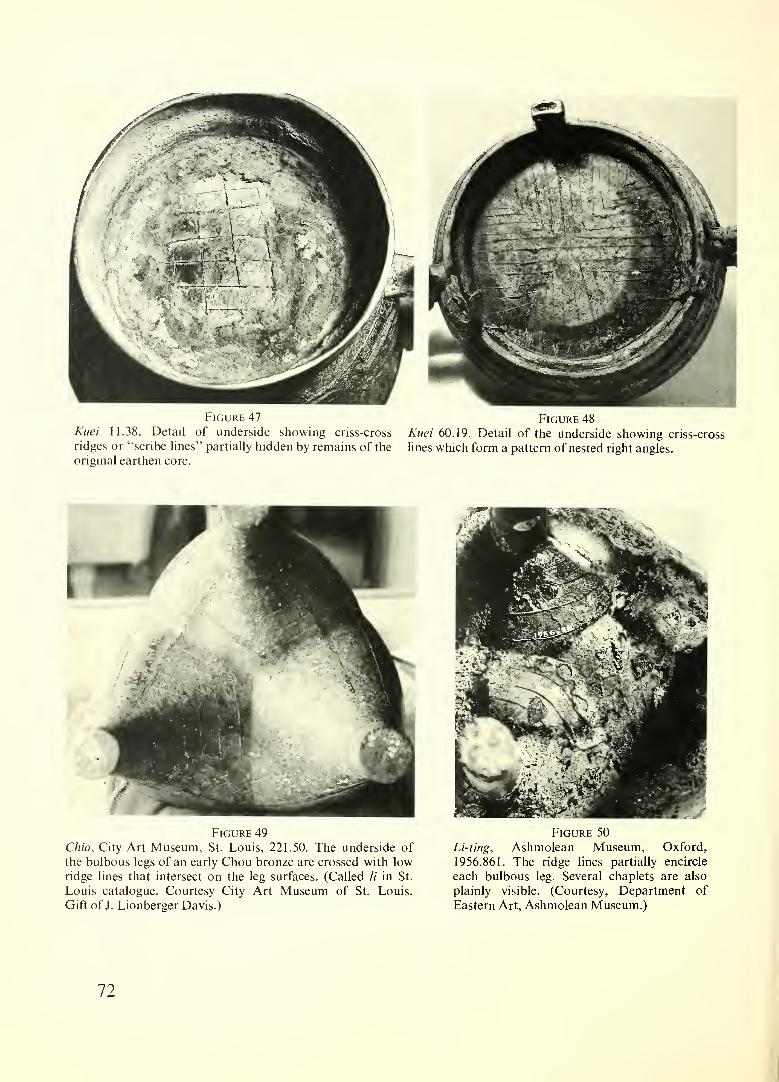
Figure 47 Figure 48Kuei 11.38. Detail of underside showing criss-cross Kuei 60.19. Detail of the underside showing criss-cross
ridges or "scribe lines" partially hidden by remains of the lines which form a pattern of nested right angles,
original earthen core.
Figure 49
Chia, City Art Museum, St. Louis, 221.50. The underside of
the bulbous legs of an early Chou bronze are crossed with lowridge lines that intersect on the leg surfaces. (Called li in St.
Louis catalogue. Courtesy City Art Museum of St. Louis.
Gift of J. Lionberger Davis.)
Figure 50
Li-ting, Ashmolean Museum, Oxford,
1956.861. The ridge lines partially encircle
each bulbous leg. Several chaplets are also
plainly visible. (Courtesy, Department of
Eastern Art, Ashmolean Museum.)
72
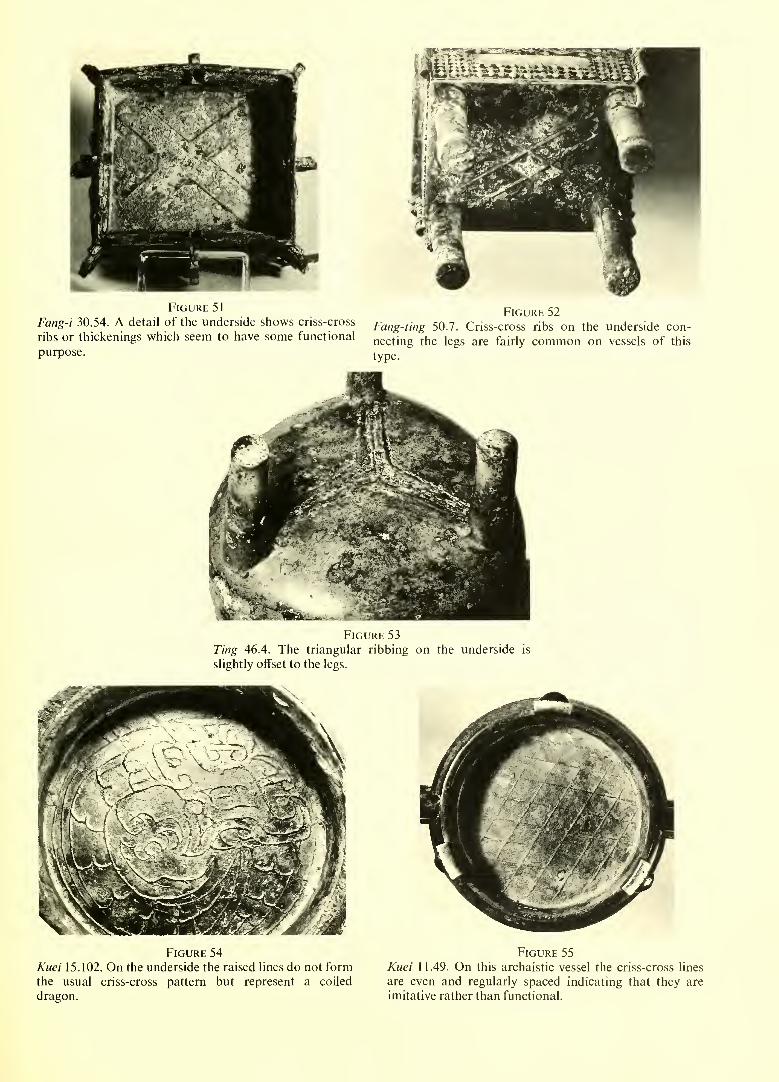
Figure 51 Figure 52Fang-i 30.54. A detail of the underside shows criss-cross Fang.ting 50 . 7 . Criss-cross ribs on the underside con-ribs or thicken.ngs which seem to have some functional
necting the ,egs are faMy common on vessels of thispurpose. type
Figure 53
Ting 46.4. The triangular ribbing on the underside is
slightly offset to the legs.
Figure 54
Kuei 15.102. On the underside the raised lines do not form
the usual criss-cross pattern but represent a coiled
dragon.
Figure 55
Kuei 11.49. On this archaistic vessel the criss-cross lines
are even and regularly spaced indicating that they are
imitative rather than functional.
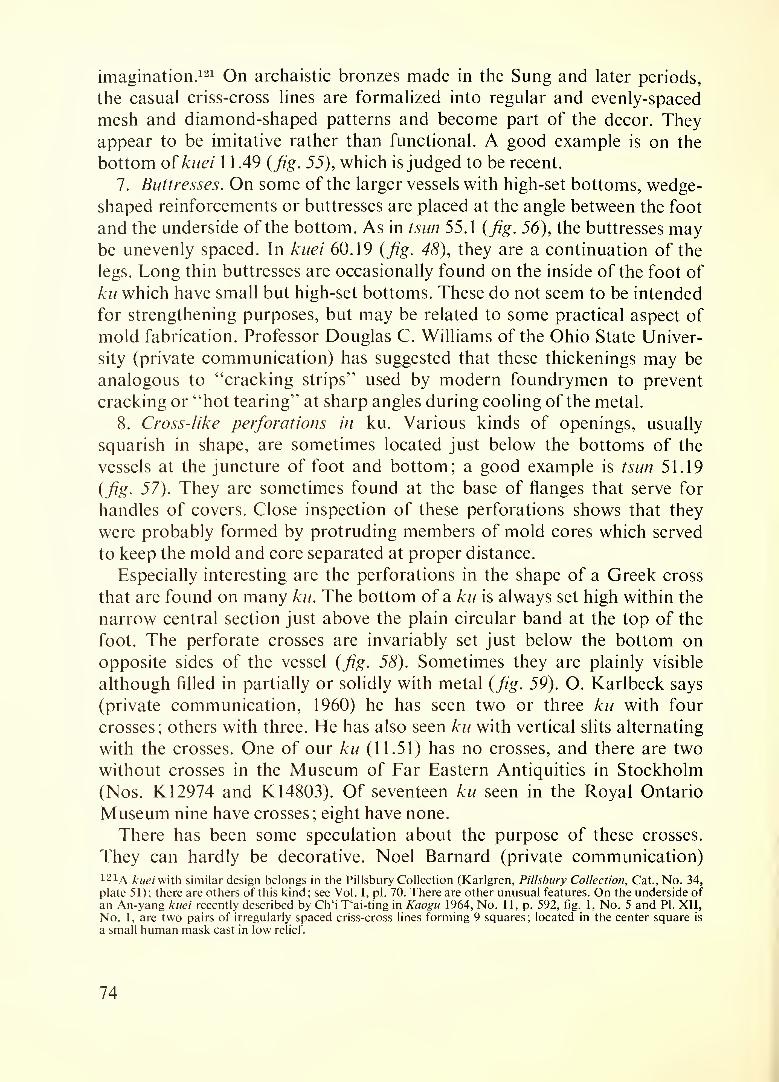
imagination. 121 On archaistic bronzes made in the Sung and later periods,
the casual criss-cross lines are formalized into regular and evenly-spaced
mesh and diamond-shaped patterns and become part of the decor. Theyappear to be imitative rather than functional. A good example is on the
bottom of kuei 1 1 .49 {fig. 55), which is judged to be recent.
7. Buttresses. On some of the larger vessels with high-set bottoms, wedge-
shaped reinforcements or buttresses are placed at the angle between the foot
and the underside of the bottom. As in tsun 55.1 {fig. 56), the buttresses maybe unevenly spaced. In kuei 60.19 {fig. 48), they are a continuation of the
legs. Long thin buttresses are occasionally found on the inside of the foot of
ku which have small but high-set bottoms. These do not seem to be intended
for strengthening purposes, but may be related to some practical aspect of
mold fabrication. Professor Douglas C. Williams of the Ohio State Univer-
sity (private communication) has suggested that these thickenings may be
analogous to "cracking strips11
used by modern foundrymen to prevent
cracking or "hot tearing" at sharp angles during cooling of the metal.
8. Cross-like perforations in ku. Various kinds of openings, usually
squarish in shape, are sometimes located just below the bottoms of the
vessels at the juncture of foot and bottom; a good example is tsun 51.19
{fig. 57). They are sometimes found at the base of flanges that serve for
handles of covers. Close inspection of these perforations shows that they
were probably formed by protruding members of mold cores which served
to keep the mold and core separated at proper distance.
Especially interesting are the perforations in the shape of a Greek cross
that are found on many ku. The bottom of a ku is always set high within the
narrow central section just above the plain circular band at the top of the
foot. The perforate crosses are invariably set just below the bottom on
opposite sides of the vessel {fig. 58). Sometimes they are plainly visible
although filled in partially or solidly with metal {fig. 59). O. Karlbeck says
(private communication, 1960) he has seen two or three ku with four
crosses; others with three. He has also seen ku with vertical slits alternating
with the crosses. One of our ku (11.51) has no crosses, and there are two
without crosses in the Museum of Far Eastern Antiquities in Stockholm
(Nos. K 12974 and K 14803). Of seventeen ku seen in the Royal Ontario
Museum nine have crosses; eight have none.
There has been some speculation about the purpose of these crosses.
They can hardly be decorative. Noel Barnard (private communication)121A kuei with similar design belongs in the Pillsbury Collection (Karlgren, Pillsbury Collection, Cat., No. 34,
plate 51) ; there are others of this kind ; see Vol. I, pi. 70. There are other unusual features. On the underside ofan An-yang kuei recently described by Ch'i T'ai-ting in Kaogu 1964, No. 1 1, p. 592, fig. 1, No. 5 and PI. XII,
No. 1, are two pairs of irregularly spaced criss-cross lines forming 9 squares; located in the center square is
a small human mask cast in low relief.
74
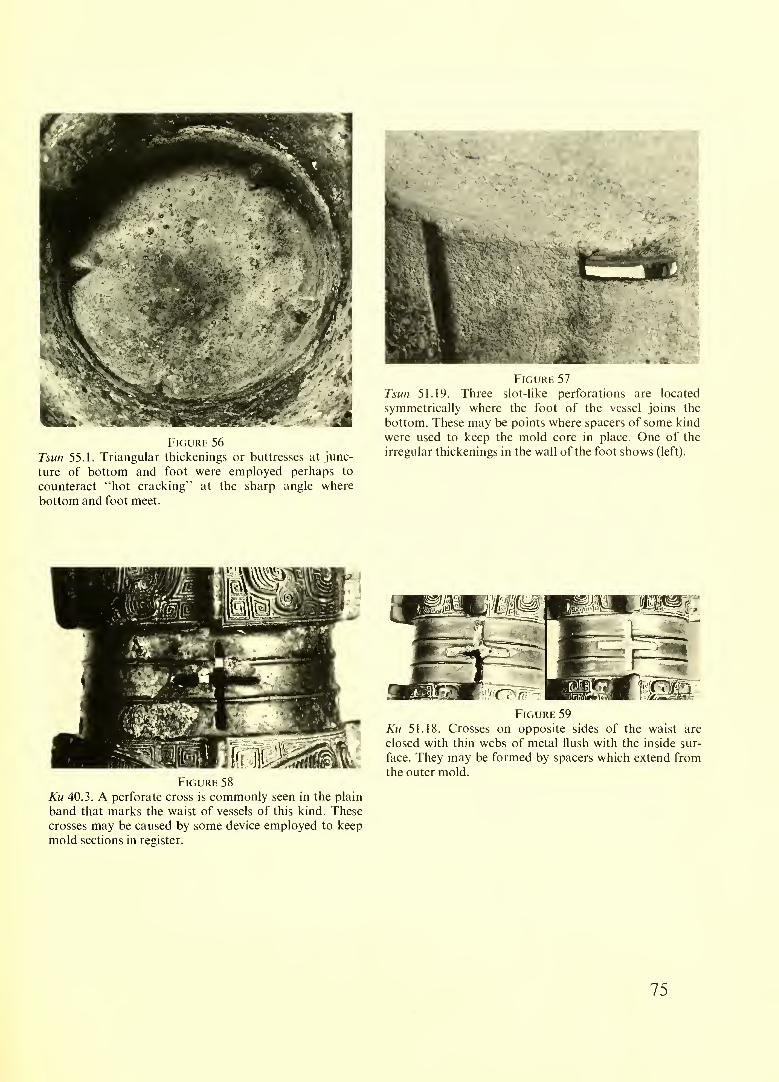
Figure 56
Tsun 55.1. Triangular thickenings or buttresses at junc-
ture of bottom and foot were employed perhaps to
counteract "hot cracking" at the sharp angle where
bottom and foot meet.
Figure 57
Tsun 51.19. Three slot-like perforations are located
symmetrically where the foot of the vessel joins the
bottom. These may be points where spacers of some kind
were used to keep the mold core in place. One of the
irregular thickenings in the wall of the foot shows (left ).
Figure 58
Ku 40.3. A perforate cross is commonly seen in the plain
band that marks the waist of vessels of this kind. These
crosses may be caused by some device employed to keep
mold sections in register.
Figure 59
Ku 51.18. Crosses on opposite sides of the waist are
closed with thin webs of metal flush with the inside sur-
face. They may be formed by spacers which extend fromthe outer mold.
75

believes that the cruciform perforations are the imprint of what he calls
"core extension spacers,'1
devices to keep the upper and lower core of the
mold in proper alignment. O. Karlbeck concurs, "In my opinion the
flanges using the cross-shaped perforations had a double function. Thevertical arms kept the core in position and by means of the horizontal arms
the craftsman could detect whether the two adjacent mold sections had been
rightly assembled. All he would have to do would be to measure the dis-
tance from the top of one horizontal arm to the top of the decorated part of
the mold section and compare it with a measure taken from the other arm"(private communication, 1960). Wan Chia-Pao has expressed the view that
the cross-shaped perforations were caused by "bronze chaplets of cross or
rectangular shape, equal in thickness to the wall of the ku, which were in-
serted between the external moulds and the mould of the ring foot core.
These chaplets would normally fuse with the poured metal in the casting and
produce an unbroken surface. But when fusion was incomplete, corrosion
could easily occur and the chaplet metal either partially or totally dis-
appear." 122 The author, however, has examined dozens of ku in all conditions
of preservation and found no evidence that would support Wan Chia-Pao's
assertion. James Cahill (private communication) points out, however, that
cross-shaped openings appear also in pottery vessels casting some doubt
that they are to be explained purely in terms of bronze casting technique.123
To confound the issue, Watson 124 shows an early Shang dynasty ivory
goblet which was excavated in 1952 at Erh-li-kang near Cheng Chou, which
is of special interest because it has a cross-shaped perforation on the foot
very much like the crosses that appear on the bronze ku of later date des-
scribed above. These crosses are truly enigmatic.
9. Lock-on casting of legs. Some vessels, especially those of the types
kuei, fu and /' have stubby solid legs which are cast as part of the vessel.
Other vessel types like the ting, chia, chiieh, and huo have three or four legs
which make up nearly half the vessel height. In three and four-legged
vessels of earlier times, the legs are solid cast as an integral part of the
vessel. Also some early chia which have clay-cored capped posts and legs
are apparently cast in one piece. Chia 23.1 is one good example. The legs of
some of the late Chou ting, however, especially the larger ones are often cast
separately and joined to the vessel by methods which will now be described.
The legs, and even handles, of some of the vessels are not solid metal but
are thin walled and filled with a core of partially baked earth or clay. In
122 English summary, Part I "The process of casting the Ku-beaker," p. 120.123A Shang pottery vessel with perforate cross found at Cheng-chou is illustrated by Cheng Te-k'un in ShangChina, Plate 29a.
^^Archaeology in China, Plate 38.
76
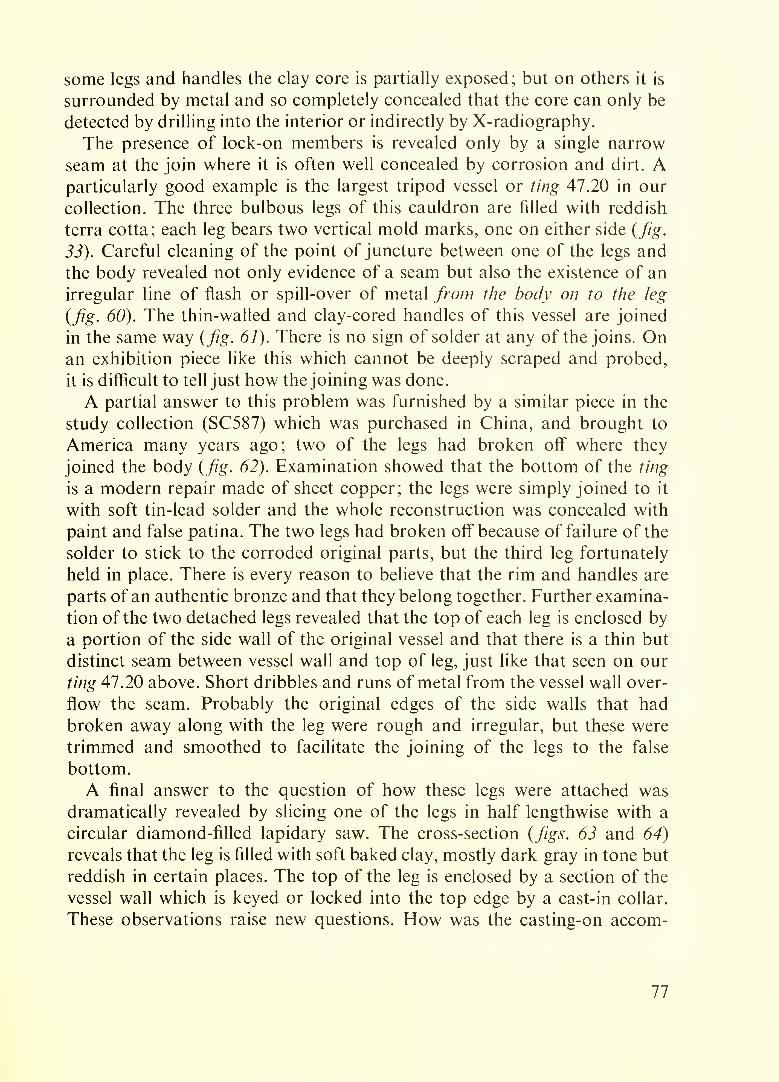
some legs and handles the clay core is partially exposed; but on others it is
surrounded by metal and so completely concealed that the core can only be
detected by drilling into the interior or indirectly by X-radiography.
The presence of lock-on members is revealed only by a single narrow
seam at the join where it is often well concealed by corrosion and dirt. Aparticularly good example is the largest tripod vessel or ting 47.20 in our
collection. The three bulbous legs of this cauldron are filled with reddish
terra cotta; each leg bears two vertical mold marks, one on either side {fig.
33). Careful cleaning of the point of juncture between one of the legs and
the body revealed not only evidence of a seam but also the existence of an
irregular line of flash or spill-over of metal from the body on to the leg
{fig. 60). The thin-walled and clay-cored handles of this vessel are joined
in the same way {fig. 61). There is no sign of solder at any of the joins. Onan exhibition piece like this which cannot be deeply scraped and probed,
it is difficult to tell just how the joining was done.
A partial answer to this problem was furnished by a similar piece in the
study collection (SC587) which was purchased in China, and brought to
America many years ago; two of the legs had broken of! where they
joined the body {fig. 62). Examination showed that the bottom of the ting
is a modern repair made of sheet copper; the legs were simply joined to it
with soft tin-lead solder and the whole reconstruction was concealed with
paint and false patina. The two legs had broken off because of failure of the
solder to stick to the corroded original parts, but the third leg fortunately
held in place. There is every reason to believe that the rim and handles are
parts of an authentic bronze and that they belong together. Further examina-
tion of the two detached legs revealed that the top of each leg is enclosed by
a portion of the side wall of the original vessel and that there is a thin but
distinct seam between vessel wall and top of leg, just like that seen on our
ting 47.20 above. Short dribbles and runs of metal from the vessel wall over-
flow the seam. Probably the original edges of the side walls that had
broken away along with the leg were rough and irregular, but these were
trimmed and smoothed to facilitate the joining of the legs to the false
bottom.
A final answer to the question of how these legs were attached was
dramatically revealed by slicing one of the legs in half lengthwise with a
circular diamond-filled lapidary saw. The cross-section {figs. 63 and 64)
reveals that the leg is filled with soft baked clay, mostly dark gray in tone but
reddish in certain places. The top of the leg is enclosed by a section of the
vessel wall which is keyed or locked into the top edge by a cast-in collar.
These observations raise new questions. How was the casting-on accom-
77
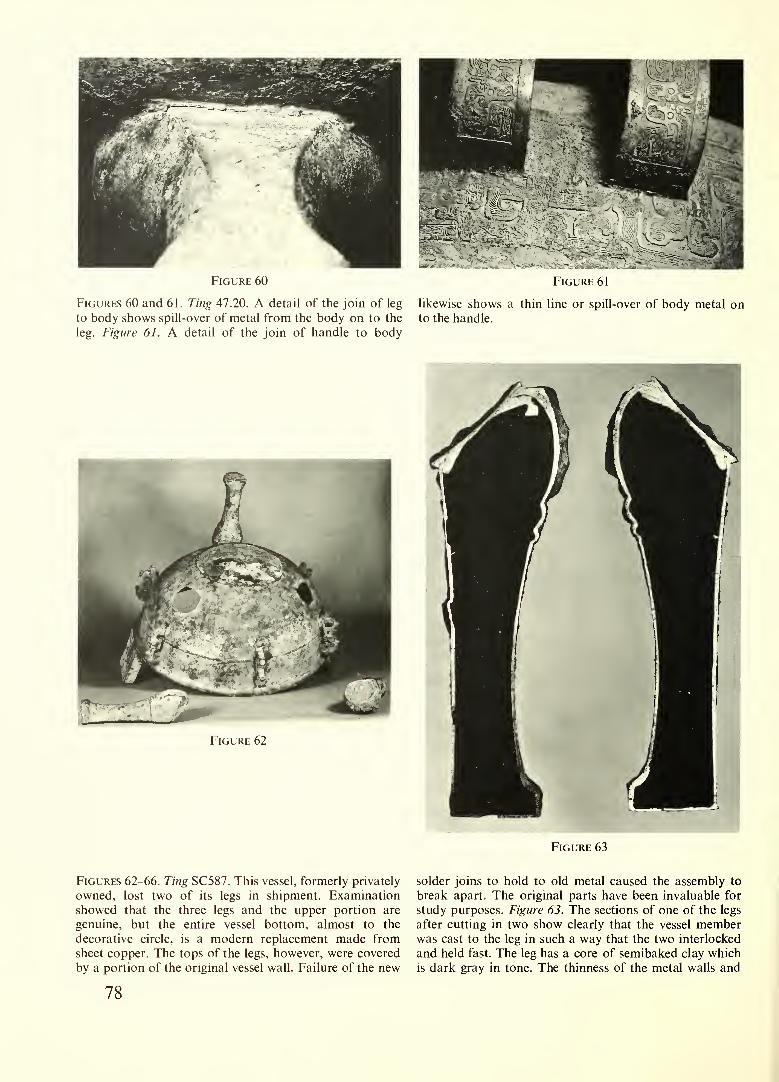
Figure 60 Figure 61
Figures 60 and 61. Ting 47.20. A detail of the join of leg likewise shows a thin line or spill-over of body metal onto body shows spill-over of metal from the body on to the to the handle,
leg. Figure 61. A detail of the join of handle to body
Figure 62
Figures 62-66. Ting SC587. This vessel, formerly privately
owned, lost two of its legs in shipment. Examination
showed that the three legs and the upper portion are
genuine, but the entire vessel bottom, almost to the
decorative circle, is a modern replacement made from
sheet copper. The tops of the legs, however, were covered
by a portion of the original vessel wall. Failure of the new
Figure 63
solder joins to hold to old metal caused the assembly to
break apart. The original parts have been invaluable for
study purposes. Figure 63. The sections of one of the legs
after cutting in two show clearly that the vessel memberwas cast to the leg in such a way that the two interlocked
and held fast. The leg has a core of semibaked clay which
is dark gray in tone. The thinness of the metal walls and
78

Figure 65
the partial modeling done in the core should be noted.
Figure 64. A further detail of one leg section, in addition to
showing the casting-on method of joining body to leg,
shows small voids in the clay core; it also shows numerous
scattered inclusions of lead in the bronze matrix. About x 2.
Figure 65. A radiograph of the sectioned leg of the ting
and an unsectioned leg (center) shows the even thickness
of the metal and the thin (dark) areas where core supports
("supporting nails" or "core extension spacers") protrude
into the metal. Figure 66. A metallograph (x 100, bright
field, unetched) made from a sample cut from the area of
the join shows cuprite in the line of join between bodymetal (upper) and metal of the leg (lower). Although the
body metal was molten when it came in contact with the
precast leg, there is no sign of fusion of the two members.
79

plished? How were the molds constructed? The obvious answer is that the
legs were all pre-cast with clay cores but with tops left open. The core of
each leg was then channeled inside the edges of the tops of the legs, andfinally the legs were set symmetrically into the sides of a mold that had been
prepared for the vessel. The fluid metal flowed into the leg channels and,
when set, locked them securely to the vessel. The mold for a single ting leg
of this kind coming from the Hou-ma foundry site is pictured by ChangWan-chung.125 Some "supporting nails" or core-extension spacers, as
Barnard calls them, can be seen clearly both in Chang's drawing and on the
left in our figure 63. While the metal was being poured, the inner and outer
molds for the leg were held apart by means of these "supporting nails" and
by a chaplet at the bottom rear of the leg. The other "supporting nails" can
be clearly seen as dark rectangular patches on a radiograph of the leg
sections (fig. 65). Chang also shows a drawing of the outer mold for a ting in
which a hole has been left for insertion of a handle to be cast on to the vessel.126
Chemical analyses made of the leg metal and of the body metal are shownin Table VI. They are not from the same melt because of the time interval
between casting the leg and fixing it in the mold for the casting of the vessel.
TABLE VI
Analysis of separate members of ting SC587
Leg BodyCu 67.2% 69.9%
Sn 8.2 10.3
Pb 23.6 18.8
Total 99.0 99.0
A metallograph of a sample from one of the legs (fig. 66) shows no
evidence of brazing metal or of solder at the juncture for the two members;
there is only a thin line of cuprite corrosion product between them. The legs
of another bronze, a late Chou ting in our study collection, shows the same
method ofjoining. This ting (SC613) is crudely fashioned with legs that have
a peculiar lap join where they are attached to the body. A sector was cut
from the whole vessel in such a way that two of the legs were bisected verti-
cally. This revealed (figs. 67 and 68) an inner but incomplete leg with clay
core locked on in exactly the same way as the legs of the ting (SC587)
125"Hou-ma fig. 1, p. 39 and fig. 6, p. 41.
126"Hou-ma . ..
," fig. 1 1, p. 42.
80

Figure 67
Figures 67 and 68. Ting SC613. This roughly cast vessel is
of special interest because of its locked-on legs. When the
round vessel was sectored, it was found that each of the
original legs was broken off at an early date and later com-
pleted by an overlay casting. Figure 68. A vertical cut
Figure 68
through the leg reveals clearly how the repair leg was cast
over the incomplete original. A two-piece core was used for
the original leg. There is a peculiar void in the bottom of
each of the repair legs, perhaps a casting flaw.
Figure 69 Figure 70
Figures 69 and 70. Separate leg of a bronze ting in the
Royal Ontario Museum (ROM 933.23.64). Figure 69. Theleg (shown about half size) has been wrenched from the
vessel but a portion of the original vessel wall was carried
with it. The thin-walled leg is filled with a core of semi-
baked earth. A small sample to be used for study purposes
was cut from the edge where the leg joins the metal (arrow).
Figure 70. A metallograph ( x 50, bright field, unetched)
shows the line of join between body metal (right) and leg
metal (left). The gray area in the join is cuprite; cuprite also
permeates the metal of both members. (Both photos,
courtesy Royal Ontario Museum, University of Toronto.)
81
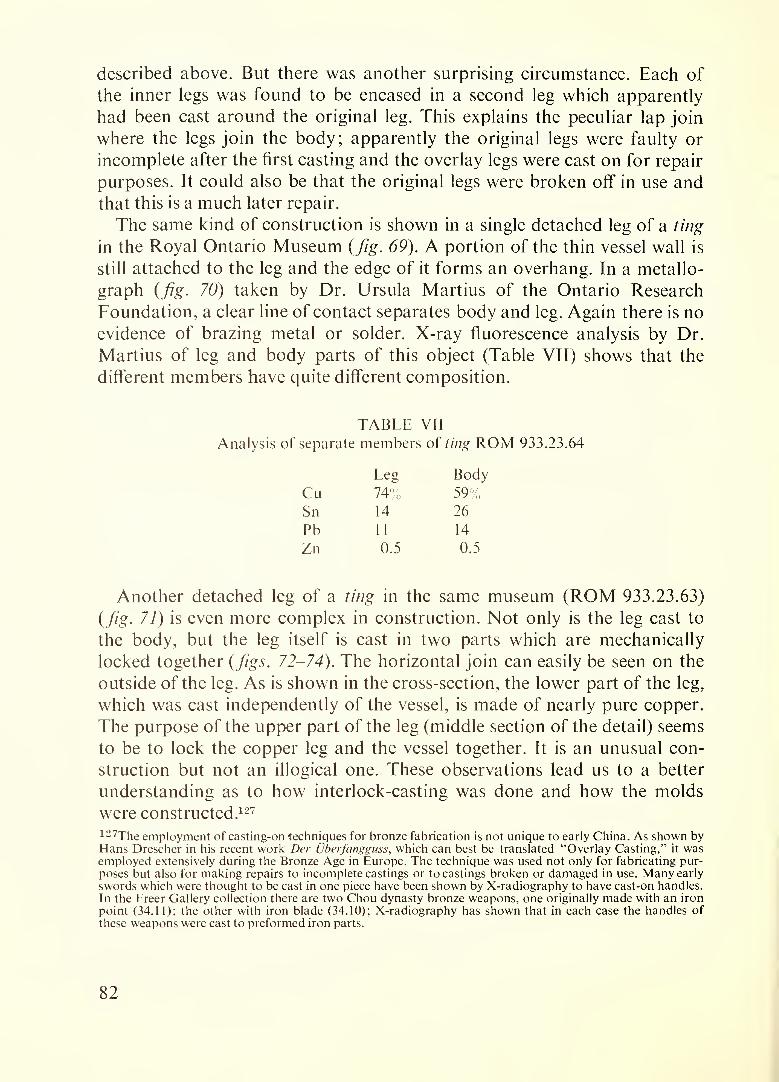
described above. But there was another surprising circumstance. Each of
the inner legs was found to be encased in a second leg which apparently
had been cast around the original leg. This explains the peculiar lap join
where the legs join the body; apparently the original legs were faulty or
incomplete after the first casting and the overlay legs were cast on for repair
purposes. It could also be that the original legs were broken off in use and
that this is a much later repair.
The same kind of construction is shown in a single detached leg of a ting
in the Royal Ontario Museum (fig. 69). A portion of the thin vessel wall is
still attached to the leg and the edge of it forms an overhang. In a metallo-
graph (fig. 70) taken by Dr. Ursula Martius of the Ontario Research
Foundation, a clear line of contact separates body and leg. Again there is noevidence of brazing metal or solder. X-ray fluorescence analysis by Dr.
Martius of leg and body parts of this object (Table VII) shows that the
different members have quite different composition.
TABLE VII
Analysis of separate members of ting ROM 933.23.64
Leg Body
Cu 74% 59%Sn 14 26
Pb 1
1
14
Zn 0.5 0.5
Another detached leg of a ting in the same museum (ROM 933.23.63)
(fig. 71) is even more complex in construction. Not only is the leg cast to
the body, but the leg itself is cast in two parts which are mechanically
locked together (figs. 72-74). The horizontal join can easily be seen on the
outside of the leg. As is shown in the cross-section, the lower part of the leg,
which was cast independently of the vessel, is made of nearly pure copper.
The purpose of the upper part of the leg (middle section of the detail) seems
to be to lock the copper leg and the vessel together. It is an unusual con-
struction but not an illogical one. These observations lead us to a better
understanding as to how interlock-casting was done and how the molds
were constructed.127
127The employment of casting-on techniques for bronze fabrication is not unique to early China. As shown byHans Drescher in his recent work Der Vberfangguss, which can best be translated "Overlay Casting," it wasemployed extensively during the Bronze Age in Europe. The technique was used not only for fabricating pur-
poses but also for making repairs to incomplete castings or to castings broken or damaged in use. Many early
swords which were thought to be cast in one piece have been shown by X-radiography to have cast-on handles.
In the Freer Gallery collection there are two Chou dynasty bronze weapons, one originally made with an iron
point (34.11); the other with iron blade (34.10); X-radiography has shown that in each case the handles of
these weapons were cast to preformed iron parts.
82
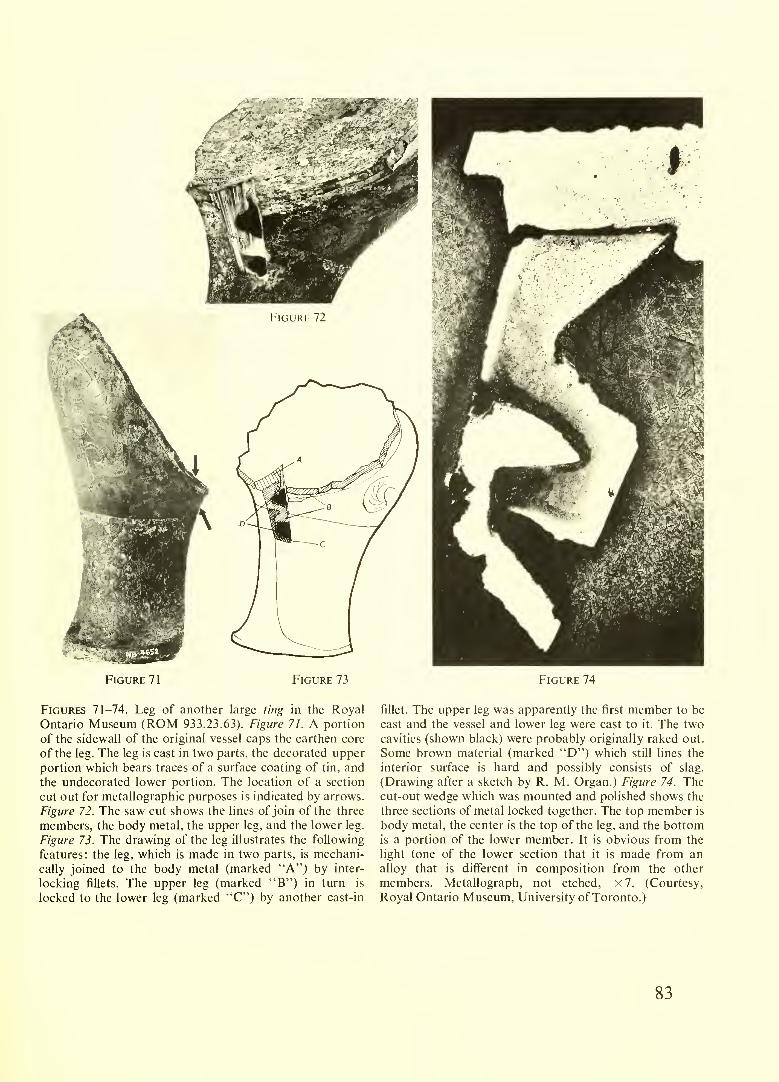
Figure 71 Figure 73 Figure 74
Figures 71-74. Leg of another large ting in the Royal
Ontario Museum (ROM 933.23.63). Figure 71. A portion
of the sidewall of the original vessel caps the earthen core
of the leg. The leg is cast in two parts, the decorated upper
portion which bears traces of a surface coating of tin, and
the undecorated lower portion. The location of a section
cut out for metallographic purposes is indicated by arrows.
Figure 72. The saw cut shows the lines of join of the three
members, the body metal, the upper leg, and the lower leg.
Figure 73. The drawing of the leg illustrates the following
features: the leg, which is made in two parts, is mechani-
cally joined to the body metal (marked "A") by inter-
locking fillets. The upper leg (marked "B") in turn is
locked to the lower leg (marked "C") by another cast-in
fillet. The upper leg was apparently the first member to be
cast and the vessel and lower leg were cast to it. The twocavities (shown black) were probably originally raked out.
Some brown material (marked "D") which still lines the
interior surface is hard and possibly consists of slag.
(Drawing after a sketch by R. M. Organ.) Figure 74. Thecut-out wedge which was mounted and polished shows the
three sections of metal locked together. The top member is
body metal, the center is the top of the leg, and the bottomis a portion of the lower member. It is obvious from the
light tone of the lower section that it is made from an
alloy that is different in composition from the other
members. Metallograph, not etched, x7. (Courtesy,
Royal Ontario Museum, University of Toronto.)
83
Not all bulbous-top ting legs are cast on. A small Chou dynasty ting
(11.60) has bulbous legs which are cast integrally with the body (fig. 75).
The legs are hollow but are open-faced on the inside, and the hard clay in the
hollow appears to be original core, not earth fill from burial. The construction
is much like that of hollow handles of many of the vessels of the type kuei.
10. Engaged handles. Several of the vessel types, especially the kuei, ehia,
chueh, huo and kuang have loop-shaped handles cast as an integral part of
the vessel. The handles of most kuei are like 20th-century bouillon-cup hand-
les and are placed on opposite sides of the open vessel. Usually they are sur-
mounted by animal heads in full round and in addition bear on their under-
side decorative hooks or lobes. They are almost invariably channeled on the
inside, and the channel is filled with baked clay, apparently part of the
original core. Sometimes, as in kuei 60.19 (fig. 39), there are parallel,
vertical ridges on the side of the bowl connecting upper and lower joins. It
has been suggested that D-shaped clay cores were used with these engaged
kuei handles, and that these have left their marks on the vessel side. Thecores, except that part protected by the channel, were knocked out after the
casting was made. Some thinner handles, without channels, like those onchueh and ehia have vertical mold marks on the inside (fig. 76).
1 1 . Lock-on casting of handles. It has already been mentioned that the
handles of the large ting 47.20, as well as the legs, are clay cored and that the
vessel seems to be cast on to the handles (fig. 61). The same is apparently
true of the handle of the large kuei 38. 20.128 In a related method one or moreholes are provided in the vessel side, and the ends of the handles pass
through these and are locked by bosses on the inside. The rivet-like bosses
which lock the handle of ehia 07.37 (fig. 77) and the lid grip of ehia 35.12
(fig. 78) were apparently secured in a single lock-on casting operation. Onboth vessels the bosses are decorated by cast-in scroll patterns.
12. Brazed-on handles. A third type of handle is cast separately and
joined to the vessel with a filler metal or kind of hard solder made from a
copper-tin-lead alloy. Hard soldered or brazed-on joins are the rarest kind,
having been used on only six vessels in the series, four of them to fix handles.
The handles of the much corroded kuei 24.1 1 is one of these. As shown in
detail photographs (figs. 79 and 80), there is a separate fill or ribbon of
metal at the joins between handle and body. A section cut from the lower
end of a handle showed that it is hollow and contains its original hard clay
core. The cut-off end showed that the filler metal had run into the space
between the handle and the vessel to make a firm bond with the inside
128Unfortunately it has not yet been possible to procure a study piece which could be sectioned to show the
exact method used in interlock casting of handles.
84

Figure 75
Ting, 11.60. The legs on some of the ting were cast
integrally with the vessel. There is no indication of a seamwhere leg meets body.
Figure 77
Chia 07.37. The separately cast handle is locked to the
vessel by permitting the molten metal which formed the
handle to flow through two holes and form rivet-like
bosses on the underside.
Figure 76
Chia, 23.1. A mold mark shows prominently on the inside
of the handle.
Figure 78
Chia 35.12. The bird-form hand grip is secured to the lid
by rivet-like bosses on the underside formed by permit-
ting molten metal to flow through two holes spaced
2.5 cm. apart.
85
surface of the handle (fig. 169). Analysis of the filler metal showed that its
tin content is much higher than that in either the handle or the vessel;
hence it had a much lower melting point. It is not known how the filler
metal was run into the join. There is no evidence that any kind of form, damor mold was used to contain it. Professor Cyril S. Smith has suggested that
the brazing metal may have been wiped or buttered on in a pasty state.129
A similar technique is used to join the handles of the chien 39.5 (fig. 81),
but the shoulder formed by the hard solder is untidy and irregular. Thecleanest join of this kind is on yu 30.26, where hard solder is used to join the
four protruding arms (fig. 82). Here the ribbon of hard solder is straight-
edged, narrow, and beveled at an angle near 45 degrees. It is clearly shownin an X-ray (Ch. VII, fig. 207) that the appendages are fitted to the vessel
over a square boss and the hard solder is used principally to re-enforce and
conceal the join. It was possible to lift away a bit of the hard solder where it
had not adhered well and use it for analysis. The composition is: Cu 71.8% ;
Sn 13.0; Pb 12.6; total 97.4, which strangely is very close to that of the bodyalloy. Other vessels with brazed-on handles are hu 13.21 and kuang 39.53
(fig. 83). The handle of the i 61.31, appears to be fixed by interlock casting,
but the top of the spout is brazed on. Thus, more than one technique of
joining was employed on a single vessel.
H. Maryon makes it clear that separate parts made from copper and its
alloys cannot be joined by simply heating them to incipient fusion (auto-
genous welding) or by hammering, because of the formation of a film of
copper oxide on the metal surface.130 Except for mechanical joining by use
of rivets or by casting-on, copper and its alloys can only be joined by
hard or soft solder which have a melting point lower than the parts to be
joined. Also the contact surfaces must be made scrupulously clean and free
from oxides with acids or fluxes so that the liquid soldering alloy can wet
the surface of the parts to be joined. The ancient Chinese must have used
fluxes of some kind in their brazing, but we have no idea what they were.
Modern brazing alloys consist of copper and zinc. Soft solders are mainly
alloys of lead and tin. Lead-tin solders were known in Roman times and
perhaps even earlier in the Near East, but they do not seem to have been
used by early Chinese metal workers, although the separate metals, lead and
tin, were available to them.
13. Escutcheon-and-ring handles. In vessels of the late Chou and Hanperiods, a quite different type of handle evolved. It is a flat plaque modeled
in low relief in the form of a demon mask with two prominent eyes and a
129A metallographic study of the filler metal made by Professor Smith is summarized in Chapter V.130"Fine metal-work," p. 652.
86
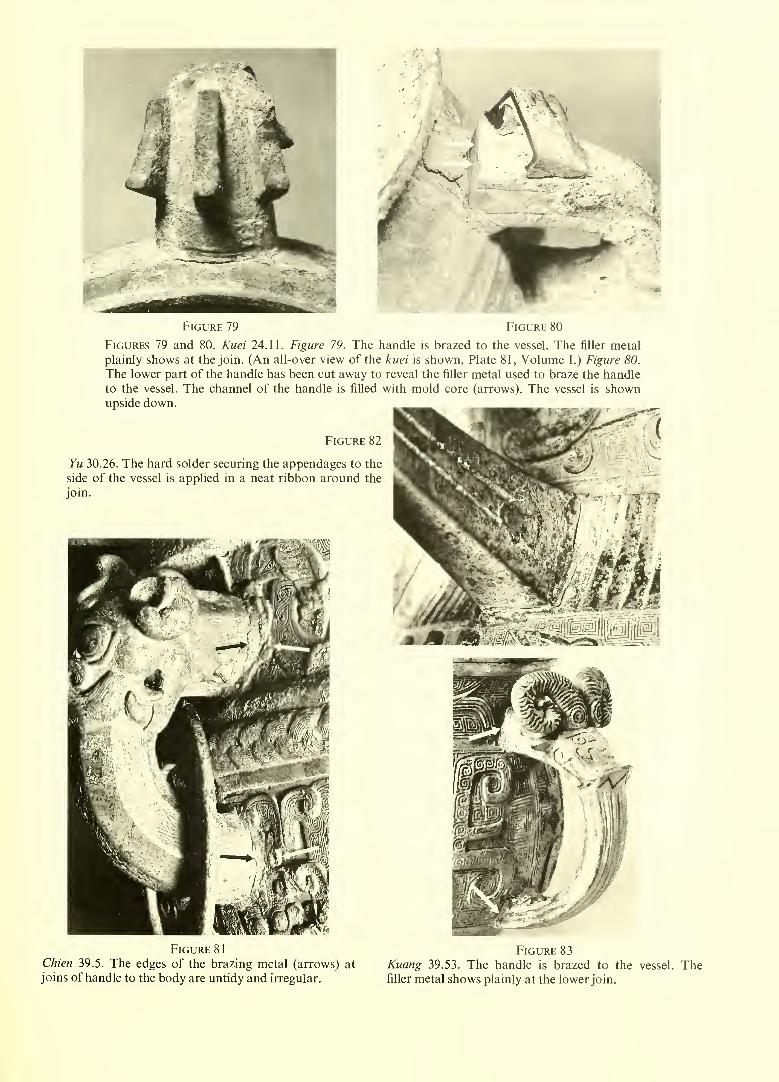
Figure 79 Figure 80
Figures 79 and 80. Kuei 24.11. Figure 79. The handle is brazed to the vessel. The filler metal
plainly shows at the join. (An all-over view of the kuei is shown, Plate 81, Volume I.) Figure 80.
The lower part of the handle has been cut away to reveal the filler metal used to braze the handle
to the vessel. The channel of the handle is filled with mold core (arrows). The vessel is shownupside down.
Figure 81 Figure 83Chien 39.5. The edges of the brazing metal (arrows) at Kuang 39.53. The handle is brazed to the vessel. Thejoins of handle to the body are untidy and irregular. filler metal shows plainly at the lower join.
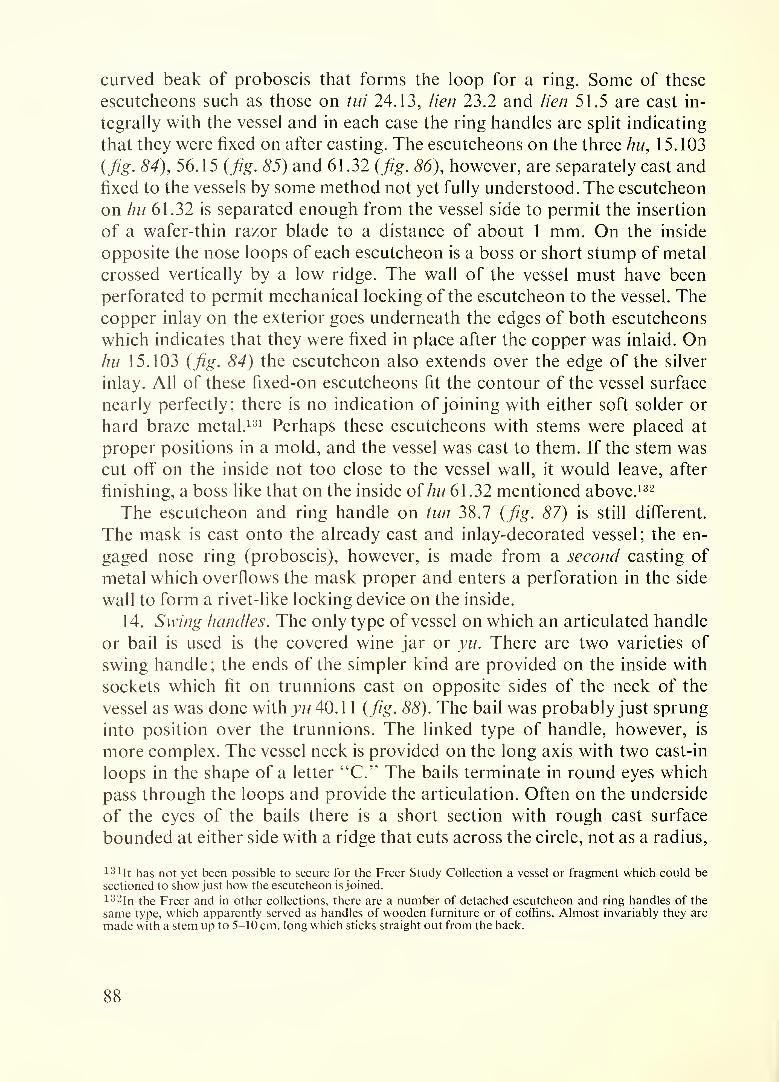
curved beak of proboscis that forms the loop for a ring. Some of these
escutcheons such as those on tui 24.13, lien 23.2 and lien 51.5 are cast in-
tegrally with the vessel and in each case the ring handles are split indicating
that they were fixed on after casting. The escutcheons on the three hu, 1 5. 103
(fig. 84), 56. 1 5 (fig. 85) and 61 .32 (fig. 86), however, are separately cast and
fixed to the vessels by some method not yet fully understood. The escutcheon
on hu 61.32 is separated enough from the vessel side to permit the insertion
of a wafer-thin razor blade to a distance of about 1 mm. On the inside
opposite the nose loops of each escutcheon is a boss or short stump of metal
crossed vertically by a low ridge. The wall of the vessel must have been
perforated to permit mechanical locking of the escutcheon to the vessel. Thecopper inlay on the exterior goes underneath the edges of both escutcheons
which indicates that they were fixed in place after the copper was inlaid. Onhu 15.103 (fig. 84) the escutcheon also extends over the edge of the silver
inlay. All of these fixed-on escutcheons fit the contour of the vessel surface
nearly perfectly; there is no indication of joining with either soft solder or
hard braze metal.131 Perhaps these escutcheons with stems were placed at
proper positions in a mold, and the vessel was cast to them. If the stem was
cut off on the inside not too close to the vessel wall, it would leave, after
finishing, a boss like that on the inside of hu 61.32 mentioned above. 132
The escutcheon and ring handle on tun 38.7 (fig. 87) is still different.
The mask is cast onto the already cast and inlay-decorated vessel; the en-
gaged nose ring (proboscis), however, is made from a second casting of
metal which overflows the mask proper and enters a perforation in the side
wall to form a rivet-like locking device on the inside.
14. Swing handles. The only type of vessel on which an articulated handle
or bail is used is the covered wine jar or yu. There are two varieties of
swing handle; the ends of the simpler kind are provided on the inside with
sockets which fit on trunnions cast on opposite sides of the neck of the
vessel as was done with yu 40. 1 1 { fig. 88). The bail was probably just sprung
into position over the trunnions. The linked type of handle, however, is
more complex. The vessel neck is provided on the long axis with two cast-in
loops in the shape of a letter "C." The bails terminate in round eyes which
pass through the loops and provide the articulation. Often on the underside
of the eyes of the bails there is a short section with rough cast surface
bounded at either side with a ridge that cuts across the circle, not as a radius,
131It has not yet been possible to secure for the Freer Study Collection a vessel or fragment which could be
sectioned to show just how the escutcheon is joined.
132 In the Freer and in other collections, there are a number of detached escutcheon and ring handles of the
same type, which apparently served as handles of wooden furniture or of coffins. Almost invariably they are
made with a stem up to 5-10 cm. long which sticks straight out from the back.
88
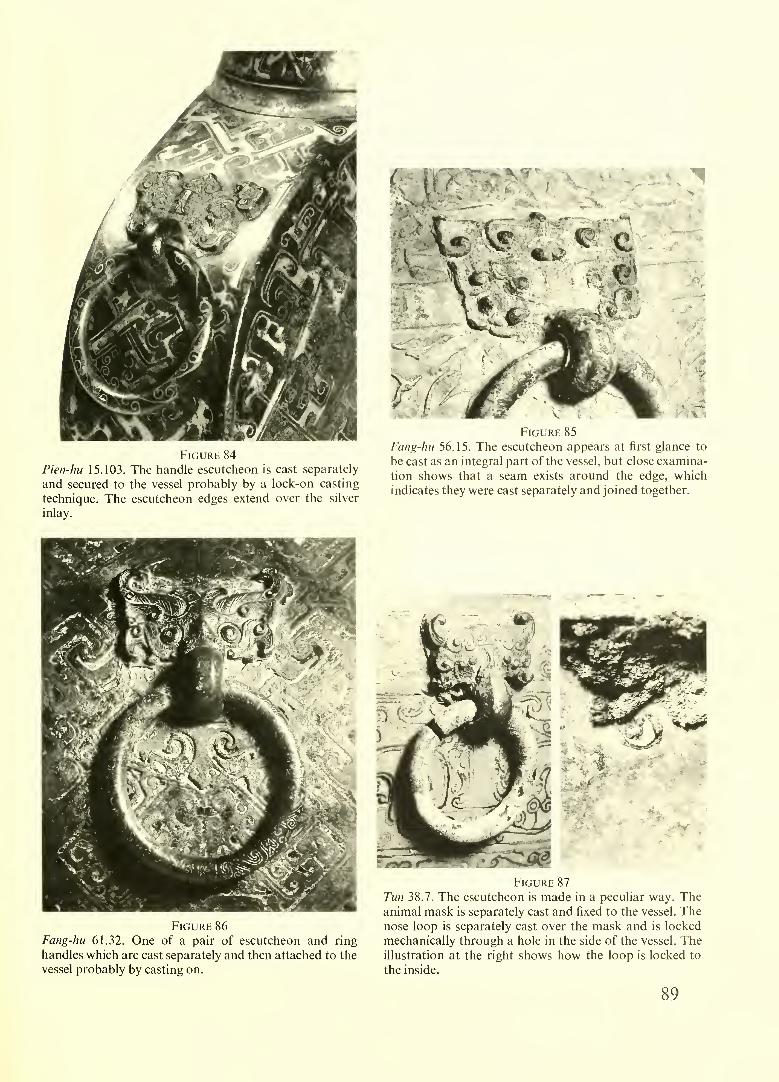
Figure 84
Pien-hu 15.103. The handle escutcheon is cast separately
and secured to the vessel probably by a lock-on casting
technique. The escutcheon edges extend over the silver
inlay.
Figure 86
Fang-hu 61.32. One of a pair of escutcheon and ring
handles which are cast separately and then attached to the
vessel probably by casting on.
Figure 85
Fang-hu 56.15. The escutcheon appears at first glance to
be cast as an integral part of the vessel, but close examina-
tion shows that a seam exists around the edge, which
indicates they were cast separately and joined together.
Figure 87
Tun 38.7. The escutcheon is made in a peculiar way. Theanimal mask is separately cast and fixed to the vessel. Thenose loop is separately cast over the mask and is locked
mechanically through a hole in the side of the vessel. Theillustration at the right shows how the loop is locked to
the inside.
89
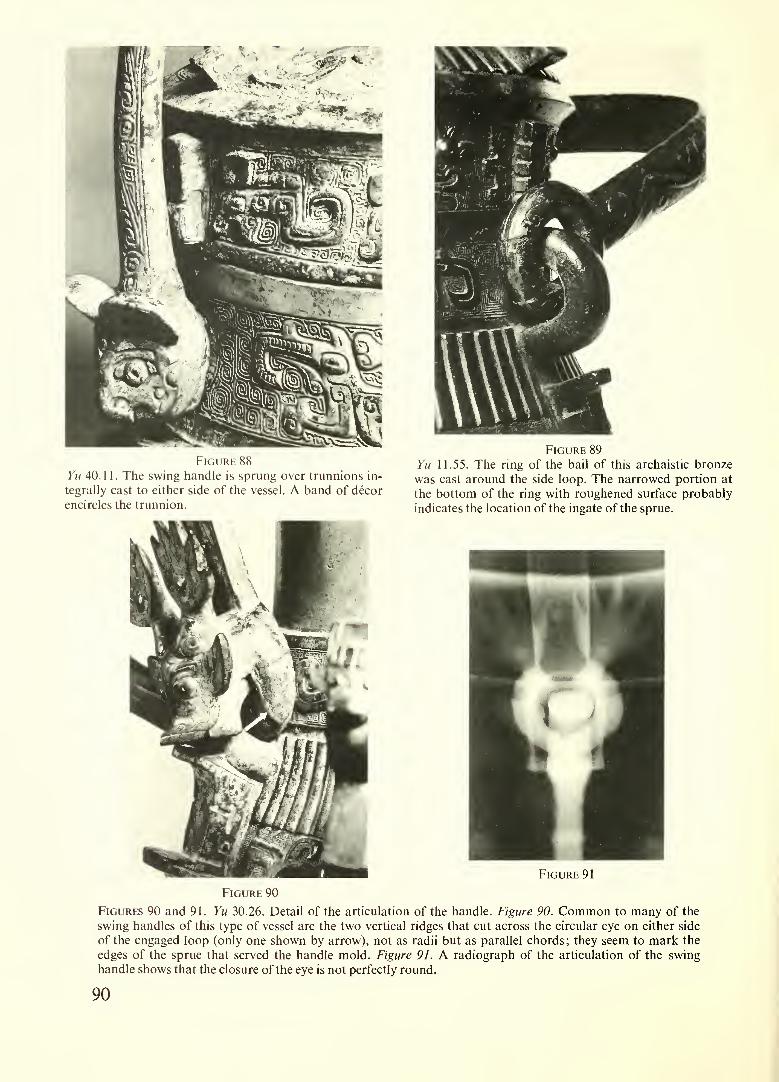
Figure 88
Yu 40.11. The swing handle is sprung over trunnions in-
tegrally cast to either side of the vessel. A band of decor
encircles the trunnion.
Figure 89
Yu 11.55. The ring of the bail of this archaistic bronze
was cast around the side loop. The narrowed portion at
the bottom of the ring with roughened surface probably
indicates the location of the ingate of the sprue.
Figure 91
Figure 90
Figures 90 and 91. Yu 30.26. Detail of the articulation of the handle. Figure 90. Common to many of the
swing handles of this type of vessel are the two vertical ridges that cut across the circular eye on either side
of the engaged loop (only one shown by arrow), not as radii but as parallel chords; they seem to mark the
edges of the sprue that served the handle mold. Figure 91. A radiograph of the articulation of the swing
handle shows that the closure of the eye is not perfectly round.
90
Figure 92
Yu 60.20. The upper surfaces of some of the swing
handles on yu are fully decorated. The sunken decor
on this handle is divided into four distinct sections
separated by cross marks that appear to be joins of
pattern units.
Figure 93
Huo 33.2. Mold marks on the underside of the link
that joins vessel and lid indicates that the entire
articulated assembly was put together by a casting
operation.
but as a cord parallel to the handle sides. Good examples are yu 11.55
{fig. 89) and 30.26 (figs. 90 and 91). At first it was thought that the eye was
made U-shaped to slip over the loop and that the eye was completed by a
supplementary casting operation, but careful examination of several of the
eyes reveals no sign of after-casting; the handle eyes are continuous metal.
This evidence indicates that the bail was independently cast on to an already
fabricated vessel and that the unfinished arc of the eye shows the location
of the ingate of the sprue of the special mold that was used to form the bail.
Chemical analyses of the swing handle of yu 40.1 1 and 30.26 (see Table B,
Appendix I) show that the composition of each is sufficiently different from
the vessels they belong to and indicate that the two members were poured
91
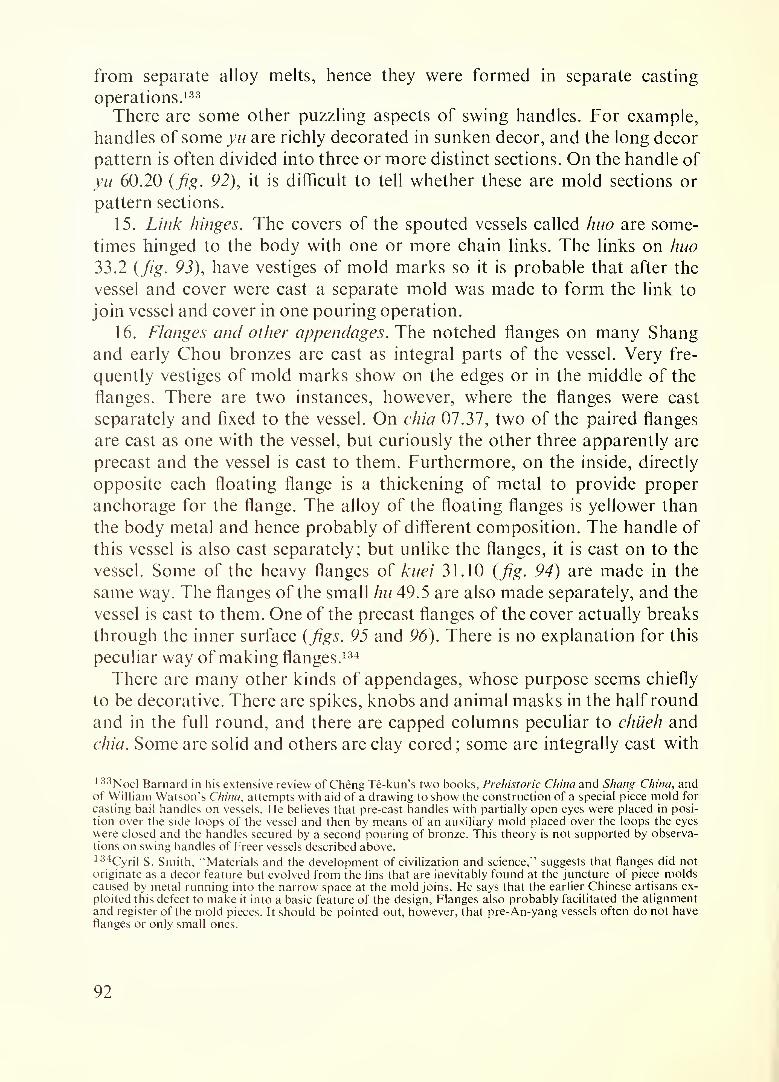
from separate alloy melts, hence they were formed in separate casting
operations.133
There are some other puzzling aspects of swing handles. For example,
handles of some yu are richly decorated in sunken decor, and the long decor
pattern is often divided into three or more distinct sections. On the handle of
yu 60.20 {fig. 92), it is difficult to tell whether these are mold sections or
pattern sections.
15. Link hinges. The covers of the spouted vessels called huo are some-
times hinged to the body with one or more chain links. The links on huo
33.2 (fig. 93), have vestiges of mold marks so it is probable that after the
vessel and cover were cast a separate mold was made to form the link to
join vessel and cover in one pouring operation.
16. Flanges and other appendages. The notched flanges on many Shang
and early Chou bronzes are cast as integral parts of the vessel. Very fre-
quently vestiges of mold marks show on the edges or in the middle of the
flanges. There are two instances, however, where the flanges were cast
separately and fixed to the vessel. On chia 07.37, two of the paired flanges
are cast as one with the vessel, but curiously the other three apparently are
precast and the vessel is cast to them. Furthermore, on the inside, directly
opposite each floating flange is a thickening of metal to provide proper
anchorage for the flange. The alloy of the floating flanges is yellower than
the body metal and hence probably of different composition. The handle of
this vessel is also cast separately; but unlike the flanges, it is cast on to the
vessel. Some of the heavy flanges of kuei 31.10 (fig. 94) are made in the
same way. The flanges of the small hu 49.5 are also made separately, and the
vessel is cast to them. One of the precast flanges of the cover actually breaks
through the inner surface {figs. 95 and 96). There is no explanation for this
peculiar way of making flanges. 134
There are many other kinds of appendages, whose purpose seems chiefly
to be decorative. There are spikes, knobs and animal masks in the half round
and in the full round, and there are capped columns peculiar to chueh and
chia. Some are solid and others are clay cored; some are integrally cast with
133 Noel Barnard in his extensive review of Cheng Te-kun's two books, Prehistoric China and Shang China, andof William Watson's China, attempts with aid of a drawing to show the construction of a special piece mold for
casting bail handles on vessels. He believes that pre-cast handles with partially open eyes were placed in posi-
tion over the side loops of the vessel and then by means of an auxiliary mold placed over the loops the eyes
were closed and the handles secured by a second pouring of bronze. This theory is not supported by observa-tions on swing handles of Freer vessels described above.134Cyril S. Smith, "Materials and the development of civilization and science," suggests that flanges did not
originate as a decor feature but evolved from the fins that are inevitably found at the juncture of piece moldscaused by metal running into the narrow space at the mold joins. He says that the earlier Chinese artisans ex-
ploited this defect to make it into a basic feature of the design, Flanges also probably facilitated the alignmentand register of the mold pieces. It should be pointed out, however, that pre-An-yang vessels often do not haveflanges or only small ones.
92
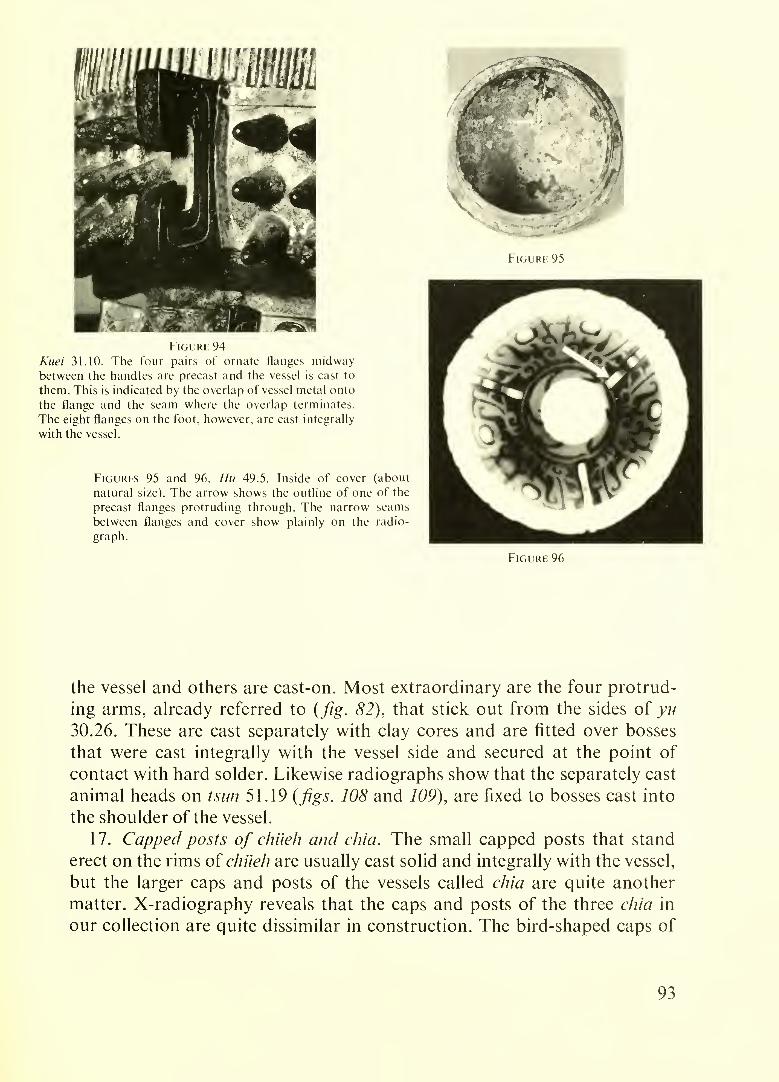
Figure 94
Kuei 31.10. The four pairs of ornate flanges midwaybetween the handles are precast and the vessel is cast to
them. This is indicated by the overlap of vessel metal onto
the flange and the seam where the overlap terminates.
The eight flanges on the foot, however, are cast integrally
with the vessel.
Figures 95 and 96. Hu 49.5. Inside of cover (about
natural size). The arrow shows the outline of one of the
precast flanges protruding through. The narrow seams
between flanges and cover show plainly on the radio-
graph.
Figure 96
the vessel and others are cast-on. Most extraordinary are the four protrud-
ing arms, already referred to (fig. 82), that stick out from the sides of yu
30.26. These are cast separately with clay cores and are fitted over bosses
that were cast integrally with the vessel side and secured at the point of
contact with hard solder. Likewise radiographs show that the separately cast
animal heads on tsun 51.19 (figs. 108 and 109), are fixed to bosses cast into
the shoulder of the vessel.
1 7. Capped posts of chiieh and chia. The small capped posts that stand
erect on the rims of chiieh are usually cast solid and integrally with the vessel,
but the larger caps and posts of the vessels called chia are quite another
matter. X-radiography reveals that the caps and posts of the three chia in
our collection are quite dissimilar in construction. The bird-shaped caps of
93
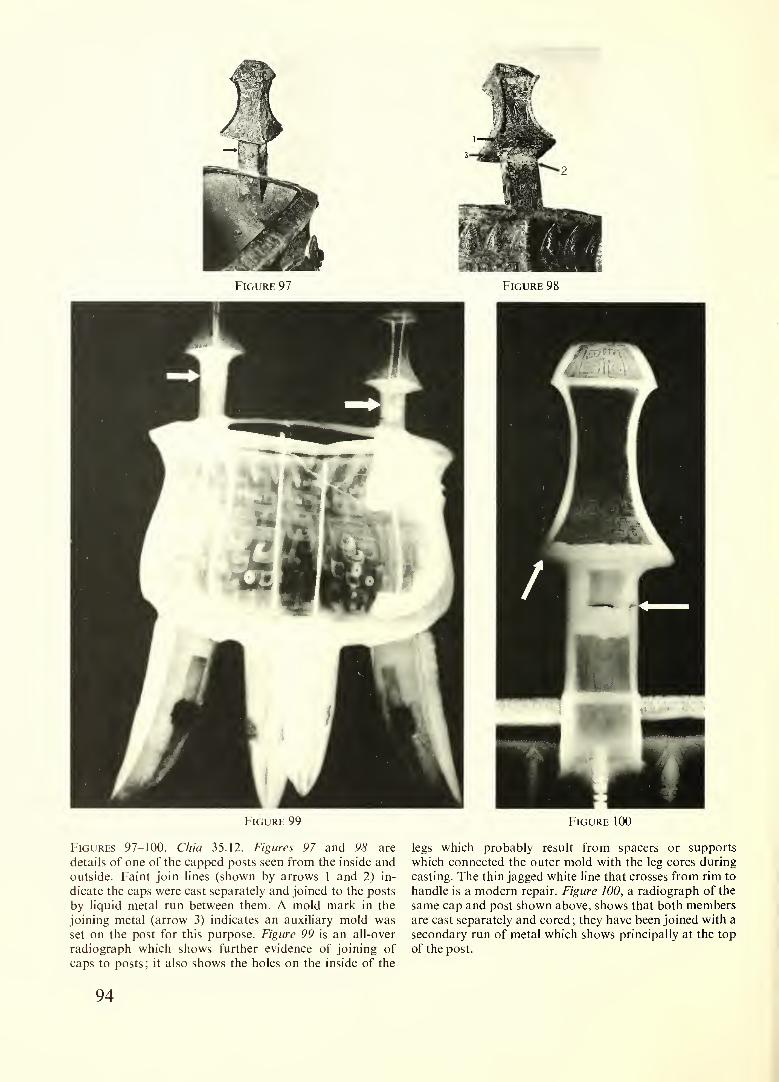
Figure 97 Figure 98
Figure 99 Figure 100
Figures 97-100. Chia 35.12. Figures 97 and 98 are
details of one of the capped posts seen from the inside and
outside. Faint join lines (shown by arrows 1 and 2) in-
dicate the caps were cast separately and joined to the posts
by liquid metal run between them. A mold mark in the
joining metal (arrow 3) indicates an auxiliary mold wasset on the post for this purpose. Figure 99 is an all-over
radiograph which shows further evidence of joining of
caps to posts; it also shows the holes on the inside of the
legs which probably result from spacers or supports
which connected the outer mold with the leg cores during
casting. The thin jagged white line that crosses from rim to
handle is a modern repair. Figure 100, a radiograph of the
same cap and post shown above, shows that both membersare cast separately and cored
;they have been joined with a
secondary run of metal which shows principally at the top
of the post.
94

Figure 101 Figure 102
Figure 103 Figure 104 Figure 105
Figures 101-105. Chia 23. 1 . Figures 101 and 102 are details
of one of the capped posts seen from inside and outside.
Absence of seams indicates that these features are cast
integrally with the vessel. Figures 103, 104, and 105 are
radiographs which show that the earthen cores in both
posts and both caps are continuous; they also show that
cores are crossed by metal pins which possibly are a
variety of chaplet. Figure 102. Ends of the pins are visible
in the exterior of the sidewalls (arrows). Figure 105. Onecap especially has a sponge-like structure caused by gas
bubbles trapped in the molten metal.
95
chia 07.37 are cored but the thin posts are solid and are cast as one with the
vessel; they terminate in a horizontal platform shaped to the underside of the
bird (see Chapter VII, fig. 212). A cone-like structure, whose purpose is
unknown, projects upward from the platform into the earthen core. Close
examination shows a narrow seam running around the edge of each bird
separating it from the platform. There is no evidence of hard solder; just
how the union was effected is not precisely known but it is probable that
the join was made by some variant of interlock casting. 135
X-rays reveal that an even more complicated structure exists in the caps
and posts of chia 35.12 (figs. 97-100). Both the cap and stem of each post
are earthen cored and the interior side walls of metal are straight and
smooth. Significantly, there is a faint horizontal join line running around
each sq uare post about a third ofthe way down from the underside of the cap.
A join line also runs around the lower horizontal edge of each cap. Themetal between the two join lines is apparently a special pour run in to join
the precast cap and vessel. There is faint evidence of a mold mark in the
joining segment running between the top of the post and the edge of the cap
which indicates that perhaps an auxiliary mold was built on top of the posts
to contain and shape the joining metal. The structure shown in the X-ray
suggests that the core of the cap was hollowed out to leave a square plug
of core sticking down. We can further conjecture that the core in the open
top of each post was hollowed out so that the cap core stem could be fitted
down into it thus serving to keep the posts and caps aligned during the
joining operation. On cooling, the joining metal would lock with the under-
side of the cap and the hollowed-out post. The horizontal seam seen in
the radiograph was probably caused by imperfect wetting of the inside walls
of the post by the joining metal, in turn caused by oxide dross and trapped
air at the interfaces. The caps on a chia in the Minneapolis Museum of Art
(Karlgren, Pillsbury Catalogue, pi. 14) seem to be joined in the same way.
The third chia 23.1 is made quite differently. The caps and posts, which
are earthen cored just like the legs, are cast integrally with the vessel (figs.
101 and 102). No sign of a seam shows in the X-ray or on the underside of
the cap; the earthen cores of cap and post seem continuous. One cap is
full of gas holes but the metal of the other is quite sound. Perhaps the
sounder cap and post served as a down-sprue and the porous cap as an up-
sprue. These caps have another unusual feature : X-rays show within the core
of each two opaque horizontal lines about 2 mm. wide running across the
135 Barnard in a book review of Cheng Te-k'un's Chou China in Monumenta Serica, p. 326, figure five, no. 1,
describes a broken cap of similar construction on a chia in the Sackler collection. He conjectures that the capwas first cast with its core, then the core was excavated. Just after the vessel was poured the cap was placed
over the molten metal in the sprue opening at the top of the post so that the molten metal could flow into the
excavated space and when cooled lock the cap to the post.
96

Figure 106 Figure 107
Figures 106 and 107. Yu 30.26. Figure 106. The knob is cast around a clay core. Two of the three holes in the
underside that lead into the core are visible (arrows). Figure 107. The radiograph shows that the core is
conically shaped; also it extends down into the stem.
core; the ends of these lines coincide in position with four small triangular
plugs in the cap walls which look like ordinary chaplets (figs. 103-105).
These inserts are interpreted as pins, perhaps a special kind of chaplet, that
join the opposite sidewalls of the cap. The two pins are at right angles to
each other but at a 45 degree angle to the axes of the vessel. Also two cross
pins, one above the other, run through the core of each post parallel to the
vessel handle. This is the first time we have seen pins or pin-type chaplets in
any of the ancient vessels.
The difference in casting techniques employed to make the same feature
in these three vessels drives home the point that each foundry in ancient
China had its own workshop methods which varied tremendously with time
and geographical distance. It also warns us to be wary of generalizations
based on isolated instances.
18. Knobs. The devices on the covers of yu which serve as hand grips are
generally of two types. One is simply a sort of flaring bowl set in the top
of the lid. Equally common is a round knob, usually fluted, that is joined to
97
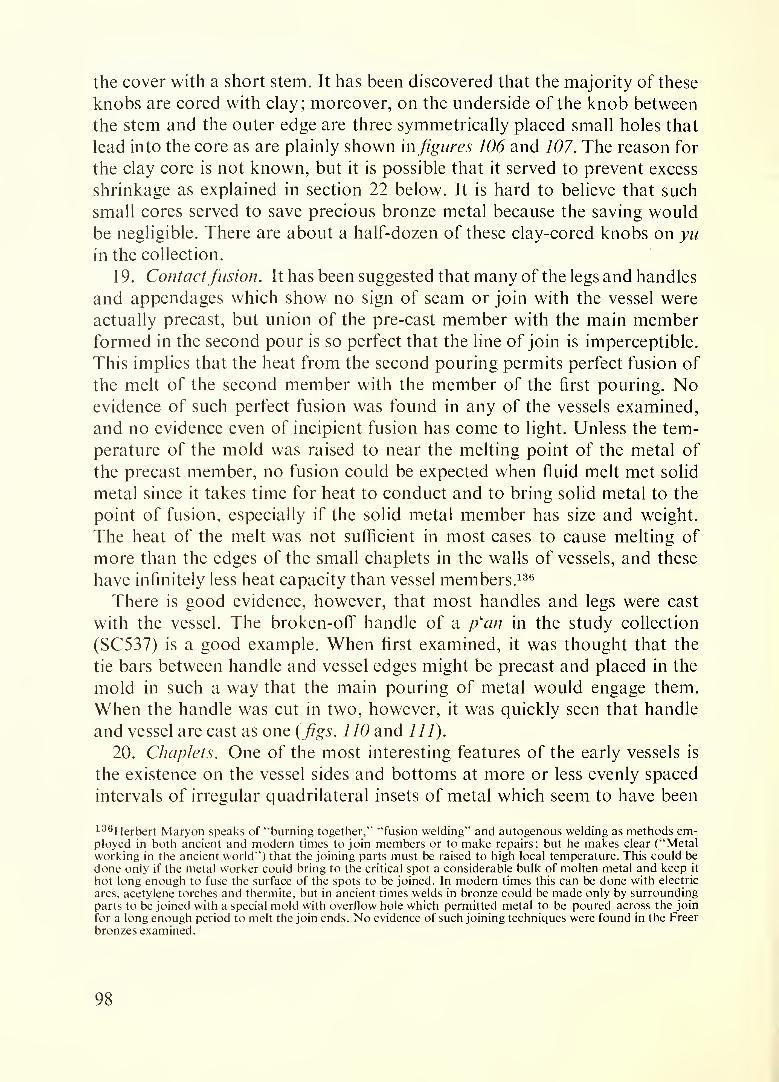
the cover with a short stem. It has been discovered that the majority of these
knobs are cored with clay; moreover, on the underside of the knob between
the stem and the outer edge are three symmetrically placed small holes that
lead into the core as are plainly shown in figures 106 and 107. The reason for
the clay core is not known, but it is possible that it served to prevent excess
shrinkage as explained in section 22 below. It is hard to believe that such
small cores served to save precious bronze metal because the saving wouldbe negligible. There are about a half-dozen of these clay-cored knobs on yu
in the collection.
19. Contact fusion. It has been suggested that many of the legs and handles
and appendages which show no sign of seam or join with the vessel were
actually precast, but union of the pre-cast member with the main memberformed in the second pour is so perfect that the line of join is imperceptible.
This implies that the heat from the second pouring permits perfect fusion of
the melt of the second member with the member of the first pouring. Noevidence of such perfect fusion was found in any of the vessels examined,
and no evidence even of incipient fusion has come to light. Unless the tem-
perature of the mold was raised to near the melting point of the metal of
the precast member, no fusion could be expected when fluid melt met solid
metal since it takes time for heat to conduct and to bring solid metal to the
point of fusion, especially if the solid metal member has size and weight.
The heat of the melt was not sufficient in most cases to cause melting of
more than the edges of the small chaplets in the walls of vessels, and these
have infinitely less heat capacity than vessel members. 136
There is good evidence, however, that most handles and legs were cast
with the vessel. The broken-off handle of a p'an in the study collection
(SC537) is a good example. When first examined, it was thought that the
tie bars between handle and vessel edges might be precast and placed in the
mold in such a way that the main pouring of metal would engage them.
When the handle was cut in two, however, it was quickly seen that handle
and vessel are cast as one {figs. 110 and 111).
20. Chaplets. One of the most interesting features of the early vessels is
the existence on the vessel sides and bottoms at more or less evenly spaced
intervals of irregular quadrilateral insets of metal which seem to have been
136 Herbert Maryon speaks of "burning together," "fusion welding" and autogenous welding as methods em-ployed in both ancient and modern times to join members or to make repairs; but he makes clear ("Metalworking in the ancient world") that the joining parts must be raised to high local temperature. This could bedone only if the metal worker could bring to the critical spot a considerable bulk of molten metal and keep it
hot long enough to fuse the surface of the spots to be joined. In modern times this can be done with electric
arcs, acetylene torches and thermite, but in ancient times welds in bronze could be made only by surroundingparts to be joined with a special mold with overflow hole which permitted metal to be poured across the join
for a long enough period to melt the join ends. No evidence of such joining techniques were found in the Freer
bronzes examined.
98

Figure 108
Figures 108 and 109. Tsun 51.19. Figure 108 shows that
each of the animal heads is cast separately and joined
to the vessel mechanically. Figure 109. The radiograph
indicates the head is secured to an integrally cast boss onthe shoulder of the tsun, but the exact method of attach-
ment is not known.
Figure 1 10 Figure 1 1
1
Figures 110 and 111. P'an SC537 (handle). Figure 110.
On many flat vessels of this type, there is a tie bar
between the handle and the edge of the vessel. Figure 111.
A section through the handle shows that the tie bar is
cast as an integral part of the handle and vessel rim.
Figure 109
Figure 112
Tsun 54.122. In each of the undecorated areas that
separate the rising blade decor is the faint outline of a
squarish metal plug (arrows). The fact that these plugs
are located symmetrically about the vessel indicates that
they are chaplets placed in the mold to maintain a uni-
form thickness of the mold cavity.
Figure 113
Figures 113 and 114. A chaplet in the side of a p'an in
the British Museum (1953/5-11/1) bears a portion of lei-
wen decor. Figure 113. It apparently was made from ascrap piece of broken or discarded vessel. Macrograph x 3.
(Courtesy of Trustees of the British Museum.) Figure 114.
Figure 114
The outlines of the /e/-vt'e«-bearing chaplet are barely
visible on the vessel interior lying midway between twocast-in characters of the inscription. Macrograph x 3.
(Courtesy, Trustees of the British Museum.)
99

used as spacers or chaplets to keep the outer mold and the core separated at
a proper and even distance during the pouring process as seen in tsun 54. 122
{fig. 112). Because of their symmetrical disposition, chaplets are readily
distinguished from repair patches. They are usually made of a bronze alloy
which, in some cases, does not differ markedly from the alloy of the casting;
in others the copper content runs higher. Analysis of a chaplet from p'ou
13.30, shows: Cu 83.0%; Sn 15.7; Pb none; total 98.7, which is very near
the composition of the matrix metal. 137
There is no evidence that chaplets in the form of pins or nails as used
today in lost-wax casting were known to the ancient Chinese. 138 (A possible
exception is the thin metal pins revealed by X-rays which cut across the
clay-cored capped posts of chia 23.1 shown in figures 100-103.) It is a
mystery how flat chaplets were employed. They may have been fixed to the
core by a temporary adhesive or by some such simple means.
It is difficult in most instances to tell how the chaplets were made. Onegains the impression they were usually produced by simply breaking uppieces of discarded cast bronze. The chaplets in the p'an (SC537) mentioned
in section 19 are made of such bronze. Thin cast bronze could have been
broken into small squarish pieces using a tool something like a cold chisel.
That the chaplets were made of cast bronze scrap is supported by the ob-
servation that they occasionally bear on their surface bits of the familiar and
well-known lei-wen pattern. A lei-wen chaplet shows clearly in the side of a
p'an(No. 1953/5-1 1/1) in the British Museum (figs. 113 and 114). Another
shows in the lower body ofa kuei (No. 1956.854) in the Ashmolean Museum,Oxford (fig. 115). Still another occurs under the body bulge of our hu 48.1
(fig. J 16). There was probably no rigid rule about composition or fabrica-
tion of chaplets since they served only a temporary function and were ex-
pected to be invisible or nearly so. The great majority we have seen range
from 3 to 10 mm. across, and most are square or roughly square in shape.
It was observed in kuei 41.8 that some chaplets are partly but not fully
cast over by the vessel metal - a feature indicating that their thickness
was slightly less than the width of the casting space. This is clearly shown in
a cross-section of one of the chaplets observed in p'an SC537 and described
in detail in Chapter V.137Yetts (Eumorfopoulos . . . , p. 37) had observed chaplets but he thought they were plugs inserted into the
side walls after casting to conceal holes left by pins (perhaps of iron) used to secure the cores in proper rela-
tionship to the mold.138The foundry term "chaplet" is defined as "any of various metal devices for holding a core or section of a
foundry mold in place" (Gove, Webster"s third new international dictionary . . . , p. 376). H. Garland and C. O.Bannister in their little book Ancient Egyptian metallurgy, say (p. 39) that there is evidence the Egyptians used
"cross supports" or "struts" made of iron wire for this purpose. Chaplets in the form of pins are shown in a
diagram employed by R. F. Tylecote (Metallurgy in archaeology, p. 122) to show how molds were constructed,
and Jack C. Rich (The materials . . . , p. 149) has a splendid diagram showing the use of "metal supporting
pins" in a mold made for lost-wax casting.
100
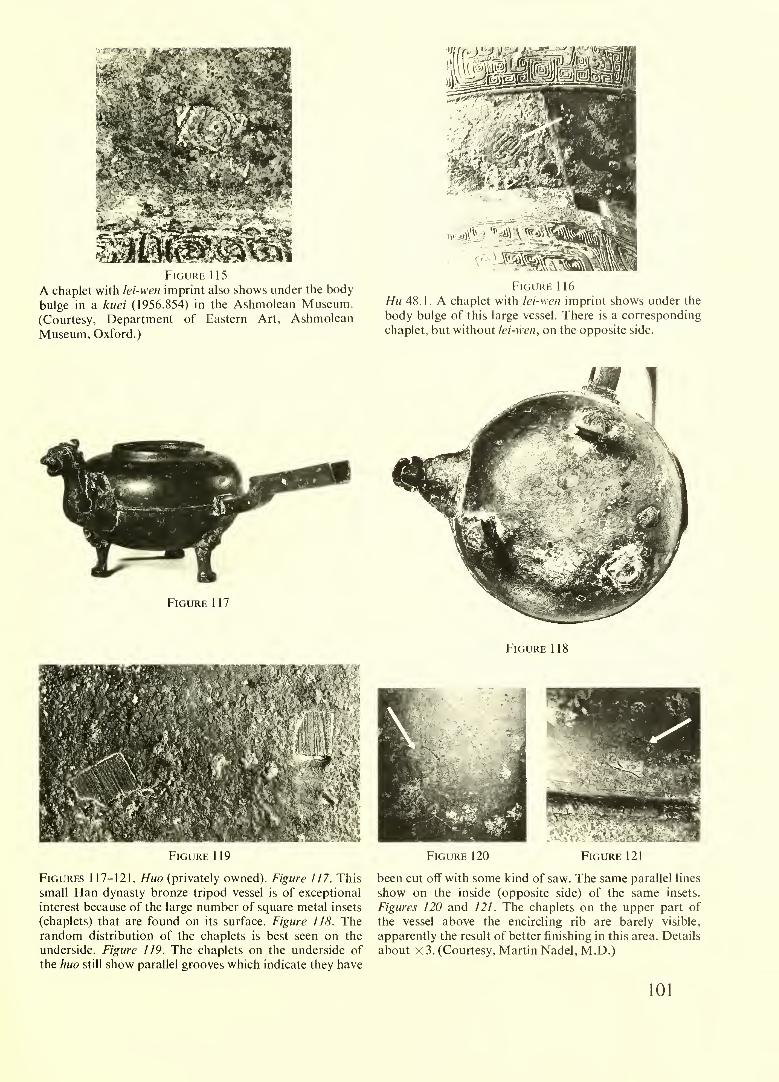
Figure 115
A chaplet with lei-wen imprint also shows under the body
bulge in a kuei (1956.854) in the Ashmolean Museum.
(Courtesy, Department of Eastern Art, Ashmolean
Museum, Oxford.)
Figure 119
Figures 117-121. Huo (privately owned). Figure 117. This
small Han dynasty bronze tripod vessel is of exceptional
interest because of the large number of square metal insets
(chaplets) that are found on its surface. Figure 118. Therandom distribution of the chaplets is best seen on the
underside. Figure 119. The chaplets on the underside of
the huo still show parallel grooves which indicate they have
Figure 116
Hu 48.1. A chaplet with lei-wen imprint shows under the
body bulge of this large vessel. There is a corresponding
chaplet, but without lei-wen, on the opposite side.
Figure 120 Figure 121
been cut off with some kind of saw. The same parallel lines
show on the inside (opposite side) of the same insets.
Figures 120 and 121 . The chaplets on the upper part of
the vessel above the encircling rib are barely visible,
apparently the result of better finishing in this area. Details
about x 3. (Courtesy, Martin Nadel, M.D.)
101
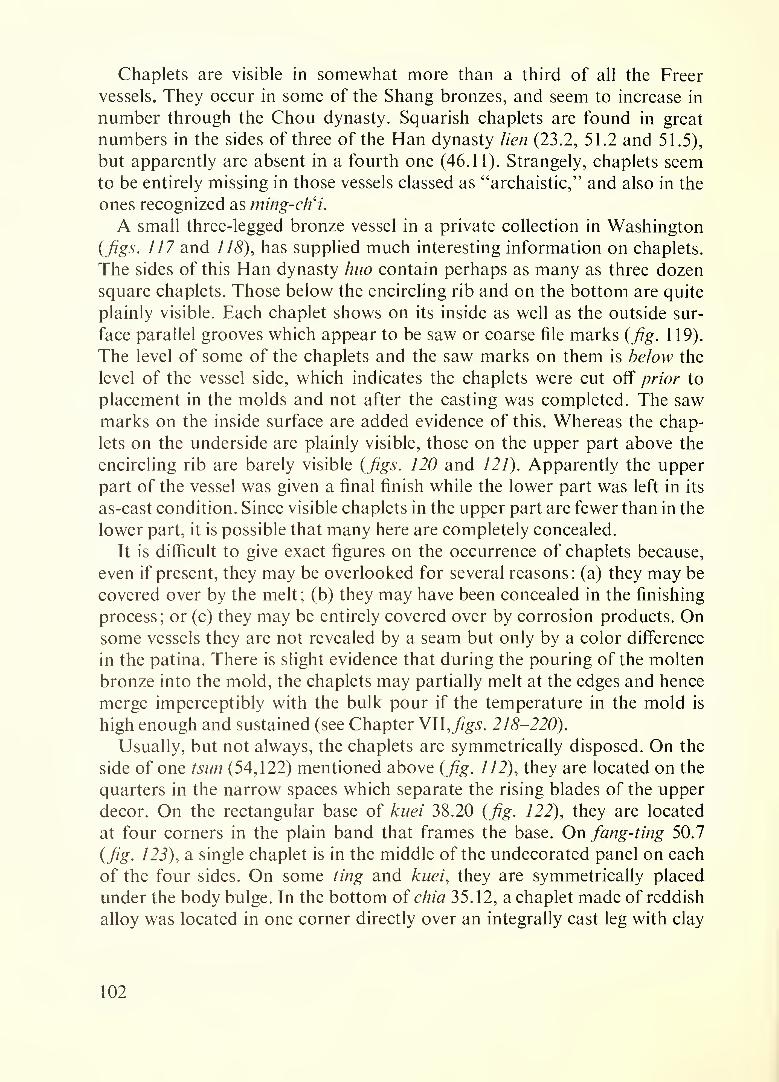
Chaplets are visible in somewhat more than a third of all the Freer
vessels. They occur in some of the Shang bronzes, and seem to increase in
number through the Chou dynasty. Squarish chaplets are found in great
numbers in the sides of three of the Han dynasty lien (23.2, 51.2 and 51.5),
but apparently are absent in a fourth one (46.11). Strangely, chaplets seem
to be entirely missing in those vessels classed as "archaistic," and also in the
ones recognized as ming-chH.
A small three-legged bronze vessel in a private collection in Washington
{figs. 117 and 118), has supplied much interesting information on chaplets.
The sides of this Han dynasty huo contain perhaps as many as three dozen
square chaplets. Those below the encircling rib and on the bottom are quite
plainly visible. Each chaplet shows on its inside as well as the outside sur-
face parallel grooves which appear to be saw or coarse file marks {fig. 1 19).
The level of some of the chaplets and the saw marks on them is below the
level of the vessel side, which indicates the chaplets were cut off prior to
placement in the molds and not after the casting was completed. The saw
marks on the inside surface are added evidence of this. Whereas the chap-
lets on the underside are plainly visible, those on the upper part above the
encircling rib are barely visible {figs. 120 and 121). Apparently the upper
part of the vessel was given a final finish while the lower part was left in its
as-cast condition. Since visible chaplets in the upper part are fewer than in the
lower part, it is possible that many here are completely concealed.
It is difficult to give exact figures on the occurrence of chaplets because,
even if present, they may be overlooked for several reasons : (a) they may be
covered over by the melt; (b) they may have been concealed in the finishing
process; or (c) they may be entirely covered over by corrosion products. Onsome vessels they are not revealed by a seam but only by a color difference
in the patina. There is slight evidence that during the pouring of the molten
bronze into the mold, the chaplets may partially melt at the edges and hence
merge imperceptibly with the bulk pour if the temperature in the mold is
high enough and sustained (see Chapter VI I,figs. 218-220).
Usually, but not always, the chaplets are symmetrically disposed. On the
side of one tsun (54,122) mentioned above {fig. 112), they are located on the
quarters in the narrow spaces which separate the rising blades of the upper
decor. On the rectangular base of kuei 38.20 {fig. 122), they are located
at four corners in the plain band that frames the base. On fang-ting 50.7
{fig. 123), a single chaplet is in the middle of the undecorated panel on each
of the four sides. On some ting and kuei, they are symmetrically placed
under the body bulge. In the bottom of chia 35.12, a chaplet made of reddish
alloy was located in one corner directly over an integrally cast leg with clay
102
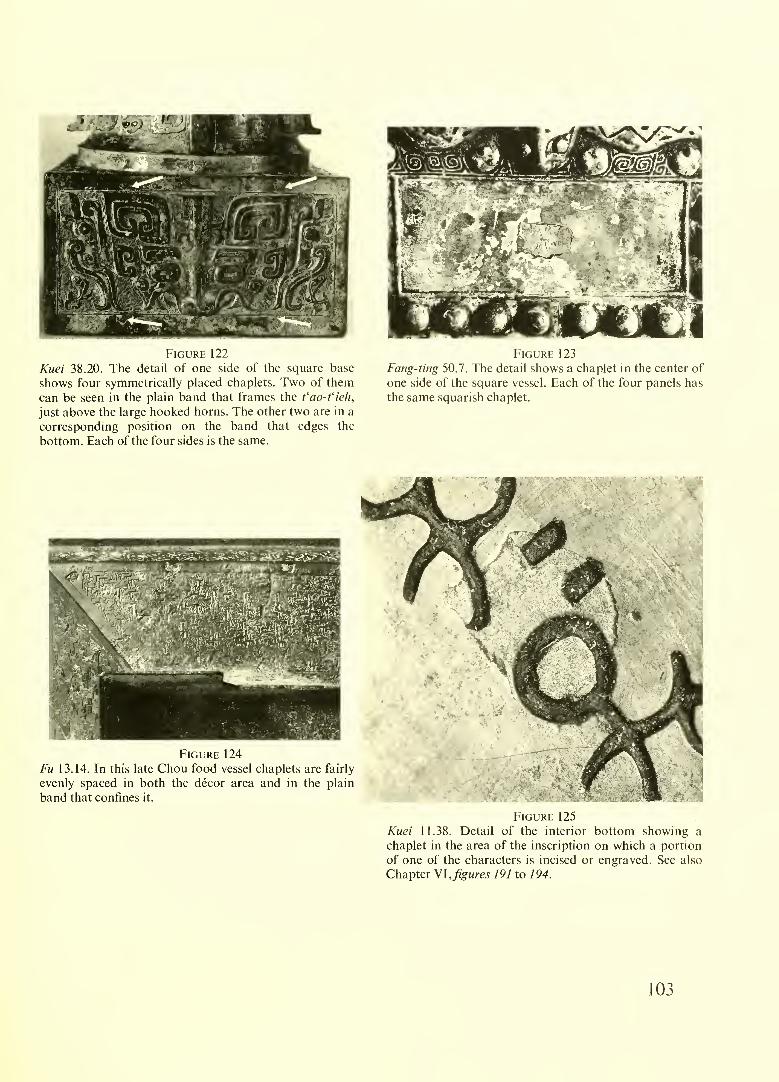
Figure 122
Kuei 38.20. The detail of one side of the square base
shows four symmetrically placed chaplets. Two of them
can be seen in the plain band that frames the tao-t'ieh,
just above the large hooked horns. The other two are in a
corresponding position on the band that edges the
bottom. Each of the four sides is the same.
Figure 123
Fang-ting 50.7. The detail shows a chaplet in the center of
one side of the square vessel. Each of the four panels has
the same squarish chaplet.
Figure 125
Kuei 11.38. Detail of the interior bottom showing a
chaplet in the area of the inscription on which a portion
of one of the characters is incised or engraved. See also
Chapter VI,figures 191 to 194.
103
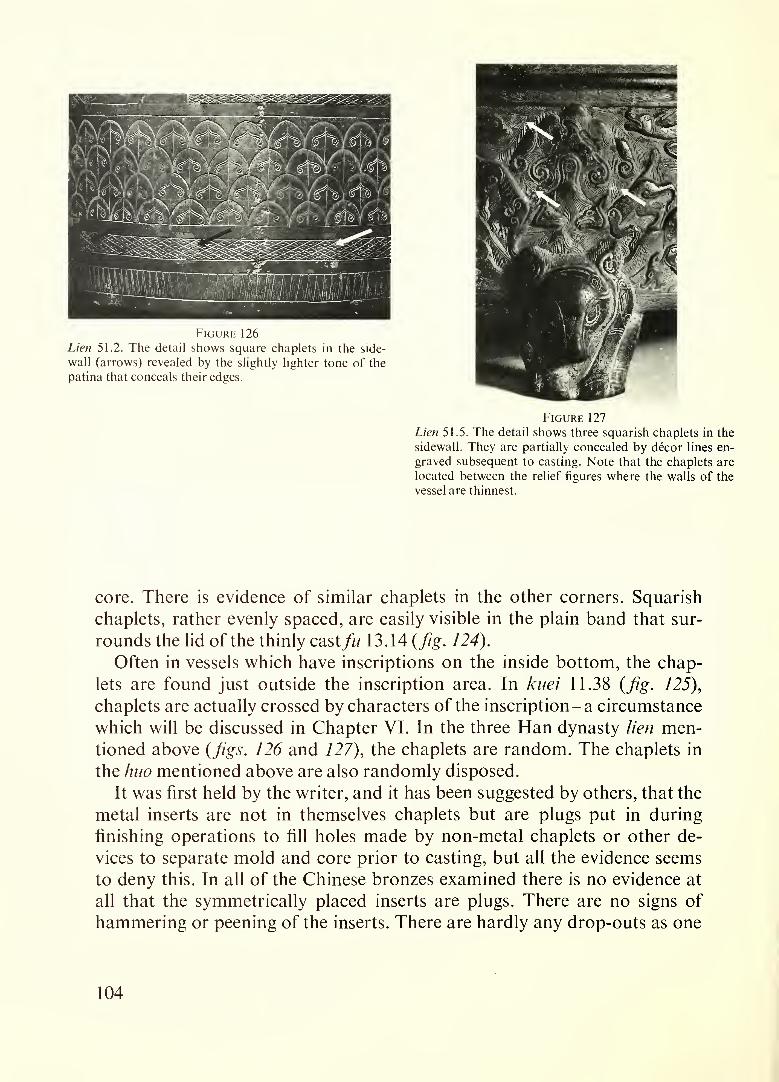
Lien 51.2. The detail shows square chaplets in the side-
wall (arrows) revealed by the slightly lighter tone of the
patina that conceals their edges.
Figure 127
Lien 51.5. The detail shows three squarish chaplets in the
sidewall. They are partially concealed by decor lines en-
graved subsequent to casting. Note that the chaplets are
located between the relief figures where the walls of the
vessel are thinnest.
core. There is evidence of similar chaplets in the other corners. Squarish
chaplets, rather evenly spaced, are easily visible in the plain band that sur-
rounds the lid of the thinly castfu 13.14 (fig. 124).
Often in vessels which have inscriptions on the inside bottom, the chap-
lets are found just outside the inscription area. In kuei 11.38 (fig. 125),
chaplets are actually crossed by characters of the inscription- a circumstance
which will be discussed in Chapter VI. In the three Han dynasty lien men-
tioned above (figs. 126 and 127), the chaplets are random. The chaplets in
the huo mentioned above are also randomly disposed.
It was first held by the writer, and it has been suggested by others, that the
metal inserts are not in themselves chaplets but are plugs put in during
finishing operations to fill holes made by non-metal chaplets or other de-
vices to separate mold and core prior to casting, but all the evidence seems
to deny this. In all of the Chinese bronzes examined there is no evidence at
all that the symmetrically placed inserts are plugs. There are no signs of
hammering or peening of the inserts. There are hardly any drop-outs as one
104
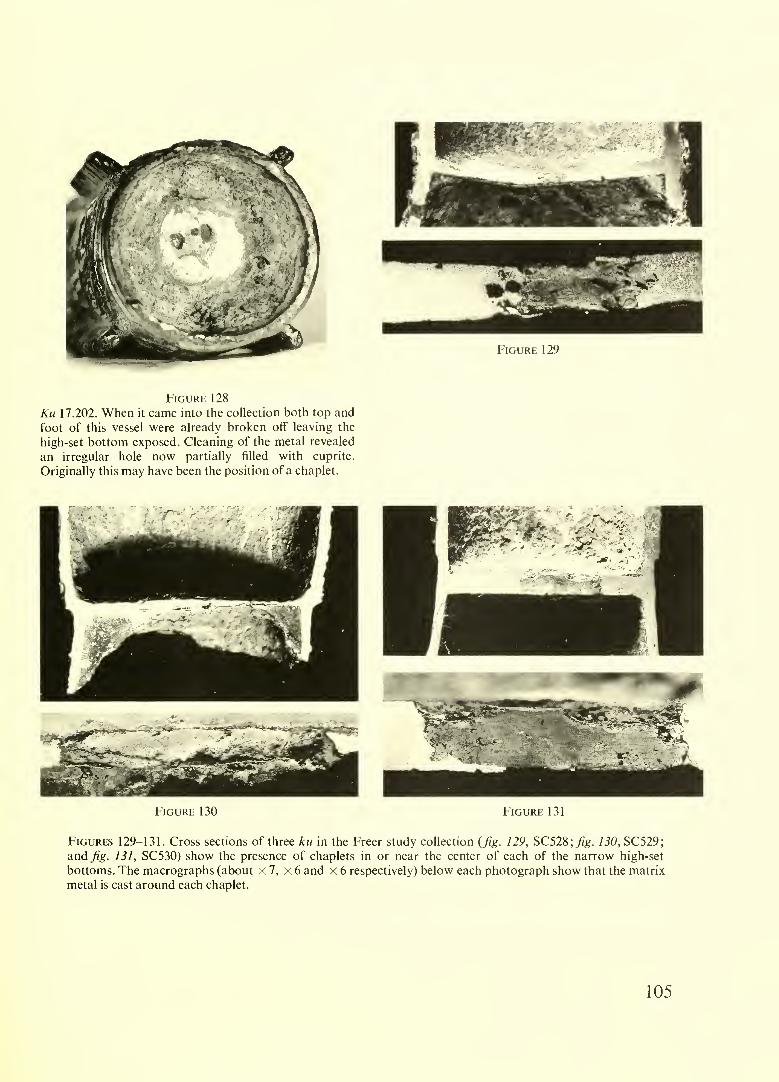
Figure 128
Ku 17.202. When it came into the collection both top and
foot of this vessel were already broken off leaving the
high-set bottom exposed. Cleaning of the metal revealed
an irregular hole now partially filled with cuprite.
Originally this may have been the position of a chaplet.
Figures 129-131. Cross sections of three ku in the Freer study collection (fig. 129, SC528; fig. 130, SC529;and fig. 131, SC530) show the presence of chaplets in or near the center of each of the narrow high-set
bottoms. The macrographs (about x 7, x 6 and x 6 respectively) below each photograph show that the matrix
metal is cast around each chaplet.
105
might expect of plugs inserted in thin-walled vessels. In some cases, the
metal of the vessel clearly has run into depressions in the sides of chaplets
(see Chapter V, fig. 165). Furthermore, all the evidence thus far indicates
that some of the chaplets were made of cast high-tin bronze which wouldnot be suitable for hammering in.
21. Chaplets in ku. In the several ku in the Freer collection, no chaplets
have been observed in the vessel sides; but there is a single chaplet in the high-
set bottom, a feature shared apparently by most vessels of this type. Examin-
ation of the underside of the bottoms of ku 40.3 and 53.9 reveals in each a
squarish chaplet which is redder in color than the surrounding metal. In others
partial cleaning away of the corrosion products underneath reveals a brownpatch which is taken to be evidence of a chaplet. More drastic cleaning of the
underside of the bottom of ku fragment 17.202 (fig. 128) shows a hole in the
center now filled with reddish-brown cuprite which appears to have re-
placed a chaplet long ago fallen out. It seems that chaplets were necessary
to separate the upper and lower cores to permit the inflow of metal to form
the vessel bottom. By good fortune there are available, in the study collec-
tion of the Freer, three fragmentary and discarded ku which could be used
for experimental purposes. Two of these are heavily corroded early types,
dating possibly from the Shang or Chou dynasties; but the third is obviously
much later and may be an archaistic piece made in the Sung to Ming periods.
Each of the pieces was cut lengthwise with a band saw. This revealed immed-
iately that the high-set bottoms were cast as an integral part of the vessel (figs.
129-131). It revealed also that each bottom bears a chaplet of reddish metal
of varying diameter. In the oldest and most corroded piece, the chaplet is
about 4 mm. in diameter, but in the other early piece it is 12 mm. ; and in the
late bronze the diameter is about 15 mm. The reddish color of the chaplets
in contrast to the yellow color of the vessel alloy indicates higher copper
content and hence higher melting point than the vessel alloy. Chemical
analysis of samples of two of the vessels and of their chaplets shown in
Table VIII confirm the high copper and low tin content of the chaplets.
When these high copper content chaplets were first encountered it was
thought that the metal founders might have used them intentionally because
they have a higher melting point than the vessel metal, hence there was no
danger that they would melt out and cease to be useful during the casting
process. Later, however, it was found that sometimes, as previously men-
tioned, chaplet metal differs little in composition from matrix metal, hence
it appears that the Chinese founders had no fixed rule about their compo-
sition. We can conclude from this and from the discovery of chaplets with
lei-wen designs, mentioned in section 20 above, that they simply used metal
106
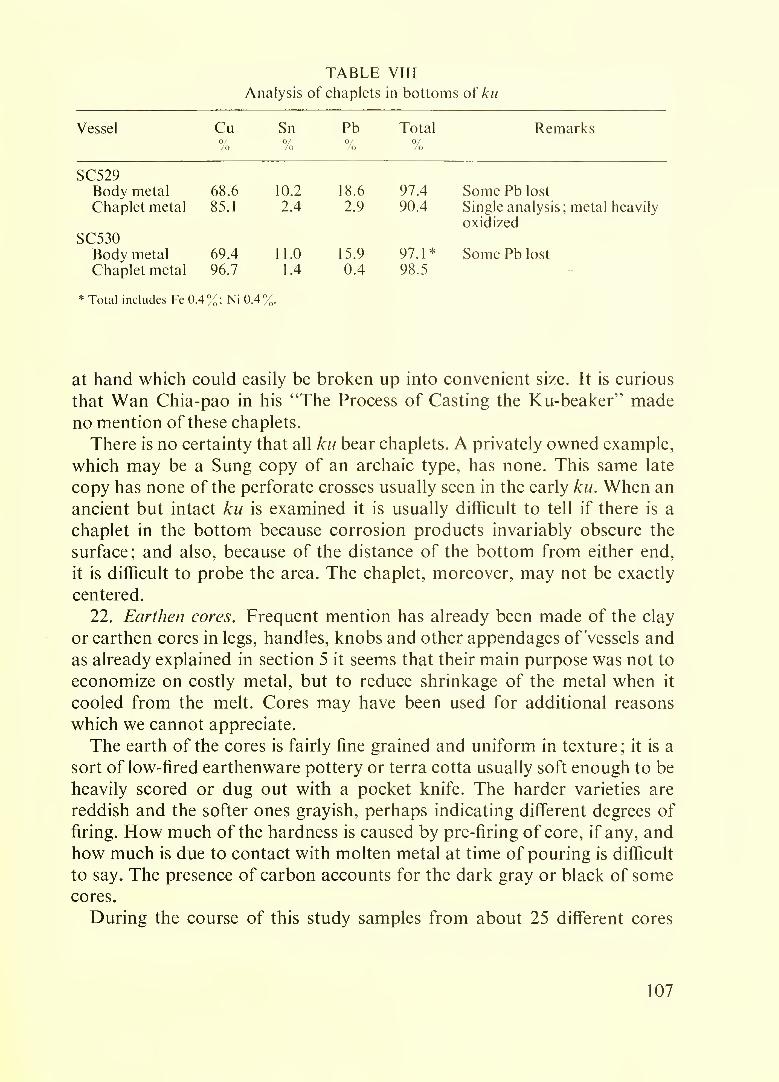
TABLE VIII
Analysis of chaplets in bottoms of ku
Vessel Cu0/10
Sn
%Pb%
Total
%Remarks
SC529Body metalChaplet metal
68.6
85.1
10.2
2.4
18.6
2.9
97.4
90.4
Some Pb lost
Single analysis ; metal heavily
oxidized
SC530Body metal 69.4 11.0 15.9 97.1* Some Pb lost
Chaplet metal 96.7 1.4 0.4 98.5
* Total includes Fe 0.4%; Ni 0.4%.
at hand which could easily be broken up into convenient size. It is curious
that Wan Chia-pao in his "The Process of Casting the Ku-beaker" madeno mention of these chaplets.
There is no certainty that all ku bear chaplets. A privately owned example,
which may be a Sung copy of an archaic type, has none. This same late
copy has none of the perforate crosses usually seen in the early ku. When an
ancient but intact ku is examined it is usually difficult to tell if there is a
chaplet in the bottom because corrosion products invariably obscure the
surface; and also, because of the distance of the bottom from either end,
it is difficult to probe the area. The chaplet, moreover, may not be exactly
centered.
22. Earthen cores. Frequent mention has already been made of the clay
or earthen cores in legs, handles, knobs and other appendages of Vessels and
as already explained in section 5 it seems that their main purpose was not to
economize on costly metal, but to reduce shrinkage of the metal when it
cooled from the melt. Cores may have been used for additional reasons
which we cannot appreciate.
The earth of the cores is fairly fine grained and uniform in texture; it is a
sort of low-fired earthenware pottery or terra cotta usually soft enough to be
heavily scored or dug out with a pocket knife. The harder varieties are
reddish and the softer ones grayish, perhaps indicating different degrees of
firing. How much of the hardness is caused by pre-firing of core, if any, and
how much is due to contact with molten metal at time of pouring is difficult
to say. The presence of carbon accounts for the dark gray or black of somecores.
During the course of this study samples from about 25 different cores
107
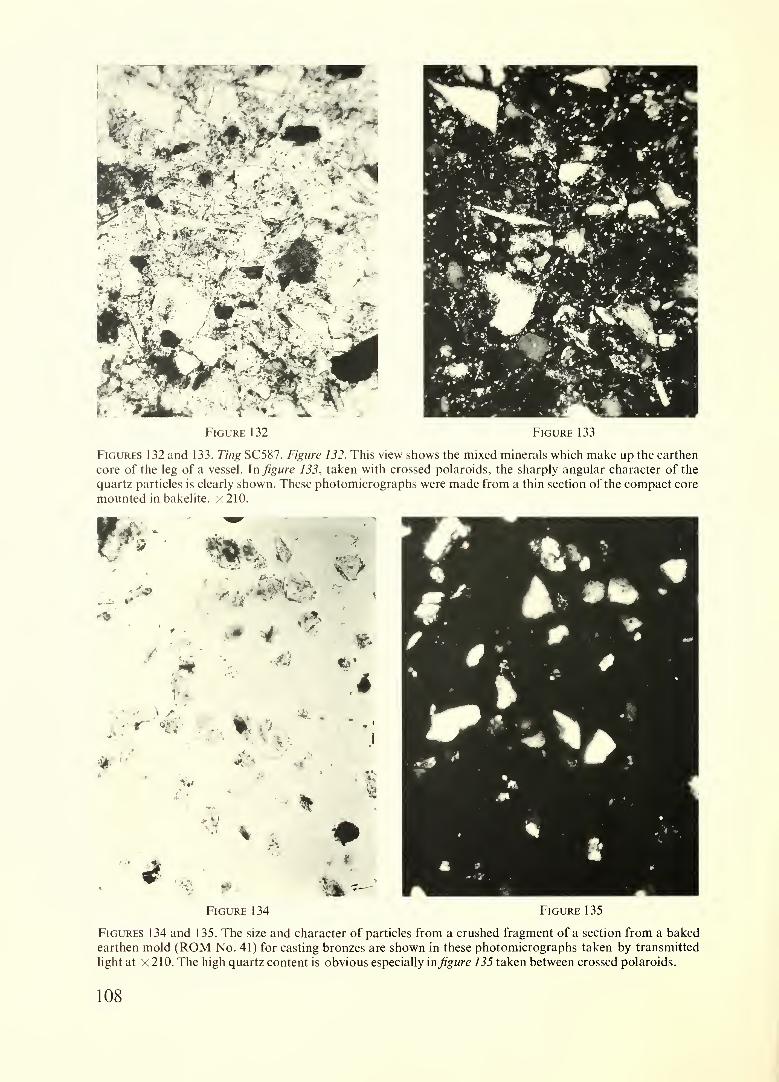
Figure 132 Figure 133
Figures 132 and 133. Ting SC587. Figure 132. This view shows the mixed minerals which make up the earthen
core of the leg of a vessel. In figure 133, taken with crossed polaroids, the sharply angular character of the
quartz particles is clearly shown. These photomicrographs were made from a thin section of the compact core
mounted in bakelite. 210.
Figure 134 Figure 135
Figures 134 and 135. The size and character of particles from a crushed fragment of a section from a baked
earthen mold (ROM No. 41) for casting bronzes are shown in these photomicrographs taken by transmitted
light at x 210. The high quartz content is obvious especially infigure 135 taken between crossed polaroids.
108
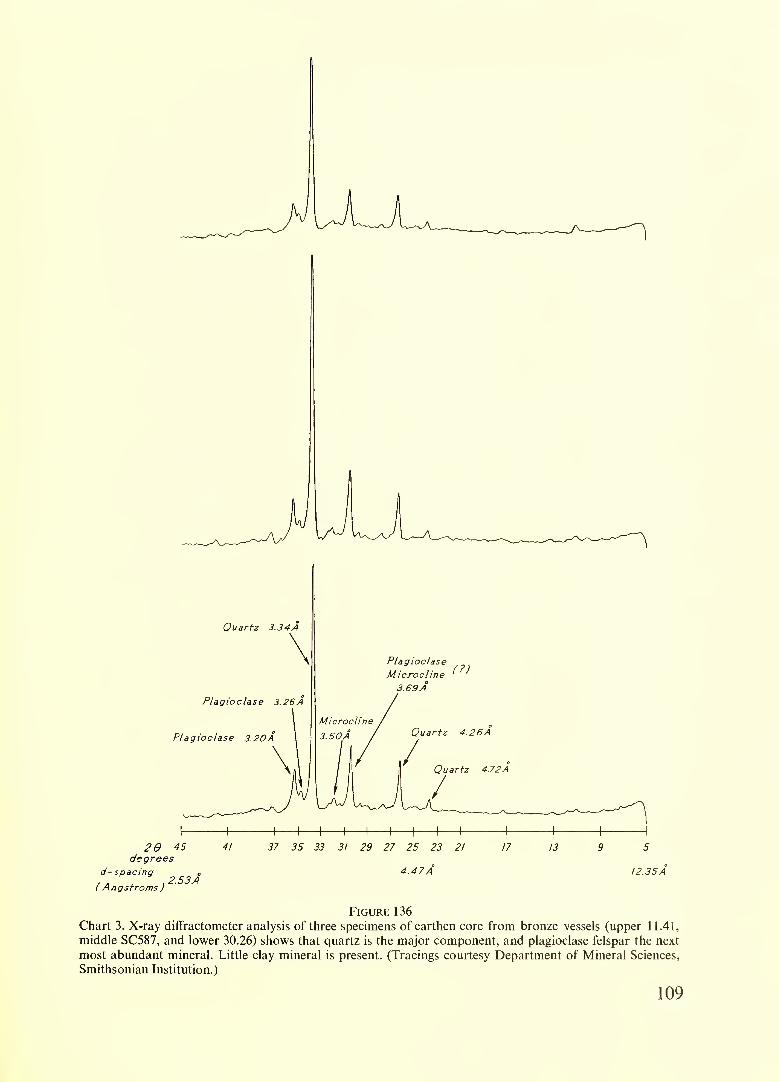
Quartz 3.34A
26 45 41 37 35 33 31 29 27 25 23 21 17 13 9 5degrees
d- spacing , 4.47A 12.35
A
. .,2.53
A
( Angstroms J
Figure 136
Chart 3. X-ray diffractometer analysis of three specimens of earthen core from bronze vessels (upper 11.41,
middle SC587, and lower 30.26) shows that quartz is the major component, and plagioclase felspar the next
most abundant mineral. Little clay mineral is present. (Tracings courtesy Department of Mineral Sciences,
Smithsonian Institution.)
109

were mounted for microscopic study at high magnification. In nearly all
the predominance of angular grains of quartz of quite uniform particle size
was noted (figs. 132-135). Other minerals accompanying the quartz are
plagioclase felspar, green hornblende, carbonate (probably calcite) andscattered grains of hematite, olivine, corundum, mica and others. Theinteresting fact is that there is little microscopic evidence of clay minerals139
or of clay minerals altered by firing in spite of the fact that the earthen
material does harden on firing. This is borne out by X-ray diffraction
analysis of samples of core material from three vessels, yu 30.26, ting SC587and ting 11.41 (fig. 136). It became apparent from further study of the
samples that the microscopic description of the core materials matches very
closely microscopic descriptions of the kind of earth called "loess" that
covers much of northern China where most of the bronzes originated.
Cressey gives us a map which shows that the chief concentration of loess
deposits are in Kansu province south of the Ordos desert, but they spread
southward to Shensi and Honan provinces and also eastward over Shansi
and Hopei where the loess is mixed with alluvium.140
In various reports that deal with the microscopic characteristics of loess
from China and elsewhere, the presence of a high proportion of angular
quartz particles is emphasized. George B. Barbour in an article, "The Loess
of China" says, "The true Chinese loess is a yellow-gray poorly-consolidated
loam deposit of the fineness of silt . .." (p. 456). After tabulating chemical
analyses of six samples of loess (p. 457) and illustrating particle characteris-
tics with a camera lucida drawing (p. 458), Barbour gives this mineralogical
description of loess: Excluding particles below 0.005 mm., "the average
diameter of 758 grains in this sample was 0.0124 mm. [Honan loess]. Thus
according to the U.S. Bureau of Soils classification, the bulk of the material
falls within the limits of silt (0.005-0.05 mm.). The outstanding features are
the angularity of the grains (which in many cases are practically free from
traces of rounding) and the surprisingly fresh condition of the mineral
grains, many of which are still almost unattacked by weathering ... it was
possible definitely to identify quartz, biotite, orthoclase and plagioclase
felspar, hornblende, carbonate, kaolinite and apatite in approximately that
order of abundance, together with some grains of one or two other minerals.
... To the naked eye this sample has a somewhat unusually high biotite
139According to Ralph E. Grim {Clay mineralogy, p. 1), "In general the term clay implies a natural, earthy
fine-grained material which develops plasticity when mixed with a limited amount of water .... Chemicalanalyses of clays show them to be essentially silica, alumina, and water, frequently with appreciable quantities
of iron, alkalies, and alkaline earths." Among soil geologists clay is a particle size term used to indicate soil
particles 2 microns (0.002 mm.) or less in diameter. In these discussions we often from habit and perhaps quite
erroneously refer to these earthen cores as "clay cores."14C''China 's geographicfoundations, p. 186.
110
content" (p. 459). A particle size analysis of two samples of loess from
Shensi province made by Professor W. C. Lowdermilk follows the general
description.
Particle size measurements were made microscopically on earth from
the cores of two vessels. The average diameter of 50 particles measured
from the core of the leg of ting SC587 is 0.0128 mm. and that of 50 particles
from core of yu 30.26 is 0.0085 mm. These values compare well with the
value of 0.0124 mm. given for the average diameter of 758 grains of Honanloess by Barbour.
The following table shows how the particles of the core material may be
classified in a quite arbitrary way
:
TABLE IX
Core materials: classification
Soil class* Diameter range Earthen coreSC587 30.26
Sand 2.0-0.06 mm. 2% 2%Silt 0.06-0.002 mm. 84 70Clay < 0.002 mm. 14 28
*On British standards metric scale for soil grades; see I. W. Cornwall, Soils for the archaeologist, p. 123.
TABLE XSize measurement of particles in earthen cores of seven vessels
Object Type Size of quartz
particles in
earthen core.
Average
Size of all
particles seen
in earthen core.
Average
Ratio of size
of quartz to
all particles.
30.26
30.26
40.11
60.18
61.30|SC587SC613f
yuyuyuting
ting
ting
ting
.0093 mm.
.0134 mm.
.0107 mm.
.0098 mm.
.0148 mm.
.0293 mm.
.0183 mm.
.0086 mm.
.0077 mm.
.0044 mm.
.0031 mm.
.0060 mm.
.0128 mm.
.0179 mm.
1.08
1.74
2.44
3.16
2.47
2.28
1.02
Average .015 mm. .0086 mm. 1.76
Soil from Fen RiverValley, Shansi Province
.0087 mm. .0038 mm. 2.29
Soil clinging to surface
of bronze vessel 24.1
1
.0153 mm. .0073 mm. 2.09
*The size of the particles was determined by using a micrometer eyepiece on a petrographic microscope. Theresults are numerical averages. In all cases, 90% or better of the quartz particles counted fell into the silt-size
range. In each case, twenty-five particles were counted, except for those objects indicated by a daggerin which fifty particles were counted,
f Fifty particles counted in each case (see above)
.
Ill
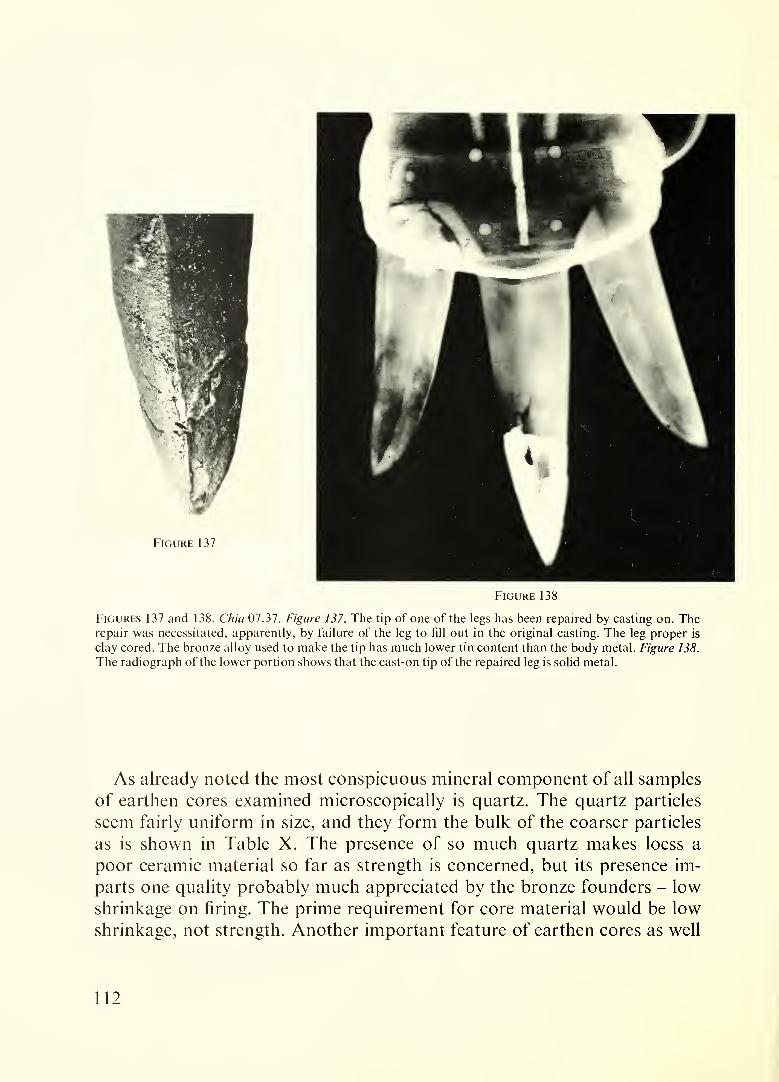
Figure 138
Figures 137 and 138. Chia 07.37. Figure 137. The tip of one of the legs has been repaired by casting on. Therepair was necessitated, apparently, by failure of the leg to fill out in the original casting. The leg proper is
clay cored. The bronze alloy used to make the tip has much lower tin content than the body metal. Figure 138.
The radiograph of the lower portion shows that the cast-on tip of the repaired leg is solid metal.
As already noted the most conspicuous mineral component of all samples
of earthen cores examined microscopically is quartz. The quartz particles
seem fairly uniform in size, and they form the bulk of the coarser particles
as is shown in Table X. The presence of so much quartz makes loess a
poor ceramic material so far as strength is concerned, but its presence im-
parts one quality probably much appreciated by the bronze founders - low
shrinkage on firing. The prime requirement for core material would be low
shrinkage, not strength. Another important feature of earthen cores as well
112
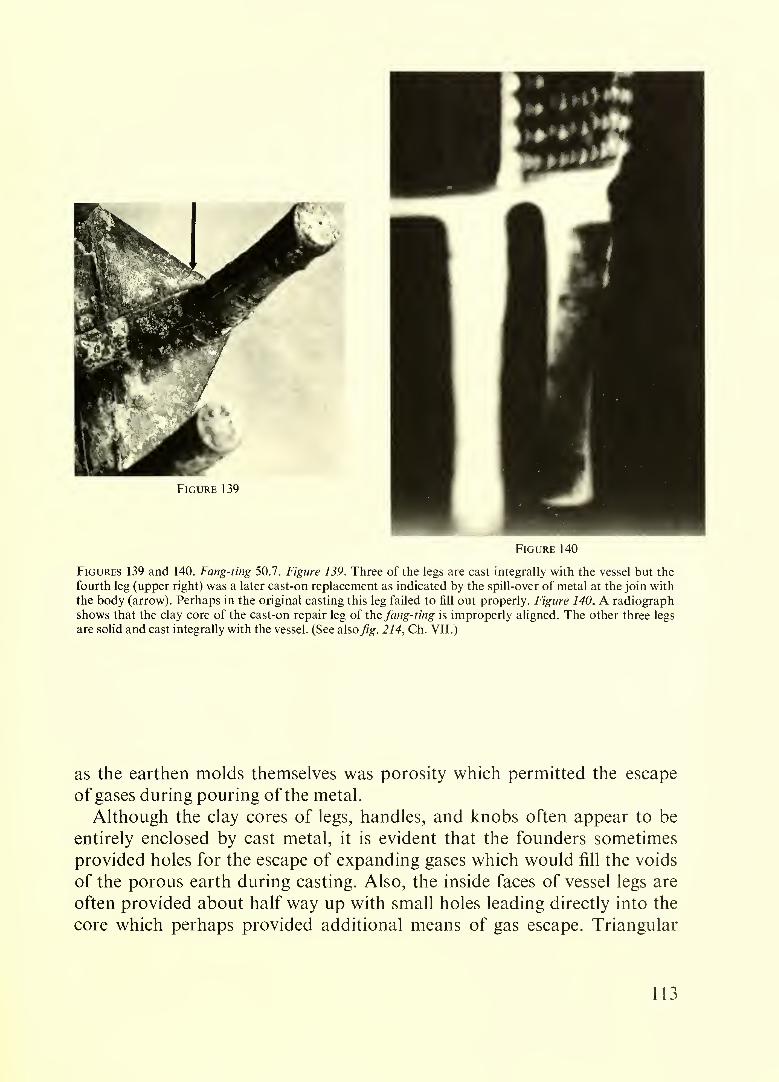
Figure 140
Figures 139 and 140. Fang-ting 50.7. Figure 139. Three of the legs are cast integrally with the vessel but the
fourth leg (upper right) was a later cast-on replacement as indicated by the spill-over of metal at the join with
the body (arrow). Perhaps in the original casting this leg failed to fill out properly. Figure 140. A radiograph
shows that the clay core of the cast-on repair leg of the fang-ting is improperly aligned. The other three legs
are solid and cast integrally with the vessel. (See also^zg. 214, Ch. VII.)
as the earthen molds themselves was porosity which permitted the escape
of gases during pouring of the metal.
Although the clay cores of legs, handles, and knobs often appear to be
entirely enclosed by cast metal, it is evident that the founders sometimes
provided holes for the escape of expanding gases which would fill the voids
of the porous earth during casting. Also, the inside faces of vessel legs are
often provided about half way up with small holes leading directly into the
core which perhaps provided additional means of gas escape. Triangular
113
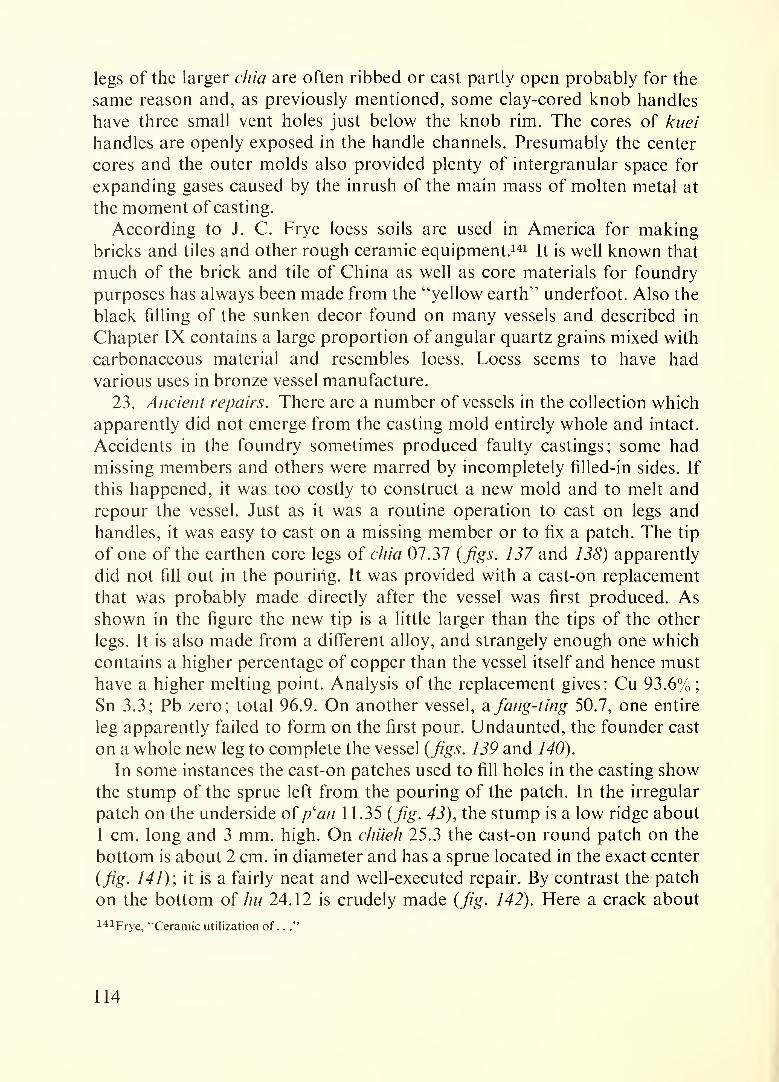
legs of the larger chia are often ribbed or cast partly open probably for the
same reason and, as previously mentioned, some clay-cored knob handles
have three small vent holes just below the knob rim. The cores of kuei
handles are openly exposed in the handle channels. Presumably the center
cores and the outer molds also provided plenty of intergranular space for
expanding gases caused by the inrush of the main mass of molten metal at
the moment of casting.
According to J. C. Frye loess soils are used in America for makingbricks and tiles and other rough ceramic equipment. 141 It is well known that
much of the brick and tile of China as well as core materials for foundry
purposes has always been made from the "yellow earth" underfoot. Also the
black filling of the sunken decor found on many vessels and described in
Chapter IX contains a large proportion of angular quartz grains mixed with
carbonaceous material and resembles loess. Loess seems to have had
various uses in bronze vessel manufacture.
23. Ancient repairs. There are a number of vessels in the collection which
apparently did not emerge from the casting mold entirely whole and intact.
Accidents in the foundry sometimes produced faulty castings; some had
missing members and others were marred by incompletely filled-in sides. If
this happened, it was too costly to construct a new mold and to melt and
repour the vessel. Just as it was a routine operation to cast on legs and
handles, it was easy to cast on a missing member or to fix a patch. The tip
of one of the earthen core legs of chia 07.37 {figs. 137 and 138) apparently
did not fill out in the pouring. It was provided with a cast-on replacement
that was probably made directly after the vessel was first produced. Asshown in the figure the new tip is a little larger than the tips of the other
legs. It is also made from a different alloy, and strangely enough one which
contains a higher percentage of copper than the vessel itself and hence must
have a higher melting point. Analysis of the replacement gives: Cu 93.6%
;
Sn 3.3; Pb zero; total 96.9. On another vessel, a fang-ting 50.7, one entire
leg apparently failed to form on the first pour. Undaunted, the founder cast
on a whole new leg to complete the vessel (figs. 139 and 140).
In some instances the cast-on patches used to fill holes in the casting showthe stump of the sprue left from the pouring of the patch. In the irregular
patch on the underside ofp'an 1 1.35 {fig. 43), the stump is a low ridge about
1 cm. long and 3 mm. high. On chiieh 25.3 the cast-on round patch on the
bottom is about 2 cm. in diameter and has a sprue located in the exact center
(fig. 141); it is a fairly neat and well-executed repair. By contrast the patch
on the bottom of hu 24.12 is crudely made (fig. 142). Here a crack about
141Frye, "Ceramic utilization of. .
."
114

Figure 141
Chiieh 25.3. The detail shows an old mend in
the bottom made by casting on a patch. Thepatch flows over the edge on the inside. Thesprue of the patch shows plainly.
Figure 142
Hu 24.12. Detail of the underside showing a crude cast-on repair.
The short ridge in the center of the blob of metal at the left end of the
repair is probably the stump of a sprue.
115
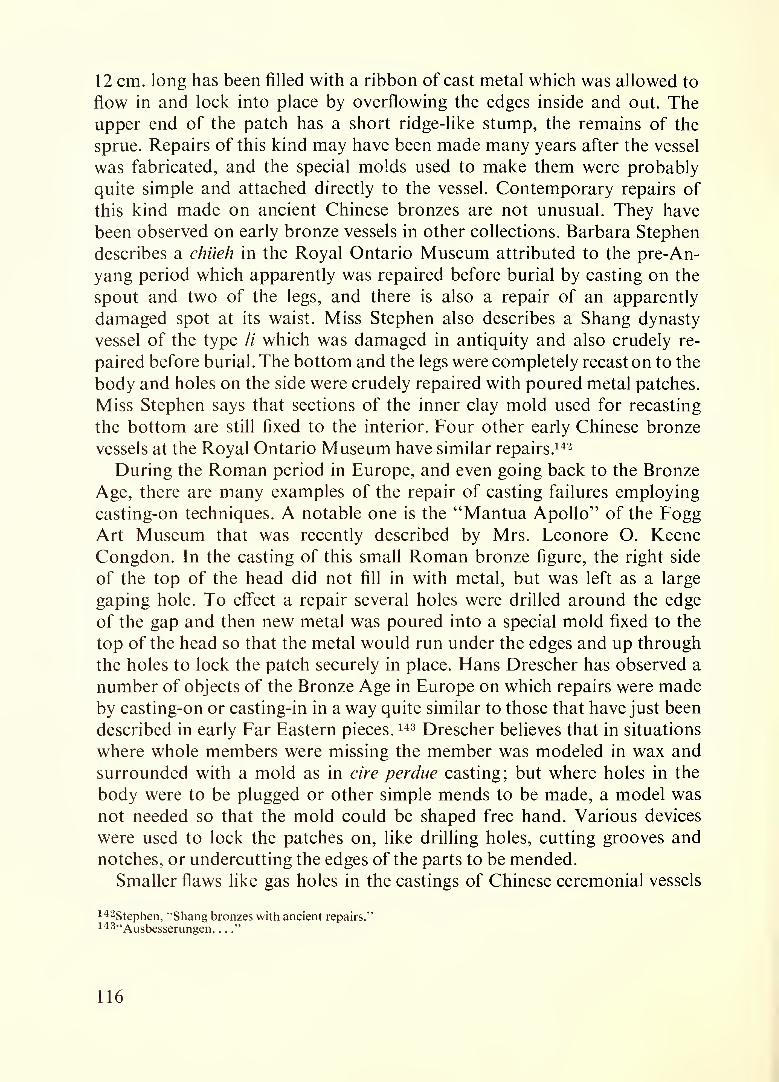
12 cm. long has been filled with a ribbon of cast metal which was allowed to
flow in and lock into place by overflowing the edges inside and out. Theupper end of the patch has a short ridge-like stump, the remains of the
sprue. Repairs of this kind may have been made many years after the vessel
was fabricated, and the special molds used to make them were probably
quite simple and attached directly to the vessel. Contemporary repairs of
this kind made on ancient Chinese bronzes are not unusual. They have
been observed on early bronze vessels in other collections. Barbara Stephen
describes a chileh in the Royal Ontario Museum attributed to the pre-An-
yang period which apparently was repaired before burial by casting on the
spout and two of the legs, and there is also a repair of an apparently
damaged spot at its waist. Miss Stephen also describes a Shang dynasty
vessel of the type li which was damaged in antiquity and also crudely re-
paired before burial. The bottom and the legs were completely recast on to the
body and holes on the side were crudely repaired with poured metal patches.
Miss Stephen says that sections of the inner clay mold used for recasting
the bottom are still fixed to the interior. Four other early Chinese bronze
vessels at the Royal Ontario Museum have similar repairs.142
During the Roman period in Europe, and even going back to the Bronze
Age, there are many examples of the repair of casting failures employing
casting-on techniques. A notable one is the "Mantua Apollo" of the FoggArt Museum that was recently described by Mrs. Leonore O. KeeneCongdon. In the casting of this small Roman bronze figure, the right side
of the top of the head did not fill in with metal, but was left as a large
gaping hole. To effect a repair several holes were drilled around the edge
of the gap and then new metal was poured into a special mold fixed to the
top of the head so that the metal would run under the edges and up through
the holes to lock the patch securely in place. Hans Drescher has observed a
number of objects of the Bronze Age in Europe on which repairs were madeby casting-on or casting-in in a way quite similar to those that have just been
described in early Far Eastern pieces. 143 Drescher believes that in situations
where whole members were missing the member was modeled in wax and
surrounded with a mold as in cire perdue casting; but where holes in the
body were to be plugged or other simple mends to be made, a model was
not needed so that the mold could be shaped free hand. Various devices
were used to lock the patches on, like drilling holes, cutting grooves and
notches, or undercutting the edges of the parts to be mended.
Smaller flaws like gas holes in the castings of Chinese ceremonial vessels
142Stephen, "Shang bronzes with ancient repairs."143"Ausbesserungen. . .
."
116
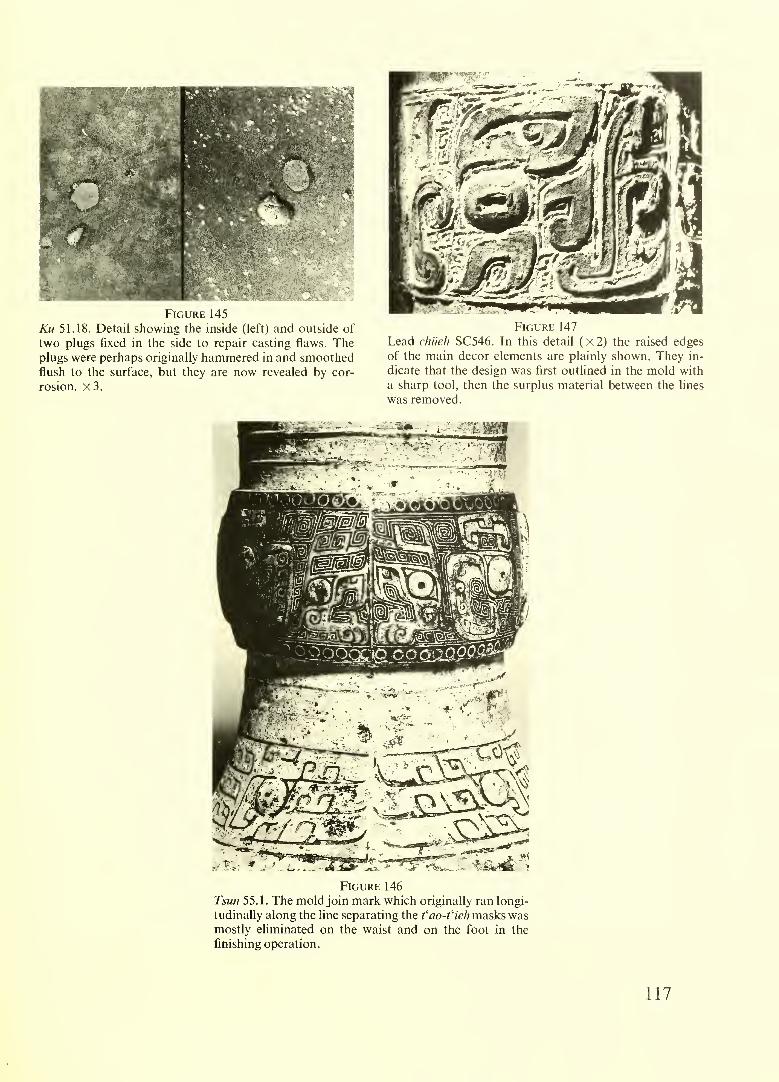
Figure 145
Ku 51.18. Detail showing the inside (left) and outside of
two plugs fixed in the side to repair casting flaws. Theplugs were perhaps originally hammered in and smoothedflush to the surface, but they are now revealed by cor-
rosion, x 3.
Figure 147
Lead chiieh SC546. In this detail ( x 2) the raised edges
of the main decor elements are plainly shown. They in-
dicate that the design was first outlined in the mold with
a sharp tool, then the surplus material between the lines
was removed.
Figure 146
Tsun 55.1. The mold join mark which originally ran longi-
tudinally along the line separating the t'ao-t'ieh masks wasmostly eliminated on the waist and on the foot in the
finishing operation.
117
were repaired by simple methods. On fang-i 54.13, there is a crude metal
plug in the side of the vessel (see Vol. I, pi. 36). A repair plug in the side of a
chileh 25.3 {fig. 143) takes the shape of a bit of relief decor. The plug in the
spout of chiieh 54.15 {fig. 144) looks like a chaplet on the inside, but out-
side it is obviously a repair. A repair plug on the side of a ku 51.18 {fig. 145)
is so well made that it is only revealed by the lighter color of the patina indi-
cating that the metal of the plug differs in composition from the matrix metal.
It is difficult in many cases to tell if repairs are contemporary or made at a
much later date. We believe, however, that many are contemporary with
fabrication.
24. Finishing. The extent to which ancient bronzes were given additional
finishing treatment after removal from the mold must have varied consider-
ably. All classes of quality in casting and finishing were probably produced.
Some vessels were obviously indifferently cast; but most of the inscribed
bronze vessels, because they were intended for ceremonial purposes, were
well turned out. A few good early bronzes, which fortunately have escaped
eruptive corrosion in whole or in part, show surfaces nearly as smooth andhighly reflecting as the polished and finished bronze mirrors of later date.
In the Freer collection and in others, as previously mentioned, a few vessels
exhibit isolated patches of surface which are still glossy, metallic, and brownjust like well-cared for Italian Rennaissance bronze statues. There is someevidence from fine parallel lines on the surfaces that abrasion and polishing
were the final steps in fabrication. Differences between the corrosion
products formed in depressed surfaces and those on raised and exposed
surfaces is additional evidence of mechanical work (see Chapter VIII).
On the more highly finished vessels nearly all mold marks have been elimi-
nated, and vestiges of pouring gates have nearly always been removed
{fig. 146). The lead chiieh (SC456) {fig. 147) mentioned above perhaps gives
some idea how bronzes looked when they first emerged from the mold. The
sharp, raised edges on the main decor elements of the fao-fieh on this
vessel show that the design was first outlined in the mold with a sharp tool;
the surplus material between the outlines was then removed, but not to the
full depth of the outlines. They appear as ridges on both sides of most decor
elements on the piece. The same raised edges can be seen in reverse on a
mold fragment from the Royal Ontario Museum (Chapter II, fig. 10). Ona finished bronze these raised edges would have been removed by abrasive
tooling, as would the casting flash at mold joins which this vessel displays so
prominently.
25. Summary. The above observations extend our knowledge of vessel
making and lead us to an entirely new appreciation and an increased ad-
118
miration for the skill of the ancient Chinese foundryman. Unfortunately,
the evidence does not permit us to give definitive answers to all questions
concerning fabrication of the ceremonial vessels. Some things are sure :
(a) All of the ceremonial vessels in the Freer collection are formed by
casting, and there is abundant evidence both from mold marks on the
vessels and from surviving earthen mold fragments, that the casting
was done in piece molds. Apparently there was no intention of repli-
cate casting, and each set of molds was made to produce a single piece.
(b) The vessels of the Shang dynasty are generally cast in one piece, andoccasionally full round decor elements like animal heads were fixed
on mechanically. In Chou times, however, legs and handles of the
larger vessels were cast separately, and the vessels were joined to these
members by an interlock casting technique so that the joins are
almost invisible from the exterior.
(c) In addition to joining by interlock casting, early vessel fabricators
also sometimes joined handles and appendages with a "hard solder"
or by a technique closely resembling "brazing."
(d) The eyes of swing handles of yu were cast around loops which them-
selves were cast integrally with the vessel. Another type of handle was
cast separately and the socketed ends were sprung over trunnions.
(e) A surprising number of legs, handles, and knobs are cast with earthen
cores, and many of these cores are still in place. The core material seems
to be the yellow earth of north China often called loess. Moldmaterial also seems to be loess or silty earth, not plastic pottery clay.
It apparently shrank little when fired.
(f) A characteristic feature of many vessels is the presence in the walls of
metal chaplets which tend to be regularly and symmetrically disposed.
These appear to be spacers which served to keep core and outer moldapart during casting. They are quite unlike the pin or tie-bar type of
chaplet long employed in the West in cire perdue casting. Thechaplets are made of bronze of widely varying alloy composition. In
vessels of the type ku a single chaplet or a hole left by a chaplet is
almost invariably found near the center of the high-set bottom.
(g) The observations and conclusions in respect to use of piece molds and
interlock joining of separately made handles and legs is strongly
supported by the extensive finds of piece molds discovered in recent
years at Hou-ma in Shansi province and other sites in China. In the
technical details of the bronzes themselves we find confirmation of
several of the observations reported by Chang Wan-chung (already
mentioned) in respect to the Hou-ma finds. Chang shows pictures of
119

separate molds for legs and handles of ting. The use of tenons to
insure proper alignment of the mold sections is diagrammed. Hesays: "The process for casting a ting can be imagined thus: The body
of the ting and the fixtures were cast separately. First the handles,
legs and the lid were cast. A hole was provided in the outer mold for
the knob so that lid and knob were cast together. After the piece
molds for the body were assembled the handles and legs were in-
serted into holes provided in the outer body mold. (A clay body moldwith holes for setting in the handles was actually discovered; it is
shown in diagram fig. 11.) On the outside they put a coating of mud;and afterwards they take the mold and put it upside down in a hole
previously dug in the ground and attach a pouring cup through which
the molten metal flows into the bottom of the ting. The ting handles
and the ting legs join with the metal poured into the body of the
vessel. After a little, when it is cool, they take off the outer mold and
take out the inner mold (i.e. core) and rectify the seams on the outer
surface. Through such systematic steps the casting of the ting was
accomplished." 144
(h) There is no clear line of evidence, but it seems that at the close of the
Chou dynasty radical changes were introduced in the fabrication of
vessels. It is possible that these changes reflect the introduction of
cire perdue or some indirect method of casting from the West, but
this has not been demonstrated. Apparently piece molds were dis-
carded, but the traditional method of separating cores from outer
moids with metal spacers was retained. Old techniques of casting
sunken decor were discarded for newer methods of decor employing
engraving, chasing, and inlaying with precious metals. A tremendous
amount of work lies ahead before the complete story of the fabrica-
tion of ancient Chinese ceremonial vessels can be told. The answers
will have to await further studies in the laboratory and further
archaeological field work. It would help greatly if in the meantime
experienced sculptors and foundrymen could be induced to take in-
terest in these problems to an extent that they would attempt to
simulate the ancient techniques in their own workshops.
144Chang Wan-chung, "Hou-ma. ..." p. 42, translation by T. Katsuki.
120
CHAPTER V
METALLOGRAPHIC STRUCTURE
In the laboratory examination of any antique metal object, it is desirable
to study the physical structure as well as the chemical composition. Themicroscopic details of the crystals that compose the metal reveal much about
its technical history, including the manner of its casting, its forging, and its
heat treatment as well as both natural and artificial patination of the surface.
Such studies are carried out with a special microscope adapted to examine
polished surfaces of opaque materials by reflected light. A small cross-sec-
tion of the object being examined is cut out, mounted in a block of plastic
so that it can be easily handled, and polished with a series of graded abra-
sives to give an undistorted flat surface which is finally etched with acid or
other agent to reveal the structure as affected by the differing rates of
chemical attack depending upon the local composition, structure, or
orientation of the microcrystals. Although the crystal structure is usually
too small to be seen with the naked eye, some structures occur in metals on a
larger scale, such as the niye of the Japanese sword, the visible wood grain
effect (mokume) seen on some Japanese sword guards (tsuba), the texture
of Damascus steel, and the crystalline moire metallique of 19th-century
Europe. Crystals are often revealed on cast brass door knobs by mild
weathering.
It is also possible using mechanical or electrolytic methods 145 to polish a
tiny local area directly on the surface of a large or valuable object without
perceptibly damaging it, but deep surface corrosion limits the utility of this
on ancient metal objects.
Although the full interpretation of structures requires an extensive
knowledge of metallurgy, the commoner structures that appear in bronzes
are easy to recognize and interpret. 146 The structure of a piece of cast metal
is affected by the way it cools from a melt and so preserves a record of the
details of its history, for the crystals must be nucleated somewhere and growuntil they exhaust the metal in which they are growing or impinge upon
145See A. France-Lanord, "Le Polissage electrolytique. . ..".
l46por a discussion of the techniques of metallography, see G. L. Kehl, The principles of metallographiclaboratory practice (Third ed., 1949); for the interpretation of structures see any good textbook of physicalmetallurgy; also, C. S. Smith, "Some elementary principles of polycrystalline microstructure"; J. Nuttingand R. G. Baker, The microstructure of metals; Max Hansen, Constitution of binary alloys (1958) Cu-Pb pp.609-612, Cu-Sn pp. 633-638, Pb-Sn pp. 1106 1109. Also see Samuel L. Hoyt, "Composition of copper-tinalloys" in Metals handbook (1939 edition) pp. 1364-1366.
121
each other. In an alloy containing a second element, branched crystalline
structures called dendrites commonly form, and solidification usually
produces microsegregation between the branches. The metallurgist uses a
constitution (phase) diagram to represent the possible changes compactly.
This is a kind of map on which are plotted in terms of the composition of
the alloy and the temperature the areas in which solid or liquid exist alone
or in mixture, and the regions where the different types of solid crystal
form. The diagram for the copper-tin system, which includes the bronzes, is
shown in figure 148. It is at once obvious that the addition of tin rapidly
decreases the melting point of copper, i.e. an alloy with 25 percent tin melts at
a temperature almost 300°C (540°F) below pure copper.147 There are, more-
over, many distinct solid crystal forms or phases formed between copper
and tin. These phases, which are usually designated by Greek letters, differ
greatly in their properties, and most of them are hard and extremely
brittle. The diagram shows only the phases which exist when an alloy has
been held long enough at a given temperature to obtain equilibrium. Acasting usually cools too fast to allow equilibrium to be reached, but the
sequence of phases nevertheless in general follows the diagram. When a
liquid bronze containing about 15 percent tin by weight is cooled, the first
crystals of the solid phase called a will begin to form at about 960°C, and
it will contain only about 5 percent tin. Further cooling will deposit moresolid, and both solid and liquid will become progressively richer in tin - just
as salt is concentrated in water by the crystallization of ice. At a temperature
below 800°C, the last liquid which occupies the interstices between the
branches of the crystals solidifies in the form of the /S phase. With further
cooling j8 changes to the closely related y phase, which in turn undergoes a
profound change at 520 C when it decomposes completely into an intimate
duplex mixture of a and 8 called a eutectoid. Areas of such eutectoid can be
clearly seen in the photomicrograph (fig. 149). The more tin a bronze con-
tains up to about 25 percent, the more eutectoid will be seen in its structure;
beyond this 8 increases. The high-tin speculum metal of which Chinese
mirrors are made contains a high percentage of 8 phase. It casts easily and
takes a good polish but is brittle.
In a cast bronze the size and the regularity of the dendritic crystals vary
greatly with the conditions of casting. The slow solidification of undis-
turbed liquid metal gives large, well-formed dendrites (figs. 150 and 151).
During casting, however, unless both mold and metal are very hot the
metal may commence to solidify while it is still moving within the mold, in
which case many small crystals will form, having a less well-developed
147 See also Table, Chapter I.
122

Constitution (phase equilibrium) diagram for copper-tin
alloys showing the regions of stable existence of liquid
and various solid phases as a function of temperature andcomposition. The "liquidus" line marking the onset of
crystallization on cooling is the uppermost line. Althoughthe diagram calls for changes below 500°C, under nor-
mal conditions of metallurgical treatment the 8 phase
does not decompose, neither does the a phase deposit 8
or e. The dotted lines show the constitution to be expec-
ted under normal metallurgical treatment. {Metals
Handbook, 1948 edition, modified.)
Weight Percentage Tin
Figure 148
Figure 149
Microstructure of a polished and etched section of a cast Chinese bronze dagger, x 250.
The large areas in three shades of gray are differently oriented crystals of the a phase.
Embedded in them are irregular "pools" of duplex structure which were the last parts to
solidify; they deposited in the form of the y phase but on further cooling decomposed to
the oc-f 8 eutectoid. During cooling the y phase competed with gas cavities (black) and
with drops of lead (dark gray) for the interdendritic spaces in the a crystals. The faint
shading in the a crystals results from progressive enrichment in tin as solidification
proceeds. (Courtesy, Betty Nielsen, University of Chicago. Plate 2924, CSS.)
123
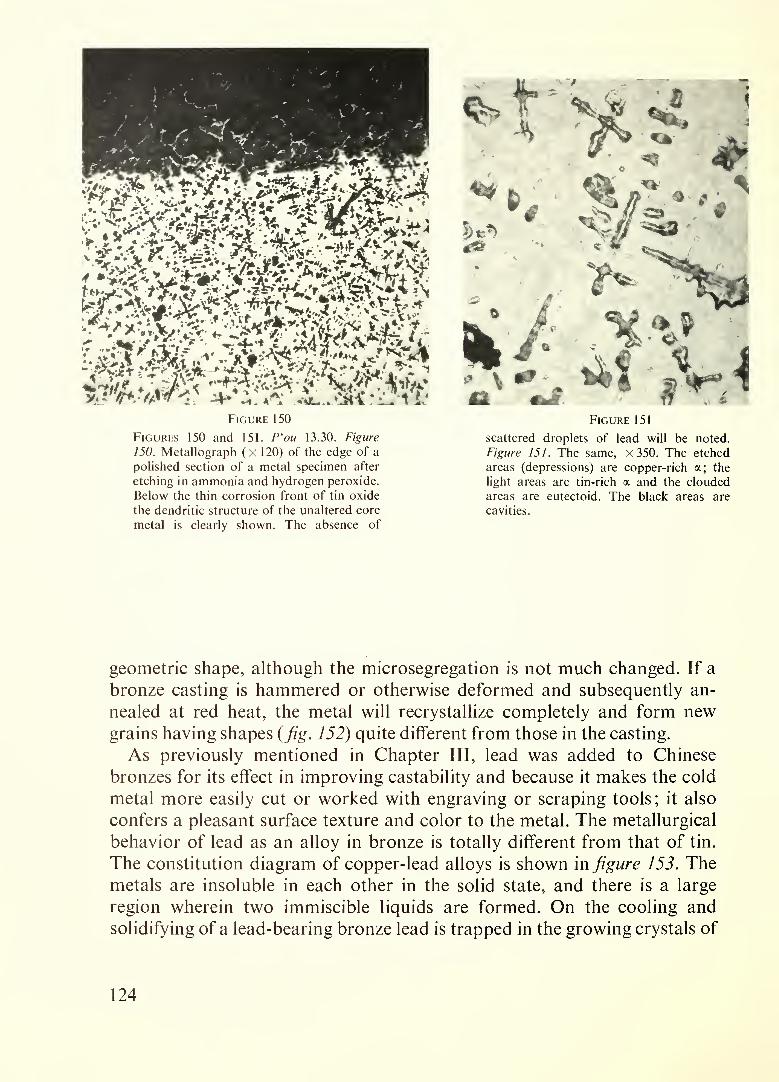
Figure 150
Figures 150 and 151. P'ou 13.30. Figure
150. Metallograph (x 120) of the edge of a
polished section of a metal specimen after
etching in ammonia and hydrogen peroxide.
Below the thin corrosion front of tin oxide
the dendritic structure of the unaltered core
metal is clearly shown. The absence of
Figure 151
scattered droplets of lead will be noted.
Figure 151. The same, x350. The etched
areas (depressions) are copper-rich a; the
light areas are tin-rich a and the clouded
areas are eutectoid. The black areas are
cavities.
geometric shape, although the microsegregation is not much changed. If a
bronze casting is hammered or otherwise deformed and subsequently an-
nealed at red heat, the metal will recrystallize completely and form newgrains having shapes (fig. 152) quite different from those in the casting.
As previously mentioned in Chapter III, lead was added to Chinese
bronzes for its effect in improving castability and because it makes the cold
metal more easily cut or worked with engraving or scraping tools; it also
confers a pleasant surface texture and color to the metal. The metallurgical
behavior of lead as an alloy in bronze is totally different from that of tin.
The constitution diagram of copper-lead alloys is shown in figure 153. Themetals are insoluble in each other in the solid state, and there is a large
region wherein two immiscible liquids are formed. On the cooling and
solidifying of a lead-bearing bronze lead is trapped in the growing crystals of
124
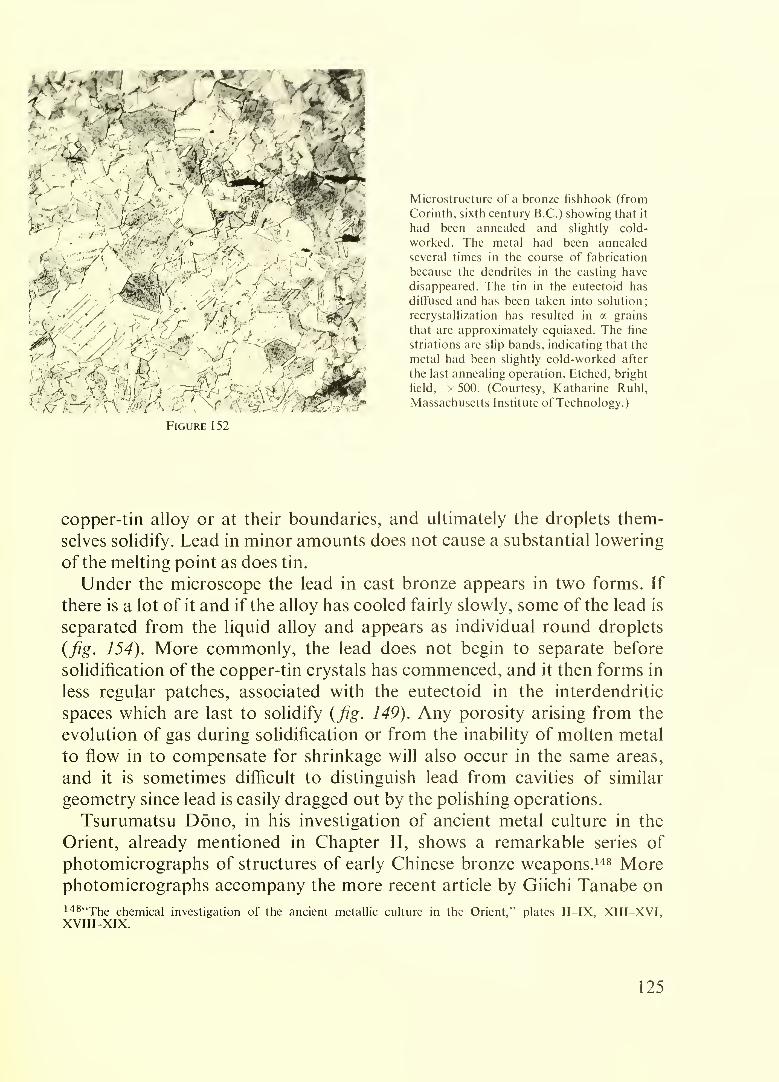
Microstructure of a bronze fishhook (from
Corinth, sixth century B.C.) showing that it
had been annealed and slightly cold-
worked. The metal had been annealed
several times in the course of fabrication
because the dendrites in the casting have
disappeared. The tin in the eutectoid has
diffused and has been taken into solution;
recrystallization has resulted in v. grains
that are approximately equiaxed. The fine
striations are slip bands, indicating that the
metal had been slightly cold-worked after
the last annealing operation. Etched, bright
field, > 500. (Courtesy, Katharine Ruhl,
Massachusetts Institute of Technology.)
Figure 152
copper-tin alloy or at their boundaries, and ultimately the droplets them-
selves solidify. Lead in minor amounts does not cause a substantial lowering
of the melting point as does tin.
Under the microscope the lead in cast bronze appears in two forms. If
there is a lot of it and if the alloy has cooled fairly slowly, some of the lead is
separated from the liquid alloy and appears as individual round droplets
{fig. 154). More commonly, the lead does not begin to separate before
solidification of the copper-tin crystals has commenced, and it then forms in
less regular patches, associated with the eutectoid in the interdendritic
spaces which are last to solidify {fig. 149). Any porosity arising from the
evolution of gas during solidification or from the inability of molten metal
to flow in to compensate for shrinkage will also occur in the same areas,
and it is sometimes difficult to distinguish lead from cavities of similar
geometry since lead is easily dragged out by the polishing operations.
Tsurumatsu Dono, in his investigation of ancient metal culture in the
Orient, already mentioned in Chapter II, shows a remarkable series of
photomicrographs of structures of early Chinese bronze weapons.148 Morephotomicrographs accompany the more recent article by Giichi Tanabe on148"The chemical investigation of the ancient metallic culture in the Orient," plates II-IX, XIII-XVI,XVIII-XIX.
125

Af/o Pb10 20 JO 40 50 70 90
1600
1400
1200
1000
eoo
600
400
200
L,q uid
//
//
/
—\
\-\
1
I
1 2i (en
./'quids
Pulsion)
\
\
\
1
1
1
\
\
1
\
1
»"'-^^ 1
7-4
1
Cu + Liq
*9S2° 2 Ll
—T1
quid iayi•rs
Cu +Liq
326°
Cu-h Pb
20 40 60W(% Pb
Figure 153
Constitution diagram for copper-lead alloy
showing the regions of stable existence of
liquid and various solid phases as a func-
tion of temperature and composition. The"liquidus" line marking the onset of crystal-
lization on cooling is the uppermost solid
line. The immiscibility of lead and copper
even above 327°C, the melting point of lead,
is clearly indicated. {Metals Handbook,
1939, via Colin J. Smithells, Metals
Reference Book, Vol. II (1967), p. 474.
Courtesy Butterworth & Co.)
Figure 154
Ku SC530. The lead in this bronze is not dissolved in the
copper but is distributed in little solid globules through-
out the alloy. Some evidence of the dendritic structure of
the copper-tin phase can also be seen in this metallograph
(bright field, x 100).
Figure 155
Chia 35.12. The crystal (dendritic) structure of cast bronze is
clearly revealed in the thinly corroded surface. The high-tin
constituent has been converted to white tin oxide. Photomicro-
graph made directly without polishing or etching the metal
surface (dark field, x 20).
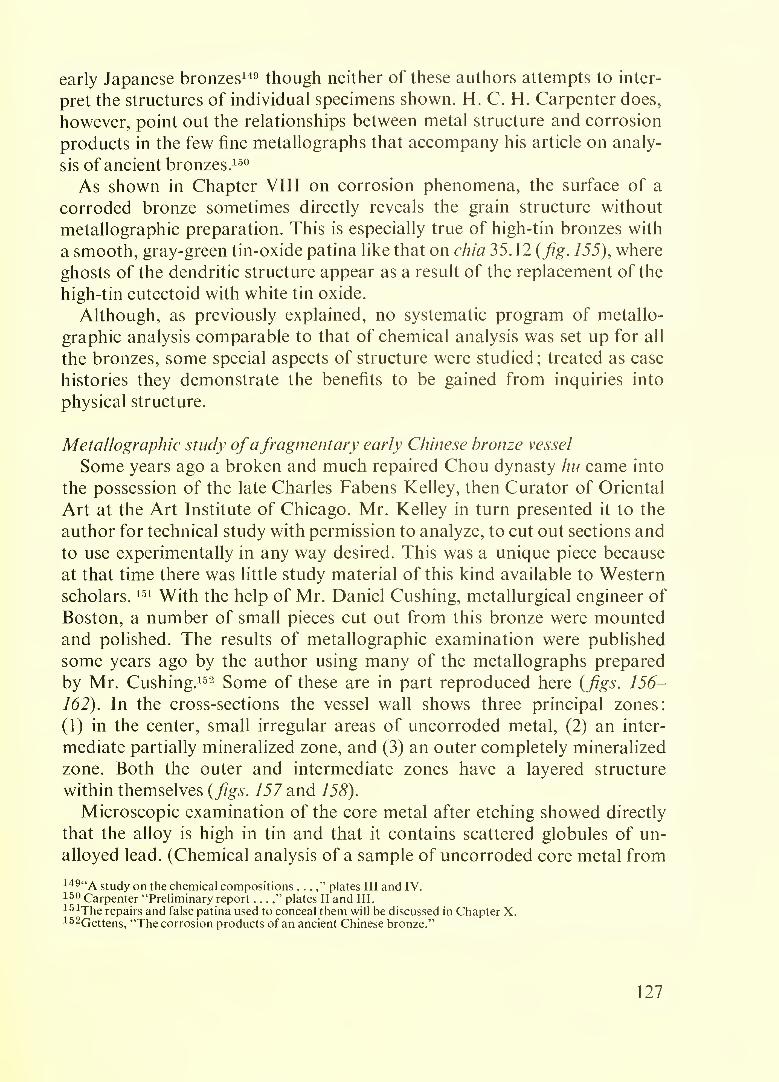
early Japanese bronzes 149 though neither of these authors attempts to inter-
pret the structures of individual specimens shown. H. C. H. Carpenter does,
however, point out the relationships between metal structure and corrosion
products in the few fine metallographs that accompany his article on analy-
sis of ancient bronzes.150
As shown in Chapter VIII on corrosion phenomena, the surface of a
corroded bronze sometimes directly reveals the grain structure without
metallographic preparation. This is especially true of high-tin bronzes with
a smooth, gray-green tin-oxide patina like that on chia 35. 1 2 {fig. 155), where
ghosts of the dendritic structure appear as a result of the replacement of the
high-tin eutectoid with white tin oxide.
Although, as previously explained, no systematic program of metallo-
graphic analysis comparable to that of chemical analysis was set up for all
the bronzes, some special aspects of structure were studied; treated as case
histories they demonstrate the benefits to be gained from inquiries into
physical structure.
Metallographic study ofafragmentary early Chinese bronze vessel
Some years ago a broken and much repaired Chou dynasty hu came into
the possession of the late Charles Fabens Kelley, then Curator of Oriental
Art at the Art Institute of Chicago. Mr. Kelley in turn presented it to the
author for technical study with permission to analyze, to cut out sections and
to use experimentally in any way desired. This was a unique piece because
at that time there was little study material of this kind available to Western
scholars. 151 With the help of Mr. Daniel Cushing, metallurgical engineer of
Boston, a number of small pieces cut out from this bronze were mountedand polished. The results of metallographic examination were published
some years ago by the author using many of the metallographs prepared
by Mr. Cushing. 152 Some of these are in part reproduced here (figs. 156-
162). In the cross-sections the vessel wall shows three principal zones:
(1) in the center, small irregular areas of uncorroded metal, (2) an inter-
mediate partially mineralized zone, and (3) an outer completely mineralized
zone. Both the outer and intermediate zones have a layered structure
within themselves (figs. 157 and 158).
Microscopic examination of the core metal after etching showed directly
that the alloy is high in tin and that it contains scattered globules of un-
alloyed lead. (Chemical analysis of a sample of uncorroded core metal from
149"A study on the chemical compositions . ..," plates III and IV.
150 Carpenter "Preliminary report . ..
," plates II and III.151The repairs and false patina used to conceal them will be discussed in Chapter X.152Gettens, "The corrosion products of an ancient Chinese bronze."
127
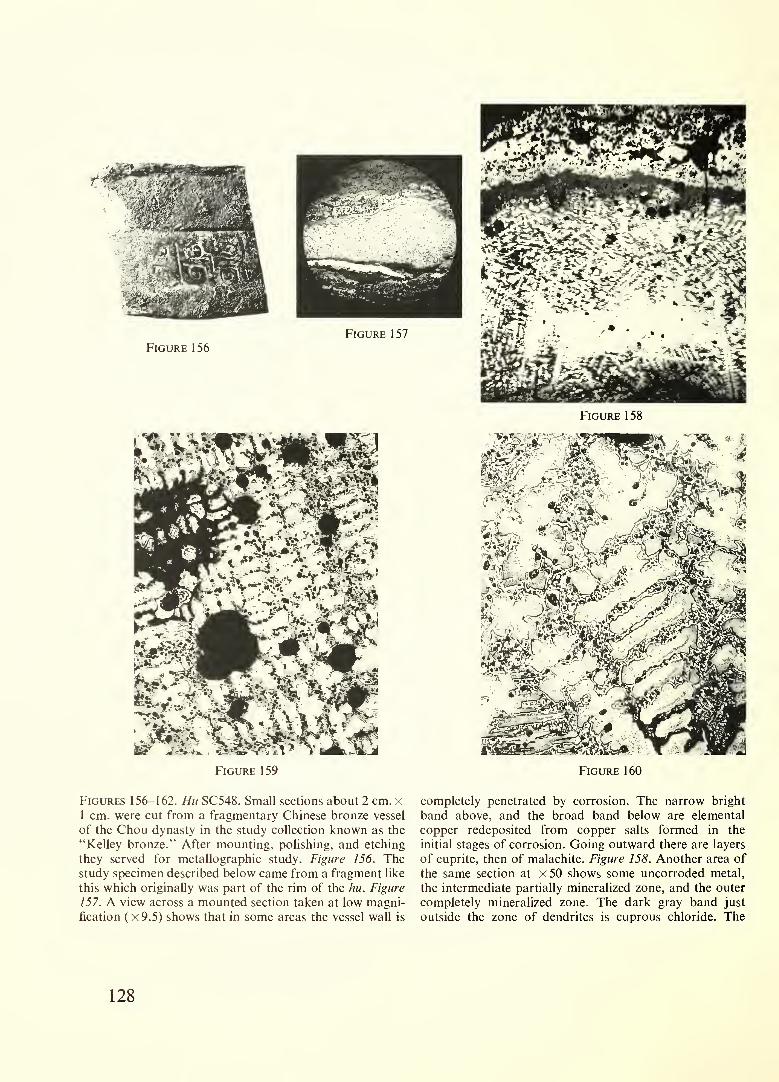
Figure 159 Figure 160
Figures 156-162. Hu SC548. Small sections about 2 cm. x completely penetrated by corrosion. The narrow bright
1 cm. were cut from a fragmentary Chinese bronze vessel band above, and the broad band below are elemental
of the Chou dynasty in the study collection known as the copper redeposited from copper salts formed in the
"Kelley bronze." After mounting, polishing, and etching initial stages of corrosion. Going outward there are layers
they served for metallographic study. Figure 156. The of cuprite, then of malachite. Figure 158. Another area of
study specimen described below came from a fragment like the same section at x 50 shows some uncorroded metal,
this which originally was part of the rim of the hu. Figure the intermediate partially mineralized zone, and the outer
157. A view across a mounted section taken at low magni- completely mineralized zone. The dark gray band just
fication ( x 9.5) shows that in some areas the vessel wall is outside the zone of dendrites is cuprous chloride. The
128

Figure 161
bright reflecting porous layer beyond is red cuprite.
Figure 159. Metallograph (bright field, x 200) of a small
area of the uncorroded core after etching with potassium
dichromate solution. The spaces between the dendrites of a
bronze (light areas) are filled with fine-grained a+Seutectoid. The rounded black areas are voids formerly
filled with droplets of segregated lead. Figure 160. Another
area, same specimen at x400. Figure 161. In the inter-
mediate zone the main trunks of crystals of a bronze have
Figure 163
Figures 163 and 164. Fan SC537. Figure 163. The bottomof this broken and fragmentary Chou dynasty vessel con-
tains several chaplets barely visible to the naked eye. Oneof these was cut out from the matrix, and the specimen used
for metallographic study. Figure 164. The radiograph of the
broken vessel is quite revealing. In addition to showing the
presence of several squarish chaplets, it also shows that the
resisted attack but corrosion has darkened the high-tin
phase surrounding them ( X 100). Figure 162. This metallo-
graph at X 385 in the intermediate zone shows an irregular
island of redeposited elemental copper which apparently
has replaced a droplet of lead. The smaller islands of
bright metal are uncorroded a bronze; the black matrix is
corroded eutectoid. All photomicrographs are with bright
field illumination. (Figures 157, 158, 161 and 162, courtesy,
Daniel Cushing, Boston, Massachusetts.)
Figure 164
alloy on one side is much more dense to X-rays than on the
opposite which indicates that, in the casting, two batches of
molten metal of different composition were used. The lead
content of the denser metal is 18.3 percent, whereas the lead
content of the less dense metal is only 9.9 percent. The area
where the two melts meet is banded. (See larger view of this
radiograph in Ch. VI, fig. 197.)
129
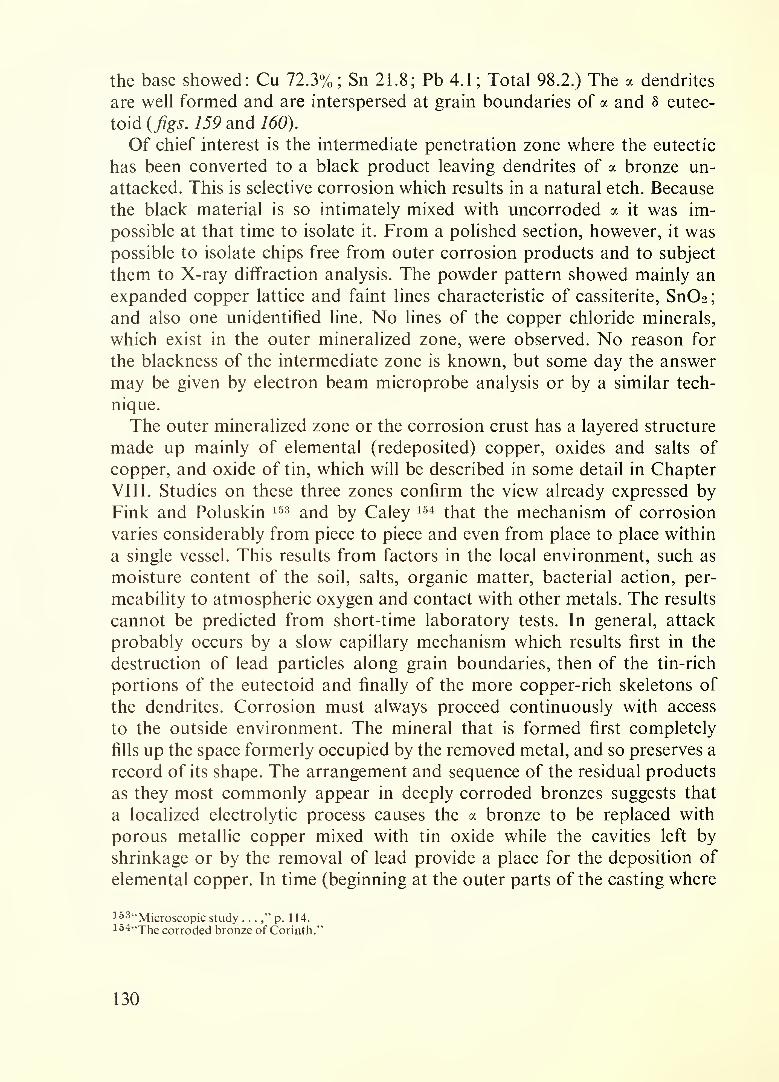
the base showed: Cu 72.3% ; Sn 21.8; Pb 4.1 ; Total 98.2.) The a dendrites
are well formed and are interspersed at grain boundaries of a and 8 eutec-
toid (figs. 159 and 160).
Of chief interest is the intermediate penetration zone where the eutectic
has been converted to a black product leaving dendrites of a bronze un-
attacked. This is selective corrosion which results in a natural etch. Because
the black material is so intimately mixed with uncorroded a it was im-
possible at that time to isolate it. From a polished section, however, it waspossible to isolate chips free from outer corrosion products and to subject
them to X-ray diffraction analysis. The powder pattern showed mainly an
expanded copper lattice and faint lines characteristic of cassiterite, Sn02
;
and also one unidentified line. No lines of the copper chloride minerals,
which exist in the outer mineralized zone, were observed. No reason for
the blackness of the intermediate zone is known, but some day the answer
may be given by electron beam microprobe analysis or by a similar tech-
nique.
The outer mineralized zone or the corrosion crust has a layered structure
made up mainly of elemental (redeposited) copper, oxides and salts of
copper, and oxide of tin, which will be described in some detail in Chapter
VIII. Studies on these three zones confirm the view already expressed by
Fink and Poluskin 153 and by Caley 154 that the mechanism of corrosion
varies considerably from piece to piece and even from place to place within
a single vessel. This results from factors in the local environment, such as
moisture content of the soil, salts, organic matter, bacterial action, per-
meability to atmospheric oxygen and contact with other metals. The results
cannot be predicted from short-time laboratory tests. In general, attack
probably occurs by a slow capillary mechanism which results first in the
destruction of lead particles along grain boundaries, then of the tin-rich
portions of the eutectoid and finally of the more copper-rich skeletons of
the dendrites. Corrosion must always proceed continuously with access
to the outside environment. The mineral that is formed first completely
fills up the space formerly occupied by the removed metal, and so preserves a
record of its shape. The arrangement and sequence of the residual products
as they most commonly appear in deeply corroded bronzes suggests that
a localized electrolytic process causes the a bronze to be replaced with
porous metallic copper mixed with tin oxide while the cavities left by
shrinkage or by the removal of lead provide a place for the deposition of
elemental copper. In time (beginning at the outer parts of the casting where
153" Microscopic study . ..," p. 114.
154" corroded bronze of Corinth."
130
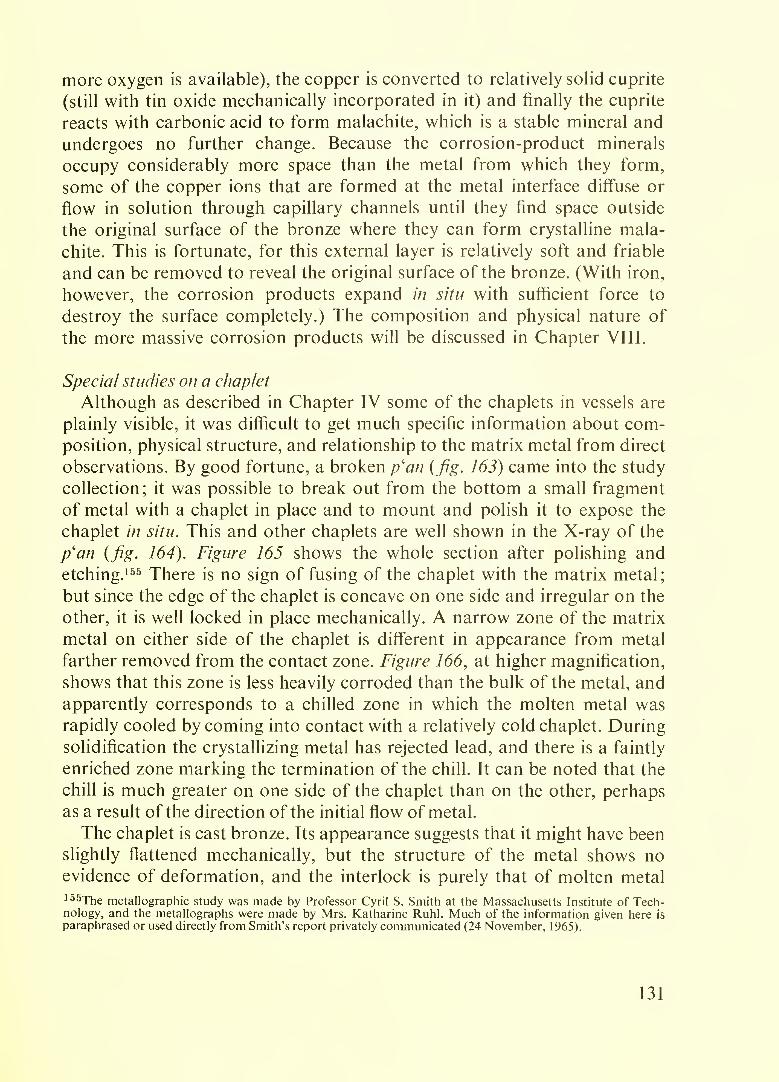
more oxygen is available), the copper is converted to relatively solid cuprite
(still with tin oxide mechanically incorporated in it) and finally the cuprite
reacts with carbonic acid to form malachite, which is a stable mineral and
undergoes no further change. Because the corrosion-product minerals
occupy considerably more space than the metal from which they form,
some of the copper ions that are formed at the metal interface diffuse or
flow in solution through capillary channels until they find space outside
the original surface of the bronze where they can form crystalline mala-
chite. This is fortunate, for this external layer is relatively soft and friable
and can be removed to reveal the original surface of the bronze. (With iron,
however, the corrosion products expand in situ with sufficient force to
destroy the surface completely.) The composition and physical nature of
the more massive corrosion products will be discussed in Chapter VIII.
Special studies on a chaplet
Although as described in Chapter IV some of the chaplets in vessels are
plainly visible, it was difficult to get much specific information about com-position, physical structure, and relationship to the matrix metal from direct
observations. By good fortune, a broken p'an {fig. 163) came into the study
collection; it was possible to break out from the bottom a small fragment
of metal with a chaplet in place and to mount and polish it to expose the
chaplet in situ. This and other chaplets are well shown in the X-ray of the
p'an (fig. 164). Figure 165 shows the whole section after polishing and
etching.155 There is no sign of fusing of the chaplet with the matrix metal;
but since the edge of the chaplet is concave on one side and irregular on the
other, it is well locked in place mechanically. A narrow zone of the matrix
metal on either side of the chaplet is different in appearance from metal
farther removed from the contact zone. Figure 166, at higher magnification,
shows that this zone is less heavily corroded than the bulk of the metal, andapparently corresponds to a chilled zone in which the molten metal wasrapidly cooled by coming into contact with a relatively cold chaplet. Duringsolidification the crystallizing metal has rejected lead, and there is a faintly
enriched zone marking the termination of the chill. It can be noted that the
chill is much greater on one side of the chaplet than on the other, perhaps
as a result of the direction of the initial flow of metal.
The chaplet is cast bronze. Its appearance suggests that it might have been
slightly flattened mechanically, but the structure of the metal shows noevidence of deformation, and the interlock is purely that of molten metal155The metallographic study was made by Professor Cyril S. Smith at the Massachusetts Institute of Tech-nology, and the metallographs were made by Mrs. Katharine Ruhl. Much of the information given here is
paraphrased or used directly from Smith's report privately communicated (24 November, 1965).
131
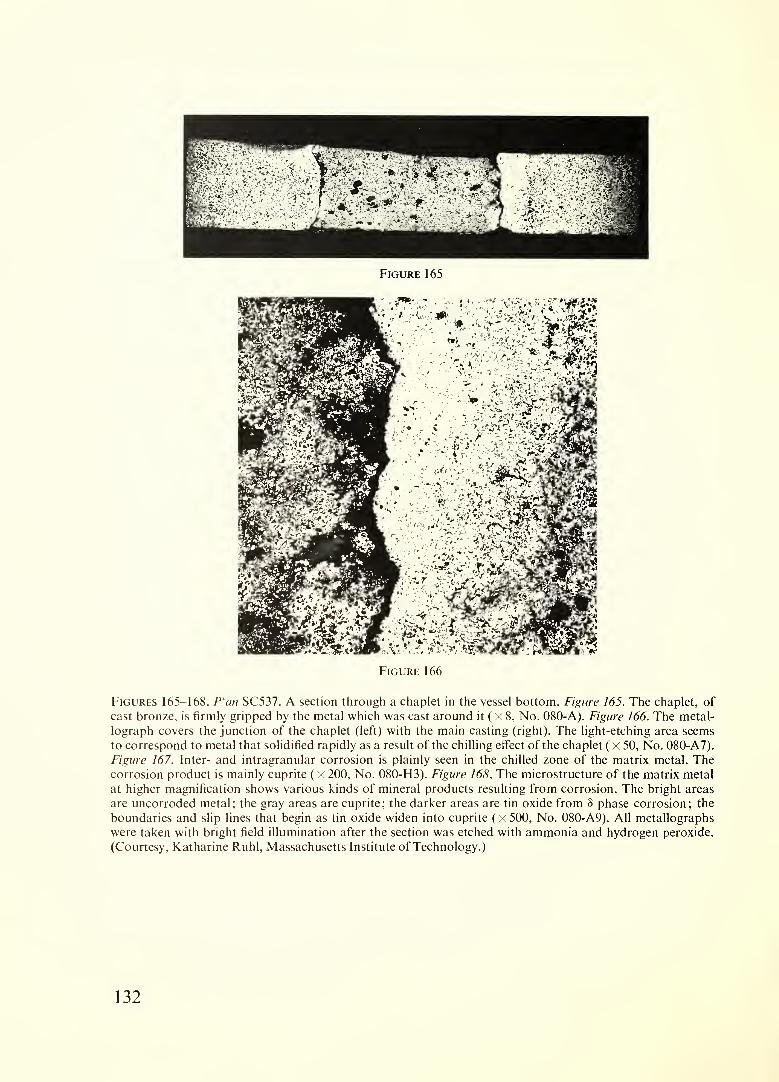
Figure 165
Figure 166
Figures 165-168. P'an SC537. A section through a chaplet in the vessel bottom. Figure 165. The chaplet, of
cast bronze, is firmly gripped by the metal which was cast around it ( 8, No. 080-A). Figure 166. The metal-
lograph covers the junction of the chaplet (left) with the main casting (right). The light-etching area seems
to correspond to metal that solidified rapidly as a result of the chilling effect of the chaplet ( x 50, No. 080-A7).
Figure 167. Inter- and intragranular corrosion is plainly seen in the chilled zone of the matrix metal. Thecorrosion product is mainly cuprite ( x 200, No. 080-H3). Figure 168. The microstructure of the matrix metal
at higher magnification shows various kinds of mineral products resulting from corrosion. The bright areas
are uncorroded metal; the gray areas are cuprite; the darker areas are tin oxide from S phase corrosion; the
boundaries and slip lines that begin as tin oxide widen into cuprite (x500, No. 080-A9). All metallographs
were taken with bright field illumination after the section was etched with ammonia and hydrogen peroxide.
(Courtesy, Katharine Ruhl, Massachusetts Institute of Technology.)
132
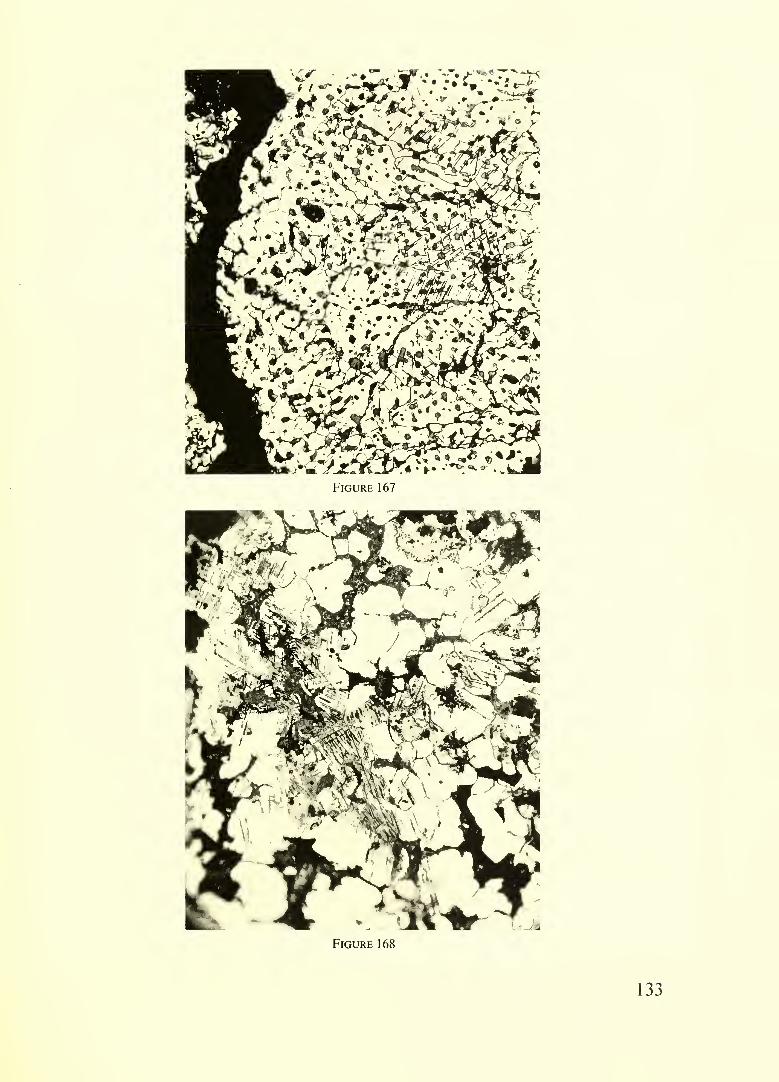

running against the shaped surface and solidifying without actually melting
it. The grain size of the metal in both the casting and in the chaplet is quite
small which supports the belief that the metal had been cast in a relatively
cold mold. The grain size is slightly larger in the chilled areas for here the
grains were growing unidirectionally without interference. The metal in the
body of the casting would have been in a turbulent state with many crystals
growing in it.
Most of the visible structure is mineral corrosion product. The local
difference in the extent of corrosion is mostly a result of the change of
structure due to the chilling operation. Grain boundary corrosion is less in
the chilled area than elsewhere, though grain boundaries have clearly pro-
vided a route for corrosive attack on both the eutectoid 8 phase and the
lead. In a few parts of the chilled area, the corrosion in the a phase tends to
follow crystallographic directions (probably on octahedral planes)—
a
behavior which often seems to follow slight deformation of the metal prior
to corrosion. This is seen in figures 167 and 168. The most important fruit
of the examination is the evidence that the chaplet was in place before the
main body of metal was run into the mold, and that the mold was not very
hot.
Metallographie study ofsolder in the handlejoin o/kuei 24.11
Laboratory examination revealed that the vessel is of unusual interest
because both handles are joined to the bowl with a ribbon of hard solder
in a way and under circumstances that permit chemical and metallographie
study of the solder alloy (see fig. 169; also Chapter IV, section 12). Afew other vessels have hard solder joins, but on those there was only limited
opportunity for technical study. On this kuei the lower part of one handle
was separated from the body because the solder apparently had not wet
the body metal sufficiently to make a proper join; the top part, however, was
tight and secure indicating that here the solder had wet and adhered to the
contiguous surfaces. Because the vessel was only useful as a study piece, 156
the lower portion of the handle was cut away so that the metal-solder rela-
tionship could be conveniently studied. As shown in figure 169, the solder,
which even to the naked eye shows a heterogenous structure, clung to but
did not wet the handle metal at the point of the saw cut. Higher on the same
join there is no doubt of better contact because after many centuries the join
is still secure.
156This kuei was purchased in 1924 by the late Carl Whiting Bishop when he was in charge of the Freer
Gallery Field Expedition to China. At that time, he bought a good many objects of various kinds for study.
Years later, some time in the 1950's, Mr. Wenley added a few of these pieces to the collection giving them 1924
accession numbers retroactively.
134
Figure 170
Figure 171
Figures 169-172. Kuei 24.11. This deeply corroded vessel
(see PI. 81, Vol. I) had apparently come directly from
excavations and had not been "restored." Its condition madeit suitable for technical studies. Figure 169. A section cut
from the underside of the handle (see figs. 79 and 80, Ch.
IV) reveals an irregular mass of heterogeneous hard solder
used to join the member to the vessel side ( x 2.5). Figures
170 (No. 025B-2) and 171 (No. 025B-7). The general den-
dritic structure of the handle metal is evident at low magni-
fication (x200, fig. 170) after etching with potassium
dichromate. The view at higher magnification ( K 1000,
fig. 171) shows patches of eutectoid (hatched areas) which
result from the decomposition during cooling of the y
Figure 172
phase which breaks up into a and S below 520°C. There are
also rounded pools of lead (gray), sometimes replaced by a
cavity (black) where shrinkage has drained away the lead.
There are also a number of non-metallic inclusions (light
gray) presumably of cuprite. Although the etchant did not
accentuate the composition gradients in the a phase,
evidence of a cored structure is revealed by the mottled
appearance of the lighter areas. Figure 172. Microstructure
of bronze near the edge of the handle; etched with potas-
sium dichromate ( x 500). Penetration of corrosion prod-
ucts along crystallographic planes suggests that the metal
was to a degree cold-worked. (Courtesy, Katharine Ruhl,
Massachusetts Institute of Technology.)
135
Figure 176
Figure 177
Figures 173-177. Kuei 24.11. The solder lump attached to
the end of the handle {fig. 169) was pried away for metallo-
graphic examination. Figure 173. A cross-section of the
solder lump, etched and lightly re-polished (x7.5). Thelighter parts are uncorroded bronze; the dark areas are
those in which the S phase has been entirely converted to
corrosion product. The circular white parts in the corroded
background are electrolytically redeposited copper occupy-
ing the space of the lead particles which can be seen as
black circles in the uncorroded metal (No. 025A-1).
Figure 174. Microstructure of the solder after etching with
potassium dichromate. Here the similarity in shape be-
tween lead droplets and redeposited copper is quite ap-
parent. Straight parallel lines in the copper globules in-
dicate the presence of twinned crystals (No. 025A-5).
Figure 175. (No. 025A-15). Microstructure at the edge of
the corroded areas of the solder, unetched ( x 1000). Thecavity (black area) is left by the dissolving away of a lead
particle in the corrosion process. In more extensively cor-
roded areas such cavities are filled by deposition of copper
(see fig. 174 above). The dark mottled areas are eutectoid
in which the 8 phase has been converted to tin oxide, the a
remains unaltered. Figure 176 (No. 025A-14). The samearea after etching with potassium dichromate (xlOOO).
This reveals the structure of the uncorroded eutectoid (gray
areas in uncorroded portion above). Figure 177. Micro-
structure of uncorroded solder; etched with potassium
dichromate ( x 1000). (Courtesy, Katharine Ruhl, Massa-
chusetts Institute of Technology.)
137
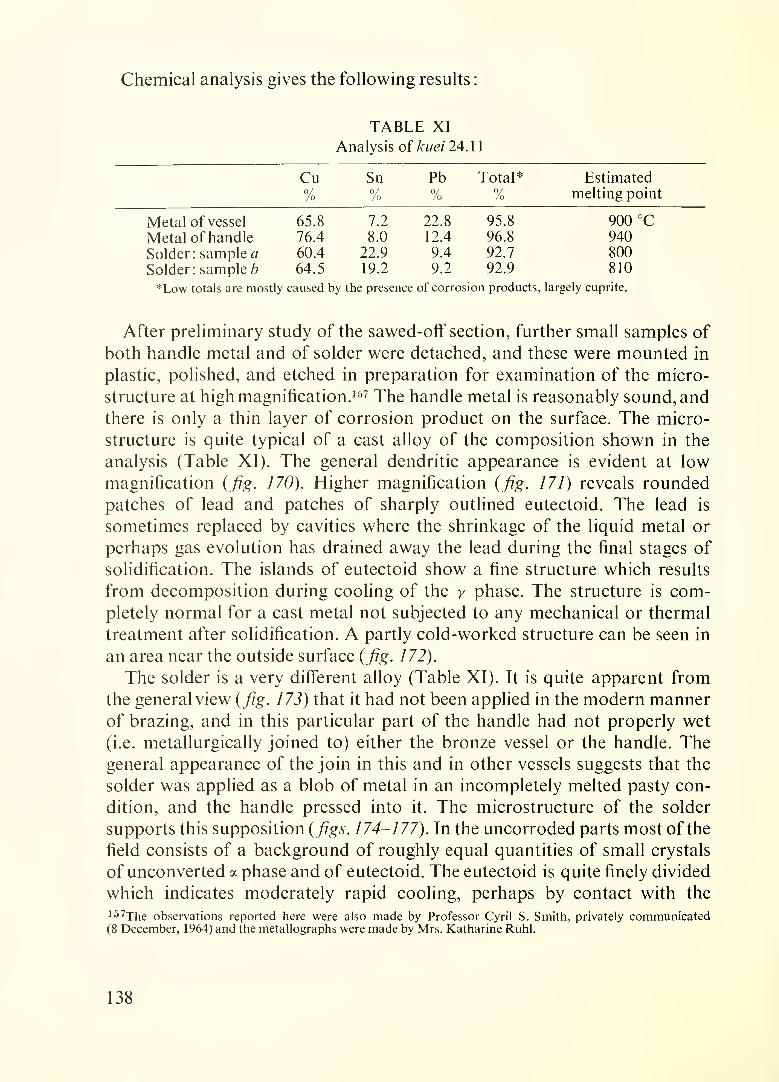
Chemical analysis gives the following results
:
TABLE XI
Analysis of kuei 24. 1
1
Cu Sn Pb Total* Estimated
% % % % melting point
Metal of vessel 65.8 7.2 22.8 95.8 900 °CMetal of handle 76.4 8.0 12.4 96.8 940
Solder: sample a 60.4 22.9 9.4 92.7 800
Solder: sample 6 64.5 19.2 9.2 92.9 810
*Low totals are mostly caused by the presence of corrosion products, largely cuprite.
After preliminary study of the sawed-off section, further small samples of
both handle metal and of solder were detached, and these were mounted in
plastic, polished, and etched in preparation for examination of the micro-
structure at high magnification. 157 The handle metal is reasonably sound, andthere is only a thin layer of corrosion product on the surface. The micro-
structure is quite typical of a cast alloy of the composition shown in the
analysis (Table XI). The general dendritic appearance is evident at low
magnification {fig. 170). Higher magnification {fig. 171) reveals rounded
patches of lead and patches of sharply outlined eutectoid. The lead is
sometimes replaced by cavities where the shrinkage of the liquid metal or
perhaps gas evolution has drained away the lead during the final stages of
solidification. The islands of eutectoid show a fine structure which results
from decomposition during cooling of the y phase. The structure is com-pletely normal for a cast metal not subjected to any mechanical or thermal
treatment after solidification. A partly cold-worked structure can be seen in
an area near the outside surface {fig. 172).
The solder is a very different alloy (Table XI). It is quite apparent from
the general view (fig. 173) that it had not been applied in the modern mannerof brazing, and in this particular part of the handle had not properly wet
(i.e. metallurgically joined to) either the bronze vessel or the handle. Thegeneral appearance of the join in this and in other vessels suggests that the
solder was applied as a blob of metal in an incompletely melted pasty con-
dition, and the handle pressed into it. The microstructure of the solder
supports this supposition (figs. 174-177). In the uncorroded parts most of the
field consists of a background of roughly equal quantities of small crystals
of unconverted a phase and of eutectoid. The eutectoid is quite finely divided
which indicates moderately rapid cooling, perhaps by contact with the
157The observations reported here were also made by Professor Cyril S. Smith, privately communicated(8 December, 1964) and the metallographs were made by Mrs. Katharine Ruhl.
138

cold metal of vessel and handle; but there are irregularly distributed, more
or less spherical, blobs of lead, the largest of which measures 170 microns in
diameter and is just visible to the naked eye. The a crystals have no visible
concentration gradient in them and a small fraction, perhaps 5 percent, are
twinned. Unstrained cast metal does not contain twins and their presence
indicates that the metal had been deformed after the a phase had already
crystallized.
The solder is much more corroded than the handle metal, probably be-
cause the patches of 8 plus eutectoid in the latter are isolated while in the
solder they are contiguous and provide a connected path for corroding
agencies.
The use of copper-tin solder in a pasty condition is a high temperature
analogy to the modern plumber's wiped join in which a 50-50 lead-tin alloy
is used in a pasty condition. It would be quite effective if the surfaces to be
joined were hot enough to be wet by the liquid phase in the paste.
These three case histories show that much can be learned from micro-
scopic examination of properly prepared samples of ancient bronzes.
Recognition of various intermetallic phases permits us to judge the approxi-
mate copper-tin ratio. The lead content can also be estimated from the size
and distribution of the lead globules. Size of the crystals of a solid solution
give a clue to the rate of pouring of the casting and the rate of cooling of the
melt. Cold working after casting can be recognized; and finally the extent
and nature of corrosion, both surface and intergranular, can be seen.
139


CHAPTER VI
INSCRIPTIONS
One of the more puzzling features of early bronze vessels is the mannerin which the inscriptions were produced. On most vessels the characters are
in intaglio, although occasionally they are cast in relief. In some of the
Shang inscriptions the characters have raised edges as if the strokes had
originally been pressed or drawn with a stylus in some plastic material
{figs. 178-181). On the other hand we do not yet have sufficient evidence
to say that these raised edges are characteristic of inscriptions of the period.
The characters of the much longer inscriptions on many of the Choubronzes seem, however, to lack the plastic quality just described. If weexamine closely the characters of a huo 33.2 {fig. 182), we can see that the
edges are flat, not raised; the sides of the lines are wavy and in some in-
stances the vertical sides of the strokes are actually undercut. The wavysides of the characters in a fang-i 30.54 {fig. 183) are typical. The grooves of
these characters do not appear to have been drawn originally in a plastic
medium, and they do not look as if they were engraved with a tool after
casting. At best we can only conjecture as to how they were made.
Noel Barnard seems to be the only Westerner who has grappled with the
problem of making inscriptions, 158 and in his opinion it was part of the main-
casting operation. He suggests various methods that might have been
employed, but holds strongly to the view that the inscription was cut or
engraved first on a clay block in intaglio ; then a corresponding small block or
slab of clay was pressed on the surface of the intaglio; and this in turn gave,
on separation of the two blocks, characters in relief. This clay block was
then inserted in a prepared recess in the bottom of the core and later, whenthe bronze was cast, intaglio characters resulted. Barnard shows diagrams
to illustrate how he thinks this was done.
Inscribed bronzes in the Freer and other collections provide some sup-
port for Barnard's theory. For example, the single character inside the cover
of the lid of a chih 38.6 is set in a shallow depression bordered by the almost
imperceptible sunken lines of a square {fig. 184). The single character inside
the foot of another ku 07.34 {fig. 185) is even more deeply recessed. On the
other hand the single character in the bottom of chia 35.12 is slightly raised
and is framed with faint sunken lines barely distinguishable in strong raking158Bronze casting . . . , pp. 157-168.
141

Figure 178
Kit 40.3. The edges of this two-character inscription are raised as if the character originally was
stamped in a plastic substance. Note also that the bottoms of the channels are fiat (macro-
graph x 7).
Figure 179
Ku 43.9. The three-character inscription on the inside of another ku also has raised edges; the
cuprite which lines the channels has been partially removed by mechanical cleaning (macro-
graph x 6.5).
142

Figure 180
Ku 51.18. The two-character inscription on the inside of the foot of another Shang dynasty ku
has raised edges and flat-bottom channels (macrograph < 7).
143

Figure 182
Huo 33.2. This inscription on a Chou dynasty vessel has flat, nearly square edges and the
channels are rounded. In some places the vertical walls of the channels are slightly undercut
(macrograph 5.3).
Figure 183
Fang i 30.54. The edges of the characters in the lid are wavy but flush with the surface which
seems typical ofmany Chou inscriptions (macrograph x 2.7).

Figure 184
Chih 38.6. The single character in the lid is set in a shallow
square depression faintly outlined by sunken lines
(arrows). These lines may mark the edges of a block set
in the core to carry the negative mold (raised lines) of the
character.
Figure 187
Yu 60.20. A common feature of inscriptions of the Chouperiod is the undercutting of the edges. The undercutting
of a character in an inscription in the lid of this vessel is
so deep that the wire loop is partially concealed by the
overhang (macrograph x 8.5).
Figure 185
Ku 07.34. The single character in the inside of the foot is
set in a low rectangular depression which indicates that
the negative mold for the character was made separately
and fitted into the core (macrograph X 1 .2).
Chia 35.12. The single character in the bottom is slightly
raised and framed in a rectangle of faint sunken lines
(macrograph x0.9).
Figure 188
A character recently etched in a cast blank of bronze.
Dilute nitric acid was used as the mordant and wax-
resin as the resist. Note the rounding of corners, the
jagged sharpness of edges, and the roughened surface at
the bottom of the groove (macrograph x 3).
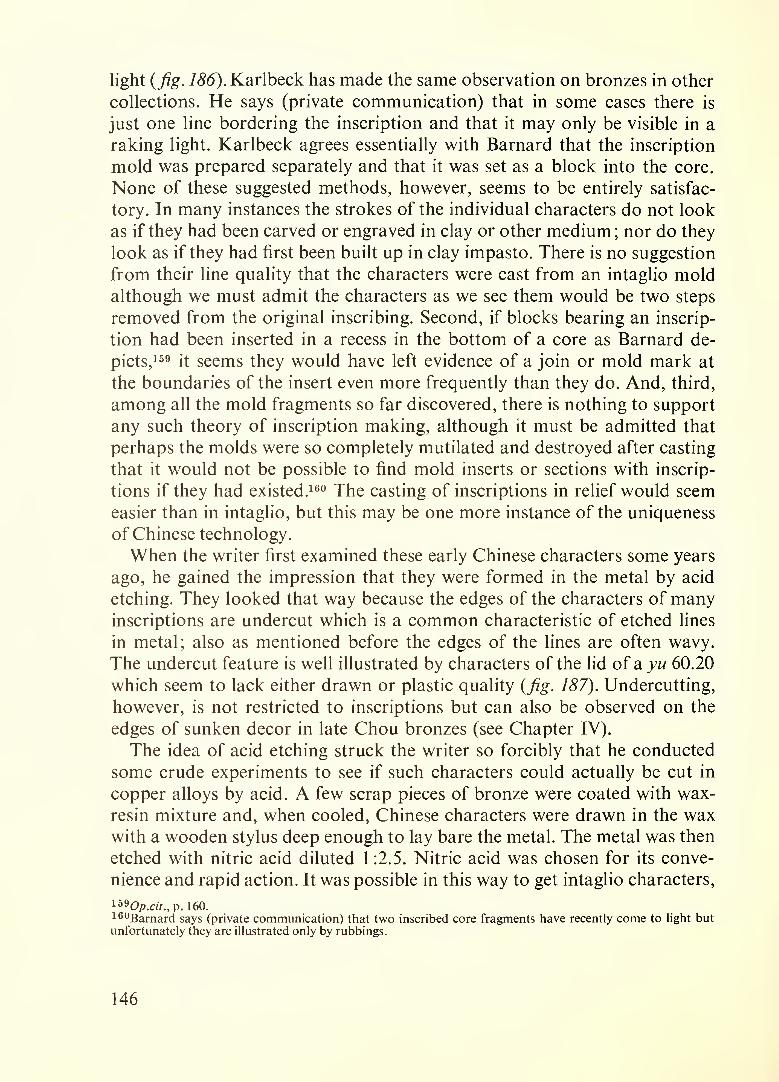
light {fig. 186). Karlbeck has made the same observation on bronzes in other
collections. He says (private communication) that in some cases there is
just one line bordering the inscription and that it may only be visible in a
raking light. Karlbeck agrees essentially with Barnard that the inscription
mold was prepared separately and that it was set as a block into the core.
None of these suggested methods, however, seems to be entirely satisfac-
tory. In many instances the strokes of the individual characters do not look
as if they had been carved or engraved in clay or other medium; nor do they
look as if they had first been built up in clay impasto. There is no suggestion
from their line quality that the characters were cast from an intaglio moldalthough we must admit the characters as we see them would be two steps
removed from the original inscribing. Second, if blocks bearing an inscrip-
tion had been inserted in a recess in the bottom of a core as Barnard de-
picts,159 it seems they would have left evidence of a join or mold mark at
the boundaries of the insert even more frequently than they do. And, third,
among all the mold fragments so far discovered, there is nothing to support
any such theory of inscription making, although it must be admitted that
perhaps the molds were so completely mutilated and destroyed after casting
that it would not be possible to find mold inserts or sections with inscrip-
tions if they had existed.160 The casting of inscriptions in relief would seem
easier than in intaglio, but this may be one more instance of the uniqueness
of Chinese technology.
When the writer first examined these early Chinese characters some years
ago, he gained the impression that they were formed in the metal by acid
etching. They looked that way because the edges of the characters of manyinscriptions are undercut which is a common characteristic of etched lines
in metal; also as mentioned before the edges of the lines are often wavy.
The undercut feature is well illustrated by characters of the lid of a yu 60.20
which seem to lack either drawn or plastic quality (fig. 187). Undercutting,
however, is not restricted to inscriptions but can also be observed on the
edges of sunken decor in late Chou bronzes (see Chapter IV).
The idea of acid etching struck the writer so forcibly that he conducted
some crude experiments to see if such characters could actually be cut in
copper alloys by acid. A few scrap pieces of bronze were coated with wax-
resin mixture and, when cooled, Chinese characters were drawn in the waxwith a wooden stylus deep enough to lay bare the metal. The metal was then
etched with nitric acid diluted 1 :2.5. Nitric acid was chosen for its conve-
nience and rapid action. It was possible in this way to get intaglio characters,
1590/?.c/7.,p. 160.160Barnard says (private communication) that two inscribed core fragments have recently come to light butunfortunately they are illustrated only by rubbings.
146

deeply cut with sharp but wavy edges (fig. 188). It was also easy to get
undercutting if the etching was prolonged. The entire idea of etched in-
scriptions, however, was soon dismissed, because there seems not to be a
shred of outside evidence, literary, historical or technical to support it.
Later on, however, the writer was impressed when three other persons, two
of them metal experts who had had little experience with Chinese bronzes,
separately and independently examined our early inscribed vessels and
likewise observed that the characters "looked acid-etched. " This forced
reconsideration of the discarded theory of etching. There was one formid-
able obstacle, however, in the way of developing a theory of etching as a
means of writing inscriptions, and that was thequestionofwhetherthe know-
ledge of strong acids existed in Chou times and whether any suitable acid
or etching mixture was then available to do the job. It is known that in Hantimes the Chinese were versed in the chemical arts, and there is reason to
believe that the black art of alchemy was also practiced. 161 Any culture
which was as accomplished as that of the Chinese in metallurgy, a special
branch of chemistry, must have had some knowledge of acids, bases and
salts. Certainly saltpeter, KNO3, which is the starting point for nitric acid
was known to the inhabitants of any Asiatic city located in a semi-arid
climate. But we do not mean to imply that we think the ancient Chinese
made bronze inscriptions with nitric acid. Our purpose is to explore all
the possibilities of making lines in metal so that when we examine morebronzes our vision will have greater acuity. It would be possible to conjec-
ture at length on the theme of etching and even attempt to relate backwards
to ancient bronzes the late medieval formulas for etching armor and dama-scening swords, but that would seem to be a digression at this time.
The authenticity of the inscriptions found in bronze vessels is sometimes
questioned on grounds of epigraphic style, historical content or demon-strable deviation from more safely attested texts. It is sometimes inferred
that they have been incised in recent times in bronzes which themselves are
truly archaic. There are a few real examples of this. Plenderleith described
with illustrations an inscription which was chiseled into a bronze vessel.162
The hardness of the line, and the cracking of the brittle surface caused by
the tool are quite obvious. Plenderleith cites another example (p. 53) of
an inscription incised into the neck of a vessel and concealed with false
patina. After removal of the false patina, chisel marks in the bottom of the
grooves of the characters were easily visible. Rudolph described an altered
161 See Masumi Chickashige, Oriental alchemy; Obed S. Johnson, A study of Chinese alchemy; Li Ch'iao-ping,The chemical arts of old China; also the writings of Joseph Needham of Cambridge and of the late ProfessorTenney L. Davis of Massachusetts Institute of Technology.162"Technical notes on Chinese bronzes . .
.," p. 52.
147
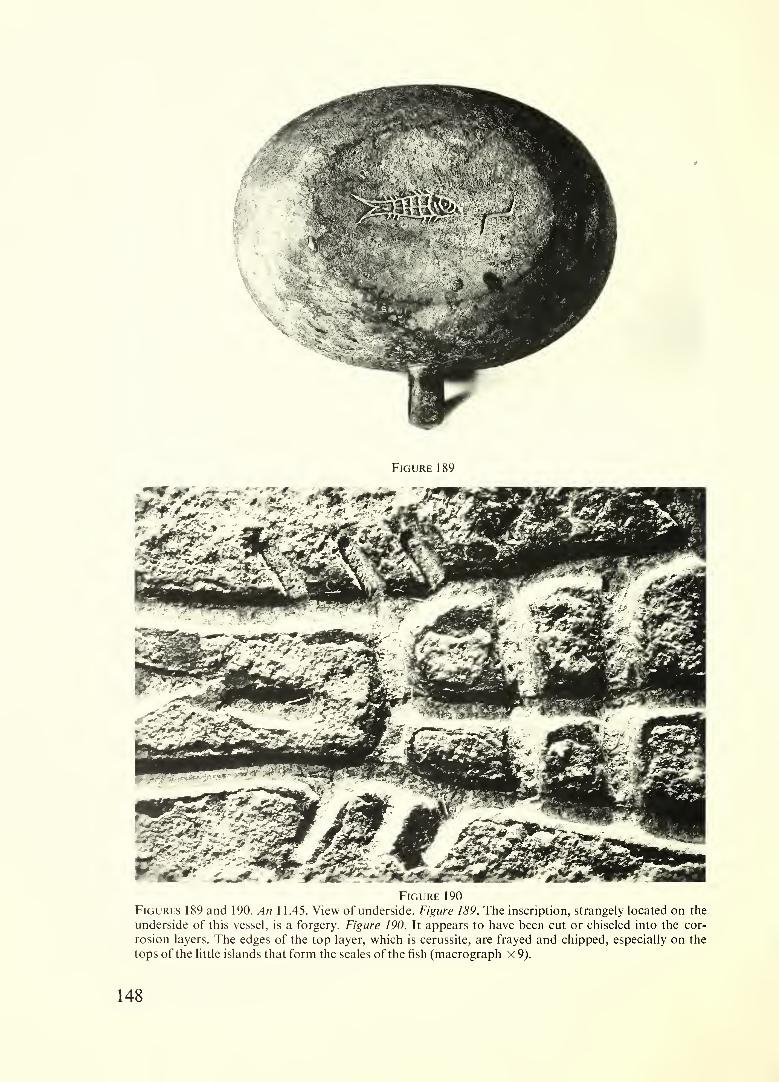
Figure 189
Figure 190
Figures 189 and 190. An 11.45. View of underside. Figure 189. The inscription, strangely located on the
underside of this vessel, is a forgery. Figure 190. It appears to have been cut or chiseled into the cor-
rosion layers. The edges of the top layer, which is cerussite, are frayed and chipped, especially on the
tops of the little islands that form the scales of the fish (macrograph x 9).
148

inscription on the side of a bronze bell in the Royal Ontario Museum.163
Here one part of the original cast inscription was removed and replaced by
court officials of China in the year 1174 because it violated the taboo
relating to the use of a personal name of a former Chin ruler. The raised
edges of the engraved inscription contrast strongly with the flush and smooth
edges of an unaltered inscription on the opposite side.
Doubt has been cast on some of the Freer inscriptions and the reasons
for reservations are mentioned elsewhere; but all have been examined
carefully in the laboratory in good light at some magnification, and only a
small number can be questioned on purely technical grounds. An obviously
incised inscription occurs on the underside of an 11.45 {fig. 189). The
two characters, one in the form of a fish, are cut deeply into the hard com-
pact corrosion layers of the surface, and it can be seen in the photomacro-
graph {fig. 190) that the strokes have an incised look, not a plastic one.
This inscription is unique in another way; it is the only one in the entire
collection which is located on the underside of a vessel, the only place where
a forger could work freely. The hand cutting of an inscription inside the
bottom of a deep vessel would seem to offer some difficulties, but when weconsider the skill of the Chinese jade carvers perhaps it is not impossible.
There is another curious aspect of the making of inscriptions. It was
mentioned in Chapter IV, section 21, that the three chaplets in the bottom
of kuei 11.38 are actually crossed by strokes of some of the characters.
The authenticity of this inscription has been doubted by Noel Barnard on
textual grounds and in fact he calls it "spuriously incised." Careful examin-
ation under magnification shows that the characters are made in the normal
manner of Chou inscriptions {fig. 191). There is no indication of incising,
cutting or chiseling in recent times. It happens that the underside of this vessel
bears the kind of criss-cross lines mentioned in Chapter IV, section 6, and a
radiograph {fig. 192) shows that these lines actually extend over the edges
of the three chaplets. Figures 193 and 194 show in detail the front and rear
of one of the chaplets. This circumstance adds to the already overwhelming
evidence that the chaplets were in position at the time the vessel was cast. It
raises, however, a rather awkward question: how can a cast-in character
cross over a chaplet ? On the other hand if the stroke is incised why is it
interrupted in the middle of the chaplet? In another chaplet of the samevessel crossed by a character (see Chapter IV, fig. 125) the strokes are not
interrupted. The point is that a cast-in character should stop at the edge of
the chaplet, whereas an "incised" character should cross over the chaplet
without interruption.
163"Dynastic booty "
149

Figure 192
Figures 191 and 192. Kuei 11.38. Many of the Chou dynasty vessels have long inscriptions on the
inside bottom. Figure 191. Three characters of the inscription, indicated by arrows, touch or cut across
edges of chaplets; otherwise the inscription seems normal for inscribed bronzes of this period. Figure
192. The radiograph of the bottom clearly shows the inscription, the three chaplets, and in the lower por-
tion, one chaplet which is crossed on the front side by strokes of a character and on back by raised
criss-cross lines.
150

Figure 194
Figures 193 and 194. Kuei 11.38. Figure 193. The character wang which crosses one of the chaplets is
incomplete having part of the vertical stroke missing. Note that the adjacent character pao which is
not involved with a chaplet also has an interrupted stroke. Figure 194. Underneath the vessel the chap-
let shows equally plainly, and the edges are partially crossed by the raised criss-cross lines that are com-mon to many vessels of this period (macrograph x 5).
151
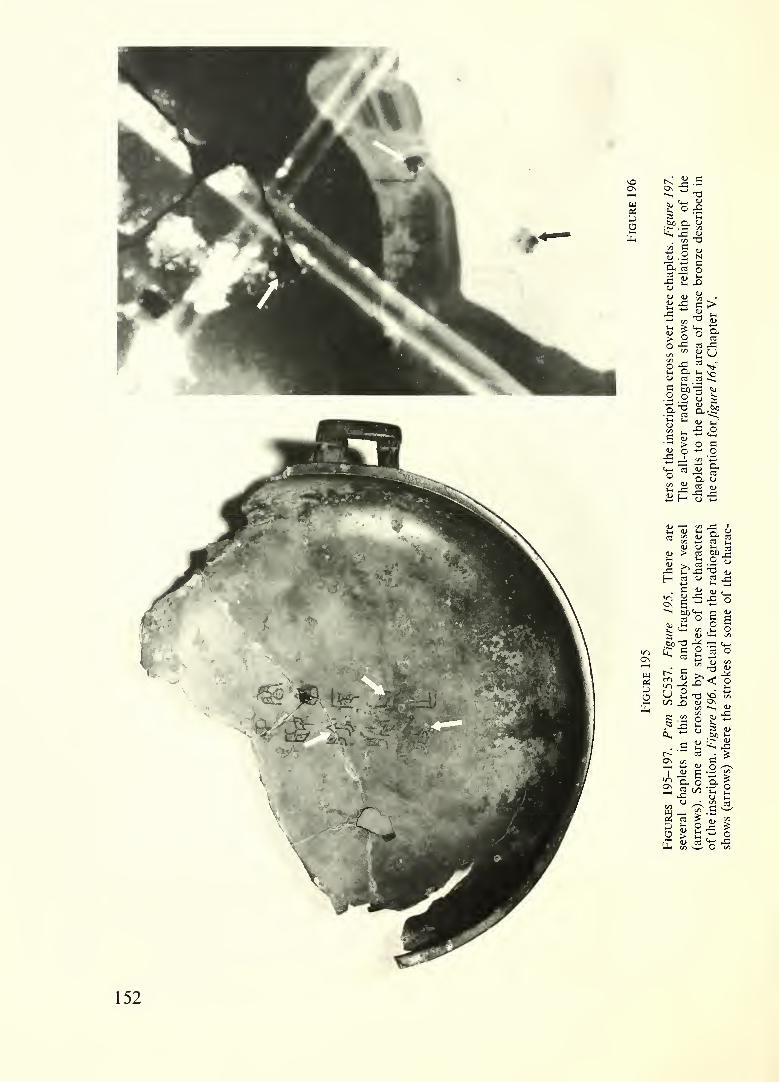
152

153
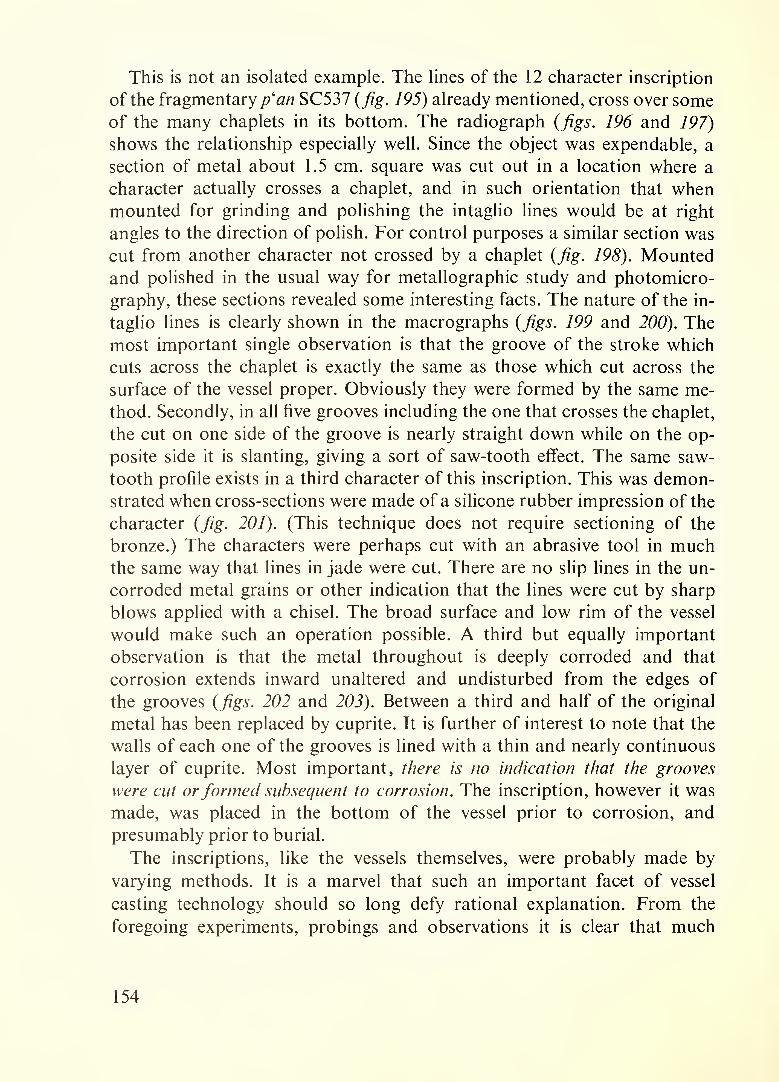
This is not an isolated example. The lines of the 12 character inscription
of the fragmentary p'an SC537 {fig. 195) already mentioned, cross over someof the many chaplets in its bottom. The radiograph (figs. 196 and 197)
shows the relationship especially well. Since the object was expendable, a
section of metal about 1.5 cm. square was cut out in a location where a
character actually crosses a chaplet, and in such orientation that whenmounted for grinding and polishing the intaglio lines would be at right
angles to the direction of polish. For control purposes a similar section was
cut from another character not crossed by a chaplet (fig. 198). Mountedand polished in the usual way for metallographic study and photomicro-
graphy, these sections revealed some interesting facts. The nature of the in-
taglio lines is clearly shown in the macrographs (figs. 199 and 200). The
most important single observation is that the groove of the stroke which
cuts across the chaplet is exactly the same as those which cut across the
surface of the vessel proper. Obviously they were formed by the same me-
thod. Secondly, in all five grooves including the one that crosses the chaplet,
the cut on one side of the groove is nearly straight down while on the op-
posite side it is slanting, giving a sort of saw-tooth effect. The same saw-
tooth profile exists in a third character of this inscription. This was demon-strated when cross-sections were made of a silicone rubber impression of the
character (fig. 201). (This technique does not require sectioning of the
bronze.) The characters were perhaps cut with an abrasive tool in muchthe same way that lines in jade were cut. There are no slip lines in the un-
corroded metal grains or other indication that the lines were cut by sharp
blows applied with a chisel. The broad surface and low rim of the vessel
would make such an operation possible. A third but equally important
observation is that the metal throughout is deeply corroded and that
corrosion extends inward unaltered and undisturbed from the edges of
the grooves (figs. 202 and 203). Between a third and half of the original
metal has been replaced by cuprite. It is further of interest to note that the
walls of each one of the grooves is lined with a thin and nearly continuous
layer of cuprite. Most important, there is no indication that the grooves
were cut orformed subsequent to corrosion. The inscription, however it was
made, was placed in the bottom of the vessel prior to corrosion, and
presumably prior to burial.
The inscriptions, like the vessels themselves, were probably made by
varying methods. It is a marvel that such an important facet of vessel
casting technology should so long defy rational explanation. From the
foregoing experiments, probings and observations it is clear that much
154

work must still be done before the final word on the techniques of inscribing
ancient bronzes can be written.
155
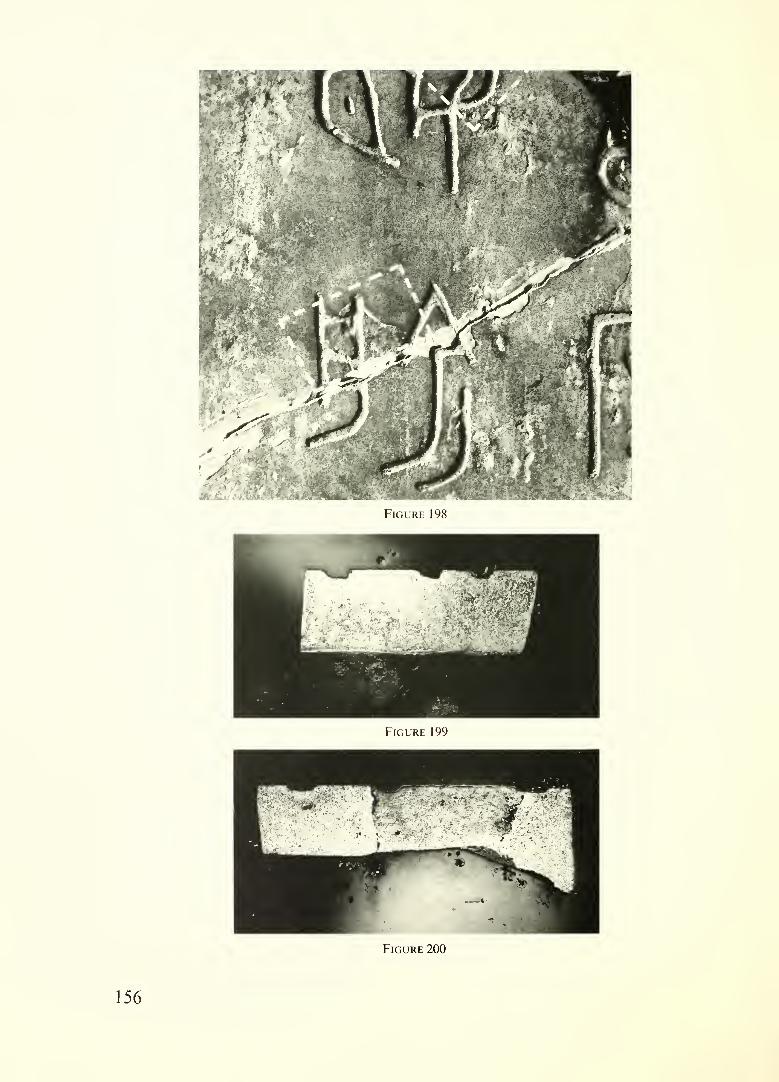
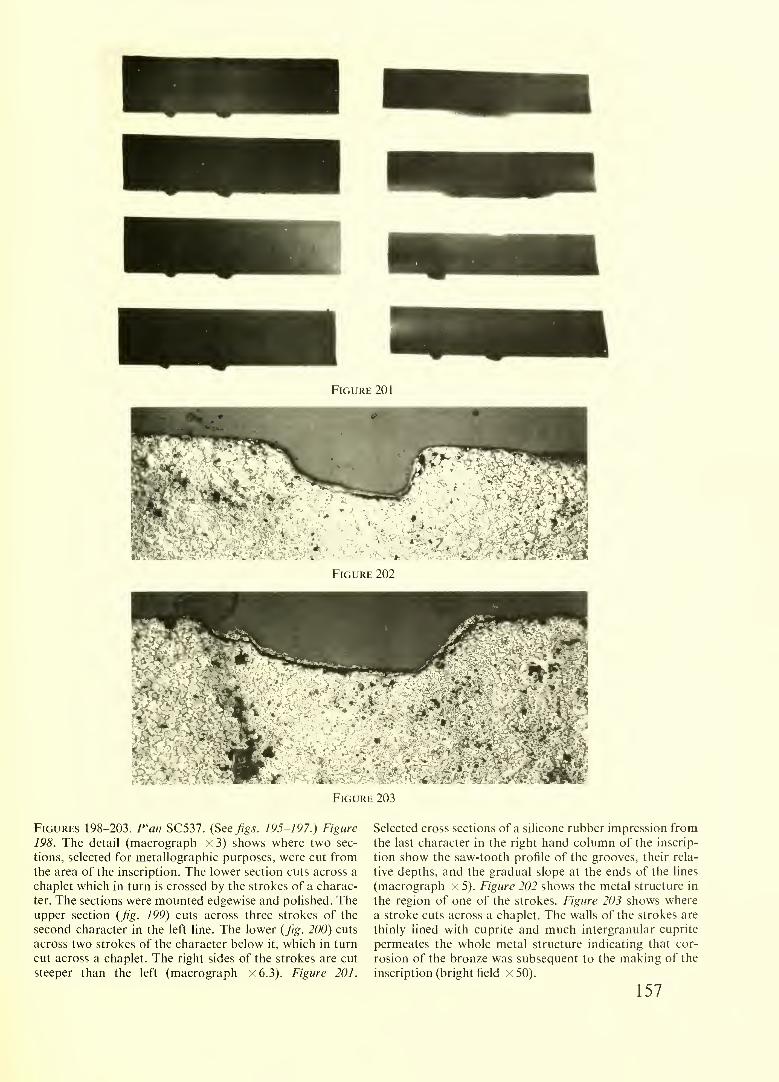
Figure 201
Figures 198-203. P'an SC537. (See figs. 195-197.) Figure
198. The detail (macrograph x 3) shows where two sec-
tions, selected for metallographic purposes, were cut from
the area of the inscription. The lower section cuts across a
chaplet which in turn is crossed by the strokes of a charac-
ter. The sections were mounted edgewise and polished. Theupper section (fig. 199) cuts across three strokes of the
second character in the left line. The lower (fig. 200) cuts
across two strokes of the character below it, which in turn
cut across a chaplet. The right sides of the strokes are cut
steeper than the left (macrograph x6.3). Figure 201.
Selected cross sections of a silicone rubber impression from
the last character in the right hand column of the inscrip-
tion show the saw-tooth profile of the grooves, their rela-
tive depths, and the gradual slope at the ends of the lines
(macrograph x 5). Figure 202 shows the metal structure in
the region of one of the strokes. Figure 203 shows where
a stroke cuts across a chaplet. The walls of the strokes are
thinly lined with cuprite and much intergranular cuprite
permeates the whole metal structure indicating that cor-
rosion of the bronze was subsequent to the making of the
inscription (bright field X 50).
157

CHAPTER VII
RADIOGRAPHY
It has long been recognized that X-rays and other rays of high energy are
useful in the examination of metal antiquities, but they have not been
employed so widely for this purpose as for the study of paintings because
of the greater opacity of metals to X-rays and the higher energies and longer
exposures required. For bronze vessels with wall thicknesses ranging
between 1 mm. and 1 cm. and alloys with lead content sometimes as high
as 25 percent, it is necessary to employ kilovoltages considerably higher
than those supplied by the standard medical units that are ordinarily
available in museum laboratories.
Following preliminary X-ray studies on miscellaneous bronze objects in
the Freer collection, officials of the U.S. Naval Ordnance Laboratory at
White Oak, Silver Spring, Maryland, agreed to undertake the radiography
of a limited number of our bronze vessels principally to try to learn moreabout structures, methods of fabrication and joining techniques and second-
ly, to reveal the kind and extent of repairs, especially modern repairs madewith tin-lead solder. A total of 28 vessels were X-rayed, 25 from the Freer
collection and 3 from the study collection. The radiographs produced are
highly informative. A number of them have been used to illustrate matters
touched on in Chapter IV and a few are brought together here to show their
general applicability in bronze studies.164
Problems ofstructure
The radiographs reveal clearly the clay cores that are so often present in
legs, handles and decorative appendages. The thin walls of the cored parts
are clearly and precisely revealed. It was known that the knob on the lid
of the large yu 30.26 was clay cored, but the radiograph revealed in addition
that the core is conically shaped (see Chapter IV, fig. 107). It also showedthat the inside surfaces of the two cored lugs of the lid are nearly as finely
finished as the outside (figs. 204 and 205). The radiographs have also
164The majority of the radiographs were taken with a 250 KVP industrial X-ray unit ranging from 120 KVPto 250 KVP at ten milliamperes, at distance four to five feet (100-125 cm.) and exposure time 40 seconds to six
minutes. Where greater penetration was needed, radiographs were taken with a 2000 KVP X-ray unit using2 Mev. 1.5 ma., exposure time 15 to 30 seconds at distance of 9 feet (225 cm.). All radiographs were made onKodak Type M industrial X-ray film which in most instances was developed in an automatic X-ray processor(Kodak X-omat); in order to achieve better contrast, a few films were developed by hand in Microdol ac-
cording to standard procedure.
159
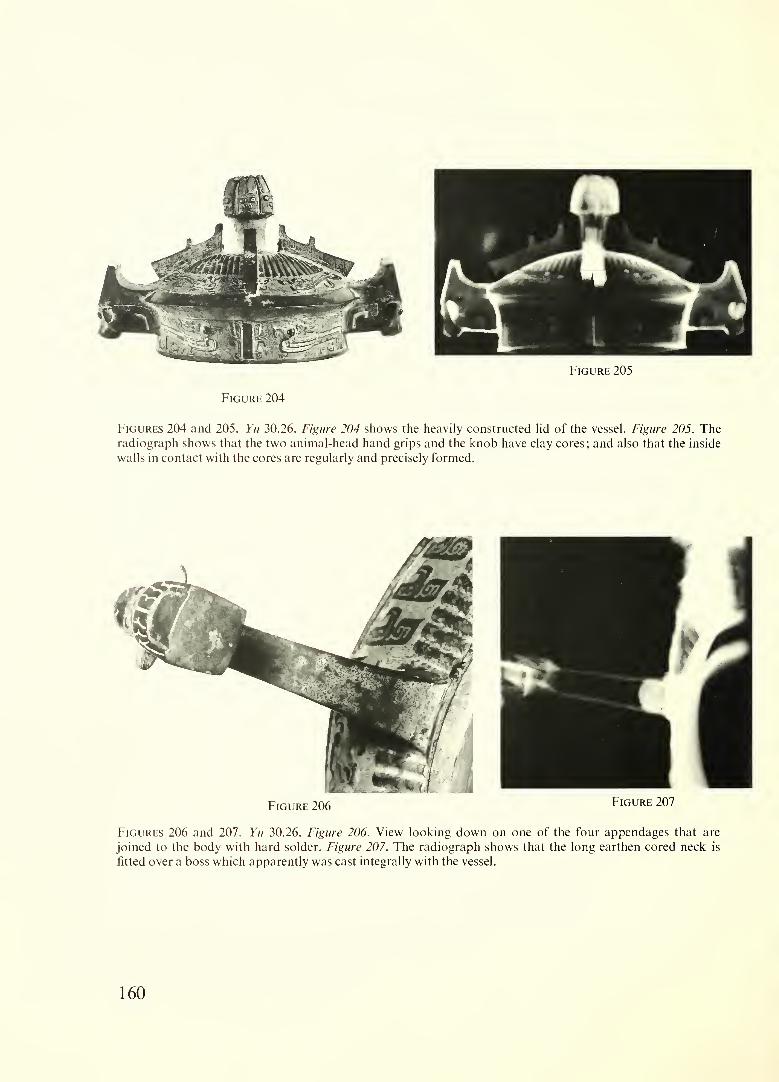
Figure 205
Figure 204
Figures 204 and 205. Yu 30.26. Figure 204 shows the heavily constructed lid of the vessel. Figure 205. Theradiograph shows that the two animal-head hand grips and the knob have clay cores; and also that the inside
walls in contact with the cores are regularly and precisely formed.
Figure 206 Figure 207
Figures 206 and 207. Yu 30.26. Figure 206. View looking down on one of the four appendages that are
joined to the body with hard solder. Figure 207. The radiograph shows that the long earthen cored neck is
fitted over a boss which apparently was cast integrally with the vessel.
160
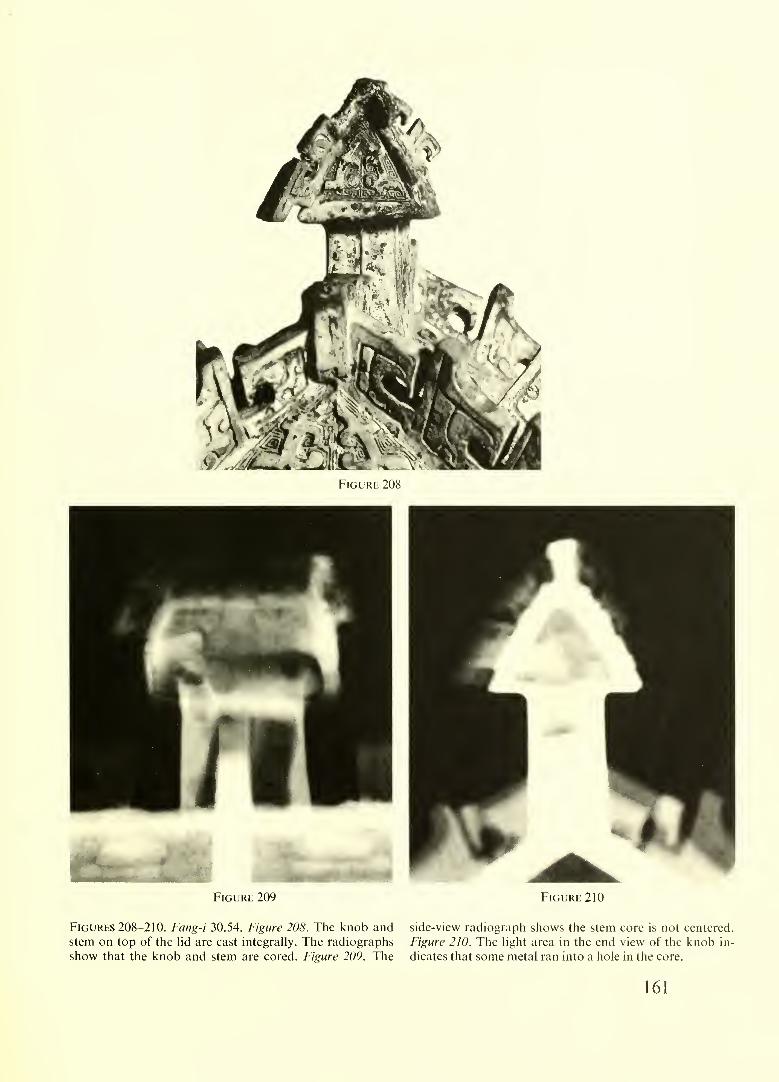
Figure 209 Figure 210
Figures 208-210. Fang-i 30.54. Figure 208. The knob and side-view radiograph shows the stem core is not centered,
stem on top of the lid are cast integrally. The radiographs Figure 210. The light area in the end view of the knob in-
show that the knob and stem are cored. Figure 209. The dicates that some metal ran into a hole in the core.
161

cleared up some questions about how the four long-necked animal head
appendages of the vessel were joined to the body; the hollow end of each
appendage was fitted over a boss precast into the side to provide reinforce-
ment for a hard-solder join (figs. 206 and 207). It was surprising to learn
from a radiograph of the lid of our famous fang-i 30.54 that the hipped
knob and its stem are cored, and furthermore that the core of the stem is
tilted and off center (figs. 208-210). Radiographs of the bird-capped posts
of chia 07.37 mentioned in Chapter IV show that the birds are cored and
cast on to conical caps on the top of the posts (figs. 211 and 212). The bosses
which serve to secure the cored animal heads on the side of tsun 51.19 are
clearly shown (see Chapter l\,fig. 109) but the exact method of attachment
to the bosses remains unknown. Radiographs of legs and handles secured
to vessels by interlock casting fail to show the exact location of the seam of
the join.
It was known that the handles of kuei 38.20 were precast, and the vessel
cast to them. In the radiograph the handles are shown to have square ends,
which do not abut the vessel precisely hence it is remarkable that they are
so firmly secured by the thin metal of the vessel sidewall that surrounds
them (fig. 213).
Ancient repairs
Radiographs are often helpful in revealing ancient repairs. It was knownthat three of the legs of afang-ting 50.7 are solid and integrally cast with the
vessel, but that the fourth leg, which is clay cored, is a later addition. This
was confirmed by X-ray (fig. 214) which also shows that the core of this
leg is improperly aligned. The radiograph, however, does not show any
details of the interlock join between vessel and leg. A repair area of plaster
and paint on the surface of a p'ou 09.334 raised many questions about con-
dition, but a series of radiographs confirmed earlier judgement that there are
no losses of metal or serious breaks in the side wall and that the reason for
the repairs was simply that deep corrosion in this area had created a pow-
dery surface which required faking of decor (fig. 215). On many vessels
radiographs clearly reveal the location of chaplets when they are well
concealed by metal overflow, by fine finishing, or even by corrosion (figs.
216 and 217). A radiograph of the bottom of a large chien 15.107 not only
reveals a number of chaplets randomly placed, but also some evidence that
at the time of casting the inflowing molten metal partially melted the edges
of the chaplets (figs. 218-220). Blow holes and other casting flaws are also
plainly revealed (fig. 221). The decor on the surface of many vessels is some-
times shown in finer detail and better contrast in radiographs than in
162
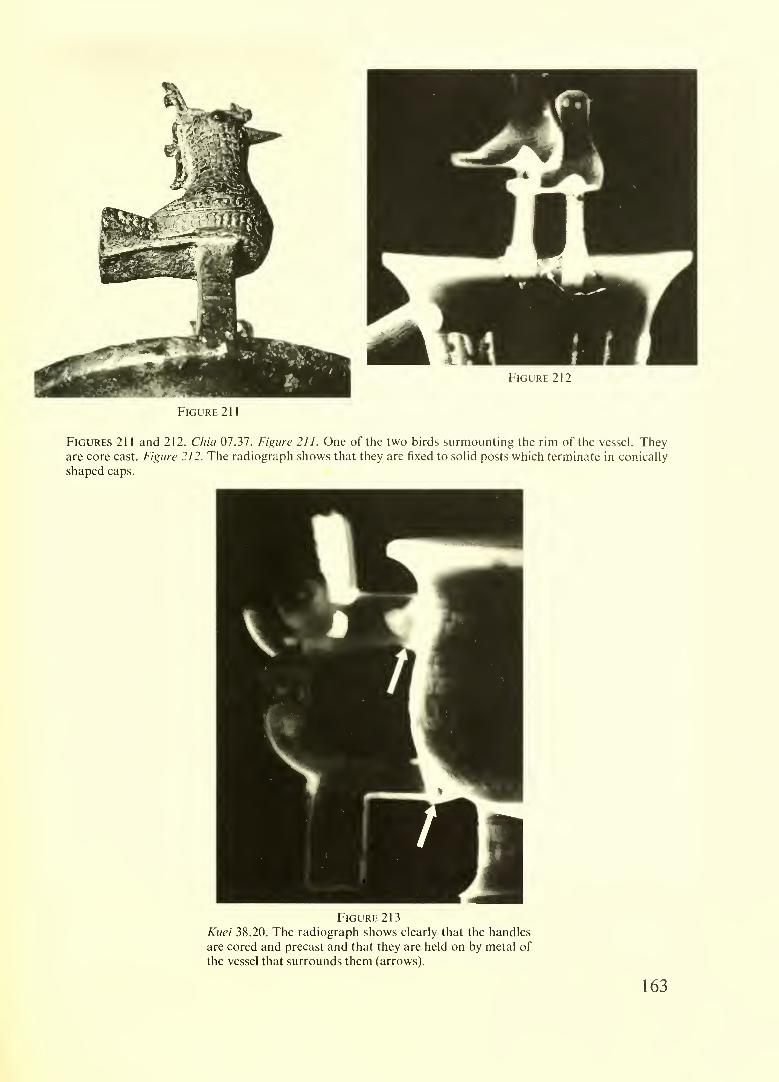
Figure 21
1
Figures 211 and 212. Chia 07.37. Figure 211. One of the two birds surmounting the rim of the vessel. Theyare core cast. Figure 212. The radiograph shows that they are fixed to solid posts which terminate in conically
shaped caps.
Figure 213
Kuei 38.20. The radiograph shows clearly that the handles
are cored and precast and that they are held on by metal of
the vessel that surrounds them (arrows).
163
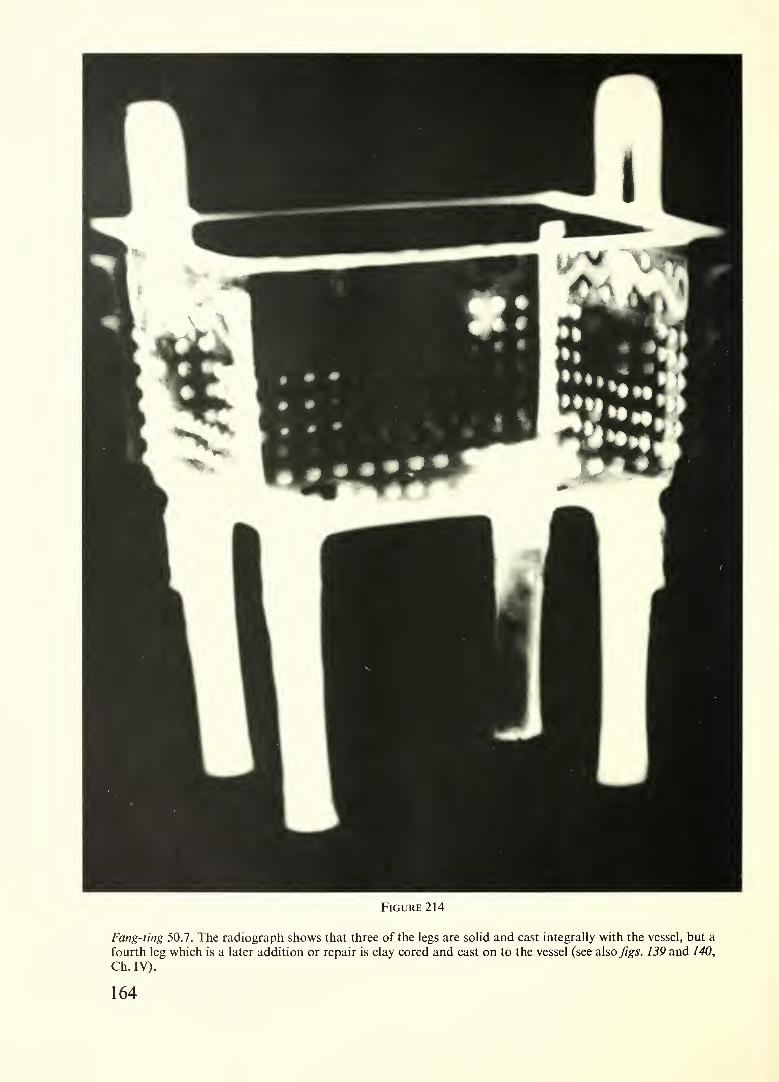
Figure 214
Fang-ting 50.7. The radiograph shows that three of the legs are solid and cast integrally with the vessel, but a
fourth leg which is a later addition or repair is clay cored and cast on to the vessel (see also figs. 139 and 140,
Ch. IV).
164

Figure 215
P'ou 09.334. An irregular area of the side wall of the vessel is covered with paint and plaster repair, but the
radiograph shows there is no break or loss of metal, only extensive corrosion which necessitated the repair. Asegment of the cast side wall on the left is noticeably thinner than the one on the right.
Figure 2 1 6 Figure 2 1
7
Figures 216 and 217. Kuang 49.10. Figure 216. Top view of the lid. Figure 217. The radiograph reveals the
presence of a chaplet directly above each eye of the tao tieh mask and one behind each ear (arrows). The first
two are visible on the surface; the others are concealed by metal overflow and corrosion.
165
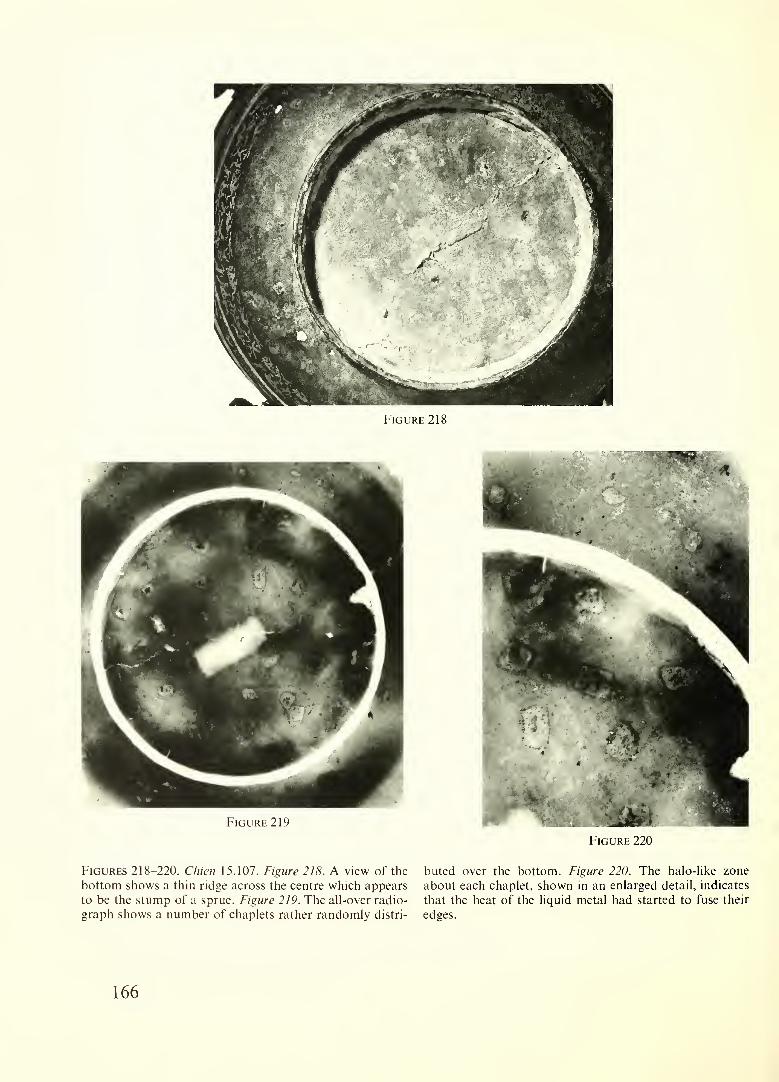
Figure 218
Figure 219
Figures 218-220. Chien 15.107. Figure 218. A view of the
bottom shows a thin ridge across the centre which appears
to be the stump of a sprue. Figure 219. The all-over radio-
graph shows a number of chaplets rather randomly distri-
Figure 220
buted over the bottom. Figure 220. The halo-like zone
about each chaplet, shown in an enlarged detail, indicates
that the heat of the liquid metal had started to fuse their
edges.
166

167
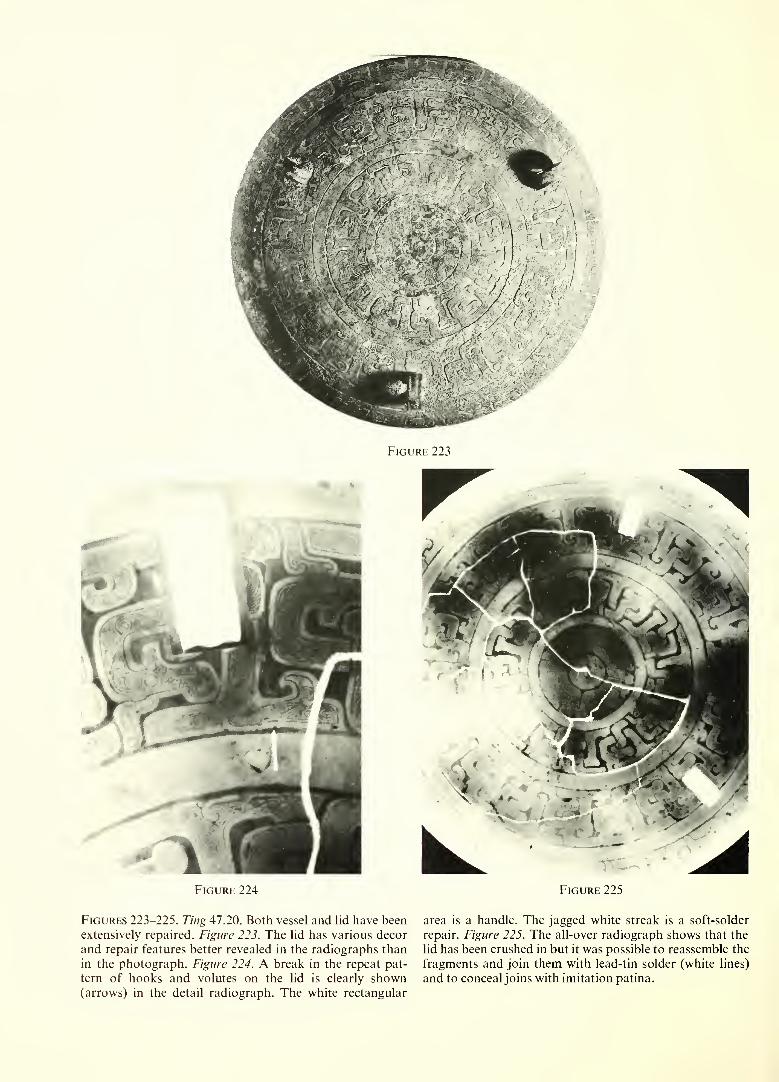
Figure 223
Figure 224
Figures 223-225. Ting 47.20. Both vessel and lid have been
extensively repaired. Figure 223. The lid has various decor
and repair features better revealed in the radiographs than
in the photograph. Figure 224. A break in the repeat pat-
tern of hooks and volutes on the lid is clearly shown(arrows) in the detail radiograph. The white rectangular
Figure 225
area is a handle. The jagged white streak is a soft-solder
repair. Figure 225. The all-over radiograph shows that the
lid has been crushed in but it was possible to reassemble the
fragments and join them with lead-tin solder (white lines)
and to conceal joins with imitation patina.
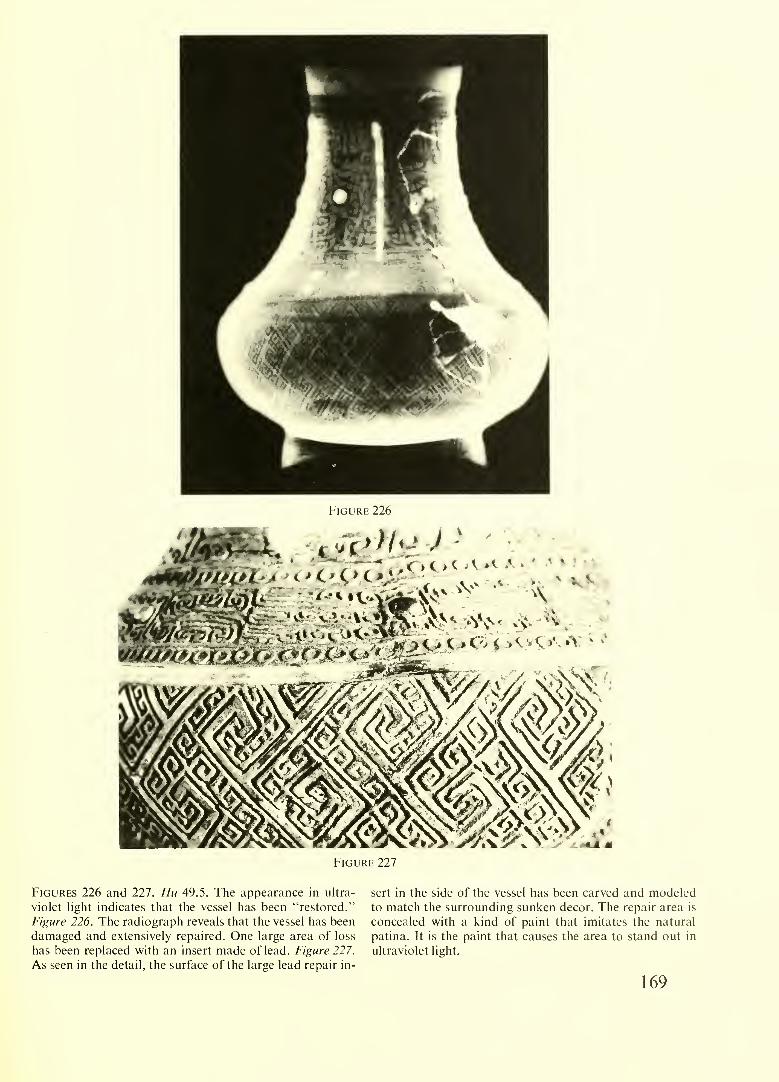
Figures 226 and 227. Hu 49.5. The appearance in ultra-
violet light indicates that the vessel has been "restored."
Figure 226. The radiograph reveals that the vessel has been
damaged and extensively repaired. One large area of loss
has been replaced with an insert made of lead. Figure 227.
As seen in the detail, the surface of the large lead repair in-
sert in the side of the vessel has been carved and modeledto match the surrounding sunken decor. The repair area is
concealed with a kind of paint that imitates the natural
patina. It is the paint that causes the area to stand out in
ultraviolet light.
169
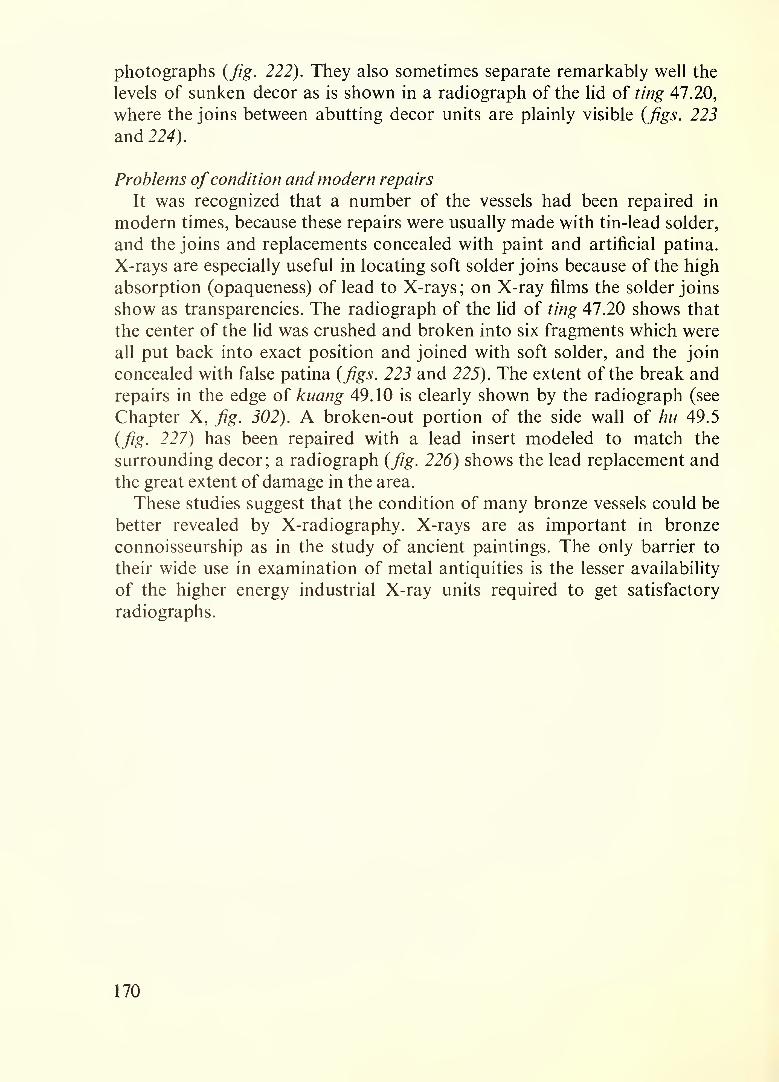
photographs (fig. 222). They also sometimes separate remarkably well the
levels of sunken decor as is shown in a radiograph of the lid of ting 47.20,
where the joins between abutting decor units are plainly visible {figs. 223
and 224).
Problems ofcondition andmodem repairs
It was recognized that a number of the vessels had been repaired in
modern times, because these repairs were usually made with tin-lead solder,
and the joins and replacements concealed with paint and artificial patina.
X-rays are especially useful in locating soft solder joins because of the high
absorption (opaqueness) of lead to X-rays; on X-ray films the solder joins
show as transparencies. The radiograph of the lid of ting 47.20 shows that
the center of the lid was crushed and broken into six fragments which were
all put back into exact position and joined with soft solder, and the join
concealed with false patina (figs. 223 and 225). The extent of the break and
repairs in the edge of kuang 49.10 is clearly shown by the radiograph (see
Chapter X, fig. 302). A broken-out portion of the side wall of hu 49.5
(fig. 227) has been repaired with a lead insert modeled to match the
surrounding decor; a radiograph (fig. 226) shows the lead replacement and
the great extent of damage in the area.
These studies suggest that the condition of many bronze vessels could be
better revealed by X-radiography. X-rays are as important in bronze
connoisseurship as in the study of ancient paintings. The only barrier to
their wide use in examination of metal antiquities is the lesser availability
of the higher energy industrial X-ray units required to get satisfactory
radiographs.
170
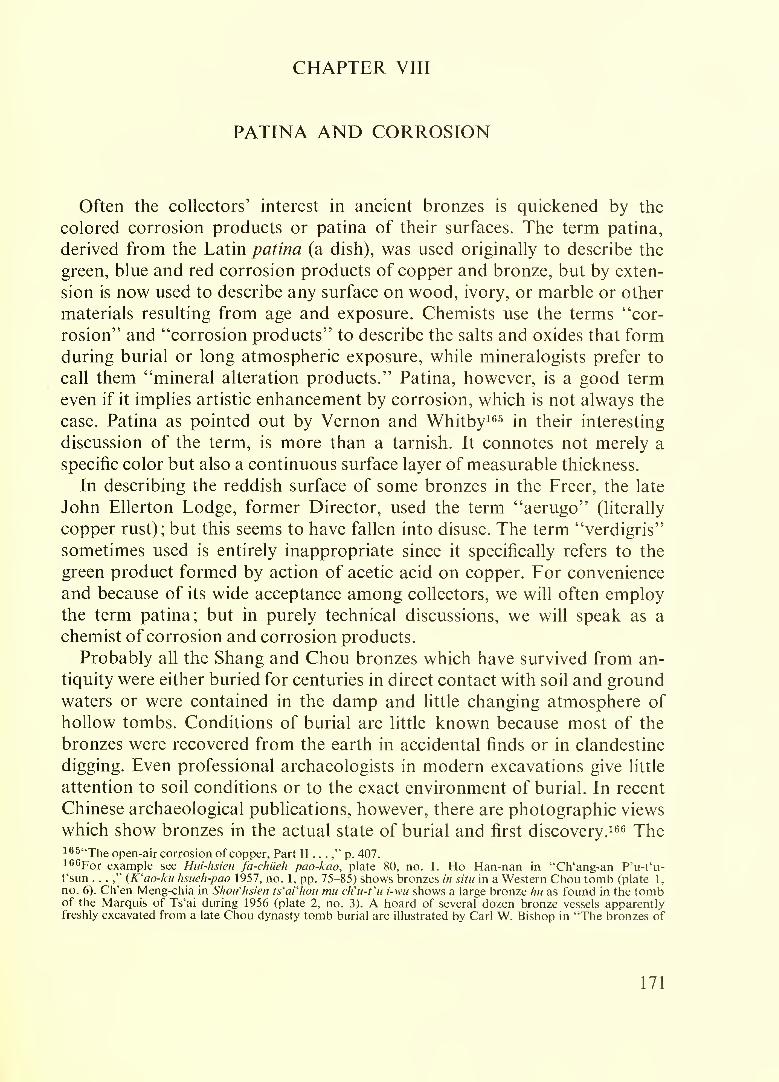
CHAPTER VIII
PATINA AND CORROSION
Often the collectors' interest in ancient bronzes is quickened by the
colored corrosion products or patina of their surfaces. The term patina,
derived from the Latin patina (a dish), was used originally to describe the
green, blue and red corrosion products of copper and bronze, but by exten-
sion is now used to describe any surface on wood, ivory, or marble or other
materials resulting from age and exposure. Chemists use the terms "cor-
rosion" and "corrosion products" to describe the salts and oxides that form
during burial or long atmospheric exposure, while mineralogists prefer to
call them "mineral alteration products." Patina, however, is a good term
even if it implies artistic enhancement by corrosion, which is not always the
case. Patina as pointed out by Vernon and Whitby165 in their interesting
discussion of the term, is more than a tarnish. It connotes not merely a
specific color but also a continuous surface layer of measurable thickness.
In describing the reddish surface of some bronzes in the Freer, the late
John Ellerton Lodge, former Director, used the term "aerugo" (literally
copper rust); but this seems to have fallen into disuse. The term "verdigris"
sometimes used is entirely inappropriate since it specifically refers to the
green product formed by action of acetic acid on copper. For convenience
and because of its wide acceptance among collectors, we will often employthe term patina; but in purely technical discussions, we will speak as a
chemist of corrosion and corrosion products.
Probably all the Shang and Chou bronzes which have survived from an-
tiquity were either buried for centuries in direct contact with soil and ground
waters or were contained in the damp and little changing atmosphere of
hollow tombs. Conditions of burial are little known because most of the
bronzes were recovered from the earth in accidental finds or in clandestine
digging. Even professional archaeologists in modern excavations give little
attention to soil conditions or to the exact environment of burial. In recent
Chinese archaeological publications, however, there are photographic views
which show bronzes in the actual state of burial and first discovery.166 The165"The open-air corrosion of copper, Part II . .
.
," p. 407.166For example see Hui-hsien fa-chiieh pao-kao, plate 80, no. 1. Ho Han-nan in "Ch'ang-an P'u-t'u-t'sun . . .
," (K'ao-ku hsueh-pao 1957, no. 1, pp. 75-85) shows bronzes in situ in a Western Chou tomb (plate 1,
no. 6). Ch'en Meng-chia in Shou'hsien ts'ai hou mu cKu-Vu i-wu shows a large bronze hu as found in the tombof the Marquis of Ts'ai during 1956 (plate 2, no. 3). A hoard of several dozen bronze vessels apparentlyfreshly excavated from a late Chou dynasty tomb burial are illustrated by Carl W. Bishop in "The bronzes of
171
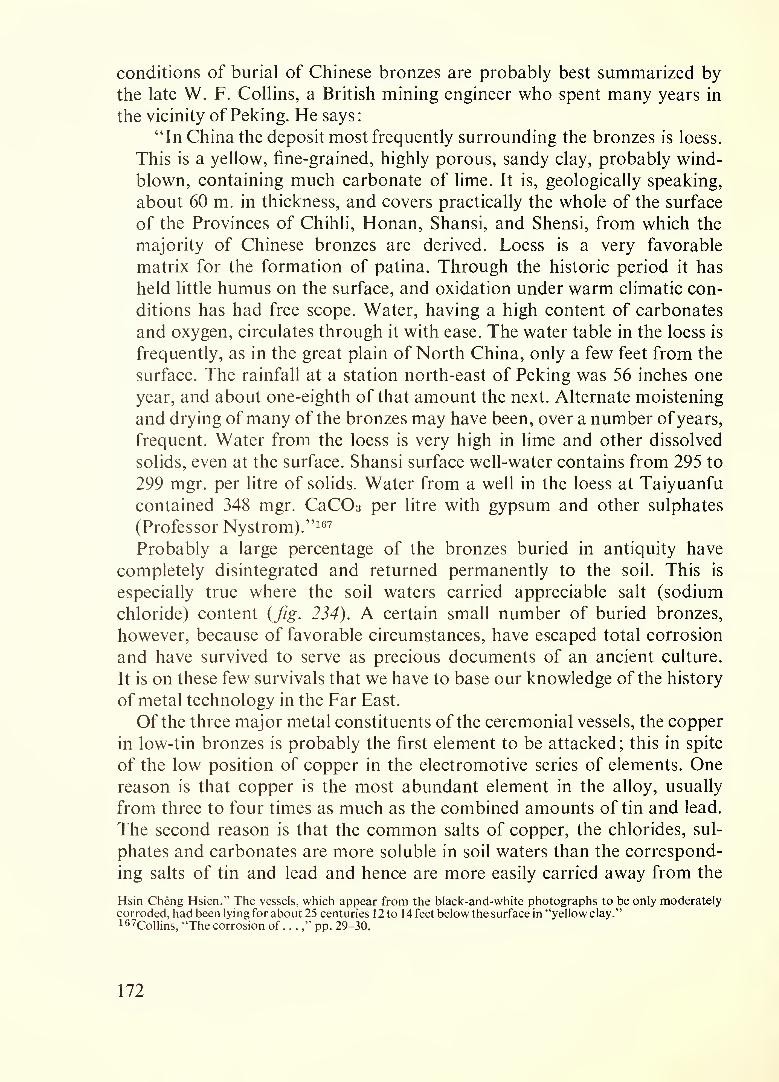
conditions of burial of Chinese bronzes are probably best summarized by
the late W. F. Collins, a British mining engineer who spent many years in
the vicinity of Peking. He says
:
"In China the deposit most frequently surrounding the bronzes is loess.
This is a yellow, fine-grained, highly porous, sandy clay, probably wind-
blown, containing much carbonate of lime. It is, geologically speaking,
about 60 m. in thickness, and covers practically the whole of the surface
of the Provinces of Chihli, Honan, Shansi, and Shensi, from which the
majority of Chinese bronzes are derived. Loess is a very favorable
matrix for the formation of patina. Through the historic period it has
held little humus on the surface, and oxidation under warm climatic con-
ditions has had free scope. Water, having a high content of carbonates
and oxygen, circulates through it with ease. The water table in the loess is
frequently, as in the great plain of North China, only a few feet from the
surface. The rainfall at a station north-east of Peking was 56 inches one
year, and about one-eighth of that amount the next. Alternate moistening
and drying of many of the bronzes may have been, over a number ofyears,
frequent. Water from the loess is very high in lime and other dissolved
solids, even at the surface. Shansi surface well-water contains from 295 to
299 mgr. per litre of solids. Water from a well in the loess at Taiyuanfu
contained 348 mgr. CaC03 per litre with gypsum and other sulphates
(Professor Nystrom). 1,167
Probably a large percentage of the bronzes buried in antiquity have
completely disintegrated and returned permanently to the soil. This is
especially true where the soil waters carried appreciable salt (sodium
chloride) content (fig. 234). A certain small number of buried bronzes,
however, because of favorable circumstances, have escaped total corrosion
and have survived to serve as precious documents of an ancient culture.
It is on these few survivals that we have to base our knowledge of the history
of metal technology in the Far East.
Of the three major metal constituents of the ceremonial vessels, the copper
in low-tin bronzes is probably the first element to be attacked ; this in spite
of the low position of copper in the electromotive series of elements. Onereason is that copper is the most abundant element in the alloy, usually
from three to four times as much as the combined amounts of tin and lead.
The second reason is that the common salts of copper, the chlorides, sul-
phates and carbonates are more soluble in soil waters than the correspond-
ing salts of tin and lead and hence are more easily carried away from the
Hsin Cheng Hsien." The vessels, which appear from the black-and-white photographs to be only moderatelycorroded, had been lying for about 25 centuries 1 2 to 1 4 feet below the surface in "yellow clay."167Collins, "The corrosion of . .
.," pp. 29-30.
172

Figure 228. Hu 11.47. A much enlarged detail from this
bronze shows small botryoidal malachite interspensed with
some lead corrosion products, a little cuprite and some rare
botryoidal azurite (macrograph, x 12.5).
Figure 229. Cross section of a specimen cut from a frag-
mentary Chou dynasty Chinese bronze hu, SC548 (Kelley).
The specimen was mounted edgewise in plastic, ground to a
flat surface, and then polished. The upper view taken of the
freshly polished specimen shows the layered structure of
copper and tin corrosion products that normally surround
remnants of the metal core. The lower view is the samespecimen after exposure to 100 percent relative humidity
for 24 hours. In two places along the inner zone next to the
metal the unstable mineral product nantokite (cuprous
chloride) has taken on water and oxidized to a newproduct called atacamite. This phenomenon is commonlycalled "bronze disease." x7.5.

Figure 228
174 Figure 229
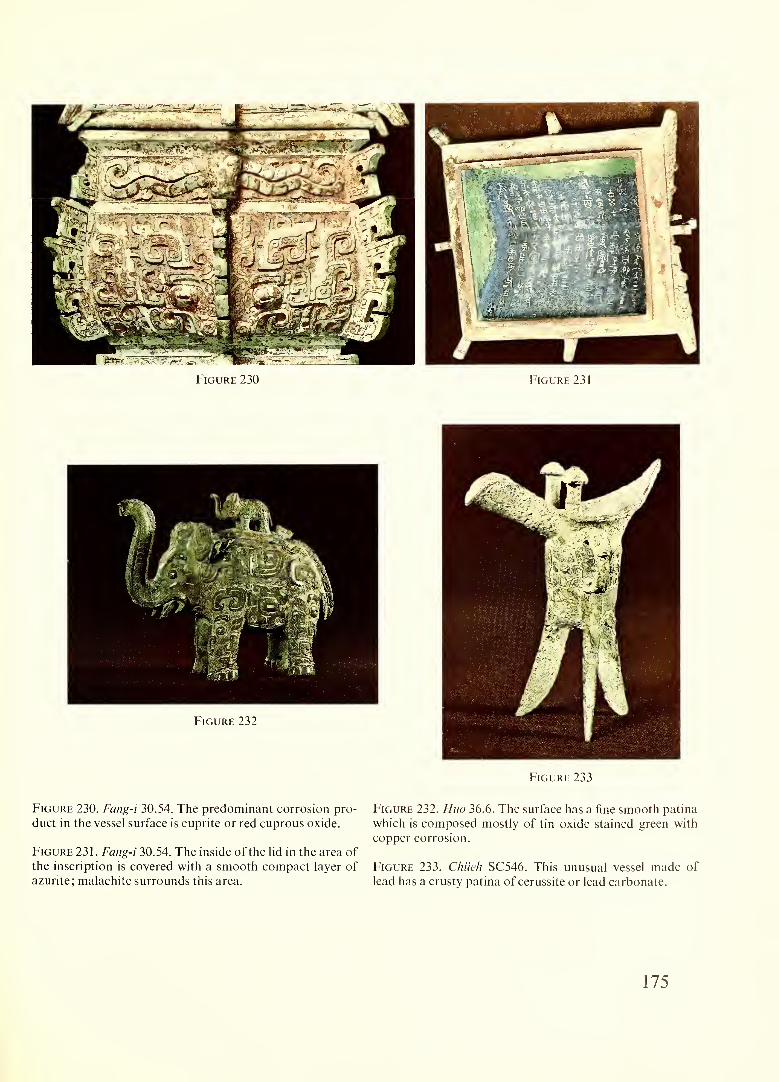
Figure 230 Figure 231
Figure 232
Figure 230. Fang-i 30.54. The predominant corrosion pro-
duct in the vessel surface is cuprite or red cuprous oxide.
Figure 231. Fang-i 30.54. The inside of the lid in the area of
the inscription is covered with a smooth compact layer of
azurite; malachite surrounds this area.
Figure 233
Figure 232. Huo 36.6. The surface has a fine smooth patina
which is composed mostly of tin oxide stained green with
copper corrosion.
Figure 233. Chueh SC546. This unusual vessel made of
lead has a crusty patina of cerussite or lead carbonate.
175


metal surface. Fink and Polushkin, who studied many specimens of corro-
ded cast bronze, observed that in general metallic copper is first deposited
directly from the corroded a constituent; in the next stage the copper is
oxidized; corrosion of tin-rich a takes place simultaneously or later; and
finally the eutectoid is consumed. 168 In high lead and tin bronzes, the course
of corrosion is different; lead globules are early replaced by cuprite or trans-
formed to white lead carbonate (cerussite); the 8 phase in the eutectoid is
replaced by a dark corrosion product to leave islands of uncorroded a phase
quite unchanged in shape and position. The dark product, apparently high
in tin, is gradually transformed to white tin oxide. In the inner zones
attacked copper remains in the reduced form as cuprous oxide or metallic
copper, but in the outer layers it is oxidized to basic cupric salts like mala-
chite and atacamite.
The corrosion of metals is a complex phenomenon, which in spite of muchstudy and research is still not completely understood. Modern investigators
regard metal corrosion, especially under soil conditions, as an electro-
chemical phenomenon in which the electropositiveness or electronegative-
ness of metal plays an important part. These views are well summarized by
U. R. Evans in England who is one of the world's authorities on corrosion
of ferrous and non-ferrous metals. 169 There are numerous papers and mono-graphs on the subject because of the economic implications of corrosion.
This is no place, however, to attempt to review the various theories of the
mechanism of corrosion, especially when we know so little of the corroding
environment to which the bronzes were exposed. All we can do is describe
the end products which are found on the surface of those vessels which
have come down to us.
Many of these corrosion or alteration products are identical in compo-sition and form with the minerals that make up the ores of the earth's crust
from which the metal constituents of bronze were originally derived; they
are quite akin to the secondary minerals in the upper oxidized zones of
metal ore deposits. An earth mineral from which a metal was derived is a
compound of the metal which is in stable equilibrium with its environment.
The formation of corrosion products on a metal surface is the attempt of
the metal to revert to an identical or similar stable equilibrium. Because of
the similarity of corrosion products to well-known mineral species, we shall
use the terms of mineralogy to name them.
Malachite and azurite
Perhaps the most abundant alteration product on the vessels is one or the
168Fink and Polushkin, "Microscopic study . ..
,'"p. 103 ff.
169/1az introduction to metallic corrosion.
Ill
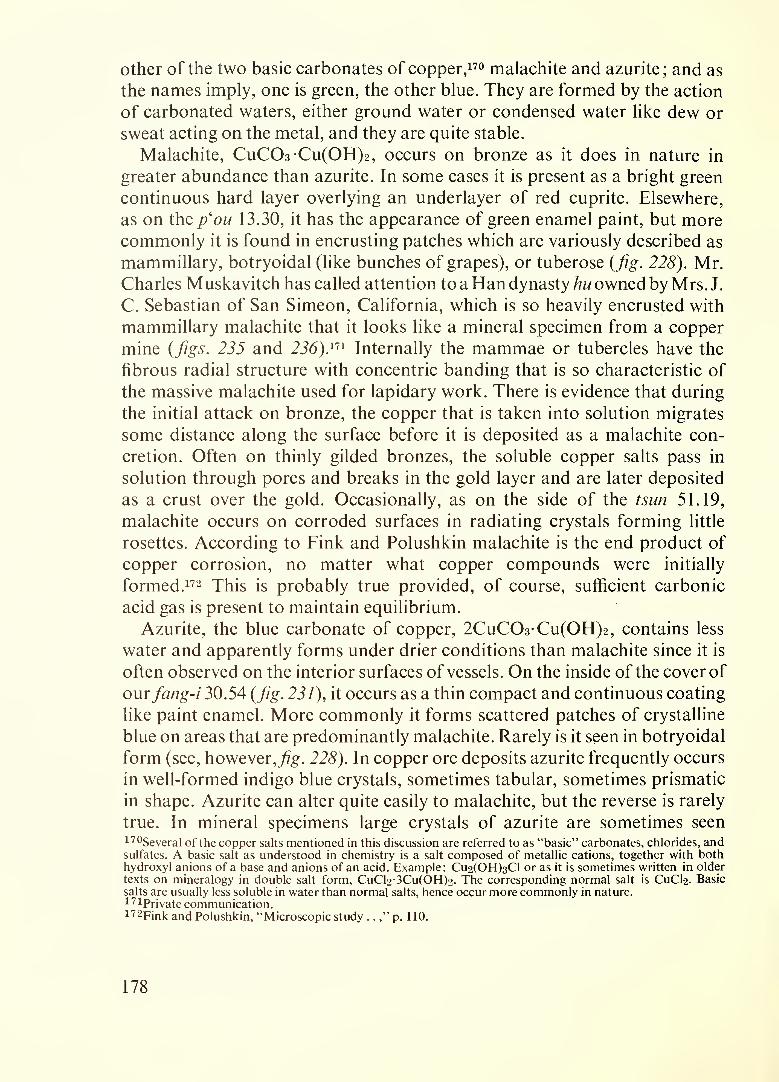
other of the two basic carbonates of copper,170 malachite and azurite; and as
the names imply, one is green, the other blue. They are formed by the action
of carbonated waters, either ground water or condensed water like dew or
sweat acting on the metal, and they are quite stable.
Malachite, CuC03-Cu(OH) 2 , occurs on bronze as it does in nature in
greater abundance than azurite. In some cases it is present as a bright green
continuous hard layer overlying an underlayer of red cuprite. Elsewhere,
as on the p'ou 13.30, it has the appearance of green enamel paint, but morecommonly it is found in encrusting patches which are variously described as
mammillary, botryoidal (like bunches of grapes), or tuberose (fig. 228). Mr.
Charles Muskavitch has called attention to a Han dynasty //w owned by Mrs. J.
C. Sebastian of San Simeon, California, which is so heavily encrusted with
mammillary malachite that it looks like a mineral specimen from a copper
mine {figs. 235 and 236).111 Internally the mammae or tubercles have the
fibrous radial structure with concentric banding that is so characteristic of
the massive malachite used for lapidary work. There is evidence that during
the initial attack on bronze, the copper that is taken into solution migrates
some distance along the surface before it is deposited as a malachite con-
cretion. Often on thinly gilded bronzes, the soluble copper salts pass in
solution through pores and breaks in the gold layer and are later deposited
as a crust over the gold. Occasionally, as on the side of the tsun 51.19,
malachite occurs on corroded surfaces in radiating crystals forming little
rosettes. According to Fink and Polushkin malachite is the end product of
copper corrosion, no matter what copper compounds were initially
formed. 172 This is probably true provided, of course, sufficient carbonic
acid gas is present to maintain equilibrium.
Azurite, the blue carbonate of copper, 2CuC03-Cu(OH) 2 , contains less
water and apparently forms under drier conditions than malachite since it is
often observed on the interior surfaces of vessels. On the inside of the cover of
ourfang-i 30.54 (fig. 231), it occurs as a thin compact and continuous coating
like paint enamel. More commonly it forms scattered patches of crystalline
blue on areas that are predominantly malachite. Rarely is it seen in botryoidal
form (see, however,^. 228). In copper ore deposits azurite frequently occurs
in well-formed indigo blue crystals, sometimes tabular, sometimes prismatic
in shape. Azurite can alter quite easily to malachite, but the reverse is rarely
true. In mineral specimens large crystals of azurite are sometimes seen170Several of the copper salts mentioned in this discussion are referred to as "basic" carbonates, chlorides, andsulfates. A basic salt as understood in chemistry is a salt composed of metallic cations, together with bothhydroxyl anions of a base and anions of an acid. Example: Cu2(OH)3Cl or as it is sometimes written in older
texts on mineralogy in double salt form, CuCl2-3Cu(OH>2. The corresponding normal salt is CuCl2. Basic
salts are usually less soluble in water than normal salts, hence occur more commonly in nature,l V iprivate communication.172Fink and Polushkin, "Microscopic study .
.
," p. 110.
178
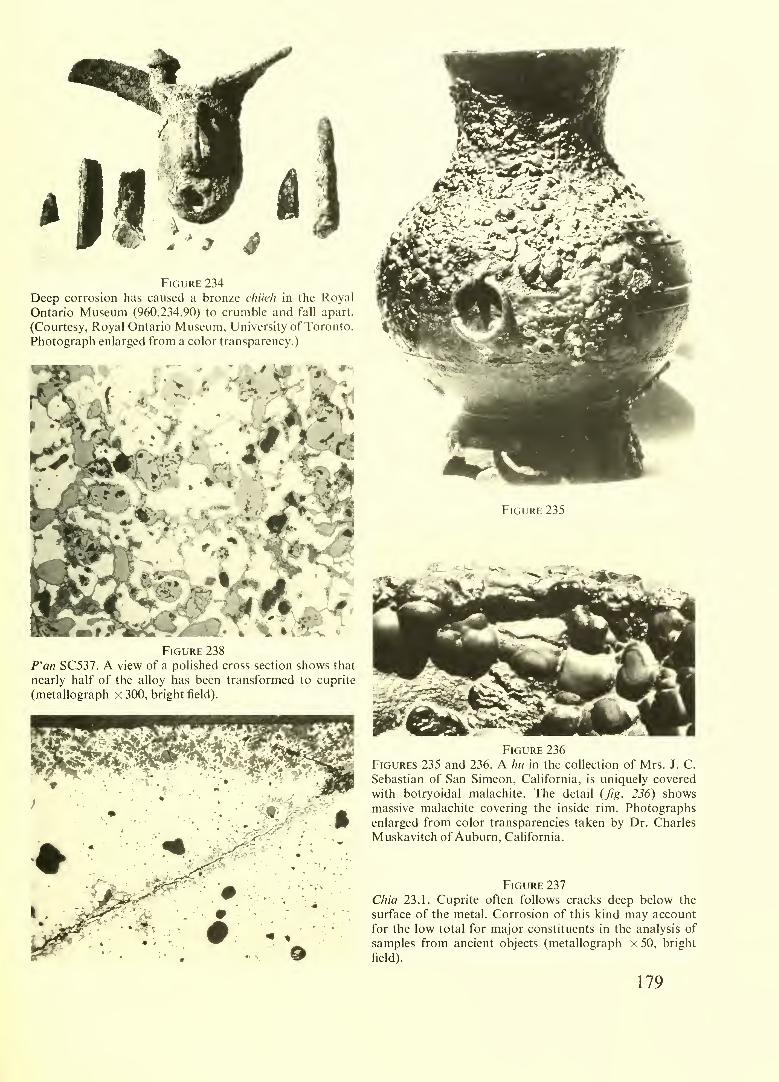
Deep corrosion has caused a bronze chtieh in the Royal
Ontario Museum (960.234.90) to crumble and fall apart.
(Courtesy, Royal Ontario Museum, University of Toronto.
Photograph enlarged from a color transparency.)
Figure 238
P'an SC537. A view of a polished cross section shows that
nearly half of the alloy has been transformed to cuprite
(metallograph x 300, bright field).
Figure 236
Figures 235 and 236. A hu in the collection of Mrs. J. C.
Sebastian of San Simeon, California, is uniquely covered
with botryoidal malachite. The detail (fig. 236) shows
massive malachite covering the inside rim. Photographs
enlarged from color transparencies taken by Dr. Charles
Muskavitch of Auburn, California.
Figure 237
Chia 23.1. Cuprite often follows cracks deep below the
surface of the metal. Corrosion of this kind may account
for the low total for major constituents in the analysis of
samples from ancient objects (metallograph x 50, bright
field).
179
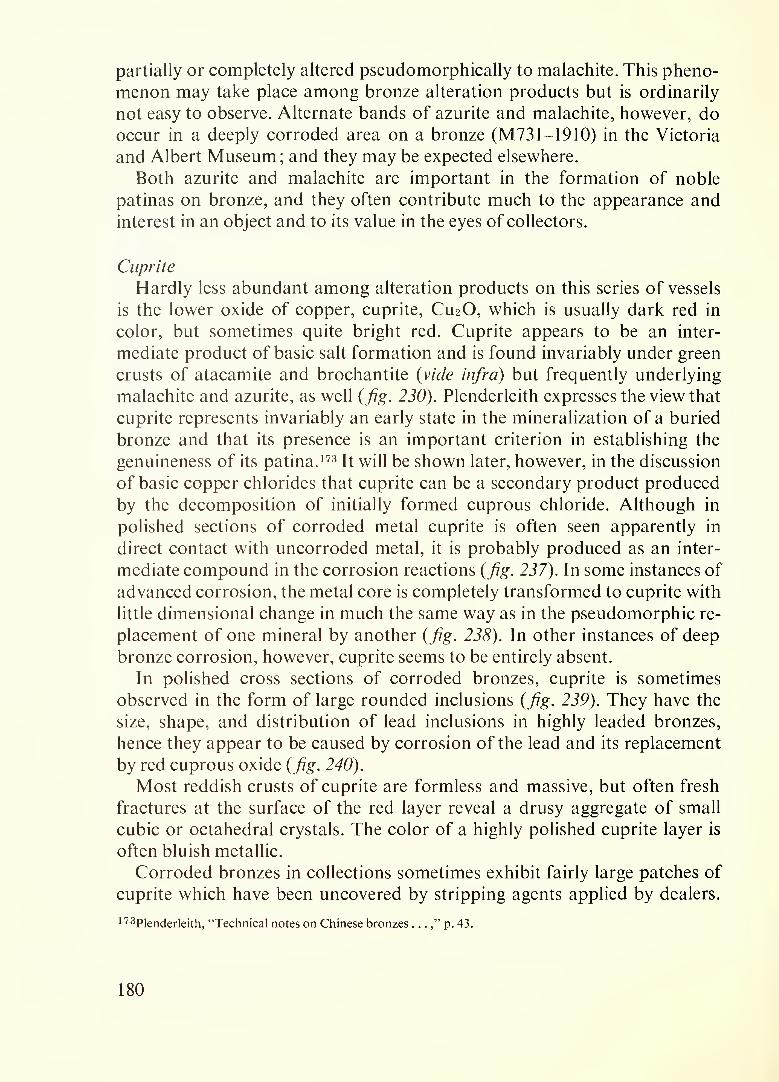
partially or completely altered pseudomorphically to malachite. This pheno-
menon may take place among bronze alteration products but is ordinarily
not easy to observe. Alternate bands of azurite and malachite, however, do
occur in a deeply corroded area on a bronze (M731-1910) in the Victoria
and Albert Museum; and they may be expected elsewhere.
Both azurite and malachite are important in the formation of noble
patinas on bronze, and they often contribute much to the appearance and
interest in an object and to its value in the eyes of collectors.
Cuprite
Hardly less abundant among alteration products on this series of vessels
is the lower oxide of copper, cuprite, CU2O, which is usually dark red in
color, but sometimes quite bright red. Cuprite appears to be an inter-
mediate product of basic salt formation and is found invariably under green
crusts of atacamite and brochantite (vide infra) but frequently underlying
malachite and azurite, as well (fig. 230). Plenderleith expresses the view that
cuprite represents invariably an early state in the mineralization of a buried
bronze and that its presence is an important criterion in establishing the
genuineness of its patina. 173It will be shown later, however, in the discussion
of basic copper chlorides that cuprite can be a secondary product produced
by the decomposition of initially formed cuprous chloride. Although in
polished sections of corroded metal cuprite is often seen apparently in
direct contact with uncorroded metal, it is probably produced as an inter-
mediate compound in the corrosion reactions (fig. 237). In some instances of
advanced corrosion, the metal core is completely transformed to cuprite with
little dimensional change in much the same way as in the pseudomorphic re-
placement of one mineral by another (fig. 238). In other instances of deep
bronze corrosion, however, cuprite seems to be entirely absent.
In polished cross sections of corroded bronzes, cuprite is sometimes
observed in the form of large rounded inclusions (fig. 239). They have the
size, shape, and distribution of lead inclusions in highly leaded bronzes,
hence they appear to be caused by corrosion of the lead and its replacement
by red cuprous oxide (fig. 240).
Most reddish crusts of cuprite are formless and massive, but often fresh
fractures at the surface of the red layer reveal a drusy aggregate of small
cubic or octahedral crystals. The color of a highly polished cuprite layer is
often bluish metallic.
Corroded bronzes in collections sometimes exhibit fairly large patches of
cuprite which have been uncovered by stripping agents applied by dealers.
173Plenderleith, "Technical notes on Chinese bronzes . ..
," p. 43.
180
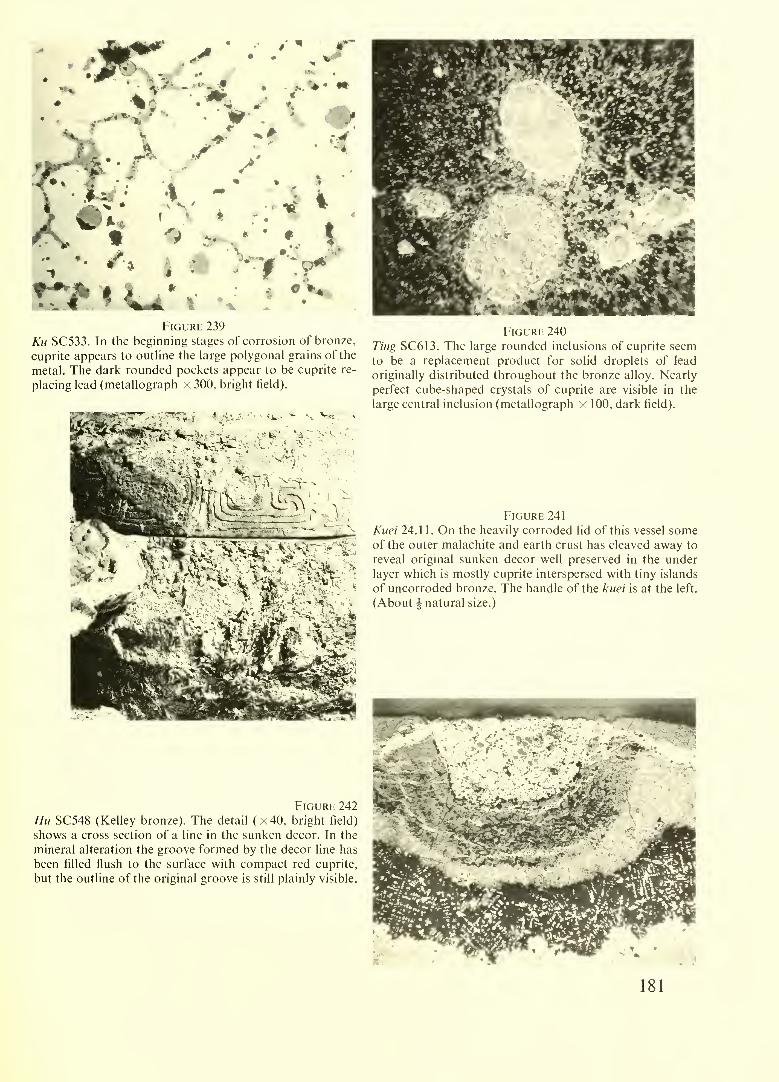
Figure 239
Ku SC533. In the beginning stages of corrosion of bronze,
cuprite appears to outline the large polygonal grains of the
metal. The dark rounded pockets appear to be cuprite re-
placing lead (metallograph < 300, bright field).
Figure 242
Hu SC548 (Kelley bronze). The detail (x40, bright field)
shows a cross section of a line in the sunken decor. In the
mineral alteration the groove formed by the decor line has
been filled flush to the surface with compact red cuprite,
but the outline of the original groove is still plainly visible.
Figure 240
Ting SC613. The large rounded inclusions of cuprite seem
to be a replacement product for solid droplets of lead
originally distributed throughout the bronze alloy. Nearly
perfect cube-shaped crystals of cuprite are visible in the
large central inclusion (metallograph X 100, dark field).
Figure 241
Kuei 24.11. On the heavily corroded lid of this vessel someof the outer malachite and earth crust has cleaved away to
reveal original sunken decor well preserved in the under
layer which is mostly cuprite interspersed with tiny islands
of uncorroded bronze. The handle of the kuei is at the left.
(About 5 natural size.)
181

These agents are said to be fermented fruit juice or weak organic acids.
They dissolve the porous green crust readily but not so easily the hard
compact cuprite under layer. A dark red mass of cuprite on the handle of
kuei 60. 19 seems to have been formed in this way.
On many bronzes the thin compact layer of malachite or of mixed basic
salts does not attach itself strongly to the metal or to the cuprite under-
layer so that it cleaves away in flakes with moderate mechanical pressure
{fig. 241). This behavior often permits the successful mechanical cleaning
of bronzes with small hammers and chisels and percussion tools.
Cuprite infalse inlay
In the sunken decor on many bronzes, especially in areas of fine lei-wen, a
compact layer of red cuprite appears to line the bottom of the narrow
fossae, at the same time leaving the cloison-like ridges that separate them
green or grayish green. Some have mistaken the red deposit for paint or
inlay and have suggested that cinnabar was used for the purpose,
but this is not so. From one fragment of a broken and deeply corroded
Shang bronze vessel (SC548), it was possible to cut out, mount, and polish
a cross section of metal in a way that shows the cuprite-filled fossae in
cross section {fig. 242). The cuprite fills exactly the original channel. This
circumstance occurs again and again, but we can only speculate as to the
cause. It is known that polishing of metal has an inhibiting effect on its
corrosion because the softer constituents of the alloy smear over the
harder constituents and create a surface skin which is more homogeneous
than the unworked metal beneath. This smoothing over lessens the tendency
of localized impurities to form galvanic couples at the surface; or in words
of the electrochemist, it results in the "equipotentialization" of the surface,
thereby rendering the surface less susceptible to corrosion. The more pro-
tected surface of the fossae, however, were not smoothly polished; hence
they escaped equipotentialization and are corroded to form cuprite. This is
only speculation.
Basic copper chlorides
An unwelcome corrosion product on bronze is the basic chloride of
copper which occurs in two distinct crystal modifications, atacamite and its
dimorph, paratacamite, each having the formula CuCl2-3 Cu(OH)2. Ataca-
mite, often mixed with malachite, cuprite and other alteration products
forms ugly crusts and blister-like eruptions, sometimes uniformly, but at
other times only in local areas on bronze surfaces. When relatively pure,
atacamite occurs in small clusters or patches of dark green crystals, which
182
reflect light like granulated sugar. Sometimes, as on the side of p'ou 13.30,
it occurs in small cone-shaped formations, with stepped sides {fig. 243),
which indicates the corrosion effect is produced from an active center.
Atacamite crusts are not only unattractive, but they are associated with the
phenomenon called "bronze disease1' or "recurrent corrosion. " These
names are given to still active areas of corrosion which in humid weather
take on water and become moist, but in dry times of the year turn bright
green and slough off in fine granules. Although this phenomenon has
mystified museum curators and has given rise to wild speculation amongcollectors, it is fairly well understood technically, and a considerable amount
has been written about it. The well-known French chemist Berthelot seems
to have been the first to give a reasonable explanation of the phenomenonand later G. A. Rosenberg of Copenhagen also made significant contribu-
tions to our knowledge of "bronze disease/' 174 More recently R. M. Organ
has discussed with the aid of pictures and diagrams the theory underlying
various methods employed at the British Museum for stabilizing bronzes
afflicted with recurrent corrosion.175
There is in our study collection a fragmentary Chou dynasty hu known as
"the Kelley bronze" (SC548) which has been described in some detail in
Chapter V. The author some years ago described the internal structure of
the metal of this vessel and the corrosion phenomena including the attack
on copper by chloride agencies and the resulting products.176 Studies have
continued on this piece over the years. Polished metallographic sections
show a complicated structure. Along the irregular edges of the metal core
initial corrosion apparently first attacks and darkens the high-tin phase of
the duplex structure leaving the copper-rich a phase unattacked. This
natural etching clearly reveals the dendritic structure of the cast alloy
(fig. 244). Next to the remnants of the metal core is a gray, or pale green
soft wax-like layer of cuprous chloride (CuCl) identical with the unstable
mineral nantokite. This rather rare copper mineral is the source of bronze
disease. When exposed to humid atmosphere (lower limit about 50 percent
relative humidity), nantokite deliquesces and swells up as a thick greenish
liquid. The cuprous chloride not only hydrolizes but simultaneously oxi-
dizes to basic cupric chloride (figs. 245, 246 and 229). In a subsequent period
of low humidity excess water evaporates and leaves a powdery, bright green
residue which gives an X-ray diffraction pattern corresponding to parataca-
mite. Going outward the next mineral product is usually a thick layer of
bright red cuprous oxide or cuprite which may contain pockets, lenses or
174Berthelot, "Sur l'alteration . . . ;" Rosenberg, Antiquites enfer et en bronze, p. 50 ff.
175"Aspects of bronze patina . . .," p. 6 ff.
176"The corrosion products of an ancient Chinese bronze."
183

Figure 243
P'ou 13.30. A peculiarity of this bronze is the appearance
of conical protuberances with stepped sides that have
formed as the result of local corrosion in the vessel sur-
face. They seem to result from local galvanic action in-
duced by impurities or heterogeneous structures in the
vessel surface.
Figure 245
Figures 245 and 246. Hu SC548. Figure 245 (macrograph
x 3). Fragments of a chloride corroded bronze have been
mounted edgewise in plastic and ground and polished to
give a flat surface. Banded corrosion crusts line each side
of the bronze metal core. Figure 246 ( x 7.6, area outlined in
white on figure 245). After 24 hours' exposure to 100 per-
Figure 244
Hu SC548 (Kelley bronze). Photomicrograph (xlOO,bright field) of a polished section of metal. An uncorroded
remnant of the core is surrounded by a corrosion-attacked
zone in which islands of more resistant a bronze are sur-
rounded by dark corrosion product. This is in effect a
natural etching which reveals clearly the original crystal
structure of the alloy. In the lower part ghosts of tin oxide
formed from later corrosion of a dendrites are plainly
visible. (Courtesy, Daniel Cushing.)
Figure 246
cent relative humidity, pale green patches of oxidation
product, paratacamite, have erupted along the narrow
inner zone of nantokite (cuprous chloride) which lies next
to the metal core. When this happens on the exterior sur-
faces of ancient bronzes, it is called "bronze disease."
184
Figure 247
Hu SC548. Occasionally in the corrosion layers of ancient
bronzes, lenses of white tin oxide are abundantly distributed
in the dark-red cuprous oxide. This circumstance is shownin a mounted polished specimen from fragments of an
early Chou dynasty vessel ( x 100, dark field).
seams of white tin oxide (fig. 247). Between the nantokite and cuprite maybe a thin, irregular, and often discontinuous layer of pure redeposited
elemental copper. In other specimens crystals of pure metallic copper mayalso be scattered irregularly along the initial attack zone between nantokite
and the inner metal core. Beyond the cuprite and obviously formed from it
is the crusty green exterior layer which is the end product of copper altera-
tion. It may be nearly pure crystalline atacamite or a fine grained mixture of
atacamite and malachite.
Among the bronze vessels in this study only a few show evidence of
bronze disease. Perhaps the most seriously afflicted is the famous inscribed
fang-i 30.54 (fig. 248). Apparently when it came into the collection, it had to
some extent been mechanically cleaned to remove unsightly corrosion
crusts. The decapitation of blisters and excrescences uncovered pockets of
185
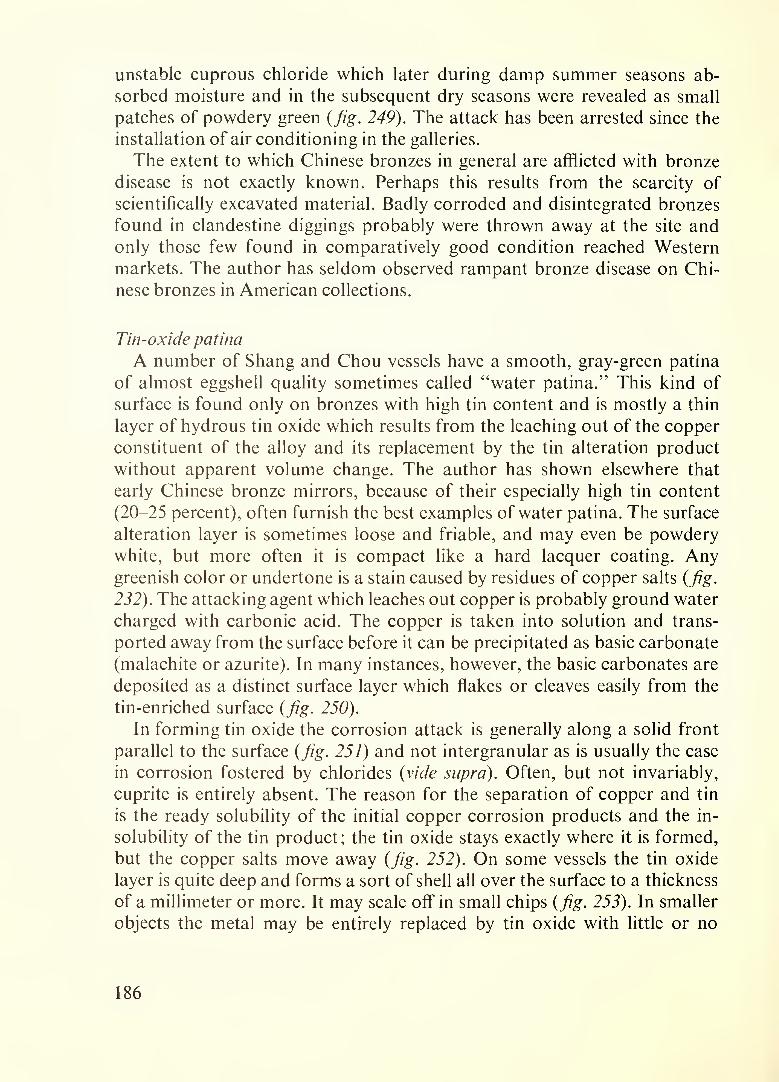
unstable cuprous chloride which later during damp summer seasons ab-
sorbed moisture and in the subsequent dry seasons were revealed as small
patches of powdery green (fig. 249). The attack has been arrested since the
installation of air conditioning in the galleries.
The extent to which Chinese bronzes in general are afflicted with bronze
disease is not exactly known. Perhaps this results from the scarcity of
scientifically excavated material. Badly corroded and disintegrated bronzes
found in clandestine diggings probably were thrown away at the site andonly those few found in comparatively good condition reached Western
markets. The author has seldom observed rampant bronze disease on Chi-
nese bronzes in American collections.
Tin-oxide patina
A number of Shang and Chou vessels have a smooth, gray-green patina
of almost eggshell quality sometimes called "water patina." This kind of
surface is found only on bronzes with high tin content and is mostly a thin
layer of hydrous tin oxide which results from the leaching out of the copper
constituent of the alloy and its replacement by the tin alteration product
without apparent volume change. The author has shown elsewhere that
early Chinese bronze mirrors, because of their especially high tin content
(20-25 percent), often furnish the best examples of water patina. The surface
alteration layer is sometimes loose and friable, and may even be powderywhite, but more often it is compact like a hard lacquer coating. Anygreenish color or undertone is a stain caused by residues of copper salts (fig.
232). The attacking agent which leaches out copper is probably ground water
charged with carbonic acid. The copper is taken into solution and trans-
ported away from the surface before it can be precipitated as basic carbonate
(malachite or azurite). In many instances, however, the basic carbonates are
deposited as a distinct surface layer which flakes or cleaves easily from the
tin-enriched surface (fig. 250).
In forming tin oxide the corrosion attack is generally along a solid front
parallel to the surface (fig. 251) and not intergranular as is usually the case
in corrosion fostered by chlorides (vide supra). Often, but not invariably,
cuprite is entirely absent. The reason for the separation of copper and tin
is the ready solubility of the initial copper corrosion products and the in-
solubility of the tin product; the tin oxide stays exactly where it is formed,
but the copper salts move away (fig. 252). On some vessels the tin oxide
layer is quite deep and forms a sort of shell all over the surface to a thickness
of a millimeter or more. It may scale off in small chips (fig. 253). In smaller
objects the metal may be entirely replaced by tin oxide with little or no
186

Figure 248
Figures 248 and 249. Fang-i 30.54. This object exhibits
some of the symptoms of "bronze disease." Figure 248.
The light area on the side of the top flange of the knob of
the lid is an area of active chloride corrosion. The pale
green powdery substance which causes the light area is
atacamite. Figure 249. The detail of the rim of the vessel
shows light colored areas of powdery atacamite (basic
copper chloride) surrounded by darker areas of red cu-
prite. The pale green areas are moist in extremely humidweather and powdery in dry weather. In the present air-
conditioned environment of the Freer Gallery the green
basic copper salts are stable (macrograph x 2.5).
Figure 250
Ting 46.31. On many bronzes that have been buried, the thin outer crust of malachite
cleaves easily from the bronze surface leaving a smooth pale green patina of tin oxide be-
neath. This circumstance permits cleaning by simple percussion methods.
187
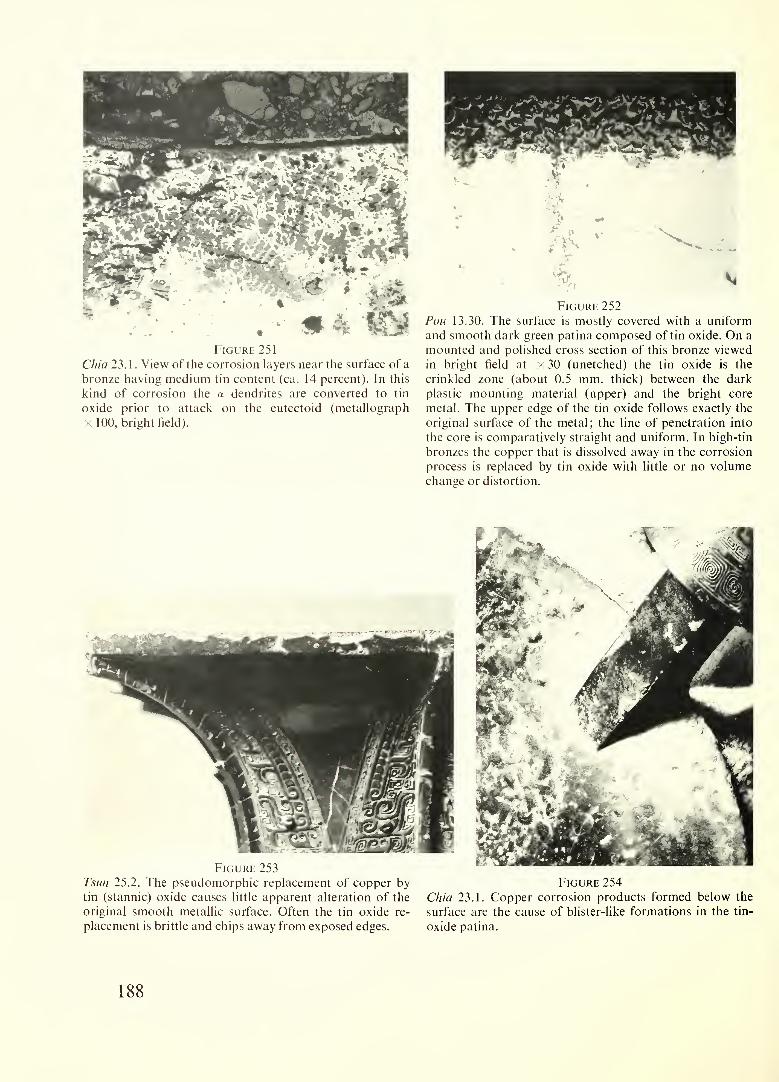
Figure 251
Chia 23.1. View of the corrosion layers near the surface of a
bronze having medium tin content (ca. 14 percent). In this
kind of corrosion the a dendrites are converted to tin
oxide prior to attack on the eutectoid (metallograph
> 100, bright field).
Figure 252
Pou 13.30. The surface is mostly covered with a uniform
and smooth dark green patina composed of tin oxide. On a
mounted and polished cross section of this bronze viewed
in bright field at x30 (unetched) the tin oxide is the
crinkled zone (about 0.5 mm. thick) between the dark
plastic mounting material (upper) and the bright core
metal. The upper edge of the tin oxide follows exactly the
original surface of the metal; the line of penetration into
the core is comparatively straight and uniform. In high-tin
bronzes the copper that is dissolved away in the corrosion
process is replaced by tin oxide with little or no volume
change or distortion.
Tsun 25.2. The pseudomorphic replacement of copper by Figure 254
tin (stannic) oxide causes little apparent alteration of the Chia 23.1. Copper corrosion products formed below the
original smooth metallic surface. Often the tin oxide re- surface are the cause of blister-like formations in the tin-
placement is brittle and chips away from exposed edges. oxide patina.
188
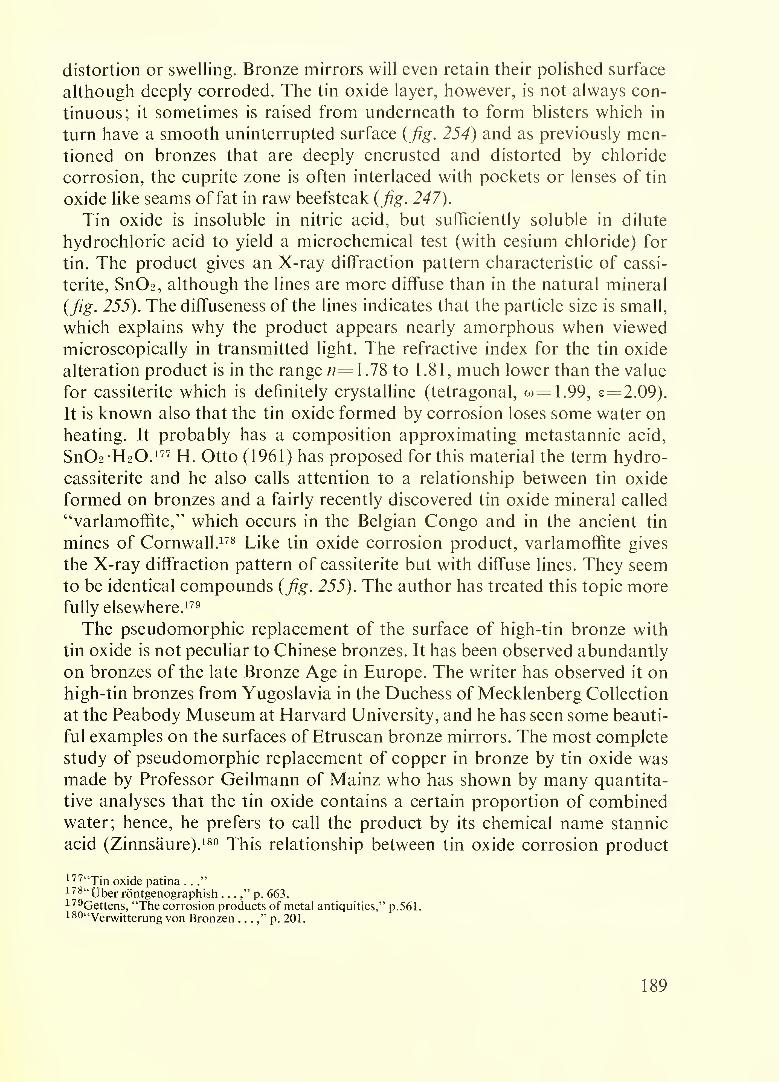
distortion or swelling. Bronze mirrors will even retain their polished surface
although deeply corroded. The tin oxide layer, however, is not always con-
tinuous; it sometimes is raised from underneath to form blisters which in
turn have a smooth uninterrupted surface (fig. 254) and as previously men-
tioned on bronzes that are deeply encrusted and distorted by chloride
corrosion, the cuprite zone is often interlaced with pockets or lenses of tin
oxide like seams of fat in raw beefsteak (fig. 247).
Tin oxide is insoluble in nitric acid, but sufficiently soluble in dilute
hydrochloric acid to yield a microchemical test (with cesium chloride) for
tin. The product gives an X-ray diffraction pattern characteristic of cassi-
terite, SnCh, although the lines are more diffuse than in the natural mineral
(fig. 255). The diffuseness of the lines indicates that the particle size is small,
which explains why the product appears nearly amorphous when viewed
microscopically in transmitted light. The refractive index for the tin oxide
alteration product is in the range n= 1.78 to 1.81, much lower than the value
for cassiterite which is definitely crystalline (tetragonal, w=1.99, €=2.09).
It is known also that the tin oxide formed by corrosion loses some water onheating. It probably has a composition approximating metastannic acid,
SnCVEhO. 177 H. Otto (1961) has proposed for this material the term hydro-
cassiterite and he also calls attention to a relationship between tin oxide
formed on bronzes and a fairly recently discovered tin oxide mineral called
"varlamoffite,,,
which occurs in the Belgian Congo and in the ancient tin
mines of Cornwall.178 Like tin oxide corrosion product, varlamoffite gives
the X-ray diffraction pattern of cassiterite but with diffuse lines. They seem
to be identical compounds (fig. 255). The author has treated this topic morefully elsewhere.179
The pseudomorphic replacement of the surface of high-tin bronze with
tin oxide is not peculiar to Chinese bronzes. It has been observed abundantly
on bronzes of the late Bronze Age in Europe. The writer has observed it onhigh-tin bronzes from Yugoslavia in the Duchess of Mecklenberg Collection
at the Peabody Museum at Harvard University, and he has seen some beauti-
ful examples on the surfaces of Etruscan bronze mirrors. The most complete
study of pseudomorphic replacement of copper in bronze by tin oxide wasmade by Professor Geilmann of Mainz who has shown by many quantita-
tive analyses that the tin oxide contains a certain proportion of combinedwater; hence, he prefers to call the product by its chemical name stannic
acid (Zinnsaure). 180 This relationship between tin oxide corrosion product
177tTin oxide patina . .."
178"t)ber rontgenographish . . .," p. 663.
179Gettens, "The corrosion products of metal antiquities," p. 561.180"Verwitterung von Bronzen . .
.," p. 201
.
189

Cassiterite (Sn02)
Araca, Bolivia
USNM R8034Film number F191
Metastannic Acid
(Sn dissolved in HNO3;precipitate air dried.)
Film number Fl 319
Varlamoffite
Bunny MineSt. Austell, Cornwall
USNM R8886Film number F1311
Tin oxide patina
from p'an
FGA 56.26
Film number F251
Tin oxide patina
from elephant-shaped huo
FGA 36.6
Film number F364
Tin oxide patina
from /;;/
FGA 59.14
Film number F1057
Figure 255
The sharp lines of the X-ray diffraction pattern of tin oxide
mineral, cassiterite, contrast strongly with the diffuse lines
of metastannic acid, varlamoffite, and tin oxide corrosion
products from ancient bronzes.
Figure 256
Kuei 11.58. The underside is thickly encrusted with a
whitish deposit of cerussite (lead carbonate) derived fromthe lead constituent of the alloy.
Figure 257
Lid of yu 16.361. Much of the surface is deeply corroded
and mineralized, but about a third of the total area is
nearly as smooth and lustrous as when it left the makers'
hands. Bald areas like this on ancient corroded bronzes are
not too unusual.
190
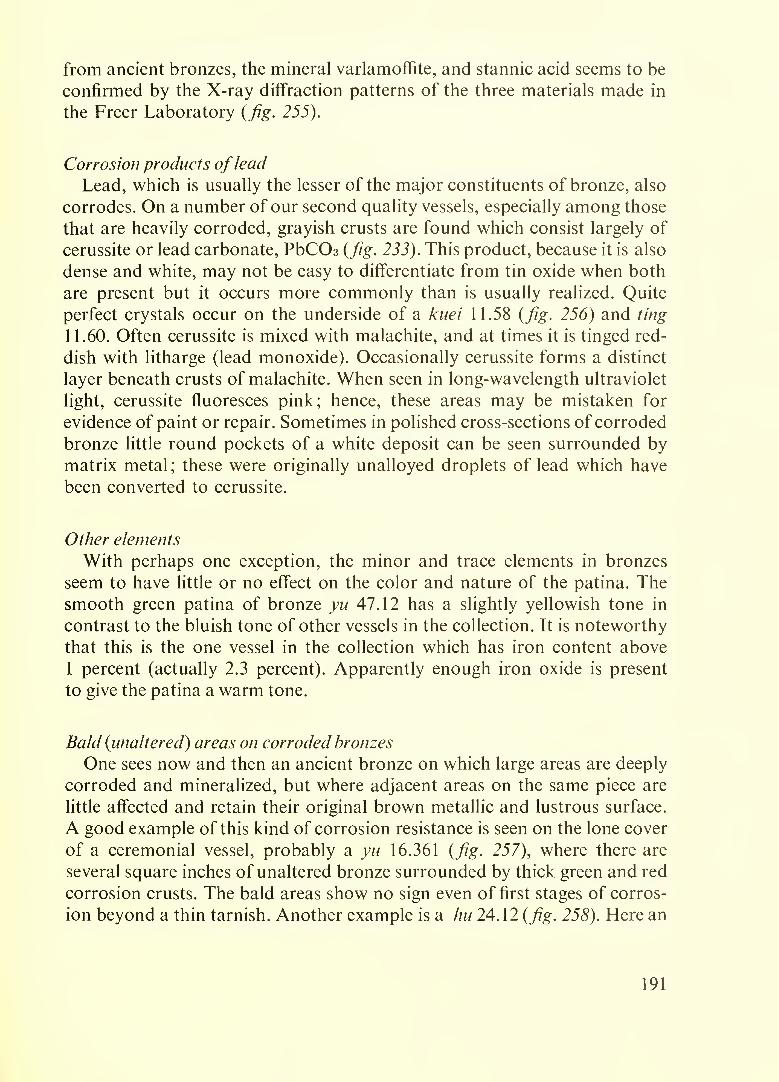
from ancient bronzes, the mineral varlamoffite, and stannic acid seems to be
confirmed by the X-ray diffraction patterns of the three materials made in
the Freer Laboratory (fig. 255).
Corrosion products oflead
Lead, which is usually the lesser of the major constituents of bronze, also
corrodes. On a number of our second quality vessels, especially among those
that are heavily corroded, grayish crusts are found which consist largely of
cerussite or lead carbonate, PbC03 {fig. 233). This product, because it is also
dense and white, may not be easy to differentiate from tin oxide when both
are present but it occurs more commonly than is usually realized. Quite
perfect crystals occur on the underside of a kuei 11.58 {fig. 256) and ting
11.60. Often cerussite is mixed with malachite, and at times it is tinged red-
dish with litharge (lead monoxide). Occasionally cerussite forms a distinct
layer beneath crusts of malachite. When seen in long-wavelength ultraviolet
light, cerussite fluoresces pink; hence, these areas may be mistaken for
evidence of paint or repair. Sometimes in polished cross-sections of corroded
bronze little round pockets of a white deposit can be seen surrounded by
matrix metal; these were originally unalloyed droplets of lead which have
been converted to cerussite.
Other elements
With perhaps one exception, the minor and trace elements in bronzes
seem to have little or no effect on the color and nature of the patina. Thesmooth green patina of bronze yu 47.12 has a slightly yellowish tone in
contrast to the bluish tone of other vessels in the collection. It is noteworthy
that this is the one vessel in the collection which has iron content above
1 percent (actually 2.3 percent). Apparently enough iron oxide is present
to give the patina a warm tone.
Bald (unaltered) areas on corroded bronzes
One sees now and then an ancient bronze on which large areas are deeply
corroded and mineralized, but where adjacent areas on the same piece are
little affected and retain their original brown metallic and lustrous surface.
A good example of this kind of corrosion resistance is seen on the lone cover
of a ceremonial vessel, probably a yu 16.361 (fig. 257), where there are
several square inches of unaltered bronze surrounded by thick green and red
corrosion crusts. The bald areas show no sign even of first stages of corros-
ion beyond a thin tarnish. Another example is a hu 24A2(fig. 258). Here an
191

Figure 258
Hu 24.12. A bald area about 10 cm. in diameter on this otherwise moderately corroded vessel was found
concealed under imitation patina. After removal of the falsification the original surface was revealed as
shiny yellow metal, which for some reason had escaped corrosion.
uncorroded yellowish metallic area about 10 cm. in diameter was found con-
cealed under modern false patina in imitation of the surrounding thin
natural corrosion crusts. Probably some former owner felt the bald area
made the object look too new, so he hid it. There is an interesting example of
isolated patches of lustrous surface surrounded by crusty corrosion on the
lid of a yu in the Fogg Art Museum (1943.52.120), Harvard University;
and the surface of another, a yu shown in the catalogue (p. 11) of the
Hakutsuru Museum, Kobe, Japan, miraculously seems to have escaped
with only small patches of rough patina. The highly polished surfaces of
Chinese bronze mirrors often show thick patches of crusty green alternating
with areas of bright metallic lustre. The reason for passive areas is hard to
explain. Plenderleith, who has observed this phenomenon suggests that
isolated uncorroded areas are purer and more noble than the corroded
areas in the galvanic sense and hence are protected from galvanic action.181
Fossil impressions oforganic materials
There is one other interesting aspect of corrosion and that is the imprints
or impressions left by organic materials on bronzes that were long buried.
Apparently vessels were often wrapped in cloth or other fabric because on181"Technical notes on Chinese bronzes . . .
," pp. 35-36.
192

the surface of a number of them small areas of weave are plainly visible.
Contact of fabric with the bronze also may have been accidentally made at
the time of collapse of a tomb. In the green crusts on the inside of the yu37.1 {fig. 259), a clear imprint of twill-woven straw matting occurs; and there
is a distinct imprint of a finely woven fabric, perhaps silk, on the inside
surface of a tsun 51.19 {fig. 260). Sometimes the fossil impressions of fabric
are faint and difficult to see without good light and some magnification. Onsome of the nipples that decorate the side of a ting 59.15 {fig. 261), a fine
weave pattern shows in the tin-oxide surface. Fossil fabric impressions also
show up on other ancient buried objects, mirrors, weapons, and even onnon-bronze objects like jade. Usually the organic material has been entirely
replaced by copper minerals, but occasionally residues of the original still
remain. These fossil impressions give some idea of the history of a bronze
and its burial environment, and they may be important factors in judging
the age and authenticity of a piece. Vivi Sylwan of Stockholm was able to
determine from the fabric imprints on a bronze axe from An-yang that a
twill technique of weaving was employed in Shang times. 182
Conclusion
Although corrosion products do bear evidence of the past history of a
bronze, they are not thoroughly reliable in establishing age and authenticity.
Time is only one of the several factors that determine the kind and extent of
corrosion; the nature of the corroding agencies and the kind of environ-
ment including temperature, availability of moisture and oxygen, depth of
burial, alternation of wet and dry seasons, and many others all contribute.
Bronze patina has many origins hence interpretation of its meaning must be
made with care. Some years ago Yetts stated the situation very well:
"Corrosion is an even more complex problem than that of metallic com-position. Here also there is need for full knowledge of contributory fac-
tors. Who can correlate cause and effect without full data of environ-
ment? Captain [William F.] Collins gives some useful tables showing the
composition of loess in different localities, and the fact is well known that
most of the territory of ancient China was covered with loess. But this
does not help us much to assess the influence of purely local conditions,
such as the proximity of organic matter and associated objects in the
place of burial. And there remain, besides, incalculable factors, such as
duration of burial, and the vicissitudes through which a bronze may have
passed above ground. In short, a reasonable conclusion seems to be that,
in our present state of knowledge, patina is but a minor guide as to the
182"Silk from the Yin dynasty."
193
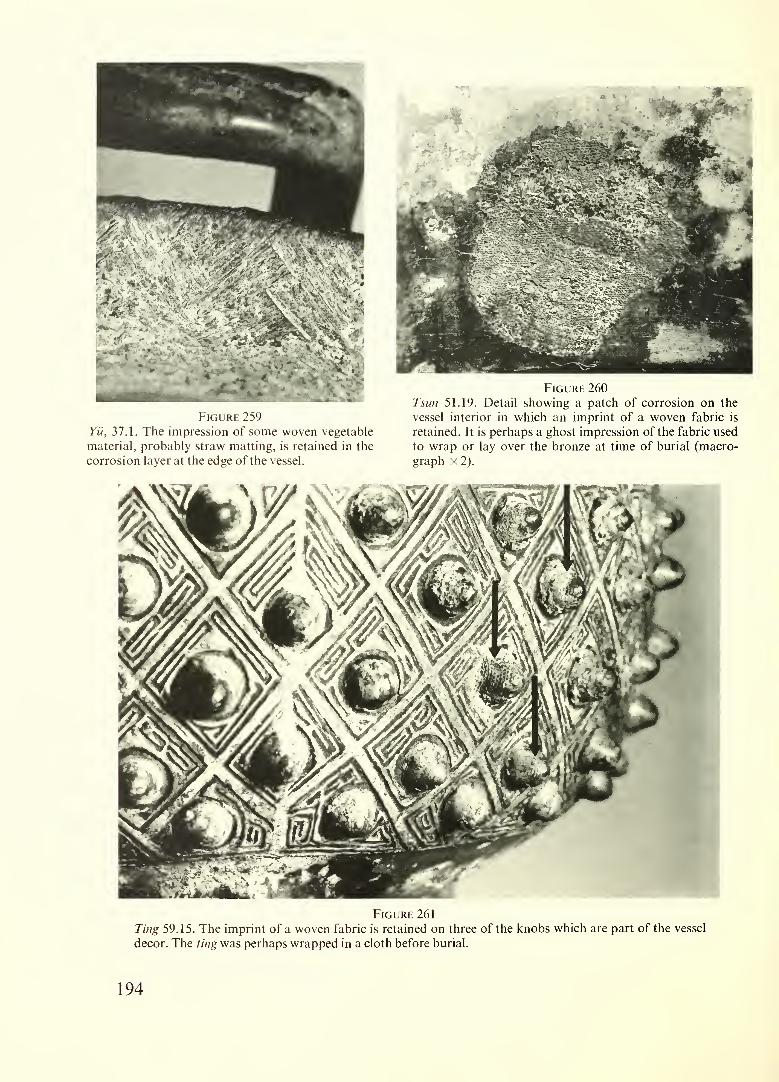
Figure 259
Fw, 37.1. The impression of some woven vegetable
material, probably straw matting, is retained in the
corrosion layer at the edge of the vessel.
Figure 260
Tsun 51.19. Detail showing a patch of corrosion on the
vessel interior in which an imprint of a woven fabric is
retained. It is perhaps a ghost impression of the fabric used
to wrap or lay over the bronze at time of burial (macro-
graph « 2).
Figure 261
Ting 59.15. The imprint of a woven fabric is retained on three of the knobs which are part of the vessel
decor. The ting was perhaps wrapped in a cloth before burial.
194
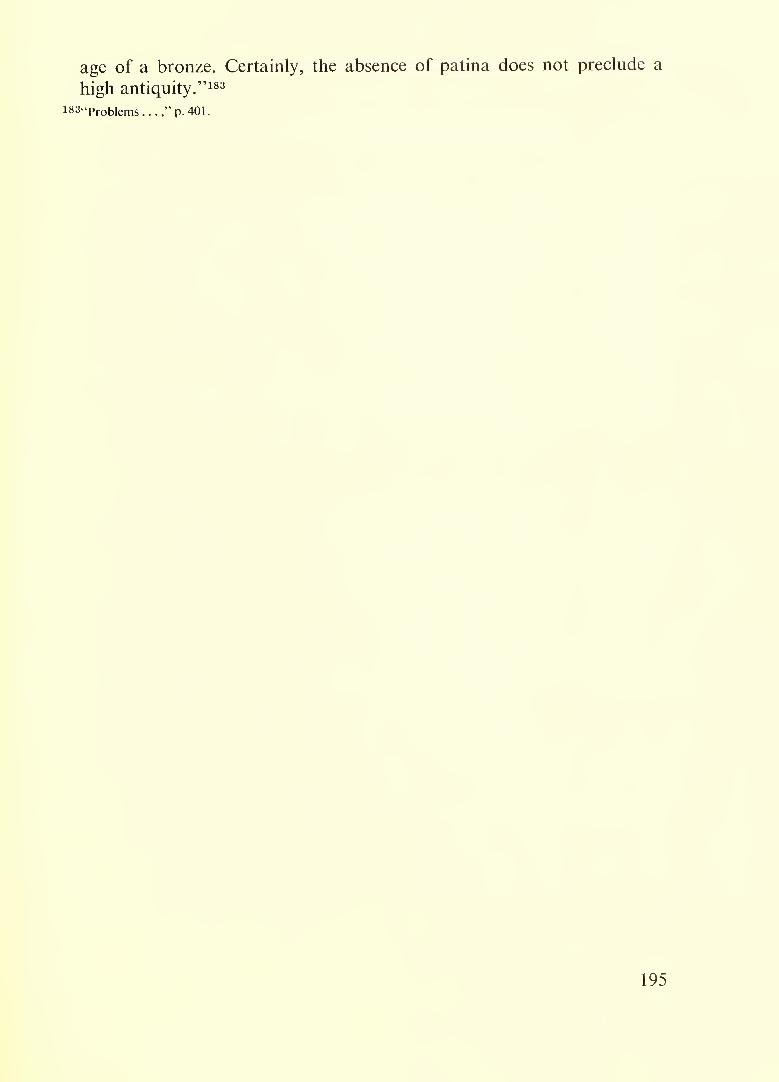
age of a bronze. Certainly, the absence of patina does not preclude
high antiquity." 183
83"Problems . ..
p. 401.
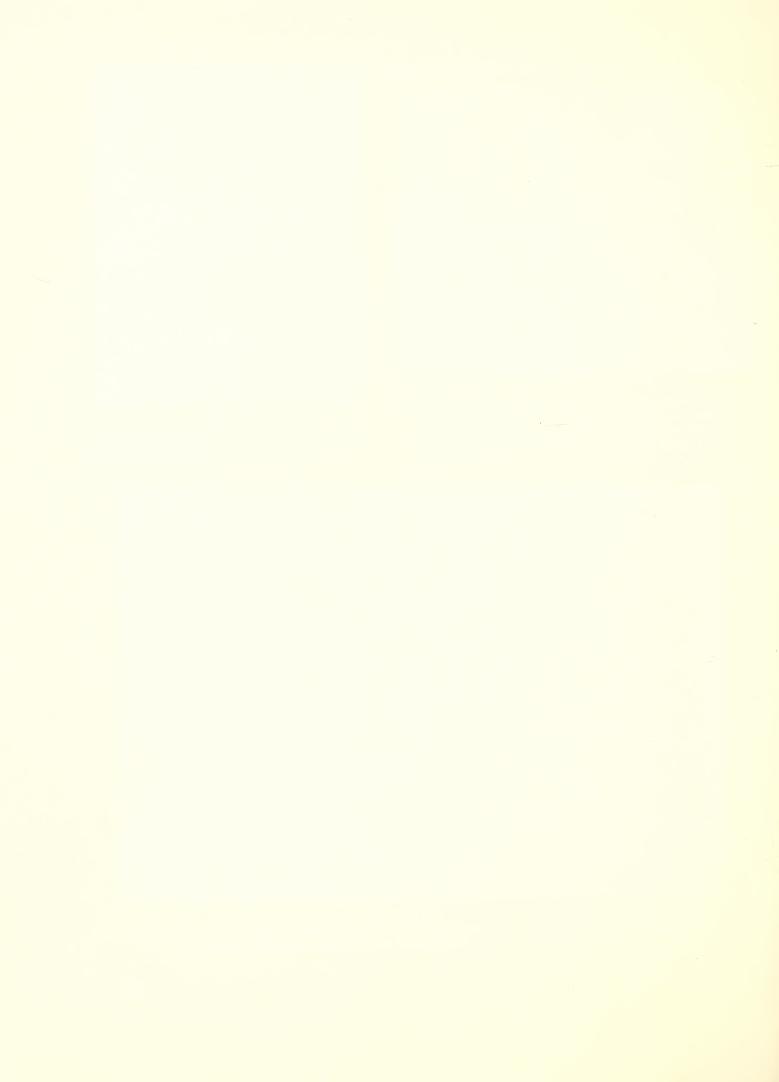

CHAPTER IX
FILLINGS, INLAYS AND INCISED DECOR
Although Shang and even early Chou ceremonial weapons were often
sumptuously decorated with inlay of turquoise and sometimes malachite,184
the ceremonial vessels were not. Vessels of those early times were decorated
only with cast-in designs. It was not until late Chou and well into Han that
semi-precious stones were employed in vessel decor, and it was during these
times that gold and silver inlay came into wide use, not only for decorating
vessels, but also for ornamenting weapons, harness fittings, and objects for
personal use. J. G. Andersson has shown how the use of gold and silver
marks a new era of style and technology in metal working in China starting
around the sixth-fifth centuries B.C. 185 A few of the Freer vessels are richly
decorated with precious metal inlays, but before treating these we should
consider inlays of less noble materials.
Blackfillings
In many vessels of Shang and early Chou it is noted that some black
substance fills neatly and precisely the sunken decor (figs. 262 and 263).
Quite often the black appears to be a deliberate filling which during burial
became encrusted and covered over with mineral alteration product
(fig. 264). H. G. Creel speaks of the black and calls it a pigment, and he
pictures a Shang vessel of the type chueh which is typical. 186
Much effort on our part has been expended in an attempt to identify the
composition of the black substance, but with only partial success. It wassuspected at first that the black might be oxide of copper (tenorite) or copper
sulphide (chalcocite or covellite), but there is no supporting evidence for
any of these. Nor is it niello, that artificial black substance so often used in
antiquity for ornamenting silver. Quite early in the studies microsamples
of the black were taken for X-ray diffraction analysis. Usually the powderpattern showed that the material is predominantly quartz, or quartz mixedwith cuprite (fig. 265). At first the quartz was regarded as a casual impurity;
but microscope studies showed some curious features. Quartz particles makeup the bulk of the black; but instead of being rounded particles of assorted
sizes, the grains are uniform in size and sharply angular (fig. 269). The184Some of these are illustrated in Lodge, Wenley and Pope, . . . catalogue ofChinese bronzes.185"The goldsmith. . .
."
186 77k? birth of China, p. 1 13 and plate VI.
197
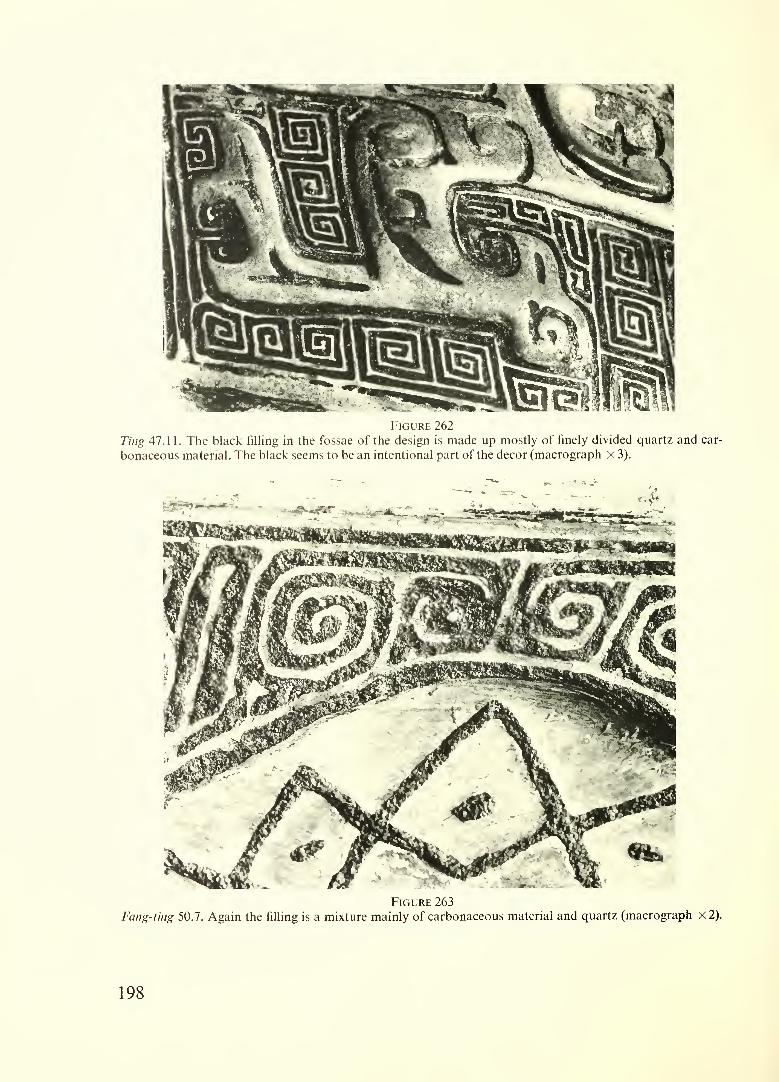
Figure 262
Ting 47.11. The black filling in the fossae of the design is made up mostly of finely divided quartz and car-
bonaceous material. The black seems to be an intentional part of the decor (macrograph x 3).
Figure 263
Fang-ting 50.7. Again the filling is a mixture mainly of carbonaceous material and quartz (macrograph x 2).
198
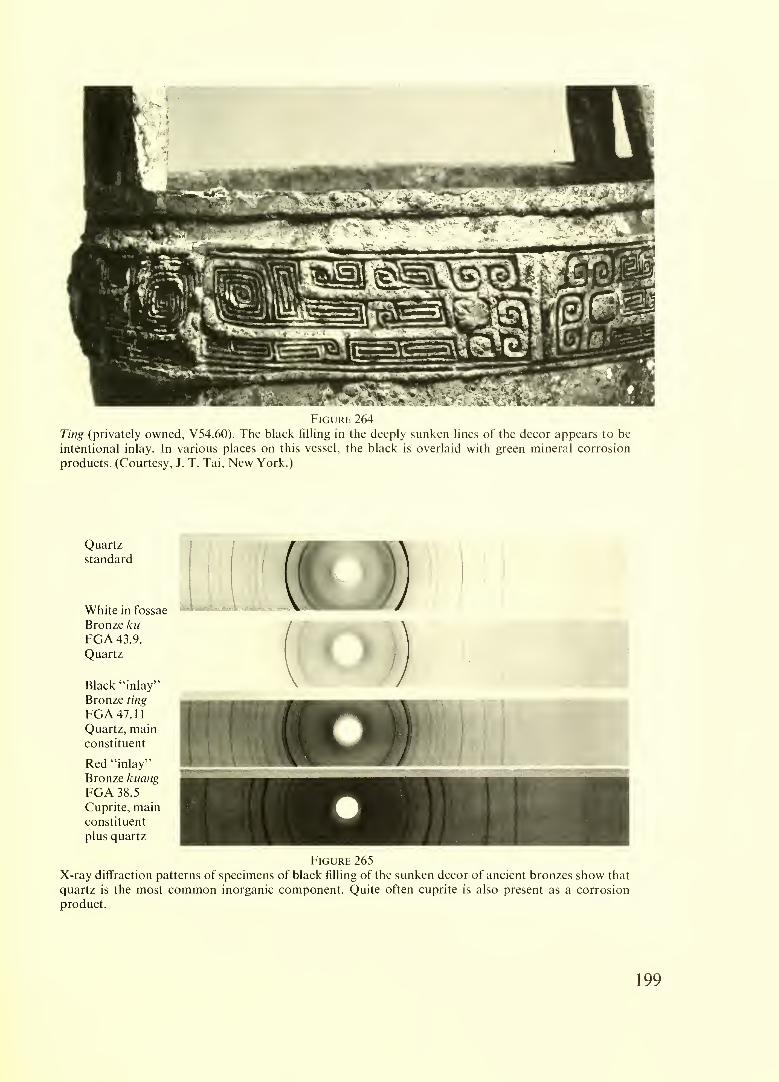
Figure 264
Ting (privately owned, V54.60). The black filling in the deeply sunken lines of the decor appears to be
intentional inlay. In various places on this vessel, the black is overlaid with green mineral corrosion
products. (Courtesy, J. T. Tai, New York.)
Quartz
standard
White in fossae
Bronze ku
FGA 43.9.
Quartz
Black "inlay"
Bronze ting
FGA 47.11
Quartz, mainconstituent
Red "inlay"
Bronze kuang
FGA 38.5
Cuprite, mainconstituent
plus quartz
#
•Figure 265
X-ray diffraction patterns of specimens of black filling of the sunken decor of ancient bronzes show that
quartz is the most common inorganic component. Quite often cuprite is also present as a corrosion
product.
199
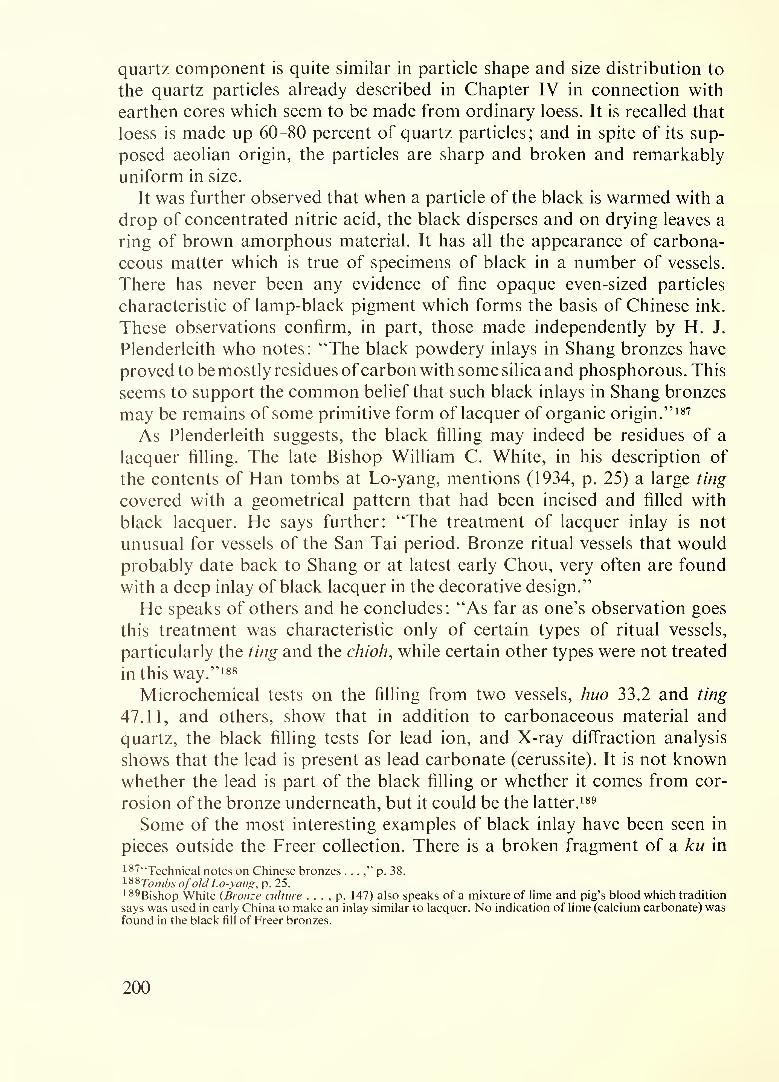
quartz component is quite similar in particle shape and size distribution to
the quartz particles already described in Chapter IV in connection with
earthen cores which seem to be made from ordinary loess. It is recalled that
loess is made up 60-80 percent of quartz particles; and in spite of its sup-
posed aeolian origin, the particles are sharp and broken and remarkably
uniform in size.
It was further observed that when a particle of the black is warmed with a
drop of concentrated nitric acid, the black disperses and on drying leaves a
ring of brown amorphous material. It has all the appearance of carbona-
ceous matter which is true of specimens of black in a number of vessels.
There has never been any evidence of fine opaque even-sized particles
characteristic of lamp-black pigment which forms the basis of Chinese ink.
These observations confirm, in part, those made independently by H. J.
Plenderleith who notes: "The black powdery inlays in Shang bronzes have
proved to be mostly residues ofcarbon with some silica and phosphorous. This
seems to support the common belief that such black inlays in Shang bronzes
may be remains of some primitive form of lacquer of organic origin." 187
As Plenderleith suggests, the black filling may indeed be residues of a
lacquer filling. The late Bishop William C. White, in his description of
the contents of Han tombs at Lo-yang, mentions (1934, p. 25) a large ting
covered with a geometrical pattern that had been incised and filled with
black lacquer. He says further: "The treatment of lacquer inlay is not
unusual for vessels of the San Tai period. Bronze ritual vessels that would
probably date back to Shang or at latest early Chou, very often are found
with a deep inlay of black lacquer in the decorative design."
He speaks of others and he concludes: "As far as one's observation goes
this treatment was characteristic only of certain types of ritual vessels,
particularly the ting and the chioh, while certain other types were not treated
in this way."188
Microchemical tests on the filling from two vessels, huo 33.2 and ting
47.11, and others, show that in addition to carbonaceous material and
quartz, the black filling tests for lead ion, and X-ray diffraction analysis
shows that the lead is present as lead carbonate (cerussite). It is not knownwhether the lead is part of the black filling or whether it comes from cor-
rosion of the bronze underneath, but it could be the latter.189
Some of the most interesting examples of black inlay have been seen in
pieces outside the Freer collection. There is a broken fragment of a ku in
187"Technical notes on Chinese bronzes . ..," p. 38.
1887bw/w ofoldLo-yang, p. 25.189Bishop White (Bronze culture . . . , p. 147) also speaks of a mixture of lime and pig's blood which tradition
says was used in early China to make an inlay similar to lacquer. No indication of lime (calcium carbonate) wasfound in the black fill of Freer bronzes.
200
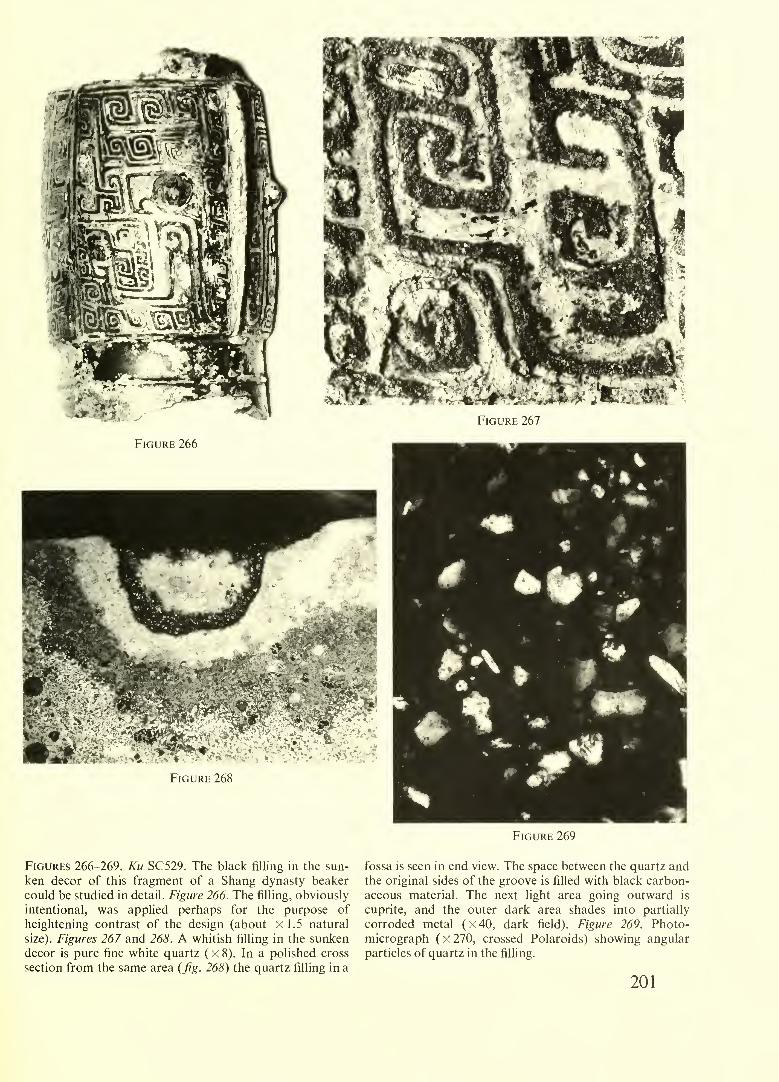
Figure 269
Figures 266-269. Ku SC529. The black filling in the sun-
ken decor of this fragment of a Shang dynasty beaker
could be studied in detail. Figure 266. The filling, obviously
intentional, was applied perhaps for the purpose of
heightening contrast of the design (about xl.5 natural
size). Figures 267 and 268. A whitish filling in the sunken
decor is pure fine white quartz ( x 8). In a polished cross
section from the same area (fig. 268) the quartz filling in a
fossa is seen in end view. The space between the quartz andthe original sides of the groove is filled with black carbon-
aceous material. The next light area going outward is
cuprite, and the outer dark area shades into partially
corroded metal (x40, dark field). Figure 269. Photo-
micrograph (x270, crossed Polaroids) showing angular
particles of quartz in the filling.
201

our study collection (SC529, fig. 266), which shows such a filling in the
fossae. Since it was a fragment, it was possible to cut out a specimen of the
metal bearing the filled design and study it in metallographic polished
cross-section (figs. 267 and 268). It shows that the fossae are packed with
fine white angular quartz particles and that the black is lacking except for
a thin layer on the surface. It is certainly not loess fill. Also, a sort of white
filling was observed in the fossae of another ku 40.3 (fig. 270). This also is
mainly finely powdered quartz (figs. 271 and 272).
A different kind of black filling was found in the sunken decor of a ting
in the Royal Ontario Museum (ROM 947.33.1) (fig. 273). Here the car-
bonaceous material is mixed with filings of metallic copper (figs. 274 and
275). The particles are so well and evenly dispersed that there is little doubt
that they were deliberately added to the black. 190
There is another puzzling situation. On several of the vessels which have
sunken decor with black filling, the black extends beyond the sunken decor
and covers the in-between areas. On some bronzes large areas are covered
with black. A fang-ting 50.7 (fig. 276) and a p'an 56.26 (fig. 277) are exam-
ples. Specimens of black from these areas also contain carbonaceous mater-
ial and scattered particles of quartz. In most instances of this kind it is im-
possible to differentiate between black from the fossae and black on mi-
decorated surfaces. This has led the writer at times to regard the black
deposits in sunken decor as evidence that the vessels were actually employed
as cooking utensils.191 During generations of use over the hearth, wind-
blown earth (loess) could have been trapped in the fossae by oily fumes and
soot in much the way it does in the corners and crevices of the modern bake
tin or frying pan. Both quartz and carbonaceous material are as enduring
as bronze. Occasionally one finds in the sunken decor, as in a chiieh 56.19
(fig. 278), accretions of loess soil which is not mixed with black. This contains
the same high proportion of angular quartz particles as the black accretions.
If black deposits originated in such fashion, after burial they could becomemixed with and overlaid by mineral corrosion products; and centuries later,
when the mineral crusts are cleaned or chipped away mechanically, the
black crusts are revealed lodged in fossae of the design and giving the ap-
pearance of filling or inlay. Whether the black is accretion or intentional
filling is sometimes hard to tell.
To make the problem even more difficult, former owners in some in-
stances have artfully touched in the sunken decor with black paint in
190O. Karlbeck (private communication) has suggested that lines and lei-wen with vertical or even undercutsides were intended to hold fillings or inlay.1910. Karlbeck (private communication) says there is a 4th-3rd century B.C. ting in the Ethnological Museum,Stockholm, which carries in its bottom part of the skull of a bird embedded in the residues; apparently a left-
over from the last feast.
202
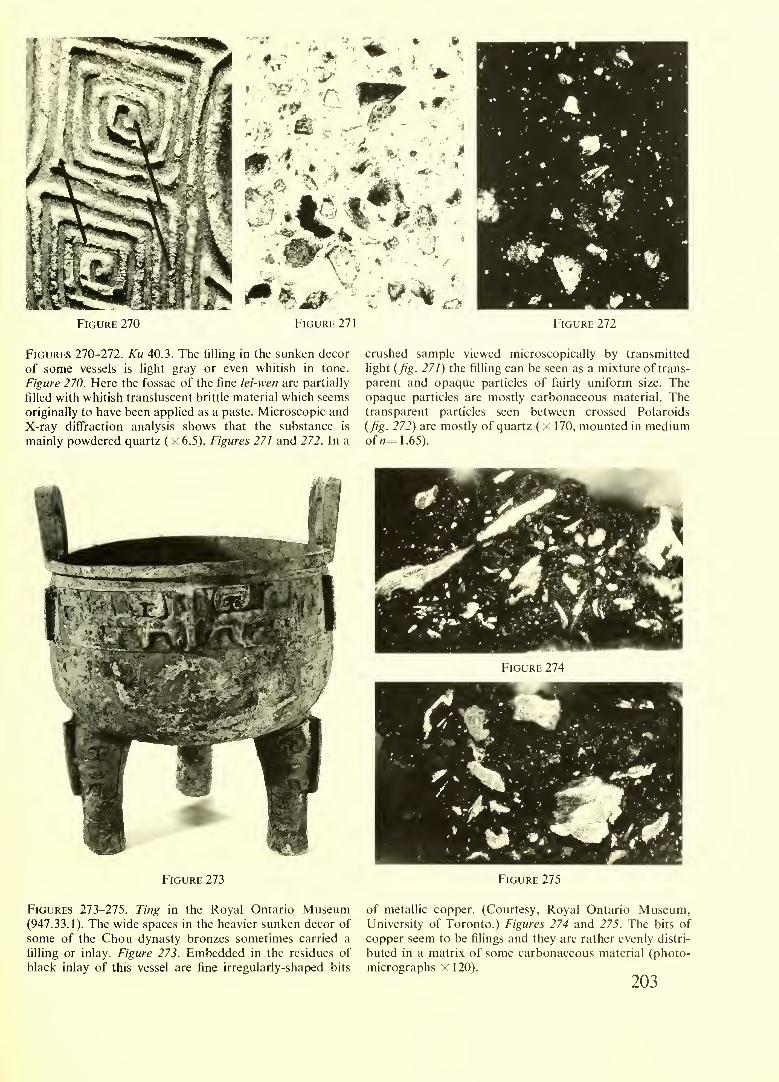
Figure 270 Figure 271 Figure 272
Figures 270-272. Ku 40.3. The filling in the sunken decor
of some vessels is light gray or even whitish in tone.
Figure 270. Here the fossae of the fine lei-wen are partially
filled with whitish transluscent brittle material which seems
originally to have been applied as a paste. Microscopic and
X-ray diffraction analysis shows that the substance is
mainly powdered quartz ( x 6.5). Figures 271 and 272. In a
Figure 273
Figures 273-275. Ting in the Royal Ontario Museum(947.33.1). The wide spaces in the heavier sunken decor of
some of the Chou dynasty bronzes sometimes carried a
filling or inlay. Figure 273. Embedded in the residues of
black inlay of this vessel are fine irregularly-shaped bits
crushed sample viewed microscopically by transmitted
light (fig. 271) the filling can be seen as a mixture of trans-
parent and opaque particles of fairly uniform size. Theopaque particles are mostly carbonaceous material. Thetransparent particles seen between crossed Polaroids
(fig. 272) are mostly of quartz ( x 170, mounted in mediumofn= 1.65).
Figure 275
of metallic copper. (Courtesy, Royal Ontario Museum,University of Toronto.) Figures 274 and 275. The bits of
copper seem to be filings and they are rather evenly distri-
buted in a matrix of some carbonaceous material (photo-
micrographs 120).
203
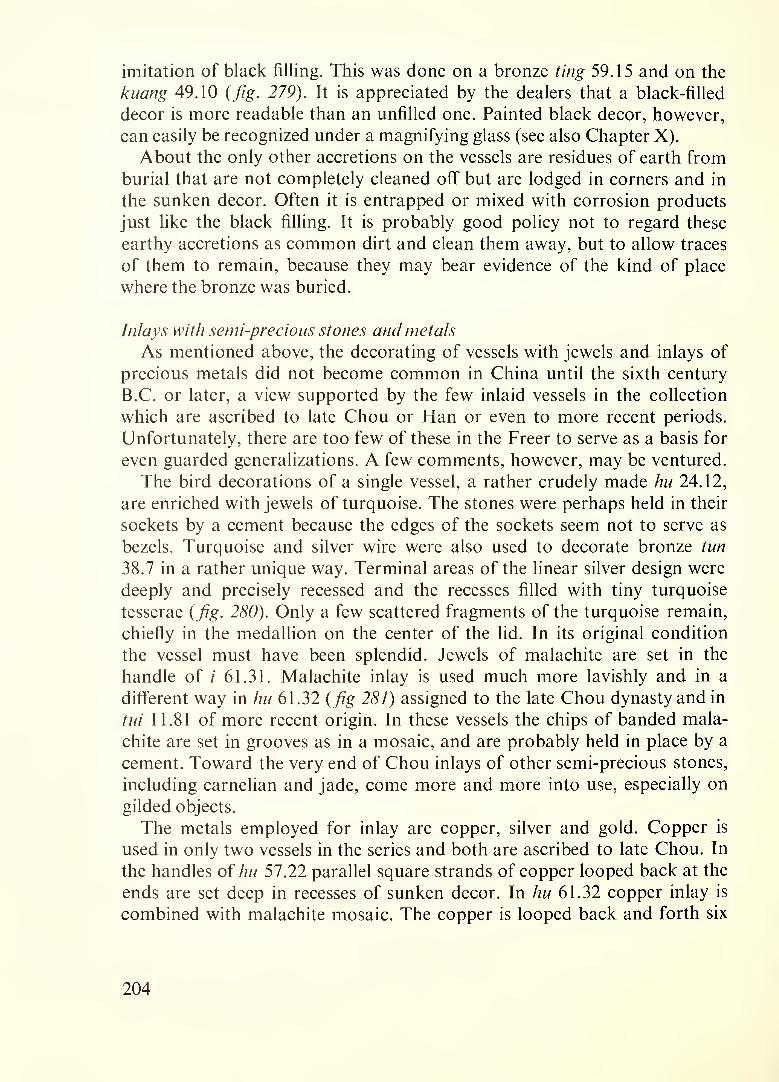
imitation of black filling. This was done on a bronze ting 59.15 and on the
kuang 49.10 {fig. 279). It is appreciated by the dealers that a black-filled
decor is more readable than an unfilled one. Painted black decor, however,
can easily be recognized under a magnifying glass (see also Chapter X).
About the only other accretions on the vessels are residues of earth from
burial that are not completely cleaned off but are lodged in corners and in
the sunken decor. Often it is entrapped or mixed with corrosion products
just like the black filling. It is probably good policy not to regard these
earthy accretions as common dirt and clean them away, but to allow traces
of them to remain, because they may bear evidence of the kind of place
where the bronze was buried.
Inlays with semi-precious stones and metals
As mentioned above, the decorating of vessels with jewels and inlays of
precious metals did not become common in China until the sixth century
B.C. or later, a view supported by the few inlaid vessels in the collection
which are ascribed to late Chou or Han or even to more recent periods.
Unfortunately, there are too few of these in the Freer to serve as a basis for
even guarded generalizations. A few comments, however, may be ventured.
The bird decorations of a single vessel, a rather crudely made hu 24.12,
are enriched with jewels of turquoise. The stones were perhaps held in their
sockets by a cement because the edges of the sockets seem not to serve as
bezels. Turquoise and silver wire were also used to decorate bronze tun
38.7 in a rather unique way. Terminal areas of the linear silver design were
deeply and precisely recessed and the recesses filled with tiny turquoise
tesserae {fig. 280). Only a few scattered fragments of the turquoise remain,
chiefly in the medallion on the center of the lid. In its original condition
the vessel must have been splendid. Jewels of malachite are set in the
handle of i 61.31. Malachite inlay is used much more lavishly and in a
different way in hu 61.32 {fig 281) assigned to the late Chou dynasty and in
tui 11.81 of more recent origin. In these vessels the chips of banded mala-
chite are set in grooves as in a mosaic, and are probably held in place by a
cement. Toward the very end of Chou inlays of other semi-precious stones,
including carnelian and jade, come more and more into use, especially on
gilded objects.
The metals employed for inlay are copper, silver and gold. Copper is
used in only two vessels in the series and both are ascribed to late Chou. In
the handles of hu 51.22 parallel square strands of copper looped back at the
ends are set deep in recesses of sunken decor. In hu 61.32 copper inlay is
combined with malachite mosaic. The copper is looped back and forth six
204
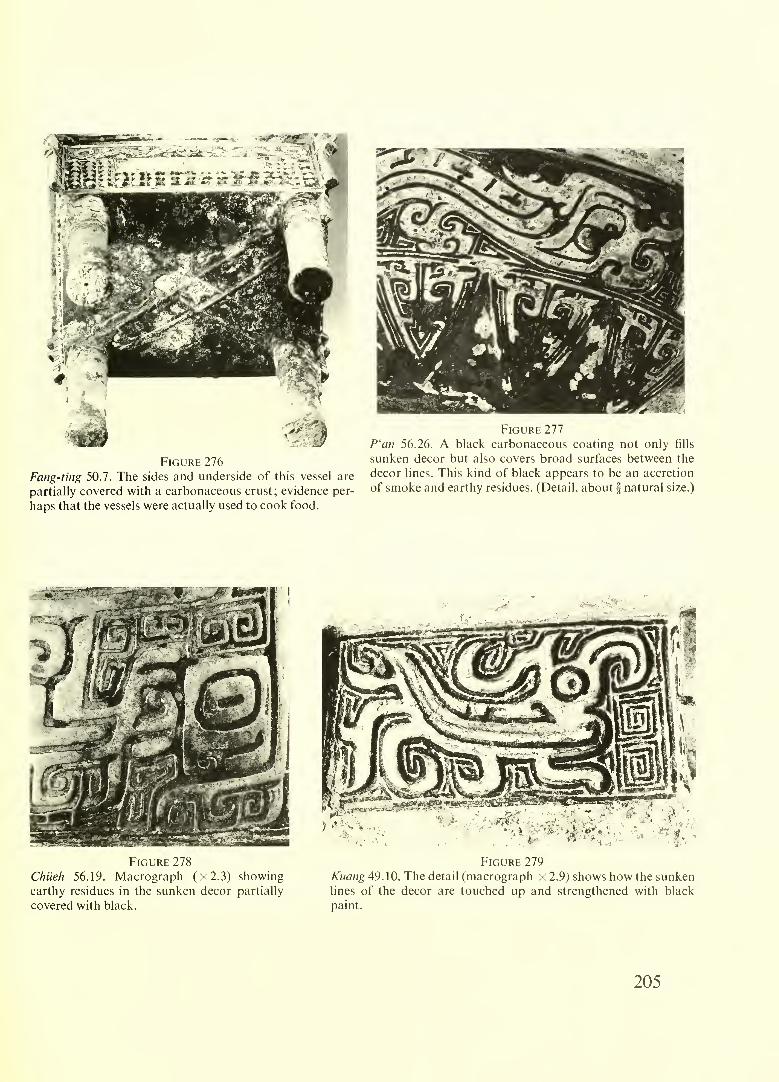
Figure 276
Fang-ting 50.7. The sides and underside of this vessel are
partially covered with a carbonaceous crust; evidence per-
haps that the vessels were actually used to cook food.
Figure 277
P'an 56.26. A black carbonaceous coating not only fills
sunken decor but also covers broad surfaces between the
decor lines. This kind of black appears to be an accretion
of smoke and earthy residues. (Detail, about § natural size.)
Figure 278 Figure 279
Chiieh 56.19. Macrograph (x2.3) showing Kuang49A0. The detail (macrograph x 2.9) shows how the sunken
earthy residues in the sunken decor partially lines of the decor are touched up and strengthened with black
covered with black. paint.
205

Figure 280
Tun 38.7. The sides and cover are lavishly inlaid with silver
now heavily tarnished. The inlay on the recessed rim of the
vessel is freshly cleaned. The hollows were formerly filled
with bits of turquoise, now mostly fallen out.
Figure 282
Tou 39.41. The inlay is made of strips of gold of varying
width from 0.5 to 2.0 mm. and about 0.2 mm. thick, set
into grooves. It adheres well in spite of the heavy corrosion
of the surface (macrograph / 1 .3).
Figure 281
Fang-hu 61.32 (lid). This large vessel is elaborately decor-
ated all over with inlay of malachite and copper metal set
into cast-in cloison-like dividers. The chips of malachite
show the banding characteristic of that mineral. Copperstrips twisted back and forth are hammered into alternate
sunken areas to give the impression of solid copper. Thesquared ends of the strips are visible in a slightly damagedarea near the bottom of the illustration (macrograph x 2.4).
Figure 283
Pien-hu 15.103. Detail (before cleaning) showing the silver
inlay partially concealed by copper corrosion products.
206

Figure 284
Lien 46.11. The decor of running animals is deeply chased
into the surface of the metal.
Figure 286
Lien 51.5. The relief decor in the side of the vessel appears
to have been cast, but the fine line detail was cut or chased
in after casting. This is the kind of decor sometimes found
on vessels in late Chou or early Han periods.
Lien 51.2. Detail showing chased decor. The running
animal figure bridges the gap between lid and vessel for
proper orientation.
Figure 287
Chien 15.107. The tiny figures in the hunting scenes on the
vessel have the appearance of being etched in the surface by
some acid or other corroding material but they were
probably cast in.
207
or seven times to fill a broad channel with parallel strands. Time has tar-
nished the copper to a brown tone that is hardly distinguishable frombronze.
Silver and/or gold inlay is not well represented since it occurs on only
four of our late Chou vessels. The delicate silver inlay in tun 38.7 {fig. 280)
already mentioned, consists of narrow strands of squarish cross-section set
in channels precisely cut into the bronze surface. The black tarnished
silver now makes a pleasing contrast with the gray-green patina of the
bronze. The broader strips of gold inlay in ton 39.41 {fig. 282) appear to be
cut-outs from gold sheet which are also set into cleanly and squarely cut
recesses in the surface. The silver inlay that almost completely covers pien-hu
15.103 {fig. 283) is made of still broader cut-outs in a style familiar in
decorated objects of the late Chou and Han periods. It is quite remarkable
how well the inlay is preserved on this hu and on other vessels that are quite
deeply corroded. The plastic qualities of silver and gold apparently per-
mitted the inlay to be hammered tightly against the walls of the grooves andfriction still holds them there.
There were other ways to decorate bronze surfaces. Lien 23.2 of the Hanperiod is traced with a fine line decor on the outside and gilded all over
probably by the fire gilding process. The underside of the cover bears a
delicately painted design of birds and animals against a red-painted back-
ground (see Vol. I).
Other lien of this same shape and period bear designs that are tooled
in the surface. On those shown in figures 284 and 285 the outlines are sculp-
tured and the fine detail is engraved, and in the lines of the latter the chatter
marks of the engraver's tool are plainly visible. In another lien {fig. 286) the
low relief animal decor is probably cast, but it has a sculptured quality; all
of the fine detail, however, the checkered background and the diamond
pattern appear to be chased. The delicate sunken figures that decorate the
sides of a chien {fig. 287) have an acid etched quality, but since mold join
marks run vertically through some of the decor elements they were probably
cast in. The hollows at one time may have held silver or gold inlay, but if so
no trace remains.
208
CHAPTER X
FALSE PATINA AND REPAIRS
There has been much speculation about false patina on Chinese bronzes
but little factual information. Barnard devotes a whole chapter to it192 in
which he brings together bits of information on true and false patina from
widely scattered modern technical reports, but he also quotes passages
from the Chinese literature of Sung and Ming that deal with the faking of
bronzes by inducing corrosion artificially. Although some of the old recipes
read like passages in writings of medieval alchemy they may have some
basis of truth. They include a portion of the often quoted passage by KaoLien (A.D. 1591) from Tsun sheng pa Men (Ch. 14, p. 28) "Hsin chu wei
tsao" (Newly cast forgeries). 193 Certainly treatment with corrosive salts,
burial in dung heaps, heating and sprinkling with vinegar, pickling in fer-
menting fruit juices, and other manipulations will induce a patina, and all
these tricks are known today in modern art bronze foundries. In laboratory
examination of our bronzes, however, we find only slight evidence of this
kind of falsification— but it is possible that the products of induced corro-
sion are so similar, chemically and visually, to those of natural corrosion,
that we cannot recognize them. On the other hand, we have seen quite a lot
of falsification and repair; about one-third of the vessels in the series showmodern repairs ranging from scattered touches of paint to replacement of
major parts.
The finding of paint retouches on bronzes that have passed through a
long line of previous owners is not unusual. The purpose of paint is at least
three fold: First, to conceal repairs; second, to cover up dull and ugly
patches of cuprite exposed by partial mechanical cleaning; and last, to
liven up and prettify the patina. The location of paint is usually quickly
revealed under ultraviolet light as a pale pinkish fluorescence especially if
there is oil or resin in the paint medium; but where the paint vehicle is
animal or vegetable glue, there may be a little or no fluorescence. Paint is
revealed in other ways. Under pressure of a needle it is usually softer and
more plastic than natural corrosion products, and it is not so adherent.
Where thick paint is spread over sunken decor, air trapped in the grooves
192Bronze casting . . . , Chapter 7, pp. 198-217, Study of patina and corrosive effect.193See Jung Keng, Shang chou . . . , pp. 195-196; see also Barnard, op. cit., pp. 204-213. Dr. Jan Fontein ofBoston has called attention (private communication) to a passage in Chin-shih-lu by Chao Ming-ch'eng(1081-1 129), ed. of 1762, ch. 11, p. 4A which indicates that forgeries were known in Northern Sung.
209
rises as bubbles to the surface and leaves tiny rounded pits or craters
{figs. 292 and 293). Crusty and porous imitation patina is friable and under
pressure usually cleaves easily from the surface, whereas natural patina is
hard and gritty under the probe. The most convincing evidence of paint andfalse patina is the identification of paint pigments especially those known to
be modern.
MATERIALS OF FALSE PATINA
1. Ground mineral malachite and azurite. These natural pigments madefrom the copper mineral are still used by artists in the Far East and are
available to repairmen and fakers. Since these pigments are identical in
composition with natural copper corrosion products, they cannot be dis-
tinguished by chemical means. They are fairly easily recognized micro-
scopically, however, by the random orientation of the crushed mineral
particles (fig. 290, color).
2. Emerald green or Paris green, which is an artificially-made compound(copper aceto-arsenite) was, according to the best information available,
first produced in Schweinfurt, Germany in 1814. In our experience Paris
green is the most commonly used pigment in touch-up paint on bronzes.
Being a copper compound and having the proper bluish undertone, it serves
admirably for imitating natural malachite and atacamite. Fortunately,
Paris green is easily recognized under the microscope by its particle
characteristics. When fragments of paint are dispersed in a mounting
medium like Canada balsam on a microscope slide and observed in strong
transmitted light at magnifications above x 400 the particles of Paris green
are seen as bright emerald green spherulites more or less uniform in size.
The tiny green discs usually have a dark center (figs. 288 and 289, color).
Microchemical tests on an additional small sample of paint can be made for
both copper and arsenic; a positive reaction for the latter is strong confir-
mation of Paris green.
3. Prussian blue. This artificial pigment, which was invented in Europe
at the beginning of the 18th century, is a sort of dyestuff and hence stain-like
in character, but because of its true blue tone it is often used to imitate
natural azurite patina. It can be easily identified in small paint samples by
simple microchemical methods. The color in a tiny paint particle is de-
stroyed when it is immersed in a 5 percent solution of caustic soda (sodium
hydroxide), but the color returns when the test drop is acidified, provided
there is a high concentration of blue in the sample. Presence of Prussian blue
is indicated when a cotton swab wet with alcohol or other strong solvent is
stained blue when rubbed on the surface of a bronze. Natural patina does
not stain the swab.
210
4. Artificial ultramarine, invented in Europe and known commercially
since about 1 830, is occasionally identified in paint samples from trumped-up
bronzes. It too is easily recognized microscopically and can be confirmed by
microchemical tests on small paint samples. The blue color is quickly
destroyed by dilute hydrochloric acid; and if enough of the pigment is
present, the odor of hydrogen sulfide can be detected simultaneously.194
5. Smalt is a sort of powdered glass which gets its color from the element
cobalt. It has been used for centuries as a paint pigment in the Orient as
well as in the West. In concealing repairs it is useful where a coarse texture
paint is wanted. It is insoluble in acids and alkalis but can be recognized
microscopically (figs. 294 and 295).
6. Chinese writing ink (J. sumi) from lamp black is used occasionally to
strengthen or falsify the black inlay in sunken decor as described in Chapter
IX (fig. 279).
7. Several other modern pigments including zinc oxide, barite, cobalt
blue, and iron oxide have been detected in false patinas. They can be
recognized by standard methods of pigment analysis.
Not so much is known about the mediums or vehicles of these false
patinas. Often a thick paint is used so it can be applied as a sort of daub to
imitate the texture as well as the color of corrosion crusts. Starch grains
have been seen in samples of paint from various bronzes {figs. 294 and 295);
This vehicle is used where it is desired to imitate a crusty surface. Sometimes
odors that suggest shellac or natural resins are noted when tiny specimens
of paint are heated on a platinum spoon. Animal glue is a useful mediumbecause, even when used in small quantities, it is strongly adherent and it
does not fluoresce under ultraviolet light. Some paints are so remarkably
resistant to organic solvents that one is led to suspect that Oriental lacquer
(J. urushi) was used.
MENDS AND REPAIRS
Many bronzes that come through commercial channels are broken and
mended with soft lead-tin solder. Sometimes missing parts like handles andknobs or even broken-out pieces are replaced by soldered-on new metal
parts which are concealed with cleverly-made artificial patina. Some of
these mends have held fast but others, because lead solder does not adhere
well to old corroded metal, are weak, and they have often come apart in
transit or from rough handling.
It is not known when soft solder came into use in China, but if we can
rely on the information supplied by Kao Lien cited above, it was used in
194See Joyce Plesters, ".. . Ultramarine Blue . . .
."
211
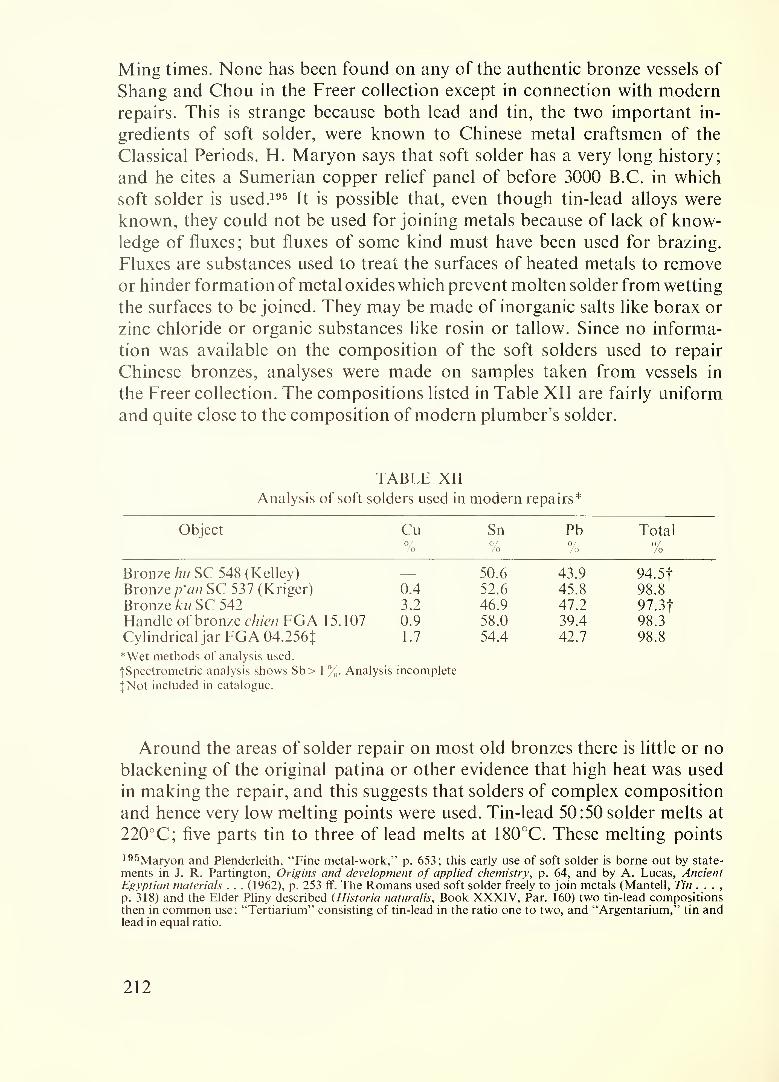
Ming times. None has been found on any of the authentic bronze vessels of
Shang and Chou in the Freer collection except in connection with modernrepairs. This is strange because both lead and tin, the two important in-
gredients of soft solder, were known to Chinese metal craftsmen of the
Classical Periods. H. Maryon says that soft solder has a very long history;
and he cites a Sumerian copper relief panel of before 3000 B.C. in which
soft solder is used.195It is possible that, even though tin-lead alloys were
known, they could not be used for joining metals because of lack of know-
ledge of fluxes; but fluxes of some kind must have been used for brazing.
Fluxes are substances used to treat the surfaces of heated metals to remove
or hinder formation of metal oxides which prevent molten solder from wetting
the surfaces to be joined. They may be made of inorganic salts like borax or
zinc chloride or organic substances like rosin or tallow. Since no informa-
tion was available on the composition of the soft solders used to repair
Chinese bronzes, analyses were made on samples taken from vessels in
the Freer collection. The compositions listed in Table XII are fairly uniform
and quite close to the composition of modern plumber's solder.
TABLE XII
Analysis of soft solders used in modern repairs*
Object Cu%
Sn
%Pb%
Total
%
Bronze hu SC 548(Kelley) 50.6 43.9 94.5fBronze p"an SC 537 (Kriger) 0.4 52.6 45.8 98.8
Bronze ku SC 542 3.2 46.9 47.2 97.3fHandle of bronze chien FGA 15.107 0.9 58.0 39.4 98.3
Cylindrical jar FGA 04.256J 1.7 54.4 42.7 98.8
*Wet methods of analysis used.
fSpectrometric analysis shows Sb> 1 %. Analysis incomplete
JNot included in catalogue.
Around the areas of solder repair on most old bronzes there is little or no
blackening of the original patina or other evidence that high heat was used
in making the repair, and this suggests that solders of complex composition
and hence very low melting points were used. Tin-lead 50:50 solder melts at
220°C; five parts tin to three of lead melts at 180°C. These melting points
195Maryon and Plenderleith, "Fine metal-work," p. 653; this early use of soft solder is borne out by state-
ments in J. R. Partington, Origins and development of applied chemistry, p. 64, and by A. Lucas, AncientEgyptian materials . . . (1962), p. 253 ff. The Romans used soft solder freely to join metals (Mantell, Tin . . . ,
p. 318) and the Elder Pliny described (Historia naturalis, Book XXXIV, Par. 160) two tin-lead compositionsthen in common use: "Tertiarium" consisting of tin-lead in the ratio one to two, and "Argentarium," tin andlead in equal ratio.
212
Figure 288A. The particles of Paris green (copper aceto-
arsenite), an artificial pigment often used by the Chinese in
making imitation patina, are easily recognized because of
their rounded shape, even size and dark centers. This
sample from a commercial source was photographed by
transmitted light at > 675.
Figure 288B. The spherulitic structure of radiating crystals
in each particle is shown in the same view taken between
crossed Polaroids.
Figure 289A. Particles of Paris green were recognized in a
sample of artificial patina on p'ou 09.334. The green is
mixed with fine particles of colorless inert pigment. Viewby transmitted light at x675.
Figure 289B. Same field as "C" taken between crossed
Polaroids.

Figure 289A Figure 289B
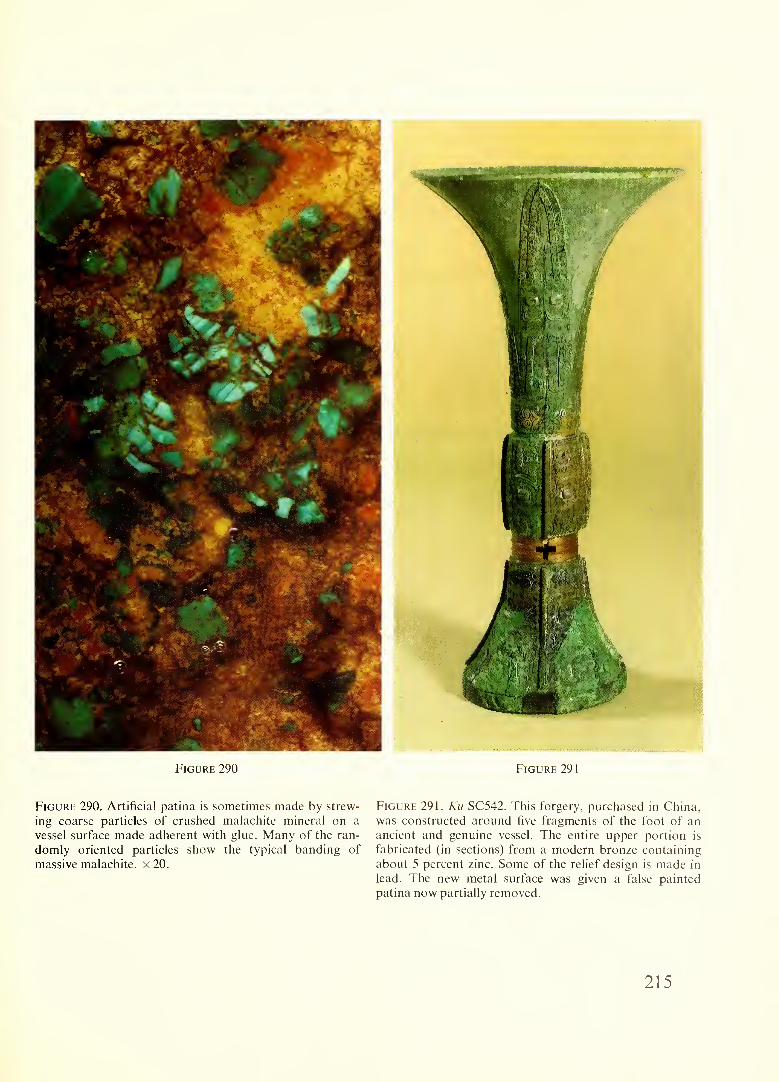
Figure 290 Figure 291
Figure 290. Artificial patina is sometimes made by strew-
ing coarse particles of crushed malachite mineral on a
vessel surface made adherent with glue. Many of the ran-
domly oriented particles show the typical banding of
massive malachite, x 20.
Figure 291. Ku SC542. This forgery, purchased in China,
was constructed around five fragments of the foot of anancient and genuine vessel. The entire upper portion is
fabricated (in sections) from a modern bronze containing
about 5 percent zinc. Some of the relief design is made in
lead. The new metal surface was given a false painted
patina now partially removed.
215

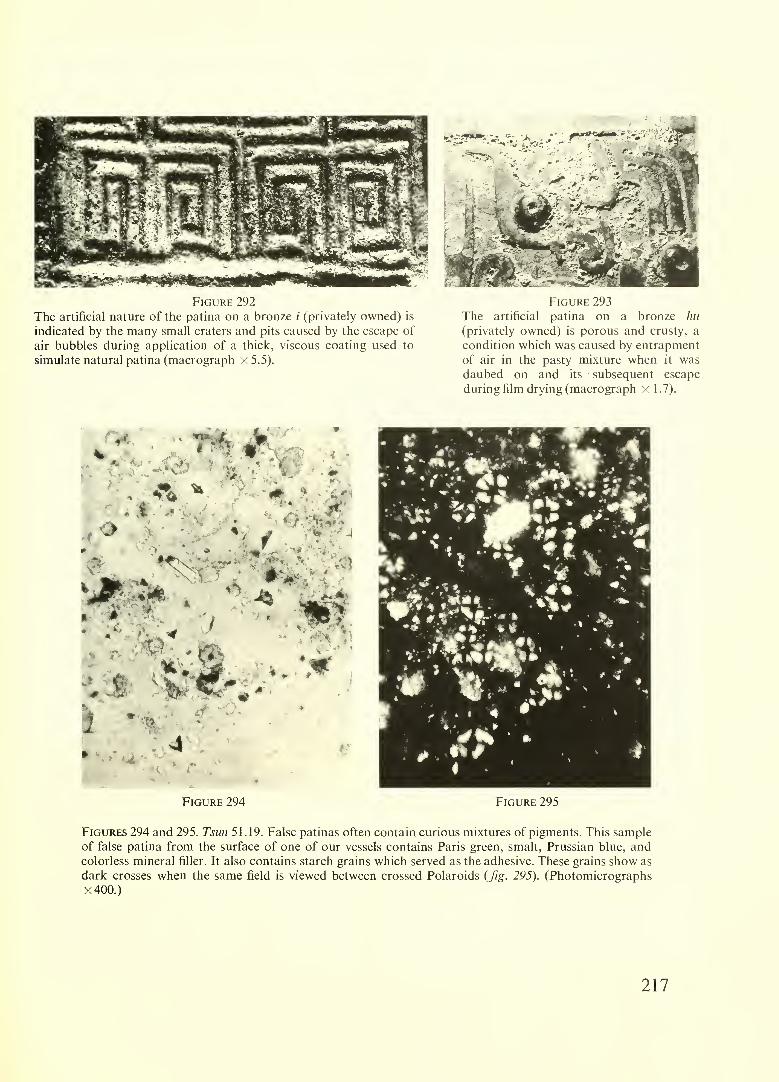
Figure 292
The artificial nature of the patina on a bronze i (privately owned) is
indicated by the many small craters and pits caused by the escape of
air bubbles during application of a thick, viscous coating used to
simulate natural patina (macrograph x 5.5).
Figure 293
The artificial patina on a bronze hu
(privately owned) is porous and crusty, a
condition which was caused by entrapment
of air in the pasty mixture when it wasdaubed on and its subsequent escape
during film drying (macrograph X 1.7).
Figure 294 Figure 295
Figures 294 and 295. Tsun 51.19. False patinas often contain curious mixtures of pigments. This sample
of false patina from the surface of one of our vessels contains Paris green, smalt, Prussian blue, andcolorless mineral filler. It also contains starch grains which served as the adhesive. These grains show as
dark crosses when the same field is viewed between crossed Polaroids {fig. 295). (Photomicrographs
X400.)
217
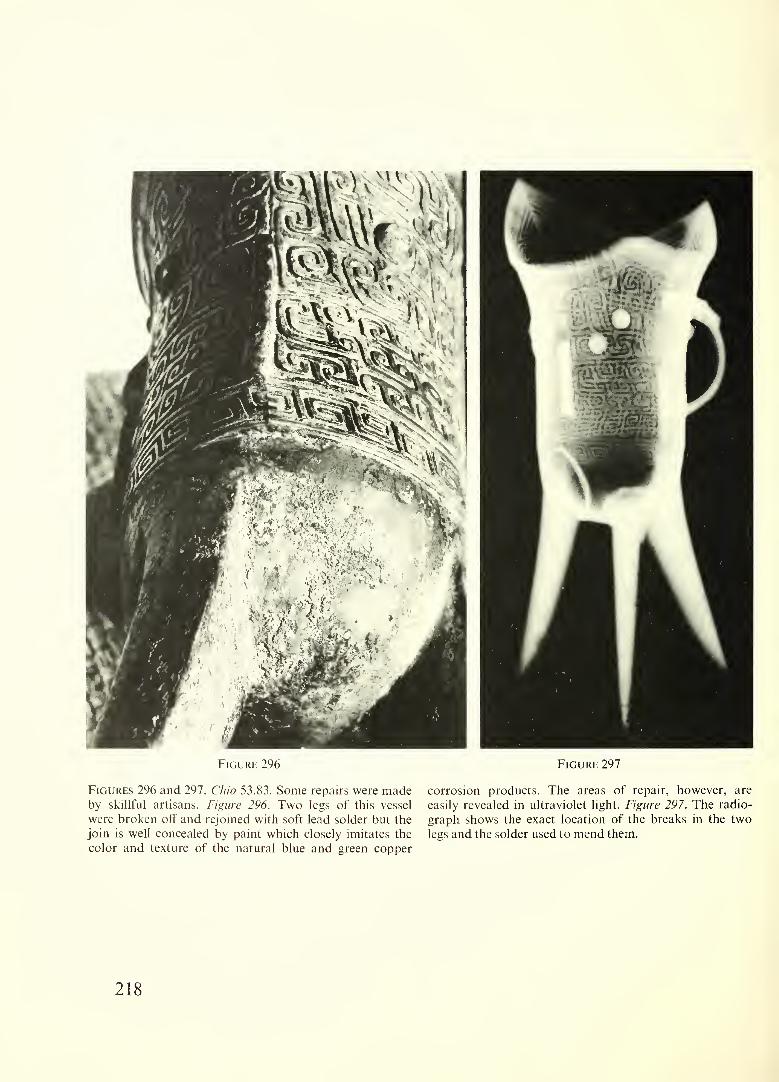
Figure 296 Figure 297
Figures 296 and 297. Chio 53.83. Some repairs were madeby skillful artisans. Figure 296. Two legs of this vessel
were broken off and rejoined with soft lead solder but the
join is well concealed by paint which closely imitates the
color and texture of the natural blue and green copper
corrosion products. The areas of repair, however, are
easily revealed in ultraviolet light. Figure 297. The radio-
graph shows the exact location of the breaks in the two
legs and the solder used to mend them.
218
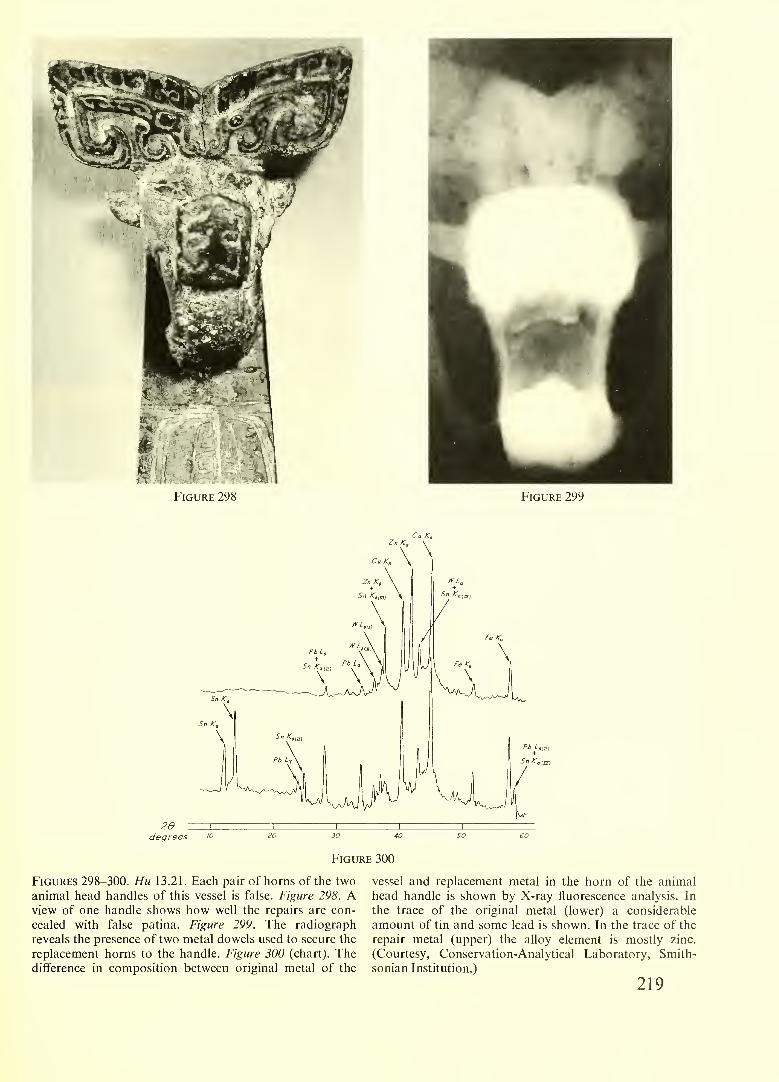
Figure 298 Figure 299
Cu Ka
26 i
degrees 10
Figure 300
Figures 298-300. Hu 13.21. Each pair of horns of the two
animal head handles of this vessel is false. Figure 298. Aview of one handle shows how well the repairs are con-
cealed with false patina. Figure 299. The radiograph
reveals the presence of two metal dowels used to secure the
replacement horns to the handle. Figure 300 (chart). Thedifference in composition between original metal of the
vessel and replacement metal in the horn of the animal
head handle is shown by X-ray fluorescence analysis. In
the trace of the original metal (lower) a considerable
amount of tin and some lead is shown. In the trace of the
repair metal (upper) the alloy element is mostly zinc.
(Courtesy, Conservation-Analytical Laboratory, Smith-
sonian Institution.)
219
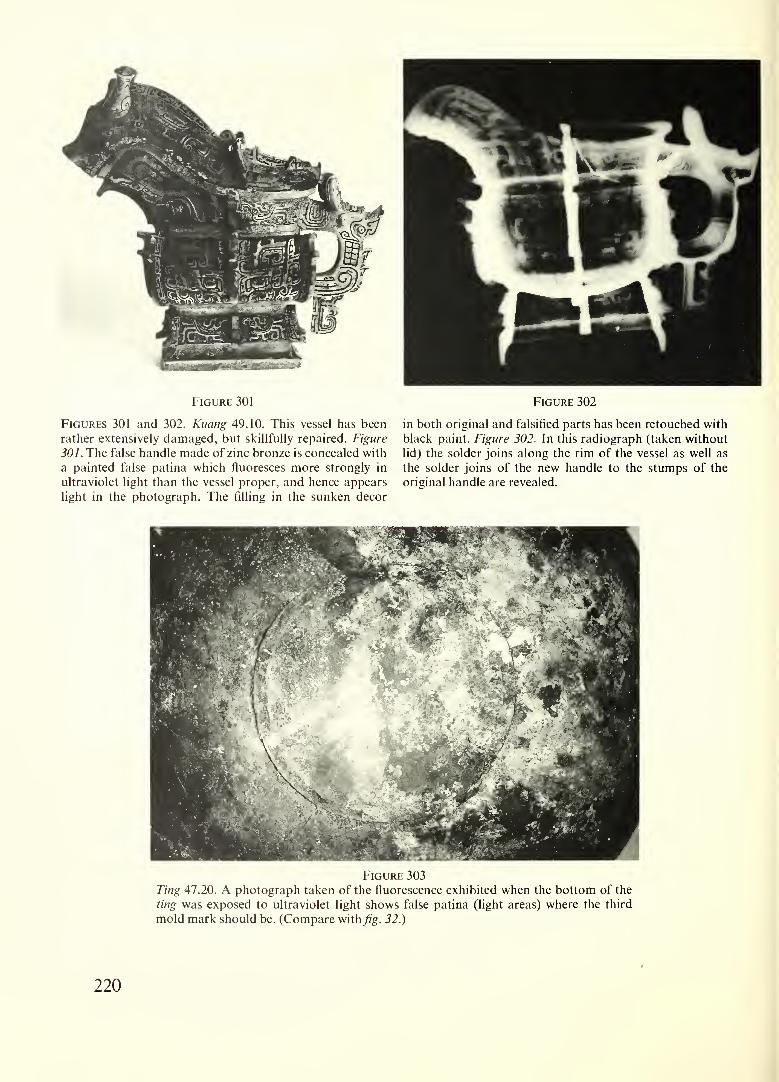
Figure 301 Figure 302
Figures 301 and 302. Kuang 49.10. This vessel has been in both original and falsified parts has been retouched with
rather extensively damaged, but skillfully repaired. Figure black paint. Figure 302. In this radiograph (taken without
301 . The false handle made of zinc bronze is concealed with lid) the solder joins along the rim of the vessel as well as
a painted false patina which fluoresces more strongly in the solder joins of the new handle to the stumps of the
ultraviolet light than the vessel proper, and hence appears original handle are revealed,
light in the photograph. The filling in the sunken decor
Figure 303
Ting 47.20. A photograph taken of the fluorescence exhibited when the bottom of the
ting was exposed to ultraviolet light shows false patina (light areas) where the third
mold mark should be. (Compare withfig. 32.)
220

Figure 304
Figure 305
Figures 304-306. Chien 15.107. The vessel has been rather
extensively altered. Figure 304. None of the handles is
original but are probably recent additions. Three of themare old, but the fourth is an imitation. The detail shows the
soft solder join at the base of one handle and also the
colored plaster which was used to conceal it. Figure 305.
Figure 306
Radiographs show that the handles are secured to round
bosses cast integrally with the vessel. Figure 306. Theradiograph taken in profile shows the two bosses in the
vessel side which serve to anchor one of the handles, and
also the solder that secures them.
221
Figure 307 Figure 308
Figures 307 and 308. Hu SC548 (Kelley). Fragments of
this broken Chou dynasty bronze were joined (in China)
with soft solder and the joins and replacement parts con-
cealed with colored plaster to make a seemingly whole andintact vessel. During transport to the United States the
object came apart at the joins revealing its fraudulent
Figure 309
Figures 309 and 310. Hu SC548. Macrographs ( x 8) were
taken of details of the decor on the surface of the vessel.
Figure 309 shows the natural corroded surface of a single
unit of lei-wen decor on the old and original part of the
nature. In figure 307, taken in ultraviolet light, the simu-
lated patina fluoresces, but the areas of genuine patina
along the rim do not. In figure 308 taken in ordinary light
the good matching qualities of the natural and artificial
patina are shown.
Figure 310
piece. Figure 310 is a detail of the same feature of the
design as shown in figure 309, but imitated in plaster and
tinted and toned to the dull green color of the natural
surface.
222

may be further lowered by addition of antimony, bismuth, cadmium or
zinc, but with decrease in strength.
Solder joins concealed by paint and false patina are easily revealed by
probing with a dental tool or a heavy dissecting needle ground to a chisel
point. The softness and plasticity of the solder and its leaden color are un-
mistakable. They also show plainly in radiographs, because of their high
lead content.
The extent of modern repairs on ancient pieces varies widely. Some are
simple mends of members that broke off presumably when excavated or
from careless handling. Seen in ultraviolet light chio 53.83 (fig. 296) fluores-
ces where two legs join the body, and probing at the joins revealed soft sold-
er. The legs appear to be original. The breaks as shown by X-rays are clean
and the solder is thin (fig. 297): the repairs are concealed with a highly con-
vincing false patina which causes the fluorescence. Fang-i 15.136 has lost a
portion of its foot; it was repaired with a soldered-in piece of scrap metal
from another old bronze and the repair concealed with paint. The rim ofp'ou
13.30 and a portion of the sidewall of kuei 11.53 were patched in the same
way. The ears of both animal heads on the handles of hu 13.21 are
replacements made of brass; X-rays (figs. 298-300) show they are secured
to the heads with soft solder and metal dowels. Quite often new metal is
used in repairs. The handle of kuang 49.10 which looks genuine enough is
in fact shaped from a modern piece of brass. The handle metal contains
about 20 percent of zinc, whereas the metal of the vessel proper contains
none. The joining, which is made with soft solder, is well concealed
with paint which fluoresces moderately in ultraviolet light (fig. 301). Aradiograph (fig. 302) shows extensive repairs. Missing portions of a large
ting 47.20 (figs. 32, 223-225 and 303) have been replaced with cut-outs of
sheet copper which are held in place with soft solder and the mends con-
cealed with artificial patina which also fluoresces in ultraviolet light.
Losses and extensive repairs on vessels are sometimes concealed with
plaster and paste compositions. The tips of two of the legs of chueh 25.3 are
made with gypsum plaster (plaster of Paris) and the plaster is painted to
match the natural patina. On the square ting 09.261 an area of loss in an end
wall has been filled with plaster and painted with a pigment mixture in
which Paris green, smalt and ground azurite were identified. On hu 48.1 an
old crack which extends from the rim to one of the lug handles has been
luted with plaster and the mend concealed with bright green paint which
again contains Paris green. Much colored plaster has been used to conceal
the solder joins of the replacement handles fixed to the large chien 15.107
(figs. 304-306).
223
The replacement pieces and the joins on the aforementioned "Kelley
bronze" (Chapters Vand VII) were hidden under a green-tone plaster com-position carved to imitate sunken decor and colored and pock-marked to
simulate natural copper and tin corrosion products (figs. 307-310). Theplaster varies from 1-3 mm. in thickness; it adheres well to the old frag-
ments, but poorly to the new smooth copper. The plaster is softer and moreeasily scratched with a knife than the natural smooth gray-green tin-oxide
patina. It is little affected by water but is disintegrated and detached from
the bronze surface when immersed in alcohol. The alcohol extracts a resi-
nous binder which is stained green with copper. Identification of this binder
was not certain, but a sample when burned gave off an odor reminiscent of
shellac. The main component of the plaster left after resin extraction is a
white powder tinted green in which spectroscopic analysis shows the
presence of large amounts of zinc and copper and lesser amounts of silicon,
aluminum, barium and arsenic; sulfate and acetate radicals were also
detected. The X-ray diffraction pattern of the plaster shows the presence of
barite, and microscopic examination reveals bright green spherulitic crystals
of Paris green, which explains the presence of the copper, arsenic and acetate
ions previously detected. The object was truly a clever forgery until collapse
of the patched-together assembly revealed the flummery; but it has proved
useful because the old and genuine parts have yielded much valuable study
material.
A somewhat similar stained plaster was used to conceal repairs to the
bottom of the large ting (SC587) already mentioned in Chapter IV. In this
instance, the upper portion and the three legs had probably been found in
some excavation or grave robbery, but the bottom was broken out and lost.
Undaunted the forgers supplied a new bottom of sheet copper in which holes
were cut to allow insertion and attachment of the legs. The entire replaced
and mended areas were covered with crusty plaster made to imitate the tone
and texture of the authentic parts. Again, under stress the mends gave way and
revealed the fraud ( fig. 311). Another interesting piece is a ku (SC542) ; the foot
of the vessel is made up of five genuine old fragments, and the single charac-
ter inscription on the inside of one is evidently Shang. The remainder of the
vessel, however, is made from cast brass and the whole bears a false patina
which very cleverly imitates the water patina of an early high tin bronze
(fig. 291, color). The false patina is quite insoluble in strong organic solvents
as well as in water which suggests that the medium may be Oriental lacquer.
One more much battered vessel, already referred to, is a p'an (SC537) which
bears a 10-character inscription. It is said that this vessel known as the "LoPo p'an" arrived in the United States from China in broken condition. One
224
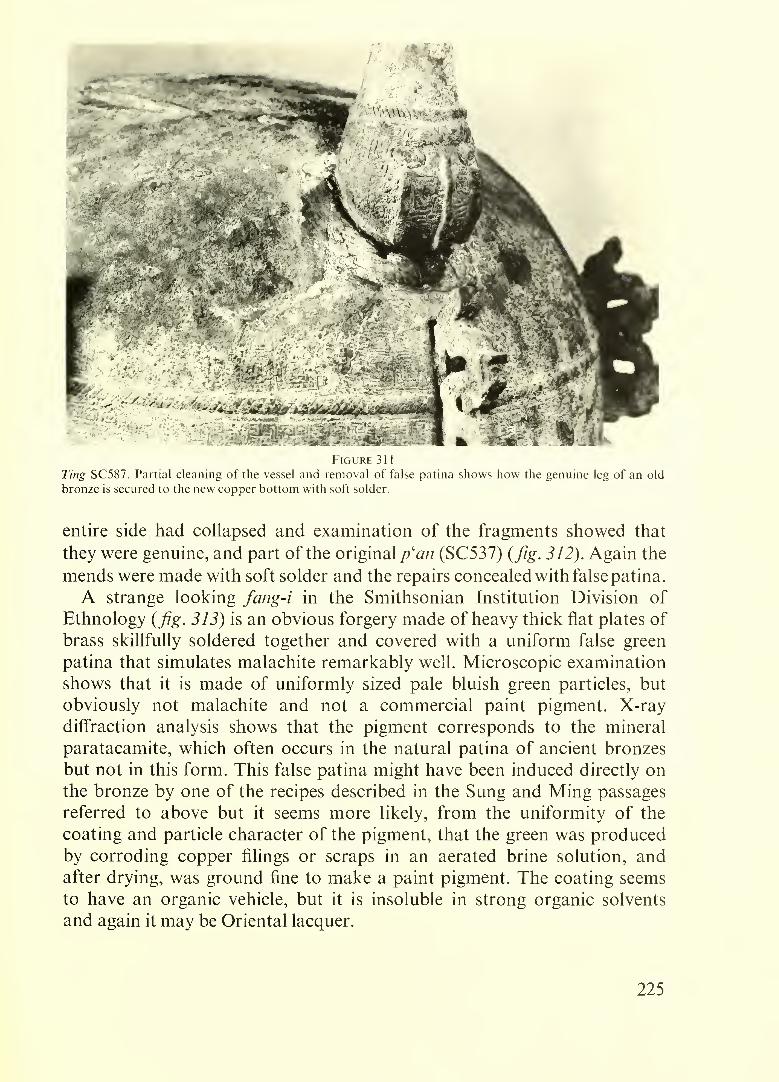
entire side had collapsed and examination of the fragments showed that
they were genuine, and part of the original p'an (SC537) {fig. 312). Again the
mends were made with soft solder and the repairs concealed with false patina.
A strange looking fang-i in the Smithsonian Institution Division of
Ethnology (fig. 313) is an obvious forgery made of heavy thick flat plates of
brass skillfully soldered together and covered with a uniform false green
patina that simulates malachite remarkably well. Microscopic examination
shows that it is made of uniformly sized pale bluish green particles, but
obviously not malachite and not a commercial paint pigment. X-ray
diffraction analysis shows that the pigment corresponds to the mineral
paratacamite, which often occurs in the natural patina of ancient bronzes
but not in this form. This false patina might have been induced directly onthe bronze by one of the recipes described in the Sung and Ming passages
referred to above but it seems more likely, from the uniformity of the
coating and particle character of the pigment, that the green was produced
by corroding copper filings or scraps in an aerated brine solution, andafter drying, was ground fine to make a paint pigment. The coating seems
to have an organic vehicle, but it is insoluble in strong organic solvents
and again it may be Oriental lacquer.
225
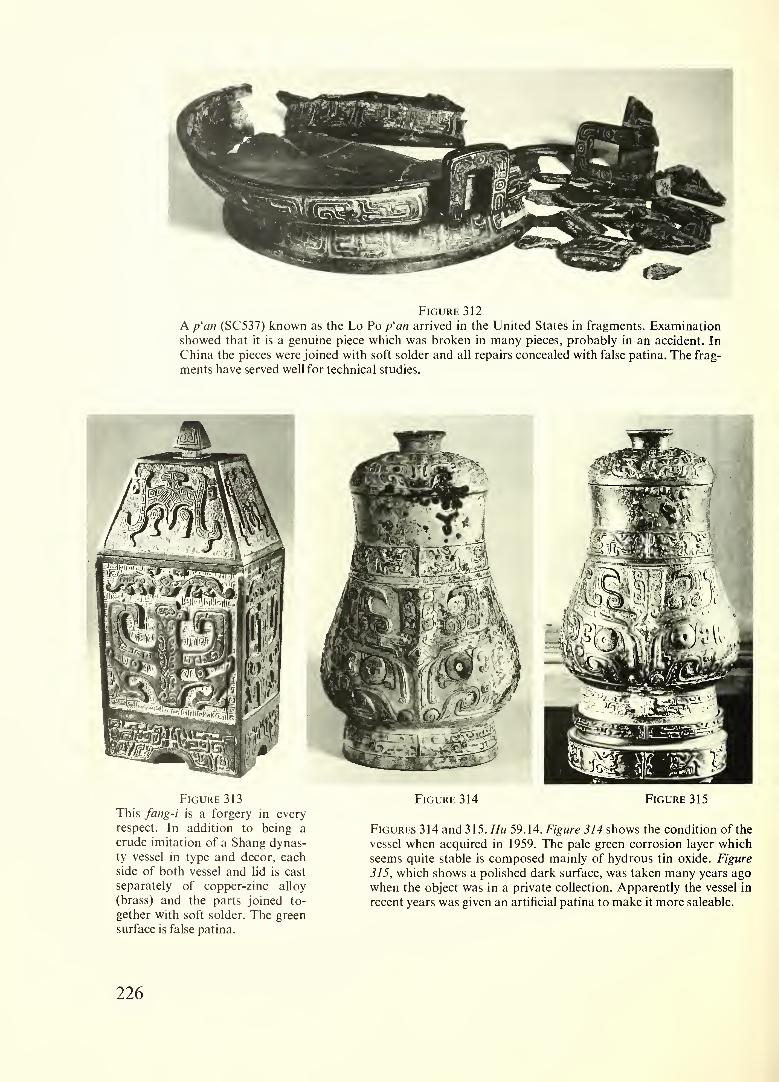
Figure 312
A pl
an (SC537) known as the Lo Po p'an arrived in the United States in fragments. Examination
showed that it is a genuine piece which was broken in many pieces, probably in an accident. In
China the pieces were joined with soft solder and all repairs concealed with false patina. The frag-
ments have served well for technical studies.
Figure 313 Figure 314 Figure 315
This fang-i is a forgery in every
respect. In addition to being a Figures 314 and 315. Hu 59.14. Figure 314 shows the condition of the
crude imitation of a Shang dynas- vessel when acquired in 1959. The pale green corrosion layer whichty vessel in type and decor, each seems quite stable is composed mainly of hydrous tin oxide. Figureside of both vessel and lid is cast 315, which shows a polished dark surface, was taken many years agoseparately of copper-zinc alloy when the object was in a private collection. Apparently the vessel in
(brass) and the parts joined to- recent years was given an artificial patina to make it more saleable,
gether with soft solder. The green
surface is false patina.
226
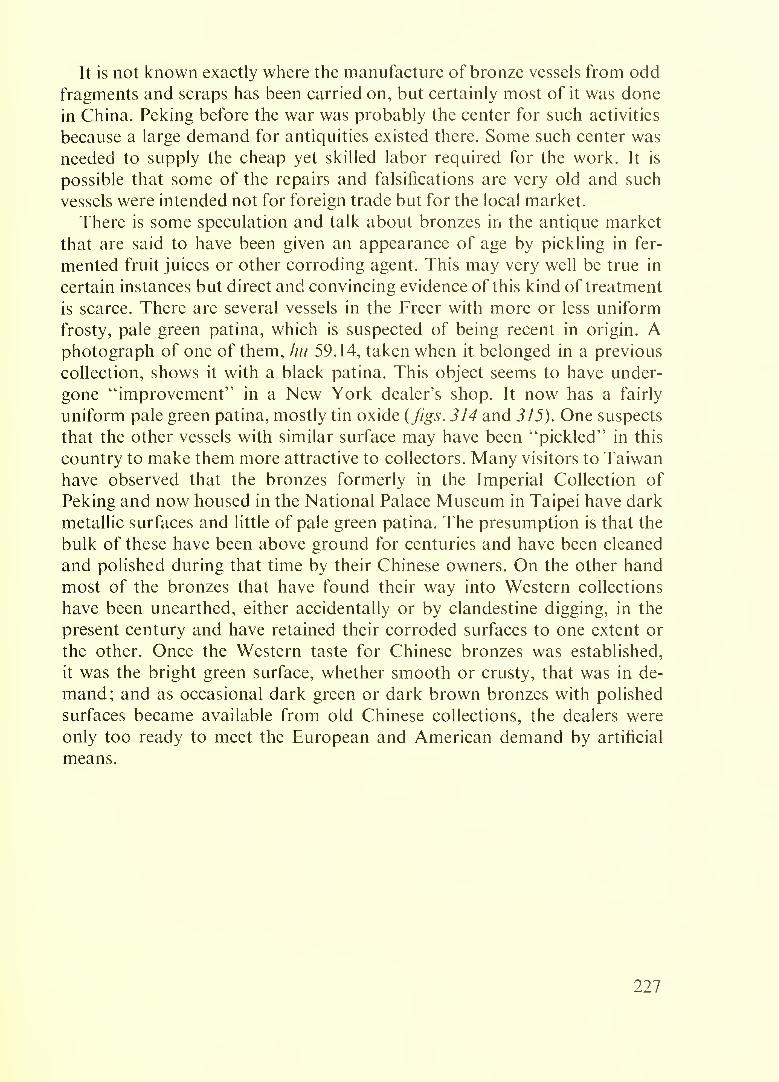
It is not known exactly where the manufacture of bronze vessels from odd
fragments and scraps has been carried on, but certainly most of it was done
in China. Peking before the war was probably the center for such activities
because a large demand for antiquities existed there. Some such center was
needed to supply the cheap yet skilled labor required for the work. It is
possible that some of the repairs and falsifications are very old and such
vessels were intended not for foreign trade but for the local market.
There is some speculation and talk about bronzes in the antique market
that are said to have been given an appearance of age by pickling in fer-
mented fruit juices or other corroding agent. This may very well be true in
certain instances but direct and convincing evidence of this kind of treatment
is scarce. There are several vessels in the Freer with more or less uniform
frosty, pale green patina, which is suspected of being recent in origin. Aphotograph of one of them, hu 59.14, taken when it belonged in a previous
collection, shows it with a black patina. This object seems to have under-
gone "improvement" in a New York dealer's shop. It now has a fairly
uniform pale green patina, mostly tin oxide {figs. 314 and 315). One suspects
that the other vessels with similar surface may have been "pickled" in this
country to make them more attractive to collectors. Many visitors to Taiwanhave observed that the bronzes formerly in the Imperial Collection of
Peking and now housed in the National Palace Museum in Taipei have dark
metallic surfaces and little of pale green patina. The presumption is that the
bulk of these have been above ground for centuries and have been cleaned
and polished during that time by their Chinese owners. On the other hand
most of the bronzes that have found their way into Western collections
have been unearthed, either accidentally or by clandestine digging, in the
present century and have retained their corroded surfaces to one extent or
the other. Once the Western taste for Chinese bronzes was established,
it was the bright green surface, whether smooth or crusty, that was in de-
mand; and as occasional dark green or dark brown bronzes with polished
surfaces became available from old Chinese collections, the dealers were
only too ready to meet the European and American demand by artificial
means.
227
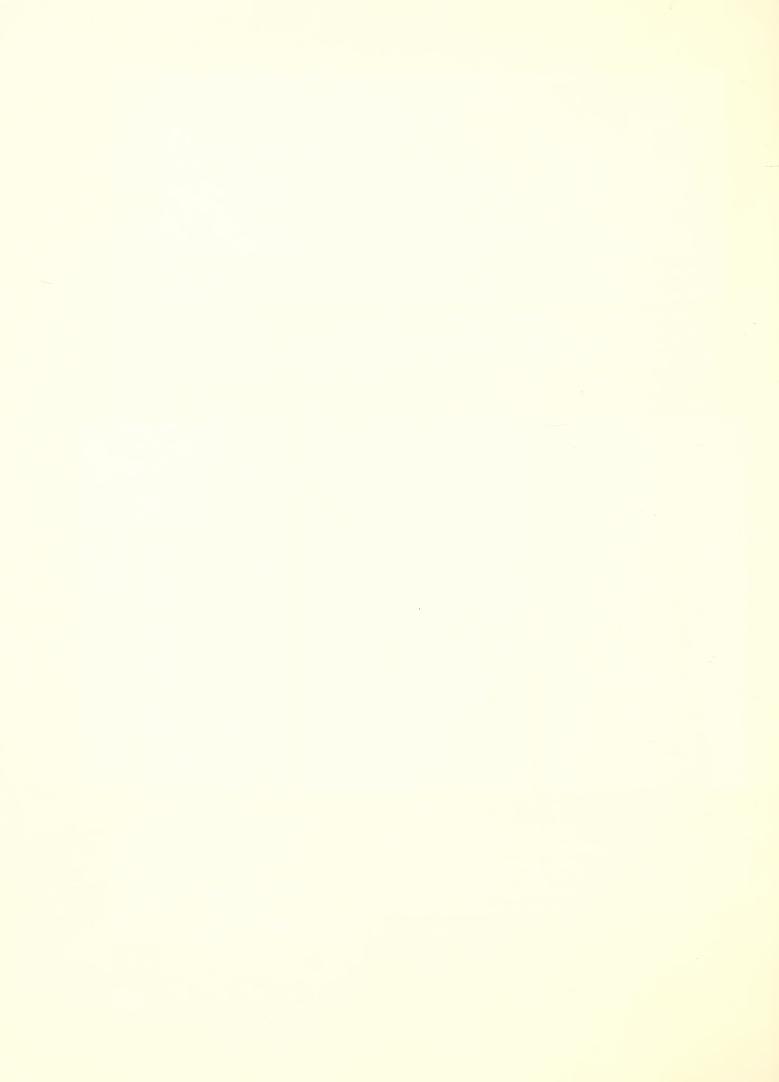
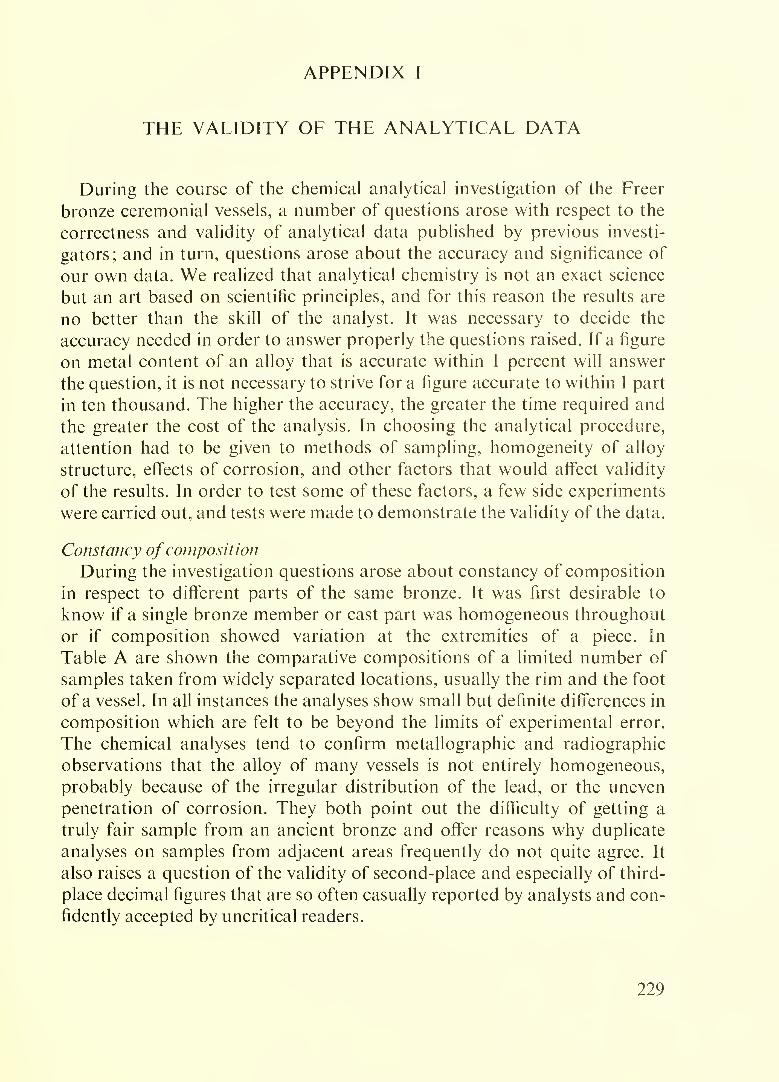
APPENDIX I
THE VALIDITY OF THE ANALYTICAL DATA
During the course of the chemical analytical investigation of the Freer
bronze ceremonial vessels, a number of questions arose with respect to the
correctness and validity of analytical data published by previous investi-
gators; and in turn, questions arose about the accuracy and significance of
our own data. We realized that analytical chemistry is not an exact science
but an art based on scientific principles, and for this reason the results are
no better than the skill of the analyst. It was necessary to decide the
accuracy needed in order to answer properly the questions raised. If a figure
on metal content of an alloy that is accurate within 1 percent will answer
the question, it is not necessary to strive for a figure accurate to within 1 part
in ten thousand. The higher the accuracy, the greater the time required and
the greater the cost of the analysis. In choosing the analytical procedure,
attention had to be given to methods of sampling, homogeneity of alloy
structure, effects of corrosion, and other factors that would affect validity
of the results. In order to test some of these factors, a few side experiments
were carried out, and tests were made to demonstrate the validity of the data.
Constancy ofcomposition
During the investigation questions arose about constancy of composition
in respect to different parts of the same bronze. It was first desirable to
know if a single bronze member or cast part was homogeneous throughout
or if composition showed variation at the extremities of a piece. In
Table A are shown the comparative compositions of a limited number of
samples taken from widely separated locations, usually the rim and the foot
of a vessel. In all instances the analyses show small but definite differences in
composition which are felt to be beyond the limits of experimental error.
The chemical analyses tend to confirm metallographic and radiographic
observations that the alloy of many vessels is not entirely homogeneous,
probably because of the irregular distribution of the lead, or the uneven
penetration of corrosion. They both point out the difficulty of getting a
truly fair sample from an ancient bronze and offer reasons why duplicate
analyses on samples from adjacent areas frequently do not quite agree. It
also raises a question of the validity of second-place and especially of third-
place decimal figures that are so often casually reported by analysts and con-
fidently accepted by uncritical readers.
229

TABLE AConstancy of composition
Comparison of analyses of different parts of the same vessel member
FGA Location of Cu Sn Pb Fe* TotalISO. 0/
/o0//o
0//o
0//o
0//o
09.260| foot 79.7 14.0 1.2 94.9rim 82.8 14.1 1.8 98.7
11.35 vessel (foot) 71 .6 9.2 15.0 95.8
p'an handle 69.0 7.8 20.1 96.9
1 1 1113.21 toot
OA 180.7 10.5
1 13.2 94.4
hu rim 80.8 10.8 3.9 95.5
i r* 1135.12 under handle 75.0 15.6 9.5 100.1
chia capped column 76.8 14.3 8.8 99.9
38.5 foot 69.1 15.1 13.9 98.1
kuang rim 68.5 16.2 13.4 98.2
40.11 foot 81.4 13.6 3.6 98.6rim 82.8 14.6 3.7 101.1
47.12f foot 74.8 13.1 3.7 91.6rim 74.7 12.6 5.4 2.1 94.8
Wet analyses of duplicate, approximately 100 mg. samples.* Blank space indicates element not sought for.
tThese vessels are obviously too corroded to yield fair samples for analysis.
Composition ofmembers ofa multiple-member assembly
Many of the bronze vessels have separately cast covers and handles.
A number that appear to be cast in one piece are not. Careful examination
has shown that in many bronzes the legs, handles and appendages were
cast separately and joined to the vessel proper by casting-on or by other
joining techniques. It might be expected that the various vessel memberswere cast from the same melt, and inspection of the analyses in Table Bshow that in certain instances this is the case; but in others it is not. Com-ment on the groups of analyses shown in Table B appear in the "Technical
Observations" of the catalogue entries for individual vessels (Vol. I). Theresults show that the analyst must be careful to specify the member or place
on a bronze from which the sample for analysis is taken.
The accuracy andprecision ofanalyses done by wet chemical methods
Most reports on analyses of ancient bronzes make little or no mention of
230
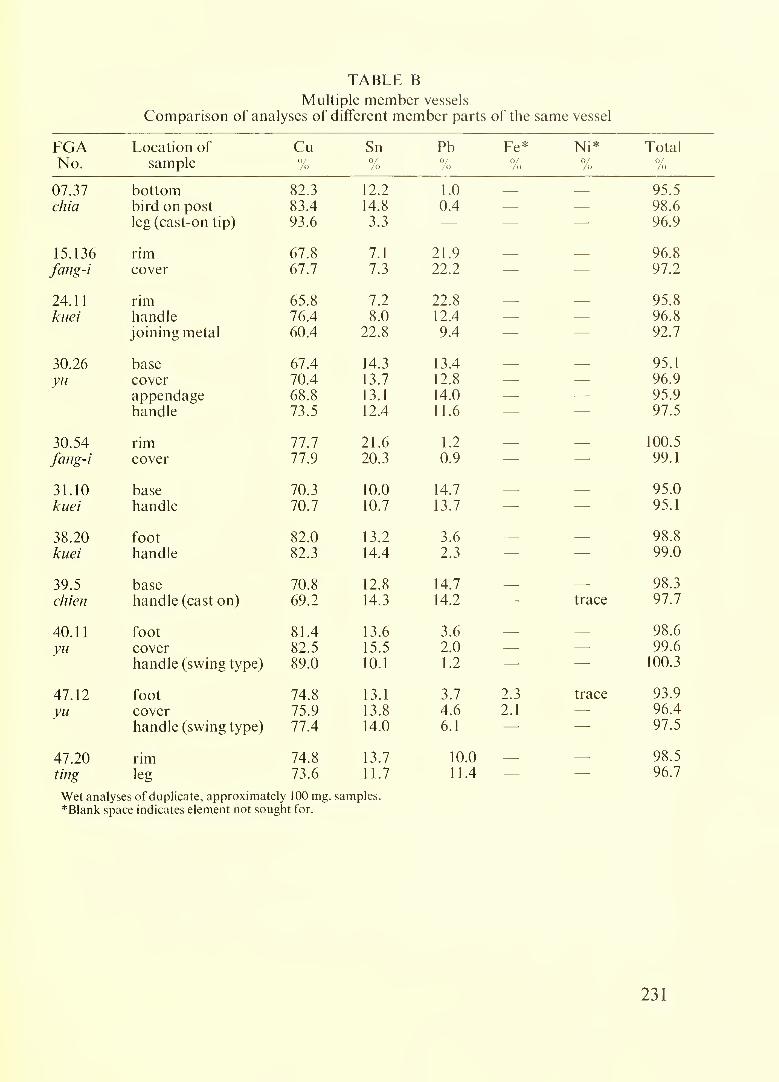
TABLE BMultiple member vessels
Comparison of analyses of different member parts of the same vessel
ruANo.
Location ofsample
Cu%
Sn/o
rb%
re*
%"N T I *
0//o
J otal
%
07.37 bottom 82.3 12.2 1.0 — 95.5cli inL f 1 114 bird on nnstI'll V^l V ' 1 1 I / V ' , 1
1
83 4 14.8 4 98.6
leg (cast-on tip) 93.6 3.3 — — 96^9
15.136 rim 67.8 7.1 21.9 — — 96.8
fang-i cover 67 .7 7.3 22.2 — 97.2
24.11 rim 65.8 7.2 22.8 — — 95.8
kuei handle 76.4 8.0 12.4 — 96.8
ininint* mpta 1pV'IIIIIB i—, 111V ICll 60.4 22.8 9.4 92.7
30.26 base 67.4 14.3 13.4 — 95.1
yu 70 4 1 3 7 1 2 8JL \J 96.9
appendage 68.8 13.1 14.0 — — 95.9
handle 73.5 12.4 11.6 — 97.5
30.54 rim 77.7 21.6 1.2 — — 100.5
fang-i cover 77.9 20.3 0.9 — 99.1
31.10 base 70.3 10.0 14.7 — — 95.0
kuei handle 70.7 10.7 13.7 — — 95.1
38.20 foot 82.0 13.2 3.6 98.8
kuei handle 82.3 14.4 2.3 — — 99.0
39.5 base 70.8 12.8 14.7 — 98.3
chien handle (cast on) 69.2 14.3 14.2 trace 97.7
40.11 foot 81.4 13.6 3.6 — — 98.6
yu cover 82.5ICC1 5.5 2.0 yy.v
handle (swing type) 89.0 10.1 1.2 100.3
AIM foot 74.8 13.1 3.7 2.3 trace 93.9
yu cover 75.9 13.8 4.6 2.1 96.4
handle (swing type) 77.4 14.0 6.1 97.5
47.20 rim 74.8 13.7 10.0 98.5
ting leg 73.6 11.7 11.4 96.7
Wet analyses of duplicate, approximately 100 mg. samples.
*Blank space indicates element not sought for.
231

the size of the sample employed, the methods used, or the precision (repro-
ducibility) and the accuracy (correctness) claimed.196
The difficulties that arise from this neglect are twofold: first, without
access to information bearing on sample taking, sample size and analytical
method employed it is not possible to make critical comparison of the
analyses made in different laboratories; second, non-chemists who quote
or otherwise employ other people's results are inclined to be non-critical
and to accept the figures given by the analyst as exact and accurate even
when they are reported to the third decimal place from a single analysis. Aspreviously intimated, non-chemists often fail to realize that analytical
chemistry is to a considerable degree an art and that many factors affect the
reliability of the results. Neglect to comment on accuracy and precision of
analysis is a common failing of nearly all analytical chemists who have
dealt with archaeological materials. Dr. Willard F. Libby, who developed
the radiocarbon method of dating organic materials, rendered outstanding
service to archaeological chemistry by insisting that all radiocarbon dates
be reported in a manner to show probable error in the form of plus or
minus limits. It is difficult to state precisely the probable error in any wet or
spectrometric analysis, but it is essential that the analyst in some way in-
dicate for the benefit of his non-technical audience how good his analytical
findings are, and for the benefit of professional colleagues enough details
about sampling and methods of analysis employed so that the professional
can make his own judgments. For everyone's benefit all analysed objects
should be identified by reference to a photograph.
In this study, accuracy was tested in two ways: first, the analytical method
was proved by analyzing a metal sample of known composition.
The known or standard sample was one of a series of standard
samples that is available from the U.S. National Bureau of Standards. Theresults of a series of analyses on this standard are shown in Table C.
Although better accuracy for copper and zinc is attained with a 1.0 gram
sample than with a 0.1 gram sample better accuracy for tin and lead was
actually attained on the smaller samples. This may be explained by the fact
that the smaller samples were analyzed at a much later time when the analyst
196T. Dono, however, in the analyses he reported over a quarter century ago gives weight of sample anddescribed in outline the analytical method employed. (The chemical investigation of the ancient metallic
culture in the Orient, p. 310 ff.) The analytical data on Chinese bronze mirrors tabulated by the Japanesechemists Komatsu and Yamanouchi in 1933 are given to two decimal figures, hence, are presumed to beprecise and accurate, but there are no details of method. (A chemical study . . .
, p. 295 ff.) Shu-chuan Liangand Kan-non Chang in their more recent report on analysis of Chinese Bronze Age materials (The chemicalcomposition . . . , p. 9 ff.) briefly outline their method of wet analysis and speak of following standard analytical
procedures; but they give no precise information on sampling; nor do they mention size of the sample. Themore recent Japanese investigator, Giichi Tanabe has, however, taken pains to a commendable degree to
describe his methods of sampling, the amount of sample taken, and the details of both the wet chemical andthe spectrometric methods he employed. (A study on the chemical compositions . . . , p. 271 ff.)
232

TABLE CAccuracy (correctness) of analyses
Comparison with National Bureau of Standards alloy,
Standard Sample 124c, Ounce Metal.
Expressed in percentages, showing 95% confidence limits
Cu%
Sn
%Pb%
Zn%
Total
%
NBS analysis 84.22 (±0.01*) 5.13 (±0.03*) 4.74 (±0.04*) 4.93 (±0.03*) 99.02
FGA analyses
Ci(1.0g.1
sample)ay
84.05
84.01
84.03 (±0.25f)
5.50
5.49
5.50(±0.06t)
4.35
4.57
4.46 (± 1.40|)
5.02
4.98
5.00(±0.25f) 98.99
C(0.1g. 1sample)
ay
83.49
82.90
83.20 (±3.78f)
5.03
5.24
5.14 (± 1.34f)
4.90
4.77
4.84(±0.83f)
3.52
4.05
3.79(±3.37f) 96.97
C3 (0.1g. 1sample)
ay
84.01
84 0984.05 (±0.50f)
5.22
4.91
5.06 (± 1.96f)
4.87
4.79
4i83(±0.50f)
—
93.94
C 4 (0.1g. 1sample)
ay
84.03
83.68
83.96 (±2.22|)
4.86
5.05
4.96 (± 1.21f)
4.70
5.02
4.86(±2.04f) 93.78
Average of
C2, C3 and C483.70 (±0.72$) 5.05 (± 0.051) 4.84(±0.04J)
*Based on 4 determinations,
fBased on 2 determinations.
JBased on 6 determinations.
had achieved greater skill through practice. Also, the semi-micro-analytical
set-up was better adapted for 0.1 gram samples. It was fortunate, because
of the limitation in size of sample that could be taken and because of
the non-homogeneity of the alloys, that these analyses of Freer bronzes did
not demand a high degree of accuracy.
Accuracy was also tested by comparing the results obtained in one
laboratory with those obtained on the same material by analysts working
independently in other laboratories. Fortunately, some data are available
which permit the comparison of analyses made by more than one operator
on the same specimen. These are reported in Table D. On the whole the
results obtained by different analysts using wet methods compare well in
precision and so far as we can judge in accuracy.
Precision in analysis is the ability to duplicate results. It is standard pro-
cedure in fine analytical work to run all wet analyses on two or more samples
of approximately the same weight using closely parallel procedures. It is a
good measure of the analyst's skill, the constancy of conditions, and the
homogeneity of the sample if he can duplicate his observations. The results
233
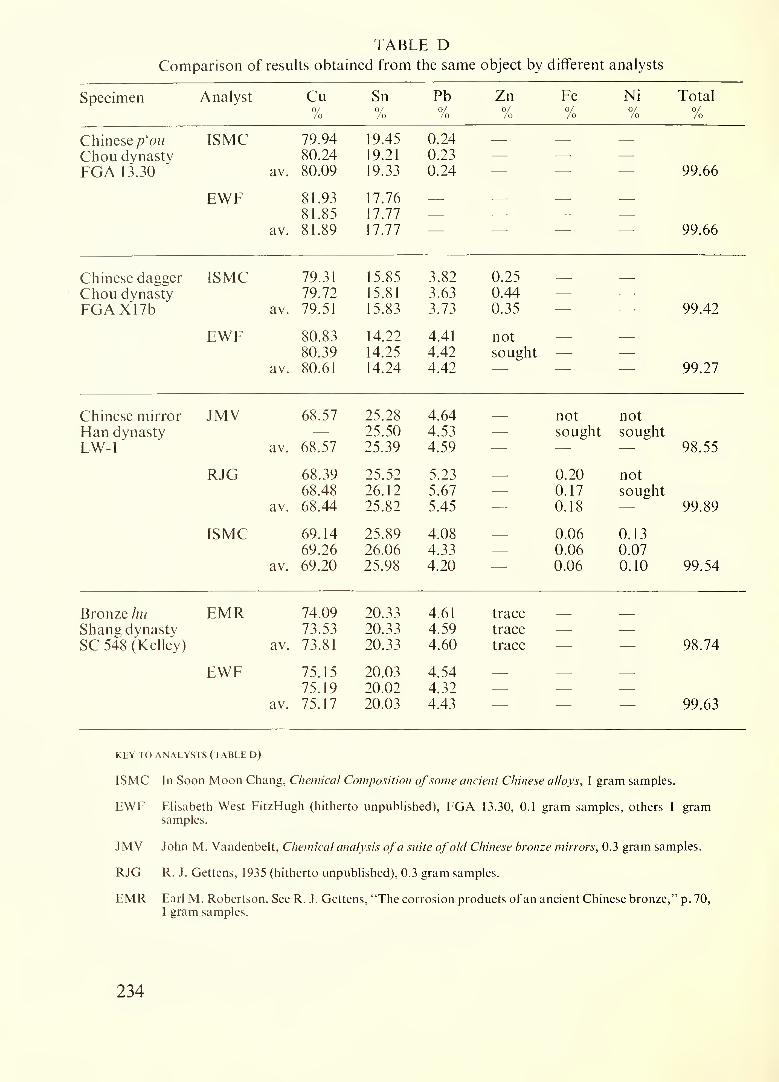
TABLE DComparison of results obtained from the same object by different analysts
Specimen Analyst Cu%
Sn%
Pb%
Zn%
Fe
%Ni%
Total
%
Chinese p on 1 1VI 7Q Q4 1 Q 4S 94
Chou dynasty 80.24 19.21 0.23 — — —Ffi A 1 1 10 VCI v • 80.09 19.33 0.24 99.66
EWF 81.93 17.76
81.85 17.77 — — —av. 81.89 17.77 — — — — 99.66
v^ninese aagger 1 1V1 7Q 11 1 J.OJ 1 R7 7S
Chou dynasty 79.72 15.81 3.63 0.44 — —FGA X 1 7b1 V_J L V / \ 1 / l ' av. 79.51 15.83 3.73 0.35 99.42
EWF 80.83 14.22 4.41 not80.39 14.25 4.42 sought
av. 80.61 14.24 4.42 — — — 99.27
1 hinacp m it*t* / "\ r*i^ninesc niiiiui lyuJ 1V1 V 6R S7uo . J /
7S 78 4 64t.ut I IU L 11UL
Han dynasty 25.50 4.53 sought sought
LW-1 av. 68.57 25.39 4.59 — — — 98.55
R idIN.J V J 6R 1QUO.J7 7S S7 S 91 90 I1U
I
68.48 26.12 5.67 — 0.17 soughtav. 68.44 25.82 5.45 0.18 99.89
ISMC 69.14 25.89 4.08 0.06 0.13
69.26 26.06 4.33 0.06 0.07
av. 69.20 25.98 4.20 — 0.06 0.10 99.54
Di oiize iiuCUDJ_/1V1 IV 74 OQ 90 ^1 4 61t.Ul LI dLC
Shang dynasty 73.53 20.33 4.59 trace — —SC 548 (Kellev) av. 73.81 20.33 4.60 trace 98.74
EWF 75.15 20.03 4.54
75.19 20.02 4.32
av. 75.17 20.03 4.43 99.63
KEY TO ANALYSTS (TABLE D)
ISMC In Soon Moon Chang, Chemical Composition ofsome ancient Chinese alloys, 1 gram samples.
EWF Elisabeth West FitzHugh (hitherto unpublished), FGA 13.30, 0.1 gram samples, others 1 gramsamples.
JMV John M. Vandenbelt, Chemical analysis ofa suite ofold Chinese bronze mirrors, 0.3 gram samples.
RJG R. J. Gettens, 1935 (hitherto unpublished), 0.3 gram samples.
EMR Earl M. Robertson. See R. J. Gettens, "The corrosion products of an ancient Chinese bronze," p. 70,
1 gram samples.
234

TABLE EDuplicate analyses on Freer bronze ceremonial vessels,
showing high and low precision (0. 1 gram samples)
FGA No. Cu%
Sn%
Pb%
Total
%
(a) High precision 23.1 80.0 14.4 4.8
80.0 14.2 4.7
av. 80.0 14.3 4.7 99.0
37.1 84.2 13.3 1.2
84.0 13.3 1.2
av. 84.1 13.3 1.2 98.6
DHr. 1 Z.Z. 1 .0
81.3 15.3 1.8
av. 81.3 15.8 1.8 98.9
(b) Low precision 11.38 76.5 14.1 7.8
75.5 15.4 8.0
av. 76.0 14.8 7.9 98.7
56.19 80.8 14.1 3.1
80.9 13.2 3.9
av. 80.8 13.7 3.5 98.0
59.15 82.0 13.1 5.9
82.1 10.9 6.3
av.82.1 12.0 6.1 100.2
of a few analyses run in duplicate can be compared in Table E. As is shownin the first part of that table, it was possible at times to attain fairly high
precision even though the samples were minimum in quantity for the methodemployed. It was not always possible, however, to attain such high precision
as is shown in the second part of Table E.
The non-chemist may wonder why many of the bronze analyses do not
total 100 percent. Quantitative chemical analysis entails a series of opera-
tions and manipulations of solutions and precipitates which are not
strictly quantitative. In addition to losses in transfer of materials and gains by
introduction of impurities from reagents, there may be minor errors in
sampling, weighing and measuring. There are plus and minus errors which
in part cancel each other out but often leave a small imbalance which results
in a total slightly less or slightly greater than 100 percent. The smaller the
sample analyzed the greater the error in both precision and accuracy of
analysis.
235
Another reason for low totals in analysis of ancient metal is the com-bined oxygen content of the samples, mostly in the form of cuprite resulting
from intergranular corrosion, and possibly also from small amounts of
CU-CU2O eutectic in the alloy. It is not practical in the type of analytical
procedures used here to estimate combined oxygen content. It has been
suggested that the oxide factor could be eliminated if all samples were
reduced prior to analysis in a stream of hydrogen at a temperature 800-
900°C. The oxygen would be taken away as water and a purely metallic
sample would result. Unfortunately, it was not practical to carry out this
refinement in this series of analyses.
A final reason for low totals is that estimates of minor and trace elements
made spectrometrically are not included with the totals from wet analysis.
Confidence limits and intervals ofthe analyses
The values given in the tables for percentage composition of the elements
as determined by chemical analytical methods are not true values, but the
averages of two or more values determined in parallel experiments. Asshown in Table E, the precision or reproducibility of values varies from
analysis to analysis for reasons often beyond the control of the analyst;
the accuracy also varies. Yet the analyst feels intuitively that the true value
must lie fairly close to the reported average derived from the duplicate
analyses. Statisticians have managed to put this feeling into concrete terms
by means of the concepts of "the confidence interval, " "confidence limits"
and "confidence level. " These are defined as follows: The confidence interval
is that interval within which the true value probably lies; the confidence
limits are the boundary values on each end of the interval; the confidence
level is the measure of probability or the degree of assurance which the
analyst can assign to the confidence interval. The size of the confidence
interval is a function of the confidence level; for a confidence level of 95%,meaning that the confidence interval would contain the true value 95% of
the time, the confidence interval would be smaller than if a 99% confidence
level were employed. The formula for deriving the confidence limits is
generally expressed as
:
CL=X+AR and X-ARwhere CL= confidence limits
X=the average of the determinations madeA=a probability factor depending on the confidence level chosen
and the number of determinations made. A is tabulated in
statistical handbooks.197
197E. L. Bauer, A statistical manualfor chemists (New York, 1960) Appendix, Table I, p. 137.
236

R= the range, defined as the difference between the highest and
lowest values for the determinations.
The confidence limits are two discrete values, X+ARand X—AR.The confidence interval can be expressed as
:
CI=X±ARwhere CI=the confidence interval
X, A, and R=the same as above.
Here we are looking at the area between the two limits given above. Themagnitude of the confidence interval is 2AR.
We can apply the idea of confidence limits first to our own analysis of a
sample of known composition, Ounce Metal (124c) supplied by the National
Bureau of Standards, the analysis of which is given in Table C. Taking for
example the two parallel determinations for Cu made on a 0.1 g. sample
of the alloy in analysis C2, we have the values 83.49% and 82.90%. The— ... 83 49% +82 90%
average X of these two determinations is ^—
" ~ which equals
83.20%. For an arbitrary confidence level of 95% and two determinations, Aequals 6.36, R equals 0.59%. Computing the confidence interval in this
manner,
CI=83.20%±6.36 (0.59%)
Cl=83.20%±3.78%we arrive at a confidence interval between 79.42% and 86.98% with a con-
fidence level of 95%. This can also be written (95%) CI= 83.20± 3.78%. This
means that the analyst can be 95% certain that the true value of the average
falls between 79.42% and 86.98%. It will be noted that the confidence
interval has a greater spread than the two determinations themselves. This
is because all the statistical sources of error have been expressed in the value
of A=6.36. This Jactor is high because of the small number of determina-
tions from which X has been drawn.
This may be compared with the results given by the Bureau of Standards
on their Certificate of Analysis for the alloy. According to this information
four analyses were made by different analysts on various amounts of the
alloy, ranging from three to five grams. The results of the analyses for Cuwere 84.22%, 84.23%, 84.21%, and 84.22%.
x
=
84.22% + 84.23% + 84.2 1% + 84.22% = g4 22%
R= 84.23% - 84.2 1% =0.02%A for four samples and a 95% confidence level=0.735
(95%) CI=84.22±0.735(0.02%)=84.22±0.01%.
237

This shows that the confidence interval shrinks as the number and precision
of analyses increase, but this confidence interval does fall within the con-
fidence interval given for our analysis of the 0.1 gram sample shown in
Table C. We could obtain greater precision with a greater number of ana-
lyses, as is shown in the combined averages of analyses C2, C3, and C4 in
Table C. It is interesting to note that the confidence interval for the value of
Sn in analysis O is significantly different from that for the N.B.S. analyses
(see Table C). By looking at the statistics we can say that this was very
probably due to an undetermined error in the analytical method, and not to
random statistical error, which is accounted for by the confidence interval.
If we employ a 99.7% confidence level in determining the confidence
intervals for these Sn values, the intervals become 5.13±0.06% for the
N.B.S. analyses and 5.50+0.32% for our analyses. These intervals coincide
between 5.18% and 5.19%, so there is some small chance that this discre-
pancy is due to random error; a chance of about one in a hundred.
The confidence limits for all of the values of the major elements in the
Freer bronzes analyzed are indicated by the ± values in parentheses in
Table IA. These values must be added to the average value to give the con-
fidence limits. It is interesting to note that the average value of the magni-
tude of the confidence intervals for Cu (6.64) and Sn (6.34) are close to
each other, but that of the intervals for Pb (3.20) is only about half the
average for the other major constituents. This indicates a greater precision
in the Pb analyses than in the Cu and Sn analyses.
238
APPENDIX II
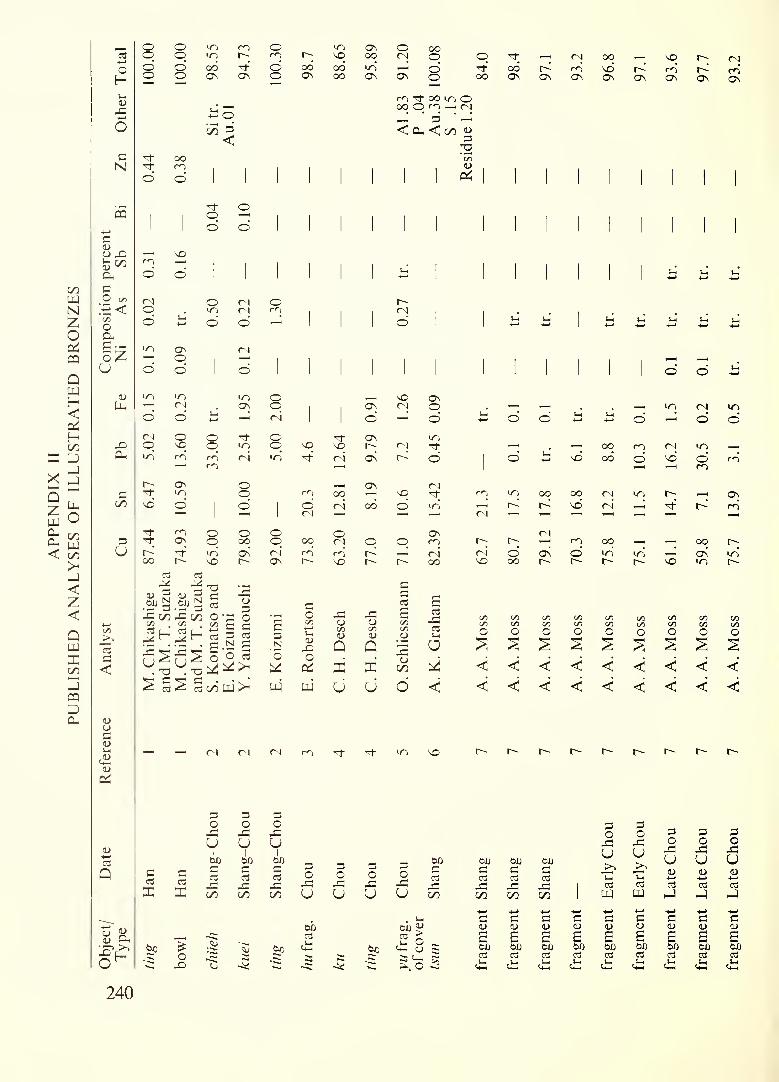
GOffl
NzoPQ
QWH<HGO
oGO
- w< GO>H
<
<DwGOi—
i
i—l
pq
Oh
o3
OH
43
N
PQ
a0)O 40£^
O on
oo
O
o ZU
JOPU
GO
3U
o3
S5
<
<uocs-
o3
Q
oodo
oodo
IT) O in ON or- m t> NO oo
od o* od od inOn ON o ON oo ON ON
3 GO1/3
cr3S Cd S
03
43 GO O •= O
cd go W ^
00
— — <~1
2O43U
i
ooco3
45GO
co3
O43U
i
00co345GO
bo £.K O
ooodo oo
ooON On ON
OO —i
noON ON
no
ON ON ON
oo
d d | | |
oo| | d d |
no
1
1
<N o ri OO in CHc—
\ 5-h* o o
in ON r)po O
m IT) OON O
d d ri
o o op p in oin rn rn ri inm
ON Om oMO d d
o o OON p oo O
in ON rioo NO ON
m -rf oo in O
< Plh < GO «
—
I
t—H NOon r)
d
MO NOON
O r I
oo
coGO
!-QJ
o
o
NO
ooo<u
Q
ON-H NO
OO
3'5
w w u
<N en
o
uI
c 3 3£ O O^ 4=3 i*GO U U
03
do ^
4=o00
Xu
E&o00o
oGO
3 3o o
u u
ONo
On in
r-' d
rj
in
ONmrioo
E
•-5 o
NO
bo
00 i>
OOno' od
mri
riNO
O
<<
in oo
nr- r-H
d onoo r-
< << <
oono"
o
oo
O
<<
riri
— in
d ^
rn. ri
d ^o
in r-
r-3 ^
OO —I—
i
m
in00
O
<<
in i—i
r- ^o
oooo
o
< << <
n md d
O m
ON
oo r-On inin r~
oo
o
00 OX) 00 00c c ccd cd o3 a43 43 4=1 45GO GO GO GO
C a a C
£ E s £00 00 00 0003 o3 03 03
=3
O4=u4^03
w
r~
=3
O45ui-H
03
w
ooo3
ca>
B0003
OO00
o
< << <
53 =5
o O O45 45 45u u u<u-*-> •*—
>
-4->
03 03 03
^4 hJ hJ
C (3 J3<u
£00
£00
£00
03 03 03
d3
240
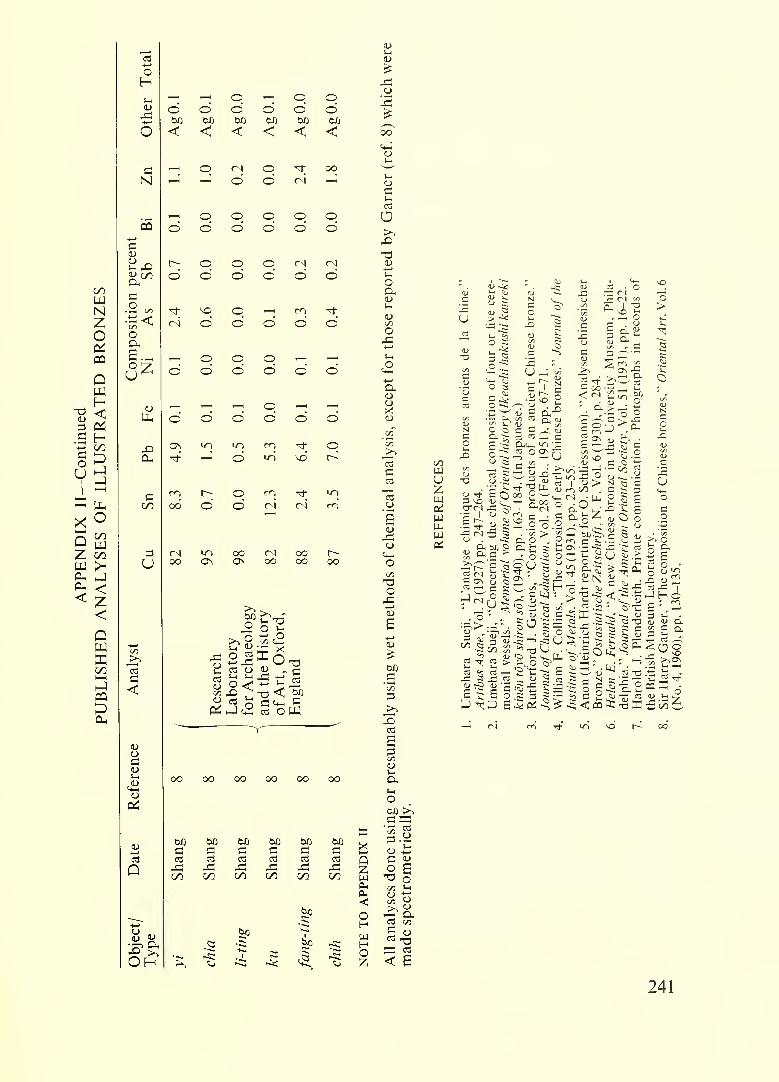
o3*->
oHJ-h
CD
aN
a
ft^
.2 «,
o
° z
ft
GO
3u
C/5
oaj-h
ID
-t—
>
o3
Q
o O od d d d d d
bO to bO bfl bD
< < <, <
p o "f oo
d d r 1 H
o o o O od d d d d d
t> o o p r 1
d d d d d d
MD o md d d d d
d d d d d d
oS J
ON in in m pd in" MO
m r-- o mod d d <N rn
CS in oo (N OO r-oo On ON OO oo oo
o o ^
y c3 o « „ sa t_ ^2 +-> J_»
oo X> 7* 73 < ^c^hJcS Sow
OH
oo OO OO OO OO OO
bD bfj bfi bD bD bOC fl a Co3 o3 a a3 03
-a -a M -C rOGO GO GO GO GO GO
bo
.2
b«
bo
XSzmPhPh<!
OHwHO
S-h
CD
o
OO
J-
t-i
03
o
T3-I-'
oft<DS-h
<uon
O
S-H
.o
ftCDoX
13c03
o
£cd
o
T3O-(—
>
cd
sH—
>
bO
00
03
s00<L)
IH
ft
o
W3wu
wWOS
a 00
bfi
03
I o
o3 00
03 ^3r=j 03
< B
c
U
(-1 <\>
> ~<oC ^1- to
O 2
llO 3
o =5
O O
II
S .1
IU
& C ^
On o Ow C §_ , o
o J„
^ TP 1/1
~ C/Jto <ux; g >OS C3 f-H
•§ §-
a
c
uc
—. 'o
CZ3
t| N
^ 2
rv id^ _. ^ COc sDHt_ to03 O On1-1 1— 1 UC ^M O—
' 3T3O
C 00
1 0(H_T3 O
r 1 CO
Ph 1
sDrdcrec
—>
<U O-t/3 c
1 m hs
>03
O>
<3
I
^ Ph
00 y
-.2O. Oft fc' o
ON
, c
• >.
04G^ oo .a
> s
in hh ,P <u03
I
O > N
2 o
NcOIh
CJ
<ucj3U((-
o
oW N O
On ^3u
~5 '3
.§ 3
e C os -rt ^5 jt;
§0|3 "3 5*
T3
5 o
W S 03
i = S.3 2-it! Pi
2 ft '3 £t S N g
. 03
^ 3^ Ss
5> <u „^
<i) I " . tiiw <u^
jh N s2 §•§
to ^ >^ < PP ^
|S5 Ph
03 J= I
DO U ChC rv
1-o3 ^-C
>^ON
03 -a
-5
TD hh
S h2ml •
<U tH l-J
241

BIBLIOGRAPHY
Works in Western Languages
Agricola, Georg. De re metallica. Trans, from the first Latin edition of 1556
... by Herbert Clark Hoover and Lou Henry Hoover. New York,
1950.
Aitchison, Leslie. A history ofmetals. New York, 1960, 2 vols.
American Society for Metals. Metals handbook. Cleveland, 1939.
. Metals handbook. Cleveland, 1948.
Andersson, Johan Gunnar. "The goldsmith in ancient China." Bulletin ofthe Museum ofFar Eastern Antiquities, 1935, no. 7, pp. 1-38.
Barbour, George B. "The loess of China." China journal of science and art,
August 1925, pp. 454-463; September 1925, pp. 509-519.
Barnard, Noel. "Archaeology in China, Vol. 1: Prehistoric China; Vol. 2:
Shang China," by Cheng Te-k'un. A review, Monumenta serica, 1963,
fasc. 1, pp. 213-255.
. Bronze casting and bronze alloys in ancient China. Canberra, 1961.
Bass, George F. "The Cape Gelidonya wreck." American journal of archae-
ology, 1961, pp. 267-276.
Bauer, E. L. A statistical manualfor chemists. New York, 1960.
Berthelot, M. "Sur Talteration lente des objets de cuivre au sein de la terre
et dans les musees." Comptes rendus hebdomadaires des seances de
VAcademie des Sciences, 1894, v. 118, pp. 768-770.
Biringuccio, Vannoccio. The Pirotechnia of Vannoccio Biringuccio, trans,
from the Italian by Cyril S. Smith and Martha T. Gnudi. New York,
1942.
Bishop, Carl W. "The bronzes of Hsin-Cheng Hsien." Smithsonian Institu-
tion. Annual Report, 1926, pp. 457-468.
. Man from the farthest past. New York, 1938 (Smithsonian scientific
series, no. 7).
—— . Personal notes—files in Freer Gallery library.
Britton, Dennis and Eva E. Richards. "Optical emission spectroscopy and
the study of metallurgy in the European bronze age." Science in
archaeology by Don Brothwell and Eric Higgs, eds. New York, 1963,
pp.499-509.
Brothwell, Don, and Eric Higgs, eds. Science in archaeology. New York,
1963.
Bushell, Stephen W. Chinese art. London, 1904, 2 vols.
243

Butts, Allison, ed. Copper; the science and technology of the metal, its alloys
and compounds. New York, 1954.
Caley, Earle R. Analysis ofancient metals. Oxford, 1964.
— . "The corroded bronze of Corinth. " American Philosophical Society.
Proceedings 1941, v. 84, pp. 689-76 1
.
. Orichalcum and related ancient alloys. New York, 1964.
— -. and Dudley T. Easby, Jr. "The smelting of sulphide ores of copper in
pre-conquest Peru." American antiquity, July 1959, v. 25, pp. 59-65.
Carpenter, H. C. H. "Preliminary report on Chinese bronzes." Kuo-li
chung-yang yen chiu yuan li-chih yii-yen yen-chiu so. An-yangfa-chueh
pao-kao pt. 4. (Academia Sinica. Preliminary reports of excavations at
An-yang.) Peiping, 1933. pp. 677-679.
Chang, H. T. "The beginning of the using of zinc in China." Geological
Society of China. Bulletin, 1923, v. 2, nos. 1-2, pp. 17-27.
-. "New research on the beginning of using zinc in China." Geological
Society of China. Bulletin, 1925. v. 4, no. 2, pp. 125-132.
Chang In Soon Moon. Chemical composition of some ancient Chinese
alloys. A thesis . . . the degree of Master of Science. The Ohio State
University, 1957.
Chang Kwang-chih. The archaeology ofancient China. New Haven, 1963.
Cheng Te-k'un. Archaeology in China, Vol. 2: Shang China. Cambridge,
England, 1960.
Chikashige Masumi. Oriental alchemy; alchemy and other achievements ofthe ancient Orient. Tokyo, 1936.
China handbook, J 937-1945. New York, 1947, 3rd edition.
Clark, Frank W. The data ofgeochemistry. Washington, D.C., 1925. 5th ed.
(U.S. Geological Survey, Bulletin 770.)
Coghlan, H. H. Notes on the prehistoric metallurgy of copper and bronze in~the Old World. Oxford, 1951.
Collins, William F. "The corrosion of early Chinese bronzes." Journal of
the Institute of Metals, 1931, v. 45, pp. 23-55.
Congdon, Lenore O. K. "The Mantua Apollo of the Fogg Art Museum."Americanjournal ofarchaeology, 1963, v. 67, pp. 7-13.
Cornwall, Ian W. Soilsfor the archaeologist. New York, 1958.
Couling, Samuel. The encyclopaedia sinica. Shanghai, 1917, p. 368.
Creel, Herrlee G. The birth of China. New York, 1937.
. "On the origins of the manufacture and decoration of bronze in the
Shang period." Monumenta serica, 1935, v. 1, pp. 39-69.
Cressey, George B. China 's geographicfoundations. New York, 1934.
244
Dono Tsurumatsu. "The chemical investigation of the ancient metallic
culture in the Orient." Journal of the Faculty of Science, Imperial
University ofTokyo, 1937. Sec. 1, v. 3, pt. 6, pp. 287-327.
Draper, Marshall D. "The tin industry of Yunnan." Far Eastern review,
August 1931, v. 27, pp. 483-491.
Drescher, Hans. "Ausbesserungen an vorgeschictlichen Bronzen." Jahres-
schriftfur mitteldeutsche Vorgeschicte, 1959, Bd. 43, pp. 214-219.
. Der Uberfanguss: ein Beitrag zur vorgeschichtlichen Metalltechnik.
Mainz, 1958.
Eumorfopoulos, see Yetts.
Evans, Ulick R. An introduction to metallic corrosion. London, 1947.
Fairbank, Wilma. "Piece-mold craftmanship and Shang bronze design."
Archives of the Chinese Art Society of America, 1962, v. 16, pp. 9-15.
Fink, Colin G. and E. P. Polushkin. "Microscopic study of ancient bronze
and copper." American Institute of Mining and Metallurgical Engineers.
Transactions, 1936, v. 122, pp. 90-1 17; Discussion pp. 1 18-120.
Fleischer, Michael. "The abundance and distribution of the chemical ele-
ments in the earth's crust." Journal of chemical education, 1954, v. 31,
pp. 446-455.
. "Recent estimates of the abundances of the elements in the earth's
crust." U.S. Geological Survey circular no. 285, Washington, 1953.
Fontein, Jan. "Loden vaatwerk uit de Chou periode." Bulletin Vereeniging
van vrienden der Aziatische kunst, December, 1957. Derde serie, no.
9, pp. 144-148; see also, Phoenix, 1946, v. 1, no. 5, p. 27; v. 1, no 10,
pp. 27-28.
Forbes, Robert J. "Extracting, smelting, and alloying." History of tech-
nology, by Charles Singer, A. R. Hall and E. J. Holmyard, Oxford,
1954, v. I, pp. 572-599.
. Metallurgy in antiquity; a notebook for archaeologists and technolo-
gists. Leiden, 1950.
France-Lanord, Albert. "Le polisage electrolytique et des repliques trans-
parents." Studies in conservation, 1962, v. 7, pp. 121-134.
Freer Gallery of Art, Washington, D.C. A descriptive and illustrative
catalogue of Chinese bronzes acquired during the administration ofJohn Ellerton Lodge. Baltimore, 1946.
Frondel, Clifford. "On paratacamite and related copper chlorides." Miner-
alogical magazine, March 1950, v. 29, pp. 34-45.
245

Frye, John C. "Ceramic utilization of Northern Kansas Pleistocene loesses
and fossil soils." State Geological Survey of Kansas bulletin, 1949,
v. 82, pp. 49-124.
Garland, Herbert and C. O. Bannister. Ancient Egyptian metallurgy.
London, 1927.
Garner, Sir Harry M. "The composition of Chinese bronzes." Oriental art,
1960, n.s., v. 6, no. 4, pp. 130-135.
Geilmann, Wilhelm. "Verwitterung von Bronzen in Sandboden: Ein
Beitrag zur Korrosionsforschung." Angewandte chemie, 1956, v. 68,
pp. 201-211.
Gettens, Rutherford J. "The corrosion products of an ancient Chinese
bronze." Journal ofchemical education, 1951, v. 28, pp. 67-71
.
. "The corrosion products of metal antiquities." Smithsonian Institution.
Annual report, 1963, pp. 547-568.
-. "Tin-oxide patina of ancient high-tin bronze." Bulletin of the Fogg
Art Museum, January 1949, v. 11, pp. 16-26.
- and Claude L. Waring. "The composition of some ancient Persian and
other Near Eastern silver objects. " Ars Orientalis, 1957, v. 2, pp. 83-90.
Grim, Ralph E. Clay mineralogy. New York, 1953.
Hansen, Max. Constitution ofbinary alloys. New York, 1958.
Hodges, Henry W. M. Artifacts; an introduction to primitive technology.
New York, 1964.
Howells, William. Mankind sofar. New York, 1945.
Hsieh, C. Y. "Tin placer deposits in Fuhochungkiang area, northern
Kuangsi and Southern Hunan, and with a note on the distribution of
tin belts in China." Geological Society of China. Bulletin, June 1943,
v. 23, pp. 79-93.
Hyman, H. "The function of lead in brass and bronze." The metal industry,
1923, v. 22, no. 23, pp. 581-582.
Johnson, Obed S. A study of Chinese alchemy. Shanghai, 1938.
Karlbeck, Orvar. "Anyang moulds." Bulletin of the Museum of Far Eastern
Antiquities, 1935, no. 7, pp. 39-60.
Karlgren, Bernard. A catalogue of the Chinese bronzes in the Alfred F.
Pillsbury collection. Minneapolis, 1952.
Kehl, George L. The principles of metallographic laboratory practice.
New York, 1949, 3rd edition.
246
Li Chi. The beginnings of Chinese civilization; three lectures illustrated with
finds at Anyang. Seattle, 1957.
Li Ch'iao-p'ing. The chemical arts ofold China. Easton, Pa., 1948.
Liang Chu-chuan and Kan-Nan Chang. 'The chemical composition of
some early Chinese bronzes. " Chinese Chemical Society Journal,
January 1950, v. 17, pp. 9-17.
Lucas, Alfred. Ancient Egyptian materials and industries, 4th edition
revised and enlarged by J. R. Harris. London, 1962.
Mantell, C. L. Tin; its mining, production, technology, and applications. NewYork, 1949.
Maryon, Herbert. "Bronze casting and bronze alloys in ancient China," by
Noel Barnard, A review. Art bulletin, December 1963, v. 45, pp.
394-396.
. Metalwork and enamelling. London, 1954, 3rd edition.
. "Metal working in the ancient world." American journal of archae-
ology, April-June 1949, v. 53, pp. 93-125.
and Harold J. Plenderleith. "Fine metal work." History of technology
by Charles Singer, E. J. Holmyard and A. R. Hall. Oxford, 1954, v. 1,
pp. 622-662.
Meng, H. M. "Tin deposits of China: a summary." Geological Society ofChina. Bulletin, 1937, nos. 3-4, pp. 439-449.
Murray, James A. H., ed. A new English dictionary on historical principles.
Oxford and New York, 1888.
Neuburger, Albert. The technical arts and sciences of the ancients. London,
1930.
Nutting, J. and R. G. Baker. The microstructure of metals. London, 1965.
Organ, Robert M. "Are analyses of uncorroded ancient alloys representa-
tive?" Studies in conservation, May 1962, v. 7, pp. 48-55.
. "Aspects of bronze patina and its treatment." Studies in conservation,
February 1963, v. 8, pp. 1-9.
Otto, Helmut. "Uber rontgenographish nachweisbare Bestandteile in
Patinaschichten." Naturwissenschaften, 1961, v. 48, pp. 661-664.
Partington, J. R. Origins and development of applied chemistry. London,1935.
Pillsbury. See Karlgren.
247

Plenderleith, Harold J. "Technical notes on Chinese bronzes with special
reference to patina and incrustation." Oriental Ceramic Society.
Transactions, 1938-39, v. 16, pp. 33-55.
Plesters, Joyce. "The identification of materials of paintings, 2. Ultramarine
blue, natural and artificial. " Studies in conservation, 1966, v. 11, no. 2,
pp. 62-91.
Plinius Secondus C. The elder Pliny's chapters on chemical subjects, ed. and
trans, by K. C. Bailey. London, 1932.
Read, Thomas T. "Metallurgical fallacies in archaeological literature."
Americanjournal ofarchaeology, 1934, v. 38, pp. 382-389.
Rich, Jack C. The materials and methods of sculpture. New York, 1947,
pp. 146-154.
Rickard, T. A. "The early use of the metals." Journal of the Institute ofMetals, 1930, v. 43, pp. 297-365.
. "The primitive smelting of copper and bronze." Institute of Mining
and Metallurgy, 1935, v. 4, pp. 227-254.
Rosenberg, G. A. Antiquites enfer et en bronze. Copenhagen, 1917.
Rudolph, Richard C. "Dynastic booty: an altered Chinese bronze."
Harvardjournal ofAsiatic studies, 1948, v. 1 1 , pp. 174-180.
Singer, Charles, E. J. Holmyard and A. R. Hall. A history of technology,
vol. I.Oxford, 1954.
Slessor, Robert. "Chinese non-ferrous metals." Australasian Institute of
Mining and Metallurgy. Proceedings, March 1927, no. 65, pp. 51-116.
Smith, Cyril S. "Bronze casting and bronze alloys in ancient China," by
Noel Barnard. A review. Harvard journal of Asiatic studies, 1962-63,
v. 24, pp. 284-286.—— . "Materials and the development of civilization and science." Science,
1965, v. 148, pp. 908-917.-—— . "Some elementary principles of polycrystalline microstructure."
Metallurgical reviews, 1949, v. 9, no. 33, pp. 1-48.
Smith, E. A. "Early Chinese metallurgy." The metal industry, January 10,
1936, pp. 27-31.
Stephen, Barbara. "Early Chinese bronzes in the Royal Ontario Museum."Oriental art, Summer 1962, v. 8, pp. 63-67.
-. "Shang bronzes with ancient repairs." Toronto. Royal Ontario
Museum ofArchaeology. Annual, 1961, pp. 8-14.
Swarup, D. and R. C. Misra. "Ancient copper industry of Almora District
248
(U.P.)." Geological, Mining and Metallurgical Society of India. Journal,
March 1945, pp. 12-16.
Sylwan, Vivi. "Silk from the Yin dynasty." Bulletin of the Museum of Far
Eastern Antiquities, 1937, no. 9, pp. 1 19-126.
Tanabe Giichi. "A study on the chemical composition of ancient bronze
artifacts excavated in Japan." Journal of the Faculty of Science,
Imperial University of Tokyo, March 1962. Sec. V, v. 2, pt. 3, pp. 261-
319.
Throckmorton, Peter. "Oldest known shipwreck yields bronze age cargo."
National geographic magazine, 1962, v. 121, pp. 697-71 1.
Torgasheff, Boris P. The mineral industry of the Far East. Shanghai, 1930.
Tylecote, R. F. Metallurgy in archaeology ; a prehistory of metallurgy in
the British Isles. London, 1962.
Vandenbelt, John M. Chemical analysis of a suite of old Chinese bronze
mirrors. Thesis for the degree of Master of Arts, Boston University
Graduate School, 1936.
Vernon, W. H. J. and L. Whitby. 'The open-air corrosion of copper,
Part II, The mineralogical relationships of corrosion products."
Journal of the Institute ofMetals, 1930, v. 44, no. 2, pp. 389-^08.
Watson, William. Archaeology in China. London, 1960.
Webster's third new international dictionary of the English language (un-
abridged). Springfield, 1961.
Wertime, Theodore A. "Man's first encounters with metallurgy." Science,
December 4, 1964, v. 146, pp. 1257-1267.
White, William C. Bronze culture ofancient China. Toronto, 1956.
. Tombs ofoldLo-yang. Shanghai, 1934.
Wright, G. E. "More on King Solomon's mines." Biblical archaeologist,
1961, v. 24, pp. 59-62.
Yetts, W. Perceval. 77?^ George Eumorfopoulos collection; catalogue of the
Chinese and Corean bronzes, vol. 1. London, 1929.
. "Problems of Chinese bronzes." Journal of the Royal Central Asian
Society, August 1931, v. 18, pt. 3, pp. 399-402.
Works in Chinese and Japanese
Amano Motonosuke j£¥fji£L$}]. "Indai-sangyo ni kansuru jakkan no
249
mondai" Wl ft MH K M i" & 5g= T1 © H (Mining and agriculture in the
Yin dynasty). Toho gakuho, March 1953, v. 23, pp. 231-258.
Chang Han ggH. "Hou-ma Tung Chou i-chih chu-t'ung t'ao-fan hua-wenso-cl-Lien" &MMMM&MMffifcfeMtffi&(Onthe design of the moldsfor bronze casting discovered at Hou-ma in Eastern Chou sites). Wen-wu, Peking, 1961, no. 10, pp. 31-34.
Chang Shou-chung Sg^^f. "1959 nien Hou-ma 'Niu ts'un ku-ch'eng' nanTung Chou i-chih fa-chueh chien-pao
,,
1959 4^|§ ^HSffilnMfflM%k$£WfM%k (A brief report on the excavation of the Eastern Chousites in 1959 south of "Niu-ts'un ku-cu'eng" in Hou-ma city). Wen-wu,
Peking, 1960, nos. 8 and 9, pp. 1 1-14.
Chang Wan-chung SS^SM. "Hou-ma Tung Chou t'ao-fan ti tsao-hsing
kung-r ^Jllll^fWMII (The plastic art of the Eastern
Chou clay molds discovered at Hou-ma, Shan-hsi). Wen-wu, Peking,
1962, nos. 4 and 5, pp. 37-42.
Ch'i T'ai-ting H^^l. "An-yang ch'u-fu ti chi ko Shang tai ch'ing t'ung
ch'i" ^m^±^m%MK^m^ (A few Shang dynasty bronzes
excavated at An-yang). Kaogu, Peking, 1964, v. 11, pp. 591-592.
Chung-kuo fien-yeh k'ao-ku pao-kao chi M ffl S?#l£f f&^^fe Vol. 1 : "Hui-
hsien fa-chueh pao-kao1
' MM (Report of the archaeological
excavation at Hui-hsien). Peking, 1956.
Special publications:
—. "Hsin Chung-kuo-ti k'ao-ku shou-huo" fr *\* M % l£f 4fc 2t (Archaeology
in New China). Peking, 1962, series 1, no. 6.
— . "Shou-hsien Ts'ai-hou mu ch'u-t'u i-wu" mMM&M\ft±M !$J (Arch-
aeological finds at the tomb of the Marquis of Ts'ai in Shou-hsien).
Peking, 1956, series 2, no. 5.
Ho Han-nan jpjil^). "Ch'ang-an P'u-tu-ts'un Hsi Chou mu ti fa-chueh"
^^#2l#MJ93iW»H (A Western Chou tomb found at P'u-tu-
ts'un, Ch'ang-an). K'ao-ku hsileh-pao, Peking, 1957, no. 1, pp. 75-85.
Huang Chun Yeh-chung pUen yti M^ftffl (Collotype reproductions
of bronzes, jades, pottery. . .). Peiping, 1937.
Jo Shih "Lo-yang ti liang-ko Hsi Chou mu" j&H^HIll (Two
Western Chou tombs at Lo-yang). K'ao-ku fung-hsun, 1956, no. 1, pp.
27-28.
250
Jung Keng Shang Chou i-clii t'ung-k'ao j& iS # (Researches in
ceremonial vessels of the Shang and Chou dynasties). Peiping, 1941.
Komatsu Shigeru /Mfrxfc' and Yoshito Yamanouchi "Toy6kadoki no kagakuteki kenkyu" # i£fM <D it# #j fijF % (A chemical
study of ancient Chinese bronzes). Toho gakuhd, March, 1933, pp. 295-
303.
Li Chi Yin-hsu ctiu-tu chHng-tung ku-hsing cKi chih yen-chiu Wctflk tii
±W^®^^^^:0F^u (Studies of the bronze /:w beaker excavated from
Hsiao Tun and Hou-chia Chuang), Nan-kang, Taiwan, 1964. Arch-
aeologia Sinica, new series, no. 1, English summary, pp. 119-122.
Liu Yu-hsia $]$ ft. "Yin-tai yeh-t'ung-shu chih yen-chiu" jgfcftj&^Hf£^S£(Study of bronze casting technique of the Yin dynasty). An-yang fa-
chueh pao-kao, pt. 4, Shanghai, 1933, pp. 681-696.
Shih Chang-ju ^^D. "Yin-tai ti chu-t'ung kung-yi" f&K&JMMXm(Bronze casting in the Yin dynasty). Bulletin academia sinica, 1955, v. 26,
pp. 95-129.
Wang Chin 3E3ft. "Wu-chu ch'ien hua-hsiieh ch'eng-fen chi ku-tai ying
yung ch'ien-hsi hsin-la k'ao" ZL&mfc^mfc&i;R Bffl
(The composition of Wu-chu coinage and an examination of ancient
pewter). K'o-hsiieh, 1923, v. 8, pp. 839-854.
251

INDEX
Academia Sinica, 14, 25, 27
Aerugo, 171
Agricola, Georg, 9
Aitchison, Leslie, 8
Amano Motonosuke, 15, 17
An, 149
Anatolia, 5, 10
Andersson, Johan G., 197
Antimony, composition range, 44
An-yang, 14, 15, 16, 17, 23, 25, 27, 28, 29, 58, 193
Arsenic, composition range, 44
Art Institute of Chicago, 127
Ashmolean Museum, Oxford, 71, 100
Asia Minor, 5
Atacamite, 177, 180, 182, 183, 185
Azurite, 4, 6, 16, 177-180, 210
Barbour, George B., 1 10, 111
Barnard, Noel, 15, 16, 27-28, 31, 64, 74, 80, 141.
146, 149, 209
Bayeke tribe, 6
Belgian Congo, 6, 189
Berthelot, M., 183
Biringuccio, Vannoccio, 9
Bishop, Carl W., 10
Bismuth, composition range, 44
Blow holes, 162
Bornite, 4
British Museum, Department of Oriental Antiqui-
ties, 25, 100, 183
Brochantite, 180
Bronze:
advantages over pure copper, 3
definition, 1-2
in China, 19-20
mixed oxides theory, 2, 3
prehistoric production, 2
Bronze, metallographic structure, 121-140
constitution diagram, 122, 124
dendrites, 122, 130, 138, 183
eutectoid, 122, 124, 127, 130, 138, 139, 177
grain boundaries, 130, 134
grain structure, 127
phases in metal structure, 122
polished specimens, 121
preparation for analysis, 121
Bronze Age in China, 13-32
Bronze Age in Europe, 116, 189
Bronze analysis:
composition of members, 230
confidence limits, 236
constancy of composition, 229
electron microbeam probe, 34
instrumental, 34
major constituents, 35, 41
minor constituents, 35, 42
neutron activation, 34
procedures, 34-35
spectrometric analysis and standards, 35, 39-40
standard samples 232
sampling, 35-38
time required, 38
validity of data, 229-238
wet chemical, 34, 38-39
accuracy, 230, 232-236
precision in, 233
X-ray fluorescence, 34
Bronze casting:
cire perdue, 21, 22, 23, 27, 28, 67, 100, 116, 119,
120
contact fusion, 98
direct, 25, 27, 31, 64
in China, 21-23
interlock, 82, 86, 96
mortises and tenons in piece molds, 30, i 19, 120
shrinkage depressions, 68, 70, 98, 107, 125, 138
sprues, 67-68
Bronze composition, 33-46
Japanese bronzes, 33-34, 127
composition range of miscellaneous elements,
44-45
relationship with age of vessel, 33
relationship with geographic origin, 46
relationship with time of origin, 45
Bronze fabrication, 57-120
buttresses, 74
cold-working, 138, 139
criss-cross lines, 70-74, 149
cross-like perforations in kit, 74-16
finishing, 118, 162
flanges, 58, 64, 65
horizontal mold marks, 65, 82
legs of ting, 65
mold join marks, 60-67
surface detail, 58-60
true joins, 65
Bronze recipes, 22
Brookhaven National Laboratory (Upton, LongIsland, N.Y.), 39
Bushell, Stephen, 21
Butts, Allison, 4
Cahill, James, 76
Caley, Earle R., 4, 38, 130
Capped posts, 93-97
Carpenter, H. C. H., 127
Cassiterite, 7, 8, 130, 189
Catal Hiiyiik (Turkey), 5
253

INDEX
Cerussite, 171, 191
Chagar Bazar (Syria), 5
Chalcopyrite, 4
Chan-kuo period, 29
Chang Han, 20, 28, 29
Chang Shou-chang, 29
Chang Wan-chung, 30, 80, 119
Chaplets, 98-107, 162
as spacers, 100, 119
composition, 138
location, 1 10
occurrence, 102
on ku, 106-107
on p'an, 131-134
pin-type, 97
relation to inscriptions, 104
Chia, 71, 76, 84, 92, 93, 96, 100, 102, 114, 141, 162
Chien, 41, 42, 58, 60, 86, 162, 208
Chih, 19, 141
Chihli province, 172
Chikashige Masumi, 19, 42
Chio, 223
Chioh, 200
Chou-li, 22
Chueh, 19, 25, 65, 76, 84, 92, 93, 114, 116, 118,
197, 200, 223
Ch'un-ch'iu period, 29
Cire-perdue. See Bronze casting
City Art Museum, St. Louis, 71
Clark, Frank W., 5
Clay minerals, 1 10
Cobalt, composition range, 43
Coghlan, H. H., 2, 4, 6, 7, 8
Coins, Chinese, 19, 20
Collins, William F., 21, 46, 172, 193
Congdon, Lenore O. K., 116
Copper, 2, 3, 4-7, 106
alloys, 7
composition range, 41
elemental, 185
in China, 15-16
ingots, 7, 16
native, 4, 5, 10, 15
primary ores, 4, 5
properties of, 7
secondary ores, 4, 5, 16
smelting, 6-7
sources, 4
Copper chlorides (basic), 182-186
Copper sulphide, 197
Copper-tin alloys melting points, 3
Cores, earthern, 107-114, 119, 159
Cornwall, England, 189
Corrosion, 127-131, 162, 171-195
bald areas on bronzes, 191-192
bronze disease or recurrent corrosion, 183, 1
186
electrochemical, 177
elemental copper, 130
equipotentialization in, 182
grain boundaries, 134
mechanism of, 130, 177
salt, role in, 172
textile or fossil imprints, 192-193
Creel, Herrlee G., 14, 197
Cressey, George B., 110
Cupellation, 9, 17
Cuprite, 4, 6, 131, 154, 177, 178, 180-182, 185, 197,
209
Cuprous chloride, 180, 183
Cushing, Daniel, 127
Danube valley, 5
Decor, 57-60
braided rope pattern, 60
engraved, 208
gold and silver inlay, 60
Huai style, 60
lei-wen, 58, 60, 100, 106, 118, 182
relief, 58
fao-Vieh, 60
undercutting, 60
Dono Tsurumatsu, 2, 125
Draper, Marshall D., 16
Drescher, Hans, 116
Duchess of Mecklenberg Collection, 189
Easby, Dudley T., Jr., 4
Egypt, 5
Erh-li-kang (near Cheng Chou), 76
Evans, U. R., 177
Fairbank, Wilma, 28
Fang-i, 28, 41, 44, 64, 71, 118, 141, 162, 178, 185,
223
Fang-ting, 45, 71, 102, 114, 162, 202
Fertile Crescent, 10, 13
Fink, Colin, 130, 177, 178
Flanges, 92
Fleischer, Michael, 4, 7, 43
Fluxes, 86, 219
Fogg Art Museum, Cambridge, 25, 116, 192
Fontein, Jan, 19
Forbes, Robert, J., 2, 5, 7
Fourth Sculpture Casting Conference, 31
Frye, John C, 114
Fu, 67, 76, 104
Fu-ho-chung-chiang, 17
Fukien province, 16
Galena, 9, 17, 20
Garner, Sir Harry, 21
Gas holes, 96, 113, 116
Geilmann, Wilhelm, 189
254
INDEX
Gold, composition range, 43
Gowland, William, 2
Hakutsuru Museum, Kobe, 192
Handles, casting of:
brazed-on, 84-86
engaged, 84
escutcheon and ring, 86, 90-92
lock-on, 84
swing, 88, 91, 92
Hemptinne, Monseigneur de, 6
Hermitage Foundation Museum, Norfolk, Vir-
ginia, 19
Honan province, 15, 110
Hopei province, 15, 110
Hou-chia-chuang, 28
Hou-ma foundry (Shansi province), 28, 29, 30, 60,
80, 119
Howells, William, 10
Hsiao-t'un (near An-yang), 17, 23, 28
Hsieh, C. Y., 16
Hu, 58, 60, 68, 86, 88, 92, 100, 114, 170, 178, 191,
204, 208
Kelley bronze, 127, 183,223
Huang Chun, 23
Hunan province, 16
Huo, 68, 70, 76, 84, 92, 102, 104, 141, 200
Hydrocassiterite, 189
Hyman, H., 42
/, 76, 86
Imperial Collection of Peking, 227
Inlays, 197-208
black filling in, 197-204
copper, 204
gold and silver, 197, 204, 208
lacquer, 200
malachite, 204
semi-precious stones, 204-208
turquoise, 197, 204
Inscriptions, 141-157
acid etching, 146-147
authenticity, 147, 148
crossed by chaplets, 149, 154
cross-sections, 154
incised, 147
intaglio, 141, 146
relief, 146
Iran, 5, 10
Iraq, 5
Iron, composition range, 43
Jo Smb., 19
Jongh, Mr. and Mrs. Philips de, 19
Kansu province, 110
Kao Chu-hsun, 28
Kao Lien, 209, 218
JCao-kung-clii, 22, 42
Karlbeck, Orvar, 16, 23, 25, 27, 71, 74, 76, 146
Karlgren, Bernhard, 96
Karnak (Egypt), 21
Katanga province (Belgian Congo), 6
Kelley, Charles F., 127, 183, 223
Keweenaw Peninsula (Michigan), 5
Knobs (casting), 97-98
Kochiu (Yunnan province), 16
Kit, 19, 25, 28, 58, 74, 76, 106-107, 118, 119, 141,
200, 202, 224
Kuang, 44, 70, 84, 86, 170, 204, 223
Kuei, 25, 58, 64, 65, 68, 71, 74, 76, 84, 92, 100, 102,
104, 114, 134-139, 149, 162, 182, 191,223
Kwangsi province, 16
Lead, 9-10, 19-20, 42, 45
composition range, 42
corrosion products, 191
in bronze, 19, 124-125
in China, 17, 19
in money, 19
properties of, 9
sources, 9
Lead carbonate, 191, 200
Legs, lock-on, 76-84
Lei-wen. See Decor
Li, 19, 116
Li Chih, 23, 28
Libby, Willard F., 232
Lien, 60, 68, 88, 102, 104, 208
Link hinges, 92
Li-ting, 71
Liu Yu-hsia, 23
Lodge, John E., 171
Loess, 110, 112, 114, 119, 193, 200, 202
Lowdermilk, W. C, 111
Lo-yang (Honan province), 19, 200
Lucas, Alfred, 2, 6
Malachite, 2, 4, 6, 16, 20, 131, 177-180. 185, 191,
210
botryoidal, 178, 182
Malay States, 16
Mantell, C. L., 16
Mantua Apollo, 116
Martius, Ursula, 82
Maryon, Herbert, 27, 86, 219
Meng, H. M., 16
Mesopotamia, 5
Metallic copper, 177, 202
Metastannic acid, 189
Ming-chi, 45, 65, 102
Minneapolis Institute of Art, 96
Mirrors, Chinese, 192
Mirrors, Etruscan, 189
255

INDEX
Misra, R. C, 6
Mold joins, 23, 60-67
channeled handle, 65
horizontal, 65
on handles, 65
on legs of vessels, 65
register of mold sections, 64
vertical, 60
Molds:
fragments, 23-31
inner and outer, 30
mother or models, 30
piece molds, 23, 25, 27, 31, 64, 67, 120
reconstruction of molds, 28-29
sectionalism, 28, 64
Monel metal, 2
Museum of Far Eastern Antiquities, Stockholm,
74
Museum of Fine Arts, Boston, 25
Muskavitch, Charles, 178
Nantokite, 183, 185
National Palace Museum, Taiwan, 227
Neuberger, Albert, 21
New York University, Institute of Fine Arts,
Conservation Center, 39
Nickel, composition range, 43
Niello, 197
Nishi Daiyu, 31
Nitric acid, 146, 147
Ohio State University, 74
Ontario Research Foundation, 82
Ordos desert, 1 10
Organ, Robert M.. 38, 183
Oriental lacquer, 218, 224, 225
Otto, H., 189
Paint pigments in false patina, 209-218, 221, 225
artificial ultramarine, 218
azurite, 210, 223
barite, 218, 224
cobalt blue, 218
iron oxide, 218
malachite, 210
mediums, 218
Paris green, 210, 223, 224
Prussian blue, 210
smalt, 223
sumi, 218
zinc oxide, 218
Palestine, 5
P'an, 68, 71, 98, 100, 114, 131-134, 154
Lo Po, 224
Paratacamite, 182, 183, 225
Patina. See Corrosion
Patina (false), 209-218, 223, 224, 225
Peabody Museum, Harvard University, 189
Peoples Republic of China, 14, 30
Pewter, 17, 19
Pien-hu, 208
Plenderleith, Harold J., 27, 147, 180, 192, 200Polushkin, E. P., 130, 177, 178
P'ou, 100, 162, 178, 183, 223
Quartz, 110, 112, 197, 200, 202
Radiographs, 159-171
casting flaws, 162
of ancient repairs, 162, 170
of modern repairs, 159, 170
structure of vessels, 159-162
Read, Thomas T., 2, 5, 6
Repairs on bronze vessels, 218-227
ancient, 114-118
modern, 223
plaster, 223-224
Roman, 1 14
Research Laboratory for Archaeology and His-
tory of Art, Oxford, 20
Rickard, T. A., 2, 3, 5, 6
Rosenberg, G. A., 183
Royal Ontario Museum, 19, 25, 27, 65, 74, 82,
116, 118, 149, 202
Rudolf, Richard C, 147
Saltpeter, 147
Schweinfurt (Germany), 210
Sebastian, Mrs. Peter, 178
Shansi province, 28, 110
Shensi province, 15, 110, 111
Shih Chang-ju, 15, 16, 27, 28
Sialk (Iran), 5
Sikang province, 15
Silcon, composition range, 44
Silver, composition range, 43
Slessor, Robert, 16, 20
Smith, Cyril S., 5, 6, 10, 45, 86
Smith, E. A., 9, 17
Smithsonian Institution, Division of Ethnology,
225
Solder:
hard, 84, 86, 96, 134
metallographic structure, 134-139
soft, 77, 86, 88, 170, 218, 219, 223, 224
Spex powder, 40
Stannic oxide, 7, 8, 191
Stannite, 8
Stephen, Barbara, 19, 116
Stripping agents, 180
Swarup, D., 6
Sylwan, Yivi, 193
Szechwan Province, 15
256
INDEX
Tanabe Giichi, 34, 125
Tenorite, 4, 6, 197
Tin, 2, 3, 7-9
composition range, 41
in C hina, 16-17
ingots, 17
mining, 16
properties of, 8-9
smelting, 8
sources, 7-8
stream tin, 2, 8
tinstone, 2
vein tin, 2
Tin oxide patina, 177, 186-191, 227
77fl£,19, 30, 65, 68, 71, 76, 77, 80, 82, 84, 102,
110, 120, 170, 191, 193, 200, 204, 223, 224
Todd, William, 25
Tokyo University of Arts, 31
Tong, H. K., 15
Torgasheff, Boris P., 17
Ton, 41, 208
Tsun, 19, 42, 44, 58, 74, 93, 100, 102, 162, 178, 193
Tsun Sheng Pa Chien, 209
Tui, 88, 204
Tun, 88, 204, 208
Tylecotc, R. P., 7
U.S. Bureau of Soils, 110
U.S. Bureau of Standards, 39, 40, 232, 237
U.S. Naval Ordnance Paboratory, 159
University of Kansas, 31
Varlamoffite, 189, 191
Verdigris, 171
Vernon, W. H. J., 171
Victoria and Albert Museum, 180
Wan Chia-pao, 28, 76, 107
Wang Chin, 19
Wang Mang, 20
Wang-chih Tien, 20
Water patina, 186
Watson, William, 76
Wen-Wu ( journal), 29, 30
Wertime, Theodore A., 6, 9, 10
Western Chou tombs, 19
Whitby, P., 171
White, Bishop William C, 17, 19, 25, 200
Williams, Douglas C, 74
X-rays. See Radiographs
Yamananka and Company, New York, 17
Yeh (An-yang area), 23
Yellow River, 1
1
Yetts, W. Perceval, 22, 23, 46, 193
Yu, 19, 65, 86, 88, 91, 92, 93, 97, 98, 110, 119,
146, 191, 193
Yunnan province, 8, 15, 16, 17
Zinc:
calamine, 20
composition range, 43
in China, 20-21
in coinage, 20
smithsonite, 20
spelter, 20
sphalerite, 20
257



SMITHSONIAN INSTITUTION LIBRARIES
3 9088 01503 6627
IBliSll
Related Documents











