The corrosion and wear resistances of magnesium alloy (LZ91) electroplated with copper and followed by 1 μm-thick chromium deposits Ching An Huang ⁎, Che Kuan Lin, Yu Hu Yeh Department of Mechanical Engineering, Chang Gung University, Taoyuan, 333 Taiwan abstract article info Available online 15 January 2011 Keywords: Mg alloy Corrosion resistance Wear resistance Trivelant Cr Electrodeposition The Mg-Li-Zn alloy, LZ91, is a potential material for industrial application owing to its high specific strength. However, the LZ91 has so high chemical reactivity that it is easily corroded in air and an aqueous environment. In this study, an eco-friendly electrodeposition method was proposed to obtain a protective Cr/Cu coating on the LZ91 substrate. That is, the LZ91 surface electroplated a Cu undercoat in an alkaline Cu-plating bath and followed by decorative 1 μm-thick Cr electroplating in a plating bath with trivalent chromium ions. After electroplating, some of the Cr/Cu-deposited specimens were heated with a reduction flame for 0.5 s to increase the hardness of Cr-deposit. The wear resistance of as-plated and flame-hardened Cr/Cu-coated LZ91 specimens was estimated with ball-on-plate wear tester by using a steel-ball counterpart. Whereas, their corrosion resistance was evaluated in a 0.1 M H 2 SO 4 solution before and after wear test. Experimental results show that a Cu deposit could be uniformly electroplated on the LZ91 surface by using our proposed electroplating method. The corrosion resistance of LZ91 was markedly improved after decorative 1 μm-thick Cr electroplating. After wear test, the steel counterpart was ground obviously with either as-plated or flame-hardened Cr/Cu-coated LZ91 specimen. According to the results of electrochemical corrosion test, some parts of the Cr deposit were peeled off from worn flame-hardened Cr/Cu LZ91 surface. This reduces its corrosion resistance significantly. On the other hand, the corrosion resistance of as-plated Cr/Cu LZ91 was not changed after wear test. That is, an as-plated Cr/Cu-coated LZ91 specimen could have good corrosion and wear resistance. © 2011 Elsevier B.V. All rights reserved. 1. Introduction Engineering applications of Mg alloys have increased steadily in recent years owing to their good mechanical property and high specific strength. The growth of Mg alloys' applications is found in automobile, electronics, aerospace, mobile phone etc. However, because of high chemical activity, applications of Mg alloys are limited by their poor corrosion resistance [1]. To improve its corrosion resistance, surface treatment or protective coating on a Mg alloy component is needed. Presently, anode oxidation [2], electroplating [3], micro-arc oxidation [4] conversion coating [5] and electroless plating [6] are commonly used methods to obtain protective coatings of Mg alloys. Among these methods, electroplating has been much more attracted because of low cost and convenience for mass production. So far as we know, highly toxic chemical species, such as Cr +6 , CN - and HF, are often used in above-mentioned protective coating methods or in surface pretreatments [7,8]. However, the use of plating baths with poisonous chemical species in electroplating was being restricted gradually to protect human health and environment. We have proposed an eco-friendly electroplating method to deposit Cr/Cu or Ni/Cu layers on magnesium alloys, AZ31, AZ61 and AZ91D [9–11]. In this study, the eco-friendly electroplating method was used to obtain a protective Cr/ Cu-coating on a LZ91 surface which has very high specific strength and chemical reactivity. The Cr deposit with a thickness of 1 μm was designed for decorative application and obtained from a plating bath with trivalent chromium ions. The corrosion and wear resistance of Cr/ Cu-coated LZ91 specimen were evaluated and discussed. 2. Experimental procedure Commercial Mg-Li-Zn alloy (LZ91) in plate form was shaped into a disc form with a diameter of 12 mm and a thickness of 0.8 mm. The LZ91 disc specimen was used as the substrate for Cu and then Cr electroplating. The chemical composition of the LZ91 specimen is given in Table 1. All electroplating processes were conducted in a two- electrode cell. The LZ91 disc specimen was used as the working electrode and a plantized Ti mesh as the counter electrode. Before Cu electroplat- ing, the surface of the LZ91 substrate was mechanically ground with 600- grit emery paper, cleaned with de-ionized water, and dried with air blaster. To remove the oxides and obtain a uniform Cu deposit on the LZ91 disc substrate, the substrate was galvanostatically etched with a current density of 2 A dm -2 for 120 s and then electroplated with a current density of 4 A dm -2 for 300 s to obtain a ca. 3-μm-thick Cu deposit in an alkaline Cu-sulfate solution bath [9]. The alkaline Cu-sulfate Thin Solid Films 519 (2011) 4774–4780 ⁎ Correspondence to: C.A. Huang, Department of Mechanical Engineering, Chang Gung University, Taoyuan, Taiwan. Tel.: +886 3 2118800x5346; fax: +886 3 2118050. E-mail address: [email protected] (C.A. Huang). 0040-6090/$ – see front matter © 2011 Elsevier B.V. All rights reserved. doi:10.1016/j.tsf.2011.01.032 Contents lists available at ScienceDirect Thin Solid Films journal homepage: www.elsevier.com/locate/tsf

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Thin Solid Films 519 (2011) 4774–4780
Contents lists available at ScienceDirect
Thin Solid Films
j ourna l homepage: www.e lsev ie r.com/ locate / ts f
The corrosion and wear resistances of magnesium alloy (LZ91) electroplated withcopper and followed by 1 μm-thick chromium deposits
Ching An Huang ⁎, Che Kuan Lin, Yu Hu YehDepartment of Mechanical Engineering, Chang Gung University, Taoyuan, 333 Taiwan
⁎ Correspondence to: C.A. Huang, Department of MGung University, Taoyuan, Taiwan. Tel.: +886 3 211880
E-mail address: [email protected] (C.A. Huang
0040-6090/$ – see front matter © 2011 Elsevier B.V. Adoi:10.1016/j.tsf.2011.01.032
a b s t r a c t
a r t i c l e i n f oAvailable online 15 January 2011
Keywords:Mg alloyCorrosion resistanceWear resistanceTrivelant CrElectrodeposition
The Mg-Li-Zn alloy, LZ91, is a potential material for industrial application owing to its high specific strength.However, the LZ91 has so high chemical reactivity that it is easily corroded in air and an aqueous environment. Inthis study, an eco-friendly electrodeposition method was proposed to obtain a protective Cr/Cu coating on theLZ91 substrate. That is, the LZ91 surface electroplated a Cu undercoat in an alkaline Cu-plating bath and followedby decorative 1 μm-thick Cr electroplating in a plating bath with trivalent chromium ions. After electroplating,some of the Cr/Cu-deposited specimens were heated with a reduction flame for 0.5 s to increase the hardness ofCr-deposit. The wear resistance of as-plated and flame-hardened Cr/Cu-coated LZ91 specimens was estimatedwith ball-on-plate wear tester by using a steel-ball counterpart. Whereas, their corrosion resistance wasevaluated in a 0.1 MH2SO4 solution before and after wear test. Experimental results show that a Cu deposit couldbe uniformly electroplated on the LZ91 surface by using our proposed electroplating method. The corrosionresistance of LZ91wasmarkedly improved after decorative 1 μm-thick Cr electroplating. Afterwear test, the steelcounterpart was ground obviously with either as-plated or flame-hardened Cr/Cu-coated LZ91 specimen.According to the results of electrochemical corrosion test, someparts of the Cr depositwere peeled off fromwornflame-hardened Cr/Cu LZ91 surface. This reduces its corrosion resistance significantly. On the other hand, thecorrosion resistance of as-plated Cr/Cu LZ91 was not changed after wear test. That is, an as-plated Cr/Cu-coatedLZ91 specimen could have good corrosion and wear resistance.
echanical Engineering, Chang0x5346; fax: +886 3 2118050.).
ll rights reserved.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
Engineering applications of Mg alloys have increased steadily inrecent years owing to their good mechanical property and high specificstrength. The growth of Mg alloys' applications is found in automobile,electronics, aerospace, mobile phone etc. However, because of highchemical activity, applications of Mg alloys are limited by their poorcorrosion resistance [1]. To improve its corrosion resistance, surfacetreatment or protective coating on a Mg alloy component is needed.Presently, anode oxidation [2], electroplating [3], micro-arc oxidation[4] conversion coating [5] and electroless plating [6] are commonly usedmethods to obtain protective coatings of Mg alloys. Among thesemethods, electroplating has been much more attracted because of lowcost and convenience for mass production.
So far as we know, highly toxic chemical species, such as Cr+6, CN−
and HF, are often used in above-mentioned protective coatingmethodsor in surface pretreatments [7,8]. However, the use of plating bathswithpoisonous chemical species in electroplating was being restrictedgradually to protect humanhealth and environment.We have proposedan eco-friendly electroplating method to deposit Cr/Cu or Ni/Cu layers
on magnesium alloys, AZ31, AZ61 and AZ91D [9–11]. In this study, theeco-friendly electroplating method was used to obtain a protective Cr/Cu-coating on a LZ91 surface which has very high specific strength andchemical reactivity. The Cr deposit with a thickness of 1 μm wasdesigned for decorative application and obtained from a plating bathwith trivalent chromium ions. The corrosion and wear resistance of Cr/Cu-coated LZ91 specimen were evaluated and discussed.
2. Experimental procedure
Commercial Mg-Li-Zn alloy (LZ91) in plate form was shaped into adisc formwith a diameter of 12 mmand a thickness of 0.8 mm. The LZ91disc specimen was used as the substrate for Cu and then Crelectroplating. The chemical composition of the LZ91 specimen isgiven in Table 1. All electroplating processes were conducted in a two-electrode cell. TheLZ91disc specimenwasused as theworking electrodeand a plantized Ti mesh as the counter electrode. Before Cu electroplat-ing, the surface of theLZ91substratewasmechanically groundwith600-grit emery paper, cleaned with de-ionized water, and dried with airblaster. To remove the oxides and obtain a uniform Cu deposit on theLZ91 disc substrate, the substrate was galvanostatically etched with acurrent density of 2 A dm−2 for 120 s and then electroplated with acurrent density of 4 A dm−2 for 300 s to obtain a ca. 3-μm-thick Cudeposit in analkalineCu-sulfate solutionbath [9]. The alkalineCu-sulfate
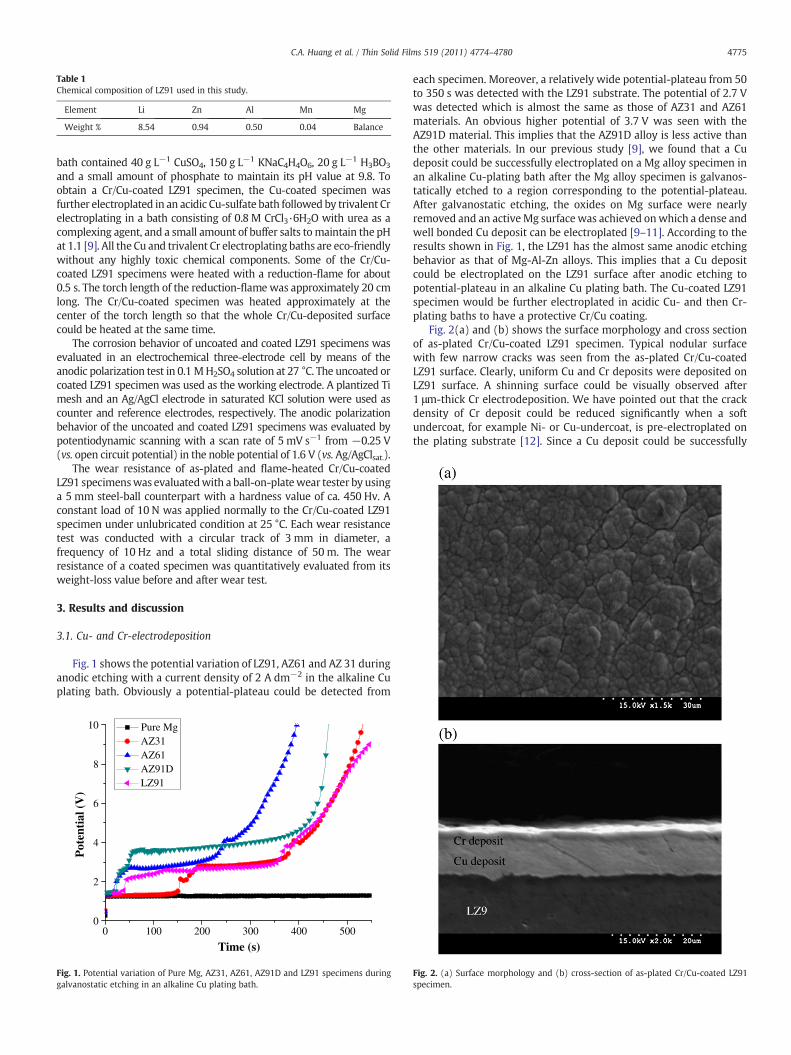
Table 1Chemical composition of LZ91 used in this study.
Element Li Zn Al Mn Mg
Weight % 8.54 0.94 0.50 0.04 Balance
4775C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
bath contained 40 g L−1 CuSO4, 150 g L−1 KNaC4H4O6, 20 g L−1 H3BO3
and a small amount of phosphate to maintain its pH value at 9.8. Toobtain a Cr/Cu-coated LZ91 specimen, the Cu-coated specimen wasfurther electroplated in an acidic Cu-sulfate bath followed by trivalent Crelectroplating in a bath consisting of 0.8 M CrCl3·6H2O with urea as acomplexing agent, and a small amount of buffer salts tomaintain the pHat 1.1 [9]. All the Cu and trivalent Cr electroplating baths are eco-friendlywithout any highly toxic chemical components. Some of the Cr/Cu-coated LZ91 specimens were heated with a reduction-flame for about0.5 s. The torch length of the reduction-flamewas approximately 20 cmlong. The Cr/Cu-coated specimen was heated approximately at thecenter of the torch length so that the whole Cr/Cu-deposited surfacecould be heated at the same time.
The corrosion behavior of uncoated and coated LZ91 specimens wasevaluated in an electrochemical three-electrode cell by means of theanodic polarization test in 0.1 MH2SO4 solution at 27 °C. The uncoated orcoated LZ91 specimen was used as the working electrode. A plantized Timesh and an Ag/AgCl electrode in saturated KCl solution were used ascounter and reference electrodes, respectively. The anodic polarizationbehavior of the uncoated and coated LZ91 specimens was evaluated bypotentiodynamic scanning with a scan rate of 5 mV s−1 from −0.25 V(vs. open circuit potential) in the noble potential of 1.6 V (vs. Ag/AgClsat.).
The wear resistance of as-plated and flame-heated Cr/Cu-coatedLZ91 specimenswas evaluatedwith a ball-on-platewear tester by usinga 5 mm steel-ball counterpart with a hardness value of ca. 450 Hv. Aconstant load of 10 N was applied normally to the Cr/Cu-coated LZ91specimen under unlubricated condition at 25 °C. Each wear resistancetest was conducted with a circular track of 3 mm in diameter, afrequency of 10 Hz and a total sliding distance of 50 m. The wearresistance of a coated specimen was quantitatively evaluated from itsweight-loss value before and after wear test.
3. Results and discussion
3.1. Cu- and Cr-electrodeposition
Fig. 1 shows the potential variation of LZ91, AZ61 and AZ 31 duringanodic etching with a current density of 2 A dm−2 in the alkaline Cuplating bath. Obviously a potential-plateau could be detected from
00
2
4
6
8
10
Pot
enti
al (
V)
Time (s)
Pure Mg AZ31 AZ61 AZ91D LZ91
500400300200100
Fig. 1. Potential variation of Pure Mg, AZ31, AZ61, AZ91D and LZ91 specimens duringgalvanostatic etching in an alkaline Cu plating bath.
each specimen. Moreover, a relatively wide potential-plateau from 50to 350 s was detected with the LZ91 substrate. The potential of 2.7 Vwas detected which is almost the same as those of AZ31 and AZ61materials. An obvious higher potential of 3.7 V was seen with theAZ91D material. This implies that the AZ91D alloy is less active thanthe other materials. In our previous study [9], we found that a Cudeposit could be successfully electroplated on a Mg alloy specimen inan alkaline Cu-plating bath after the Mg alloy specimen is galvanos-tatically etched to a region corresponding to the potential-plateau.After galvanostatic etching, the oxides on Mg surface were nearlyremoved and an activeMg surface was achieved onwhich a dense andwell bonded Cu deposit can be electroplated [9–11]. According to theresults shown in Fig. 1, the LZ91 has the almost same anodic etchingbehavior as that of Mg-Al-Zn alloys. This implies that a Cu depositcould be electroplated on the LZ91 surface after anodic etching topotential-plateau in an alkaline Cu plating bath. The Cu-coated LZ91specimen would be further electroplated in acidic Cu- and then Cr-plating baths to have a protective Cr/Cu coating.
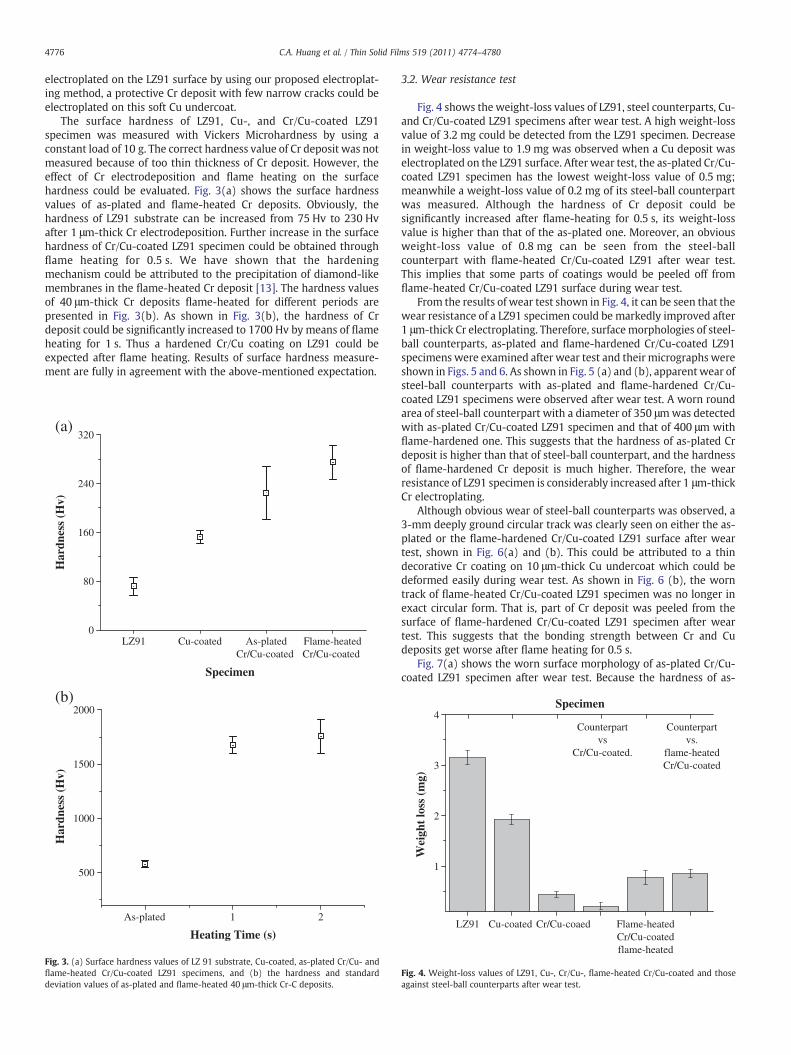
Fig. 2(a) and (b) shows the surface morphology and cross sectionof as-plated Cr/Cu-coated LZ91 specimen. Typical nodular surfacewith few narrow cracks was seen from the as-plated Cr/Cu-coatedLZ91 surface. Clearly, uniform Cu and Cr deposits were deposited onLZ91 surface. A shinning surface could be visually observed after1 μm-thick Cr electrodeposition. We have pointed out that the crackdensity of Cr deposit could be reduced significantly when a softundercoat, for example Ni- or Cu-undercoat, is pre-electroplated onthe plating substrate [12]. Since a Cu deposit could be successfully
Fig. 2. (a) Surface morphology and (b) cross-section of as-plated Cr/Cu-coated LZ91specimen.
4776 C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
electroplated on the LZ91 surface by using our proposed electroplat-ing method, a protective Cr deposit with few narrow cracks could beelectroplated on this soft Cu undercoat.
The surface hardness of LZ91, Cu-, and Cr/Cu-coated LZ91specimen was measured with Vickers Microhardness by using aconstant load of 10 g. The correct hardness value of Cr deposit was notmeasured because of too thin thickness of Cr deposit. However, theeffect of Cr electrodeposition and flame heating on the surfacehardness could be evaluated. Fig. 3(a) shows the surface hardnessvalues of as-plated and flame-heated Cr deposits. Obviously, thehardness of LZ91 substrate can be increased from 75 Hv to 230 Hvafter 1 μm-thick Cr electrodeposition. Further increase in the surfacehardness of Cr/Cu-coated LZ91 specimen could be obtained throughflame heating for 0.5 s. We have shown that the hardeningmechanism could be attributed to the precipitation of diamond-likemembranes in the flame-heated Cr deposit [13]. The hardness valuesof 40 μm-thick Cr deposits flame-heated for different periods arepresented in Fig. 3(b). As shown in Fig. 3(b), the hardness of Crdeposit could be significantly increased to 1700 Hv by means of flameheating for 1 s. Thus a hardened Cr/Cu coating on LZ91 could beexpected after flame heating. Results of surface hardness measure-ment are fully in agreement with the above-mentioned expectation.
LZ91 Flame-heatedCr/Cu-coated
0
80
160
240
320
Har
dnes
s (H
v)
Specimen
(a)
500
1000
1500
2000
Har
dnes
s (H
v)
Heating Time (s)
As-plated
(b)
As-platedCr/Cu-coated
Cu-coated
21
Fig. 3. (a) Surface hardness values of LZ 91 substrate, Cu-coated, as-plated Cr/Cu- andflame-heated Cr/Cu-coated LZ91 specimens, and (b) the hardness and standarddeviation values of as-plated and flame-heated 40 μm-thick Cr-C deposits.
3.2. Wear resistance test
Fig. 4 shows the weight-loss values of LZ91, steel counterparts, Cu-and Cr/Cu-coated LZ91 specimens after wear test. A high weight-lossvalue of 3.2 mg could be detected from the LZ91 specimen. Decreasein weight-loss value to 1.9 mg was observed when a Cu deposit waselectroplated on the LZ91 surface. After wear test, the as-plated Cr/Cu-coated LZ91 specimen has the lowest weight-loss value of 0.5 mg;meanwhile a weight-loss value of 0.2 mg of its steel-ball counterpartwas measured. Although the hardness of Cr deposit could besignificantly increased after flame-heating for 0.5 s, its weight-lossvalue is higher than that of the as-plated one. Moreover, an obviousweight-loss value of 0.8 mg can be seen from the steel-ballcounterpart with flame-heated Cr/Cu-coated LZ91 after wear test.This implies that some parts of coatings would be peeled off fromflame-heated Cr/Cu-coated LZ91 surface during wear test.
From the results of wear test shown in Fig. 4, it can be seen that thewear resistance of a LZ91 specimen could be markedly improved after1 μm-thick Cr electroplating. Therefore, surfacemorphologies of steel-ball counterparts, as-plated and flame-hardened Cr/Cu-coated LZ91specimens were examined after wear test and their micrographs wereshown in Figs. 5 and 6. As shown in Fig. 5 (a) and (b), apparentwear ofsteel-ball counterparts with as-plated and flame-hardened Cr/Cu-coated LZ91 specimens were observed after wear test. A worn roundarea of steel-ball counterpart with a diameter of 350 μmwas detectedwith as-plated Cr/Cu-coated LZ91 specimen and that of 400 μm withflame-hardened one. This suggests that the hardness of as-plated Crdeposit is higher than that of steel-ball counterpart, and the hardnessof flame-hardened Cr deposit is much higher. Therefore, the wearresistance of LZ91 specimen is considerably increased after 1 μm-thickCr electroplating.
Although obvious wear of steel-ball counterparts was observed, a3-mm deeply ground circular track was clearly seen on either the as-plated or the flame-hardened Cr/Cu-coated LZ91 surface after weartest, shown in Fig. 6(a) and (b). This could be attributed to a thindecorative Cr coating on 10 μm-thick Cu undercoat which could bedeformed easily during wear test. As shown in Fig. 6 (b), the worntrack of flame-heated Cr/Cu-coated LZ91 specimen was no longer inexact circular form. That is, part of Cr deposit was peeled from thesurface of flame-hardened Cr/Cu-coated LZ91 specimen after weartest. This suggests that the bonding strength between Cr and Cudeposits get worse after flame heating for 0.5 s.
Fig. 7(a) shows the worn surface morphology of as-plated Cr/Cu-coated LZ91 specimen after wear test. Because the hardness of as-
1
2
3
4Counterpart
vs.flame-heatedCr/Cu-coated
Wei
ght
loss
(m
g)
LZ91 Cr/Cu-coaed
Specimen
Counterpartvs
Cr/Cu-coated.
Flame-heatedCr/Cu-coatedflame-heated
Cu-coated
Fig. 4. Weight-loss values of LZ91, Cu-, Cr/Cu-, flame-heated Cr/Cu-coated and thoseagainst steel-ball counterparts after wear test.
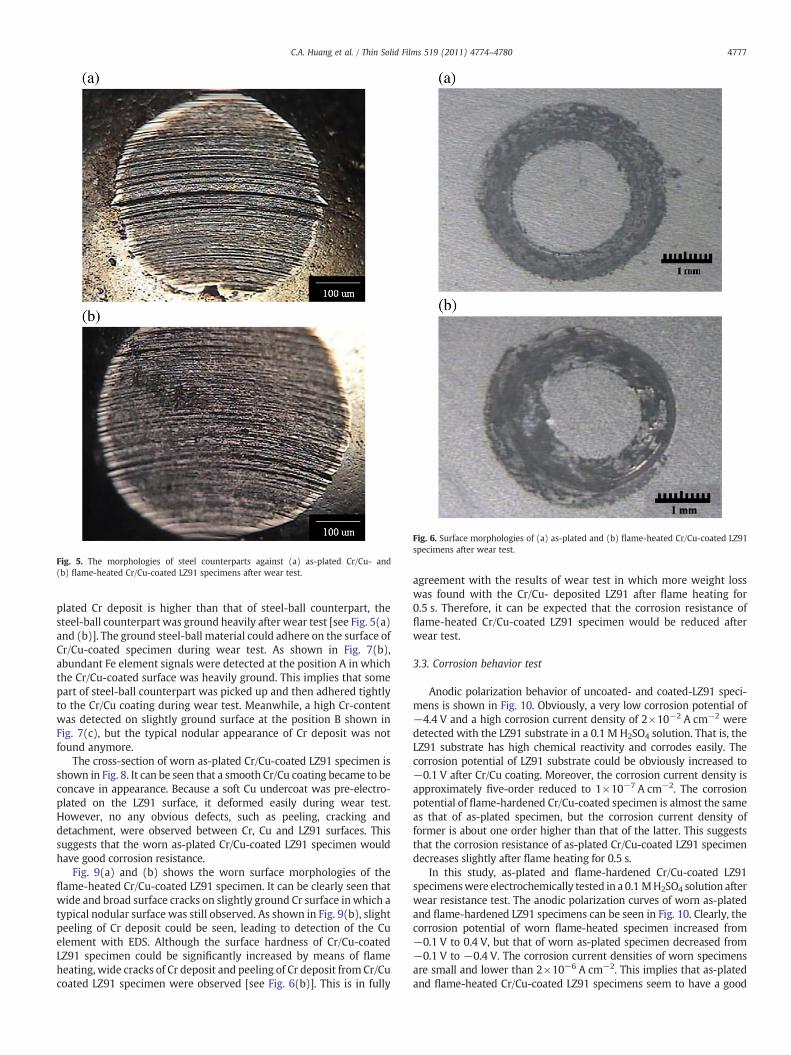
Fig. 5. The morphologies of steel counterparts against (a) as-plated Cr/Cu- and(b) flame-heated Cr/Cu-coated LZ91 specimens after wear test.
Fig. 6. Surface morphologies of (a) as-plated and (b) flame-heated Cr/Cu-coated LZ91specimens after wear test.
4777C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
plated Cr deposit is higher than that of steel-ball counterpart, thesteel-ball counterpart was ground heavily after wear test [see Fig. 5(a)and (b)]. The ground steel-ball material could adhere on the surface ofCr/Cu-coated specimen during wear test. As shown in Fig. 7(b),abundant Fe element signals were detected at the position A in whichthe Cr/Cu-coated surface was heavily ground. This implies that somepart of steel-ball counterpart was picked up and then adhered tightlyto the Cr/Cu coating during wear test. Meanwhile, a high Cr-contentwas detected on slightly ground surface at the position B shown inFig. 7(c), but the typical nodular appearance of Cr deposit was notfound anymore.
The cross-section of worn as-plated Cr/Cu-coated LZ91 specimen isshown in Fig. 8. It can be seen that a smooth Cr/Cu coating became to beconcave in appearance. Because a soft Cu undercoat was pre-electro-plated on the LZ91 surface, it deformed easily during wear test.However, no any obvious defects, such as peeling, cracking anddetachment, were observed between Cr, Cu and LZ91 surfaces. Thissuggests that the worn as-plated Cr/Cu-coated LZ91 specimen wouldhave good corrosion resistance.
Fig. 9(a) and (b) shows the worn surface morphologies of theflame-heated Cr/Cu-coated LZ91 specimen. It can be clearly seen thatwide and broad surface cracks on slightly ground Cr surface in which atypical nodular surface was still observed. As shown in Fig. 9(b), slightpeeling of Cr deposit could be seen, leading to detection of the Cuelement with EDS. Although the surface hardness of Cr/Cu-coatedLZ91 specimen could be significantly increased by means of flameheating, wide cracks of Cr deposit and peeling of Cr deposit from Cr/Cucoated LZ91 specimen were observed [see Fig. 6(b)]. This is in fully
agreement with the results of wear test in which more weight losswas found with the Cr/Cu- deposited LZ91 after flame heating for0.5 s. Therefore, it can be expected that the corrosion resistance offlame-heated Cr/Cu-coated LZ91 specimen would be reduced afterwear test.
3.3. Corrosion behavior test
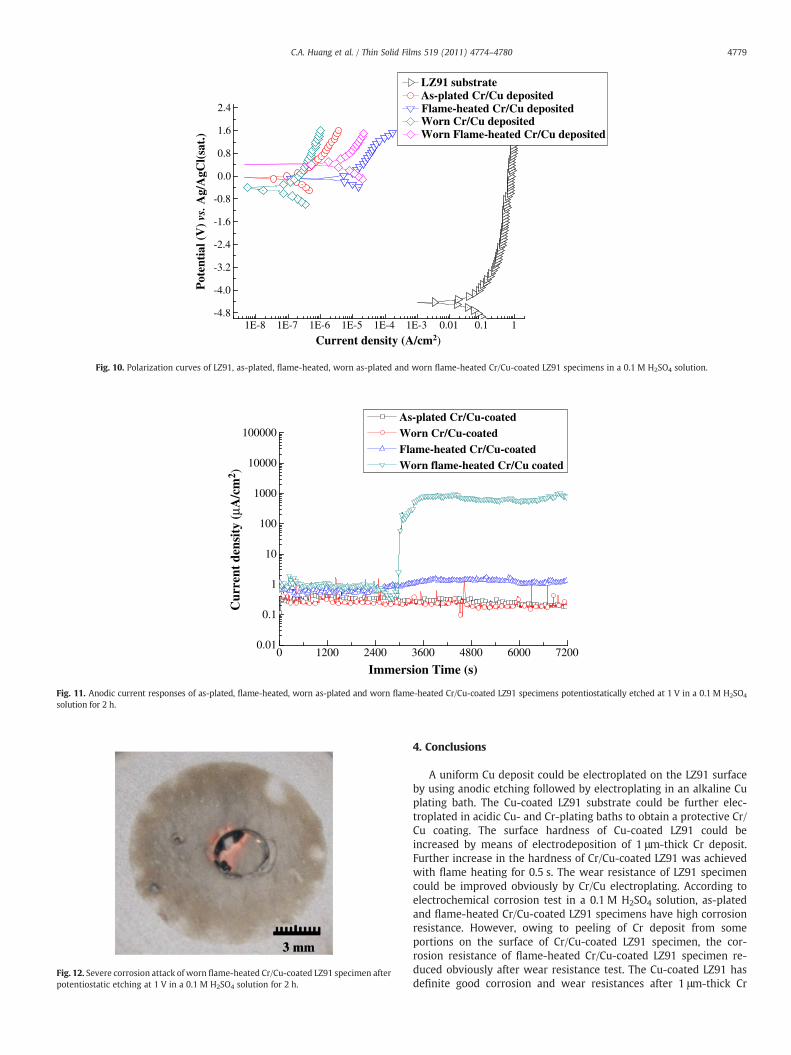
Anodic polarization behavior of uncoated- and coated-LZ91 speci-mens is shown in Fig. 10. Obviously, a very low corrosion potential of−4.4 V and a high corrosion current density of 2×10−2 A cm−2 weredetected with the LZ91 substrate in a 0.1 M H2SO4 solution. That is, theLZ91 substrate has high chemical reactivity and corrodes easily. Thecorrosion potential of LZ91 substrate could be obviously increased to−0.1 V after Cr/Cu coating. Moreover, the corrosion current density isapproximately five-order reduced to 1×10−7 A cm−2. The corrosionpotential of flame-hardened Cr/Cu-coated specimen is almost the sameas that of as-plated specimen, but the corrosion current density offormer is about one order higher than that of the latter. This suggeststhat the corrosion resistance of as-plated Cr/Cu-coated LZ91 specimendecreases slightly after flame heating for 0.5 s.
In this study, as-plated and flame-hardened Cr/Cu-coated LZ91specimenswere electrochemically tested in a 0.1 MH2SO4 solution afterwear resistance test. The anodic polarization curves of worn as-platedand flame-hardened LZ91 specimens can be seen in Fig. 10. Clearly, thecorrosion potential of worn flame-heated specimen increased from−0.1 V to 0.4 V, but that of worn as-plated specimen decreased from−0.1 V to −0.4 V. The corrosion current densities of worn specimensare small and lower than 2×10−6 A cm−2. This implies that as-platedand flame-heated Cr/Cu-coated LZ91 specimens seem to have a good
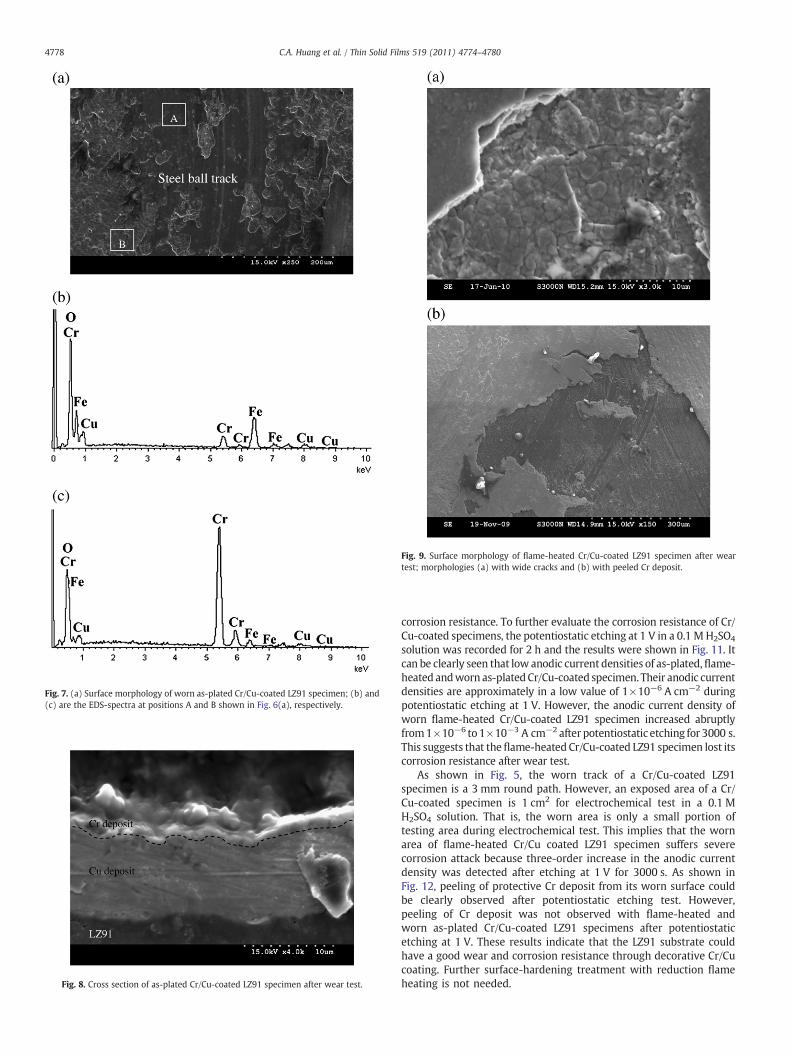
Fig. 7. (a) Surface morphology of worn as-plated Cr/Cu-coated LZ91 specimen; (b) and(c) are the EDS-spectra at positions A and B shown in Fig. 6(a), respectively.
Fig. 8. Cross section of as-plated Cr/Cu-coated LZ91 specimen after wear test.
Fig. 9. Surface morphology of flame-heated Cr/Cu-coated LZ91 specimen after weartest; morphologies (a) with wide cracks and (b) with peeled Cr deposit.
4778 C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
corrosion resistance. To further evaluate the corrosion resistance of Cr/Cu-coated specimens, the potentiostatic etching at 1 V in a 0.1 M H2SO4
solution was recorded for 2 h and the results were shown in Fig. 11. Itcan be clearly seen that low anodic current densities of as-plated,flame-heated andworn as-platedCr/Cu-coated specimen. Their anodic currentdensities are approximately in a low value of 1×10−6 A cm−2 duringpotentiostatic etching at 1 V. However, the anodic current density ofworn flame-heated Cr/Cu-coated LZ91 specimen increased abruptlyfrom1×10−6 to 1×10−3 A cm−2 after potentiostatic etching for 3000 s.This suggests that the flame-heated Cr/Cu-coated LZ91 specimen lost itscorrosion resistance after wear test.
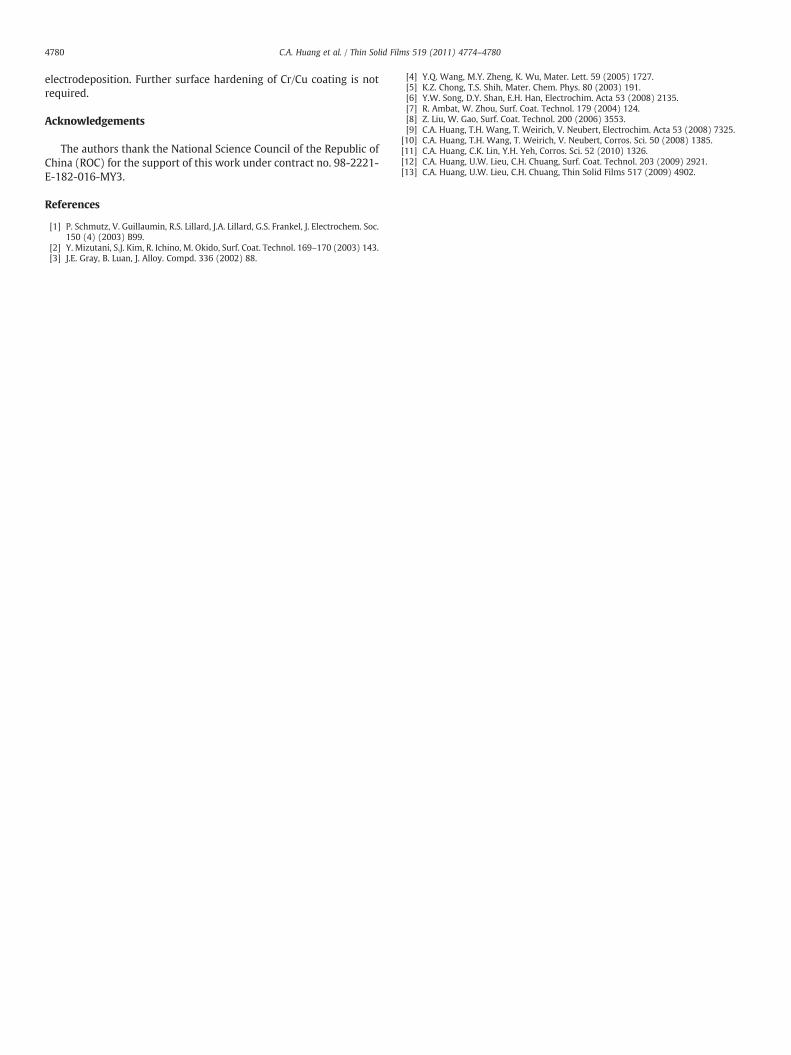
As shown in Fig. 5, the worn track of a Cr/Cu-coated LZ91specimen is a 3 mm round path. However, an exposed area of a Cr/Cu-coated specimen is 1 cm2 for electrochemical test in a 0.1 MH2SO4 solution. That is, the worn area is only a small portion oftesting area during electrochemical test. This implies that the wornarea of flame-heated Cr/Cu coated LZ91 specimen suffers severecorrosion attack because three-order increase in the anodic currentdensity was detected after etching at 1 V for 3000 s. As shown inFig. 12, peeling of protective Cr deposit from its worn surface couldbe clearly observed after potentiostatic etching test. However,peeling of Cr deposit was not observed with flame-heated andworn as-plated Cr/Cu-coated LZ91 specimens after potentiostaticetching at 1 V. These results indicate that the LZ91 substrate couldhave a good wear and corrosion resistance through decorative Cr/Cucoating. Further surface-hardening treatment with reduction flameheating is not needed.
1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0.01 1-4.8
-4.0
-3.2
-2.4
-1.6
-0.8
0.0
0.8
1.6
2.4
Pot
enti
al (
V)
vs. A
g/A
gCl(
sat.
)
Current density (A/cm2)
LZ91 substrateAs-plated Cr/Cu deposited Flame-heated Cr/Cu depositedWorn Cr/Cu depositedWorn Flame-heated Cr/Cu deposited
0.1
Fig. 10. Polarization curves of LZ91, as-plated, flame-heated, worn as-plated and worn flame-heated Cr/Cu-coated LZ91 specimens in a 0.1 M H2SO4 solution.
0 1200 2400 3600 4800 6000 72000.01
0.1
1
10
100
1000
10000
100000
Cur
rent
den
sity
(µA
/cm
2 )
Immersion Time (s)
As-plated Cr/Cu-coatedWorn Cr/Cu-coatedFlame-heated Cr/Cu-coatedWorn flame-heated Cr/Cu coated
Fig. 11. Anodic current responses of as-plated, flame-heated, worn as-plated and worn flame-heated Cr/Cu-coated LZ91 specimens potentiostatically etched at 1 V in a 0.1 M H2SO4
solution for 2 h.
Fig. 12. Severe corrosion attack of worn flame-heated Cr/Cu-coated LZ91 specimen afterpotentiostatic etching at 1 V in a 0.1 M H2SO4 solution for 2 h.
4779C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
4. Conclusions
A uniform Cu deposit could be electroplated on the LZ91 surfaceby using anodic etching followed by electroplating in an alkaline Cuplating bath. The Cu-coated LZ91 substrate could be further elec-troplated in acidic Cu- and Cr-plating baths to obtain a protective Cr/Cu coating. The surface hardness of Cu-coated LZ91 could beincreased by means of electrodeposition of 1 μm-thick Cr deposit.Further increase in the hardness of Cr/Cu-coated LZ91 was achievedwith flame heating for 0.5 s. The wear resistance of LZ91 specimencould be improved obviously by Cr/Cu electroplating. According toelectrochemical corrosion test in a 0.1 M H2SO4 solution, as-platedand flame-heated Cr/Cu-coated LZ91 specimens have high corrosionresistance. However, owing to peeling of Cr deposit from someportions on the surface of Cr/Cu-coated LZ91 specimen, the cor-rosion resistance of flame-heated Cr/Cu-coated LZ91 specimen re-duced obviously after wear resistance test. The Cu-coated LZ91 hasdefinite good corrosion and wear resistances after 1 μm-thick Cr
4780 C.A. Huang et al. / Thin Solid Films 519 (2011) 4774–4780
electrodeposition. Further surface hardening of Cr/Cu coating is notrequired.
Acknowledgements
The authors thank the National Science Council of the Republic ofChina (ROC) for the support of this work under contract no. 98-2221-E-182-016-MY3.
References
[1] P. Schmutz, V. Guillaumin, R.S. Lillard, J.A. Lillard, G.S. Frankel, J. Electrochem. Soc.150 (4) (2003) B99.
[2] Y. Mizutani, S.J. Kim, R. Ichino, M. Okido, Surf. Coat. Technol. 169–170 (2003) 143.[3] J.E. Gray, B. Luan, J. Alloy. Compd. 336 (2002) 88.
[4] Y.Q. Wang, M.Y. Zheng, K. Wu, Mater. Lett. 59 (2005) 1727.[5] K.Z. Chong, T.S. Shih, Mater. Chem. Phys. 80 (2003) 191.[6] Y.W. Song, D.Y. Shan, E.H. Han, Electrochim. Acta 53 (2008) 2135.[7] R. Ambat, W. Zhou, Surf. Coat. Technol. 179 (2004) 124.[8] Z. Liu, W. Gao, Surf. Coat. Technol. 200 (2006) 3553.[9] C.A. Huang, T.H. Wang, T. Weirich, V. Neubert, Electrochim. Acta 53 (2008) 7325.
[10] C.A. Huang, T.H. Wang, T. Weirich, V. Neubert, Corros. Sci. 50 (2008) 1385.[11] C.A. Huang, C.K. Lin, Y.H. Yeh, Corros. Sci. 52 (2010) 1326.[12] C.A. Huang, U.W. Lieu, C.H. Chuang, Surf. Coat. Technol. 203 (2009) 2921.[13] C.A. Huang, U.W. Lieu, C.H. Chuang, Thin Solid Films 517 (2009) 4902.
Related Documents











