Teknikbok Teknisk information om fästelement

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TeknikbokTeknisk information om fästelement

© Teknik, Arvid Nilsson AB, 2007
Innehållet i Teknik är baserat på många års forskning och utveckling inom fästelement och sammanfogningar. Informa-tionen är kontrollerad och är enligt Arvid Nilsson A/S´s uppfattning sanningsenlig och korrekt. Under inga omständighe-ter kan Arvid Nilsson A/S ställas till svars för direkta, indirekta eller därav efterföljande skador som förmodas uppstått pga fel i Teknik. Innehållet i katalogen får inte återges eller överföras i någon form utan vårt skriftliga medgivande. I de fall skriftligt medgivande ges ska källan ovillkorligen anges. Vi ansvarar ej för tryckfel och vi förbehåller oss rätten att ändra uppgifterna i katalogen utan föregående meddelande. Tryk: Grønlund’s, Maribo

Innehåll
1
Innehåll1 Inledning ............................................................................................................................ 7
2 Bra skruvförband............................................................................................................ 9
Vad är ett skruvförband….................................................................................................... 9
Konstruktionsråd.................................................................................................................. 9
Kvalitet................................................................................................................................. 10
3 Märkning .......................................................................................................................... 11
Stålskruv ............................................................................................................................. 11Symboler .......................................................................................................................... 11Identifiering ....................................................................................................................... 11
Sexkantsskruv ................................................................................................................ 11Sexkanthålsskruv ............................................................................................................ 11Pinnskruv ....................................................................................................................... 12Övriga typer av skruvar .................................................................................................... 12
Märkning av vänstergänga ............................................................................................... 13Alternativ märkning........................................................................................................... 13Varumärke (identifikationsmärke)..................................................................................... 13
ISO-specificerade stålmuttrar ........................................................................................... 13ISO-symboler.................................................................................................................... 13Identifiering ....................................................................................................................... 14Märkning av vänstergänga ............................................................................................... 14Alternativ märkning........................................................................................................... 14Varumärke (identifikationsmärke)..................................................................................... 15
DIN-specificerade stålmuttrar ........................................................................................... 15DIN-symboler ................................................................................................................... 15Identifiering ....................................................................................................................... 15Märkning av vänstergänga ............................................................................................... 15
Skruvar och muttrar av rostfritt stål ................................................................................. 15Skruvar ............................................................................................................................. 15Pinnskruvar och övriga fästelement ................................................................................. 16Muttrar .............................................................................................................................. 16Förpackningar och behållare ............................................................................................ 16
Märkningsexempel ............................................................................................................. 16
4 Hållfasthet........................................................................................................................ 19
Stålskruv ............................................................................................................................. 19Omfattning och tillämpning ............................................................................................... 19Beteckningssystem........................................................................................................... 20Material............................................................................................................................. 21Mekaniska egenskaper..................................................................................................... 22Min. Brottkrafter ................................................................................................................ 22Sträckgräns vid förhöjda temperaturer ............................................................................. 23
ISO-Specificerade Stålmuttrar........................................................................................... 23Omfattning och tillämpning ............................................................................................... 23Beteckningssystem........................................................................................................... 24
Muttrar med nominella höjder ≥ 0,8 D (effektiv gänglängd ≥ 0,6 D) ....................................... 24Muttrar med nominella höjder ≥ 0,5 D och < 0,8 D (effektiv gänglängd ≥ 0,4 D och < 0,6 D) ............................................................................ 25
Provkrafter ........................................................................................................................ 26Brottkrafter för muttrar med nominell höjd ≥ 0,5 D och < 0,8 D........................................ 27
DIN-Specificerade stålmuttrar ........................................................................................... 27Omfattning och tillämpning ............................................................................................... 27Beteckningssystem........................................................................................................... 27Provkrafter ........................................................................................................................ 28
1

Tel: 70109191Fax: 73207370
E-post: [email protected]
Innehåll
2
Skruvar och muttrar i rostfritt material ............................................................................. 29Omfattning och tillämpning ............................................................................................... 29Beteckningssystem........................................................................................................... 29Mekaniska egenskaper..................................................................................................... 30Val av material .................................................................................................................. 30
5 Klämkraft och monteringsmoment........................................................................ 31
Monteringsmoment ............................................................................................................ 31
Beräkning av monteringsmoment..................................................................................... 33Teoretisk bakgrund ........................................................................................................... 33Förspänningsgrad............................................................................................................. 35Beräkningsexempel – klämkraft........................................................................................ 35
6 Gängtoleranser, M-gänga.......................................................................................... 37
Basprofil .............................................................................................................................. 37
Toleranssystem .................................................................................................................. 37
Ytbelagda gängor ............................................................................................................... 38
Gängbeteckning.................................................................................................................. 38
Ingreppslängder.................................................................................................................. 39
Rekommenderade toleransklasser ................................................................................... 39
Toleranser för ytbelagda gängor....................................................................................... 40
Val av gängtoleranskvalitet ............................................................................................... 41
7 Korrosionsskydd .......................................................................................................... 43
Vad är korrosion ................................................................................................................. 43
Katoden är ädel, anoden är oädel ..................................................................................... 44
Fukt och syre ...................................................................................................................... 44
När stålet rostar .................................................................................................................. 44
En skruv kan bli anod eller katod...................................................................................... 45
Elektrolytens ledningsförmåga ......................................................................................... 46
8 Ytbehandling .................................................................................................................. 47
Elförzinkning ....................................................................................................................... 47Elektrolytisk förzinkning (Fe/Zn) ....................................................................................... 47Elektrolytisk zink/järn (Fe/ZnFe) ....................................................................................... 47Skikttjocklekar................................................................................................................... 47Kromatering ...................................................................................................................... 47Livslängd........................................................................................................................... 48Sealer ............................................................................................................................... 49Vätesprödhet, väteutdrivning ............................................................................................ 49Angivelse på ritning .......................................................................................................... 49
Varmförzinkning ................................................................................................................. 50
Fosfatering .......................................................................................................................... 50Var används fosfatering ?................................................................................................. 50
Dacrolit® .............................................................................................................................. 51
Delta-tone och Delta-seal ................................................................................................... 51
Polyseal® ............................................................................................................................. 51Var används Polyseal ? .................................................................................................... 52
Förnickling .......................................................................................................................... 52
Förtenning ........................................................................................................................... 52
Mekanisk metallbeläggning ............................................................................................... 52Var används mekanisk metallbeläggning ? ...................................................................... 53
9 Internationell standard för krysspår ..................................................................... 55
2

Innehåll
3
10 Gängpressande skruv, ST-gänga .......................................................................... 57
Gängor och skruvändar ..................................................................................................... 57
Material ................................................................................................................................ 57
Vridhållfasthet..................................................................................................................... 57
ST-gängad skruv i rostfria material .................................................................................. 58
Håldiametrar........................................................................................................................ 58
11 Torx®.................................................................................................................................. 61
Torx®-Original ..................................................................................................................... 61Längre livslängd ............................................................................................................... 61Stabilt grepp ..................................................................................................................... 61Tröttar ej montören ........................................................................................................... 61Lägre På-Platsen-Kostnad (PPK)..................................................................................... 61
Torx Plus® ........................................................................................................................... 62
12 Borr- och försänkningsdiametrar .......................................................................... 63
13 Skruvar i gängade bottenhål.................................................................................... 65
14 PPK..................................................................................................................................... 69
PPK-begreppet.................................................................................................................... 69
PPK-produkter .................................................................................................................... 69
15 Taptite® II ......................................................................................................................... 71
Gängpressning ................................................................................................................... 71
Material ................................................................................................................................ 71Sätthärdad Taptite®II ........................................................................................................ 71Taptite®II i Coreflex®-utförande........................................................................................ 72
Gängdiametrar och Hålrekommendationer...................................................................... 72
Montering och hållfasthet .................................................................................................. 74
16 Powerlok® ........................................................................................................................ 75
Användningsområden........................................................................................................ 75
Mått och rekommenderade moment ................................................................................. 75
17 REMFORM® ..................................................................................................................... 77
Den unika formen på gängan ............................................................................................ 77
REMFORM-styrkan ............................................................................................................. 77
Högt sönderdragningsmoment ......................................................................................... 77
Utvidgningskrafter i godsgängan ..................................................................................... 78
REMFORM-kvalitet ............................................................................................................. 78
Dimensioner och hålrekommedationer ............................................................................ 78
18 FS-Låsmutter .................................................................................................................. 79
Så fungerar FS låsmutter ................................................................................................... 79
Användningsområden........................................................................................................ 79
Fler fördelar......................................................................................................................... 80
Många olika varianter att välja mellan .............................................................................. 80
Vårt standardsortiment av FS låsmutter .......................................................................... 80
19 Kerb Konus gänginsatser ......................................................................................... 81
Ensat gänginsats ................................................................................................................ 82Produktegenskaper vid metallapplikationer...................................................................... 83Produktegenskaper vid applikationer i plast och trä ......................................................... 83Användningsområden....................................................................................................... 83Utdragshållfasthet............................................................................................................. 84
3

Tel: 70109191Fax: 73207370
E-post: [email protected]
Innehåll
4
Konstruktion av formstycke och monteringshål för Ensat................................................. 85 Håldiameter ................................................................................................................... 85 Försänkning av monteringshål ......................................................................................... 85
Borrhålsanvisning för arbetsstycken av metall ................................................................. 85 Borrhålsdiameter ............................................................................................................ 85 Rekommenderad inbyggnad ............................................................................................ 86
Flankingrepp i metall för Ensat ......................................................................................... 86Så monteras Ensat - maskinellt eller för hand .................................................................. 87
Maskinell montering ........................................................................................................ 88 Manuell montering .......................................................................................................... 89 Montering i stål .............................................................................................................. 89
Monteringssverktyg för Ensat i metall............................................................................... 89 Ställa in eller byta gängstift .............................................................................................. 89 Gängstiftslängd .............................................................................................................. 90
B-Lok självlåsande gänginsats ......................................................................................... 90Produktegenskaper........................................................................................................... 90Konstruktion av formstycke och monteringshål ................................................................ 90Montering av B-Lok........................................................................................................... 91
Mubux-A, gänginsats för inpressning .............................................................................. 91Produktegenskaper........................................................................................................... 91Formstyckets och monteringshålets konstruktion............................................................. 92Montering av Mubux-A...................................................................................................... 92
S-Lok gänginsats för värme- eller ultraljudsmontering .................................................. 92Formstyckets och monteringshålets konstruktion............................................................. 93Montering av S-Lok........................................................................................................... 93
20 Anchor nitmutter........................................................................................................... 95
Användningsområden ........................................................................................................ 95
Produktegenskaper ............................................................................................................ 95
Mini-Anchor, när mått eller vikt måste begränsas........................................................... 96
Montering av Anchor .......................................................................................................... 96
21 Insatsgängor enl DIN 8140 ........................................................................................ 97
Fördelar ............................................................................................................................... 97
Användningsområde .......................................................................................................... 97
Låsande insatsgänga ......................................................................................................... 97
22 Clifa pressmutter ........................................................................................................ 101
Användningsområde ........................................................................................................ 101
Produktegenskaper .......................................................................................................... 101
Montering av Clifa............................................................................................................. 101
23 Clifa presskruv............................................................................................................. 103
Användningsområde ........................................................................................................ 103
Produktegenskaper .......................................................................................................... 103
Montering av Clifa presskruv .......................................................................................... 103
24 Novafix® Twin träskruv ........................................................................................... 105
Parallella gängor som börjar ända ute i spetsen ........................................................... 105
Extra djupt bitsspår .......................................................................................................... 105
Sätthärdad ......................................................................................................................... 105
Förstärkt huvud ................................................................................................................ 105
Två parallella gängor ........................................................................................................ 105
Patenterad sågande och skärande gänga ...................................................................... 106
Vaxad yta ........................................................................................................................... 106
4

Innehåll
5
25 ABC SPAX®-S, vågtandad träskruv .................................................................... 107
Fördelar ............................................................................................................................. 107
Brett sortiment .................................................................................................................. 107
Flera olika huvuden .......................................................................................................... 107
Här använder du SPAX-S ................................................................................................. 107
Praktiska förpackningar................................................................................................... 107
26 Expanders...................................................................................................................... 109
Brett sortiment .................................................................................................................. 109
Pinnexpander .................................................................................................................... 109
Slagexpander .................................................................................................................... 110Dorn för slagexpander .................................................................................................... 111
27 Nordlock låsbrickor ................................................................................................... 113
Fördelar med Nordlock .................................................................................................... 113
Standardsortiment............................................................................................................ 113
Att tänka på ....................................................................................................................... 113
28 Bulldog® tandbrickor ................................................................................................ 115
Ensidigt tandade Bulldog ................................................................................................ 115
Tvåsidigt tandade Bulldog............................................................................................... 115
29 Blindnit............................................................................................................................ 117
Brett program.................................................................................................................... 117
Fördelar ............................................................................................................................. 117
Tillämpningar .................................................................................................................... 117
Verktyg .............................................................................................................................. 117
30 Blindnitmuttrar ............................................................................................................ 119
Fördelar ............................................................................................................................. 119
Användningsområde ........................................................................................................ 119
Standardsortiment............................................................................................................ 119
Montering av blindnitmutter ............................................................................................ 120
31 Varmhållfast pinnskruv och mutter .................................................................... 121
Varmhållfast pinnskruv och mutter enligt DIN .............................................................. 121Användningsområde....................................................................................................... 121DIN-standard .................................................................................................................. 121Stålval............................................................................................................................. 121Längdberäkning.............................................................................................................. 121Skruvval vid standardflänsar enligt DIN.......................................................................... 122
Varmhållfast pinnskruv och mutter enligt ASTM .......................................................... 122Användningsområde....................................................................................................... 122ASTM-standard .............................................................................................................. 122Stålval............................................................................................................................. 122Längdberäkning.............................................................................................................. 123Skruvval vid standardflänsar .......................................................................................... 123
32 Omräkningsfaktorer .................................................................................................. 125
33 Refererade standards ............................................................................................... 127
34 Varumärken................................................................................................................... 129
35 Alfabetiskt register..................................................................................................... 131
5


1 Inledning
7
1 InledningDenna tekniska grundinformation är tänkt som stöd för dig som utformar skruvförband, köpereller monterar fästelement. Här finner du uppgifter om de mest vanliga produkterna i vårt pro-gram.I det följande behandlar vi de mest förekommande, för detta område, viktiga data. Vi hoppasatt informationen ska underlätta ditt arbete när det gäller fästelement, så att du får riktigtutförda och fungerande skruvförband.
7


2 Bra skruvförband
9
2 Bra skruvförband2.1 Vad är ett skruvförband
En sammanfogning av två eller flera detaljer med hjälp av en tredje detalj brukar kallas för-band. Sådana förband kan åstadkommas på flera sätt. Svetsning, limning, nitning, skruvning äralla exempel på sammanfogningsmetoder med vilka förband kan produceras.Meningen med ett skruvförband är att klämma ihop detaljer på ett sådant sätt att de inte glap-par eller glider. Utsätts de klämda detaljerna för yttre krafter måste skruvförbandet klämma såhårt att glidning eller glapp inte kan förekomma om skruvförbandet skall kunna fungera på etttillfredsställande sätt.Skruvar används i många fall till andra saker än som beskrivits ovan. Ett exempel är en trä-skruv som fungerar som tavelhängare. Skruven sammanfogar inte några detaljer och utgör i sigdärför inte en del av ett skruvförband.Definitionen av ett korrekt skruvförband är viktig eftersom svårförutsägbara resultat kan upp-stå om andra funktioner, än själva sammanfogningen, läggs in i ett skruvförband. Ett bra exem-pel på detta är den vanligast förekommande infästningen av vindrutetorkararmar på bilar, sefigur 1.
I detta fall är det tänkt att muttern skall klämma så hårt att räfflorna tränger in i den mjukaretorkararmen och på så sätt hindra armen från att snurra på axeln samtidigt som armen i sighålls kvar på axeln. Denna lösning är känslig för variationer i materialens hårdhet, ytbehand-lingarnas tjocklek samt friktionen i gängan och underlaget. Blir inte klämkraften den tänkta imonteringsögonblicket, eller däröver, är det stor risk att räfflorna inte tränger tillräckligt djuptin i torkararmen. Den kan då komma att lossna vid driftsstart t.ex. när torkarbladet frusit fasteller om det av någon annan anledning går onormalt trögt.
2.2 KonstruktionsrådSom vi nämnt i avsnitt 2.1 är det primära syftet med ett skruvförband att sammanfoga detaljer.Valet av de ingående artiklarna i förbandet t.ex. hållfasthetsklass, ytbehandling, skruvdiametermm, bestämmer vilka möjligheter det finns att nå en viss klämkraft.Klämkraften i sig är emellertid inte det enda att tänka på vid konstruktion av skruvförbandeftersom denna endast utgör en del av de egenskaper ett skruvförbands har, se figur 2.
Figur 1
Räfflor
Torkararm
9

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
2 Bra skruvförband
10
Förutom funktionsegenskaperna bör även förbandskostnader, monteringsvänlighet, förbandetsomgivning och servicebehov beaktas vid konstruktion.Eftersom den genomsnittliga andelen kostnader för fästelementen i ett förband endast är 10% -15% av förbandskostnaden kan i många fall totalkostnaden konstruktivt påverkas genom t.ex.val av PPK-produkter, se avsnitt 14. Exempel på dyrbara operationer som kan elimineras ärbl.a. håltagning, gängning, plockning av brickor mm.För att förbandet skall få rätt klämkraft är det viktigt att det är lättåtkomligt vid monteringen.Ju mer svåråtkomligt förbandet är desto större blir spridningen i monteringsmoment. Ettlättåtkomligt förband brukar ge mellan ± 5% till ± 10% spridning medan ett svåråtkomligt kange spridningar i storleksordningen ± 20%.Skruvförbandets tänkta omgivning kan vara korrosiv, eller kanske det skall leda en elektriskström. Båda dessa fall kan ställa särskilda krav på ytbehandling och/eller material.Skall skruvförbandet kunna demonteras för exempelvis service av bakomliggande detaljer bördetta givetvis också beaktas redan i konstruktionsstadiet. För vår REMFORM®-skruv kan t.ex.antalet återmonteringar i plasten vara avgörande. Vid stora krav på antalet (<10st) återmonte-ringar kan en gänginsats i mässing eller metall kanske vara att föredra.
2.3 KvalitetEtt bra skruvförband är, som nämnts ovan, ett resultat av en lång räcka faktorer. Många avdessa kan äventyra den önskade klämkraften. Det faktum att det finns ytterligare faktorer sompåverkar klämkraften och som inte är specificerade, t.ex. ytfinheten hos gängor, kan störa ävenen vältrimmad produktionsprocess.Klämkraften kan dock mätas på olika sätt. Ett exempel är att med ultraljud mäta skruvensförlängning, vilken direkt svarar mot den klämkraft som erhållits.Regelbundna stickprovskontroller eller SPC (statistisk processtyrning) av klämkraften,förutom vanliga momentkontroller, bör därför vara naturligt när bra skruvförband skallproduceras.
Figur 2 – Funktionsegenskaper, skruvförband
Friktion (kraftutbyte)Hållfasthet (statisk)DimensionStyvhet (moment/vinkel)Monteringsteknik
Friktion (mellan glidytor)SättningStyvhet (kraft/förlängning)
BelastningsmiljöLåselement
Utmattningshållfasthet som funktion av klämkraft
Egenskaper uppglappat förband
Klämkraft
Uppglappningsegenskaper
Tillförlitlighet mot uppglappning
Tillförlitlighet mot haveri
10

3 Märkning
11
3 MärkningMeningen med ett märkningssystem är att det skall vara möjligt att med blotta ögat kunnaavgöra styrkan på en skruv eller mutter. Det är också viktigt att kunna identifiera tillverkaren.Av praktiska skäl kan dock inte alla typer märkas, ej heller om skruven eller muttern är förliten. Märkningkraven för stålskruv finns beskrivna i ISO 898-1:1988, för stålmuttrar i ISO898-2:1992, ISO 898-6:1988 och DIN 267-4:1983. För skruvar och muttrar i rostfritt stål finnsmärkningskraven i ISO 3506:1979. Nedan följer ett utdrag ur dessa standarder. Förtydligadeexempel finns i avsnitt 3.5 Märkningsexempel.
3.1 Stålskruv3.1.1 Symboler
Symboler för märkning framgår av tabell 1.
1) Punkten i beteckningen får utelämnas.
2) När martensitiska stål med låg kolhalt (borstål) används för hållfasthetsklasserna 10.9 skall beteckningen10.9 strykas under: 10.9.
3.1.2 Identifiering
3.1.2.1 SexkantsskruvSexkantsskruvar skall märkas med beteckning för hållfasthetsklass. Märkning är obligatoriskför skruvar i alla hållfasthetsklasser. Beteckningen anbringas företrädesvis på skruvhuvudetsöversida med upphöjda eller nedsänkta siffror eller på huvudets sida med nedsänkta siffror (sefigur 3).Märkning krävs för skruvar med nominell diameter d ≥ M5 där artikelns form så tillåter, före-trädesvis på skruvhuvudet.
3.1.2.2 SexkanthålsskruvSexkanthålsskruv skall märkas med beteckning för hållfasthetsklass.Märkning är obligatorisk för skruvar i hållfasthetsklass 8.8 och högre. Beteckningen anbringasföreträdesvis på skruvhuvudets sida med nedsänkta siffror eller på huvudets översida med ned-sänkta eller upphöjda siffror (se figur 4).Märkning krävs för sexkanthålsskruv med nominell diameter d ≥ M5 där artikelns form så till-låter, företrädesvis på skruvhuvudet.
Tabell 1: Märkningssymboler
Hållfasthetsklass 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
Beteckning 1) 2) 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
8.8
8.8
Figur 3 – Exempel på märkning av sexkantsskruv
11

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
3 Märkning
12
Märkning enligt urtavlesystemet för muttrar som beskrivs i ISO 898-2 får användas som alter-nativ metod på små sexkanthålsskruvar.
3.1.2.3 PinnskruvPinnskruvar skall märkas med beteckning för hållfasthetsklass.Märkningen är obligatorisk för hållfasthetsklass 8.8 och högre. Beteckningen anbringas påendera skruvänden med nedsänkta siffror (se figur 5). För pinnskruvar med godsändeanbringas beteckningen på mutteränden.Märkning krävs för pinnskruvar med nominell diameter ≥ M5.Märkning enligt tabell 2 är tillåten som en alternativ metod.
3.1.2.4 Övriga typer av skruvarSamma märkningssystem som beskrivits i avsnitt 3.1.2.1 och 3.1.2.2 skall användas ihållfasthetsklasserna 4.6, 5.6, 8.8 och högre för andra typer av skruvar som beskrivits i till-lämpliga internationella standarder eller för speciella artiklar enligt överenskommelse mellanberörda parter.
Tabell 2: Märkning av pinnskruvar
Hållfasthetsklass 8.8 9.8 10.9 12.9
Symbol
10.9
10.9
Figur 4 – Exempel på märkning av sexkanthålsskruv
8.8
Figur 5 – Exempel på märkning av pinnskruv
12

3 Märkning
13
3.1.3 Märkning av vänstergängaVänstergängade skruvar skall märkas med symbolen enligt figur 6, på skruvhuvudets översidaeller på skruvänden.
Märkning krävs för skruvar med nominell gängdiameter d ≥ M5.För vänstergängade sexkantsskruvar tillåts alternativ märkning enligt figur 7.
3.1.4 Alternativ märkningValet av alternativ eller valfri märkning enligt avsnitt 3.1.1 till 3.1.3 överlåts till tillverkaren.
3.1.5 Varumärke (identifikationsmärke)Tillverkarens varumärke (identifikationsmärke) är obligatoriskt för alla artiklar som är märktamed hållfasthetsklass.
3.2 ISO-specificerade stålmuttrar3.2.1 ISO-symboler
Märkningssymboler för muttrar skall vara enligt tabell 3 och tabell 4.
Tabell 3: Märkningssymboler för muttrar med mutterhöjd ≥ 0,8 D
Hållfasthetsklass 4 och 5 6 8 9 10 12
Alternativmärkning
Antingen betecknings-
symbol
Ingen Märkning 6 8 9 10 12
eller klock-symbol
Ingen märkning
Tabell 4: Märkningssymboler för muttrar med mutterhöjd ≥ 0,5 D < 0,8 D
Hållfasthetsklass 04 05
Märkning Ingen märkning
Figur 6 – Märkning av vänstergänga
k2
k2)
ø>
s1)
Figur 7 – Alternativ märkning av vänstergänga
1) s = nyckelvidden2) k = sexkantshuvudets höjd
05
13

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
3 Märkning
14
3.2.2 IdentifieringMuttrar med gängdiametrar ≥ M5 och hållfasthetsklass 8 och högre samt hållfasthetsklass 05skall märkas enligt beteckningssystemet beskrivet i avsnitt 4.2.2, genom nedsänkning på ensidoyta eller genom upphöjning på fasen. Se figur 3 och figur 9. Upphöjd märkning får inteplaceras på mutterns anliggningsplan.
3.2.3 Märkning av vänstergängaVänstergängade muttrar skall ges en nedsänkt märkning på en av anliggningsytorna enligt figur 10.
Märkning krävs för vänstergängade muttrar med gängdiametrar ≥ M6.Alternativ märkning av vänstergänga enligt figur 11 är tillåten.
3.2.4 Alternativ märkningAlternativ märkning enligt 3.2.1 till 3.2.3 skall överlåtas till tillverkaren.
8
8
Figur 8 – Exempel på märkning med beteckningssymbol
Figur 9 – Exempel på märkning med klocksymbol
Figur 10 – Märkning av vänstergänga
= =
ø>
s1)
Figur 11 – Alternativ märkning av vänstergänga
1) s = nyckelvidden
14

3 Märkning
15
3.2.5 Varumärke (identifikationsmärke)Tillverkarens varumärke (identifikationsmärke) är obligatoriskt för alla artiklar där det finnsobligatoriska märkningskrav för hållfasthetsklass, under förutsättning att detta är tekniskt möj-ligt. Förpackningar måste dock alltid vara märkta.
3.3 DIN-specificerade stålmuttrar3.3.1 DIN-symboler
3.3.2 IdentifieringMuttrar med gängdiametrar ≥ M5 och hållfasthetsklass 8 och högre skall märkas enligt beteck-ningssystemet beskrivet i avsnitt 3.3.1, genom nedsänkning på en sidoyta. Se figur 12. Upp-höjd märkning får inte placeras på mutterns anliggningsplan.
3.3.3 Märkning av vänstergängaDIN-kraven överenstämmer med ISO, se avsnitt 3.2.3.
3.4 Skruvar och muttrar av rostfritt stålFör märkning av vänstergängade fästelement, se avsnitt 3.1.3 och 3.2.3.
3.4.1 SkruvarAlla sexkantsskruvar och sexkanthålsskruvar med nominell diameter d ≥ M5 skall tydligtmärkas i överensstämmelse med beteckningssystemet enligt avsnitt 4.4. Denna märkning kananbringas på andra typer av skruvar där så är tekniskt möjligt och då endast på huvudet.Märkningen skall omfatta stålsort och hållfasthetsklass samt tillverkarens beteckning (se figur13). Ytterligare märkning kan anbringas efter tillverkarens val eller på begäran av förbrukaren.Sådan tilläggsmärkning skall ej kunna förväxlas med någon annan standardiserad märkningeller identifiering.
Tabell 5: Märkningssymboler för DIN-muttrar
Hållfasthetsklass 41) 5 6 8 10 12
Beteckningssymbol | 4 | | 5 | | 6 | | 8 | | 10 | | 12 |
1) Endast över M16
|8|
|8|
Figur 12 – Exempel på märkning med beteckningssymbol
A2-70
XYZ
XYZ A2-70XYZ
A2-70
Figur 13 – Märkning av rostfria skruvar – Exempel
Tillverkare
Stålsort Hållfasthetsklass
Alternativ märkningför insexskruv
15

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
3 Märkning
16
3.4.2 Pinnskruvar och övriga fästelementMärkning av pinnskruvar och andra fästelement skall göras efter överenskommelse mellanköpare och säljare.
3.4.3 MuttrarMuttrar med nominell diameter d ≥ M5, se figur 14, skall märkas med stålsort ochhållfasthetsklass, om så krävs. Och med tillverkares beteckning när så är tekniskt möjligt.Märkning på mutterns ena ändplan är tillåten och skall utföras med nedsänkta tecken endastnär muttrarnas ena ändplan utgör anliggningsyta. Alternativ märkning på muttrarnas sida ärtillåten. Märkning med hållfasthetsklass krävs om muttrarna inte uppfyller kraven på provbe-lastning för den högsta hållfasthetsklassen inom stålsorten.
3.4.4 Förpackningar och behållareFullständig beteckning är obligatorisk på alla förpackningar eller behållare oavsett storlek.
3.5 Märkningsexempel
A2-50
XYZ
XYZC3
A2 A4ø
>s1
) Alternativ märkning med spår, endast för stålsorter A2 och A4
Figur 14 – Märkning av muttrar – exempel på alternativa märkningar
Hållfasthetsklass endast förmuttrar med lägre hållfasthet
Tabell 6:
Skruv Mutter
Märkning Innebörd Märkning Innebörd
Tillverkarbeteckning. Inregistrerat varumärke.
Första siffran anger en hundradel av skruvens nom. brottgräns i N/mm2.I detta fall 800N/mm2.
Andra siffran anger förhål-landet mellan skruvens sträck- och brottgräns i tiondelar.I detta fall 0,8 (80%) av 800N/mm2 =640N/mm2.
Gängsystem. Icke obligatorisk uppgift.I detta fall M-gänga.
Tillverkarbeteckning t.ex.DOKKA FASTENERS
Första siffran anger en hundradel av brottgränsen för den skruv som muttern kan användas till utan att gå sönder. I detta fall 800N/mm2
Tillverkarbeteckning t.ex. DOKKA FASTENERS
Brottgräns = 400 N/mm2
Sträckgräns = 60% av 400 N/mm2 = 240 N/mm2
Unified - grovgänga
DO
KKA 8.8
M
8
D
DO
KKA 4.6
UNC
16

3 Märkning
17
På UNC- och UNF-gängad skruv används även SAE-märkning där tre streck innebär SAE-Grade 5, vilket motsvarar ungefär 8.8 och fem streck innebär SAE-Grade 8, vilket motsvararungefär för 10.9. Denna typ av märkning visas i figur 16 och figur 17.
Tabell 7: Märkningsexempel, sexkantsskruv
Sexkantsskruv
Figur 15 – Hållf.klass 4.6 Figur 16 – Hållf.klass 8.8 Figur 17 – Hållf.klass 10.9
Tabell 8: Märkningsexempel, tilläggsmarkering
Sexkantsskruv, borlegerat stål
Figur 18 – Streck under hållfasthetsbeteckningen
Tabell 9: Märkningsexempel, sexkantshålskruv
Sexkanthålsskruv
Figur 19 – 8.8, M-gänga Figur 20 – 8.8, UNC-gänga
Figur 21 – 12.9, M-gänga Figur 22 – 12.9, UNC-gänga
Tabell 10: Märkningsexempel, sexkantsmutter
Sexkantsmutter
M-gänga, ISO och DINUNC- och
UNF-gängaKallformad
UNC- och UNF-gänga
VarmsmiddM-gänga
UNC- och UNF-gänga
Kallformad
Figur 23 – Hållf.klass 8 + SAE Grade 5 Figur 24 – Hållf.klass 10 +SAE Grade 8
DO
KKA 4.6
M
DO
KKA 4.6
U N C
DO
KKA 8.8
M
DO
KKA 8.8
U N C
DO
KKA 8.8
U N F
DO
KKA 10.9
M
DOK KA
U
N F
DOK KAU
N C
DO
KKA 10.9
M
DOKKA 8.8 M DOKKA 8.8 UNC
DOKKA 12.9 M
D
8
D
8
D
10
17


4 Hållfasthet
19
4 Hållfasthet
4.1 StålskruvUtdrag ur ISO 898-1:1999.
4.1.1 Omfattning och tillämpningDenna del av ISO 898-1:1999 anger mekaniska egenskaper för skruvar och pinnskruvar avkolstål och legerat stål i omgivningstemperaturer mellan 10°C till 35°C.Produkter som uppfyller kraven i denna del av ISO 898 utvärderas endast i angivet område föromgivningstemperatur och innehåller kanske inte de angivna mekaniska och fysikaliska egen-skaperna vid högre eller lägre temperaturer. Uppmärksamhet riktas mot annex A som gerexempel på undre sträckgräns och förlängningsgräns Rp0,2, vid förhöjda temperaturer.Vid temperaturer lägre än området för omgivningstemperaturen kan betydande förändringar avegenskaperna – särskilt slagseghet – inträffa. När fästelement skall användas över eller underområdet för omgivningstemperaturen är det användarens ansvar att se till att de mekaniska ochfysikaliska egenskaperna är lämpliga för dennes specifika arbetsförhållanden.Vissa fästelement kan inte uppfylla kraven på drag- eller vridhållfasthet enligt denna del avISO 898 beroende på huvudets geometri som minskar skjuvarean i huvudet jämfört med spän-ningsarean hos gängan, såsom för sänkhuvud och cylinderhuvud.Denna del av ISO 898 gäller för skruvar och pinnskruvar.- med grovgänga M1,6 till och med M39, och fingänga M8 x 1 till och med M39 x 3 - med triangulär ISO-gänga enligt ISO 68-1 - med diameter/stigningskombinationer enligt ISO 261 och ISO 262 - med gängtoleranser enligt ISO 965-1 och ISO 965-2 - tillverkade av kolstål eller legerat stål Den gäller ej för stoppskruvar och liknande gängade fästelement som inte utsätts för dragspän-ningar (se ISO 898-5). Den anger ej krav på sådana egenskaper som- svetsbarhet- korrosionsbeständighet- förmåga att motstå temperaturer över 300°C (+250°C för 10.9) eller under -50°C;- motstånd mot skjuvspänning- utmattningsmotstånd.ANM. - Beteckningssystemet enligt denna del av ISO 898 får även användas för storlekar
utanför de gränser som anges i detta avsnitt (t.ex. d > 39 mm), under förutsättning attalla mekaniska egenskaper för de olika hållfasthetsklasserna innehålls.
19

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
20
4.1.2 BeteckningssystemBeteckningssystemet för skruvar och pinnskruvar framgår av tabell 11. Abskissan (X-axeln)ger värden för nominell brottgräns, Rm, i N/mm2 , medan ordinatan (Y-axeln) ger värden förminimum brottförlängning, Amin, uttryckt i procent.Symbolen för hållfasthetsklassen består av två siffror:- den första anger 1/100 av den nominella brottgränsen i Newton per kvadratmillimeter (se Rm
i tabell 13)- den andra anger 10 gånger förhållandet mellan undre sträckgräns ReL (eller förlängnings-
gräns Rp0,2) och nominell brottgräns Rm (sträckgränsförhållande)Multiplicering av dessa två siffror ger 1/10 av sträckgränsen i Newton per kvadratmillimeter.Undre sträckgränsen ReL (eller förlängningen Rp0,2) och minimum brottgräns Rm är lika ellerstörre än de nominella värdena (se tabell 13)
ANM. Trots att ett stort antal hållfasthetsklasser är specificerade i denna del av ISO 898 bety-
der det inte att alla klasser är lämpliga för alla produkter. Ytterligare upplysningarbeträffande tillämpning av de specifika hållfasthetsklasserna ges i respektive produkt-standarder. För ej standardiserade produkter rekommenderas att följa det val somredan gjorts för liknande standardiserade produkter.
7
8
9
10
12
14
16
18
2022
25
30
6.8
5.8
4.8
4.6
3.6
12.9
10.9
9.8 1
8.8
300 400 500 600 700 800 900 1000 1200 1400
60 80 90
.6 .8 .9
5.6
Tabell 11: Koordinatsystem
Nominell brottsgräns, Rm N/mm2
Min. brottförlängning, Amin %
Förhållande mellan sträckgräns och brottgräns
Beteckningens andra siffra
Undre sträckgräns ReL eller förlängningsgräns Rp0,2
Nominell brottsgräns, Rmx 100
1) Gäller endast t.o.m. M16 gängdiameter
20

4 Hållfasthet
21
4.1.3 MaterialTabell 12 specificerar stål för de olika hållfasthetsklasserna för skruvar och pinnskruvar.Minimum anlöpningstemperatur enligt tabell 12 är tvingande för hållfasthetsklasserna 8.8t.o.m. 12.9Den kemiska sammansättningen är tvingande endast för skruvar som ej dragprovas.
1) Borinnehållet får uppgå till 0,005% förutsatt att det icke effektiva boret kontrolleras genom tillskott av titan och/eller aluminium.2) Automatstål tillåts för dessa hållfasthetsklasser med följande maximihalter av svavel 0,34%, fosfor 0,11% och bly 0,35%.3) För nominella diametrar över M20 kan det vara nödvändigt att använda stål föreskrivna för hållfasthetsklass 10.9 för att uppnå tillräcklig
härdbarhet.4) För enkla kolstål med bortillsats med en kolhalt under 0,25% (chargeanalys) skall minsta manganhalten vara 0,6% för hållfasthetsklass 8.8
och 0,7% för 9.8, 10.9 och 10.9.5) Produkter skall ytterligare märkas genom att symbolen för hållfasthetsklass stryks under (se avsnitt 9). Alla egenskaper för 10.9 som anges
i tabell 3 skall uppfyllas av 10.9, men dess lägre anlöpningstemperatur ger den andra egenskaper beträffande spänningsrelaxation vidförhöjda temperaturer (se bilaga A).
6) För materialen i dessa hållfasthetsklasser, är det tänkt att de bör ha tillräcklig härdbarhet för att säkerställa att strukturen i kärnan hos dengängade delen av fästelementet till omkring 90% består av martensit i härdat tillstånd före anlöpning.
7) Detta legerade stål skall åtminstone innehålla följande minimimängd av ett av följande grundämnen: krom 0,30%, nickel 0,30%, molybden0,20%, vanadin 0,10%. Där grundämnena anges som en kombination av två, tre eller fyra och har ett legeringsinnehåll lägre än de somanges ovan, är det gränsvärde som skall tillämpas för klassbestämning, 70% av summan av de individuella gränsvärden som anges ovan förde två, tre eller fyra grundämnen som berörs.
8) Ett vitt fosfatberikat ytskikt som kan upptäckas vid metallografisk undersökning tillåts inte på ytor utsatta för dragspänningar hoshållfasthetsklass 12.9.
9) Den kemiska sammansättningen och anlöpningstemperaturen är under utredning.
Tabell 12: Stål
Hållfast–hetsklass Material och värmebehandling
Gränser för kemisk sammansättningAnlöpnings-temperatur
minC P S B1
min max max max max
3.6 2) - 0,2 0,05 0,06 0,003 -
4.6 2) - 0,55 0,05 0,06 0,003 -
4.8 2) Kolstål - 0,55 0,05 0,06 -
5.6 0,15 0,55 0,05 0,06 0,003 -
5.8 2) - 0,55 0,05 0,06 -
6.8 2) - 0,55 0,05 0,06 -
8.8 3) Kolstål med tillsatser (t.ex. bor, Mn eller Cr), härdat och anlöpt 0,15 4) 0,4 0,035 0,035 0,003 425
Kolstål härdat och anlöpt 0,25 0,55 0,035 0,035 425
9.8 Kolstål med tillsatser (t.ex. bor, Mn eller Cr), härdat och anlöpt 0,15 4) 0,35 0,035 0,035 0,003 425
Kolstål härdat och anlöpt 0,25 0,55 0,035 0,035 425
10.9 5) Kolstål med tillsatser (t.ex. bor, Mn eller Cr), härdat och anlöpt 0,15 0,35 0,035 0,035 0,003 340
10.9 6) Kolstål härdat och anlöpt 0,25 0,55 0,035 0,035 0,003 425
Kolstål med tillsatser (t.ex. bor, Mn eller Cr), härdat och anlöpt 0,2 4) 0,55 0,035 0,035 425
Legerat stål härdat och anlöpt 7) 0,2 0,55 0,035 0,035 425
12.9 6) 8) 9) Legerat stål härdat och anlöpt 7) 0,28 0,5 0,035 0,035 0,003 380
21

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
22
4.1.4 Mekaniska egenskaperVid provning ISO 898-1:1988 skall skruvarna vid rumstemperatur uppfylla hållfasthetskravenenligt tabell 13.
1) För skruvar i hållfasthetsklass 8.8 med diameter d≤16 mm finns en ökad risk för att gängan i muttern skjuvas av i händelse av oavsiktligöverförspänning som ger en kraft större än provkraften. Hänvisning till ISO 898-2 rekommenderas.
2) Gäller endast för nominella gängdiametrar d ≤ 16 mm.3) För stålbyggnadsskruv är gränsen 12 mm.4) Minsta dragbrottgräns gäller för produkter med nominell längd l ≥ 2,5d. Minsta hårdhet gäller för produkter med längd l < 2,5d och övriga
produkter som inte kan dragprovas (t.ex. beroende på huvudform).5) Vid provning av färdiga skruvar och pinnskruvar skall de dragbrottskrafter som skall användas för uträkning av Rm uppfylla de värden som
anges i tabell 6 och 8.6) Det avlästa värdet vid en hårdhetsmätning gjord på änden av en skruv eller pinnskruv får maximalt vara 250 HV, 238 HB eller 99,5 HRB.7) Ythårdheten får inte vara mer än 30 Vickersenheter högre än den uppmätta kärnhårdheten på produkten när både yt- och kärnhårdhet
bestäms med HV 0,3. För hållfasthetsklass 10.9 godtas ingen hårdhetsökning vid ytan som indikerar att ythårdheten överskrider 390 HV.8) Om undre sträckgränsen ReL ej kan bestämmas är det tillåtet att mäta förlängningsgränsen Rp02. För hållfasthetsklasserna 4.8, 5.8 och 6.8
ges värdena ReL endast för uträkning. De är inte provningsvärden.9) Sträckgränsförhållandet enligt beteckningssystemet för hållfasthetsklass och minsta förlängningsgränsen Rp02 gäller för svarvade provsta-
var. Om dessa värden har erhållits med färdiga skruvar kan de avvika beroende på tillverkninngmetod och inflytande från storlek.
4.1.5 Min. Brottkrafter
1) När ingen annan gängstigning anges i gängbeteckningen avses grov stigning. Detta anges i ISO 261 och ISO 262. 2) För stålbyggnadsskruv gäller värdena 70 000, 95 500 respektive 130 000 N
Tabell 13: Hållfasthetskrav för skruvar och pinnskruvarHållfasthetskrav 3.6 4.6 4.8 5.6 5.8 6.8 8.81) 9.82) 10.9 12.9
d≤16 d>16
Brottgräns,Rm 4) 5), N/mm2
nom 300 400 500 600 800 800 900 1000 1200min 330 400 420 500 520 600 800 830 900 1040 1220
Vickershårdhet,HV, F ≥ 98 N
min 95 120 130 155 160 190 250 255 290 320 385max 2206) 250 320 335 360 380 435
Brinellhårdhet,HB, F = 30D2
min 90 114 124 147 152 181 238 242 276 304 366max 2096) 238 304 318 342 361 414
Rockwellhårdhet, HR min HRB 52 67 71 79 82 89 —min HRC — 22 23 28 32 39max HRB 95,06) 99,5 —max HRC — 32 34 37 39 44
Ythårdhet, HV 0,3 max — 7)
Undre sträckgräns 8)
ReL, N/mm2nom 180 240 320 300 400 480 —
min 190 240 340 300 420 480 —
Förlängningsgräns 9)
Rp0,2, N/mm2nom — 640 640 720 900 1080
min — 640 660 720 940 1100
Spänning vidprovbelastning, Sp
0,94 0,94 0,91 0,93 0,9 0,92 0,91 0,91 0,9 0,88 0,88N/mm2 180 225 310 280 380 440 580 600 650 830 970
Brottförlängning, A min 25 22 14 20 10 8 12 12 10 9 8
Spänning vid sneddragning 5) Värdena för fullgrova skruvar (ej pinnskruvar) ska inte vara mindre än min-värdena för brottgräns enligt ovan.
Slagseghet, J min — 25 — 30 30 25 20 15Snedslagning av huvud Inget brottMin. Höjd på ej avkolad zon på gängan, E — 1/2H1 2/3H1 3/4H1
Max. Djup av fullständig avkolning, G, mm — 0,015
Tabell 14: Min brottkrafter, Metrisk ISO gänga med grov stigning
Gänga 1)
(d)
Nom.Spännings-area mm2
Hållfasthetsklass3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
Min. Brottkraft (As x Rm), N
M3 5,03 1660 2010 2110 2510 2620 3020 4020 4530 5230 6140M3,5 6,78 2240 2710 2850 3390 3530 4070 5420 6100 7050 8270M4 8,78 2900 3510 3690 4390 4570 5270 7020 7900 9130 10700M5 14,2 4690 5680 5960 7100 7380 8520 11350 12800 14800 17300M6 20,1 6630 8040 8440 10000 10400 12100 16100 18100 20900 24500M7 28,9 9540 11600 12100 14400 15000 17300 23100 26000 30100 35300M8 36,6 12100 14600 15400 18300 19000 22000 29200 32900 38100 44600
M10 58 19100 23200 24400 29000 30200 34800 46400 52200 60300 70800M12 84,3 27800 33700 35400 42200 43800 50600 674002) 75900 87700 103000M14 115 38000 46000 48300 57500 59800 69000 920002) 104000 120000 140000M16 157 51800 62800 65900 78500 81600 94000 1250002) 141000 163000 192000M18 192 63400 76800 80600 96000 99800 115000 159000 — 200000 234000M20 245 80800 98000 103000 122000 127000 147000 203000 — 255000 299000M22 303 100000 121000 127000 152000 158000 182000 252000 — 315000 370000M24 353 116000 141000 148000 176000 184000 212000 293000 — 367000 431000M27 459 152000 184000 193000 230000 239000 275000 381000 — 477000 560000M30 561 185000 224000 236000 280000 292000 337000 466000 — 583000 684000M33 694 229000 278000 292000 347000 361000 416000 576000 — 722000 847000M36 817 270000 327000 343000 408000 425000 490000 678000 — 850000 997000M39 976 322000 390000 410000 488000 508000 586000 810000 — 1020000 1200000
22

4 Hållfasthet
23
4.1.6 Sträckgräns vid förhöjda temperaturerDe mekaniska egenskaperna på skruv varierar på en mängd olika sätt när temperaturen ökar.Tabell 16, som endast är en orientering, ger en ungefärlig bild av reduktionen i sträckgränsen,eller förlängningsgränsen, som kan upplevas vid olika förhöjda temperaturer. Dessa data kan,och skall, därför ej användas som krav
Kontinuerlig användning av dessa hållfasthetsklasser i förhöjda temperaturer kan resultera ibetydande förluster i klämkraft. 100 timmar i 300°C resulterar typiskt i klämkraftsförlustersom överstiger 25% av den initiala klämkraften beroende på reduktionen i sträckgräns.
4.2 ISO-Specificerade StålmuttrarUtdrag ur ISO 898-2:1992 och ISO 898-6:1994.
4.2.1 Omfattning och tillämpningISO 898-2:1992 och ISO 898-6:1994 specificerar hållfasthetsegenskaper för muttrar med spe-cificerade provkrafter vid provning i rumstemperatur (se ISO 1). Egenskaperna är olika vidhögre respektive lägre temperatur. Standarderna gäller för muttrar;- med nominell diametrar , d, (fingänga från M8) upp till och med M39;- med triangulär ISO gänga och med diameter och stigning enligt ISO 68 och ISO 262;- med diameter/delningskombinationer enligt ISO 261- med gängtolerans 6H enligt ISO 965-1 och 965-2;- med specificerade mekaniska krav;- med nyckelvidder enligt ISO 272 eller motsvarande;- med nominella höjder 0,5 D;- tillverkade av kolstål eller legerat stål.
Tabell 15: Min brottkrafter, Metrisk ISO gänga med fin stigning
GängaNom.
Spännings-area mm2
Hållfasthetsklass3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
Min. Brottkraft (As x Rm), N
M8 x 1 39,2 12900 15700 16500 19600 20400 23500 31360 35300 40800 47800M10 x 1 64,5 21300 25800 27100 32300 33500 38700 51600 58100 67100 78700M10 x 1,25 61,2 20200 24500 25700 30600 31800 36700 49000 55100 63600 74700M12 x 1,25 92,1 30400 36800 38700 46000 47900 55300 73700 82900 95800 112000M12 x 1,5 88,1 29100 35200 37000 44100 45800 52900 70500 79300 91600 107500M14 x 1,5 125 41200 50000 52500 62500 65000 75000 100000 112000 130000 152000M16 x 1,5 167 55100 66800 70100 83500 86800 100000 134000 150000 174000 204000M18 x 1,5 216 71300 86400 90700 108000 112000 130000 179000 — 225000 264000M20 x 1,5 272 89800 109000 114000 136000 141000 163000 226000 — 283000 332000M22 x 1,5 333 110000 133000 140000 166000 173000 200000 276000 — 346000 406000M24 x 2 384 127000 154000 161000 192000 200000 230000 319000 — 399000 469000M27 x 2 496 164000 194000 208000 248000 258000 298000 412000 — 516000 605000M30 x 2 621 205000 248000 261000 310000 323000 373000 515000 — 646000 758000M33 x 2 761 251000 304000 320000 380000 396000 457000 632000 — 791000 928000M36 x 3 865 285000 346000 363000 432000 450000 519000 718000 — 900000 1055000M39 x 3 1030 340000 412000 433000 515000 536000 618000 855000 — 1070000 1260000
Tabell 16: Undre sträckgräns eller förlängningsgräns vid förhöjda temperaturer
Hållfasthets-klass
Temperatur °C
+20 +100 +200 +250 +300
Undre sträckgräns, ReL eller förlängningsgräns Rp0,2 N/mm2
5.6 300 270 230 215 195
8.8 640 590 540 510 480
10.9 940 875 790 745 705
10.9 940 - - - -
12.9 1100 1020 925 875 825
23

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
24
Den gäller inte för muttrar med särskilda egenskaper såsom:- låsegenskaper (se ISO 2320); - svetsbarhet;- korrosionsbeständighet (se ISO 3506); - förmåga att motstå temperaturer över +300°C eller under -50°C.ANM - Muttrar tillverkade av automatstål får ej användas över +250°C.
- För speciella produkter, som t ex höghållfasta muttrar för stålbyggnadsändamål ochmuttrar med överdimensionerade gängor för användning tillsammans med varm-förzinkade skruvar, framgår lämpliga värden av respektive produktstandarder.
- För skruvförband med större gängtoleranser an 6H/6g ökar risken för gängskjuvning;se också tabell 17.
- Vid gängtoleranser andra eller större än 6H måste den ökade risken för gängskjuvninguppmärksammas (se tabell 17).
4.2.2 Beteckningssystem
4.2.2.1 Muttrar med nominella höjder ≥≥≥≥ 0,8 D (effektiv gänglängd ≥≥≥≥ 0,6 D)Muttrar med nominell höjd ≥ 0,8 D (effektiv gänglängd ≥ 0,6 D) betecknas med en siffra somindikerar den högsta hållfasthetsklassen för de skruvar med vilka de kan paras.Fästelement kan brista genom överförspänning. Denna bristning kan uppträda som brott iskruvstammen eller avskjuvning av gängorna i muttern eller på skruven. Brott i stammen skerplötsligt och är därför lätt att uppmärksamma. Avskjuvning av gängor sker gradvis och är där-för svårare att upptäcka. Detta medför en risk för att delvis skadade fästelement blir kvar iskruvförbandet.Det är därför önskvärt att skruvförband konstrueras så att brott alltid uppstår i skruvstammen,men tyvärr beror hållfastheten mot avskjuvning av gängor på så många faktorer (hållfasthethos mutter- och skruvmaterial, spel mellan gängor, nyckelviddsmått etc) att muttrarna skulletvingas bli orimligt höga för att garantera ett sådant brott vid alla tillfällen.En skruv med gänga M5 (M8 för fingänga) t o m M39 i en viss hållfasthetsklass monterad ihopmed en mutter i motsvarande hållfasthetsklass (se tabell 18 för grovgänga och tabell 19 förfingänga) är tänkt att utgöra ett förband som kan förspännas till skruvens provkraft utan riskför avskjuvning av gängor.Skulle emellertid förspänningen ske till ett värde över provkraften, är avsikten att muttrarnaskall vara så utformade att 10% av de för högt förspända förbanden brister genom brott i skru-ven för att varna användaren att den använda monteringsmetodiken är olämplig.ANM - För mer detaljerad information om påkänningar i skruvförband, se bilaga A i ISO 898-2:1992
Tabell 17: Reducering av gänghållfasthet
Gänga Provkraft, % Gängtoleranser
över t o m 6H 7H 6G
— M2,5 100 — 95,5
M2,5 M7 100 95,5 97
M7 M16 100 96 97,5
M16 M39 100 98 98,5
24

4 Hållfasthet
25
1) Våra ISO-muttrar är f.n. endast av typ 1 (ISO 4032).
4.2.2.2 Muttrar med nominella höjder ≥≥≥≥ 0,5 D och < 0,8 D (effektiv gänglängd ≥≥≥≥ 0,4 D och < 0,6 D)Muttrar med nominella höjder ≥ 0,5 D och < 0,8 D (effektiv gänglängd ≥ 0,4 D och < 0,6 D)betecknas med en kombination av två siffror; den andra siffran anger nominell spänning vidprovbelastning med en härdad dorn; medan den första siffran anger att belastbarheten i ettskruvförband är lägre i jämförelse med belastbarheten med en härdad dorn samt även i jämfö-relse med ett skruvförband såsom beskrivet i avsnitt 4.2.2.1, se tabell 18.Den effektiva belastbarheten bestäms inte enbart av hårdheten och den effektiva gänglängden,utan även av brottgränsen på den skruv med vilken muttrarna monteras.Beteckningssystem och spänningar vid provbelastning av muttrarna framgår av tabell 20.Provkraftvärden framgår av tabell 21. Tabell 23 ger en vägledning för minsta förväntade brott-kraft vid avskjuvning av gängan när dessa muttrar monteras med skruvar i olika håll-fasthetsklasser.
Tabell 18: Beteckningssystem för muttrar med nominell höjd ≥ 0,8 D och grovgänga
Mutternshållfasthetsklass Motgående skruv
Mutter
Typ 11) Typ 21)
Hållfasthetsklass Nominell diameter Nominell diameter
4 3.6; 4.6; 4.8 d > 16 d > 16 -
53.6; 4.6; 4.8 d ≤ 16 d ≤ 39 -
5.6; 5.8 d ≤ 39
6 6.8 d ≤ 39 d ≤ 39 -
88.8 d ≤ 39 d ≤ 39 d > 16
d ≤ 39
9 9.8 d ≤ 16 - d ≤ 16
10 10.9 d ≤ 39 d ≤ 39 -
12 12.9 d ≤ 39 d ≤ 16 d ≤ 39
ANM - Allmänt gäller att muttrar i högre hållfasthetsklass kan ersätta muttrar i lägre hållfasthetsklass. Detta rekommenderas för skruv-mutterförband som kommer att belastas högre än sträckgränsen eller provspänningen.
Tabell 19: Beteckningssystem för muttrar med nominell höjd ≥ 0,8 D och ISO metrisk fingänga
Mutternshållfasthetsklass Motgående skruv
Mutter
Typ 11) Typ 21)
Hållfasthetsklass Nominell diameter Nominell diameter
6 ≤ 6.8 d ≤ 39 d ≤ 39 -
8 8.8 d ≤ 39 d ≤ 39 d ≤ 16
10 10.9 d ≤ 39 d ≤ 16 d ≤ 39
12 12.9 d ≤ 16 - d ≤ 16
Tabell 20: Beteckningssystem och spänningar vid provbelastning av muttrar med nominell höjd ≥ 0,5 D och < 0,8 D
Mutterns hållfasthetsklass
Nominell spänning vid provbelastning
N/mm2
Aktuell spänning vid provbelastning
N/mm2
04 400 380
05 500 500
25

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
26
4.2.3 ProvkrafterProvkrafter för grovgänga är specificerade i tabell 21 och för metrisk ISO gänga med fin stig-ning tabell 22.
1) Våra ISO-muttrar är f.n. endast av typ 1 (ISO 4032).
Tabell 21: Provkrafter, grovgänga
Gänga1)
Nom.Spänn-
ingsarea mm2
Hållfasthetsklass04 05 4 5 6 8 9 10 12
Provkraft (As x Sp ), N
Typ 11) Typ 11) Typ 11) Typ 11) Typ 21) Typ 21) Typ 11) Typ 11) Typ 21)
M3 5,03 1910 2500 — 2600 3000 4000 — 4500 5200 5700 5800M3,5 6,78 2580 3400 — 3550 4050 5400 — 6100 7050 7700 7800M4 8,78 3340 4400 — 4550 5250 7000 — 7900 9150 10000 10100M5 14,2 5400 7100 — 8250 9500 12140 — 13000 14800 16200 16300M6 20,1 7640 10000 — 11700 13500 17200 — 18400 20900 22900 23100M7 28,9 1100 14500 — 16800 19400 24700 — 26400 30100 32900 33200M8 36,6 13900 18300 — 21600 24900 31800 — 34400 38100 41700 42500M10 58 22000 29000 — 34200 39400 50500 — 54500 60300 66100 67300M12 84,3 32000 42200 — 51400 59000 74200 — 80100 88500 98600 100300M14 115 43700 57500 — 70200 80500 101200 — 109300 120800 134600 136900M16 157 59700 78500 — 95800 109900 138200 — 149200 164900 183700 186800M18 192 73000 96000 97900 121000 138200 176600 107900 176600 203500 — 230400M20 245 93100 122500 125000 154400 176400 225400 218100 225400 259700 — 294000M22 303 115100 151500 154500 190900 218200 278800 269700 278800 321200 — 363600M24 353 134100 176500 180000 222400 254200 324800 314200 324800 374200 — 423600M27 459 174400 229500 234100 289200 330500 422300 408500 422300 486500 — 550800M30 561 213200 280500 286100 353400 403900 516100 499300 516100 594700 — 673200M33 694 263700 347000 353900 437200 499700 638500 617700 638500 735600 — 832800M36 817 310500 408500 416700 514700 588200 751600 727100 751600 866000 — 980400M39 976 370900 488000 497800 614900 702700 897900 868600 897900 1035000 — 1171000
Tabell 22: Provkrafter, metrisk ISO gänga med fin stigning
Gänga 1)Nom.
Spännings-area mm2
Hållfasthetsklass04 05 6 8 10 12
Provkraft (As x Sp ), NTyp 11) Typ 11) Typ21) Typ 11) Typ 21) Typ 21)
M8 x 1 39,2 14900 19600 30200 37400 34900 43100 41300 47000M10 x 1 64,5 24500 32200 49600 61600 57400 71000 68000 77400
M10 x 1,25 61,2 23300 30600 47100 58400 54500 67300 64600 73400M12 x 1,25 92,1 35000 46000 71800 87900 82000 102200 97200 110500M12 x 1,5 88,1 33500 44000 68700 84100 78400 97800 92900 105700M14 x 1,5 125 47500 62500 97500 119400 111200 138700 131900 150000M16 x 1,5 167 63500 83500 130300 159500 148600 185400 176200 200400M18 x 1,5 215 81700 107500 187000 221500 — — 232200 —M18 x 2 204 77500 102000 177500 210100 — — 220300 —
M20 x 1,5 272 103400 136000 236600 280200 — — 293800 —M20 x 2 258 98000 129000 224500 265700 — — 278600 —
M22 x 1,5 333 126500 166500 289700 343000 — — 359700 —M22 x 2 318 120800 159000 276700 327500 — — 343400 —M24 x 2 384 145900 192000 334100 395500 — — 414700 —M27 x 2 496 188500 248000 431500 510900 — — 535700 —M30 x 2 621 236000 310500 540300 639600 — — 670600 —M33 x 2 761 289200 380500 662100 783800 — — 810100 —M36 x 3 865 328700 432500 804400 942800 — — 943200 —M39 x 3 1030 391400 515000 957900 1123000 — — 1112000
26

4 Hållfasthet
27
4.2.4 Brottkrafter för muttrar med nominell höjd ≥≥≥≥ 0,5 D och < 0,8 DDe värden på brottkrafter som, för vägledning, anges i tabell 23, gäller skruvar i olikahållfasthetsklasser. Avskjuvning av skruvens gänga är den troliga orsaken till brott för skruvari lägre hållfasthetsklasser, medan avskjuvning av mutterns gängor kan förväntas i kombinationmed skruvar i högre hållfasthetsklasser.
4.3 DIN-Specificerade stålmuttrar
Utdrag ur DIN 267-4:Augusti 1983
4.3.1 Omfattning och tillämpningDIN 267 Del 4:Augusti 1983 specificerar hållfasthetsegenskaper för muttrar med specificeradeprovkrafter. Standarden gäller för muttrar;- med specificerade mekaniska krav;- med nominell diameter , d, (fingänga från M8) upp till och med M39;- med triangulär ISO gänga enligt DIN 13 Del 13; - med gängtolerans 6G och 4H - 7H enligt DIN 13 Del 15; - med nominella höjder 0,8 D;- med nyckelvidder 1,45 D;Denna standard gäller inte för muttrar med hållfasthetsklasser enligt ISO 898-2 eller DIN 267Del 23 (ISO-Klasser) Den gäller heller inte för muttrar med särskilda egenskaper såsom:- låsegenskaper (se DIN 267 Del 15); - svetsbarhet;- korrosionsbeständighet (se DIN 267 Del 11); - förmåga att motstå temperaturer över +300°C eller under -50°C (DIN 267 Del 13). ANM - Muttrar tillverkade av automatstål får ej användas över +250°C.
- För skruvförband med större gängtoleranser än 6H/6g ökar risken för gängskjuvning
4.3.2 Beteckningssystem
1) Endast över M16
Tabell 23: Min spänning i skruven vid gängskjuvning
Mutterns hållfasthets-
klass
Mutterns spänning vid
provbelastning N/mm2
Min spänning i skruven vid gängskjuvning N/mm2 för skruvar i hållfasthetsklass
6.8 8.8 10.9 12.9
04 380 260 300 330 350
05 500 290 370 410 480
Tabell 24: Beteckningssymboler för DIN-muttrar
Hållfasthetsklass 41) 5 6 8 10 12
Provspänning, Sp N/mm2 400 500 600 800 1000 1200
Beteckningssymbol | 4 | | 5 | | 6 | | 8 | | 10 | | 12 |
27

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
28
4.3.3 ProvkrafterMuttrar med provkrafter över 350000 N (värden under trappstegslinjen) behöver inte testasmed provkraft. För dessa muttrar kan en min hårdhet avtalas mellan leverantör och köpare.
Tabell 25: Provkrafter, Grovgänga
Gänga1)Nom.
Spänningsareamm2
Hållfasthetsklass4 5 6 8 10 12
Provkraft (As x Sp ), N
M3 5,03 — 2500 3000 4000 5000 6000M3,5 6,78 — 3400 4050 5400 6800 8150M4 8,78 — 4400 5250 7000 8750 10500M5 14,2 — 7100 8500 11400 14200 17000M6 20,1 — 10000 12000 16000 20000 24000M7 28,9 — 14500 17300 23000 29000 34700M8 36,6 — 18300 22000 29000 36500 43000M10 58 — 29000 35000 46000 58000 69500M12 84,3 — 42100 50500 67000 84000 100000M14 115 — 57500 69000 92000 115000 138000M16 157 — 78500 94000 126000 157000 188000M18 192 76800 96000 115000 154000 192000 230000M20 245 98000 122000 147000 196000 245000 294000M22 303 121000 151000 182000 242000 303000 364000M24 353 141000 176000 212000 282000 353000 423000M27 459 184000 230000 276000 367000 459000 550000M30 561 224000 280000 336000 448000 561000 673000M33 694 277000 347000 416000 555000 694000 833000M36 817 327000 408000 490000 653000 817000 980000M39 976 390000 488000 585000 780000 976000 1170000
Tabell 26: Provkrafter, Metrisk DIN gänga med fin stigning
Gänga1) Nom.Spänningsarea mm2
Hållfasthetsklass5 6 8 10 12
Provkraft (As x Sp ), N
M8 x 1 39,2 19600 23500 31000 39000 47000M10 x 1 64,5 32200 38700 51500 64500 77500
M10 x 1,25 61,2 30600 37000 49000 61000 73500M12 x 1,25 92,1 46000 55000 74000 92000 110000M12 x 1,5 88,1 44000 53000 70000 88000 106000M14 x 1,5 125 62200 75000 100000 125000 150000M16 x 1,5 167 83500 100000 134000 167000 200000M18 x 1,5 215 108000 129000 173000 216000 259000M18 x 2 204 102000 122000 163000 204000 245000
M20 x 1,5 272 136000 163000 218000 272000 326000M20 x 2 258 129000 155000 206000 258000 310000
M22 x 1,5 333 166000 200000 266000 333000 400000M22 x 2 318 159000 191000 254000 318000 382000M24 x 2 384 192000 230000 307000 384000 460000M27 x 2 496 248000 298000 397000 496000 595000M30 x 2 621 310000 373000 497000 621000 745000M33 x 2 761 380000 456000 608000 761000 914000M36 x 3 865 432000 519000 692000 865000 1040000M39 x 3 1030 501000 618000 825000 1030000 1240000
28

4 Hållfasthet
29
4.4 Skruvar och muttrar i rostfritt materialFöljande avsnitt är ett utdrag ur ISO 3506:1997 med undantag av avsnitt 4.4.4 val av material
4.4.1 Omfattning och tillämpningISO 3506:1997 omfattar allmänna tekniska data för skruvar och muttrar tillverkande av auste-nitiska, ferritiska och martensitiska rostfria stål.ISO 3506:1997 används till bult, skruv och pinnskruv:- med nominell diameter från och med 1,6 upp till och med M39 - för alla ISO metriska trilobulära gängor i enlighet med ISO 68 och med diameter och stig-ningar i enlighet med ISO 261 och 262. -oberoende formFör mutter av oberoende form där: - med nyckelvidd på mutter som är specificerad i ISO 272 - nominell höjd större än eller lika med 0,5 d.ISO 3506:1997 definierar inte korrosions- eller oxidationsbeständighet i viss miljö. Den fast-lägger endast stålsorter för fästelement av rostfria stål. Några har mekaniska egenskaper somär lämpliga för användning vid temperaturer ned till -200°C i luft. Några har oxidations-beständighet för användning vid temperaturer upp till +800°C i luft.Acceptabel korrosions- och oxidationsbeständighet samt mekaniska hållfasthetsvärden föranvändning vid förhöjd temperatur eller vid temperaturer under 0°C måste bli föremål föröverenskommelser mellan förbrukare och leverantör.
4.4.2 BeteckningssystemBeteckning för fästelement visas i figur 25. Stålsorter och hållfasthetsklasser anges med enfyrställig beteckning bestående av en bokstav följd av tre siffror. Bokstaven anger den all-männa ståltypen enligt följande:A för austenitiskt stålC för martensitiskt stålF för ferritiskt stålDen första siffran efter bokstaven betecknar legeringselementen som ingår i ståltyperna A, Celler F. De två sista siffrorna anger hållfasthetsklass (glödgat, kallbearbetat eller härdat till-stånd), t.ex.;A2-70 = austenitiskt stål, kallbearbetat, dragbrottgräns min 700 N/mm2
C4-70 = martensitiskt 12% kromstål, härdat och anlöpt, dragbrottgräns min 700 N/mm2
Austenitiska Ferritiska Martensitiska
A1 A2 A4 C1 C4 C3F1
50 70 80 60 50 70 8045
Mjuk Kall-bearbetad
Hög-hållfast
Mjuk Kall-bearbetad
Mjuk Seg-härdad
Seg-härdad
Ståltyper 1)
Identifieringav stålsorter2)
Hållfasthets-klass
Figur 25 – Beteckningssystem för fästelement av rostfria stål
29

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
4 Hållfasthet
30
4.4.3 Mekaniska egenskaperVärden för mekaniska egenskaper för olika stålsorter ges i tabell 27 och tabell 29.
1) Avser färdig skruv (ej provstav).2) Alla mekaniska hållfasthetsvärden är beräknade med avseende på gängans spänningsarea.3) Förlängning anges i mm x nominell skruvdiameter. Kortaste skruvlängd=3d (inspänningslängd=2d). Längsta skruvlängd=8d.4) För diametrar d > M24 i höghållfasta stål skall överenkommelse om hållfasthetsvärdena träffas mellan förbrukare och tillverkare eftersom
det för de givna värdena för brottgräns enligt tabell 27 kan förekomma alternativa värden för sträckgräns.
ANM Observera att själva hållfastheten på klass 70 skiljer sig avsevärt mellan DIN- ochISO-specificerade fästelement, se tabell 28.
Fotnot 1) – 3) överenstämmer med de som finns i tabell 27
4) För diametrar d ≤ M30, respektive d ≤ M20, i höghållfasta stål skall överenkommelse om hållfasthetsvärdena träffas mellan förbrukare ochtillverkare eftersom det för de givna värdena för brottgräns enligt tabell 28 kan förekomma alternativa värden för sträckgräns
1) Avser färdig skruv (ej provstav).2) Alla mekaniska hållfasthetsvärden är beräknade med avseende på gängans spänningsarea.3) Förlängning anges i mm x nominell skruvdiameter. Kortaste skruvlängd=3d (inspänningslängd=2d). Längsta skruvlängd=8d.4) Max diameter för F1 = M16.
4.4.4 Val av materialRostfritt stål, A2, kan användas tillsammans med de flesta rostfria stålsorter med samma ellerlägre korrosionsmotstånd. A2 är lämpligt för utomhusbruk, dock ej i havsklimat, samt ibegränsad omfattning i oxiderande syror.De syrafasta stålen, A4 är avsedda för normala korrosionspåkänningar i exempelvis havskli-mat. A4 kan även användas i begränsad omfattning i kloridhaltigt vatten samt i icke oxide-rande syror.För svåra korrosionsförhållanden rekommenderas materialval i samråd med våra tekniker.Vi kan även erbjuda andra rostfria och syrafasta stålsorter under förutsättning att volymen ärtillräckligt stor. Även sk. superlegeringar som t.ex. Waspaloy, Hastelloy, Titan, Nimonic,Monel, Inconel, Zirkalloy samt aluminium och koppar, mm.
Tabell 27: Mekaniska egenskaper för fästelement av austenitiska stål
Ståltyp Stålsort Hållfast-hetsklass
Gäng-diameter Skruv 1) Mutter
Brottgräns Rm
N/mm2 min
Sträckgräns Rp0,2
N/mm2 min
FörlängningA l
3) min
Provspän-ning Sp
N/mm2 min
A1, A2 50 ≤ M39 500 210 0,6d 500
Austenitisk och 70 M24 4) 700 450 0,4d 700
A4 80 M24 4) 800 600 0,3d 800
Tabell 28: Mekaniska egenskaper för DIN-specificerade fästelement av austenitiska stål i klass 70Hållfasthetsklass Gängdiameter Skruv 1) Mutter
Brottgräns Rm2)
N/mm2 minSträckgräns Rp0,2
N/mm2 minFörlängning
A l 3) min
Provspänning SpN/mm2 min
70≤ M20 700 450 0,4d 700
> M20 ≤ M30 4) 500 250 0,4d 500
Tabell 29: Mekaniska egenskaper för fästelement av martensitiska och ferritiska stål
Stål-typ
Stål-sort
Håll-fast-hets-klass
Skruv 1) Mutter
Brottgräns RmN/mm2 min
Sträckgräns Rp0,2N/mm2 min
FörlängningA l
3) minProvspänning Sp
N/mm2 minHV HB HRC
min max min max min max
Marten-sit
C1 50 500 250 0,2d 500 — — — — — —70 700 410 0,2d 700 220 330 209 314 20 34
C3 80 800 640 0,2d 800 240 340 228 323 21 35C4 50 500 250 0,2d 500
70 700 410 0,2d 700 220 330 209 314 20 34
FerritF1 4) 45 450 250 0,2d 450 — — — — — —
60 600 410 0,2d 600 — — — — — —
30

5 Klämkraft och monteringsmoment
31
5 Klämkraft och monteringsmomentMålsättningen med ett skruvförband är att skapa en klämkraft mellan de sammanfogadedelarna. Skruvförbandets målvärde är således dess klämkraft. Eftersom det är svårt, tidskrä-vande och dyrt, att mäta klämkraften direkt i skruvförbandet brukar det normala vara att angeett monteringsmoment.Vid momentmontering bör målvärdet på klämkraften inriktas så att spänningen i skruven inteöverstiger skruvens sträckgräns men samtidigt är så stor att förbandet inte kan glappa upp.Överskrids sträckgränsen är risken stor att spänningen hamnar nära brottgränsen eftersommomentmonteringsmetoden i sig inte kan kontrollera detta.
5.1 MonteringsmomentDe rekommenderade moment som anges är baserade på en max momentspridning hos verkty-get på ± 5%Valet av moment är beroende av hållfasthetsklassen, vilken friktion som förväntas i förbandetoch vilken geometri fästelementen har. Flänsskruv har exempelvis en större anliggningsyta änsexkantsskruv och måste därför ha ett högre moment.Valet av moment har därför delats in i tre steg, se tabell 30.
Tabell 30:
Steg Åtgärd Exempel
1Välj en omräkningsfaktor, som funktion av frik–tionen och storleken på anliggningsytan i det aktuella förbandet, ur tabell 31.
Elförzinkad flänsskruv och flänsmutter, båda torra:Omräkningsfaktor = 1,06
2Välj ett nominellt moment för aktuell skruvtyp ur tabell 32 för stålskruv och tabell 33 för rostfria skruvar
Diameter = M8, Hållf.klass = 8.8Nominellt moment = 24Nm
3 Multiplicera det nominella momentet med omräk-ningsfaktorn och du har ditt aktuella moment
1,06 x 24Nm = 25,44Nm
Tabell 31: Omräkningsfaktor
Ytbehandling Smörjningstillstånd Omräkningsfaktor
Skruv Mutter Sexkantsskruv, Sexkanthålsskruv Flänsskruv
Obehandlad Obehandlad
Torr 0,96 1,06
Olja 1 1,1
MoS2 0,86 0,95
Vax 0,63 0,69
FosfateradFosfaterad
ellerobehandlad
Torr 0,9 0,99
Olja 0,86 0,95
MoS2 0,77 0,85
Vax 0,63 0,69
Elförzinkadeller mekaniskt
förzinkad
Elförzinkadeller mekaniskt
förzinkad
Torr 0,96 1,06
Olja/emulsion 0,86 0,95
Vax 0,63 0,69
Lättmetall Olja/emulsion 0,94 1,03
Varmförzinkad
Varmförzinkadeller
obehandlad
Torr 1,17 1,29
Olja/emulsion 1,07 1,18
Vax 0,63 0,69
Lättmetall Olja/emulsion 1,04 1,14
Rostfritt stål Rostfritt ståleller lättmetall
Vax 1 1,1
Olja/emulsion 1,17 1,29
31
Fred Egman
Överstruket

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
5 Klämkraft och monteringsmoment
32
1) Observera att dessa moment inte normalt gäller för stålbyggnadsskruv. Boverket tillhandahåller föreskrifter t ex Boverkets byggregler ochkonstruktionsregler, som normalt tillämpas för stålbyggnation. Boverket, Drottninggatan 18, Box 534, 371 23 Karlskrona,Telefon 0455-35 30 00, Fax 0455-35 31 00 Hemsida http://www.boverket.se/
Tabell 32: Nominellt monteringsmoment (Mv) i Nm för stålskruv 1)
Gänga Stigning Spänningsarea Hållfasthetsklass
d P mm As mm2 4.6 5.8 8.8 10.9 12.9
1,6 0,35 1,27 0,065 0,1 0,17 0,24 0,29
1,8 0,35 1,7 0,096 0,16 0,25 0,36 0,43
2 0,4 2,07 0,13 0,22 0,35 0,49 0,58
2,2 0,45 2,48 0,17 0,29 0,46 0,64 0,77
2,5 0,45 3,39 0,26 0,44 0,7 0,98 1,2
3 0,5 5,03 0,46 0,77 1,2 1,7 2,1
3,5 0,6 6,78 0,73 1,2 1,9 2,7 3,3
4 0,7 8,78 1,1 1,8 2,9 4 4,9
4,5 0,75 11,3 1,6 2,6 4,1 5,8 7
5 0,8 14,2 2,2 3,6 5,7 8,1 9,7
6 1 20,1 3,7 6,1 9,8 14 17
8 1,25 36,6 8,9 15 24 33 40
10 1,5 58 17 29 47 65 79
12 1,75 84,3 30 51 81 114 136
14 2 115 48 80 128 181 217
16 2 157 74 123 197 277 333
18 2,5 192 103 172 275 386 463
20 2,5 245 144 240 385 541 649
22 2,5 303 194 324 518 728 874
24 3 353 249 416 665 935 1120
27 3 459 360 600 961 1350 1620
30 3,5 561 492 819 1310 1840 2210
33 3,5 694 663 1100 1770 2480 2980
36 4 817 855 1420 2280 3210 3850
39 4 976 1100 1830 2930 4120 4940
42 4,5 1121 1360 2270 3640 5110 6140
45 4,5 1306 1690 2820 4510 6340 7610
48 5 1473 2040 3400 5450 7660 9190
52 5 1758 2620 4370 6990 9830 11800
56 5,5 2030 3270 5440 8710 12200 14700
60 5,5 2362 4050 6750 10800 15200 18200
64 6 2676 4900 8170 13100 18400 22000
68 6 3055 5910 9860 15800 22200 26600
72 6 3460 7060 11800 18800 26500 31800
76 6 3889 8340 13900 22200 31300 37500
80 6 4344 9770 16300 26100 36600 44000
85 6 4948 11800 19600 31400 44200 53000
90 6 5591 14000 23400 37400 52700 63200
95 6 6273 16600 27600 44200 62200 74600
100 6 6995 19400 32300 51700 72700 87300
ReL eller Rp0,2 N/mm2 nominellt 240 400 640 900 1080
26,16 43,6 69,76 98,1 117,72
k
χ 1SF
FFM----------+⎝ ⎠
⎛ ⎞----------------------------- σsN/mm
2⋅
32

5 Klämkraft och monteringsmoment
33
5.2 Beräkning av monteringsmomentSyftet med detta avsnitt är att i en förenklad, men tekniskt korrekt, beräkningsmodell beskrivade väsentligaste faktorerna som skall beaktas vid beräkning av moment.För att beräkna ett moment enligt detta avsnitt måste följande ingångsdata vara kända:1 Skruvens diameter och stigning2 Förbandets hållfasthetsklass3 Friktionsförhållandena4 Monteringsmetod
5.2.1 Teoretisk bakgrundMonteringsmomenten i tabell 32 och tabell 33 har beräknats enligt formel 1. Den är en vidare-utveckling av den formel som tyskarna Kellerman och Klein presenterade i mitten av 50-talet.Olika formler kan ge något olika resultat, men oftast har det större betydelse hur mycket deanvända beräkningsvärdena avviker från de verkliga förhållandena.
Tabell 33: Nominellt monteringsmoment (Mv) i Nm för rostfria skruvar
Gänga Stigning Spänningsarea Hållfasthetsklass
Austenitiska (A) Ferritiska (F) och Martensitiska (C)
d P mm As mm2 50 70 80 45 och 50 60 och 70 80
1,6 0,35 1,27 0,057 0,12 0,16 0,068 0,11 0,17
2 0,4 2,07 0,11 0,25 0,33 0,14 0,22 0,35
2,5 0,45 3,39 0,23 0,5 0,66 0,28 0,45 0,7
3 0,5 5,03 0,41 0,87 1,2 0,48 0,79 1,2
3,5 0,6 6,78 0,64 1,4 1,8 0,76 1,3 2
4 0,7 8,78 1 2 2,7 1,1 1,9 2,9
5 0,8 14,2 1,9 4,1 5,4 2,3 3,7 5,8
6 1 20,1 3,3 7 9,3 3,9 6,3 9,9
8 1,25 36,6 7,8 17 22 9,3 15 24
10 1,5 58 15 33 44 18 30 47
12 1,75 84,3 27 57 76 32 52 82
14 2 115 43 91 121 51 83 130
16 2 157 65 140 187 78 127 199
18 2,5 192 91 195 260 108 178 277
20 2,5 245 127 273 364 152 249 388
22 2,5 303 171 367 490 204 335 523
24 3 353 220 472 629 262 430 671
27 3 459 318 682 909 379 621 969
30 3,5 561 434 930 1240 517 848 1320
33 3,5 694 585 1250 1670 697 1140 1780
36 4 817 755 1620 2160 899 1470 2300
39 4 976 969 2080 2770 1150 1890 2950
ReL eller Rp0,2 N/mm2 nominellt 210 450 600 250 410 640
23,1 49,5 66 27,5 45,1 70,4
k
χ 1SF
FFM----------+⎝ ⎠
⎛ ⎞----------------------------- σsN/mm
2⋅
Mvk
χ 1SF
FFM----------+⎝ ⎠
⎛ ⎞----------------------------- d P+( ) As σs 10
-3××××=
Formel 1 – Kellerman och Kleins formel
33

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
5 Klämkraft och monteringsmoment
34
Faktorn k tar hänsyn till delningens och friktionens inverkan på momentet och skrivs i singrundform som i formel 2.
På grund av geometriska samband och då det mestadels är samma friktion i gänga och anligg-ningsplan kan k istället skrivas enligt formel 3.
En analys av k-värdet vid olika gängdiametrar och friktionsförhållanden visar att felen inte blirstörre än omkring ± 5% om uttrycket slutligen förenklas som i formel 4.
De ingående faktorerna betyder:
Faktorn χ tar hänsyn till den vridspänning, som uppstår i skruven till följd av gängfriktionen.Vridspänningen sänker möjligheten att belasta skruven axiellt. Med hjälp av deviationsarbets-hypotesen för beräkning av effektivspänningen (jämförelsespänningen) erhålls:
De ur formlerna erhållna värdena på k och χ vid olika friktioner (dvs. olika material, ytbehand-lingar och smöjningstillstånd) framgår av tabell 34. Värdet på χ beror huvudsakligen på frik-tionen i gängan (µg) och har därför i tabellen angetts vara oberoende av gängdiametern, liksomvärdet på k.
Mv = monteringsmomentet i Nm P = gängans delning i mmk = faktor i momentekvationen As = gängans spänningsarea i mm2
χ = förhållandet mellan effektiv- och dragspänning
σS = allmän beteckning för Rp0,2 eller i formler i N/mm2
SF = klämkraftens spridning vid montering i N
Rp0,2 = förlängningsgränsen vid 0,2 % förlängning i N/mm2
FFM = σFxAs = medelklämkraften i N ReL = undre sträckgränsend = gängans diameter i mm
d2 = gängans medeldiameter i mm Dk = anliggningsytans friktionsdiameter i mmϕ = gängans stigningsvinkel i mm µu = friktionen i anliggningsytanρ’ = gängans friktionsvinkel (beror på
friktionen µg i gängan och erhållsur tan ρ’=µg
µtot = totalfriktion i gänga och an-liggningsyta
σe = effektivspänningen i N/mm2 P = gängans delningσF = skruvens förspänning (klämkraft) i N/mm2 µg = friktionen i gängan
= = spänningsareans diameter i mm d2 = gängans medeldiameter i mm
kd2 tan ϕ ρ'⋅( ) Dk µu⋅+⋅
2 d P+( )----------------------------------------------------------=
Formel 2
k0,161 P µtot 0,583 d2 0,5Dk+⋅( )+⋅[ ]
d P+--------------------------------------------------------------------------------------------=
Formel 3
k 1,078 µtot⋅ 0,0168+=
Formel 4
χσeσF------ 1
12
dAs
2---------- Pπ---
1,155 µg d2⋅ ⋅+⎝ ⎠⎛ ⎞2
+= =
Formel 5
dAs
4Asπ
34

5 Klämkraft och monteringsmoment
35
5.2.2 FörspänningsgradFörspänningsgraden kan inte väljas fritt. Den möjliga förspänningen begränsas både av friktio-nen och monteringens osäkerhet. En viss friktion och en viss monteringsmetod ger därför enbestämd förspänningsgrad eftersom effektivspänningen inte tillåts bli större än den nominellasträckgränsen (σs).Förspänningsgraden (GF) för olika friktioner vid montering med momentnyckel eller skruv-/mutterdragare med maximalt ± 5% momentspridning framgår av tabell 34.
5.2.3 Beräkningsexempel – klämkraftFöljande exempel visar hur klämkraften kan beräknas:Sexkantsskruv M10 i hållfasthetsklass 8.8 och mutter i hållfasthetsklass 8 samt brickor medhårdhet min. 200HV. Samtliga fästelement är elförzinkade och torra. För monteringen skall ettverktyg användas, som har inställbar momentstyrning med en spridning av max. ± 5%.Ur momenttabell 32 erhålls monteringsmomentet Mv = 47Nm. Likaså erhålls σs = 640 N/mm2
och As = 58 mm2. Detta ger sträckkraften Fs = σs⋅ As = 640 ⋅ 58 N = 37120 N = 37,1 kNUr tabell 34 erhålls följande beräkningsvärden: SF/FFM = ± 0,29 och GF = 0,62 och ur tabell 31omräkningsfaktorn 0,96.Detta ger:Monteringsmoment = MV ⋅ omräkningsfaktorn = 47 ⋅ 0,96 = 45 NmMedelförspänningskraften FFM = FS ⋅ GF = 37,1 ⋅ 0,62 kN = 23 kN
Klämkraftens spridning SF = ⋅ FFM = ± 0,29 ⋅ 23 kN = ± 6,7 kN
Tabell 34: Beräkningsvärden
YtbehandlingSmörjningstill-
stånd
µtotµgµu
SFFFM
±k χ GF
Skruv Mutter
Obehandlad Obehandlad
Torr 0,14 0,29 0,168 1,24 0,62
Olja 0,125 0,16 0,152 1,21 0,71
MoS2 0,1 0,16 0,125 1,15 0,75
Vax 0,06 0,11 0,082 1,08 0,83
FosfateradFosfaterad
ellerobehandlad
Torr 0,125 0,29 0,152 1,21 0,64
Olja 0,1 0,16 0,125 1,15 0,75
MoS2 0,08 0,11 0,103 1,11 0,81
Vax 0,06 0,11 0,082 1,08 0,83
Elförzinkadeller meka-
nisktförzinkad
Elförzinkadeller meka-
nisktförzinkad
Torr 0,14 0,29 0,168 1,24 0,62
Olja/emulsion 0,1 0,16 0,125 1,15 0,75
Vax 0,06 0,11 0,082 1,08 0,83
Lättmetall Olja/emulsion 0,125 0,23 0,152 1,21 0,67
Varm-förzinkad
Varm-förzinkad
ellerobehandlad
Torr 0,2 0,29 0,232 1,41 0,55
Olja/emulsion 0,14 0,16 0,168 1,24 0,69
Vax 0,06 0,11 0,082 1,08 0,83
Lättmetall Olja/emulsion 0,16 0,29 0,189 1,29 0,6
Rostfritt stålRostfritt stål
eller lättmetall
Vax 0,14 0,23 0,168 1,24 0,65
Olja/emulsion 0,2 0,29 0,232 1,41 0,55
SF
FFM----------
35


6 Gängtoleranser, M-gänga
37
6 Gängtoleranser, M-gängaDetta avsnitt behandlar gängtoleranssystem och rekommenderade toleransklasser för metriskaISO-gängor. Basmått anges i ISO 724:1993 medan toleranser och toleranssystemets uppbygg-nad framgår av ISO 965-1:1998.
6.1 BasprofilBasprofil är en gemensam profil för utvändig och invändig gänga till vilken toleranser hänförs,se figur 26.
D = invändig gängas ytterdiameter, basmått D = utvändig gängas ytterdiameter, basmåttD1 = invändig gängas innerdiameter, basmått D1 = utvändig gängas innerdiameter, basmåttD2 = invändig gängas medeldiameter, basmått D2 = utvändig gängas medeldiameter, basmåttP = delning H = grundtriangelhöjd
6.2 ToleranssystemSystemet ger toleranser bestämda genom toleransgrader och toleranslägen samt ett urval avgrader och lägen, se tabell 35 och tabell 36. Systemet ger också ett urval av kombinationer avgrader och lägen (toleransklasser) som i sin tur ger de vanligen använda toleranskvaliteternaFin, Medel och Grov för ingreppslängderna Kort, Normal och Lång, se avsnitt 6.6. Något sam-band mellan gängtoleranssystemets toleransklasser och ISO’s toleranssystem för släta hål ochaxlar existerar inte.
Tabell 35: Toleransgrader
Utvändig gängaYtterdiameter 4, 6, 8
Medeldiameter 3, 4, 5, 6, 7, 8, 9
Invändig gängaInnerdiameter (toppdiameter) 4, 5, 6, 7, 8
Medeldiameter 4, 5, 6, 7, 8
Tabell 36: Toleranslägen
Utvändig gänga e, f, g, h
Invändig gänga G, H
D1 = D-1,0825 Pd1 = d-1,0825 PD2 = D-0,6495 Pd2 = d-0,6495 PH = 0,86603 PH/4 = 0,21651 PH/8 = 0,10825 P
5H8-------
0,54127P=
Figur 26 – Basprofil
Gängans axel
delning P
60°
30°
H
D,d
D2,
d 2
D1,
d 1
90°
P/2
P/4
P/8
5H 8H
/4H
/8
37

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
6 Gängtoleranser, M-gänga
38
Toleranslägena är anpassade till gängse ytbeläggningstjocklekar och till vad som krävs förenkel montering.
6.3 Ytbelagda gängorFör ytbelagda gängor gäller toleranserna före ytbeläggning, om inte annat angetts. Efter ytbe-läggning får den verkliga gängprofilen inte i någon punkt underskrida respektive överskridamax. materialgräns för toleransgräns H respektive h.
6.4 GängbeteckningVarje toleransbeteckning består av en siffra (som anger toleransgraden) och en bokstav (somanger toleransläget), versal för invändiga gängor, gemen för utvändiga gängor.Om de två klassbeteckningarna för en gänga är lika, är det inte nödvändigt att upprepa beteck-ningen.
En passning mellan gängade delar anges med den invändiga gängans toleransklass, åtskildamed ett snedstreck.
Invändig gänga
Basmått
Utvändig gänga
Figur 27
M6 - 5g6gM6 - 5g6g
M6 - 6g
GängbeteckningKlassbeteckning för medeldiametertolerans
Klassbeteckning för toppdiametertolerans
GängbeteckningKlassbeteckning för medel- och toppdiametertolerans
Figur 28 – Exempel på beteckning för utvändiga gängor
M6 - 6H
GängbeteckningKlassbeteckning för medel- och toppdiametertolerans
Figur 29 – Exempel på beteckning för invändiga gängor
M6 - 6H/6g
M20 x 2 - 6H/5g6g
Figur 30 – Exempel på beteckning för passning
38

6 Gängtoleranser, M-gänga
39
6.5 IngreppslängderIngreppslängderna klassas i tre grupper, S (Kort), N (Normal) och L (Lång). Grupp N rekom-menderas när den verkliga ingreppslängden är obekant. För grupp N gäller följande formelenligt
P är delningen och d minsta standardiserade diameter för denna delning enligt ISO 261:1998
6.6 Rekommenderade toleransklasserToleransklass bör väljas från tabell 37. I första hand väljs toleransklasser med fet stil. I andrahand väljs toleransklasser angivna med vanlig stil. I tredje hand väljs toleransklasser angivnamed kursiv stil.Följande allmänna regler gäller för val av toleranskvalitet. Fin väljs för precisionsgängor närliten variation i passningskaraktären krävs. Medel väljs för allmänt bruk. Grov väljs i de fall dåtillverkningssvårigheter kan uppstå, t.ex. vid gängning av varmvalsade stänger eller långa hål.Vilken som helst av toleransklasserna för invändiga gängor kan kombineras med vilken somhelst av toleransklasserna för utvändiga gängor. För att garantera tillräcklig gängtäckning, börfärdiga delar bilda passningarna H\h, H\h eller G\h. För gänga M1,4 och mindre skall kombi-nationen 5H/6h eller finare väljas.
Tabell 37: Rekommenderade toleransklasser
ToleransUtvändiga gängor Invändiga gängor
Tol. läge e Tol. läge f Tol. läge g Tol. läge h Tol. läge G Tol. läge HS N L S N L S N L S N L S N L S N L
Fin 3h4h 4h 5h4h 4H 5H 6HMedel 6e 7e6e 6f 5g6g 6g 7g6g 5h6h 6h 7h6h 5G 6G 7G 5H 6H 7HGrov 8g 9g8g 7G 8G 7H 8H
Nmin = 2,24P x d0,2 Nmax = 6,7P x d0,2
Formel 6
Figur 31
Ingr
epps
läng
d i a
ntal
del
ning
ar
39

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
6 Gängtoleranser, M-gänga
40
6.7 Toleranser för ytbelagda gängorEfter ytbeläggning får skruvgängan ej överskrida, eller muttergängan underskrida, basmåtten.Lämpliga gängtoleransklasser för skikttjocklekar 5µm och 8µm enligt ISO 4042:1999 framgårav figur 32. Vilken toleransklass som fordras för en viss skikttjocklek är beroende avgängdiametern på så sätt att större diametrar automatiskt ger större grundspel.
Maximal skikttjocklek som funktion av diameter/skruvlängd finns i ISO 4042:1999. Figur 33 visar ett snitt genom en gängtopp på en skruv.
Det snedstreckade bandet är ytbeläggningen. Vid ytbeläggning av gängor måste utrymme förbeläggningen skapas. Detta sker genom att gängans grundprofil förskjuts. Vid elförzinkningblir zinkskiktet ej riktigt jämnt fördelat på detaljerna i ett parti. Gängans grundprofil måste för-skjutas så att även det mest ogynnsamma fallet klaras. Om min. skikttjocklek är t och max.Skikttjocklek är 2t krävs en diameterförskjutning för ytter- och innerdiametrarna 4t och förmedeldiametern 8t.En minskning av gängans diameter medför givetvis en viss minskning av tvärsnittsarean, mendetta får inte påverka skruvens hållfasthet.För tjockare beläggningar t.ex. varmförzinkning krävs mycket större gängspel, vilka skapasgenom underdimensionering av den utvändiga gängan.Enligt SS 3192 finns för varmförzinkning skikttjocklekar 25µm för M6 - M8, 45µm för M10 -M22 och 65µm för M24 - M68.Mått på gängor före varmförzinkning framgår av SS 3193. Underdimensioneringen är 220µm,300µm och 380µm för respektive tjocklek enligt ovan.
6H
6g 6f 6e
6G
Min. skikttjocklek
Mutter
Basmåttd2, D2
Skruv
5 µm 8µm
Föreytbeh.
Efterytbeh.
Föreytbeh.
Efterytbeh.
Figur 32 – Lämpliga toleransklasser för skikttjocklek 5µm och 8µm
Figur 33
t = min. skikttjocklek
40

6 Gängtoleranser, M-gänga
41
6.8 Val av gängtoleranskvalitetNågon avsevärd skillnad i hållfasthet mellan gängor i de olika gängtoleranskvaliteterna hargenom utförda undersökningar ej kunnat påvisas. För utmattningspåkända gängor torde form-noggrannhet och ytjämnhet ha större betydelse för hållfastheten än de rena diametervariatio-nerna. I vissa fall bör för gängor i den grövsta gängtoleranskvaliteterna gängtäckningsprob-lemet uppmärksammas.Tillverkningskostnaden växer med minskat toleransområde. Se tabell 38.Skruv och mutter tillverkade i olika toleranskvaliteter kan monteras tillsammans. Se tabell 39.
Tabell 38: Tillverkningsnoggrannhet och nödvändighet
Gängtoleranskvalitet
Grov Medel Fin
Erforderligtillverkningsnoggrannhet
God. Kontrollerad tillverk-ning krävs.
Stor. Väl kontrollerad tillverkning krävs.
Mycket stor. Speciellt noggranna tillverknings och kontrollmetoder nödvändig
Nödvändig toleranskvalitet.
Detaljer med lång ingreppslängd. Detaljer framställda av ämnen med stor måttvariation.
Spelet i tolerans-klass 6g anses för-delaktigt
Tekniskt välmotiverade skäl för denna tolerans-kvalitet saknas i de flesta fall. Toleranskvaliteten bör undvikas.
Anm Vanlig toleranskvalitet för kommersiella fästelement tillverkade av varmvalsat utgångsmaterial. Svårighe-ter kan uppstå att innehålla skruvgängans ytterdiame-tertolerans.
Vanligaste tole-ranskvalitet för kommersiella fästelement
Toleranskvaliteten tilläm-pas endast i begränsad omfattning för kommersi-ella fästelement.
Tabell 39: Spel och passningskaraktär
Gängtoleranskvalitet
Grov Medel Fin
Nominellt spel Finns. Finns. Saknas.
Variation i passningskaraktär Stor (1,6). Normal (1). Mycket liten (0,63).
Anm Grader, hanteringsskador (slagmärken) o.d. kan upptagas av spelet. Snabb seriemontering möjlig. Det nominella spelet är fördelaktigt då man använ-der speciella smörjmedel vid monteringen, t.ex. för högtrycksbehållare, stålrörsflänsar, armaturdelar och ventiler för högtemperatur och högtryck.
Kan försvåra seriemontering
41


7 Korrosionsskydd
43
7 KorrosionsskyddVi vet att mycket stora belopp går till spillo varje år på grund av korrosion och följderna härav.Det är därför viktigt att överväga vilken typ av material och ytbehandling, som fästelementenskall vara gjorda av.Nedan följer en kort introduktion till korrosionens mekanismer och några allmänna råd, somkan vara till hjälp vid val av korrosionsskydd för fästelement. I nästa avsnitt presenteras våraytbehandlingar, dels de som förekommer på våra lagerlagda produkter och dels de som vi kanerbjuda mot specialbeställning.
7.1 Vad är korrosionStål rostar, koppar ärgar och andra metaller, utom de allra ädlaste, bryts ned på liknande sätt.Materialförstörelsen kallas med ett gemensamt ord för korrosion. Den uppstår när materialetreagerar med omgivningen och omvandlas till andra ämnen - till korrosionsprodukter.Praktiskt taget all korrosion som inträffar i vanliga bruksmiljöer är av elektrokemisk art. Densker i galvaniska celler, korrosionsceller, vilka fungerar ungefär som ett ficklampsbatteri. Batteriet har en kolstav i mitten och ett hölje av zinkplåt. Kolstaven kallas katod och zinkhöljetför anod. Inuti batteriet finns dessutom en pasta eller smet som kallas elektrolyt, se figur 34.
Tänds lampan går ström från kolstaven genom glödlampan till zinkhöljet. Därifrån går ström-men genom elektrolyten tillbaka till kolstaven. Strömmen tar då med sig zinkpartiklar frånhöljet. Strömmen bildas alltså av att zinken i höljet reagerar med pastan och kolstaven. När zinken ihöljet förbrukats är batteriet ”slut” och batteriet börjar så småningom att läcka.
Kolstav (katod)
Figur 34
Kolstav (katod)
Zinkhölje (anod)
Ström
43

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
7 Korrosionsskydd
44
7.2 Katoden är ädel, anoden är oädelGalvaniska celler som orsakar korrosion kan bildas då två olika metaller kommer i beröringmed en elektrolyt. En metall och ett annat elektriskt ledande material, t.ex. grafit, kan utgöra engalvanisk cell. Korrosion vållad av sådana materialkombinationer kallas med ett särskilt namnför galvanisk korrosion.Galvaniska celler, som orsakar korrosion, kan bildas när två olika metaller kommer i kontaktmed elektrolyt. En metall, som kommer i kontakt med ett annat elektriskt ledande material t exkol, kan utgöra en galvanisk cell. Korrosion som beror på sådana materialkombinationer kallasför galvanisk korrosion.
En legering som stål är en blandning av olika material, t ex järn och kol, men kan också inne-hålla olika förorenande ämnen som glödskal, slagg, mm. Dessa partiklar har olika grad avädelhet och kan därför bilda, ofta små, galvaniska celler på stålytan, som medför att den minstädla komponenten korroderar.
7.3 Fukt och syreUtan fukt rostar det inte. Det rostar heller inte utan syre. Både fukt och syre finns i luften. Detbehövs också en viss mängd fukt i luften för att det skall börja rosta. Är luftens relativa fuktig-het över ca 60%, bildas på metallytan en mycket tunn fuktfilm som fungerar som elektrolyt.Är metallytan smutsig av damm eller salt kan det rosta även om den relativa luftfuktigheten ärså låg som 60%, eftersom smuts suger åt sig fukt. Utomhus i Sverige är det nästan alltid någongång under dygnet så hög luftfuktighet att det rostar.Inomhus är luften uppvärmd och i regel så torr att det inte rostar. När temperaturen sjunker,t.ex. i en semesterstängd fabrik, finns genast risk för rost. I källare och badrum föreligger docken uppenbar risk för rost.
7.4 När stålet rostarNär en fuktfilm lägger sig på en metallyta bildas otaliga mängder galvaniska celler som allafungerar som ficklampsbatterier, se avsnitt 7.1.
De ädlare partierna i metallytan fungerar som anod och katod. Det betyder att järnet löses uppoch att det bildas rost. Denna reaktion fortsätter så länge det finns syre och fukt, vilket i praxisbetyder att metallytan i loppet av ganska kort tid blir täckt av rost, varefter rostangreppettränger sig in i materialet.Korrosionshastigheten är beroende av skillnaden i ädelhet mellan metallerna eller metallkor-nen, elektrolytens ledningsförmåga, syretillgången samt skillnaden i storlek (vikt) mellan anodoch katod.
Partiklar av ädlareämne (katod)
Stål (anod)
Figur 35
Figur 36
Glödskalsrest (katod)
Ström
Fukt
Anod
Rost
44

7 Korrosionsskydd
45
7.5 En skruv kan bli anod eller katodOm en stålskruv monteras i en kopparplåt blir skruven anod, eftersom koppar är ädlare. Denkommer att rosta snabbt därför att ”potentialskillnaden” är stor. I tillägg är det i detta fall ettogynnsamt förhållande mellan anod- och katodarealen, vilket ytterligare accelererar korro-sionsangreppet på skruven.
Monteras samma skruv av stål i en oädlare plåt, t.ex. zink, blir skruven katod och rostar inte.Zinkplåten kommer att korrodera eftersom den är oädlare än skruven. I detta fall är anodarea-len långt större än katodarealen, vilket ger en låg korrosionshastighet, eftersom plåten upplösesjämt över hela ytan.
Som grundregel bör därför endast metaller som har samma, eller nästan samma, ädelhet kom-bineras om de kommer att utsättas för en korrosiv miljö.Spänningsserien i figur 39 ger en fingervisning om vilka metaller som ger katodiskt skydd för t ex stål.
Den vanligaste spänningsserien är uppmätt med havsvatten som elektrolyt vid en temperatur av+20°c. Guld är då den ädlaste metallen och står därför högst upp på stegen. Magnesium är oäd-last och står längst ner.Uppmärksamhet bör riktas på att metallernas ordningsföljd kan påverkas av den omgivandemiljön. Exempelvis kan nämnas att tenn används till katodiskt skydd av stål i konservburkar,vilket inte stämmer med spänningsserien. Det beror på att tenn är anodisk i förhållande till stål,om det kommer i kontakt med organiska syror i luftäta konservburkar
Figur 37
Stålskruv
Ström
Fukt
Koppar
Figur 38
Stålskruv
Ström
Fukt
Oädlare plåt
Guld
Ädlare
Figur 39 — Spänningsserie
Silver
Rostfritt stål (passiviserat)
Koppar
Tenn
Rostfritt stål (aktivt)
Bly
Stål
Kadmium
Aluminium
Förzinkat stål
Zink
Magnesium
Oädlare
45

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
7 Korrosionsskydd
46
7.6 Elektrolytens ledningsförmåga
Om elektrolytens ledningsförmåga är dålig, som ofta hos sötvatten, blir korrosionen koncentre-rad till området närmast kontaktstället mellan anoden och katoden. Härvid uppnås en lokaltmycket kraftig korrosion.
Är däremot ledningsförmågan god, som hos saltvatten, blir korrosionens utbredning större. Igengäld är det då tal om en jämn och därför mindre kritisk typ av korrosion.Utomhus påverkas korrosionshastigheten av luftens föroreningar och salt. Därför ses mer, ochkraftigare, korrosion i kustnära miljöer än i tunt befolkade landområden.
Figur 40 – Fuktfilm med dålig ledningsförmåga
KatodAnod
Figur 41 – Fuktfilm med god ledningsförmåga
KatodAnod
46

8 Ytbehandling
47
8 YtbehandlingVårt lagersortiment innehåller olika ytbehandlade produkter. De mest använda ytbehandling-arna är elförzinkning med blankkromat (FZB) och varmförzinkning (FZV).I Sverige används i stor utsträckning bara beteckningen FZB (Elförzinkad och blankkromate-rad) eller FZY (Elförzinkad och gulkromaterad) för elektrolytiskt förzinkade fästelement.Dessa beteckningar talar vare sig om tjocklek på zinkskiktet eller vilka korrosionsegenskapersom kan förväntas. Skulle en tvist uppstå mellan kund och säljare finns alltså inget annat ängällande praxis att stå på.I syfte att bereda kunden möjlighet att i detalj reglera vilken typ av egenskaper som ett zink-skikt skall ha lämnas, i avsnitt 8.1.8 angivelse på ritning, förslag till lämpliga beteckningar förelförzinkade detaljer. För varmförzinkade detaljer finns ännu inget motsvarande betecknings-system.Andra typer av ytbehandling kan utföras mot beställning. Nedan följer en kort beskrivning avolika ytbehandlingar.
8.1 ElförzinkningEn mera korrekt term på elförzinkning är elektrolytisk förzinkning och rymmer förutom skiktav ren zink även skikt med inblandning av järn, sk zink/järn.
8.1.1 Elektrolytisk förzinkning (Fe/Zn)Denna ytbehandling utförs i en vattenhaltig elektrolyt innehållande zinkjoner, salt för elektriskledningsförmåga, och ett antal glansmedel.Detaljerna som skall förzinkas kopplas som katod till en likströmskälla. Som anod användsmetallisk zink i form av kulor eller plattor. När strömmen sluts utfälls zink på detaljerna samti-digt som anoden upplöses för att ersätta de förbrukade zinkjonerna i elektrolyten.Vid elförzinkning av fästelement ligger dessa normalt i en trumma. Trumman doppas sedan iett antal bad under det att trumman hela tiden roteras. Är detaljerna större än M30 eller har enlängd över 250 mm används dock inte trumma utan detaljerna hängs då separat (hänggods) föratt inte skadas av s.k. slagmärken.En normal procedur vid elektrolytisk förzinkning är doppavfettning, syrabetning, elavfettning,förzinkning, kromatering och torkning. Mellan baden sker noggrann sköljning i vatten.
8.1.2 Elektrolytisk zink/järn (Fe/ZnFe)I grunden är denna ytbehandling mycket lik elektrolytisk förzinkning. Skillnaden är primärt eninblandning av lite järn, i storleksordningen 0,3% - 0,8%, i zinken. Detta medför en någotannorlunda struktur i zinkskiktet, huvudsakligt med hänsyn till zinkkristallernas storlek, dåjärnatomerna förstör korntillväxten och därmed ligger instängt mellan zinkkristallerna.Med hjälp av kromatering är det möjligt att färga detaljerna gula eller svarta. Både gul- ochsvartkromat på zink/järn kan hålla för temperaturer upp till 100°C. Normal kromateringovanpå vanlig zink, se avsnitt 8.1.1, bryts nämligen ner redan vid 70°C.Jämförs korrosionsbeständigheten i olika miljöer, visar zink/järn-processen sig ha några sär-skilt goda korrosionsegenskaper. Förklaringen ligger huvudsakligt i kromatskiktet för denmörkt gula och svarta kulören.
8.1.3 SkikttjocklekarZinkskiktets tjocklek är normalt ca. 5µm - 8µm, eftersom detta är vad som ryms innanför gäng-toleransen på standardvaror. ISO 4042:1999 beskriver i detalj vilka tjocklekar som är möjliga.Skikttjockleken kontrolleras med hjälp av röntgenfloroscens eller induktiv mätning.
8.1.4 Kromatering Kromateringsskikt kan varieras från tjocka mörkt olivgröna skikt med gott korrosionsskydd tilltunna transparenta, dekorativa, ibland blåaktiga skikt som ger begränsad skyddsförmåga. Dettasker genom en kemisk process när en zinkyta doppas i en kromsyrahaltig lösning. Härvidombildas lite av zinkytan till ett tunt upplösligt kromatsalt. Detta skikt förhindrar vatten ochsyre att tränga in till zinken och förlänger därmed tiden till rostangrepp på det underliggandestålet (basmetallen).
47

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
8 Ytbehandling
48
Exakt färgnyans kan sällan garanteras vid kromatering. Om det är nödvändigt med exakt nyanskan blekta kromateringsskikt färgas in i ett stort antal kulörer, men de kan endast förväntas gemotsvarande ökning av korrosionshärdigheten som de ofärgade blekta kromateringsskiktenger.Kromateringsskikt indelas i två klasser och varje klass i två typer. De viktigaste egenskapernaanges i tabell 41.EU har tänkt införa restriktioner för 6-värt krom enligt dokument IP/02/1463 Bryssel 11/102002 från och med 1/7 2006.
8.1.5 LivslängdKorrosionsförloppet för en elförzinkad och kromaterad detalj startar med att det bildas vitakorrosionsprodukter på ytan. Detta kallas för vitrost och är ett tecken på att kromateringsskik-tet är nedbrutet. Efter denna tidpunkt är det uteslutande zinktjockleken som bestämmer hurlång tid det går innan stålet börjar rosta (rödrost).
Kulören på kromatskiktet är direkt proportionellt med skikttjockleken och det går därför längretid innan ett gul- eller grönkromatskikt bryts ned. Det samma gäller för svartkromat på zink/järn-behandlade detaljer. Den svarta kulören på vanlig elektrolytisk zink framkommer genomatt använda kolloid silver men detta bidrar inte till en förbättrad korrosionsskydd.
Tabell 40: Livslängd för blankförzinkningsskikt 10µm
Miljö Ungefärlig livslängd i år, riktvärden
Inomhus 50
Landsbygd 8
Mindre städer 5
Storstäder 2
Kustatmosfär, västkusten 5
Industriatmosfär, lätt 4
Industriatmosfär, normal 2
Industriatmosfär, svår 1
0
50
100
150
200
250
300
350
400
450
500
Förzinkning, Blank-och svartkromatering
Förzinkning,Gulkromatering
Förzinkning,Grönkromatering
Zink/Järn, Gul-och svartkromatering
Typ av förzinkning
Timmar
Skikttjocklek
Vitr
ost
Röd
rost
5µm
Röd
rost
8µm
Röd
rost
12µ
m
Röd
rost
15µ
m
Röd
rost
20µ
m
Figur 42 – Typiska korrosionstider vid provning i neutral saltdimma enligt ISO 9227:1990
48

8 Ytbehandling
49
8.1.6 SealerEfter kromatering är det möjligt att påföra en sealer som kan ge en rad fördelar. Utöver att för-bättra korrosionsbeständigheten mot vitrost med minst 50 timmar så har en sealer friktionssta-biliserande egenskaper vilket ger en nogrannare klämkraft.Gängade detaljer i rostfritt material kan också behandlas med en sealer, varvid risken för gäng-skärning minskas. Erfarenhetsmässigt räcker det med att behandla den ena av de gängadedetaljen, och därmed undgå ytterligare smörjning innan montering. Rostfria muttrar med sealerlagerförs därför som standard.
8.1.7 Vätesprödhet, väteutdrivningVid elförzinkning av riktigt hårda stålprodukter (hårdhet över 300HV eller brottgräns över1000N/mm2) kan väte ta sig in i stålet. Vätet koncentrerar sig till det ställe där påkänningen ärsom störst, t.ex. i radieövergången skruvhuvud/stam, och verkar då som en sorts brottanvis-ning. Vätesprödhet yttrar sig genom att t.ex. skruvens huvud helt plötsligt hoppar av.Risken för vätesprödhet kan minimeras genom att, inom 4 timmar, värmebehandla detaljernatill en temperatur av ca 200°C i ca 2 - 4 timmar beroende på typ och storlek på detaljen, detal-jens geometri och mekaniska egenskaper. Eftersom korrosionsegenskaperna hos kromatskiktetkraftigt försämras om det utsätts för temperaturer över 70°C är det nödvändigt att kromate-ringen utförs efter väteutdrivningen. Det bör dock understrykas att väteutdrivning under inga omständigheter är någon garanti föratt vätesprödhet inte föreligger. För hållfasthetsklasser över 10.9 avråds därför bestämt frånall ytbehandling som kan orsaka vätesprödhet, elförzinkning i synnerhet.
8.1.8 Angivelse på ritningISO 4042:1999 har tidigare haft ett eget beteckningssystem som inte är beskrivande. I 1999-års utgåva har beteckningssystem enligt ISO 2081:1986 och ISO 4520:1981 tillkommit. Dessasystem är i sig mer lättfattliga eftersom de är beskrivande. Följande avsnitt är utdrag ur ISO 4042:1999, Annex B och ISO 4520:1981.Kromateringsskikt kan anges med enbart klass eller med klass och typbeteckning, exempel:Fe/Zn 5c2 och Fe/ZnFe 8c1A där:Fe betecknar basmetallen (järn eller stål);Zn och ZnFe betecknar det elekrolytiskt utfällda zinkskiktets tjocklek i mikrometer (µm);c anger att det är ett kromateringsskikt;2 och 1 är de två kromateringsklasserna;A anger typen av kromateringsskikt
1) Denna tabell har här modifierats från ISO 4520:1981 så att den möjliggör svarta skikt för typ A och D
Exempel:En sexkantsskruv enligt ISO 4014 M10 X 50 i hållfasthetsklass 8.8 med elektrolytisk för-zinkning och med en minimum skikttjocklek av 5µm och blankt utseende betecknas:
Sexkantsskruv ISO 4014 - M10X50 - 8.8 - Fe/Zn5c1AEn sexkantsmutter enligt ISO 4032 M12 i hållfasthetsklass 8 med elektrolytisk zink/järn ochmed en minimum skikttjocklek av 8µm och svart utseende betecknas:
Sexkantsmutter ISO 4032 - M12 - 8 - Fe/ZnFe8c2Bk
Tabell 41: Klassificering av kromatskikt
Klass Typ-beteckning Typ Utseende Korrosionsskyddsförmåga
1A Blank Transparent klart, ibland med
en blåaktig tonRinga, t ex mot missfärgning vid hantering eller mot hög fuktighet i milt korrosiv miljöB Blekt Transparent med svag irisering
2C Iriserande Gult iriserande God, även mot vissa organiska
ångorD Opak Olivgrönt, med dragning åt
brunt eller brons
Bk 1) Svart Svart med svag irisering Varierande grader av korro-sionsskydd
49

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
8 Ytbehandling
50
8.2 VarmförzinkningProdukter som skall varmförzinkas, måste först genomgå en förbehandling bestående avavfettning, syrabetning, flussning i zinkamoniumklorid följt av torkning i varmluft. Iblandanvänds sandblästring istället för syrabetning i syfte att undvika vätesprödhet.Efter förbehandlingen lastas detaljerna i en perforerad stålkorg och sänks ner i smält zink meden temperatur av 530°C - 560°C vilket ger en jämn och slät yta. Efter någon minut tas korgenupp och centrifugeras omedelbart för att få bort överskottszink. Varmförzinkning kan ocksåutföras i temperaturer mellan 450°C - 480°C men ger ett avsevärt sämre resultat.Medelskikttjockleken för lagerförda produkter är ca 40µm.Hållfasthetsklass 8.8 finns som lagervara och 10.9 kan utföras som special. Högrehållfasthetsklasser varmförzinkas ej på grund av anlöpningseffekter och att zink kan tränga in ibasmetallen (korngränserna) och ge upphov till microsprickor vilka, liksom vätesprödhet, kanförsvaga stålet katastrofalt.Varmförzinkade produkter är särskilt lämpade att användas i konstruktioner i utomhusmiljöereller kustnära miljöer.
8.3 FosfateringFosfatering är en kemisk process där detaljerna doppas i ett fosfateringsbad som håller 60°C -70°C under 10 - 20 minuter. Beroende på fosfateringsbadets sammansättning bildas det kristal-ler av zink- eller manganfosfat.Zinkfosfat i tunna skikt och med små kristaller är en förutsättning för att få bra friktionsvärden.Tjocka skikt med stora kristaller ger en våldsam spridning i friktion och därmed en likaledesvarierande klämkraft.Våra fosfaterade lagervaror är zinkfosfaterade och vi kan utföra manganfosfatering på beställ-ning.Mängden fosfat som produkterna erhåller uttrycks vanligen som en skiktvikt i g/m2. En normalskiktvikt är 12 - 25 g/m2 och motsvarar en skikttjocklek på 4 - 8µm.
8.3.1 Var används fosfatering ?Fosfatkristallerna bildar en öppen struktur, som ger en god vidhäftning för en efterföljandemålning eller inoljning. Genom att använda fosfatering i kombination med inoljning försäkrasen konstant oljemängd på ytan. Detta medför en låg friktion med en liten spridning, vilket geren hög och jämn klämkraft.Korrosionsskyddet för en fosfaterad och anoljad produkt är mycket begränsad. I utomhusmil-jöer uppträder rödrost i allmänhet på kortare tid än ett år.
Tabell 42: Livslängd för varmförzinkningsskikt 55µmMiljö Ungefärlig livslängd i år, riktvärden
Landsbygd 40Mindre städer 28
Storstäder 11Kustatmosfär, västkusten 28
Industriatmosfär, lätt 20Industriatmosfär, normal 11
Industriatmosfär, svår 5
50

8 Ytbehandling
51
8.4 Dacrolit®Dacrolit är en beläggning som är anodisk i förhållande till stål liksom zink. Den består avtunna zink- och aluminiumflagor (85% zink, 15% aluminium) vilka hålls samman av ett kro-mathaltigt målningssystem.
Kromaten och målningssystemet ger ett korrosionsmotstånd som är 3 - 5 gånger bättre än hosvanlig elektrolytisk blankzink (Fe/Zn). Dessutom kan Dacroliten värmas till 250°C utan för-sämring av korrosionsskyddet.För skruvförband har en speciell variant, Dacrolit 500, utvecklats vilken har en inblandning avPolyTetraFluorEten (PTFE=Teflon) i skiktet. Det ger en låg friktion med liten spridning ochdärigenom en jämn klämkraft. Om detaljerna förbehandlas genom sandblästring, eller annan metod som ej innehåller frittväte typ syrabetning, förorsakar Dacrolit ingen vätesprödhet.
8.5 Delta-tone och Delta-sealDelta-tone består av zink- och aluminiumpartiklar, som binds samman av ett oorganiskt binde-medel. Under härdningen, som föregår vid ca 200°C i ca 20 minuter, sker det en kemisk reak-tion. Härvid binds Delta-tone till den underliggande metallen. Skikttjockleken på Delta-tone ärnormalt 4µm - 8µm och innehåller inga tungmetaller som t ex cadmium, sexvärt krom eller bly.Delta-tone är värmebeständig upp till 300°C.Om detaljerna förbehandlas genom sandblästring, eller annan metod som ej innehåller frittväte typ syrabetning, förorsakar Delta-tone ingen vätesprödhet.Delta-seal är en organisk lack, som tål temperaturer upp till 250°C och är liksom Delta-tone frifrån tungmetaller. Delta-seal ger normalt skikttjocklekar på mellan 5µm och 8µm. Delta-sealutmärker sig genom att tillåta infärgning i flera kulörer, låga friktionsvärden med litenspridning, god kemisk resistens. Delta-seal är samtidigt elektriskt isolerande, vilket ger ett gottskydd mot galvanisk korrosion.
8.6 Polyseal®Polyseal är en ytbehandling som utförs i tre steg.Steg 1: Zinkfosfatering (utan efterföljande anoljning)Steg 2: Doppning i epoxibaserad specialfärg samt centrifugering och ugnshärdning
vid ca 200°C. Doppning, centrifugering och ugnshärdning utförs två gånger.Steg 3: Impregnering med en emulsion innehållande korrosionsinhibitorerDe tre stegen tillsammans ger en jämn, seg organisk film effektivt bunden till fosfatskiktet ochstålet. Den totala skikttjockleken för Polyseal är ca 15 µm och uppvisar mycket bra värden vidsaltdimmeprovning. Den första rödrosten uppträder normalt efter ca 200 timmar. Utbredningengår sedan mycket långsamt.Korrosionsmotståndet motsvarar i neutral saltdimma ungefär vad som erhålls vid provning avbra elförzinkning med gulkromatering. I sur saltdimma visar Polyseal bättre värden än dengulkromaterade elzinken. I utomhusmiljöer uppträder rödrost efter några år, först på skarpakanter och hörn för att sedan sprida sig mycket långsamt.Polyseal kan i princip framställas i de flesta tänkbara kulörer. Av produktionstekniska skälanvänds normalt endast svart och blått. Andra kulörer kan tillverkas. Polyseal finns ej somlagervara. Kan dock anskaffas mot beställning.Friktionsegenskaperna för Polyseal är ungefär som för elförzinkning.
Figur 43 – Dacrolit-skikt
Zink- och aluminiumflagor
Stål Krompolymerer
51

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
8 Ytbehandling
52
8.6.1 Var används Polyseal ?Eftersom beläggningen praktiskt taget kan utföras utan att stålet tar upp något väte är Polysealspeciellt lämplig för höghållfast skruv (hårdhet över 300 HV eller brottgräns över 1000 N/mm2) om detaljerna förbehandlas genom sandblästring, eller annan metod som ej innehållerfritt väte typ syrabetning.Polyseal används också ofta av estetiska skäl och för märkningsändamål.
8.7 FörnicklingFörnickling är en elektrolytisk process och behandlingsgången är i princip densamma som förelförzinkning. Elektrolyten har naturligtvis en annan sammansättning och kromatering före-kommer ej.För att förbättra vidhäftningen och korrosionsskyddet kan detaljerna beläggas med ett tuntkopparskikt (förkoppring) på 1 - 2 µm innan nickel läggs på.Skikttjockleken för gängade detaljer är vanligtvis 5 - 10 µm. Korrsionsskyddet, med eller utanunderliggande kopparskikt, är mycket begränsat. Förnickling bör därför endast användas somdekorativ ytbehandling i inomhusmiljöer.
8.8 FörtenningFörtenning är en elektrolytisk process och behandlingsgången är i princip densamma som förelförzinkning och förnickling. Tennbeläggningar kan inte kromateras. Skikttjockleken förgängade produkter är vanligtvis 5 - 10 µm.Tennbeläggningar används främst för att öka lödbarheten, men används även som korrosions-skydd i vissa applikationer.
8.9 Mekanisk metallbeläggningMekanisk metallbeläggning är en process för att belägga produkter med zink eller tenn (elleren kombination av de båda) på mekanisk väg. Fördelen gentemot elförzinkning är att ingenväteupptagning sker vid beläggningen vilket gör den speciellt lämplig för höghållfast skruv(hårdhet över 300 HV eller brottgräns över 1000 N/mm2). Beläggning sker också vid rumstem-peratur.Mekanisk beläggning med zink bör ses som ett komplement till el- eller varmförzinkning.Ytbeläggningen utförs i en roterande trumma liknande en cementblandare.Processföljden är följande: Det sandblåsta godset töms i behandlingstrumman tillsammansmed glaspärlor och vatten. Först löses den lätta oxid som eventuellt har bildats på godsetgenom att en svag oxidlösare tillsätts, vilken innehåller en inhibitor för att förhindra betning avstålet. Därefter tillsätts kopparsalt och detaljerna blir förkopprade på kemisk väg. Koppar-skiktet blir mycket tunt, mindre än 1 µm, och fungerar som ett bra bindemedel mellan ståletoch den efterkommande förzinkningen.Nästa steg är att tillsätta zinkpulvret. Detta sker i två eller flera omgångar alltefter önskadskikttjocklek. Vissa speciella kemikalier tillsätts också i samband med förzinkningen.Det är glaspärlorna som gör att zinkpulvret fastnar på produkterna, vilka i princip hamrar fastzinkpulvret. Olika produkter kräver olika ”hamringsenergi”, vilket åstadkoms genom attvariera behandlingstrummans varvtal och storleken på glaspärlorna. Vanligast är attglaspärlorna består av en blandning av glaspärlor med olika diametrar.När beläggningen är klar, vilket tar ca en timma, hälls trummans innehåll ut på en separatoroch det belagda godset separeras från glaspärlorna och vattnet. Godset kan därefter kromate-ras. Glaspärlorna återvinns för att användas igen.En skikttjocklek 5 - 30 µm är möjlig att åstadkomma med denna process. Korrosionskydds-förmågan för ett mekaniskt pålagt zinkskikt är jämbördigt med zinkskikt pålagda med andrametoder, under förutsättning att zinkskikt med samma vikt per ytenhet jämförs. Skikt bestå-ende av en kombination av tenn/zink ger en något bättre korrosionsskyddsförmåga än enbartzink. Skikt pålagda mekaniskt har en något lägre densitet än t.ex. el- eller varmförzink-ningsskikt. För att erhålla samma zinkvikt per ytenhet med mekanisk beläggning måste skikt-tjockleken ökas med ca 20%.
52

8 Ytbehandling
53
8.9.1 Var används mekanisk metallbeläggning ?Att det inte sker någon väteupptagning vid denna process och att processen utförs vid rums-temperatur gör den speciellt lämplig för ytbehandling av höghållfasta eller ythärdade produkter(hårdhet över 300 HV eller brottgräns över 1000 N/mm2). Elförzinkning av sådana produktermedför ju risk för vätesprödhet. Varmförzinkningens höga temperaturer anlöper godset och göratt hårdheten minskar. Risken för zinksprödhet är också uppenbar.Produkter med klena bottenhål, t.ex. krysskruvar och Torx®, är svåra att belägga. Belägg-ningen av sådana produkter måste därför studeras i varje enskilt fall.
53


9 Internationell standard för krysspår
55
9 Internationell standard för krysspårSedan 1983 omfattar ISO 4757:1983 två typer av krysspår, nämligen typ H (phillips) och typ Z(pozidriv). Teoretiska mått återges i tabell 43 och tabell 44.
Tabell 43: Krysspår typ H, teoretiska måttKrysspår nr 0 1 2 3 4b 0
-0,030,61 0,97 1,47 2,41 3,48
e 0,026 -036
0,41 -0,46
0,79 -0,84
1,98 -2,03
2,39 -2,44
g +0,050
0,81 1,27 2,29 3,81 5,08
f 0,31 -0,36
0,51 -0,56
0,66 -0,74
0,79 -0,86
1,19 -1,27
r nom. 0,3 0,5 0,6 0,8 1t1 ref 0,22 0,34 0,61 1,01 1,35
α 0-15’
1) 138° 140° 146° 153°
β +15’0
7° 7° 5° 45’ 5° 45’ 7°
1) Denna ersätts av rmin 0,25 mm; rmax 0,36 mm. Figur 44 – Krysspår typ H (phillips)
Tabell 44: Krysspår typ Z, teoretiska måttKrysspår nr 0 1 2 3 4b 0
-0,050,76 1,27 1,83 2,72 3,96
f 0-0,25
0,48 0,74 1,03 1,42 2,16
g 0-0,05
0,86 1,32 2,34 3,86 5,08
r1 0,3 0,3 0,38 0,51 0,64
r2 0,1 0,13 0,15 0,25 0,38
j 0,13 0,15 0,15 0,2 0,2α +15’
07° 7° 5° 45’ 5° 45’ 7°
β 0-15’
7° 45’ 7° 45’ 6° 20’ 6° 20’ 7° 45’
γ 0-15’
4° 23’ 4° 23’ 3° 3° 4° 23’
δ 0-7’
46° 46° 46° 56°15’ 56°15’
Figur 45 – Krysspår typ Z (pozidriv)
55

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
9 Internationell standard för krysspår
5656

10 Gängpressande skruv, ST-gänga
Tekn 57
10 Gängpressande skruv, ST-gängaST-gängor och dess skruvändar finns definierade i ISO 1478:1999, materialet i ISO 2702:1992.Följande avsnitt är ett utdrag ur dessa standarder.
10.1 Gängor och skruvändarDessa gängor benämndes tidigare B-gängor. Översättning mellan de två systemen visas i tabell45.
10.2 MaterialST-gängade skruvar är sätthärdade och har en hårdhet i skruvens kärna som ligger mellan 270och 390 HV. Ythårdheten är min 405 HV.
10.3 VridhållfasthetSätthärdade ST-gängade skruvar skall klara ett vridmoment enligt tabell 47.
Tabell 45: Översättning mellan gängsystem ST och B
ST2,2 ST2,9 ST3,5 ST4,2 ST4,8 ST5,5 ST6,3
B2 B4 B6 B8 B10 B12 B14
Figur 46 – Spets, Typ C (tidigare typ AB) Figur 47 – Spets, Typ F (tidigare typ B)
Tabell 46: Dimensioner för ST-gänga
Gänga ST 2,2 ST 2,9 ST 3,5 ST 4,2 ST 4,8 ST 5,5 ST 6,3
P≈ 0,8 1,1 1,3 1,4 1,6 1,8 1,8
d1max 2,24 2,9 3,53 4,22 4,8 5,46 6,25
min 2,1 2,76 3,35 4,04 4,62 5,28 6,03
d2max 1,63 2,18 2,64 3,1 3,58 4,17 4,88
min 1,52 2,08 2,51 2,95 3,43 3,99 4,7
d3max 1,47 2,01 2,41 2,84 3,3 3,86 4,55
min 1,37 1,88 2,26 2,69 3,12 3,68 4,34
c max 0,1 0,1 0,1 0,1 0,15 0,15 0,15
y
ref 1)
typ C 2 2,6 3,2 3,7 4,3 5 6
typ F 1,6 2,1 2,5 2,8 3,2 3,6 3,6
1) Längd av ofullständig gänga
Tabell 47: Vridmoment för ST-gängade skruvar
Gänga ST2,2 ST2,9 ST3,5 ST4,2 ST4,8 ST5,5 ST6,3
Vridhållfasthet Nm min 0,45 1,5 2,7 4,4 6,3 10 13,6
57

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
10 Gängpressande skruv, ST-gänga
Tekn 58
10.4 ST-gängad skruv i rostfria materialST-gängade skruvar förekommer normalt i materialen A2 och A4, se avsnitt 4.4.4 på sidan 30.Skruvarna kan utan problem monteras i alla plaster och lättmetaller. För plastmaterial rekom-menderar vi dock Remform‚ skruvar enligt avsnitt 17 på sidan 77.Vid montering i låg- och höglegerad stålplåt kan ibland skruvgängan deformeras på grund avplåtens deformationshårdnande i samband med stansning eller borrning av hålen. Deformationav gängan kan också förorsakas av monteringsfriktionen. Vid montering med t > halva gäng-stigningen bör plåtens hårdhet ej överstiga 115 HV.För plåtar med en hårdhet > 115 HV rekommenderas skruvar i stål C1, där korrosionsmiljön såtillåter.Friktionsproblemen med den rostfria skruven underlättas betydligt om skruven ytbehandlaseller smörjs med något friktionssänkande i samband med monteringen.
10.5 HåldiametrarFöljande håldiametrar är ett utdrag ur SS 1523 och gäller sätthärdade skruvar. Erfarenhetenvisar dock att rekommenderade hål ej alltid ger bästa förbandshållfasthet. För serieproduktionmed dessa skruvar rekommenderas därför provning. SS 3392 Gängade skruvar - Bestämning av hållfasthets- och monteringsegenskaper, ger en bravägledning vid provning av hållfasthet hos skruvförband samt hur lämpligt monteringsmomentbestäms.
Värdena i tabell 48 gäller för sätthärdade skruvar av stål. För ST-gängade skruvar av annatmaterial, t.ex. rostfritt stål eller mässing, bör monteringsprov göras i varje enskilt fall.
Figur 48 – Exempel på vridprovningsutrustning
Figur 49
58

10 Gängpressande skruv, ST-gänga
Tekn 59
Tabell 48: Riktvärden för håldiametrar, ST-gängaGänga Plåttjocklek Håldiameter d2 H12 eller H131)
Stål, mässing, koppar2) Aluminium Gjutmetalllegering av zink, magne-sium, aluminium
och mässing
Plast Fri-
gåendehål
d4
Dornade eller upp-slagna hål
Borrade eller klippta
hål
Dornade eller upp-slagna hål
Borrade eller klippta
hålHärdplast Termoplast
Hålgrupp 1A
Hålgrupp 1B
Hålgrupp 2A
Hålgrupp 2B Hålgrupp 33) Hålgrupp
43)Hålgrupp
53)
ST 2,2
d1 = 2,24P = 0,79U2 = 0,8
- 0,56 1,6(0,56) - 0,75 1,7 1,6(0,75) - 0,88 1,8 1,6(0,88) - 1,13 1,8 1,6 2 x 3 2 x 5 2 x 5 2,8(1,13) - 1,38 1,9 1,7(1,38) - 1,5 1,9 1,8
ST 2,9
d1 = 2,9P = 1,06 U2 = 1,1
- 0,56 2,2 2,2(0,56) - 0,63 2,5 2,3 2,2(0,63) - 0,75 2,5 2,3 2,2 2,2(0,75) - 0,88 2,5 2,4 2,2 2,2 2,7 x 5 2,5 x 6,5 2,4 x 6,5 3,6(0,88) - 1,25 2,4 2,2 2,2(1,25) - 1,38 2,4 2,2(1,38) - 1,75 2,5 2,3(1,75) - 2,5 2,6 2,4
ST 3,5
d1 = 3,53P = 1,27 U2 = 1,3
- 0,56 2,8 2,6(0,56) - 0,75 2,8 2,7 2,8(0,75) - 0,88 2,8 2,7 2,8 2,6(0,88) - 1,25 2,8 2,8 2,6 3,3 x 6,5 3,2 x 6,5 3 x 6,5 4,2(1,25) - 1,38 2,8 2,7(1,38) - 1,75 2,9 2,8(1,75) - 2,5 3 2,8
(2,5) - 3 3(3) - 6 3
ST 4,2
d1 = 4,22P = 1,41 U2 = 1,4
- 0,5 3,5(0,5) - 0,63 3,5 3,2 3,5(0,63) - 0,88 3,5 3,2 3,5 2,9(0,88) - 1,13 3,5 3,2 3,5 3(1,13) - 1,38 3,5 3,3 3,5 3,2 3,9 x 6,5 3,8 x 8 3,7 x 8 5(1,38) - 2,5 3,5 3,5
(2,5) - 3 3,8 3,7(3) - 3,5 3,9 3,8(3,5) - 10 3,9
ST 4,8
d1 = 4,8P = 1,59 U2 = 1,6
- 0,5 4(0,5) - 0,75 4 3,7 4(0,75) - 1,13 4 3,7 4 3,7(1,13) - 1,38 4 3,9 4 3,7(1,38) - 1,75 3,9 3,7 4,5 X 6,4 4,5 X 8 4,3 X 8 5,8(1,75) - 2,5 4 3,8
(2,5) - 3 4,1 3,8(3) - 3,5 4,3 3,9(3,5) - 4 4,4 3,9(4) - 4,75 4,4 4(4,75) - 10 4,2
ST 5,5
d1 = 5,46P = 1,81 U2 = 1,8
- 1,13 4,7 4,2(1,13) - 1,38 4,7 4,3 4,1(1,38) - 1,5 4,3 4,1(1,5) - 1,75 4,5 4,2(1,75) - 2,25 4,6 4,4
(2,25) - 3 4,7 4,6 5 x 7 5 x 9,5 4,8 x 9,5 6,6(3) - 3,5 5 4,6(3,5) - 4 5 4,8(4) - 4,75 5,1 4,8
(4,75) - 10 4,9ST 6,3
d1 = 6,25P = 1,81 U2 = 1,8
- 1,38 5,3 4,9(1,38) - 1,75 5 5
(1,75) - 2 5,2 5(2) - 3 5,3 5,2 5,9 x 8 5,9 x 9,5 5,6 x 8 7,4(3) - 4 5,8 5,3
(4) - 4,75 5,9 5,4(4,75) - 5 5,6(5)- 10 5,8
1) Om H13 väljs skall angivna värden för d2 minskas med 0,1 mm.
2) HB max 120. Vid hårdare material ökas tabellvärdena med 0,1 - 0,2 mm.3) d2 x min. Inskruvningslängd.
59

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
10 Gängpressande skruv, ST-gänga
Tekn 6060

11 Torx®
61
11 Torx®
Torx-systemet revolutionerar marknaden när det gäller att ersätta traditionella drivgeometrierpå skruvar såsom sexkant, krysspår, rakt mejselspår mm.
11.1 Torx®-Original11.1.1 Längre livslängd
Frånvaron av urkuggning och höga axialkrafter vid montering gör att Torx-verktygen hållermycket längre. Monteringskostnaderna reduceras betydligt tack vare färre stillestånd och lägreverktygskostnad.
11.1.2 Stabilt greppDe snäva toleranserna på Torx-grepp och verktyg gör att skruvarna lättare kan styras utan attvicka. Risken för sned ingängning är mycket liten och monteringen blir snabbare. Monteringenav gängpressande skruvar förbättras.
11.1.3 Tröttar ej montörenDen utmärkta uppriktningen mellan skruv och Torx monteringsverktyg reducerar avsevärtsnedidragning av skruvar samt den mycket tröttande axialkraften.I ett flertal större svenska företag har byte från krysspår till Torx-greppet kraftigt bidragit till attreducera arbetsskador i handleder, armbågar och axlar.
11.1.4 Lägre På-Platsen-Kostnad (PPK)Torx-systemet ger en avsevärt snabbare montering, lägre verktygskostnader och inte minst,färre skador på omkringliggande delar eftersom Torx inte slinter lika lätt.
Figur 50 – Sexkant-nackdelen Figur 51 – Torx-fördelen
Figur 52 – Sneda ytor ger urkuggning Figur 53 – Ingen urkuggning. Drivytan parallell med skruvaxeln
Drivvinkel
Linjekontakt
Drivvinkel
Kontaktyta
61

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
11 Torx®
62
11.2 Torx Plus®
Torx Plus drivgeometri är en ny utveckling för att lösa problem vid montering av gängade fäst-element. Geometrin är skapad av elipsformer. Utöver original Torx goda egenskaper har TorxPlus greppet mer:- I genomsnitt 100% längre livslängd- I genomsnitt 25% högre vridhållfasthet- Högre överförda moment- Ännu mindre risk för urkuggning samt lägre axialkraft- Mindre belastning på montörer- Längre verktygslivslängd än hos andra greppsystem- Ökad produktivitet och tillförlitlighet- Lägre produktionskostnad på sikt
Den förbättrade konstruktionen omfattar- Drivvinkeln 0° för att eliminera radialkrafter som skapar spänningar hos
skruvgrepp (förbättrad momentöverföring)- Större tvärsnittsarea hos kammarna- Bättre utfyllnad i kammarnas hela längd- Ökad hållfasthet hos mejselspetsarna vilket tillåter högre lossvridningsmoment- Toleransen hos mejselspetsarna har minskats med 50% för att förbättra passningen
mellan verktyg och skruvgrepp- Kan monteras med existerande verktyg för Torx vid problem på fältet.
Tabell 49: Vridhållfasthet hos Torx Plus mejselspetsar
Torx grepp Vridhållfasthet, Nm min
10IP 5,42
15IP 9,62
20IP 16,1
25IP 23,5
30IP 47,2
40IP 82,1
45IP 137,4
50IP 194,5
ANM – För att få maximal livslängd på mejselspetsar rekommenderar vi att högst 50% av vridhållfastheten utnyttjas
Kontaktlinje
Elliptisk geometri Drivvinkel 0°
Stor tvärsektionhos kammen
Figur 54 – Torx Plus Geometrin
62

12 Borr- och försänkningsdiametrar
63
12 Borr- och försänkningsdiametrar
Tabell 50: Borr- och försänkningsdiametrar, M-gängaGänga M3 M4 M5 M6 M8 M10 M12 M14 M16
Medeldiameter d2 D2 2,675 3,545 4,48 5,35 7,188 9,026 10,863 12,701 14,701Innerdiameter d1 D1 2,459 3,242 4,134 4,917 6,647 8,376 10,106 11,835 13,835Delning P 0,5 0,7 0,8 1 1,25 1,5 1,75 2 2Borrdiameter för gängning 2,5 3,3 4,2 5 6,8 8,5 10,2 12 14Frigående hål, serie medel Dh 3,4 4,5 5,5 6,6 9 11 13,5 15,5 17,5
Planings- och D3 H15 8 11 11 13 18 24 26 30 33försänknings diameter D4 H14 6 8 10 11 15 18 20 24 26för skruv och mutter D5 H14 6,5 9,7 10,7 12,9 17,7 20,4 – – –Planings- och Fyr- 6,3 10 13 15 18 20 – – – –försänknings kants- 10 – 13 15 18 20 24 26 30 –diameter D6
1) för fäst- 12,5 – – – 18 22 26 28 30 36krafthylsgrepp H14 hål 20 – – – – – – – 33 40Planings- och Fyr- 10 – 15 18 18 22 26 30 – –försänknings kants- 12,5 – – 18 20 24 28 30 36 40diameter D6
1) för fäst- 16 – – – – – 30 33 36 40krafthylsgrepp H14 hål 20 – – – – – – 36 40 431) Gäller vid försänkningsdjup max 1,2d
Tabell 51: Borr- och försänkningsdiametrar, M-gängaGänga M18 M20 M22 M24 M27 M30 M33 M36 M39
Medeldiameter d2 D2 16,376 18,376 20,376 22,051 25,051 27,727 30,727 33,402 36,402Innerdiameter d1 D1 15,294 17,294 19,294 20,752 23,752 26,211 29,211 31,67 34,67Delning P 2,5 2,5 2,5 3 3 3,5 3,5 4 4Borrdiameter för gängning 15,5 17,5 19,5 21 24 26,5 29,5 32 35Frigående hål, serie medel Dh 20 22 24 26 30 33 36 39 41
Planings- och D3 H15 36 40 43 48 53 61 66 71 82försänknings diameter D4 H14 30 33 36 40 – – – –för skruv och mutter D5 H14 – – – – – – – – –Planings- och Fyr- 6,3 – – – – – – – – –försänknings kants- 10 – – – – – – – – –diameter D6
1) för fäst- 12,5 40 43 51 – – – – – –krafthylsgrepp H14 hål 20 43 48 51 53 61 66 71 82 –Planings- och Fyr- 10 – – – – – – – – –försänknings kants- 12,5 – – – – – – – – –diameter D6
1) för fäst- 16 43 48 55 57 – – – – –krafthylsgrepp H14 hål 20 45 53 58 61 66 71 – – –
25 48 53 61 61 71 82 82 90 1001) Gäller vid försänkningsdjup max 1,2d
d skruv
D mutter
Borrdiameter
Skruv M6S och mutter M6M med eller utan bricka BRB
Skruv MC6S
Skruv MFS, MKFS, MFS och MKFX
Handhylsgrepp och krafthylsgrepp
Figur 55 – Borr- och försänkningsdiametrar, M-gänga
63


13 Skruvar i gängade bottenhål
65
13 Skruvar i gängade bottenhålFöljande avsnitt stämmer delvis med SS 1964:1989. Gänglängden G har bestämts med hänsyn till skruvens och godsets brotthållfasthet, före-kommande toleranser, ändfasen f enligt ISO 4753:1983, ingångsfasen f2 samt till att skruvenska kunna monteras utan bricka. Beräknad gänglängd har ökats med tjockleken för rundbrickaenligt SS 70. Borrhålsdjupet L2 har bestämts med hänsyn till gänglängden samt det invändiga gängutloppetenligt SS 1403 ”normalt”, vilket ger utrymme för gängtapp med kort skärfas. Bottenhålen är teoretiskt beräknade på gängvallens skjuvarea och kontrollerade med dorndrag-provning att hålla för minst skruvens brottkraft.Frigångsförsänkning V bör användas när önskad klämlängd eller fri gänglängd på skruven ejkan åstadkommas på annat sätt eller för att ta upp skillnaden mellan beräknad och vald skruv-längd.Ingreppslängden L1 väljs med hänsyn till skruvens och godsets brotthållfasthet enligt tabell 52varvid den invändiga gängan blir något starkare än den utvändiga, d v s i händelse av brott ärdet skruven som brister.
Värdena i tabell 52 är baserade helt på de ingående materialens brotthållfasthet utan hänsyn tillutmattnings-, resttöjnings- eller sträckgränser. Viss försiktighet måste därför iakttas vid mate-rial med proportionellt låga värden för dessa gränser (< 60 % av Rm), t ex gråjärn (≈ 40 %). Enökning av värdena med 10 % – 20 % kan vara motiverad för dessa material.
Värdena i tabell 53 kan behöva ökas med 10% – 20% för sträckgränsmonterade förbandavsedda att utsättas för hög temperatur och/eller dynamisk belastning.
Tabell 52: Ingreppslängder i stål
Invändig gänga Utvändig gänga
BrottgränsRm i
N/mm2
(=Mpa) ca
Motsvarandehållfasthets-
klass förmutter
Brottgräns Rm i N/mm2
400 – (500) 500 – (800) 800 – (1000) 1000 – (1200) 1200 – (1400)Motsvarande hållfasthetsklass för skruven
4.6 5.6 8.8 10.9 12.94.8 5.8 9.8
130-(200) 1,5 D 2 D 2,4 D 2,6 D –200-(280) 1 D 1,5 D 2 D 2,2 D 2,4 D280-(350) 1 D 1 D 1,5 D 1,8 D 2 D350-(430) 4 1 D 1 D 1,2 D 1,5 D 1,8 D430-(540) 5 0,8 D 1 D 1 D 1,2 D 1,5 D540-(650) 6 0,8 D 0,8 D 1 D 1 D 1,2 D650-(750) 0,8 D 0,8 D 1 D 1 D 1 D750-(900) 8 0,8 D 0,8 D 0,8 D 1 D 1 D900-(1100) 10 0,8 D 0,8 D 0,8 D 1 D 1 D
1100-(1300) 12 0,8 D 0,8 D 0,8 D 1 D 1 D
Tabell 53: Ingreppslängder i aluminiumgjutgods
Invändig gänga Utvändig gänga
Hårdhet HB Brottgräns Rm i N/mm2
800-(1000) 1000-(1200) 1200-(1400)Motsvarande hållfasthetsklass för skruven
8.8 10.9 12.99.8
50-(75) 2,2 D 2,4 D 2,6 D75-(100) 2 D 2,2 D 2,4 D100-(125) 1,8 D 2 D 2,2 D125-(150) 1,5 D 1,8 D 2 D
65

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
13 Skruvar i gängade bottenhål
66
Figur 56
Tabell 54: Försänkningsdiameter dh, gänglängd G och borrhålsdjup L2
Gänga
För-sänknings-diameter
Inskruvningslängd L1 1)
0,8 D 1 D 1,2 D 1,5 D 1,8 D 2 D
G L2 G L2 G L2 G L2 G L2 G L2
D Dh H14 2) min min min min min minM 3 3,4 4 7 4 7 5 8 6 9 7 10 7,5 10,5M 3,5 3,9 4,5 8 5 8,5 6 9,5 7 10,5 8 11,5 8,5 12M 4 4,5 5 9 6 10 7 11 8 12 9 13 10 14M 4,5 5 5,5 9,5 6,5 10,5 7,5 11,5 9 13 10 14 11 15M 5 5,5 6 10,5 7 11,5 8 12,5 9,5 14 11 15,5 12 16,5M 6 6,6 8 13 9 14 10 15 12 17 14 19 15 20M 7 7,6 9 14 10 15 11,5 16,5 14 19 16 21 17 22M 8 9 10 16 11,5 17,5 13 19 15,5 21,5 18 24 19,5 25,5M 10 11 12 19,5 14 21,5 16 23,5 19 26,5 22 29,5 24 31,5M 12 13,5 14 22,5 16,5 25 19 27,5 22,5 31 26 34,5 28,5 37M 14 15,5 16 25,5 19 28,5 22 31,5 26 35,5 30 39,5 33 42,5M 16 17,5 19 28,5 22 31,5 25 34,5 30 39,5 35 44,5 38 47,5M 18 20 21 32 25 36 28,5 39,5 34 45 39 50 43 54M 20 22 23 34 27 38 31 42 38 49 43 54 47 58M 22 24 24,5 35,5 29 40 33 44 42 53 46,5 57,5 51 62M 24 26 28 41 32,5 45,5 37 50 45 58 52 65 56,5 69,5M 27 30 30 43 35,5 48,5 41 54 51 64 57 70 62,5 75,5M 30 33 33 48 39 54 45 60 57 72 63 78 69 84M 33 36 36 51 42 57 49 64 59 74 69 84 75 90M 36 39 40 57 47 64 54 71 65 82 76 93 83 100M 39 42 42 59 50 67 58 75 69 86 81 98 89 106M 42 45 46 64 55 73 63 81 76 94 88 106 97 115M 45 48 49 67 58 76 67 85 81 99 94 112 103 121M 48 52 52 73 61 82 71 92 85 106 100 121 109 130M 52 56 55 76 65 86 76 97 91 112 107 128 117 138M 56 62 62 84 73 95 84 106 101 123 118 140 129 151M 60 66 65 87 77 99 89 111 107 129 125 147 137 159M 64 70 68 92 81 105 94 118 113 137 132 156 145 169M 68 74 73 97 87 111 101 125 121 145 141 165 155 179
1) L1 väljs med hänsyn till skruvens och godsets brotthållfasthet enligt tabell 52 eller tabell 53.
2) Frigående hål serie medel enligt ISO 273:1979.
f2D DB–
2------------------=
DB borrdiameter=
Df max D dh+2----------------=
66

13 Skruvar i gängade bottenhål
67
Tabell 54 fortsättning: Försänkningsdiameter dh, gänglängd G och borrhålsdjup L2
GängaFör-
Sänknings-diameter
Inskruvningslängd L1 1)
2,2 D 2,4 D 2,6 DG L2 G L2 G L2
D Dh H14 2) min min minM 3 3,4 8 11 9 12 9,5 12,5M 3,5 3,9 9,5 13 10 13,5 11 14,5M 4 4,5 11 15 12 16 13 17M 4,5 5 12 16 13 17 14 18M 5 5,5 13 17,5 14 18,5 15 19,5M 6 6,6 16 21 17 22 18 23M 7 7,6 18,5 23,5 20 25 22 27M 8 9 21 27 22,5 28,5 24 30M 10 11 26 33,5 28 35,5 30 37,5M 12 13,5 31 39,5 33,5 42 36 44,5M 14 15,5 36 45,5 39 48,5 42 51,5M 16 17,5 41 50,5 44 53,5 47 56,5M 18 20 46,5 57,5 50 61 53 64M 20 22 51 62 55 66 59 70M 22 24 55 66 60 71 64 75M 24 26 61 74 65,5 78,5 70 83M 27 30 68 81 73,5 86,5 79 92M 30 33 75 90 81 96 87 102M 33 36 82 97 89 104 95 110M 36 39 90 107 97 114 104 121M 39 42 97 114 105 122 113 130M 42 45 105 123 113 131 122 140M 45 48 112 130 121 139 130 148M 48 52 119 140 129 150 138 159M 52 56 128 149 138 159 149 170M 56 62 140 162 151 173 162 184M 60 66 149 171 161 183 173 195M 64 70 158 182 171 195 184 208M 68 74 169 193 183 207 197 221
1) L1 väljs med hänsyn till skruvens och godsets brotthållfasthet enligt tabell 87 eller tabell 88.
2) Frigående hål serie medel enligt ISO 273:1979.
67


14 PPK
69
14 PPK14.1 PPK-begreppet
PPK står för På-Platsen-Kostnad, dvs summan av alla kostnader som uppstår från inköp avprodukten till dess den monterats och fullgör avsedd funktion.
PPK-begreppet utvecklades ursprungligen i USA och är numera också ett begrepp i Sverige.PPK är ett effektivt verktyg för att sänka kostnader.Inom fästelementsområdet har vi funnit att endast 10% - 15% av PPK är kostnaden för fäst-elementen. Resten, dvs hela 85% är andra kostnader, t.ex. hantering och montering. Det är där-för viktigare att angripa och minska dessa 85% än att enbart jämföra fästelementensinköpspris.Vi har omsatt PPK-filosofin genom att erbjuda PPK-produkter och PPK-system. T.ex. skruvarsom formar sin egen gänga (gängpressande skruv) och skruvar som borrar sitt eget hål.
14.2 PPK-produkterVåra PPK-produkter marknadsförs och säljs inte som normala mekaniska fästelement utan somen kostnadssänkning till slutförbrukaren av den monterade produkten. De PPK-produkter somerbjuds är ett hjälpmedel till att reducera kostnader och samtidigt erbjuda pålitliga skruvför-band.Exempel på våra utmärkta PPK-produkter är REMFORM®, Taptite®, Coreflex®, Powerlok®‚och Torx®, Multi-grip, B-Lok, Mubux-R, S-Lok, Anchor, Clifa, Nord-Lock®, Spax®.
INKÖP
LAGRING
TRANSPORT
GÄNGNINGPLOCKNING
MONTERING
KONTROLL
UNDERHÅLL
HÅLTAGNING
Figur 57
PPK
69


15 Taptite® II
71
15 Taptite® IITaptite-systemet har ytterligare utvecklats och inget annat system för gängpressande skruvar ärså enkelt och funktionsdugligt. Den senaste utvecklingen är Taptite II.Taptiteskruven pressar gängan i ett hål utan att spånor bildas och vid ett vridmoment som ärmycket lägre än åtdragningsmomentet.I ett hål som gängats med en Taptite II kan du sätta en skruv med vanlig M-gängad skruv omden förra på något sätt går förlorad.
15.1 GängpressningTrilobulära gängpressande Taptite II skruvar pressar starka solida gängor i borrade, stansadeeller pressade hål i plåtar eller gjutgods av formbara metaller. När en Taptite II skruv vridsgenom ett godshål kallformar varje lob metallen i hålet till en gänga med obruten tåga.Taptite II gängan är utformad så att vridmomentet blir lägre än med tidigare Taptite skruvar.P.g.a. elastisk återfjädring fyller godsmaterialet upp bakom loben och skapar en större kontakt-yta mellan gängorna vilket ger ett stort motstånd mot att förbandet lossar samt ger en god håll-fasthet.
15.2 MaterialSkruvar med Taptite II gänga är normalt sätthärdade men finns även i seghärdat sk. Coreflex®
utförande. Användningsområdet är något annorlunda för dessa typer och beskrivs i det föl-jande.
15.2.1 Sätthärdad Taptite®IISätthärdade Taptite II skruvar tillverkas av speciallegerat stål. Under härdningen höjs kolhalteni ytskiktet, ca 0,2 mm djupt. Skiktet får då en hårdhet på över 450 HV medan skruvens kärnablir under 370 HV. Skruvens brottgräns blir då över 930 N/mm2 vilket ungefär motsvararhållfasthetsklass 8.8.Sätthärdningen gör dock att skruven inte får samma elasticitet som en seghärdad 8.8 och skalldärför inte användas i höghållfasta förband eller då lasterna är dynamiska. I höghållfasta för-band rekommenderas Taptite II i Coreflex-utförande.Sätthärdade skruvar med Taptite II gänga kan pressa gängor i plåt och profil av:- Stål, med hårdhet upp till 250 HB- Aluminium och koppar, samt deras legeringar- Gjutgods av järn 1), stål, aluminium, magnesium1), zink och koppar legeringar.
1) Vissa typer kan vara spröda. Kontakta oss för vägledning.
71

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
15 Taptite® II
72
15.2.2 Taptite®II i Coreflex®-utförandeCorflex härdning öppnar nya användningsområden och möjligheter till kostnadsbesparingar ikrävande konstruktioner med lite grövre gängdiametrar.Skruvar med Taptite II gänga i Coreflex utförande är seghärdade. De kan belastas på sammasätt som standardskruvar, 8.8 och 10.9, då det krävs både seghet och styrka, vid stora varie-rande yttre krafter. Exempel på sådana avancerade monteringsfall är topplocks-skruvar i ben-sinmotorer och skruvar för bilbälten.Corflex finns i två utföranden, Corflex-N utförande innebär normal seghärdning och dessaskruvar kan pressa gängor i plastiskt formbara icke järnmetaller med en hårdhet av 100 HBmax.Corflex-I utförandet innebär seghärdning och induktionshärdning av spetsen, se figur 58. Spet-sens ythårdhet i detta utförande överstiger lokalt på de första ca 5 gängorna 450 HV vilket gerlika goda gängformningsegenskaper som hos en vanlig sätthärdad Taptite II. Induktionshärd-ningen av spetsen påverkar ej den bärande gängan eftersom induktionshärdningen endastlokalt omfattar spetsen som pressar gängan.Skruvar i Corflex-I kan pressa gängor i stål med en hårdhet upp till 250 HB.
15.3 Gängdiametrar och Hålrekommendationer
Tabell 55: Gängdiametrar Taptite II
Gängadt C
Max Min Max MinM 2,5 2,48 2,31 2,57 2,48M 3 2,97 2,88 3,07 2,98M 4 3,94 3,84 4,08 3,98M 5 4,93 4,82 5,09 4,98M 6 5,9 5,77 6,1 5,97M 8 7,88 7,72 8,13 7,97M 10 9,85 9,67 10,15 9,97M 12 11,83 11,68 12,18 11,97
Figur 58 – Corflex-I utförande
Figur 59 – Gängdiametrar
Tabell 56: Borrade eller stansade hål i kolstål med 110-130 HB
GängaMaterialtjocklek eller ingreppslängd
0,5-1,5 1,5-2,5 2,5-4 4-6,5 6,5-10 10-15 15-Håldiameter D
M 2,5 2,25 2,3 2,35 2,35M 3 2,7 2,75 2,8 2,8 2,8M 4 3,6 3,65 3,65 3,7 3,75M 5 4,55 4,6 4,65 4,7M 6 5,45 5,5 5,55 5,6 5,65M 8 7,3 7,4 7,45 7,55 7,6M 10 9,2 9,25 9,3 9,4 9,45M 12 11,05 11,15 11,25 11,35
Tabell 57: Borrade eller stansade hål i lättmetall med 80-120 HB
GängaMaterialtjocklek eller ingreppslängd
0,5-1,5 1,5-2,5 2,5-4 4-6,5 6,5-10 10-15 15-Håldiameter D
M 2,5 2,25 2,3 2,3 2,35M 3 2,7 2,75 2,75 2,8 2,8M 4 3,6 3,6 3,65 3,7 3,75M 5 4,55 4,6 4,6 4,65M 6 5,45 5,45 5,5 5,55 5,6M 8 7,3 7,4 7,4 7,5 7,55M 10 9,2 9,25 9,3 9,4 9,45M 12 11,05 11,1 11,2 11,25
72

15 Taptite® II
73
Tabell 58: Pressgjutna hål i aluminium
GängaHåldiameter d K LD2 D3 min min min
M 2,5 2,38 2,24 4,2 8,3 7,5M 3 2,85 2,68 5 9,8 9M 4 3,8 3,58 7 12,8 12M 5 4,75 4,48 9 15,8 15M 6 5,7 5,37 10 18,8 18M 8 7,7 7,27 14 24,8 24M 10 9,6 9,06 17 30,8 30M 12 11,6 10,96 20 36,8 36
Tabell 59: Borrade hål i pressgjuten aluminium
GängaD1) S K L
min min minM 2,5 2,25 1,3 8,3 7,5M 3 2,75 1,5 9,8 9M 4 3,7 2 12,8 12M 5 4,6 3 15,8 15M 6 5,55 3,2 18,8 18M 8 7,45 3,7 24,8 24M 10 9,3 4 30,8 30M 12 11,2 4,5 36,8 36
1) Tolerans = +0 / -0,1
Tabell 60: Uppkragade hål i kolstålmed 110-130 HB
Gänga Håldiameter D, H11-toleransM 2,5 2,25M 3 2,7M 4 3,6M 5 4,55M 6 5,4M 8 7,3M 10 9,15M 12 11
Tabell 61: Mått för hålkrage
GängaMaterialtjocklek
-1 1-1,5 1,5-2 2-2,5 2,5-3 3-4Kraghöjd H
M 2,5 1 1 1,1M 3 1,2 1,2 1,3 1,3M 4 1,3 1,4 1,5 1,5 1,6M 5 1,6 1,8 2 2,3 2,5M 6 1,9 2,1 2,4 2,6 2,8M 8 2,6 3 3,2 3,5M 10 3,7 3,9 4,3M 12 3,9 4,3 4,7
L=ingreppslängd för jämnstarkt förband
Figur 60 – Hålrekommendationer
Kona≈1°
L=ingreppslängd för jämnstarkt förband
Figur 61 – Hålrekommendationer
Figur 62 – Hålkragning
D1 = d+1t till d+1,2td = rekommenderad håldiameter Dd1 = 0,5d dock minst =tR = 0,1tt = plåttjocklek
Stans
Dyna
73

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
15 Taptite® II
74
15.4 Montering och hållfasthetTaptiteskruvar monteras bäst med skruvdragare med god momentnoggrannhet (duglighet >2)Varvtal mellan 300 och 1500 r/m är lämpligt beroende på gängdiameter, huvudform och mon-teringsbetingelser i övrigt. Monteringsmoment avsedda att ge god klämkraft finns i tabellernanedan. Själva gängpressningsmomentet är betydligt lägre, ibland 1/2 till 2/3 av monteringsmo-mentet. Observera att Taptiteskruvar är smorda för att kompensera gängformningsmomentet såatt god klämkraft erhålls.
Tabell 62: Sätthärdad Taptite II, hållfasthet och monteringsmoment
Gänga BrottkraftkN min
VridhållfasthetNm min
GängpressningsmomentNm
MonteringsmomentNm1)
M 2,5 3,15 1,2 ≈ 0,5 0,8
M 3 4,68 2,1 ≈ 0,8 1,4
M 4 8,17 4,9 ≈ 2 3,4
M 5 13,2 10 ≈ 4 6,6
M 6 18,7 17 ≈ 7 11
M 8 34 42 ≈ 17 28
M 10 53,9 85 ≈ 30 55
M 12 78,4 150 ≈ 50 94
1) I genomgående hål sedan gängan pressats
Tabell 63: Taptite II i Coreflex härdning, hållfasthet och monteringsmoment
Gänga BrottkraftkN min
VridhållfasthetNm min
GängpressningsmomentNm
MonteringsmomentNm1)
M 5 14,2 9,3 ≈ 4 7,3
M 6 20,1 16 ≈ 7 13
M 8 36,6 40 ≈ 17 30
M 10 58 81 ≈ 30 58
M 12 84,3 142 ≈ 50 100
M 16 157 377 ≈ 120 250
1) I genomgående hål sedan gängan pressats
74

16 Powerlok®
75
16 Powerlok®
Powerlok® har samma triangulära form som Taptite® II. Tack vare en speciellt utformad gäng-topp ger Powerlok en utmärkt låsning i hål med redan skurna gängor.
Powerlok®-skruv finns i två utföranden:Powerlok® N: Seghärdad till hållfasthetsklass 10.9, hårdhet 300 - 360 HB, se avsnitt 15.2.2.Powerlok® H: Sätthärdad till ythårdhet HRC 47 och kärnhårdhet HRC 28 - 36, dvs. Sammasom för normal Taptite®, se avsnitt 15.2.1.Dimensionsområdet för Powerlok® är M3 - M12.
16.1 AnvändningsområdenPowerlok® N kan användas överallt där andra typer av låsskruv eller säkringselement användsför montering i godshål.Powerlok® H rekommenderas för material som ej kan formas plastiskt, t.ex. gjutjärn, ochextremt hårda material (HB > 250) där Powerlok® N kanske riskerar att bli deformerad.
16.2 Mått och rekommenderade moment
Tabell 64: Dimensioner, Powerlok
Gänga
Omskrivna cirkeln Tvåpunktsmått Spets Rekommenderat moment
C dt Cs max Powerlok N Powerlok H
min max min max Nm Nm
M 4 4,1 4,22 3,96 4,08 3,94 3,5 2,5
M 5 5,13 5,26 4,97 5,1 5 7 5
M 6 6,15 6,3 5,95 6,1 6 12 8,5
M 8 8,2 8,35 7,95 8,1 8 30 20
M 10 10,25 10,4 9,95 10,1 10 57 40
M 12 12,3 12,45 11,95 12,1 12 100 70
Speciellt utformad gängtopp
Invändig gänga
Skruv
Figur 63 – Powerlok-gängans utformning
Figur 64
75


17 REMFORM®
77
17 REMFORM®
REMFORM-skruven är en gängformande skruv med en unik form på gängan speciellt konstru-erad för dagens stora variation av termoplastiska material. Nu är REMFORM-skruven intebara kompetent till att forma väl fungerande gängor i mjuka material utan fungerar utmärktockså i krävande förband vilka tar tillvara egenskaperna i de senaste hårda glasfiberarmeradekonstruktionsplasterna. Samma principer som gör REMFORM fulländad för konstruktions-plaster gör den lika lämplig för andra formbara material som t.ex. trä och mjuka metaller.
17.1 Den unika formen på gängan
Den branta spårande flanken (se figur 65) på REMFORM’s unika asymmetriska gängprofil ärkonstruerad för att stå emot utdragskrafter, vare sig de tillförs genom moment eller yttre drag-krafter.Gängans startvarv är det som mest påverkar formningen av den motgående gängan. Den lillavinkeln som övergår i en radie på ledarflanken (se figur 65) är gjord för att effektivt gynnaomflyttningen och flödet av godsmaterialet.
17.2 REMFORM-styrkanREMFORM-skruven är stark. Med ett högre vridmotstånd än många konkurrenter är vår skruvkapabel att utnyttja långa inskruvningslängder. Möjligheten till dessa långa inskruvningsläng-der låter REMFORM överträffa dessa skruvar eftersom större klämkraft kan uppnås genom enökning av inskruvningslängden än genom en ökning av gängdiametern. En diameterökningresulterar nämligen i en relativt liten prestandaökning men ger en högre kostnad.Den längsta inskruvningslängden denna typ av skruv klarar är till den inskruvningslängd därmotgående gängor formas till en styrkenivå där skruven brister utan gängstrippning i det mot-gående materialet. Med klenare skruv är dessa långa inskruvningslängder inte möjliga attuppnå eftersom gängformningsmomentet närmar sig den klenare skruvens vridbrottmoment.Även när inskruvningslängden inte är lång nog att vrida av skruven har REMFORM ett till-räckligt stort avstånd mellan det höga sönderdragningsmoment (gängstrippmoment) och detlåga gängformningsmoment så att ett slutmonteringsmoment tryggt kan väljas.
17.3 Högt sönderdragningsmomentI applikationer där skruvar brister p.g.a. vridbrott när de utsätts för sitt slutmonteringsmomentgaranterar REMFORM’s höga vridmotstånd ett högt brottmoment. I applikationer där brottinträffar i den motgående gängan riktar den branta ledarflanken den största delen av kraften iaxiell riktning för att öka motståndet mot sönderdragning.
XX
Spårande flankLedarflank
Figur 65 – Gängprofilen
77
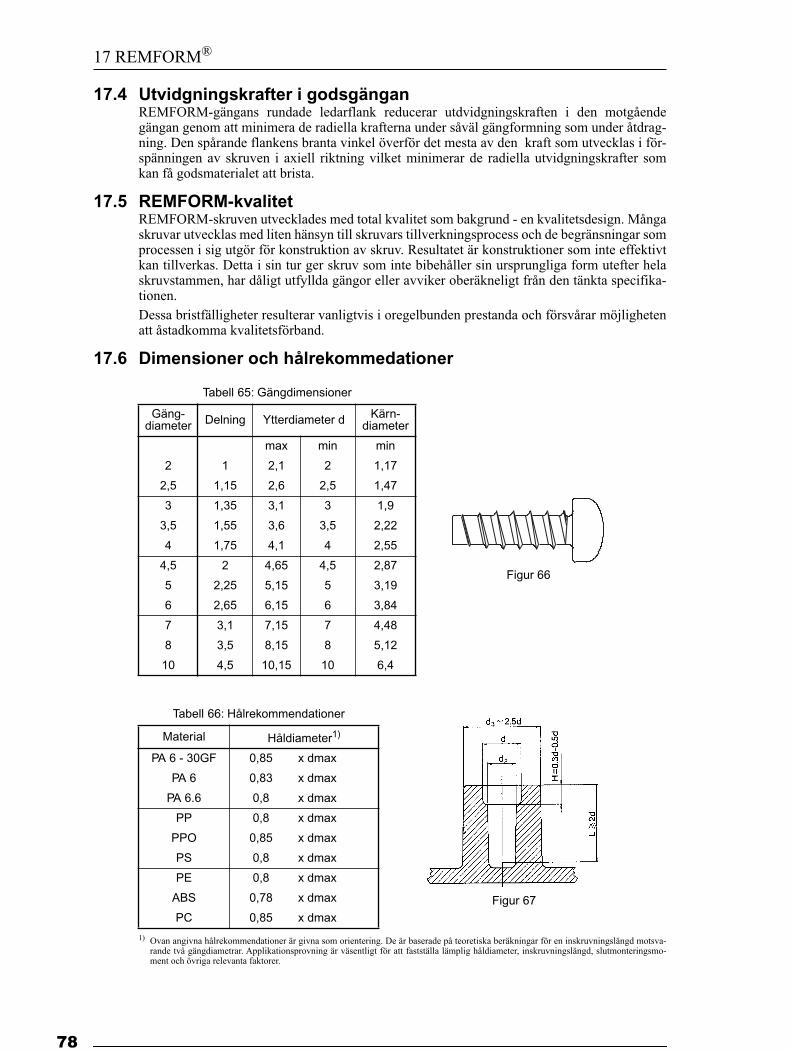
Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
17 REMFORM®
78
17.4 Utvidgningskrafter i godsgänganREMFORM-gängans rundade ledarflank reducerar utdvidgningskraften i den motgåendegängan genom att minimera de radiella krafterna under såväl gängformning som under åtdrag-ning. Den spårande flankens branta vinkel överför det mesta av den kraft som utvecklas i för-spänningen av skruven i axiell riktning vilket minimerar de radiella utvidgningskrafter somkan få godsmaterialet att brista.
17.5 REMFORM-kvalitetREMFORM-skruven utvecklades med total kvalitet som bakgrund - en kvalitetsdesign. Mångaskruvar utvecklas med liten hänsyn till skruvars tillverkningsprocess och de begränsningar somprocessen i sig utgör för konstruktion av skruv. Resultatet är konstruktioner som inte effektivtkan tillverkas. Detta i sin tur ger skruv som inte bibehåller sin ursprungliga form utefter helaskruvstammen, har dåligt utfyllda gängor eller avviker oberäkneligt från den tänkta specifika-tionen.Dessa bristfälligheter resulterar vanligtvis i oregelbunden prestanda och försvårar möjlighetenatt åstadkomma kvalitetsförband.
17.6 Dimensioner och hålrekommedationer
1) Ovan angivna hålrekommendationer är givna som orientering. De är baserade på teoretiska beräkningar för en inskruvningslängd motsva-rande två gängdiametrar. Applikationsprovning är väsentligt för att fastställa lämplig håldiameter, inskruvningslängd, slutmonteringsmo-ment och övriga relevanta faktorer.
Tabell 65: Gängdimensioner
Gäng-diameter Delning Ytterdiameter d Kärn-
diameter
max min min
2 1 2,1 2 1,17
2,5 1,15 2,6 2,5 1,47
3 1,35 3,1 3 1,9
3,5 1,55 3,6 3,5 2,22
4 1,75 4,1 4 2,55
4,5 2 4,65 4,5 2,87
5 2,25 5,15 5 3,19
6 2,65 6,15 6 3,84
7 3,1 7,15 7 4,48
8 3,5 8,15 8 5,12
10 4,5 10,15 10 6,4
Tabell 66: Hålrekommendationer
Material Håldiameter1)
PA 6 - 30GF 0,85 x dmax
PA 6 0,83 x dmax
PA 6.6 0,8 x dmax
PP 0,8 x dmax
PPO 0,85 x dmax
PS 0,8 x dmax
PE 0,8 x dmax
ABS 0,78 x dmax
PC 0,85 x dmax
Figur 66
Figur 67
78

18 FS-Låsmutter
79
18 FS-LåsmutterFS låsmutter är helmetallisk och skiljer sig från övriga låsmuttrar som idag finns påmarknaden.
18.1 Så fungerar FS låsmutterHemligheten med FS låsmutter är den fjädrande och gängade låsbrickan av stål, som sitterinbyggd i mutterkroppen.När en skruv dras in i FS låsmutter, fjädrar låsbrickan och klämmer fast runt skruven, så att ettsäkert förband erhålls. Låsning sker både axiellt och radiellt.FS låsmutter kan skruvas av ett flertal gånger och återanvändas, utan att låsförmågan nämnvärtpåverkas. Detta beror på egenskaperna hos fjäderstålet i brickan.
Efter 15 lossningar förblir friktionsmomenten konstanta.
18.2 AnvändningsområdenLok och järnvägsvagnarMotorupphängning i ramen, för bromssystem och till stöt- och bullerdämpare på stålhjulen.BåtarFastsättning av propellern på propelleraxeln i mindre motorbåtar.FordonsindustrinOmråden med höga temperaturer inom avgassystemet, i turboladdarens rör mellan turbo ochmotor, samt värmeskölden i motorrummet.Axlar i pneumatiska fjädersystem, pumphjul i hydraulpumpar, värmeväxlare, vändkransar påkranfordon och till styrskänklar på gaffeltruckar.Maskin- och verkstadsindustriFS låsmutter ger en pålitlig fastsättning och säkring av fräsverktyget och drivaxeln förhöghastighetsfräsar (18 000 varv). Ett annat exempel är tallriksventiler i kolvkompressorer.
Figur 68 – Låsbrickan kommer i kontakt med skruven
Figur 69 – Låsbrickan har nu pressats ut till slutläge och ger maximal låsning både axiellt
och radiellt.
Figur 70 – Beskrivning av friktionsmoment vidlossning av FS låsmutter
Friktionsmoment
(Nm)
Max enligt DIN 267/15
Montering
FS LåsmutterFS Låsmutter
Värden enligtDIN 267/15
Montering
Lossning
Antal lossningar
79

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
18 FS-Låsmutter
80
18.3 Fler fördelarMotståndskraft mot korrosionVarmförzinkning ger högre korrosionsbeständighet än blankförzinkning.Hög värmebeständighet tack vare speciella materialFS låsmutter i stål tål temperaturer upp till ca 300°C. För förband som ska utsättas för tempera-turer mellan 300°C och 700°C finns FS låsmutter i olika varmhållfasta material.
18.4 Många olika varianter att välja mellanStandardsortimentet levereras i hållfasthetsklass 8 och är varmförzinkat. FS låsmutter kanlevereras som special. Kan tillverkas med tumgängor och fingängor, samt med specialgängor.Levereras som sexkant-, fläns- och kragmutter i hållfasthetsklasserna 8, 10 och 12.Andra dimensioner, material och utföranden på förfrågan och enligt ritning.
18.5 Vårt standardsortiment av FS låsmutter
Tabell 67: Dimensioner FS låsmutter
Gänga Mutter-höjd
Nyckel-vidd
Mått överhörn
Friktionsmoment
1:amontering 1:a lossning 15:e lossning
d m s min max min max min max
M8 8 13 14,38 2 1,2 1,6 1 1,4
M10 10 17 17,77 4 2,5 3,2 2,1 2,7
M12 12 19 20,03 5 2,8 4 2,4 3,4
M16 16 24 26,75 10 6,4 8 5,4 6,8
M20 20 30 32,95 16 9,6 12,8 8,2 11
M24 22 36 39,55 22 14,4 17,6 12 15
Figur 71 – Dimensioner FS låsmutter
80

19 Kerb Konus gänginsatser
81
19 Kerb Konus gänginsatserGänginsatser skapar starka förband, även i svåra applikationer. Gänginsatser ger en pålitliggänga i material med låg hållfasthet. Följden blir enklare och billigare service på t ex apparatermed skyddskåpa av plast, som måste monteras av och på igen. Gänginsatser fungerar dessutomi många material, och applikationerna är så gott som obegränsade. Ensat, B-Lok, Mubux-A och S-Lok är gänginsatser med mångsidig användning inom t explast-, elektronik- och träindustri. De tillverkas av tyska Kerb Konus Vertriebs GmbH, välkäntför sitt kvalitetstänkande. Det rör sig ofta om högteknologiska produkter, såsom detaljer i bilmotorer, motorsågar, datoreroch elektronisk utrustning. Men det finns också många andra applikationer - allt från energiför-sörjningssystem till hushållsapparater.De allra flesta gänginsatser monteras idag i produkter av plast. Andra intressanta användnings-områden är inom träindustri, t ex möbeltillverkning, och olika typer av metallkonstruktioner.
Tabell 68: Välj rätt gänginsats
Ensat 302 Ensat 307/308 Ensat 337/338 Ensat 309
Mått M3 till M161) M3 till M162) M3 till M16 M3 till M16
Material Stål härdat,gulkromaterat
Stål härdat, gulkro-materat
Stål härdat, gulkro-materat
Mässing
Produkt-egenskaper
Självgängande med skärslits
Självgängande med tre skärhål
Självgängande med3 skärhål som spån-kammare
Självgängande eller gängbildande
Användning
Universell använd-ning för alla plaster, trä och metall
Duroplast, glasfiber-förstärkt plast, hård termoplast, Al och Mg legeringar
Duroplast, glasfiber-förstärkt plast, hård termoplast, Al och Mg legeringar
Trä- och fibermate-rial, termoplast och polyuretan
1) Rostfritt respektive mässing anskaffas på begäran2) Rostfritt anskaffas på begära
Tabell 63: Välj rätt gänginsats, Fortsättning
B-Lok Mubux-A S-Lok
Mått M2 till M8 M2 till M83) M3 till M103)
Material Mässing Mässing Mässing
Produkt-egenskaper
Expansioninsats med skruv-låsningseffekt
Inpressningsinsats med sned-kuggad förankringsprofil
För montering med ultraljud eller värmeöverföring
AnvändningMjuk plast av alla typer, trä, fibermaterial, etc. (bero-ende på förankringsprofil)
Duroplast, glasfiberförstärkt plast, hård termoplast och polyuretan
Företrädesvis termoplaster, även för borranvisningar med uttagningsfaser
3) Finns även som gängstift (utvändig gänga)
81

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
82
19.1 Ensat gänginsatsEnsat är en självgängande gänginsats med separat inner- och yttergänga, samt med skärslitsareller skärhål. Ensat har vidareutvecklats under ett antal år, och alla produktförbättringar ärpatentskyddade.Gänginsatsen skruvas in i ett förformat eller förborrat monteringshål, och skär då upp sin egengänga i hålväggen. På så sätt får man en greppassning som tål synnerligen höga belastningar.
Ensat 302 som är försedd med skärslits rekommenderas för de flesta tillämpningar. Dennagänginsats fjädrar i många material något inåt i anslutningen till skärslitsen och ger därmed enviss säkring mot vridning. Om denna effekt inte eftersträvas rekommenderas Ensat 307/308.Ensat 307 och 308 har tre genomgående skärhål och är framtagna speciellt för svårbearbetadematerial. De har tjockare vägg och skärkraften fördelas över de tre hålens skärkanter. Den kor-tare Ensat 307 är särskilt lämplig för tunna material.Ensat 337/338. Denna Ensat-variant har konstruerats för sådana tillämpningar där de spånor,som uppstår vid monteringen inte får spridas till apparaten. Gänginsatsen är därför förseddmed tre skärhål som har särskilt utformade bottenhål, vilka förhindrar att spånor sprids tillkänsliga delar.Storlekar, material och toleranser är samma som för Ensat serie 307/308.Ensat 309 med skärslits är avsedd för framställning av högbelastbara, förslitningståliga ochvibrationståliga skruvförband. I första hand är den avsedd för applikationer i trä, men kananvändas i flera andra material:- hårdträ- mjukt trä- mjuk plast- sammansatta material
Tabell 69:
Typ
Materialapplikationer
Stål Gjutjärn Alumin. Al.leg. Mg leg
Lättmet. Brons
Mässing Övr.
ickejärn
Kompo-siter Trä hårt Trä mjukt Laminat Plast hård Plast mjuk
Ensat302 ♦ ♦ ♦ ♦ ♦ ♦ ♦ ♦ ♦ ♦
307/308 ♦ ♦ ♦ ♦ ♦ ♦ ♦
337/338 ♦ ♦ ♦ ♦ ♦
309 ♦ ♦ ♦ ♦ ♦ ♦
B-LokMV 813/815 ♦ ♦
F 821/823 ♦ ♦ ♦ ♦
E830/831 ♦ ♦ ♦ ♦
R 841 ♦
RK 842 ♦
Mubux-A850 ♦
852 ♦
S-Lok860/862 ♦ ♦
863/864 ♦ ♦
Figur 72 – Ensat 302
82

19 Kerb Konus gänginsatser
83
Montering kan ske på två sätt:1. Självskärande inbyggnad med skärslits från undersidan (normalanvändning).2. Gängbildande inbyggnad med skärslits från ovansidan (i mycket mjuka material).
19.1.1 Produktegenskaper vid metallapplikationerEnsat har en stor effektiv skäryta (d x π x 1) och därmed högre utdragshållfasthet. I stället föratt skära en M5 gänga räcker det ofta med en Ensat M4.Ensat skruvas i efterhand in i den färdiga detaljen. Detta medför högre utflöde från gjutmaski-ner, ingen kassation på grund av felaktigt ingjutna kärnor, ingen formsand i gängorna.För iskruvning av Ensat räcker det med ett förgjutet eller förborrat anvisningshål med normalatoleransgränser.De för trådinsatser nödvändiga arbetsmomenten som t ex gängskärning, urdragning av tappar,samt dyra förslitningsverktyg (gängtappar, cylindriska håltolkar osv) behöver inte användasmed Ensat-systemet.Ensat är okänsligt för blåsbildningar. Ensat-systemet förhindrar skador som uppstår på grundav urdragna gängor.Det finns också en tunnväggig Ensat för tillämpningar med särskilda utrymmeskrav(restväggstjocklek), och som även är lämplig för iskruvning med gängskärningsmaskiner(samma stigning hos inner- och yttergänga).
19.1.2 Produktegenskaper vid applikationer i plast och träUniversell användning för alla plaster, duroplaster, termoplaster, polyuretan, glasfiberförstärktplast, hårt trä och trälaminat samt hårdpapper.Högsta hållfasthetsvärden i jämförelse med andra material.Tunnväggig Ensat för särskilda förhållanden i plast (återstående väggtjocklek), samt lämpligatt skruvas in med gängskärmaskiner (samma stigning in- och utvändigt). En specialartikelsom kan tas hem på förfrågan.
19.1.3 Användningsområden- Ensat används vid alla typer av plast-, trä- och metallbearbetning- Bilindustrin: många underleverantörsdetaljer, ytterspeglar, motor och växellåda.- Tillverkning av hushålls- och kontorsmaskiner: dammsugare, kameror, kvartslampor och
borrmaskiner.- Elektro- och laboratorieteknik: kondensatorer, radio- och TV-mottagare och medicinsk
utrustning.- Konstruktion av anläggningar och apparater: flänsförband, byggnadsredskap, oljebrännare.- Sportutrustning: tennisracketar och skidbindningar.- Militära applikationer: pansar och flygplan.
Figur 73 – Ensat 307/308
Figur 74 – Ensat 309
83

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
84
19.1.4 UtdragshållfasthetEnsat kan utsättas för enormt hög belastning. Vid användning i lättmetall kan till exempel enutdragshållfasthet uppnås som överstiger sträckgränsen för motsvarande 8.8 skruv.Aktuella utdragskrafter framgår av figur 75 och figur 76. För duroplaster och glasfiberförstärktplast är värdena som regel ännu högre. Ett Ensat-förband medger betydligt mindre inbyggnadsmått och därmed material- och viktspa-rande konstruktioner. I figur 77 ges exempel på två skruvförband med samma utdragshåll-fasthet.
Figur 75 – Utdragshållfasthet hos Ensat i metaller, jämfört med 8.8 skruv
Figur 76 – Utdragshållfasthet hos Ensat i olika plastmaterial
Formel 7 – Beräkningsmodell för utdragskrafter Figur 77 – Två skruvförband med samma utdragshållfasthet, det högra med Ensat
gänginsats1) ιsB är för lättmetallegeringar mellan 55% och 70% av dragbrotthållfastheten och för lättmetallgjutgods mellan 55% och
80% av dragbrotthållfastheten
10
20
30
40
50
60
70
80
90
M3 M4 M5 M6 M8 M10 M12 M14
Utdragskraft, kN
Ensat innergänga
Grundmaterial: Lättmetall (G Al Si12 (Cu))Ensat: Stål, sätthärdat, gulkromaterat
Ensat 302Ensat 307
Ensat 308Skruvens sträckgränskvalitet 8.8
1
2
5
10
20
50
M3 M4 M5 M6 M8 M10 M12
ABS, PP, PE PPO, PC, PVC-P
PA, PMMA, PVC-UPOM, PBT
Ung. utdragskraft, kN
Ensat innergänga
Fa = ε(dπl)ιsB
där:
Fa = utdragskraft i Nd = Ensat-ytterdiameterl = Ensat-längdιsB= Arbetsstyckets skjuvhållfasthet i N/mm2 1)
ε = 0,75 för Ensat 302 ε = 0,7 för Ensat 307ε = 0.85 för Ensat 308
84

19 Kerb Konus gänginsatser
85
19.1.5 Konstruktion av formstycke och monteringshål för Ensat
19.1.5.1 HåldiameterFör riktvärde på håldiameter, se tabell 65 på sid 67. Hårda och spröda material kräver störrediameter än mjuka och elastiska material. Försök rekommenderas.
19.1.5.2 Försänkning av monteringshålFör en ren och slät yta efter montering av Ensat rekommenderas följande sprut- resp. press-hålsform: mjuka till medelhårda plaster fasas under 60°. Hårda och spröda plaster: för-sprutning respektive förpressning med N = d + (0,2 till 0,4) mm. Försänkningsdjup Z ≥ Ensat-yttergängans stigning.I formstycken av glasfiberförstärkt plast erhålls mycket hög utdragshållfasthet om gjuthudenavlägsnas genom uppborrning av monteringshålet.Undvik låsning mellan Ensat och skruven, under huvudet eller i gängan. För låsskruvar skru-vas därför Ensat in ≥ 1 mm djupare. Stoppskruvar låses mot bottenytan i bottenhål.
19.1.6 Borrhålsanvisning för arbetsstycken av metall
19.1.6.1 BorrhålsdiameterTabell 65 används för bestämning av rekommenderad borrhålsdiameter för olika material hosarbetsstycket. Sega, hårda och spröda material kräver ett större borrhål än mjuka eller elastiskamaterial.Exempel: Arbetsstycke av lättmetall (Rm = 280N/mm2), innergänga M8, rekommenderadborrhålsdiameter för Ensat 302: 10,8 till 11,0 mm, för Ensat 307/308: 11,1 till 11,2 mm.Vid bearbetningsproblem (t ex kraftig ökning av åtdragningsmomentet) är det som regel säk-rast att välja diametern från närmast högre kolumn. I tveksamma fall rekommenderas prov-montering.Borrhålsanvisningen kan antingen förborras eller läggas in vid formgjutningen. Försänkningav borrhålet är som regel inte nödvändigt men rekommenderas dock för undvikande av skadorpå arbetstyckets yta vid iskruvning av Ensat.
M = Minsta tillåtna materialtjocklek ≥ längden av Ensat
T = Djup för bottenhål. För minsta djup hänvisas till produktsidorna.
t = Kantavstånd. Minsta tillåtna kantavstånd är beroende av aktuell belastning och materialets elasticitet.
Riktvärden för t:- för plast t = ≥ 0,25 till 0,9d- för lättmetall t = ≥ 0,2 till 0,6d- för gjutgods t = ≥ 0,3 till 0,5dd = ytterdiameter för Ensat
Figur 78 – Konstruktion av formstycke och monteringshål för Ensat
85

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
86
19.1.6.2 Rekommenderad inbyggnadVarje låsning mellan Ensat och skruven - under huvudet, i gängan eller vid gängans utlopp -måste undvikas. Ensat ska därför skruvas in djupare för justerskruvar ≥ 1 mm. Pinnskruvar måste låsas mot bottenytan i bottenhål (se figur 79).
19.1.7 Flankingrepp i metall för EnsatI ett arbetsstycke av lättmetall uppnår Ensat 302 nästan maximal utdragshållfasthet vid endast30% flankingrepp. Se figur 81.I mjukare material krävs ett större flankingrepp.
Tabell 70: Riktvärden för borrhål i olika material
Borrhålsdiameter Riktvärden för Ensat 302 Riktvärden för Ensat 307/308 och 337/338
Arbets-stycketsmaterial
LättmetallegeringRm= drag-
hållfasthet N/mm2
Rm<250
Rm<300 Rm<300
Rm<350 Rm<350
Rm>350 Rm>350
Mässsing, brons, icke järnmetall
Gjutjärn
<150HB <150HB
<200HB <200HB
>200HB >200HB
Ensat-inner-gänga
M3 N°4 4,5 4,6 4,6 4,7 4,8 4,6 4,7 4,7 4,8
M4 N°8 5,8 5,9 6 6,1 6,2 6 6,1 6,1 6,2
M5 N°10 7,1 7,2 7,3 7,5 7,6 7,4 7,5 7,6 7,7
M6 1/4” 8,6 8,8 9 9,2 9,4 9,3 9,4 9,5 9,6
M8 5/16” 10,6 10,8 11 11,2 11,4 11,1 11,2 11,3 11,5
M10 3/8” 12,6 12,8 13 13,2 13,4 13,1 13,2 13,3 13,5
M12 7/16” 14,6 14,8 15 15,2 15,4 15 15,1 15,2 15,4
M16 5/8” 18,6 18,8 19 19,2 19,4 19 19,1 19,2 19,4
Flankingrepp, ca 70% 60% 50% 40% 30% 80% 70% 60% 50%
Figur 79 – Montering av pinnskruv i Ensat
86

19 Kerb Konus gänginsatser
87
19.1.8 Så monteras Ensat - maskinellt eller för handEnsat skruvas antingen in maskinellt eller för hand. Iskruvningsverktyg, se sid 89. Iskruv-ningshastigheten är beroende av arbetsstyckets material. Se tabell 71 för rekommenderadevarvtal.Olika monteringsmaskiner- Borrmaskiner eller gängskärningsmaskiner med backkoppling via djupanslag, utan ledar-
back, utan matning.- Elektrisk handmaskin- En- eller flerstegsmonteringsmaskin med pneumatisk och elektrisk drivning, halv- och hel-
automatisk, CNC.
Tabell 71: Rekommenderat varvtal för iskruvning av Ensat i plast resp. lättmetall
Ensat inner-gänga
Varvtal/mini plast
Varvtal/mini lättmetall
M 2,5 - M 3 800 - 1300 650 - 900
M 4 - M 5 600 - 900 400 - 600
M 6 - M 8 400 - 700 280 - 400
M 10 - M 12 300 - 450 200 - 300
M 14 - M 16 240 - 350 150 - 200
M 18 - M 20 180 - 300 120 - 120
M 22 - M 24 160 - 250 100 - 160
M 27 - M 30 140 - 200 80 - 140
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60 70 80 90 100%
M 12
M 10
M 8
Figur 80 – Utdragshållfasthet vid olika flankingrepp för Ensat 302
Pro
vlas
t (kN
)
Yttergängans flankingrepp (%)
Ensat
Arbetsstycke
Borrhåls-diameter 30%
Flank-ingrepp
Ensat
Arbetsstycke
Borrhåls-diameter 70%
Flank-ingrepp
Figur 81 – Förankring i godset vid olika flankingrepp
87

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
88
19.1.8.1 Maskinell montering1 Passa in arbetsstycket med maskinspindeln centrerad över borrhålet (ingen förskjutning).
Ställ in maskinen för önskat iskruvningsdjup (ca 0,1 till 0,2 mm under arbetsstyckets yta).2 Ställ in maskinen för högervridning. Verktygets vridbara ytterhylsa måste i början av
iskruvningen ligga an mot det yttre, synliga anslagsstiftet, så att hylsan vrids runt medursav stiftet. För fram Ensat till verktyget (vänd slitsen resp. skärhålet nedåt) och håll fast denunder två till tre varv.
3 Manövrera maskinen med spaken tills Ensat skär in i borrhålet. Resten av iskruvningenutförs utan matningsrörelse.
4 Koppla in backslaget. Verktyget får inte under några förhållanden ansättas hårt i arbets-stycket för undvikande av brott i verktyg och Ensat.
Tabell 72: Maximalt tillåtet åtdragningsmoment för Ensat i metall
Ensat innergänga Moment Nm max
M 2,5 1,5
M 3 2,5
M 4 5,5
M 5 10
M 6 15
M 8 28
M 10 40
M 12 60
Figur 82 – Arbetsmoment vid maskinell montering av Ensat
Figur 83 – Så här går monteringsarbetet till
88

19 Kerb Konus gänginsatser
89
19.1.8.2 Manuell monteringManuell montering med iskruvningsverktyg 610 och gängkloppa, se figur 84.För håldiameter se tabell 70, sid 86. Eventuell försänkning.1 Skruva upp Ensat på iskruvningsverktyget. Vänd skärslitsen resp. skärhålen nedåt.2 Skruva in Ensat omkring 0,1 - 0,2 mm under arbetstyckets yta. Var noga med att centrera
verktyget.3 Skruva tillbaka iskruvningsverktyget. Verktyg 610: Håll fast stödmuttern med en skift-
nyckel så att låsningen släpper.
19.1.8.3 Montering i stålTyp 302. Förskär gängan med en tapp (max. mellangängstapp), ställ in verktygets gängstiftmotsvarande Ensat-gängans hela längd (verktyg 610 är inte förställbart).
19.1.9 Monteringssverktyg för Ensat i metall
19.1.9.1 Ställa in eller byta gängstiftDra av hylsan (2) nedåt. Lossa de två låsskruvarna (5). Skruva gängstiftet (7) in eller ut. Dra åtbåda skruvarna (5) likformigt vid montering. Lägg kullagret (6) på plats. Skjut upp hylsan (2)så att kulan (9) faller in i spåret. För att verktyget skall fungera problemfritt måste hylsan varamycket lätt att vrida.
Figur 85 – Maskinverktyg 620 för iskruvning kant i kant
Figur 86 – Verktyg 610 endast för manuell montering
Figur 84 – Arbetsmoment vid manuell montering av Ensat
Fyrkant S
Anslagsstift
Kula 9
Låsskruv 5
Färgmärkning
Kullager 6
Hylsa 2
Styrhylsa 3
Gängstift 7
Fyrkant S1
Greppstycke S2
89

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
90
Tabell 73: Verktyg 620
Dim Art nr E E1 S LM 3 660050 18 8 6,3 82M 4 660068 18 8 6,3 83M 5 660076 24 12,5 10 101M 6 660084 24 12,5 10 102M 8 661967 24 12,5 10 105M 10 661975 32 16 12,5 131M 12 661983 32 16 12,5 134M 16 661991 50 25 20 166
Tabell 74: Gängdorn 620 kort
Dim Art nrM 3 660092M 4 660100M 5 660118M 6 660126M 8 661926
M 10 661918M 12 661900M 16 661892
Tabell 75: Verktyg 610
Dim Art nr L S1 S2
M 3 660480 55 5 7M 4 660498 60 5 7M 5 660506 75 8 13M 6 660514 75 8 13M 8 661959 75 8 13
M 10 661942 95 12,5 19M 12 661934 95 12,5 19
19.1.9.2 GängstiftslängdKorrekt gängstiftslängd för Ensat med skärslits resp. skärhål. (a=yttergängans stigning)1 Slipa av verktyg 610 för Ensat av kort utförande. 2 Slipa av styrhylsan (3) framtill när Ensat ska skruvas in djupare än 0,2 mm
under arbetsstyckets yta. Diameter: 0,1 - 0,2 mm mindre än förborrat hål.För montering av tunnväggig Ensat används modifierade styrhylsor (levereras på begäran)
19.2 B-Lok självlåsande gänginsatsB-Lok är en gänginsats med olika ytterprofiler. På så sätt garanteras optimal förankring i form-stycken av plast.
19.2.1 Produktegenskaper- Överlägset korta monteringstider.- Automatisk säkring som förhindrar att skruven lossnar.- Kostnaden för låselement försvinner.
19.2.2 Konstruktion av formstycke och monteringshålMonteringsdetaljen ska ligga an mot gänginsatsen, se (1). Hålet (2) ska därför vara trångt ochinte försänkas. Låt B-Lok sticka upp ca 0,1 mm över formstyckets yta (1).De båda plastdetaljerna måste gripa in vridningssäkert i varandra så att det inte uppträder någotbrytande moment som kan lossa förbandet.
Figur 88 – B-Lok MV Figur 89 – B-Lok R Figur 90 – B-Lok RK
Figur 87 – Korrekt gängstiftslängd om a = yttergängans stigning
90

19 Kerb Konus gänginsatser
91
Håldjup ska i möjligaste mån överdimensioneras. Skruven får under inga förhållanden ligga anmot hålbotten, se (3).Skruvarnas längd ska väljas så att B-Lok pressas utåt i hela sin längd.Håldiameter och väggtjocklek är beroende av formstyckets material. Kontakta oss för merinformation eller bestäm genom egna försök. För riktvärde hänvisas till produktsidorna. Koni-citet max. +0,4 mm. För B-Lok rekommenderas minsta möjliga håldiameter för vilken det ärmöjligt att dra i skruven. Ett större hål innebär visserligen att skruven går lättare, men samti-digt att utdragningshållfastheten och vridningssäkringen inte uppnår lika bra värden.
19.2.3 Montering av B-Lok1. B-Lok pressas in i monteringshålet. De båda segmenten trycks därvid inåt.2. När skruven dras in återtar segmenten sin ursprungliga form. Ytterprofilen pressas därige-
nom in i hålväggen. Restspänningen fungerar som skruvsäkring.För småserier monteras B-Lok med en enkel handvev (ev. liten press, stillastående pelarborr-maskin). För större serier offereras en- eller flerstegs monteringsmaskiner på begäran.
19.3 Mubux-A, gänginsats för inpressningMubux-A är en gänginsats med sneda kuggar i flera steg, konisk förankringsprofil och en styr-ning som ger problemfri montering.Mubux-A är lämplig för alla formstycken av hårdplast.
19.3.1 Produktegenskaper- Enkel och snabb montering. En styrning förhindrar problem vid inbyggnad.- Liten diameter och kort inbyggnadslängd- Ekonomisk.
Figur 91 – Utdragskraft i förhållande till innergängans diameter hos S-Lok.
Figur 92 – Konstruktion av formstycke och monteringshål
M3M20
1
2
3
4
M4 M5 M6 M8
PA, POM, PCPVC, PMMA
ABS, CA, PS PP, PPO, PVC
Ung. utdragskraft, kN
B-Lok innergänga
Figur 93 – Montering av B-Lok
91

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
19 Kerb Konus gänginsatser
92
19.3.2 Formstyckets och monteringshålets konstruktion.Håldiameter och väggtjocklek är beroende av formstyckets material. Kontakta oss för merinformation eller bestäm genom egna försök. För riktvärden hänvisas till produktsidorna.Håldjup (T) ≥ längden av Mubux-A + 1 mm. VIKTIGT: Skruven får under inga förhållandenligga an mot hålets botten!
19.3.3 Montering av Mubux-AMubux-A sätts in med styrningen vänd nedåt i monteringshålet och trycks in med ett hand-verktyg eller en liten press. VIKTIGT: Mubux-A får inte slås in med hammare!Mubux-A ger höga utdragsvärden när den sätts in i formstycket direkt efter uttagning ochinnan detta har svalnat helt.Mubux-A har med stor framgång monterats i vissa duroplaster med hjälp av ultraljud.
19.4 S-Lok gänginsats för värme- eller ultraljudsmonteringS-Lok är en gänginsats med mantelyta av delad och motriktad snedkugg samt en styrring sommedger problemfri montering.Den unika och materialanpassade formen har utvecklats speciellt för montering i plastdetaljermed ultraljud eller värmeöverföring.Välkända tillverkare av ultraljudmaskiner rekommenderar S-Lok på grund av den låga energi-förbrukningen, den korta monteringstiden och den problemfria hanteringen. S-Lok fungerarutmärkt i alla formstycken av termoplast.
Figur 94 – Utdragskraft i förhållande till gängans diameter
Figur 95 – Mubux A Figur 96 – Applikation med Mubux-A i hård termoplast
M3M20
0.5
1
1.5
2
M4 M5 M6 M8
Duroplast, termoplast medhög hållfasthet
Termoplast
Ung. utdragskraft, kN
Mubux-A innergänga
Figur 97 – S-Lok
92
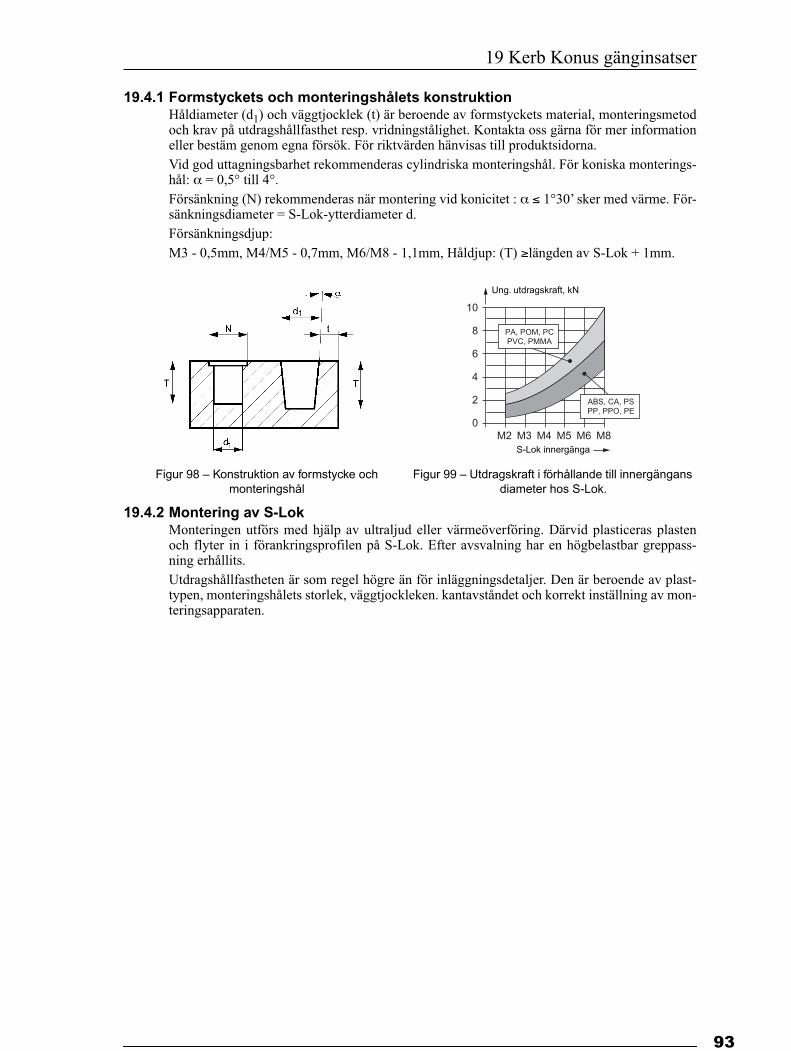
19 Kerb Konus gänginsatser
93
19.4.1 Formstyckets och monteringshålets konstruktionHåldiameter (d1) och väggtjocklek (t) är beroende av formstyckets material, monteringsmetodoch krav på utdragshållfasthet resp. vridningstålighet. Kontakta oss gärna för mer informationeller bestäm genom egna försök. För riktvärden hänvisas till produktsidorna.Vid god uttagningsbarhet rekommenderas cylindriska monteringshål. För koniska monterings-hål: α = 0,5° till 4°.Försänkning (N) rekommenderas när montering vid konicitet : α ≤ 1°30’ sker med värme. För-sänkningsdiameter = S-Lok-ytterdiameter d.Försänkningsdjup:M3 - 0,5mm, M4/M5 - 0,7mm, M6/M8 - 1,1mm, Håldjup: (T) ≥längden av S-Lok + 1mm.
19.4.2 Montering av S-LokMonteringen utförs med hjälp av ultraljud eller värmeöverföring. Därvid plasticeras plastenoch flyter in i förankringsprofilen på S-Lok. Efter avsvalning har en högbelastbar greppass-ning erhållits.Utdragshållfastheten är som regel högre än för inläggningsdetaljer. Den är beroende av plast-typen, monteringshålets storlek, väggtjockleken. kantavståndet och korrekt inställning av mon-teringsapparaten.
Figur 98 – Konstruktion av formstycke och monteringshål
Figur 99 – Utdragskraft i förhållande till innergängans diameter hos S-Lok.
M3M2 M4 M5 M6 M8
PA, POM, PCPVC, PMMA
ABS, CA, PS PP, PPO, PE
0
2
4
6
8
10Ung. utdragskraft, kN
S-Lok innergänga
93


20 Anchor nitmutter
95
20 Anchor nitmutterAnchor nitmutter är en gänginsats med försänkt och skarptandat skaft. Hos oss finns den i stålsom standard. Vi kan även leverera Anchor i rostfritt material, mässing eller lättmetall.Anchor nitas fast i tunnplåt med förstansade monteringshål. Därvid skär tandkransen in ihålväggen och skapar en absolut fast förankring. Den speciella skaftformen och försänkningenpå undersidan skyddar gängan mot skador vid montering. Det har vid överlastprov visat sig attAnchor i nästan alla tillämpningar sitter fast även om gängan dras sönder helt och hållet.Anchor fungerar även som distanser.
20.1 AnvändningsområdenAnchor nitmutter har universell användning. Den erbjuder flexibilitet vid konstruktion, t ex förrobusta förskruvningar inom bilindustrin och fastsättning av högkänsliga elektroniska kompo-nenter.Muttern finns i dimensioner från M3 till M6. Plåtens tjocklek kan vara mellan 0,9 och 2,5 mm.
20.2 Produktegenskaper- Anchor nitmutter är vridningssäker och kan belastas från båda sidor- Skruven kan monteras från båda håll- Anchor kan användas på ytbehandlade, galvaniserade delar. Det tidsödande arbetet med ren-
göring av innergängor och reparation av ytskador försvinner.- Anchor kan inte tryckas ut vid idragning av skruven. Därigenom slipper man oförutsedda
tidsförluster.- Anchor-gängan är jämn, kalibrerad och förslitningstålig. Den sitter exakt och centreras utan
hjälp av mallar eller andra inriktningsanordningar.
Tabell 76: Rekommendationer för särskilda krav
Särskilt krav Rekommendation
Vikt- och/eller volymsparande konstruktion Mini-Anchor med kompakta yttermått
Tät gänga Tanktyp med gänga-bottenhål
Distansändamål Anchor med speciallängd
Stöd- och lagerfunktion Anchor utan innergänga (specialutförande)
Montering i samma nivå som plåtens yta Montera Anchor med stans- eller nitmaskin eller använd Anchor för närmast mindre plåttjocklek
Extremt höga vridmoment/utdragsvärden eller optimal tätning mellan Anchor och plåt
Välj ett mindre monteringshål och montera Anchor med hålstans. Alternativt i ett enda arbetsmoment med kombinerat monterings- och nitverktyg
När det räcker med låg hållfasthet, t.ex. i plast eller mjuka material
Tryck helt enkelt in Anchor utan nitning.
Vi kan på förfrågan leverera monteringsutrustning samt kombinerade sätt- och nitverktyg för vanligt förekommande pressar. Kontakta oss för information.
Figur 100 – Anchor
95

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
20 Anchor nitmutter
96
20.3 Mini-Anchor, när mått eller vikt måste begränsasMini-Anchor används när utrymmet är begränsat eller man måste hålla nere vikten på enprodukt.
20.4 Montering av AnchorMontering av Anchor görs på följande sätt: Stansa eller borra hål, lägg i Anchor och nita fastskaftet med ett enkelt nitverktyg, se figur 103.- för hand- med tryckluftsdriven handnithammare- med en enkel press- lägg i Anchor och nita med hjälp av en nitstans eller en nitstansmaskin- med speciella, högeffektiva monteringsaggregat för stora serier; kapacitet upp till 50 delar
per minut.
Figur 102 – Montering av Anchor Figur 103 – Verktyg för montering av Anchor
Tabell 77: Erforderlig presskraft vid maskinell montering.
Dimension Presskraft Kg 1)
M3 1500 – 1700
M4 2000 – 2200
M5 2200 – 2800
M6 3000 – 3300
1) Provmontering måste utföras för att säkerställa vilken presskraft som krävs.
Figur 101 – Mini-Anchor
Bild 1 Bild 2
Tabell 78: Verktyg Anchor 401
Dim d1 r1 r2 d2 d3 Art nr
M3 4,3 0,6 0,5 7,1 12 661306
M4 5,3 0,7 0,5 8,7 12 661298
M5 6,7 0,9 0,5 10,3 16 661314
M6 8 1 0,6 11,9 16 661322
Tabell 79: Verktyg Mini-Anchor 421
Dim d1 r1 r2 d2 d3 Art nr
M3 3,2 0,6 0,5 5,5 12 661256
M4 4,3 0,6 0,5 7,1 12 661264
M5 5,3 0,6 0,5 8,7 12 661272
M6 6,5 0,6 0,6 10,3 12 661280
Material i nitverktyg: stål 115 Cr V3 (1.2210)Hårdhet: 58 till 62 HRc, skaft 20 till 25 HRc
96

21 Insatsgängor enl DIN 8140
97
21 Insatsgängor enl DIN 8140Insatsgängor är ett överlägset alternativ när det gäller att förstärka eller förnya gamla gängor.Våra insatsgängor är tillverkade i rostfritt, syrafast material med mycket hög hållfasthet och ärdärmed i det närmaste outslitliga. Tråden i insatsgängorna har ett rombiskt tvärsnitt och är for-mad som en spiral för att ge bättre förspänning och självlåsningVåra insatsgängor är kvalitetsprodukter som ger säkra och ekonomiska skruvförband vid allamekaniska, termiska och korrosiva påkänningar.
21.1 Fördelar- Så gott som outslitliga- Självlåsande- Ger maximal förspänning- Innebär mindre materialåtgång- Hög hållfasthet- Bra korrosionsskydd- Hög temperaturbeständighet- Brett användningsområde
21.2 AnvändningsområdeNyproduktionDär hållfastheten på arbetsmaterialet inte är tillräcklig. Oftast handlar det om aluminiumlege-ringar, magnesiumlegeringar, plast eller gjutjärn.Reparation av trasiga gängorInsatsen förhindrar dyra driftsstopp. Hålet bibehåller sin ursprungliga diameter och du kananvända samma typ av skruv efter lagningen som föreSvåra miljöerInsatsgängorna klarar svåra kemiska och atmosfäriska miljöer, förhindrar korrosionsangreppoch bränner inte fast i godset.
21.3 Låsande insatsgängaInsatsgängan har ett eller flera (dimensionsberoende) polygonformade låsvarv i mitten avinsatsen, som gör att skruven sitter säkrare fast. Förbandet sitter fastlåst och lossnar inte ensnär det utsätts för starka vibrationer, chocker eller andra dynamiska belastningar.I de allra flesta fall ger en låsande insatsgänga en effektivare och starkare låsning än andralåssystem, som t.ex. låsmutter och låsbricka.
Figur 104 – insatsgänga
Figur 105 – Rombiskt tvärsnitt
Figur 106 – Låsande insatsgänga
Figur 107 – Polygonvarv
97

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
21 Insatsgängor enl DIN 8140
98
Tabell 80: Dimensioner M-gänga
Gänga
Borrning A Gängtolerans Gänglängd DYtterdia
BMedeldia C
Borr min max min max min 0,5d 0,75d 1d 1,25d 1,5d 2d 2,5d 3dM 2,5 x 0,45 2,6 2,597 + 0,1 3,084 2,792 + 0,055 - - 2,5 3,12 3,75 5 6,25 7,5M 3 x 0,5 3,2 3,108 + 0,112 3,65 3,325 + 0,059 - - 3 3,75 4,5 6 7,5 9M 3,5 x 0,6 3,7 3,63 + 0,125 4,28 3,89 + 0,069 - - 3,5 4,37 5,25 7 8,75 10,5M 4 x 0,7 4,2 4,152 + 0,14 4,91 4,455 + 0,074 - - 4 5 6 8 10 12M 5 x 0,8 5,2 5,174 + 0,16 6,04 5,52 + 0,077 - - 5 6,25 7,5 10 12,5 15M 6 x 1 6,3 6,217 + 0,19 7,3 6,65 + 0,092 - - 6 7,5 9 12 15 18M 7 x 1 7,3 7,217 + 0,19 8,3 7,65 + 0,092 - - 7 8,75 10,5 14 17,5 21M 8 x 1 8,3 8,217 + 0,19 9,3 8,65 + 0,092 - - 8 10 12 16 20 24M 8 x 1,25 8,4 8,271 + 0,212 9,624 8,812 + 0,099 - - 8 10 12 16 20 24M 9 x 1,25 9,4 9,271 + 0,212 10,624 9,812 + 0,099 - - 9 11,25 13,5 18 22,5 27M 10 x 1 10,25 10,217 + 0,19 11,3 10,65 + 0,092 - - 10 12,5 15 20 25 30M 10 x 1,25 10,4 10,271 + 0,212 11,624 10,812 + 0,099 - - 10 12,5 15 20 25 30M 10 x 1,5 10,5 10,324 + 0,236 11,948 10,974 + 0,115 - - 10 12,5 15 20 25 30M 11 x 1,5 11,5 11,324 + 0,236 12,948 11,974 + 0,115 - - 11 13,75 16,5 22 27,5 33M 12 x 1 12,25 12,217 + 0,19 13,3 12,65 + 0,1 - - 12 15 18 24 30 36M 12 x 1,25 12,25 12,271 + 0,212 13,624 12,812 + 0,114 - - 12 15 18 24 30 36M 12 x 1,5 12,5 12,324 + 0,236 13,948 12,974 + 0,125 - 9 12 15 18 24 30 36M 12 x 1,75 12,5 12,379 + 0,265 14,274 13,137 + 0,134 - 9 12 15 18 24 30 36M 14 x 1,5 14,5 14,324 + 0,236 15,948 14,974 + 0,125 - 10,5 14 17,5 21 28 35 42M 14 x 2 14,5 14,433 + 0,3 16,598 15,299 + 0,145 - 10,5 14 17,5 21 28 35 42M 16 x 1,5 16,5 16,324 + 0,236 17,948 16,974 + 0,125 - 12 16 20 24 32 40 48M 16 x 2 16,5 16,433 + 0,3 18,598 17,299 + 0,145 - 12 16 20 24 32 40 48M 18 x 1,5 18,5 18,324 + 0,236 19,948 18,974 + 0,125 9 13,5 18 22,5 27 36 45 54M 18 x 2 18,5 18,433 + 0,3 20,598 19,299 + 0,145 - 13,5 18 22,5 27 36 45 54M 18 x 2,5 18,75 18,541 + 0,355 21,248 19,624 + 0,154 - 13,5 18 22,5 27 36 45 54M 20 x 1,5 20,5 20,324 + 0,236 21,948 20,974 + 0,125 10 15 20 25 30 40 50 60M 20 x 2 20,5 20,433 + 0,3 22,598 21,299 + 0,145 - 15 20 25 30 40 50 60M 20 x 2,5 20,75 20,541 + 0,355 23,248 21,624 + 0,154 - 15 20 25 30 40 50 60M 22 x 1,5 22,5 22,324 + 0,236 23,948 22,974 + 0,125 11 16,5 22 27,5 33 - - -M 22 x 2 22,5 22,433 + 0,3 24,598 23,299 + 0,145 - 16,5 22 27,5 33 44 - -M 22 x 2,5 22,75 22,541 + 0,355 25,248 23,624 + 0,154 - 16,5 22 27,5 33 44 55 66M 24 x 1,5 24,5 24,325 + 0,236 25,948 24,974 + 0,135 12 18 24 30 36 - - -M 24 x 2 24,5 24,433 + 0,3 26,598 25,299 + 0,155 - 18 24 30 36 48 - -M 24 x 3 24,75 24,649 + 0,4 27,897 25,948 + 0,187 - 18 24 30 36 48 60 72M 26 x 1,5 26,5 26,325 + 0,236 27,948 26,974 + 0,135 13 19,5 26 32,5 39 - - -M 27 x 1,5 27,5 27,325 + 0,236 28,948 27,974 + 0,135 13,5 20,25 27 33,75 40,5 - - -M 27 x 2 27,5 27,433 + 0,3 29,598 28,299 + 0,155 13,5 20,25 27 33,75 40,5 - - -M 27 x 3 27,75 27,649 + 0,4 30,897 28,948 + 0,187 - 20,25 27 33,75 40,5 54 - -M 28 x 1,5 28,5 28,325 + 0,236 29,948 28,974 + 0,135 14 21 28 35 42 - - -M 30 x 1,5 30,5 30,325 + 0,236 31,948 30,974 + 0,135 15 22,5 30 37,5 45 - - -M 30 x 2 30,5 30,433 + 0,3 32,598 31,299 + 0,155 15 22,5 30 37,5 45 - - -M 30 x 3,5 31 30,757 + 0,45 34,546 32,273 + 0,199 - 22,5 30 37,5 45 60 - -M 33 x 2 33,5 33,433 + 0,3 35,598 34,299 + 0,155 16,5 24,75 33 41,25 49,5 - - -M 33 x 3 34 33,649 + 0,4 36,897 34,948 + 0,187 16,5 24,75 33 41,25 49,5 - - -M 33 x 3,5 34 33,757 + 0,45 37,546 35,273 + 0,199 - 24,75 33 41,25 49,5 66 - -M 36 x 1,5 36,5 36,325 + 0,236 37,948 36,974 + 0,135 18 27 36 45 54 - - -M 36 x 2 36,5 36,433 + 0,3 38,598 37,299 + 0,155 18 27 36 45 54 - - -M 36 x 3 37 36,649 + 0,4 39,897 37,948 + 0,187 18 27 36 45 54 - - -M 36 x 4 37 36,866 + 0,475 41,196 38,598 + 0,211 - 27 36 45 54 72 - -M 39 x 3 40 39,649 + 0,4 42,897 40,948 + 0,187 19,5 29,25 39 48,75 58,5 - - -M 39 x 4 40 39,866 + 0,475 44,196 41,598 + 0,211 - 29,25 39 48,75 58,5 78 - -M 42 x 3 43 42,649 + 0,4 45,897 43,948 + 0,187 21 31,5 42 52,5 63 - - -M 42 x 4,5 43 42,975 + 0,53 47,846 44,923 + 0,224 - 31,5 42 52,5 63 84 - -M 45 x 3 46 45,649 + 0,4 48,897 46,948 + 0,187 22,5 33,75 45 56,25 67,5 - - -M 45 x 4,5 46 45,975 + 0,53 50,846 47,923 + 0,224 - 33,75 45 56,25 - 90 - -Special Tändstift Vi offererar även andra dimensionerM 14 x 1,25 14,25 14,271 + 0,212 15,624 14,812 + 0,115 7,5 8,4 10,5 12,4 16,4 18 - -
Beteckningar
Diameter Stigning Längd monterad
10 x 1,25 x 10 (1d) = Standard gänginsats i material 18/8
10 x 1,25 x 10 (1d) = Låsande gänginsats i material 18/8
Figur 108 – Mått för den omonterade gänginsatsen
98

21 Insatsgängor enl DIN 8140
99
Tabell 71: Dimensioner M-gänga, fortsättning
Gänga
Effektiv gänga, monterad insats E Effektiv gänglängd bottenhål medbringartappen kvar F
0,5d 0,75d 1d 1,25d 1,5d 2d 2,5d 3d 0,5d 0,75d 1d 1,25d 1,5d 2d 2,5d 3dM 2,5 x 0,45 - - 2,1 2,7 3,3 4,6 5,8 7,1 - - 1,8 2,5 3,1 4,3 5,6 6,8M 3 x 0,5 - - 2,5 3,3 4 5,5 7 8,5 - - 2,3 3 3,8 5,3 6,8 8,3M 3,5 x 0,6 - - 2,9 3,8 4,7 6,4 8,2 9,9 - - 2,6 3,5 4,4 6,1 7,9 9,7M 4 x 0,7 - - 3,3 4,3 5,3 7,3 9,3 11,3 - - 3 4 5 7 9 11M 5 x 0,8 - - 4,2 5,5 6,7 9,2 11,7 14,2 - - 3,8 5,1 6,3 8,8 11,3 13,8M 6 x 1 - - 5 6,5 8 11 14 17 - - 4,5 6 7,5 10,5 13,5 16,5M 7 x 1 - - 6 7,8 9,5 13 16,5 20 - - 5,5 1,3 9 12,5 16 19,5M 8 x 1 - - 7 9 11 15 19 23 - - 6,5 8,5 10,5 14,5 18,5 22,5M 8 x 1,25 - - 6,8 8,8 10,8 14,8 18,8 22,8 - - 6,2 8,2 10,2 14,2 18,2 22,2M 9 x 1,25 - - 7,8 10 12,3 16,8 21,3 25,8 - - 7,2 9,4 11,1 16,2 20,7 25,2M 10 x 1 - - 9 11,5 14 19 24 29 - - 8,5 10 13,5 18,5 23,5 28,5M 10 x 1,25 - - 8,8 11,3 13,8 18,8 23,8 28,8 - - 8,2 10,7 13,2 18,2 23,2 28,2M 10 x 1,5 - - 8,5 11 13,5 18,5 23,5 28,5 - 7,8 10,3 12,8 17,8 22,8 27,8 -M 11 x 1,5 - - 9,5 12,3 15 20,5 26 31,5 - - 8,8 11,5 14,3 19,8 25,3 30,8M 12 x 1 - - 11 14 17 23 29 35 - - 10,5 13,5 16,5 22,5 28,5 34,5M 12 x 1,25 - - 10,8 13,8 16,8 22,8 28,8 34,8 - - 10,2 13,2 16,2 22,2 28,2 34,2M 12 x 1,5 - 7,5 10,5 13,5 16,5 22,5 28,5 34,5 - 6,8 9,8 12,8 15,8 21,8 21,8 33,8M 12 x 1,75 - 7,3 10,3 13,3 16,3 22,3 28,3 34,3 - 6,4 9,4 12,4 15,4 21,4 27,4 33,4M 14 x 1,5 - 9 12,5 16 19,5 26,5 33,5 40,5 - 8,3 11,8 15,3 18,8 25,8 32,8 39,8M 14 x 2 - 8,5 12 15,5 19 26 33 40 - 7,6 11,1 14,6 18,1 25,1 32,1 39,1M 16 x 1,5 - 10,5 14,5 18,5 22,5 30,5 38,5 46,5 - 9,8 13,8 11,8 21,8 29,8 37,8 45,8M 16 x 2 - 10 14 18 22 30 38 46 - 9,1 13,1 17,1 21,1 29,1 37,1 45,1M 18 x 1,5 7,5 12 16,5 21 25,5 34,5 43,5 52,5 6,8 11,3 15,8 20,8 24,8 33,8 42,8 51,8M 18 x 2 - 11,5 16 20,5 25 34 43 52 - 10,6 15,1 19,6 24,1 33,1 42,1 51,1M 18 x 2,5 - 11 15,5 20 24,5 33,5 42,5 51,5 - 9,8 14,3 18,8 23,3 32,3 41,3 50,3M 20 x 1,5 8,5 13,5 18,5 23,5 28,5 38,5 48,5 58,5 7,8 12,8 17,8 22,8 27,8 37,8 47,8 57,8M 20 x 2 - 13 18 23 28 38 48 58 - 12,1 11,1 22,1 27,1 31,1 47,1 57,1M 20 x 2,5 - 12,5 17,5 22,5 27,5 37,5 47,5 57,5 - 11,3 16,3 21 26,3 36,3 46,3 56,3M 22 x 1,5 9,5 15 20,5 26 31,5 - - - 8,8 14,3 19,8 25,3 30,8 - - -M 22 x 2 - 14,5 20 25,5 31 42 - - - 13,6 19,1 24,6 30,1 41,1 - -M 22 x 2,5 - 14 19,5 25 30,5 41,5 52,5 63,5 - 12,8 18,3 23,8 29,3 40,3 51 62,3M 24 x 1,5 10,5 16,5 22,5 28,5 34,5 - - - 9,8 15,8 21,8 27,8 33,8 - - -M 24 x 2 - 16 22 28 34 46 - - - 15,1 21,1 27,1 33,1 45,1 - -M 24 x 3 - 15 21 27 33 45 57 69 - 13,6 19,6 25,6 31,6 43,6 55,6 67,6M 26 x 1,5 11,5 18 24,5 31 37,5 - - - 10,8 17,3 23,8 30,3 36,8 -M 27 x 1,5 12 18,8 25,5 32,3 39 - - - 11,3 18 24,8 31,5 38,3 -M 27 x 2 11,5 18,3 25 31,8 38,5 - - - 10,6 17,3 24,1 30,8 37,6 -M 27 x 3 - 17,3 24 30,8 37,5 51 - - - 15,8 22,6 29,3 36,1 49,6M 28 x 1,5 12,5 19,5 26,5 33,5 40,5 - - - 11,8 18,8 25,8 32,8 39,8 -M 30 x 1,5 13,5 21 28,5 36 43,5 - - - 12,8 20,3 27,8 35,3 42,8 -M 30 x 2 13 20,5 28 35,5 43 - - - 12,1 19,6 27,1 34,6 42,1 -M 30 x 3,5 - 19 26,5 34 41,5 56,5 - - - 17,3 24,8 32,3 39,8 54,8M 33 x 2 14,5 22,8 31 39,3 47,5 - - - 13,6 21,8 30,1 38,3 46,6 -M 33 x 3 13,5 21,8 30 38,3 46,5 - - - 12,1 20,3 28,6 36,8 45,1 -M 33 x 3,5 - 21,3 29,5 37,8 46 62,5 - - - 19,6 27,8 36,1 44,3 60,8M 36 x 1,5 16,5 25,5 34,5 43,5 52,5 - - - 15,8 24,8 33,8 42,8 51,8 -M 36 x 2 16 25 34 43 52 - - - 15,1 24,1 33,1 42,1 51,1 -M 36 x 3 15 24 33 42 51 - - - 13,6 22,6 31,6 40,6 49,6 -M 36 x 4 - 23 32 41 50 68 - - - 21,1 30,1 39,1 48,1 66,1M 39 x 3 16,5 26,3 36 45,8 55,5 - - - 15,1 24,8 34,6 44,3 54,1 -M 39 x 4 - 25,3 35 44,8 54,5 74 - - - 23,4 33,1 42,9 52,6 72,1M 42 x 3 18 28,5 39 49,5 60 - - - 16,6 27,1 37,6 48,1 58,6 -M 42 x 4,5 - 27 37,5 48 58,5 79,5 - - - 24,9 35,4 45,9 56,4 77,4M 45 x 3 19,5 30,8 42 53,3 64,5 - - - 18,1 29,3 40,6 51,8 63,1 -M 45 x 4,5 - 29,3 40,5 51,8 63 85,5 - - - 27,1 38,4 49,6 60,9 83,4Special Tändstift Vi offererar även andra dimensionerM 14 x 1,25 6,25 8,15 9,25 11,15 15,15 16,75 - - - - - - - - - -
Figur 109 – Mått för hål, gänga och monterad insats
Medbringartapp
99

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
21 Insatsgängor enl DIN 8140
100
Tabell 71 - Dimensioner M-gänga, Fortsättning
GängaFiltec Omonterad
ø G Längd i antal stigningsvarv Hmin max 0,5d 0,75d 1d 1,25d 1,5d 2d 2,5d 3d
M 2,5 x 0,45 3,3 3,5 - - 3,5 4,7 5,9 8,1 10,5 12,9M 3 x 0,5 3,9 4,1 - - 3,9 4,9 6,3 8,7 11,1 13,5M 3,5 x 0,6 4,55 4,75 - - 3,7 4,9 6,3 8,7 11,2 13,3M 4 x 0,7 5,15 5,35 - - 3,7 4,9 6,1 8,4 10,9 13,2M 5 x 0,8 6,35 6,6 - - 4,3 5,5 6,9 9,7 12,3 14,8M 6 x 1 7,6 7,85 - - 4,2 5,4 6,9 9,6 12,3 14,6M 7 x 1 8,65 8,9 - - 5,3 6,5 8,2 11,1 14,3 17,4M 8 x 1 9,85 10,1 - - 6,1 7,5 9,5 12,9 16,5 19,9M 8 x 1,25 9,85 10,1 - - 4,7 6 7,4 10,6 13,5 16,4M 9 x 1,25 10,85 11,1 - - 5,3 6,8 8,6 11,9 15,3 18,1M 10 x 1 12,1 12,5 - - 7,6 9,7 12,1 16,3 20,7 25M 10 x 1,25 12,1 12,5 - - 6 7,6 9,7 13,1 16,5 20,1M 10 x 1,5 12,1 12,5 - - 5 6,5 8,1 11,2 14,2 17,2M 11 x 1,5 13,1 13,5 - - 5,6 7,2 9 12,3 15,7 18,9M 12 x 1 14,4 14,8 - - 9,3 11,8 14,5 19,5 24,7 29,8M 12 x 1,25 14,4 14,8 - - 7,4 9,3 11,6 15,9 20,2 24,5M 12 x 1,5 14,4 14,8 - 4,4 6,2 7,9 9,8 13,5 15,7 20,8M 12 x 1,75 14,4 14,8 - 3,7 5,2 6,9 8,4 11,7 14,7 18M 14 x 1,5 17,2 17,7 - 5,1 7,1 8,9 11,2 15,3 19 23,2M 14 x 2 17,2 17,7 - 3,9 5,2 6,5 8,3 11,5 14,6 17,6M 16 x 1,5 19,4 19,9 - 5,9 8,3 10,7 13 17,7 22,4 26,7M 16 x 2 19,4 19,9 - 4,4 6,1 7,8 9,7 13,3 16,8 19,6M 18 x 1,5 21,5 22 4,2 7 9,5 12 14,9 20,2 25,3 30,4M 18 x 2 21,5 22 - 5,1 7,1 8,9 11,2 15,1 19,1 23,1M 18 x 2,5 21,5 22 - 3,8 5,6 6,4 9 12,3 15,5 18,8M 20 x 1,5 23,7 24,2 4,9 7,9 10,7 13,4 16,7 22,4 28,2 34,1M 20 x 2 23,7 24,2 - 5,8 8 10,1 12,5 16,8 21,3 25,8M 20 x 2,5 23,7 24,2 - 4,5 6,3 8 10 13,7 17,4 21M 22 x 1,5 26,3 26,8 5,5 8,6 11,7 14,8 18,1 - - -M 22 x 2 26,3 26,8 - 6,4 8,7 11 13,6 18,4 - -M 22 x 2,5 26,3 26,8 - 5 6,9 8,8 10,9 15 18,8 22,8M 24 x 1,5 28,6 29,1 6 9,5 12,9 16,2 19,8 - - -M 24 x 2 28,6 29,1 - 7 9,6 12,1 15 20,2 - -M 24 x 3 28,6 29,1 - 4,5 6,2 8,1 10 14 17,5 20,9M 26 x 1,5 31 31,5 6,5 10,3 14 17,6 21,6 - - -M 27 x 1,5 32,2 32,7 6,7 10,7 14,6 18,3 22,6 - - -M 27 x 2 32,2 32,7 5,1 7,9 10,8 13,7 16,8 - - -M 27 x 3 32,2 32,7 - 5 7,1 9 11,4 15,4 - -M 28 x 1,5 33,1 33,6 7,1 11,1 15,2 19,2 23,3 - - -M 30 x 1,5 35,2 35,7 7,8 12,2 16,5 20,7 25,3 - - -M 30 x 2 35,2 35,7 5,7 9 12,3 15,5 19 - - -M 30 x 3,5 35,2 35,7 - 4,9 7 9 11 14,9 - -M 33 x 2 38,3 38,8 6,4 10,1 13,7 17,3 21,2 - - -M 33 x 3 38,3 38,8 3,8 5,8 8,9 11,4 14 - - -M 33 x 3,5 38,3 38,8 - 5,6 7,8 10 12,2 16,5 - -M 36 x 1,5 42,1 42,6 11 15 19 23 27 - - -M 36 x 2 42,1 42,6 6,8 10,3 14,1 18 21,9 - - -M 36 x 3 42,1 42,6 4,4 7,2 9,9 12,4 15,3 - - -M 36 x 4 42,1 42,6 - 5 7 9,2 11,1 15,2 - -M 39 x 3 45,1 45,6 4,9 7,8 10,8 13,7 16,8 - - -M 39 x 4 45,1 45,6 - 5,5 7,7 9,9 12,2 16,6 - -M 42 x 3 48,5 49 5,4 8,5 11,7 14,8 18,1 - - -M 42 x 4,5 48,5 49 - 5,8 7,3 9,5 11,6 15,6 - -M 45 x 3 52 52,5 5,7 9,1 12,5 15,8 19,3 - - -M 45 x 4,5 53,5 54 - 5,6 8 10,1 12,4 16,8 - -Special Tändstift Vi offererar även andra dimensionerM 14 x 1,25 17,2 17,7 4 4,6 6,2 7,4 10,2 11 - -
100

22 Clifa pressmutter
101
22 Clifa pressmutterClifa pressmutter är en gänginsats, med kompakta yttermått, av stål med ett särskilt skaft. Clifamutter för inpressning kan även erhållas i rostfritt material eller i lättmetall.Det är möjligt att pressa in flera Clifa-enheter i en och samma operation. OBS. Fästskruven skruvas alltid in från motsatt sida.
22.1 AnvändningsområdeClifa pressmutter används för montering av olika typer av tillbehörskomponenter.
22.2 Produktegenskaper- Clifa har kompakta yttermått, sparar därför plats och vikt och underlättar därmed den
yttre utformningen.- Clifa är vridningssäker, slitagetålig och klarar höga belastningar.- Gängan är ren och överensstämmer med givna mått.- Det finns ingen risk att Clifa pressas ut vid montering av skruven.
22.3 Montering av ClifaMonteringshålet stansas eller borras och behöver inte avgradas eller försänkas. Clifa pressas infrån stanssidan med graderna. Muttern pressas in parallellt med en vanlig press med inställ-ningsbart tryck tills skuldran på Clifa ligger an hårt mot plåtmetallens yta. Ensidigt tryck ellerför högt tryck eller lutande kontaktytor måste undvikas.
Vid storserietillverkning kan högeffektiv monteringsutrustning med korta takttider offereras.
Figur 110 – Clifa pressmutter Figur 111 – Clifa pressmutter ger ett säkert fäste tack vare tandkransen
Figur 112 – Montering av Clifa pressmutter Figur 113 – Maskinell montering av Clifa pressmutter
Tabell 81: Erforderlig presskraft vid maskinell montering
DimensionPresskraft Kg 1)
Stål Lättmetall Mässing
M3 500 – 1500 500 – 1000 1000 – 1700
M4 700 – 1500 500 – 1000 1500 – 2000
M5 700 – 1500 700 – 1500 1500 – 2500
M6 1500 – 2500 1000 – 2500 2500 – 3700
1) Prov montering måste utföras för att säkerställa vilken presskraft som krävs.
101


23 Clifa presskruv
103
23 Clifa presskruvClifa gängstift är tillverkat av stål med ett särskilt huvud. Clifa gängstift kan även erhållas irostfritt material. Clifa gängstift pressas in i tunnplåt med förstansade monteringshål. Härvidflyter material från hålväggen in i kuggkransen och det ringformade spåret på Clifa och bildarpå så sätt ett bestående förband.Det är möjligt att pressa in flera Clifa-enheter i en och samma operation. Muttern skruvas i frånmotsatt sida.
23.1 AnvändningsområdeClifa gängstift för inpressning används för montering av olika typer av tillbehörskomponenter.
23.2 Produktegenskaper- Clifa har kompakta yttermått, sparar därför plats och vikt och underlättar därmed den yttre
utformningen.- Clifa är vridningssäker, slitagetålig och klarar höga belastningar.- Gängan är ren och överensstämmer med givna mått.
23.3 Montering av Clifa presskruvMonteringshålet stansas eller borras och behöver inte avgradas eller försänkas. Clifa pressas infrån stanssidan med graderna. För Clifa-stift måste huvudet vara fullständigt inbäddat och varajämns med plåtens yta. Ensidigt tryck eller för högt tryck eller lutande kontaktytor måste und-vikas. Vid serietillverkning kan högeffektiv monteringsutrustning med korta takttider offereras.
Tabell 82: Dimensioner för monteringsverktyg
Dimension Håldiameter d2Försänkning för tandmönster d3
M3 3,1 4
M4 4,1 5,2
M5 5,1 6,4
M6 6,1 7,6
Ipressningskraften, F, är beroende av skruv-dimension, material, plåtens tjocklek och typ av tandning under huvudet. Prov montering måste utföras för att säkerställa vilken presskraft som krävs
Figur 114
Figur 115 – Montering av presskruv
Mothåll
Stämpel
103


24 Novafix® Twin träskruv
105
24 Novafix® Twin träskruv24.1 Parallella gängor som börjar ända ute i spetsen
- Ger snabbare och stabilare ingrepp i materialet vid start av iskruvning..
24.2 Extra djupt bitsspår- Säkrar ett bättre grepp mellan skruv och verktyg.- Minskar risken för skador både i skruvspåret och på verktyget, som därför också får enlängre livslängd.
24.3 Sätthärdad- Mjuk kärna och hård yta förstärker skruven. Det gör den stark nog att borra sin egen gängaoch eliminerar förborrning.
24.4 Förstärkt huvud- Ger ett djupare bitsspår.- Minimerar risken att skruven går av under huvudet vid användning av elektriska verktyg.
24.5 Två parallella gängor- Reducerar iskruvningstiden med ca 40%.- De parallella gängorna s.k. Twinfast, skapar en större invändig areal, vilket ger högre utdrag-ningskraft.- Twinfastgängan gör att kontaktytan mellan skruven och materialet blir större vilket gör attklämkraften blir högre.
Figur 116: Novafix® Twin träskruv
105

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
24 Novafix® Twin träskruv
106
24.6 Patenterad sågande och skärande gänga- Gör ett cylindriskt hål i träet vilket ger bättre vidhäftning och högre utdragningskraft.- Ger ett lägre iskruvningsmoment vilket ger enklare och snabbare montering.
24.7 Vaxad yta- Behandlad med vax för att minska friktionen vid iskruvning samt förbättra korrosionsbestän-digheten.
ANM. - Tester är utförda i olika träslag och jämförelsen är gjord mot tre på marknaden vanligafabrikat. Resultaten visar att Twin träskruv snabbare biter tag i materialet och att detkrävs färre iskruvningsvarv för att montera skruven. Iskruvningstiden blir därmed ca40% kortare och energiförbrukningen lägre.
500
00 100
TID
ENERGIFÖRBRUKNING
Figur 117: Tid för iskruvning, jämförelse
106

25 ABC SPAX®-S, vågtandad träskruv
107
25 ABC SPAX®-S, vågtandad träskruvDen nya generationen härdade träskruvar bygger sin framgång på vågtandning, vilket gör denlättare att dra i. Inom det här området har den patenterade SPAX-S blivit marknadsledande iSverige.
25.1 Fördelar- Tack vare vågtandningen går skruven lättare att dra i. Det har påvisats upp till 50% lägre
iskruvningsmoment för SPAX-S, jämfört med traditionell träskruv.- Förborrning behövs normalt inte.- Skruven får en fjädrande effekt tack vare vågtandningen, vilket gör att förbandet blir
starkare.- Rak kropp innebär ett jämnt åtdragningsmoment hela vägen.- SPAX-S skruvarna har teflonbeläggning, vilket gör dem lättare att dra i.- Dubbelvinklad spets med noggrant beräknade vinklar åstadkommer bra grepp och god
stabilitet.- SPAX-S har genom en speciell härdningsmetod mycket hög hållfasthet.- Förutom i alla trämaterial ger den också ett perfekt fäste i t ex plast och tunnplåt.
25.2 Brett sortimentDet går att välja mellan nästan 500 olika SPAX-S artiklar. Var och en anpassad till sitt speciellaanvändningsområde. Här hittar du även SPAX-Cut med borrande spets för kantmontage, ochSPAX-S med Torx grepp för axiell maskinmontering.
25.3 Flera olika huvudenI SPAX-S sortimentet ingår skruvar av många olika typer: med försänkt skalle, kullrig skalle,kullerförsänkt skalle, samt delgängade och helgängade skruvar. Med försänkt skalle finnsSPAX-S även i rostfritt material.
25.4 Här använder du SPAX-S- Trä- Gipsplattor- Spåskivor- Masonit- Plast- Lättbetong- Plywood- Aluminium, max 0,9 mm- Stål, max 0,7 mm
25.5 Praktiska förpackningarAlla förpackningar är praktiskt utformade med uppfällbara lock, så att man lätt kommer åtskruvarna. På varje förpackning hittar du också information om lämplig bits för skruvtypen.
Figur 118 Figur 119
107

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
25 ABC SPAX®-S, vågtandad träskruv
108108

26 Expanders
109
26 ExpandersExpandrar för bästa fäste i betong, tegel och natursten
26.1 Brett sortimentVårt breda program omfattar pinnexpandrar och slagexpander för infästning i betong, tegel,natursten och andra massiva byggnadsmaterial. Våra expandrar är samtliga starka och säkrakvalitetsprodukter med mycket konkurrenskraftiga priser.
26.2 PinnexpanderVåra pinnexpandrar lämpar sig för montage i betong och natursten. Användningsområdena är idet närmaste obegränsade. Några exempel är avbärarverk vid kajkanter, golv- och vägg-montage av maskiner, skyddsräcken, skyddsnät för stup vid vägar osv.Stålet i våra pinnexpandrar klarar en sträcklast som är tre till fem gånger större än tillåten last,och en brottlast som är fem till åtta gånger större. Expanderns hylsa är 1,5-2 gånger längre ände flesta andra fabrikat och ger därför en större och säkrare expansionsyta.I regel är pinnexpandern lättare och billigare att applicera än t ex kemankare. Men krav påutdrags- och tvärhållfasthet samt brandsäkerhet ska förstås alltid komma i första rummet.Våra pinnexpandrar lagerförs i elförzinkat /gulkromaterat stål, varmförzinkat stål, samt syra-fast rostfritt stål A4
Figur 120 – Pinnexpander Figur 121 – Slagexpander, en snabb och säker infästning
Figur 122 Figur 123
109

Tel: 0303-626 00
26 Expanders
110
26.3 SlagexpanderVåra slagexpandrar består av ett invändigt gängat rör som expanderar genom att en konisk kildrivs i botten. Slagexpandern används för lättare montage i väggar och golv, som t ex kabel-konsoler, lagerinredningar och byggnadsställningar. Och då givetvis i betong eller naturstenoch inte i spröda material som t ex tegel.För material med begränsade påkänningar är slagexpandrar ett mycket bra alternativ som gersnabb och säker förankring.Våra slagexpandrar lagerförs i elförzinkat gulkromaterat utförande, man kan på begäran ocksålevereras i syrafast rostfritt stål.
Tabell 83: Tekniska data för elförzinkad, varmförzinkad och A4
Gänga Total-längd
Maxmonterings-
tjocklekBorr ø
Minmonterings-
djup
Monterings-moment
Tillåtendraglast enl.
SBN
Tillåtentvärlast enl.
SBNd mm mm mm mm Nm kN(K25) kN(K25)
M6 45 10 6 35 10 91) 2
61 5 40 1,565 10 40 1,595 40 40 1,5
M8 50 10 8 40 23 131) 4
60 5 50 380 15 50 388 20 50 3120 55 50 3167 100 50 3
M10 60 10 10 50 45 181) 6
70 5 60 580 10 60 585 15 60 590 20 60 5115 45 60 5170 100 60 5210 140 60 5230 160 60 5
M12 70 10 12 60 65 271) 8
80 20 60 271)
95 5 80 7105 15 80 7140 50 80 7155 65 80 7175 85 80 7195 105 80 7235 145 80 7250 160 80 7
M16 90 10 16 75 110 371) 12
110 30 75 371)
145 30 100 10175 60 100 10215 100 100 10280 165 100 10315 200 100 10
M20 130 10 20 120 180 11 18159 40 120 11214 95 120 11370 250 120 11
1) Brottlast i betong K40
110
Gänga LängdMax. mont. tjocklekmm
Borr Ø mm
Borr hål djup mm
Min. mont.djup mm
Monterings-moment Nm
Max. rek. skjuvlast C25/30 KN
Max. rek.draglast C25/30 KN
M 6 40 5 6 40 30 10 3,7 2,8
52 5 45 35 10 3,7 2,8
67 10 60 50 10 3,7 2,8
97 40 60 50 10 3,7 2,8M 8 50 5 8 45 35 23 6,3 4,4
60 10 50 40 23 6,3 4,4
80 15 65 55 23 6,3 4,4
95 30 65 55 23 6,3 4,4
120 55 65 55 23 6,3 4,4M 10 60 10 10 50 40 45 7,3 5,9
85 15 70 60 45 7,3 5,9
90 20 70 60 45 7,3 5,9
105 30 70 60 45 7,3 5,9
120 50 70 60 45 7,3 5,9
145 70 70 60 45 7,3 5,9
175 100 70 60 45 7,3 5,9M 12 75 5 12 60 50 50 14,3 11
95 10 80 70 50 14,3 11
115 20 90 80 50 14,3 11
125 30 90 80 50 14,3 11
145 50 90 80 50 14,3 11
180 85 90 80 50 14,3 11
200 105 90 80 50 14,3 11M 16 115 15 16 90 80 100 23,6 15,4
150 30 110 100 100 23,6 15,4
175 60 110 100 100 23,6 15,4
180 60 110 100 100 23,6 15,4
220 100 110 100 100 23,6 15,4M 20 150 5 20 130 120 200 37,1 21,9
180 35 130 120 200 37,1 21,9
205 60 130 120 200 37,1 21,9Data: M.K.T.

26 Expanders
111
26.3.1 Dorn för slagexpanderMontera alltid våra slagexpandrar med hjälp av vårt speciella slagdorn, så att du säkert driverin den koniska kilen exakt till botten på slagexpandern. Dornar finns till samtliga dimensioner.
Tabell 84:
Dimension Längd Borr ø Gänglängd Sättdjup Rekommenderad tillåten draglast kN(K25)
Rekommenderad tillåten tvärlast kN(K25)
M5 25 8 10 25 0,6 1
M6 25 8 10 25 1 1,7
M8 30 10 14 30 1,8 3
M10 40 12 16 40 4,5 4,5
M12 50 15 20 50 6,6 6,6
M16 65 20 30 65 8,7 8,7
M20 80 25 35 80 13,4 13,4
Figur 124 – Dorn
111


27 Nordlock låsbrickor
113
27 Nordlock låsbrickorNordlock låsbricka har snedställda kammar på ena sidan, vars stigning är större än gängans,och radiella tänder på den andra. Låsbrickorna monteras parvis med kammarna mot varandraoch bildar då det unika Nordlock låselementet.När skruven dras åt, griper tänderna in i godset respektive skruvskallen, varvid en samman-koppling sker. När skruven tenderar att lossna, drar den med sig den sammankopplade brickan,som tvingas upp på den motsatta brickans kammar. Förspänningen ökar istället för att minskagenom den kilverkan som uppstår.
27.1 Fördelar med Nordlock- Maximal säkerhet vid skruvlåsning- Enkel att demontera- Låser även oljig skruv- Återanvändbar, utan att förlora låsförmågan- Klara samma temperatur som standardskruv
27.2 StandardsortimentNordlockbrickan levereras i standardsortimentet limmade parvis. Finns i sätthärdat stål (HRC48), elförzinkad och gulkromaterad, dacrolitbehandlade samt i rostfritt, syrafast A4-material(HRC 36) Som special offereras Nordlockbrickan för vänstergängade förband samt i specialdimensioner.
27.3 Att tänka påNordlock låsbrickor kan användas för skruv i hållfasthetsklass ≤ 12.9. Vid åtdragning väljs20% högre moment än vid dragning mot blankförzinkad bricka. Vid genomgående hål läggsbrickor under både skruvskalle och mutter.
Figur 125 – Låsbrickans konstruktion med snedställda kammar
Figur 126 – Tänk på att lägga brickorna rätt
Figur 127 – Nordlockbrickan låser effektivt
113


28 Bulldog® tandbrickor
115
28 Bulldog® tandbrickorBulldog tandbrickor används till att foga samman alla slags träkonstruktioner och ger ettmycket starkt och pålitligt förband. Brickornas tänder pressas in i virket, Dessa är fördeladeöver en stor yta för att de skall kunna ta upp så stora tryck- och sträckbelastningar som möjligt.Ensidig Bulldog överför belastningar både från trä till trä men också från trä till stål eller trä tillbetong. Tvåsidig Bulldog används bara för trä mot trä.Bulldog tandbrickor tillverkas av kallvalsat bandstål av specialkvalitet. De levereras oljadeeller varmförzinkade.Användningsområde- I träbyggnader, t.ex. takkonstruktioner- För trätrappor, både permanenta och provisoriska- Avbärarverk vid lastkajer och hamnanläggningar- Demonterbara träkonstruktioner- För att hindra glidning av lastpallar på fordon- För att säkra last i containrar- För att förhindra glidning vid lastning i flera lager
28.1 Ensidigt tandade BulldogEnsidigt tandade brickor är runda eller ovala och avsedda för skruvdimensionerna M10 - M30.Brickorna har krage runt skruvhålet för att lättare ta upp och fördela trycket.Hållfasthet: Tillåten last får uppgå till samma värden som för tvåsidigt tandade brickor.
28.2 Tvåsidigt tandade BulldogTvåsidigt tandade brickor är runda, ovala eller kvadratiska. De tillåtna lasterna som anges itabell 81 avser vanliga takkonstruktioner. Vid beräkning av konstruktioner som utsätts förstarkt växlande belastning, minskas de tillåtna lasterna. Tabellvärdena gäller för två- eller flerskäriga förband, och för en kraftriktning som är parallellmed träts fiberriktning. Underläggsbrickornas kantlängd skall vara 4 x skruvdiametern ochtjockleken 0,4 x skruvdiametern
Figur 128 – Ensidig rund. Trä mot trä. Trä mot stål. Trä mot betong
115

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
28 Bulldog® tandbrickor
116
Figur 129 – Tvåsidig kvadratisk. Trä mot trä. Figur 130 – Tvåsidig rund. Trä mot trä.
Tabell 85: Dimensioner för ensidigt tandade brickor
Brickdimension Skruvdimension
M10 M12 M16 M20 M22 M24 M30
Ø 48 X X X X
Ø 62 X X X
Ø 75 X X X X X
Ø 95 X X X
Ø 117 X X X
70 x 130 X X X X
Tabell 86: Tillåtna laster
Yttermått Plåt-tjocklek
Centrum-hålets
diameter
Skruv-diameter
Tillåten last per skär för tandbricka
x skruv, kN
Minsta mått vid tilllåten last
Virkes-dimension
Avstånd mellan skruvar
mm mm mm mmAvstånd skruv
till belastad virkesände
Avstånd skruv till obelastad virkesände
Ø 48 1,5 17 12 5,6 32 x 63 80 6016 8,1 38 x 63 110 70
Ø 62 1,2 21 12 6,4 32 x 75 80 7016 8,9 38 x 75 110 7020 11,3 44 x 75 130 80
Ø 75 1,25 26 16 9,9 38 x 87 110 9020 12,3 44 x 87 130 9022 15 50 x 87 150 9024 18,2 56 x 100 180 100
Ø 95 1,35 33 20 13,3 44 x 115 130 12022 16 50 x 115 150 12024 19,2 56 x 115 180 120
Ø 117 1,5 48 22 18,5 50 x 138 150 15024 21,7 56 x 138 180 15030 31,1 75 x 138 220 150
70 x 130 1,5 26 20 13,5 44 x 115 160 16022 16,2 50 x 115 160 16024 19,4 56 x 115 180 160
100 x 100 1,35 40 20 15,3 44 x 138 150 15022 18 50 x 138 150 15024 21,2 56 x 138 180 150
130 x 130 1,5 52 22 20 50 x 175 200 20024 23,2 56 x 175 200 20030 32,6 75 x 175 220 200
116

29 Blindnit
117
29 Blindnit29.1 Brett program
Med vårt breda sortiment av blindnit löser du de flesta fastsättningsproblem. För att få bästafäste med vår blindnit - oberoende av miljön runt omkring - har vi flera olika kombinationer avmaterial i våra nitar. Nitkropp i ett material och splint i ett annat, eller samma material i båda.Vanligast är aluminiumnit med elförzinkad stålsplint och splinthuvud. Om krav finns på att nitsplinten ska låsas fast i nitkroppen rekommenderar vi att monteringenutförs med vår MULTI-GRIP-nit!
29.2 FördelarBlindnit går snabbt och enkelt att montera om du jämför med många andra typer av fästele-ment. Med blindnit sparar du både tid och pengar.- Vår blindnit är prisvärd och håller hög kvalitet.- De olika kombinationerna av material i nit och splint gör det lätt att hitta nit som exakt passar
för de material som ska sammanfogas.- Med blindnit får du ett starkt och säkert förband, även vid hög belastning och vibrationer.- Med blindnit undviks ytskador.- Med blindnit kan du nita samman material med olika hårdhet.- Med blindnit kan du nita olika tjocka material.- Vår trycktäta blindnit ger vattentäta förband.
29.3 TillämpningarUtvecklingen går mot allt mer specialiserade konstruktioner där kraven på material och kun-nande ökar. Vårt sortiment av blindnit, plus den kunskap vi besitter, gör att vi kan hjälpa digmed allt från val av material till anvisningar vid applikationen.Här är några exempel på vad blindnit kan användas till. Nitning av:- Vinkelprofiler- Ledbara förband- Strängsprutade profiler- Bottenhål eller spår- Vattentäta förband- Vibrationssäkra förband- Olika hård material- Material känsliga för ytskador
29.4 VerktygFör att få ett bra resultat vid nitningen gäller det att du använder rätt verktyg. Försäkra dig omatt verktyget är utrustat med rätt munstycke och de rätta käftarna. Vi offererar helautomatiskanitutrustningar.
Figur 131 – Blindnit, Multi-grip
117


30 Blindnitmuttrar
119
30 BlindnitmuttrarEn blindnitmutter används för att göra/skapa en gänga i tunnplåt eller sammanfoga två detaljer,och samtidigt få möjlighet att skruva fast en demonterbar detalj på samma ställe.Med hjälp av en blindnitmutter och vårt monteringsverktyg får du snabbt ett starkt och säkertförband. Muttern har en mycket enkel konstruktion. Den kan monteras även när du bara kom-mer åt från en sida, och passar för material med tjocklekar från 0,3 mm till 6 mm. Mutter-gängan ger minst sex hela gängvarv till skruven.
30.1 Fördelar- Enkel att montera- Mångsidig, kan t.ex. även täta- Lätt att demontera fastsatta detaljer- Stort greppområde- Klarar svåra miljöer
30.2 AnvändningsområdeDu kan använda blindnitmuttern i t.ex. profiler av stål, rostfritt, aluminium och plast.I och med att blindnitmuttern är så enkel att montera kan den också användas i andra samman-hang, t.ex. vid tätning där det inte behöver finnas några krav på montering av detaljer.
30.3 StandardsortimentVårt sortiment omfattar blindnitmuttrar i stål, aluminium och rostfritt. Vi har tretton typer avblindnitmutter. Den vanligaste är i stål, öppen och med plant huvud.
Typ LF-CO Typ CK-CO Typ TS-CO Typ TI-CO
Typ LF-CO C Typ LF-KN Typ TS-KN Typ TI-KN Typ LF-OH
Typ LF-OH C Typ TI-2H Typ TS-OH Typ TS-OH CFigur 132 – Blindnitmuttrar, standardtyper. Specialtyper offereras på begäran.
119

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
30 Blindnitmuttrar
120
Blindnitmutter med plant huvud används när du inte behöver följa arbetsstyckets form. För-sänkt huvud används när konstruktionen kräver plan yta. Om materialets tjocklek är mindre änhöjden på huvudet måste hålen vara pressförsänkta. Borrförsänkta hål rekommenderas närmaterialtjockleken totalt överstiger 1,7 mm.Blindnitmutter med självförsänkande huvud ger automatiskt en plan yta i arbetsstycket. Sex-kanthuvud förhindrar att muttern roterar i hålet. Vill du ha andra typer av blindnitmuttrar kanvi skaffa mot ritning.
30.4 Montering av blindnitmutter1. Placera blindnitmuttern i det färdiga monteringshålet. Toleransen är + 0,05 till 0,1 beroende
på vilken blindnitmutter som ska monteras.2. Skruva fast det gängade dragdornet på blindnitmuttern.3. Lös ut verktyget så att dragdornet dras tillbaka. Ett stukhuvud bildas då på baksidan av plå-
ten och låser fast muttern.4. Nu har du ett färdigt förband. Gänga ur dragdornet. Kvar blir en mutter med intakta gängor.5. Nu kan du snabbt och enkelt skruva fast en ny demonterbar detalj.
Figur 133 – Montering av blindnitmutter
120

31 Varmhållfast pinnskruv och mutter
121
31 Varmhållfast pinnskruv och mutterDessa produkter finns i utförande enligt både DIN och ASTM, vilka beskrivs nedan.
31.1 Varmhållfast pinnskruv och mutter enligt DINTidigare kallad VPS och VHM
31.1.1 AnvändningsområdeÅngpannor och ånganläggningar, ångturbiner, armaturer, högtryckflänsförband för process-industrier, skeppsbyggnadsverksamhet.
31.1.2 DIN-standardDIN 2510:1971 för M-gänga. Standarden specificerar en slipad midja som omfattar ca 90% avgängans kärndiameter. Därmed blir de största påkänningarna i den slipade midjan, och belast-ningen på gängan begränsas. Midjans övergång till gängan är 20°. Två gänglängder specifice-ras, nämligen form L med lång gänglängd och form K med kort gänglängd. Form K är avseddför stora påfrestningar, speciellt där vibrationer uppträder, beroende på en fördelaktigare kraft-linjeövergång. Vid form L får max 5 mm skjuta in i det frigående flänshålet, medan vid form Kså är maxlängden en muttergänga.Glapptolerans specificeras. Normal mutterform benämns N, men även formerna T, kapselmut-ter A och B kan förekomma. Muttern bör alltid ha minst högre hållfasthet än pinnskruven.
31.1.3 Stålval
31.1.4 LängdberäkningNormalt rekommenderas följande regel för beräkning av pinnskruvslängd2 x flänstjockleken + packningstjockleken + 2 x mutterhöjden + 2 x fasen (z1 enligt figur 134)+ avrundning till närmast större femtal i mm.
Tabell 87: Stålval, varmhållfast pinnskruv/mutter enligt DIN
Temperatur Pinnskruv Ident.-märke Mutter Ident.-märke< 350°C Ck 35 YK C 35 N Y< 350°C Cq 35 YQ Ck 35 YK< 400°C 24 CrMo 5 G 24 CrMo 5 G< 500°C 24 CrMo V 55 H 24 CrMo 5 G< 540°C 21 CrMo V 57 GA 24 CrMo 5 G< 540°C 40 CrMo V 47 GB 21 CrMo V 57 GA< 580°C X22 CrMo V 12 1 V X 22 CrNiMo V 12 1 V< 650°C X 8 CrNiMo B Nb 16 16 S X 8 CrNiMo B Nb 16 16 S< 700°C NiCr 20 Ti Al SB NiCr 20 Ti Al SBMarkerat fält anger lagerstandard
Figur 134 – Varmhållfast pinnskruv enligt DIN
121

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
31 Varmhållfast pinnskruv och mutter
122
31.1.5 Skruvval vid standardflänsar enligt DINI tabell 88 framgår pinnskruvarnas antal, diameter och längd för respektive anslutningsnum-mer och tryckklass. Detta gäller under förutsättning att packningen tjocklek är 4 mm.
31.2 Varmhållfast pinnskruv och mutter enligt ASTMTidigare kallad VPS och VHM samt HVPS
31.2.1 AnvändningsområdeArmaturer, skeppsbyggnadsverksamhet, oljeraffinaderier och andra anläggningar.
31.2.2 ASTM-standardASTM A193 och A194 (BS 4882:1973) som endast omfattar UNC-gängade förband. Det börobserveras, att för diameter ≥ 1 1/8 gäller 8 gängor per tum.Standarden specificerar en helgängad pinnskruv. Längden mäts exklusive de faser på 90° somskall finnas i båda ändar. Glapptolerans specificeras.Mutter till pinnskruven skall ha samma höjdmått som skruvens diameter.
31.2.3 Stålval
Tabell 88: Tryckklasser, DIN-standard
Anslut-ning NT 16 NT 25 NT 40 NT 64 NT 100 NT 160
10 4st 12 x 65 4st 12 x 65 4st 12 x 65 4st 12 x 75 4st 12 x 75 4st 12 x 7515 4st 12 x 65 4st 12 x 65 4st 12 x 65 4st 12 x 75 4st 12 x 75 4st 12 x 7520 4st 12 x 65 4st 12 x 70 4st 12 x 70 4st 16 x 85 4st 16 x 85 4st 16 x 8525 4st 12 x 65 4st 12 x 70 4st 12 x 70 4st 16 x 90 4st 16 x 90 4st 16 x 9032 4st 16 x 75 4st 16 x 80 4st 16 x 80 4st 20 x 100 4st 20 x 100 4st 20 x 10540 4st 16 x 75 4st 16 x 80 4st 16 x 80 4st 20 x 105 4st 20 x 105 4st 20 x 10550 4st 16 x 75 4st 16 x 80 4st 16 x 80 4st 20 x 105 4st 24 x 115 4st 24 x 12070 4st 16 x 75 8st 16 x 85 8st 16 x 85 8st 20 x 105 8st 24 x 120 8st 24 x 13080 8st 16 x 80 8st 16 x 90 8st 16 x 90 8st 20 x 105 8st 24 x 125 8st 24 x 130100 8st 16 x 80 8st 20 x 100 8st 20 x 100 8st 24 x 120 8st 27 x 140 8st 27 x 145125 8st 16 x 85 8st 24 x 110 8st 24 x 110 8st 27 x 135 8st 30 x 155 8st 30 x 160150 8st 16 x 95 8st 24 x 115 8st 24 x 115 8st 30 x 145 12st 30 x 160 12st 30 x 175175 8st 20 x 100 12st 24 x 115 12st 27 x 130 12st 30 x 155 12st 30 x 170 12st 33 x 185200 12st 20 x 100 12st 24 x 120 12st 27 x 135 12st 33 x 165 12st 33 x 185 12st 33 x 200250 12st 24 x 110 12st 27 x 130 12st 30 x 150 12st 33 x 170 12st 36 x 205 12st 39 x 230300 12st 24 x 115 16st 27 x 135 16st 30 x 155 16st 33 x 185 16st 39 x 230 16st 39 x 250350 16st 24 x 120 16st 30 x 150 16st 33 x 170 16st 36 x 200 16st 45 x 225400 16st 27 x 130 16st 33 x 180 16st 36 x 185 16st 39 x 210500 20st 30 x 140 20st 33 x 185 20st 39 x 195
Tabell 89: Stålval, varmhållfast pinnskruv/mutter enligt DIN
Temperatur Pinnskruv Ident.-märke Mutter Ident.-märke400°C max Grade B7 B7 Grade 2H 2H520°C max Grade B16 B16 Grade 4 4-100°C - +400°C Grade L7 L7 Grade L4 L4Markerat fält anger lagerstandard
122

31 Varmhållfast pinnskruv och mutter
123
31.2.4 Längdberäkning2 x flänstjockleken + packningstjockleken + 2 x mutterhöjden + 2 gängstigningar + avrund-ning till närmast större femtal i mm.
31.2.5 Skruvval vid standardflänsarTabell 90: Tryckklasser, ASTM-standard
Figur 135 – Varmhållfast pinnskruv enligt ASTM
Klämlängd Ident. märkeinstämpl. påänden
123

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
31 Varmhållfast pinnskruv och mutter
124124

32 Omräkningsfaktorer
125
32 OmräkningsfaktorerI hela världen gjordes i början av 70-talet en allmän övergång till SI-systemet. SI är enförkortning av Système International d’Unités, d.v.s. internationella måttenhetssystemet - ettinternationellt fastställt system av måttenheter, som bygger på äldre metriska system. Enhe-terna ska tillämpas i såväl vardagliga som tekniska eller vetenskapliga sammanhang.Vid noggrann omräkning mellan SI-systemet och det gamla tekniska systemet gäller:1 N = 0,101972 kp1 Nm = 0,101972 kpm1 N/mm2 = 0,101972 kp/mm2
När hållfasthetskraven för skruvar och muttrar omarbetades användes följande samband för attfå jämna tal:1 N = 0,1 kp1 N/mm2 = 0,1 kp/mm2
vilket innebar att hållfasthetsvärdena ökade med ca 2% jämfört med tidigare krav. Därför kanäldre tabeller för åtdragningsmoment och momentnycklar fortfarande användas. Sambandetkan sättas till 1 kpm = 10 NmFör nogrannhetens skull presenteras dock omräkningstabeller nedan:
Tabell 91: Newton (N) till Kilopond (kp) och Newtonmeter (Nm) till Kilopondmeter (kpm)
N och Nm 0 1 2 3 4 5 6 7 8 9
0 0 0,1 0,2 0,31 0,41 0,51 0,61 0,71 0,82 0,92
10 1,02 1,12 1,22 1,33 1,43 1,53 1,63 1,73 1,84 1,94
20 2,04 2,14 2,24 2,35 2,45 2,55 2,65 2,75 2,86 2,96
30 3,06 3,16 3,26 3,37 3,47 3,57 3,67 3,77 3,87 3,98
40 4,08 4,18 4,28 4,38 4,49 4,59 4,69 4,79 4,89 5
50 5,1 5,2 5,3 5,4 5,51 5,61 5,71 5,81 5,91 6,02
60 6,12 6,22 6,32 6,42 6,53 6,63 6,73 6,83 6,93 7,04
70 7,14 7,24 7,34 7,44 7,55 7,65 7,75 7,85 7,95 8,06
80 8,16 8,26 8,36 8,46 8,57 8,67 8,77 8,87 8,97 9,08
90 9,18 9,28 9,38 9,48 9,59 9,69 9,79 9,89 9,99 10,1
100 10,2 10,3 10,4 10,5 10,61 10,71 10,81 10,91 11,01 11,11
1 N = 0,101972 kp, 1 Nm = 0,101972 kpm
Tabell 92: Kilopond (kp) till Newton (N) och Kilopondmeter (kpm) till Newtonmeter (Nm)
kp och kpm 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0 0 0,98 1,96 2,94 3,92 4,9 5,88 6,86 7,85 8,83
1 9,81 10,79 11,77 12,75 13,73 14,71 15,69 16,67 17,65 18,63
2 19,61 20,59 21,57 22,56 23,54 24,52 25,5 26,48 27,46 28,44
3 29,42 30,4 31,38 32,36 33,34 34,32 35,3 36,28 37,27 38,25
4 39,23 40,21 41,19 42,17 43,15 44,13 45,11 46,09 47,07 48,05
5 49,03 50,01 50,99 51,98 52,96 53,94 54,92 55,9 56,88 57,86
6 58,84 59,82 60,8 61,78 62,76 63,74 64,72 65,7 66,69 67,67
7 68,65 69,63 70,61 71,59 72,57 73,55 74,53 75,51 76,49 77,47
8 78,45 79,43 80,41 81,4 82,38 83,36 84,34 85,32 86,3 87,28
9 88,26 89,24 90,22 91,2 92,18 93,16 94,14 95,12 96,11 97,09
10 98,07 99,05 100 101 102 103 104 104,9 105,9 106,9
1 kp = 9,80665 N, 1 kpm = 9,80665 N m
125


33 Refererade standards
127
33 Refererade standardsI denna tekniska information hänvisas till följande standards:
Ovan nämnda standards är belagda med copyright och kan därför inte rekvireras hos Arvid Nilsson.
Standard Titel SidaDIN 13 Teil 13:1972 ISO metric Screw Threads - selected sizes for screws, bolts and nuts
from 1 to 52 mm diameter and limits27
DIN 13 Teil 15 27DIN 267 Teil 4:1983 Fasteners - Technical specifications - Property classes of nuts (previous
classes)11, 12, 27
DIN 267 Teil 11:1980 Corrosion resistant fasteners - Specifications 27DIN 267 Teil 13:1980 Fasteners - Technical specifications - Parts for bolted connections made
from steel for low and high temperature applications27
DIN 267 Teil 15:1983 Fasteners - Technical specifications - Prevailing torque type nuts 27DIN 267 Teil 23:1983 Fasteners - Technical specifications - Property classes of nuts with fine
pitch thread (ISO-classes)27
DIN 2510:1971 Bolted Connections with Reduced Shank - Metric Thread with Large Clearence - Nominal Dimensions and Limits
121
ISO 1:1975 Standard reference temperature for industrial length measurements 19, 23ISO 68:1998 ISO general purpose screw threads - Basic profile - Part 1: Metric screw
threads19, 19
ISO 261:1998 ISO general-purpose metric screw threads - General plan 19, 19, 39ISO 262:1998 ISO general-purpose metric screw threads - Selected sizes for screws,
bolts and nuts19, 19, 19
ISO 272:1982 Fasteners - Hexagon products - Widths across flats 23ISO 273:1979 Fasteners - Clearance holes for bolts and screws 66ISO 724:1993 ISO general-purpose metric screw threads - Basic dimensions 37ISO 898-1:1992 Mechanical properties of fasteners made of carbon steel and alloy steel -
Part 1: Bolts, screws and studs11, 19
ISO 898-2:1992 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 2: Nuts with specified proof load values - Coarse thread
11, 12, 24, 24
ISO 898-6:1988 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 6: Nuts with specified proof load values - Fine pitch thread
11, 23
ISO 965-1:1998 ISO general-purpose metric screw threads - Tolerances - Part 1: Princip-les and basic data
19, 37
ISO 965-2:1998 ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads -- Medium quality
19
ISO 1478:1999 Tapping screws thread 57ISO 2081:1986 Metallic coatings - Electroplated coatings of zinc on iron or steel 49ISO 2320:1997 Prevailing torque type steel hexagon nuts - Mechanical and performance
properties24
ISO 2702:1992 Heat-treated steel tapping screws - Mechanical properties 57ISO 3506:1979 Corrosion-resistant stainless-steel fasteners - Specifications 19, 29ISO 4032:1999 Hexagon nuts, style 1 - Product grades A and B 25ISO 4042:1999 Fasteners - Electroplated coatings 47, 47, 40ISO 4520:1981 Chromate conversion coatings on electroplated zinc or cadmium coa-
tings49
ISO 4753:1983 Fasteners - Ends of parts with external metric ISO thread 65ISO 4757:1983 Cross recesses for screws 55ISO 9227:1990 Corrosion tests in artificial atmospheres - Salt spray tests 48SS 70:1964 Runda brickor, Typ BRB och BRFB 65SS 1403:1987 Fästelement - Invändiga gängutlopp och gängfrispår - Metriska ISO-gän-
gor65
SS 1523:1998 Fästelement - Gängpressade skruvar med ST-gängor - Håldiametrar 58SS 1964:1989 Fästelement - Gängade bottenhål - Metriska ISO-gängor - Grov delning 65SS 3192:1989 Oorganiska ytbeläggningar – Varmförzinkade gängade ståldetaljer 40SS 3193:1988 Metriska ISO-gängor - Varmförzinkning av utvändiga grovgängor - Gäng-
toleranser och gränsmått40
SS 3392:1986 Fästelement - Gängpressande skruvar - Bestämning av hållfasthets- och monteringsegenskaper
58
127

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
33 Refererade standards
128
I Sverige säljs dessa standards av:SIS Förlag ABBox 6455113 82 StockholmDirektnummer 08 - 610 30 60Fax 08 - 30 18 50E-post: [email protected]: www.sisforlag.seTips: De flesta standardiseringsorganen har idag elektroniska kataloger på Internet. I dessa kandu se titeln på standards, och du kan själv kontrollera vilken utgåva som gäller.
Tabell 93: Internetlänkar till standardiseringsorgan
Organisation Länk
ISO - International Organization for Standardization http://www.iso.ch/
CEN - European Committe for Standardization http://www.cenorm.be/
SIS - Standardiseringen i Sverige http://www.sis.se/
DIN - Deutsches Institut für Normung http://www.din.de/
128

34 Varumärken
129
34 VarumärkenREMFORM®, Taptite®, Taptite II®, Duotaptite®, Coreflex®, Powerlok®, är varumärken somtillhör Research Engineering & Manufacturing Inc, Middletown, Rhode Island, USA.Torx® är ett varumärke som tillhör Camcar, division of Textron Inc, Rockford, Illinois, USA.Ensat®, Mubux®, B-Lok®, S-Lok®, Clifa® och Anchor® är varumärken som tillhör Kerb-Konus, Amberg, Tyskland.SPAX-S® är ett varumärke som tillhör ABC Verbindungstechnik, Ennepetal, Tyskland.Novafix® är ett varumärke som tillhör Arvid Nilsson A/S, Danmark.Dacrolit® är ett varumärke som tillhör Ferroprodukter, Göteborg, Sverige.Dacromet® är ett varumärke som tillhör Dacral S.A., Creil Cedex, France.DELTA® är ett varumärke som tillhör Ewald Dörken AG, Herdecke, Tyskland.Polyseal® är ett varumärke som tillhör Man-Gill Inc, USA.Nordlock® är ett varumärke som tillhör Nobex, Mattmar, Sverige.Bulldog® är ett varumärke som tillhör Bulldog Simpson, Psyke, Tyskland.Arvid Nilsson Gruppen har marknadsföringsrätt för dessa produkter i Sverige.Inga undersökningar har gjorts av varumärkesrättigheter för ord enligt sedvanerätt. Ord som vivet är registrerade visas med inledande versal och/eller efterföljande‚. Att ord ingår eller inte,samt om de har inledande versal är emellertid inte ett uttryck för vår åsikt att ordet har ellerinte har märkesrättigheter och/eller märkesskydd. Inte heller skall det ses som om det påverkargiltigheten av något varumärke
129


35 Alfabetiskt register
131
35 Alfabetiskt registerBBeräkning av moment 33Blindnit 117Blindnitmutter 119B-Lok gänginsats 90Borrhål
Ensat gänginsats 82, 86M-gänga 63Taptite 72
DDelta-seal 51Delta-tone 51Dugliga
låsbrickor Nordlock 113Låsmuttrar FS 79träskruvar ABC SPAX-S 107
EElektrolyt, korrosion 45Elförzinkning 47Elförzinkning, vätesprödhet 49Ensat
borrhål 86gänginsats 82montering 87
Expanders 109
FFe/ZnFe, zink-järn 47Fos, fosfatering 50FZB, blankkromatering 47FZV, varmförzinkning 47FZY, gulkromatering 47
GGalvanisk korrosion 43Gängade bottenhål 65Gänginsats, välj rätt 81Gängpressande skruv
M-gänga 71Gängskjuvning, orsaker 27
HHållfasthet
M-gängad DIN-mutter 27M-gängad mutter 23M-gängad skruv 19
Hålrekommendationergängade bottenhål, M-gänga 63gängpressande skruv, M-gänga (Taptite) 72gängpressande skruv, ST-gänga 57M-gänga 63
Härdad träskruv ABC SPAX-S 107Höga temperaturer
sträckgräns 23HVPS 122
IInvändiga grepp
Torx 61Invändiga spår
krysspår 55
KKonstruktionsråd skruvförband 9Korrosion
metallers potentialskillnad 44spänningsserie 45
MMärkning
meningen med 11skruvar och muttrar av rostfritt stål 15stålmuttrar 13stålskruv 11varumärke 13, 15
Momentberäkning av 33gängpressande skruv
M-gänga (Powerlok) 75M-gänga (Taptite) 74
MonteringEnsat gänginsats 87
Mubux-A gänginsats 91Multigrip 117
NNitmutter Anchor 95
PPresskruv Clifa 103Pressmutter Clifa 101
SSkruvförband 9Skruvförband, meningen med 9Sträckgräns
Höga temperaturer 23
TTandbrickor, Bulldog 115Tillförlitlighet mot haveri 10
VVälj rätt gänginsats 81Varumärke 16Vätesprödhet 49Verktyg
Ensat gänginsats 89VHM 121VPS 121
YYtbehandling
Delta-seal 51Delta-tone 51elförzinkning 47lagervara 47Livslängd
131

Tel: 0303-626 00Fax: 0303-939 57
E-post: [email protected]
35 Alfabetiskt register
132
Dacrolit 51elförzinkning 48fosfatering 50Mekanisk förzinkning 52Polyseal 51varmförzinkning 50zink/järn 47
ZZink-Järn 47
132

Teknik
Arvid Nilsson AB · Bultgatan 27 · SE-442 40 Kungälv · VAT no.: SE 556451533501Tlf: +46 (0)303 626 00 · Fax: +46 (0)303 939 57 · [email protected] · www.arvidnilsson.com
Teknisk information om fästelement
Related Documents











