TEMA PROIECTULUI Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului nr. 24 din anexa 1, în condiţiile unei producţii de serie mijlocie şi să se întocmească planele de operaţii pentru acest proces tehnologic.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TEMA PROIECTULUI
Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului nr. 24 din anexa 1, în condiţiile unei producţii de serie mijlocie şi să se întocmească planele de operaţii pentru acest proces tehnologic.
Capitolul IANALIZA DATELOR INIŢIALE
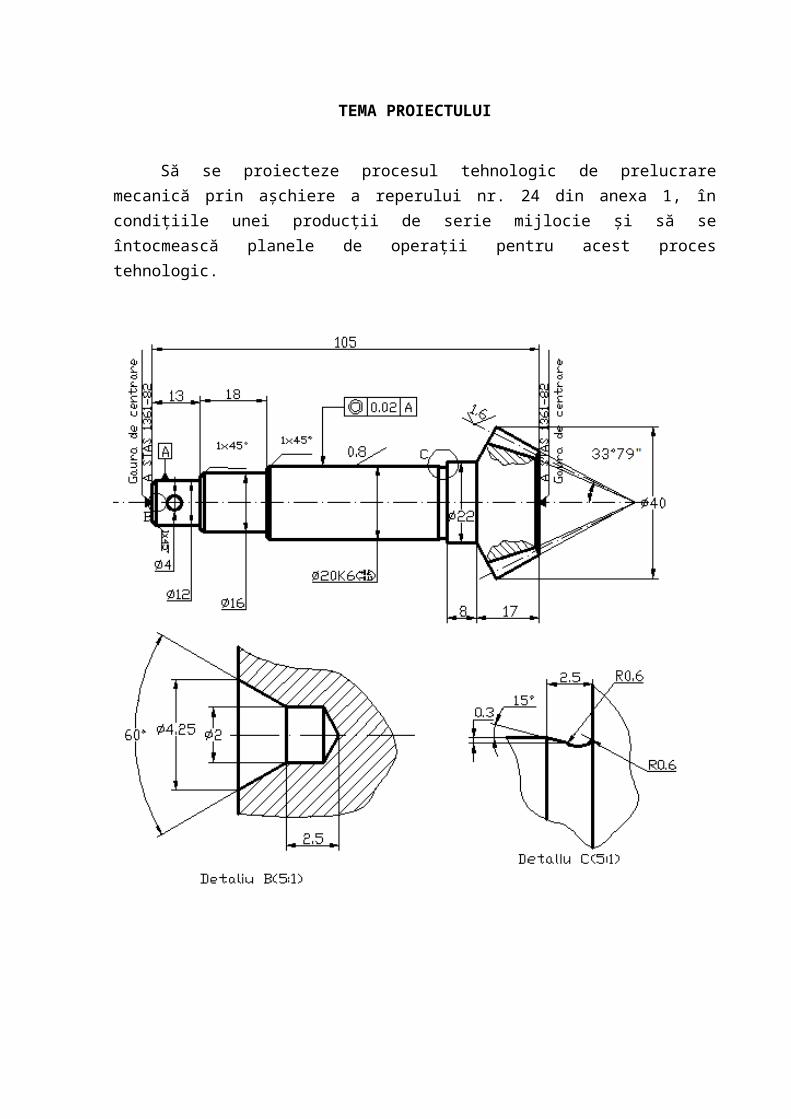
Reperul nr 24, din anexa 1 (Desen de ansamblu al unui Dispozitiv pozitionare generator de plasma) reprezinta un pinion având rol funcţional de transmitere a miscarii de rotatie preluata de la o manivela, la un angrenaj conic, pinionul este sustinut de doi rulmenți radiali axiali cu role conice . In timpul functionarii pinionul este solicitat la , torsiune.
1.1. Analiza desenului de execuţie
Desenul de execuţie constituie cel mai important document pentru elaborarea procesului tehnologic de fabricaţie a unui reper.
Verificarea desenului de execuţie a unui reper prezintă următoarele două aspecte:
- respectarea prescripţiilor standardelor în vigoare;- verificarea tehnologicităţii piesei.
În urma analizei desenului de execuţie, s-au constatat următoarele:- desenul a fost executat pe format standardizat A3(420x297);- pentru explicitarea corectă şi completă a piesei în desen este nevoie de o vedere;- cotele existente sunt cele necesare, toate lanţurile de dimensiuni închizându-se;- toleranţele pentru cotele libere vor fi conform ISO 2768 – mk;- suprafeţele ce alcătuiesc piesa sunt tehnologice, unele putându-se executa pe maşini-
unelte universale, altele pe maşini-unelte specializate. - Observatii directe asupra piesei: Piesa are 5 trepte, dimensiunile de gabarit, 105 cm
lungime totala si diam maxim de ø40 . - Pentru suprafata diam ø 20k6 abaterile dimensionale fiind µm−.11
+0.2 , se recomanda o rugozitate Ra=0,8µm, flancurile danturii se vor prelucra la 1,6 µm parametrii Ra.
- Abateri impuse - abatere de la circularitate cu 0.02 µm fata de suprafata A.
1.2. Analiza tehnologicitaţii piesei
Prin tehnologicitatea de fabricaţie se înţelege măsura în care produsul poate fi obţinut cu un cost minim de execuţie, cu nivel redus de muncă si cu un consum redus de material. Se urmăreşte:
prelucrabilitatea prin aşchiere; forma constructivă a piesei; posibilitatea utilizării unor elemente ale piesei ca baze tehnologice ( baze
de referinţă, baze de aşezare, baze de ghidare); gradul de precizie şi cel de rugozitate impus suprafeţelor; gradul de normalizare şi de unificare a piesei.
Prelucrabilitatea prin aşchiere reprezintă prelucrabilitatea materialului de a suporta prelucrări prin aşchiere în condiţii cât mai avantajoase pentru producător.
Înainte de prelucrarea prin rectificare se aplică un tratament termic de îmbunătăţire în scopul ameliorării proprietăţilor fizico-chimice şi deci pentru îmbunătăţirea condiţiilor de prelucrare în vederea aplicării procedeelor de finisare.
Analizând forma constructivă se observă că:
- piesa este formată din suprafeţe simple, nefiind necesare scheme de prelucrare complexe, scule aşchietoare complexe, dispozitive de prindere complexe, excepţie făcând dantura conică;
- piesa este prevăzută cu găuri de centrare;
- piesa necesită o prelucrare precisă deoarece Ra =(0,8÷3,2).
Partea danturată va fi realizată cu o mașină de frezat roți dințate conice cu dinți drepți ZFTK 250x5. Diametrul semifabricatului va fi mai mare de 43 mm astfel încât să permită o strunjire de degroşare pentru tot tronsonul.
Din studiul modelului în care a fost realizată cotarea, reiese faptul că bazele de referinţă sunt materializate de capetele arborelui şi de asemenea cotarea mai sugerează şi modul de prindere a piesei pentru prelucrarea pe M.U. aleasă. Astfel, ca baza de fixare se consideră găurile de centrare.
Gradul de normalizare şi unificare se realizează prin folosirea unor găuri de centrare standardizate.
Producţia este de serie mijlocie (500 buc/an) – Tabelul 3.14 (PRU,1980).Avand in vedere cele mentionate anterior putem conchide ca piesa data este de
tehnologicitate medie.
1.3. Alegerea semifabricatului
Forma si dimensiunile semifabricatului trebuie sa fie cat mai apropiate de forma si dimensiunile finite. Pentru materialul ales putem alege un semifabricat: laminat, forjat liber sau matritat.
Având în vedere dimensiunile de gabarit, forma şi precizia impusă prin desenul de execuţie de către proiectant se alege un semifabricat tip bară cu secţiune circulară, Standard ∅ 45−0 , 9
+0 , 3 STAS SR EN 10060-2004.Caracteristici tehnologice, ale materialului C45 din care se realizează piesa sunt:
Tratament termic calire – revenire la 30-35 HRC; Caracteristici mecanice pentru C 45 :
- rezistenta la tracțiune σr = 660 N/mm2 τc = 0.58·σc
- limita de curgere σ0.2 = 400 N/mm2 τrf = 0.8·σr
- alungirea la rupere δr = 17% - gâtuirea la rupere z = 35 % - duritate Brinell max. HB =220
Compoziție chimica C 45:
C=(0.42÷0.50)% Pmax=0.040%Mn=(0.50÷0.80)% Smax=0.010%Si=(0.17÷0.37)% Nimax=0.30% Crmax=0.30% Asmax=0.05% Crmax=0.30%
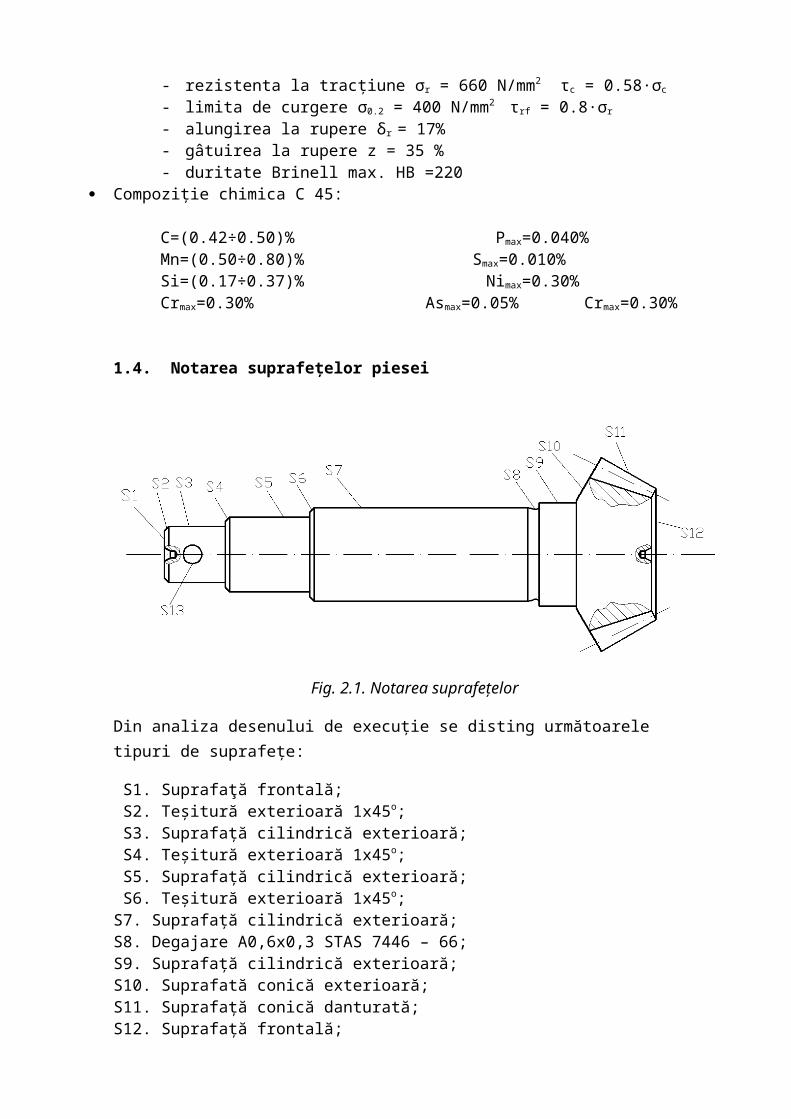
1.4. Notarea suprafeţelor piesei
Fig. 2.1. Notarea suprafeţelor
Din analiza desenului de execuţie se disting următoarele tipuri de suprafeţe:
S1. Suprafaţă frontală; S2. Teşitură exterioară 1x45o; S3. Suprafaţă cilindrică exterioară; S4. Teşitură exterioară 1x45o; S5. Suprafaţă cilindrică exterioară; S6. Teşitură exterioară 1x45o;S7. Suprafaţă cilindrică exterioară;S8. Degajare A0,6x0,3 STAS 7446 – 66;S9. Suprafaţă cilindrică exterioară;S10. Suprafată conică exterioară;S11. Suprafaţă conică danturată;S12. Suprafaţă frontală;S13.Suprafață cilindrică interioară;
Capitolul IISTABILIREA TRASEULUI TEHNOLOGIC
Pentru întocmirea unui traseu tehnologic se pot face urmatoarele recomandari :
La începutul procesului tehnologic se prelucrează suprafețele care devin baze de așezare (suprafețe frontale și găuri de centrare, gaura pentru dorn, pentru prinderea cu dorn, suprafața pentru lineta).
Operațiile la care există un procent mare de rebuturi se execută la începutul tehnologiei.
Rectificarea se execută după tratamentul termic. Odată stabilită succesiunea operațiilor și a fazelor din cadrul lor, în continuare
se alege tipul masinii unelte pe care se execută fiecare operație, se rezolvă problema bazării și fixării semifabricatului, întocmindu-se și schița fixării și în sfârșit se stabilesc sculele și verificatoarele necesare executării fiecărei faze.
În cazul în care pentru prelucrarea unei suprafețe piesa trebuie prinsă în dipozitiv special sau nu este scula standardizată, se menționează necesitatea proiectării dispozitivului sau sculei.
Nr.ctr.
Denumirea operațiilor si fazelor
Schita de prelucrareM.U.S.D.V.
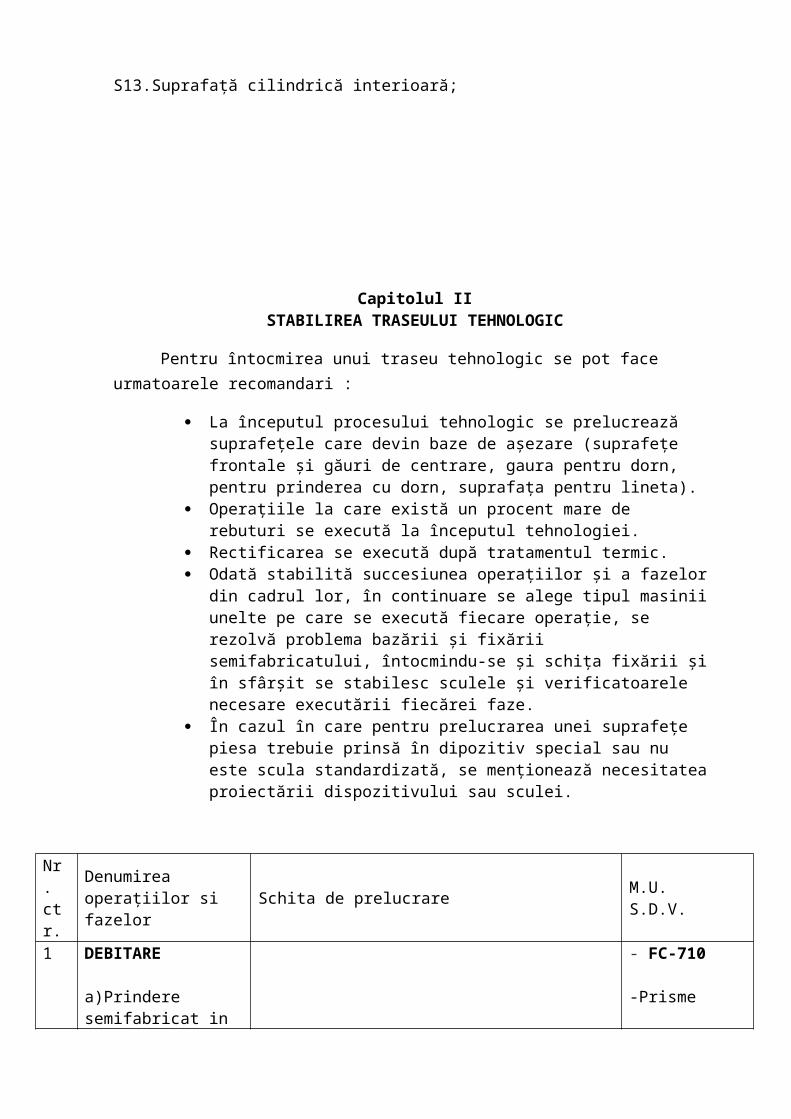
1 DEBITARE
a)Prindere semifabricat in mandrina universalDebitat din bara laminată b)Desprindere semifabricat
Ra =6,3 µm
- FC-710
-Prisme
-Panza tip I –forma D STAS 1066-86
-Șubler
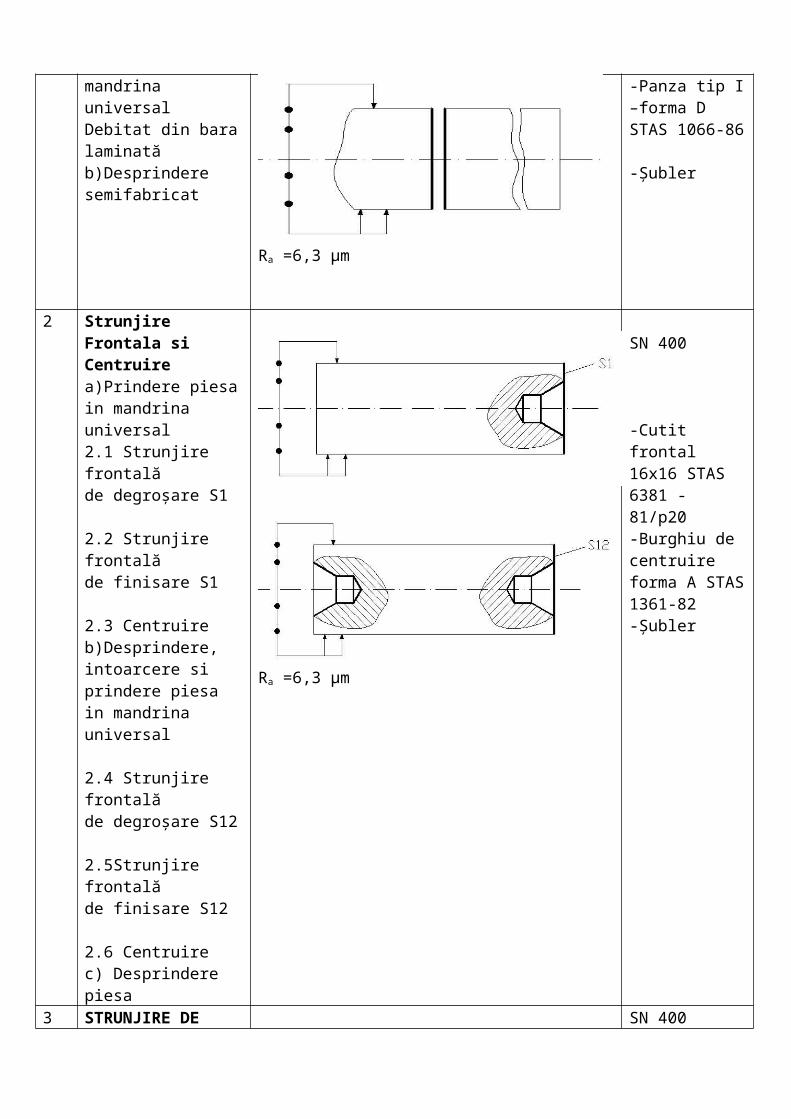
2 Strunjire Frontala si Centruirea)Prindere piesa in mandrina universal2.1 Strunjire frontală de degroșare S1
2.2 Strunjire frontalăde finisare S1
2.3 Centruireb)Desprindere,intoarcere si prindere piesa in mandrina universal
SN 400
-Cutit frontal 16x16 STAS 6381 - 81/p20 -Burghiu de centruire forma A STAS 1361-82-Șubler
2.4 Strunjire frontală de degroșare S12
2.5Strunjire frontalăde finisare S12
2.6 Centruirec) Desprindere piesa
Ra =6,3 µm3 STRUNJIRE DE
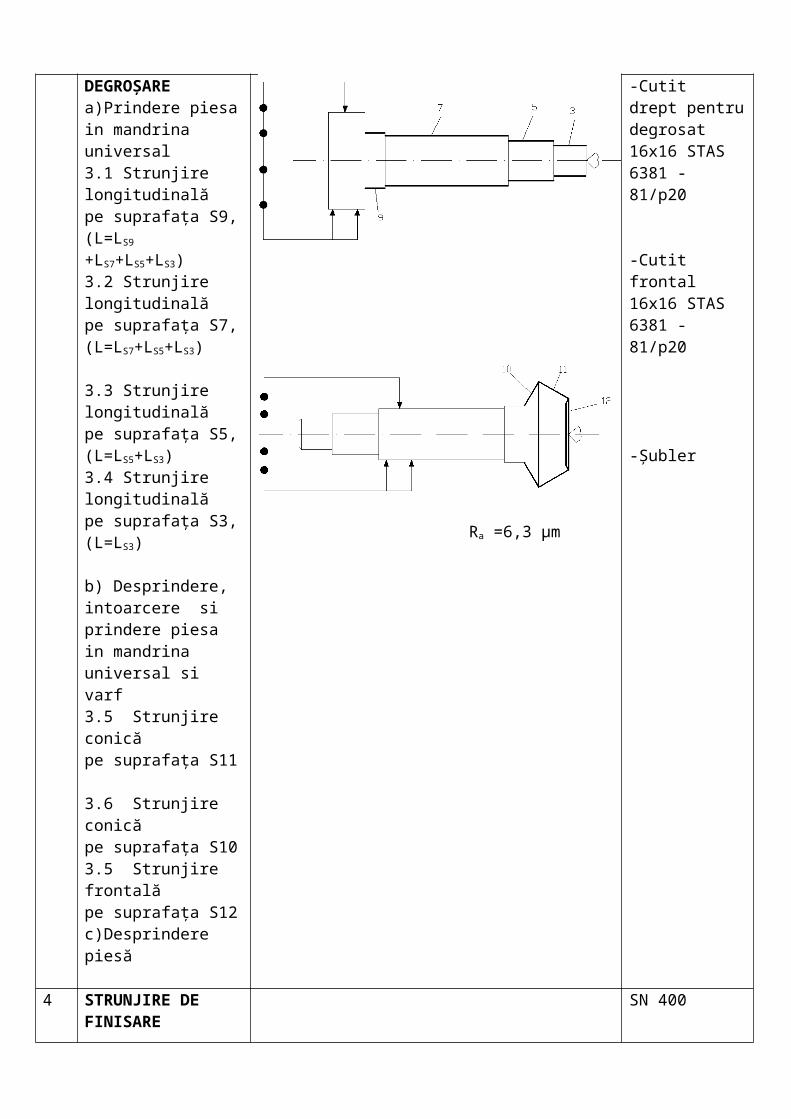
DEGROŞAREa)Prindere piesa in mandrina universal3.1 Strunjire longitudinală pe suprafaţa S9, (L=LS9 +LS7+LS5+LS3)3.2 Strunjire longitudinală pe suprafaţa S7,(L=LS7+LS5+LS3)
3.3 Strunjire longitudinală pe suprafaţa S5, (L=LS5+LS3)3.4 Strunjire longitudinală pe suprafaţa S3, (L=LS3)
b) Desprindere, intoarcere si prindere piesa in mandrina universal si varf3.5 Strunjire conică pe suprafaţa S11
3.6 Strunjire conică pe suprafaţa S103.5 Strunjire frontală pe suprafaţa S12c)Desprindere piesă
Ra =6,3 µm
SN 400-Cutit drept pentru degrosat 16x16 STAS 6381 - 81/p20
-Cutit frontal 16x16 STAS 6381 - 81/p20
-Șubler
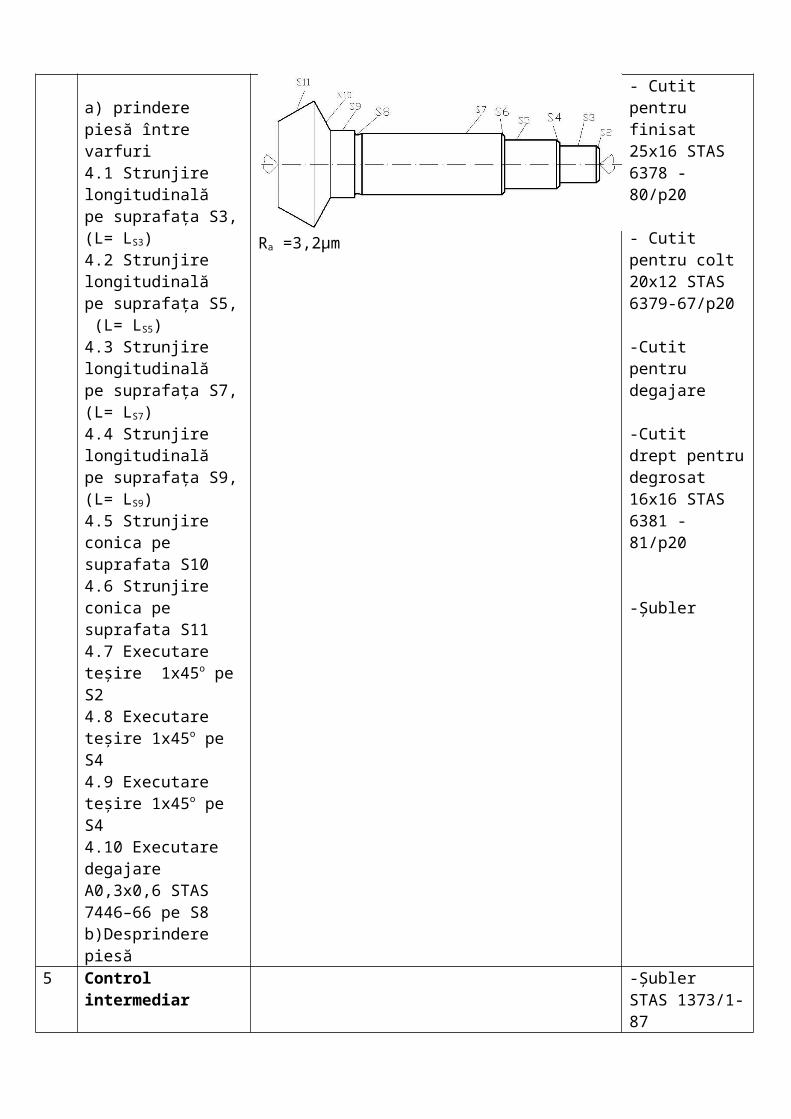
4 STRUNJIRE DE FINISARE
a) prindere piesă între varfuri 4.1 Strunjire longitudinală pe suprafaţa S3, (L= LS3) 4.2 Strunjire longitudinală pe suprafaţa S5, (L= LS5) 4.3 Strunjire longitudinală pe suprafaţa S7, (L= LS7) 4.4 Strunjire longitudinală pe suprafaţa S9, (L= LS9) 4.5 Strunjire conica pe suprafata S104.6 Strunjire conica pe suprafata S114.7 Executare teșire 1x45o pe S24.8 Executare teșire 1x45o pe S44.9 Executare teșire 1x45o pe S44.10 Executare degajare A0,3x0,6 STAS 7446–66 pe S8b)Desprindere piesă
Ra =3,2µm
SN 400
- Cutit pentru finisat 25x16 STAS 6378 - 80/p20
- Cutit pentru colt 20x12 STAS 6379-67/p20
-Cutit pentru degajare
-Cutit drept pentru degrosat 16x16 STAS 6381 - 81/p20
-Șubler
5 Control intermediar -ȘublerSTAS 1373/1-87
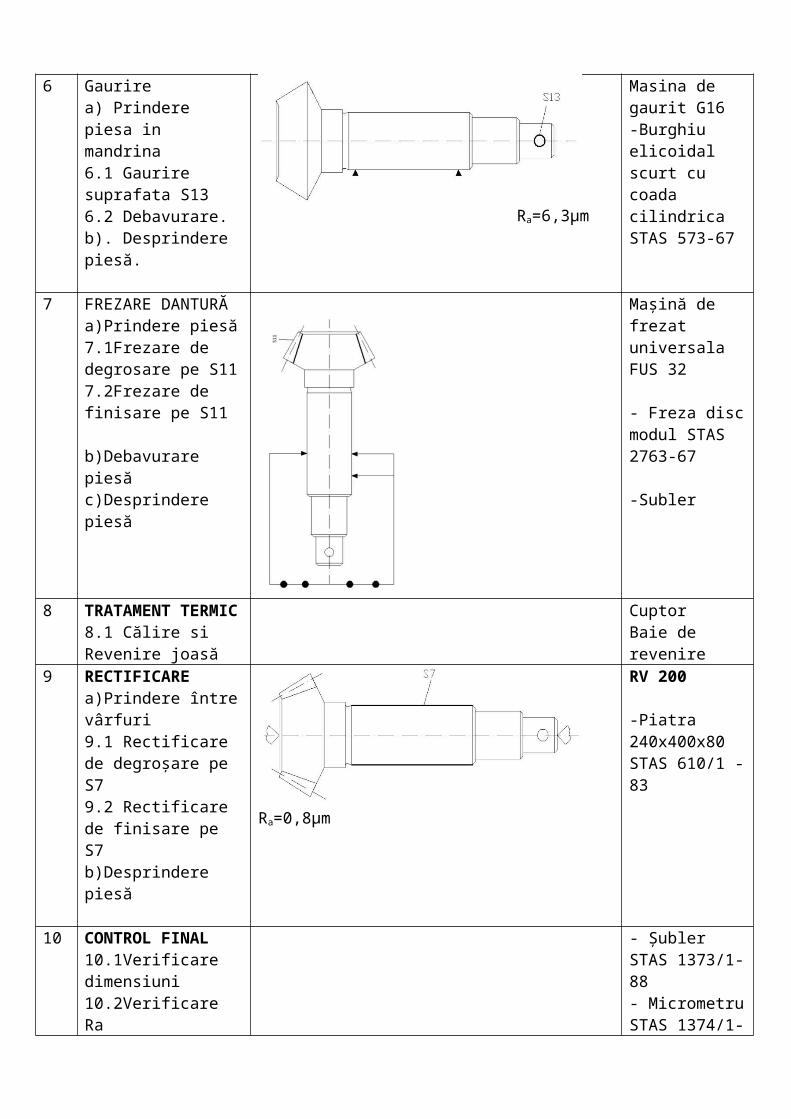
6 Gaurirea) Prindere piesa in mandrina6.1 Gaurire suprafata S136.2 Debavurare.b). Desprindere piesă.
Ra=6,3µm
Masina de gaurit G16-Burghiu elicoidal scurt cu coada cilindrica STAS 573-67
7 FREZARE DANTURĂa)Prindere piesă7.1Frezare de degrosare pe S117.2Frezare de finisare pe S11
b)Debavurare piesă
Maşină de frezat universala FUS 32
- Freza disc modul STAS 2763-67
c)Desprindere piesă
-Subler
8 TRATAMENT TERMIC8.1 Călire si Revenire joasă
CuptorBaie de revenire
9 RECTIFICAREa)Prindere între vârfuri9.1 Rectificare de degroșare pe S79.2 Rectificare de finisare pe S7b)Desprindere piesă
Ra=0,8µm
RV 200
-Piatra240x400x80STAS 610/1 -83
10 CONTROL FINAL10.1Verificare dimensiuni10.2Verificare Ra10.3Verificare duritate
- ȘublerSTAS 1373/1-88- MicrometruSTAS 1374/1-87
Capitolul III
3. Calculul adaosului de prelucrare si al dimensiunilor intermediare.
3.1. Notiuni de baza
a) Adaosul de prelucrare
Pentru determinarea adaosului de prelucrare se folosesc:
- metoda de calcul analitic;
- metoda experimental - statistica.
Comparativ cu adaosurile de derminate experimental - statistic, calculul analitic poate conduce la economii de material de 6 ÷ 15% din greutatea piesei finite.
Adaosul de prelucrare intermediar minim se calculeaza cu ajutorul relatiilor:
1. - pentru adaosuri simetrice (pe diametru) la suprafetele exterioare si interioare de revolutie:
2∙A pimin=2∙(Rz i-1
+ Si-1)+2∙√ρi-12 +ε i
2
2. - pentru adaosuri simetrice la suprafete plane opuse prelucrate simultan:
2∙A pimin=2∙(Rz i-1
- Si-1 )+2∙ ( ρi−1 ∙ εi )
3. - pentru adaosuri asimetrice:
2∙A pimin=Rz i-1
+S i-1+ρ i-1+εi
In care:
Api min - adaosul de prelucrare minim considerat pe o parte;
Rzi-1 - inaltimea neregularitatilor de suprafata rezultate la faza precedenta;
Si-1 - adancimea stratului superficial defect (ecruisat) format la faza precedenta;
εi - eroarea de asezare la faza de prelucrare considerata.
Calculul Adaosului de prelucrare pe suprafața ϕ 40−0 ,3+0 ,3 mm, Ra=6,3 µm
1). Strunjire degrosare (bara sub forma de laminat)
2∙A pimin=2∙(Rz i-1
+ Si-1)+2∙√ρi-12 +ε i
2
R z i-1=125 μm – tab. 4.5 [Pi.1]
Si-1=150 μm – tab. 4.5 [Pi.1]
ρi−1=√ pc2+ pcentr
2 =√1052+2502=271.15 μm
ρc=2 ∙ ∆c ∙lc
∆c=0.5 μm /mm – pentru laminat fara indreptare – tab.4.6 [Pi.1]
lc=105mm
ρc=2 ∙ 0,5 ∙105=105μm
ρcentr = 0,25·√T2+1 mm
ρcentr=0,25 ·√9002+1mm=250 μm
Eroarea de instalare a semifabricatului in mandrina cu trei bacuri este
ε i=30 μm, conform tabel 1.37 [PIC.I.]:
ε i=30 μ m
2∙A pimin=2∙ (125+150 )+2∙√271.152+302=1095.6 μ m
Din tab 2.15 cap.2 [PIC.I.] obtinem toleranta pentru operatia precedenta laminare la cald :
Ai=−900 μ m
Deci adaosul nominal pentru strunjirea de degrosare este :
2 A inom=2 Apimin
+T i−1=1095.6+|−900|=1995.6 μm
Diametrul nominal de calcul al barei laminate se determina cu formula:
d snom=d1max
+2∙ Ap 1max+|Ai|
d snom=40,3+1,9956+|−0,9|=43,1956 mm
Se alege o bara laminata cu diametrul standardizat ∅ 45−0 , 9+0 , 3 conform SR EN 10060-2004.
Adaosul de prelucrare nominal real (recalculat) pentru operatia de strunjire a treptei ∅ 40−0,3+0,3
mm, este:
2 ∙ A pinom=dd−1nom
−d inom=45−40=5mm
Calculul adaosului de prelucrare pe suprafața S9 ϕ 22−0 , 2+0 ,2 mm, Ra=3,2 µm
Pentru obţinerea suprafeţei S9, la diametrul suntϕ 22−0,2+0,2 mm, necesare următoarele operatii:
- strunjire de degrosare;- strunjire de finisare;- tratament termic;
a). Strunjire finisare (operaţia precedentă fiind strunjire de degrosare)
2∙A pimin=2∙(Rz i-1
+ Si-1)+2∙√ρi-12 +ε i
2
R z i-1=63 μm tab.4.9 [Pi.1.]
Si-1=60 μm tab.4.9 [Pi.1.]
ρi−1=√ pc2+ pcentr
2 =√882+2502=265.03 μm
ρc=2 ∙ ∆c ∙lc
∆c=0.5 μm /mm tab.4.6 [Pi.1.]
lc=88 mm
ρc=2 ∙ 0,5 ∙88=88 μm
pcentr=0,25 mm=250 μm
La prelucrarea intre varfuri nu se face verificarea asezarii, deci:
ε i=0 μ m
2∙A pimin=2∙ (63+60 )+2∙√265.032+02=776.06 μ m
Din tab 2.15 cap.2 [PIC.I.] obtinem toleranta pentru operatia prececedenta strunjire de degrosare conform treptei de precizie 12 :
T i−1=210 μ m
Deci adaosul nominal pentru stunjirea de finisare este :
2 A inom=2 Apimin
+T i−1=776.06+210=986.06 μm
Diametru maxim inainte de strunjirea de finisare (dupa strunjire de degrosare):
d i−1max=d imax
+2∙ A pinom=22.2+0.98606=23,18606 mm
Se rotunjeste d i−1max=d i−1nom
=23.3 mm

Diametrul minim rezulta :
d i−1min=23.3−0.210=23,09 mm
Operatia de strunjire de degrosare se va executa la cota ϕ 230+0 . 09 mm
d). Strunjire degrosare
Adaosul nominal pentru strunjirea de degrosare se determina prin diferenta dintre diametrul strunjirea de degrosare ϕ 40 si diametrul suprafetei strunjite:
2 A pinom=40−23,09=16.91mm
Calculul Adaosului de prelucrare pe suprafața S7 ϕ 20−0 , 11+0 , 2 mm, Ra=0,8 µm
Pentru obţinerea suprafeţei S7, la diametrul suntϕ 20−0,11+0,2 mm, necesare următoarele operatii:
- strunjire de finisare;- tratament termic;- rectificare de degrosare;- rectificare de finisare;
a). Rectificare de finisare (rectificare de degrosare)
R z i-1=10 μm - tab.4.9 [Pi.1.]
Si-1=0 μ m(dupa tratament termic)
∆c=1 μm /mm tab.4.6 [Pi.1.]
lc=80 mm
ρi−1=2 ∙ 1∙ 80=160 μm
La prelucrarea intre varfuri nu se face verificarea asezarii, deci:
ε i=0 μm
2∙A pimin=2∙ (10+20 ) +2∙√1602+02=380 μm
Din tab 2.15 cap.2 [Pi.1] obtinem toleranta pentru operatia prececedenta rectificare de degrosare conform treptei de precizie 8 :
T i−1=33 μm
Deci adaosul nominal pentru rectificare de finisare este :
2 A inom=2 Apimin
+T i−1=380+33=413μm
Diametru maxim inainte de rectificare de finisare (dupa rectificarea de degrosare):
d i−1max=d imax
+2∙ A pinom=20.2+0.413=20,633 mm
Se rotunjeste d i−1max=d i−1nom
=20,7 mm
Diametrul minim rezulta :
d i−1min=20,7−0,033=20,667mm
Operatia de rectificare de degrosare se va executa la cota ϕ 20 .7−0 .0330 mm.
b). Rectificarea de degrosare (operatia precedenta este tratament termic)
R z i-1=25 μm tab. 4.9 [Pi.1.]
Si-1=0 μ m(dupa tratament termic)
∆c=1 μm /mm – tab. 4.6 [Pi.1.]
lc=80 mm
ρi−1=2 ∙ 1∙ 80=160 μm
La prelucrarea intre varfuri nu se face verificarea asezarii, deci:
ε i=0 μ m
2∙A pimin=2∙ (25+0 )+2∙√1602+02=370 μ m
Din tab 2.15 cap.2 [PIC.I.] obtinem toleranta pentru operatia precedenta strunjire de finisare conform treptei de precizie 10 :
T i−1=84 μ m
Deci adaosul nominal pentru rectificare de degrosare este :
2 A inom=2 Apimin
+T i−1=370+84=454 μm

Diametru maxim inainte de strunjire de degrosare (dupa strunjire de finisare):
d i−1max=d imax
+2∙ A pinom=20.667+0.454=21,12 mm
Se rotunjeste d i−1max=d i−1nom
=21,2mm
Diametrul minim rezulta :
d i−1min=21,2−0.084=21,116mm
Operatia de strunjire de finisare se va executa la cota ϕ 210+0 ,116mm
c). Strunjire finisare (operatia precedenta este strunjire de degrosare)
Adaosul nominal pentru strunjirea de finisare se determina prin diferenta dintre diametrul barei laminate ø22 si diametrul suprafetei strunjite:
2 A pnom=22−21,116=0.884 mm
Calculul Adaosului de prelucrare pe suprafața S5 ϕ 16−0 , 2+0 , 2 mm, Ra=3,2 µm
Pentru obţinerea suprafeţei S5, la diametrul suntϕ 16−0,2+0,2 mm, necesare următoarele operatii:
- strunjire de degrosare;- strunjire de finisare;- tratament termic
a). Strunjire finisare (strunjire de degrosare)
R z i-1=63 μm tab.4.9 [Pi.1.]
Si-1=60 μm tab.4.9 [Pi.1.]
ρi−1=√ pc2+ pcentr
2 =√312+2502=251.91 μm
∆c=0.5 μm /mm tab.4.6 [Pi.1.]
lc=31 mm
pc=2 ∙ 0,5∙ 31=31 μm
pcentr=0,25 mm=250 μm
La prelucrarea intre varfuri nu se face verificarea asezarii, deci:
ε i=0 μ m
2∙A pimin=2∙ (63+60 )+2∙√251.912+02=749.82 μ m
Din tab 2.15 cap.2 [PIC.I.] obtinem toleranta pentru operatia prececedenta strunjire de finisare conform treptei de precizie 12 :
T i−1=210 μ m
Deci adaosul nominal pentru stunjirea de finisare este :
2 A inom=2 Apimin
+T i−1=749.82+210=959.82 μm
Diametru maxim inainte de strunjirea de finisare (dupa strunjire de degrosare):
d i−1max=d imax
+2∙ A pinom=16.2+0.95982=17,1598 mm
Se rotunjeste d i−1max=d i−1nom
=17.2 mm
Diametrul minim rezulta :
d i−1min=17.2−0.210=16,99 mm
Operatia de strunjire de finisare se va executa la cota ϕ 160+0 . 99 mm
d). Strunjire degrosare
Adaosul nominal pentru strunjirea de degrosare se determina prin diferenta dintre diametrul strunjirea de degrosare ϕ 24 si diametrul suprafetei strunjite:
2 A pnom=20−16.99=3.01mm
Calculul Adaosului de prelucrare pe suprafața S3 ϕ 12−0 ,2+0 ,2 mm, Ra=3,2 µm
Pentru obţinerea suprafeţei S3, la diametrul suntϕ 12−0,2+0,2 mm, necesare următoarele operatii:
- strunjire de degrosare;- strunjire de finisare;- tratament termic
a). Strunjire finisare (strunjire de degrosare)
R z i-1=63 μm tab.4.9 [Pi.1]
Si-1=60 μm tab.4.9 [Pi.1]
ρi−1=√ pc2+ pcentr
2 =√132+2502=250.33 μm
∆c=0.5 μm /mm tab.4.6 [Pi.1]
lc=13 mm
pc=2 ∙ 0,5∙ 13=13 μm
pcentr=0,25 mm=250 μm
La prelucrarea intre varfuri nu se face verificarea asezarii, deci:
ε i=0 μ m
2∙A pimin=2∙ (63+60 )+2∙√250.332+02=746.66 μ m
Din tab 2.15 cap.2 [Pi.I.] obtinem toleranta pentru operatia prececedenta strunjire de finisare conform treptei de precizie 12 :
T i−1=210 μ m
Deci adaosul nominal pentru stunjirea de finisare este :
2 A inom=2 Apimin
+T i−1=746.66+210=956.66 μm
Diametru maxim inainte de strunjirea de finisare (dupa strunjire de degrosare):
d i−1max=d imax
+2∙ A pinom=12.2+0.95666=13,1566 mm
Se rotunjeste d i−1max=d i−1nom
=13.2 mm
Diametrul minim rezulta :
d i−1min=13.2−0.210=12,99 mm
Operatia de strunjire de finisare se va executa la cota ϕ 120+0 .99 mm
d). Strunjire degrosare
Adaosul nominal pentru strunjirea de degrosare se determina prin diferenta dintre diametrul barei laminate ϕ 16 si diametrul suprafetei strunjite:
2 A pnom=16−12.99=3.01mm
Suprafetele frontale:
Aceste suprafeţe de capat se prelucrează prin strunjire. Operaţia precedentă este debitarea pe fierastau circular treapta 14 de precizie din tabel 4.1 [Pi.1.]calitea suprafetei dupa debitare:
R zi−1+Si−1=200μm tab.4.11 [Pi.1.]
ρi−1=0,045 ∙ D=0,045∙ 45=2,025 mm tab.4.11 [Pi.1.]
Adaosul asimetric minim pentru strunjirea de degrosare a suprafetelor frontale se calculeaza cu relatia:
2 ∙ A pimin=2 ∙ (R zi−1
+Si−1+ρi−1+εi )
ε i=30 μm
Eroarea de instalare a semifabricatului in mandrina cu trei bacuri este
ε i=30 μm, conform tabel 1.37 [PIC.I.]:
Apimin=200+2025+30=2255 μm
Toleranta la lungimea de debitare, in treapta 14 de precizie, este 1000 μm
(tab. 2.15) [PIC.I.].
Abaterile limita la lungimea de debitare sunt deci ± 0,475 mm sau rotunjit ± 0.5 mm
Prin urmare, adaosul nominal calculat pentru strunjire frontala este:
2 ∙ A pinom=A pimin
+|A i|=2255+500=2755 μm
Lungimea nominala pentru debitare este:
Lnom=105+2,755=107,755 mm
Se rotunjeste Lnom =108 mm
Adaosul de prelucrare la strunjirea frontala va fi:
2 ∙ A pinom=Lnom−Lp=108−105=3mm
La debitare se va respecta cota: 108 ± 0.2 mm
Capitolul IV
4. Calculul si adaosul regimului de aschiere
4.1.Notiuni de baza

Regimul de aschiere este factorul principal care determina valoarea normei de lucru si reprezinta totalitatea urmatorilor parametri:
- adancimea de aschiere;
- avansul de lucru;
- viteza de aschiere.
Alegerea regimului de aschiere se face in concordanta nu numai cu operatia, ci si cu faza de lucru. La alegerea celui mai rational regim de aschiere se iau in considerare valorile cele mai avantajoase ale parametrilor de lucru in ceea ce priveste productivitatea, precizia de prelucrare si rugozitatea suprafetelor de prelucrat.
La proiectarea regimului de lucru se stabilesc urmatoarele etape de lucru:
- alegerea masinii - unelte;
- alegerea sculei aschietoare;
- determinarea adancimii, avansului si vitezei de aschiere;
- determinarea turatiei de lucru si recalcularea vitezei de lucru si a durabilitatii sculei;
- determinarea momentului de torsiune si a puterii efective de aschiere.
4.2. Alegerea masinii - unelte
Alegerea tipului si dimensiunii masinii - unelte se face pe baza caracteristicilor productiei si semifabricatelor care urmeaza a fi prelucrate. La productia de serie mica si unicate, cand la aceeasi masina urmeaza sa se execute mai multe operatii, ea trebuie sa corespunda conditiilor de trecere usoara de la o operatie la alta.
Pentru alegerea masinii unelte trebuie sa se ia in calcul urmatorii factori:
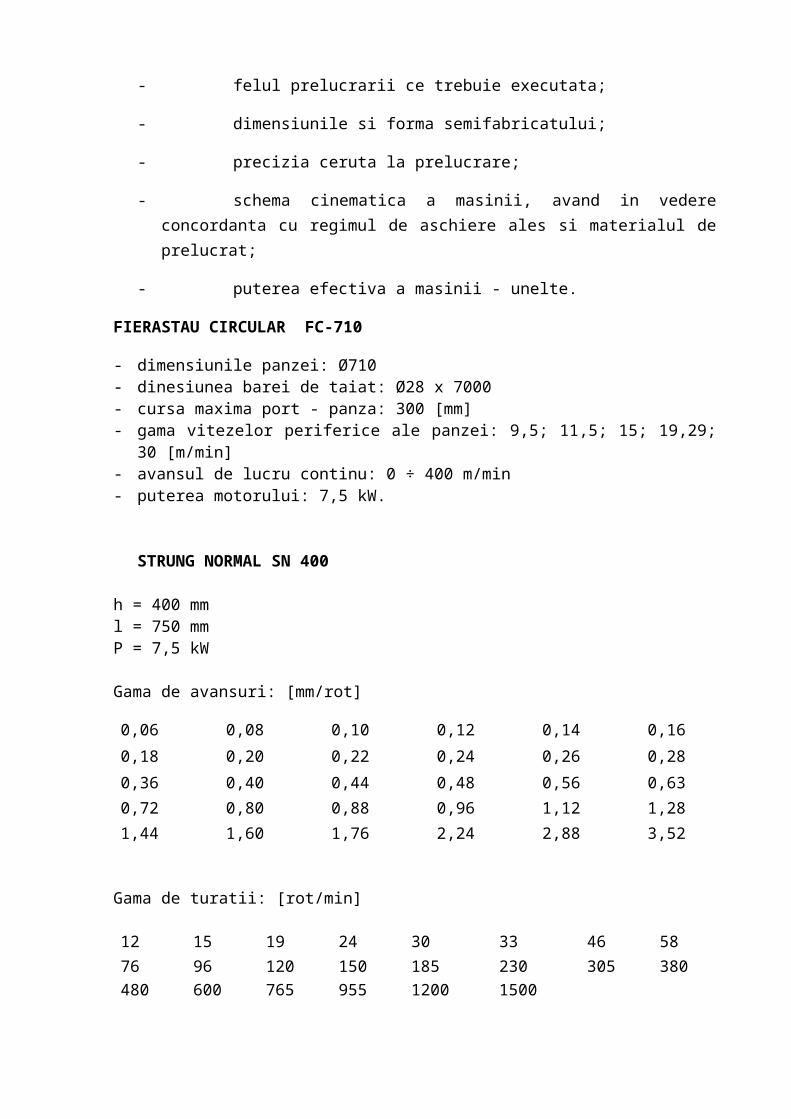
- felul prelucrarii ce trebuie executata;
- dimensiunile si forma semifabricatului;
- precizia ceruta la prelucrare;
- schema cinematica a masinii, avand in vedere concordanta cu regimul de aschiere ales si materialul de prelucrat;
- puterea efectiva a masinii - unelte.
FIERASTAU CIRCULAR FC-710
- dimensiunile panzei: Ø710- dinesiunea barei de taiat: Ø28 x 7000- cursa maxima port - panza: 300 [mm]- gama vitezelor periferice ale panzei: 9,5; 11,5; 15; 19,29; 30 [m/min]
- avansul de lucru continu: 0 ÷ 400 m/min- puterea motorului: 7,5 kW.
STRUNG NORMAL SN 400
h = 400 mml = 750 mmP = 7,5 kW
Gama de avansuri: [mm/rot]
0,06 0,08 0,10 0,12 0,14 0,16
0,18 0,20 0,22 0,24 0,26 0,28
0,36 0,40 0,44 0,48 0,56 0,63
0,72 0,80 0,88 0,96 1,12 1,28
1,44 1,60 1,76 2,24 2,88 3,52
Gama de turatii: [rot/min]
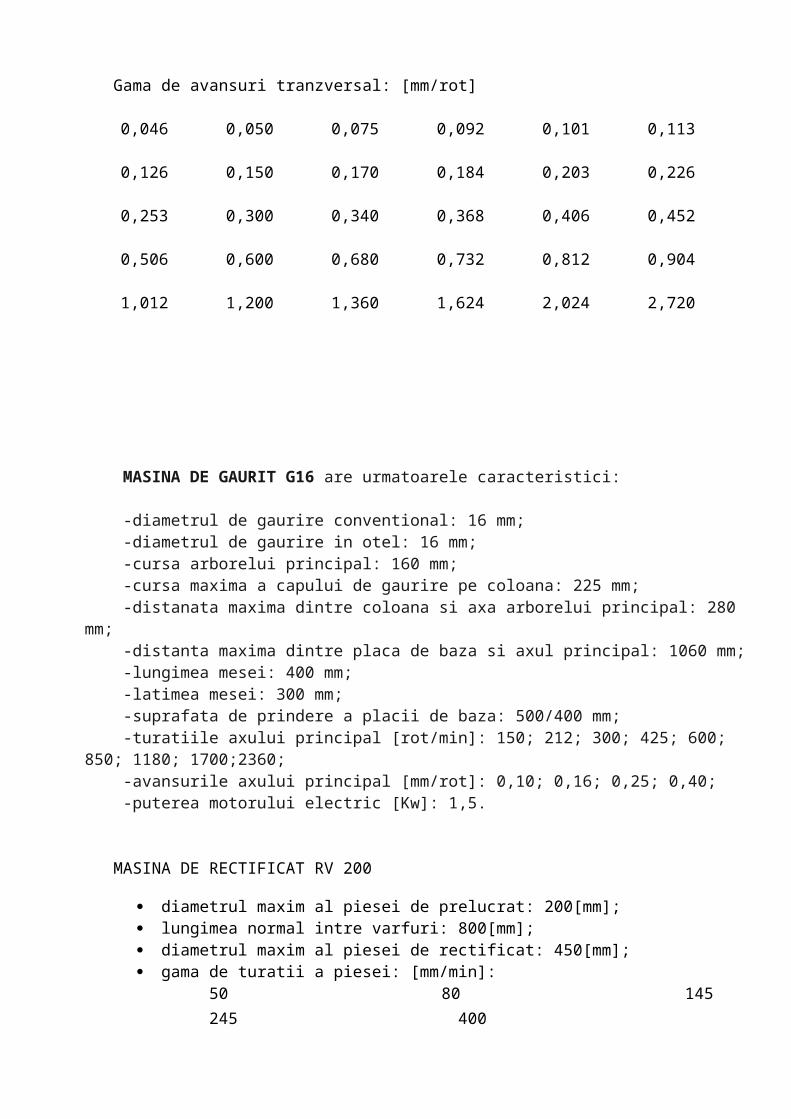
Gama de avansuri tranzversal: [mm/rot]
0,046 0,050 0,075 0,092 0,101 0,113
0,126 0,150 0,170 0,184 0,203 0,226
0,253 0,300 0,340 0,368 0,406 0,452
0,506 0,600 0,680 0,732 0,812 0,904
1,012 1,200 1,360 1,624 2,024 2,720
MASINA DE GAURIT G16 are urmatoarele caracteristici:
-diametrul de gaurire conventional: 16 mm;-diametrul de gaurire in otel: 16 mm;-cursa arborelui principal: 160 mm;
12 15 19 24 30 33 46 58
76 96 120 150 185 230 305 380
480 600 765 955 1200 1500

-cursa maxima a capului de gaurire pe coloana: 225 mm;-distanata maxima dintre coloana si axa arborelui principal: 280 mm;-distanta maxima dintre placa de baza si axul principal: 1060 mm;-lungimea mesei: 400 mm;-latimea mesei: 300 mm;-suprafata de prindere a placii de baza: 500/400 mm;-turatiile axului principal [rot/min]: 150; 212; 300; 425; 600; 850; 1180; 1700;2360;-avansurile axului principal [mm/rot]: 0,10; 0,16; 0,25; 0,40;-puterea motorului electric [Kw]: 1,5.
MASINA DE RECTIFICAT RV 200
diametrul maxim al piesei de prelucrat: 200[mm]; lungimea normal intre varfuri: 800[mm]; diametrul maxim al piesei de rectificat: 450[mm]; gama de turatii a piesei: [mm/min]:
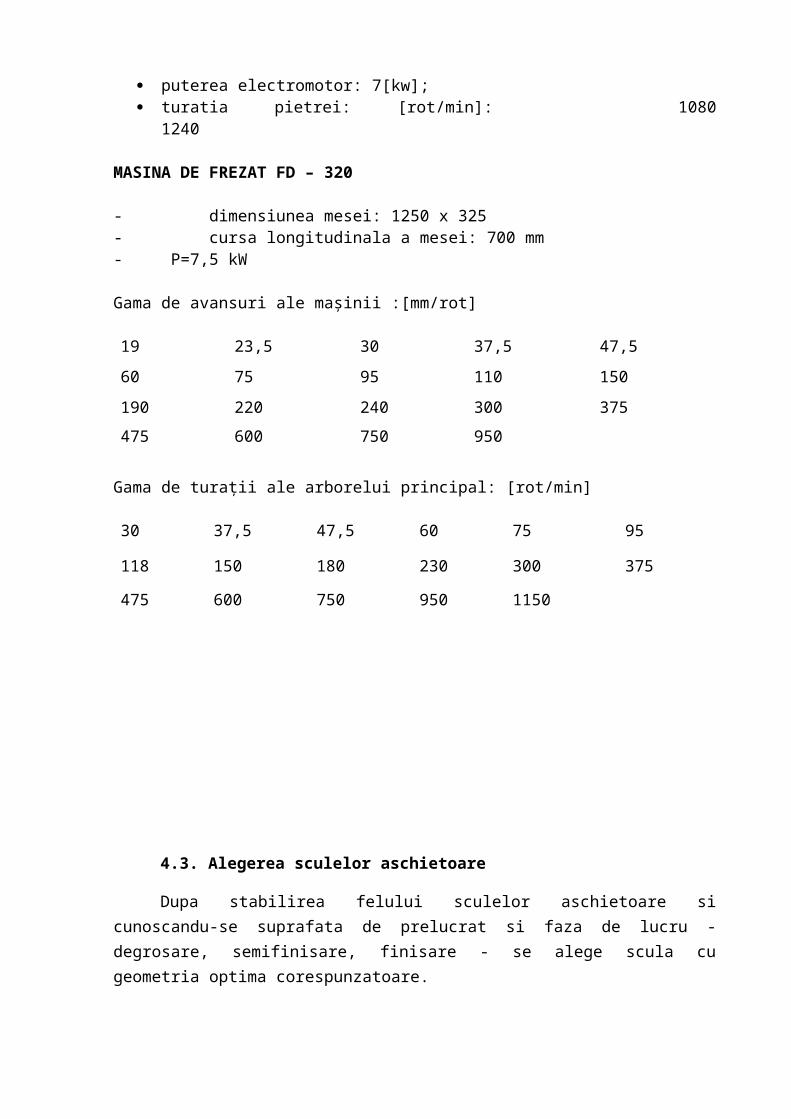
50 80 145 245 400 puterea electromotor: 7[kw]; turatia pietrei: [rot/min]: 1080 1240
MASINA DE FREZAT FD – 320
- dimensiunea mesei: 1250 x 325- cursa longitudinala a mesei: 700 mm- P=7,5 kW
Gama de avansuri ale mașinii :[mm/rot]
19 23,5 30 37,5 47,5
60 75 95 110 150
190 220 240 300 375
475 600 750 950
Gama de turații ale arborelui principal: [rot/min]
30 37,5 47,5 60 75 95
118 150 180 230 300 375
475 600 750 950 1150
4.3. Alegerea sculelor aschietoare
Dupa stabilirea felului sculelor aschietoare si cunoscandu-se suprafata de prelucrat si faza de lucru - degrosare, semifinisare, finisare - se alege scula cu geometria optima corespunzatoare.
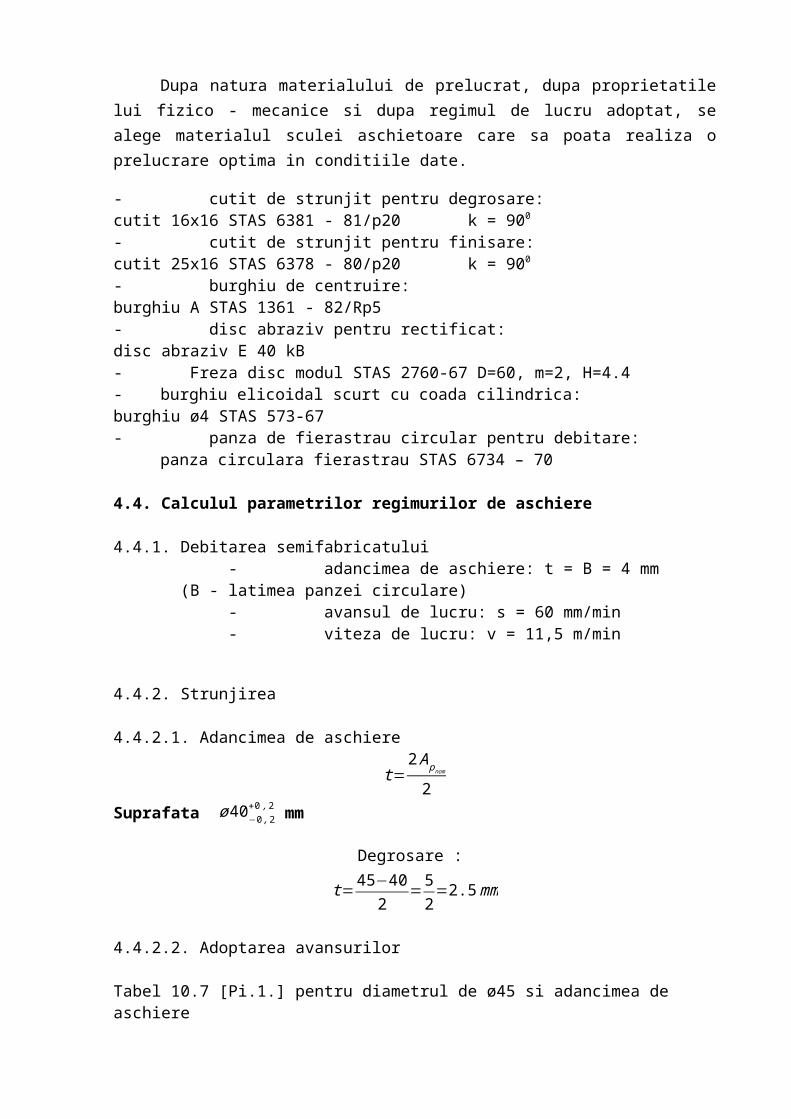
Dupa natura materialului de prelucrat, dupa proprietatile lui fizico - mecanice si dupa regimul de lucru adoptat, se alege materialul sculei aschietoare care sa poata realiza o prelucrare optima in conditiile date.
- cutit de strunjit pentru degrosare:cutit 16x16 STAS 6381 - 81/p20 k = 900
- cutit de strunjit pentru finisare:cutit 25x16 STAS 6378 - 80/p20 k = 900
- burghiu de centruire:burghiu A STAS 1361 - 82/Rp5- disc abraziv pentru rectificat:disc abraziv E 40 kB- Freza disc modul STAS 2760-67 D=60, m=2, H=4.4- burghiu elicoidal scurt cu coada cilindrica: burghiu ø4 STAS 573-67- panza de fierastrau circular pentru debitare:
panza circulara fierastrau STAS 6734 – 70
4.4. Calculul parametrilor regimurilor de aschiere
4.4.1. Debitarea semifabricatului - adancimea de aschiere: t = B = 4 mm (B - latimea panzei circulare) - avansul de lucru: s = 60 mm/min - viteza de lucru: v = 11,5 m/min
4.4.2. Strunjirea
4.4.2.1. Adancimea de aschiere
t=2 A pnom
2Suprafata ø 40−0 ,2
+0 , 2 mm
Degrosare :
t=45−402
=52=2.5 mm
4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø45 si adancimea de aschieret sub 3 [mm] avansul f = 0,5 [mm/rot]- avansul f adoptat de pe masina unealta : f = 0,48 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cutitului.Din punct de vedere al rezistentei corpului cutitului:
Pentru cuțitele cu corp de secțiune dreptunghiulara, din conditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 16 mmh = 16 mmL = 24 mmRa1 = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 2.5 mmf = 0,48 mm/rotHB = 220x1 = 1 – tab.10.21 [Pi.1.]y1 = 0,75 – tab.10.21 [Pi.1.]n1 = 0,35 – tab.10.22 [Pi.1.]
F z=35,7 ∙2.51 ∙ 0,480,75∙ 2200,35=340 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecualile avem :
f =y1√ b ∙h ∙
hL
∙ Rai
6 ∙C4 ∙ HBn1∙ t
x1
[mm /rot ]
f =0,75√ 16 ∙ 16 ∙0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 2.51 =1,41 mm/rot
f adoptat=0,48 mm /rot< f =1,41mm/rot
Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mm Rm = 66 daN/mm2
t = 2.5 mmk = 90o
f =8,3 ∙C1,8
t0,3 ∙ Rm
∙( 0,71sin k )
X f
[mm/rot ]
f = 8,3 ∙61,8
2.50,3 ∙66∙( 0,71
sin 900 )0,7
=1.89[mm /rot ]
a.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).L = 105 mmD =45 mmL/D < 7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
b.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.
Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=340∙ 451000
=15,3[N ∙ m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
305=384[ N ∙ m]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; s – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,48 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t = 2.5 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 123
900,125 ∙ 2.50,22 ∙0,480,50∙( 220200 )
1,75∙0,772 ∙ 0,821∙1,1 ∙0,794 ∙ 0,85 ∙1∙ 1∙ 1 ∙1
v=32,93[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 32,93
π ∙45=232,93[rot /min]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=230 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 45 ∙ 230
1000=32.51[m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=340∙32.51
6000=1,84 [kw]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
a.) Suprafata S9 ϕ 22−0 , 2+0 ,2 mm
Degrosare :
t=2 A pnom
2= 40−23.09
2=8,455 mm
t=8.455 rezulta nr. treceri i=2 deci adancimea de aschiere va deveni t=4.23mm
Finisare :
t=2 A pnom
2=23.09−22.2
2=0,45 mm
Suprafata S9 ϕ 22−0,2+0,2 mm – degrosare.
4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø22 si adancimea de aschieret peste 3 pana la 5 [mm] avansul f = 0,4 [mm/rot]
- avansul f adoptat de pe masina unealta : f = 0,36 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cutitului.
Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 16 mm
h = 16 mm
L = 24 mm
Rai = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 4,23 mmf = 0,36 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙4,231 ∙ 0,360,75∙ 2200,35=430 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecuatiile avem :
f =y1√ b ∙h ∙
hL
∙ Rai
6 ∙C4 ∙ HBn1∙ t
x1
[mm /rot ]
f =0,75√ 16 ∙16 ∙0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 4,231=0,77 mm/rot
f adoptat=0,36 mm/rot< f =0,77 mm/rot
a.) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>600 [N/mm2]C = 6 mmRm = 66 daN/mm2
t = 4,23 mmk = 90o
f =8,3 ∙C1,8
t0,3 ∙ Rm
∙( 0,71sin k )
X f
[mm/rot ]
f = 8,3 ∙ 61,8
4,230,3 ∙ 66∙( 0,71
sin 900 )0,7
=1,65[mm/rot ]
b.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mm
D =40 mm
L/D < 7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
a.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=430 ∙ 40
1000=17.2[ N ∙m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:

2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
480=244[ N ∙ m]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
4.4.2.3. Calculul vitezei de achiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,36 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t =4,23 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).
Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:Pentru otel fara tunder.
Prin coeficientul k9 se tine seama de forma suprafetei de degajare :Pentru forma plana.
v= 123
900,125 ∙ 4,230,22∙ 0,360,50 ∙( 220200 )
1,75∙ 0.772∙0,821 ∙1,1 ∙ 0,794 ∙ 0,85 ∙1 ∙1 ∙ 1∙ 1
v=34,46[m /min]
4.4.2.4. Calculul turatiei
1.Calculul turatiei pentru prima trecere
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 34,46
π ∙40=274,22[rot /min ]
2.Calculul turatiei pentru a doua trecere
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 34,46
π ∙ 32.15=341,18 [rot /min]
4.4.2.5. Adoptarea turatiei
nMU ≤ ncalculat
1. Adoptarea turatiei turatiei pentru prima trecere
nMU=230 [rot /min]
2. Adoptarea turatiei turatiei pentru a doua trecere
nMU=305 [rot /min]
4.4.2.6. Recalcularea vitezei
1. Recalcularea vitezei pentru prima trecere
vreal=π ∙ D ∙nMU
1000=π ∙ 40 ∙ 230
1000=28.9[m /min]
2. Recalcularea vitezei pentru a doua trecere
vreal=π ∙ D ∙nMU
1000=π ∙ 32.15 ∙305
1000=30.80 [m /min ]
4.4.2.7. Calcularea puterii efective
1. Calcularea puterii efective pentru prima trecere
N efectiv=F z ∙ v
6000=430 ∙28.9
6000=2,07[kw ]
2. Calcularea puterii efective pentru a doua trecere
N efectiv=F z ∙ v
6000=430 ∙30.08
6000=2,15[kw]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
Suprafata S9 ϕ 22−0 , 2+0 ,2 mm – finisare.
4.4.2.2. Adoptarea avansurilor
- pentru finisare: f = 0,12 mm/rot
a.) Verificarea avansului din punct de vedere al rezistentei corpului cutitului.Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 25 mmh = 16 mm
L = 24 mmRai = 30 N/mm2
F z=25 ∙ 162∙ 30
6 ∙ 24=1334 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1
– exponentul duritatii C4 = 35,7 – tab.10.15 [Pi.1.]
t = 0,45 mmf = 0,12 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙0,451 ∙ 0,120,75 ∙2200,35=26 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecuatlile avem :
f =y1√ b ∙h ∙
hL
∙ Rai
6 ∙C4 ∙ HBn1∙ t
x1
[mm /rot ]
materialului de prelucrat.
f =0,75√ 25 ∙16 ∙0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 0,451 =19,89 mm/rot
f adoptat=0,12 mm /rot <f =19,89 mm/rot
b.) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 0.45 mmk = 90o
f =8,3 ∙C1,8
t0,3 ∙ Rm
∙( 0,71sin k )
X f
[mm/rot ]
f = 8,3 ∙61,8
0,450,3 ∙ 66∙( 0,71
sin 900 )0,7
=2.99 [mm /rot ]
a.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 88 mmD =23.09 mmL/D < 7
b.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.
Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=26 ∙23,09
1000=0,60 [N ∙ m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
1200=97.5[ N ∙m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
Avansul ales pentru strunjirea de finisare se va verifica la:
Calitatea prescrisa suprafetei prelucrate este factorul principal care determina marimea avansului la strunjirea de finisare. Valoarea avansului in functie de rugozitatea suprafata prescrisa, se determina cu formula:
f =CSR ∙ Rae5 ∙r e6
In care: CSR este un coefficient ce depinde de unghiul de atac principal k; e5 si e6 – exponent al rugozitatii si al razei de racordare la varf a sculei; R a – rugozitatea, in µm; r – raza la varf, in mm.
Valorile coeficientilor CSR si ale exponentilor e5 si e6 sunt date in tabelul 10.24 [Pi.1.].
f =0,0893 ∙3.20,597 ∙ 0,20,297=0,187 [mm/rot ]
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,12 mm/rot k1 = 0,772Cv = 133 k2 = 0,812T = 90 min k3 = 1,1t = 0,45 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,40 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:

k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 133
900,125 ∙ 0,450,22 ∙0,120,4 ∙(220200 )
1,75∙0.772∙ 0,821 ∙1,1 ∙ 0,794 ∙ 0,85∙ 1 ∙1 ∙1 ∙ 1
v=122,70[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 122,70
π ∙ 23,09=1676,96[rot /min]
4.4.2.5. Adoptarea turatiei turatiei

nMU ≤ ncalculat
nMU=1500 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 23,09 ∙1500
1000=110 [m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=26 ∙110
6000=0,47[kw ]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
b.) Suprafata S7 ϕ 20−0,11+0,2 mm
Degrosare :
t=2 A pnom
2=22−21.116
2=0.44 mm
Finisare :
t=2 A pnom
2=21.116−20.648
2=0,234 mm
Suprafata S7 ϕ 20−0,11+0,2 mm – degrosare.
4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø22 si adancimea de aschieret pana la 3 [mm] avansul f = 0,40 [mm/rot]
- avansul f adoptat de pe masina unealta : f = 0,40 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cutitului.
Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 16 mmh = 16 mmL = 24 mmRa1 = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 0,44 mmf = 0,40 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙0,441 ∙ 0,400,75 ∙ 2200,35=53 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecualile avem :
f =0,75√ 16 ∙16 ∙0,6∙ 306 ∙ 35,7 ∙2200,35∙ 0,441=14,31 mm /rot
f adoptat=0,40 mm /rot< f =14,31 mm/rot
a.) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]

C = 6 mmRm = 66 daN/mm2
t = 0.44 mmk = 90o
f = 8,3 ∙ 61,8
0,440,3∙ 66∙( 0,71
sin 900 )0,7
=4,04 [mm/rot ]
a.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mmD =22 mmL/D < 7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
b.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=53 ∙221000
=2[ N ∙ m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
380=277[ N ∙m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,40 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t =0,44 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 123
900,125 ∙ 0,440,22 ∙ 0,400,50 ∙( 220200 )
1,75∙ 0.772∙0,821 ∙1,1 ∙ 0,794 ∙ 0,85 ∙1 ∙1 ∙ 1∙ 1
v=52,85[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 52,85
π ∙22=764,66[rot /min]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=600 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 22∙600
1000=41.46[m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=53∙ 41.46
6000=0,366[kw ]
N efecti v ≤ N MU ∙η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
Suprafata S7 ϕ 20−0,11+0,2 mm – finisare.
4.4.2.2. Adoptarea avansurilor
- pentru degrosare: f = 0,12 mm/rot
a.) Verificarea avansului din punct de vedere al rezistentei corpului cutitului.Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 25 mmh = 16 mmL = 24 mmRai = 30 N/mm2
F z=25 ∙ 162∙ 30
6 ∙ 24=1334 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 0,234 mmf = 0,12 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙0,2341 ∙0,120,75 ∙2200,35=12 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecuatlile avem :
f =0,75√ 25 ∙ 16 ∙ 0,6∙ 306 ∙ 35,7 ∙2200,35∙ 0,2341=60,71 mm /rot
f adoptat=0,12 mm /rot <f =60,71 mm/rot
b) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.

f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 0.234 mmk = 90o
f =8,3 ∙C1,8
t0,3 ∙ Rm
∙( 0,71sin k )
X f
[mm/rot ]
f = 8,3 ∙ 61,8
0,2340,3∙ 66∙( 0,71
sin 900 )0,7
=3.84[mm /rot ]
c) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mm
D =20.648 mm
L/D < 7
d) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=12 ∙20.648
1000=0,247 [N ∙ m]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
1500=78[N ∙ m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
Avansul ales pentru strunjirea de finisare se va verifica la:
Calitatea prescrisa suprafetei prelucrate este factorul principal care determina marimea avansului la strunjirea de finisare. Valoarea avansului in functie de rugozitatea suprafata prescrisa, se determina cu formula:
f =CSR ∙ Rae5 ∙r e6
In care: CSR este un coefficient ce depinde de unghiul de atac principal k; e5 si e6 – exponent al rugozitatii si al razei de racordare la varf a sculei; Ra – rugozitatea, in µm; r – raza la varf, in mm.
Valorile coeficientilor CSR si ale exponentilor e5 si e6 sunt date in tabelul 10.24 [PIC.I.].
f =0,0893 ∙3.20,597 ∙ 0,20,297=0,187 [mm/rot ]
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; s – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,12 mm/rot k1 = 0,772Cv = 133 k2 = 0,812T = 90 min k3 = 1,1t = 0,234 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,40 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.
Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 133
900,125 ∙ 0,2340,22 ∙ 0,120,4 ∙( 220200 )
1,75∙ 0.772 ∙0,821 ∙ 1,1∙ 0,794 ∙0,85 ∙1 ∙ 1∙ 1∙1
v=97,04 [m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 97,04
π ∙ 20,648=1495,97[rot /min]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=1200 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 20,648 ∙1200
1000=78 [m/min ]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=12∙ 78
6000=0,15[kw ]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
c) Suprafata S5 ϕ 16−0,2+0,2 mm
Degrosare :
t=2 A pnom
2=20−16.99
2=1.505 mm
Finisare :
t=2 A pnom
2=16.99−16
2=0,495 mm
Suprafata S5 ϕ 16−0,2+0,2 mm – degrosare.
4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø20 si adancimea de aschieret pana la 3 [mm] avansul f = 0,40 [mm/rot]
- avansul f adoptat de pe masina unealta : f = 0,40 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cutitului.
Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 16 mmh = 16 mmL = 24 mmRa1 = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 1,505 mmf = 0,40 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙1,5051 ∙0,400,75∙ 2200,35=179 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecualile avem :
f =0,75√ 16 ∙ 16∙ 0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 1,5051 =2,79 mm/rot

f adoptat=0,40 mm /rot< f =2,79m m /rot
b.) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 1.505 mmk = 90o
f = 8,3 ∙61,8
1,5050,3 ∙66∙( 0,71
sin 900 )0,7
=2,2[mm /rot ]
c.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mmD =20 mmL/D < 7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
d.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=179 ∙ 20
1000=3.58 [N ∙ m]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
380=277[ N ∙m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,40 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t =1,505 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 123
900,125 ∙ 1,5050,22 ∙0,400,50 ∙( 220200 )
1,75∙ 0.772 ∙ 0,821∙ 1,1∙ 0,794 ∙ 0,85 ∙ 1∙ 1∙1 ∙1
v=40,43 [m/min ]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 40,43
π ∙20=643,46[rot /min]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=600 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 20 ∙600
1000=37.69[m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=179∙37.69
6000=1,114 [kw ]
N efectiv ≤ N MU ∙ ηη=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
Suprafata S5 ϕ 16−0,2+0,2 mm – finisare.
4.4.2.2. Adoptarea avansurilor
- pentru degrosare: f = 0,12 mm/rot
b.) Verificarea avansului din punct de vedere al rezistentei corpului cutitului.Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 25 mmh = 16 mmL = 24 mmRai = 30 N/mm2
F z=25 ∙ 162∙ 30
6 ∙ 24=1334 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 0,495 mmf = 0,12 mm/rotHB = 220
x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙0,4951 ∙0,120,75∙ 2200,35=24 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecuatlile avem :
f =0,75√ 25 ∙ 16 ∙0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 0,4951 =22,35 mm /rot
f adoptat=0,12 mm /rot <f =22,35 mm/rot
b) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 0.495 mmk = 90o
f = 8,3 ∙61,8
0,4950,3 ∙ 66∙( 0,71
sin 900 )0,7
=3.06 [mm/rot ]
c) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mmD =16.99 mmL/D < 7
d) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=24 ∙16.99
1000=0,407[ N ∙ m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
1500=78[N ∙ m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
Avansul ales pentru strunjirea de finisare se va verifica la:
Calitatea prescrisa suprafetei prelucrate este factorul principal care determina marimea avansului la strunjirea de finisare. Valoarea avansului in functie de rugozitatea suprafata prescrisa, se determina cu formula:
f =CSR ∙ Rae5 ∙r e6
In care: CSR este un coefficient ce depinde de unghiul de atac principal k; e5 si e6 – exponent al rugozitatii si al razei de racordare la varf a sculei; Ra – rugozitatea, in µm; r – raza la varf, in mm.
Valorile coeficientilor CSR si ale exponentilor e5 si e6 sunt date in tabelul 10.24 [PIC.I.].
f =0,0893 ∙3.20,597 ∙ 0,20,297=0,187 [mm/rot ]
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; s – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,12 mm/rot k1 = 0,772Cv = 133 k2 = 0,812T = 90 min k3 = 1,1t = 0,495 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,40 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 133
900,125 ∙ 0,4950,22 ∙0,120,4 ∙(220200 )
1,75∙ 0.772∙ 0,821 ∙1,1 ∙ 0,794 ∙0,85∙1 ∙1 ∙1 ∙1
v=123,58[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 123,58
π ∙ 16,99=2315,28[rot /min]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=1500 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 16.99∙ 1500
1000=81 [m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=24 ∙ 81
6000=0,32[kw]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
d) Suprafata S3 ϕ 12−0,2+0,2 mm
Degrosare :
t=2 A pnom
2=16−12.99
2=1.505 mm
Finisare :

t=2 A pnom
2=12.99−12
2=0,495 mm
Suprafata S3 ϕ 12−0,2+0,2 mm – degrosare.
4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø12 si adancimea de aschieret pana la 3 [mm] avansul f = 0,30 [mm/rot]
- avansul f adoptat de pe masina unealta : f = 0,28 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cutitului.
Din punct de vedere al rezistentei corpului cutitului:Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 16 mm
h = 16 mm
L = 24 mm
Ra1 = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]
t = 1,505 mm
f = 0,28 mm/rot
HB = 220
x1 = 1– tab.10.21 [Pi.1.]
y1 = 0,75– tab.10.21 [Pi.1.]
n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙1,5051 ∙0,280,75∙ 2200,35=137 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecualile avem :
f =0,75√ 16 ∙ 16∙ 0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 1,5051 =2,79 mm/rot
f adoptat=0,28 mm /rot< f =2,79mm /rot
c.) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 1.505 mmk = 90o
f =8,3 ∙C1,8
t0,3 ∙ Rm
∙( 0,71sin k )
X f
[mm/rot ]
f = 8,3 ∙61,8
1,5050,3 ∙66∙( 0,71
sin 900 )0,7
=2,2[mm /rot ]
e.) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 105 mmD =16 mmL/D < 7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
f.) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=137 ∙ 16
1000=2.19 [N ∙ m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
380=277[ N ∙m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,28 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t =1,505 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1
xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 123
900,125 ∙ 1,5050,22 ∙0,280,50 ∙( 220200 )
1,75∙ 0.772 ∙ 0,821∙ 1,1∙ 0,794 ∙ 0,85 ∙ 1∙ 1∙1 ∙1
v=72,40[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 72,40
π ∙16=1440,35[rot /min ]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=1200 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 16 ∙1200
1000=60.31[m/min ]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=137∙60.31
6000=1,37 [kw]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
Suprafata S3 ϕ 12−0,2+0,2 mm – finisare.
4.4.2.2. Adoptarea avansurilor
- pentru degrosare: f = 0,12 mm/rot
c.) Verificarea avansului din punct de vedere al rezistentei corpului cutitului.Din punct de vedere al rezistentei corpului cutitului:
Pentru cutitele cu corp de sectiune dreptunghiulara, din canditia de rezistenta la incovoiere, se obtine :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – latimea sectiunii cutitului, in mm ; L – lungimea in consola a cutitului, in mm. Se recomanda L=1,5h.
b = 25 mmh = 16 mmL = 24 mmRai = 30 N/mm2
F z=25 ∙ 162∙ 30
6 ∙ 24=1334 daN
Forta principala de aschiere se determina cu urmatoarea relarie :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in functie de materialul de prelucrat si de materialul sculei aschietoare; t – adancimea de aschiere, in mm; f – avansul de aschiere, in mm/rot; x1 si y1 – exponentii adancimii si avansului de aschiere; HB – duritatea materialului de prelucrat; n1 – exponentul duritatii materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t = 0,495 mmf = 0,12 mm/rotHB = 220x1 = 1– tab.10.21 [Pi.1.]y1 = 0,75– tab.10.21 [Pi.1.]n1 = 0,35– tab.10.22 [Pi.1.]
F z=35,7 ∙0,4951 ∙0,120,75∙ 2200,35=24 N
Pentru cutite cu sectiune dreptunghiulara in determinam pe f, egaland ecuatlile avem :
f =0,75√ 25 ∙ 16 ∙0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 0,4951 =22,35 mm /rot
f adoptat=0,12 mm /rot <f =22,35 mm/rot
b) Verificarea avansului din punct de vedere al rezistentei placutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea placutei din carburi metalice, in mm; Rm – rezistenta la rupere la tractiune a materialului de prelucrat, in daN/mm2 ; t – adancimea de aschiere , mm.
Pentru alte valori ale unghiului de atat principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 cand Rm>60 [daN/mm2]
C = 6 mmRm = 66 daN/mm2
t = 0.495 mmk = 90o
f = 8,3 ∙61,8
0,4950,3 ∙ 66∙( 0,71
sin 900 )0,7
=3.06 [mm/rot ]
c) Verificarea avansului din punct de vedere al rigiditatii piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 88 mmD =12.99 mmL/D <7
Nu se face verificarea avansului din punct de vedere al rigiditatii piesei.
d) Verificarea dublului moment de torsiune admis de mecanismul miscarii principale a masinii – unelte.Aceasta verificare se face numai pentru sectiuni mari ale aschiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de aschiere, in mm; Fz – componenta Fz a fortei de aschiere, in N.
2 ∙M t=24 ∙12.99
1000=0,311[ N ∙m ]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depaseasca valoarea dublui moment de torsiune ce poate fi realizat la masina – unealta respective, care se determina cu relatia:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului masinii – unelte, in kw; n – turatia arborelui principal, in rot/min ;η – randamentul masinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙7,5 ∙0,8
1500=78[N ∙ m ]
Verificarea dublului moment de torsiune admis de mecanismul miscarii principale se va face dupa turatiei pentru arborele principal.
Avansul ales pentru strunjirea de finisare se va verifica la:Calitatea prescrisa suprafetei prelucrate este factorul principal care determina marimea avansului la strunjirea de finisare. Valoarea avansului in functie de rugozitatea suprafata prescrisa, se determina cu formula:
f =CSR ∙ Rae5 ∙r e6
In care: CSR este un coeficient ce depinde de unghiul de atac principal k; e5 si e6 – exponent al rugozitatii si al razei de racordare la varf a sculei; Ra – rugozitatea, in µm; r – raza la varf, in mm.
Valorile coeficientilor CSR si ale exponentilor e5 si e6 sunt date in tabelul 10.24 [PIC.I.].
f =0,0893 ∙3.20,597 ∙ 0,20,297=0,187 [mm/rot ]
4.4.2.3. Calculul vitezei de aschiere
In cazul strunjirii longitudinale, viteza de aschiere poate fi exprimata cu relatia :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficent care depinde de caracteristicile materialului care se prelucreaza si ale materialului sculei aschietoare; T – durabilitatea scului aschietoarea, in min; m – exponentul durabilitati; t – adancimea de aschiere, in mm; s – avansul de aschiere, in mm/rot; HB duritatea materialului de prelucrat , in unitati Brinell; xv si yv – exponentii adancimii de aschiere, avansului; n – exponentul duritatii materialului supus prelucratii; k 1,…, k9 – diferiti coeficienti care tin cont de conditiile diferite de lucru in comparative cu cele considerate.
f = 0,12 mm/rot k1 = 0,772Cv = 133 k2 = 0,812T = 90 min k3 = 1,1t = 0,495 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,40 k8 = 1n = 1,75 k9 = 1
Prin coeficientul k1 se tine seama de influenta sectiunii tranzvesale ale cutitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafata sectiunii tranzvesale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08
Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in functie de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului taisului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a varfului cutitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent functie de tipul prelucrarii si de materialul de prelucrat. Pentru prelucrarea de degrosare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confectionata partea aschietoare a sculei, Tab 10.31 [Pi.1.].
Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].
Prin coeficientul k7 se tine seama de modul de obtinere a semifabricatelor:
Pentru material laminate la cald, normalizate si tratate termic (inbunatatire).
Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:
Pentru otel fara tunder.Prin coeficientul k9 se tine seama de forma suprafetei de degajare :
Pentru forma plana.
v= 133
900,125 ∙ 0,4950,22 ∙0,120,4 ∙(220200 )
1,75∙ 0.772∙ 0,821 ∙1,1 ∙ 0,794 ∙0,85∙1 ∙1 ∙1 ∙1
v=123,58[m /min]
4.4.2.4. Calculul turatiei
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 123,58
π ∙ 12,99=3028,23[rot /min ]
4.4.2.5. Adoptarea turatiei turatiei
nMU ≤ ncalculat
nMU=1500 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 12.99∙ 1500
1000=62 [m /min]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=24 ∙62
6000=0,24[kw ]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 7,5 ∙ 0.8=6 [kw]
Suprafața S1 si S12 ∅ 45−0 , 9+0 , 3 mm
t=2 A pnom
2=1 08−105
2=1.5 mm
Strunjire frontala:4.4.2.2. Adoptarea avansurilor
Tabel 10.7 [Pi.1.] pentru diametrul de ø45 si adâncimea de așchieret sub 3 [mm] avansul f = 0,5 [mm/rot]
- avansul f adoptat de pe mașina unealta : f = 0,452 mm/rot
Verificarea avansului din punct de vedere al rezistentei corpului cuțitului.
Din punct de vedere al rezistentei corpului cuțitului:
Pentru cuțitele cu corp de secțiune dreptunghiulara, din condiția de rezistenta la încovoiere, se obține :
F z=b ∙ h2 ∙ Rai
6 ∙ L[ N ]
In care Rai este efortul unitar admisibil la incovoiere al materialului din care este confectionat corpul cutitului, in daN/mm2 ; b – lățimea secțiunii cuțitului, in mm ; L – lungimea in consola a cuțitului, in mm. Se recomanda L=1,5h.
b = 16 mmh = 16 mmL = 24 mmRa1 = 30 daN/mm2
F z=16 ∙ 162 ∙30
6 ∙ 24=854 daN
Forța principala de așchiere se determina cu următoarea relație :
F z=C4 ∙ t x1∙ f y1∙ HBn1[ N ]
In care C4 este un coeficient in funcție de materialul de prelucrat si de materialul sculei așchietoare; t – adâncimea de așchiere, in mm; f – avansul de așchiere, in mm/rot; x1 si y1 – exponenții adâncimii si avansului de așchiere; HB – duritatea materialului de prelucrat; n1 – exponentul durității materialului de prelucrat.
C4 = 35,7 – tab.10.15 [Pi.1.]t =1,5 mmf = 0,452 mm/rotHB = 220x1 = 1 – tab.10.21 [Pi.1.]y1 = 0,75 – tab.10.21 [Pi.1.]n1 = 0,35 – tab.10.22 [Pi.1.]
F z=35,7 ∙1,51 ∙ 0,4520,75 ∙2200,35=195 N
Pentru cuțite cu secțiune dreptunghiulara in determinam pe f, egalând ecuațiile avem :
f =0,75√ 16 ∙ 16∙ 0,6 ∙ 306 ∙ 35,7 ∙2200,35∙ 1,51 =2,81 mm/rot
f adoptat=0,452 mm /rot<f =2,81 mm/rot
Verificarea avansului din punct de vedere al rezistentei plăcutei din aliaj dur.
f =8,3 ∙C1,8
t0,3 ∙ Rm
, pentru Rm>60[daN /mm2]
In care: C este grosimea plăcutei din carburi metalice, in mm; Rm – rezistenta la rupere la tracțiune a materialului de prelucrat, in daN/mm2 ; t – adâncimea de așchiere , mm.
Pentru alte valori ale unghiului de atât principal valorile avansurilor calculate cu formula de mai sus va trebui amplificate cu expresia:
( 0,71sin k )
X f
Unde Xf = 0,7 când Rm>60 [daN/mm2]
C = 6 mm Rm = 66 daN/mm2
t = 1,5 mmk = 90o
f = 8,3 ∙61,8
1,50,3 ∙66∙( 0,71
sin 900 )0,7
=2.20 [mm /rot ]
Verificarea avansului din punct de vedere al rigidității piesei.Aceasta verificare se va face numai pentru piese lungi (L/D>7).
L = 108 mmD =45 mmL/D < 7
Nu se face verificarea avansului din punct de vedere al rigidității piesei.Verificarea dublului moment de torsiune admis de mecanismul muscarii principale a mașinii – unelte.Aceasta verificare se face numai pentru secțiuni mari ale așchiei, cu formula:
2 ∙M t=F z ∙ D
1000[N m ]
In care: D este diametrul de așchiere, in mm; Fz – componenta Fz a forței de așchiere, in N.
2 ∙M t=194 ∙ 45
1000=8.73[ N ∙m]
Dublul moment de torsiune, calculate cu formula de mai sus trebuie sa nu depășească valoarea dublului moment de torsiune ce poate fi realizat la mașina – unealta respective, care se determina cu relația:
2 ∙M t=19500 ∙ Nm ∙ η
n[ N ∙m]
In care: Nm este puterea motorului mașinii – unelte, in KW; n – turația arborelui principal, in rot/min ;η – randamentul mașinii – unelte (0,80 – 0,90).
2 ∙M t=19500 ∙3 ∙0,9
400=332[N ∙ m ]
Verificarea dublului moment de torsiune admis de mecanismul muscarii principale se va face după turației pentru arborele principal.
4.4.2.3. Calculul vitezei de așchiere
In cazul strunjirii longitudinale, viteza de așchiere poate fi exprimata cu relația :
v=C v
T m ∙t xv ∙ f yv ∙( HB200 )
n ∙ k1 ∙ k2 ∙ k3 ∙ k4 ∙ k5 ∙ k6 ∙ k7 ∙ k8 ∙ k9[m /min]
In care: Cv este un coeficient care depinde de caracteristicile materialului care se prelucrează si ale materialului sculei așchietoare; T – durabilitatea sculei așchietoarea, in min; m – exponentul durabilitatea; t – adâncimea de așchiere, in mm; s – avansul de așchiere, in mm/rot; HB duritatea materialului de prelucrat , in unitatea Brinell; xv si yv – exponenții adâncimii de așchiere, avansului; n – exponentul durității materialului supus prelucrații; k1,…, k9 – diferiți coeficienți care țin cont de condițiile diferite de lucru in comparative cu cele considerate.
f = 0,452 mm/rot k1 = 0,772Cv = 123 k2 = 0,812T = 90 min k3 = 1,1t = 1,5 [mm] k4 = 0,794HB = 220 k5 = 0,85m = 0,125 k6 = 1xv = 0,22 k7 = 1yv = 0,50 k8 = 1n = 1,75 k9 = 1

Prin coeficientul k1 se tine seama de influenta secțiunii transversale ale cuțitului :
k 1=( q20 ∙30 )
ξ
=( 24600 )
0,08
=0,772
In care : q este suprafața secțiunii transversale, in mm2 ; ξ - coeficientul in functie de materialul prelucrat. Pentru otel ξ=0,08Prin coeficientul k2 se tine seama de influenta unghiului de atac principal:
k 2=( 45k )
ρ
=( 4590 )
0,3
=0,812
In care: ρ – este un exponent in funcție de natura materialului de prelucrat, pentru cele de prelucrate cu carburi metalice grupa de utilizare P si M, ρ = 0,3.
Prin coeficientul k3 se tine seama de influenta unghiului tasului secundar k1:
k 3=( ak1 )
0,09
=( 155 )
0,09
=1,1
In care: a = 15 pentru scule armate cu placate dure.
Prin coeficientul k4 se tine seama de influenta razei de racordare a vârfului cuțitului.
k 4=( r2 )
μ
=( 0,22 )
0,1
=0.794
In care: µ - este exponent funcție de tipul prelucrării si de materialul de prelucrat. Pentru prelucrarea de degroșare µ = 0,1.
Prin coeficientul k5 se tine seama de influenta materialului din care este confecționata partea așchietoare a sculei, Tab 10.31 [Pi.1].Prin coeficientul k6 se tine seama de materialul de prelucrat , Tab 10.32 [Pi.1.].Prin coeficientul k7 se tine seama de modul de obținere a semifabricatelor:Pentru material laminate la cald, normalizate si tratate termic (îmbunătățire).Prin coeficientul k8 se tine seama de starea stratului superficial al semifabricatelor:Pentru otel fora țunder.Prin coeficientul k9 se tine seama de forma suprafeței de degajare :Pentru forma plana.
v= 123
900,125 ∙ 1,50,22 ∙0,4520,50 ∙( 220200 )
1,75∙ 0,772 ∙0,821 ∙ 1,1∙0,794 ∙ 0,85 ∙1 ∙ 1∙ 1∙ 1
v=35.22[m /min]
4.4.2.4. Calculul turației
ncalculat=1000 ∙ v
π ∙ D=1000 ∙ 35,22
π ∙45=250[rot /min ]
4.4.2.5. Adoptarea turațieinMU ≤ ncalculat
nMU=230 [rot /min]
4.4.2.6. Recalcularea vitezei
vreal=π ∙ D ∙nMU
1000=π ∙ 45 ∙ 230
1000=32 ,18 [m/min ]
4.4.2.7. Calcularea puterii efective
N efectiv=F z ∙ v
6000=195∙32 ,18
6000=1,04[kw ]
N efectiv ≤ N MU ∙ η
η=0,8 …0,9
N efectiv ≤ 3 ∙ 0.9=2,7 [kw]
Suprafata conica S11
4.4.2.2. Adoptarea avansurilor
- avansul s se execută manual, deci este neuniform şi de aceea calitatea surafeţei este relativ scăzută;
- unghiul de înclinare a saniei port cuţit să fie egal cu semiunghiul la vîrf al conului şi se calculează cu relaţia: pentru trunchi de con:
tg α = (D – d)
2 ∙ l1
tg α = (40 – 28)
2∙ 11.3 ≫ α=28 °
nMU=230 [rot /min]
vcalculat=π ∙D ∙ n1000
=π ∙ 40 ∙ 2301000
=29[m /min]
Suprafata conica S10
4.4.2.2. Adoptarea avansurilor
- avansul s se execută manual, deci este neuniform şi de aceea calitatea surafeţei este relativ scăzută;
- unghiul de înclinare a saniei port cuţit să fie egal cu semiunghiul la vîrf al conului şi se calculează cu relaţia: pentru trunchi de con:
tg α = (D – d)
2 ∙ l1
tg α = (40 – 23)
2 ∙ 4.9 ≫ α=60 °
nMU=230 [rot /min]
vcalculat=π ∙D ∙ n1000
=π ∙ 40 ∙ 2301000
=29[m /min]
Gaurirea suprafata S13 ø4
4.4.2.1 Adancimea de aschiere
Adancimea de aschierea t se calculeaza pentru gaurire cu relatia:
t= D2
[mm]
t=42=2 [mm]
4.4.2.2 Avansul
Avansul f reprezinta deplasarea burghiului sau a piesei de-a lungul axei, la o rotatie a arborelui principal al masinii. Avansul mecanic la gaurire depinde de: rezistenta burghiului, rigiditatea sistemului piesa-masina-unealta-dispozitiv, prescriptii pentru precizia si calitatea suprafetei gauririi prelucrate, rezistenta mecanismului de avans al masinii-unelte.
Gaurirea cu avans variabil, mai mic la intrare si iesirea burghiului si mai mare la mijlocul trecerii, micsoreaza pericolul ruperii burghiului, in cazul prelucrarii gaurilor cu
diametre mici. Valorile medii ale avansurilor manuale, la prelucrarea pe masini de gaurit sunt date in tabelul 16.20 [Pi.2]
f tabel=0.11[mm/rot]
f MU= 0.1 [mm/rot]
4.4.2.3 Viteza de aschiere
Vitezele de aschiere la prelucrarea otelurilor calite cu duritate HRC=35 se calculeaza cu relatia 16.11 [Pi.2]
Durabilitatea introdusa in calcul fiind T=30 [min], iar coeficientul acesteia m=0.25.
v=C v ∙ D 0.2
f 0.5 KT [m/min]
In care C veste un ceficient constant cu valori in functie de duritate tab.16.27, iar
KT - coeficient de durabilitate tab. 16.28 [Pi.2]
v=7.9 ∙40.2
0.10.5 ∙ 1 [m/min]
v=32,96[m /min]
4.4.2.4 Turatia
n=1000 ∙ 32,96π ∙4
=2622,87 [rot /min]
nMU=2360 [rot /min]
4.4.2.5 Viteza recalculata
vef=π ∙ D ∙ nMU
1000= π ∙ 4 ∙2360
1000=29,65[m /min]
4.4.2.6 Fortele si momentele la gaurire.
Pentru oteluri, relatii de calcul pentru forta auxiliara si momentul de torsiune la gaurire sunt 16.12 , 16.13 [Pi.2]:
F=CF ∙ DXf ∙ f Yf ∙ K f [N]
M t=CM ∙ DX M ∙ f Y M ∙ KM [Nm]
In care D este diametru burghiului, f- avansul, in mm/rot; CF,CM,Xf ,Yf ,X M,Y M -
coeficientii si exponentii si exponentii fortei si momentului, dati in tabelul 16.38; K f ,K M - coeficientu de corectie pentru forta si moment, calculati cu relatiile (16.18) si (16.19)
F=630 ∙ 41.07 ∙0.10.72 ∙0.84=444.38 [N]
K f = KaF ∙ K saF ∙ K ᵪF ∙ K ᶯF
K M = K ᶯM
valorile coeficientilor din aceste relatii sunt date in tabelele 16.41...16.44 [Pi.2]
K f = 0.75 ∙ 0.97 ∙ 0.75 ∙ 1.55
K M = 1.19
M t=67 ∙ 41.71 ∙0.10.84 ∙1.19=0.119 [N/mm]
4.4.2.7 Puterea efectiva la gaurire se determina cu relatia 16.20 [Pi.2.]
N efectiv=M t ∙n
9750=0.1194 ∙2360
9750=0.02kW
N efectiv ≤ N MU ∙ η
η=0,8
N efectiv ≤ 1.5 ∙ 0.8=1.2[kw ]
Centruirea
Regimul de aşchiere se alege în funcţie de material:
v = 15 m/min
f = 0,04 mm/rot
n = 238,7 rot/min

Danturarea rotilor dintate conice cu dinti drepti prin frezare cu freze disc-modul
Regimul de aschiere pentru prelucrarea rotilor dintate conice cu freze disc modul tabel 19.42 [Pi.2]
Diametru frezei: D=60;
Modulul m al rotii: m=2 mm;
Inaltimea dintelui: H= 4.4 mm;
Viteza de aschiere: v=28 m/min;
Turatia:n=1000 ∙ 28π ∙ 40
=223[rot /min] nMU=180 [rot /min]
Viteza piesa ¿152 mm/min
Avansul f=19 mm/rot
Coeficientii de corectie pentru avans in functie de unghiul de inclinare al dintilor 19.43 [Pi.2] :
β=0→ val. coef . este1;
Coeficientii de corectie pentru avans in cazul modificarii duritatii materialului de prelucrat tab. 19.44 [Pi.2]. val. coef . este0.90;
Coeficientii de corectie pentru avans la prelucrarea otelurilor de diferite calitati 19.45 [Pi.2]:val. coef . este1;
Avansul de rulare pentru danturarea rotilor dintate conice cu dinti drepti tab. 10.18 [Pi.2], avansul de rulare este 0.23 mm/cursa dubla.
4.4.5. Rectificarea suprafetelor cilindrice exterioare
Prelucrarea cu abrazivi se refera la prelucrarea cu abrazivi legati in discuri sau bare abrazive si abrazivi liberi.
In cazul prelucrarii cu discuri abrazive se inscriu: rectificare rotunda exterioara, rectificare rotunda interioara, rectificare suprafetelor plane, rectificarea danturii rotilor dintate, rectificarea filetelor, rectificarea canelurilor.
Rectificarea suprafetei S7 ϕ 20−0,11+0,2 mm
4.4.3.1. Stabilirea avansurilor
Avansul longitudinal se calculeaza cu relatia 22.2 [Pi.2.]

f l=β ∙ B[mm/rot . piesa]
In care: β este avansul longitudinal in fractiuni din latimea discului abraziv, iar B este latimea discului abraziv, in mm.
Pentru β se recomanda valorile:
Rectificarea de degrosare β=0,5 Rectificarea de finisare β=0,25
Avansul longitudinal la rectificarea de degrosare:f l=0,5 ∙ 20=10 [mm /rot . piesa]
Avansul longitudinal la rectificarea de finisare:f l=0,25 ∙ 20=5 [mm /rot . piesa]
Avansul de patrundere pentru rectificarea exterioara prin metoda avansului longitudinal se recomanda in functie de diametrul piesei, de coeficientul β si de viteza avansului principal va , m/min, pentru rectificarea de degrosare in tabelul 22.1 [Pi.2.] si pentru rectificarea de finisare in tabelul 22.2 [Pi.2.].
In tabelul 22.3 [Pi.2.] sunt date vitezele avansului principal in functie de diametru de prelucrat si de materialul piesei. In tabelul 22.4 [Pi.2.] sunt prezentati coeficienti de corectie ai avansului de patrundere in cazul cand coeficentii de corectie ai avansului de patrundere in cazul cand conditiile de lucru se schimba.
Avansul de patrundere ft pentru rectificarea rotunda exterioara prin metoda avansului de patrundere este dat in tabelul 22.5 [Pi.2] pentru rectificare de degrosare, cu coeficientii de corectie in tabelul 22.6 si tabelul 22.7 [Pi.2.] pentru rectificare de finisare cu coeficientii de corectie in tabelul 22.8 [Pi.2.].
Viteza anasului principal la degrosare:va=10[m /min]
Viteza anasului principal la finisare:va=15[m /min]
Avansul de patrundere ft la degrosare:f t=0,02[mm/rot ]
Avansul de patrundere ft la finisare:f t=0,015[mm/rot ]
4.4.3.2. Viteza de aschiere a piesei:
- rectificarea de degrosare relatia 22.5 [Pi.2.]
v p=0,165∙ d0,3
T 0,5 ∙ f t
¿
v p=0,165∙20,50,3
400,5 ∙ 0,02=4,08[m /min]
T = 25 min tab.22.10 [Pi.2.]- rectificarea de finisare relatia 22.6 [Pi.2.]
v p=0,08∙ d0,3
T 0,5 ∙ f t
[m /min]
T = 40 min tab.22.10 [Pi.10]
v p=0,08∙ 20,20,3
400,5 ∙0,015=2,07 [m /min]
In care: d este diametrul piesei, mm; T – durabilitatea discului abraziv, min;
4.4.3.3. Stabilirea turatiilor pentru scula si piesa:- degrosare:
ns=1000∙ va
π ∙ D=1000 ∙10
π ∙20,5=155,27 rot /min
ns masina unealta 1080 [rot/min]
np=1000 ∙ v p
π ∙ D=1000 ∙ 4,08
π ∙20,5=63,35 rot /min
np masina unealta 50 [rot/min]- finisare:
ns=1000∙ va
π ∙ D=1000 ∙15
π ∙ 20,2=236,36 rot /min
ns masina unealta 1080 [rot/min]
np=1000 ∙ v p
π ∙ D=1000 ∙2,07
π ∙20,2=32,61rot /min
np masina unealta 50 [rot/min]
4.4.3.4. Viteza recalculata pentru scula si piesa:- degrosare:
s=π ∙D ∙ ns
1000=π ∙ 20.5 ∙1080
1000=70 [m /min ]
v p=π ∙ D∙ np
1000=π ∙ 20.5 ∙50
1000=3,22[m/min ]
- finisare:
s=π ∙D ∙ ns
1000=π ∙ 20.2∙ 1080
1000=69 [m/min ]
v p=π ∙ D∙ np
1000=π ∙ 20.2 ∙50
1000=3,17 [m /min]
4.4.3.5.Stabilirea fortei principale de aschiere:Forta principala de aschiere se stabileste cu relatia 22.6 [Pi.2.]
F z=CF ∙ v p0,7 ∙ f l
0,7 ∙ t0,6 [daN ]
In care CF este un coeficient de corectie al fortei care depinde de natura materialului si se recomanda:
Pentru otel calit 2,2; Pentru otel necalit 2,1; Pentru fonta 2.
fl avansul longitudinal, mm/rot.piesa; t – adancimea de aschiere sau avansul de patrundere, mm; vp – viteza de rotatie a piesei, m/min.
Degrosare:
F z=2,2∙ 3,220,7 ∙100,7∙ 0,30,6=13[daN ] Finisare:
F z=2,2∙ 3,170,7 ∙ 50,7 ∙ 0,20,6=12,5 [daN ]
4.4.3.6.Stabilirea puterii
Puterea necesara operatiilor de rectificare de degrosare si finisare, pentru actionarea piesei, se determina cu relatia 22.8 [Pi.2.].
N=0,15∙ v p0,7∙ f l
0,7 ∙ f t0,7 ∙ d0,25∙ B0,25∙ KNT ∙ K NB [kW ]
In care semnificatile sunt cunoscute in afara de KNT – coeficient de corectie in functie de duritatea discului abraziv tab. 22.13 [Pi.2.]; KNB – coeficient de corectie in functie de de latimea discului abraziv, tab. 22.14 [Pi.2.]
Degrosare:N=0,15∙3,220,7 ∙100,7 ∙0,020,7∙20,50,25 ∙200,25∙ 0,8 ∙3=1,19[kW ]
Finisare:N=0,15∙3,170,7∙150,7 ∙ 0,0150,7 ∙ 20,20,25 ∙200,25 ∙0,8 ∙ 3=1,27 [kW ]
Capitolul V
5. Normarea tehnică
Norma de timp cuprinde totalitatea timpilor productivi ai executorului precum şi timpi de întreruperi reglementate, pentru efectuarea unei lucrări cu intensitate normală şi în condiţii tehnico–organizatorice precizate.
Între norma de timp şi norma de producţie există o legătură directă exprimată prin relaţia:
NT=T p î
n+( tb+t a )+(t dt+t do )+(t ¿+t on )
Unde:Tpî – timp de pregătire-încheiere;tb – timp de bază;ta – timp ajutător;tdt – timp de deservire tehnică;tdo – timp de deservire organizatorică;tto – timp de întreruperi condiţionate de tehnologie şi organizare;ton – timp de odihna si necesitați fiziologice;n – lotul optim de piese.Normarea timpului de pregătire-încheiere
5.1.1. pregătirea curentă a lucrării, tab. 5.65[Pi.I.]T p î l=15 min∙om

operaţii suplimentare:montarea şi demontarea vârfului de centrare:
T p î 2=0,5 min∙ omdeplasarea şi fixarea păpuşii mobile:
T p î 3=1min ∙ omaşezarea mai multor cuţite în dispozitivul port-cuţit şi reglarea la cotă:
T p î 4=3min ∙ omaşezarea şi reglarea lunetei:
T p î 5=5min∙ om
Normarea timpilor ajutători
timpul ajutător pentru prinderea şi desprinderea piesei:în universal si vârful păpușii mobile: (tab 5.68 (PI.I.)
t a 11 =0,7 min ∙ om
între vârfuri:t a 2
1 =0,1 min ∙ omtimpul ajutător pentru întoarcerea piesei se ia din tabel şi se înmulţeşte cu 0,9.timpii ajutători pentru comanda maşinii, montarea şi demontarea sculelor, ta2 (tab.5.73. [PI.I.])schimbarea turaţiei:
t a 21 =0,1 min ∙ om
schimbarea avansului: t a 2
2 =0,1 min ∙ omrotirea port – cuţitului:
t a 23 =0,15 min ∙ om
blocarea (deblocarea) saniei: t a 2
4 =0,25 min ∙ ompornirea (oprirea) motorului:
t a 25 =0,05 min ∙ om
pornirea (oprirea) universalului: t a 2
6 =0,1 min ∙ ompotrivirea fălcilor lunetei şi a suprafeţei de prelucrat:
t a 27 =0,4 min ∙ om
montarea cuţitului pentru strunjire longitudinală exterioară: t a 2
8 =0,7 min ∙ omdemontarea cuţitului pentru strunjire longitudinală exterioară:
t a 29 =0,4 min ∙ om
centrare cuţite: t a 2
10=0,3 min ∙ omstrângere cuţite:
t a 211=0,2 min ∙ om
timpii ajutători pentru complexe de mânuiri de fază (5.75[PI.I.])reglaj la cotă, strunjire longitudinală:
t a 31 =0,25 min ∙ om
reglaj la cotă, strunjire frontală: t a 3
2 =0,2 min ∙ omdupă discul gradat fără măsurare prealabilă:
t a 33 =0,3 min ∙ om
pentru lungime longitudinală exterioară: t a 3
3 ' =0,25 min ∙ omdupă discul gradat cu măsurare prealabilăstrunjire longitudinală exterioară:
t a 34 =0,55 min ∙ om
strunjire frontală, retezare: t a 3
4 ' =0,5 min ∙ omcu o aşchie de probăpentru strunjire longitudinală exterioară:
t a 35 =1,2 min ∙om
pentru strunjire frontală: t a 3
5 ' =1min ∙omcu doua aşchii de probă:
t a 36 =1,8 min ∙ om
timpi ajutători pentru măsurări de control: ta4 (tab 5.78.) [PI.I.] măsurare cu şublerpână la 50 mm:
t a 41 =0,22min ∙ om
până la 100 mm: t a 4
2 =0,25 min∙ ompână la 200 mm:
t a 43 =0,3 min∙ om
până la 300 mm: t a 4
4 =0,33 min∙ ompână la 500 mm:
t a 45 =0,36 min ∙om
măsurare cu micrometrul de exterior:până la 50 mm:
t a 46 =0,21min ∙ om
până la 100 mm: t a 4
7 =0,22min ∙ ompână la 200 mm:
t a 48 =0,20 min∙ om
până la 300 mm: t a 4
9 =0,26 min ∙ompână la500 min:
t a 410=0,31min ∙ om
5.2.5 Normarea timpilor de deservire tehnică şi organizatorică
În tabelul 5.79[PI.I.] sunt date procente de tdt si tdo:
t dt=2,5 ∙t b
100
t dt=1 ∙t b
100
5.2.6 Normarea timpilor de odihnă şi necesități fireştiDin tabelul 5.80[PI.I.] timpii de odihnă şi necesităţi fireşti sunt daţi în procente, deci:
t on=1
100∙T op
a) Normarea tehnică la strunjire
Strunjire de degroşare
Pentru suprafaţa ϕ 40−0 ,2+0 ,2 mm avem următorul regim:
t=2.5 mm, f =0,48mm /rot ,n=230 rot /min
— Timpul de bază: rel. 5.10 [PI.I.]
t b=1W
∙ i=( L+ L1+L2+L3 ) ∙i
f ∙ n[min]
l – lungimea cursei de lucru a sculei în sensul avansului
W – viteza de avans [mm/min]
i –Numărul de treceri; i = 1
L – lungimea suprafeţei prelucrate, L = 88 [mm]
L1 – lungimea de pătrundere, L1 = l [mm]
L2 – distanţa de depăşire, L2 = (0 ÷ 5 mm ⇒ L2 = 0)
L3 – lungimea suprafeţei prelucrate pentru o aşchie de probă, L3 = (0÷10) mm, rezultă că L3 = 4 mm
S – avansul, f = 0,48 mm/rot
n – turaţia, n = 230 rot/min
rezultă că :
t b=(88+1+4+0 ) ∙ 1
0,48 ∙230=0,84min
— Timpul ajutător, ta t a=∑ t ai
ta1 =0,7 min, ta2 =1,15 min, ta3 =0,55 min, ta4 =0,23 min.
t a=0,7+1,15+0,55+0,23=2,42min
— Timpul operativT op=t b+t a=0,84+2,42=3,26 min
Pentru suprafaţa S9 ϕ 22−0 , 2+0 ,2 mm:
t=4,23 mm, f =0,36 mm/rot n1=230 rot /min
n2=305 rot /min
— Timpul de bază:
t b 1=(8+1+4+0 ) ∙1
0,36 ∙230=0,15 min
t b 2=(8+1+4+0 ) ∙1
0,36 ∙305=0,11min
— Timp ajutător:t a=0,25+0,05+0,1+0,3+0,22=0,92 min
— Timp operativ:T op 1=t b1+t a=0,15+0,92=1,07 min
T op 2=t b 2+t a=0,11+0,92=1,03 min
Pentru suprafaţa S7 ϕ 20−0 , 11+0 , 2 mm :
t=0,44 mmf =0,40 mm/rot n=600 rot /min
— Timp de bază :
t b=(49+1+0,5+0 ) ∙1
0,40 ∙600=0,21 min
— Timp ajutător :t a=0,36+0,4+0,25+0,05+0,1+0,3+0,22=1,68 min
— Timp operativ:T op=t b+t a=0,21+1,68=1,89 min
Pentru suprafaţa S5 ϕ 16−0 , 2+0 , 2 mm:
t=1.505 mm , f =0,40 mm/rot n=600 rot /min
— Timp de bază :
t b=(49+1+0,5+0 ) ∙1
0,40 ∙600=0.21 min
— Timp ajutător :t a=0,25+0,05+0,1+0,3+0,22=0,92 min
— Timp operativ:T op=t b+t a=0,21+0,92=1,13 min
Pentru suprafaţa S3 ϕ 12−0 ,2+0 ,2 mm:
t=1.505 mm , f =0,28 mm/rot n=1200 rot /min
— Timp de bază :
t b=(49+1+0,5+0 ) ∙1
0,28 ∙1200=0.15 min
— Timp ajutător :t a=0,25+0,05+0,1+0,3+0,22=0,92 min
— Timp operativ:T o p=t b+t a=0,15+0,92=1,07min
Normarea de timp NT pentru operaţia de strunjire de degroşare :
Tpî – timp de pregătire–încheiere
T p î=15+0,5+1+3+5=24,5 min
— Timp de bază : t b=∑ t bi=0,84+0,15+0,11+0,15+0,21+0,21=1.67 min
— Timpul operativ: T op=∑T opi=3,26+1,07+1,03+1,89+1,13+1,07=9,45 min
— Timpul de deservire-tehnică:
t dt=2,5100
∙ t b=0,041 min
— Timp de deservire-organizatorică:
t do=1
100∙ tb=0,016 min
— Timpul de odihnă:
t on=2
100∙T op=0,189 min
— Norma de timp:
NT=24,5
1+1,67+9,45+0,041+0,016+0,189=35,86 min
Strunjirea de finisare
f = 0,12 mm/rot; n= 1500 rot/min;
Suprafaţa S9 :
t b=(37+1+4+0 ) ∙ 1
0,12 ∙1500=0,22min
t a=1,56 minT op=1,78min
Suprafaţa S7 :
t b=(48+1+4+0 ) ∙ 1
0,12 ∙1200=0,36min
t a=1,82 minT op=2,18min
Suprafaţa S5 :
t b=(37+1+4+0 ) ∙ 1
0,12 ∙1500=0,22min
t a=1,56 minT op=1,78min
Suprafaţa S3 :
t b=(37+1+4+0 ) ∙ 1
0,12 ∙1200=0,29min
t a=1,56 minT op=1,85min
Timp de bază : t b=∑ t bi=0,22+0,36+0,22+0,29=1,09 min
Timpul operativ: T op=∑T opi=1,78+2,18+1,78+1,85=7,59 min

Timpul de deservire-tehnică:
t dt=2,5100
∙ t b=0,027 min
Timp de deservire-organizatorică:
t do=1
100∙ tb=0,010 min
Timpul de odihnă:
t on=2
100∙T op=0,151min
Norma de timp:
NT=24,5
1+1,09+7,59+0,027+0,010+0,151=33,36 min
Strunjire frontală
Timpul de pregătire-încheiere:T p î=15+8=23 min
Timpul de bază:
t b=( D
2+2) ∙ 2
f ∙ n=
( 282
+2) ∙2
0,452 ∙ 380=0,17min
Timpul ajutător:t a=∑ t ai=1,01+1,11+0,35+0,2=2,67 min
Timp operativ: T op=2,78min
Timpul de deservire tehnică :
t dt=2,5100
∙ t b=0,004 min
Timpul de deservire organizatorică:
t do=1
100∙ tb=0,001 min
Timpul de odihnă:
t on=2
100∙T op=0,055 min
Norma de timp:
NT=231
+0,17+2,78+0,004+0,001+0,055=26,01 min
b.Normarea de timp la gaurire
La suprafata S13 ∅ 4
Determinarea normei tehnice pe bucata si operatie se obtine folosindu-se relatia de calcul mentionata in capitolele anterioare :
NT=T pî
n+(t b+t a )+(t dt+t do )+(t ¿+t on)
T pî=¿ 11 [min] (Tabel 9.1 Pi.2)
Timpul de bazat b=L/ vs=(l+l1+l2)i/vs [min]
l1=d
ctgx+(0.5 …3)
l1=8/ctg30 + 1.39=6 mml2 =(0.5...4) mml2=3 mm
t b=(25+6+3 ) ∙ 1
29.65=1.14 [min]
Timpul ajutător, ta t a=∑ t ai
.ta1 =0,7 min, ta2 =1,15 min, ta3 =0,55 min, ta4 =0,23 min.
t a=0,7+1,15+0,55+0,23=2,42min
t dt=2,5 ∙t b
100.
t dt=¿ 0.028 min
t do=1 ∙tb
100
t do=0.011min
t on=1
100∙T op
t on=¿0.035
T op=t b+t a=1.14+2,42=3,57 min
NT=11+1.14+2.42+0.028+0.011+0.035=14.63 min
c) Normarea tehnică la prelucrarea danturii rotilor dintate
Norma de timp se calculeaza cu relatia 10.1 [Pi.2]
NT=T p î
n+t b+t a+t dt+t do+t ¿+t on min
Unde:
— Tpî – timp de pregătire-încheiere;— tb – timp de bază;— ta – timp ajutător;— tdt – timp de deservire tehnică;— tdo – timp de deservire organizatorică;— tto – timp de întreruperi condiţionate de tehnologie şi organizare;— ton – timp de odihna si necesitați fiziologice;— n – lotul optim de piese.
Normarea timpului de pregătire-încheiere conform tab. 10.2 [Pi.2]
T p î=22 min
Normarea timpului de baza
t b=(l+l1 )∙ z
f ∙ n[min]
l – lungimea dintelui, l = 13.5 [mm]
l1 – lungimea de pătrundere si iesire a sculei, l1 = √h ( D−h )+3[mm]
l1 = √4.4 (60−4.4 )+3=15.73[mm]
D - diametru sculei;
h - inaltimea dintelui de prelucrat;
z –numărul de dinti ai rotii dintate care se prelucreaza; z = 40
f – avansul sculei in lungul flancului dintelui, f = 19 mm/rot
n – turaţia, n = 180 rot/min
t b=(13.5+15.73 ) ∙ 40
19∙ 180=0.342
— Timpul ajutător:t a=∑ t ai=0,40+0,40+0,2+0,08+0,05=1,57min
d) Normarea rectificării exterioare

Degroșare:Timpul de pregătire-încheiere :
T p î=7+10+3=20 minTimpul de bază :
t b=L ∙ Ac ∙ k
f l ∙ np ∙ f t
L = L+(0,2÷0,4) · βL = 49 + 0,4 · 20 = 57 mmft = 0,02 · 0,5 · 0,95 = 0,009 mm/cursă
t b=57 ∙167 ∙ 1,5 ∙10−3
10∙ 50 ∙ 0,009=3,18 min
Timpul ajutător : t a=∑ t ai=0,63+0,14+0,46=1,23 min
Timpul de deservire tehnică :t dt=0,12 min
Timpul de deservire organizatorică :t do=0,07 min
Timpul operativ :T op=4,41min
Timpul de odihnă :t on=0,1 min
Norma de timp :
NT=201
+3,18+1,23+0,12+0,07+0,1=24,7 min
Finisare:
Timpul de pregătire-încheiere :T p î=7+10+3=20 min
Timpul de bază :
t b=L ∙ Ac ∙ k
f l ∙ np ∙ f t
L = L+(0,2÷0,4) · βL = 49 + 0,4 · 20 = 57 mmft = 0,015 · 0,5 · 0,95 = 0,007 mm/cursă
t b=57 ∙167 ∙ 1,5 ∙10−3
10 ∙ 50 ∙0,007=4,07 min
Timpul ajutător : t a=∑ t ai=0,63+0,14+0,46=1,23 min

Timpul de deservire tehnică :t dt=0,12 min
Timpul de deservire organizatorică :t do=0,07 min
Timpul operativ :T op=3,54min
Timpul de odihnă :t on=0,1 min
Norma de timp :
NT=201
+4,07+1,23+0,12+0,07+0,1=25,59 min
e) Normarea operaţiei de centruire
Timpul de pregătire-încheiere:T pî=24,5 min
Timpul de bază:t b=0,6 min
Timpul ajutător :t a=0,66 min
Timpul de deservire tehnică :t dt=0,1 min
Timpul de deservire organizatorică :t do=0,01 min
Timpul de odihnă şi necesități fireşti :t on=0,04 min
Norma de timp :
NT=24,5
1+0,6+0,66+0,01+0,04=25,8min
f) Normarea controlului final
Verificarea dimensiunilor :t b 1=2,94 min
Verificarea danturii :t b 2=0,84 min
Verificarea rugozităţii :t b 3=0,94 min
Timpul de bază :t b=∑ t bi=2,94+0,84+0,94=4,72 min
Timpul ajutător :t a=2,5 min
Timpul de deservire-tehnică :t dt=0,07 min
Timpul de pregătire-încheiere :T pî=15 min
Timpul de odihnă :t on=0,21 min
Norma de timp :
NT=151
+4,72+2,5+0,07+0,21=22,5 min
g) Norma de timp pentru întregul reper:.
NT=∑ NT
NT=35,86+33,36+26,01+14,63+20,1+24,7+25,59+25,8+22,5=210,21 mi n
Capitolul VI
Studiul tehnico – economic
6.1. Calculul tehnico-economic
Numărul variantelor economice care se pot întocmi pentru prelucrarea prin aşchiere este dat de relaţia:V = NUnde:
V – numărul variantelor de procese tehnologice;N – numărul de operaţii necesare prelucrării unui produs;
Din toate variantele se alege cea optimă care asigură realizarea piesei în condiţii tehnice impuse de documentaţie, la preţul cel mai mic cu un volum de timp cât mai redus.Alegerea se face în funcţie de următorii indici tehnico-economici:
Coeficientul timpului de bază, Cb
Este dat de raportul :
Cb=tb
TU
tb – timpul de bază, [min]TU – timpul unitar, [min]Timpul unitar al undei operaţii este dat de diferenţa:
T U=NT−T p î
NT – norma de timp aferent operaţiei, [min]Tpî – timpul de pregătire-încheiere, [min]Se poate scrie deci:
Cb=t b
NT−T p î
Ţinând cont de datele obţinute în capitolul V “Normarea tehnică”, înlocuind în relaţia de mai sus vom obţine:
- Strunjire de degroşare:
Cb=1,67
35,86−24,5=0,147
— Strunjire de finisare:
Cb=1,09
33,36−24,5=0,123
— Strunjire frontală :
Cb=0,17
26,01−23=0,056
- Gaurirea :
Cb=1,14
14,63−11=0,314
— Frezarea danturii :
Cb=0,06
20,1−18=0,028
— Rectificare exterioară de degroșare:
Cb=3,18
24,7−20=0,676
— Rectificare exterioară de finisare:
Cb=4,07
25,59−20=0,728
— Centruirea:
Cb=0,6
25,8−24,5=0,461
— Control final:
Cb=4,72
22,5−15=0,629
Din analiza tehnico-economică efectuată pe baza coeficientului timpului de bază, rezultă că timpul de bază reprezintă o pondere destul de scăzută din timpul unitar al operaţiei la toate operaţiile de mai sus. Creşterea coeficientului timpului de bază se poate face prin mişcarea timpilor ajutători şi a timpilor de deservire sau prin suprapunerea acestora peste timpul de bază.
Coeficientul de continuitate în funcţionarea Cc a maşinii unelte :
C c=t b
t b+t a
- Strunjire de degroşare: tb = 1,67 min ; ta = 6,86 min ;
C c1= 1,67
1,67+6,86=0,195
- Strunjire de finisare: tb = 1,09 min ; ta = 6,5 min
C c2= 1,09
1,09+6,5=0,143
- Strunjire frontală: tb = 0,17 min ; ta = 2,67 min
C c3= 0,17
0,17+2,67=0,374
- Gaurirea : tb = 1,14 min ; ta = 2,42 min
C c3= 1,14
1,14+2,42=0,320
- Danturarea : tb = 0,06 min ; ta = 1,57 min
C c4= 0,06
0,06+1,57=0,036
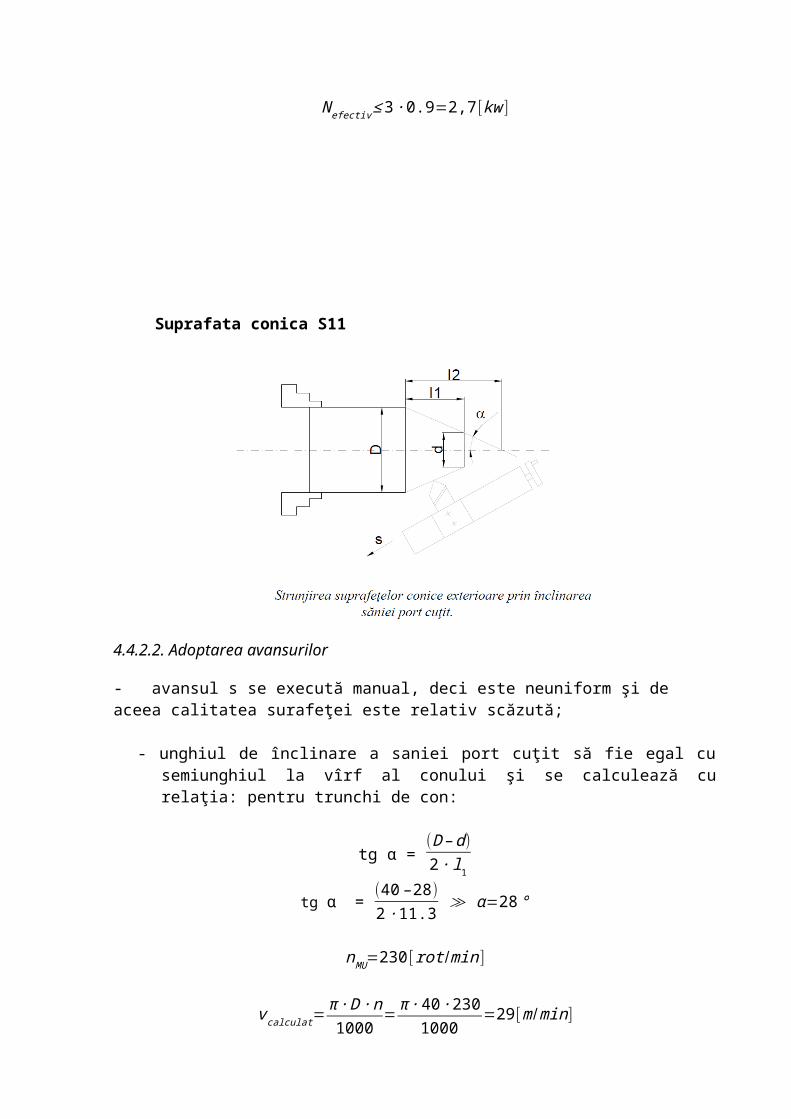
- Rectificare exterioară de degroșare: tb = 3,18 min; ta = 1,23 min
C c5= 3,18
3,18+1,23=0,721
- Rectificare exterioară de finisare: tb = 4,07 min; ta = 1,23 min
C c6= 4,07
4,07+1,23=0,767
- Centruire: tb = 0,6 min; ta = 0,66 min
C c7= 0,6
0,6+0,66=0,804
- Control final: tb = 4,72 min; ta = 2,5 min
C c8= 4,72
4,72+2,5=0,653
Coeficientul de utilizare a materialului, Cm
Cm=gG
g – greutatea piesei finite, în Kg;G – greutatea semifabricatului, în Kg;
G=ρ⋅V ⇒ Cm=
ρ⋅V p
ρ⋅V semif
=V p
V s
G=ρ∙V=¿Cm=ρ∙ V p
ρ ∙V semifabricat
=V p
V semifabricat
V p = 40012.65 mm3
V s= 166995,28 mm3
Cm=V p
V semifabricat
= 40012.65166995,28
=0,23
Coeficientul de utilizare admis este mai mic decât coeficientul de utilizare al materialului. Pentru micşorarea acestuia (Cc) se vor folosi semifabricatele calibrate pentru reducerea adaosului de prelucrare.
a) Productivitatea muncii
N s=60⋅TSC
NT [buc/schimb]
T SC– durata unui schimb, T SC= [8 ore]
NT – norma de timp, NT = 210,21[min]
Preţul de cost, Pc
Preţul de cost reprezintă indicile principal de apreciere a economicităţii fabricaţiei:

Pc=M +S+R [lei ]M – costul materialului
M=m ∙G−m1 ∙ K ∙ (G−g )[lei ]
m – costul la un Kg de material, 3 lei/Kg G – greutatea semifabricatului, G = 1,300 Kgm1 – costul uni kg de deşeuri din materialul utilizat, m1 = 1lei/kgK – coeficientul de utilizare a deşeurilor, K = 0,8g – greutatea piesei finite, g = 0,320 Kg
M=3 ∙ 1,300−1 ∙0,8∙ (1,300−0,32 )=3,116 [ lei]
S – retribuţia muncitorilor producitiviS=∑ NTi ∙ S i
NTi – norma de timp pe bucată la operaţia „i”Si – retribuţia tarifară, orară pentru operaţia „i” corespunzătoare categoriei operatorului
- Strunjirea de degroşare:
S1=35,86 ∙6,35
60=3,795[ lei/ora ]
- Strunjirea de finisare:
S2=33,36 ∙7
60=3,892[ lei/ora ]
- Strunjire frontală:
S12=26,01∙7
60=3,034 [ lei/ora ]
- Centruire:
S1=25,8 ∙ 6,3
60=2,709[ lei/ora ]
- Rectificare exterioara de degresare:
S7=24,7 ∙ 7,95
60=3,272[ lei/ora ]
−¿Rectificare exterioara de finisare:
S7=25,59 ∙8
60=3,412[ lei/ora ]
- Gaurire:
S13=14,63 ∙6,3
60=0,348[ lei/ora ]
- Danturarea :
S8=20,029⋅6,360
=2 , 103 [lei/ora]
Control final:
S10=22,5 ∙ 9,9
60=3,712[lei /ora ]
S=25,618 lei
R – cheltuieli generale ale secţiei de producţie
R=Ca
S∙ 100=3,2 ∙Ca
Se obţine:
Pc=1,652+25,618+3,02 ∙ Ca
6.3 Avantaje tehnico-economice
Principalele avantaje tehnico-economice materializate prin analiza tehnico – economica sunt:Construcția simpla a dispozitivului;

Cost mic al materialelor;Deservirea dispozitivelor este comoda, nu necesita operator cu grad înalt de calificare;Universabilitatea relativ mica.Datorita acestor avantaje putem spune ca produsul satisface cerințele sociale, economice si de exploatare.
6.4 Norme de tehnica a securității muncii
In cadrul acestui subcapitol se vor avea in vedere norme specifice lucrului cu dispozitive, astfel:Sa se verifice prinderea corecta a piesei in vederea prelucrăriiIn timpul inspectării instalației electrice (din dulap)Nu se vor mai folosi dispozitive ce au depășit gradul de uzura prescris, constant la repartiția (reviziile) periodice.
Aceste dispozitive trebuie introduse in reparație sau casare:Sa nu se pornească dispozitivul daca nu este cunoscutLocul de munca sa fie corect si iluminatAvariile de orice natura, in timpul lucrului trebuie aduse la cunoștința maistrului, sefului de secție pentru a lua masuri urgente.Sa se cunoască regulile de baza pentru a da un prim ajutor persoanei care se accidentează.In caz de electrocutare se va acționa in următoarea ordine:Întreruperea curentului de la rețea fara a atinge persoana cu pricinaEfectuarea respirației artificialeChemarea urgenta a medicului.
6.5 Plan de operație
Related Documents











