Metallurgical and mechanical investigations of aluminium-steel butt joint made by tungsten inert gas welding–brazing S. B. Lin, J. L. Song *, C. L. Yang and G. C. Ma Dissimilar metals of 5A06 aluminium alloy and SUS321 stainless steel were butt joined by tungsten inert gas weldin g–bra zing with BJ380 A filler metal and modified non-corrosive flux. The interface in seam/stee l is made up of two kinds of intermetalli c phase layers, t 5 -Al 7 Fe 2 Si phase in the seam side and h-FeAl 3 phase in the steel side. The granular phase in welded seam is CuAl 2 , and the lath shaped phase is t 6 -Al 5 FeSi. In the fusion area, the chainlike phase is Al–Si eutectic structure, and the block-like phase is Al 6 (Fe,Mn). The tensile strength of the butt joint reaches 125 MPa, and fracture occur s at t 5 -layer, wit h highest hardness val ue of 950 HV. The present joi nt wit hout coated layer can reach the same level to those with coated layer. Keywords: Aluminium, Steel, TIG welding–brazing, Intermetallic phase, Mechanical properties Introduction The need for hybrid joints of aluminium to steel arises in indus trial applic ation s of compl ex funct ion. Howev er, alu minium and ste el can not be join ed succes sfu lly by fusion welding, as the incompatibility between the two met als pos es man y pro ble ms, and lar ge qua nti tie s of brittle intermetallic phases (IMPs) are formed, seriously degrading the mechanical properties of the joints. 1 Solid state welding methods , such as explo sive welding and fr ict ion st ir welding, have been used to make these dissimilar metal joints. 2,3 However, since the shape and size of such solid state joints are extremely restricted, tho se method s wer e not suitable. Thus, arc wel ding– brazing offers a great potential to prevent the dissolu- tion of steel in th e weld me tal, whic h can make a continuous joint by the deposition of fused filler metal onto the groove without base metal’s melting. 4,5 Nowadays, tungsten inert gas (TIG) welding–brazing offers a great potential for aluminium to steel joining. Pre vious stu die s mai nly foc used on lap arc wel ding– brazing of aluminium to coated steel, such as Zn or Al coated layer. This can improve li quid fil ler metal’s wetting and spr eading on ste el sur fac e. 6,7 However, without such coated layers, the liquid filler metal would not wet or spread on the steel surface in dynamic arc heating. Until now, there has not been any report about butt TIG welding–brazing of aluminium to steel without coated layer. In this st udy, butt TIG welding–br azi ng joint of aluminium and non-coated steel was obtained success- ful ly wit h a mod ifie d non -corro siv e flux , whi ch was smeared on the steel surface to promote the filler metal’s wetting and spreading. The purpose of this study was to identify the IMPs detailedly and evaluate the mechanical properties of aluminium steel butt TIG welding–brazing joint. Experimental procedure Materials used are 5A06 aluminium alloy and SUS321 austenite stainless steel plates in 3?0 mm thickness. The fil le r me ta l adapte d is a sp ecial BJ 380A Al –Si–Cu welding wire, with a diameter of 2?0 mm. The chemical compositions of base material and filler metal are shown in Table 1, and the main compositions of modified non- cor ros ive flux are Noc olo k flux (KAlF 4 and K 3 AlF 6 eutectic), Zn metal powder, etc. All plates were cut into the size of 100650 mm, and the surface was cleaned by abrasive paper and acetone bef ore brazing; a sin gle- V gro ove was opene d in the joint, with a bevel angle of 40u in steel side and 30u in al umin ium side. The flux susp en sion ( fl ux powd er dissolved in acetone) was smeared homogenously in a 0 2–0 5 mm thickness on the groove and on both front and back surface s of the steel in 10 mm width. Tungst en ine rt gas weldin g–b raz ing was car rie d out by ac TIG welding source. The schematic of aluminium steel butt joining process is shown in Fig. 1. After welding, a typical cross-section of the workpiece was cut and mounted in self-setting epoxy resin under an as clamped condition. Then, the samples were polished to a mirror-like surface aspect and etched with Keller’s reagent for 3–5 s. Macrostr ucture of the joint was obser ved by optica l metall oscop e, and micros tructu re and composition of IMPs were measured by scanning el ectron mi cr os copy (S EM) an d ener gy di sp ersi ve spectrometry (EDS). Moreover, the mechanical proper- ties of IMP layer wer e tested in dyn ami c ultramicro- hardness tester and SEM in situ tensile tester. State Key Laboratory of Advan ced Weldi ng Produ ction Technology , School of Materials Sci ence and Engineering, Har bin Instit ute of Technology, Harbin 150001, China *Corresponding author, email [email protected] 2009 Institute of Materials, Minerals and Mining Published by Maney on behalf of the Institute Received 19 April 2009; accepted 6 June 2009 DOI 10.1179/136217109X12464549883493 Science and Technology of Welding and Joining 2009 VOL 14 NO 7 63 6

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/12/2019 STW2009--7
http://slidepdf.com/reader/full/stw2009-7 1/4
Metallurgical and mechanical investigations of aluminium-steel butt joint made by tungsten
inert gas welding–brazing S. B. Lin, J. L. Song *, C. L. Yang and G. C. Ma
Dissimilar metals of 5A06 aluminium alloy and SUS321 stainless steel were butt joined by tungsten
inert gas welding–brazing with BJ380A filler metal and modified non-corrosive flux. The interface
in seam/steel is made up of two kinds of intermetallic phase layers, t5-Al7Fe2Si phase in the seam
side and h-FeAl3 phase in the steel side. The granular phase in welded seam is CuAl2, and the lath
shaped phase is t6-Al5FeSi. In the fusion area, the chainlike phase is Al–Si eutectic structure, and
the block-like phase is Al6(Fe,Mn). The tensile strength of the butt joint reaches 125 MPa, and
fracture occurs at t5-layer, with highest hardness value of 950 HV. The present joint withoutcoated layer can reach the same level to those with coated layer.
Keywords: Aluminium, Steel, TIG welding–brazing, Intermetallic phase, Mechanical properties
Introduction
The need for hybrid joints of aluminium to steel arises inindustrial applications of complex function. However,aluminium and steel cannot be joined successfully by
fusion welding, as the incompatibility between the twometals poses many problems, and large quantities of brittle intermetallic phases (IMPs) are formed, seriously
degrading the mechanical properties of the joints.1 Solidstate welding methods, such as explosive welding andfriction stir welding, have been used to make these
dissimilar metal joints.2,3 However, since the shape andsize of such solid state joints are extremely restricted,those methods were not suitable. Thus, arc welding–
brazing offers a great potential to prevent the dissolu-tion of steel in the weld metal, which can make acontinuous joint by the deposition of fused filler metalonto the groove without base metal’s melting.4,5
Nowadays, tungsten inert gas (TIG) welding–brazingoffers a great potential for aluminium to steel joining.Previous studies mainly focused on lap arc welding–
brazing of aluminium to coated steel, such as Zn or Alcoated layer. This can improve liquid filler metal’swetting and spreading on steel surface.6,7 However,
without such coated layers, the liquid filler metal wouldnot wet or spread on the steel surface in dynamic arc
heating. Until now, there has not been any report aboutbutt TIG welding–brazing of aluminium to steel withoutcoated layer.
In this study, butt TIG welding–brazing joint of aluminium and non-coated steel was obtained success-fully with a modified non-corrosive flux, which was
smeared on the steel surface to promote the filler metal’s
wetting and spreading. The purpose of this study was toidentify the IMPs detailedly and evaluate the mechanicalproperties of aluminium steel butt TIG welding–brazing
joint.
Experimental procedure
Materials used are 5A06 aluminium alloy and SUS321austenite stainless steel plates in 3?0 mm thickness. The
filler metal adapted is a special BJ380A Al–Si–Cuwelding wire, with a diameter of 2?0 mm. The chemicalcompositions of base material and filler metal are shown
in Table 1, and the main compositions of modified non-corrosive flux are Nocolok flux (KAlF4 and K3AlF6
eutectic), Zn metal powder, etc.
All plates were cut into the size of 100650 mm, andthe surface was cleaned by abrasive paper and acetonebefore brazing; a single-V groove was opened in the joint, with a bevel angle of 40u in steel side and 30u inaluminium side. The flux suspension (flux powderdissolved in acetone) was smeared homogenously in a0?2–0?5 mm thickness on the groove and on both frontand back surfaces of the steel in 10 mm width. Tungsteninert gas welding–brazing was carried out by ac TIGwelding source. The schematic of aluminium steel butt joining process is shown in Fig. 1.
After welding, a typical cross-section of the workpiecewas cut and mounted in self-setting epoxy resin under anas clamped condition. Then, the samples were polishedto a mirror-like surface aspect and etched with Keller’sreagent for 3–5 s. Macrostructure of the joint wasobserved by optical metalloscope, and microstructureand composition of IMPs were measured by scanningelectron microscopy (SEM) and energy dispersive
spectrometry (EDS). Moreover, the mechanical proper-ties of IMP layer were tested in dynamic ultramicro-hardness tester and SEM in situ tensile tester.
State Key Laboratory of Advanced Welding Production Technology,
School of Materials Science and Engineering, Harbin Institute ofTechnology, Harbin 150001, China
*Corresponding author, email [email protected]
2009 Institute of Materials, Minerals and Mining Published by Maney on behalf of the InstituteReceived 19 April 2009; accepted 6 June 2009DOI 10.1179/136217109X12464549883493 Science and Technology of Welding and Joining 2009 VOL 14 NO 7 63 6

8/12/2019 STW2009--7
http://slidepdf.com/reader/full/stw2009-7 2/4
Results and discussion
MacrostructureFigure 2 shows the cross-section of aluminium steel buttTIG welding–brazing joint. In the wetting action of liquid flux film, the Al–Si–Cu filler metal has fully spread
on the surface of steel groove to form dissimilar metals joint with a sound front and back seam. The base metalaluminium alloy with low melting temperature is themolten welding joint, which mixes with liquid filler metal
and solidifies to form obvious fusion area, while thestainless steel surface with a high melting point is no orfew molten brazing joint, which reacts with liquid fillermetal to form interfacial layer.
Intermetallic phasesScanning electron microscopy images in different posi-tions of the joint, plotted by dotted line squares inFig. 2, are shown in Fig. 3. A visible unequal thicknessIMP layer has formed in welded seam/steel interface
during the welding process, as shown in Fig. 3a and b.The IMP layer presents a serrated shape orientedtowards the welded seam, and the average thickness of the layer is y6 mm, which is less than the permissible
value of 10 mm.1,4,5 The interface is mainly made up of two different IMP layers, named layers I and II fromwelded seam to steel side.
The welded seam, as shown in Fig. 3c, mainly consistsof a-Al matrix and Al–Si eutectic network structure ingrain boundary. A number of granular phases, as well as
many thin lath shaped, are formed in the welded seam.
Figure 3d shows the microstructure of the fusion area in
the aluminium side, which consists of a-Al matrix and
black chain-like phases and bright block-like phases in
grain boundary.
The compositions of IMPs in the aluminium steel joint analysed by SEM–EDS are shown in Table 2. Five
EDS measurements in each IMP are taken in order to
obtain the accurate content ranges of the main elements.
In the interface, Si atoms enrich and participate in the
IMP layer’s formation. Layer I has been analysed to give
a composition range of 21–22 wt-%Fe, 8–9 wt-%Si and
balance Al. The contents of Fe and Si keep nearly
invariable in layer I, so layer I is determined to be a Al–
Fe–Si ternary phase. Compared with the measured com-
position with the theoretical one of Al–Fe–Si phase,8 it is
consistent with the composition of the t5-Al7Fe2Si
phase, so layer I is most likely the t5 phase. While in
layer II, the content of Si is lower and changes from 2–
5?5 wt-%, so layer II is a Al–Fe binary phase. Accordingto the Al–Fe–Si ternary phase diagram,9 the composi-
tion of layer II corresponds with the h-FeAl3 phase, so
layer II may be the h-phase with which 2–5?5 wt-%Si is
in the solid solution. Moreover, compared with the
results in the literatures,10–12 layer I is determined to be
the t5 phase, and layer II consists of the h phase. At the
same time, each layer contains some contents of Cr, Ni
and Cu elements to replace Fe in IMP, which enhances
the quality of the layer.
1 Schematic of aluminium steel butt TIG welding–brazing
process2 Cross-section of aluminium steel butt TIG welding–
brazing joint
Table 1 Chemical composition of base materials and filler metal, wt-%
Elements C Mn Mg Si Cu Zn Ti Al Ni Cr Fe
5A06 … 0?5–0?8 5?8–6?8 0?4 0?1 0?2 0?1 Balance … … 0?4SUS321 0?12 2?0 … 1?0 … … 0?2 … 8–11 17–19 BalanceBJ380A … … … 4–6 1?5–2?5 … 0?1–0?3 Balance … … …
Table 2 Energy dispersive spectrometry analysis results of IMPs in joint, wt-%
Point Possible phase Al Si Cu Fe Cr Ni Mg Mn
A t5-Al7Fe2Si 61–63?2 8–9 1?6–2 21–22 3?5–5 0?5–1 … …B h-FeAl3 54–60 2–5?5 0?8–1?5 28–30 5?4–7 1?5–2 … …C CuAl2 45–52?5 4–5 40–44?5 1?5–2 … … … …D t6-Al5FeSi 59–63 12–13?5 1?8–2 20–22 1–2 0?5–1 … …
E Al–Si eutectic 72–75 21–25 2–2?
5 … … … … …F Al–Si eutectic 60–65 30–34 … … … … 3?5–5 …G Al6(Fe,Mn) 74–76 … … 11–12 … … … 12–13?5
Lin et al. Aluminium-steel butt joint made by TIG welding–brazing
Science and Technology of Welding and Joining 2009 VOL 14 NO 7 63 7

8/12/2019 STW2009--7
http://slidepdf.com/reader/full/stw2009-7 3/4
In welded seam, the composition of the brightgranular phase in grain boundary is 40–44?5 wt-%Cuand balance Al, which is consistent with the compositionof the CuAl2 phase. Owing to the low content of Cu inthe filler metal, the CuAl2 phase presents fine particle ingrain boundary. The thin lath shaped IMP has a com-position range of 20–22 wt-%Fe, 12–13?5 wt-%Si andbalance Al, which corresponds with the t6-Al5FeSiphase.8 At the same time, the thin lath shaped IMPcontains some contents of Cu, Cr and Ni to replace Fe,so the content of Fe is less than the nominal content26?7 wt-%Fe in the t6 phase. Owing to the sharp edgesof the t6 phase lath shaped, a severe stress concentration
is introduced to the welded seam’s matrix contributingto the brittleness, which degrades the mechanical pro-perties of the welded seam seriously. In the fusion area,the chain-like phase in grain boundary is Al–Si eutectic,with which 3?5–5 wt-%Mg from base metal is mainly insolid solution. Besides, Mn from base metal and Fe fromthe steel react with Al atoms to form the block-likephase, the composition of which corresponds withAl6(Fe,Mn)13,14; therefore, the block-like phase is mostlikely Al6(Fe,Mn).
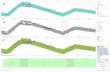
Mechanical propertiesVicker’s microhardness of the interface in the joint ismeasured under dynamic ultramicrohardness tester with
100 mN loading force and 10 s holding time. Theaverages of five measurements in each material areshown in Fig. 4. The original hardness of welded seam
and steel are 106?5 and 250 HV. However, the hardnessvalues increase quickly in the interface, so that the t5
phase layer has the highest hardness value of 950 HV
and the h phase layer decreases a little, to y745 HV.
Scanning electron microscopy in situ tensile test
were carried out in order to provide a qualitative value
of the joint and to analyse the brittleness of IMPlayer. The schematic diagram of in situ thrust test is
shown in Fig. 5. The average tensile strength of the butt
joint reaches 125 MPa, and the fracture occurs at the
interface. Comparing the tensile strength of the present
joint with those of coated layers typically shown in the
4 Microhardness distribution across interface
3 Images (SEM) of aluminium steel TIG welding brazing joint: a – d are magnified images of regions A–D indicated by
square in Fig. 2
Lin et al. Aluminium-steel butt joint made by TIG welding–brazing
Science and Technology of Welding and Joining 2009 VOL 14 NO 7 63 8

8/12/2019 STW2009--7
http://slidepdf.com/reader/full/stw2009-7 4/4
literature,6 Achar et al . have reported that the maximumtensile strength of those butt joint with coated layers is127?5 MPa, and that the fracture occurs at the interface.Therefore, the present joint without coated layer canreach the same level to those with coated layer.
Cracks derive from the t5 IMP layer, as shown inFig. 6, which confirms that t5 phase is a hard brittle
phase. Therefore, in order to improve the quality of the joint, some methods, such as using special filler metalsand special heating methods, must be taken to improvethe ductibility of the brittle IMP layer.
Conclusions
1. Dissimilar metals of 5A06 aluminium alloy andSUS321 stainless steel were butt joined successfully by
TIG welding–brazing method.
2. The interface in seam/steel is made up of two kinds
of IMP layers, which are t5-Al7Fe2Si phase in the seamside and h-FeAl3 phase in the steel side.
3. In the welded seam, the granular phase is CuAl2and the lath shaped phase is t6-Al5FeSi. In the fusion
area, the chain-like phase is Al–Si eutectic, and theblock-like phase is Al6(Fe,Mn).
4. The tensile strength of butt joint reaches 125 MPa,
and fracture occurs at the t
5 layer, with the highesthardness value of 950 HV.
Acknowledgements
The authors would like to thank State Key Laboratoryof Advanced Welding Production Technology, all of the
work within which were conducted. They also appreciate
the financial support from the National Natural Science
Foundation of China (grant no. 50874033).
References
1. M. J. Rathod and M. Kutsuna: Weld. J., 2004, 83, (1), 16-s–
26-s.
2. R. G. Madhusudhan, R. A. Sambasiva and T. Mohandas: Sci.
Technol. Weld. Joining , 2008, 13, (7), 619–628.
3. M. Acarer and B. Demir: Mater. Lett., 2008, 62, (25), 4158–
4160.
4. J. L. Song, S. B. Lin, C. L. Yang, G. C. Ma and H. Liu: Mater. Sci.
Eng. A, 2009, A509, (1/2), 31–40.
5. G. Sierra, P. Peyre, F. D. Beaume, D. Stuart and G. Fras: Mater.
Charact., 2008, 59, (12), 1705–1715.
6. D. R. G. Achar, J. Ruge and S. Sundaresan: Aluminum, 1980, 56,
(6), 391–397.
7. R. Vranakova, U. Fussel, J. Zschetzsche and S. Juttner: Weld.
World , 2005, 49, (9), 105–109.
8. T. Maitra and S. P. Gupta: Mater. Charact., 2002, 49, (4), 293–
311.
9. Y. Li, P. Ochin, A. Quivy, P. Telolahy and B. Legendre: J. Alloys
Compd , 2000, 28, (1/2), 198–202.
10. A. Mathieu, S. Pontevicci, J. C. Viala, E. Cicala, S. Mattei and
D. Grevey: Mater. Sci. Eng. A, 2006, A435/436, 19–28.
11. T. Murakami, K. Nakata, H. J. Tong and M. Ushio: ISIJ Int.,
2003, 43, (10), 1596–1602.
12. K. Furukawa, M. Katoh, K. Nishio, T. Yamaguchi, T. Matsumoto
and Y. Nishimoto: J. Light Met. Weld. Constr., 2006, 44, (12), 547–
555.
13. M. Warmuzek, G. Mrowka and J. Sieniawski: J. Mater. Process.
Technol., 2004, 157/158, 624–632.
14. P. R. Goulart, V. B. Lazarine, C. V. Leal, J. E. Spinelli, N. Cheung
and A. Garcia: Intermetallics, 2009, 17, (9), 753–761.
5 Schematic diagram of in situ thrust test
6 Cracking position of IMP layers under SEM in situ
thrust test
Lin et al. Aluminium-steel butt joint made by TIG welding–brazing
Science and Technology of Welding and Joining 2009 VOL 14 NO 7 63 9
Related Documents