Sensitivity of different Al–Si alloys to centrifugal casting effect G. Chirita a , I. Stefanescu b,1 , D. Cruz a , D. Soares a , F.S. Silva a, * a Mechanical Engineering Department, School of Engineering, Minho University, Portugal b Faculty of Mechanical Engineering, Dunarea de Jos University Galati, Romania article info Article history: Received 7 May 2009 Accepted 26 December 2009 Available online 7 January 2010 Keywords: Gravity casting Centrifugal casting Mechanical properties Aluminium alloys Eutectic volume fraction abstract This paper is concerned with the sensitivity of different Al–Si alloys to centrifugal effect of the vertical centrifugal casting technique on castings as compared to the traditional gravity casting technique. A comparison of mechanical properties of specimens obtained by both centrifugal casting technique and gravity casting technique is made on three different Al–Si alloys (from a hypoeutectic to a hypereu- tectic alloy). A microstructure analysis, in order to quantify the phase/constituent distribution along the gradation axis, is made to understand the relationship between constituents and mechanical properties for both casting techniques. It was verified that the centrifugal effect is very alloy dependent and may be substantially well corre- lated with the eutectic volume fraction of the alloy. It was also found that the centrifugal effect on mechanical properties is more is more pronounced in alloys with high eutectic contents. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction Al–Si alloys are increasingly used in many applications due to its high tensile strength in relation to density compared to other cast alloys, such as ductile cast iron or cast steel. As the properties of a specific Al–Si alloys (hypoeutectic, eutec- tic or hypereutectic) can be attributed to the individual physical properties of its main phase constituents (a-aluminium solid solu- tion and silicon crystals) and to their volume fraction and morphol- ogy [1], different approaches have been used to control the micro structural features of Al–Si alloys such as adding some alloying ele- ments [2,3] in order to refine the grain. However the most common way to improve mechanical properties of cast Al–Si alloys is by changing the casting technology [4]. Each technology has particu- lar aspects that interfere on microstructure and consequently on mechanical properties. On a previous paper by Chirita et al. [5] it is shown that the ver- tical centrifugal technique has some particular processing charac- teristics namely: fluid dynamics inside the mould; inherent vibration of the system; and centrifugal pressure; that may inter- fere on the metallurgical features of the obtained castings. On that paper an explanation about how the previous processing charac- teristics may affect the metallurgical features of the castings is pro- vided. That study was performed on a specific Al18Si alloy. The aim of the present paper is to quantitatively assess the sen- sitivity of different Al–Si alloys, from hypoeutectic to hypereutectic alloys, to the vertical centrifugal casting technique on mechanical properties of the castings based on changes in microstructure. Moreover it is intended to establish a global correlation that can be used for a range of Al–Si alloys, between metallurgical features and mechanical properties. 1.1. Microstructural–mechanical properties relations In order to understand the relation between microstructure and mechanical properties some investigations are found in literature trying to clarify the relation between micro structural features such as secondary dendrite arm spacing (SDAS), eutectic constitu- ent, Si and Fe intermetallics, Si particles size and shape [1,6–11], al- loy composition [3], and respective mechanical properties. In Ref. [6] it is discussed the relationship between secondary dendrite arm spacing (SDAS) and tensile properties of both unmodified and Sr-modified A356 aluminium alloys. It is also discussed the mi- cro structural effects on tensile and fatigue behaviour. Results show an increase of the ultimate tensile strength and strain to fail- ure of both A356 and A357 (ASTM) alloys with the decrease of the secondary dendrite arm spacing (SDAS). The ductility of the Sr- modified alloy was reported to be higher than that of the unmod- ified alloys over the range of SDAS [6]. Other studies performed with an unmodified sand cast A356-T6 obtained by hot isostatic pressing revealed also an increase of ultimate tensile strength and of ductility with a decrease of secondary dendrite arm spacing (SDAS) [7]. Other experiments performed on an Al–7%Si–Mg alloy showed also an increase of the ultimate tensile strength and of the elongation with a decrease of dendrite arm spacing (DAS) [12]. The yield strength was found to be less influenced by the 0261-3069/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.matdes.2009.12.045 * Corresponding author. Tel.: +351 253 510254 20; fax: +351 253 516007. E-mail address: [email protected] (F.S. Silva). 1 Tel.: +40 236/414871. Materials and Design 31 (2010) 2867–2877 Contents lists available at ScienceDirect Materials and Design journal homepage: www.elsevier.com/locate/matdes

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Materials and Design 31 (2010) 2867–2877
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Sensitivity of different Al–Si alloys to centrifugal casting effect
G. Chirita a, I. Stefanescu b,1, D. Cruz a, D. Soares a, F.S. Silva a,*
a Mechanical Engineering Department, School of Engineering, Minho University, Portugalb Faculty of Mechanical Engineering, Dunarea de Jos University Galati, Romania
a r t i c l e i n f o a b s t r a c t
Article history:Received 7 May 2009Accepted 26 December 2009Available online 7 January 2010
Keywords:Gravity castingCentrifugal castingMechanical propertiesAluminium alloysEutectic volume fraction
0261-3069/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.matdes.2009.12.045
* Corresponding author. Tel.: +351 253 510254 20;E-mail address: [email protected] (F.S. Silv
1 Tel.: +40 236/414871.
This paper is concerned with the sensitivity of different Al–Si alloys to centrifugal effect of the verticalcentrifugal casting technique on castings as compared to the traditional gravity casting technique.
A comparison of mechanical properties of specimens obtained by both centrifugal casting techniqueand gravity casting technique is made on three different Al–Si alloys (from a hypoeutectic to a hypereu-tectic alloy). A microstructure analysis, in order to quantify the phase/constituent distribution along thegradation axis, is made to understand the relationship between constituents and mechanical propertiesfor both casting techniques.
It was verified that the centrifugal effect is very alloy dependent and may be substantially well corre-lated with the eutectic volume fraction of the alloy. It was also found that the centrifugal effect onmechanical properties is more is more pronounced in alloys with high eutectic contents.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Al–Si alloys are increasingly used in many applications due toits high tensile strength in relation to density compared to othercast alloys, such as ductile cast iron or cast steel.
As the properties of a specific Al–Si alloys (hypoeutectic, eutec-tic or hypereutectic) can be attributed to the individual physicalproperties of its main phase constituents (a-aluminium solid solu-tion and silicon crystals) and to their volume fraction and morphol-ogy [1], different approaches have been used to control the microstructural features of Al–Si alloys such as adding some alloying ele-ments [2,3] in order to refine the grain. However the most commonway to improve mechanical properties of cast Al–Si alloys is bychanging the casting technology [4]. Each technology has particu-lar aspects that interfere on microstructure and consequently onmechanical properties.
On a previous paper by Chirita et al. [5] it is shown that the ver-tical centrifugal technique has some particular processing charac-teristics namely: fluid dynamics inside the mould; inherentvibration of the system; and centrifugal pressure; that may inter-fere on the metallurgical features of the obtained castings. On thatpaper an explanation about how the previous processing charac-teristics may affect the metallurgical features of the castings is pro-vided. That study was performed on a specific Al18Si alloy.
The aim of the present paper is to quantitatively assess the sen-sitivity of different Al–Si alloys, from hypoeutectic to hypereutectic
ll rights reserved.
fax: +351 253 516007.a).
alloys, to the vertical centrifugal casting technique on mechanicalproperties of the castings based on changes in microstructure.Moreover it is intended to establish a global correlation that canbe used for a range of Al–Si alloys, between metallurgical featuresand mechanical properties.
1.1. Microstructural–mechanical properties relations
In order to understand the relation between microstructure andmechanical properties some investigations are found in literaturetrying to clarify the relation between micro structural featuressuch as secondary dendrite arm spacing (SDAS), eutectic constitu-ent, Si and Fe intermetallics, Si particles size and shape [1,6–11], al-loy composition [3], and respective mechanical properties. In Ref.[6] it is discussed the relationship between secondary dendritearm spacing (SDAS) and tensile properties of both unmodifiedand Sr-modified A356 aluminium alloys. It is also discussed the mi-cro structural effects on tensile and fatigue behaviour. Resultsshow an increase of the ultimate tensile strength and strain to fail-ure of both A356 and A357 (ASTM) alloys with the decrease of thesecondary dendrite arm spacing (SDAS). The ductility of the Sr-modified alloy was reported to be higher than that of the unmod-ified alloys over the range of SDAS [6]. Other studies performedwith an unmodified sand cast A356-T6 obtained by hot isostaticpressing revealed also an increase of ultimate tensile strengthand of ductility with a decrease of secondary dendrite arm spacing(SDAS) [7]. Other experiments performed on an Al–7%Si–Mg alloyshowed also an increase of the ultimate tensile strength and ofthe elongation with a decrease of dendrite arm spacing (DAS)[12]. The yield strength was found to be less influenced by the
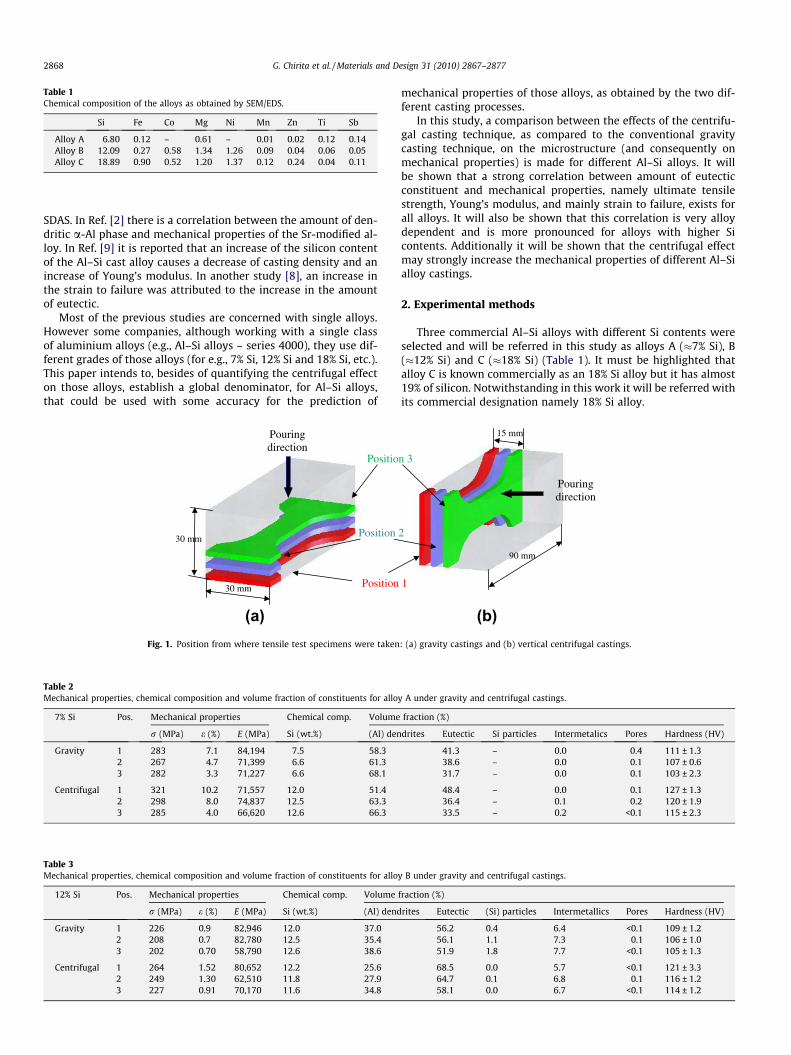
Table 1Chemical composition of the alloys as obtained by SEM/EDS.
Si Fe Co Mg Ni Mn Zn Ti Sb
Alloy A 6.80 0.12 – 0.61 – 0.01 0.02 0.12 0.14Alloy B 12.09 0.27 0.58 1.34 1.26 0.09 0.04 0.06 0.05Alloy C 18.89 0.90 0.52 1.20 1.37 0.12 0.24 0.04 0.11
2868 G. Chirita et al. / Materials and Design 31 (2010) 2867–2877
SDAS. In Ref. [2] there is a correlation between the amount of den-dritic a-Al phase and mechanical properties of the Sr-modified al-loy. In Ref. [9] it is reported that an increase of the silicon contentof the Al–Si cast alloy causes a decrease of casting density and anincrease of Young’s modulus. In another study [8], an increase inthe strain to failure was attributed to the increase in the amountof eutectic.
Most of the previous studies are concerned with single alloys.However some companies, although working with a single classof aluminium alloys (e.g., Al–Si alloys – series 4000), they use dif-ferent grades of those alloys (for e.g., 7% Si, 12% Si and 18% Si, etc.).This paper intends to, besides of quantifying the centrifugal effecton those alloys, establish a global denominator, for Al–Si alloys,that could be used with some accuracy for the prediction of
(a)
30 mm Position
Position
Positio
Pouring direction
30 mm
Fig. 1. Position from where tensile test specimens were taken
Table 2Mechanical properties, chemical composition and volume fraction of constituents for allo
7% Si Pos. Mechanical properties Chemical comp. Volume
r (MPa) e (%) E (MPa) Si (wt.%) (Al) den
Gravity 1 283 7.1 84,194 7.5 58.32 267 4.7 71,399 6.6 61.33 282 3.3 71,227 6.6 68.1
Centrifugal 1 321 10.2 71,557 12.0 51.42 298 8.0 74,837 12.5 63.33 285 4.0 66,620 12.6 66.3
Table 3Mechanical properties, chemical composition and volume fraction of constituents for allo
12% Si Pos. Mechanical properties Chemical comp. Volume
r (MPa) e (%) E (MPa) Si (wt.%) (Al) dend
Gravity 1 226 0.9 82,946 12.0 37.02 208 0.7 82,780 12.5 35.43 202 0.70 58,790 12.6 38.6
Centrifugal 1 264 1.52 80,652 12.2 25.62 249 1.30 62,510 11.8 27.93 227 0.91 70,170 11.6 34.8
mechanical properties of those alloys, as obtained by the two dif-ferent casting processes.
In this study, a comparison between the effects of the centrifu-gal casting technique, as compared to the conventional gravitycasting technique, on the microstructure (and consequently onmechanical properties) is made for different Al–Si alloys. It willbe shown that a strong correlation between amount of eutecticconstituent and mechanical properties, namely ultimate tensilestrength, Young’s modulus, and mainly strain to failure, exists forall alloys. It will also be shown that this correlation is very alloydependent and is more pronounced for alloys with higher Sicontents. Additionally it will be shown that the centrifugal effectmay strongly increase the mechanical properties of different Al–Sialloy castings.
2. Experimental methods
Three commercial Al–Si alloys with different Si contents wereselected and will be referred in this study as alloys A (�7% Si), B(�12% Si) and C (�18% Si) (Table 1). It must be highlighted thatalloy C is known commercially as an 18% Si alloy but it has almost19% of silicon. Notwithstanding in this work it will be referred withits commercial designation namely 18% Si alloy.
(b)
90 mm
1
2
n 3
Pouring direction
15 mm
: (a) gravity castings and (b) vertical centrifugal castings.
y A under gravity and centrifugal castings.
fraction (%)
drites Eutectic Si particles Intermetalics Pores Hardness (HV)
41.3 – 0.0 0.4 111 ± 1.338.6 – 0.0 0.1 107 ± 0.631.7 – 0.0 0.1 103 ± 2.3
48.4 – 0.0 0.1 127 ± 1.336.4 – 0.1 0.2 120 ± 1.933.5 – 0.2 <0.1 115 ± 2.3
y B under gravity and centrifugal castings.
fraction (%)
rites Eutectic (Si) particles Intermetallics Pores Hardness (HV)
56.2 0.4 6.4 <0.1 109 ± 1.256.1 1.1 7.3 0.1 106 ± 1.051.9 1.8 7.7 <0.1 105 ± 1.3
68.5 0.0 5.7 <0.1 121 ± 3.364.7 0.1 6.8 0.1 116 ± 1.258.1 0.0 6.7 <0.1 114 ± 1.2
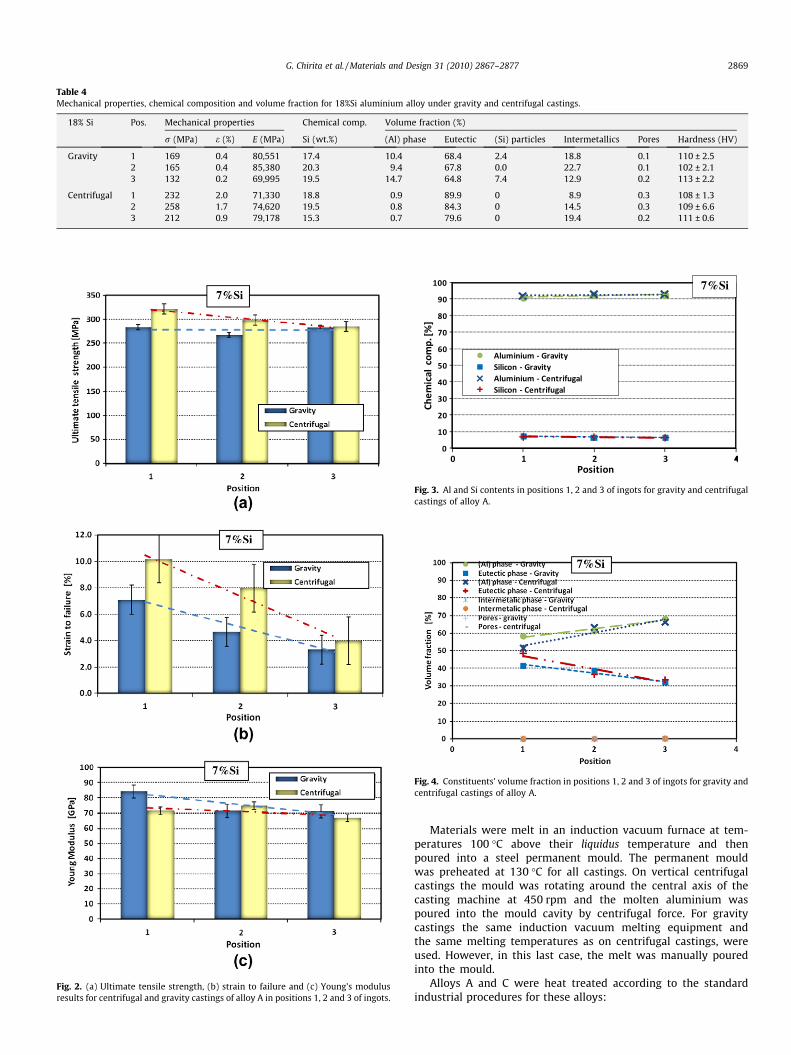
Table 4Mechanical properties, chemical composition and volume fraction for 18%Si aluminium alloy under gravity and centrifugal castings.
18% Si Pos. Mechanical properties Chemical comp. Volume fraction (%)
r (MPa) e (%) E (MPa) Si (wt.%) (Al) phase Eutectic (Si) particles Intermetallics Pores Hardness (HV)
Gravity 1 169 0.4 80,551 17.4 10.4 68.4 2.4 18.8 0.1 110 ± 2.52 165 0.4 85,380 20.3 9.4 67.8 0.0 22.7 0.1 102 ± 2.13 132 0.2 69,995 19.5 14.7 64.8 7.4 12.9 0.2 113 ± 2.2
Centrifugal 1 232 2.0 71,330 18.8 0.9 89.9 0 8.9 0.3 108 ± 1.32 258 1.7 74,620 19.5 0.8 84.3 0 14.5 0.3 109 ± 6.63 212 0.9 79,178 15.3 0.7 79.6 0 19.4 0.2 111 ± 0.6
Fig. 2. (a) Ultimate tensile strength, (b) strain to failure and (c) Young’s modulusresults for centrifugal and gravity castings of alloy A in positions 1, 2 and 3 of ingots.
7%Si
Fig. 3. Al and Si contents in positions 1, 2 and 3 of ingots for gravity and centrifugalcastings of alloy A.
Fig. 4. Constituents’ volume fraction in positions 1, 2 and 3 of ingots for gravity andcentrifugal castings of alloy A.
G. Chirita et al. / Materials and Design 31 (2010) 2867–2877 2869
Materials were melt in an induction vacuum furnace at tem-peratures 100 �C above their liquidus temperature and thenpoured into a steel permanent mould. The permanent mouldwas preheated at 130 �C for all castings. On vertical centrifugalcastings the mould was rotating around the central axis of thecasting machine at 450 rpm and the molten aluminium waspoured into the mould cavity by centrifugal force. For gravitycastings the same induction vacuum melting equipment andthe same melting temperatures as on centrifugal castings, wereused. However, in this last case, the melt was manually pouredinto the mould.
Alloys A and C were heat treated according to the standardindustrial procedures for these alloys:

Position 1 Position 2 Position 3 7G
7C
25 µm 25 µm
25 µm
25 µm
25 µm25 µm
Fig. 5. Microstructures of gravity and centrifugal castings of alloy A on different positions of the ingot.
2870 G. Chirita et al. / Materials and Design 31 (2010) 2867–2877
– alloy A – solubilization at 540 �C for 8 h, water quenching andaging at 160 �C for 4 h;
– alloy B – no heat treatment;– alloy C – tempered for 8 h at 200 �C.
Alloys were tested only in the final condition (after heat treat-ment) because it is the aim of the paper to study the influenceon the centrifugal effect on in service condition materials.
Three ingots of each alloy and of each casting technique wereproduced. Three specimens from each ingot, from the centrifugalcastings and from the gravity castings (Fig. 1), were cut, in orderto compare the properties of the aluminium alloys at three differ-ent distances from the surface of the ingot. Globally, 54 specimenswere tested, 18 of each alloy. The arrows in Fig. 1 shows the direc-tion of pouring of the melt alloy.
Tensile tests were carried out on a Dartec tensile testing ma-chine at room temperature. Samples were analysed by opticaland Scanning Electron Microscopy/Energy Dispersion Spectroscopy(SEM/EDS) in three different zones in area mode for 120 s. Volumefractions of constituents were quantified by image analysis.
3. Results
Mechanical properties namely ultimate tensile strength, strainto failure, and Young modulus, as well as constituents volumefraction and morphology, are presented in Tables 2–4 and in Figs.2–13. In all graphs a linear global tendency among ingot positions1, 2 and 3 (see Fig. 1) is presented.
3.1. Alloy A (7%Si)
Results, for alloy A, can be summarized as follows:
� ultimate tensile strength shows a tendency to increasefrom position 3 to position 1 in centrifugal castings butno tendency is found on gravity castings (Table 2, Fig. 2a);
� strain to failure shows a tendency to increase from posi-tion 3 to position 1 in both casting processes. A more pro-nounced effect exists in centrifugal castings (Table 2,Fig. 2b);
� Young’s modulus shows a smooth tendency to increasefrom position 3 to position 1 in both gravity and centrifu-gal castings (Table 2, Fig. 2c);
� ultimate tensile strength and strain to failure are higher incentrifugal castings in any position when compared togravity castings (Table 2, Fig. 2a and b);
� the aluminium and silicon contents are approximately thesame in all positions and casting techniques (Table 2,Fig. 3);
� dendrites’ volume fraction shows a tendency to decreasefrom position 3 to position 1 for both centrifugal andgravity castings (Table 2, Fig. 4);
� eutectic’s volume fraction shows an increasing tendencyfrom position 3 to position 1 for both centrifugal andgravity castings (Table 2, Fig. 4);
� intermetallics’ volume fraction is not significant (alwayslower then 1%) for all positions and casting techniques(Table 2, Fig. 4);
� porosity is low and does not show any particular evolu-tion along the casting;
� microstructure shows a similar qualitatively structure forboth casting techniques but with different volume frac-tions and constituents dimensions (Fig. 5).
3.2. Alloy B (12% Si)
Results, for alloy B, can be summarized as follows:
� ultimate tensile strength shows a tendency to increasefrom position 3 to position 1 on both centrifugal and grav-ity castings (Table 3, Fig. 6a);
� strain to failure shows a substantial tendency to increasefrom position 3 to position 1 in gravity castings and inparticular in centrifugal castings (Table 3, Fig. 6b);
� Young’s modulus show a tendency to increase from posi-tion 3 to position 1 in both gravity and centrifugal cast-ings (Table 3, Fig. 6c);
� ultimate tensile strength and strain to failure are higher incentrifugal castings in any position when compared togravity castings (Table 3, Fig. 6a and b);
� the aluminium and silicon contents are approximately thesame in all positions and casting techniques (Table 3,Fig. 7);
� dendrites’ volume fraction shows a decreasing tendencyfrom position 3 to position 1 in both centrifugal and grav-ity castings (Table 3, Fig. 8);
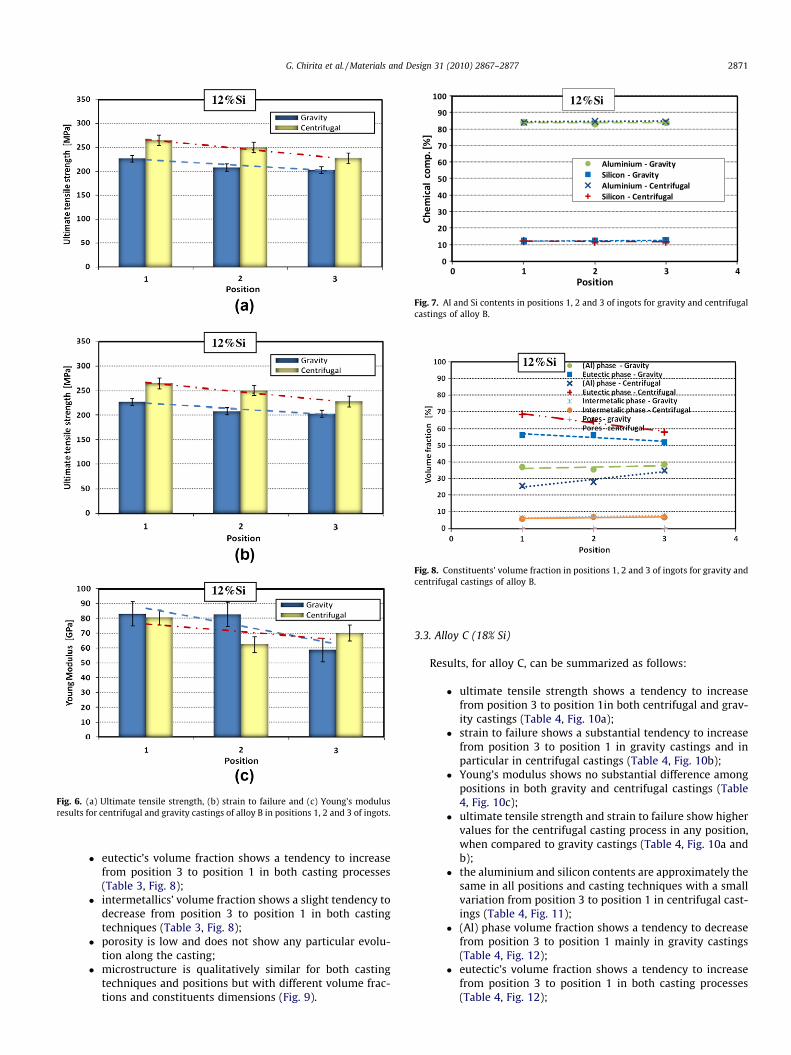
Fig. 6. (a) Ultimate tensile strength, (b) strain to failure and (c) Young’s modulusresults for centrifugal and gravity castings of alloy B in positions 1, 2 and 3 of ingots.
12%Si
Fig. 7. Al and Si contents in positions 1, 2 and 3 of ingots for gravity and centrifugalcastings of alloy B.
Fig. 8. Constituents’ volume fraction in positions 1, 2 and 3 of ingots for gravity andcentrifugal castings of alloy B.
G. Chirita et al. / Materials and Design 31 (2010) 2867–2877 2871
� eutectic’s volume fraction shows a tendency to increasefrom position 3 to position 1 in both casting processes(Table 3, Fig. 8);
� intermetallics’ volume fraction shows a slight tendency todecrease from position 3 to position 1 in both castingtechniques (Table 3, Fig. 8);
� porosity is low and does not show any particular evolu-tion along the casting;
� microstructure is qualitatively similar for both castingtechniques and positions but with different volume frac-tions and constituents dimensions (Fig. 9).
3.3. Alloy C (18% Si)
Results, for alloy C, can be summarized as follows:
� ultimate tensile strength shows a tendency to increasefrom position 3 to position 1in both centrifugal and grav-ity castings (Table 4, Fig. 10a);
� strain to failure shows a substantial tendency to increasefrom position 3 to position 1 in gravity castings and inparticular in centrifugal castings (Table 4, Fig. 10b);
� Young’s modulus shows no substantial difference amongpositions in both gravity and centrifugal castings (Table4, Fig. 10c);
� ultimate tensile strength and strain to failure show highervalues for the centrifugal casting process in any position,when compared to gravity castings (Table 4, Fig. 10a andb);
� the aluminium and silicon contents are approximately thesame in all positions and casting techniques with a smallvariation from position 3 to position 1 in centrifugal cast-ings (Table 4, Fig. 11);
� (Al) phase volume fraction shows a tendency to decreasefrom position 3 to position 1 mainly in gravity castings(Table 4, Fig. 12);
� eutectic’s volume fraction shows a tendency to increasefrom position 3 to position 1 in both casting processes(Table 4, Fig. 12);

Position 1 Position 2 Position 3 12G
12C
25 µm25 µm
Fig. 9. Microstructures of gravity and centrifugal castings of alloy B on different positions of the ingot.
2872 G. Chirita et al. / Materials and Design 31 (2010) 2867–2877
� intermetallics’ volume fraction shows a tendency toincrease from position 1 to position 3 in centrifugal cast-ings and from position 3 to position 1 in gravity castings(Table 4, Fig. 12);
� porosity is low and does not show any particular evolu-tion along the casting;
� microstructure is qualitatively similar for both castingtechniques but with different volume fractions and con-stituents dimensions (Fig. 13).
4. Discussion
The two main issues in this paper are: sensitivity of differentAl–Si alloys to the centrifugal process, mainly in terms of mechan-ical properties, when compared to traditional gravity castings; andthe establishment of a global correlation between microstructureand mechanical properties for those alloys and processingtechniques.
It should be highlighted that the explanation for the influence ofthe centrifugal technique on metallurgical and mechanical proper-ties of obtained castings is presented in a previous paper by Chiritaet al. [5]. In that paper some particular processing characteristicsnamely: fluid dynamics inside the mould; inherent vibration ofthe system; and centrifugal pressure; are presented as the mainprocessing characteristics that interfere in the metallurgical fea-tures of the castings.
4.1. Mechanical properties
� The centrifugal effect seems to be alloy sensitive (mainlyon ultimate tensile strength and on strain to failure): alloyA is less influenced, (the maximum centrifugal effect inincreasing ultimate tensile strength is approximately13% and in strain to failure is approximately 45%); alloyB is substantially influenced (the maximum centrifugaleffect in increasing ultimate tensile strength is approxi-mately 18% and in strain to failure is approximately65%); and alloy C is strongly influenced by the castingtechnique (the maximum centrifugal effect in increasingultimate tensile strength is approximately 60% in strainto failure is approximately 400%) (Figs. 2, 6 and 10).
� The difference in mechanical properties from positions 1–3 (slope of the tendency line), in centrifugal castings, isdifferent. These differences are alloy chemical composi-
tion dependent: alloy A has small differences; alloy Bhas substantial differences; and alloy C has huge differ-ences (Figs. 2, 6 and 10). This is particularly evident interms of strain to failure.
� Mechanical properties are influenced by the centrifugalcasting technique. As a fact, in general the centrifugalcastings have better mechanical properties (ultimate ten-sile strength and in particular strain to failure) then thegravity castings (Figs. 2, 6 and 10).
The relationship between mechanical properties and metallur-gical variables involved on the process will be subsequentlyaddressed.
4.2. Microstructure–chemical composition
It is clear in Figs. 3, 7 and 11 that the chemical composition ofthe ingots (Al and Si contents) in different positions (1, 2, and 3)of the three alloys is not substantially influenced by the castingprocess. Only alloy C shows a slight difference on the Si and onthe Al content between the gravity and centrifugal castings in po-sition 3 of the ingots. Thus, there is no significant displacement ofAl or of Si from the inner to the outer positions of the ingot due tothe centrifugal effect or due to the gravity force. This displacementis common for materials with phases and/or chemical elementswith different densities such as tin bronzes (the density of lead ishigher than the density of copper – 11.3 vs 8.9 g/cm3) as presentedby Halvaee and Talebi [13]. For Al–Si alloys this effect is not signif-icant (Si and Al densities are similar - the density of Si is 2.34 g/cm3
and the density of aluminium is 2.7 g/cm3).Because no significant difference on the chemical composition
of samples was found among positions 1–3 it can be concludedthat changes on mechanical properties are not due to chemicalcomposition variation along the ingots but are dependent on con-stituent’s volume fraction and morphology.
4.3. Microstructure–constituent’s volume fraction
Many researchers already tried to establish relationships be-tween some characteristics of constituents and mechanical proper-ties in Al alloys.
Among those, perhaps the SDAS is the most studied. The sec-ondary dendrite arm spacing (SDAS) versus tensile properties isdiscussed in Ref. [6] on A356 and A357 (ASTM) aluminium alloys.It was found that ultimate tensile strength decreases with SDAS.

Fig. 10. (a) Ultimate tensile strength, (b) strain to failure and (c) Young’s modulusresults for centrifugal and gravity castings of alloy C in positions 1, 2 and 3 of ingot.
Fig. 11. Al and Si contents in positions 1, 2 and 3 of ingot for gravity and centrifugalcastings of alloy C.
Fig. 12. Constituents’ volume fraction in positions 1, 2 and 3 of ingot for gravity andcentrifugal castings of alloy C.
G. Chirita et al. / Materials and Design 31 (2010) 2867–2877 2873
The same correlation was found for ultimate tensile strength andductility on a sand cast A356-T6 obtained by hot isostatic pressing[7] and on an Al–7%Si–Mg alloy [12]. On this last reference theyield strength was found to be less influenced by the SDAS. Regard-ing other constituents, Ref. [2] provides a correlation of the amountof dendritic a-Al phase with ultimate tensile strength (UTS) andstrain to failure. However in this case the increase of UTS and strainto failure was also accompanied by a grain (SDAS) refinement. Thusit is not clear which feature – dendritic a-Al phase or SDAS refine-ment, caused the increase in properties. In another study, an in-crease in the strain to failure was attributed to the increase inthe amount of eutectic in a 12.5% Si aluminium alloy [8]. Amongthe different previous studies the one by Abu-Dheir et al. [8] is
the one where the results are similar to the ones obtained in pres-ent study (Eq. (3), Fig. 15). As a fact, in the present study, althoughthere is also a grain refinement with increase in Si content (7–18%)and a change in shape of eutectic phase, particles in 7%, lamellas in12% and coral-like form in 18%, it is clear that with the increase inamount of eutectic both UTS and rupture strain increase.
It is important to highlight that in most of the studies in which acorrelation between mechanical properties and metallurgical fea-tures was tried, only one alloy was studied. In the present studyit is intended the establishment of a correlation that can be suit-able for, at least, different grades of a class of aluminium alloys(Al–Si alloys – series 4000) and for different casting processes. Asa consequence it is tried a relation between a common denomina-tor in all studied commercial Al–Si alloys. As can be seen in Figs. 5,9, 10 and 13 and Tables 2–4 the alloys are very different both inconstituents as well as in morphology of the constituents: 7% Si al-loy does not have intermetallics, the a-Al phase has the form ofdendrites, and the eutectic constituent has essentially a particleshape; the 12% alloy has some intermetallics, the a-Al phase hasalso the form of dendrites, the silicon is present in the form oflamellar eutectic bus also in the form of particles; finally in the18% Si alloy there is some isolated a-Al phase, there is some inter-metalics, and the silicon is essentially in a coral-like morphology.
However, although the substantial difference in terms of con-stituents and its morphology in the different alloys it was verifiedthat there are common variations of mechanical properties evolu-tion with some constituents, namely with eutectic volume fraction.

Position 1 Position 2 Position 3 18G
18C
25 µm 25 µm 25 µm
25 µm25 µm
25 µm
Fig. 13. Microstructures of gravity and centrifugal castings of alloy C on different positions of the ingot.
7%
(a) (b)
(c)Fig. 14. Experimental and calculated values of stress for centrifugal and gravity castings of alloys A, B, and C in positions 1, 2 and 3 of ingot.
2874 G. Chirita et al. / Materials and Design 31 (2010) 2867–2877
Figs. 4, 8 and 12 show this evolution. It is clear the qualitativematch between eutectic volume fraction and mechanical proper-ties for all three alloys. It is observed in Tables 2–4 that porosityis low and does not seem to have any substantial influence onmechanical properties since there is no correlation with mechani-cal properties.
4.4. Microstructure–correlation with constituents
In literature, some quantitative relations between mechanicalproperties, phases and chemical composition were proposed. Man-dal et al. [14], proposed a correlation between tensile strength andsilicon particle size:

Fig. 15. Experimental and calculated values of strain for centrifugal and gravity castings of alloys A, B, and C in positions 1, 2 and 3 of ingot.
Table 5Correlation factor obtained for the studied alloys between eutectics volume fractionand rupture stress and rupture strain.
Casting process k2 stress k2 strain
Alloy A (7% Si)Gravity 1.686 0.29Centrifugal
Alloy B (12% Si)Gravity 3.758 0.054Centrifugal
Alloy C (18% Si)Gravity 4.3 0.07Centrifugal
G. Chirita et al. / Materials and Design 31 (2010) 2867–2877 2875
Tensile strength ðMPaÞ ¼ 252:8� 3:73� particle size ðlmÞ ð1Þ
Another relationship was proposed between ultimate tensilestrength and secondary dendrite arm spacing and the size of siliconlamellas in interdendritic eutectic regions [1]:
r ¼ kþ k2 � c�12 þ k3 � k�
12 ð2Þ
where r is the ultimate tensile strength, k, k2 and k3 are empiricalconstants, c is the size of silicon lamellas in interdendritic eutecticregions and k is the secondary dendrite arm spacing.
These equations were derived for a specific type of alloys, forexample hypoeutectic or hypereutectic Al–Si alloys.
As can be seen none of the previous equations would suit simul-taneously the three Al–Si tested alloys in the present study. On thepresent work, the same type of equation was derived for the threetested alloys which have substantial different Si contents and dif-ferent morphologies. An equation based on particle size as theone in Eq. (1) is not possible for all alloys since there are no non-eutectic Si particles in alloys A and B (Tables 2 and 3 and Figs. 5,9 and 10). An equation as Eq. (2) is also not possible for all threeAl–Si alloys because there are no dendrites on alloy C (seeFig. 13). However, phases/constituent’s volume fraction as shownin Figs. 4, 8 and 12, reveal that in all alloys A, B, and C, and for bothcasting techniques, eutectic’s volume fraction shows a clear ten-dency to increase from positions 3–1. Further, regarding mechani-cal properties, Figs. 2, 6 and 10, show that ultimate tensile strengthand Young’s modulus generally follow the same tendency of theeutectic volume fraction (an exception occurs for Young’s modulus
and alloy C). Strain to failure is particularly sensitive to the eutec-tics volume fraction.
Thus, from the obtained experimental results a correlation be-tween eutectic’s volume fraction and mechanical properties(mainly ultimate tensile strength and strain to failure) could beestablished for all alloys. An equation with the type as shown inEq. (3) may be derived for each alloy (for ultimate tensile strengthand strain to failure):
r e ¼ k1ðstress or strainÞÞ þ Vf eut � k2ð stress or strainÞ ð3Þ
where r is the ultimate tensile strength, e is the strain to failure, k1
is an empirical factor that introduces the influence of all other non-eutectic metallurgical features (such as SDAS, silicon particles size;
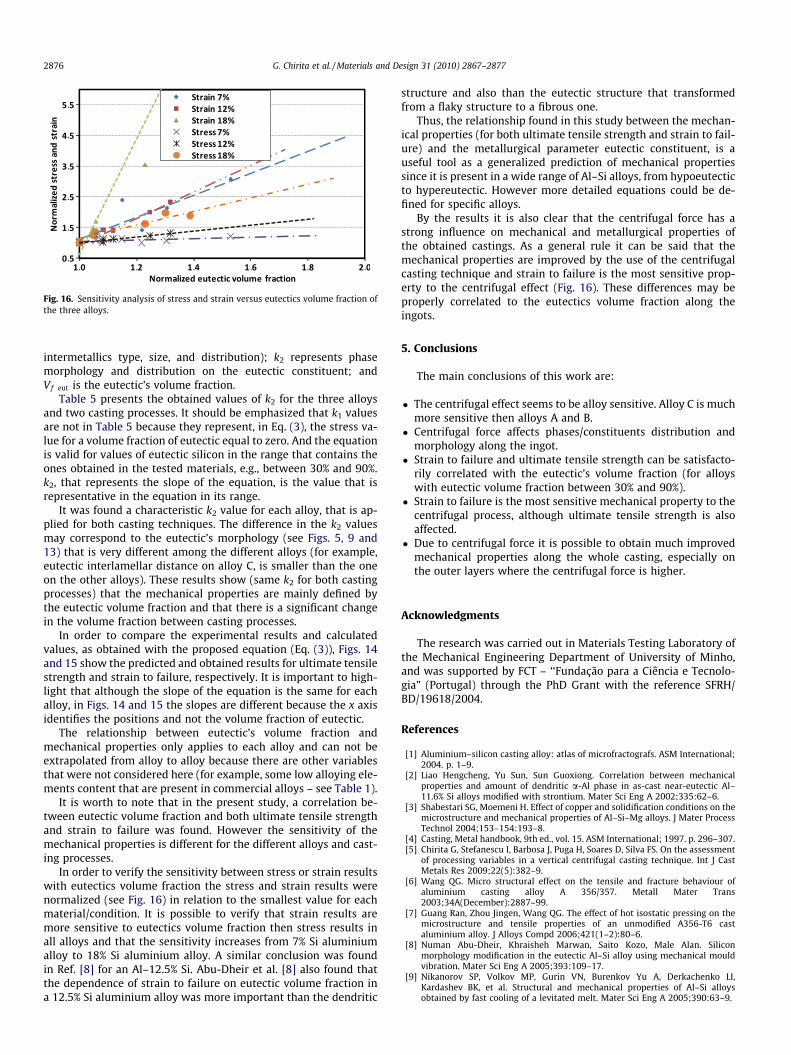
Fig. 16. Sensitivity analysis of stress and strain versus eutectics volume fraction ofthe three alloys.
2876 G. Chirita et al. / Materials and Design 31 (2010) 2867–2877
intermetallics type, size, and distribution); k2 represents phasemorphology and distribution on the eutectic constituent; andVf eut is the eutectic’s volume fraction.
Table 5 presents the obtained values of k2 for the three alloysand two casting processes. It should be emphasized that k1 valuesare not in Table 5 because they represent, in Eq. (3), the stress va-lue for a volume fraction of eutectic equal to zero. And the equationis valid for values of eutectic silicon in the range that contains theones obtained in the tested materials, e.g., between 30% and 90%.k2, that represents the slope of the equation, is the value that isrepresentative in the equation in its range.
It was found a characteristic k2 value for each alloy, that is ap-plied for both casting techniques. The difference in the k2 valuesmay correspond to the eutectic’s morphology (see Figs. 5, 9 and13) that is very different among the different alloys (for example,eutectic interlamellar distance on alloy C, is smaller than the oneon the other alloys). These results show (same k2 for both castingprocesses) that the mechanical properties are mainly defined bythe eutectic volume fraction and that there is a significant changein the volume fraction between casting processes.
In order to compare the experimental results and calculatedvalues, as obtained with the proposed equation (Eq. (3)), Figs. 14and 15 show the predicted and obtained results for ultimate tensilestrength and strain to failure, respectively. It is important to high-light that although the slope of the equation is the same for eachalloy, in Figs. 14 and 15 the slopes are different because the x axisidentifies the positions and not the volume fraction of eutectic.
The relationship between eutectic’s volume fraction andmechanical properties only applies to each alloy and can not beextrapolated from alloy to alloy because there are other variablesthat were not considered here (for example, some low alloying ele-ments content that are present in commercial alloys – see Table 1).
It is worth to note that in the present study, a correlation be-tween eutectic volume fraction and both ultimate tensile strengthand strain to failure was found. However the sensitivity of themechanical properties is different for the different alloys and cast-ing processes.
In order to verify the sensitivity between stress or strain resultswith eutectics volume fraction the stress and strain results werenormalized (see Fig. 16) in relation to the smallest value for eachmaterial/condition. It is possible to verify that strain results aremore sensitive to eutectics volume fraction then stress results inall alloys and that the sensitivity increases from 7% Si aluminiumalloy to 18% Si aluminium alloy. A similar conclusion was foundin Ref. [8] for an Al–12.5% Si. Abu-Dheir et al. [8] also found thatthe dependence of strain to failure on eutectic volume fraction ina 12.5% Si aluminium alloy was more important than the dendritic
structure and also than the eutectic structure that transformedfrom a flaky structure to a fibrous one.
Thus, the relationship found in this study between the mechan-ical properties (for both ultimate tensile strength and strain to fail-ure) and the metallurgical parameter eutectic constituent, is auseful tool as a generalized prediction of mechanical propertiessince it is present in a wide range of Al–Si alloys, from hypoeutecticto hypereutectic. However more detailed equations could be de-fined for specific alloys.
By the results it is also clear that the centrifugal force has astrong influence on mechanical and metallurgical properties ofthe obtained castings. As a general rule it can be said that themechanical properties are improved by the use of the centrifugalcasting technique and strain to failure is the most sensitive prop-erty to the centrifugal effect (Fig. 16). These differences may beproperly correlated to the eutectics volume fraction along theingots.
5. Conclusions
The main conclusions of this work are:
� The centrifugal effect seems to be alloy sensitive. Alloy C is muchmore sensitive then alloys A and B.
� Centrifugal force affects phases/constituents distribution andmorphology along the ingot.
� Strain to failure and ultimate tensile strength can be satisfacto-rily correlated with the eutectic’s volume fraction (for alloyswith eutectic volume fraction between 30% and 90%).
� Strain to failure is the most sensitive mechanical property to thecentrifugal process, although ultimate tensile strength is alsoaffected.
� Due to centrifugal force it is possible to obtain much improvedmechanical properties along the whole casting, especially onthe outer layers where the centrifugal force is higher.
Acknowledgments
The research was carried out in Materials Testing Laboratory ofthe Mechanical Engineering Department of University of Minho,and was supported by FCT – ‘‘Fundação para a Ciência e Tecnolo-gia” (Portugal) through the PhD Grant with the reference SFRH/BD/19618/2004.
References
[1] Aluminium–silicon casting alloy: atlas of microfractografs. ASM International;2004. p. 1–9.
[2] Liao Hengcheng, Yu Sun, Sun Guoxiong. Correlation between mechanicalproperties and amount of dendritic a-Al phase in as-cast near-eutectic Al–11.6% Si alloys modified with strontium. Mater Sci Eng A 2002;335:62–6.
[3] Shabestari SG, Moemeni H. Effect of copper and solidification conditions on themicrostructure and mechanical properties of Al–Si–Mg alloys. J Mater ProcessTechnol 2004;153–154:193–8.
[4] Casting, Metal handbook, 9th ed., vol. 15. ASM International; 1997. p. 296–307.[5] Chirita G, Stefanescu I, Barbosa J, Puga H, Soares D, Silva FS. On the assessment
of processing variables in a vertical centrifugal casting technique. Int J CastMetals Res 2009;22(5):382–9.
[6] Wang QG. Micro structural effect on the tensile and fracture behaviour ofaluminium casting alloy A 356/357. Metall Mater Trans2003;34A(December):2887–99.
[7] Guang Ran, Zhou Jingen, Wang QG. The effect of hot isostatic pressing on themicrostructure and tensile properties of an unmodified A356-T6 castaluminium alloy. J Alloys Compd 2006;421(1–2):80–6.
[8] Numan Abu-Dheir, Khraisheh Marwan, Saito Kozo, Male Alan. Siliconmorphology modification in the eutectic Al–Si alloy using mechanical mouldvibration. Mater Sci Eng A 2005;393:109–17.
[9] Nikanorov SP, Volkov MP, Gurin VN, Burenkov Yu A, Derkachenko LI,Kardashev BK, et al. Structural and mechanical properties of Al–Si alloysobtained by fast cooling of a levitated melt. Mater Sci Eng A 2005;390:63–9.

G. Chirita et al. / Materials and Design 31 (2010) 2867–2877 2877
[10] Saigal A, Fuller ER. Analysis of stresses in aluminium alloys. Comput Mater Sci2001;21:149–58.
[11] Chirita G, Soares D, Silva FS. Advantages of the centrifugal casting techniquefor the production of structural components with Al–Si alloys. Mater Des2008;29(1):20–7.
[12] Takahashi T, Sugimura Y, Sasaki K. Thermal plastic–elastic analysis inconsideration of metallurgical microstructure. J Manuf Sci Eng2004;126:25–32.
[13] Halvaee A, Talebi A. Effect of process variables on microstructure andsegregation in centrifugal casting of C92200 alloy. J Mater Process Technol2001;118:123–7.
[14] Mandal P, Saha A, Chakraborty M. Size of primary silicon particles andmechanical properties of as-cast high Silicon Al alloys. AFS Trans 1991;99:643.
Related Documents