NO. OF FACTORS NO. OF LEVELS EXPERIMENTAL DESIGN SELECTED TOTAL NO OF EXPERIMENTAL RUNS (NO OF TRIALS) 11 2 PLACKETTE BURMAN DESIGN 12 A B I H G F E D C J K BINDER SPRAYING RATE ATOMIZATION AIR PRESSURE FLUIDIZATION AIR VELOCITY INLET TEMPERATURE PRODUCT TEMPERATURE OUTLET TEMPERATURE GUN TO BED DISTANCE NO OF SPRAYING HEADS FILTER BAG PORE SIZE FILTER CLEANING FREQUENCY BOWL CAPACITY SCREENING OF CPPs OF FLUID BED TOP SPRAY GRANULATION PROCESS FOR SOLID ORAL DOSAGE FORMS DEVELOPMENT AS PER QbD 3 LEVEL FACTORIAL 2 LEVEL FACTORIAL PLACKETTE BURMAN TESTING OF SIGNIFICANCE SCANNING OF EFFECTS ANALYSIS OF RESPONSE DESIGNING OF EXPERIMMENTS IDENTIFICATION OF FACTORS MIXTURE RESPONSE SURFACE FACTORIAL CASE STUDY 1 © Created & Copyrighted by Shivang Chaudhary

Screening of “Fluid Bed Granulation” Processing Paramerters using Plackette Burman Design for Solid Oral Dosage Form Development as per QbD
Aug 12, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

NO. OF FACTORS
NO. OF LEVELS
EXPERIMENTAL DESIGN SELECTED
TOTAL NO OF EXPERIMENTAL RUNS (NO OF TRIALS)
11
2
PLACKETTE BURMAN DESIGN
12
A
B
I
H
G
F
E
D
C
J
K
BINDER SPRAYING RATE
ATOMIZATION AIR PRESSURE
FLUIDIZATION AIR VELOCITY
INLET TEMPERATURE
PRODUCT TEMPERATURE
OUTLET TEMPERATURE
GUN TO BED DISTANCE
NO OF SPRAYING HEADS
FILTER BAG PORE SIZE
FILTER CLEANING FREQUENCY
BOWL CAPACITY
SCREENING OF CPPs OF FLUID BED TOP SPRAY GRANULATION PROCESS FOR SOLID ORAL DOSAGE FORMS DEVELOPMENT AS PER QbD
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETTE BURMAN
TESTING OF SIGNIFICANCE
SCANNING OF EFFECTS
ANALYSIS OF RESPONSE
DESIGNING OF EXPERIMMENTS
IDENTIFICATION OF FACTORS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y 1
© Created & Copyrighted by Shivang Chaudhary

Factors (Variables) Coded Levels & Actual Levels
-1 +1 A BINDER SPRAYING RATE (gm/min) 2 8 B ATOMIZATION AIR PRESSURE (bar) 1 3 C FLUIDIZATION AIR VELOCITY (cfm) 50 100 D INLET TEMPERATURE (˚C) 45 55 E PRODUCT TEMPERATURE (˚C) 25 35 F OUTLET TEMPERATURE (˚C) 35 45 G GUN TO BED DISTANCE (inches) 10 20 H NO OF SPRAYING HEADS 1 3 I FILTER BAG POROSITY (um) 20 40 J FILTER BAG CLEANING FREQUENCY (CPM) 2 10 K BOWL OCCUPANCY (%) 40 60
Responses (Effects) Goals for Individual Responses
Y1 %FINES To achieve minimum fines after granulation i.e. NMT 10%
Y2 % AGGLOMERATES To achieve minimum agglomerates after granulation i.e. NMT 10%
FACTORS TO BE STUDIED
RESPONSES TO BE MEASURED
OBJECTIVE To Screen Out Critical Processing Parameters of Fluid Bed Top Spray Granulation Process.
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETTE BURMAN
TESTING OF SIGNIFICANCE
SCANNING OF EFFECTS
ANALYSIS OF RESPONSE
IDENTIFICATION OF FACTORS
DESIGNING OF EXPERIMMENTS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y 1
© Created & Copyrighted by Shivang Chaudhary

IDENTIFICATION OF FACTORS
CQAs PPs
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETTE BURMAN
TESTING OF SIGNIFICANCE
SCANNING OF EFFECTS
DESIGNING OF EXPERIMMENTS
ANALYSIS OF RESPONSE
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y 1
© Created & Copyrighted by Shivang Chaudhary

IDENTIFICATION OF FACTORS
DESIGNING OF EXPERIMMENTS
SIGNIFICANT EFFECTS: MODEL TERMS
SIGNIFICANT EFFECTS: MODEL TERMS
NEGLIGIBLE TERMS: ERROR ESTIMATES
NEGLIGIBLE TERMS: ERROR ESTIMATES
Thus, LIQUID SPRAYING RATE (A) & ATOMIZATION AIR PRESSURE (B) are the most critical factors those required to control the ultimate particle size during fluid bed granulation
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETTE BURMAN
TESTING OF SIGNIFICANCE
ANALYSIS OF RESPONSE
SCANNING OF EFFECTS
%Agglomerates = +8.42 +5.58A -1.58B %Fines = +11.42 -5.25A +1.58B
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y 1
© Created & Copyrighted by Shivang Chaudhary
IDENTIFICATION OF FACTORS
DESIGNING OF EXPERIMMENTS
ANALYSIS OF RESPONSE
SCANNING OF EFFECTS
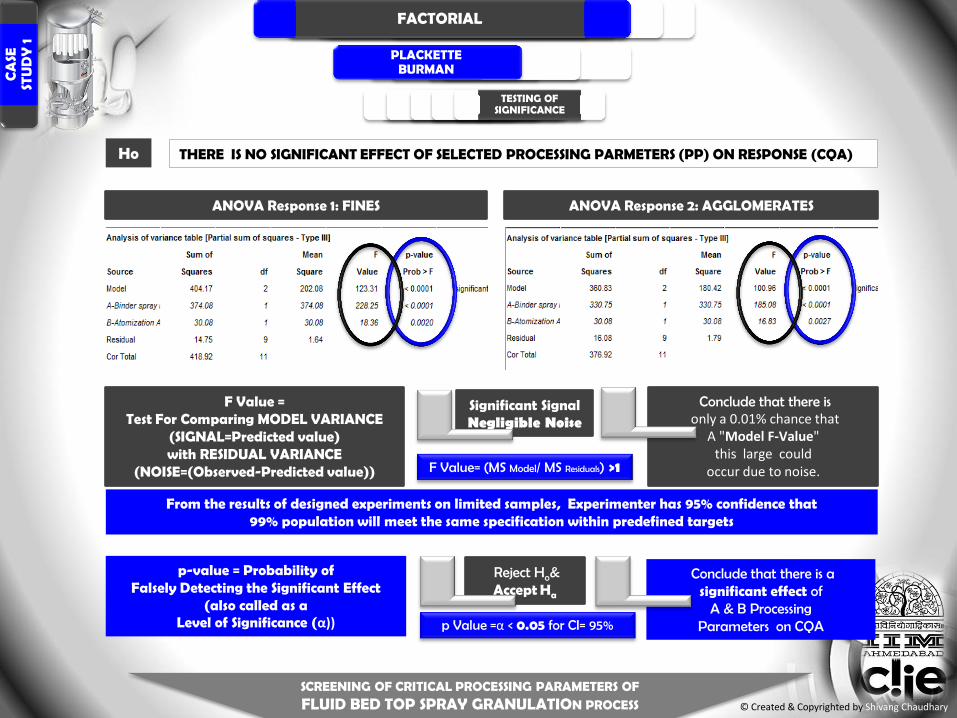
Ho THERE IS NO SIGNIFICANT EFFECT OF SELECTED PROCESSING PARMETERS (PP) ON RESPONSE (CQA)
ANOVA Response 1: FINES ANOVA Response 2: AGGLOMERATES
F Value = Test For Comparing MODEL VARIANCE
(SIGNAL=Predicted value) with RESIDUAL VARIANCE
(NOISE=(Observed-Predicted value))
p-value = Probability of Falsely Detecting the Significant Effect
(also called as a Level of Significance (α))
Reject Ho&
Accept Ha Conclude that there is a
significant effect of A & B Processing
Parameters on CQA p Value =α < 0.05 for CI= 95%
F Value= (MS Model/ MS Residuals) >1
Conclude that there is only a 0.01% chance that
A "Model F-Value" this large could
occur due to noise.
Significant Signal Negligible Noise
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETTE BURMAN
TESTING OF SIGNIFICANCE
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y 1
From the results of designed experiments on limited samples, Experimenter has 95% confidence that 99% population will meet the same specification within predefined targets
© Created & Copyrighted by Shivang Chaudhary

THANK YOU SO MUCH FROM
DESIGN IS A JOURNEY OF DISCOVERY…
© Created & Copyrighted by Shivang Chaudhary
SHIVANG CHAUDHARY
© Copyrighted by Shivang Chaudhary
Quality Risk Manager & Intellectual Property Sentinel- CIIE, IIM Ahmedabad MS (Pharmaceutics)- National Institute of Pharmaceutical Education & Research (NIPER), INDIA
PGD (Patents Law)- National academy of Legal Studies & Research (NALSAR), INDIA
+91 -9904474045, +91-7567297579 [email protected]
https://in.linkedin.com/in/shivangchaudhary
facebook.com/QbD.PAT.Pharmaceutical.Development
Related Documents











