SEP SNEST DGEST INSTITUTO TECNOLÓGICO DE TOLUCA INGENIERÍA INDUSTRIAL Asignatura Seis Sigma ALUMNOS GARCÍA MORA PABLO DANIEL GONZALEZ GAMBOA MARIA GUADALUPE HUITRON ENRIQUEZ SALVADOR MONTOYA GONZALEZ KARLA YAEL NAVA RAMÍREZ ANA KAREN VAZQUEZ CARBAJAL RUBÉN YAÑEZ SANCHEZ VERONICA Que presentan: Implementación de 6 σ en la Empresa: ZF Lemförder Sistemas Automotrices S.A. de C.V. Profesor: Ing. Miguel Ángel Moreno Carrera Enero-Junio METEPEC, MÉXICO; MAYO DE 2011.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 1/48
SEP SNEST DGEST
INSTITUTO TECNOLÓGICO DE TOLUCA
INGENIERÍA INDUSTRIAL
Asignatura
Seis Sigma
ALUMNOSGARCÍA MORA PABLO DANIEL
GONZALEZ GAMBOA MARIA GUADALUPEHUITRON ENRIQUEZ SALVADOR
MONTOYA GONZALEZ KARLA YAELNAVA RAMÍREZ ANA KAREN
VAZQUEZ CARBAJAL RUBÉNYAÑEZ SANCHEZ VERONICA
Que presentan:
Implementación de 6 σ en la Empresa: ZF Lemförder Sistemas Automotrices S.A. de C.V.
Profesor:
Ing. Miguel Ángel Moreno Carrera
Enero-Junio
METEPEC, MÉXICO; MAYO DE 2011.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 2/48
INTRODUCCIÓN
Seis Sigma (SS) es un método, basado en datos, para llevar la calidad a nivelespróximos a la perfección (3.4 ppm), diferente de otros enfoques ya que tambiéncorrige los problemas antes de que se presenten.
El método SS conocido como DMAMC o DMAIC (en Inglés), consiste en laaplicación de un proceso estructurado en cinco fases, las cuales comprendenDefinir, Medir, Analizar, Mejorar y Controlar.
En el presente trabajo se llevará el seguimiento de la aplicación de un proyecto
de Seis Sigma para la empresa “ ZF Lemförder Sistemas Automotrices S.A. deC.V.” para el cual se seguirá la metodología DMAMC con el propósito de aumentar
la calidad en el producto que tenga mayor cantidad de problemas.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 3/48
ÍNDICE
PROYECTO: “Implementación de 6 σ en: ZF Lemförder SistemasAutomotrices S.A. de C.V.”
SECCIÓN I - Marco Teórico1. Seis Sigma – 6σ …………………………………………………………………......... 2. La Empresa: ZF Lemförder Sistemas Automotrices S.A. de C.V…………….….
SECCIÓN II – La Metodología DMAMC
Capítulo I – DMAMC: DefinirCTQ’s (Características críticas de la calidad del cliente)………………………..
12
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 4/48
1. SEIS SIGMA - 6σ
Seis Sigma (SS) se inicia en los años 80 como una estrategia de negocios y demejoramiento de la calidad, introducida por Motorola, la cual ha sido ampliamentedifundida y adoptada por otras empresas de clase mundial, tales como: GeneralElectric, AlliedSignal, Sony, Polaroid, Dow Chemical, FeDex, Dupont, NASA,Lockheed, Bombardier, Toshiba, J&J, Ford, ABB, Black &Decker, etc.
La historia de Seis Sigma se inicia en Motorola cuando un ingeniero, MikelHarry, comienza a influenciar a la organización para que se estudie la variación enlos procesos (enfocado en los conceptos de Deming), como una manera demejorar los mismos. Estas variaciones son lo que estadísticamente se conocencomo desviación estándar (alrededor de la media), que se representa por la letragriega sigma -σ -. Esta iniciativa se convirtió en el punto focal del esfuerzo paramejorar la calidad en Motorola, capturando la atención del entonces CEO(ChiefExecutiveOfficer) de Motorola: Bob Galvin. Con el apoyo de Galvin, se hizoénfasis no sólo en el análisis de la variación sino también en la mejora continua,estableciendo como meta obtener 3,4 defectos por millón de oportunidades en los
procesos; algo casi cercano a la perfección.1
SS es una filosofía que busca obtener mejores resultados (productos,servicios), por medio de procesos robustos que permitan reducir los defectos y loserrores. Se podría considerar como una metodología (Lógica y/o disciplinada) depasos, por medio de herramientas probadas para la solución de problemas
La metodología 6σ se basa en la curva de la distribución normal (para conocer el nivel de variación de cualquier actividad), que consiste en elaborar una serie depasos para el control de calidad y optimización de procesos industriales.
1www.seis-sigma.org
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 5/48
En los procesos industriales se presenta el costo de baja calidad, ocasionadopor:2
a) Fallas internas :de los productos defectuosos; re-trabajo y problemas en elcontrol de materiales.
b) Fallas externas :de productos regresados; garantías y penalizaciones.
c) Evaluaciones del producto : debido a inspección del proceso y producto;utilización, mantenimiento y calibración de equipos de medición de los procesos yproductos; auditorias de calidad y soporte de laboratorios.
d)Prevención de fallas :debido al diseño del producto, pruebas de campo,capacitación a trabajadores y mejora de la calidad.
La metodología DMAMC (Definir, Medir, Analizar, Mejorar, Controlar) se havuelto muy común en las organizaciones Seis Sigma; se utiliza en ambassituaciones, diseño/rediseño, y mejora de procesos. Entre las características de lametodología DMAMC se encuentran las siguientes:3
a. Se concentra en problemas reales, relacionados directamente con elresultado final.
b. Produce resultados en un intervalo de tiempo de 4 a 6 meses.c. Utiliza herramientas y técnicas múltiples, incluidos métodos estadísticos
rigurosos cuando sea necesario.d. Mantiene mejoras a largo plazo.
e. Disemina las mejoras en toda la organización.f. Actúa como un agente de cambio.
2www.mercadeo.com 3biblioteca.usac.edu.gt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 6/48
DEFINIR4
Objetivo: Identificar y validar la oportunidad de mejora, desarrollar los procesoscomerciales, definir los requisitos determinantes de los clientes o accionistas yprepararse para constituir un equipo de proyecto eficaz.
Actividades principales:
a. Validar o identificar la oportunidad comercial.b. Validar o desarrollar el estatuto del proyecto.c. Identificar y representar los procesos.d. Identificar posibilidades de ganancias rápidas y refinar el proceso.
e. Traducir la voz del cliente (VOC) en requisitos críticos del cliente (RCC).f. Desarrollar guías para el equipo y reglas básicas.
Herramientas y técnicas potenciales:
a. Plan de acción del proyecto.b. Diagramas de flujo de proceso.c. Encuestas.
Evidencias:
a. Equipo preparado para trabajar en el proyecto.b. Mapas del proceso.c. Requisitos críticos del cliente.d. Plan de acción.
4biblioteca.usac.edu.gt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 7/48
MEDIR5
Objetivo: Identificar las mediciones esenciales para evaluar el éxito en elcumplimiento de los requisitos del cliente y comenzar a desarrollar unametodología para recopilar de modo efectivo información que mida el rendimientode los procesos. Comprender los elementos de los cálculos de Seis Sigma yestablecer la línea de base de Seis Sigma para los procesos que está analizandoel equipo.
Actividades principales:
a. Identificar indicadores de entrada, proceso y salida.
b. Desarrollar la definición operativa y plan de medición.c. Representar y analizar datos.d. Determinar si existe una causa especial para la variación de un proceso.e. Determinar el rendimiento sigma.f. Recopilar otros datos de rendimiento de referencia.
Herramientas y técnicas potenciales:
a. Diagrama PEPSC (Proveedores, Entradas, Proceso, Salidas, Clientes).b. Análisis de valor agregado.c. Gráficos de control.
Evidencias:
a. Indicadores de entrada, proceso y salida.b. Definiciones operativas.c. Formatos y planes de recopilación de datos.
d. Rendimiento de referencia.
5biblioteca.usac.edu.gt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 8/48
ANALIZAR6
Objetivo: Estratificar y analizar los datos para identificar un problema específicoy definir un enunciado de problema que se entienda fácilmente. Identificar y validarcausas principales que aseguren la eliminación de las causas principales reales y,de esta forma, el problema en que se concentra el equipo.
Actividades principales:
a. Estratificar el proceso.b. Estratificar datos e identificar un problema específico.c. Desarrollar el enunciado del problema.
d. Identificar las causas principales del o de los problemas.e. Diseñar el análisis de verificación de las causas principales.f. Validar las causas principales.
Herramientas y técnicas potenciales:
a. Diagrama de Pareto.b. Pruebas de hipótesis.c. Modelos de regresión sencilla y regresión múltiple.d. Análisis de varianzas (ANOVA).e. Matriz de causas y efectos.f. Diagrama de Ishikawa.
Evidencias:
a. Análisis de datos.b. Causas primordiales validadas.
c. Enunciado del o de los problemas.
6biblioteca.usac.edu.gt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 9/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 10/48
CONTROLAR8
Objetivo: Entender la importancia de planificar y ejecutar según el plan ydeterminar el método que debe utilizarse para asegurarse de alcanzar losresultados previstos. Entender la forma de diseminar las lecciones aprendidas,identificar las oportunidades y procesos para repetición y estandarización.
Actividades principales:
a. Desarrollar y poner en práctica el plan piloto y la solución.b. Verificar la reducción en la mejora de sigma de la causa principal resultante
de la solución.
c. Identificar si son necesarias soluciones adicionales para lograr el objetivo.d. Identificar y desarrollar oportunidades de repetición y estandarización.e. Integrar y administrar soluciones en los procesos de trabajo diarios.f. Integrar las lecciones aprendidas.g. Identificar los siguientes pasos y planes de los equipos para las
oportunidades restantes.
Herramientas y técnicas potenciales:
a. Análisis de modos de falla y efectos.b. Gráficos de control.
Evidencias:
a. Sistemas de control de procesos.b. Normas y procedimientos en gestión.c. Evaluación del equipo.
d. Análisis de problemas potenciales.e. Beneficio planificado analizado.
8biblioteca.usac.edu.gt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 11/48
2. LA EMPRESA9
ZF Lemförder Sistemas Automotrices S.A. de C.V.
Calle 7 Norte s/n Manzana J. Lotes 2 y 3Parque Industrial Toluca 2000
Toluca, Edo de México C. P. 50200
Phone: +52 722 2769800Fax: +52 722 2799321
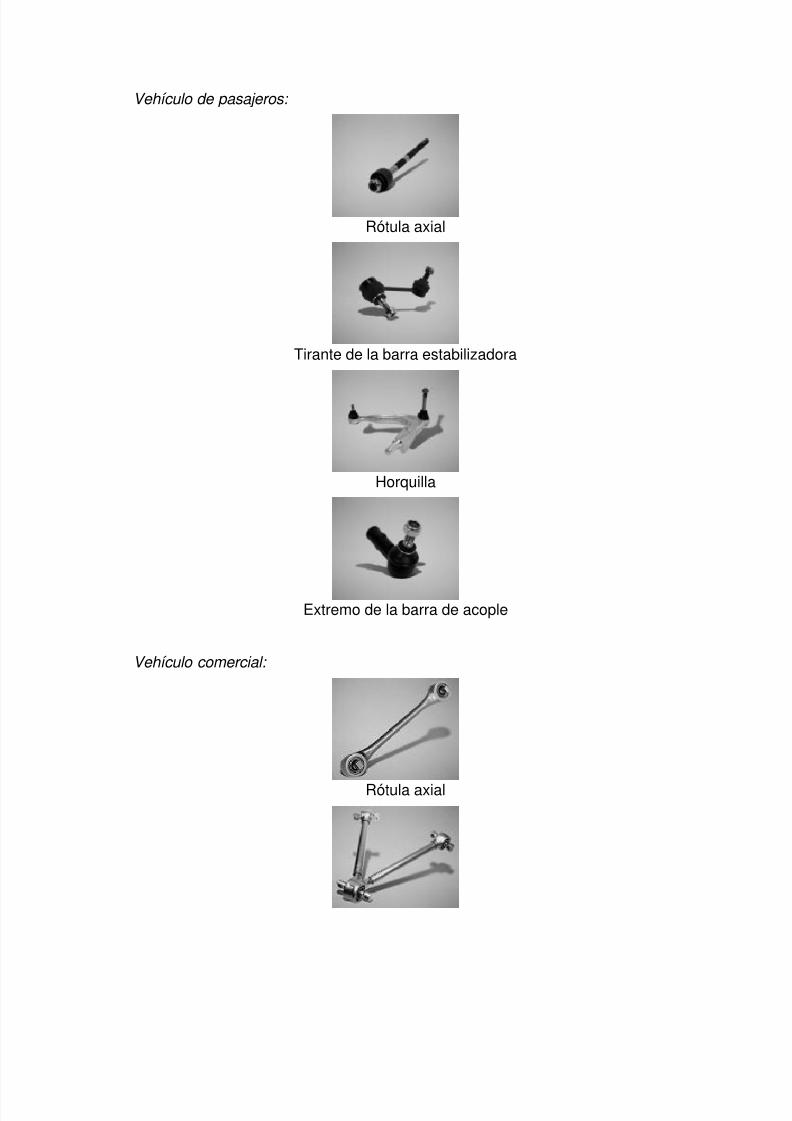
Los componentes de dirección y suspensión son piezas de seguridad que sediseñan, fabrican y ensamblan con particular cuidado.
Deben proporcionar el más alto nivel de seguridad en todas las situaciones demanejo que puedan presentarse, causadas o no por el conductor. El estatus "D-part" (componente de seguridad) requiere un extenso conjunto de diferentespruebas documentadas al detalle:
Vehículo de pasajeros Vehículo comercialJunta del eje Rótula axial
Rótula Columna de dirección
Brazo Pitman Eje de dirección
Brazo libre de dirección Barra de dirección
Tirante de la barraestabilizadora
Rótula Barra de torsión Tirante en V/ Brazo decontrol de cuatro puntos
Barra de acople Barra estabilizadora
Horquilla
9www.zf.com
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 12/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 13/48
Rótula Barra de torsión Tirante en V
Barra estabilizadora
Barra de acople
En 1908, con espíritu inventivo, un torrente de ideas y la determinación de abrirnuevos caminos, el Conde Ferdinand von Zeppelin fundóLuftschiffbauZeppelinGmbH, elemento primordial de lo que se transformaría en elcentro tecnológico de Friedrichshafen, en Lake Constance. En la actualidad, ZFFriedrichshafen AG es la compañía que más ha prosperado desde los inicios deZeppelin.
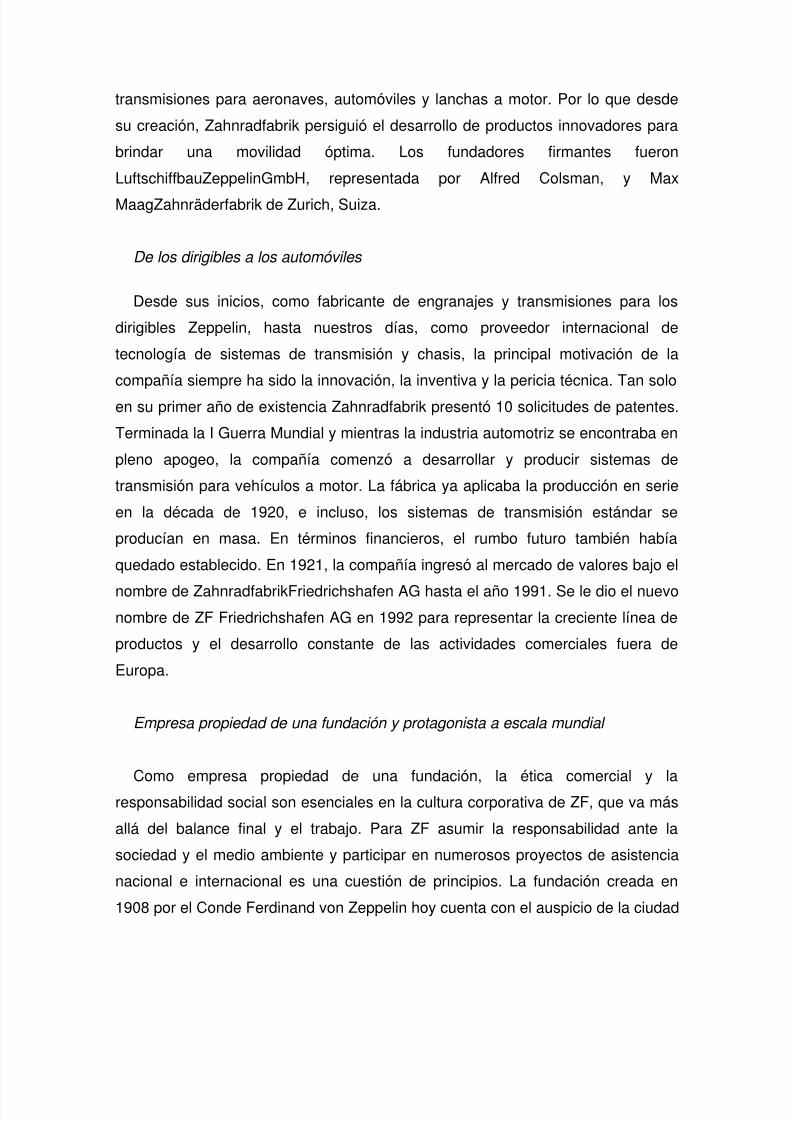
Fundación de la compañía
La sociedad de responsabilidad limitada Zahnradfabrik fue fundada enFriedrichshafen el 20 de agosto de 1915 y el nombre fue oficialmente inscripto enel registro de comercio del tribunal del distrito de Tettnang el día 9 de septiembre.De acuerdo a aquel registro, el objetivo de la compañía era fabricar engranajes y
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 14/48
transmisiones para aeronaves, automóviles y lanchas a motor. Por lo que desdesu creación, Zahnradfabrik persiguió el desarrollo de productos innovadores parabrindar una movilidad óptima. Los fundadores firmantes fueronLuftschiffbauZeppelinGmbH, representada por Alfred Colsman, y MaxMaagZahnräderfabrik de Zurich, Suiza.
De los dirigibles a los automóviles
Desde sus inicios, como fabricante de engranajes y transmisiones para losdirigibles Zeppelin, hasta nuestros días, como proveedor internacional detecnología de sistemas de transmisión y chasis, la principal motivación de lacompañía siempre ha sido la innovación, la inventiva y la pericia técnica. Tan soloen su primer año de existencia Zahnradfabrik presentó 10 solicitudes de patentes.Terminada la I Guerra Mundial y mientras la industria automotriz se encontraba enpleno apogeo, la compañía comenzó a desarrollar y producir sistemas detransmisión para vehículos a motor. La fábrica ya aplicaba la producción en serieen la década de 1920, e incluso, los sistemas de transmisión estándar seproducían en masa. En términos financieros, el rumbo futuro también habíaquedado establecido. En 1921, la compañía ingresó al mercado de valores bajo elnombre de ZahnradfabrikFriedrichshafen AG hasta el año 1991. Se le dio el nuevonombre de ZF Friedrichshafen AG en 1992 para representar la creciente línea deproductos y el desarrollo constante de las actividades comerciales fuera deEuropa.
Empresa propiedad de una fundación y protagonista a escala mundial
Como empresa propiedad de una fundación, la ética comercial y laresponsabilidad social son esenciales en la cultura corporativa de ZF, que va másallá del balance final y el trabajo. Para ZF asumir la responsabilidad ante lasociedad y el medio ambiente y participar en numerosos proyectos de asistencianacional e internacional es una cuestión de principios. La fundación creada en1908 por el Conde Ferdinand von Zeppelin hoy cuenta con el auspicio de la ciudad
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 15/48
de Friedrichshafen. El 93,8 por ciento de las acciones de ZF corresponden a laFundación Zeppelin y el 6,2 por ciento, a la Fundación Dr. JürgenUlderup. Deacuerdo con los estatutos de la fundación, los dividendos se destinanexclusivamente a obras de caridad, sin fines de lucro.
En sus más de 90 años de trayectoria, el avance de ZF ha sido constante por eldesarrollo de nuevos productos y tecnologías, así como estrategias deinternacionalización. Las empresas de reciente adquisición y sus empleadostambién han aportado importantes impulsos al desarrollo continuo de ZF. El éxitode la oferta pública de adquisición de MannesmannSachs AG en octubre de 2001,con sus cuatro áreas comerciales: tren de potencia, suspensión, componentes
goma-metal (Boge) y comercialización, marca uno de los hitos más notables en lahistoria de la compañía. Las actividades de Sachs complementan la línea deproductos ZF existente y ambas se integran en el nuevo departamento decomponentes para sistemas de suspensión y tren de potencia.
ZF hoy es el tercer proveedor automotriz más importante de Alemania y seencuentra entre las 15 compañías proveedoras de la industria automotriz másgrandes del mundo.
ZF aprecia la confianza de sus clientes, socios y empleados y se sienteorgulloso de representar la capacidad, la calidad y el servicio técnico. EL aprecioha crecido a través de los años y sólo se puede comprender dentro del contextode la historia de la compañía. Por ese motivo, defender la tradición tiene tantosignificado para ZF. La marca ZF cobra vida sólo cuando rinde tributo a la tradicióny a la historia de la compañía y lo que nos mantiene en competencia es el
entusiasmo por la tecnología, y por cierto, nuestra verdadera fascinación por ella.Cuando trabajamos pensando en nuestra tradición, podemos llegar más lejos:Además de documentar nuestra historia corporativa y preservar los hitostecnológicos, quienes hacemos ZF también entendemos la tradición en términosprácticos. En el título "Tradición ZF" los dueños de autos antiguos que tengan

8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 16/48
productos ZF encontrarán un punto de referencia central para consultar y resolverproblemas, y los amantes de los autos clásicos podrán consultar informacióntécnica, sugerencias de reparación y repuestos.
FUENTES CONSULTADAS
1. www.seis-sigma.org/contenido/historia.asp2. www.mercadeo.com/archivos/six-sigma.pdf
3. biblioteca.usac.edu.gt/tesis/08/08_5919.pdf 4. www.zf.com/na/content/es/north_america/corporate_na/company_na/zf_in_
northamerica_na/mexico_locations/mexico.jsp
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 17/48
DMAMC:
Definir
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 18/48
P r o
b l e m a s
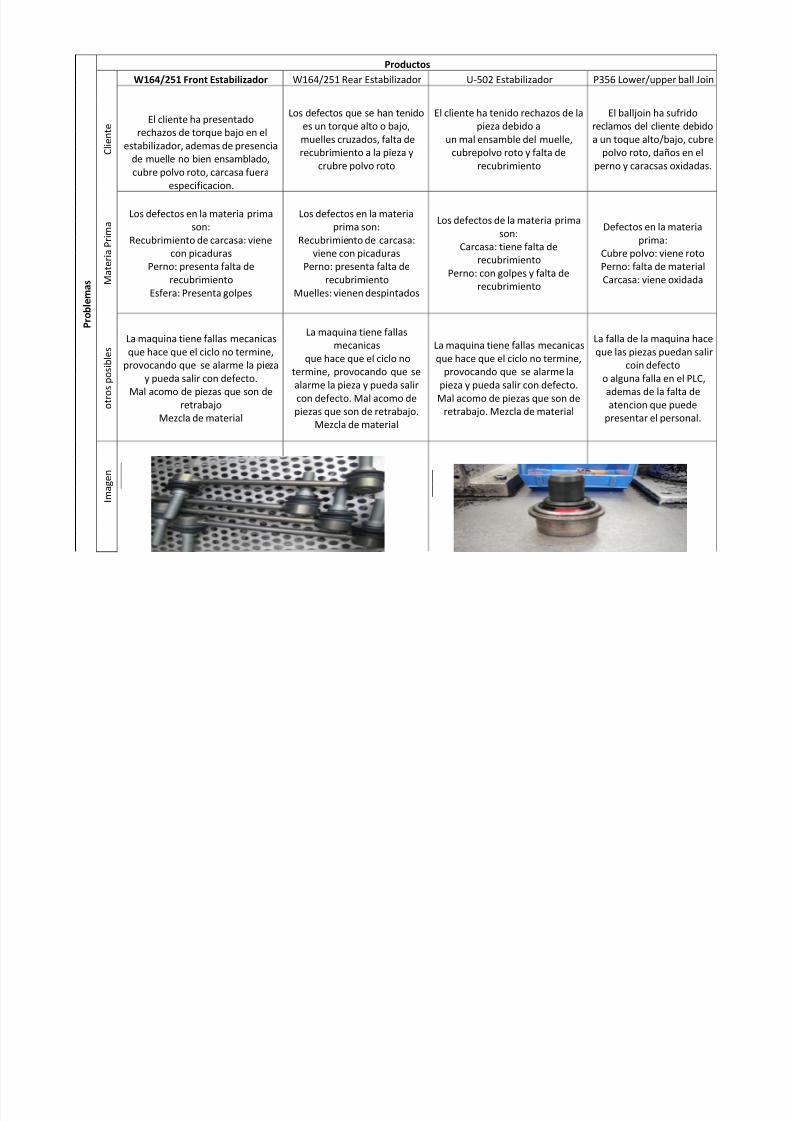
ProductosW164/251 Front Estabilizador W164/251 Rear Estabilizador U-502 Estabilizador P356 Lower/upper ball Join
C l i e n t e El cliente ha presentado
rechazos de torque bajo en elestabilizador, ademas de presencia
de muelle no bien ensamblado,cubre polvo roto, carcasa fuera
especificacion.
Los defectos que se han tenidoes un torque alto o bajo,muelles cruzados, falta derecubrimiento a la pieza y
crubre polvo roto
El cliente ha tenido rechazos de lapieza debido a
un mal ensamble del muelle,cubrepolvo roto y falta de
recubrimiento
El balljoin ha sufridoreclamos del cliente debidoa un toque alto/bajo, cubre
polvo roto, daños en elperno y caracsas oxidadas.
M a t e r i a P r i m a
Los defectos en la materia primason:
Recubrimiento de carcasa: vienecon picaduras
Perno: presenta falta derecubrimiento
Esfera: Presenta golpes
Los defectos en la materiaprima son:
Recubrimiento de carcasa:viene con picaduras
Perno: presenta falta derecubrimiento
Muelles: vienen despintados
Los defectos de la materia primason:
Carcasa: tiene falta derecubrimiento
Perno: con golpes y falta derecubrimiento
Defectos en la materiaprima:
Cubre polvo: viene rotoPerno: falta de materialCarcasa: viene oxidada
o t r o s p o s i b
l e s
La maquina tiene fallas mecanicasque hace que el ciclo no termine,
provocando que se alarme la piezay pueda salir con defecto.
Mal acomo de piezas que son deretrabajo
Mezcla de material
La maquina tiene fallasmecanicas
que hace que el ciclo notermine, provocando que se
alarme la pieza y pueda salircon defecto. Mal acomo depiezas que son de retrabajo.
Mezcla de material
La maquina tiene fallas mecanicasque hace que el ciclo no termine,
provocando que se alarme la
pieza y pueda salir con defecto.Mal acomo de piezas que son deretrabajo. Mezcla de material
La falla de la maquina haceque las piezas puedan salir
coin defectoo alguna falla en el PLC,ademas de la falta deatencion que puede
presentar el personal.
I m a g e n
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 19/48
D MAMC - Definir
P á
1 9
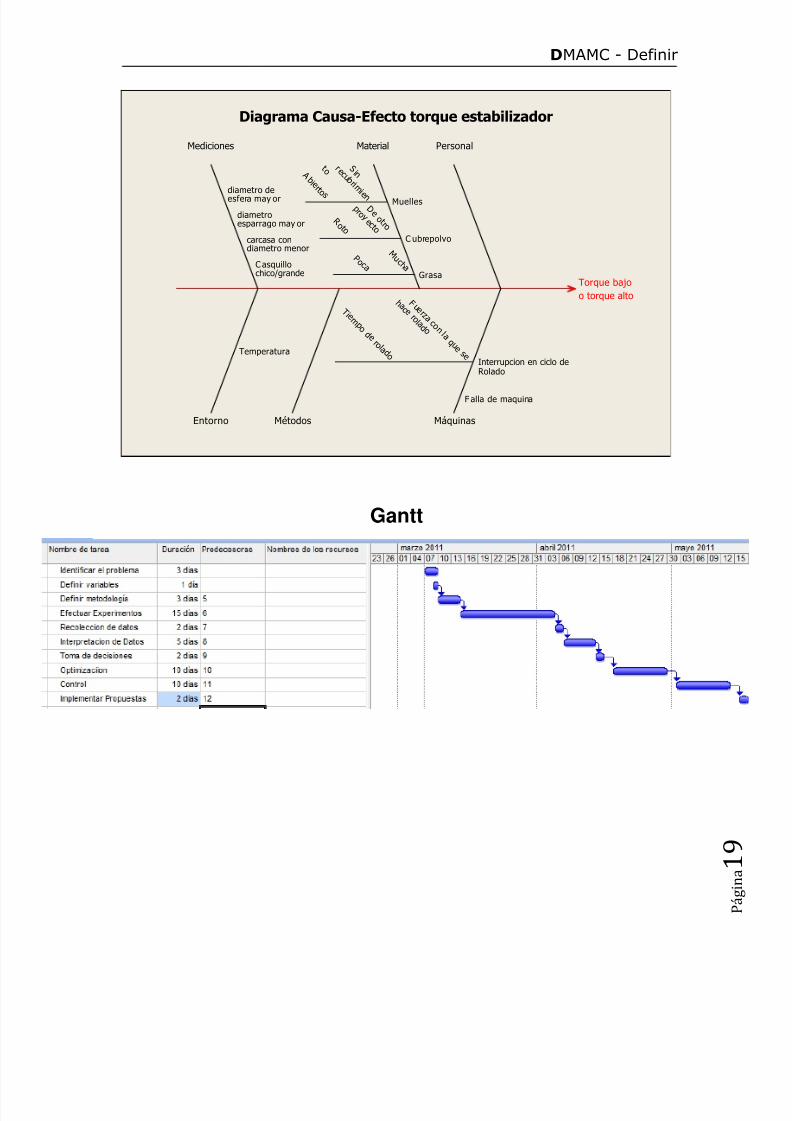
o torque altoTorque bajo
Entorno
Mediciones
Métodos
Material
Máquinas
Personal
RoladoInterrupcion en ciclo de
F alla de maquina
Grasa
C ubrepolvo
Muelles
chico/grandeC asquillo
diametro menorcarcasa con
esparrago may ordiametro
esfera may ordiametro de
Temperatura
h a c e r o l a d o
F u e r z a c o n l a q u e s e
T i e m p o d e r o l a d o
t o r e c u b r i m i e n
S i n A b i e r t o s
p r o y e c t o
D e o t r o R o t o
M u c h a P o c a
Diagrama Causa-Efecto torque estabilizador
Gantt
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 20/48
D MAMC - Definir
P á
2 0
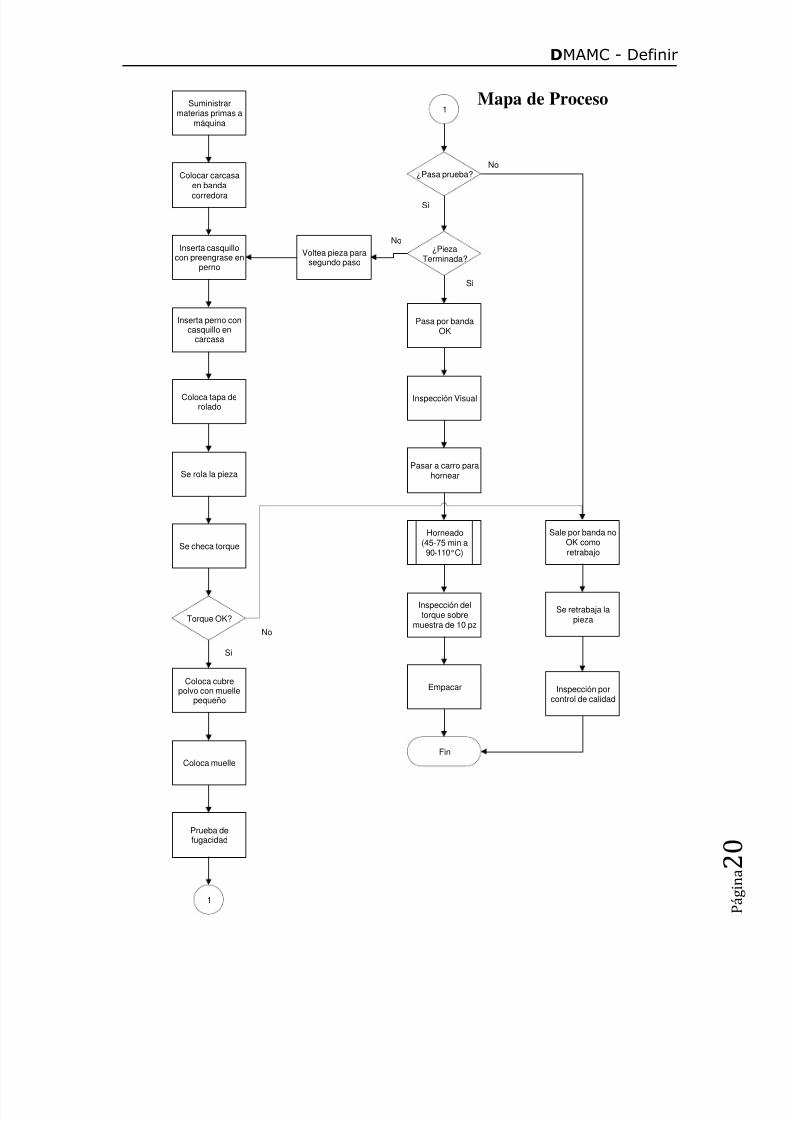
Suministrarmaterias primas a
máquina
Colocar carcasaen bandacorredora
Inserta casquillocon preengrase en
perno
Inserta perno concasquillo en
carcasa
Coloca tapa derolado
Se rola la pieza
Se checa torque
Torque OK?
Coloca cubrepolvo con muelle
pequeño
Coloca muelle
Prueba defugacidad
1
1
¿Pasa prueba?
Voltea pieza parasegundo paso
¿PiezaTerminada?
Pasa por bandaOK
Inspección Visual
Pasar a carro parahornear
Horneado(45-75 min a
90-110°C)
Inspección deltorque sobre
muestra de 10 pz
Empacar
Fin
Sale por banda noOK comoretrabajo
Inspección porcontrol de calidad
Se retrabaja lapieza
No
Si
No
Si
Si
No
Mapa de Proceso
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 21/48
P á
2 1
DMAMC:Medir
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 22/48
DM AMC - Medir
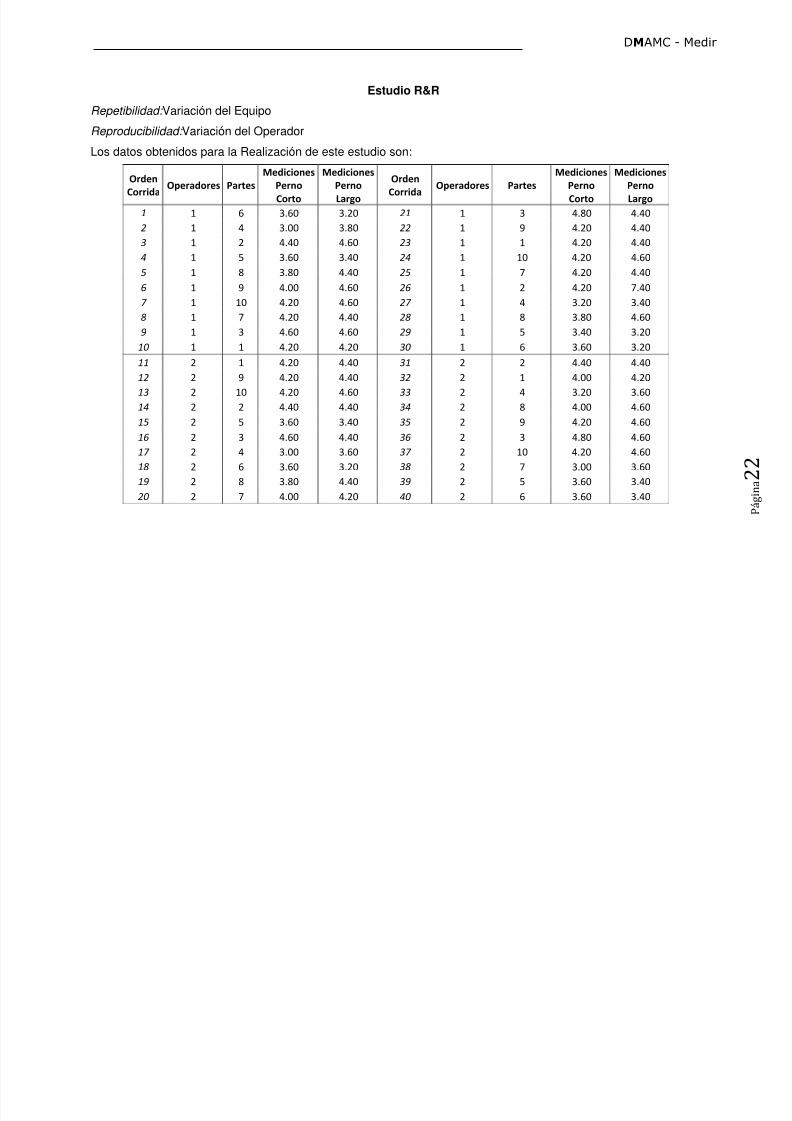
Estudio R&RRepetibilidad: Variación del EquipoReproducibilidad: Variación del OperadorLos datos obtenidos para la Realización de este estudio son:
Orden
CorridaOperadores Partes
MedicionesPernoCorto
MedicionesPernoLargo
Orden
CorridaOperadores Partes
MedicionesPernoCorto
MedicionesPernoLargo
1 1 6 3.60 3.20 21 1 3 4.80 4.402 1 4 3.00 3.80 22 1 9 4.20 4.403 1 2 4.40 4.60 23 1 1 4.20 4.404 1 5 3.60 3.40 24 1 10 4.20 4.605 1 8 3.80 4.40 25 1 7 4.20 4.406 1 9 4.00 4.60 26 1 2 4.20 7.407 1 10 4.20 4.60 27 1 4 3.20 3.408 1 7 4.20 4.40 28 1 8 3.80 4.609 1 3 4.60 4.60 29 1 5 3.40 3.20
10 1 1 4.20 4.20 30 1 6 3.60 3.2011 2 1 4.20 4.40 31 2 2 4.40 4.4012 2 9 4.20 4.40 32 2 1 4.00 4.2013 2 10 4.20 4.60 33 2 4 3.20 3.6014 2 2 4.40 4.40 34 2 8 4.00 4.6015 2 5 3.60 3.40 35 2 9 4.20 4.6016 2 3 4.60 4.40 36 2 3 4.80 4.6017 2 4 3.00 3.60 37 2 10 4.20 4.6018 2 6 3.60 3.20 38 2 7 3.00 3.6019 2 8 3.80 4.40 39 2 5 3.60 3.4020 2 7 4.00 4.20 40 2 6 3.60 3.40
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 23/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 24/48
DM AMC - Medir
P á
2 4
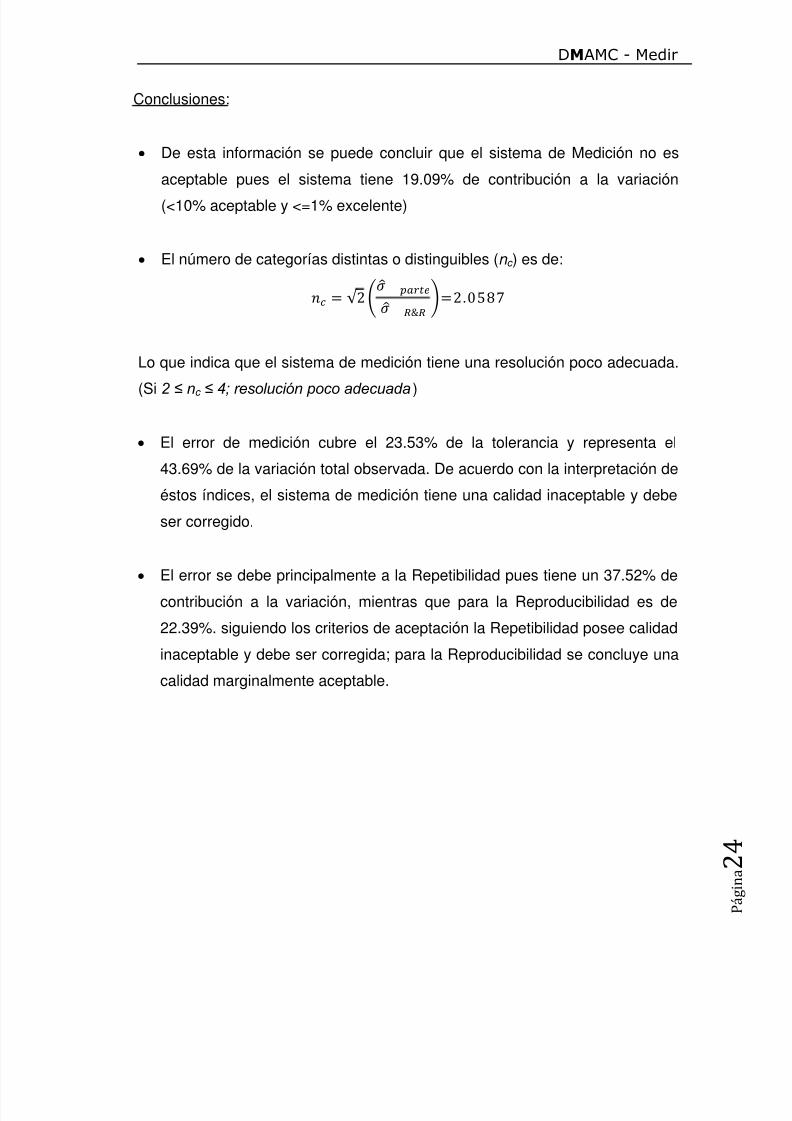
Conclusiones:
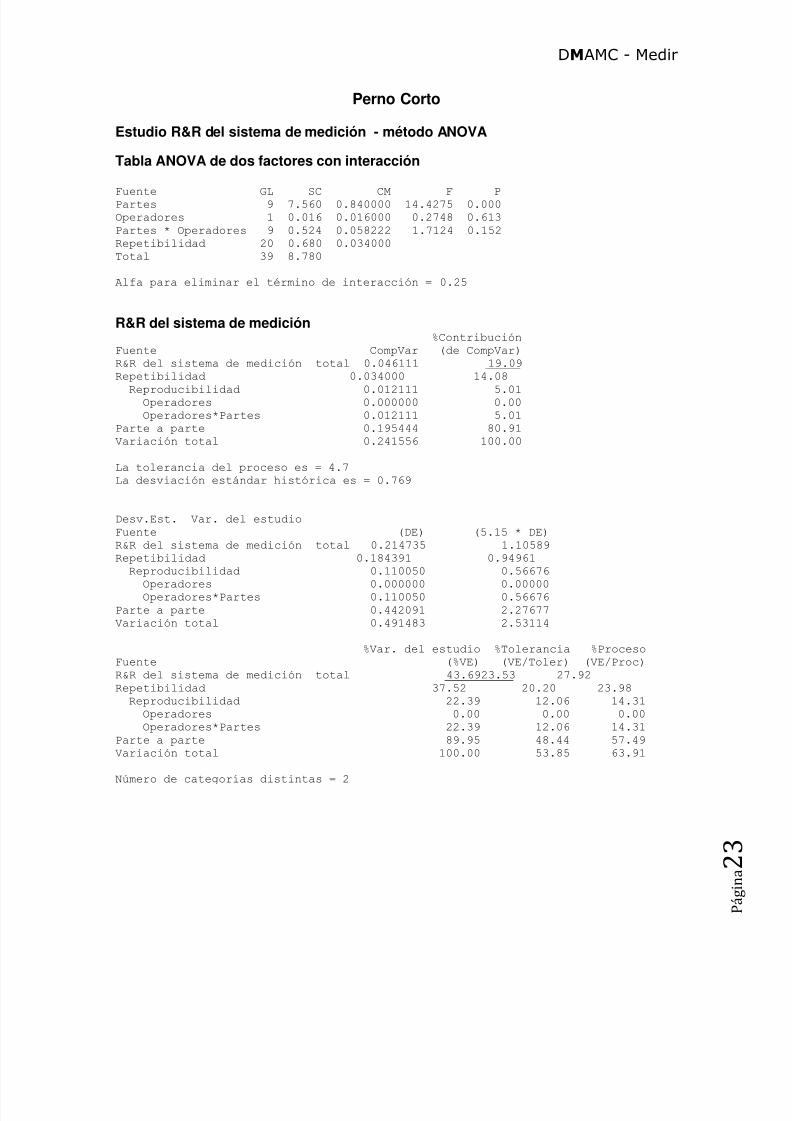
De esta información se puede concluir que el sistema de Medición no esaceptable pues el sistema tiene 19.09% de contribución a la variación(<10% aceptable y <=1% excelente)
El número de categorías distintas o distinguibles (n c ) es de:
Lo que indica que el sistema de medición tiene una resolución poco adecuada.
(Si 2 ≤ n c ≤ 4; resolución poco adecuada )
El error de medición cubre el 23.53% de la tolerancia y representa el43.69% de la variación total observada. De acuerdo con la interpretación deéstos índices, el sistema de medición tiene una calidad inaceptable y debeser corregido.
El error se debe principalmente a la Repetibilidad pues tiene un 37.52% decontribución a la variación, mientras que para la Reproducibilidad es de22.39%. siguiendo los criterios de aceptación la Repetibilidad posee calidadinaceptable y debe ser corregida; para la Reproducibilidad se concluye unacalidad marginalmente aceptable.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 25/48
DM AMC - Medir
P a r t e a
p a r t e
R e p r o
d
R e p e t i r
R & R d e
l s i s t e m
a d e m
e d i c i ó n
10050
0 P o r c e n t a
j e
% Contribución% Var. del estudio% Proceso% Tolerancia
1098765432110987654321
1.0
0.5
0.0
Partes R a n g o
d e l a m u e s t r a
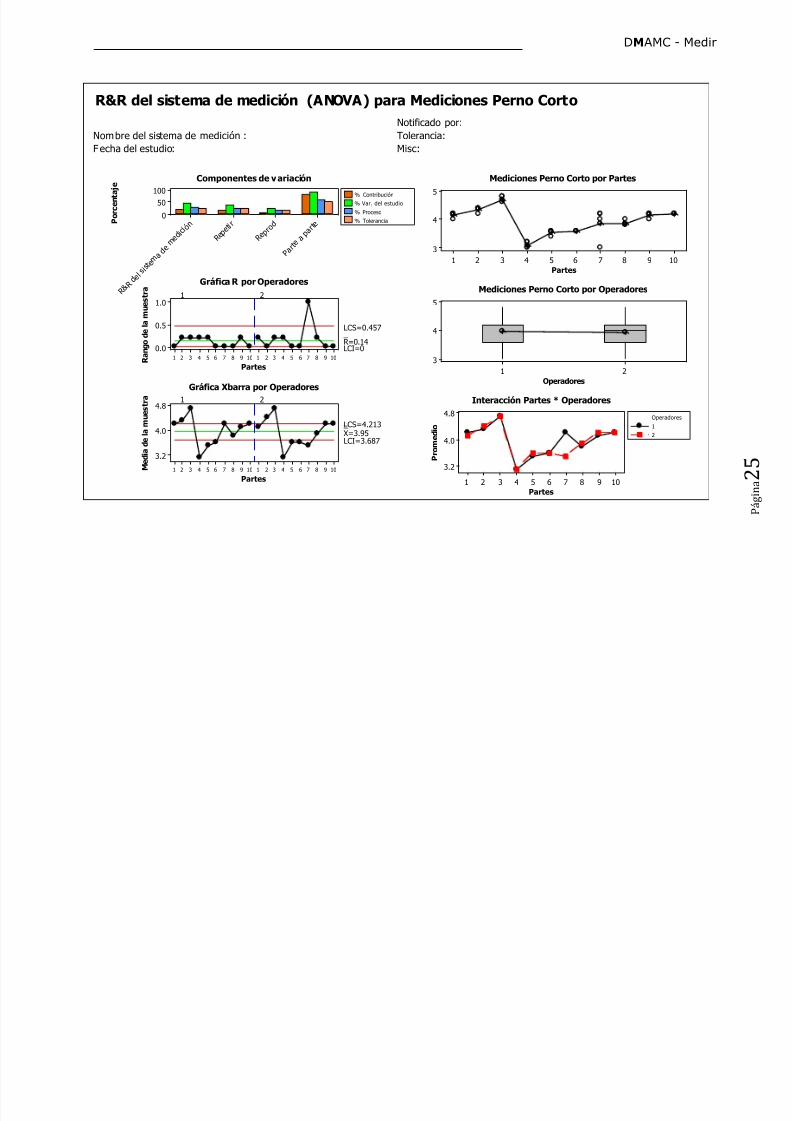
_ R=0.14
LCS=0.457
LCI=0
1 2
1098765432110987654321
4.8
4.0
3.2
Partes M e d i a
d e l a m u e s t r a
_ _ X=3.95LCS=4.213
LCI=3.687
1 2
10987654321
5
4
3
Partes
21
5
4
3
Operadores
10987654321
4.8
4.0
3.2
Partes
P r o m e d i o 1
2
Operadores
Nombre del sistema de medición :F echa del estudio:
Notificado por:Tolerancia:Misc:
Componentes de v ariación
Gráfica R por Operadores
Gráfica Xbarra por Operadores
Mediciones Perno Corto por Partes
Mediciones Perno Corto por Operadores
Interacción Partes * Operadores
R&R del sistema de medición (ANOVA) para Mediciones Perno Corto
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 26/48
DM AMC - Medir
P á
2 6
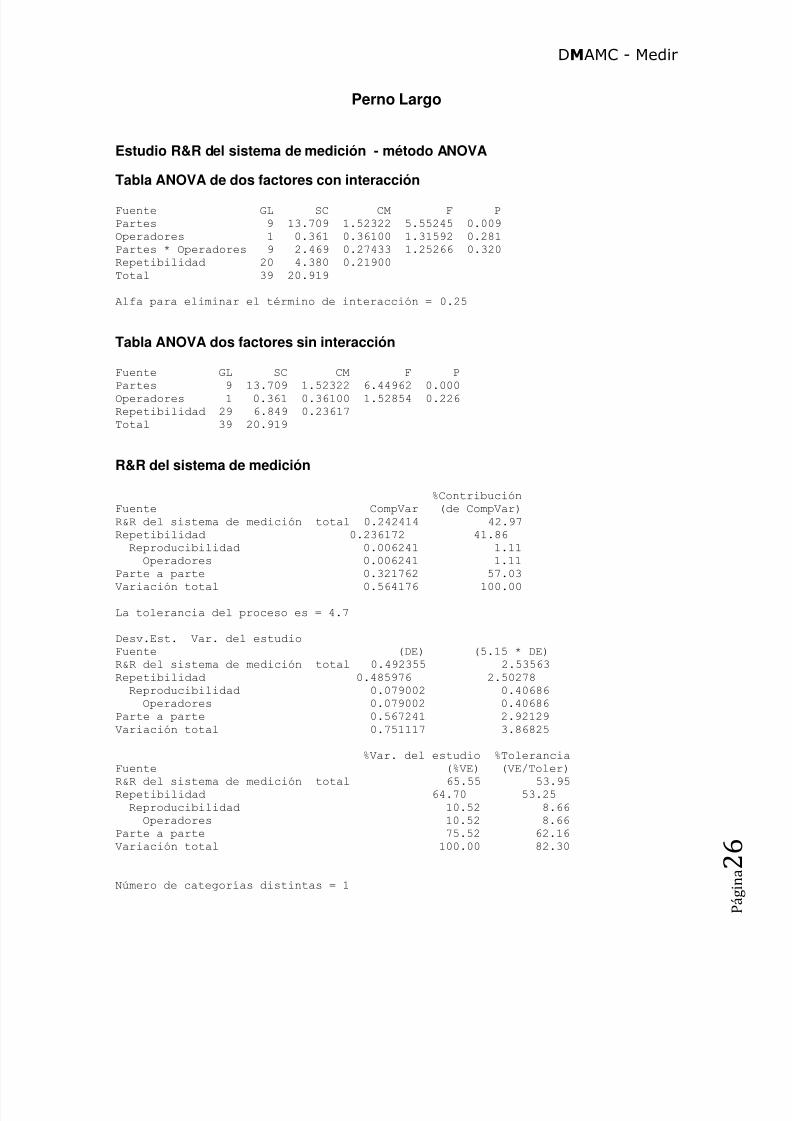
Perno Largo
Estudio R&R del sistema de medición - método ANOVA
Tabla ANOVA de dos factores con interacción
Fuente GL SC CM F PPartes 9 13.709 1.52322 5.55245 0.009Operadores 1 0.361 0.36100 1.31592 0.281Partes * Operadores 9 2.469 0.27433 1.25266 0.320Repetibilidad 20 4.380 0.21900Total 39 20.919
Alfa para eliminar el término de interacción = 0.25
Tabla ANOVA dos factores sin interacción
Fuente GL SC CM F P
Partes 9 13.709 1.52322 6.44962 0.000Operadores 1 0.361 0.36100 1.52854 0.226Repetibilidad 29 6.849 0.23617Total 39 20.919
R&R del sistema de medición
%ContribuciónFuente CompVar (de CompVar)R&R del sistema de medición total 0.242414 42.97Repetibilidad 0.236172 41.86
Reproducibilidad 0.006241 1.11Operadores 0.006241 1.11
Parte a parte 0.321762 57.03Variación total 0.564176 100.00
La tolerancia del proceso es = 4.7
Desv.Est. Var. del estudioFuente (DE) (5.15 * DE)R&R del sistema de medición total 0.492355 2.53563Repetibilidad 0.485976 2.50278
Reproducibilidad 0.079002 0.40686Operadores 0.079002 0.40686
Parte a parte 0.567241 2.92129Variación total 0.751117 3.86825
%Var. del estudio %ToleranciaFuente (%VE) (VE/Toler)R&R del sistema de medición total 65.55 53.95Repetibilidad 64.70 53.25
Reproducibilidad 10.52 8.66Operadores 10.52 8.66
Parte a parte 75.52 62.16Variación total 100.00 82.30
Número de categorías distintas = 1
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 27/48
DM AMC - Medir
P a r t e a
p a r t e
R e p r o
d
R e p e t i r
R & R d e
l s i s t e m
a d e
m e d i c i ó n
8040
0 P o r c e n t a j e
% Contribución% Var. del estudio% Tolerancia
1 0 9 8 7 6 5 4 3 2 1 1 0 9 8 7 6 5 4 3 2 1
2
1
0
Partes R a n g o
d e l a m u e s t r a
_ R=0.29LCS=0.948
LCI=0
1 2
1 0 9 8 7 6 5 4 3 2 1 1 0 9 8 7 6 5 4 3 2 1
6
5
4
Partes
M e d i a
d e l a m u e s t r a
_ _ X=4.195LCS=4.740
LCI=3.650
1 2
10987654321
8
6
4
Partes
21
8
6
4
Operadores
10987654321
6
5
4
Partes
P r o m e d i o 1
2
Operadores
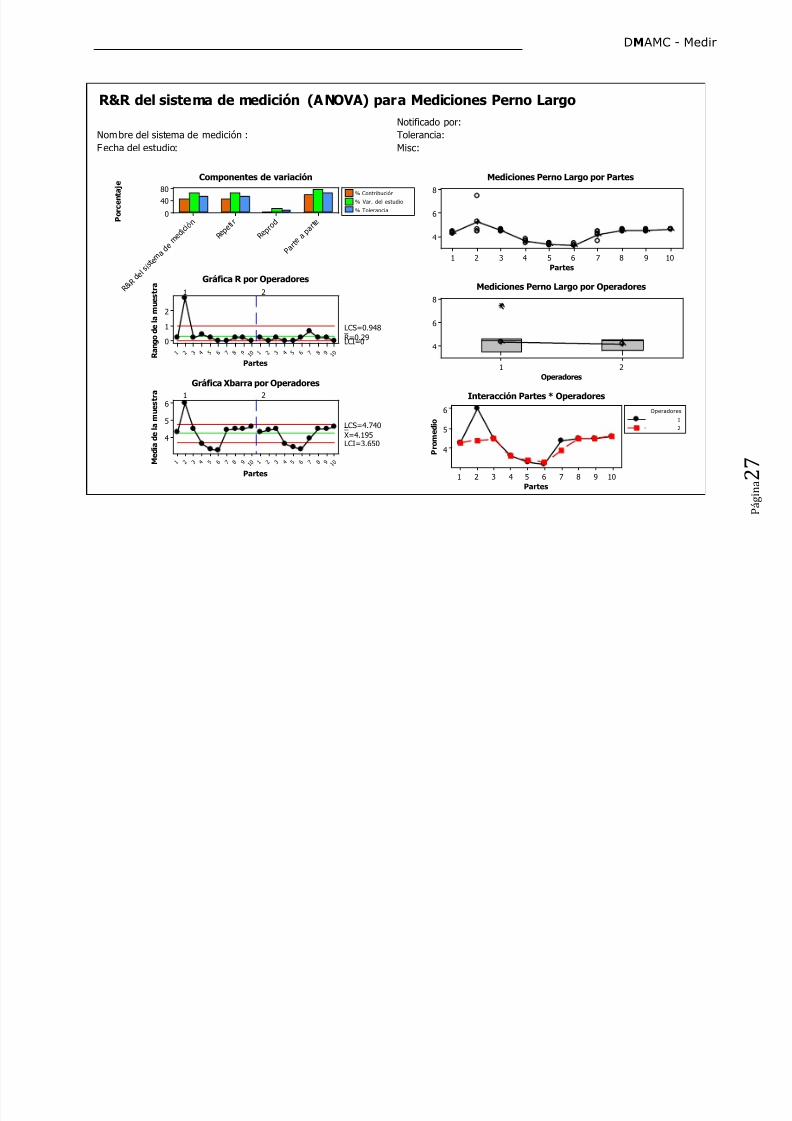
Nombre del sistema de medición :F echa del estudio:
Notificado por:Tolerancia:Misc:
Componentes de variación
Gráfica R por Operadores
Gráfica Xbarra por Operadores
Mediciones Perno Largo por Partes
Mediciones Perno Largo por Operadores
Interacción Partes * Operadores
R&R del sistema de medición (ANOVA) para Mediciones Perno Largo
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 28/48
P á
2 8
DMAMC:Analizar
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 29/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 30/48
DMA MC - Analiz
Fecha clave de producción: 26-09-09
C a r a c t e r i s t i c a
7
8
p
F
28
Ninguno
Ninugno
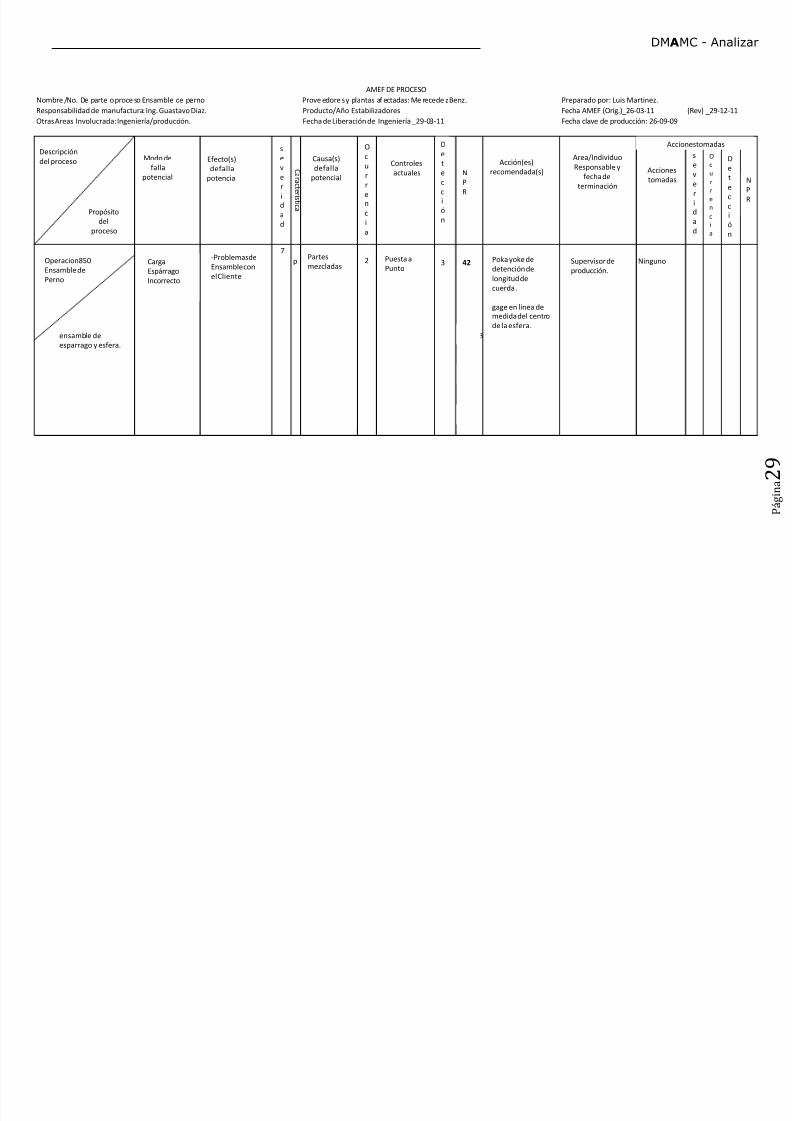
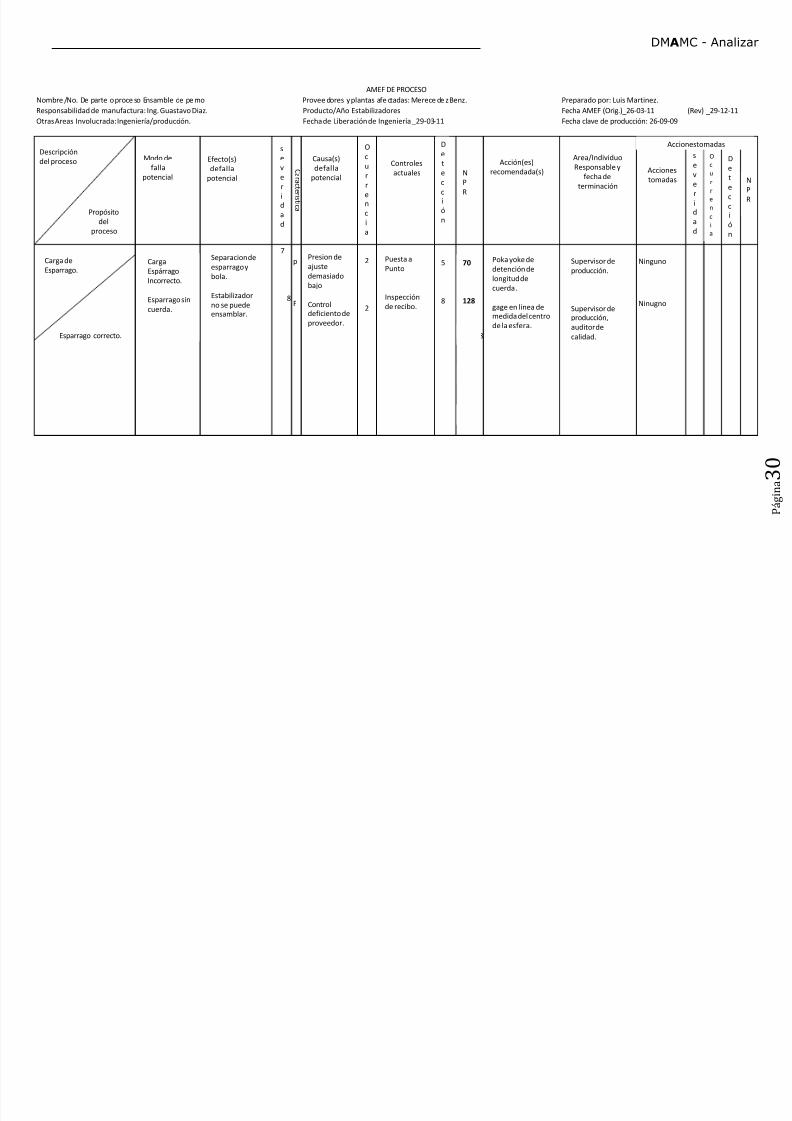
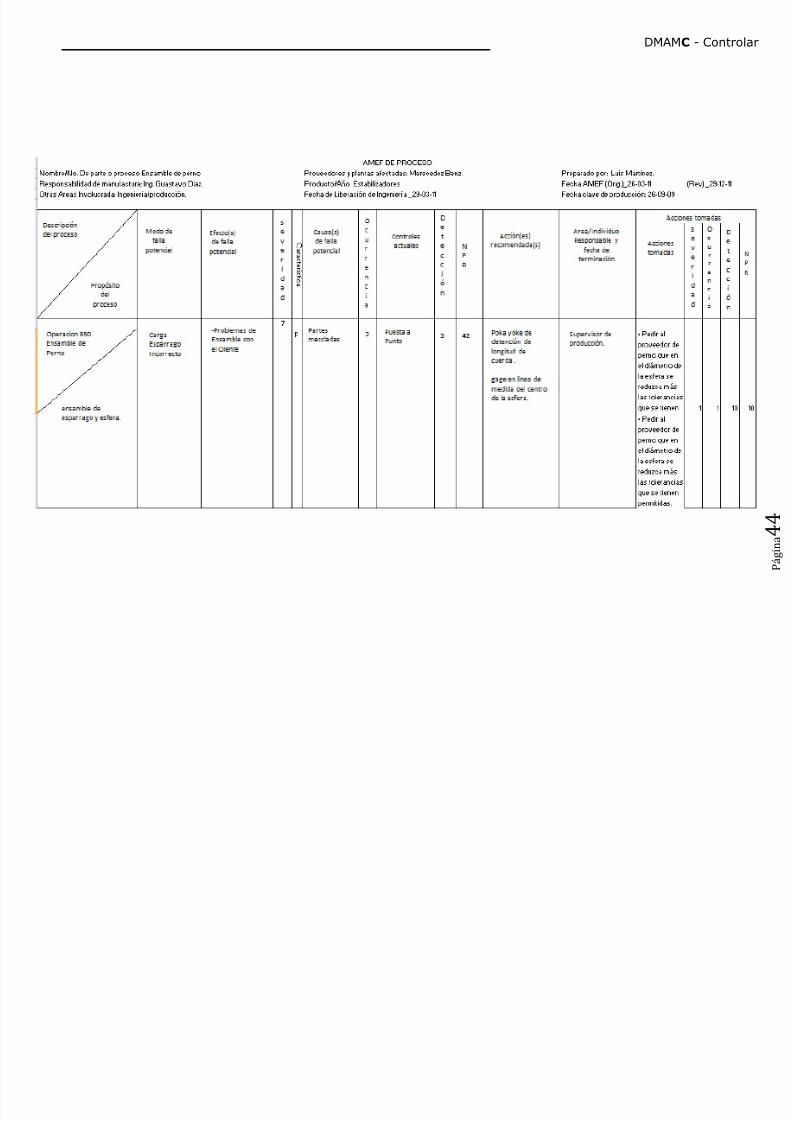
AMEF DE PROCESO
Otras Areas Involucrada: Ingeniería/producción.Responsabilidad de manufactura: Ing. Guastavo Diaz.Nombre /No. De parte o proce so Ensamble de pe rno Provee dores y plantas afe ctadas: Merece de z Benz.
Producto/Año EstabilizadoresFecha de Liberación de Ingeniería _29-03-11
Fecha AMEF (Orig.)_26-03-11Preparado por: Luis Martinez.
(Rev) _29-12-11
Descripcióndel proceso
Propósitodel
proceso
Modo defalla
potencial
Efecto(s)defalla
potencial
severidad
Causa(s)defalla
potencial
Ocurr
encia
Controlesactuales
Detec
ción
NP
R
Acción(es)recomendada(s)
Area/IndividuoResponsable y
fecha determinación
Accionestomadas
Accionestomadasseve
ridad
Ocur
rencia
Detección
Carga deEsparrago.
Esparrago correcto.
CargaEspárragoIncorrecto.
Esparrago sincuerda.
Separacion deesparrago ybola.
Estabilizadorno se puedeensamblar.
Presion deajustedemasiadobajo
Controldeficiento deproveedor.
2
2
Puesta aPunto
Inspecciónde recibo.
5
8
70
128
Poka yoke dedetención delongitud decuerda .
gage en linea demedida del centrode la esfera.
Supervisor deproducción.
Supervisor deproducción,auditor decalidad.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 31/48
DMA MC - Analiz
Fecha clave de producción: 26-09-09
C a r a c t e r i s t i c a
6p
28
Ninguno.
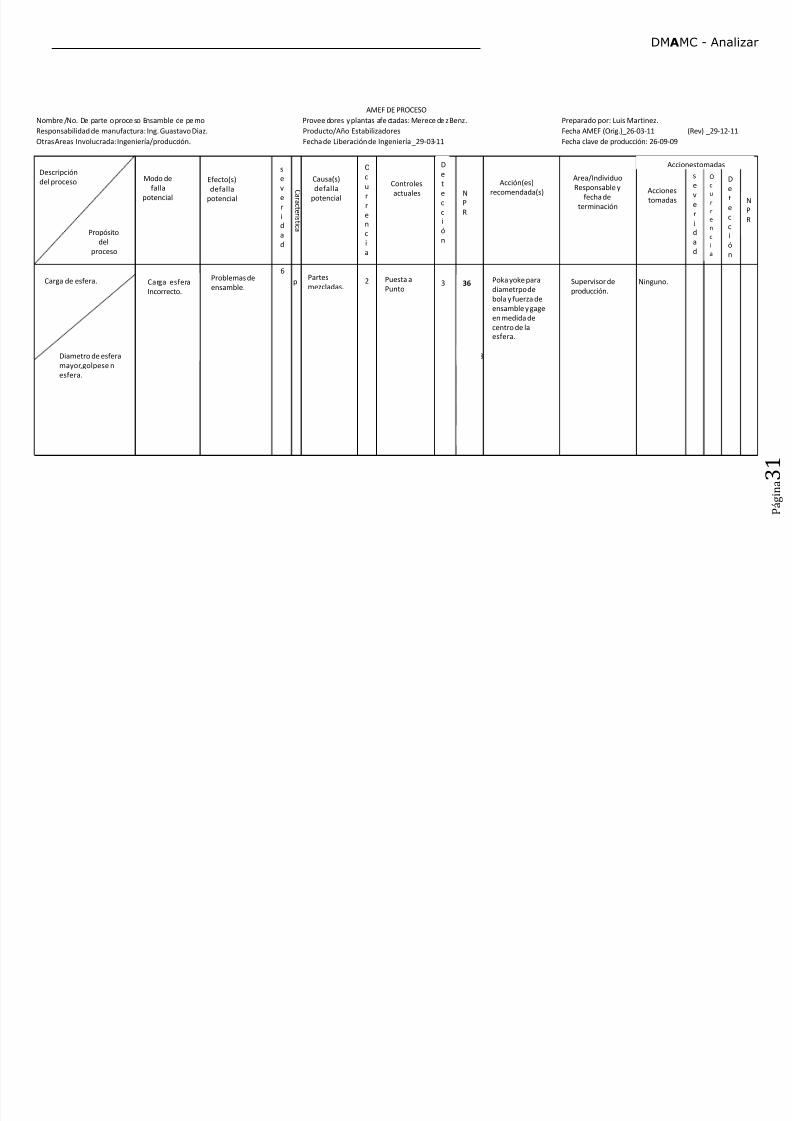
AMEF DE PROCESO
Otras Areas Involucrada: Ingeniería/producción.Responsabilidad de manufactura: Ing. Guastavo Diaz.Nombre /No. De parte o proce so Ensamble de pe rno Provee dores y plantas afe ctadas: Merece de z Benz.
Producto/Año EstabilizadoresFecha de Liberación de Ingeniería _29-03-11
Fecha AMEF (Orig.)_26-03-11Preparado por: Luis Martinez.
(Rev) _29-12-11
Descripcióndel proceso
Propósitodel
proceso
Modo defalla
potencial
Efecto(s)defalla
potencial
severidad
Causa(s)defalla
potencial
Ocurrencia
Controles
actuales
Det
ección
NPR
Acción(es)
recomendada(s)
Area/IndividuoResponsable y
fecha determinación
Accionestomadas
Accionestomadasse
veridad
Oc
urrencia
Detección
Carga de esfera.
Diametro de esferamayor,golpes e nesfera.
Carga esferaIncorrecto.
Problemas deensamble.
Partesmezcladas.
2 Puesta aPunto
3 36 Poka yoke paradiametrpo debola y fuerza deensamble y gageen medida decentro de laesfera.
Supervisor deproducción.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 32/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 33/48
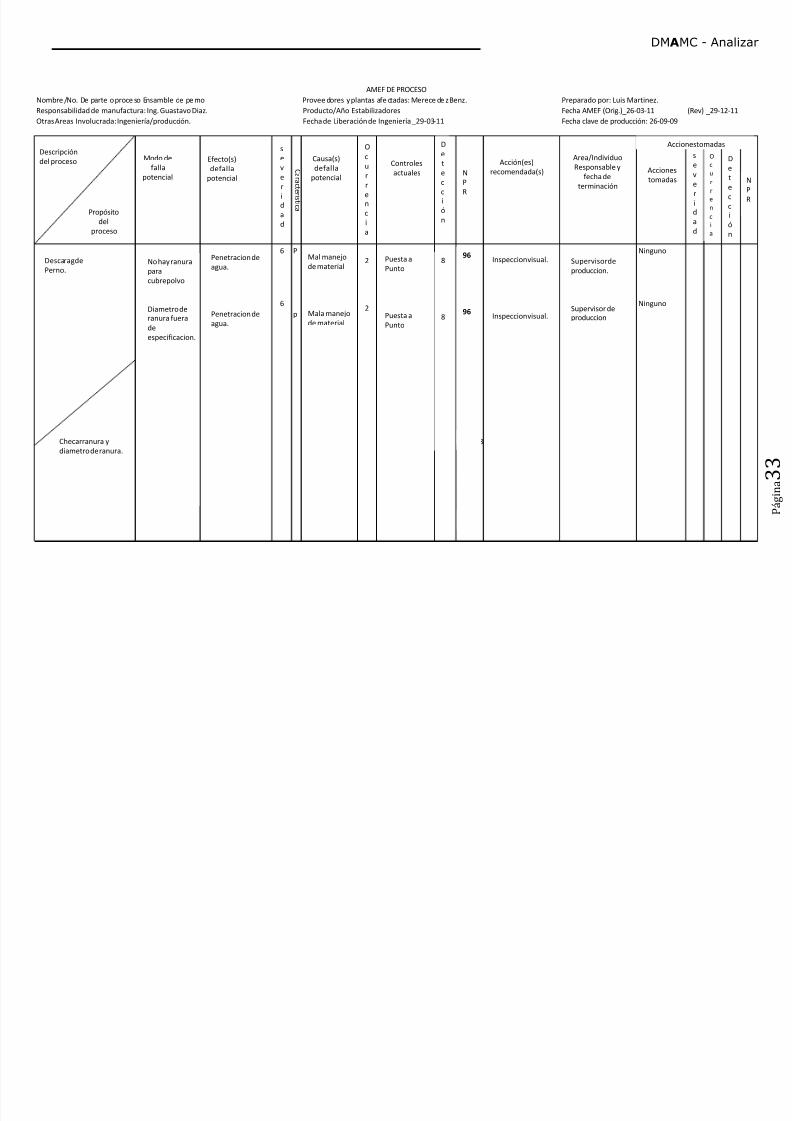
DMA MC - Analiz
Fecha clave de producción: 26-09-09
C a r a c t e r i s t i c a
6
6
P
p
Ninguno
Ninguno
5
28
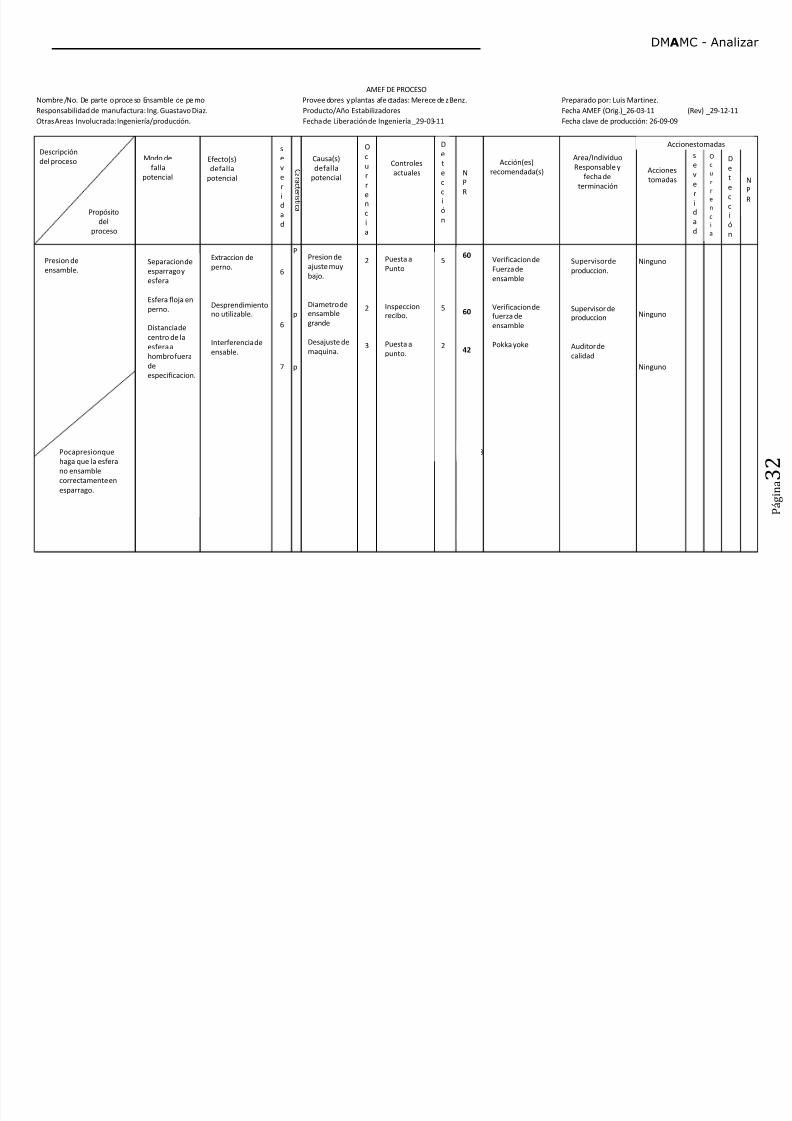
AMEF DE PROCESO
Otras Areas Involucrada: Ingeniería/producción.Responsabilidad de manufactura: Ing. Guastavo Diaz.Nombre /No. De parte o proce so Ensamble de pe rno Provee dores y plantas afe ctadas: Merece de z Benz.
Producto/Año EstabilizadoresFecha de Liberación de Ingeniería _29-03-11
Fecha AMEF (Orig.)_26-03-11Preparado por: Luis Martinez.
(Rev) _29-12-11
Descripcióndel proceso
Propósitodel
proceso
Modo defalla
potencial
Efecto(s)defalla
potencial
severidad
Causa(s)defalla
potencial
Ocurr
encia
Controlesactuales
Detec
ción
NP
R
Acción(es)recomendada(s)
Area/IndividuoResponsable y
fecha determinación
Accionestomadas
Accionestomadasseve
ridad
Ocur
rencia
Detección
DescaragdePerno.
Checarranura ydiametro de ranura.
No hay ranuraparacubrepolvo
Diametro deranura fueradeespecificacion.
Penetracion deagua.
Penetracion deagua.
Mal manejode material
Mala manejode material
2
2
Puesta aPunto
Puesta aPunto
8
8
96
96
Inspeccion visual.
Inspeccion visual.
Supervisordeproduccion.
Supervisor deproduccion
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 34/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 35/48
DMA MC - Analizar
P á
3 5
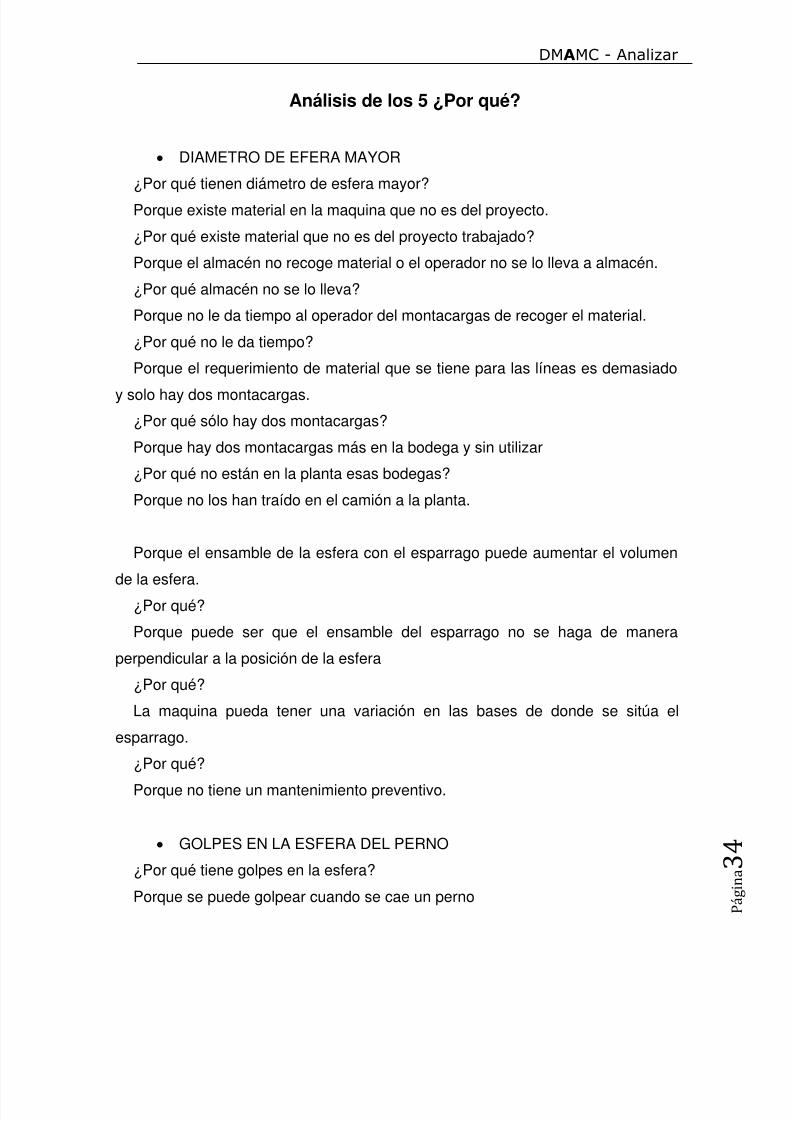
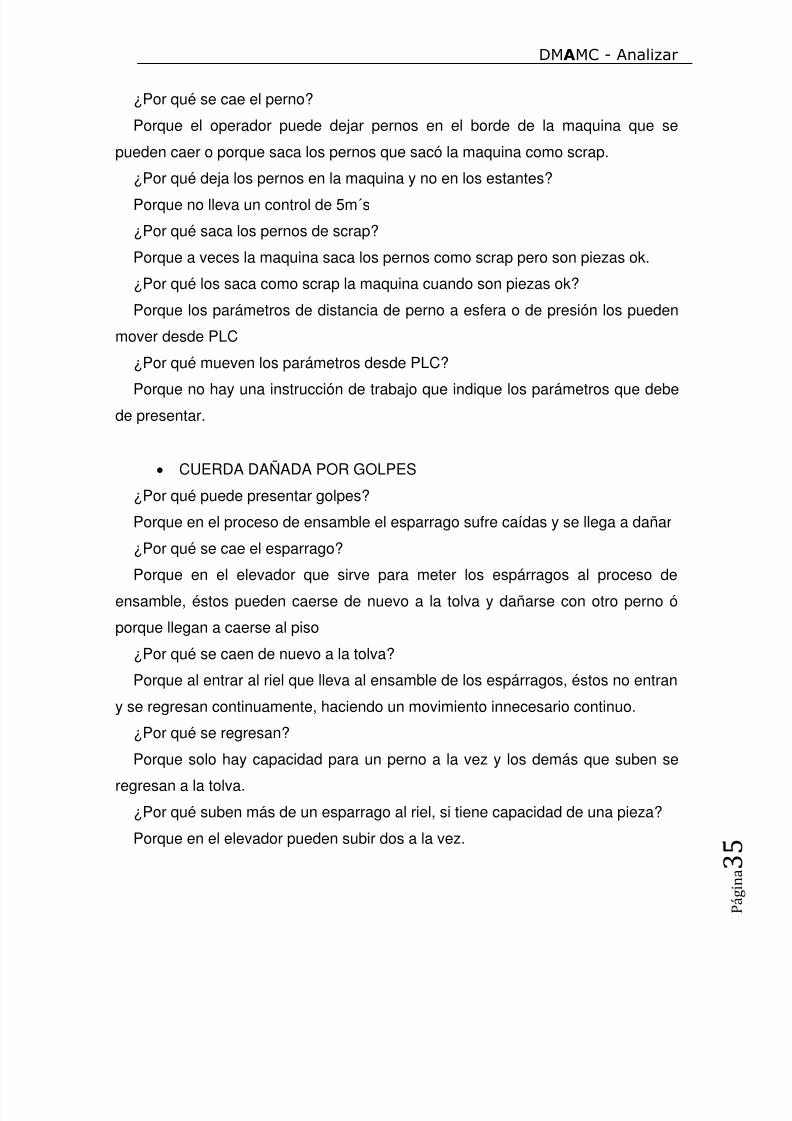
¿Por qué se cae el perno?Porque el operador puede dejar pernos en el borde de la maquina que se
pueden caer o porque saca los pernos que sacó la maquina como scrap.¿Por qué deja los pernos en la maquina y no en los estantes?Porque no lleva un control de 5m´s¿Por qué saca los pernos de scrap?Porque a veces la maquina saca los pernos como scrap pero son piezas ok.¿Por qué los saca como scrap la maquina cuando son piezas ok?Porque los parámetros de distancia de perno a esfera o de presión los pueden
mover desde PLC¿Por qué mueven los parámetros desde PLC?
Porque no hay una instrucción de trabajo que indique los parámetros que debede presentar.
CUERDA DAÑADA POR GOLPES¿Por qué puede presentar golpes?Porque en el proceso de ensamble el esparrago sufre caídas y se llega a dañar¿Por qué se cae el esparrago?Porque en el elevador que sirve para meter los espárragos al proceso de
ensamble, éstos pueden caerse de nuevo a la tolva y dañarse con otro perno óporque llegan a caerse al piso
¿Por qué se caen de nuevo a la tolva?Porque al entrar al riel que lleva al ensamble de los espárragos, éstos no entran
y se regresan continuamente, haciendo un movimiento innecesario continuo.¿Por qué se regresan?Porque solo hay capacidad para un perno a la vez y los demás que suben se
regresan a la tolva.¿Por qué suben más de un esparrago al riel, si tiene capacidad de una pieza?Porque en el elevador pueden subir dos a la vez.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 36/48
DMA MC - Analizar
P á
3 6
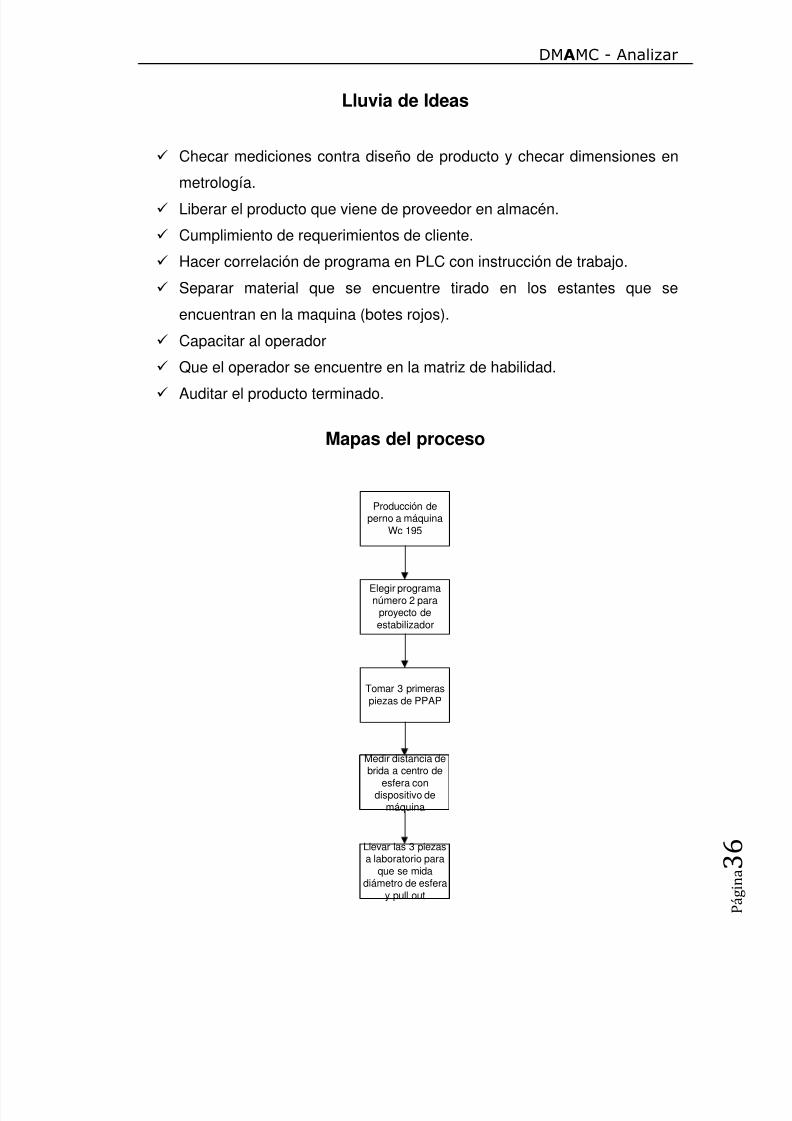
Lluvia de Ideas
Checar mediciones contra diseño de producto y checar dimensiones enmetrología.Liberar el producto que viene de proveedor en almacén.Cumplimiento de requerimientos de cliente.Hacer correlación de programa en PLC con instrucción de trabajo.Separar material que se encuentre tirado en los estantes que seencuentran en la maquina (botes rojos).Capacitar al operadorQue el operador se encuentre en la matriz de habilidad.
Auditar el producto terminado.
Mapas del proceso
Producción deperno a máquina
Wc 195
Elegir programanúmero 2 para
proyecto deestabilizador
Tomar 3 primeraspiezas de PPAP
Medir distancia debrida a centro de
esfera condispositivo de
máquina
Llevar las 3 piezasa laboratorio para
que se midadiámetro de esfera
y pull out
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 37/48
DMA MC - Analizar
P á
3 7
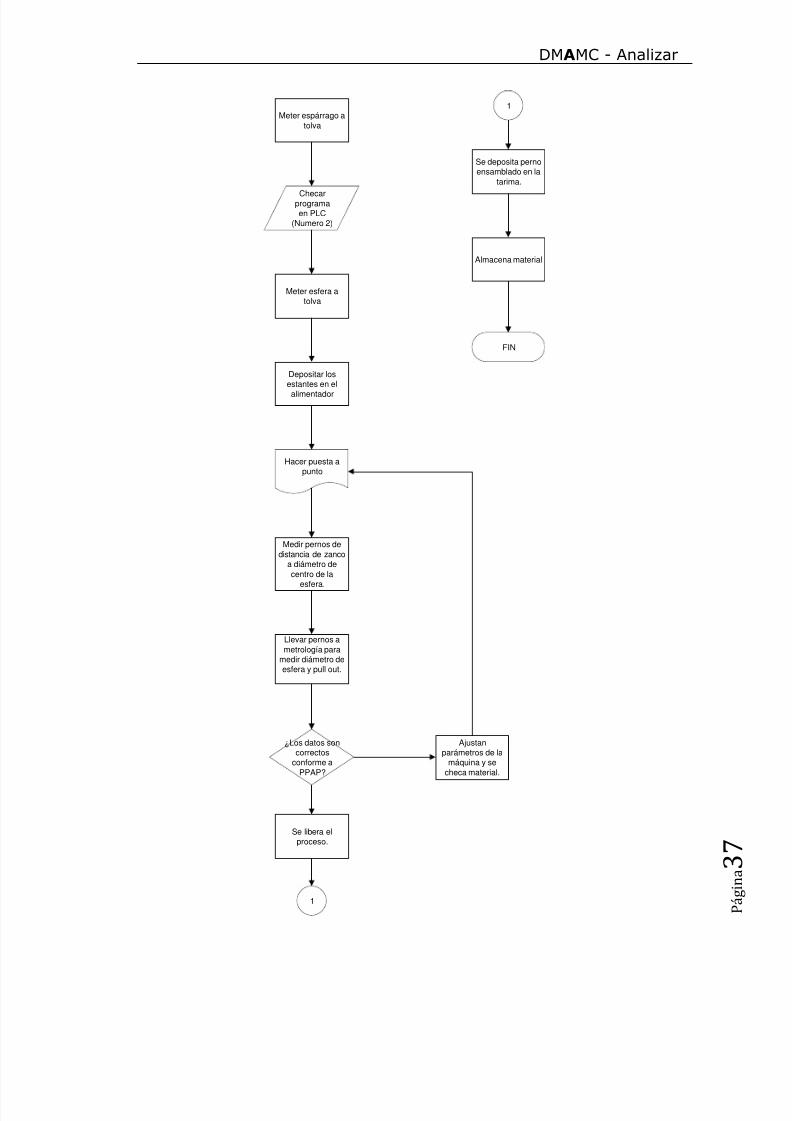
Meter espárrago atolva
Checarprogramaen PLC
(Numero 2)
Meter esfera atolva
Depositar losestantes en el
alimentador
Hacer puesta apunto
Medir pernos dedistancia de zanco
a diámetro decentro de la
esfera.
Llevar pernos ametrología para
medir diámetro deesfera y pull out.
¿Los datos soncorrectos
conforme aPPAP?
Se libera elproceso.
Ajustanparámetros de la
máquina y secheca material.
Se deposita pernoensamblado en la
tarima.
FIN
Almacena material
1
1

8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 38/48
DMA MC - Analizar
P á
3 8
Pruebas de Hipótesis
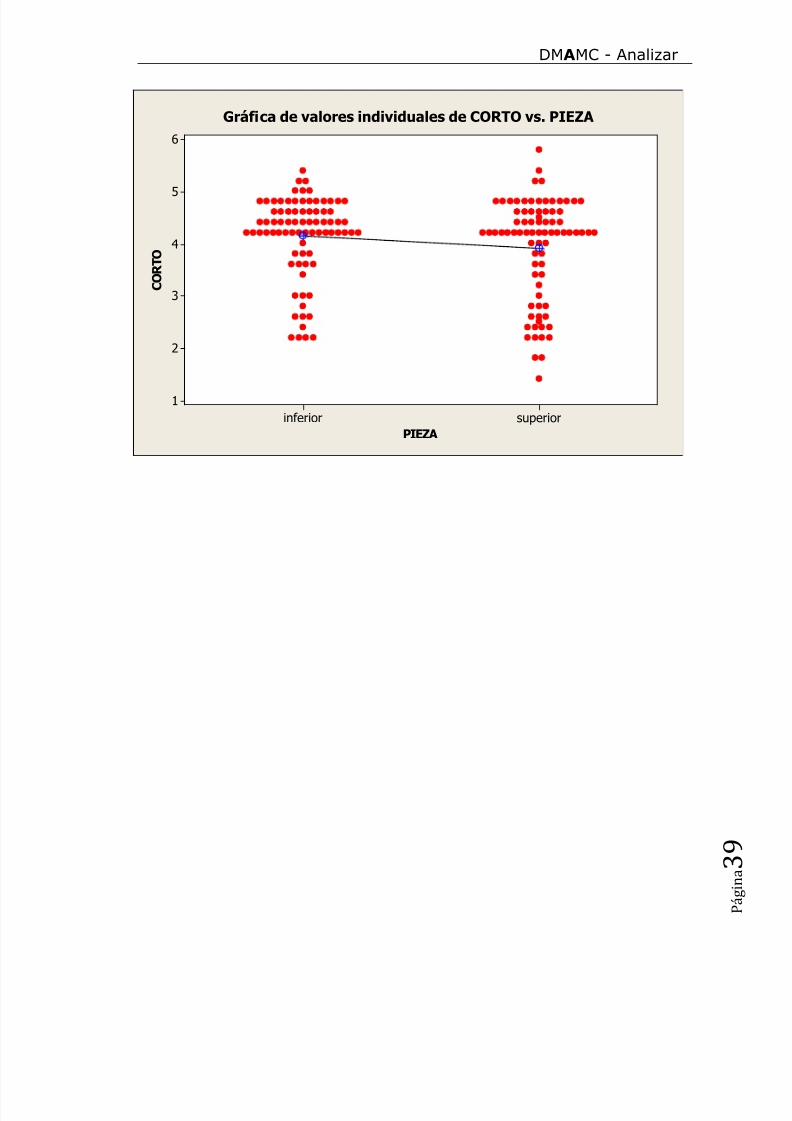
Se sospecha que existe una diferencia significativa entre el torque que poseeuna pieza que proviene de la parte superior del rack que entra al horno y lainferior. Con ayuda de la prueba de hipótesis se puede determinar si existe unadiferencia significativa; las hipótesis son:
Prueba con Minitab 16: T de 2 muestras
Prueba T e IC de dos muestras: CORTO, PIEZA
T de dos muestras para CORTO
Errorestándarde laPIEZA N Media Desv.Est. mediainferior 80 4.143 0.776 0.087superior 80 3.915 0.976 0.11
Diferencia = mu (inferior) - mu (superior)Estimado de la diferencia: 0.227IC de 95% para la diferencia: (-0.048, 0.503)Prueba T de diferencia = 0 (vs. no =): Valor T = 1.63 Valor P = 0.105 GL =
150
Como el valor de P=0.105 y éste es mayor que α=.05 y se dice que la variación
no es significativa a nivel de confianza del 95%
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 39/48
DMA MC - Analizar
P á
3 9
superiorinferior
6
5
4
3
2
1
PIEZA
C O R T O
Gráfica de valores individuales de CORTO vs. PIEZA
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 40/48
P á
4 0
DMAMC:
Mejorar
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 41/48
DMAM C - Mejorar
P á
4 1
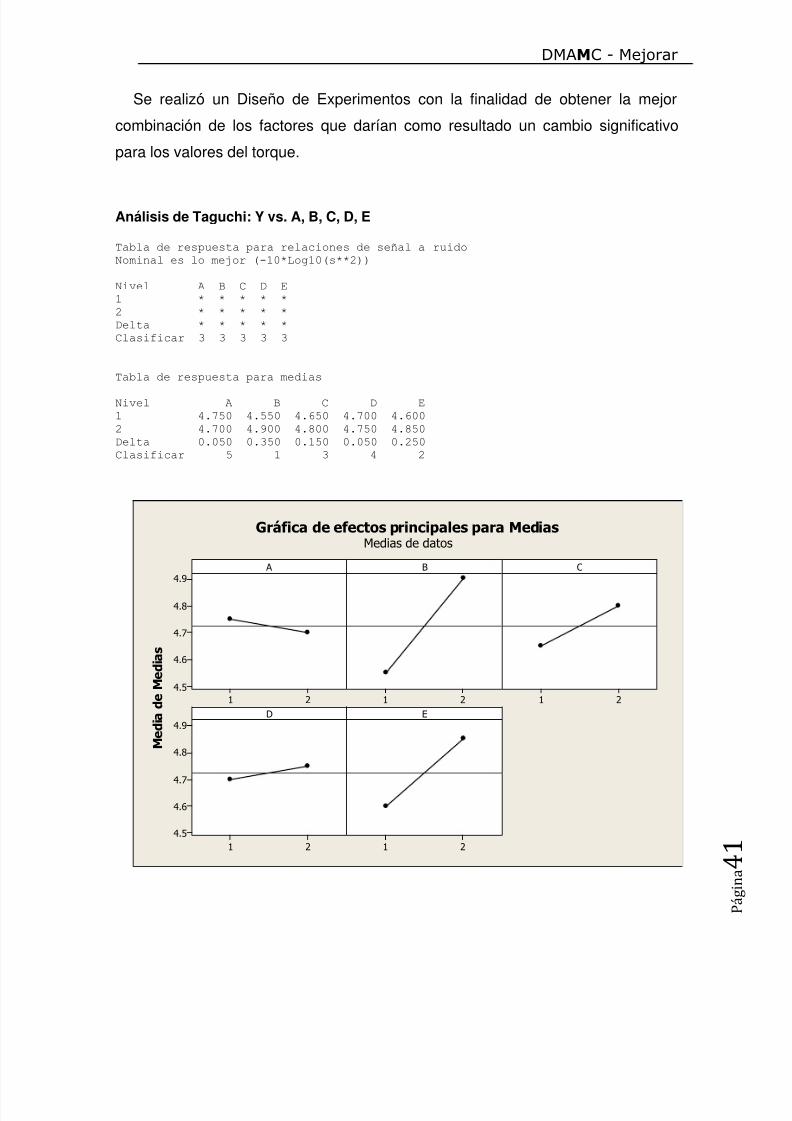
Se realizó un Diseño de Experimentos con la finalidad de obtener la mejorcombinación de los factores que darían como resultado un cambio significativopara los valores del torque.
Análisis de Taguchi: Y vs. A, B, C, D, E
Tabla de respuesta para relaciones de señal a ruidoNominal es lo mejor (-10*Log10(s**2))
Nivel A B C D E1 * * * * *2 * * * * *Delta * * * * *Clasificar 3 3 3 3 3
Tabla de respuesta para medias
Nivel A B C D E1 4.750 4.550 4.650 4.700 4.6002 4.700 4.900 4.800 4.750 4.850Delta 0.050 0.350 0.150 0.050 0.250Clasificar 5 1 3 4 2
21
4.9
4.8
4.7
4.6
4.521 21
21
4.9
4.8
4.7
4.6
4.521
A
M e
d i a d e
M e
d i a s
B C
D E
Gráfica de efectos principales para MediasMedias de datos
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 42/48
DMAM C - Mejorar
P á
4 2
Como se observa en la gráfica de efectos principales, los factores que másafectan el torque son B, C y E los cuales deben colocarse a sus niveles de:
B2, C2 y E2 mientras que A y D a su nivel 1
La predicción establecida por Minitab 16 nos arroja la siguiente información:Media
3.1
Niveles de factores para predicciones
A B C D E1 2 2 1 2
Esto indica que ahora se esperan valores del torque alrededor de los 3.1 Nm
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 43/48
P á
4 3
DMAMC:Controlar
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 44/48
DMAMC - Controla
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 45/48
DMAMC - Controlar
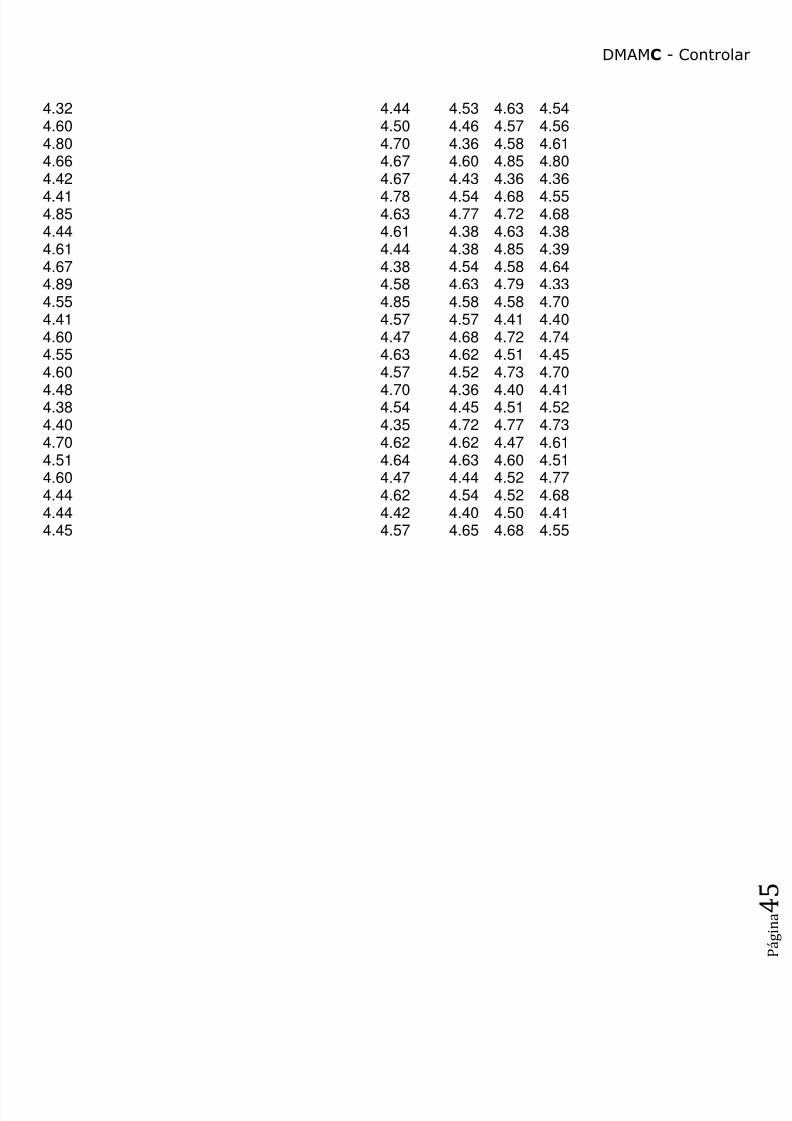
4.32 4.44 4.53 4.63 4.544.60 4.50 4.46 4.57 4.564.80 4.70 4.36 4.58 4.614.66 4.67 4.60 4.85 4.804.42 4.67 4.43 4.36 4.364.41 4.78 4.54 4.68 4.554.85 4.63 4.77 4.72 4.684.44 4.61 4.38 4.63 4.384.61 4.44 4.38 4.85 4.394.67 4.38 4.54 4.58 4.644.89 4.58 4.63 4.79 4.334.55 4.85 4.58 4.58 4.704.41 4.57 4.57 4.41 4.404.60 4.47 4.68 4.72 4.744.55 4.63 4.62 4.51 4.454.60 4.57 4.52 4.73 4.704.48 4.70 4.36 4.40 4.414.38 4.54 4.45 4.51 4.524.40 4.35 4.72 4.77 4.734.70 4.62 4.62 4.47 4.614.51 4.64 4.63 4.60 4.514.60 4.47 4.44 4.52 4.774.44 4.62 4.54 4.52 4.684.44 4.42 4.40 4.50 4.414.45 4.57 4.65 4.68 4.55
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 46/48
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 47/48
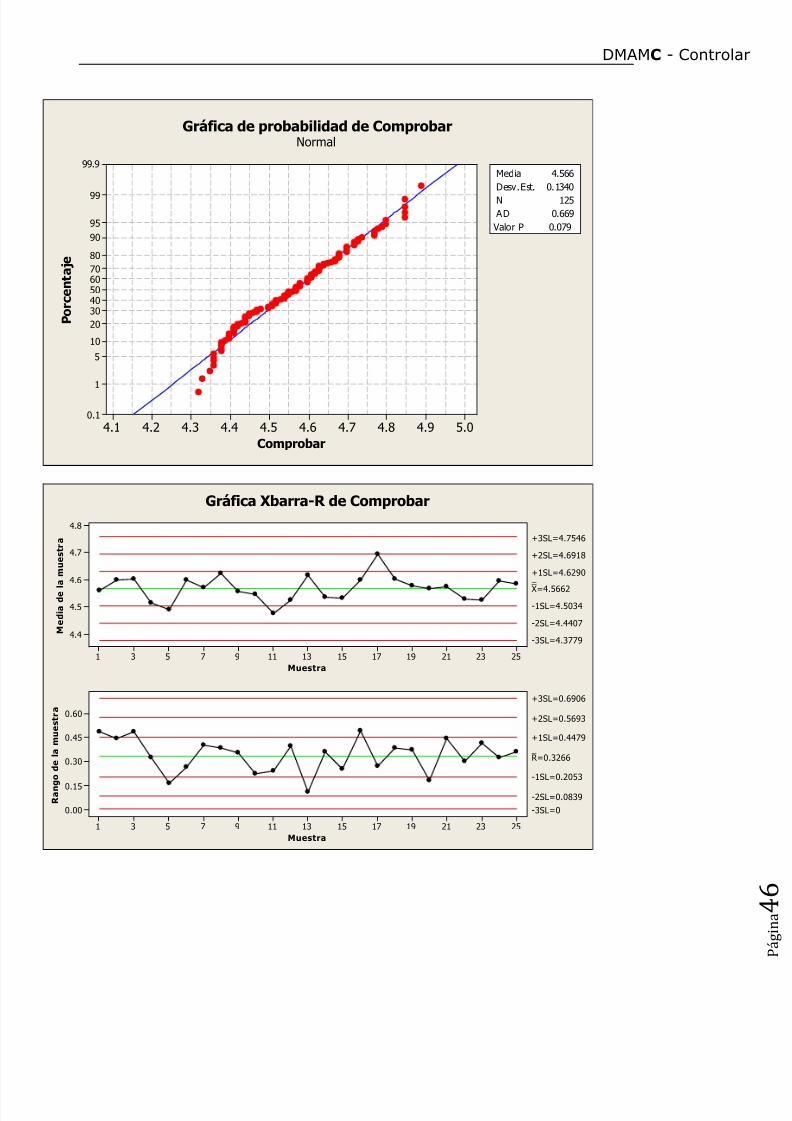
DMAMC - Controlar
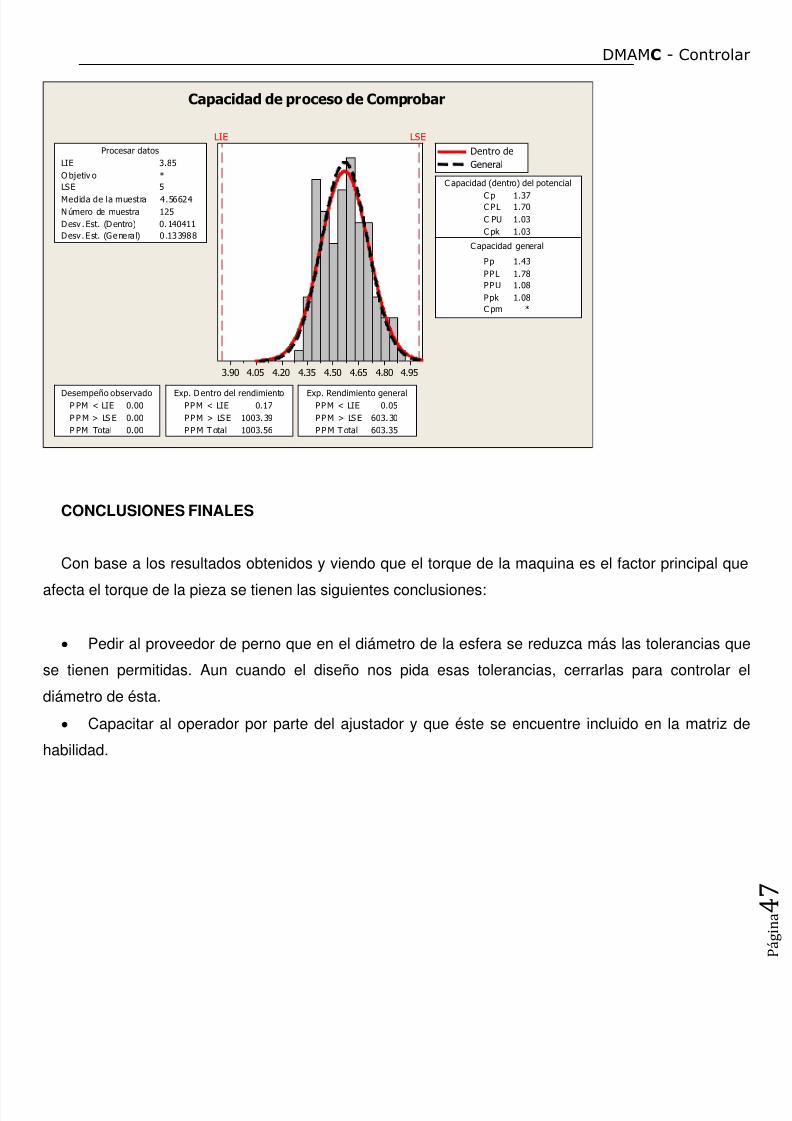
4.954.804.654.504.354.204.053.90
LIE LSE
LIE 3.85O bjetiv o *LSE 5Medida de la muestra 4.56624N úmero de muestra 125D esv. Est. (D entro) 0. 140411Desv.Est. (Gene ra l) 0 .13 398 8
Procesar datos
C p 1.37C PL 1.70C PU 1.03C pk 1.03
Pp 1.43PPL 1.78PPU 1.08Ppk 1.08C pm *
C apacidad general
C apacidad (dentro) del potencial
P PM < LIE 0.00P P M > LS E 0.00P PM Total 0.00
Desempeño observadoPP M < LIE 0.17P P M > LS E 1003. 39P P M Total 1003.56
Exp. D entro del rendimientoPP M < LIE 0.05P P M > LS E 603. 30P P M Total 603.35
Exp. Rendimiento general
Dentro deGeneral
Capacidad de proceso de Comprobar
CONCLUSIONES FINALES
Con base a los resultados obtenidos y viendo que el torque de la maquina es el factor princip
afecta el torque de la pieza se tienen las siguientes conclusiones:
Pedir al proveedor de perno que en el diámetro de la esfera se reduzca más las toleranciasse tienen permitidas. Aun cuando el diseño nos pida esas tolerancias, cerrarlas para controdiámetro de ésta.
Capacitar al operador por parte del ajustador y que éste se encuentre incluido en la mathabilidad.
8/2/2019 Proyecto 6Sigma
http://slidepdf.com/reader/full/proyecto-6sigma 48/48
DMAMC - Controlar
4 8
CONCLUSION GENERALEl estudio que se llevó a cabo sobre el estabilizador que produce la empresa ZF
Lemforder ha generado resultados que puede ayudar a ésta a atacar un problema
que ha traído durante varios meses. El control del torque en el estabilizador fue unejemplo práctico donde se pudo aplicar seis sigma, obteniendo conclusiones comolas siguientes:
* Generar una carta X-R sobre el torque que presenta la pieza cada hora, estofacilitará el control de este dato.
* Darle un mantenimiento preventivo a la maquina del torque, esto para que losdatos que arroje sean verdaderos, haciendo una correlación con el torque que se
tiene en el área de metrología.* Realizar house keeping a la maquina, con esto se favorece a que losdesechos que pueda existir de la maquina (rebabas de metal, grasa de más opedazos de componentes) no perjudiquen al torque al momento de serensamblado.
* Darle un mantenimiento preventivo a la estación del rolado, pues con esto,nos va a brindar la garantía de que en esta estación al momento de entrar enproceso la pieza, salga con los criterios que marca el diseño.
SUGERENCIAS DEL ESTUDIOPara empezar, el proyecto debe de llevarse a cabo en la línea de ensamble del
estabilizador, esto ayudará a la empresa a tener un problema menos,consideramos que este proyecto nos ha resultado también favorable para nosotrospues, además de que aprendimos como se aplica seis sigma, también podemostener una alternativa o varias para poder tener nuestro título de ingenieroindustrial, consideramos que hay que poner más énfasis en las fases que nos
fueron más difíciles de realizar, como la fase de controlar, pero en si lo que másproponemos es que éste estudio que se realizó se pueda aplicar, no solo a estaárea, sino a aquellas que tengan el proceso
Related Documents











