WELDING (PENGELASAN) JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS SINGAPERBANGSA KARAWANG

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

WELDING(PENGELASAN)
J U R U S A N T E K N I K I N D U S T R I
FA KU LTA S T E K N I K
UNIVERS ITAS S INGAPERBANGS A KARAWANG

PENILAIAN PROSES PRODUKSI II
1. A B S E N S I 1 5 %
2. T U G A S / Q U I S 2 0 %
3. U T S 3 0 %
4. UA S 3 5 %
T O TA L 1 0 0 %

SILABUS
PROSES PRODUKSI II DESKRIPSI:
1. MEMPELAJARI JENIS–JENIS PROSES PRODUKSI PENGELASAN, PENGERJAAN DINGIN, PENGERJAAN PANAS, PENGECORAN, PELEBURAN, OTOMOSI PROSES PRODUKSI
2. YANG AKAN DIBAHAS MEMAHAMI JENIS-JENIS & KLASIFIKASI PROSE PRODUKSI, SERTA OTOMASI PROSES PRODUKSI
PENDAHULUAN - OTOMASI
PENGELASAN - NUMERIK CONTROl
PROSES DINGIN - PENGECORAN
PROSES PANAS & PENENMPAAN - PELEBURAN
REFERENSI/ACUAN/PUSTAKA;
1. BEGEMAN MANUFACTURING PROCESS
2. YOUNG MATERIAL AND PROCESS
3. DOYLE MANUFACTURING PROCESS AND MATERIAL FOR ENGINEER SRATEGY
4. JOHN A. SCHEY PROSES MANUFAKTUR

PENGERTIAN DAN PROSES PRODUKSI
PROSPOD II
Menitik beratkan pembahasan tentang pembentukan, (pengelasan, pengerjaan dingin, pengerjaan panas/penempaan, pengecoran, peleburan, otomasi proses produksi)

PENDAHULUAN1. PROSES-PROSES PENYAMBUNGAN;
Proses penyambungan secara umum terdiri dari tiga kelompok, 1. Sambungan keling (Riveting), 2. Sambungan kerut/paksa (Shrin fit) dan tidak permanen (Bolting),. 3. Sambungan metalugi (pengelasan, branzing, soldering, & diffusion bonding)
2. PROSES PEMBENTUKAN LOGAM, PLASTIK & KOMPOSIT
Istilah; 1. Forming ialah mengubah benda kerja (solid body) dengan cara “deformasi plastik”
2. Shaping ialah proses pembentukan yan melibatkan molding dan casting.
Kalau dilihat dari temperatur kerja, proses pembentukan dapat dibagi menjadi dua kelompok:;
a. Proses pembentukan yang dilakukan diatas temperatur rekristalisasi. Atau disebut Proses Pengerjaan Panas (Hot Working)
b. Proses pembentukan yang dilakukan dibawah temperatur rekristalisasi Atau disebut Proses Pengerjaan Panas (Cold Working)

PENDAHULUAN LANJUTAN
2. OTOMASI
Pengertian otomasi
• Teknologi yang memanfaatkan aplikasi mekanik,elektronik dan sistem komputer untuk
mengoperasikan dan mengendalikan operasi
• Permasalahan (utama) yang ingin diselesaikan menggunakan otomasi:
1. Tenaga kerja
- Kelangkaan tenaga kerja yang ahli / trampil
-Jumlah tenaga kerja yang tinggi
2. Daya beli
3. NUMERIC CONTROL (NC)
Numerical control atau biasa disingkat nc mempunyai arti kontrol numerik merupakan sistem otomatisasi mesin perkakas melalui pemrograman dan dapat disimpan dimedia penyimpan elektronik berupa flash disk, cd, memory card atau hardiskeksternal.
4. PENGECORAN
Pengecoran adalah suatu proses manufaktur yang menggunakan logam cair dan cetakan untuk menghasilkan parts dengan bentuk yang mendekati bentuk geometri akhir produk jadi

PROSES-PROSES PENYAMBUNGAN
Proses penyambungan secara umum terdiri dari tiga kelompok,
1. Sambungan keling (Riveting),
2. Sambungan kerut/paksa (Shrin fit) dan tidak permanen (Bolting),.
3. Sambungan metalugi (pengelasan, branzing, soldering, & diffusion bonding)

1. SAMBUNGAN PAKU KELING/RIVET
Paku keling (rivet) digunakan untuk sambungan tetap antara 2 plat atau lebih misalnya pada tangki dan boiler. Paku keling dalam ukuran yang kecil dapat digunakan untuk menyambung dua komponen yang tidak membutuhkan kekuatan yang besar, misalnya peralatan rumah tangga, furnitur, alat-alat elektronika, dll Sambungan dengan paku keling sangat kuat dan tidak dapat dilepas kembali dan jika dilepas maka akan terjadi kerusakn pada sambungan tersebut. Karena sifatnya yang permanen, maka sambungan paku keling harus dibuat sekuat mungkin untuk menghindari kerusakan atau patah.
2. SAMBUNGAN BAUT
Latar Belakang
•Elemen-elemen yang menyusun struktur baja harus digabungkan
satu dengan yang lain dengan suatu sistem sambungan.
•Sambungan berfungsi menyatukan elemen-elemen dan menyalurkan beban dari satu bagian ke bagian yang lain

CARA PEMASANGAN:1. Plat yang akan disambung dibuat lubang, sesuai diameter
paku keling yang akan digunakan. Biasanya diameter lubang dibuat 1.5 mm lebih besar dari diameter paku keling.
2. Paku keling dimasukkan ke dalam lubang plat yang akan disambung.
3. Bagian kepala lepas dimasukkan ke dalam lubang plat yang akan disambung.
4. Dengan menggunakan alat atau mesin penekan (palu), tekan bagian kepala lepas masuk ke bagian ekor paku keling dengan suaian paksa.
5. Setelah rapat/kuat, bagian ekor sisa kemudian dipotong dan dirapikan/ratakan.
6. Mesin/alat pemasang paku keling dapat digerakkan dengan udara, hidrolik atau tekanan uap tergantung jenis dan besar paku keling yang akan dipasang.

MACAM-MACAM KAMPUH KELING
1. Kampuh Bilah Tunggal dikeling Tunggal
2. Kampuh Bilah Tunggal dikeling Ganda

MACAM-MACAM KAMPUH KELING
3. Kampuh Bilah Ganda dikeling Tunggal
4. Kampuh Bilah Ganda dikeling Ganda

2. SAMBUNGAN BAUTCONTOH SAMBUNGAN SAMBUNGAN BALOK

3. LAS/WELDING
SAMBUNGAN LAS
Berdasarkan defenisi dari Deutche Industrie Normen (DIN) dalam Harsono dkk (1991:1), mendefinisikan bahwa ” las adalah ikatan metalurgi pada sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair “. Sedangkan menurut maman suratman (2001:1) mengatakan tentang pengertian mengelas yaitu salah satu cara menyambung dua bagian logam secara permanen dengan menggunakan tenaga panas. Sedangkan Sriwidartho, Las adalah suatu cara untuk menyambung benda padat dengan jalan mencairkannya melalui pemanasan.Dari beberapa pendapat diatas,
maka dapat disimpulkan bahwa kerja las adalah menyambung dua bagian logam atau lebih dengan
menggunkan energi panas.

JENIS-JENIS MESIN LAS BUSUR LISTRIK
Mesin Las Busur Listrik dapat di bagi atas 3 Jenis antara lain :
1. Mesin Las Arus Bolak-balik (Mesin AC)
2. Mesi Las Arus Searah (Mesin DC)
3. Mesin Las Ganda (Mesin AC-DC)

1. MESIN LAS ARUS BOLAK-BALIK (MESIN AC)

1. LAS ARUS BOLAK BALIK (AC)
Karena langsung menggunakan arus listrik AC dari PLN yang memiliki tegangan yang cukup tinggi dibandingkan kebutuhan pengelasan yang hanya membutuhkan tegangan berkisar 55 Volt sampai dengan 85 Volt maka mesin las ini menggunakan transformator (rafo) step-down, yaitu trafo yang berfungsi menurunkan tegangan. Transformator yang digunakan pada peralatan las mempunyai daya yang cukup besar. Untuk mencairkan sebagian logam induk dan elektroda dibutuhkan energi yang besar, karena tegangan pada bagian terminal kumparan sekunder hanya kecil, maka untuk menghasilkan daya yang besar perlu arus besar. Arus yang digunakan untuk peralatan las sekitar 10 ampere sampai 500 ampere. Besarnya arus listrik dapat diatur sesuai dengan keperluan las. Untuk keperluan daya besar diperlukan arus yang lebih besar pula, dan sebaliknya.

2.MESIN LAS ARUS SEARAH (MESIN DC)

2. PENGERTIAN LAS DC
Arus listrik yang digunakan untuk memperoleh nyala busur listrik adalah arus searah. Arus searah ini berasal dari mesin berupa dynamo motor listrik searah. Dinamo dapat digerakkan oleh motor listrik, motor bensin, motor diesel, atau alat penggerak yang lain. Mesin arus yang menggunakan motor listrik sebagai penggerak mulanya memerlukan peralatan yang berfungsi sebagai penyearah arus. Penyearah arus atau rectifier berfungsi untuk mengubah arus bolak-balik (AC) menjadi arus searah (DC). Arus bolak-balik diubah menjadi arus searah pada proses pengelasan mempunyai beberapa keuntungan, antara lain:
a. nyala busur listrik yang dihasilkan lebih stabil,
b. setiap jenis elektroda dapat digunakan pada mesin las DC,
c. tingkat kebisingan lebih rendah,
d. mesin las lebih fleksibel, karena dapat diubah ke arus bolak-balik atau arus searah.

3. LAS AC/DC
Mesin las ini mampu melayani pengelasan dengan arus searah (DC) dan pengelasan dengan arus bolak-balik (AC). Mesin las ganda mempunyai transformator satu fasa dan sebuah alat perata dalam satu unit mesin. Keluaran arus bolak-balik diambil dari terminal lilitan sekunder transformator melalui regulator arus. Adapun arus searah diambil dari keluaran alat perata arus. Pengaturan keluaran arus bolakbalik atau arus searah dapat dilakukan dengan mudah, yaitu hanya dengan memutar alat pengatur arus dari mesin las. Mesin las AC-DC lebih fleksibel karena mempunyai semua kemampuan yang dimiliki masing-masing mesin las DC atau mesin las AC. Mesin las jenis ini sering digunakan untuk bengkel-bengkel yang mempunyai jenis-jenis pekerjaan yang bermacam-macam, sehingga tidak perlu mengganti-ganti las untuk pengelasan berbeda.

3. MESIN LAS GANDA (MESIN AC-DC)

JENIS-JENIS PENGELASAN
Proses pengelasan logam secara makro diklasifikasikan menjadi dua kelompok, yaitu: (1) Liquid state welding (LSW), dan (2) Solid state welding (SSW). LSW adalah proses pengelasan logam yang dilakukan dalam keadaan cair, sedangkan SSW merupakan proses las di mana pada saat pengelasan, logam dalam keadaan padat. Pengelasan logam secara LSW maupun SSW mempunyai beberapa teknik/metode. Berbagai jenis las berdasarkan metode.

A. LAS KONDISI CAIR (LIQUID STATE WELDING)1. Las Busur Listrik (Electric Arc Welding)
a) Las Flash Butt (Flash Butt Welding)
b) Las Elektroda Terumpan (Consumable Electrode)
- Las MIG (Metal Inert Gas)dan Las MAG(Metal Active Gas
- Las Listrik (Shielded Metal Arc Welding/SMAW)
- Las Busur Terpendam (Submerged Arc Welding/SAW)
c) Las Elektroda Tak Terumpan (Non Consumable Electrode)
- Las TIG (Tungsten Inert Gas)
- Las Plasma

2. LAS TAHANAN (RESISTANCE WELDING
a) Las Titik (Spot Welding)
b) Las Kelim ( Seam Welding)
c) Las Gas atau Las Karbit (Oxy-acetylene welding / OAW)
d) Las Sinar Laser
e) Las Sinar Elektron

B. LAS KONDISI PADAT (SOLID STATE WELDING)1) Friction Welding
2) Cold Welding
- Las Ultrasonik (Ultrasonic Welding / UW)
- Las Ledakan ( Explosive Welding / EW)
3) Las Tempa

MACAM-MACAM PENGELASAN
Pengelasan TIG Dan MIG / MAG
1. PENGELASAN TIGPengelasan TIG (tungsten inert gas) adalah teknik pengelasan berkualitas tinggi dengan kecepatan peleburan/penyatuan yang rendah. Arc terbakar antara elektroda tungsten dan bagian yang dikerjakan; elektrodanya tidak meleleh, jadi hanya berfungsi sebagai penghantar arus dan pembawa arc.
Biasanya, menggunakan argon, meskipun ada manfaat kualitas dan produktivitas jika menggunakan campuran baik argon dan helium atau argon dan hidrogen.

GAMBAR. SKEMA PENGELASAN (TIG (TUNGSTEN INER GAS)ELECTRODE PADA GTAW
TERMASUK ELEKTODE TIDAK TERUMPAN

MACAM-MACAM PENGELASAN LANJUTAN
2.PENGELASAN MIG/MAG
Pengelasan MIG (metal inert gas) dan MAG (metal active gas) secara luas digunakan setiap kali dibutuhkan peleburan/penyatuan logam dengan kecepatan tinggi dan sedang. Kedua teknik ini menggunakan arc DC yang nyala di antara bagian yang dikerjakan dan kawat elektroda, dimana elektroda ini fungsinya secara simultan adalah sebagai pembawa tenaga dan sumber filler logam.
Gas pelindung melingkupi arc, proses pemindahan tetesan dan leburan logam dari pengaruh atmosfir.
Untuk pengelasan MIG, gasnya adalah gas inert : argon atau campuran argon-helium. Pengelasan MAG menggunakan campuran argon dengan gas aktif seperti oksigen, CO atau keduanya.
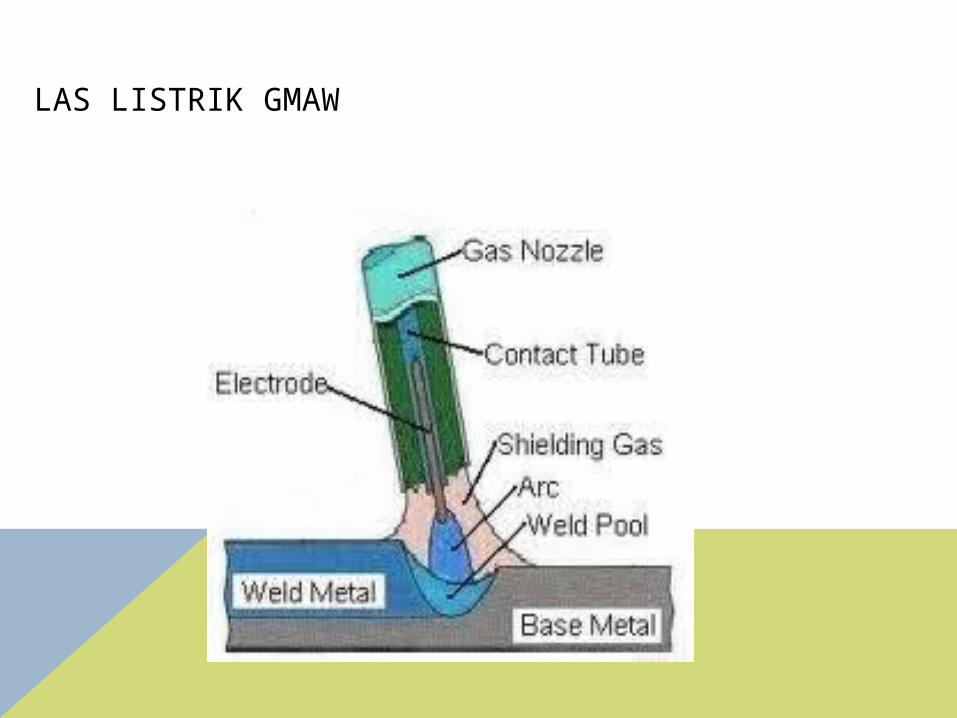
LAS LISTRIK GMAW

JENIS – JENIS SAMBUNGAN LAS:
Jenis sambungan tergantung pada faktor-faktor seperti ukuran dan profil batang yang bertemu di sambungan, jenis pembebanan, besarnya luas sambungan yang tersedia untuk pengelasan, dan biaya relatif dari berbagai jenis las. Sambungan las terdiri dari lima jenis dasar dengan berbagai macam variasi dan kombinasi yang banyak jumlahnya. Kelima jenis dasar ini adalah sambungan sebidang (butt), lewatan (lap), tegak (T), sudut, dan sisi seperti yang diperlihatkan pada Gambar 6.16.

1) SAMBUNGAN SEBIDANG
Sambungan sebidang dipakai terutama untuk menyambung ujung-ujung plat datar dengan ketebalan yang sama atau hampir sarna. Keuntungan utama jenis sambungan ini ialah menghilangkan eksentrisitas yang timbul pada sambungan lewatan tunggal seperti dalam Gambar 6.16(b). Bila digunakan bersama dengan las tumpul penetrasi sempurna (full penetration groove weld), sambungan sebidang menghasilkan ukuran sambungan minimum dan biasanya lebih estetis dari pada sambungan bersusun. Kerugian utamanya ialah ujung yang akan disambung biasanya harus disiapkan secara khusus (diratakan atau dimiringkan) dan dipertemukan secara hati-hati sebelum dilas. Hanya sedikit penyesuaian dapat dilakukan, dan potongan yang akan disambung harus diperinci dan dibuat secara teliti. Akibatnya, kebanyakan sambungan sebidang dibuat di bengkel yang dapat mengontrol proses pengelasan dengan akurat.

2) SAMBUNGAN LEWATAN
Sambungan lewatan pada Gambar 6.17 merupakan jenis yang paling umum. Sambungan ini mempunyai dua keuntungan utama:−Mudah disesuaikan. Potongan yang akan disambung tidak memerlukan ketepatan dalam pembuatannya bila dibanding dengan jenis sambungan lain. Potongan tersebut dapat digeser untuk mengakomodasi kesalahan kecil dalam pembuatan atau untuk penyesuaian panjang.− Mudah disambung. Tepi potongan yang akan disambung tidak memerlukan persiapan khusus dan biasanya dipotong dengan nyala (api) atau geseran. Sambungan lewatan menggunakan las sudut sehingga sesuai baik untuk pengelasan di bengkel maupun di lapangan. Potongan yang akan disambung dalam banyak hal hanya dijepit (diklem) tanpa menggunakan alat pemegang khusus. Kadang-kadang potongan-potongan diletakkan ke posisinya dengan beberapa baut pemasangan yang dapat ditinggalkan atau dibuka kembali setelah dilas.− Keuntungan lain sambungan lewatan adalah mudah digunakan untuk menyambung plat yang tebalnya berlainan.


3) SAMBUNGAN TEGAK
Jenis sambungan ini dipakai untuk membuat penampang bentukan (built-up) seperti profil T, profil 1, gelagar plat (plat girder), pengaku tumpuan atau penguat samping (bearing stiffener), penggantung, konsol (bracket). Umumnya potongan yang disambung membentuk sudut tegak lurus seperti pada Gambar 6.16(c). Jenis sambungan ini terutama bermanfaat dalam pembuatan penampang yang dibentuk dari plat datar yang disambung dengan las sudut maupun las tumpul.

4) SAMBUNGAN SUDUT
Sambungan sudut gbr 6.16 d. dipakai terutama untuk membuat penampang berbentuk boks segi empat seperti yang digunakan untuk kolom dan balok yang memikul momen puntir yang besar.

5) SAMBUNGAN SISISambungan sisi gbr 6.16 e. umumnya tidak struktural tetapi
paling sering dipakai untuk menjaga agar dua atau lebih plat tetap pada bidang tertentu atau untuk mempertahankan kesejajaran (alignment) awal.
Seperti yang dapat disimpulkan dari pembahasan di muka, variasi dan kombinasi kelima jenis sambungan las dasar sebenarriya sangat banyak. Karena biasanya terdapat lebih dari satu cara untuk menyambung sebuah batang struktural dengan lainnya, perencana harus dapat memilih sambungan (atau kombinasi sambungan) terbaik dalam setiap persoalan.

MACAM-MACAM TEKNIK LAS POSISI PENGELASAN
1. Posisi Di Bawah Tangan
Kemiringan elektroda 10 derajat – 20 derajat terhadap garis vertical kearah jalan elektroda dan 70 derajat-80 derajat terhadap benda kerja
2. Posisi Tegak (vertical)
Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya keatas atau ke bawah. Dengan kemiringan elektroda sekitar 10 derajat-15 derajat terhadapvertikal dan 70 derajat-85 derajat terhadap benda kerja.
3. Posisi Datar (horizontal)
Mengelas dengan horizontal biasa disebut juga mengelas merata dimana kedudukan benda kerja dibuat tegak dan arah elektroda mengikuti horizontal. Sewaktu mengelas elektroda dibuat miring sekitar 5 derajat – 10 derajat terhadap garis vertical dan 70 derajat – 80 derajat kearah benda kerja.
4. Posisi Di Atas Kepala (Overhead)
Mengelas dengan posisi ini benda kerja terletak pada bagian atas juru las dan kedudukan elektroda sekitar 5 derajat – 20 derajat terhadap garis vertical dan 75 derajat-85 derajat terhadap benda kerja

MACAM-MACAM TEKNIK LAS LANJUTAN
5. Posisi Datar (1G)
Pada posisi ini sebaiknya menggunakan metode weaving yaitu zigzag dan setengah bulan Untuk jenis sambungan ini dapat dilakukan penetrasi pada kedua sisi, tetapi dapat juga dilakukan penetrasi pada satu sisi saja. Type posisi datar (1G) didalam pelaksanaannya sangat mudah. Dapat diapplikasikan pada material pipa dengan jalan pipa diputar.
6. Posisi Horizontal (2G) Pengelasan pipa 2G adalah pengelasan posisi horizontal, yaitu pipa pada posisi tegak dan pengelasan dilakukan secara horizontal mengelilingi pipa. posisi sudut electrode pengelasan pipa 2G yaitu 90º Panjang gerakan elektrode antara 1-2 kali diameter elektrode. Bila terlalu panjang dapat mengakibatkan kurang baiknya mutu las. Panjang busur diusahakan sependek mungkin yaitu ½ kali diameter elektrode las. Untuk pengelasan pengisian dilakukan dengan gerakan melingkar dan diusahakan dapat membakar dengan baik pada kedua sisi kampuh agar tidak terjadi cacat. Gerakan seperti ini diulangi untuk pengisian berikutnya.
7. Posisi vertikal (3G) Pengelasan posisi 3G dilakukan pada material plate. Posisi 3G ini dilaksanakan pada plate dan elektrode vertikal.

MACAM-MACAM TEKNIK LAS LANJUTAN
8. Posisi Horizontal Pipa (5G)Pada pengelasan posisi 5G dibagi menjadi 2, yaitu :-Pengelasan naikBiasanya dilakukan pada pipa yang mempunyai dinding teal karena membutuhkan panas yang tinggi. Pengelasan arah naik kecepatannya lebih rendah dibandingkan pengelasan dengan arah turun, sehingga panas masukan tiap satuan luas lebih tinggi dibanding dengan pengelasan turun.Posisi pengelasan 5G pipa diletakkan pada posisi horizontal tetap dan pengelasan dilakukan mengelilingi pipa tersebut. Supaya hasil pengelasan baik, maka diperlukan las kancing (tack weld) pada posisi jam 5-8-11 dan 2. Mulai pengelasan pada jam 5.30 ke jam 12.00 melalui jam 6 dan kemudian dilanjutkan dengan posisi jam 5.30 ke jam 12.00 melalui jam 3. Gerakan elektrode untuk posisi root pass (las akar) adalah berbentuk segitiga teratur dengan jarak busur ½ kali diameter elektrode.
-Pengelasan turunBiasanya dilakukan pada pipa yang tipis dan pipa saluran minyak serta gas bumi. Alasan penggunaan las turun lebih menguntungkan dikarenakan lebih cepat dan lebih ekonomis.

POSISI PENGELASAN
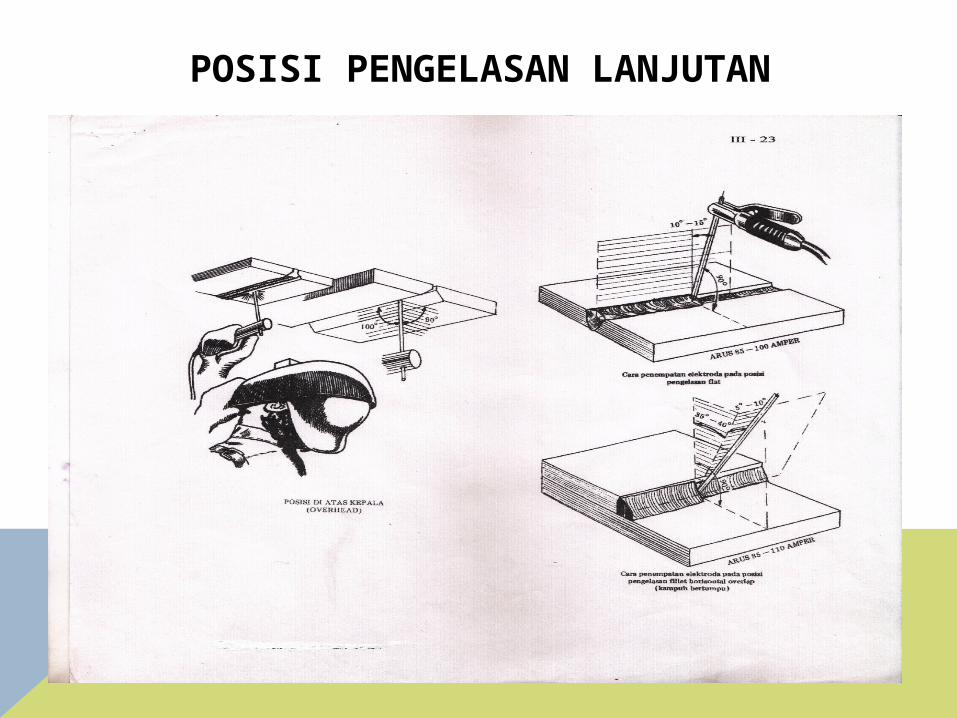
POSISI PENGELASAN LANJUTAN

URUTAN-URUTAN PELETAKAN JALUR PENGELASAN

SIMBUL-SIMBUL KAMPUH LAS


ALAT –ALAT PELINDUNG PENGELASAN

Sekian dan terima kasih
Related Documents











