By, Parmar Vishwarajsinh [4VP11ME075] EFFECTS OF NITRIDING ON THE WEAR AND CORROSION PROPERTIES OF TOOL STEEL At HMT Machine Tools Limited Bangalore Under the Guidance of, Mr. Veerasekharachari K Deputy Engineer (QI) HMT machine Tools Limited Mr. Rajendra M AGM (TC) HMT Training Institute, HMT Machine tools limited

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

By,
Parmar Vishwarajsinh [4VP11ME075]
EFFECTS OF NITRIDING ON THE WEAR AND CORROSION PROPERTIES OF TOOL STEEL
At HMT Machine Tools Limited
Bangalore
Under the Guidance of,
Mr. Veerasekharachari KDeputy Engineer (QI)HMT machine Tools Limited
Mr. Rajendra MAGM (TC)HMT Training Institute,HMT Machine tools limited

CONTENTS• About Company
• Introduction
• Materials
• Heat Treatment
• Nitriding
• IS – T110W6Cr4 properties
• JIS – SK3 properties
• AISI – M35 properties
• Overall comparison
• Conclusion
• References
ABOUT HMT• HMT was incorporated in 1953 by the Govt. of India as the Machine tool Manufacturing
company
• In 1960, Launched a Bold plan of Diversification & Expansion which resulted in Duplication of Bangalore unit & setting of New units in PINJORE, KALAMASSERY, and HYDERABAD
• In 1967, Recession struck Indian Engineering Industry. Thus helped to bring two latest strength of HMT namely URGE TO SURVIVE and CONFIDENCE TO INNOVATE
• In 1980, launched units to manufacture CNC systems and Ball Screws
• In 1990, Formation of Machine Tool Business group & Formation of Central Re-conditioning division at Bangalore
• In 1998, bagged FIE award for best design, quality and Appearance of a Product at IMTEX
• In NEW MILLENIUM Production suffered due to slowdown in the economy coupled with stiff competition from imported machines.

HMT’S VISION AND MISSION• Vision:
• To be an engineering company of international repute, providing best of products and services with contemporary technology to suit the customer needs.
• Mission:
• To establish ourselves a one of the world’s premier company in the engineering field having strong international competiveness.
• To achieve market leadership in India through ensuring customer satisfaction by supplying internationally competitive products and services.
• To achieve sustained growth in the earnings of the group on behalf of shareholders.

INTRODUCTION
• Tool steels are used for applications such as gauge blocks, cutting tools and other where higher reliability is required.
• Reliability of a machine depends on its wear and corrosion resistance properties.
• Nitriding is a chemical case hardening process, which is used to improve the case hardness thus improving the wear and corrosion properties.

MATERIAL – IS – T110W6CR4• Tungsten alloyed high carbon tool steel.
• Used for gauge blocks, vernier callipers etc.
• Requires very good resistance to corrosion as well as wear.
Chemical Composition:
T110Mn4W6Cr4 as per IS - 1570 (Pt. 6) - 1996
ELEMENTS COMPOSITIONS (in % by wt.) SPECIFICATIONS
C 1.053 1.00 - 1.20
Si 0.28 0.10 - 0.35
Mn 0.91 0.90 - 1.30
P 0.012 0.035 max
S 0.009 0.035 max
Cr 0.94 0.90 - 1.30
W 1.26 1.25 - 1.75

MATERIAL – JIS – SK3• Manganese alloyed high carbon tool steel.
• Was commonly used for tools back in 1940s’.
• Now used for other common purposes such as watch casings.
• Requires very good resistance to corrosion as well as wear.
Chemical Composition:
C105W2
ELEMENTS COMPOSITIONS (in % by wt.) SPECIFICATIONS
C 1.008 1.00 - 1.10
Si 0.24 0.10 - 0.30
Mn 0.22 0.10 - 0.35
P 0.005 0.030 max
S 0.007 0.030 max

MATERIAL – AISI – M35• Chromium, Tungsten, Vanadium, Molybdenum, Cobalt alloyed high speed tool steel.
• Used for all high speed cutting applications such as in CNC lathes.
• Has very good wear and corrosion resistance properties.
• But good is not enough.
Chemical Properties:
XT90W6Co5Mo5Cr4V2 as per IS - 1570 (Pt. 6) - 1996
ELEMENTS COMPOSITIONS (in % by wt.) SPECIFICATIONS
C 0.919 0.88 - 0.96
Si 0.32 0.45 max
Mn 0.16 0.40 max
P 0.03 0.030 max
S 0.03 0.030 max
Cr 4.07 3.80 - 4.50
Mo 4.61 4.70 - 5.20
V 2.03 1.70 - 2.00
Co 4.97 4.50 - 5.00
W 6.59 6.00 - 6.70
HEAT TREATMENT
• It is a thermal hardening process.
• Changes the material structure from ferrite and pearlite to martensite structure.
• Martensite structure increases the hardness.
• Process time and temperature is different for different types of steels.

HEAT TREATMENT FOR IS – T110W6CR4• Pre heating – 15 minutes at 180°C.• Hardening – 20 minutes at 860°C.• Tempering – 1 hour at 180°C.

HEAT TREATMENT FOR JIS – SK3• Pre – heating : for 15 minutes at 180°C.
• Hardening : For 20 minutes at 840°C.
• Tempering : For 1 hour at 180°C.

HEAT TREATMENT FOR AISI – M35• Pre- heating : 15 minutes at 180°C.
• Hardening: 20 minutes at 1120°C.
• Tempering: Needs triple tempering at 540°C for 2 hours.

NITRIDING• Nitriding is a chemical case hardening process which will increase the case hardness of a
material keeping the core intact.
• Nitriding is done at 540°C for 72 hours for best effects of nitriding.

MATERIAL PROPERTIES
• Mechanical and metallurgical properties of samples are checked at each and every step.
• The materials showed different behaviours at different conditions.
• All the data we obtained are practical values.

MATERIAL PROPERTIES• Hardness is checked in Brinell, Rockwell and Vickers as per IS: 1500- 2000, IS 1586 -
1999 and IS: 1586 – 2000.
• For comparison basis we have used Vickers scale.
• The conversion from Brinell, Rockwell to Vickers is based on IS: 4258 – 1982.
• Rubbing velocity test (Pin on Disc) for wear is tested as per ASTM G99.
• Corrosion test is done for 72 hours and is as per ASTM B117 and ISO 9227.
• Microstructure is done by etching the polished samples with 3% Nital solution.
• Case depth is checked with Micro Vickers apparatus as per IS: 6416 – 1988.

IS – T110W6CR4 PROPERTIES - HARDNESS
raw material Heat treated NitridedHardness [HV] 215 700 762
50
150
250
350
450
550
650
750
850
Hardness Comparison
Hardness [HV]

IS – T110W6CR4 PROPERTIES – CASE DEPTH
0 0.09 0.19 0.29 0.39 0.49 0.59 0.69 1.5Hardness 724 657 657 627 548 548 503 503 429
50
150
250
350
450
550
650
750 724
657 657627
548 548503 503
429
Nitrided case depth of IS - T110W6Cr4
Cae Depth in mm
hard
ness
vic
kers

IS – T110W6CR4 PROPERTIES – WEAR TEST
Raw Material Heat Treated NitridedWear Rate 0.000000001278 7.883E-10 6.252E-10
1.00E-10
3.00E-10
5.00E-10
7.00E-10
9.00E-10
1.10E-09
1.30E-09
Wear Rate comparison
mm3/Nm

IS – T110W6CR4 PROPERTIES – WEAR TEST
Raw material Heat Treated NitridedWeight loss 0.167020953537808 0.0897356250431422 0.0364670702355773
0.01
0.03
0.05
0.07
0.09
0.11
0.13
0.15
0.17
Weight loss Comparison
%

IS – T110W6CR4 PROPERTIES - CORROSION
24 Hours 48 Hours 72 HoursRaw material 40 70 90Heat Treated 25 40 80Nitrided 5 5 9
5
15
25
35
45
55
65
75
85
95
Corrosion Test
Axis Title

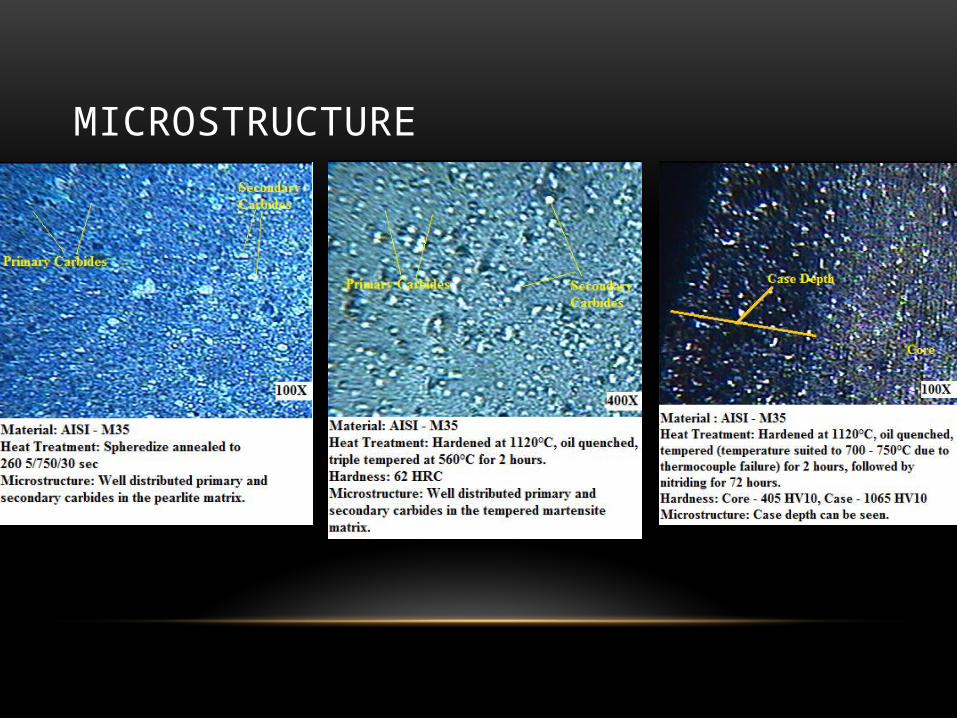
MICROSTRUCTURE

JIS – SK3 PROPERTIES - HARDNESS
raw material Heat treated Nitrided0
50100150200250300350400450500
Hardness Comparison
Hardness (HV)

JIS – SK3 PROPERTIES – CASE DEPTH
0 0.03 0.13 0.23 0.33 0.43 0.53 0.63 0.73Hardness 454 460 480 480 475 470 397 302 302
50
150
250
350
450
550
454 460480 480 475 470
397
302 302
Nitrided case depth of JIS - SK3
Case depth in mm
Har
dnes
s Vi
cers

JIS – SK3 PROPERTIES – WEAR TEST
Raw Material Heat Treated NitridedWear Rate 0.000000003697 0.000000001331 0.000000001006
2.50E-10
7.50E-10
1.25E-09
1.75E-09
2.25E-09
2.75E-09
3.25E-09
3.75E-09
Wear Rate Comparison
mm3/Nm

JIS – SK3 PROPERTIES – WEAR TEST
Raw material Heat Treated NitridedWeight loss 0.167020953537808 0.0897356250431422 0.0364670702355773
0.01
0.03
0.05
0.07
0.09
0.11
0.13
0.15
0.17
Weight loss Comparison
%

JIS – SK3 PROPERTIES – CORROSION TEST
24 Hours 48 Hours 72 HoursRaw material 25 45 90Heat Treated 40 60 90Nitrided 2 5 7
5
15
25
35
45
55
65
75
85
95
Corrosion Test
%

MICROSTRUCTURE

AISI – M35 PROPERTIES - HARDNESS
raw material Heat treated Nitrided0
200
400
600
800
1000
1200
Hardness Comparison
Hardness (HV)

AISI M35 PROPERTIES – CASE DEPTH
0 0.024 0.124 0.224 0.324 0.424 0.524 0.624 0.724Hardness 1065 762 627 583 548 473 464 464 446
100
300
500
700
900
1100 1065
762
627583
548473 464 464 446
Nitrided Case Depth on AISI - M35
case Depth in mm
Har
dnes
s Vi
cker
s

AISI – M35 PROPERTIES – WEAR TEST
Raw Material Heat Treated NitridedWear Rate 0.000000001142 3.805E-10 2.718E-10
1.00E-10
3.00E-10
5.00E-10
7.00E-10
9.00E-10
1.10E-09
Wear Rate
mm3/Nm

AISI – M35 PROPERTIES – WEAR TEST
Raw material Heat Treated NitridedWeight Loss 0.0473074193802728 0.0210378681626929 0.0239120038259206
0.0025
0.0075
0.0125
0.0175
0.0225
0.0275
0.0325
0.0375
0.0425
0.0475
Weight Loss Comparison
%

AISI – M35 – CORROSION TEST
24 Hours 48 Hours 72 HoursRaw material 15 25 30Heat Treated 5 25 70Nitrided 0 20 30
5
15
25
35
45
55
65
75
Corrosion test
%
MICROSTRUCTURE

OVERALL COMPARISON - HARDNESS
IS-T110W6Cr4 JIS - SK3 AISI - M35hardness 204 185 258.5
25
75
125
175
225
275
204
185
258.5
Hardness Comparison for Raw material
BHN

OVERALL COMPARISON - HARDNESS
IS- T110W6Cr4 JIS – SK3 AISI – M35hardess HRC 60 45 62
5
15
25
35
45
55
65
Hardness Comparison for Heat Treated material
Har
dnes
s H
RC

OVERALL COMPARISON - HARDNESS
IS- T110W6Cr4 JIS – SK3 AISI – M35Case hardness 724 454 1065Core Hardness 429 335 405
100
300
500
700
900
1100
724
454
1065
429
335405
Hardness after nitriding
Material
Vick
ers
in 1
0 kg
load

OVERALL COMPARISON - TOUGHNESS
IS- T110W6Cr4 JIS – SK3 AISI – M35Core Toughness 1385 1075 1330
100
300
500
700
900
1100
1300
15001385
1075
1330
Core Toughness comparison
Material
N/m
m2

WEAR TEST – PIN ON DISC
IS-T110W6Cr4 JIS- SK3 AISI- M35Raw Material 0.167020953537808 0.54338876996542 0.0473074193802728Heat Treated 0.0897356250431423 0.251052204090674 0.0210378681626929Nitrided 0.0364670702355773 0.147321082422269 0.0239120038259206
0.05
0.15
0.25
0.35
0.45
0.55
Percentage Weight Loss Comparison
weight loss(%)
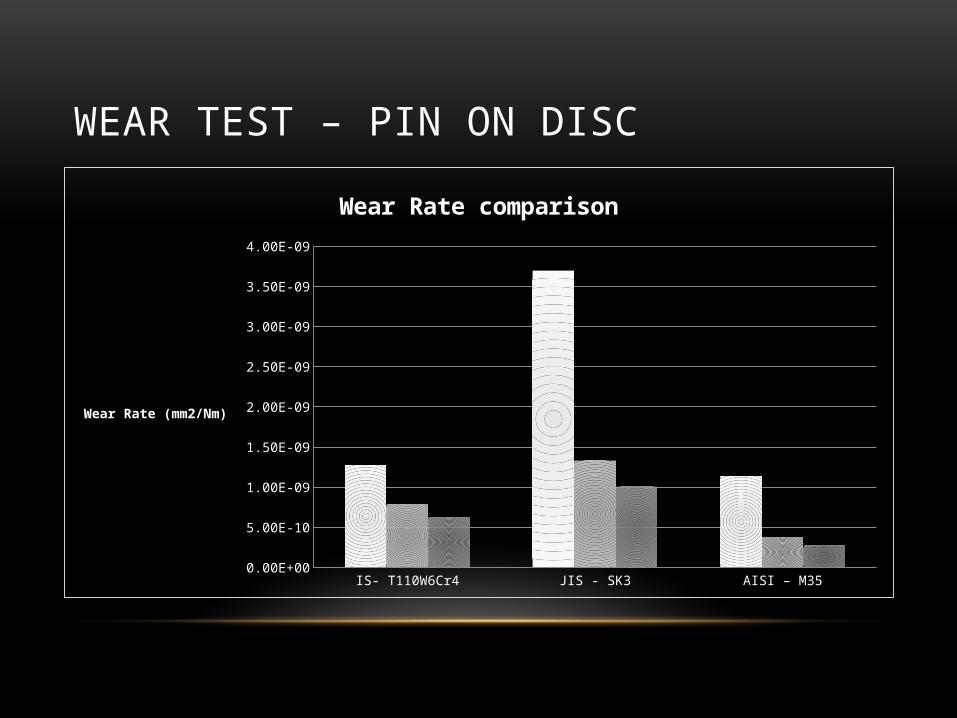
WEAR TEST – PIN ON DISC
IS- T110W6Cr4 JIS - SK3 AISI – M35Raw Material 0.000000001278 0.000000003697 0.000000001142Heat Treated 7.88300000000002E-10 0.000000001331 3.80500000000001E-10Nitrided 6.25200000000002E-10 0.000000001006 2.71800000000001E-10
2.50E-10
7.50E-10
1.25E-09
1.75E-09
2.25E-09
2.75E-09
3.25E-09
3.75E-09
Wear Rate comparison
Wear Rate (mm2/Nm)

CORROSION TEST
24 Hrs 48 Hrs 72 Hrs0
10
20
30
40
50
60
70
80
90
100
Corrosion test comarison
Raw - T110W6Cr4Heat Treated - T110W6Cr4Nitrided - T110W6Cr4 Raw - SK3Heat Treated - SK3Nitrided -SK3Raw - M35Heat Treated - M35Nitrided - M35
Axis Title

COST ANALYSIS
IS – T110W6Cr4 JIS – SK3 AISI – M35Total Cost 960 850 2810
250
750
1250
1750
2250
2750
Total Cost comparison of materials
Cos
t Rs/
Kg
CONCLUSION• The nitriding had a positive effect on these materials (IS – T110W6Cr4, JIS – SK3 and
AISI - M35).
• Nitrided JIS – SK3 was corroded the least and IS – T110W6Cr4 was corroded the most even after nitriding.
• Nitrided AISI – M35 had the least wear rate as well as weight loss where JIS – SK3 was most worn out.
• Cost wise, JIS – SK3 is much cheaper than AISI – M35.

REFEFENCES• “Methods for measuring case depth for steels”, IS – 6416:1988
• “Methods for Rockwell hardness test for steels”, IS – 1586:1999 , IS – 1586:2000
• “Hand Book for Heat treatment of steels”, H Prabhudev, Tata McGraw Hill Publications
• “Methods for Brinnel hardness test for steels”, IS – 1500:2000
• “ASM Handbook on Heat Treating Volume 4”, ASM Handbook Committee
• “ASM Handbook on Mechanical Testing and Evaluation Volume 8”, ASM Handbook Committee
• “ASM Handbook on Corrosion Volume 13”, ASM Handbook Committee
• “ASM Handbook on Corrosion Volume 13A”, ASM Handbook Committee
• “Corrosion Engineering Principles Practice”, Pierre R Roberge, Tata – McGraw hills Publications
• “Steels, Microstructure and Properties”, H. K. D. H. Bhadeshia, Sir Robert Honeycombe, Tata – McGraw Hill Publications
• “Mechanical Behaviour of Engineering Materials”, J. Rösler, H. Harders ,M. Bäker, Springer Publications
Related Documents



