24/01/2013 1 Progettazione del processo produttivo Il miglioramento della qualità e della produttività ha maggiore efficacia quando è parte integrante del processo di realizzazione del prodotto. In particolare l’uso del cosid- detto DOE (design of experiments) in uno stadio antecedente allo sviluppo di tutto il ci- clo in fase di progettazione di un nuovo prodotto, o del miglioramento di un processo esi- stente, è talvolta la chiave del successo su tutta la produzione successiva. La progettazione di un esperimento consiste nell’eseguire una serie di test in cui vengono fatte modifiche sostanziali a quelle variabili (dette di controllo) che si pensa influenzino il processo, con l’obbiettivo di individuare e identificare le corrispondenti risposte che queste variazioni comportano sul processo. • determinare quali variabili influenzano maggiormente la risposta; • determinare quali variabili influenzano maggiormente la risposta media; • determinare quali variabili influenzano maggiormente la variabilità della risposta; • determinare come fare a ridurre l’effetto dei fattori Incontrollabili.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
24/01/2013
1
Progettazione del processo
produttivo
Il miglioramento della qualità e della produttività ha maggiore efficacia quando è
parte integrante del processo di realizzazione del prodotto. In particolare l’uso del cosid-
detto DOE (design of experiments) in uno stadio antecedente allo sviluppo di tutto il ci-
clo in fase di progettazione di un nuovo prodotto, o del miglioramento di un processo esi-
stente, è talvolta la chiave del successo su tutta la produzione successiva.
La progettazione di un esperimento consiste nell’eseguire una serie di test in cui vengono
fatte modifiche sostanziali a quelle variabili (dette di controllo) che si pensa influenzino il
processo, con l’obbiettivo di individuare e identificare le corrispondenti risposte che
queste variazioni comportano sul processo.
• determinare quali variabili influenzano maggiormente
la risposta;
• determinare quali variabili influenzano maggiormente
la risposta media;
• determinare quali variabili influenzano maggiormente
la variabilità della risposta;
• determinare come fare a ridurre l’effetto dei fattori
Incontrollabili.

24/01/2013
2
Esempio: un ingegnere ha applicato il CSQ al processo che prevede la
saldatura di componenti elettronici su dei circuiti stampati.
Attraverso una u-carta ha stabilito che il flusso del processo di saldatura
è in controllo statistico, con un numero medio di errori per circuito pari
all’1%. Ritiene però che questa percentuale sia troppo alta (poiché un
circuito stampato necessita in media di 2000 saldature).
Il processo ha varie variabili che possono essere controllate come:
la temperatura della saldatrice, la temperatura del preriscaldamento,
la velocità del nastro trasportatore, il tipo di flusso, il coefficiente di
gravità specifico, etc.
Il processo ha anche una serie di variabili che non sono facilmente con-
trollabili: lo spessore del circuito stampato, il tipo di componente usato
sul circuito, l’operatore.
In tal caso un piano degli esperimenti dovrebbe evidenziare la gran-
dezza e la direzione degli effetti di questi fattori.
IL CONTROLLO STATISTICO DI QUALITA’ (on line) è un metodo
statistico passivo. Il DOE è un metodo statistico attivo.
Esperimenti fattoriali Strategia del Taguchi
VANTAGGI: Riduzione dei costi SVANTAGGI: confounding factors

24/01/2013
3
C
A B -1 1
-1 -1 -3,-1 -1;0
1 -1 0;1 1;3
1 1 2;3 6;5
-1 1 -1,0 1;1
Se si è appurata la mancanza di interazioni, è possibile
proseguire (o ripetere) la sperimentazione usando i pia-
ni ortogonali.
…quindi si vuole ripetere la sperimentazione
ma con un numero inferiore di combinazioni!
Dal punto di vista geometrico….
Attenzione, perché si perdono tutte le
Informazioni sulle interazioni!!!
24/01/2013
4
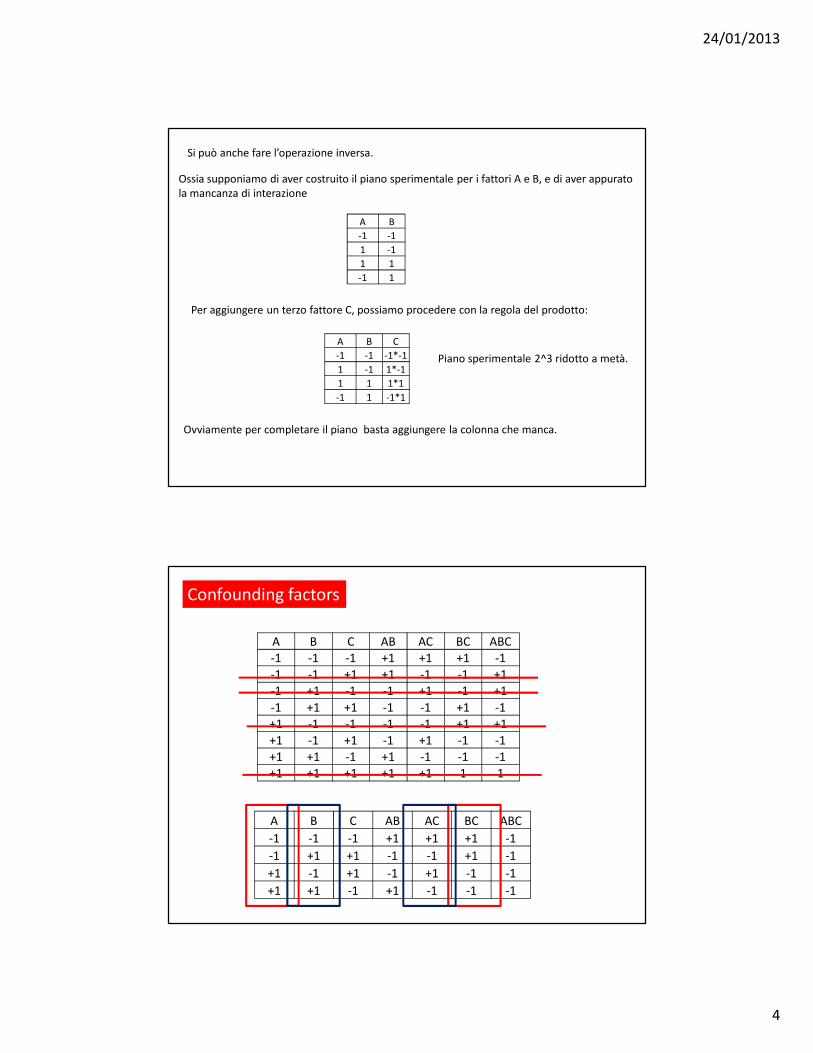
Si può anche fare l’operazione inversa.
Ossia supponiamo di aver costruito il piano sperimentale per i fattori A e B, e di aver appurato
la mancanza di interazione
A B
-1 -1
1 -1
1 1
-1 1
Per aggiungere un terzo fattore C, possiamo procedere con la regola del prodotto:
A B C
-1 -1 -1*-1
1 -1 1*-1
1 1 1*1
-1 1 -1*1
Piano sperimentale 2^3 ridotto a metà.
Ovviamente per completare il piano basta aggiungere la colonna che manca.
Confounding factors
A B C AB AC BC ABC
-1 -1 -1 +1 +1 +1 -1
-1 -1 +1 +1 -1 -1 +1
-1 +1 -1 -1 +1 -1 +1
-1 +1 +1 -1 -1 +1 -1
+1 -1 -1 -1 -1 +1 +1
+1 -1 +1 -1 +1 -1 -1
+1 +1 -1 +1 -1 -1 -1
+1 +1 +1 +1 +1 1 1
A B C AB AC BC ABC
-1 -1 -1 +1 +1 +1 -1
-1 +1 +1 -1 -1 +1 -1
+1 -1 +1 -1 +1 -1 -1
+1 +1 -1 +1 -1 -1 -1

24/01/2013
5
Esempio
A: marca del saldatore (Ij100,B17)
B: corrente elettrica (100A, 50A)
C: metodo di manipolazione (intrecciato, singolo)
D: condizioni di preriscaldamento (pre-riscaldato, non pre-riscaldato)
Scopo dell’esperimento: trovare le migliori condizioni
per la saldatura elettrica di due lastre di ferro.
Efficacia meccanica delle parti saldate, misurata con la forza (kg/mm^2)
A B AB C AC BC D
Valori di
Y
-1 -1 -1 -1 -1 +1 -1 15
-1 -1 -1 +1 +1 -1 +1 20
-1 +1 +1 -1 -1 -1 +1 4
-1 +1 +1 +1 +1 +1 -1 9
+1 -1 +1 -1 +1 +1 +1 25
+1 -1 +1 +1 -1 -1 -1 29
+1 +1 -1 -1 +1 -1 -1 10
+1 +1 -1 +1 -1 +1 +1 8
Pooling error:
somma devianze
inferiori al 4 o 5%
>> x=[15, 20, 4, 9, 25, 29, 10, 8];
>> A=[-1 -1 -1 -1 1 1 1 1];
>> B=[-1 -1 1 1 -1 -1 1 1];
>> C=[-1 1 -1 1 -1 1 -1 1];
>> group={A,B,C};
>> [p, tab, stats]=anovan(x,group,'full’)')
IN MATLAB
Non ci sono repliche

24/01/2013
6
SS
A 72
B 420,5
C 18
D 4,5
AB 24,5
AC 8
BC 4,50
Totale 552
%SS DF
13,04% 1
76,18% 1
3,26% 1
0,82% 1
4,44% 1
1,45% 1
0,82% 1
• ad esempio 3,26% proviene da 18/552 (% variabilità di C rispetto a
variabilità totale)
Errore 35,00 4
Stat test P-value
8,228571 0,0456
48,05714 0,0023
2,8 0,1696
• ad esempio 8,22 proviene da 72/(35/4) (distribuzione di Fisher)
• l’errore corrisponde alla somma delle variabilità in rosso (inferiori
a 4 o 5%)
>> 1-fcdf(8.22,1,4), ans = 0.0456
24/01/2013
7
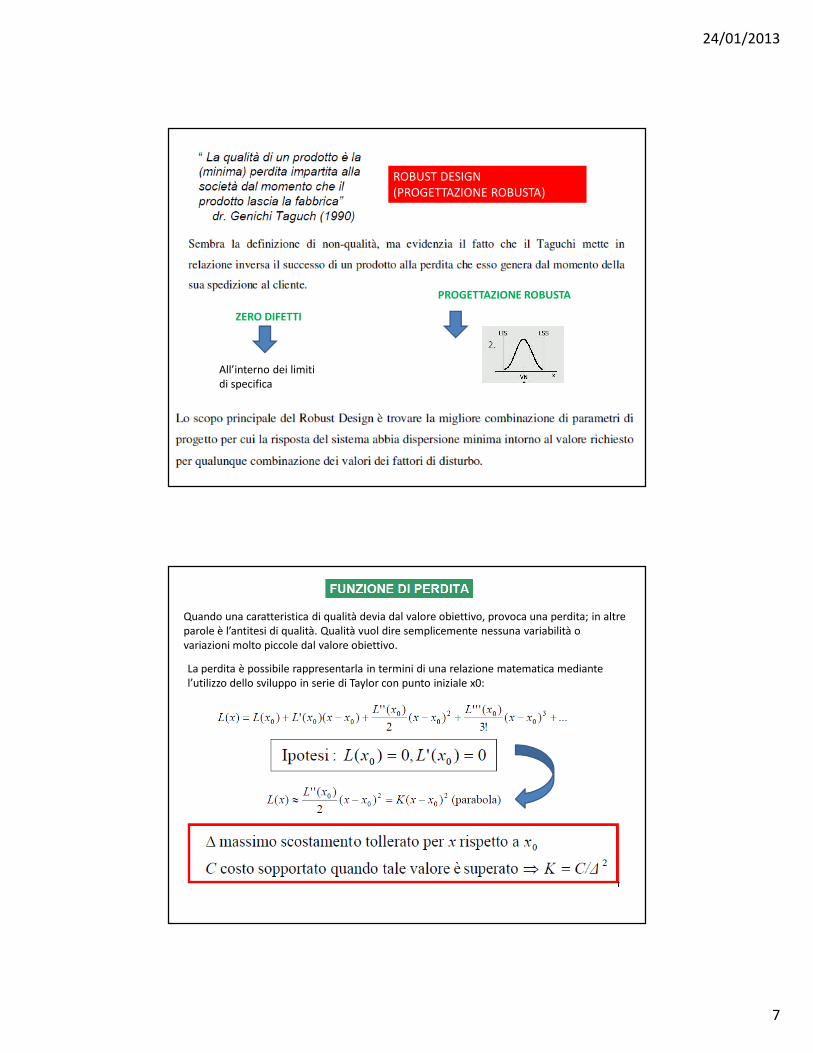
ROBUST DESIGN
(PROGETTAZIONE ROBUSTA)
ZERO DIFETTI
All’interno dei limiti
di specifica
PROGETTAZIONE ROBUSTA
Quando una caratteristica di qualità devia dal valore obiettivo, provoca una perdita; in altre
parole è l’antitesi di qualità. Qualità vuol dire semplicemente nessuna variabilità o
variazioni molto piccole dal valore obiettivo.
La perdita è possibile rappresentarla in termini di una relazione matematica mediante
l’utilizzo dello sviluppo in serie di Taylor con punto iniziale x0:

24/01/2013
8
L’equazione così ottenuta è l ’equazione di una parabola
2
Si può pensare alla prestazione effettiva come ad una v.a.
, dove (0, )
x
X Z Z Nµ σ= + ≈
monitorato con il CSQ Monitorato con la progettazione robusta
L’approccio del Taguchi parte con l’individuazione dei fattori di controllo che hanno più
influenza sulla varianza e dopo con quelli che influenzano la media della risposta .
Tale individuazione viene effettuata usando una funzione che è legata alla funzione perdita.
24/01/2013
9
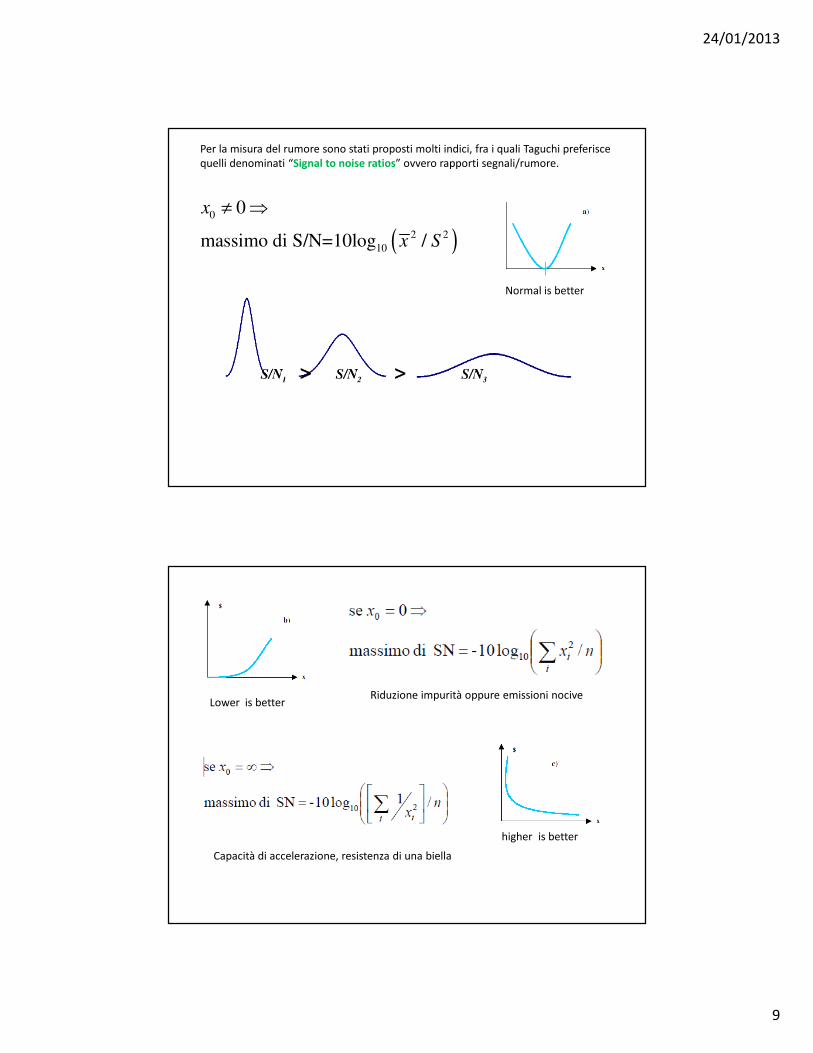
Normal is better
Per la misura del rumore sono stati proposti molti indici, fra i quali Taguchi preferisce
quelli denominati “Signal to noise ratios” ovvero rapporti segnali/rumore.
( )0
2 2
10
0
massimo di S/N=10log /
x
x S
≠ ⇒
Lower is better
higher is better
Capacità di accelerazione, resistenza di una biella
Riduzione impurità oppure emissioni nocive
24/01/2013
10
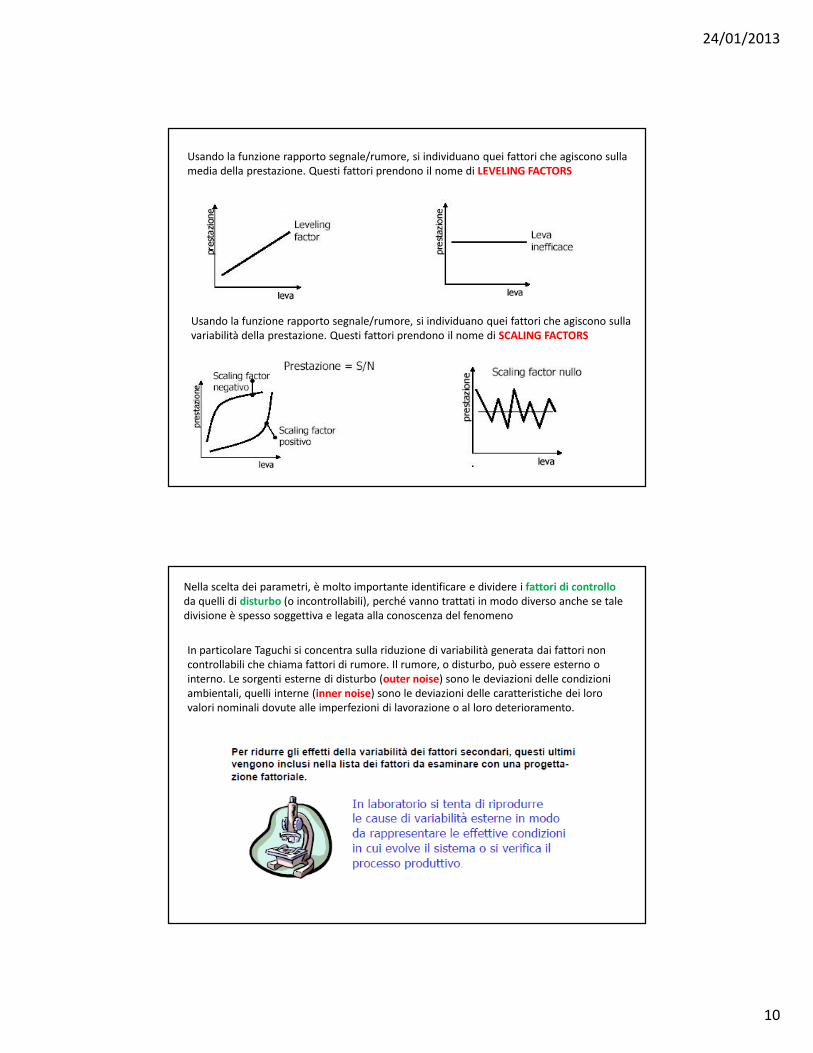
Usando la funzione rapporto segnale/rumore, si individuano quei fattori che agiscono sulla
media della prestazione. Questi fattori prendono il nome di LEVELING FACTORS
Usando la funzione rapporto segnale/rumore, si individuano quei fattori che agiscono sulla
variabilità della prestazione. Questi fattori prendono il nome di SCALING FACTORS
Nella scelta dei parametri, è molto importante identificare e dividere i fattori di controllo
da quelli di disturbo (o incontrollabili), perché vanno trattati in modo diverso anche se tale
divisione è spesso soggettiva e legata alla conoscenza del fenomeno
In particolare Taguchi si concentra sulla riduzione di variabilità generata dai fattori non
controllabili che chiama fattori di rumore. Il rumore, o disturbo, può essere esterno o
interno. Le sorgenti esterne di disturbo (outer noise) sono le deviazioni delle condizioni
ambientali, quelli interne (inner noise) sono le deviazioni delle caratteristiche dei loro
valori nominali dovute alle imperfezioni di lavorazione o al loro deterioramento.

24/01/2013
11
L’altro contributo dato dal Taguchi è nell’ambito della sperimentazione fattoriale.
USO DI PIANI ORTOGONALI RIDOTTI
L’approccio classico prevede l’uso di due piani fattoriali. Uno per i fattori controllabili
e l’altro per i fattori non controllabili. Se ipotizziamo due livelli per i fattori , si tratta
di due piani 2^2. Bisognerebbe studiarli separatamente.
Il Taguchi propone di considerare i fattori assieme. Bisognerebbe costruire un piano
2^4.

24/01/2013
12
Se dovessimo operare un taglio a metà
la scelta dovrebbe seguire la regola del
prodotto
A B C D
-1 -1 -1 -1
1 -1 -1 -1
-1 1 -1 -1
-1 -1 1 -1
-1 -1 -1 1
1 1 -1 -1
1 -1 1 -1
1 -1 -1 1
-1 -1 1 1
-1 1 -1 1
-1 1 1 -1
1 1 -1 -1
-1 1 1 1
1 -1 1 1
1 1 -1 1
1 1 1 -1
E invece viene usato un piano sperimen-
tale incrociato
Matrice interna: ogni riga rappresenta
una prova sperimentale – fattori di
controllo – (effetti fissi)
Matrice esterna: relativa ai fattori di
disturbo (spesso frazionata) – effetti
casuali
Prodotto diretto tra matrici: 4 com-
binazioni per 2 replicazioni (esterna)
2 replicazioni per 2 fattori di disturbo.
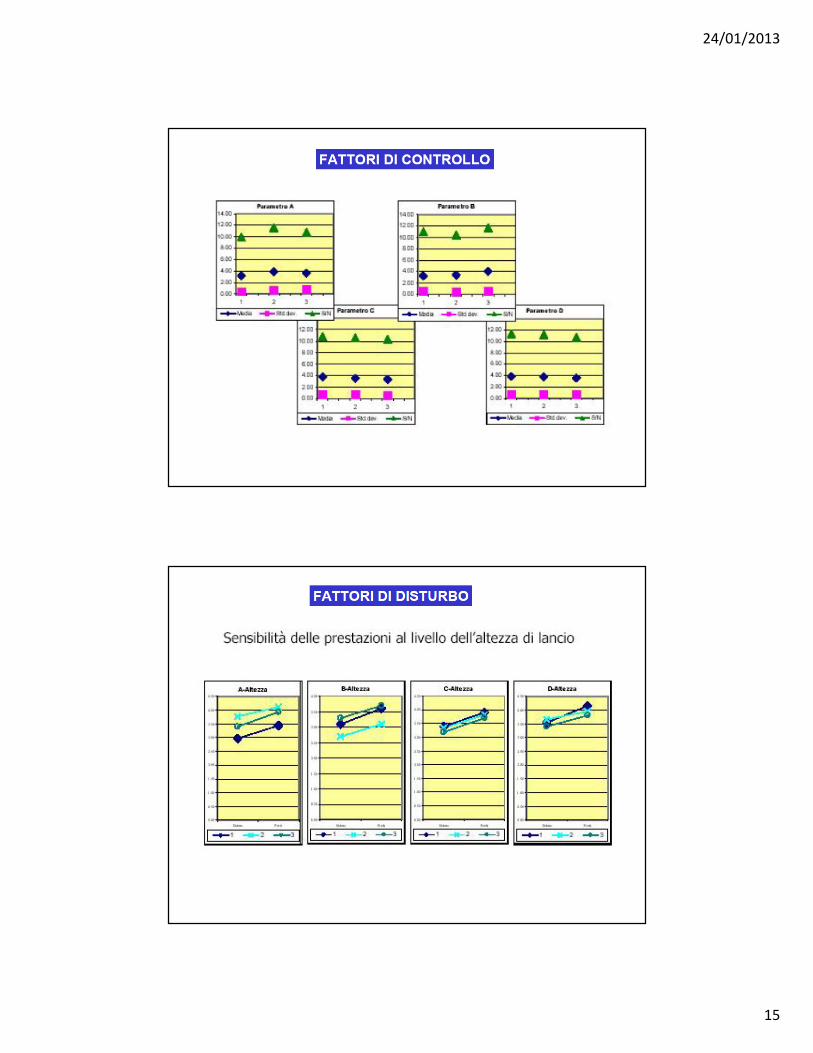
Esempio
Si vuole sviluppare il progetto di un giocattolo, un aereo di carta, la cui prestazione è la
lunghezza di volo in metri misurando la distanza tra il punto in cui si lancia e il punto in
cui si ferma al suolo dalla sua punta anteriore. Vengono utilizzati 4 lanciatori che operano
in maniera standard (l’altra mano tiene il gomito fermo ed aderente al busto). Gli
esperimenti si svolgono in un locale ampio, senza correnti d’aria e con pavimentazione
liscia ed uniforme.

24/01/2013
13
Se si volesse utilizzare l’ANOVA, avremmo avuto la necessità di realizzare un piano speri-
mentale 3^4 = 81 aerei con un complessivo di 81*4=244 prove.

24/01/2013
14
24/01/2013
15

24/01/2013
16
ESERCIZIO
Descrivere il piano fattoriale completo,
adottato per le prove delle batterie, se-
guendo il seguente ordine: fissato il li-
vello +1 per A e il livello +1 per B, far
variare i livelli di C (da +1 a -1); fissato il
livello +1 per A e il livello -1 per B, far
variare i livelli di C; ripetere i due passi
precedenti fissando il livello -1 per A.
24/01/2013
17
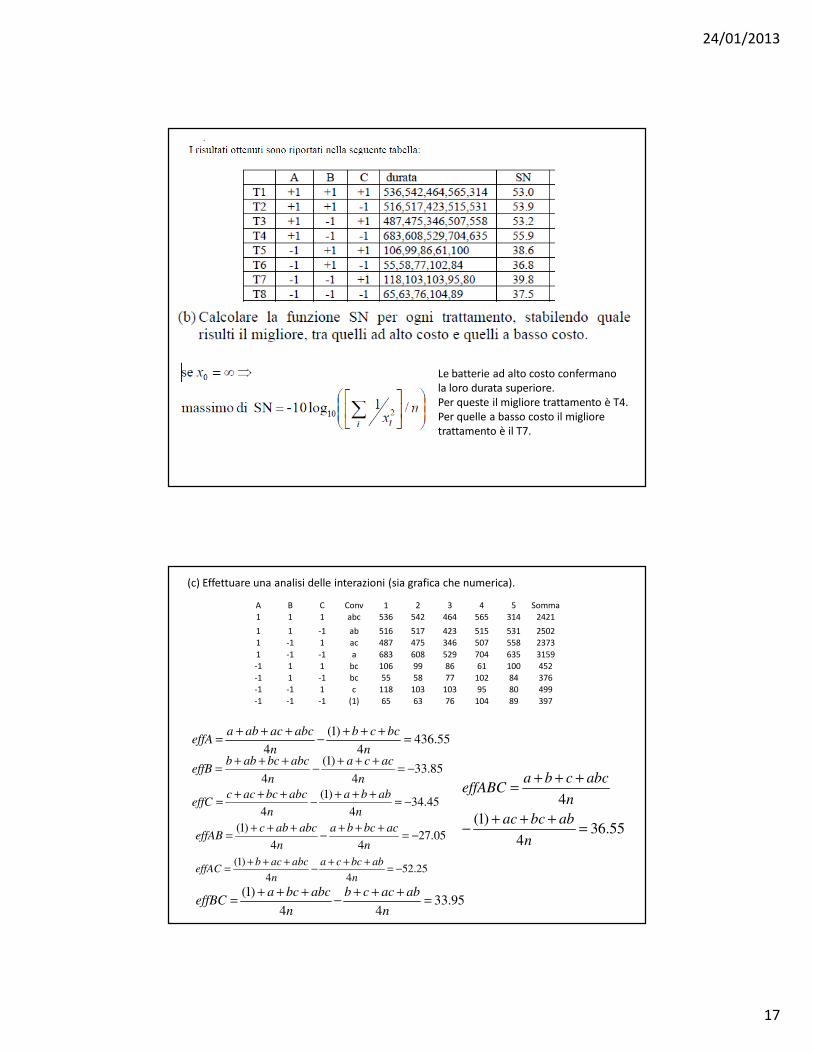
Le batterie ad alto costo confermano
la loro durata superiore.
Per queste il migliore trattamento è T4.
Per quelle a basso costo il migliore
trattamento è il T7.
(c) Effettuare una analisi delle interazioni (sia grafica che numerica).
A B C Conv 1 2 3 4 5 Somma
1 1 1 abc 536 542 464 565 314 2421
1 1 -1 ab 516 517 423 515 531 2502
1 -1 1 ac 487 475 346 507 558 2373
1 -1 -1 a 683 608 529 704 635 3159
-1 1 1 bc 106 99 86 61 100 452
-1 1 -1 bc 55 58 77 102 84 376
-1 -1 1 c 118 103 103 95 80 499
-1 -1 -1 (1) 65 63 76 104 89 397
(1)436.55
4 4
a ab ac abc b c bceffA
n n
+ + + + + += − =
(1)33.85
4 4
b ab bc abc a c aceffB
n n
+ + + + + += − = −
(1)34.45
4 4
c ac bc abc a b abeffC
n n
+ + + + + += − = −
(1)27.05
4 4
c ab abc a b bc aceffAB
n n
+ + + + + += − = −
(1)52.25
4 4
b ac abc a c bc abeffAC
n n
+ + + + + += − = −
(1)33.95
4 4
a bc abc b c ac abeffBC
n n
+ + + + + += − =
4
(1)36.55
4
a b c abceffABC
n
ac bc ab
n
+ + +=
+ + +− =
24/01/2013
18
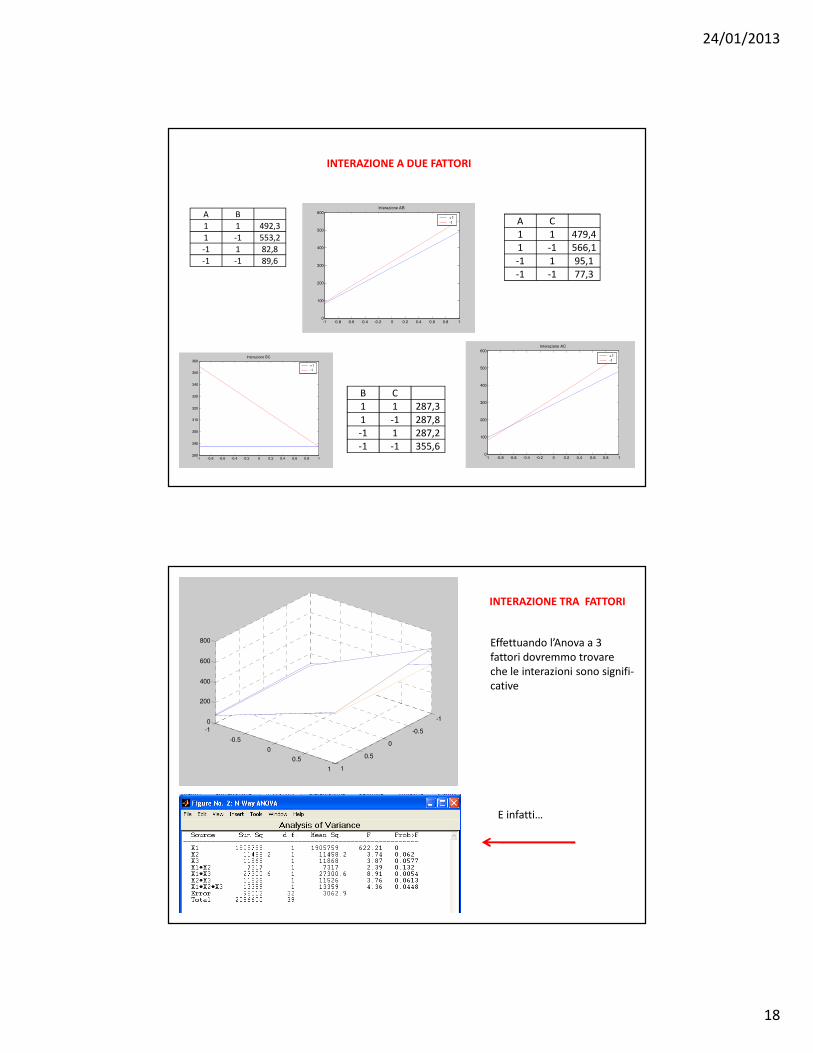
A B
1 1 492,3
1 -1 553,2
-1 1 82,8
-1 -1 89,6
A C
1 1 479,4
1 -1 566,1
-1 1 95,1
-1 -1 77,3
B C
1 1 287,3
1 -1 287,8
-1 1 287,2
-1 -1 355,6
-1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 10
100
200
300
400
500
600
Interazione AB
+1
-1
-1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 1280
290
300
310
320
330
340
350
360
Interazione BC
+1
-1
-1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 10
100
200
300
400
500
600
Interazione AC
+1
-1
INTERAZIONE A DUE FATTORI
-1
-0.5
0
0.5
1
-1
-0.5
0
0.5
1
0
200
400
600
800
INTERAZIONE TRA FATTORI
Effettuando l’Anova a 3
fattori dovremmo trovare
che le interazioni sono signifi-
cative
E infatti…
Related Documents











