LPC Loads & Results LPC Loads & Results Production Improvements of ALD Vacuum Carburizing vs Conventional Atmosphere Carburizing (with various Load Examples and Results)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

LPC Loads & ResultsLPC Loads & Results
Production Improvements of ALD Vacuum Carburizing
vs Conventional Atmosphere Carburizing
(with various Load Examples and Results)

LPC Loads & ResultsLPC Loads & Results
Sprocket Sample
Material: Powdered Metal0.4%C, 0.5%Cr, 0.5%Mn, 0.5%Mo (AISI 4142 Equivalent)
Number of parts: 288Total Weight: 440kg (970 lbs)Quench media: HeliumQuench pressure: 20 BarCase Depth: 0.35 mm (min)Surface Carbon: 1.0%(wt)Surface Hardness: 700 HV1 (min)

LPC Loads & ResultsLPC Loads & Results
Sprocket Sample
0
0,2
0,4
0,6
0,8
1
1,2
0 0,2 0,4 0,6 0,8 1 1,2
distance from surface [ mm ]
carb
on
co
nte
nt
[ w
eig
ht
- %
]
sprocket 3609
200
300
400
500
600
700
800
0,0 0,2 0,4 0,6 0,8 1,0
distance from surface [ mm ]
hard
nes
s [
HV
0.1
]
1: journal
2: tooth
pretrialsprocket 11
2Carbon Profile
Hardness Profile

LPC Loads & ResultsLPC Loads & Results
Bevel Gear Sample
Material: 16MnCr5Number of Parts: 198Weight per part: 1.39 kgTotal Weight: 410 kg (900 lbs)Quench Media: HeliumQuench Pressure: 20 BarCase Depth: 0.40mm (min)Core Hardness: 311 HV1Surface Hardness: 700 HV1 (min)

LPC Loads & ResultsLPC Loads & Results
Bevel Gear Sample
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 0,2 0,4 0,6 0,8 1 1,2 1,4distance from surface [ mm ]
carb
on
co
nte
nt
[ w
eig
ht
- %
]
1: cd = 0,4 - 0,6 mm
2: cd = 0,6 - 0,8 mm
C2H2
T = 930 °C16MnCr51
2
200
300
400
500
600
700
800
0,00 0,20 0,40 0,60 0,80 1,00 1,20 1,40
distance from surface [ mm ]
har
dn
ess
[ H
V 1
]
1: root
2: flank
3: tip
1
23
T = 930 °Ct = 98 min20 bar He16MnCr5
Carbon Profile
Hardness Profile
LPC Loads & ResultsLPC Loads & Results
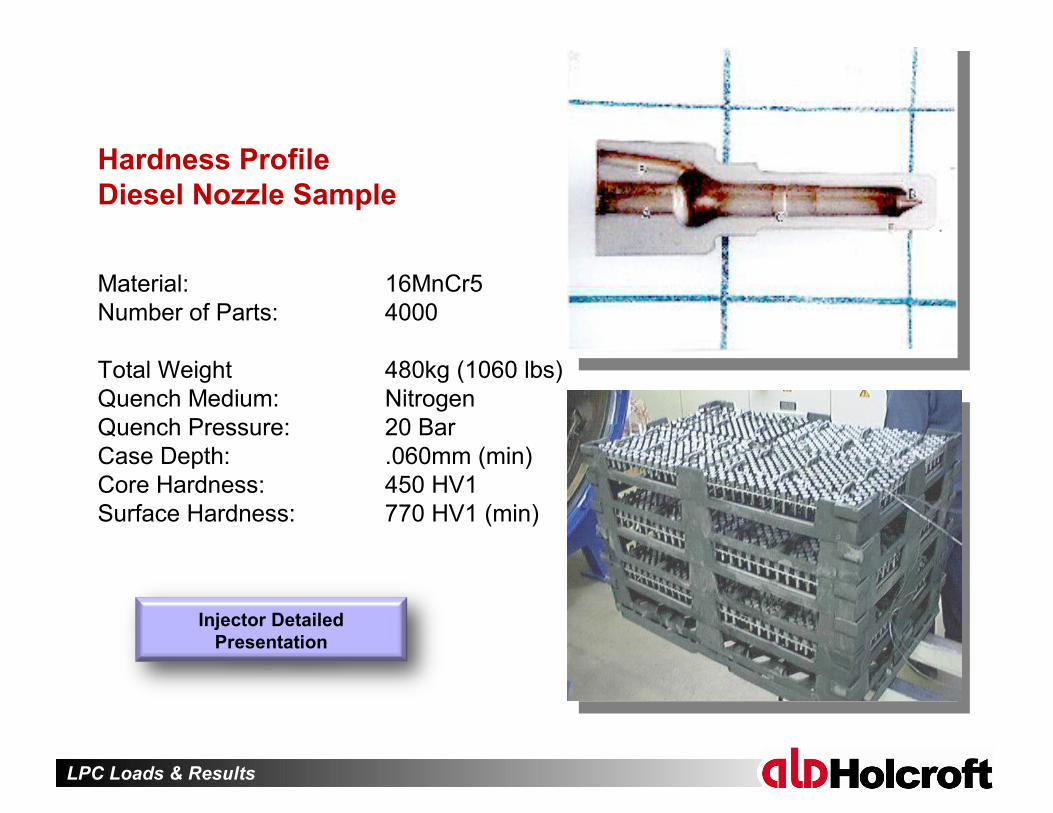
Hardness ProfileDiesel Nozzle Sample
Material: 16MnCr5Number of Parts: 4000
Total Weight 480kg (1060 lbs)Quench Medium: NitrogenQuench Pressure: 20 BarCase Depth: .060mm (min)Core Hardness: 450 HV1Surface Hardness: 770 HV1 (min)
Injector Detailed Presentation

LPC Loads & ResultsLPC Loads & Results
Hardness profiles of a nozzle
400
450
500
550
600
650
700
750
800
0 0,2 0,4 0,6 0,8 1
distance from the surface [ mm ]
hard
ness
[ H
V 1
]
1: seat inside
2: shaft inside
3: shaft outside
1
2
3
Hardness Profile - Diesel Nozzle Sample

LPC Loads & ResultsLPC Loads & Results
Blind Hole PerformanceBlind Hole Performance

LPC Loads & ResultsLPC Loads & Results
Material: 25MoCr4Largest Size: 16“Dia x6“ HWeight: ~90 lb/ea. (maximum)Heat Treating Process: LPC with 20-Bar Helium Quench
Mixed Load Sample

LPC Loads & ResultsLPC Loads & Results
200
300
400
500
600
700
800
900
0.0 0.5 1.0 1.5 2.0 2.5depth in mm
Har
dnes
s in
HV
10
sample #1(top) flank
sample #1 root
sample #2 (bottom) flank
sample #2 root
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 0.25 0.5 0.75 1 1.25 1.5 1.75 2
depth in mm
carb
on c
onte
nt in
%
C-Profile
Case Hardness: 60-63 HRC
Core Hardness: 34-38 HRC
Case Depth: 1.40 mm (flank)
Mixed Load Sample
Hardness Profile

LPC Loads & ResultsLPC Loads & Results
Hardness Comparison ofOil-quenched vs. Helium-quenched Samples
Mixed Load Sample
Hardness in HRC Oil QuenchBefore tempering
Oil QuenchAfter Tempering
Helium QuenchedAfter Tempering
Core hardness 33.2 - 34.0 29.5 - 33.2 34.0 – 35.0
Hardness at root 35.4 – 37.1 34.5 – 37.7 35.0 – 38.3

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 25 to 35 per load (4/tray conventional)
• 7.6 hrs LPC vs. 9.75 hrs conventional
• To get acceptable distortion Modified loading pattern
Modified quench parameters Changed part temperature before quench
010203040506070
0 50 100 150 200 250Depth (0.001")
HR
C
Pitch (LPC) Root (LPC)Pitch (conventional) root (conventional)
Hub Gears

LPC Loads & Results
• Effective Case: 0.045/0.065"• 55 to 84 per load (20/tray conventional)• 5.25 hrs LPC vs. 9.75 hrs conventional carburizing
0
10
20
30
40
50
60
70
0 50 100 150 200
Depth (0.001")
HR
C
Pitch Root
Helical Side Gears

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 128 pieces per load (25/tray conventional
carburizing)• 5.25 hrs LPC vs. 9.75 hrs conventional carburizing
0
10
20
30
40
50
60
70
0 50 100 150
Depth (0.001")
HR
C
Pitch Root
Drive Pinions

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 365 / load (80/tray conventional)• 5.0 hrs LPC vs. 9.75 hrs conventional carburizing• To get acceptable spider arm distortion
loading pattern had to be modified
0
10
20
30
40
50
60
70
0 50 100 150Depth (0.001")
HR
C
Pitch Root
Differential Spiders

LPC Loads & Results
Product
#of parts / fixture Carburizing time (hours)
ALD Vacuum Carburizing
Conventional atmosphere Carburizing
ALD Vacuum Carburizing
Conventional Atmosphere Carburizing
Hub Gears 25 to 35 4 7.6 9.75
Diff Spiders 365 80 5.0 9.75
Drive Pinion
128 25 5.25 9.75
Helical Gears
55 to 84 20 5.25 9.75
Production Improvement

LPC Loads & Results
Parts: Chain for Conveyors
Material: 21Mn5 (carburizing)
15CrNi6 (case hardening)
Spec.: ECD (550 HV) / CD (0,35%C) =
1,0 to 3,0 mm
Surface-C: 0,75-0,80 %C (21Mn5)
Surface Hardness: min. 800 HV (15CrNi6)
Process: HT-Vacuum Carburizing: 1050°C
Gas quenching: 20 bar He
Load: 600x750x1000 (WxHxL in mm)
600 - 1000 kg gross
System: ModulTherm 3 + 2(2008)
Capacity: 7.000 kg per day in average
SOP: October 2007
High-Temp LPC of Chains

LPC Loads & Results
0
6
12
18
24
30
36
42
0 0,5 1 1,5 2 2,5 3
EHT (550HV) in mm
Be
ha
nd
lun
gs
da
ue
r in
h
950°C - Direkthärtung
1050°C - Einfachhärtung
1050°C - Direkthärtung
Tot
al t
rea
tmen
t tim
e in
hr
Effective case depth (550HV) in mm
1740F direct hardening
1920F single hardening
1920F direct hardening
High-Temp LPC of Chains
Related Documents











