The Chemical Engineering Ja~mal, 46 (199 1) 97-108 Finding the optimum sequence of distillation columns - an equation to replace the "rules of thumb" (heuristics) K. E. Porter and S. 0. Momoh Department of Chemical Engineering, University of Aston, Birmingham (U.K.) i (Received August 21, 1985; in final form January 29, 1991) 1 Abstract A simple equation is presented which estimates the cost of one sequence relative to that of another and which identifies the o pti sequence for examples which have been solved previously in the literature using other methods. The equation uses only the mole fractions of the components in the feed and the volatility of one component relative to another. The proposed equation may be used to list all the possible sequences in order of cost and this order is the same that obtained by the more exact methods. Above all, it provides a quantitative expression of the most powerful heuristics. The equation is straightforward, and quickly evaluated by hand. It thus provides a more reliable method of identifying the optimum sequence than the method based on the use of heuristics. The equation is less accurate where the relative volatility of two of the components in the mixture is very small (less than 1.1) but for this case the cost is usually dominated by the difficult separation (small cost differences between alternative sequences) and the sequence identified by the equation is likely to be that most suitable for energy integration. 1. Introduction A multicomponent mixture may be separated by alternative sequences of distillation col- umns. Thus for a ternary mixture ABC (where components A, B and C are listed in order of their volatilities) there are two possible se- quences: either first separate A from BC and then separate B and C; or first separate C fro AB and then separate A and B. The numb of possible sequences increases with the nu ber of coniponents in the feed. For exampl $ there are 14 ways of separating five components and 42 ways for a six-component mixture. In general, the number of possible sequences is given by Thompson and King [ I 1. A method is required to find the most cost effective sequence. We present below a simple equation which estimates the cost of one sequence relative to that of another, and which identifies the op- timum sequence for all the examples published in the literature which we have found so far [2-51. We have also checked it against the results of our own computer program for calculating the capital and running costs of any distillation sequence. The proposed equa- tion may be used to list all the possible se- quences in order of cost and this order is usually the same as that calculated by the more exact methods. The equation (which is derived below) uses only the information used in the heuristics, that is the mole fractions of the components in the feed and the relative volatilities of one component relative to another. It provides an estimate of the total vapour flow per mole of feed required for each sequence. The optimum sequence is that which requires the smalllest binary distillation total vapour load, BDTVL (defined below). For a column j separating A+B+ ... +LK from one mole of mixture A+ B + ... + LK + ... +m, the vapour flow is calculated by the following equation (see Ap- pendix A) Vj=(xA+xB+ ...+ x ~ ) distillate term feed term (la) O 1991 - Elsevier Sequoia, Lausanne

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

The Chemical Engineering J a ~ m a l , 46 (199 1) 97-108
Finding the optimum sequence of distillation columns - an equation to replace the "rules of thumb" (heuristics)
K. E. Porter and S. 0. Momoh Department of Chemical Engineering, University of Aston, Birmingham (U.K.)
i (Received August 21, 1985; in final form January 29, 1991)
1 Abstract
A simple equation is presented which estimates the cost of one sequence relative to that of another and which identifies the o p t i sequence for examples which have been solved previously in the literature using other methods. The equation uses only the mole fractions of the components in the feed and the volatility of one component relative to another. The proposed equation may be used to list all the possible sequences in order of cost and this order is the same that obtained by the more exact methods. Above all, it provides a quantitative expression of the most powerful heuristics. The equation is straightforward, and quickly evaluated by hand. It thus provides a more reliable method of identifying the optimum sequence than the method based on the use of heuristics.
The equation is less accurate where the relative volatility of two of the components in the mixture is very small (less than 1.1) but for this case the cost is usually dominated by the difficult separation (small cost differences between alternative sequences) and the sequence identified by the equation is likely to be that most suitable for energy integration.
1. Introduction
A multicomponent mixture may be separated by alternative sequences of distillation col- umns. Thus for a ternary mixture ABC (where components A, B and C are listed in order of their volatilities) there are two possible se- quences: either first separate A from BC and then separate B and C; or first separate C fro AB and then separate A and B. The numb of possible sequences increases with the nu ber of coniponents in the feed. For exampl $ there are 14 ways of separating five components and 42 ways for a six-component mixture. In general, the number of possible sequences is given by Thompson and King [ I 1. A method is required to find the most cost effective sequence.
We present below a simple equation which estimates the cost of one sequence relative to that of another, and which identifies the op- timum sequence for all the examples published in the literature which we have found so far [2-51. We have also checked it against the results of our own computer program for
calculating the capital and running costs of any distillation sequence. The proposed equa- tion may be used to list all the possible se- quences in order of cost and this order is usually the same as that calculated by the more exact methods.
The equation (which is derived below) uses only the information used in the heuristics, that is the mole fractions of the components in the feed and the relative volatilities of one component relative to another. It provides an estimate of the total vapour flow per mole of feed required for each sequence. The optimum sequence is that which requires the smalllest binary distillation total vapour load, BDTVL (defined below). For a column j separating A+B+ ... +LK from one mole of mixture A + B + . . . + LK + . . . +m, the vapour flow is calculated by the following equation (see Ap- pendix A) Vj=(xA+xB+ ...+ x ~ )
distillate term
feed term (la)
O 1991 - Elsevier Sequoia, Lausanne

For the sequence as a whole, the BDTVL is the sum of each of the individual columns
By inspection and intuitive analysis, eqn. (lb) results in a general equation of the form
As we shall show below, this equation provides a quantitative description of the most com- monly used "rules of thumb". Thus we shall subsequently refer to it as the ROTE equation.
In the last decade and a half many papers have been published on this subject, for ex- ample the reviews in refs. 6-10. The techniques for finding the optimum sequence may be classified into (1) heuristic techniques (rules of thumb), (2) evolutionary techniques, and (3) algorithmic techniques.
The earliest known papers on the sequencing of distillation columns by heuristics are refs. 11 and 12. Both did design studies and com- pared alternative sequences in terms of cost [ 1 1 ] or heat duty [ 12 1. Since then many similar comparisons have been made, particularly since the use of computers has eased the lengthy calculations required (see refs. 2, 3, 13, 14 for example).
Stephanopoulos et al. [4] listed the four most important heuristics as (1) favour the easiest separation, (2) favour near-equimolar splits, (3) emove the most plentiful component iirst, and (4) remove the lightest component (i.e. favo 1 the so-called direct sequence).
There are many more heuristics and more than 22 have been found in the literature [8, 101. Sometimes the rules of thumb contradict each other. For example, the heuristic "do the easiest separation first" is often contradicted by the heuristic "favour the direct sequence", thus there are one or two papers published which describe "rules of thumb" for using the heuristics (3, 151.
The alternative approach is optimization us- ing either evolutionary or algorithmic tech- niques. These are usually very rigorous but require mathematical skills from the user. Ref- erences 15-18 are important works on the evolutionary technique.
The first algorithmic method is cred- to f-Iendry and Hughes [I91 and uses
dJ"brniC to fk~d the optimum his was followed by many other
[ZO-231. 4 of these mathematical optimization pro-
cedures require a large number of searches and consequently large computer time and 'Pace. order to reduce this, it i~,recom. mended [ i s ] to start the optimization calcu- lations by first finding one or two sequences at or near the optimum by means of the heu- ristics (rules of thumb). This then is the present
of the art: on the one hand there are the are apparently simple to use
but which are and may contradict each other, a d on the other hand there are the optimization techniques which are math- ematically and demanding of com- puter time. & alternative is to attempt to derive a
quantitative of the heuristics, i.e. an equation to the rules of thumb. This h* been attempted before, but only for ternary mktures.
Rod Marek 1241 compared the two al- ytative sequences for a ternary distillation Ln terms of the total overhead vapour flow, for which they derived an equation. The op- t%um sequence was that with the lowest over- head ,,pour flow. However, the equation is
on simplifying assumption^ and does not include the volatility values for all the CQ~ponents. ~t can only be applied to multi-
mixtures by treating them as Pseudo-ternaries.
bore Malone et al. [25] derived a appromation for the overhead vapour
=ate for a ternaw mixture which was shown compare well with that calculated by the
U~denvood equation. This was used to derive aQ equation for choosing the optimum se- qbence, which again was assumed t~ be that With the smallest overhead vapour flow. EX-
this procedure to more than three EQmponents may result in an expression which becomes undesirably complicated" [26]. Also of ifiterest are refs. 27 and 28 in which
the authors a,nalysed eight distillation se- 9bemes (including complex columns and side
separating ideally behaving three- Component mixtures of hydrocarbons. They ' h a r i z e d their results on triangular dia- gpams.

i cred- uses
timum other
n pro- 3rches e and 'ecom- calcu. lences e heu- resent tre the to use tradict re are math- com-
rive a :s, i.e. 3. This ernary
wo al- Uation - flow, le op- t over- ;ion is 1 does ill the multi- :m as
ived a
by the derive Lm se- )e that N. EX-
three which 161. wluch In se- ~d side three-
, They tr dia-
We do not consider complex distillation col- umns in this paper. Only conventional columns without energy integration are considered. However, unlike the previous work mentioned above, the equations presented (eqns. (la) and (lc)) may be used with any number of com- ponents.
2. Derivation of the ROTE equation
This is based on simplification of the problem listed below. It should be noted that because our objective is only to put all the possible sequences in order of their relative cost, a greater degree of simplification is permissible than if our objective were to approximate to the actual cost of each sequence.
(1) Capital cost implications are ignored the analysis is based on energy cost only. This assumes either that a distillation is dominated by energy costs, or that there is a constant ratio between the energy cost contribution to the total cost and that of the capital cost (see discussion of Fig. B3 below).
(2) The total energy costs are assumed to be proportional to the total overhead vapour load. Thus the most economical sequence will be that with the minimum total flow. (This assumption has been used in previous work [24, 251.) Simplifications (1) and (2) are dis- cussed in Appendix B.
(3) Sharp separations are assumed through- out the sequence. That is, the distillate contains only the light key and lighter components and the bottom product contains only the heavy key and heavier components.
(4) It is assumed that the minimum reflux ratio R,, for any column can be calculated by the simple method for a binary mixture applied to the key components. That is, for key components LK and HK
where subscripts D and F refer to distillate and feed.
This simplification is the most difficult to just* and is discussed further below. The actual reflux ratio R is then calculated by multiplying the minimum reflux ratio by a constant ratio of 1.1, or by a ratio which varies to take into account materials of construction, cost of energy, operating pressure etc.
For the examples cited, the relative volatility cu,, is either taken from the references quoted, where available, or calculated at the feed con- ditions.
In the derivation of the ROTE equation, it is to be noted that the assumption of sharp separations implies that on the basis of one mole of feed, mole fractions in the feed are equivalent to the molar flows of those com- ponents entering or leaving a column in the sequence.
Consider the separation of A + B + . . . + LK from the mixture of A + B + . . . + LK + HK + . . . + m in a column j. Assume that there are no (HK+ . . . + m) at the top, i .e. xHK and other heavier components are zero. Then from eqn. (2)
But Vj = (1 + R)W (4)
where W is the moles of distillate from the column joules per mole of feed to the whole sequence.
For R =RfRm,, eqn. (4) becomes
Now
and
This is the equation which links relative volatilities and concentrations. For the whole sequence, the BDTVL is given by the ROTE equation (eqn. (1~)) .

3. Discussion
Equations (la) and (lc) provide a quanti- tative expression of the most powerful heuristics. Thus the heuristic "favour the direct sequence" produces a mbhnum value for the sum of the &st (distillate) terms, while the heuristics "do the easiest separation first" and "do the most difficult separation last" comply with a minimum value for the sum of the
table shows that the ROTE equation vapour load values appear in the same order. Also shown is total annual cost calculated by our own cost-estimating computer program with the cost factors taken from Happel and Jordan [30]. The minimum number of plates N,, g obtained from the Fenske equation 1311, and the minimum reflux ratio R,, from the Un- derwood equation 1291. The Erbar-Maddox equation 1321 is then used to calculate the
...F'v- - I : I minimum vdue for the sum of the second more rigorous plate-to-plate method 1331 to !
obtain the heat loads. For more details, see i (feed) terms. Tn T a h l ~ 1 W P liqt t h e BDTVL calculated by Appendix C or ref. 10. The column pressure
.f +&- " 8 possible se- is set by the water cooling condenser tern-
to perature. The order of the sequence given by i ; / 1 for the three lowest cost sequences are shown.
TABLE 1 I // These are put in the order calculated in the
List of ROTE vapour load and the total annual cost TAC references ~h~ ROTE equation (eqn. in U.S.$ Mlxture 1, SIX-component mucture 141
(1)) has identified the lowest cost sequence
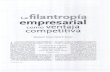
i! 1 1 for each case shown. Figures l(a)-l(g) show the lowest cost sequence for each of the mix-
/ / / 11 Component Mole Relative volatility tures listed in Tables 1 and 2 together with
a note as to which heuristics are obeyed and
11 1 A Z-~utane U.UD 1.3714 which are contradicted. B n-butane 0.05 1.3929 This is a useful result, but somewhat sur-
11 1 c nee-pentane 0.10 2.2308 prising in view of the simplifications used in D n-pentane 0.15
!I I E n-hexane 0.25 2.9678 the derivation of eqns. (la)-(lc), particularly 2.8736
".+" the assumption that the minimum reflux ratio may be calculated as for a binary mixture in
The feed is saturated liquid in an columns (453.6 kmol h-I) terms of the relative volatility of the key corn- ponents only. It is known that the presence
Sequence in the Vapour flow per Total annual cost of other components and their volatilities in- order of TACa mole of feed by by design and fluences the se~aration, and that more com-
the ROTE costing methods plicated methods are required to calculate the equation
Of 1101 ($) minimum reflux ratio, such as the shortcut
1 3.0595 2 746 441 method of Underwood [29] or a numerical 2 3.0901 2 821 804 calculation for each column.
It is then of interest to consider why the 4 3.3031 2 831 493 method based on eqns. (la)-(lc) succeeds in 5 3.3287 2 856 575 listing the possible sequences in order of cost. 6 3.3431 2 905 981 7 3.3914 2 915 669
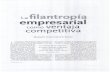
Figure 2 shows sequences presented in their 8 3.4092 2 920 143 order of relative cost by Stephanopoulos et 9 3.4349 2 940 751 aL. [4]. The comparison shows that the ROTE
10 3.4493 2 953 942 method is a sensitive way of distinguishing 11 3.4976 2 995 507 between sequences and that this method of 12 3.5153 3 012 023 comparison becomes more accurate as the 13 3.6220 3 029 305 optimum minimum cost sequence is ap- T h e order of cost as taken from the reference. proached. This is because as the optimum

TABLE 2
101
TABLE 2 (continued) 1 vapour ler. Also 1 by our .am with d Jordan s N,, is 311, and the Un-
-Maddox date the 1ming R/ lint for a
1331 to ;ails, see pressure ser tem- given by n vapour 10s et al.
List of ROTE vapour load and the total annual cost TAG I in US.$ Mixture 2, five-component mixture [3, 4, 341
- --
Feed Sequence in Vapour flow Total annual eomposltion, the order per mole of cost by design
A, B, c of TACa feed by the and costing (feed rate) ROTE methods of
A equation Momoh [lo]
($1
Mixture 4a 0.37, 0.37 1 1.7571 1 659 263 0.26 2 2.2251 1815 548 (270 limo1 h-')
Mixture 4b 0.33, 0.33, 1 1.7043 1 854 914 0.34 2 2.0580 1 923 381 (300 kmol h-')
Mlxture 4c 0.11, 0.11 1 1.1387 4 242 720 0.78 2 1.4137 5 544 617 (900 kmol h-')
Mixture 4d 0.083, 0.083, 1 1.0258 5 526 720 0.834 2 1.3780 7 472 997 (1200 kmol h-')
Component Mole Relative fraction volatility
A propane 0.05 2.00 B i-butane 0.15 . 1.33 C n-butane 0.25 2.40 D i-pentane 0.20 1.25 E n-pentane 0.35
The feed is saturated liquid in alI columns (907.2 kmol h-I).
Sequence in the Vapour flow per Total annual cost order of TAGa mole of feed by by design and
the ROTE costing methods equation of Momoh [ lo ] ($)
1 5.8257 8 342 116 2 5.8840 8 490 177 3 6.3998 9 075 389
her pub- le results .e shown. 3d in the .on (eqn. sequence (gl show the mix- ;her with eyed and
T h e order of costs as given by the authors. T h e order of cost as given by the authors.
1 Mixture 3, five-component mulure {4]
Component Mole Relat~ve fraction volatiity
A i-butane 0.200 1.9102 B neo-pentane 0.175 2.2308 C n-pentane 0.200 2.2166 D 2-methylpentane 0.250 1.9992 E cyclo-hexane 0.175
The feed is saturated liquid in all columns (907.2 kmol h-')
sequence is approached, the difficult separa- tions which require most of the energy and capital cost move towards the end of the sequence, i.e. they tend to become binary separations, whereas easy separations become the multicomponent separations at the begin- ning of the sequence. This is in agreement with the rules of thumb as discussed above.
vhat sur- j used in rticularly flux ratio Lixture in key com- presence ,ilities in- ore com- :date the shortcut
tumerical
Inspection of the calculated vapour loads for Sequence in the Vapour flow per Total annual cost order of TACa mole of feed by by design and
the ROTE costing methods equation of Momoh 1101 ($)
the individual columns of optimum and near optimum sequences shows that this is so. Those columns which require the largest vapour flow and are the biggest contributors to cost are usually binary separations for which the cal- culations of vapour load by the ROTE method is valid. The multicomponent separatio& for
why the cceeds in :r of cost. i in their 3oulos et .he ROTE nguishing lethod of ,e as the 2 is ap- optimum
which the binary method is less accurate are T h e order of cost as given by the authors. those with a smaller vapour load and a relatively
/ Miiurc 4, three-component mixture 114. 351 small contribution to cost. Thus we conclude that the problem of choos-
ing the optimun~ sequence of distillation col- Component Relative volatility
A benzene 2.8664 B toluene 2.6200 C o-xylene
umns may be made by the simple expedient of estimating the total vapour required by the ROTE equation.
After observing that the ROTE equation had successfully identified the optimum sequence for all the mixtures used in the previously (continued)

(el CDE
Fig. 1. Lowest cost sequences: (a) mixture 1, heuristics obeyed (1) and (2), heuristics contradicted (3) and (4); @) mixture 2, heuristics obeyed (1) and (2), heuristics contradicted (3) and (4); (c) mixture 3, heuristics obeyed (I), (2) and 0, heuristi&contradicted (3); (d) mixture 4a, heuristics obeyed (I), (3) and (4), no heuristics I contradicted; (e) mixture 4b, heuristics obeyed (1) and (4), no heuristics contradicted; (f) mixture 4c, heuristics obeyed (2) and (3), heuristics contradicted (1) and (4); (g) mixture 4d, heuristics obeyed (2) and (3), heuristics
(g) contradicted (1) and (4). I li
I il I 1 1 ii !I published work, we then tested the method on equation succeeded in identifying the sequence 1
&any more cases to cover a wide range of with the lowest total annual cost. In 27 out relative volatilities (1.08-8.33) and feed com- of 30 cases the lowest cost sequence was that I positions [lo]. ~lto.ðer ten feedstocks each with either the lowest or second lowest ROTE at five different feed compositions were con- vapour load. sidered, resulting in 50 feeds, 106 sequences For those feeds with a large difference be- and 420 individual columns. In particular, we tween relative volatility for one pair of com- investigated many cases where the relative ponents and the other relative volatilities, the volatility of one pair of components was less ROTE equation identified the lowest cost se- than 1.1 and the relative volatilities between quence in only 12 out of the 20 cases evaluated. / / the other pairs of components greater than or However, the cost of all sequences for the 20 equal to 3.0. The results are summarized in cases was dominated by the difficult separation, Table 3. i.e. there was little difference in the cost of
For those mixtures where all the relative one sequence relative to that of another for volatilities were greater than 1.2, the ROTE the same case.

heuristics I) and (4); heuristics
ics obeyed d) mixture heuristics
2d (1) and , heuristics 1) and (4); . heuristics
sequence 1 27 out was that :st ROTE
.ence be-
111-7 V-8 V-7 111-4 V-10 IV-2 IV-5 IV-4 IV-3 111-2 V-71 TII-3 V-12
SEQUENCE Fig. 2. Relative venture cost (0) [4] and ROTE vapour load (A) compared.
TABLE 3 suitable for energy integration; this is the sub- Proportion of cases where minimum cost agrees with the ject of another paper [ 3 6 ] . ROTE equation
Mixtures where for all values of a, a> 1.2
Number Numbcr of cases where the of cases optimum sequence(s) as predicted
by ROTE agree with TAC
Best Best or second sequence best sequence
30 25 27
Mixtures where for one value of a, a< 1.1, and for all other values of a, a ~ 3 . 0
Number Number of cases where the of cases optimum sequence(s) as predicted
by ROTE agree with TAC
Best Best or second sequence best sequence
20 10 12
References
1 R. W. Thompson and C. J. King, AIChE J., I 8 (1972) 941.
2 D. C. Freshwater and B. D. Henry, Chem. Eng. (Zondon), (1975) 533.
3 V. M. Nadgir and Y. A. Liu, AIChE J., 29 (1983) 926. 4 G. Stephanopoulos, B. Linnhoff and A. Sophos,
IChemE. Symp. U.K. (1982) 111. 5 A. Elaahi and W. L. Luyben, Ind. Eng. C . Process
Des. Dm., 22 (1983) 80. 6 J. E. Hendry, D. F. Rudd and J. D. Sea er, AIChE
J., I9 (1973) 1. 7 V. Hlavacek, Comput. Chem. Eng., 2 (1 78) 67.
AIChE J., 27 (1981) 321.
421.
T 8 N. Nishida, G. Stephanopoulos and A. W. Westcrberg,
9 A. W. Westerberg, Cornput. Chem. Eng., 9 (5) (1985)
of C O ~ - 1 10 S. 0. Momoh, Ph.D. Thesis, Aston University, Bir- ities, the cost se-
valuated. >r the 20 paration, ? COSt of
mingharn, 1986. For these cases, the sequence with the small- 11 F. J. Lockhart, Pet. Refiner, 26 (1947) 104. est value of ROTE vapour load was always 12 V. D. Harbert, Pet. Refiner, 36 (1957) 169. that which made the difficult separation the 13 G. J. Powers, Chem. Eng. Prog., 68 (8) (1972) 88. last column in the sequence, i.e. the difficult 14 H. Nishimura and Y. Hiraizumi, Int. Chem. Eng., I1
separation became a binary separation with a (1971) 188. 15 J. D. Seader and A. W. Westerberg, AIChE J., 23 small temperature change over the column.
3ther for (1977) 951. This implies that the sequence with the lowest 16 G. Stephanopoulos and A. W. Westerberg, Chem. Eng. ROTE vapour load is likely to be that most Sci., 31 (1976) 195.

17 C. J. King, D. W. Gantz and F. J. Barnes, Ind. Eng. Process Des. Dm., 11 (1972) 272.
18 R. Nath and R. L. Motard, AIChE J., 27 (1981) 578. 19 J. E. Hendry and R. R. Hughes, Chem. Eng. Prog., AP
68 (1982) 69. 20 A. W. Westerberg and G. Stephanopoulos, Chem. E q . AR
Sci., 30 (1975) 963. 21 F. R. Rodrigo and J. D. Seader, AlChE J., 21 (1975)
c c
885. CP w
heat transfer area of the condenser (m2> cross-sectional area of the column (m2> heat transfer area of the reboiler (m2) cost of condenser specific heat capacity of water, 4.1868 kJ kg-' K-l cost of reboilei ($)
22 M. A. Gomez and J. D. Seader, AIChE J., 22 (1976) 970.
23 A. Gomez-Munoz and J. D. Seader, Comput. Chem. Eng., 9 (4) (1985) 311.
24 V. Rod and J. Marek, Coll. Czech. Chem. Commun., 24 (1959) 3240.
25 M. F. Malone, K. Glinos, F. G. Marquuez and J. M. Douglas, AIChE J., 31 (1985) 683.
26 K. Glinos, M. F. Malone and J. M. Douglas, AIChE J., 31 (1985) 1039.
27 D. W. Tedder and D. F. Rudd, AIChE J., 24 (1978) 303.
28 D. W. Tedder and D. F. Rudd, AIChE J., 24 (1978) 316.
cost of reboiler heating steam ($) cost of condenser cooling water ($) cost of column ($) unit cost of cooling water ($0.023 per m3) and unit steam cost ($0.02 per kg) respectively distillate rate (per mole of feed to the sequence) overall frictional column efficiency feed rate (kmol h-I)
29 A. J. V. Underwood, Chem. Eng. Prog., 44 (1948) 603.
number of hours of operation per year indices identifying components in a
30 J. Happel and D. G. Jordan, Chemical Process Eco- nomics, Marcel Dekker, New York, 1975, 2nd edn
31 M. R, Fenske, Ind. Eng. Chem., 24 (1932) 482. 32 J. H. Erbar and R. N. Maddox, Latest score; reflux
versus trays, Pet. Refiner, 40 (1961) 183. 33 L. M. Naphthali and D. P. Sandholm, AIChE J., I7
(1971) 148. 34 R. N. S. Rathore, K. A. Van Wormer and G. J. Powers,
AIChE J., 20 (1974) 491. 35 N. Doukas and W. L. Luyben, Ind. Eng. Chem. Process
Des. Dev., 17 (1978) 272. 36 K. E. Porter, S. 0. Momoh and J. D. Jenkins, Inst.
Chem. Eng. Symp., Ser. 104, Institute of Chemical Engineers, Rugby, 1987.
37 P. A. Mindeman and D. W. Tedder, AlChE Symp. Ser. 78 (1982) 69.
38 E. J. Henley and J. D. Seader, Equilibrium-Stage Separation Operations in Chemical Engineering, Wiley, New York, 1981.
39 C. G. Kirkbride, Pet. R e f i w , 23 (1944) 187 (3219). 40 J. R. Fair, Pet. Chem. Eng., 33 (1961) 45. 4 1 A. Fredenslund, R. L. Jones and J. M. Praustniz, AIChE
J., 27 (1975) 1086. 42 J. Gmehling, P. Rasmussen and A. Fredenslund, Ind.
Eng. Chem. Process Des. Dm., 21 (1982) 118. 43 & Fredenslund, J. Gmehling and P. Rasmussen, Va-
pour Liquid Equilibria using VNIFAC - a group contribution method, Elsevier, Amsterdam, 1977.
44 R. C. Reid, J. M. Prausnitz and T. K. Sherwood, The Froperties of Gases and Liquids, McGraw-HiU, New York, 1977, 3rd edn.
45 A. V. Bridgwater, Process Econ. Int., 4 (2) (1983) 26.
multicomponent mixture index for any column in a sequence of columns 0.3, the factor converting the capital cost of equipment to an annual cost, equivalent to a payback time of three years parameter in eqn. I@); number of times a component appears in top product stream either alone or with other components throughout the se- quence as a whole unit cost of column or plate area ($ per m2 or plate) cost of heat exchanger or heat transfer area ($m2) heavy key component light key component light heavy keys mth components in a mixture of m components number of components number of columns number of plates minimum number of plates condenser heat load (kJ h-I) reboiler heat load (kJ h-I) unity if component i exists in the stream entering column j, zero other- wise
Appendix A: Nomenclature R R f
A, B components in a multicomponent R,,, mixture At
external reflux ratio R IRmin minimum reflux ratio temperature rise in cooling water 0

I 105
:I 1 AT,, ., logarithmic mean temperature driving p, density of water (1000 kg m-3) ATh,. force in condenser and reboiler re-
spectively (K) uc overal heat transfer coefficient in the
condenser (0.80 kW m-2 K-') u, overall heat transfer coefficient in the
reboiler (1 kW m-2 K-') V vapour rate (kmol h-') (C2) and (C3) VT binary distillation total vapour load
(BDTVL) per mole of feed for the whole sequence
Xi liquid phase mole fraction of com- ponent i in the original feed entering the sequence
x i liquid phase mole fraction of com- ponent i in the original feed for a stream entering column j
&eek symbols a relati've volatility of one component
with respect to another ALH (am, HK - 1.0) h molar latent heat of vaporization (kJ
kmol-l) As molar latent of vaporization of steam
(kJ kg-? P installation cost and other charges
multiplying factor
Subscm@ts c related to condenser D related to distillate stream F related to feed stream f label for ratio of optimum to minimum
reflux ratio HK heavy key component i, .i indices identifying components in a
multicomponent mixture and column in a sequence of columns
Ln logarithmic driving force LK light key component LH light heavy keys min minimum r related to reboiler s related to steam w reIated to water
Appendix B: The effect of operating pressure on the optimum reflux ratio and cost of distillation
In all of the examples of this paper, a fixed value of 1.1 was used for the ratio RIR,,,; this may be justified in two ways. First by noting that at the energy costs of today, the theoretical optimum RIR,, is almost always calculated
OPERATING PRESSURES, ATfl. LOG1 0
Fig. B1. The variation of the ratio of optimum to m i n i m reflux ratio R,,l&* plotted against operating pressure, results from Momoh [lo]. Also shown is the variation of molccular weight with pressure. A, a= 1.05; +, a= 1.20; 0, a=2.25.
Related Documents