FEDERAL UNIVERSITY OF RIO GRANDE DO NORTE TECHNOLOGY CENTER GRADUATE PROGRAM IN MATERIALS SCIENCE AND ENGINEERING Ph.D. THESIS INFLUENCE OF THE MICROSTRUCTURE ON THE POLISHING PROCESS OF PORCELAIN STONEWARE TILES CONTAINING INDUSTRIAL WASTES (Influência da microestrutura no processo de polimento de porcelanatos produzidos com resíduos industriais) JOSÉ ELSON SOARES FILHO NATAL – RN May 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
FEDERAL UNIVERSITY OF RIO GRANDE DO NORTE
TECHNOLOGY CENTER
GRADUATE PROGRAM IN MATERIALS SCIENCE AND ENGINEERING
Ph.D. THESIS
INFLUENCE OF THE MICROSTRUCTURE ON THE POLISHING PROCESS OF
PORCELAIN STONEWARE TILES CONTAINING INDUSTRIAL WASTES
(Influência da microestrutura no processo de polimento de porcelanatos produzidos com
resíduos industriais)
JOSÉ ELSON SOARES FILHO
NATAL – RN
May 2018

II
JOSÉ ELSON SOARES FILHO
INFLUENCE OF THE MICROSTRUCTURE ON THE POLISHING PROCESS OF
PORCELAIN STONEWARE TILES CONTAINING INDUSTRIAL WASTES
(Influência da microestrutura no processo de polimento de porcelanatos produzidos com
resíduos industriais)
Thesis submitted to the Graduate Program in Materials
Science and Engineering of the Federal University of Rio
Grande do Norte in partial fulfilment of the requirements for
the degree of Ph.D. in Materials Science and Engineering.
Advisor: Prof. Dr. Eng. Rubens Maribondo do Nascimento
Co-advisor: Prof. Dr. Eng. Fábio José Pinheiro Sousa
Co-advisor in Germany: Prof. Dr. Ing. Jan Christian Aurich
NATAL – RN
April 2018
III
FEDERAL UNIVERSITY OF RIO GRANDE DO NORTE TECHNOLOGY CENTER
INFLUENCE OF THE MICROSTRUCTURE ON THE POLISHING PROCESS OF
PORCELAIN STONEWARE TILES CONTAINING INDUSTRIAL WASTES
(Influência da microestrutura no processo de polimento de porcelanatos produzidos com
resíduos industriais)
JOSÉ ELSON SOARES FILHO
Ph.D. thesis submitted to the evaluation committee of the Graduate Program in Materials
Science and Engineering of the Federal University of Rio Grande do Norte in partial fulfillment
of the requirements for the degree of Ph.D. in Materials Science and Engineering.
IV
V
To my sweet princess,
Bianca Falcão.
Daddy loves you!
VI
“What we know is a drop,
what we don't know is an ocean.”
Isaac Newton.
VII
ACKNOWLEDGEMENTS
The present thesis has been carried out as a collaborative research between the Federal
University of Rio Grande do Norte - UFRN, in Natal-RN - Brazil, and the Technische
Universität Kaiserslautern TU-KL, in Kaiserslautern – Germany, within the UFRN / TU-KL
binational cooperation agreement. I really would like to express my gratitude to both
universities for providing me material and laboratory structure as well as important human
resources that I needed to conduct the work.
I am deeply grateful for the funding of the Coordination of Improvement of Higher
Education Personnel - CAPES and of the Deutsche Forschungsgemeinschaft - DFG (German
Research Support Society) within the framework of the Postgraduate Program in Science and
Engineering of Materials and the Collaborative Research Center 926 (SBF): Microscale
Morphology of Component Surfaces (MICOS), respectively.
Honestly, I have no words to thank all the people whose paths crossed mine during this
journey, but I really would like to express my sincere thanks.
In the scope of my doctoral project:
To my research advisors in Brazil, Prof. Dr. Fábio Pinheiro and Prof. Dr. Rubens
Maribondo for having dedicated their precious time in guidance and constant support in the
scientific and administrative aspect, helping me to conduct and complete the doctoral project. I
also would like to thank Prof. Dr. Carlos Paskocimas for his generous advice and scientific
discussions about the topic of my research and others topics. By working in their footmarks, I
was able to learn many lessons about ceramic materials and science in general.
To the Institute for Manufacturing Technology and Production System (FBK -
Fertigungstechnik und betriebsorganisation Kaiserslautern), especially, to prof. Jan C. Aurich,
who kindly welcomed me into the institute. The FBK team, represented by the team leader
Benjamin Kirsch and some members as Dinesh Setti, Martin Bohley, Peter Arrabiyeh, Marco
Zimmermann, Lukas Heberger, Stephan Basten, Stephan Gutwein and Jörg Hartig. To the
Administration and support staff, represented by Rosemarie Schleret, Marion Teubner and
Michael Lutzke. A special acknowledgment to my friends Patrick Mayer and Luciana Ninni
Schäfer. Dankeschön!
In Natal – Brazil, I thank the student workers Vanessa Almeida, Erick Ferreira and
Thomas Monteiro for the experimental assistance during the ceramic processing carried out at
VIII
the laboratory of ceramic materials, as well as all support from all laboratories that I have
been using the structure.
To the raw materials suppliers: Elizabeth Cerâmica for supplying the abrasives used in
some polishing tests. Armil – Mineração do Nordeste for supplying the ceramic raw materials
and some wastes. Mr Gabriel Souza for supplying the kaolin and its waste. Mr Arivam for the
ball clay used in the project. Mining Tomaz Salustino for supplying the waste from the Sheelite
extraction.
In the familiar scope:
Firstly, to my base, my fortress, my mother, Fatima Falcão. Since I was 9 years old, she
took on the heavy responsibility of being father and mother together. I know it was not easy to
take care of five children, but I am sure that today you are getting great results, a result of your
discipline and dedication with us. Thank you! I love you!
To my late father, Jose Elson, whose name I carry with great pride. Unfortunately, we
had little time together, however, enough for me to grasp valuable lessons of citizenship. I miss
you so much!
To my little treasure, Bianca Falcão, who four years ago fills my heart with happiness.
Daddy loves you!
My wife Heloisa Almeida, for the love and affection dedicated to me, for the
understanding and exclusive dedication to our daughter in the moments in which I was absent.
I love you!
My sisters Adriana, Elciane and Aline for continued encouragement. To my brother
Elton for his fellowship. I have the conviction that I can always count on you and know that
reciprocal is also true!
Finally, to all my friends of the Postgraduate Program in Materials Science and
Engineering of UFRN, with whom I was able to participate in several academic-scientific
discussions.

IX
ABSTRACT
Nowadays the concern with the conservation of the natural sources of raw materials is in
evidence, generating a notorious environmental awareness worldwide. For a long time, the
society discusses the importance of environmentally friendly products. In this context, the
ceramic tiles sector is perfectly capable of absorbing a range of industrial wastes in ceramic
tiles compositions. Since the last two decades, research has been carried out aiming at obtaining
eco-friendly ceramic tiles, including porcelain stoneware tiles, from industrial wastes as
alternative raw materials. However, most of these investigations on the technical feasibility of
the insertion of industrial waste were focused on technological and mechanical performance.
The behavior regarding the glossiness gain of eco-friendly ceramic tiles remains unknown both
in the field of scientific research and in the industrial scope. Thus, the present work aims to
evaluate the influence of the microstructural features, caused by the insertion of industrial
wastes, on the final surface quality, considering the polishing process. For this purpose, eco-
friendly porcelain stoneware tiles compositions were developed from different industrial wastes
from the state of Rio Grande do Norte, Brazil. The surface characteristics prior to polishing
were characterized and 3D mapped, in order to obtain an estimate of the minimum thickness to
be removed during the polishing process. Values of material removal of 1.08 up to 2.37% of
the initial thicknesses were found to mitigate the roughness and waviness effects of the samples.
During the polishing process, the kinematic parameters were kept constant, as well as the
polishing time intentionally saturated, aiming to ensure that the microstructural difference is
the only variable to be related to the final glossiness reached. In total, six eco-friendly
compositions were polished, three of them with different proportions (5, 10 and 15 wt.%) of
the waste from the breakage of bricks and roof tiles and another three from different proportions
(10, 15 and 20 wt.%) of the waste from the beneficiation of primary kaolin ore. The surface
quality of the compositions was characterized by determination of glossiness and roughness
curves as well as the morphology of the samples. The patterns were compared to a waste-free
composition. The experimental results have shown that it was possible to raise the glossiness
level of 59 gloss units, for the composition waste-free, to levels between 66 and 72 gloss units
reached for the eco-friendly porcelain tiles. These values are close to those generally found in
commercial porcelain tiles. Such results are able to validate the potential of using industrial
wastes as alternative raw materials for the production of polished ecological porcelain tiles and
enable the direct transfer of knowledge to the productive sector, contributing to the
diversification of the Brazilian industrial matrix in the direction of technologically more
advanced products, of greater added value and ecologically correct.
Keywords: polishing process, microstructure, wastes, incorporation, eco-friendly porcelain
stoneware tiles
X
RESUMO
A preocupação com a conservação das fontes naturais de matérias-primas está em evidência,
gerando uma notória consciência ambiental no mundo inteiro. A muito tempo se discute a
importância de produtos ecologicamente corretos. Neste contexto, o setor de revestimentos
cerâmicos é perfeitamente capaz de absorver uma gama de resíduos industriais em suas
composições. Há aproximadamente duas últimas décadas, pesquisas têm sido realizadas
visando a obtenção de revestimentos cerâmicos ecologicamente corretos com a tipologia de
porcelanato a partir da incorporação de resíduos industriais como matérias-primas alternativas.
No entanto, a maioria dessas investigações sobre a viabilidade técnica da inserção de resíduos
industriais ficaram focadas no desempenho tecnológico e mecânico. O comportamento em
relação ao ganho de brilho de revestimentos cerâmicos ecológicos permanece desconhecido
tanto no campo da pesquisa científica quanto no âmbito industrial. Assim, o presente trabalho
tem como objetivo principal avaliar a influência da diferença microestrutural, causada pela
inserção de resíduos industriais, na qualidade da superfície final, considerando o processo de
polimento. Para tanto, foram desenvolvidas composições distintas de porcelanato a partir de
diferentes resíduos industriais do estado do Rio Grande do Norte, Brasil. As características das
superfícies antes do processo de polimento foram mensuradas e mapeadas em 3D, afim de se
obter uma estimativa da espessura mínima a ser removida durante o processo de polimento.
Foram mensurados valores de 1,08 à 2,37% das espessuras iniciais a serem removidas para
atenuar os efeitos de rugosidade e ondulação das amostras. Durante o polimento, os parâmetros
cinemáticos foram mantidos constantes, assim como o tempo de polimento foi
intencionalmente saturado, a fim de garantir que a diferença microestrutural seja a única
variável a ser relacionada ao brilho final atingido. No total, seis composições ecologicamente
corretas foram polidas, três delas com diferentes proporções (5, 10 e 15% em massa) de resíduos
da quebra de tijolos e telhas e outras três de diferentes proporções (10, 15 e 20% em massa) do
resíduo do beneficiamento do minério de caulim primário. A qualidade superficial das
composições foi caracterizada pela determinação das curvas de brilho e rugosidade, bem como
pela morfologia das amostras, via mapeamento 3D. Os padrões foram comparados a uma
composição livre de resíduos. Os resultados experimentais mostraram que foi possível elevar o
nível de brilho de 59 unidades de brilho para a composição isenta de resíduos a níveis variando
de 66 até 72 unidade de brilho, para os porcelanatos ecológicos. Tais valores são próximos aos
geralmente encontrados em porcelanatos comerciais, sendo assim, os resultados validam o
potencial de utilização de resíduos industriais como matérias-primas alternativas para a
produção de porcelanatos ecológicos polidos e possibilitam a transferência direta de
conhecimento para o setor produtivo, contribuindo para a diversificação da matriz industrial
brasileira na direção de produtos tecnologicamente mais avançados, de maior valor agregado e
ecologicamente corretos.
Palavras-chave: processo de polimento, microestrutura, resíduos, incorporação, porcelanatos
ecológicos.
XI
LIST OF FIGURES
Figure 1: Overview of Brazilian ceramic tiles production throughout the years 2010 to 2016.
Author (adapted from ANFACER). ...................................................................................... 21
Figure 2: HD porcelain stoneware tiles simulating marble (a) and wood (b). Available at
magazine "Link Elizabeth - launch 2017", Elizabeth Cerâmica. ............................................ 22
Figure 3: Flowchart of porcelain stoneware tile production in the polished version. .............. 23
Figure 4: A public seat at Luisenpark in Mannheim, Germany. Detail of the natural and
polished surfaces of a granitic rock. Author. ......................................................................... 26
Figure 5: Waviness and roughness exemplification. Author. ................................................. 26
Figure 6: Cement abrasive (new) and diamond abrasive (used). Author. Courtesy of Elizabeth
Cerâmica S.A. ...................................................................................................................... 28
Figure 7: Representation of the abrasives mounted to the polishing head. Detail of the swing
motion of the abrasive block. Author. ................................................................................... 28
Figure 8: Cracks system by the polishing of ceramic floor tiles. Author. ............................... 29
Figure 9: Wear mechanism in porcelain stoneware tiles, as proposed by Sousa, 2014. Author.
............................................................................................................................................. 30
Figure 10: Industrial polishing train. Courtesy of Elizabeh Ceramic, S.A. ............................. 31
Figure 11: Typical asymptotic curves of gloss and roughness, as defined by Hutchings
(Hutchings et al., 2005b)....................................................................................................... 33
Figure 12: Radial motion (a) and transverse motion (b) with respective generated glossiness
patterns. Adapted from Cantavela, 2004 and Sousa, 2007b. .................................................. 34
Figure 13: X–ray diffraction patterns of the wastes. .............................................................. 51
Figure 14: Thermogravimetric and differential thermal analyses of CK. ............................... 52
Figure 15: Thermogravimetric and differential thermal analyses of FK. ................................ 53
Figure 16: Thermogravimetric and differential thermal analyses of GP. ................................ 53
Figure 17: Thermogravimetric and differential thermal analyses of TB. ............................... 54
Figure 18: Thermogravimetric and differential thermal analyses of CW................................ 55
Figure 19: Water absorption (a) and flexural strength of compositions. ................................. 57
Figure 20: Microstructures (as seen on SEM) of porcelain stoneware tiles obtained from: (a)
composition 2, (b) composition 4. Details showing mullite needles (1), quartz grains (2),
porous (*) and micro-cracks. ................................................................................................ 58
Figure 21: Microstructures, as seen on SEM, of porcelain stoneware tiles obtained for
composition 6. Details showing mullite needles (1), quartz grains (2) e porous (*). .............. 59
XII
Figure 22: Microstructures, as seen on SEM, of porcelain stoneware tiles obtained for
composition 8. Details showing mullite needles (1), quartz grains (2) e porous (*). .............. 59
Figure 23: Microstructure (as seen on SEM) of porcelain stoneware tiles obtained for
composition 9. Details showing mullite needles (1), quartz grains (2), “ceramic foam” (3), and
porous (*). ............................................................................................................................ 60
Figure 24: Laser triangulation in porcelain tiles with the detailed surface profile. ................. 66
Figure 25: : Illustration of waviness versus roughness profiles in tiles surfaces. .................... 67
Figure 26: Evaluated surfaces with the investigated area marked in red. ............................... 70
Figure 27: Micrometric characterization of the surface for composition 1. ............................ 71
Figure 28: Micrometric characterization of the surface for composition 2. ............................ 72
Figure 29: Micrometric characterization of the surface for composition 3. ............................ 73
Figure 30: Micrometric characterization of the surface for composition 4. ............................ 74
Figure 31: Micrometric characterization of the surface for composition 5. ............................ 74
Figure 32: Micrometric characterization of the surface for composition 6. ............................ 75
Figure 33: a) Cement fickert (new) and b) diamond fickert (used). Author. ........................... 80
Figure 34: Representation of the fickerts mounted to the polishing head. Detail of the swing
motion performed by the fickert. Author. .............................................................................. 81
Figure 35: (a) Polishing machine adopted. (b) Detail of the motion sources (schematic plan
view)(c) Detail of the loading system (schematic side view). ............................................... 83
Figure 36: Glossiness and roughness measuring points, including the direction of the
measurements. ...................................................................................................................... 84
Figure 37: Microstructure, as seen by SEM, of the composition free of waste. ...................... 85
Figure 38: Microstructure (as seen by SEM) of the compositions C5 – (a), C10 – (b) and C15
– (c) with details of EDX analysis for three different positions each one. .............................. 86
Figure 39: Gloss (a) and roughness (b) development through the abrasive sequence for the
stardard composition............................................................................................................. 87
Figure 40: Surface gloss development through the abrasive sequence for the compositions
with waste incorporated. ....................................................................................................... 88
Figure 41: Surface roughness development through the abrasive sequence for the
compositions with waste incorporated. ................................................................................. 88
Figure 42: Surface evolution of composition C5. .................................................................. 89
Figure 43: Surface evolution of composition C10. ................................................................ 90
Figure 44: Surface evolution of composition C15. ................................................................ 90
XIII
Figure 45: Interactions between the abrasives particles and the porcelain stoneware tiles
surface. Author. .................................................................................................................... 95
Figure 46: Triaxial system (wt.%) for ceramic products with the mixtures within the porcelain
stoneware tile region, with detail of the interested region. ..................................................... 97
Figure 47: (a)Polishing machine adopted. (b) Detail of the system mounted. (c) Detail of the
adaptation (schematic side view). ......................................................................................... 98
Figure 48: Glossiness and roughness measuring points, including the direction of the
measurements. ...................................................................................................................... 99
Figure 49: SEM Micrographs of sintered samples from the compositions STD, 10%, 15% and
20%. (15,000x magnification)............................................................................................. 100
Figure 50: Glossiness and roughness curves for the STD composition. ............................... 101
Figure 51: Glossiness curves for the eco-friendly compositions. ......................................... 103
Figure 52: Roughness curves for the eco-friendly compositions. ......................................... 104
Figure 53: Topography of the composition C10: (a) Fired surface (natural condition) and (b)
polished surface. ................................................................................................................. 105
Figure 54: Topography of the composition C15: (a) unpolished surface and (b) polished
surface. ............................................................................................................................... 105
Figure 55: Topography of the composition C20: (a) unpolished surface and (b) polished
surface. ............................................................................................................................... 106
Figure 56: Optical image of the eco-friendly compositions. ................................................ 107

XIV
LIST OF TABLE
Table 1: Classification of ceramics floor tiles based on water absorption and flexural strength,
according to the standards. .................................................................................................... 17
Table 2: Lapidation and polishing features. Author. .............................................................. 25
Table 3: Relation between grit number and the average size of the abrasive particles used in
the polishing operation. Author. ............................................................................................ 31
Table 4: Compositions developed. ........................................................................................ 48
Table 5: Chemical analysis of the wastes used, as determined by XRF. ................................ 49
Table 6: Chemical and phase mineralogical characteristics of the raw materials used. ........... 68
Table 7: Compositions of inspected porcelain tiles................................................................ 69
Table 8: Compositions adopted and their resulting technological properties. ......................... 82
Table 9: Kinematics parameters adopted. .............................................................................. 83
Table 10: Compositions adopted and their resulting technological properties. ....................... 96
Table 11:Abrasive sequence adopted. ................................................................................... 98
Table 12: Kinematics parameters adopted. ............................................................................ 98
XV
LIST OF ABREVIATIONS
ABNT Associação Brasileira de Normas Técnicas (Brazilian Association of Technical
Standards)
ANFACER Associação Nacional dos Fabricantes de Cerâmica para Revestimentos, Louças
Sanitárias e Congêneres (National Association of Manufacturers of Ceramic Tiles and Sanitary
Articles)
ASTM American Society for Testing and Materials
CCD Charged Coupled Device
CK Coarse Kaolin
CW Waste from processing of calcium tungstate mineral (CaWO4)
DTA Differential Thermal Analisys
EDX Energy-dispersive X-ray spectroscopy
EN European Standards
FBK Fertigungstechnik und Betriebsorganisation (Institute for Manufacturing
Technology and Production Systems)
FK Fine Kaolin
FS Flexural Strength
GP Granitic Powder
ISO International Organization for Standardization
ICDD International Centre for Diffraction Data
JCPDS Joint Committee on Powder Diffraction Standards
LS Linear shrinkage
LCD Liquid Crystal Display
NBR Norma Brasileira (Brazilian Standard)
SEM Scanning Electron Microscopy
STD Standard
TB Tiles and Bricks
TG Thermogravimetric
WA Water absorption
XRD X-ray Diffraction
XRF X-ray Fluorescence
XVI
SUMMARY
1 INTRODUCTION .................................................................................................................. 17
1.1 MOTIVATION ................................................................................................................. 17
1.2 GOALS ............................................................................................................................. 19
2 BACKGROUND ..................................................................................................................... 20
2.1 BRAZILIAN MARKET FEATURES ................................................................................ 20
2.2 PORCELAIN STONEWARE TILE MANUFACTURING PROCESS ............................... 23
2.3 POLISHING PROCESS .................................................................................................... 25
2.3.1 ABRASIVE ENVIRONMENT .................................................................................. 27
2.3.2 ABRASIVE WEAR AND MATERIAL REMOVAL ON CERAMIC MATERIALS . 29
2.3.3 INDUSTRIAL POLISHING OPERATION ............................................................... 30
2.4 SCIENTIFIC BREAKTHROUGHS IN PORCELAIN POLISHING .................................. 32
2.5 REUSE OF WASTES IN THE CERAMIC MATRIX ........................................................ 35
2.6 REFERENCES .................................................................................................................. 40
3 RESULTS AND DISCUSSION .............................................................................................. 45
3.1 HIGH-PERFORMANCE “GREEN” CERAMIC TILES FORMULATIONS WITH
INDUSTRIAL INORGANIC WASTES ........................................................................................ 46
3.2 ESTIMATION OF THE MINIMUM MATERIAL REMOVAL THICKNESS DURING THE
POLISHING PROCESS OF CERAMIC TILES BY LASER TRIANGULATION ........................ 64
3.3 POLISHING PERFORMANCE OF GREEN CERAMIC TILES MADE WITH WASTES
FROM BRICKS AND ROOF TILES ............................................................................................ 79
3.4 EVALUATION OF SURFACE QUALITY AFTER POLISHING OF ECO-FRIENDLY
PORCELAIN STONEWARE TILES MADE WITH KAOLIN ORE WASTE .............................. 94
4 FINAL CONSIDERATIONS ................................................................................................ 110
5 CONCLUSIONS AND SUGGESTIONS FOR FUTURE WORK ....................................... 112
5.1 CONCLUSIONS ............................................................................................................. 112
5.2 SUGGESTIONS FOR IMPROVEMENTS AND FUTURE INVESTIGATIONS............. 114

17
1 INTRODUCTION
1.1 MOTIVATION
Since the last decade, Brazil has become one of the giant ceramic products producers,
especially ceramic floor tiles, taking the second position of largest producer and consumer in
the world (ANFACER, 2017),(ABCERAM, 2017). Porcelain stoneware tile is the most
advanced product among traditional ceramic floor tiles. In addition, it is undergoing progressive
evolution in the research field into the development and optimization of production processes
including finishing, due to the huge global demand (ANFACER, 2017). It is a high-performance
and quality ceramic tile, consequently having higher added value.
Such product presents high-performance as surface hardness, mechanical strength,
water absorption (≤ 0.5% for glazed version and ≤ 0,1% for polished version (ABNT, 1997))
and low surface porosity, and a microstructure that provides high resistance to chemical attack
and staining (Dondi et al., 2005)(Suvaci and Tamsu, 2010)(Cavalcante et al., 2004). Besides,
the aesthetic value of such tiles can be greatly enhanced when they undergo a polishing process
to achieve high glossiness (Hutchings et al., 2005a).
The most important parameters to classify the different types of ceramic floor tiles are
those that refer to the level of water absorption (WA) and mechanical resistance, represented
by the flexural strength (FS). Both parameters are provided in different standards as described
in Table 1.
Table 1: Classification of ceramics floor tiles based on water absorption and flexural strength,
according to the standards.
Water Flexural Typology
Absorption - WA (%) Strength - FS (MPa) ABNT 13817 ISO 13006 ASTM C973-88
WA ≤ 0,5% FS ≥ 35 Porcelain stoneware BIa Very vitrified
0,5% < WA ≤ 3% 30 ≤ FS < 35 Stoneware BIb Vitrified
3% < WA ≤ 6% 22 ≤ FS < 30 Semi-stoneware BIIa Semi-vitrified
6% < WA ≤ 10% 15 ≤ FS < 18 Semi-porous BIIb Non Vitrified
WA > 10% FS ≤ 15 Porous BIII
Nowadays, one of the biggest concerns of humanity is the conservation of nature. For
a long time is discussed new routes for the sustainable development and management of
industrial waste. The exploitation of ceramic raw materials is accountable for the production of
large quantities of wastes. In Brazil, several mounds of ceramic wastes can be found disposed
18
along the main roads and in some cases without considering their environmental impacts. The
increasing industrial demand (Andreola et al., 2016) for such raw materials leads to more
intense exploitation activities. As a consequence, the generation of tailings from mining and
other industrial activities increases, and so does the interest in reusing them (Menezes et al.,
2008)(Kazmi et al., 2016)(Teo et al., 2014)(Novais et al., 2015). On the other hand, the ceramic
floor tile industry is considered flexible and versatile under the ecological point of view. It is a
waste generator, nevertheless, it is capable of reusing a large variety of residues as additives or
alternative raw materials. The sector plays an important role in the reuse of wastes that may
have deep similarities in chemical and mineralogical compositions with conventional raw
materials (Andreola et al., 2016),(Menezes et al., 2009). Several studies have reported the
incorporation of mining and industrial wastes into the ceramic matrix, in the formulations of
various products such as cement (Elçi, 2016), sealing blocks, roof tiles (Dondi et al., 2009), and
porcelain stoneware tiles (Leite and Almeida, 2015)(Soares Filho et al., 2014)(Dos Santos et
al., 2014)(Gouvêa et al., 2015)(Penteado et al., 2016).
The Brazilian state of Rio Grande do Norte stands out among the other states of the
northeast region due to the large deposits of feldspathic rocks, kaolinitic clays, and kaolin,
which are the main raw materials for the porcelain stoneware tiles production. Even with good
sources of natural raw materials, the main ceramic products manufactured in the Rio Grande do
Norte are lower added value, such as semi-vitrified and non-vitrified bricks, blocks, and tiles.
In view of the potential of the Brazilian Northeast region, especially the state of Rio
Grande do Norte, several researches were developed aiming to obtain porcelain stoneware tiles
from the state's own raw materials, as well as the use of industrial-scale wastes (Acchar et al.,
2013) (Soares Filho et al., 2014). Meanwhile, technical feasibility assessments were focused on
technological and mechanical properties. The behavior regarding the glossiness of the obtained
products and the influence of the microstructure in the polishing process is still unknown.
Among the many versions of porcelain stoneware tiles that the companies develop and
launch annually in the market, the polished version is still the most appreciated by the final
consumers, being the surface gloss considered the criterion of quality of major importance. In
this way, the polishing stage is extremely important, since it is the stage responsible for the final
appearance of the porcelain tile and has a direct impact on the commercialization and consumer
satisfaction. Thus, it is fundamental to carry out research on the subject in order to understand
the mechanisms involved for optimization of the process and the influence that the variation of
microstructure in this stage.
19
Usually, the industrial polishing process is composed of a sequence of 14 to 18 different
abrasive grain sizes, generally between 36 and 2500 mesh. Considering the entire porcelain
production chain, the polishing process accounts for between 30-40% of all production costs
(Hutchings et al., 2005 and 2006). Due to the high consumption of abrasive tools, water, and
energy consumption are also high. Usually, 10% of the original thickness of the porcelain
stoneware tile is removed during this step. (Wiggers et al., 2007)(Sánchez et al., 2002).
The Brazilian ceramic floor tiles industry, following the world model, is moving towards
the development of technologically advanced, but ecologically friendly products. In this way,
the development of “green” formulations, ceramic processing and surface finishing via
polishing make up the central theme of this thesis. The knowledge to be gained on this subject
is of great use to the industries of this sector, considering that the polishing process is the most
expensive step in the production process, accounting for up to 40% of total costs.
1.2 GOALS
The main goal of this study is to conceive and polish porcelain stoneware tiles incorporating
industrial wastes from the state of Rio Grande do Norte. For this propose, the following specific
goals will be checked.
a. To conceive formulations with porcelain stoneware tile characteristics from raw
materials, and industrial wastes of Rio Grande do Norte state (coarse and fine wastes
from kaolin beneficiation process, waste from the extraction of granitic rocks for civil
construction, waste from processing and beneficiation of the calcium tungstate mineral
- CaWO4, and shards resulting from the breakage of red ceramic bodies).
b. To characterize formulations in technological and mechanical properties terms, in order
to attest the technical feasibility of obtaining porcelain stoneware tiles with the residues
used.
c. To obtain a surface analysis by 3D mapping at a pre-polishing step of the samples.
d. To obtain the curves for gloss and roughness performance throughout the abrasive
sequence.
e. To establish relationships between microstructure and glossiness.
20
2 BACKGROUND
2.1 BRAZILIAN MARKET FEATURES
The ceramic floor tile sector is more competitive each year, with a notable increase in
research and development, due to the international competition (mainly the Chinese market),
export and domestic demand. From the total of approximately US$ 300 million in investments
in Brazil by the ceramic industries in 2014 and 2015, about 70% were directed to the production
of porcelain stoneware tiles. This amount invested in that biennium stands for 18 new
production lines, according to the National Association of Manufacturers of Ceramic Tiles and
Sanitary Articles (ANFACER, 2017).
Currently, the Brazilian production of porcelain stoneware tiles accounts between 8%
and 10% of the volume of ceramic floor tiles produced, considered low when compared to Italy
production, for instance, where 70% of the total tiles produced are porcelain tiles (ANFACER,
2017). On the other hand, the Brazilian porcelain tiles have become an international reference
for quality and comply with the international standards. Furthermore, Brazil is the only country
that has a specific technical standard for porcelain tile. Created in 2007, the NBR 15.463
(ABNT, 2007) establishes specific technical parameters for the manufacture of these products
and protects the consumer from non-standard products. Practically 100% of the porcelain
stoneware tiles made in Brazil already meet the normative requirements, placing the Brazilian
product at a high-quality level.
Brazil is one of the main protagonists in the world market of ceramic tiles. After China,
Brazil is the second largest producer and consumer of ceramic floor tiles, followed by India,
Indonesia, Spain, and Iran. In exports, Brazil occupies the discrete 7th place with only 10.86%
of the total produced in 2016 aimed at the external market, which means that the country is able
to absorb almost all of its production. The main buyers of Brazilians tiles are countries from
South America, North America, and Caribe, an among around 180 countries (ANFACER,
2017).
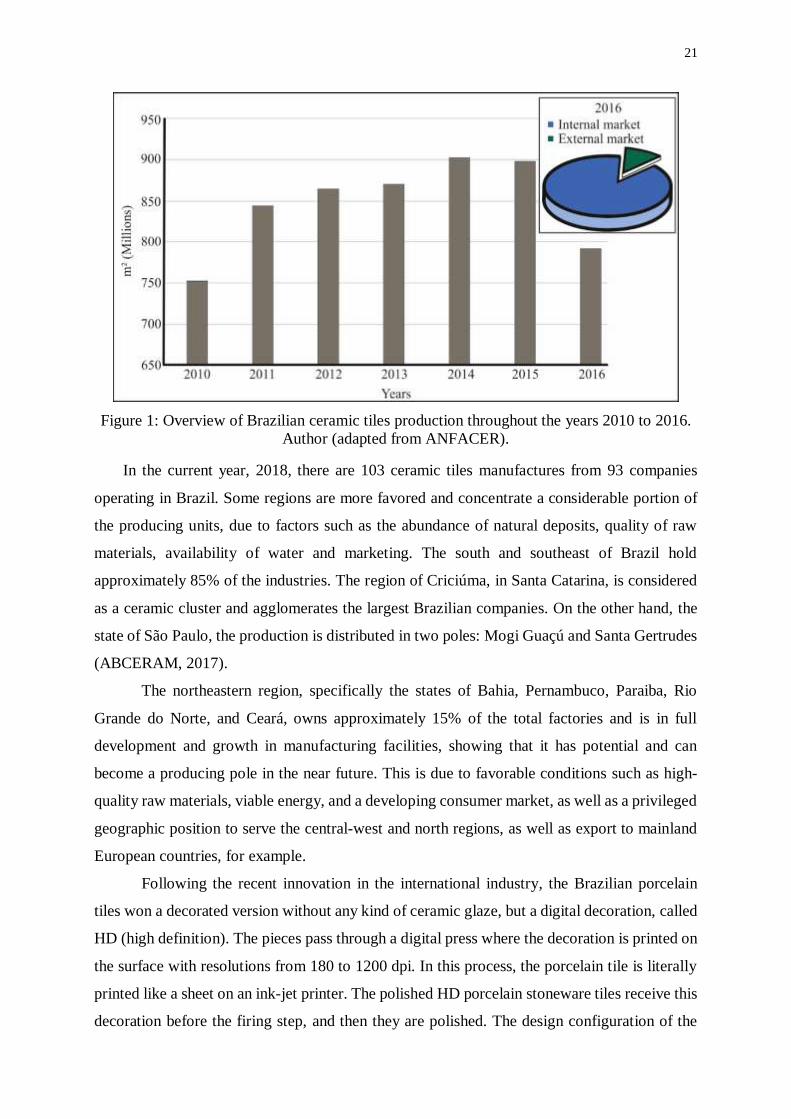
Figure 1 shows the Brazilian production between the years 2010 and 2016, detailing
the exports in the year 2016, according to ANFACER.
21
Figure 1: Overview of Brazilian ceramic tiles production throughout the years 2010 to 2016.
Author (adapted from ANFACER).
In the current year, 2018, there are 103 ceramic tiles manufactures from 93 companies
operating in Brazil. Some regions are more favored and concentrate a considerable portion of
the producing units, due to factors such as the abundance of natural deposits, quality of raw
materials, availability of water and marketing. The south and southeast of Brazil hold
approximately 85% of the industries. The region of Criciúma, in Santa Catarina, is considered
as a ceramic cluster and agglomerates the largest Brazilian companies. On the other hand, the
state of São Paulo, the production is distributed in two poles: Mogi Guaçú and Santa Gertrudes
(ABCERAM, 2017).
The northeastern region, specifically the states of Bahia, Pernambuco, Paraiba, Rio
Grande do Norte, and Ceará, owns approximately 15% of the total factories and is in full
development and growth in manufacturing facilities, showing that it has potential and can
become a producing pole in the near future. This is due to favorable conditions such as high-
quality raw materials, viable energy, and a developing consumer market, as well as a privileged
geographic position to serve the central-west and north regions, as well as export to mainland
European countries, for example.
Following the recent innovation in the international industry, the Brazilian porcelain
tiles won a decorated version without any kind of ceramic glaze, but a digital decoration, called
HD (high definition). The pieces pass through a digital press where the decoration is printed on
the surface with resolutions from 180 to 1200 dpi. In this process, the porcelain tile is literally
printed like a sheet on an ink-jet printer. The polished HD porcelain stoneware tiles receive this
decoration before the firing step, and then they are polished. The design configuration of the
22
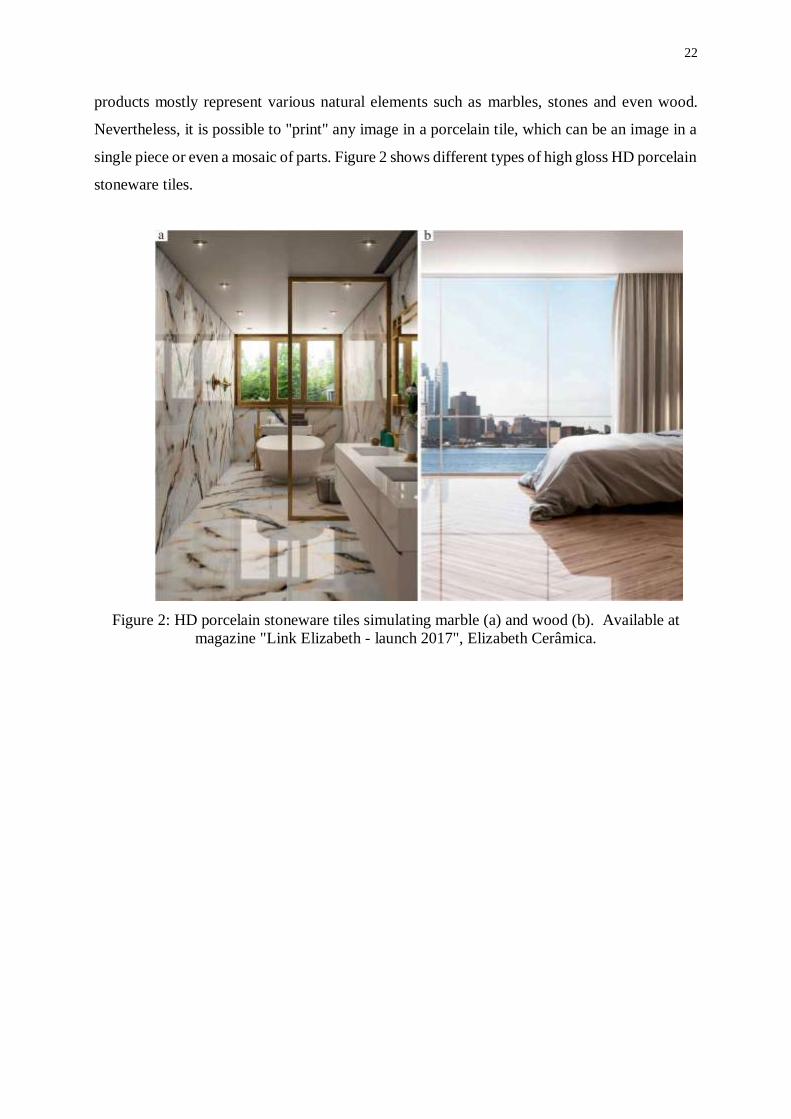
products mostly represent various natural elements such as marbles, stones and even wood.
Nevertheless, it is possible to "print" any image in a porcelain tile, which can be an image in a
single piece or even a mosaic of parts. Figure 2 shows different types of high gloss HD porcelain
stoneware tiles.
Figure 2: HD porcelain stoneware tiles simulating marble (a) and wood (b). Available at
magazine "Link Elizabeth - launch 2017", Elizabeth Cerâmica.
23
2.2 PORCELAIN STONEWARE TILE MANUFACTURING PROCESS
In order to achieve the properties required for such typology, the industrial production is
generally well automated with high-tech equipment, so that human interference is mostly
summarized in the design of formulations, process control, quality inspection of finished
product, storage, and shipment.
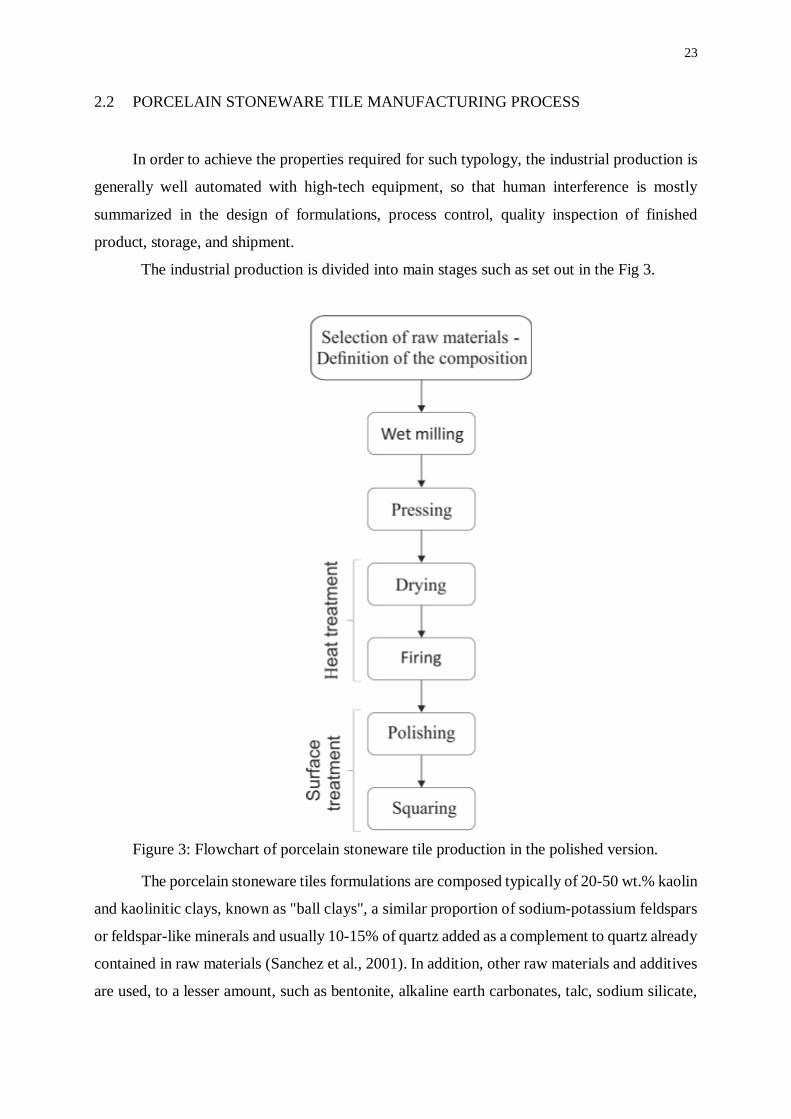
The industrial production is divided into main stages such as set out in the Fig 3.
Figure 3: Flowchart of porcelain stoneware tile production in the polished version.
The porcelain stoneware tiles formulations are composed typically of 20-50 wt.% kaolin
and kaolinitic clays, known as "ball clays", a similar proportion of sodium-potassium feldspars
or feldspar-like minerals and usually 10-15% of quartz added as a complement to quartz already
contained in raw materials (Sanchez et al., 2001). In addition, other raw materials and additives
are used, to a lesser amount, such as bentonite, alkaline earth carbonates, talc, sodium silicate,
24
and zirconia, in order to improve some properties of the product and assist the processing of the
composition.
The milling operation of the composition is carried out in a wet medium, in order to
obtain a suspension with around 60 wt.% solids content. The main control variables in the wet
milling process are density, viscosity and residue amount. A non-effective milling will
compromise the reactivity of the mixture during the firing step, which may cause particle
tearing during the polishing process, in addition, outcropping of pores closed to the surface
(Rosso et al., 2005). Moreover, the mechanical strength after firing is related to the size of the
microspores generated inside the part, which depends, among other factors, on the particle size
of the powder mass and the viscosity of the glassy phase during sintering.
Drying is performed by spraying. The process consists of dehumidifying by injection of
the nebulized suspension under high pressure and conveniently into a drying chamber in which
it is exposed to an air stream at a temperature ranging from 500 to 600 °C. The resulting
products are granules or agglomerates of smaller particles. The shape of those particles depends
greatly on the physical and chemical properties of the suspension, the characteristics of the
spray dryer and the operating conditions. According to Rosso (Rosso et al., 2005), the shape,
moisture and size of the granules are capable of affecting the fluidity of the powder and,
consequently, filling the mold in the press, which in turn can influence the mechanical
resistance to green of the parts, generate dimensional problems and cracks during heat
treatment.
Variations in particle size means variations in the hue of the finished product. The
resting time of the dried powder may not be less than 36 hours, in order to guarantee the
homogenization of the moisture (Moraes, 2007). The pressing process is a step by which the
ceramic body takes the final shape (square or rectangle). After compacting, the pieces acquire
mechanical strength, allowing them to withstand handling to the following treatments. For
porcelain stoneware tile, a specific compaction pressure in the range of 35 to 45 MPa is
recommended, which allows a density of 1.95 to 2.00 g/cm³.
The heat treatment involves two steps. The first one is drying, aiming to reduce the
humidity from the pressing step, usually between 6 to 8 wt.% to values below 0.5 wt.%. The
drying operation is performed in a continuous dryer by the circulation of hot air, which
generates the thermal gradients necessary for both mass transfer and heat transport (Barbosa et
al., 2008). This is an extremely important step for the prevention of defects such as cracks and
high porosity (Vicenzi and Bergmann, 2009).
25
The second step involves sintering. In this stage, all the effects of previous operations
are showed up. According to (Nicolau, 2012), the temperature distribution in the oven plays a
decisive role in obtaining the desired properties of the final product. In this stage of the process,
the thermal energy required to promote a series of chemical and physical reactions such as
thermal decomposition, allotropic transformations, liquid phase formation and sintering
(Cargnin et al., 2011) will be transferred. According to (Pinheiro and Holanda, 2013), some of
those reactions define the development of the final microstructure of the tile. After firing, a
porcelain tile is commonly composed of approximately 55-65 wt.% of a vitreous matrix, 20-25
wt.% quartz and 12-16 wt.% mullite (Baucia Jr et al., 2010).
2.3 POLISHING PROCESS
The polishing process in any piece, whether metallic or ceramic, is performed with a set
of tools made of segments of abrasive material, assembled in group. During this action, the
abrasive grits of the tool come in contact with the surface of the workpiece, rotating. In the
porcelain stoneware tile industry, this step is often known colloquially as "polishing", since the
finished surface has a high gloss. In general, the polishing process consists in generating gloss
on any surface, whether natural or manufactured, such as porcelain tiles.
The interest in porcelain polishing started in the 1980s. In 1987 the first radial polisher
was designed, with a capacity to polish approximately 20 m²/h of a 300x300 mm porcelain tile,
according to Vazques (Vazques, 2005). Currently, it is possible to polish pieces larger than
1000x1000 mm at a higher rate.
For a long time, since 1987, the knowledge of porcelain polishing was related to the
cutting process of precious or semiprecious stones (gems).However, through the years, much
has been learned about the phenomenological characteristics of porcelain tile polishing process,
so that it already possible to draw some fundamental differences (Sousa, 2007a), as shown in
Table 2.
Table 2: Lapidation and polishing features. Author.
Abrasive Characteristics
Diffuser Position Type Granulation Grit size (um)
Lapidation Liquid loose SiC, Al2O3, BN, diamond #600 - #1200 9.3 - 3.0
Polishing Soft solid Fixed SiC and diamond #36 - #1500 530.0 - <3
26
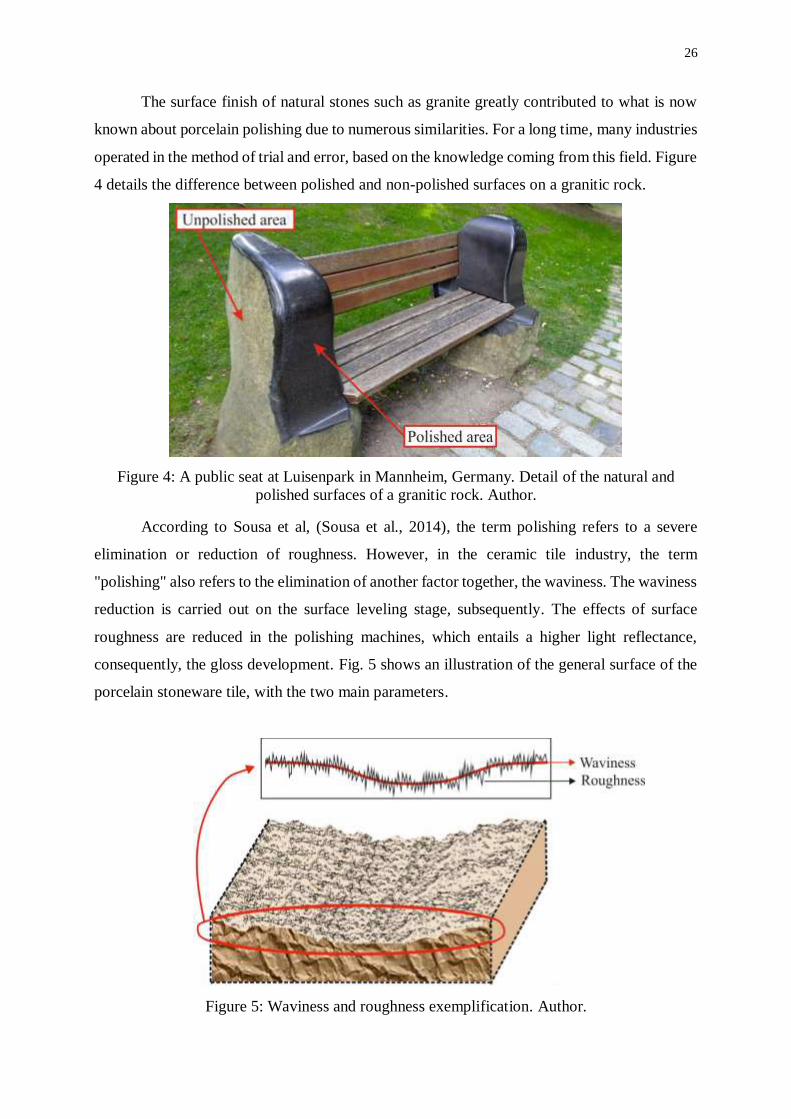
The surface finish of natural stones such as granite greatly contributed to what is now
known about porcelain polishing due to numerous similarities. For a long time, many industries
operated in the method of trial and error, based on the knowledge coming from this field. Figure
4 details the difference between polished and non-polished surfaces on a granitic rock.
Figure 4: A public seat at Luisenpark in Mannheim, Germany. Detail of the natural and
polished surfaces of a granitic rock. Author.
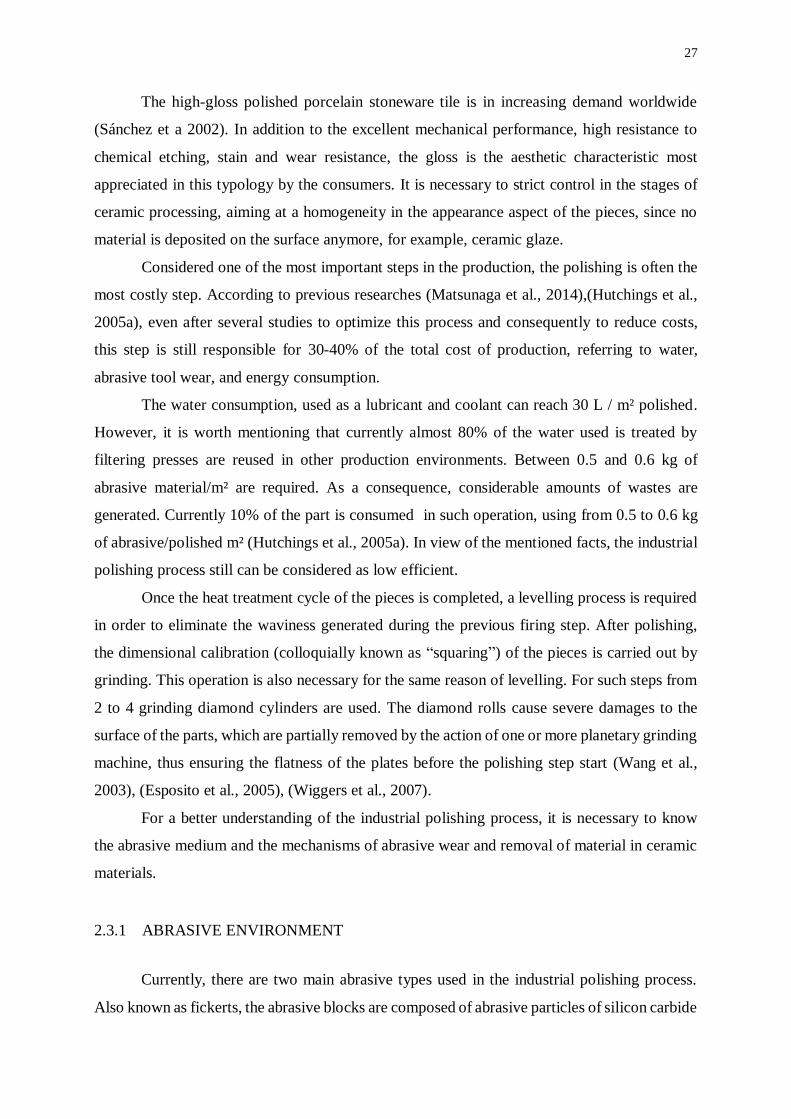
According to Sousa et al, (Sousa et al., 2014), the term polishing refers to a severe
elimination or reduction of roughness. However, in the ceramic tile industry, the term
"polishing" also refers to the elimination of another factor together, the waviness. The waviness
reduction is carried out on the surface leveling stage, subsequently. The effects of surface
roughness are reduced in the polishing machines, which entails a higher light reflectance,
consequently, the gloss development. Fig. 5 shows an illustration of the general surface of the
porcelain stoneware tile, with the two main parameters.
Figure 5: Waviness and roughness exemplification. Author.
27
The high-gloss polished porcelain stoneware tile is in increasing demand worldwide
(Sánchez et a 2002). In addition to the excellent mechanical performance, high resistance to
chemical etching, stain and wear resistance, the gloss is the aesthetic characteristic most
appreciated in this typology by the consumers. It is necessary to strict control in the stages of
ceramic processing, aiming at a homogeneity in the appearance aspect of the pieces, since no
material is deposited on the surface anymore, for example, ceramic glaze.
Considered one of the most important steps in the production, the polishing is often the
most costly step. According to previous researches (Matsunaga et al., 2014),(Hutchings et al.,
2005a), even after several studies to optimize this process and consequently to reduce costs,
this step is still responsible for 30-40% of the total cost of production, referring to water,
abrasive tool wear, and energy consumption.
The water consumption, used as a lubricant and coolant can reach 30 L / m² polished.
However, it is worth mentioning that currently almost 80% of the water used is treated by
filtering presses are reused in other production environments. Between 0.5 and 0.6 kg of
abrasive material/m² are required. As a consequence, considerable amounts of wastes are
generated. Currently 10% of the part is consumed in such operation, using from 0.5 to 0.6 kg
of abrasive/polished m² (Hutchings et al., 2005a). In view of the mentioned facts, the industrial
polishing process still can be considered as low efficient.
Once the heat treatment cycle of the pieces is completed, a levelling process is required
in order to eliminate the waviness generated during the previous firing step. After polishing,
the dimensional calibration (colloquially known as “squaring”) of the pieces is carried out by
grinding. This operation is also necessary for the same reason of levelling. For such steps from
2 to 4 grinding diamond cylinders are used. The diamond rolls cause severe damages to the
surface of the parts, which are partially removed by the action of one or more planetary grinding
machine, thus ensuring the flatness of the plates before the polishing step start (Wang et al.,
2003), (Esposito et al., 2005), (Wiggers et al., 2007).
For a better understanding of the industrial polishing process, it is necessary to know
the abrasive medium and the mechanisms of abrasive wear and removal of material in ceramic
materials.
2.3.1 ABRASIVE ENVIRONMENT
Currently, there are two main abrasive types used in the industrial polishing process.
Also known as fickerts, the abrasive blocks are composed of abrasive particles of silicon carbide
28
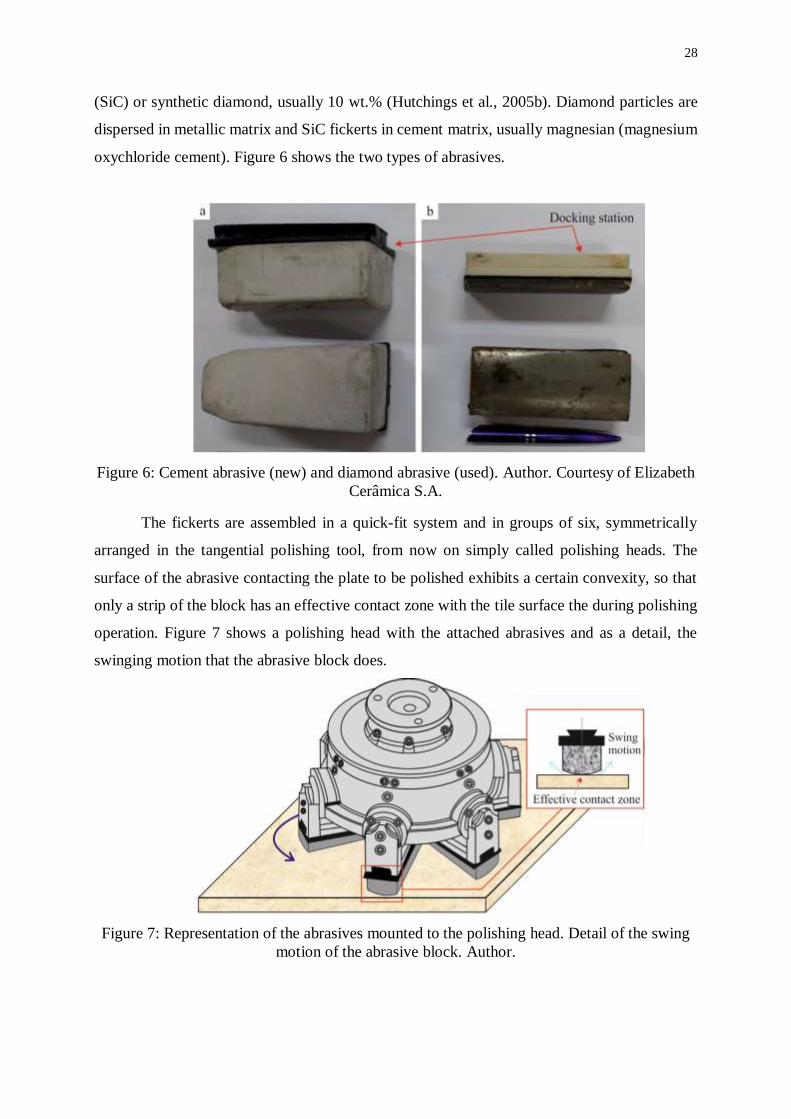
(SiC) or synthetic diamond, usually 10 wt.% (Hutchings et al., 2005b). Diamond particles are
dispersed in metallic matrix and SiC fickerts in cement matrix, usually magnesian (magnesium
oxychloride cement). Figure 6 shows the two types of abrasives.
Figure 6: Cement abrasive (new) and diamond abrasive (used). Author. Courtesy of Elizabeth
Cerâmica S.A.
The fickerts are assembled in a quick-fit system and in groups of six, symmetrically
arranged in the tangential polishing tool, from now on simply called polishing heads. The
surface of the abrasive contacting the plate to be polished exhibits a certain convexity, so that
only a strip of the block has an effective contact zone with the tile surface the during polishing
operation. Figure 7 shows a polishing head with the attached abrasives and as a detail, the
swinging motion that the abrasive block does.
Figure 7: Representation of the abrasives mounted to the polishing head. Detail of the swing
motion of the abrasive block. Author.
29
2.3.2 ABRASIVE WEAR AND MATERIAL REMOVAL ON CERAMIC MATERIALS
Some researchers consider polishing as a microscopic version of the grinding process,
where abrasive grains finely scratch the work surface and cut them. As with ceramic materials
generally the porcelain stoneware tile is very brittle and does not exhibit appreciable plastic
deformation. Nevertheless, due to the small penetration depth taking place during polishing,
even such brittle materials like ceramic stoneware tiles presents a prevailing ductile behaviour
(Sousa et al., 2014).
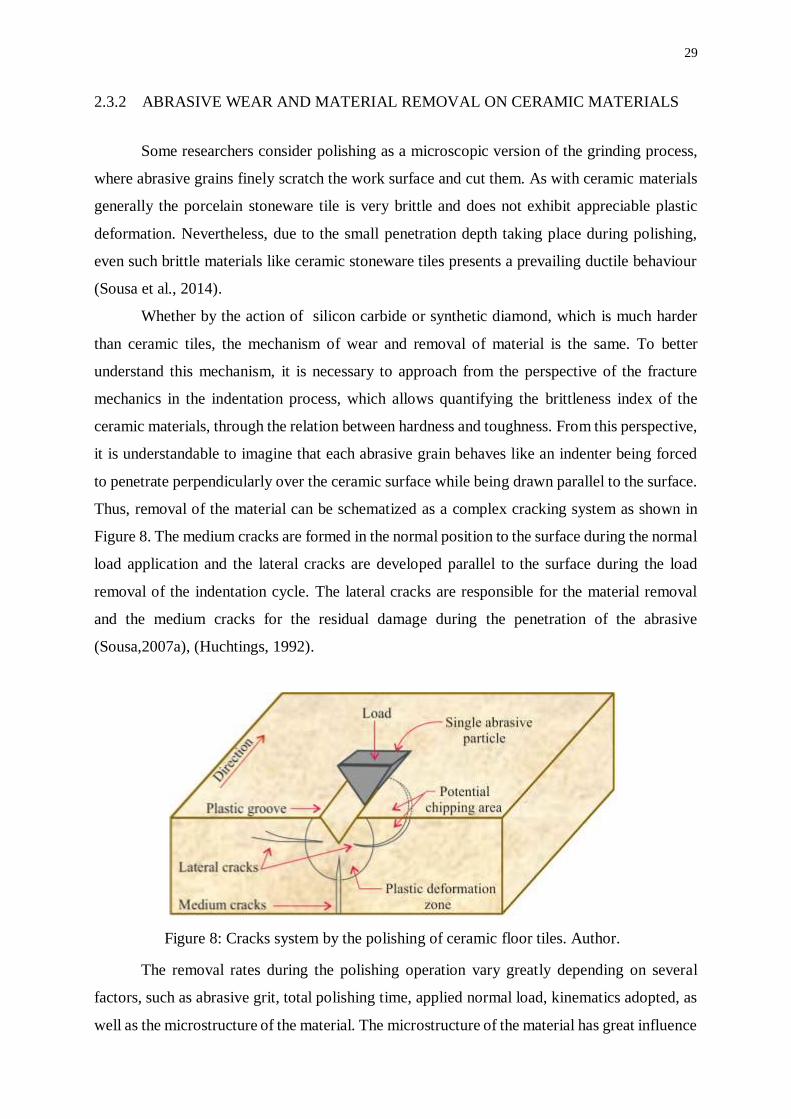
Whether by the action of silicon carbide or synthetic diamond, which is much harder
than ceramic tiles, the mechanism of wear and removal of material is the same. To better
understand this mechanism, it is necessary to approach from the perspective of the fracture
mechanics in the indentation process, which allows quantifying the brittleness index of the
ceramic materials, through the relation between hardness and toughness. From this perspective,
it is understandable to imagine that each abrasive grain behaves like an indenter being forced
to penetrate perpendicularly over the ceramic surface while being drawn parallel to the surface.
Thus, removal of the material can be schematized as a complex cracking system as shown in
Figure 8. The medium cracks are formed in the normal position to the surface during the normal
load application and the lateral cracks are developed parallel to the surface during the load
removal of the indentation cycle. The lateral cracks are responsible for the material removal
and the medium cracks for the residual damage during the penetration of the abrasive
(Sousa,2007a), (Huchtings, 1992).
Figure 8: Cracks system by the polishing of ceramic floor tiles. Author.
The removal rates during the polishing operation vary greatly depending on several
factors, such as abrasive grit, total polishing time, applied normal load, kinematics adopted, as
well as the microstructure of the material. The microstructure of the material has great influence
30
in reducing roughness and consequent gloss gain. Porcelain stoneware tiles that behave in a
ductile manner produce a better surface finish after polishing.
The behavior of brittle materials such as ceramic floors has been examined through
indentation tests, indicating that as the abrasive particle becomes smaller, the removal
mechanism changes from fracture to plastic flow. Therefore, the removal model is also a
function of abrasive grading. In the first grains, brittle removal is predominant, and it is
estimated that this mode prevails even between the granulometries #360 and #400, with a
change in the mode of removal after this stage. The transition from the brittle to the ductile
mode can be explained from material removal energy considerations. Thus, for smaller cutting
depths, the plastic flow is more energetically favorable, characterized by a less flow stress.
Another important factor, which affects the mode of removal, is the pores density present on
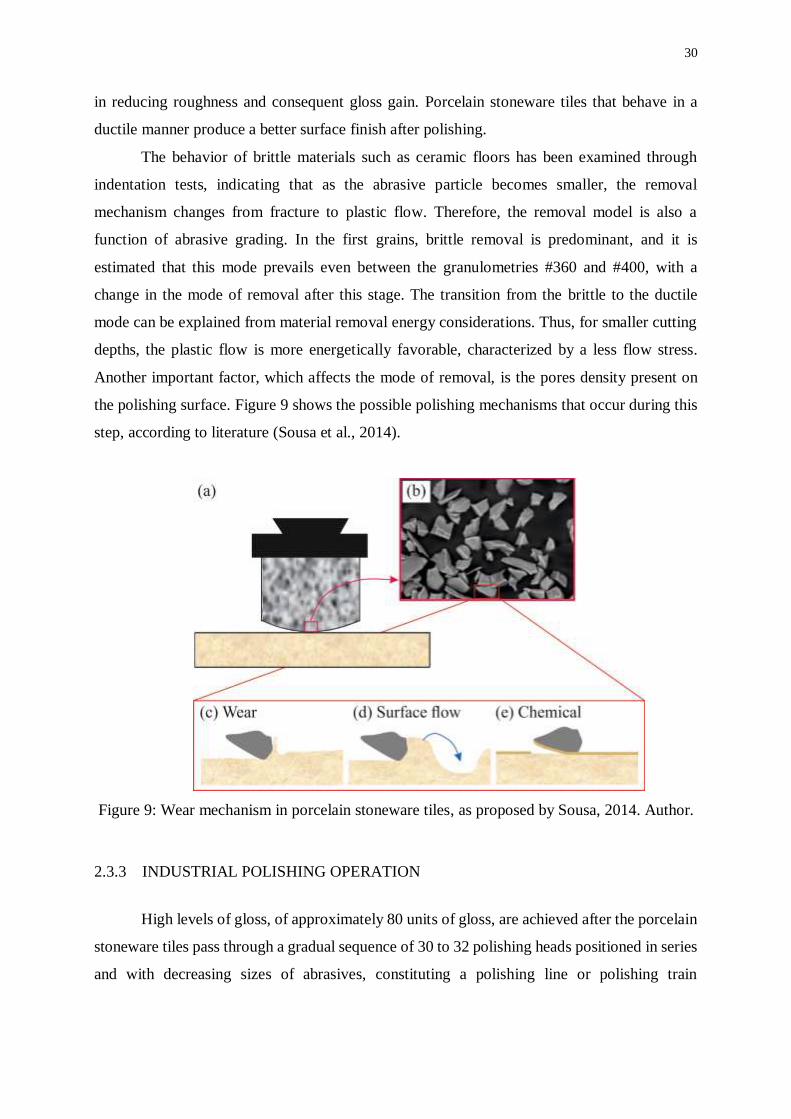
the polishing surface. Figure 9 shows the possible polishing mechanisms that occur during this
step, according to literature (Sousa et al., 2014).
Figure 9: Wear mechanism in porcelain stoneware tiles, as proposed by Sousa, 2014. Author.
2.3.3 INDUSTRIAL POLISHING OPERATION
High levels of gloss, of approximately 80 units of gloss, are achieved after the porcelain
stoneware tiles pass through a gradual sequence of 30 to 32 polishing heads positioned in series
and with decreasing sizes of abrasives, constituting a polishing line or polishing train
31
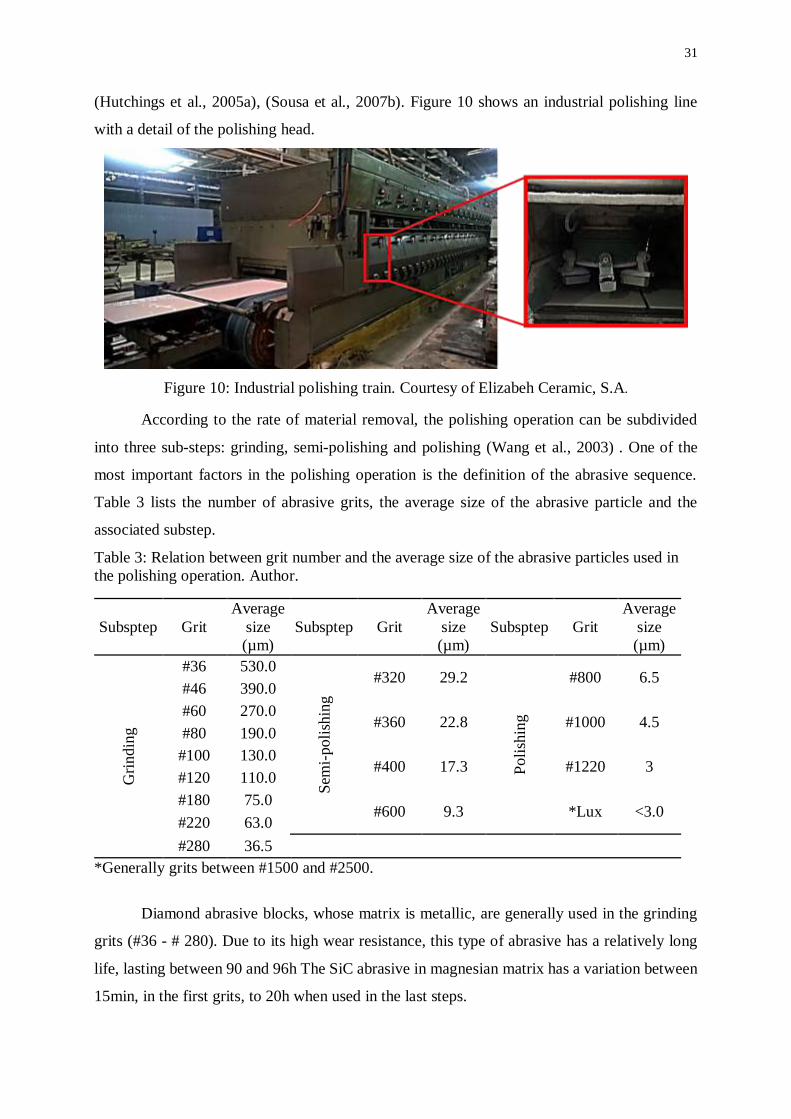
(Hutchings et al., 2005a), (Sousa et al., 2007b). Figure 10 shows an industrial polishing line
with a detail of the polishing head.
Figure 10: Industrial polishing train. Courtesy of Elizabeh Ceramic, S.A.
According to the rate of material removal, the polishing operation can be subdivided
into three sub-steps: grinding, semi-polishing and polishing (Wang et al., 2003) . One of the
most important factors in the polishing operation is the definition of the abrasive sequence.
Table 3 lists the number of abrasive grits, the average size of the abrasive particle and the
associated substep.
Table 3: Relation between grit number and the average size of the abrasive particles used in
the polishing operation. Author.
Subsptep Grit
Average
size
(µm)
Subsptep Grit
Average
size
(µm)
Subsptep Grit
Average
size
(µm)
Gri
ndin
g
#36 530.0
Sem
i-poli
shin
g
#320 29.2
Poli
shin
g
#800 6.5 #46 390.0
#60 270.0 #360 22.8 #1000 4.5
#80 190.0
#100 130.0 #400 17.3 #1220 3
#120 110.0
#180 75.0 #600 9.3 *Lux <3.0
#220 63.0
#280 36.5
*Generally grits between #1500 and #2500.
Diamond abrasive blocks, whose matrix is metallic, are generally used in the grinding
grits (#36 - # 280). Due to its high wear resistance, this type of abrasive has a relatively long
life, lasting between 90 and 96h The SiC abrasive in magnesian matrix has a variation between
15min, in the first grits, to 20h when used in the last steps.
32
Besides time, the kinematics adopted represents another important feature to be
considered in the industrial polishing operation. Using a radial motion polishing machine, the
main kinematic parameters are the angular velocity of the polishing head, and the forward speed
of the polishing train. With the technological advance of this sector, from the 2000s a new
generation of industrial polishers appeared with an extra movement available: the transversal
motion. It is a movement in which the polishing head oscillates horizontally and transversely
with respect to the polished train. Therefore, the control of the lateral oscillation movement
(period and amplitude) became another important variable to be considered in the industrial
polishing operation (Sousa et al., 2007a). In addition to minimizing gloss pattern defects, one
advantage of oscillating motion of the polishing head is the ability to polish larger pieces.
2.4 SCIENTIFIC BREAKTHROUGHS IN PORCELAIN POLISHING
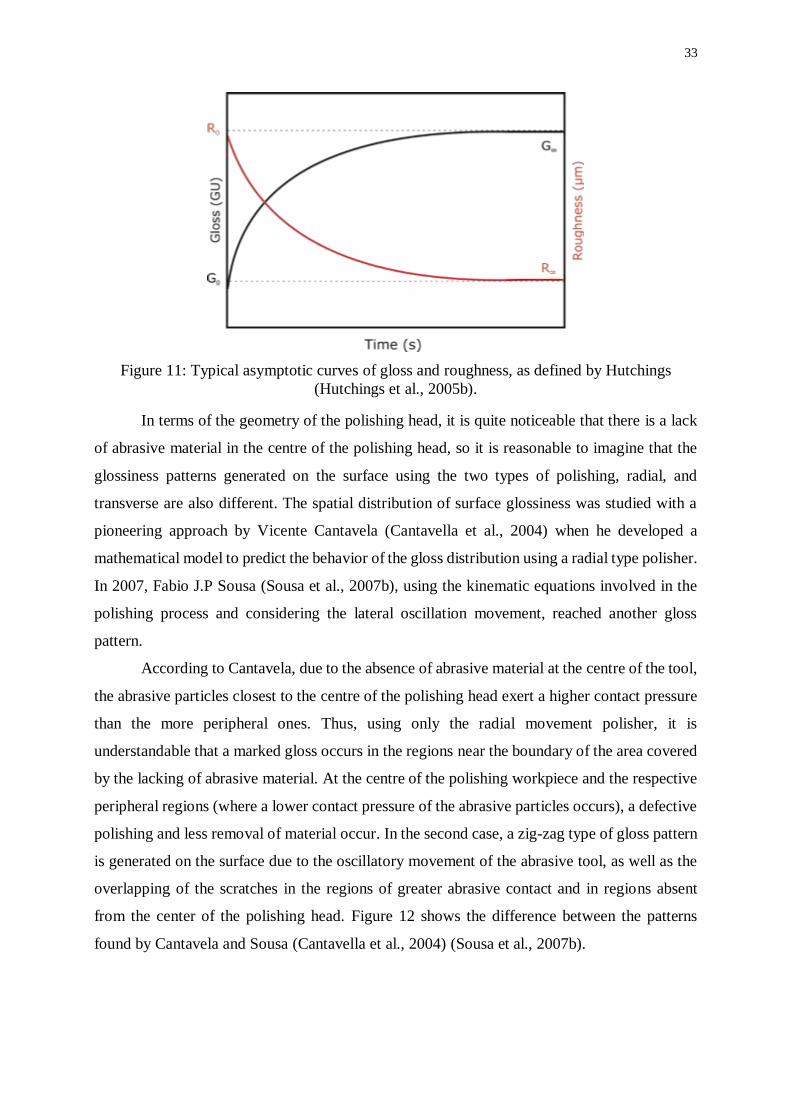
The polishing as a function of time has been studied for a few years. One of the first to
investigate the glossiness gain over the polishing time was Ian M. Hutchings (Hutchings et al.,
2005b). He established important relationships for the performance of the polishing process in
relation to the glossiness gain and roughness reduction, which became known as Hutchings
equations for glossiness and roughness, equations 1 and 2, they are graphically illustrated as
exponential curves, as shown in Figure 11.
𝑅(𝑡) = 𝑅∞ + (𝑅∞ − 𝑅0). 𝑒−𝑡
𝑡𝑅 (1)
𝐺(𝑡) = 𝐺∞ − (𝐺∞ − 𝐺0). 𝑒−𝑡
𝑡𝑔 (2)
33
Figure 11: Typical asymptotic curves of gloss and roughness, as defined by Hutchings
(Hutchings et al., 2005b).
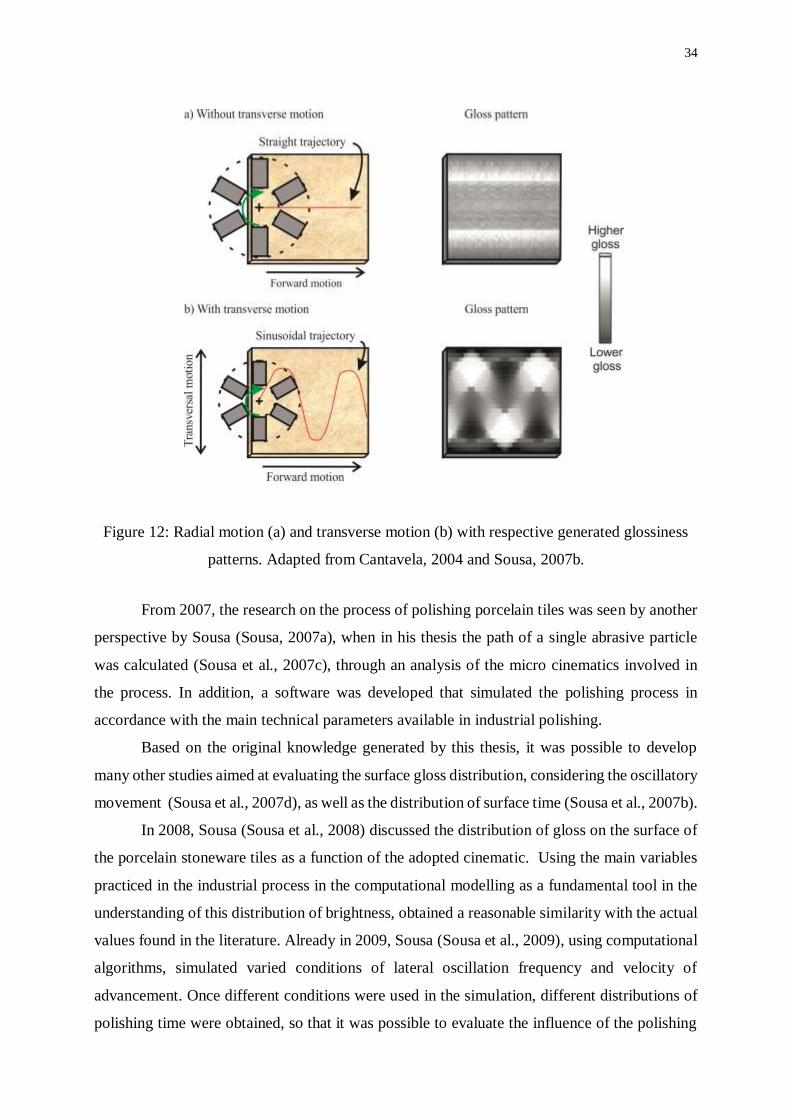
In terms of the geometry of the polishing head, it is quite noticeable that there is a lack
of abrasive material in the centre of the polishing head, so it is reasonable to imagine that the
glossiness patterns generated on the surface using the two types of polishing, radial, and
transverse are also different. The spatial distribution of surface glossiness was studied with a
pioneering approach by Vicente Cantavela (Cantavella et al., 2004) when he developed a
mathematical model to predict the behavior of the gloss distribution using a radial type polisher.
In 2007, Fabio J.P Sousa (Sousa et al., 2007b), using the kinematic equations involved in the
polishing process and considering the lateral oscillation movement, reached another gloss
pattern.
According to Cantavela, due to the absence of abrasive material at the centre of the tool,
the abrasive particles closest to the centre of the polishing head exert a higher contact pressure
than the more peripheral ones. Thus, using only the radial movement polisher, it is
understandable that a marked gloss occurs in the regions near the boundary of the area covered
by the lacking of abrasive material. At the centre of the polishing workpiece and the respective
peripheral regions (where a lower contact pressure of the abrasive particles occurs), a defective
polishing and less removal of material occur. In the second case, a zig-zag type of gloss pattern
is generated on the surface due to the oscillatory movement of the abrasive tool, as well as the
overlapping of the scratches in the regions of greater abrasive contact and in regions absent
from the center of the polishing head. Figure 12 shows the difference between the patterns
found by Cantavela and Sousa (Cantavella et al., 2004) (Sousa et al., 2007b).
34
Figure 12: Radial motion (a) and transverse motion (b) with respective generated glossiness
patterns. Adapted from Cantavela, 2004 and Sousa, 2007b.
From 2007, the research on the process of polishing porcelain tiles was seen by another
perspective by Sousa (Sousa, 2007a), when in his thesis the path of a single abrasive particle
was calculated (Sousa et al., 2007c), through an analysis of the micro cinematics involved in
the process. In addition, a software was developed that simulated the polishing process in
accordance with the main technical parameters available in industrial polishing.
Based on the original knowledge generated by this thesis, it was possible to develop
many other studies aimed at evaluating the surface gloss distribution, considering the oscillatory
movement (Sousa et al., 2007d), as well as the distribution of surface time (Sousa et al., 2007b).
In 2008, Sousa (Sousa et al., 2008) discussed the distribution of gloss on the surface of
the porcelain stoneware tiles as a function of the adopted cinematic. Using the main variables
practiced in the industrial process in the computational modelling as a fundamental tool in the
understanding of this distribution of brightness, obtained a reasonable similarity with the actual
values found in the literature. Already in 2009, Sousa (Sousa et al., 2009), using computational
algorithms, simulated varied conditions of lateral oscillation frequency and velocity of
advancement. Once different conditions were used in the simulation, different distributions of
polishing time were obtained, so that it was possible to evaluate the influence of the polishing
35
kinematics on the spatial distribution of abrasive contacts. This study served as a guide for
further research in order to avoid excessive polishing and regions of glossiness gradients.
In view of the different glossiness patterns, the influence of the glossiness, over the
sliding resistance was also studied (Sousa et al., 2010a). Through the direct measurement of the
gloss and the friction coefficient of the surface after the polishing step, the results showed even
in regions of greater surface gloss, approximately 75 GU, no friction coefficient was found for
regions large enough to provide slippage. As a conclusion, the correlation obtained was not
strong enough to promote the establishment of the most recommended glossiness limits to be
aspirated by the industries.
During the process, scratching speed and the contact pressure are strongly related and
are both important factors influencing the evolution of the surface quality during polishing (Sani
et al., 2016). There is a difference in scratching speed between innermost and peripheral
abrasives particles due to rotation motion and the geometry of the fickerts (Nascimento and
Sousa, 2014), leading a pressure gradient along the radial direction of the fickert. According to
Sani (Sani et al., 2016), such pressure gradient tends to cause an inclination of the abraded
surfaces, becoming s table after a given polishing period.
The computational simulation has become an important tool in the improvement and
continuous optimization of the polishing process, facilitating the understanding of the
scratching process and the kinetics involved in the polishing of commercial porcelain stoneware
tiles (Sousa et al., 2013).
2.5 REUSE OF WASTES IN THE CERAMIC MATRIX
The world has been facing a considerable increase in industrial activities, starting with
the activities of the extractive and processing industries, which supply raw materials and
products for other industries, such as durable and non-durable products. Another activity that
is constantly growing in the world is that of civil construction, being more accentuated in some
countries and less expressive in others, but always growing. It is notable that with the increase
in these industrial activities the demand for natural raw materials and subsequent processing
increase as well. Another known factor is that natural resources are depletable and non-
renewable, and in this respect, the world is facing a time of imminent reduction in the supply
of raw materials, which can lead to the failure of natural deposits.
Over the past few years, much of the perceived and growing concern for the
environment, sometimes imposed by severe environmental laws that penalize those who
36
disregard them, have grown interest in finding alternative routes to the disposal of mineral and
industrial waste.
In general, the ceramic industry (cement, bricks, blocks, tiles and cladding) is considered
versatile from the point of view of solid waste management (Andreola et al., 2016). It is a waste
generator, but on the other hand, it is able to reuse a wide variety of wastes from other industrial
activities as an alternative material, additive or even as main raw material (Kazmi et al., 2016).
Generally in this production sector, all the waste generated before the heat treatment returns to
the initial processing as filler material, after the heat treatment, practically all the waste
generated is sent to other industrial activities, such as construction, used in the manufacture of
cement, (Penteado et al., 2016), bricks, concrete and landfill (Halicka et al., 2013). This
important role played by the ceramic industry in waste recycling is due to there are similarities
in terms of chemical and mineralogical compositions between many mining-industrial wastes
and conventional raw materials.
In this way, some fruitful works have been developed in order to add value to waste and
reduce the use of natural sources. Therefore, the most varied types of wastes have been studied,
from different activities such as mining, industrial and agroindustrial. All the investigations
aimed to attempt to explain how the insertion of residues into the tile ceramic compositions
influences the technological properties of the ceramic floor tiles and whether the technological
performance can vary according to a particular characteristic of each alternative material used.
De Oliveira has investigated in his thesis, the insertion of wastes from the kaolin and
emerald beneficiation, shards resulting from the breakage of red ceramic bodies and vegetable
ash in ceramic floor tiles compositions. After sintering, the developed formulations were
classified in all types of ceramic floor tiles (from porous to porcelain stoneware tile), according
to the Brazilian standard NBR 13817, with water absorption rates varying of 0.0% to 27.97%
and flexural strength of 6.90 to 51.76 ± 4.62 MPa (de Oliveira, 2012).
In a recent study conducted by Acchar (Acchar et al., 2013), it was proved the feasibility
of incorporating coffee (untreated) ashes as an alternative raw material to feldspar, the main
fluxing agent used in the production. After additions of 5% to 20% in clay-based compositions
and based on results obtained for the technological properties (WA, FS and LS), guided by EN
176 and NBR 13817, was concluded that the mixture of 10 wt.% of coffee ashes added to the
clay mix, treated at 1180 ° C, best meets the standards mentioned, and does not require
significant changes in the processing parameters.
Volcanic ash when deposited results in serious problems in urban and agricultural areas
and was investigated by Serra (Serra et al., 2015). Ash samples from the western coast of Lake
37
Traful, Argentina, were characterized and evaluated the applicability in the manufacturing
process of ceramic materials based on clay, according to the triaxial diagram of ceramics. The
volcanic ash investigated showed a silicon-aluminous composition (70.43 wt.% - SiO2, 15.03
wt.% - Al2O3) similar to the potassic feldspar traditionally used in the production. The sintering
and the evolution of the mechanical properties of the produced ceramics were also studied and
compared with a triaxial composition. It was demonstrated that, with thermal cycles similar to
those used for the manufacture of traditional ceramics, the ceramics obtained from the use of
the volcanic ash of Lake Traful had adequate textural and mechanical properties, comparable
to the materials produced with the traditional raw materials.
Gouvêa and others (Gouvêa et al., 2015), studied the potential for the implementation
of bovine bone ash in small quantities of (1 to 5 w.t%) in ceramic-based kaolinitic products
according to the ceramic triaxial diagram and varying the sintering temperature between 1000
and 1400 °C in order to evaluate the level of sintering, the microstructure and the technological
properties. As the main result, it was observed that the addition of 2 wt.% of bovine bone ash
accelerates the formation of mullite and for the addition of 5 wt.%, the formation of liquid phase
decreased the initial sintering temperature. For the additions, only the liquid phase, mullite and
residual quartz were observed by XRD.
An investigation guided by Pinheiro and Holanda (Pinheiro and Holanda, 2013) showed
the reuse of solid wastes from the oil industry as a complement of kaolin in porcelain stoneware
tiles formulations fired at 1240 ° C. Three different substitutions, 1.25, 2.5 and 5 wt.% were
tested. Based on the results of WA and FS, it was concluded that the concentrations of 1.25 and
2.5 wt.% was possible to obtain porcelain stoneware tile. In addition to the main tests, this study
presented a leaching toxicity analysis for heavy metals (Ag, As, Ba, Cd, Cr, Hg, Pb) of all
formulations, which showed that the presence of these metals in very low concentrations, well
below the limits established by current regulations, do not cause serious risks to the
environment.
Glass waste from LCD panels was well applied as a flux material substituting for the
feldspar by Kim and others (Kim et al., 2015). As a result and conclusion, substitutions of up
to 87 wt.% of the feldspar replacement, no pyroclastic deformations and liquid exudation were
evidenced. The content of mullite remained practically unchanged and the coefficient of
thermal expansion and water absorption properties were positively influenced by the use of the
LCD glass waste. In this follow-up, other studies have been elaborated satisfactorily with the
use of glass rejects as an alternative raw material for several ceramic products (Soares Filho,
2013), (Soares Filho et al., 2014), (Dondi et al., 2009).
38
A study was conducted in Malaysia by Teo (Teo et al., 2014), in which electric arc
furnace slag waste was added to ceramic floor tiles formulations and compared with
commercial floor tiles. The electric furnace slag used was chemically characterized and showed
high Fe2O3 (31.70 - 32.52 wt.%), SiO2 (19.73 - 20.50 wt.%), CaO (29.00 - 29.45 wt.%) and
Al2O3 (8.83 - 8.58 wt.%). They introduced 40, 50 and 60 wt.% of such wastes with different
proportions of the conventional raw materials, clay, quartz, and feldspar. As a result, as they
slag was added up to 60 wt.%, greater apparent porosity and water absorption were observed,
accompanied by a reduction in bulk density as well as a reduction in flexural strength. Thus,
the best result was the incorporation of 40 wt.% of slag, contributing to the excellent apparent
porosity, water absorption and flexural strength of the ceramic floor tile when compared to
conventional ceramic floor tiles.
Metallic waste from a stainless steel plant, well known as steel dust, was studied by
Zhang et al. (Zhang et al., 2014). Although it was considered harmful due to the presence of
heavy metals in its composition, the residue was used as a colouring agent in ceramic tile
pigmentation. The pigments were prepared with mixtures of 50, 60, 70, 80, 90 and 100 wt.%
with commercial Cr2O3, then added to the working ceramic mixture. Cylindrical ceramic bodies
were carried out with different proportions of the pigment incorporated (0, 2, 4, 6, 8, 10, 20
wt.%) and sintered at different temperatures (1100, 1150, 1175 and 1200 °C). The results of the
tests of compressive strength of the ceramic cylinders exceeded the minimum limit imposed by
the Chinese standard for resistance to the compression of polished porcelain stoneware tile. The
leachable toxic substances also reach the limits established by the laws of that country.
The waste originated from the own porcelain tiles polishing process has already been
studied as an ecologically and low-cost raw material in the production of porcelain tiles. Which
means that is the near future may represent a totally clean and sustainable production process,
according to Shanjun et al. (Ke et al., 2016). Was evaluated the feasibility of incorporating this
residue into the alternative raw material in the porcelain production. The X-ray diffraction
pattern of the residue indicated that the material might influences in the mullite development
during thermal treatment. Seven mixtures were checked, from 10% up to 70% (w.t %) of
incorporation. The technological properties (linear shrinkage, water absorption, and bulk
density) were evaluated, as well as the mechanical performance. The composition with 50% of
such waste included, fired at 1120 °C, represented the best result within the requirements of
ISO 13006, presenting with water absorption of 0.12%, bulk density of 2.49 g/cm3 and flexural
strength of 47 MPa.
39
The influence of some factors such as raw materials traditionally used in production,
residues incorporated as substitute materials and process parameters directly affect the
development of mullite in the final microstructure, as well as the existence of porosity
(interconnected or not) and microcracks after heat treatment (Pérez et al., 2012). As
consequence, the final properties (water absorption, linear shrinkage, flexural strength, acoustic
and thermal properties) are also influenced (Romero and Pérez, 2015), (Rambaldi et al., 2015).
As seen in this session, there are several types of residues being studied for potential
incorporations in formulations of ceramic tiles. However, almost all of them are focused in the
investigation of the technologic and microstructural properties. This topic encourages the idea
of the need for studies that evaluate the superficial characteristics of porcelain stoneware tiles
conceived from the use of residues as alternative raw materials.
40
2.6 REFERENCES
ABCERAM, 2017. Associação Brasileira de cerâmica. [ONLINE] Available at:
http://abceram.org.br/. [Accessed 20 July 2017].
ABNT, 1997. Associação Brasileira de Normas Técnicas. NBR 13817 - Placas cerâmicas para
revestimento - Classificação. Brasil.
Acchar, W., J. V. Dultra, E., 2015. Ceramic Materials from Coffee Bagasse Ash Waste, in:
SpringerBriefs in Applied Sciences and Technology. pp. 23–30.
Andreola, F., Barbieri, L., Lancellotti, I., Leonelli, C., Manfredini, T., 2016. Recycling of
industrial wastes in ceramic manufacturing: State of art and glass case studies. Ceram. Int.
42, 13333–13338.
ANFACER, 2017. Associação Nacional dos Fabricantes de Cerâmica para Revestimento,
louças sanitárias e congêneres. [ONLINE] Available at: http://www.anfacer.org.br/
[Accessed 20 July 2017].
Barbosa, D.S., Silva, J.E. da, Machado, R.A.F., Hotza, D., 2008. Controle e Automação na
Indústria Cerâmica : Estudo de Caso na Fabricação de Porcelanato no Brasil. Cerâmica
Ind. 13, 23–30.
Baucia Jr, J.A., Koshimizu, L., Gibertoni, C., Morelli, M.R., 2010. Estudo de fundentes
alternativos para uso em formulações de porcelanato. Cerâmica 56, 262–272.
Cantavella, V., Sánchez, E., Ibáñez, M.J., Orts, M.J., García-Ten, J., Gozalbo, A., 2004.
Grinding Work Simulation in Industrial Porcelain Tile Polishing. Key Eng. Mater. 264–
268, 1467–1470.
Cargnin, M., Souza, S.M.A.G.U. de Souza, A.AU. de Souza, de Noni Jr., A., 2011.
Determinação de parâmetros cinéticos da sinterização de revestimentos cerâmicos de
monoqueima do tipo BIIa. Cerâmica 57, 461–466.
Cavalcante, P.M.T., Dondi, M., Ercolani, G., Guarini, G., Melandri, C., Raimondo, M., Rocha
E Almendra, E., 2004. The influence of microstructure on the performance of white
porcelain stoneware. Ceram. Int. 30, 953–963.
de Oliveira, C.L.E., 2012. Obtenção de revestimento cerâmico a partir da mistura de argila
plástica com resíduos do caulim, da esmeralda, chamote de telha e cinza vegetal. Natal -
RN: Tese de doutorado - Programa de Pós-Graduação em Ciência e Engenharia de
Materiais, Universidade Federal do Rio Grande do Norte, 149 p.
Dondi, M., Ercolani, G., Guarini, G., Melandri, C., Raimondo, M., Rocha e Almendra, E.,
Tenorio Cavalcante, P.M., 2005. The role of surface microstructure on the resistance to
41
stains of porcelain stoneware tiles. J. Eur. Ceram. Soc. 25, 357–365.
Dondi, M., Guarini, G., Raimondo, M., Zanelli, C., 2009. Recycling PC and TV waste glass in
clay bricks and roof tiles. Waste Manag. 29, 1945–1951.
Dos Santos, L.L., Soares Filho, J.E., Campos, L.F.A., Ferreira, H.S., Dutra, R.P.S., 2014. The
Incorporation of the Ceramic Industry Firewood Ash into Clayey Ceramic. Mater. Sci.
Forum 798–799, 240–245. d
Elçi, H., 2016. Utilisation of crushed floor and wall tile wastes as aggregate in concrete
production. J. Clean. Prod. 112, 742–752.
Esposito, L., Tucci, A., Naldi, D., 2005. The reliability of polished porcelain stoneware tiles. J.
Eur. Ceram. Soc. 25, 1487–1498.
Gouvêa, D., Tisse Kaneko, T., Kahn, H., de Souza Conceição, E., Antoniassi, J.L., 2015. Using
bone ash as an additive in porcelain sintering. Ceram. Int. 41, 487–496.
Hutchings, I.M., Adachi, K., Xu, Y., Sánchez, E., Ibáñez, M.J., Quereda, M.F., 2005a. Analysis
and laboratory simulation of an industrial polishing process for porcelain ceramic tiles. J.
Eur. Ceram. Soc. 25, 3151–3156.
Hutchings I. M. “Tribology: Friction andWear of Engineer- ing Materials” (Edward Arnold,
London, 1992 - p. 273).
Hutchings, I.M., Xu, Y., Sánchez, E., Ibáñez, M.J., Quereda, M.F., 2005b. Development of
surface finish during the polishing of porcelain ceramic tiles. J. Mater. Sci. 40, 37–42.
Hutchings, I.M., Xu, Y., Sánchez, E., Quereda, M.J.I.M.F., 2006. Optimización del proceso de
pulido para piezas de gres porcelánico, in: Qualicer. pp. 405–414.
Kazmi, S.M.S., Abbas, S., Saleem, M.A., Munir, M.J., Khitab, A., 2016. Manufacturing of
sustainable clay bricks: Utilization of waste sugarcane bagasse and rice husk ashes. Constr.
Build. Mater. 120, 29–41.
Ke, S., Wang, Y., Pan, Z., Ning, C., Zheng, S., 2016. Recycling of polished tile waste as a main
raw material in porcelain tiles. J. Clean. Prod. 115, 238–244.
Kim, K., Kim, K., Hwang, J., 2015. Characterization of ceramic tiles containing LCD waste
glass. Ceram. Int. 42, 7626–7631.
Leite, F.H.G., Almeida, T.F., 2015. Caracterização de chamote e casca de ovo para produção
de material cerâmico, in: I Encontro de Engenharia, Ciencia de Materiais E Inovação Do
Estado Do Rio de Janeiro. pp. 0–6.
Matsunaga, F.N., Salati, M.R., Sousa, F.J.P., 2014. Gloss Enhancement Behaviour of Tiles with
Different Initial Surface Conditions. Int. Ceram. Rev. 2, 9–13.
Menezes, R.R., Brasileiro, M.I., Santana, L.N.L., Neves, G.A., Lira, H.L., Ferreira, H.C., 2008.
42
Utilization of kaolin processing waste for the production of porous ceramic bodies. Waste
Manag. Res. 26, 362–368.
Menezes, R.R., Neves, G.A., Souza, J., Melo, W.A., Ferreira, H.S., Ferreira, H.C., 2009.
Atividade pozolânica dos resíduos do beneficiamento do caulim para uso em argamassas
para alvenaria. Rev. Bras. Eng. Agrícola e Ambient. 13, 795–801.
Moraes, M.L.V. de, 2007. Aproveitamento de resíduo de beneficiamento do caulim na produção
de porcelanato cerâmico. Natal - RN: Tese de doutorado - Programa de Pós-Graduação em
Ciência e Engenharia de Materiais, Universidade Federal do Rio Grande do Norte, 150 p.
Nicolau, V.D.P., 2012. A Importância da Curva de Queima em Fornos Cerâmicos. Cerâmica
17, 28–31.
Nascimento, A.S.B. de S., Sousa, F.J.P., 2014. Distribution of contact pressure over the surface
of ceramic floor tiles during the polishing process. J. Eur. Ceram. Soc. 34, 3209–3215.
doi:10.1016/j.jeurceramsoc.2014.04.032
Novais, R.M., Seabra, M.P., Labrincha, J.A., 2015. Wood waste incorporation for lightweight
porcelain stoneware tiles with tailored thermal conductivity. J. Clean. Prod. 90, 66–72.
Penteado, C.S.G., Viviani De Carvalho, E., Lintz, R.C.C., 2016. Reusing ceramic tile polishing
waste in paving block manufacturing. J. Clean. Prod. 112.
Pérez, J.M., Rincón, J.M., Romero, M., 2012. Effect of moulding pressure on microstructure
and technological properties of porcelain stoneware. Ceram. Int. 38, 317–325.
Pinheiro, B.C.A., Holanda, J.N.F., 2013. Reuse of solid petroleum waste in the manufacture of
porcelain stoneware tile. J. Environ. Manage. 118, 205–10.
Rambaldi, E., Prete, F., Bignozzi, M.C., 2015. Acoustic and thermal performances of ceramic
tiles and tiling systems. Ceram. Int. 41.
Romero, M., Pérez, J.M., 2015. Relation between the microstructure and technological
properties of porcelain stoneware . A review. Materiales de construcción. v65. n320. 1-19.
Rosso, J., Cunha, E.D.S., Rojas-ramírez, R. A., 2005. Características Técnicas e Polimento de
Porcellanatos. Cerâmica Ind. 10, 11–14.
Sánchez, E., Ibáñez, M.J., Orts, M.J., Cantavella, V., 2002. Polishing porcelain tile. Part 1: wear
mechanism. Am. Ceram. Soc. 50–54.
Sanchez, E., Orts, M.J., García-ten, J., V, C., 2001. Efeito da Composição das Matérias-Primas
Empregadas na Fabricação de Grês Porcelanato Sobre as Fases Formadas Durante a
Queima e as Propriedades do Produto Final. Cerâmica Ind. 6, 15–22.
Sani, A.S.A., Sousa, F.J.P., Hamedon, Z., Azhari, A., 2016. Contact pressure distribution during
the polishing process of ceramic tiles: A laboratory investigation. IOP Conf. Ser. Mater.
43
Sci. Eng. 114, 12008. doi:10.1088/1757-899X/114/1/012008
Serra, M.F., Conconi, M.S., Suarez, G., Aglietti, E.F., Rendtorff, N.M., 2015. Volcanic ash as
flux in clay based triaxial ceramic materials, effect of the firing temperature in phases and
mechanical properties. Ceram. Int. 41, 6169–6177.
Soares Filho, J.E., 2013. Formulações de massas cerâmicas com substituição parcial do
feldspato por resíduo de vidro. Joao Pessoa - PB: Dissertação (Mestrado) - Programa de
Pós-Graduação em Ciência e Engenharia de Materiais, Universidade Federal da Paraiba -
82 p.
Soares Filho, J.E., Feitosa, A. de O., Santos, L.L., Campos, L.F.A., Dutra, R.P.S., 2014. Study
of the Effect of Feldspar Replacement from a Mixture of Glass / Syenite in Technological
Properties of Ceramic Coatings. Mater. Sci. Forum 798–799, 294–299.
Sousa, F.J.., Aurich, J.C., Alarcon, O.E., Weingärtner, W.L., 2010. Influence of the Trajectory
of the Abrasive Pin on the Grinding Process of Glassy Ceramics 4.
Sousa, F.J.P., 2007. Análise de aspectos cinemáticos do processo industrial de polimento de
porcelanatos. Florianópolis - SC: Tese de doutorado - Programa de Pós-Graduação em
Ciência e Engenharia de Materiais, Universidade Federal de Santa Catarina - 128 p.
Sousa, F.J.P., Alarcon, O.E., Weingärtner, W.L., Fredel, M.C., Vázquez, M.F.Q., Vilches, E.S.,
2013. Evaluation of texture distribution during the industrial polishing process of porcelain
stoneware tiles. J. Eur. Ceram. Soc. 33, 3369–3378.
Sousa, F.J.P., Aurich, J.C., Weingaertner, W.L., Alarcon, O.E., 2012. Viability of discrete tile
rotations inside the polishing train, in: Qualicer 2012. pp. 1–12.
Sousa, F.J.P., Aurich, J.C., Weingaertner, W.L., Alarcon, O.E., 2009. Optimization of the
Kinematics Available in the Polishing Process of Ceramic Tiles by Computational
Simulations. J. Am. Ceram. Soc. 92, 41–48.
Sousa, F.J.P., Aurich, J.C., Weingaertner, W.L., Alarcon, O.E., 2007. Kinematics of a single
abrasive particle during the industrial polishing process of porcelain stoneware tiles. J.
Eur. Ceram. Soc. 27, 3183–3190.
Sousa, F.J.P., Aurich, J.C., Weingaertner, W.L., Alarcon, O.E., 2007. Analytical Determination
of the Distribution of Polishing Time over the Surface of Polished Tiles. J. Am. Ceram.
Soc. 90, 3468–3477.
Sousa, F.J.P., de Souza, R.G., Alarcon, O.E., Engels, M., 2010. Glossiness and Slipperiness of
Polished Porcelain Stoneware Tiles. Int. Ceram. Rev. 2, 128–133.
Sousa, F.J.P., Hosse, D.S., Aurich, J.C., Engels, M., Weingaertner, W.L., Alarcón, E., 2010.
Simulation and analysis of an alternative kinematics for improving the polishing
44
uniformity over the surface of polished tiles. Boletín la Soc. Española Cerámica y Vidr.
49, 242–247.
F.J.P. Sousa, L.L.R.G. Polishing, in: CIRP Encycl. Prod. Eng., Springer-Verlag Berlin
Heidelberg: 2014: pp. 957–962. doi:http://dx.doi.org/10.1007/978-3-642- 20617-7.
Sousa, F.J.P., Vicente, N., Weingaertner, W.L., Alarcon, O.E., 2007. Glossiness distribution
over the surface of stoneware floor tiles due to the polishing process. J. Mater. Sci. 42,
10124–10132.
Sousa, F.J.P., Weingaertner, W.L., Alarcon, O.E., 2008. Computational Simulation of the
Polishing Process of Porcelain stoneware tiles, in: Qualicer 2008. pp. 359–367.
Suvaci, E., Tamsu, N., 2010. The role of viscosity on microstructure development and stain
resistance in porcelain stoneware tiles. J. Eur. Ceram. Soc. 30, 3071–3077.
Teo, P. Ter, Anasyida, A.S., Basu, P., Nurulakmal, M.S., 2014. Recycling of Malaysia’s electric
arc furnace (EAF) slag waste into heavy-duty green ceramic tile. Waste Manag. 34, 2697–
2708.
Tribology: Friction and Wear of Engineering Materials, 1992. Metallurgy & Materials Science
Series, London.
Vazques, Q.M.F., 2005. Porcelain tile polishing. A study of process variables and materials
characteristics.
Vicenzi, J., Bergmann, C.P., 2009. Adição de Chamota em uma Massa Cerâmica à Base de
Argila Vermelha: Efeito na Secagem Pré-Queima. Cerâmica Ind. 14, 16–21.
Wang, C.Y., Kuang, T.C., Qin, Z., Wei, X., 2003. How Abrasive Machining Affects Surface
Characteristics of Vitreous Cermamic Tile. Am. Ceram. Soc. 9201–9208.
Wiggers, W.S., Santos, R. A, Hotza, D., 2007. Evolução da Superfície do Porcelanato ao Longo
do Processo de Polimento. Cerâmica 12, 27–30.
Zhang, X., Ma, G., Jin, Y., Cheng, P., 2014. Preparation of ceramic tiles with black pigments
using stainless steel plant dust as a raw material. Ceram. Int. 40, 9693–9700.
45
3 RESULTS AND DISCUSSION
THESIS STRUCTURE
The present thesis is structured in four chapters showing the main results of the
experiments. Each one stands for one or more of the specific objectives proposed in the thesis.
Chapter 1, High-performance “green” ceramic tiles formulations with industrial
wastes: development and microstructural evaluation, was designed to assess the capability
and introducing mineral and industrial wastes from the state of Rio Grande do Norte - Northeast
of Brazil, as alternative raw materials in manufacturing polished porcelain stoneware. The
investigation consists of analysing the selected wastes (chemical, mineralogical and thermal
analysis), developing the porcelain stoneware tiles according to the current technical standards,
and establishing relationships between microstructure and performance (mechanical and
surface) of the compositions. This investigation addresses the goals 1 " To conceive
formulations with porcelain stoneware tile characteristics using of raw materials originating
from the Rio Grande do Norte, incorporating industrial wastes” - and 2 – “To characterize
formulations in technological and mechanical properties terms, in order to attest to the
technical feasibility of obtaining porcelain stoneware tile with the residues” of the thesis.
In chapter 2, Estimation of the minimum material removal thickness during the
polishing process of ceramic tiles by laser triangulation, the main goal of this study is to use
laser triangulation technique as a pre-polishing process step, in order to verify the potential use
for future devices. For this purpose, different surfaces of porcelain tiles made with wastes in its
composition were 3D mapped, and their waviness profiles and surface roughness were
determined. This investigation addresses the goal 3 – “Obtaining a superficial analysis by 3D
mapping at a pre-polishing step of the samples” of the thesis.
In the chapters 3 - Polishing performance of eco-friendly ceramic tiles made with
wastes from bricks and roof tiles, and 4 - Evaluation of surface quality after polishing of
eco-friendly porcelain stoneware tiles made with kaolin ore waste, the influence of two
different industrial wastes on the microstructure and surface quality after the polishing,
respectively was actively analyzed. The investigations focused on evaluating the polishing
performance, by checking of the gloss and roughness curves, as well as the microstructure and
topography differences of the eco-friendly porcelain stoneware tiles. The investigation
addresses the goals 4 – “Obtaining the curves for gloss and roughness performance throughout
the abrasive sequence” and 5 – “Establish relationships between the microstructures and the
glossiness gain” of the thesis.

46
3.1 HIGH-PERFORMANCE “GREEN” CERAMIC TILES FORMULATIONS
WITH INDUSTRIAL INORGANIC WASTES
*(Submitted to the Journal of Cleaner Production)
This chapter investigates the potential of using industrial inorganic wastes as alternative
raw materials in the manufacture of polished porcelain stoneware tiles. Such products have
great aesthetic values, high-performance properties, and high demand worldwide, but is still
associated with high production costs. This investigation divided into two parts: the first one
focuses on the characterization of the wastes (chemical, mineralogical and thermal behaviours).
The second part focuses on the development of ten compositions with the traditional raw
materials and microstructural evaluation. Five different types of mineral wastes were tested,
and they were obtained from the first and final stages of kaolin beneficiation process, fine
powders from the crushing processing of granitic rocks, from the extraction and processing of
scheelite mineral, and finally from shards of red ceramic bodies (bricks), colloquially known
as grog. When compared to the raw currently consolidated materials in the production of
porcelain stoneware, such as clays, feldspar, and quartz, all wastes presented similar chemical
and mineralogical compositions, as well as thermal behaviour. The results obtained for the ten
developed compositions show that they fall within the range specified by floor tile standards
(NBR 13818 and EN 176), with just one composition requiring a change in processing
parameters and the others, advantageously, did not require significant changes in the respective
parameters. Thus, with replacements of up to 20% of natural raw materials for industrial wastes,
this research contributes to the clean production of a high-performance ceramic product, adding
value to the wastes that are usually discarded.
Introduction
The exploitation of natural resources is accountable for the production of large
quantities of wastes. In Brazil, several mounds of inorganic wastes can be found disposed along
the main roads and in some cases without considering their environmental impacts. The
increasing industrial demand for such raw materials leads to more intense exploitation activities
[1]. Consequently, the generation of rejects from mining and other industrial activities also
increases. Nevertheless, the interest in reusing them increases at the same rate [2][3][4][5].

47
Many inorganic wastes contain a relevant percentage of silica and other oxides; their
compositions could be comparable to those of raw materials traditionally used in porcelain
stoneware tiles and glass ceramic manufactures. In general, the ceramic industry is considered
flexible and versatile under the ecological point of view. Is a waste generator but, on the other
hand, it is also capable of reuse a large variety of residues as additives or alternative raw
materials. Nowadays the ceramic sector plays an important role in the reuse of inorganic wastes.
In some cases, wastes and conventional resources have great similarities both in chemical and
mineralogical compositions [1][6], and several studies have reported the incorporation of
industrial wastes in the original formulation of various products, such as cement [7], sealing
blocks (bricks) [8], roof tiles [9], coverings, and also porcelain stoneware tiles
[10][11][12][13][14].
Porcelain stoneware tiles stands out as the most advanced product among the ceramic
tiles. Its industrial production has been growing rapidly since the beginning of this century
[15][16][17]. Such tiles present high surface hardness, mechanical strength, water absorption
(≤ 0.5%) [18] and low superficial porosity, and a microstructure that provides high resistance
against chemical attack and staining [19][20][21]. Besides, the aesthetic value of such tiles can
be greatly enhanced when they undergo a polishing process to achieve high glossiness [22].
This paper was designed to assess the capability and introducing mineral and industrial
wastes from the state of Rio Grande do Norte, Northeast of Brazil, as alternative raw materials
in manufacturing polished porcelain stoneware. The investigation consists of analysing the
selected wastes (chemical, mineralogical and thermal), developing the porcelain stoneware tiles
according to the current technical standards, and establishing relationships between
microstructure and performance (mechanical and superficial) of the resulting compositions.
Experimental
Five different types of wastes from mining and industrial activities in the state of Rio
Grande do Norte - northeastern Brazil were investigated:
Coarse waste from kaolin beneficiation process – CK
Fine waste from kaolin beneficiation process – FK
Waste from the extraction of granitic rocks for civil construction (finely crushed powder
colloquially known as “granitic powder”) – GP
Waste from processing and beneficiation of calcium tungstate mineral (CaWO4) – CW
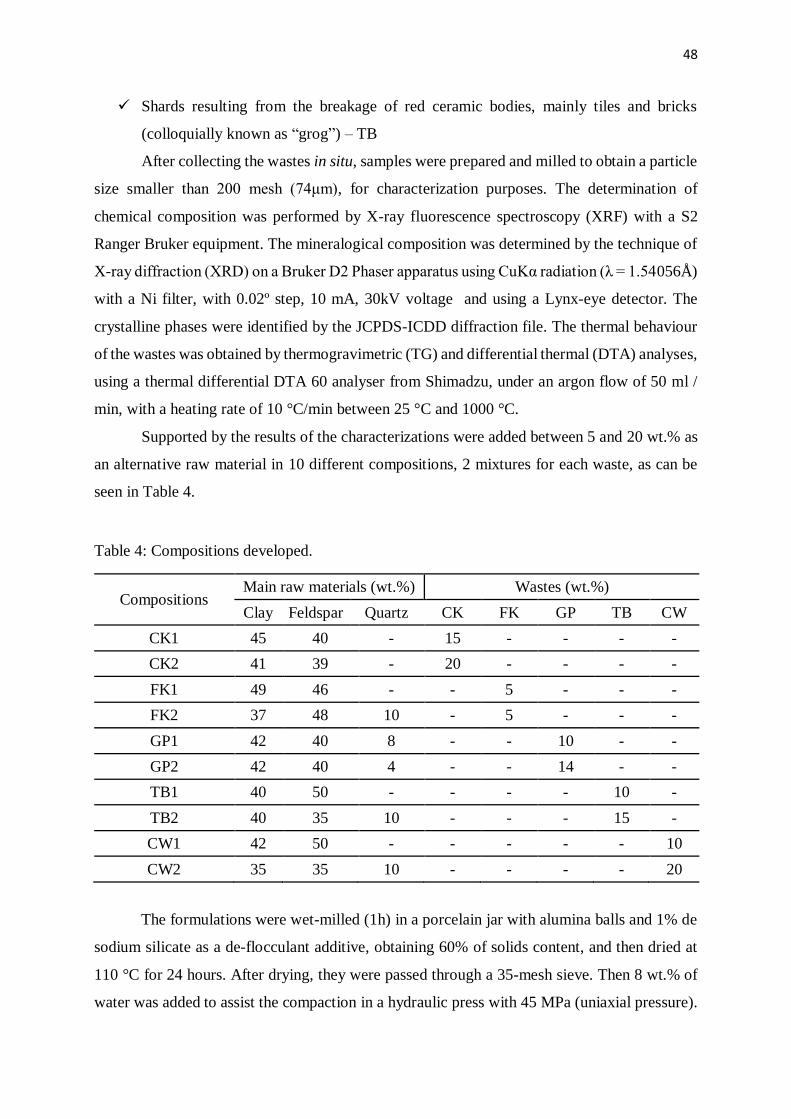
48
Shards resulting from the breakage of red ceramic bodies, mainly tiles and bricks
(colloquially known as “grog”) – TB
After collecting the wastes in situ, samples were prepared and milled to obtain a particle
size smaller than 200 mesh (74μm), for characterization purposes. The determination of
chemical composition was performed by X-ray fluorescence spectroscopy (XRF) with a S2
Ranger Bruker equipment. The mineralogical composition was determined by the technique of
X-ray diffraction (XRD) on a Bruker D2 Phaser apparatus using CuKα radiation (λ = 1.54056Å)
with a Ni filter, with 0.02º step, 10 mA, 30kV voltage and using a Lynx-eye detector. The
crystalline phases were identified by the JCPDS-ICDD diffraction file. The thermal behaviour
of the wastes was obtained by thermogravimetric (TG) and differential thermal (DTA) analyses,
using a thermal differential DTA 60 analyser from Shimadzu, under an argon flow of 50 ml /
min, with a heating rate of 10 °C/min between 25 °C and 1000 °C.
Supported by the results of the characterizations were added between 5 and 20 wt.% as
an alternative raw material in 10 different compositions, 2 mixtures for each waste, as can be
seen in Table 4.
Table 4: Compositions developed.
Compositions Main raw materials (wt.%) Wastes (wt.%)
Clay Feldspar Quartz CK FK GP TB CW
CK1 45 40 - 15 - - - -
CK2 41 39 - 20 - - - -
FK1 49 46 - - 5 - - -
FK2 37 48 10 - 5 - - -
GP1 42 40 8 - - 10 - -
GP2 42 40 4 - - 14 - -
TB1 40 50 - - - - 10 -
TB2 40 35 10 - - - 15 -
CW1 42 50 - - - - - 10
CW2 35 35 10 - - - - 20
The formulations were wet-milled (1h) in a porcelain jar with alumina balls and 1% de
sodium silicate as a de-flocculant additive, obtaining 60% of solids content, and then dried at
110 °C for 24 hours. After drying, they were passed through a 35-mesh sieve. Then 8 wt.% of
water was added to assist the compaction in a hydraulic press with 45 MPa (uniaxial pressure).
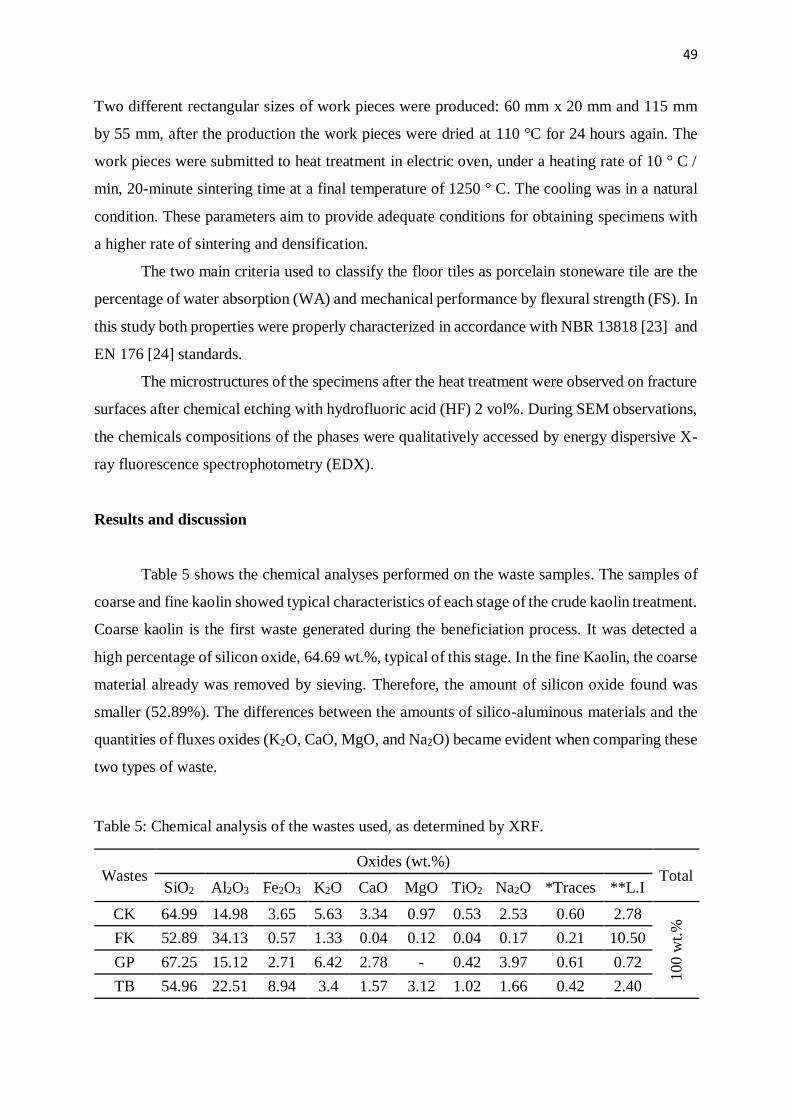
49
Two different rectangular sizes of work pieces were produced: 60 mm x 20 mm and 115 mm
by 55 mm, after the production the work pieces were dried at 110 °C for 24 hours again. The
work pieces were submitted to heat treatment in electric oven, under a heating rate of 10 ° C /
min, 20-minute sintering time at a final temperature of 1250 ° C. The cooling was in a natural
condition. These parameters aim to provide adequate conditions for obtaining specimens with
a higher rate of sintering and densification.
The two main criteria used to classify the floor tiles as porcelain stoneware tile are the
percentage of water absorption (WA) and mechanical performance by flexural strength (FS). In
this study both properties were properly characterized in accordance with NBR 13818 [23] and
EN 176 [24] standards.
The microstructures of the specimens after the heat treatment were observed on fracture
surfaces after chemical etching with hydrofluoric acid (HF) 2 vol%. During SEM observations,
the chemicals compositions of the phases were qualitatively accessed by energy dispersive X-
ray fluorescence spectrophotometry (EDX).
Results and discussion
Table 5 shows the chemical analyses performed on the waste samples. The samples of
coarse and fine kaolin showed typical characteristics of each stage of the crude kaolin treatment.
Coarse kaolin is the first waste generated during the beneficiation process. It was detected a
high percentage of silicon oxide, 64.69 wt.%, typical of this stage. In the fine Kaolin, the coarse
material already was removed by sieving. Therefore, the amount of silicon oxide found was
smaller (52.89%). The differences between the amounts of silico-aluminous materials and the
quantities of fluxes oxides (K2O, CaO, MgO, and Na2O) became evident when comparing these
two types of waste.
Table 5: Chemical analysis of the wastes used, as determined by XRF.
Wastes Oxides (wt.%)
Total SiO2 Al2O3 Fe2O3 K2O CaO MgO TiO2 Na2O *Traces **L.I
CK 64.99 14.98 3.65 5.63 3.34 0.97 0.53 2.53 0.60 2.78
100 w
t.%
FK 52.89 34.13 0.57 1.33 0.04 0.12 0.04 0.17 0.21 10.50
GP 67.25 15.12 2.71 6.42 2.78 - 0.42 3.97 0.61 0.72
TB 54.96 22.51 8.94 3.4 1.57 3.12 1.02 1.66 0.42 2.40
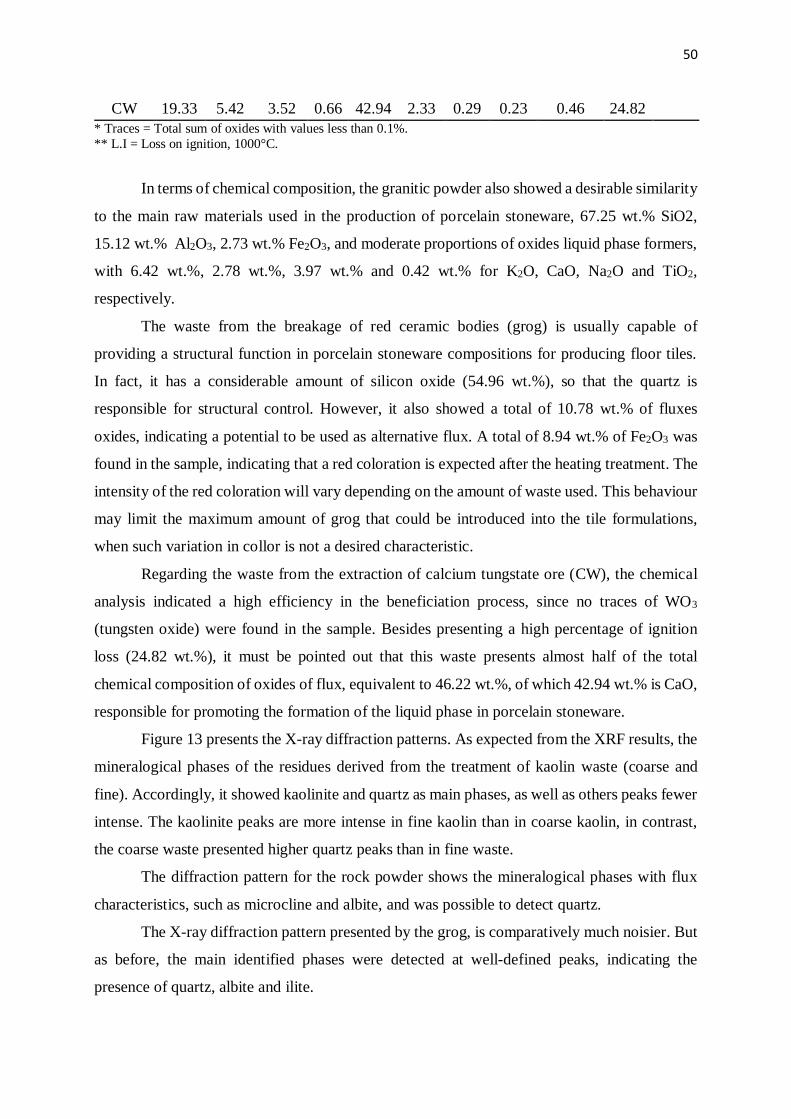
50
CW 19.33 5.42 3.52 0.66 42.94 2.33 0.29 0.23 0.46 24.82
* Traces = Total sum of oxides with values less than 0.1%.
** L.I = Loss on ignition, 1000°C.
In terms of chemical composition, the granitic powder also showed a desirable similarity
to the main raw materials used in the production of porcelain stoneware, 67.25 wt.% SiO2,
15.12 wt.% Al2O3, 2.73 wt.% Fe2O3, and moderate proportions of oxides liquid phase formers,
with 6.42 wt.%, 2.78 wt.%, 3.97 wt.% and 0.42 wt.% for K2O, CaO, Na2O and TiO2,
respectively.
The waste from the breakage of red ceramic bodies (grog) is usually capable of
providing a structural function in porcelain stoneware compositions for producing floor tiles.
In fact, it has a considerable amount of silicon oxide (54.96 wt.%), so that the quartz is
responsible for structural control. However, it also showed a total of 10.78 wt.% of fluxes
oxides, indicating a potential to be used as alternative flux. A total of 8.94 wt.% of Fe2O3 was
found in the sample, indicating that a red coloration is expected after the heating treatment. The
intensity of the red coloration will vary depending on the amount of waste used. This behaviour
may limit the maximum amount of grog that could be introduced into the tile formulations,
when such variation in collor is not a desired characteristic.
Regarding the waste from the extraction of calcium tungstate ore (CW), the chemical
analysis indicated a high efficiency in the beneficiation process, since no traces of WO3
(tungsten oxide) were found in the sample. Besides presenting a high percentage of ignition
loss (24.82 wt.%), it must be pointed out that this waste presents almost half of the total
chemical composition of oxides of flux, equivalent to 46.22 wt.%, of which 42.94 wt.% is CaO,
responsible for promoting the formation of the liquid phase in porcelain stoneware.
Figure 13 presents the X-ray diffraction patterns. As expected from the XRF results, the
mineralogical phases of the residues derived from the treatment of kaolin waste (coarse and
fine). Accordingly, it showed kaolinite and quartz as main phases, as well as others peaks fewer
intense. The kaolinite peaks are more intense in fine kaolin than in coarse kaolin, in contrast,
the coarse waste presented higher quartz peaks than in fine waste.
The diffraction pattern for the rock powder shows the mineralogical phases with flux
characteristics, such as microcline and albite, and was possible to detect quartz.
The X-ray diffraction pattern presented by the grog, is comparatively much noisier. But
as before, the main identified phases were detected at well-defined peaks, indicating the
presence of quartz, albite and ilite.
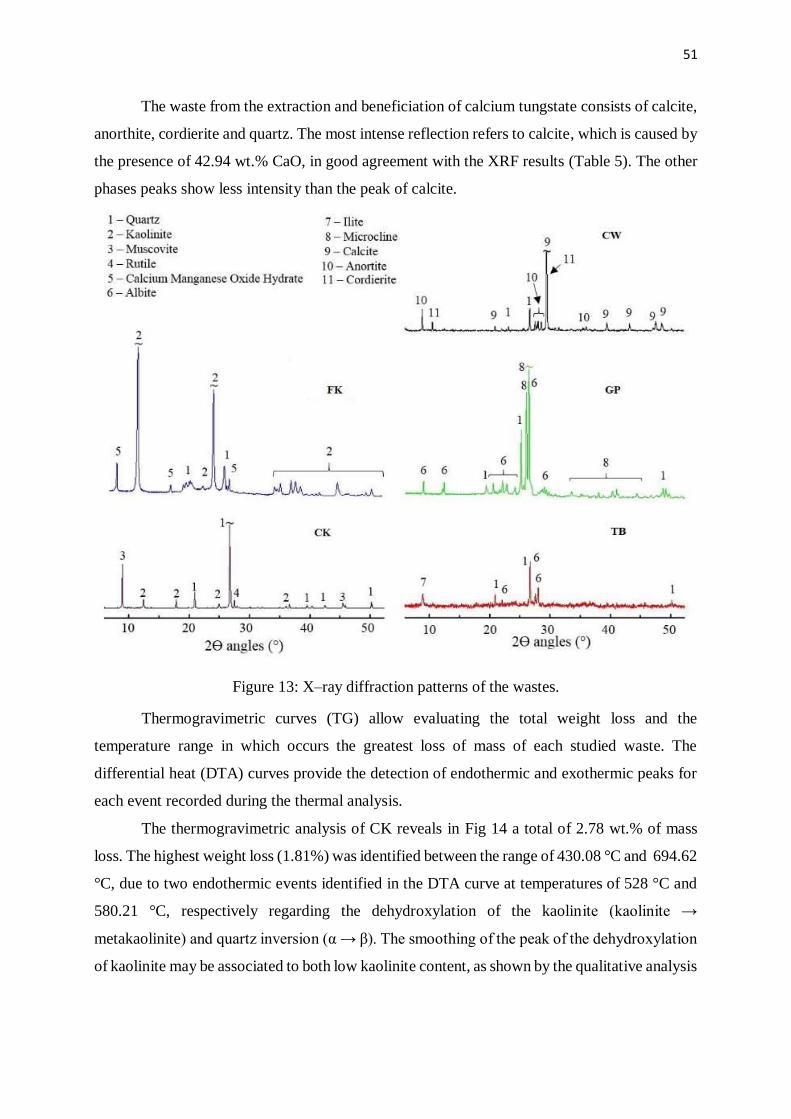
51
The waste from the extraction and beneficiation of calcium tungstate consists of calcite,
anorthite, cordierite and quartz. The most intense reflection refers to calcite, which is caused by
the presence of 42.94 wt.% CaO, in good agreement with the XRF results (Table 5). The other
phases peaks show less intensity than the peak of calcite.
Figure 13: X–ray diffraction patterns of the wastes.
Thermogravimetric curves (TG) allow evaluating the total weight loss and the
temperature range in which occurs the greatest loss of mass of each studied waste. The
differential heat (DTA) curves provide the detection of endothermic and exothermic peaks for
each event recorded during the thermal analysis.
The thermogravimetric analysis of CK reveals in Fig 14 a total of 2.78 wt.% of mass
loss. The highest weight loss (1.81%) was identified between the range of 430.08 °C and 694.62
°C, due to two endothermic events identified in the DTA curve at temperatures of 528 °C and
580.21 °C, respectively regarding the dehydroxylation of the kaolinite (kaolinite →
metakaolinite) and quartz inversion (α → β). The smoothing of the peak of the dehydroxylation
of kaolinite may be associated to both low kaolinite content, as shown by the qualitative analysis
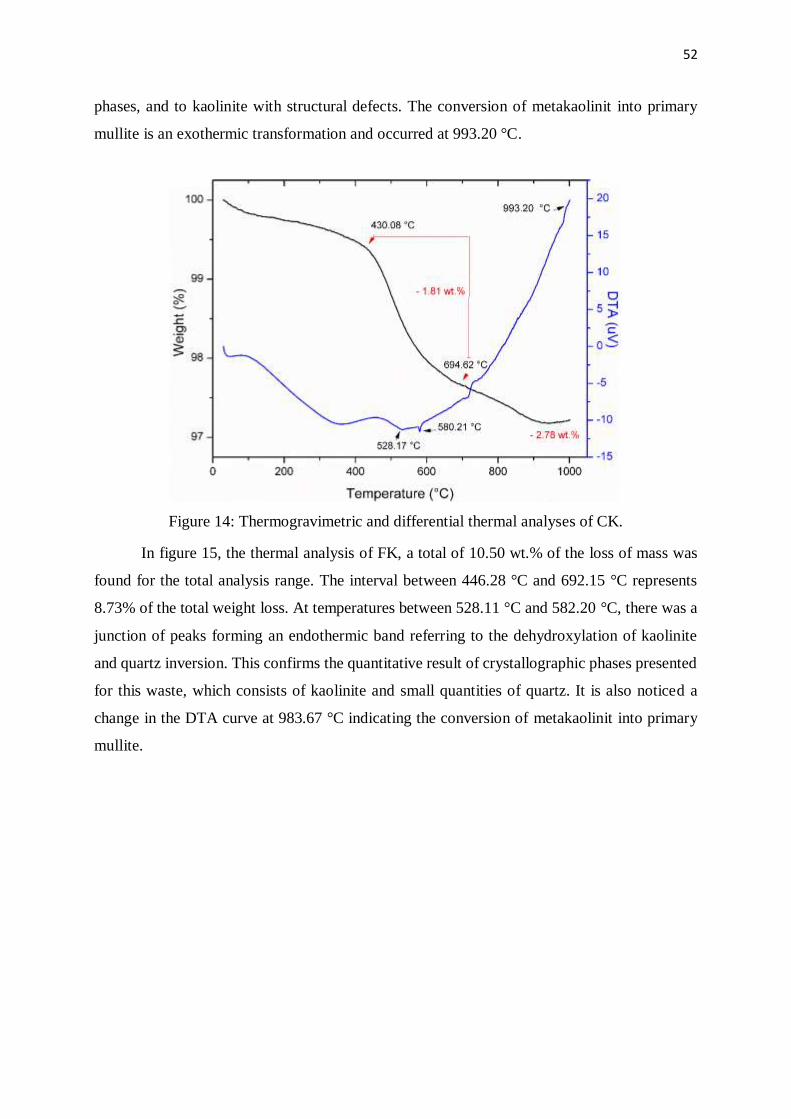
52
phases, and to kaolinite with structural defects. The conversion of metakaolinit into primary
mullite is an exothermic transformation and occurred at 993.20 °C.
Figure 14: Thermogravimetric and differential thermal analyses of CK.
In figure 15, the thermal analysis of FK, a total of 10.50 wt.% of the loss of mass was
found for the total analysis range. The interval between 446.28 °C and 692.15 °C represents
8.73% of the total weight loss. At temperatures between 528.11 °C and 582.20 °C, there was a
junction of peaks forming an endothermic band referring to the dehydroxylation of kaolinite
and quartz inversion. This confirms the quantitative result of crystallographic phases presented
for this waste, which consists of kaolinite and small quantities of quartz. It is also noticed a
change in the DTA curve at 983.67 °C indicating the conversion of metakaolinit into primary
mullite.
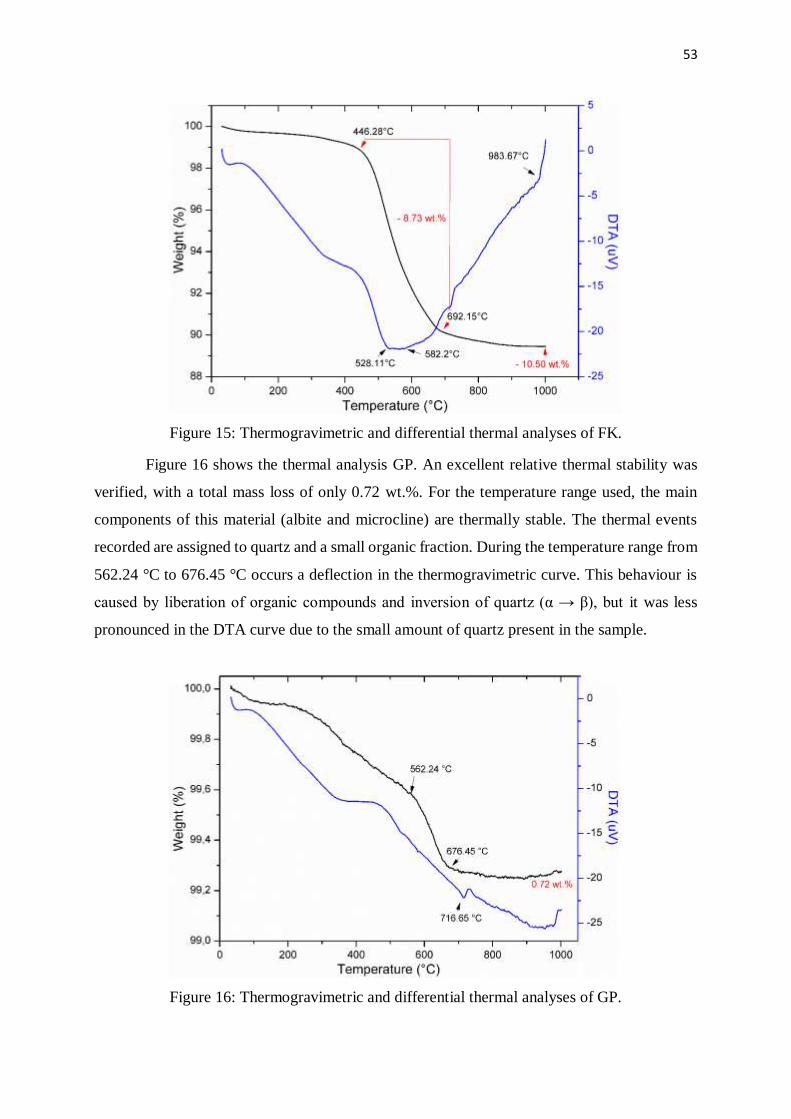
53
Figure 15: Thermogravimetric and differential thermal analyses of FK.
Figure 16 shows the thermal analysis GP. An excellent relative thermal stability was
verified, with a total mass loss of only 0.72 wt.%. For the temperature range used, the main
components of this material (albite and microcline) are thermally stable. The thermal events
recorded are assigned to quartz and a small organic fraction. During the temperature range from
562.24 °C to 676.45 °C occurs a deflection in the thermogravimetric curve. This behaviour is
caused by liberation of organic compounds and inversion of quartz (α → β), but it was less
pronounced in the DTA curve due to the small amount of quartz present in the sample.
Figure 16: Thermogravimetric and differential thermal analyses of GP.
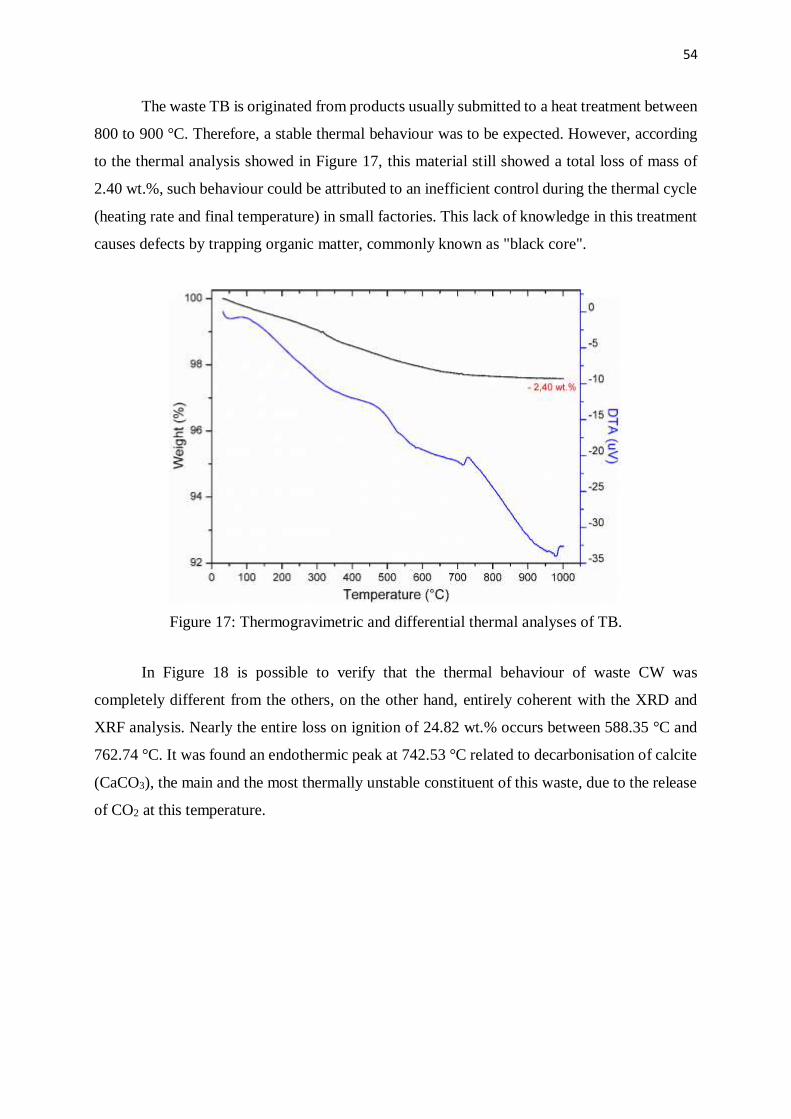
54
The waste TB is originated from products usually submitted to a heat treatment between
800 to 900 °C. Therefore, a stable thermal behaviour was to be expected. However, according
to the thermal analysis showed in Figure 17, this material still showed a total loss of mass of
2.40 wt.%, such behaviour could be attributed to an inefficient control during the thermal cycle
(heating rate and final temperature) in small factories. This lack of knowledge in this treatment
causes defects by trapping organic matter, commonly known as "black core".
Figure 17: Thermogravimetric and differential thermal analyses of TB.
In Figure 18 is possible to verify that the thermal behaviour of waste CW was
completely different from the others, on the other hand, entirely coherent with the XRD and
XRF analysis. Nearly the entire loss on ignition of 24.82 wt.% occurs between 588.35 °C and
762.74 °C. It was found an endothermic peak at 742.53 °C related to decarbonisation of calcite
(CaCO3), the main and the most thermally unstable constituent of this waste, due to the release
of CO2 at this temperature.
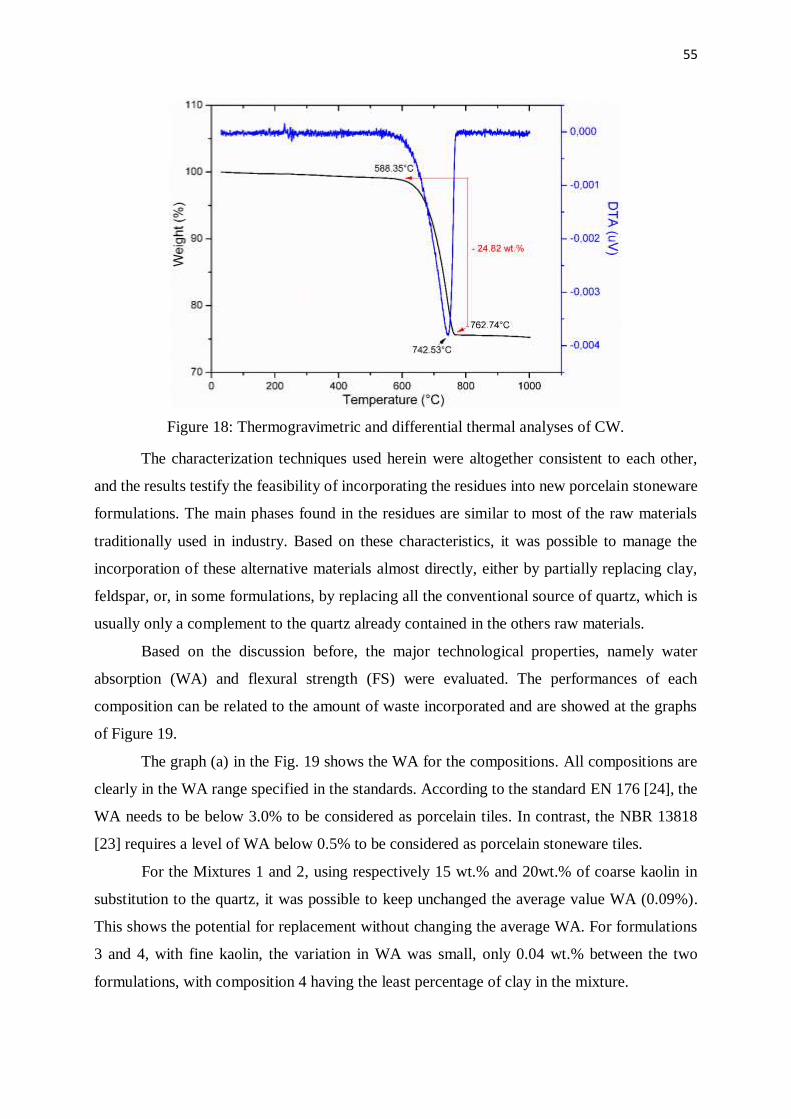
55
Figure 18: Thermogravimetric and differential thermal analyses of CW.
The characterization techniques used herein were altogether consistent to each other,
and the results testify the feasibility of incorporating the residues into new porcelain stoneware
formulations. The main phases found in the residues are similar to most of the raw materials
traditionally used in industry. Based on these characteristics, it was possible to manage the
incorporation of these alternative materials almost directly, either by partially replacing clay,
feldspar, or, in some formulations, by replacing all the conventional source of quartz, which is
usually only a complement to the quartz already contained in the others raw materials.
Based on the discussion before, the major technological properties, namely water
absorption (WA) and flexural strength (FS) were evaluated. The performances of each
composition can be related to the amount of waste incorporated and are showed at the graphs
of Figure 19.
The graph (a) in the Fig. 19 shows the WA for the compositions. All compositions are
clearly in the WA range specified in the standards. According to the standard EN 176 [24], the
WA needs to be below 3.0% to be considered as porcelain tiles. In contrast, the NBR 13818
[23] requires a level of WA below 0.5% to be considered as porcelain stoneware tiles.
For the Mixtures 1 and 2, using respectively 15 wt.% and 20wt.% of coarse kaolin in
substitution to the quartz, it was possible to keep unchanged the average value WA (0.09%).
This shows the potential for replacement without changing the average WA. For formulations
3 and 4, with fine kaolin, the variation in WA was small, only 0.04 wt.% between the two
formulations, with composition 4 having the least percentage of clay in the mixture.
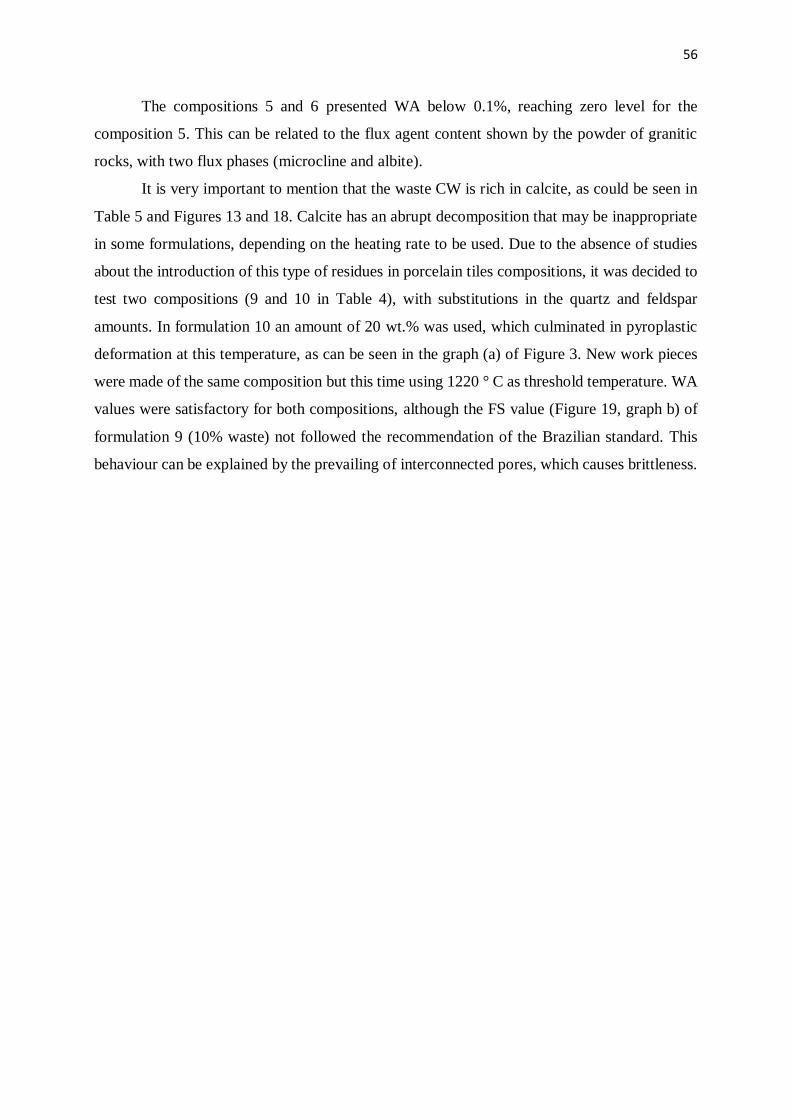
56
The compositions 5 and 6 presented WA below 0.1%, reaching zero level for the
composition 5. This can be related to the flux agent content shown by the powder of granitic
rocks, with two flux phases (microcline and albite).
It is very important to mention that the waste CW is rich in calcite, as could be seen in
Table 5 and Figures 13 and 18. Calcite has an abrupt decomposition that may be inappropriate
in some formulations, depending on the heating rate to be used. Due to the absence of studies
about the introduction of this type of residues in porcelain tiles compositions, it was decided to
test two compositions (9 and 10 in Table 4), with substitutions in the quartz and feldspar
amounts. In formulation 10 an amount of 20 wt.% was used, which culminated in pyroplastic
deformation at this temperature, as can be seen in the graph (a) of Figure 3. New work pieces
were made of the same composition but this time using 1220 ° C as threshold temperature. WA
values were satisfactory for both compositions, although the FS value (Figure 19, graph b) of
formulation 9 (10% waste) not followed the recommendation of the Brazilian standard. This
behaviour can be explained by the prevailing of interconnected pores, which causes brittleness.
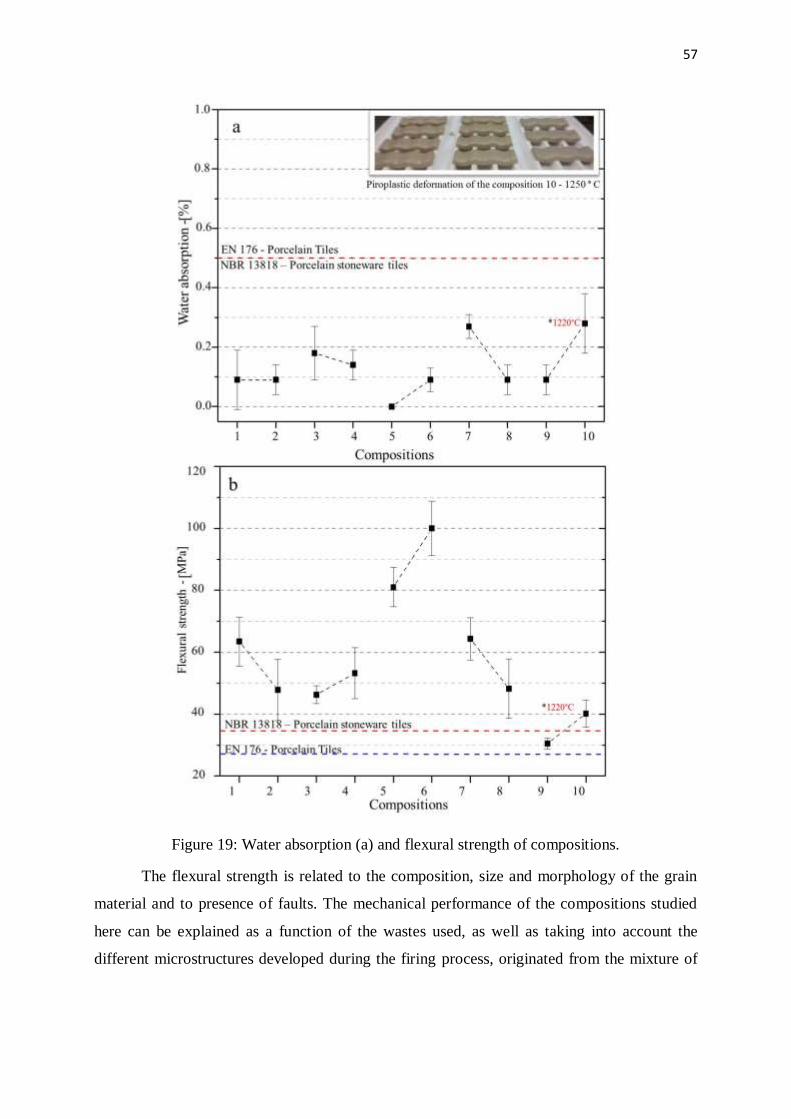
57
Figure 19: Water absorption (a) and flexural strength of compositions.
The flexural strength is related to the composition, size and morphology of the grain
material and to presence of faults. The mechanical performance of the compositions studied
here can be explained as a function of the wastes used, as well as taking into account the
different microstructures developed during the firing process, originated from the mixture of
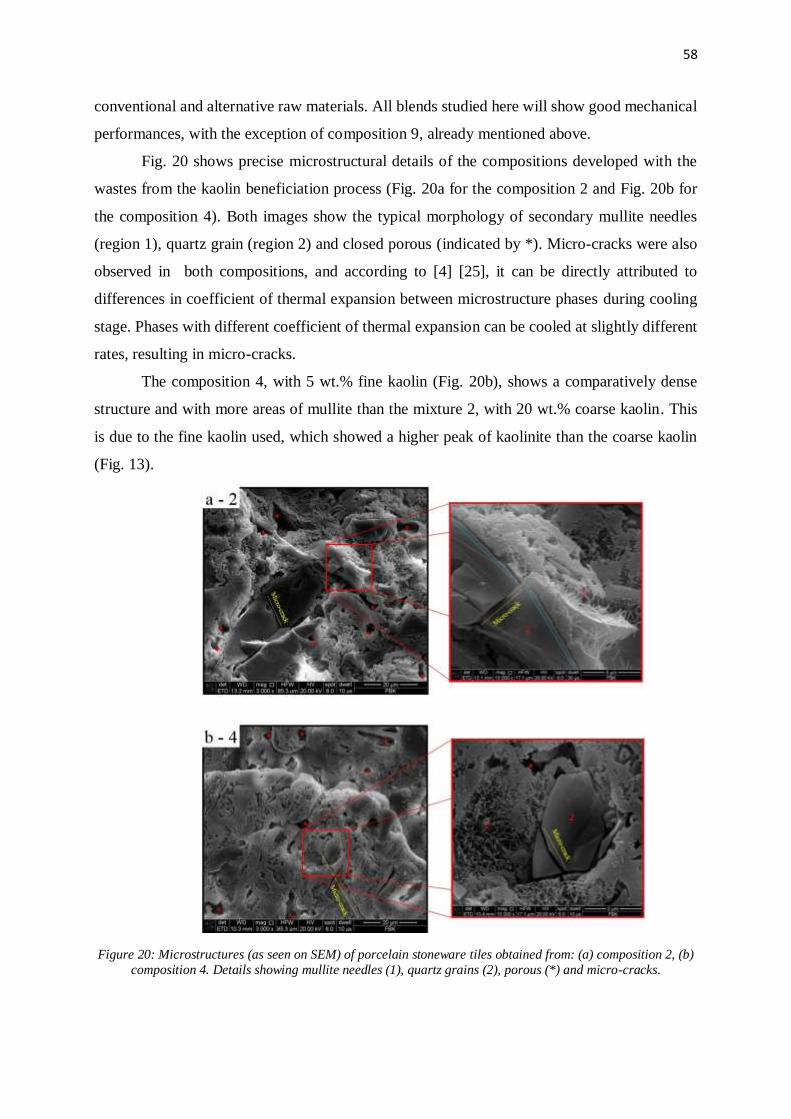
58
conventional and alternative raw materials. All blends studied here will show good mechanical
performances, with the exception of composition 9, already mentioned above.
Fig. 20 shows precise microstructural details of the compositions developed with the
wastes from the kaolin beneficiation process (Fig. 20a for the composition 2 and Fig. 20b for
the composition 4). Both images show the typical morphology of secondary mullite needles
(region 1), quartz grain (region 2) and closed porous (indicated by *). Micro-cracks were also
observed in both compositions, and according to [4] [25], it can be directly attributed to
differences in coefficient of thermal expansion between microstructure phases during cooling
stage. Phases with different coefficient of thermal expansion can be cooled at slightly different
rates, resulting in micro-cracks.
The composition 4, with 5 wt.% fine kaolin (Fig. 20b), shows a comparatively dense
structure and with more areas of mullite than the mixture 2, with 20 wt.% coarse kaolin. This
is due to the fine kaolin used, which showed a higher peak of kaolinite than the coarse kaolin
(Fig. 13).
Figure 20: Microstructures (as seen on SEM) of porcelain stoneware tiles obtained from: (a) composition 2, (b)
composition 4. Details showing mullite needles (1), quartz grains (2), porous (*) and micro-cracks.
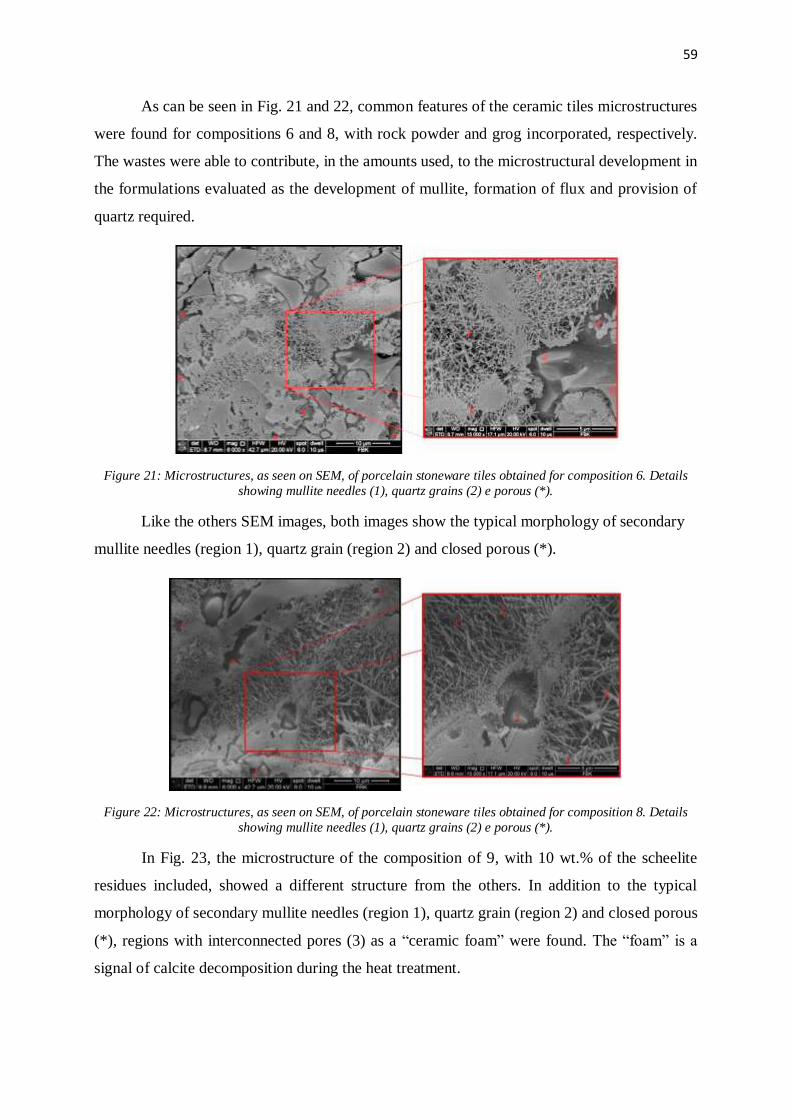
59
As can be seen in Fig. 21 and 22, common features of the ceramic tiles microstructures
were found for compositions 6 and 8, with rock powder and grog incorporated, respectively.
The wastes were able to contribute, in the amounts used, to the microstructural development in
the formulations evaluated as the development of mullite, formation of flux and provision of
quartz required.
Figure 21: Microstructures, as seen on SEM, of porcelain stoneware tiles obtained for composition 6. Details
showing mullite needles (1), quartz grains (2) e porous (*).
Like the others SEM images, both images show the typical morphology of secondary
mullite needles (region 1), quartz grain (region 2) and closed porous (*).
Figure 22: Microstructures, as seen on SEM, of porcelain stoneware tiles obtained for composition 8. Details
showing mullite needles (1), quartz grains (2) e porous (*).
In Fig. 23, the microstructure of the composition of 9, with 10 wt.% of the scheelite
residues included, showed a different structure from the others. In addition to the typical
morphology of secondary mullite needles (region 1), quartz grain (region 2) and closed porous
(*), regions with interconnected pores (3) as a “ceramic foam” were found. The “foam” is a
signal of calcite decomposition during the heat treatment.
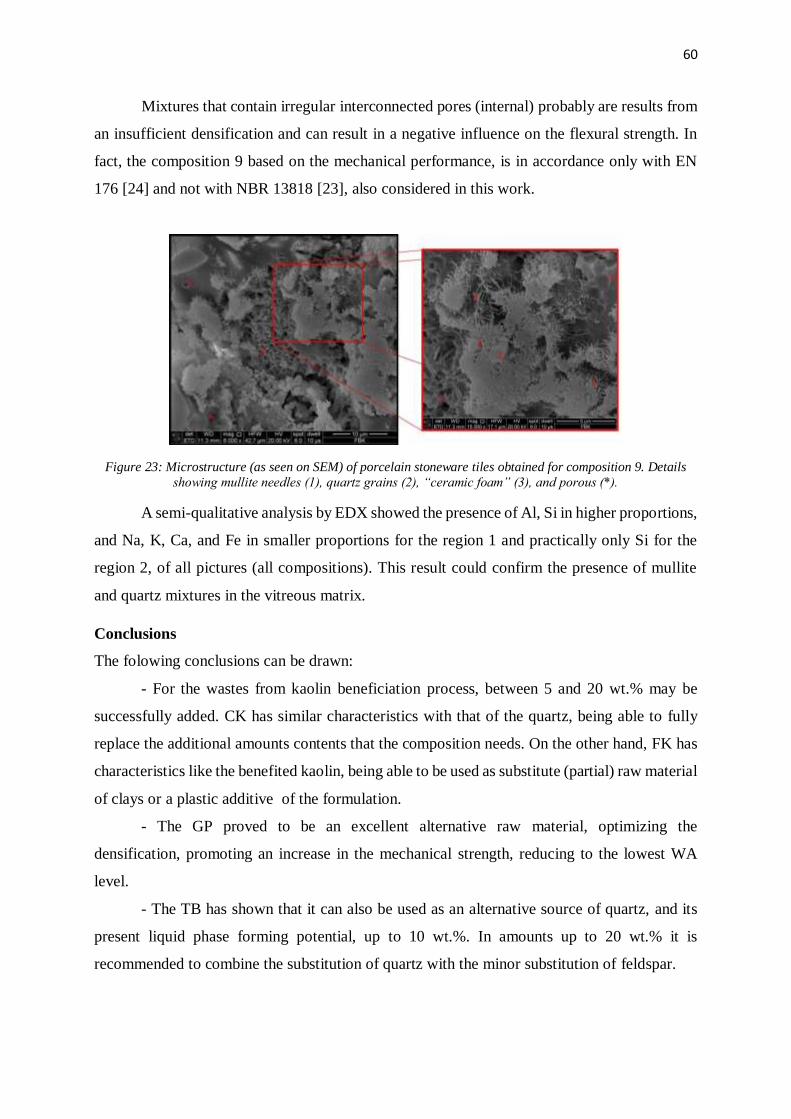
60
Mixtures that contain irregular interconnected pores (internal) probably are results from
an insufficient densification and can result in a negative influence on the flexural strength. In
fact, the composition 9 based on the mechanical performance, is in accordance only with EN
176 [24] and not with NBR 13818 [23], also considered in this work.
Figure 23: Microstructure (as seen on SEM) of porcelain stoneware tiles obtained for composition 9. Details
showing mullite needles (1), quartz grains (2), “ceramic foam” (3), and porous (*).
A semi-qualitative analysis by EDX showed the presence of Al, Si in higher proportions,
and Na, K, Ca, and Fe in smaller proportions for the region 1 and practically only Si for the
region 2, of all pictures (all compositions). This result could confirm the presence of mullite
and quartz mixtures in the vitreous matrix.
Conclusions
The folowing conclusions can be drawn:
- For the wastes from kaolin beneficiation process, between 5 and 20 wt.% may be
successfully added. CK has similar characteristics with that of the quartz, being able to fully
replace the additional amounts contents that the composition needs. On the other hand, FK has
characteristics like the benefited kaolin, being able to be used as substitute (partial) raw material
of clays or a plastic additive of the formulation.
- The GP proved to be an excellent alternative raw material, optimizing the
densification, promoting an increase in the mechanical strength, reducing to the lowest WA
level.
- The TB has shown that it can also be used as an alternative source of quartz, and its
present liquid phase forming potential, up to 10 wt.%. In amounts up to 20 wt.% it is
recommended to combine the substitution of quartz with the minor substitution of feldspar.
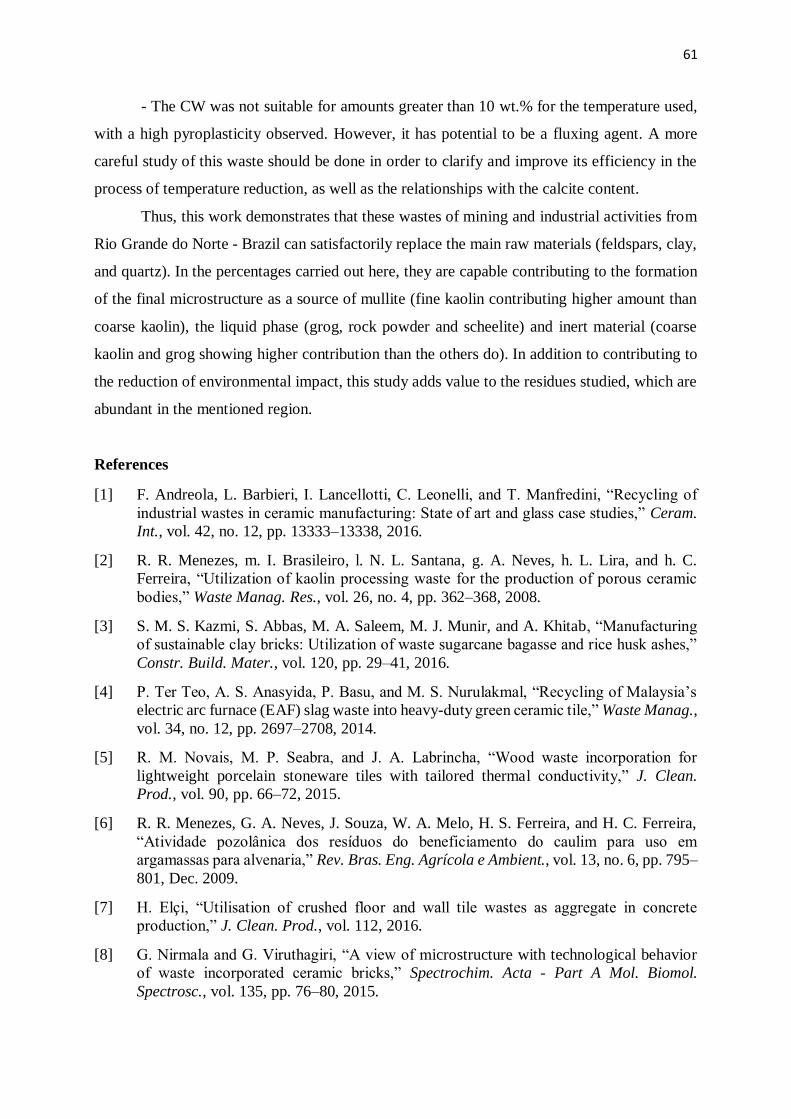
61
- The CW was not suitable for amounts greater than 10 wt.% for the temperature used,
with a high pyroplasticity observed. However, it has potential to be a fluxing agent. A more
careful study of this waste should be done in order to clarify and improve its efficiency in the
process of temperature reduction, as well as the relationships with the calcite content.
Thus, this work demonstrates that these wastes of mining and industrial activities from
Rio Grande do Norte - Brazil can satisfactorily replace the main raw materials (feldspars, clay,
and quartz). In the percentages carried out here, they are capable contributing to the formation
of the final microstructure as a source of mullite (fine kaolin contributing higher amount than
coarse kaolin), the liquid phase (grog, rock powder and scheelite) and inert material (coarse
kaolin and grog showing higher contribution than the others do). In addition to contributing to
the reduction of environmental impact, this study adds value to the residues studied, which are
abundant in the mentioned region.
References
[1] F. Andreola, L. Barbieri, I. Lancellotti, C. Leonelli, and T. Manfredini, “Recycling of
industrial wastes in ceramic manufacturing: State of art and glass case studies,” Ceram.
Int., vol. 42, no. 12, pp. 13333–13338, 2016.
[2] R. R. Menezes, m. I. Brasileiro, l. N. L. Santana, g. A. Neves, h. L. Lira, and h. C.
Ferreira, “Utilization of kaolin processing waste for the production of porous ceramic
bodies,” Waste Manag. Res., vol. 26, no. 4, pp. 362–368, 2008.
[3] S. M. S. Kazmi, S. Abbas, M. A. Saleem, M. J. Munir, and A. Khitab, “Manufacturing
of sustainable clay bricks: Utilization of waste sugarcane bagasse and rice husk ashes,”
Constr. Build. Mater., vol. 120, pp. 29–41, 2016.
[4] P. Ter Teo, A. S. Anasyida, P. Basu, and M. S. Nurulakmal, “Recycling of Malaysia’s
electric arc furnace (EAF) slag waste into heavy-duty green ceramic tile,” Waste Manag.,
vol. 34, no. 12, pp. 2697–2708, 2014.
[5] R. M. Novais, M. P. Seabra, and J. A. Labrincha, “Wood waste incorporation for
lightweight porcelain stoneware tiles with tailored thermal conductivity,” J. Clean.
Prod., vol. 90, pp. 66–72, 2015.
[6] R. R. Menezes, G. A. Neves, J. Souza, W. A. Melo, H. S. Ferreira, and H. C. Ferreira,
“Atividade pozolânica dos resíduos do beneficiamento do caulim para uso em
argamassas para alvenaria,” Rev. Bras. Eng. Agrícola e Ambient., vol. 13, no. 6, pp. 795–
801, Dec. 2009.
[7] H. Elçi, “Utilisation of crushed floor and wall tile wastes as aggregate in concrete
production,” J. Clean. Prod., vol. 112, 2016.
[8] G. Nirmala and G. Viruthagiri, “A view of microstructure with technological behavior
of waste incorporated ceramic bricks,” Spectrochim. Acta - Part A Mol. Biomol.
Spectrosc., vol. 135, pp. 76–80, 2015.
62
[9] M. Dondi, G. Guarini, M. Raimondo, and C. Zanelli, “Recycling PC and TV waste glass
in clay bricks and roof tiles,” Waste Manag., vol. 29, no. 6, pp. 1945–1951, Jun. 2009.
[10] F. H. G. Leite and T. F. Almeida, “Caracterização de chamote e casca de ovo para
produção de material cerâmico,” in I encontro de engenharia, Ciencia de Materiais e
inovação do estado do Rio de Janeiro, 2015, vol. 1, no. D, pp. 0–6.
[11] J. E. Soares Filho, A. de O. Feitosa, L. L. Santos, L. F. A. Campos, and R. P. S. Dutra,
“Study of the Effect of Feldspar Replacement from a Mixture of Glass / Syenite in
Technological Properties of Ceramic Coatings,” Mater. Sci. Forum, vol. 798–799, pp.
294–299, 2014.
[12] L. L. Dos Santos, J. E. Soares Filho, L. F. A. Campos, H. S. Ferreira, and R. P. S. Dutra,
“The Incorporation of the Ceramic Industry Firewood Ash into Clayey Ceramic,” Mater.
Sci. Forum, vol. 798–799, pp. 240–245, 2014.
[13] D. Gouvêa, T. Tisse Kaneko, H. Kahn, E. de Souza Conceição, and J. L. Antoniassi,
“Using bone ash as an additive in porcelain sintering,” Ceram. Int., vol. 41, no. 1, pp.
487–496, 2015.
[14] C. S. G. Penteado, E. Viviani De Carvalho, and R. C. C. Lintz, “Reusing ceramic tile
polishing waste in paving block manufacturing,” J. Clean. Prod., vol. 112, 2016.
[15] L. Carbajal, F. Rubio-Marcos, M. a. Bengochea, and J. F. Fernandez, “Properties related
phase evolution in porcelain ceramics,” J. Eur. Ceram. Soc., vol. 27, no. 13–15, pp.
4065–4069, 2007.
[16] E. El-Fadaly, “Characterization of Porcelain Stoneware Tiles Based on Solid Ceramic
Wastes,” Int. J. Sci. Res., vol. 4, no. 1, pp. 602–608, 2015.
[17] G. O. Matthew and B. O. Fatile, “Characterization of Vitrified Porcelain Tiles using
Feldspar from Three Selected Deposits in Nigeria,” vol. 3, no. 9, pp. 67–72, 2014.
[18] ABNT, Associação Brasileira de Normas Técnicas. NBR 13817 - Placas cerâmicas para
revestimento - Classificação. Brasil, 1997, pp. 1–3.
[19] M. Dondi, G. Ercolani, G. Guarinia, C. Melandri, M. Raimondo, E. Rocha e Almendra,
P.M. Tenorio Cavalcante., “The role of surface microstructure on the resistance to stains
of porcelain stoneware tiles,” J. Eur. Ceram. Soc., vol. 25, no. 4, pp. 357–365, Apr. 2005.
[20] E. Suvaci and N. Tamsu, “The role of viscosity on microstructure development and stain
resistance in porcelain stoneware tiles,” J. Eur. Ceram. Soc., vol. 30, no. 15, pp. 3071–
3077, 2010.
[21] P.M.T. Cavalcante, M. Dondi, G. Ercolani, G. Guarini, C. Melandri, M. Raimondo, E.
Rocha e Almendra., “The influence of microstructure on the performance of white
porcelain stoneware,” Ceram. Int., vol. 30, no. 6, pp. 953–963, 2004.
[22] I. M. Hutchings, Y. Xu, E. Sánchez, M. J. Ibáñez, and M. F. Quereda, “Development of
surface finish during the polishing of porcelain ceramic tiles,” J. Mater. Sci., vol. 40, pp.
37–42, 2005.
[23] ABNT - Associação Brasileira de Normas Técnicas. NBR 13818, Placas cerâmicas para
revestimento - Especificação e métodos de ensaios. Brasil, 1997, p. 78.
[24] European Standard for Ceramic floor and wall tiles. Specification for dust-pressed
63
ceramic tiles with a low water absorption (E ≤ 3%). Group B1., “EN 176,” 1991.
[25] R. Sarkar, N. Singh, and S. K. Das, “Utilization of steel melting electric arc furnace slag
for development of vitreous ceramic tiles,” Bull. Mater. Sci., vol. 33, no. 3, pp. 293–298,
2010.

64
3.2 ESTIMATION OF THE MINIMUM MATERIAL REMOVAL THICKNESS
DURING THE POLISHING PROCESS OF CERAMIC TILES BY LASER
TRIANGULATION
*(Published in ceramics international, https://doi.org/10.1016/j.ceramint.2017.12.032)
The possibility of controlling the thickness to be removed from each tile during the
honing/polishing process of ceramic tiles would avoid unnecessary wear of the abrasive tools,
directly minimizing energy and water consumptions. Such technology requires a conveyer belt
capable of adjusting the height of the tile surface, together with a measuring system to estimate
the most recommendable removal depth for each tile. While the former requirement is still not
promptly available in the market, the on-line characterization of the geometrical characteristics
of the tiles could be theoretically performed by many techniques. In this context, this study
presents the 3D micro-inspection by laser triangulation as a promising technique to be
employed prior to the honing process. To verify this hypothesis, six types of surfaces with
different compositions were characterized in terms of 3D topography, waviness profiles, and
surface roughness. The results indicate that the methodology adopted in this study is able to
provide precise information regarding the minimum layer to be individually removed from the
tile surfaces. In addition, it was also observed a dependence between the surface waviness is
and the tile composition. In contrast to the values typically adopted in the ceramic industries,
for the surfaces considered in this study, the minimum removal layers were found to be between
1.08% and 2.37% of the initial thickness.
Introduction
Surface inspection is an important step in the production of ceramic tiles with high
quality. However, in most cases, the surface inspection has been limited to classification cabins
in which the final product is evaluated to monitor the final quality of the product, classifying it
into the first, second or third line of quality. It is usually done visually and requires highly
skilled operators. Currently, it is possible to do this inspection by modern automatic inspection
systems which are capable of capturing images up to 160 megapixels from the surface through
CCD cameras (charge-coupled device)[1][2][3]. However, details about the evaluation criteria
of defects in final products is still limited in the literature.
65
In unglazed porcelain tiles, the surface inspections are only done at the end of the
finishing process, in which the final surface has a relatively high brightness. This finishing
process is commonly defined in the manufacturing units as polishing, although technically the
most appropriate designation is honing.
Usually, the honing process is composed of a sequence of 14 to 18 different abrasive
grain sizes, generally between 36 and 1500 mesh. About 10% of the tile original thickness is
removed at this stage [4][5], but there is no study justifying the need for an exact percentage of
material removal. The adoption of an exaggerated removal layer rises due to the fact the upper
surface of all the tiles onto the conveyer belt must be evenly aligned in order to avoid abrupt
breakage of the abrasive tools (fickerts). To assure such alignment, the most direct strategy is
to perform an aggressive grinding process (leveling step) right before the honing process.
Considering the entire porcelain production chain, the honing process accounts for
approximately 30-40% of all production costs [6][7], due to the high consumption of abrasive
tools, water, and energy needed to process the approximately 10% of ceramic tile plates, what
also means in a high production of waste from the wear of the ceramic plates and the fickerts.
According to Wang, Pan and Zheng [8], China, as the largest producer of ceramic coating in
the world, produces on average more than 7 millions tons of waste from such wear and tear per
year. A topographical study before the honing process may generate savings in this aspect,
avoiding unnecessary wear on the abrasive tool/ceramic pair. The major challenges, however,
are the lack of industrial devices for enabling the on-line control of the surface alignments along
the conveyer belt and for estimating the geometrical characteristics of each tile prior to the
polishing process. The present chapter is focused on the later subject.
Several studies have been done in the field of optimization of the sequence and
measurement of brightness [6][9], as well as in the optimization of the kinematics of the honing
operation as feed rate, rotational angular speed, lateral oscillation, contact pressure and honing
time [10][11][12]. How these parameters may influence the tile surface characteristics is
already reported [13]. Nevertheless, a study focused on the surface using 3D technology
remains a lack in the literature.
Laser Triangulation in porcelain stoneware tiles
The last years have been important to the development of automatic quality control
systems. The growth of inspection with 3D technologies has increased the quality control in the
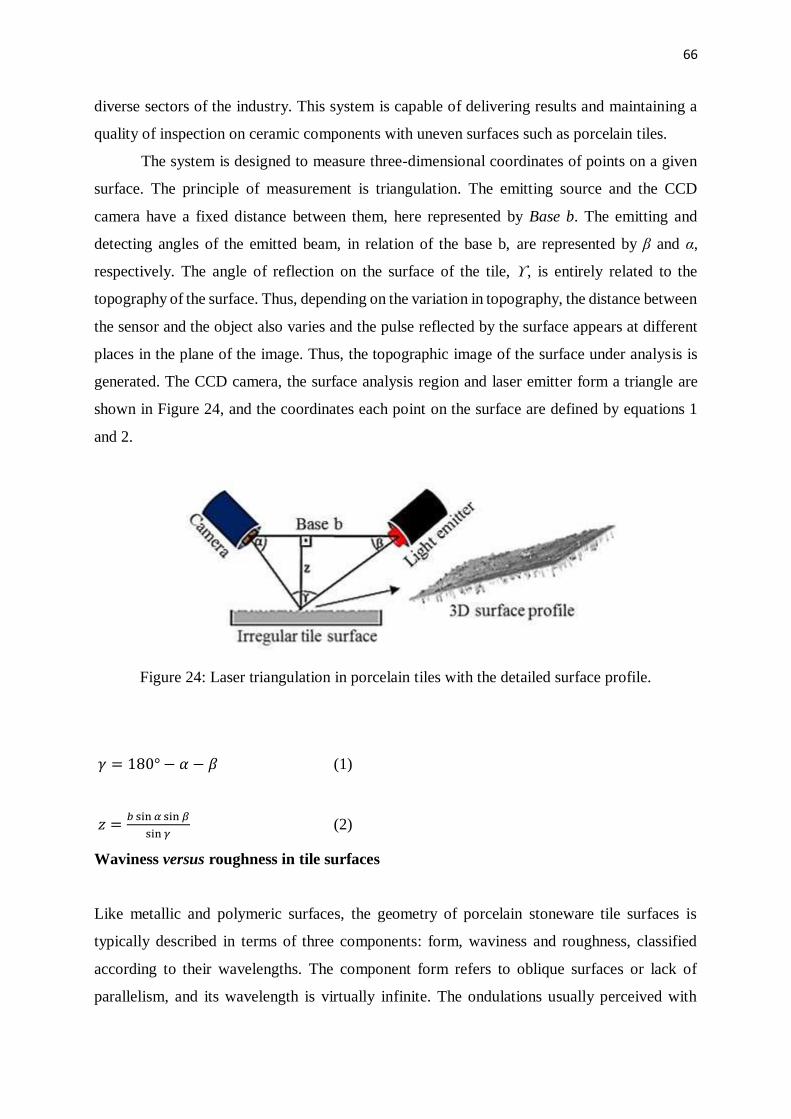
66
diverse sectors of the industry. This system is capable of delivering results and maintaining a
quality of inspection on ceramic components with uneven surfaces such as porcelain tiles.
The system is designed to measure three-dimensional coordinates of points on a given
surface. The principle of measurement is triangulation. The emitting source and the CCD
camera have a fixed distance between them, here represented by Base b. The emitting and
detecting angles of the emitted beam, in relation of the base b, are represented by β and α,
respectively. The angle of reflection on the surface of the tile, ϒ, is entirely related to the
topography of the surface. Thus, depending on the variation in topography, the distance between
the sensor and the object also varies and the pulse reflected by the surface appears at different
places in the plane of the image. Thus, the topographic image of the surface under analysis is
generated. The CCD camera, the surface analysis region and laser emitter form a triangle are
shown in Figure 24, and the coordinates each point on the surface are defined by equations 1
and 2.
Figure 24: Laser triangulation in porcelain tiles with the detailed surface profile.
𝛾 = 180° − 𝛼 − 𝛽 (1)
𝑧 =𝑏 sin 𝛼 sin 𝛽
sin 𝛾 (2)
Waviness versus roughness in tile surfaces
Like metallic and polymeric surfaces, the geometry of porcelain stoneware tile surfaces is
typically described in terms of three components: form, waviness and roughness, classified
according to their wavelengths. The component form refers to oblique surfaces or lack of
parallelism, and its wavelength is virtually infinite. The ondulations usually perceived with
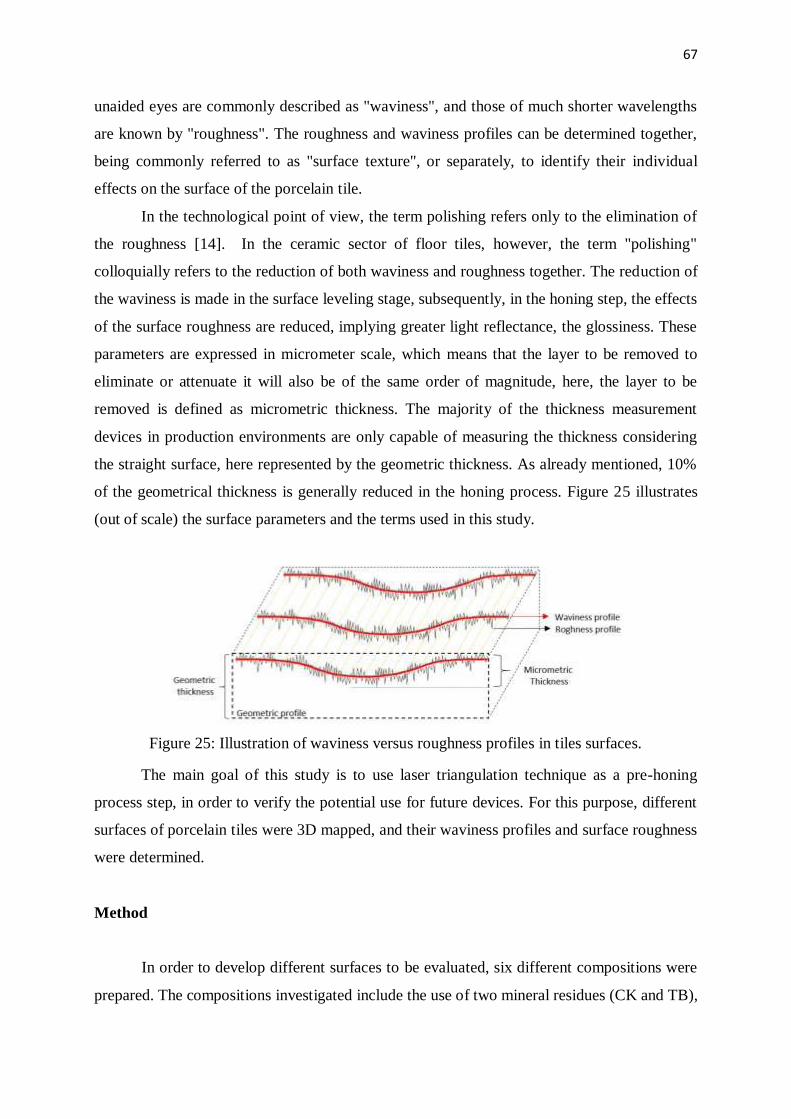
67
unaided eyes are commonly described as "waviness", and those of much shorter wavelengths
are known by "roughness". The roughness and waviness profiles can be determined together,
being commonly referred to as "surface texture", or separately, to identify their individual
effects on the surface of the porcelain tile.
In the technological point of view, the term polishing refers only to the elimination of
the roughness [14]. In the ceramic sector of floor tiles, however, the term "polishing"
colloquially refers to the reduction of both waviness and roughness together. The reduction of
the waviness is made in the surface leveling stage, subsequently, in the honing step, the effects
of the surface roughness are reduced, implying greater light reflectance, the glossiness. These
parameters are expressed in micrometer scale, which means that the layer to be removed to
eliminate or attenuate it will also be of the same order of magnitude, here, the layer to be
removed is defined as micrometric thickness. The majority of the thickness measurement
devices in production environments are only capable of measuring the thickness considering
the straight surface, here represented by the geometric thickness. As already mentioned, 10%
of the geometrical thickness is generally reduced in the honing process. Figure 25 illustrates
(out of scale) the surface parameters and the terms used in this study.
Figure 25: Illustration of waviness versus roughness profiles in tiles surfaces.
The main goal of this study is to use laser triangulation technique as a pre-honing
process step, in order to verify the potential use for future devices. For this purpose, different
surfaces of porcelain tiles were 3D mapped, and their waviness profiles and surface roughness
were determined.
Method
In order to develop different surfaces to be evaluated, six different compositions were
prepared. The compositions investigated include the use of two mineral residues (CK and TB),
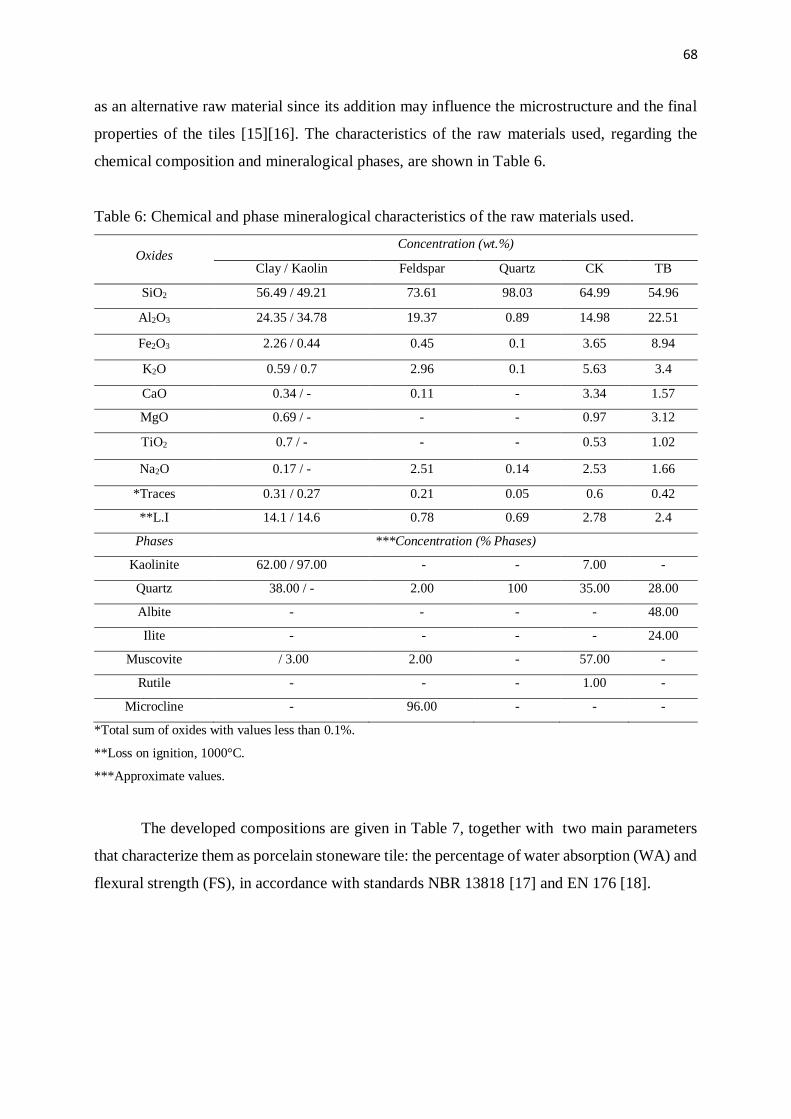
68
as an alternative raw material since its addition may influence the microstructure and the final
properties of the tiles [15][16]. The characteristics of the raw materials used, regarding the
chemical composition and mineralogical phases, are shown in Table 6.
Table 6: Chemical and phase mineralogical characteristics of the raw materials used.
Oxides Concentration (wt.%)
Clay / Kaolin Feldspar Quartz CK TB
SiO2 56.49 / 49.21 73.61 98.03 64.99 54.96
Al2O3 24.35 / 34.78 19.37 0.89 14.98 22.51
Fe2O3 2.26 / 0.44 0.45 0.1 3.65 8.94
K2O 0.59 / 0.7 2.96 0.1 5.63 3.4
CaO 0.34 / - 0.11 - 3.34 1.57
MgO 0.69 / - - - 0.97 3.12
TiO2 0.7 / - - - 0.53 1.02
Na2O 0.17 / - 2.51 0.14 2.53 1.66
*Traces 0.31 / 0.27 0.21 0.05 0.6 0.42
**L.I 14.1 / 14.6 0.78 0.69 2.78 2.4
Phases ***Concentration (% Phases)
Kaolinite 62.00 / 97.00 - - 7.00 -
Quartz 38.00 / - 2.00 100 35.00 28.00
Albite - - - - 48.00
Ilite - - - - 24.00
Muscovite / 3.00 2.00 - 57.00 -
Rutile - - - 1.00 -
Microcline - 96.00 - - -
*Total sum of oxides with values less than 0.1%.
**Loss on ignition, 1000°C.
***Approximate values.
The developed compositions are given in Table 7, together with two main parameters
that characterize them as porcelain stoneware tile: the percentage of water absorption (WA) and
flexural strength (FS), in accordance with standards NBR 13818 [17] and EN 176 [18].
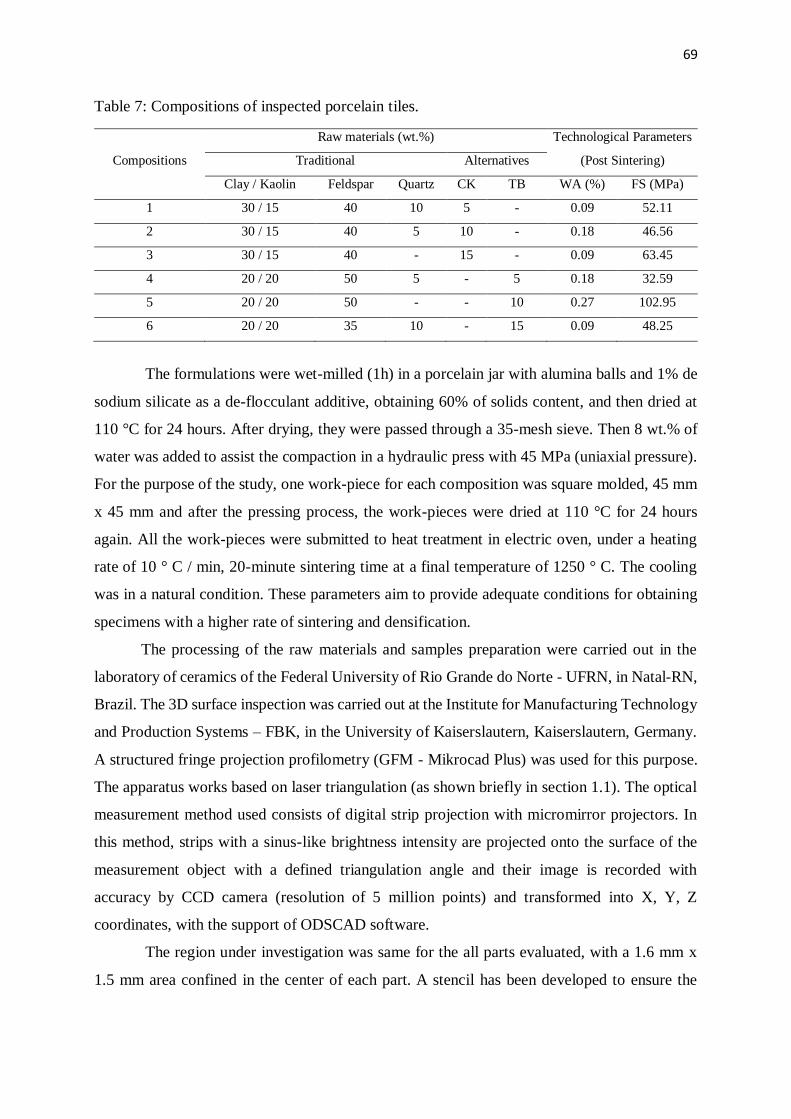
69
Table 7: Compositions of inspected porcelain tiles.
Compositions
Raw materials (wt.%) Technological Parameters
Traditional Alternatives (Post Sintering)
Clay / Kaolin Feldspar Quartz CK TB WA (%) FS (MPa)
1 30 / 15 40 10 5 - 0.09 52.11
2 30 / 15 40 5 10 - 0.18 46.56
3 30 / 15 40 - 15 - 0.09 63.45
4 20 / 20 50 5 - 5 0.18 32.59
5 20 / 20 50 - - 10 0.27 102.95
6 20 / 20 35 10 - 15 0.09 48.25
The formulations were wet-milled (1h) in a porcelain jar with alumina balls and 1% de
sodium silicate as a de-flocculant additive, obtaining 60% of solids content, and then dried at
110 °C for 24 hours. After drying, they were passed through a 35-mesh sieve. Then 8 wt.% of
water was added to assist the compaction in a hydraulic press with 45 MPa (uniaxial pressure).
For the purpose of the study, one work-piece for each composition was square molded, 45 mm
x 45 mm and after the pressing process, the work-pieces were dried at 110 °C for 24 hours
again. All the work-pieces were submitted to heat treatment in electric oven, under a heating
rate of 10 ° C / min, 20-minute sintering time at a final temperature of 1250 ° C. The cooling
was in a natural condition. These parameters aim to provide adequate conditions for obtaining
specimens with a higher rate of sintering and densification.
The processing of the raw materials and samples preparation were carried out in the
laboratory of ceramics of the Federal University of Rio Grande do Norte - UFRN, in Natal-RN,
Brazil. The 3D surface inspection was carried out at the Institute for Manufacturing Technology
and Production Systems – FBK, in the University of Kaiserslautern, Kaiserslautern, Germany.
A structured fringe projection profilometry (GFM - Mikrocad Plus) was used for this purpose.
The apparatus works based on laser triangulation (as shown briefly in section 1.1). The optical
measurement method used consists of digital strip projection with micromirror projectors. In
this method, strips with a sinus-like brightness intensity are projected onto the surface of the
measurement object with a defined triangulation angle and their image is recorded with
accuracy by CCD camera (resolution of 5 million points) and transformed into X, Y, Z
coordinates, with the support of ODSCAD software.
The region under investigation was same for the all parts evaluated, with a 1.6 mm x
1.5 mm area confined in the center of each part. A stencil has been developed to ensure the
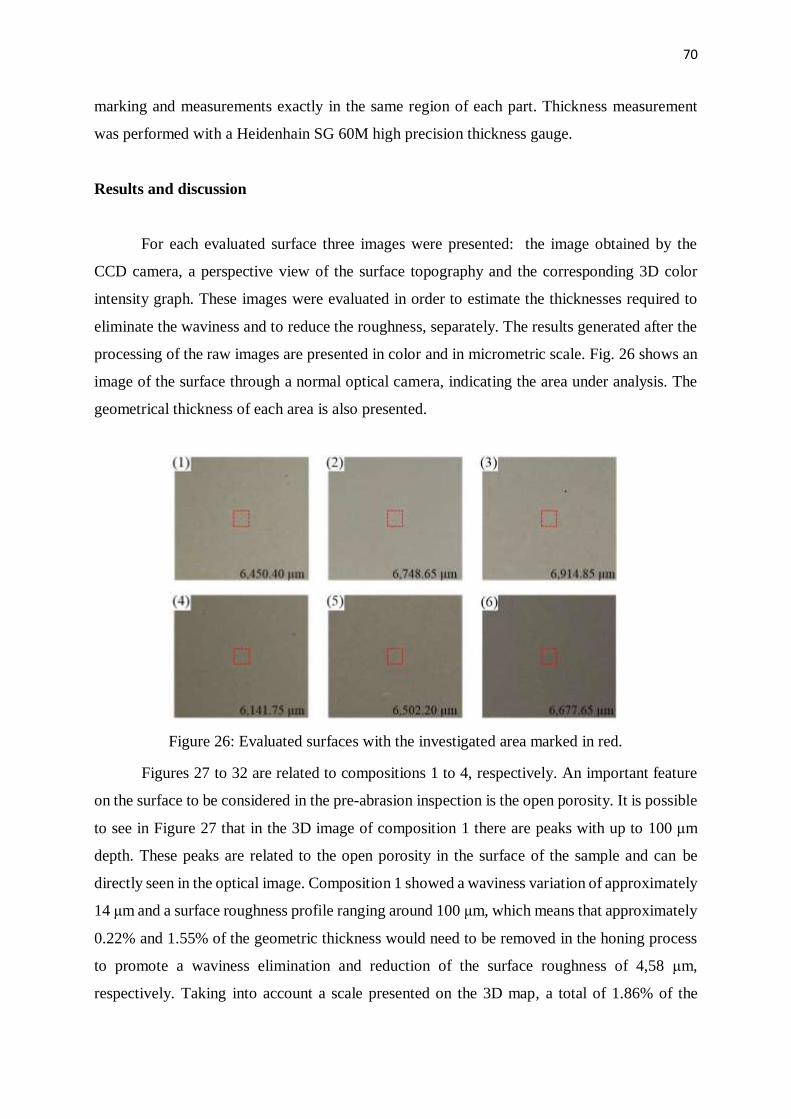
70
marking and measurements exactly in the same region of each part. Thickness measurement
was performed with a Heidenhain SG 60M high precision thickness gauge.
Results and discussion
For each evaluated surface three images were presented: the image obtained by the
CCD camera, a perspective view of the surface topography and the corresponding 3D color
intensity graph. These images were evaluated in order to estimate the thicknesses required to
eliminate the waviness and to reduce the roughness, separately. The results generated after the
processing of the raw images are presented in color and in micrometric scale. Fig. 26 shows an
image of the surface through a normal optical camera, indicating the area under analysis. The
geometrical thickness of each area is also presented.
Figure 26: Evaluated surfaces with the investigated area marked in red.
Figures 27 to 32 are related to compositions 1 to 4, respectively. An important feature
on the surface to be considered in the pre-abrasion inspection is the open porosity. It is possible
to see in Figure 27 that in the 3D image of composition 1 there are peaks with up to 100 μm
depth. These peaks are related to the open porosity in the surface of the sample and can be
directly seen in the optical image. Composition 1 showed a waviness variation of approximately
14 μm and a surface roughness profile ranging around 100 μm, which means that approximately
0.22% and 1.55% of the geometric thickness would need to be removed in the honing process
to promote a waviness elimination and reduction of the surface roughness of 4,58 μm,
respectively. Taking into account a scale presented on the 3D map, a total of 1.86% of the
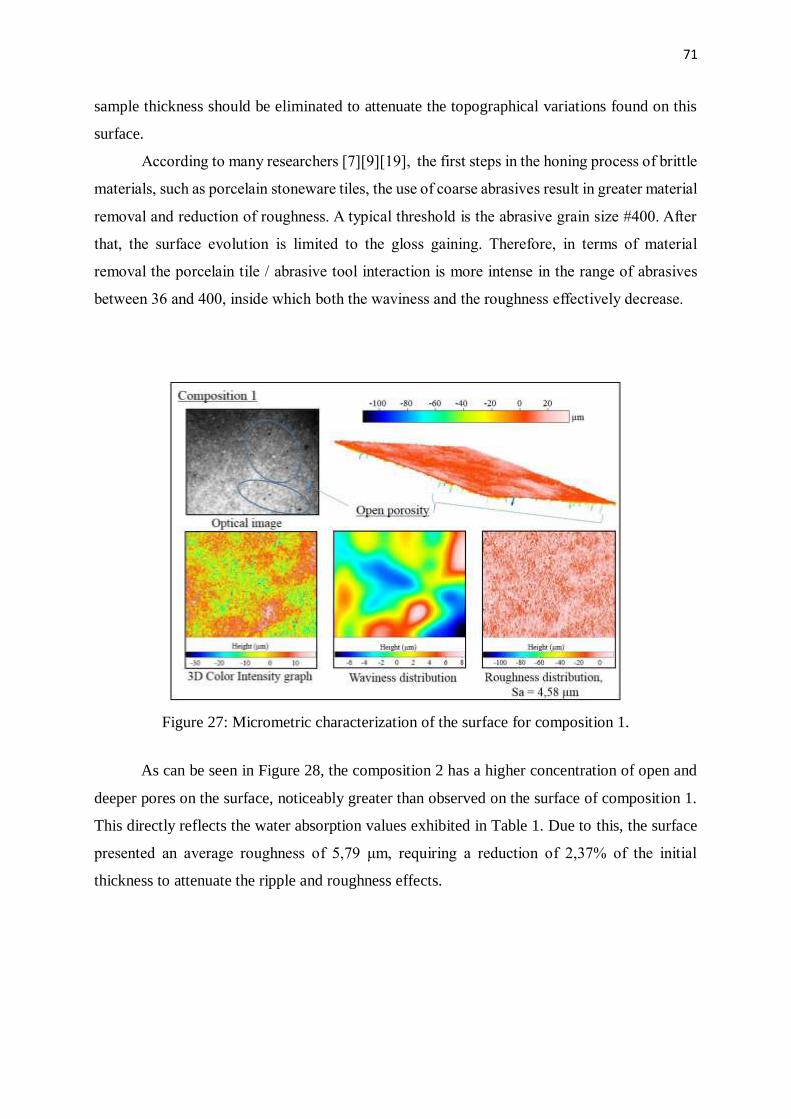
71
sample thickness should be eliminated to attenuate the topographical variations found on this
surface.
According to many researchers [7][9][19], the first steps in the honing process of brittle
materials, such as porcelain stoneware tiles, the use of coarse abrasives result in greater material
removal and reduction of roughness. A typical threshold is the abrasive grain size #400. After
that, the surface evolution is limited to the gloss gaining. Therefore, in terms of material
removal the porcelain tile / abrasive tool interaction is more intense in the range of abrasives
between 36 and 400, inside which both the waviness and the roughness effectively decrease.
Figure 27: Micrometric characterization of the surface for composition 1.
As can be seen in Figure 28, the composition 2 has a higher concentration of open and
deeper pores on the surface, noticeably greater than observed on the surface of composition 1.
This directly reflects the water absorption values exhibited in Table 1. Due to this, the surface
presented an average roughness of 5,79 μm, requiring a reduction of 2,37% of the initial
thickness to attenuate the ripple and roughness effects.
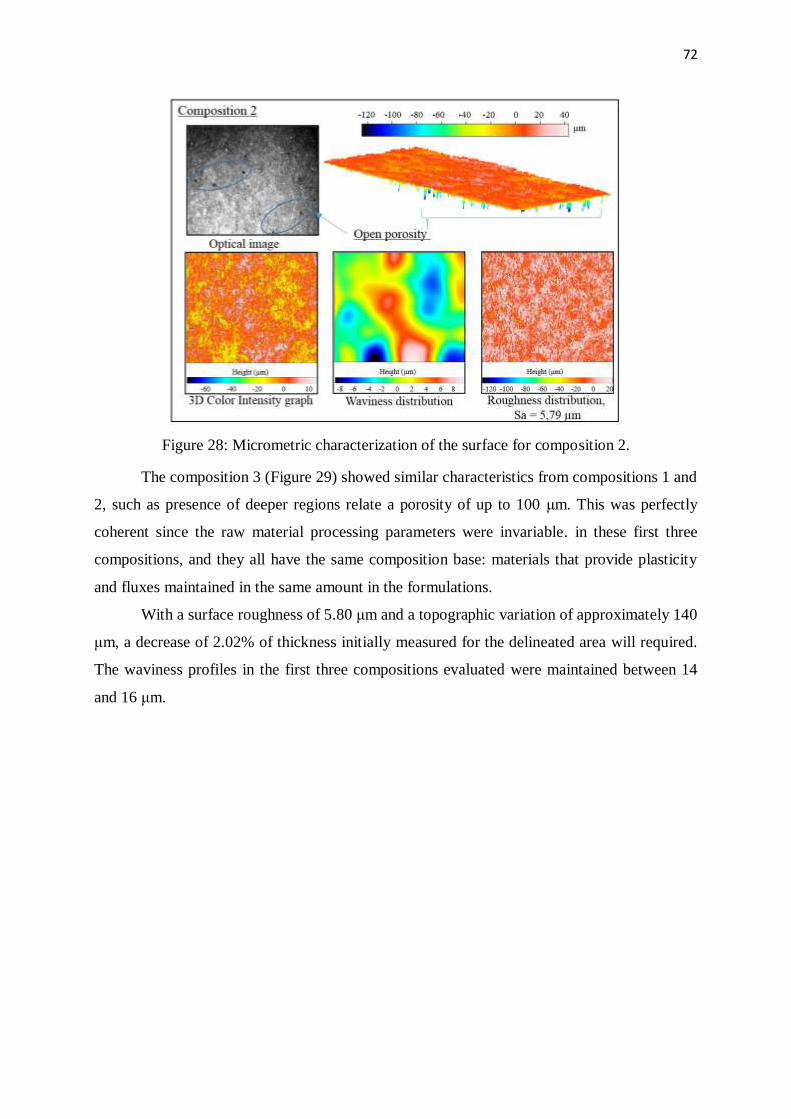
72
Figure 28: Micrometric characterization of the surface for composition 2.
The composition 3 (Figure 29) showed similar characteristics from compositions 1 and
2, such as presence of deeper regions relate a porosity of up to 100 μm. This was perfectly
coherent since the raw material processing parameters were invariable. in these first three
compositions, and they all have the same composition base: materials that provide plasticity
and fluxes maintained in the same amount in the formulations.
With a surface roughness of 5.80 μm and a topographic variation of approximately 140
μm, a decrease of 2.02% of thickness initially measured for the delineated area will required.
The waviness profiles in the first three compositions evaluated were maintained between 14
and 16 μm.
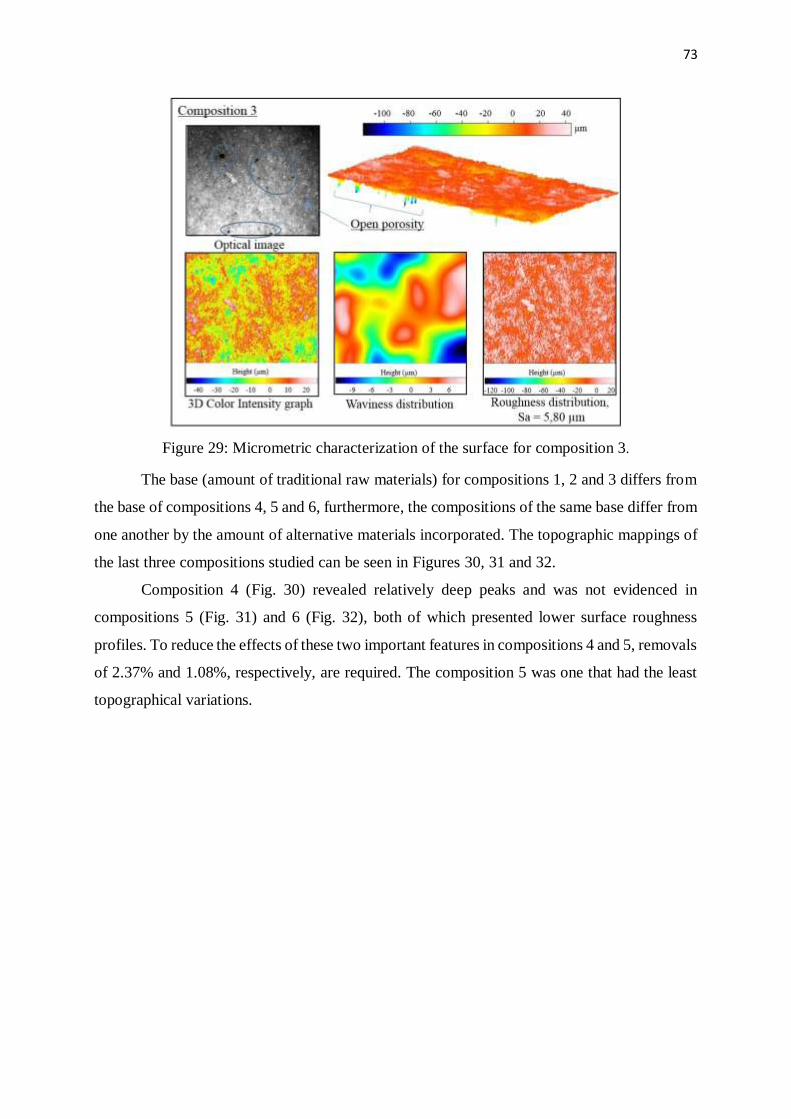
73
Figure 29: Micrometric characterization of the surface for composition 3.
The base (amount of traditional raw materials) for compositions 1, 2 and 3 differs from
the base of compositions 4, 5 and 6, furthermore, the compositions of the same base differ from
one another by the amount of alternative materials incorporated. The topographic mappings of
the last three compositions studied can be seen in Figures 30, 31 and 32.
Composition 4 (Fig. 30) revealed relatively deep peaks and was not evidenced in
compositions 5 (Fig. 31) and 6 (Fig. 32), both of which presented lower surface roughness
profiles. To reduce the effects of these two important features in compositions 4 and 5, removals
of 2.37% and 1.08%, respectively, are required. The composition 5 was one that had the least
topographical variations.
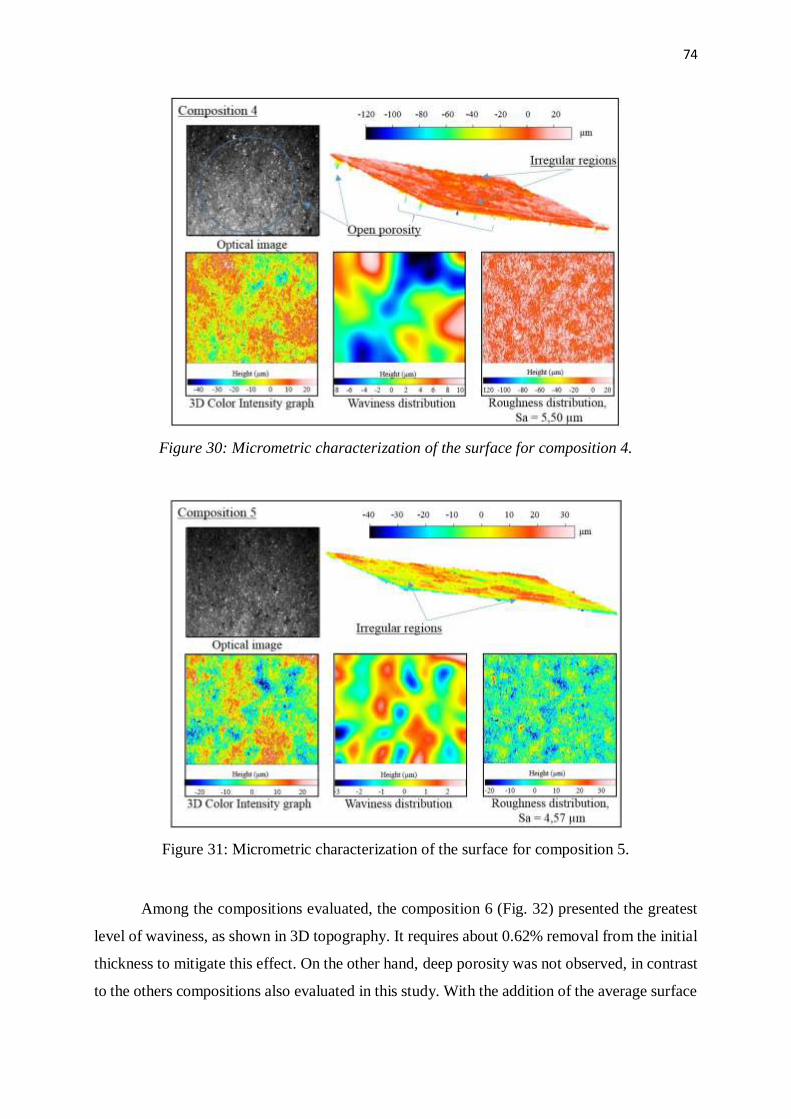
74
Figure 30: Micrometric characterization of the surface for composition 4.
Figure 31: Micrometric characterization of the surface for composition 5.
Among the compositions evaluated, the composition 6 (Fig. 32) presented the greatest
level of waviness, as shown in 3D topography. It requires about 0.62% removal from the initial
thickness to mitigate this effect. On the other hand, deep porosity was not observed, in contrast
to the others compositions also evaluated in this study. With the addition of the average surface
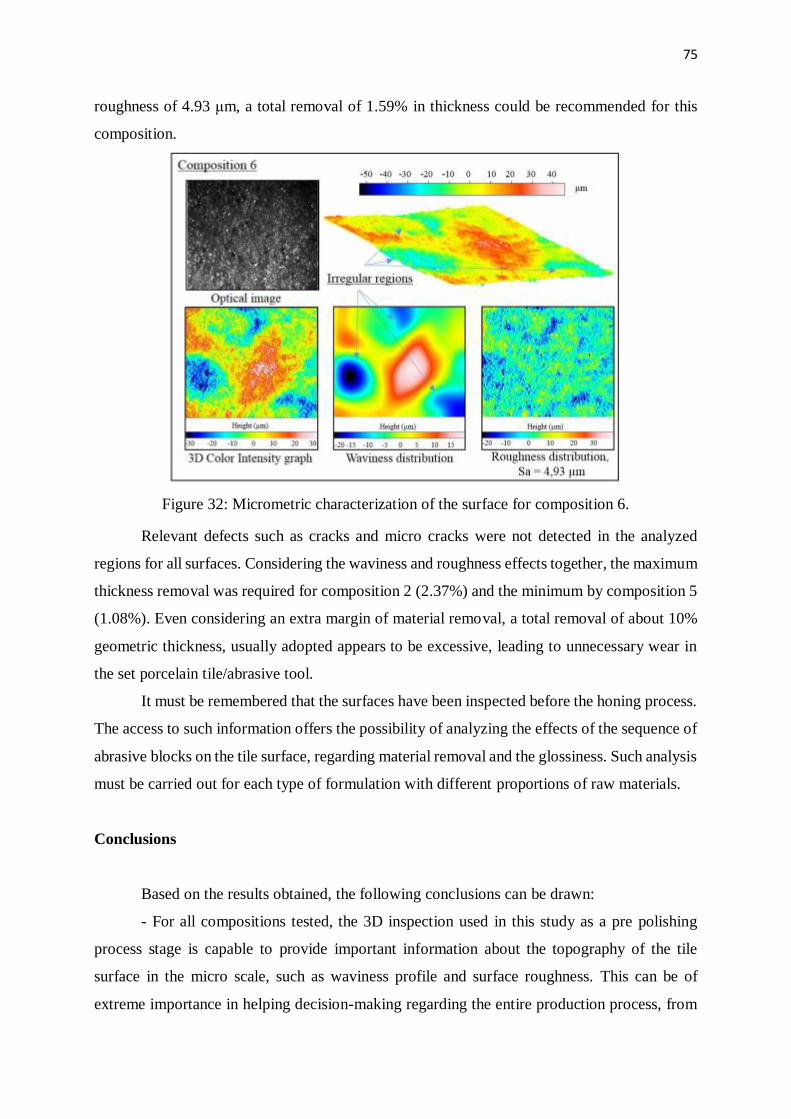
75
roughness of 4.93 μm, a total removal of 1.59% in thickness could be recommended for this
composition.
Figure 32: Micrometric characterization of the surface for composition 6.
Relevant defects such as cracks and micro cracks were not detected in the analyzed
regions for all surfaces. Considering the waviness and roughness effects together, the maximum
thickness removal was required for composition 2 (2.37%) and the minimum by composition 5
(1.08%). Even considering an extra margin of material removal, a total removal of about 10%
geometric thickness, usually adopted appears to be excessive, leading to unnecessary wear in
the set porcelain tile/abrasive tool.
It must be remembered that the surfaces have been inspected before the honing process.
The access to such information offers the possibility of analyzing the effects of the sequence of
abrasive blocks on the tile surface, regarding material removal and the glossiness. Such analysis
must be carried out for each type of formulation with different proportions of raw materials.
Conclusions
Based on the results obtained, the following conclusions can be drawn:
- For all compositions tested, the 3D inspection used in this study as a pre polishing
process stage is capable to provide important information about the topography of the tile
surface in the micro scale, such as waviness profile and surface roughness. This can be of
extreme importance in helping decision-making regarding the entire production process, from
76
the selection of raw materials and optimization of compositions, to the leveling and honing
itself, by optimizing the sequence of abrasive grains to be used.
- Since the depths necessary to level the surface and to do the polishing could be known
The 3D inspection adopted together with a suitable choice of kinematics for the honing process
would be capable of save energy, water and abrasive tool, which in turn would lead to
significantly reduction in the production costs. In this way, there might be an optimization in
the wear evolution of both porcelain tile and the abrasive tool.
- More detailed topographic mapping studies could still be performed to evaluate the
waviness profile in different regions of larger ceramic plates, as well as in different samples
collected from different regions inside the kilns during production. Thus, by tracking the tiles
individually, an overview can be constructed about the expected levels of waviness and
roughness, taking into account the temperature gradients.
Finally, the 3D inspection seems to be a very useful tool to characterize and follow the
surface evolution of different porcelain stoneware tile compositions.
References
[1] M.L. Bueno, M.R. Stemmer, P.S.D.S. Borges, Inspeção Visual Automática de Peças
Cerâmicas via Inteligência Artificial, Cerâmica Ind. 5 (2000) 29–37.
[2] H. Elbehiery, A. Hefnawy, M. Elewa, Surface Defects Detection for Ceramic Tiles Using
Image Processing and Morphological Techniques, Proc. World Acad. Sci. Eng. Technol.
Vol 5. 5 (2005) 158–162.
[3] R. Mishra, C.L. Chandrakar, Surface defects detection for ceramic tiles using image, Int. J.
Data Warehous. 4 (2012) 51–58.
[4] W.S. Wiggers, R. a Santos, D. Hotza, Evolução da Superfície do Porcelanato ao Longo do
Processo de Polimento, Cerâmica. 12 (2007) 27–30.
[5] E. Sánchez, M.J. Ibáñez, M.J. Orts, V. Cantavella, Polishing porcelain tile. Part 1: wear
mechanism, Am. Ceram. Soc. (2002) 50–54.
[6] I.M. Hutchings, Y. Xu, E. Sánchez, M.J.I.M.F. Quereda, Optimización del proceso de
pulido para piezas de gres porcelánico, in: Qualicer, 2006: pp. 405–414.
[7] I.M. Hutchings, K. Adachi, Y. Xu, E. Sánchez, M.J. Ibáñez, M.F. Quereda, Analysis and
laboratory simulation of an industrial polishing process for porcelain ceramic tiles, J. Eur.
77
Ceram. Soc. 25 (2005) 3151–3156. doi:10.1016/j.jeurceramsoc.2004.07.005.
[8] S. Ke, Y. Wang, Z. Pan, C. Ning, S. Zheng, Recycling of polished tile waste as a main raw
material in porcelain tiles, J. Clean. Prod. 115 (2016) 238–244.
doi:10.1016/j.jclepro.2015.12.064.
[9] F.J.P. Sousa, N. Vicente, W.L. Weingaertner, O.E. Alarcon, Glossiness distribution over
the surface of stoneware floor tiles due to the polishing process, J. Mater. Sci. 42 (2007)
10124–10132. doi:10.1007/s10853-007-2118-4.
[10] F.J.P. Sousa, J.C. Aurich, W.L. Weingaertner, O.E. Alarcon, Optimization of the
Kinematics Available in the Polishing Process of Ceramic Tiles by Computational
Simulations, J. Am. Ceram. Soc. 92 (2009) 41–48. doi:10.1111/j.1551-2916.2008.02850.x.
[11] A.S.B.D.S. Nascimento, F.J.P. Sousa, Distribution of contact pressure over the surface of
ceramic floor tiles during the polishing process, J. Eur. Ceram. Soc. 34 (2014) 3209–3215.
doi:10.1016/j.jeurceramsoc.2014.04.032.
[12] F.J.P. Sousa, J.C. Aurich, W.L. Weingaertner, O.E. Alarcon, Analytical Determination of
the Distribution of Polishing Time over the Surface of Polished Tiles, J. Am. Ceram. Soc.
90 (2007) 3468–3477. doi:10.1111/j.1551-2916.2007.01956.x.
[13] C.Y. Wang, T.C. Kuang, Z. Qin, X. Wei, How Abrasive Machining Affects Surface
Characteristics of Vitreous Cermamic Tile, Am. Ceram. Soc. (2003) 9201–9208.
[14] F.J.P. Sousa, L. L, R. G, Polishing, in: CIRP Encycl. Prod. Eng., Springer-Verlag Berlin
Heidelberg, 2014: pp. 957–962. doi:10.1007/978-3-642-20617-7.
[15] ABNT - Associação Brasileira de Normas Técnicas. NBR 13818, Placas cerâmicas para
revestimento - Especificação e métodos de ensaios, Brasil, 1997.
[16] European Standard for Ceramic floor and wall tiles. Specification for dust-pressed ceramic
tiles with a low water absorption (E ≤ 3%). Group B1., EN 176, 1991.
[17] J.E. Soares Filho, A. de O. Feitosa, L.L. Santos, L.F.A. Campos, R.P.S. Dutra, Study of the
Effect of Feldspar Replacement from a Mixture of Glass / Syenite in Technological
Properties of Ceramic Coatings, Mater. Sci. Forum. 798–799 (2014) 294–299.
doi:10.4028/www.scientific.net/MSF.798-799.294.
[18] L.L. Dos Santos, J.E. Soares Filho, L.F.A. Campos, H.S. Ferreira, R.P.S. Dutra, The

78
Incorporation of the Ceramic Industry Firewood Ash into Clayey Ceramic, Mater. Sci.
Forum. 798–799 (2014) 240–245. doi:10.4028/www.scientific.net/MSF.798-799.240.
[19] I.M. Hutchings, Y. Xu, E. Sánchez, M.J. Ibáñez, M.F. Quereda, Development of surface
finish during the polishing of porcelain ceramic tiles, J. Mater. Sci. 40 (2005) 37–42.
79
3.3 POLISHING PERFORMANCE OF GREEN CERAMIC TILES MADE
WITH WASTES FROM BRICKS AND ROOF TILES
*(Submitted to the Journal of Europe Ceramic Society)
The industrial production of bricks and roof tiles plays a significant role in the
economy of the state of Rio Grande do Norte, in northeastern Brazil. In the last years, the
production has grown exponentially, and so has the production of the waste from the
breakage of those materials, known as grog of red ceramics. As consequence, the concern
has also arisen over the final disposal and reuse of this waste. Several studies reported the
incorporation of this residue in the ceramic matrix for porcelain stoneware tile, but only
focused on the evaluation of basic technological properties. The present work investigates
the influence of waste over the gloss-gaining curve of the final products. The polishing
behaviour of three different green compositions, with 5, 10 and 15% of grog of red ceramic
incorporated, was evaluated in comparison with a standard composition, waste-free. For this
purpose, porcelain stoneware tile samples were prepared and their corresponding
microstructures were characterized. The industrial polishing condition was reproduced in
laboratory scale, keeping the same abrasive agent, SiC, in an automatic metallographic
polishing machine. The roughness and gloss performances through the abrasive sequence
adopted were investigated. Additionally, the texture of the surfaces was also evaluated. The
results indicate the feasibility and the promising potential of the polishing process of
formulations containing recycled grog. The gloss levels were compatible with commercial
polished porcelain stoneware tiles currently available at the market.
Introduction
Porcelain stoneware tile is considered as the highest-performance product between
the large range of ceramic tiles. In addition, it offers a polished version with great aesthetic
impact, very well accepted in the market,. However, a strict control in all production stages
is required to ensure homogeneity in terms of color tonality and surface finish, since no
further coatings like ceramic glaze is adopted.
The industrial polishing process, from the technological point of view, consists of
elimination or severe reduction of roughness [1], causing the glossiness of the polished
surface to to increase. The behavior that describes the development of the roughness
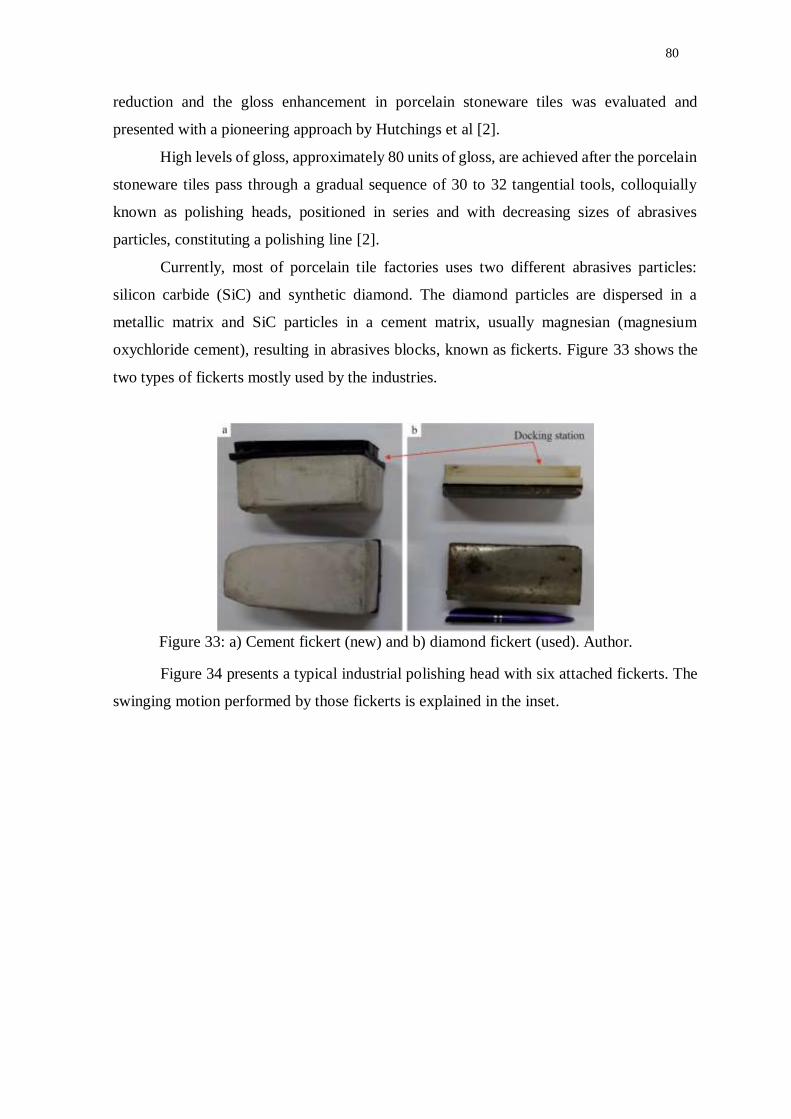
80
reduction and the gloss enhancement in porcelain stoneware tiles was evaluated and
presented with a pioneering approach by Hutchings et al [2].
High levels of gloss, approximately 80 units of gloss, are achieved after the porcelain
stoneware tiles pass through a gradual sequence of 30 to 32 tangential tools, colloquially
known as polishing heads, positioned in series and with decreasing sizes of abrasives
particles, constituting a polishing line [2].
Currently, most of porcelain tile factories uses two different abrasives particles:
silicon carbide (SiC) and synthetic diamond. The diamond particles are dispersed in a
metallic matrix and SiC particles in a cement matrix, usually magnesian (magnesium
oxychloride cement), resulting in abrasives blocks, known as fickerts. Figure 33 shows the
two types of fickerts mostly used by the industries.
Figure 33: a) Cement fickert (new) and b) diamond fickert (used). Author.
Figure 34 presents a typical industrial polishing head with six attached fickerts. The
swinging motion performed by those fickerts is explained in the inset.
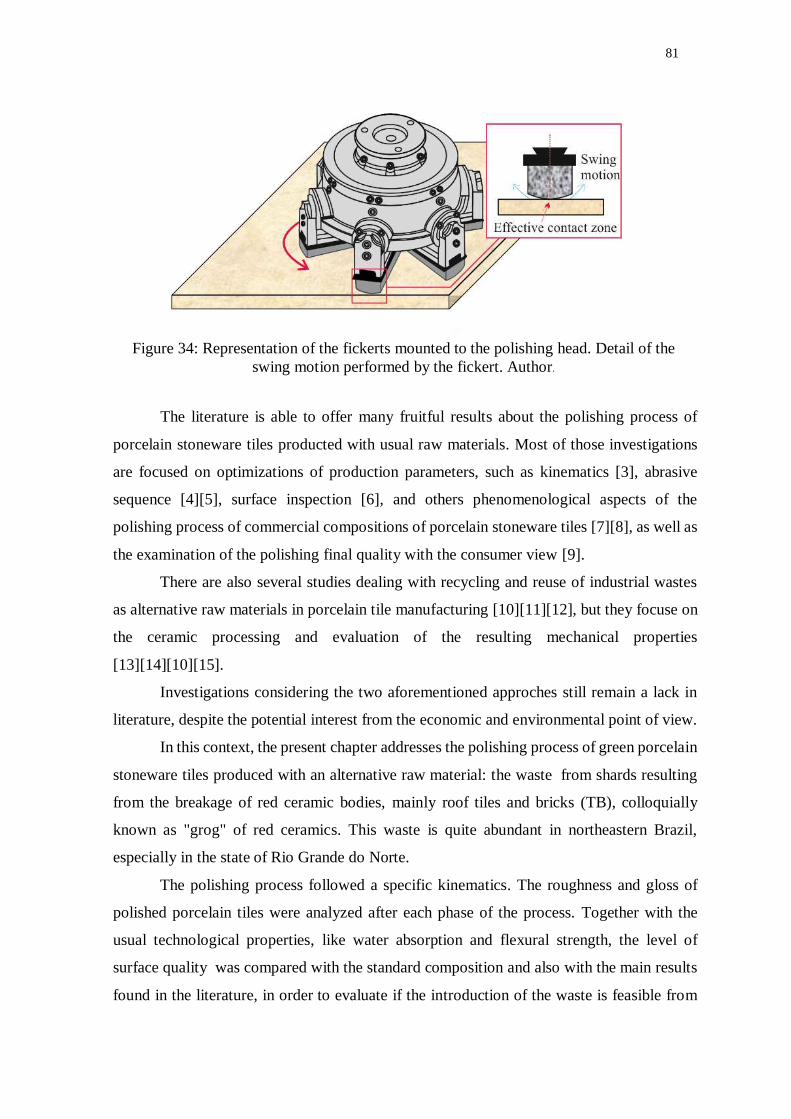
81
The literature is able to offer many fruitful results about the polishing process of
porcelain stoneware tiles producted with usual raw materials. Most of those investigations
are focused on optimizations of production parameters, such as kinematics [3], abrasive
sequence [4][5], surface inspection [6], and others phenomenological aspects of the
polishing process of commercial compositions of porcelain stoneware tiles [7][8], as well as
the examination of the polishing final quality with the consumer view [9].
There are also several studies dealing with recycling and reuse of industrial wastes
as alternative raw materials in porcelain tile manufacturing [10][11][12], but they focuse on
the ceramic processing and evaluation of the resulting mechanical properties
[13][14][10][15].
Investigations considering the two aforementioned approches still remain a lack in
literature, despite the potential interest from the economic and environmental point of view.
In this context, the present chapter addresses the polishing process of green porcelain
stoneware tiles produced with an alternative raw material: the waste from shards resulting
from the breakage of red ceramic bodies, mainly roof tiles and bricks (TB), colloquially
known as "grog" of red ceramics. This waste is quite abundant in northeastern Brazil,
especially in the state of Rio Grande do Norte.
The polishing process followed a specific kinematics. The roughness and gloss of
polished porcelain tiles were analyzed after each phase of the process. Together with the
usual technological properties, like water absorption and flexural strength, the level of
surface quality was compared with the standard composition and also with the main results
found in the literature, in order to evaluate if the introduction of the waste is feasible from
Figure 34: Representation of the fickerts mounted to the polishing head. Detail of the
swing motion performed by the fickert. Author.
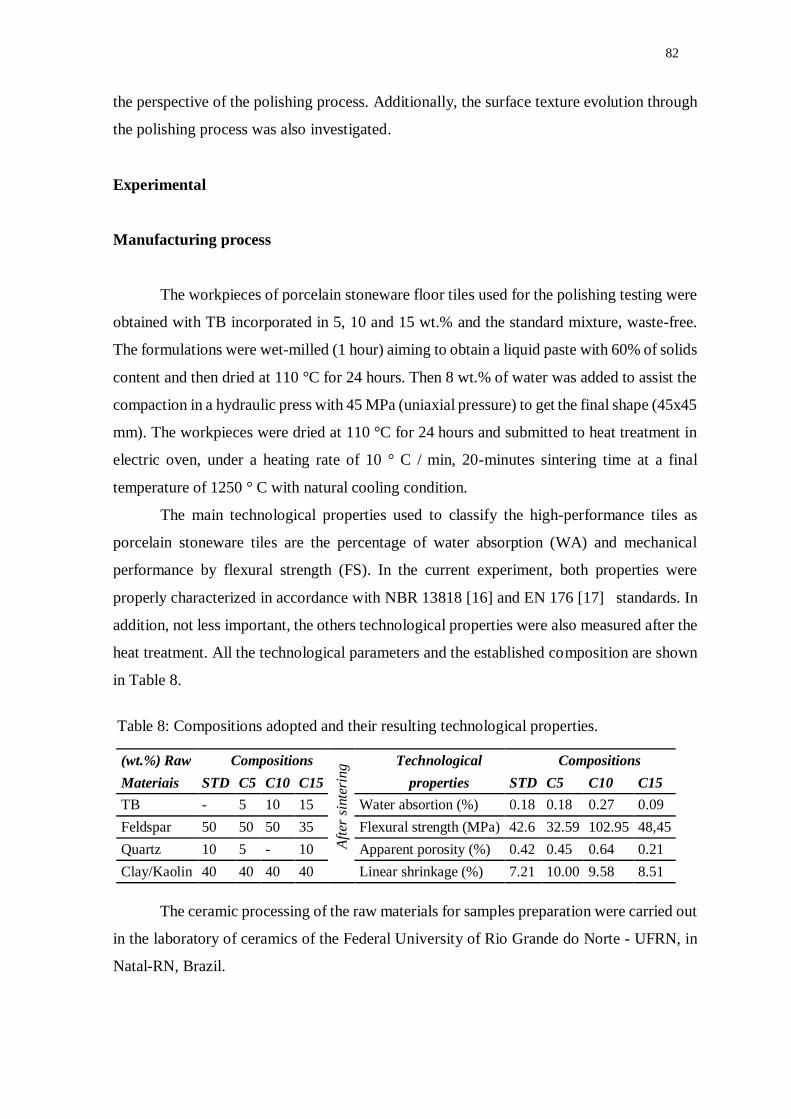
82
the perspective of the polishing process. Additionally, the surface texture evolution through
the polishing process was also investigated.
Experimental
Manufacturing process
The workpieces of porcelain stoneware floor tiles used for the polishing testing were
obtained with TB incorporated in 5, 10 and 15 wt.% and the standard mixture, waste-free.
The formulations were wet-milled (1 hour) aiming to obtain a liquid paste with 60% of solids
content and then dried at 110 °C for 24 hours. Then 8 wt.% of water was added to assist the
compaction in a hydraulic press with 45 MPa (uniaxial pressure) to get the final shape (45x45
mm). The workpieces were dried at 110 °C for 24 hours and submitted to heat treatment in
electric oven, under a heating rate of 10 ° C / min, 20-minutes sintering time at a final
temperature of 1250 ° C with natural cooling condition.
The main technological properties used to classify the high-performance tiles as
porcelain stoneware tiles are the percentage of water absorption (WA) and mechanical
performance by flexural strength (FS). In the current experiment, both properties were
properly characterized in accordance with NBR 13818 [16] and EN 176 [17] standards. In
addition, not less important, the others technological properties were also measured after the
heat treatment. All the technological parameters and the established composition are shown
in Table 8.
Table 8: Compositions adopted and their resulting technological properties.
(wt.%) Raw Compositions
Aft
er s
inte
ring Technological Compositions
Materiais STD C5 C10 C15 properties STD C5 C10 C15
TB - 5 10 15 Water absortion (%) 0.18 0.18 0.27 0.09
Feldspar 50 50 50 35 Flexural strength (MPa) 42.6 32.59 102.95 48,45
Quartz 10 5 - 10 Apparent porosity (%) 0.42 0.45 0.64 0.21
Clay/Kaolin 40 40 40 40 Linear shrinkage (%) 7.21 10.00 9.58 8.51
The ceramic processing of the raw materials for samples preparation were carried out
in the laboratory of ceramics of the Federal University of Rio Grande do Norte - UFRN, in
Natal-RN, Brazil.
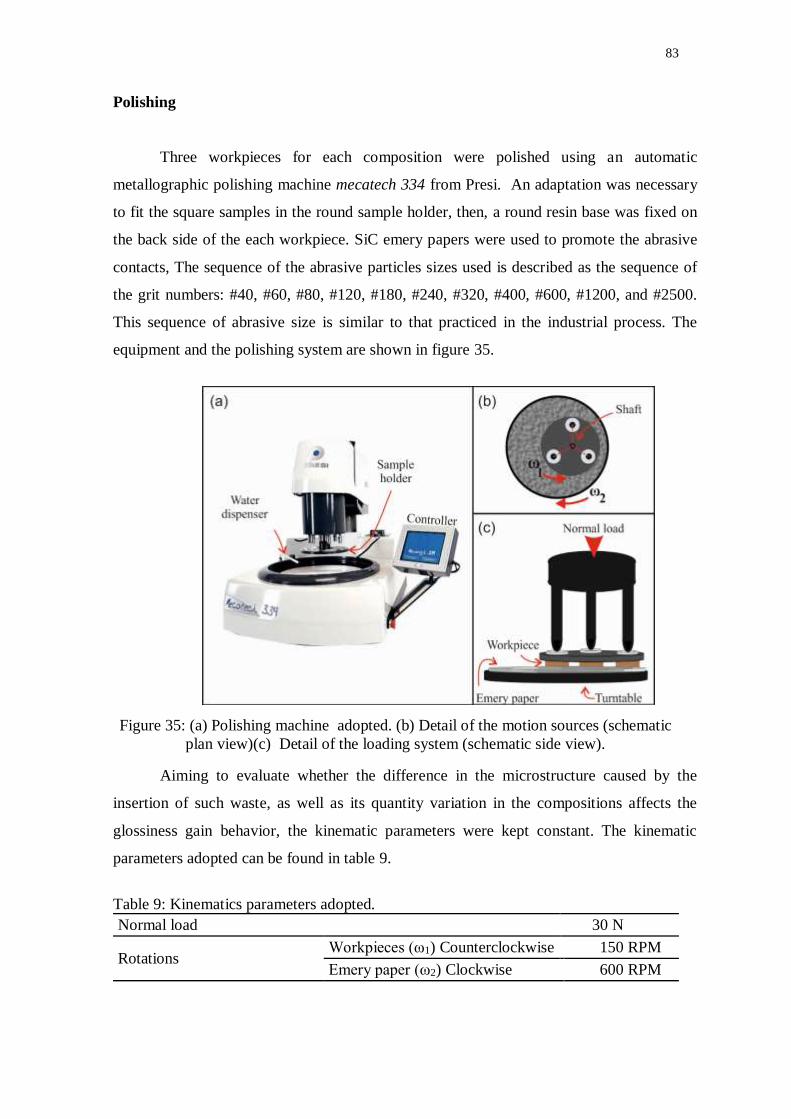
83
Polishing
Three workpieces for each composition were polished using an automatic
metallographic polishing machine mecatech 334 from Presi. An adaptation was necessary
to fit the square samples in the round sample holder, then, a round resin base was fixed on
the back side of the each workpiece. SiC emery papers were used to promote the abrasive
contacts, The sequence of the abrasive particles sizes used is described as the sequence of
the grit numbers: #40, #60, #80, #120, #180, #240, #320, #400, #600, #1200, and #2500.
This sequence of abrasive size is similar to that practiced in the industrial process. The
equipment and the polishing system are shown in figure 35.
Figure 35: (a) Polishing machine adopted. (b) Detail of the motion sources (schematic
plan view)(c) Detail of the loading system (schematic side view).
Aiming to evaluate whether the difference in the microstructure caused by the
insertion of such waste, as well as its quantity variation in the compositions affects the
glossiness gain behavior, the kinematic parameters were kept constant. The kinematic
parameters adopted can be found in table 9.
Table 9: Kinematics parameters adopted.
Normal load 30 N
Rotations Workpieces (ω1) Counterclockwise 150 RPM
Emery paper (ω2) Clockwise 600 RPM
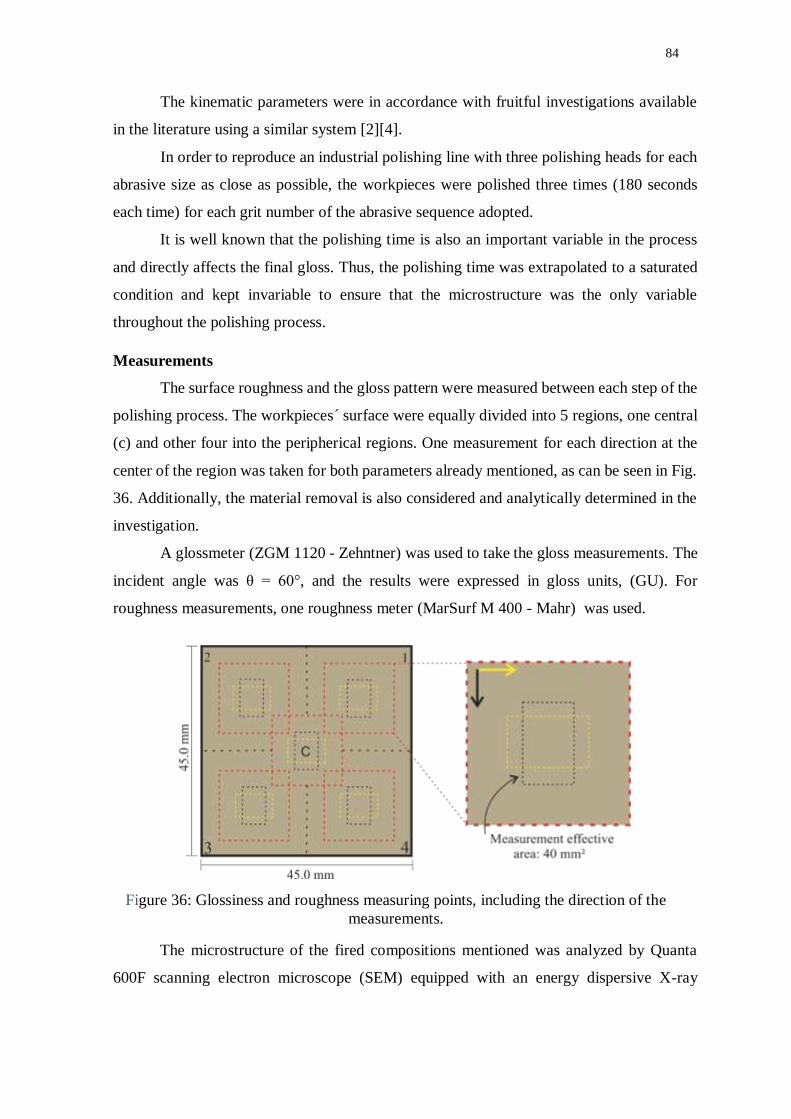
84
The kinematic parameters were in accordance with fruitful investigations available
in the literature using a similar system [2][4].
In order to reproduce an industrial polishing line with three polishing heads for each
abrasive size as close as possible, the workpieces were polished three times (180 seconds
each time) for each grit number of the abrasive sequence adopted.
It is well known that the polishing time is also an important variable in the process
and directly affects the final gloss. Thus, the polishing time was extrapolated to a saturated
condition and kept invariable to ensure that the microstructure was the only variable
throughout the polishing process.
Measurements
The surface roughness and the gloss pattern were measured between each step of the
polishing process. The workpieces´ surface were equally divided into 5 regions, one central
(c) and other four into the peripherical regions. One measurement for each direction at the
center of the region was taken for both parameters already mentioned, as can be seen in Fig.
36. Additionally, the material removal is also considered and analytically determined in the
investigation.
A glossmeter (ZGM 1120 - Zehntner) was used to take the gloss measurements. The
incident angle was θ = 60°, and the results were expressed in gloss units, (GU). For
roughness measurements, one roughness meter (MarSurf M 400 - Mahr) was used.
Figure 36: Glossiness and roughness measuring points, including the direction of the
measurements.
The microstructure of the fired compositions mentioned was analyzed by Quanta
600F scanning electron microscope (SEM) equipped with an energy dispersive X-ray
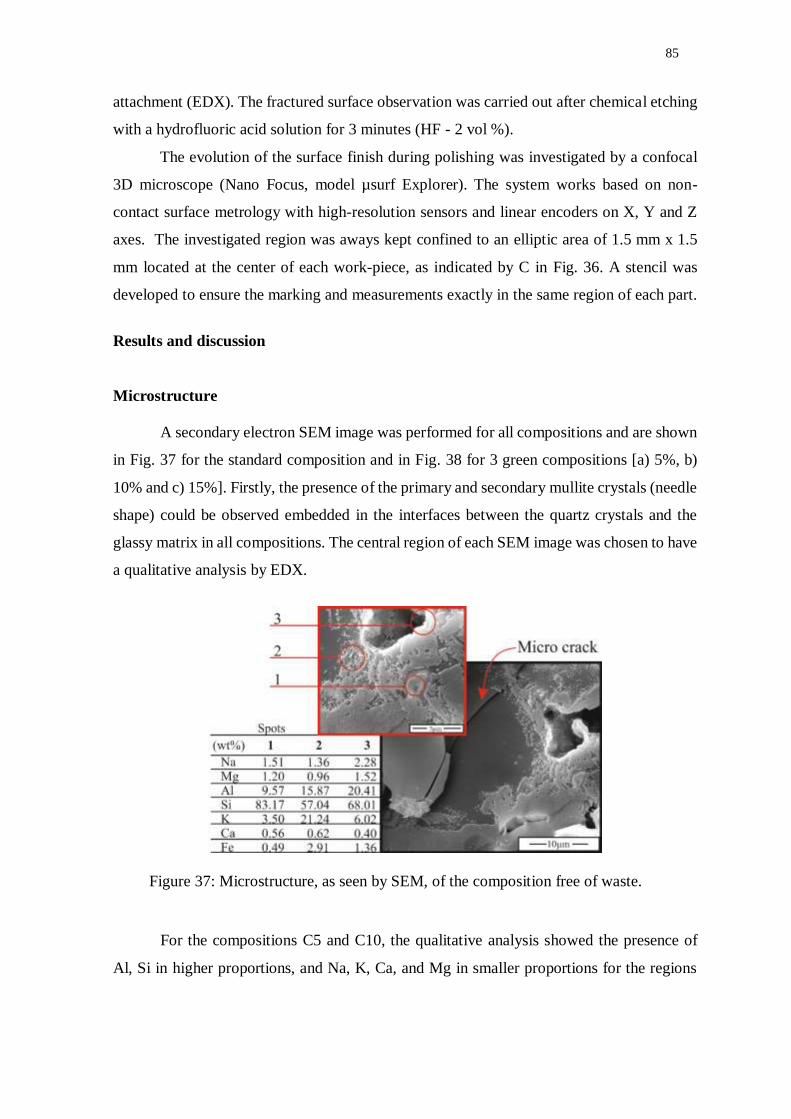
85
attachment (EDX). The fractured surface observation was carried out after chemical etching
with a hydrofluoric acid solution for 3 minutes (HF - 2 vol %).
The evolution of the surface finish during polishing was investigated by a confocal
3D microscope (Nano Focus, model µsurf Explorer). The system works based on non-
contact surface metrology with high-resolution sensors and linear encoders on X, Y and Z
axes. The investigated region was aways kept confined to an elliptic area of 1.5 mm x 1.5
mm located at the center of each work-piece, as indicated by C in Fig. 36. A stencil was
developed to ensure the marking and measurements exactly in the same region of each part.
Results and discussion
Microstructure
A secondary electron SEM image was performed for all compositions and are shown
in Fig. 37 for the standard composition and in Fig. 38 for 3 green compositions [a) 5%, b)
10% and c) 15%]. Firstly, the presence of the primary and secondary mullite crystals (needle
shape) could be observed embedded in the interfaces between the quartz crystals and the
glassy matrix in all compositions. The central region of each SEM image was chosen to have
a qualitative analysis by EDX.
Figure 37: Microstructure, as seen by SEM, of the composition free of waste.
For the compositions C5 and C10, the qualitative analysis showed the presence of
Al, Si in higher proportions, and Na, K, Ca, and Mg in smaller proportions for the regions
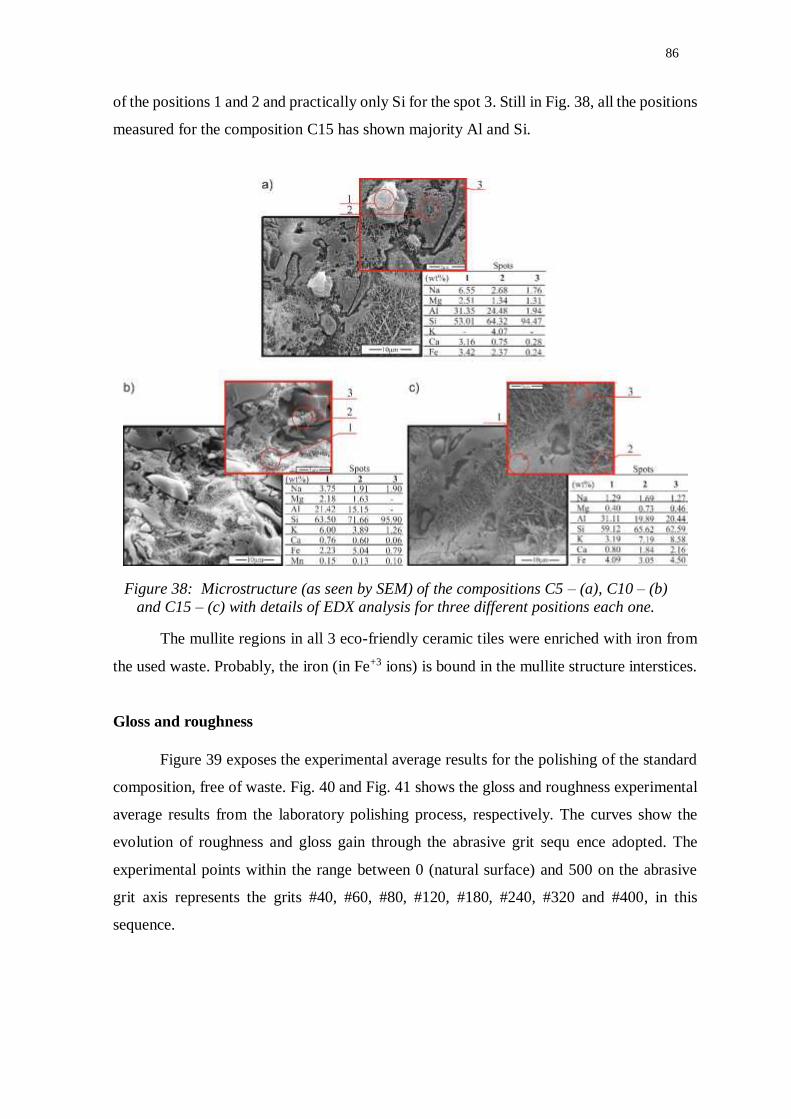
86
of the positions 1 and 2 and practically only Si for the spot 3. Still in Fig. 38, all the positions
measured for the composition C15 has shown majority Al and Si.
Figure 38: Microstructure (as seen by SEM) of the compositions C5 – (a), C10 – (b)
and C15 – (c) with details of EDX analysis for three different positions each one.
The mullite regions in all 3 eco-friendly ceramic tiles were enriched with iron from
the used waste. Probably, the iron (in Fe+3 ions) is bound in the mullite structure interstices.
Gloss and roughness
Figure 39 exposes the experimental average results for the polishing of the standard
composition, free of waste. Fig. 40 and Fig. 41 shows the gloss and roughness experimental
average results from the laboratory polishing process, respectively. The curves show the
evolution of roughness and gloss gain through the abrasive grit sequ ence adopted. The
experimental points within the range between 0 (natural surface) and 500 on the abrasive
grit axis represents the grits #40, #60, #80, #120, #180, #240, #320 and #400, in this
sequence.
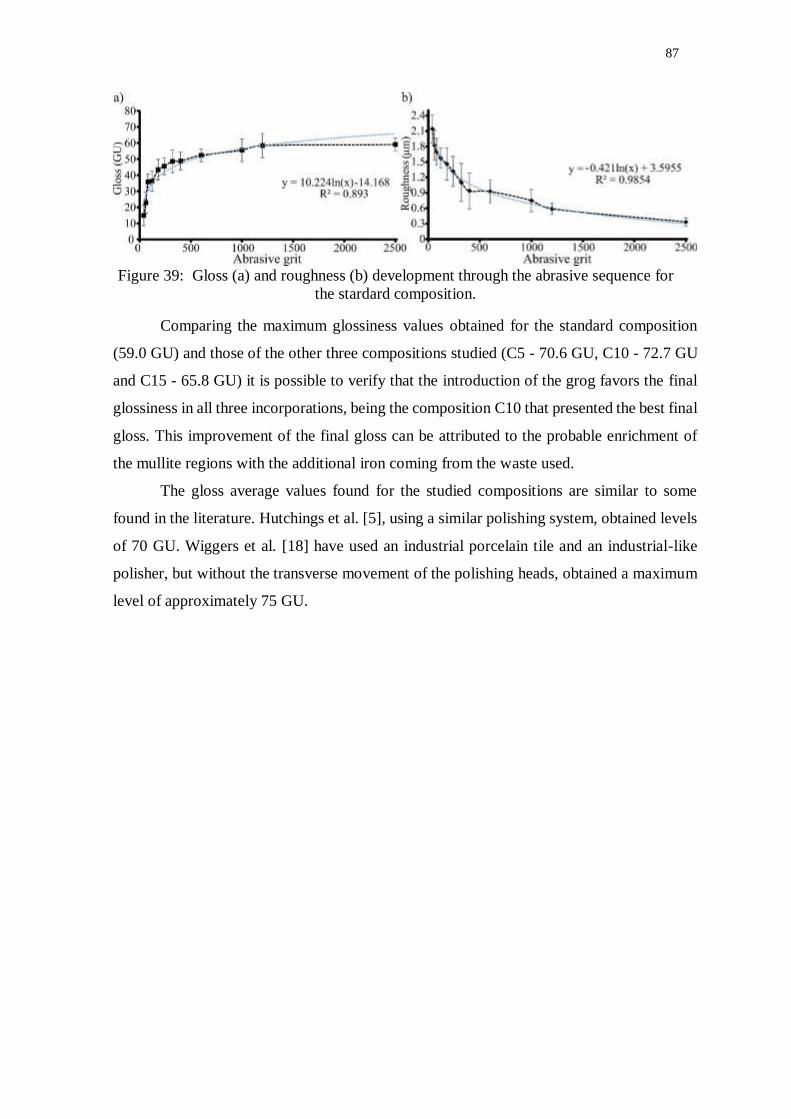
87
Figure 39: Gloss (a) and roughness (b) development through the abrasive sequence for
the stardard composition.
Comparing the maximum glossiness values obtained for the standard composition
(59.0 GU) and those of the other three compositions studied (C5 - 70.6 GU, C10 - 72.7 GU
and C15 - 65.8 GU) it is possible to verify that the introduction of the grog favors the final
glossiness in all three incorporations, being the composition C10 that presented the best final
gloss. This improvement of the final gloss can be attributed to the probable enrichment of
the mullite regions with the additional iron coming from the waste used.
The gloss average values found for the studied compositions are similar to some
found in the literature. Hutchings et al. [5], using a similar polishing system, obtained levels
of 70 GU. Wiggers et al. [18] have used an industrial porcelain tile and an industrial-like
polisher, but without the transverse movement of the polishing heads, obtained a maximum
level of approximately 75 GU.
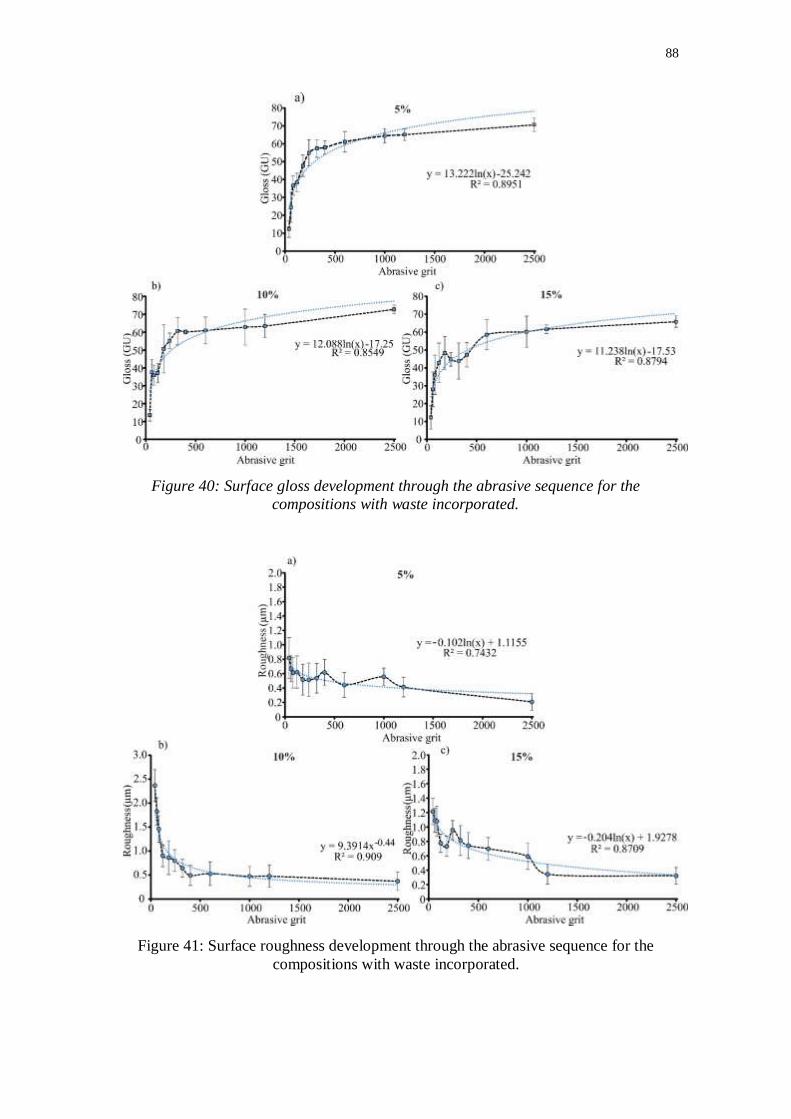
88
Figure 40: Surface gloss development through the abrasive sequence for the
compositions with waste incorporated.
Figure 41: Surface roughness development through the abrasive sequence for the
compositions with waste incorporated.
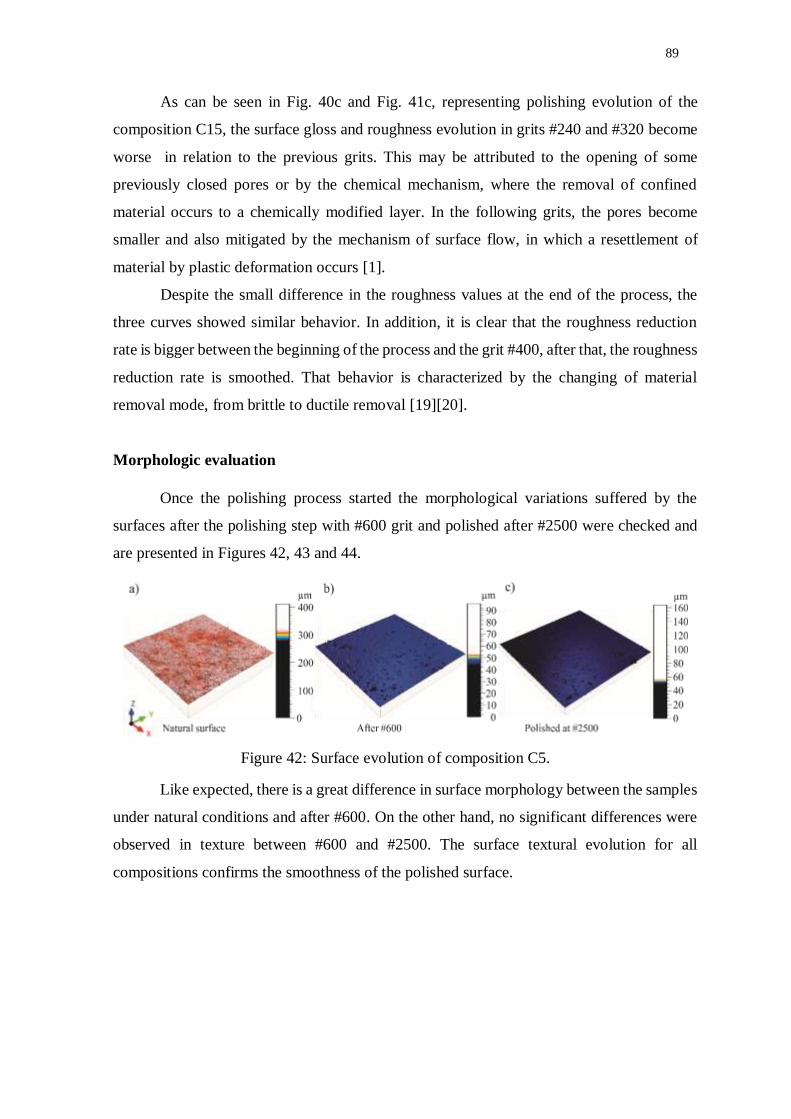
89
As can be seen in Fig. 40c and Fig. 41c, representing polishing evolution of the
composition C15, the surface gloss and roughness evolution in grits #240 and #320 become
worse in relation to the previous grits. This may be attributed to the opening of some
previously closed pores or by the chemical mechanism, where the removal of confined
material occurs to a chemically modified layer. In the following grits, the pores become
smaller and also mitigated by the mechanism of surface flow, in which a resettlement of
material by plastic deformation occurs [1].
Despite the small difference in the roughness values at the end of the process, the
three curves showed similar behavior. In addition, it is clear that the roughness reduction
rate is bigger between the beginning of the process and the grit #400, after that, the roughness
reduction rate is smoothed. That behavior is characterized by the changing of material
removal mode, from brittle to ductile removal [19][20].
Morphologic evaluation
Once the polishing process started the morphological variations suffered by the
surfaces after the polishing step with #600 grit and polished after #2500 were checked and
are presented in Figures 42, 43 and 44.
Figure 42: Surface evolution of composition C5.
Like expected, there is a great difference in surface morphology between the samples
under natural conditions and after #600. On the other hand, no significant differences were
observed in texture between #600 and #2500. The surface textural evolution for all
compositions confirms the smoothness of the polished surface.
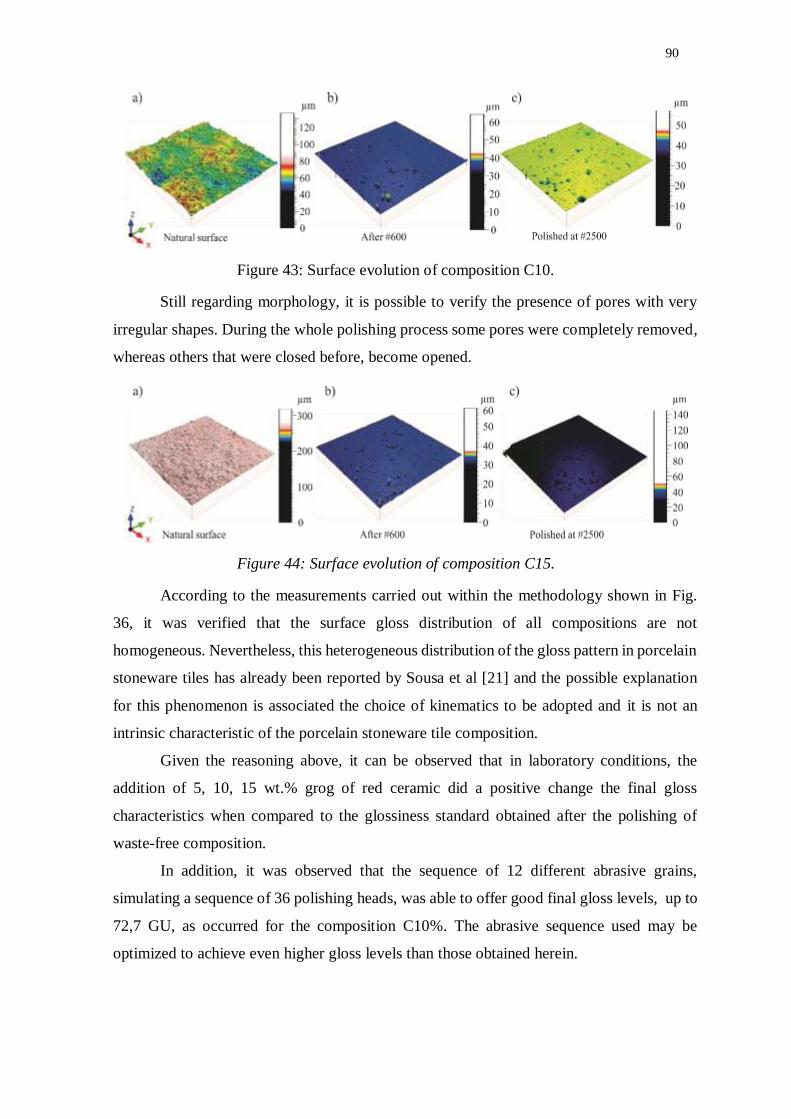
90
Figure 43: Surface evolution of composition C10.
Still regarding morphology, it is possible to verify the presence of pores with very
irregular shapes. During the whole polishing process some pores were completely removed,
whereas others that were closed before, become opened.
Figure 44: Surface evolution of composition C15.
According to the measurements carried out within the methodology shown in Fig.
36, it was verified that the surface gloss distribution of all compositions are not
homogeneous. Nevertheless, this heterogeneous distribution of the gloss pattern in porcelain
stoneware tiles has already been reported by Sousa et al [21] and the possible explanation
for this phenomenon is associated the choice of kinematics to be adopted and it is not an
intrinsic characteristic of the porcelain stoneware tile composition.
Given the reasoning above, it can be observed that in laboratory conditions, the
addition of 5, 10, 15 wt.% grog of red ceramic did a positive change the final gloss
characteristics when compared to the glossiness standard obtained after the polishing of
waste-free composition.
In addition, it was observed that the sequence of 12 different abrasive grains,
simulating a sequence of 36 polishing heads, was able to offer good final gloss levels, up to
72,7 GU, as occurred for the composition C10%. The abrasive sequence used may be
optimized to achieve even higher gloss levels than those obtained herein.
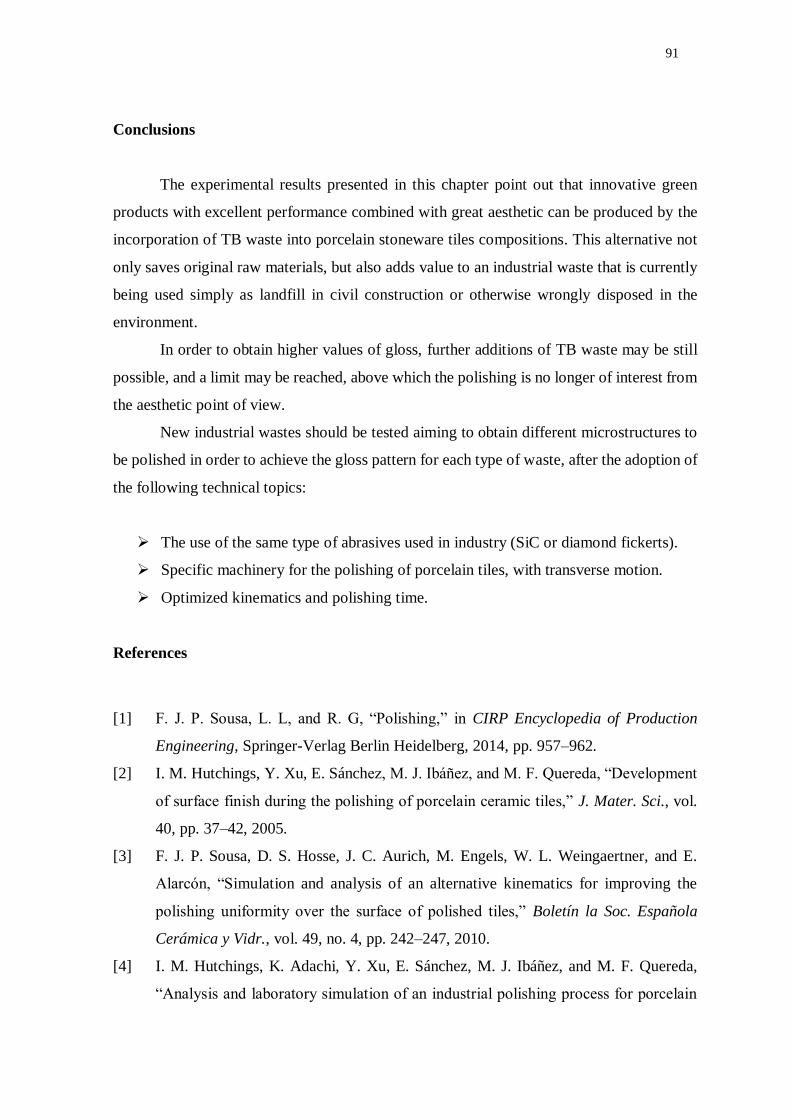
91
Conclusions
The experimental results presented in this chapter point out that innovative green
products with excellent performance combined with great aesthetic can be produced by the
incorporation of TB waste into porcelain stoneware tiles compositions. This alternative not
only saves original raw materials, but also adds value to an industrial waste that is currently
being used simply as landfill in civil construction or otherwise wrongly disposed in the
environment.
In order to obtain higher values of gloss, further additions of TB waste may be still
possible, and a limit may be reached, above which the polishing is no longer of interest from
the aesthetic point of view.
New industrial wastes should be tested aiming to obtain different microstructures to
be polished in order to achieve the gloss pattern for each type of waste, after the adoption of
the following technical topics:
The use of the same type of abrasives used in industry (SiC or diamond fickerts).
Specific machinery for the polishing of porcelain tiles, with transverse motion.
Optimized kinematics and polishing time.
References
[1] F. J. P. Sousa, L. L, and R. G, “Polishing,” in CIRP Encyclopedia of Production
Engineering, Springer-Verlag Berlin Heidelberg, 2014, pp. 957–962.
[2] I. M. Hutchings, Y. Xu, E. Sánchez, M. J. Ibáñez, and M. F. Quereda, “Development
of surface finish during the polishing of porcelain ceramic tiles,” J. Mater. Sci., vol.
40, pp. 37–42, 2005.
[3] F. J. P. Sousa, D. S. Hosse, J. C. Aurich, M. Engels, W. L. Weingaertner, and E.
Alarcón, “Simulation and analysis of an alternative kinematics for improving the
polishing uniformity over the surface of polished tiles,” Boletín la Soc. Española
Cerámica y Vidr., vol. 49, no. 4, pp. 242–247, 2010.
[4] I. M. Hutchings, K. Adachi, Y. Xu, E. Sánchez, M. J. Ibáñez, and M. F. Quereda,
“Analysis and laboratory simulation of an industrial polishing process for porcelain
92
ceramic tiles,” J. Eur. Ceram. Soc., vol. 25, no. 13, pp. 3151–3156, 2005.
[5] I. M. Hutchings, Y. Xu, E. Sánchez, and M. J. I. M. F. Quereda, “Optimización del
proceso de pulido para piezas de gres porcelánico,” in Qualicer, 2006, no. 1, pp. 405–
414.
[6] J. E. Soares Filho, J. C. Aurich, F. J. P. Sousa, R. M. Nascimento, and C. A.
Paskocimas, “Estimation of the minimum material removal thickness during the
polishing process of ceramic tiles by laser triangulation,” Ceram. Int., no. July, pp. 0–
1, 2017.
[7] F. J. Pinheiro Sousa, J. Seewig, C. Chiamulera, O. E. Alarcon, and W. L. Weingärtner,
“Evolution of Wear on the Abrasive Tool during the Polishing of Porcelain Tile Using
Morphological Space,” Adv. Mater. Res., vol. 906, pp. 293–302, 2014.
[8] A. S. B. D. S. Nascimento and F. J. P. Sousa, “Distribution of contact pressure over
the surface of ceramic floor tiles during the polishing process,” J. Eur. Ceram. Soc.,
vol. 34, no. 13, pp. 3209–3215, 2014.
[9] C. Cass and B. E. D. T. Técnico, “Optical haze on polished porcelain tiles, a consumer
’ s perspective,” in Qualicer 2010., 2010, pp. 1–16.
[10] R. M. Novais, M. P. Seabra, and J. A. Labrincha, “Wood waste incorporation for
lightweight porcelain stoneware tiles with tailored thermal conductivity,” J. Clean.
Prod., vol. 90, pp. 66–72, 2015.
[11] M. F. Serra, M. S. Conconi, G. Suarez, E. F. Aglietti, and N. M. Rendtorff, “Volcanic
ash as flux in clay based triaxial ceramic materials, effect of the firing temperature in
phases and mechanical properties,” Ceram. Int., vol. 41, no. 5, pp. 6169–6177, 2015.
[12] M. Awaad, S. M. Naga, and N. El-Mehalawy, “Effect of replacing weathered feldspar
for potash feldspar in the production of stoneware tiles containing fish bone ash,”
Ceram. Int., vol. 41, no. 6, pp. 7816–7822, 2015.
[13] K. Kim, K. Kim, and J. Hwang, “Characterization of ceramic tiles containing LCD
waste glass,” Ceram. Int., vol. 42, no. 6, pp. 7626–7631, 2015.
[14] D. Gouvêa, T. T. Kaneko, H. Kahn, E. De Souza Conceição, and J. L. Antoniassi,
“Using bone ash as an additive in porcelain sintering,” Ceram. Int., vol. 41, no. 1, pp.
487–496, 2015.
[15] F. Andreola, L. Barbieri, I. Lancellotti, C. Leonelli, and T. Manfredini, “Recycling of
industrial wastes in ceramic manufacturing: State of art and glass case studies,”
Ceram. Int., vol. 42, no. 12, pp. 13333–13338, 2016.
93
[16] ABNT, Associação Brasileira de Normas Técnicas. NBR 13817 - Placas cerâmicas
para revestimento - Classificação. Brasil, 1997, pp. 1–3.
[17] European Standard for Ceramic floor and wall tiles. Specification for dust-pressed
ceramic tiles with a low water absorption (E ≤ 3%). Group B1., “EN 176,” 1991.
[18] W. S. Wiggers, R. A. Santos, and D. Hotza, “Evolução da Superfície do Porcelanato
ao Longo do Processo de Polimento,” Cerâmica, vol. 12, pp. 27–30, 2007.
[19] A. Olenburg, J. C. Aurich, F. J. P. Sousa, “Polishing process of ceramic tiles –
influence of tool wear on gloss,” in Proceedings of Qualicer: World congress on
ceramic tile quality Vol. I. Castellón: Cámara Oficial de Comercio, Industria y
Navegación, 2014, no. 1, pp. 1–13.
[20] E. Sánchez, M. J. Ibáñez, M. J. Orts, and V. Cantavella, “Polishing porcelain tile. Part
1: wear mechanism,” Am. Ceram. Soc., no. September, pp. 50–54, 2002.
[21] F. J. P. Sousa, N. Vicente, W. L. Weingaertner, and O. E. Alarcon, “Glossiness
distribution over the surface of stoneware floor tiles due to the polishing process,” J.
Mater. Sci., vol. 42, no. 24, pp. 10124–10132, 2007.
94
3.4 EVALUATION OF SURFACE QUALITY AFTER POLISHING OF ECO-
FRIENDLY PORCELAIN STONEWARE TILES MADE WITH KAOLIN ORE
WASTE
*(Submitted to the Journal of the American Ceramic Society)
To effectively utilize the waste from kaolin ore in ceramic floor tiles, three compositions
with 10, 15 and 20% of additions were successfully developed, based on the excellent
technological properties reached. A standard composition (waste-free) was also developed for
comparison purposes. Beyond the usual technogical properties, this research investigates the
influence of the addition of the waste from kaolin ore on the final surface glossiness via polishing
process, including microstructural and morphological evaluation, still not addressed by previous
literature. The results showed that extra mullite source from the kaolin ore waste may influence
positively the final quality of the porcelain stoneware tiles. The highest glossiness reached was 70
gloss units for the mixture C20, which represented an increase of 18.6% in the final surface
glossiness in comparison with the standard composition. This study therefore reveals that kaolin
ore wastes can be used to produce eco-friendly porcelain stoneware tiles in the polished version,
without damaging the final level of gloss.
Introdution
Nowadays one of the biggest concerns of humanity is the conservation of nature, a practical
challenge is the development of new routes for the sustainable development and management of
industrial waste. Motivated by the reduction in the consumption of natural raw materials, which
are increasingly scarce, and by the need to add value to increasingly abundant industrial wastes,
this investigation encompasses a sequence of investigations aiming to produce environmental eco-
friendly polished porcelain stoneware tiles [1]. Specifically, the present study investigates the
feasibility of using the first waste generated from the kaolin ore beneficiation process, colloquially
known as coarse kaolin (CK), as a partial replacement in the production of eco-friendly porcelain
stoneware tiles, including the polishing process.
In Brazil, the state of Rio Grande do Norte is one of the largest producers of kaolin ore,
consequently it is one of the largest generators of the waste from the processing of this material.
Currently, the introduction of the waste from kaolin beneficiation process in formulations
of various mullite-based ceramic products is very well-known in the literature [2][3][4]. Regarding
porcelain stoneware tile production, the use of industrial wastes in formulations not only saves
natural raw material [5][6][7], but also saves energy. For instance, Sangsom Chitwaree et al [8]
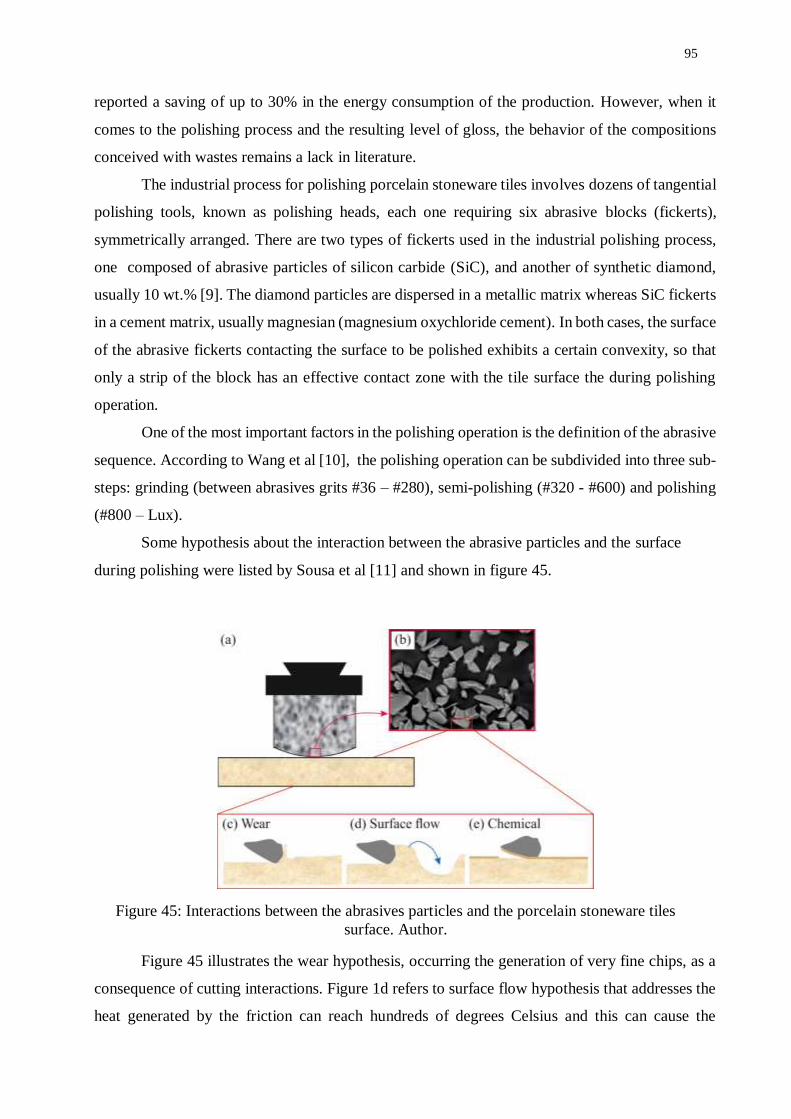
95
reported a saving of up to 30% in the energy consumption of the production. However, when it
comes to the polishing process and the resulting level of gloss, the behavior of the compositions
conceived with wastes remains a lack in literature.
The industrial process for polishing porcelain stoneware tiles involves dozens of tangential
polishing tools, known as polishing heads, each one requiring six abrasive blocks (fickerts),
symmetrically arranged. There are two types of fickerts used in the industrial polishing process,
one composed of abrasive particles of silicon carbide (SiC), and another of synthetic diamond,
usually 10 wt.% [9]. The diamond particles are dispersed in a metallic matrix whereas SiC fickerts
in a cement matrix, usually magnesian (magnesium oxychloride cement). In both cases, the surface
of the abrasive fickerts contacting the surface to be polished exhibits a certain convexity, so that
only a strip of the block has an effective contact zone with the tile surface the during polishing
operation.
One of the most important factors in the polishing operation is the definition of the abrasive
sequence. According to Wang et al [10], the polishing operation can be subdivided into three sub-
steps: grinding (between abrasives grits #36 – #280), semi-polishing (#320 - #600) and polishing
(#800 – Lux).
Some hypothesis about the interaction between the abrasive particles and the surface
during polishing were listed by Sousa et al [11] and shown in figure 45.
Figure 45: Interactions between the abrasives particles and the porcelain stoneware tiles
surface. Author.
Figure 45 illustrates the wear hypothesis, occurring the generation of very fine chips, as a
consequence of cutting interactions. Figure 1d refers to surface flow hypothesis that addresses the
heat generated by the friction can reach hundreds of degrees Celsius and this can cause the
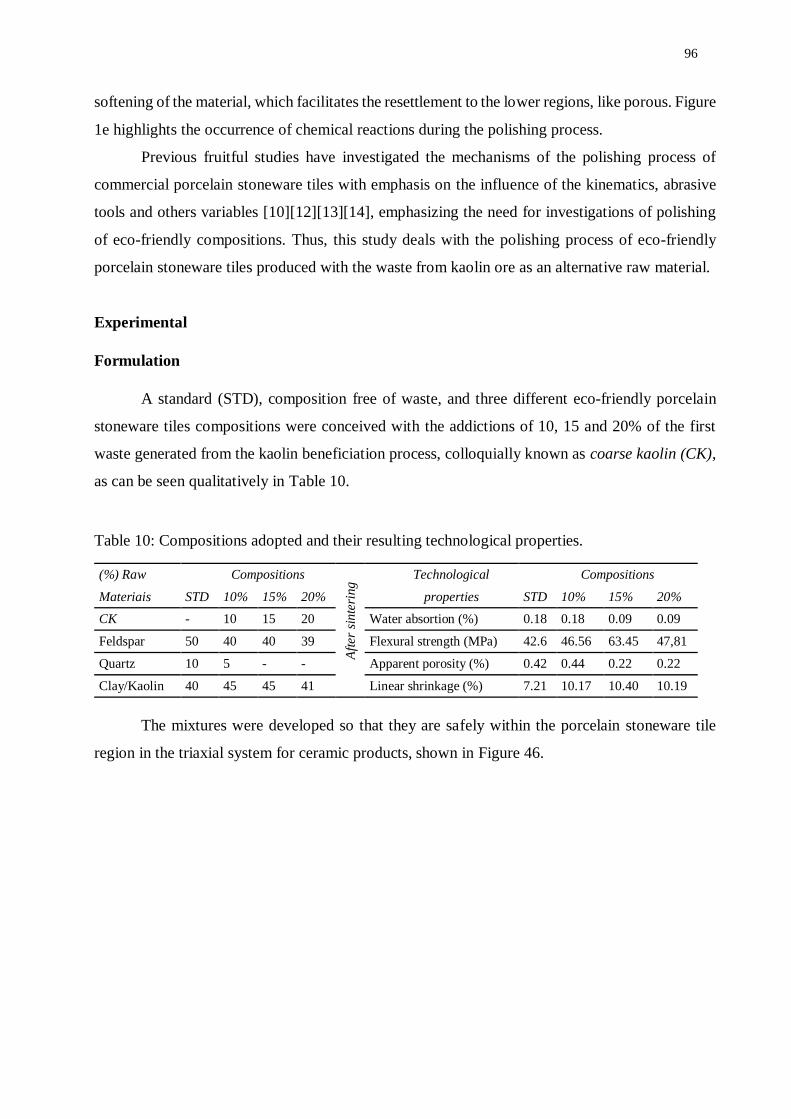
96
softening of the material, which facilitates the resettlement to the lower regions, like porous. Figure
1e highlights the occurrence of chemical reactions during the polishing process.
Previous fruitful studies have investigated the mechanisms of the polishing process of
commercial porcelain stoneware tiles with emphasis on the influence of the kinematics, abrasive
tools and others variables [10][12][13][14], emphasizing the need for investigations of polishing
of eco-friendly compositions. Thus, this study deals with the polishing process of eco-friendly
porcelain stoneware tiles produced with the waste from kaolin ore as an alternative raw material.
Experimental
Formulation
A standard (STD), composition free of waste, and three different eco-friendly porcelain
stoneware tiles compositions were conceived with the addictions of 10, 15 and 20% of the first
waste generated from the kaolin beneficiation process, colloquially known as coarse kaolin (CK),
as can be seen qualitatively in Table 10.
Table 10: Compositions adopted and their resulting technological properties.
(%) Raw Compositions
Aft
er s
inte
rin
g Technological Compositions
Materiais STD 10% 15% 20% properties STD 10% 15% 20%
CK - 10 15 20 Water absortion (%) 0.18 0.18 0.09 0.09
Feldspar 50 40 40 39 Flexural strength (MPa) 42.6 46.56 63.45 47,81
Quartz 10 5 - - Apparent porosity (%) 0.42 0.44 0.22 0.22
Clay/Kaolin 40 45 45 41 Linear shrinkage (%) 7.21 10.17 10.40 10.19
The mixtures were developed so that they are safely within the porcelain stoneware tile
region in the triaxial system for ceramic products, shown in Figure 46.
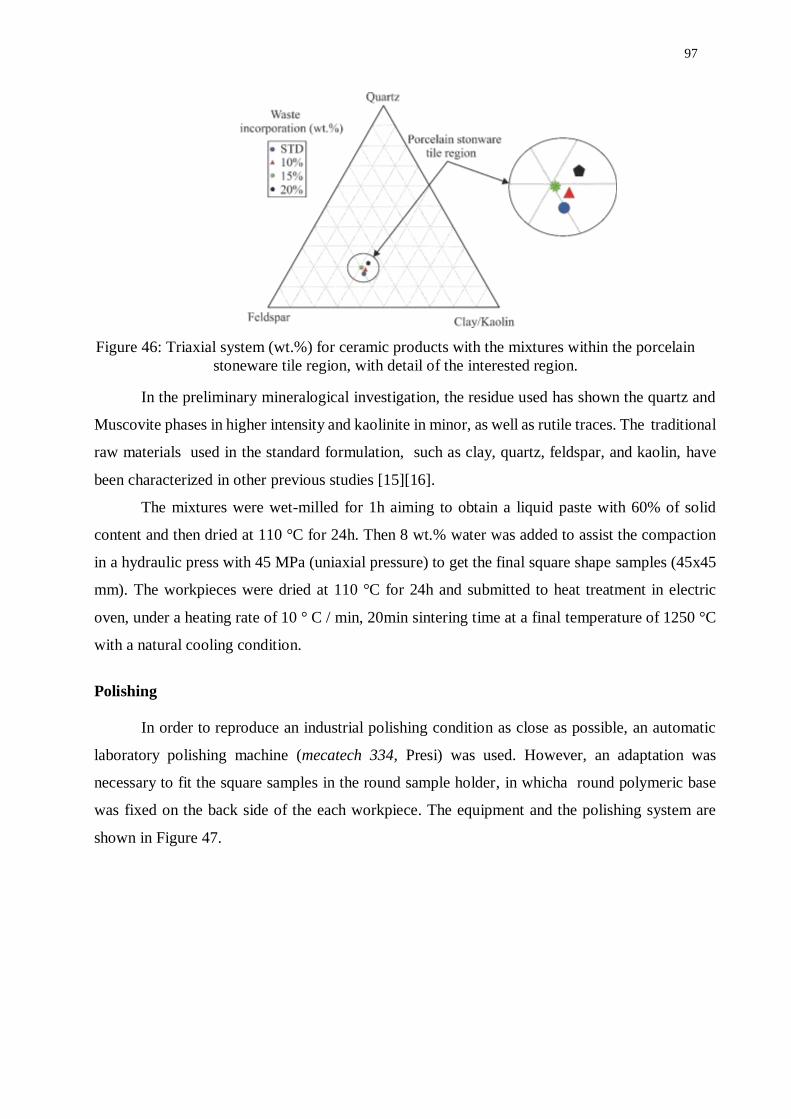
97
Figure 46: Triaxial system (wt.%) for ceramic products with the mixtures within the porcelain
stoneware tile region, with detail of the interested region.
In the preliminary mineralogical investigation, the residue used has shown the quartz and
Muscovite phases in higher intensity and kaolinite in minor, as well as rutile traces. The traditional
raw materials used in the standard formulation, such as clay, quartz, feldspar, and kaolin, have
been characterized in other previous studies [15][16].
The mixtures were wet-milled for 1h aiming to obtain a liquid paste with 60% of solid
content and then dried at 110 °C for 24h. Then 8 wt.% water was added to assist the compaction
in a hydraulic press with 45 MPa (uniaxial pressure) to get the final square shape samples (45x45
mm). The workpieces were dried at 110 °C for 24h and submitted to heat treatment in electric
oven, under a heating rate of 10 ° C / min, 20min sintering time at a final temperature of 1250 °C
with a natural cooling condition.
Polishing
In order to reproduce an industrial polishing condition as close as possible, an automatic
laboratory polishing machine (mecatech 334, Presi) was used. However, an adaptation was
necessary to fit the square samples in the round sample holder, in whicha round polymeric base
was fixed on the back side of the each workpiece. The equipment and the polishing system are
shown in Figure 47.
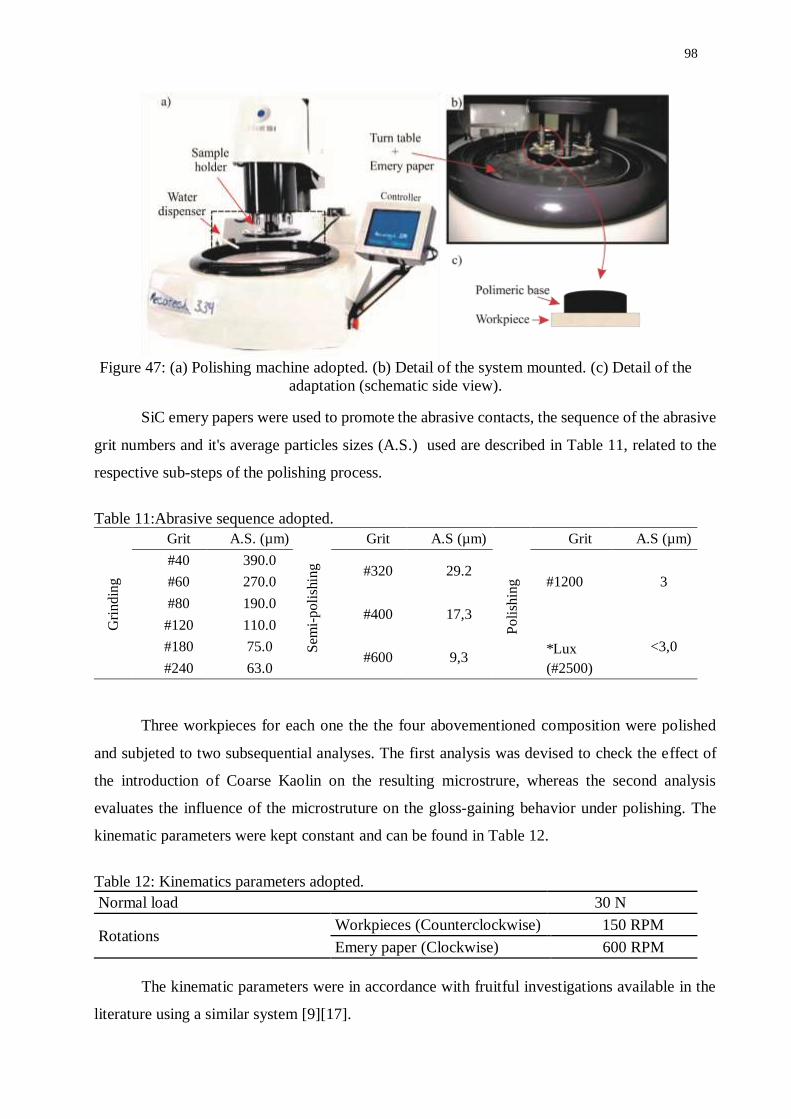
98
Figure 47: (a) Polishing machine adopted. (b) Detail of the system mounted. (c) Detail of the
adaptation (schematic side view).
SiC emery papers were used to promote the abrasive contacts, the sequence of the abrasive
grit numbers and it's average particles sizes (A.S.) used are described in Table 11, related to the
respective sub-steps of the polishing process.
Table 11:Abrasive sequence adopted.
Three workpieces for each one the the four abovementioned composition were polished
and subjeted to two subsequential analyses. The first analysis was devised to check the effect of
the introduction of Coarse Kaolin on the resulting microstrure, whereas the second analysis
evaluates the influence of the microstruture on the gloss-gaining behavior under polishing. The
kinematic parameters were kept constant and can be found in Table 12.
Table 12: Kinematics parameters adopted.
The kinematic parameters were in accordance with fruitful investigations available in the
literature using a similar system [9][17].
G
rindin
g
Grit A.S. (µm)
S
emi-
poli
shin
g
Grit A.S (µm)
Poli
shin
g
Grit A.S (µm)
#40 390.0 #320 29.2
#1200 3 #60 270.0
#80 190.0 #400 17,3
#120 110.0
*Lux <3,0 #180 75.0 #600 9,3
#240 63.0 (#2500)
Normal load 30 N
Rotations Workpieces (Counterclockwise) 150 RPM
Emery paper (Clockwise) 600 RPM
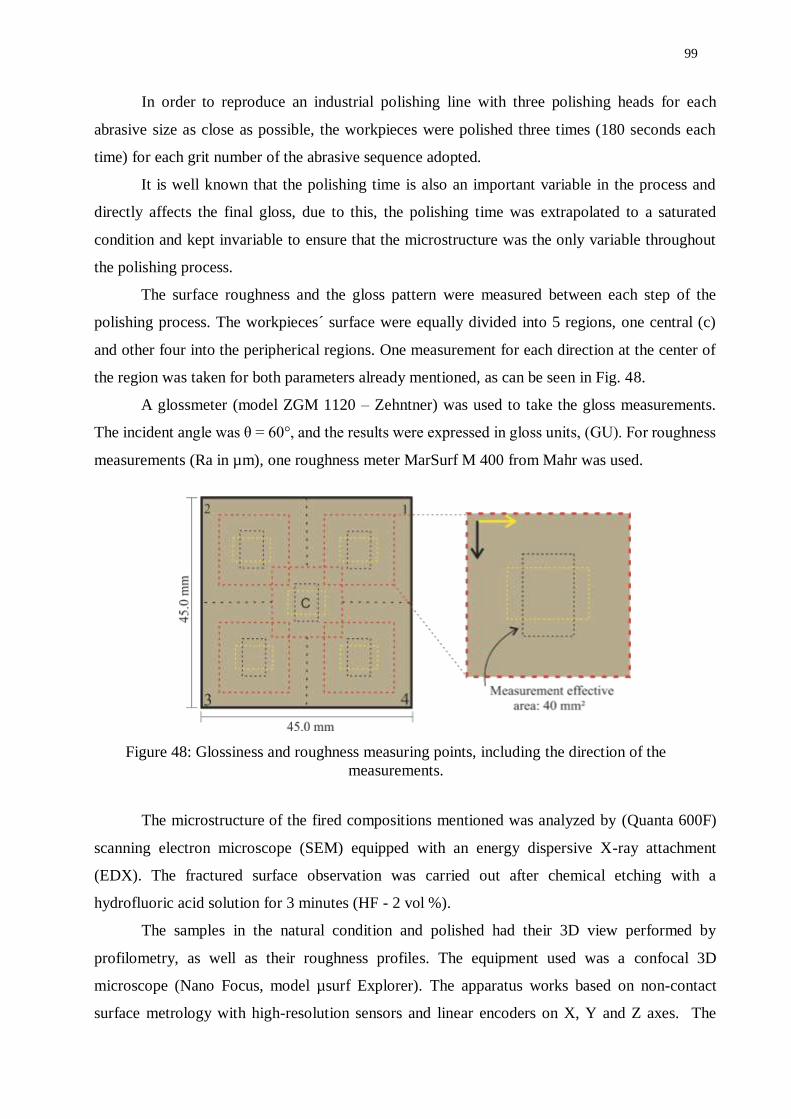
99
In order to reproduce an industrial polishing line with three polishing heads for each
abrasive size as close as possible, the workpieces were polished three times (180 seconds each
time) for each grit number of the abrasive sequence adopted.
It is well known that the polishing time is also an important variable in the process and
directly affects the final gloss, due to this, the polishing time was extrapolated to a saturated
condition and kept invariable to ensure that the microstructure was the only variable throughout
the polishing process.
The surface roughness and the gloss pattern were measured between each step of the
polishing process. The workpieces´ surface were equally divided into 5 regions, one central (c)
and other four into the peripherical regions. One measurement for each direction at the center of
the region was taken for both parameters already mentioned, as can be seen in Fig. 48.
A glossmeter (model ZGM 1120 – Zehntner) was used to take the gloss measurements.
The incident angle was θ = 60°, and the results were expressed in gloss units, (GU). For roughness
measurements (Ra in µm), one roughness meter MarSurf M 400 from Mahr was used.
Figure 48: Glossiness and roughness measuring points, including the direction of the
measurements.
The microstructure of the fired compositions mentioned was analyzed by (Quanta 600F)
scanning electron microscope (SEM) equipped with an energy dispersive X-ray attachment
(EDX). The fractured surface observation was carried out after chemical etching with a
hydrofluoric acid solution for 3 minutes (HF - 2 vol %).
The samples in the natural condition and polished had their 3D view performed by
profilometry, as well as their roughness profiles. The equipment used was a confocal 3D
microscope (Nano Focus, model µsurf Explorer). The apparatus works based on non-contact
surface metrology with high-resolution sensors and linear encoders on X, Y and Z axes. The
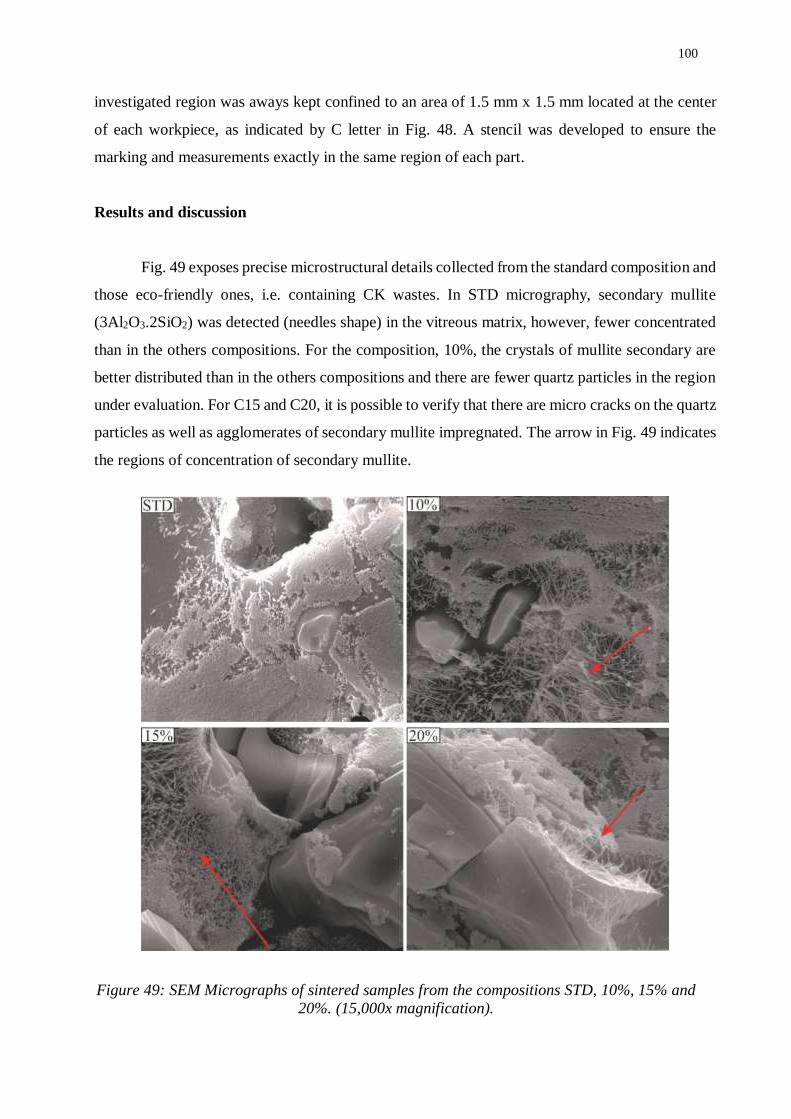
100
investigated region was aways kept confined to an area of 1.5 mm x 1.5 mm located at the center
of each workpiece, as indicated by C letter in Fig. 48. A stencil was developed to ensure the
marking and measurements exactly in the same region of each part.
Results and discussion
Fig. 49 exposes precise microstructural details collected from the standard composition and
those eco-friendly ones, i.e. containing CK wastes. In STD micrography, secondary mullite
(3Al2O3.2SiO2) was detected (needles shape) in the vitreous matrix, however, fewer concentrated
than in the others compositions. For the composition, 10%, the crystals of mullite secondary are
better distributed than in the others compositions and there are fewer quartz particles in the region
under evaluation. For C15 and C20, it is possible to verify that there are micro cracks on the quartz
particles as well as agglomerates of secondary mullite impregnated. The arrow in Fig. 49 indicates
the regions of concentration of secondary mullite.
Figure 49: SEM Micrographs of sintered samples from the compositions STD, 10%, 15% and
20%. (15,000x magnification).
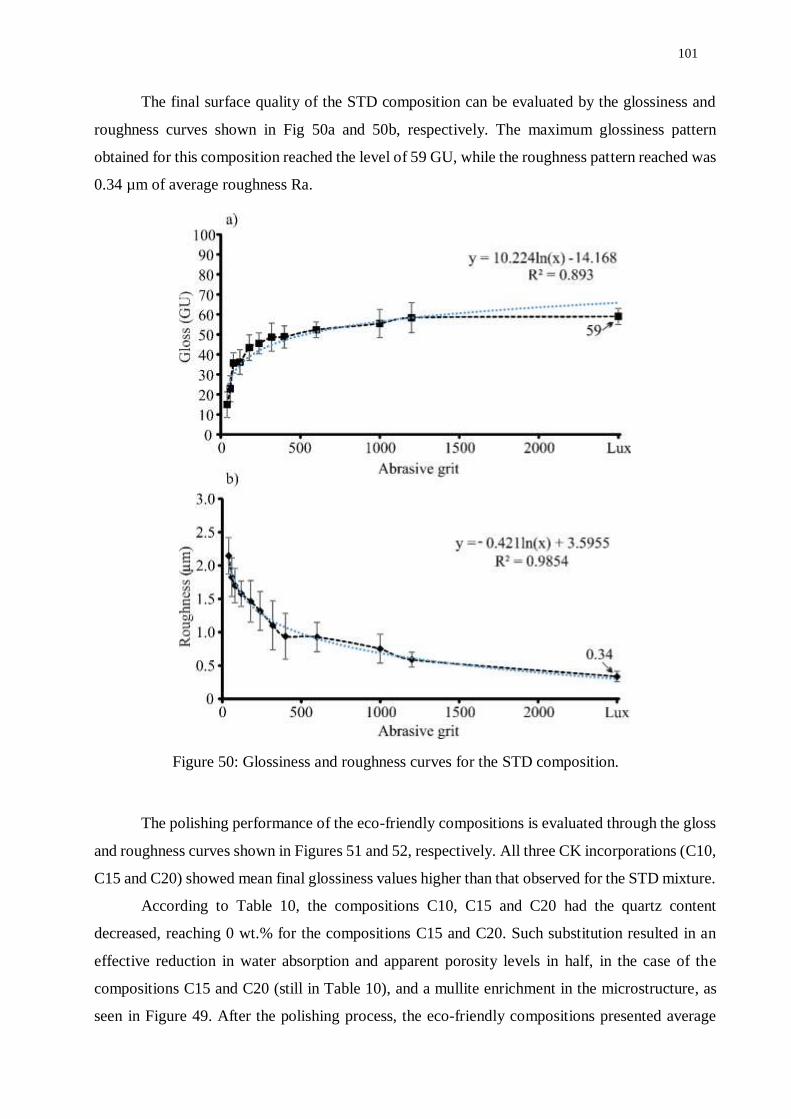
101
The final surface quality of the STD composition can be evaluated by the glossiness and
roughness curves shown in Fig 50a and 50b, respectively. The maximum glossiness pattern
obtained for this composition reached the level of 59 GU, while the roughness pattern reached was
0.34 µm of average roughness Ra.
Figure 50: Glossiness and roughness curves for the STD composition.
The polishing performance of the eco-friendly compositions is evaluated through the gloss
and roughness curves shown in Figures 51 and 52, respectively. All three CK incorporations (C10,
C15 and C20) showed mean final glossiness values higher than that observed for the STD mixture.
According to Table 10, the compositions C10, C15 and C20 had the quartz content
decreased, reaching 0 wt.% for the compositions C15 and C20. Such substitution resulted in an
effective reduction in water absorption and apparent porosity levels in half, in the case of the
compositions C15 and C20 (still in Table 10), and a mullite enrichment in the microstructure, as
seen in Figure 49. After the polishing process, the eco-friendly compositions presented average

102
gloss values higher than the standard composition, with the composition C20 being the highest
glossiness average and showing the best topography of the polished surface (Figure 55b).
In this way, considering that all mixtures were polished under the same condition is
reasonable to state that the glossiness patterns for the eco-friendly compositions were probably
improved by the enrichment of mullite from the CK insertion.
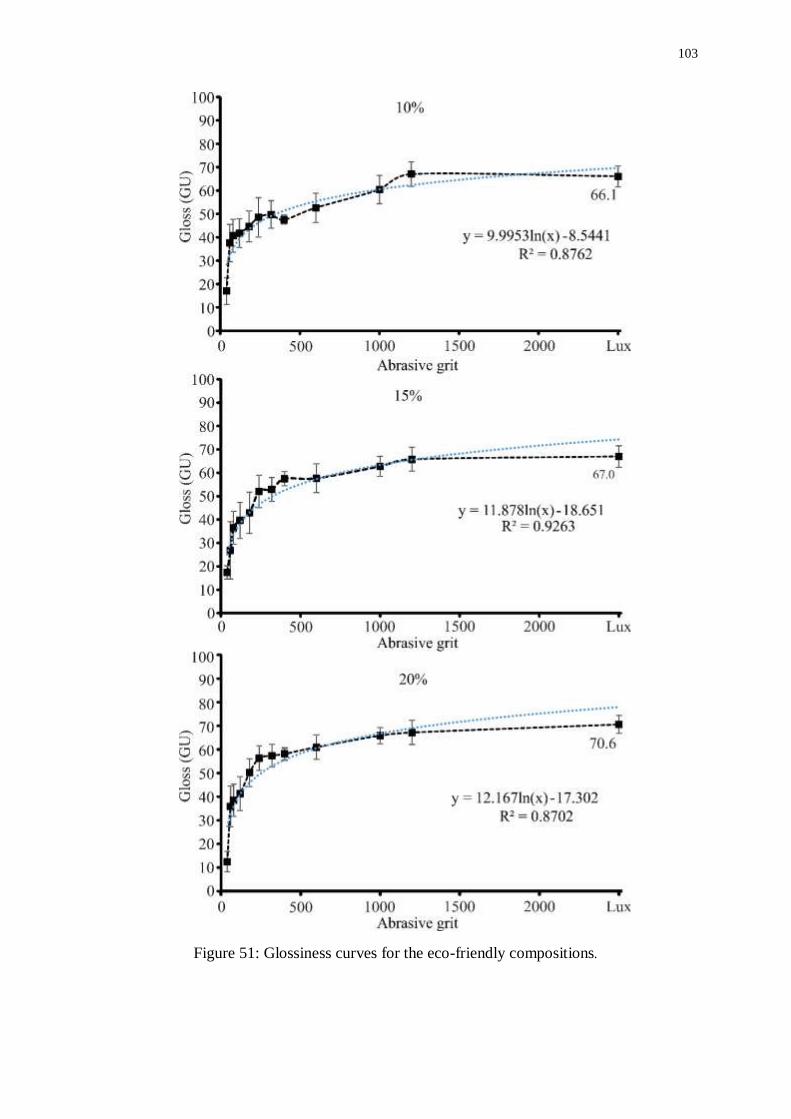
103
Figure 51: Glossiness curves for the eco-friendly compositions.
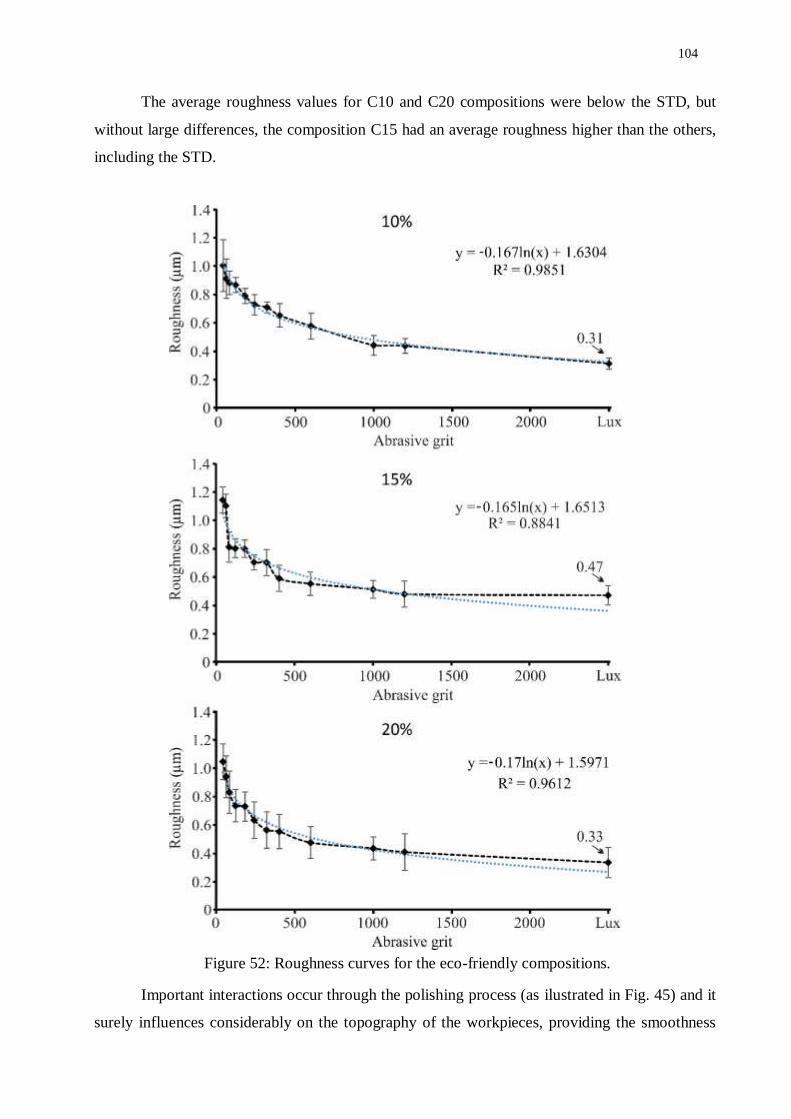
104
The average roughness values for C10 and C20 compositions were below the STD, but
without large differences, the composition C15 had an average roughness higher than the others,
including the STD.
Important interactions occur through the polishing process (as ilustrated in Fig. 45) and it
surely influences considerably on the topography of the workpieces, providing the smoothness
Figure 52: Roughness curves for the eco-friendly compositions.
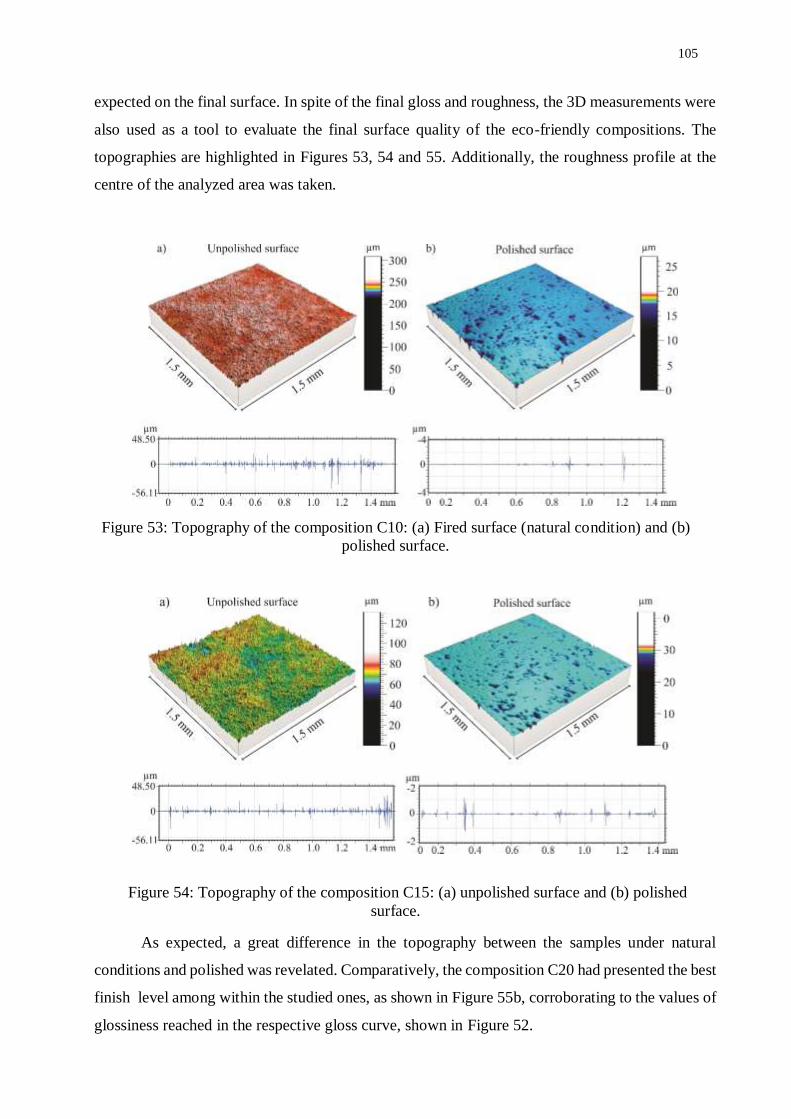
105
expected on the final surface. In spite of the final gloss and roughness, the 3D measurements were
also used as a tool to evaluate the final surface quality of the eco-friendly compositions. The
topographies are highlighted in Figures 53, 54 and 55. Additionally, the roughness profile at the
centre of the analyzed area was taken.
Figure 53: Topography of the composition C10: (a) Fired surface (natural condition) and (b)
polished surface.
Figure 54: Topography of the composition C15: (a) unpolished surface and (b) polished
surface.
As expected, a great difference in the topography between the samples under natural
conditions and polished was revelated. Comparatively, the composition C20 had presented the best
finish level among within the studied ones, as shown in Figure 55b, corroborating to the values of
glossiness reached in the respective gloss curve, shown in Figure 52.
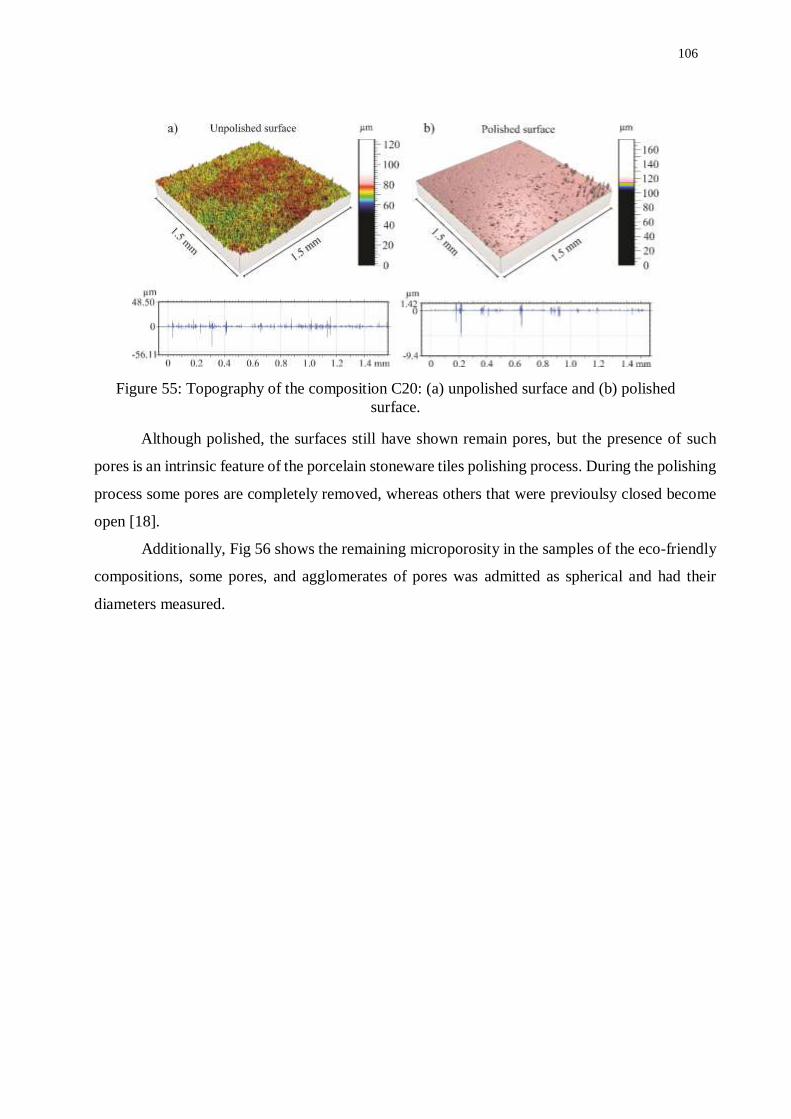
106
Figure 55: Topography of the composition C20: (a) unpolished surface and (b) polished
surface.
Although polished, the surfaces still have shown remain pores, but the presence of such
pores is an intrinsic feature of the porcelain stoneware tiles polishing process. During the polishing
process some pores are completely removed, whereas others that were previoulsy closed become
open [18].
Additionally, Fig 56 shows the remaining microporosity in the samples of the eco-friendly
compositions, some pores, and agglomerates of pores was admitted as spherical and had their
diameters measured.
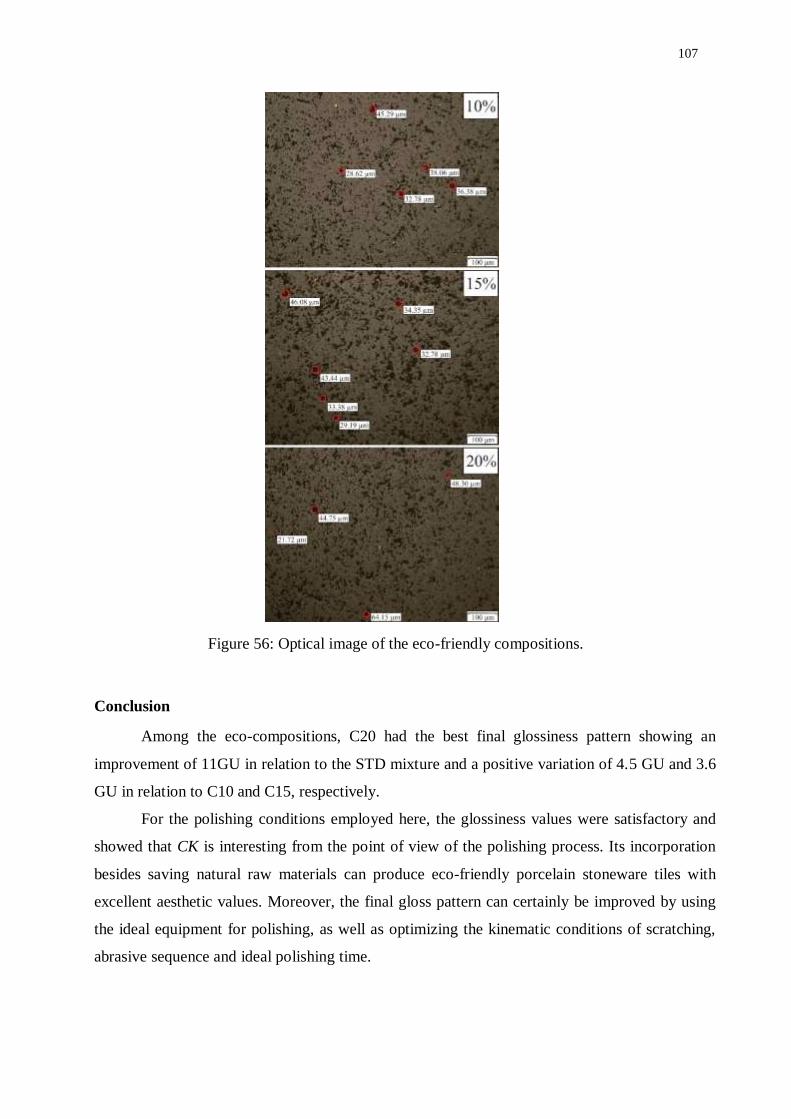
107
Figure 56: Optical image of the eco-friendly compositions.
Conclusion
Among the eco-compositions, C20 had the best final glossiness pattern showing an
improvement of 11GU in relation to the STD mixture and a positive variation of 4.5 GU and 3.6
GU in relation to C10 and C15, respectively.
For the polishing conditions employed here, the glossiness values were satisfactory and
showed that CK is interesting from the point of view of the polishing process. Its incorporation
besides saving natural raw materials can produce eco-friendly porcelain stoneware tiles with
excellent aesthetic values. Moreover, the final gloss pattern can certainly be improved by using
the ideal equipment for polishing, as well as optimizing the kinematic conditions of scratching,
abrasive sequence and ideal polishing time.
108
References
[1] J. E. Soares Filho, J. C. Aurich, F. J. P. Sousa, R. M. Nascimento, and C. A. Paskocimas,
“Estimation of the minimum material removal thickness during the polishing process of
ceramic tiles by laser triangulation,” Ceram. Int., no. July, pp. 0–1, 2017.
[2] H. P. A reiro, and D. A. Macedo, “Structural study of mullite based ceramics derived from
a mica-rich kaolin waste,” Ceram. Int., vol. 43, no. 4, pp. 3919–3922, Mar. 2017.
[3] R. R. Menezes, M. I. Brasileiro, W. P. Gonçalves, L. N. D. L. Santana, G. A. Neves, H. S.
Ferreira, and H. C. Ferreira, “Statistical design for recycling kaolin processing waste in the
manufacturing of mullite-based ceramics,” Mater. Res., vol. 12, no. 2, pp. 201–209, 2009.
[4] H. P. A. Alves, J. B. Silva, L. F. A. Campos, S. M. Torres, R. P. S. Dutra, and D. A. Macedo,
“Preparation of mullite based ceramics from clay–kaolin waste mixtures,” Ceram. Int., vol.
42, no. 16, pp. 19086–19090, Dec. 2016.
[5] F. Andreola, L. Barbieri, I. Lancellotti, C. Leonelli, and T. Manfredini, “Recycling of
industrial wastes in ceramic manufacturing: State of art and glass case studies,” Ceram. Int.,
vol. 42, no. 12, pp. 13333–13338, 2016.
[6] P. Ter Teo, A. S. Anasyida, P. Basu, and M. S. Nurulakmal, “Recycling of Malaysia’s
electric arc furnace (EAF) slag waste into heavy-duty green ceramic tile,” Waste Manag.,
vol. 34, no. 12, pp. 2697–2708, 2014.
[7] B. C. A. Pinheiro and J. N. F. Holanda, “Reuse of solid petroleum waste in the manufacture
of porcelain stoneware tile,” J. Environ. Manage., vol. 118, pp. 205–210, 2013.
[8] S. Chitwaree, J. Tiansuwan, N. Thavarungkul, and L. Punsukumtana, “Energy saving in
sintering of porcelain stoneware tile manufacturing by using recycled glass and pottery
stone as substitute materials,” Case Stud. Therm. Eng., vol. 11, no. January, pp. 81–88,
2018.
[9] I. M. Hutchings, Y. Xu, E. Sánchez, M. J. Ibáñez, and M. F. Quereda, “Development of
surface finish during the polishing of porcelain ceramic tiles,” J. Mater. Sci., vol. 40, pp.
37–42, 2005.
[10] C. Y. Wang, T. C. Kuang, Z. Qin, and X. Wei, “How Abrasive Machining Affects Surface
Characteristics of Vitreous Cermamic Tile,” Am. Ceram. Soc., no. October, pp. 9201–9208,
2003.
[11] F. J. P. Sousa, L. L, and R. G, “Polishing,” in CIRP Encyclopedia of Production
Engineering, Springer-Verlag Berlin Heidelberg, 2014, pp. 957–962.
[12] V. Cantavella, E. Sánchez, M. J. Ibáñez, M. J. Orts, J. García-Ten, and A. Gozalbo,
109
“Grinding Work Simulation in Industrial Porcelain Tile Polishing,” Key Eng. Mater., vol.
264–268, no. 1, pp. 1467–1470, 2004.
[13] F. J. P. Sousa, J. C. Aurich, W. L. Weingaertner, and O. E. Alarcon, “Kinematics of a single
abrasive particle during the industrial polishing process of porcelain stoneware tiles,” J.
Eur. Ceram. Soc., vol. 27, no. 10, pp. 3183–3190, 2007.
[14] F. J. Pinheiro Sousa, J. Seewig, C. Chiamulera, O. E. Alarcon, and W. L. Weingärtner,
“Evolution of Wear on the Abrasive Tool during the Polishing of Porcelain Tile Using
Morphological Space,” Adv. Mater. Res., vol. 906, pp. 293–302, 2014.
[15] J. E. Soares Filho, A. de O. Feitosa, L. L. Santos, L. F. A. Campos, and R. P. S. Dutra,
“Study of the Effect of Feldspar Replacement from a Mixture of Glass / Syenite in
Technological Properties of Ceramic Coatings,” Mater. Sci. Forum, vol. 798–799, pp. 294–
299, 2014.
[16] A. de Oliveira Feitosa, J. E. S. Filho, L. L. dos Santos, R. R. Menezes, and R. P. S. Dutra,
Analysis of color of the ceramic coatings submitted to different processing conditions, vol.
798–799. 2014.
[17] I. M. Hutchings, K. Adachi, Y. Xu, E. Sánchez, M. J. Ibáñez, and M. F. Quereda, “Analysis
and laboratory simulation of an industrial polishing process for porcelain ceramic tiles,” J.
Eur. Ceram. Soc., vol. 25, no. 13, pp. 3151–3156, 2005.
[18] H. J. Alves, M. R. Freitas, F. G. Melchiades, and A. O. Boschi, “Dependence of surface
porosity on the polishing depth of porcelain stoneware tiles,” J. Eur. Ceram. Soc., vol. 31,
no. 5, pp. 665–671, 2011.
110
4 FINAL CONSIDERATIONS
This thesis has studied for the first time the influence of the microstructure on the polishing
process of porcelain stoneware tiles manufactured with industrial wastes. The information herein
generated was presented in four chapters, which provide the experimental subsidies, still missing
in the literature, for the development of eco-friendly porcelain stoneware tiles in the polished
version. This is a product of higher production cost among the other typologies of ceramic tiles,
with high benefit and aesthetic appeal.
The investigations in the manuscripts dealt with the characterization and evaluation of the
potentiality of insertion of different industrial wastes in ceramic matrix for high performance floor
tiles. An innovative pre-polishing study and the evaluation of the surface quality of the porcelain
stoneware tiles developed with residues, relating to the microstructural difference generated by the
insertion of the wastes.
In the chapter, “High-performance green ceramic tiles formulations with industrial
wastes: development and microstructural evaluation”, high-performance ceramic tiles were
designed based on the analysis of the technological and mechanical properties of the mixtures with
industrial wastes included in the composition. All the wastes considered in this investigation are
from the state of Rio Grande do Norte - Brazil and showed similar characteristics when compared
to main raw materials used in the manufacturing process of porcelain stoneware tile (feldspars,
clays, and quartz), being able to be used as substitute raw materials.
In the percentages listed in the manuscript, the wastes are perfectly capable to contributing
to the formation of the final microstructure as a source of mullite (fine kaolin with a higher
contribution than coarse kaolin), the liquid phase former (grog, rock powder and scheelite) and
inert material (coarse kaolin and grog showing higher contribution than the others). Moreover, the
environmental impact caused by the wrong disposal of such wastes is reduced.
Once the insertion capacity of the residues was verified and the development of ecological
porcelain tiles was successfully concluded, it was necessary to evaluate the different surfaces
generated before the polishing process. In this way, a topographic study of six different
compositions was carried out in the chapter "Estimation of the minimum material removal
thickness during the polishing process of ceramic tiles by laser triangulation".
An important benefit of this investigation is that the technique adopted in the pre-polishing
inspection (structured fringe projection profilometry) seems extremely useful in helping decision-
making in the production process. It provides precise information on the topography and the
minimum layer to be individually removed from the porcelain stoneware tile surfaces. The main
111
results have shown that the minimum removal layers were found to be between 1.08% and 2.37%
of the initial thickness in contrast to the values typically adopted in the ceramic industries
(approximately, 10% of the initial thickness is removed).
Subsequently, the polishing of the compositions was carried out under laboratory
conditions, with a sequence of 12 different abrasive grains, simulating a sequence of 36 industrial
polishing heads. The chapter “Polishing performance of eco-friendly ceramic tiles made with
wastes from bricks and roof tiles” has evaluated the influence of the insertion of waste from the
breakage of bricks and tiles on the polishing performance of three porcelain stoneware tiles
compositions with different proportions of waste (5%, 10%, 15%). According to the
microstructural evaluation carried out, the mullite regions were enriched with iron from the waste.
Probably, iron (in Fe+3 ions) is bounded in the mullite structure interstices.
The performance of the final surface was evaluated through the gloss and roughness curves,
as well as monitoring the morphological evolution of the surface in three different polishing steps.
The gloss levels were compared to the glossiness standard obtained after polishing of waste-free
composition (59 gloss units). Those values were compatible with commercial polished porcelain
stoneware tiles currently available in the market, up to 72.7 gloss units, as occurred for the
composition C10.
In the chapter “Evaluation of surface quality after polishing of eco-friendly porcelain
stoneware tiles made with kaolin ore waste”, the waste from Kaolin beneficiation process served
as a substitute of quartz in the formulations in three different amounts (10%, 15%, and 20%). After
polishing of the compositions (under the same conditions of the previous chapter) the quality of
the polished surfaces were evaluated by analysis of the glossiness and roughness curves, as well
as by the 3D topography.
Those substitutions resulted in an effective reduction in water absorption and apparent
porosity levels. This was verified qualitatively by scanning electron microscopy, and a mullite
enrichment in the microstructure was detected. After polishing, the eco-friendly compositions
presented average gloss values higher than the standard composition (59 gloss units). The highest
glossiness reached was 70 gloss units for the composition C20, which represented an increase of
18.6% in the final surface glossiness in comparison with the standard composition.
112
5 CONCLUSIONS AND SUGGESTIONS FOR FUTURE WORK
5.1 CONCLUSIONS
In this thesis, porcelain stoneware tiles with industrial wastes have been developed, and
their microstructural and surface characterized after polishing. The used wastes were introduced
in the compositions, in different proportions, as alternative raw materials combined with the
traditional ones aiming to produce eco-friendly porcelain stoneware tiles. In this way, the influence
of the microstructure on the polishing performance was investigated. Based on the experimental
results, the following conclusions can be drawn:
The use of laser profilometry emerged as a suitable pre-polishing surface evaluation tool.
It is possible to provide industries with an estimate of the minimum thickness removal
during the polishing process. The technique can be of great value in the most costly stage
of the production process, avoiding the misuse of polishing conditions in real polishing
lines, for reducing the consumption of abrasive tooling, energy, and lubricating fluid.
The waste from the breakage of bricks and roof tiles has provided an extra source of iron,
enriching the mullite structure interstices. The introduction of such waste was able to reach
good final surface gloss levels, up to 72.7 gloss units, as seen for the composition with 10
wt.% of waste.
Among the eco-compositions with the waste from the kaolin beneficiation process, the
mixture with 20 wt.% of waste had the best final glossiness pattern showing an
improvement of 11 GU in relation to the STD mixture and a positive variation of 4.5 GU
and 3.6 GU in relation to the blends with 10 wt.% and 15 wt.% of waste, respectively.
For the polishing conditions employed here, the glossiness values were satisfactory and
showed that the wastes from the breakage of bricks a nd roof tiles and from the kaolin
beneficiation process are interesting from the point of view of the polishing process in
different percentages of incorporation.
All the incorporations herein tested, besides saving natural raw materials can produce eco-
friendly porcelain stoneware tiles with excellent aesthetic values.
The final gloss pattern can certainly be improved by using the ideal equipment for
polishing, as well as optimizing the kinematic conditions of scratching and abrasive
sequence.
113
The experimental results point out that innovative eco-friendly ceramic tiles reaching
excellent aesthetic performance can be produced by the incorporation of industrial wastes from
the state of Rio Grande do Norte, Brazil. This alternative not only saves original raw materials but
also contribute to a circular economy, adding value to industrial wastes currently being used simply
as landfill in civil construction or otherwise wrongly disposed of in the environment.
114
5.2 SUGGESTIONS FOR IMPROVEMENTS AND FUTURE INVESTIGATIONS
As already mentioned, this thesis stands out for of innovative eco-friendly ceramics tiles.
Furthermore, the experimental results have shown the capability of reusing the industrial wastes
in the manufacturing of products technically more advanced. In this way, some suggestions for
improvements and future investigations are listed:
- In order to obtain higher values of gloss using the same wastes herein tested, further additions
will be still possible, and a limit may be reached, above which the polishing is no longer of interest
from the aesthetic point of view.
- Aiming to increase the range of eco-friendly ceramic tiles, new industrial wastes may be tested,
resulting in different microstructures to be polished in order to achieve the gloss pattern for each
type of waste.
- Further investigations considering the glossiness and roughness equations as proposed by
Hutctings should be carried out with the support of the specific machinery for polishing porcelain
stoneware tiles, including all industrial movements available, as well as optimizing the kinematic
conditions of scratching, abrasive sequence and polishing time.
- Considering the industrial production line, a 3D mapping could be performed on commercial
porcelain stoneware tiles from different regions of the firing furnace, obtaining an empirical
correlation between the temperature gradients in the furnaces and the surface characteristics, thus
facilitating the planning of the subsequent polishing.
Related Documents











