Performance of a Copper Electroplated Plastic Electrical Discharge Machining Electrode Compared to a Copper Electrode 1 Saroj Kumar Padhi, 2 S.S. Mahappatra and 3 Harish Chandra Das 1 Department of Mechanical Engineering, Institute of Technical Education and Research, Siksha ‘O’ Anusandhan University, Bhubaneswar, India. [email protected] 2 Department of Mechanical Engineering, National Institute of Technology, Rourkela, India. 3 Department of Mechanical Engineering, Institute of Technical Education and Research, Siksha ‘O’ Anusandhan University, Bhubaneswar, India. Abstract Electro discharge machining is an important unconventional machining process being widely used in modern industrial applications and precession works. Electrode is the most vital element of the electrical discharge machining (EDM) system, working like a cutting tool, highly responsible for the qualitative and quantitative responses. The present findings are made on an electrode of acrylonitrile butadine sterane (ABS) plastic, fabricated through fused deposition modeling (FDM), one of the additive manufacturing (AM) process. A copper layer of about 1000 microns is deposited on the FDM ABS plastic part by thick electroplating, which made it practicable in EDM applications. Performances of the EDM operation with the copper coated plastic and a copper electrode are studied while machining D2 steel. As a result the copper coated plastic electrode performed well without failure and less tool wear. Key Words:Additive manufacturing, rapid tool, thick copper electroplating, FDM, EDM electrode, response Surface method. International Journal of Pure and Applied Mathematics Volume 114 No. 7 2017, 459-469 ISSN: 1311-8080 (printed version); ISSN: 1314-3395 (on-line version) url: http://www.ijpam.eu Special Issue ijpam.eu 459

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Performance of a Copper Electroplated Plastic
Electrical Discharge Machining Electrode Compared
to a Copper Electrode 1Saroj Kumar Padhi,
2S.S. Mahappatra and
3Harish Chandra Das
1Department of Mechanical Engineering,
Institute of Technical Education and Research,
Siksha ‘O’ Anusandhan University, Bhubaneswar, India.
2Department of Mechanical Engineering,
National Institute of Technology, Rourkela, India.
3Department of Mechanical Engineering,
Institute of Technical Education and Research,
Siksha ‘O’ Anusandhan University, Bhubaneswar, India.
Abstract
Electro discharge machining is an important unconventional machining
process being widely used in modern industrial applications and precession
works. Electrode is the most vital element of the electrical discharge
machining (EDM) system, working like a cutting tool, highly responsible for
the qualitative and quantitative responses. The present findings are made on
an electrode of acrylonitrile butadine sterane (ABS) plastic, fabricated through
fused deposition modeling (FDM), one of the additive manufacturing (AM)
process. A copper layer of about 1000 microns is deposited on the FDM ABS
plastic part by thick electroplating, which made it practicable in EDM
applications. Performances of the EDM operation with the copper coated
plastic and a copper electrode are studied while machining D2 steel. As a
result the copper coated plastic electrode performed well without failure and
less tool wear.
Key Words:Additive manufacturing, rapid tool, thick copper electroplating,
FDM, EDM electrode, response Surface method.
International Journal of Pure and Applied MathematicsVolume 114 No. 7 2017, 459-469ISSN: 1311-8080 (printed version); ISSN: 1314-3395 (on-line version)url: http://www.ijpam.euSpecial Issue ijpam.eu
459

1. Introduction
In the existing scenario scientists, researchers and manufacturers are showing
their interest on rapid tooling as an important field due to its growing demand.
Now manufacturing is easier in complicated situations through high speed
computing, automated computerized environments. Additive manufacturing
(AM) is helpful in rapid fabrication of moulds/tools with reduced time and/or
cost to produce the finished products/parts instantly. Ding et al. (2004) [1]
prepared the rapid 3D part and tool combining AM and rapid tool (RT)
technique reducing wastages. Ho et al. made a study on dimensional accuracy of
electroformed rapid EDM electrode [2]. But the poor strength of AM material,
normally, unable to endure the high stresses and temperature of machining
causes shortened life and early failure of the RT.
In this work to execute the experiment three major activities are involved. i) To
prepare a 3D ABS plastic EDM electrode through FDM, ii) metalizing the
plastic electrode with a thick copper layer, and iii) EDM operation of D2 Steel
with the copper coated plastic electrode.
Generally in FDM, ABS Plastic is extruded using a stereo lithography (STL)
file using the data from the computer aided design (CAD) file [3]. Metallization
is a process to add few microns of metal layer on the plastic surface to enhance
the mechanical, electrical and physical properties i.e. strength, hardness,
corrosion resistance, electrical conductivity, surface quality and esthetic look.
Factors concerned to metallization are part type, material, metal to be plated,
environmental conditions and processes i.e. chemically reduced metal, vapor
deposition, sintering, electroplating, electro-less plating etc. Several researches
have been made on metallization of plastics [4]. EDM is preferred for difficult
to machining metals, alloys, components of complex shapes and making tools,
dies and moulds [5]. For making dies, tools and in various industrial
applications, hard-to-machine metals/alloys (i.e. D2 steel) are preferred for its
excellent anti-oxidant properties and higher resistance to stress, wear,
temperature and corrosion [6]. Traditionally machining D2 steel is very difficult
due to its toughness and work hardening quality under elevated temperatures
and also leads earlier tool failure [7].
Literature studies include quantifying the influence of EDM input parameters
and their selective combinations on machined characteristics, i.e. material-
removal rate (MRR), tool-wear rate (TWR) and surface roughness (SR) [6].
Ghewade et al. (2011) used an orthogonal-array of Taguchi method [8], to
analyze the effects of inputs on machining along with predicting and selecting
the optimized EDM input parameters. To optimize the input parameters, multi-
objective optimization techniques are also used [9]. From the results, it is
confirmed that the current intensity on MRR and pulse-on-time on TWR are
most dominating factors. EDM electrodes should possess properties like better
electrical and thermal conductivity, highly resistant to temperature and wear,
International Journal of Pure and Applied Mathematics Special Issue
460

lower thermal expansion and rate of deformation while machining. Mostly
graphite and copper electrodes are used for better and stable EDM operation.
Numbers of research have been made on studying EDM performances [6, 8].
TWR is minimized to obtain better machining accuracy [10]. Out of these
reviews, it is confirmed that electrode is responsible to optimize the EDM
output responses [11].
Conventionally, processing an electrode of complex shape from the concept to
finishing level are complicated, extremely difficult, time consuming, require
special operations, techniques and high skill. As a substitute, electroformed RP
metalized parts are used as an EDM electrode. Arthur et al. (1995) [12] have
carried out experiments and stated that 175 microns thick electroplated copper
on the non conductive AM part surface can prevent the prototype from damage
during the EDM process. Finally it is also noticed that no research work has
been made on extruded FDM ABS plastic metalized part used as an EDM
electrode. Consequently, the research objectives are made to fabricate a rapid
tool EDM electrode of thick copper electroplated FDM extruded ABS plastic
part, for machining D2 steel and examine its performance by comparing with a
standard copper electrode of same geometry.
2. Experimental Set-up
A. 3D Part of ABS Plastic
The CAD model of 10φ x 25mm and 15φ x 15mm is designed. The ABS plastic
part is fabricated by the FDM machine FORTUS 400 machine.
B. Surface Conductivity Methods and Metalizing the FDM ABS Plastic Part
Method-1: A uniform layer of thoroughly mixed conductive paint (5 to 6
microns) is coated on the ABS plastic electrode and test samples, after dried the
surface became conductive for copper electroplating. The paint (Product code -
SBCI 19) is procured from ‘Constance Indichem Pvt. Ltd., Chennai-6.
Method-2: The silver colloidal solution is painted uniformly on the surface of
the FDM ABS plastic parts and samples (with a very thin smooth brush), and
then placed inside an oven (temperature set to1000C) for about 30 minutes. It is
observed that after 20-25 minutes, the liquid turns into brown color and in
another 5-7 minutes, it becomes a fine layer of pure chemically reduced silver
coat of zero Ω resistance. The silver colloidal solution is prepared with 12.5 ml
of ammonium hydroxide and 5 grams of silver acetate, vortex mixed for
complete dilution, then 1 ml of formic acid is added drop by drop and again
vortex mixed, left for 12 hours to settle the large silver particles at the bottom.
The solution is collected in a clean vial through a 200 micron filter.
Thick copper electroplating set-up: A simple set-up is used for copper
electroplating the parts and samples. To prepare the bath solution, 90 g /L of
International Journal of Pure and Applied Mathematics Special Issue
461

copper sulphate pentahydrate (CuSO4·5H2O as the copper ion source) is added
with distilled water as per the ratio and stirred thoroughly for complete mixing.
In the mixture 40 g/L of sulphuric acid (H2SO4 as a reducing agent) is added
carefully. The bath solutions temperature is maintained at 30 0C. A low rating
DC power supply of 6 volt, 500 mA is used and the current is set to 35 mA.
C. Electroplating Results and Characteristics
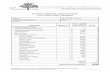
All the samples electroplated for different durations of time and the plating
thickness obtained are tabulated in Table 1. Examining the scanning electron
microscope (SEM) results of the electroplated samples, it is found that the layer
thickness increases with plating time.
Table 1: Plating time and plating thickness details
The electroplating characteristic depends upon several factors and those are
directly influential temperature 300C to 32
0C, voltage, current, orientation of the
cathode/anode, quality of the anode metal, the electroplating process and the
bath solution.
D. Selection of EDM Electrode
In comparison to silver paint, copper electroplated on the reduced silver is more
columnar. Hence it is selected and electroplated for around 150 hours to attain
the thickness of about 1000 microns in specific work environment.
E. Design of Experiments (DOE) Design Expert reduces the experiment counts on the responses to some selective
input parameters without affecting the required outputs. The experiments
conducted are of greater importance to appraise the performance of the
fabricated electrode as compared to a copper electrode.
Optimization of Input Parameters Response surface methodology (RSM) is applied to optimize the output of
different influencing input parameters under control and to obtain the response
surface results. RSM is used in this design to: set and fix the experimental runs,
tabulate the results of important responses and verify it to be maximum or
minimum, frame a second order response surface model to fit most excellently
and to work-out for the best combination of parameters. Finally to plot 2/3D
graphs, relating the direct/interactive responses of the input parameters.
Planning the Box–Behnken Design In this present Box-Behnken design for three levels, total number of
experimental runs required is N = k2 + k + cp, where k is the number of factors
and cp is the central point. N = 32+3+5 =17. Thus seventeen experiments with
Plating time hours Plating thickness microns
silver paint Reduced silver
8 28 32
24 85 100
48 150 170
72 245 264
96 340 398
International Journal of Pure and Applied Mathematics Special Issue
462

three factors at three levels with five centre points assisted in guesstimate a
well-designed function of the parameters (input) and the response (output).
F. EDM of D2 Steel
This present study is made on EDM of D2 steel, MRR, TWR and SR.
Comparing the performances of the tools; significance of the RT over a solid
copper tool electrode is established. The influences of EDM input parameters
i.e. current (I), pulse-on-time (Ton) and duty-factor τ = Ton/(Ton+Toff)%, on the
output responses: MRR, TWR and SR are examined. Other factors i.e. the open-
circuit voltage (V), the flushing pressure and the tool material are kept constant.
The solid tool and the electroplating are made of copper of density 8960 kg/m3.
FDM extruded ABS plastic, surface activated with reduced silver, electroplated
for about 150 hrs of diameter 15 mm φ are used as EDM electrode. Grounded
plates of 75 mm φ × 6 mm thick D2 steel of density of 7710 kg/m3 are used as
the work piece material. LEADER-1 ZNC machine with standard die-electric
fluid and input parameters of Table 2 are employed to conduct the experiments.
Table 2: Three selected levels of Box-Behnken design variables
As per the design, seventeen machining operations are conducted for both of the
electrodes and results are tabulated in tables 3 and 5.
3. Results and Discussion
The intensity of current (the main factor controls the temperature of the spark
region) is melting and evaporating the metal. 15 mm diameter machined D2
steel work samples are displayed in Figures 1(a, b and c).
Figure 1(a): Rough cut, 1(b): Semi-finish cut, 1(c): Finishing cut samples
Surface roughness is measured with a Taylor Hobson Ameket surface roughness
profile meter with 95% accuracy. For one machined surface, at three different
locations measurements are taken and tabulated. TWR and MRR are calculated
using the experimental data tabulated for decrease in weights of the electrode
material and machined surface of the work piece material after each run,
multiplied by the corresponding density of the materials. A digital weighing
machine with 0.1+w×10−6
mg precision is used to measure the weight loss.
Time for each experiment = 6 min variable Code
Variable Symbol Low level Middle level High level
-1 0 +1
Current intensity I Amp x1 2 3 4
Pulse time B (Ton) x2 50 100 150
The duty cycle C (τ) % x3 70 75 80
Flushing pressure P bar 0.35 0.35 0.35
Open circuit voltage V 40 40 40
response1= SR, response2 = TWR, response3= MRR
International Journal of Pure and Applied Mathematics Special Issue
463

The solid copper EDM electrode and ABS plastic rapid tool copper electroplated
EDM electrode (electroplated) are shown in Figures 2a and 2b.
Figure 2(a): Copper electrode, 2(b): ABS plastic RT electrode
A. Scanning Electron Microscope (SEM) Results of Samples
The ABS plastic electrodes and samples made for the destructive and non-
destructive tests are electroplated in the same bath solution and environment.
The samples are withdrawn from the plating bath at a regular time interval for
examining the characteristics of plating. All the samples are scanned using the
SEM model JEOL-JSM 6480-LV. The scanning is made on the surface texture
and the cross cut to measure the thickness of the plating. The microscopic views
of samples are demonstrated in Figure 3a and 3b. The electroplated thickness of
copper over the conductive silver paint is about 150 microns after 48 hours as
indicated in Figure 3a and about 390 microns on the reduced silver activated
surface after 96 hours. The grain structure of the electroplated surface of the
sample is shown in Figures 3b and it is observed that the structure of the plated
copper on the annealed silver surface are more regular and continuous.
Figure 3(a): Electroplated thickness, 3(b): surface texture of plated copper
B. Experimental Data
In Table 3 and 5, the Box-Behnken design data of experiments made with a RT
and a copper tool are tabulated respectively. The ANOVA for response surface-
MRR of the RT and copper tool are mentioned in Table 4 and 6 respectively.
Table 3: Box-Behnken design table of experimental data for RT Copper plated rapid tool Operating voltage 40 V Machining time 6 minutes
Std.run Factor-I A:Ip amp Factor -II B: Ton μs Factor-III C:Tau % Response-I R1 SR Response-II R2
TWR
Response-III R3 MRR
1 2 50 10 75 4.7654 0.0186 1.61
2 4 50 10 75 6.2984 0.0372 3.47
3 2 150 10 75 4.4954 0.0186 1.84
4 4 150 10 75 5.6324 0.0425 3.06
5 2 100 9 70 3.9824 0.0186 1.97
6 4 100 9 70 5.8594 0.0372 2.98
7 2 100 11 80 3.7254 0.0272 2.11
8 4 100 11 80 6.0334 0.0423 3.79
9 3 50 9 70 5.0254 0.0275 2.51
10 3 150 9 70 5.3914 0.0372 2.11
11 3 50 11 80 5.4394 0.0271 2.81
12 3 150 11 80 4.9324 0.0372 2.21
13 3 100 10 75 4.7504 0.0276 2.55
14 3 100 10 75 4.8604 0.0372 2.34
15 3 100 10 75 4.3584 0.0275 2.63
International Journal of Pure and Applied Mathematics Special Issue
464

Table 4: The Analysis of variance table for Response Surface-rapid tool MRR data Response- I MRR Rapid Tool
* RQM, PSS Type-III
Source *SS *df *MS F Value p-value
Model 4.96 7 0.71 29.96 < 0.0001 significant
A-Discharge Current 4.16 1 4.16 175.9 < 0.0001
B-Pulse-on-time 0.17 1 0.17 7.36 0.0239
C-Duty Factor 0.23 1 0.23 9.63 0.0127
AB 0.1 1 0.1 4.33 0.0672
AC 0.11 1 0.11 4.74 0.0574
A2 0.096 1 0.096 4.07 0.0744
B2 0.097 1 0.097 4.09 0.0737
-Residual 0.21 9 0.024
Lack-of-Fit 0.17 5 0.033 2.95 0.1587 Non- significant
Pure-Error 0.045 4 0.011
Cor Total 5.17 16
* RQM =Reduced Quadratic Model, PSS = Partial sum of squares, SS = Sum of Squares
df = degrees of freedom, MS = Mean Square value, p-value = Prob > F
Table 5: Box-Behnken design table with experimental data of Cu tool Copper tool Operating voltage 40 V Machining time 6 minutes
Std. run Factor-I A:Ip amp
Factor -II B: Ton
μs
Factor-III
C:Tau %
Response-I
R1 SR
Response-II
R2 TWR
Response-III
R3 MRR
1 2 50 10 75 3.890 0.037202381 1.75
2 4 50 10 75 5.423 0.074404762 3.40
3 2 150 10 75 3.620 0.055803571 1.88
4 4 150 10 75 4.757 0.093005952 2.98
5 2 100 9 70 3.107 0.037202381 1.99
6 4 100 9 70 4.984 0.074404762 2.88
7 2 100 11 80 2.850 0.055803571 2.05
8 4 100 11 80 5.158 0.093005952 3.63
9 3 50 9 70 4.150 0.055803571 2.45
10 3 150 9 70 4.516 0.074404762 2.10
11 3 50 11 80 4.564 0.055803571 2.75
12 3 150 11 80 4.057 0.074404762 2.25
13 3 100 10 75 3.875 0.055803571 2.52
14 3 100 10 75 3.985 0.074404762 2.32
15 3 100 10 75 3.483 0.055803571 2.65
Table 6: The Analysis of variance table for Response Surface-copper tool MRR data
C. Analysis of Factors and Responses Analysis of variance (ANOVA) is an imperative method to analyze the
performances of definite response factors by decomposing the inconsistency in
the response variable between dissimilar factors. In Table 3 and 5, the results of
RT and copper tool are tabulated respectively. Responses influenced by
different input parameters are analysed critically at 0.05 significant level,
eleminating the insignificant parametrs from the ANOVA table for that
* RQM, PSS Type-III MRR C T
Source *SS *
df
*MS FValue *p-value
Model 4.09 8 0.51 29 < 0.0001 Significant
A-Discharge Current 3.41 1 3.41 193.08 < 0.0001
B-Pulse-on-time 0.16 1 0.16 9.21 0.0162
C-Duty Factor 0.2 1 0.2 11.25 0.01
AB 0.076 1 0.076 4.29 0.0722
AC 0.12 1 0.12 6.75 0.0317
BC 5.63E-03 1 5.63E-03 0.32 5.88E-02
A2 0.067 1 0.067 3.67 0.0875
B2 0.065 1 0.065 3.69 0.0909
-Residual 0.14 8 0.018
Lack-of- Fit 0.066 4 0.016 0.87 0.5522 Non- significant
Pure-Error 0.075 4 0.019
Cor Total 4.23 1
6
* RQM =Reduced Quadratic Model, PSS = Partial sum of squares, *SS = Sum of Squares
*df = degrees of freedom, *MS = Mean Square value, *p-value = Prob > F
International Journal of Pure and Applied Mathematics Special Issue
465

response. MRR, SR and TWR represents the output responses of the input
parameters i.e. discharge-current A = I, pulse on time B = Ton and duty-factor C
= τ, their square terms 1 A2, B
2, C
2 and interactive terms as A*B, A*C, B*C.
Similarly, the ANOVA for all responses (MRR, SR and TWR) are analyzed and
studied for the most significant and insignificant combinations of parameters for
the various output responses. The Rapid tool and copper tool ANOVA table for
MRR are given in Table 4 and 6 respectively after eliminating the insignificant
parameters. Similarly, the analyses for all the responses are analyzed and
ultimate equations are framed using the coded factors. After analyzing the most
influencing factors on the responses of MRR, it is observed that factors A, B, C
and the square terms A2, B
2 and interactive terms A*B are significant
parameters. For the responses of TWR from the ANOVA it is seen that A, B
and C influence more along with, A2, C
2 and BC, which are significant. AB, AC
and B2 are the insignificant parameters. The ANOVA for SR it is found that A,
B and square term A2 are the important process parameters and process
parameter C is the insignificant one. For the rapid tool, the coefficient of
determination (R2) and the adjusted R2 values are as follows: 94.79 and 91.67
% for the MRR, 98.93 and 97.56% for the TWR and 98.28 and 96.08 % for the
SR. It is observed that for all the responses lack-of-fit is insignificant.
3D Graphs: Performances of Copper Tool and Rapid Tool (RT)
The RSM Box-Behnken design/analysis graphs: input parameters influencing
output responses. 3D graphs are ploted with three mutually perpendicular axis
X, Y and Z. X and Y represents input factors and Z carries the response. For
each of the three responses SR, TWR and MRR, three input parametric
combinations of A, B and C and two electrodes, nine pairs of graphs are plotted
and analyzed. Due to similarity in the performance plots of both the tool
electrodes, one pair of graph are demonstrated here. The variation in SR (R1)
for the copper tool and rapid tool, with parameters A and B are shown in Figure
5(a, b). The surface quality machined through both the electrodes decreases by
increasing the intensity of current. Though the increased value of C influences a
little, pulse-on-time (B) is more influential in reducing the SR as studied from
the graphs. Analyzing the influences of C and A also of C and B on the
Response-I (SR) there are no remarkable changes on SR graphs with the factors,
i.e. for both the tools performances are similar. The normal-plot of residuals for
the surface responses of MRR is shown in Figure 5(c), describing the data
points scattered from the mean. Closure the data points to the mean holds good
results in the response surface plots. Influences of B and A on R1 is plotted.
Figure 5(a): Copper tool 5(b): Rapid tool 5(c): Normal plots for MRR
International Journal of Pure and Applied Mathematics Special Issue
466

The variations in results of most of all the graphs plotted for the tool types are
nearly same. Experimentally it is observed that TWR for Copper electrode is
slightly more than the rapid tool. The graph indicates that the TWR for both the
electrodes increases proportionately with A and B but it indicates a little
variation from the effects of increased C. It is marked that higher values of A
and C gives higher MRR (R3), but for the two different tools comparatively
there is a little variation. There are no significant variations in graphs for the
two tools, indicating performances, those are nearly same for the factor B and A
along with factor C and B on response-III (MRR). MRR increases by increasing
A and a slight change while increasing B, however, it decreases after the value
of B is set to low. Similarly, it is shown for A and C that the increased value of
A increases MRR but the influence of C is small. (A = Current, B =Ton (Pulse-
on-time), C = Duty factor and R1 is the response I = SR, R2 is the response II =
TWR and R3 is the response III = MRR).
4. Conclusion
It is possible to fabricate an RT electrode of FDM extrudd ABS plastic within a
short period of time. Required thickness and surface conditions can be achived
by electroplating bath solution (additives) and special arrangements. The
performances of both the EDM electrodes on machining D2 steel are executed.
It is revealed that wear of RT electrode is comparably less. MRR for both the
tools are nearly same. In case of the RT (copper electroplated plastic tool), the
deposited metal is in purest form of copper, carries more current to discharge,
enhances MRR comparing to a solid copper tool. It is seen that the RT
machined surface roughness is more due to the RT electrode surface quality,
which can be enhanced to use it for finishing operations.
References
[1] Ding Y., Lan H., Hong J., Wu, D., An integrated manufacturing system for rapid tooling based on rapid prototyping, Robotics and Computer-Integrated Manufacturing 20(4) (2004), 281–288.
[2] Ho K.H., Newman ST., Dimensional accuracy studies of copper shells used for electro-discharge machining electrodes made with rapid prototyping and the electroforming process, International Journal of Machine Tools and Manufacture 43, 13(2003a), 1287–1300.
[3] Equbal A., Sood A.K., Ohdar R.K., Mahapatra S.S., Prediction of dimensional accuracy in fused deposition modelling: A fuzzy logic approach, International Journal of Productivity and Quality Management 7(1) (2011), 22–43.
[4] Kisin S., Scaltro F., Malanowski P., Th P.G., Varst V.D., With G. de, Chemical and structural changes at the ABS polymer copper metal interface, Polymer Degradation and Stability 92(4) (2007), 605–610.
International Journal of Pure and Applied Mathematics Special Issue
467

[5] Singh S., Maheshwaria S., Pandey P.C., Some investigations into the electric discharge machining of hardened tool steel using different electrode materials, Journal of Materials Processing Technology 149(1–3) (2004), 272–277.
[6] Bharti P.S., Maheshwari S., Sharma C., Experimental investigation of Inconel 718 during die-sinking electric discharge machining, International Journal of Engineering Science and Technology 2(11) (2010), 6464–73.
[7] Ozel T., Karpat Y., Figueira L., Davim J.P., Modelling of surface finish and tool flank wear in turning of AISI D2 steel with ceramic wiper inserts, Journal of Materials Processing Technology, 189 (1–3) (2007), 192–198.
[8] Ghewade D.V., Nipanikar S.R., Experimental study of electro discharge machining for inconel material, Journal of Engineering Research and Studies 2(2) (2011), 107–12.
[9] Sengottuvel P., Satishkumar S., Dinakaran D., Optimization of multiple characteristics of EDM parameters based on desirability approach and fuzzy modeling, Process Engineering 64, (2013), 1069–1078.
[10] Pellicer N., Ciurana J., Ozel T., Influence of process parameters and electrode geometry on feature micro-accuracy in electro discharge machining of tool steel, Materials and Manufacturing Processes 24(12) (2009), 1282–1289.
[11] Mohri N., Suzuki M., Furuya M., Saito N., Electrode wear process in electrical discharge machining, CIRP Annals-Manufacturing Technology 44(1) (1995), 165–168.
[12] Arthur A., Dickens P.M., Rapid prototyping of EDM electrodes by stereolithography, International Symposium on Electro Machining (ISEM) XI. Lausanne, Switzerland (1995), 691–699.
[13] Myers R.H., Montgomery D.C., Anderson cook C.M., Response surface methodology, process and product optimization using designed experiments, John Wiley and Sons Inc., New York (2009).
International Journal of Pure and Applied Mathematics Special Issue
468

469

470
Related Documents