Penjadwalan Mesin Penjadwalan Mesin Penjadwalan Mesin Untuk Manufaktur Penjadwalan Mesin Untuk Manufaktur 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Penjadwalan MesinPenjadwalan MesinPenjadwalan MesinUntuk Manufaktur
Penjadwalan MesinUntuk Manufaktur
1

PENJADWALANPENJADWALAN MESIN
TEKNIKTEKNIK
N Job 1 Mesin N Job M Mesin
FCFS
SPT
FLOWSHOP JOBSHOP
SPT
EDD
SEMIAKTIF
AKTIF
Johnson
CDS
2NON DELAY

POLA ALIRAN PROSESPOLA ALIRAN PROSES
FLOWSHOP
JOBSHOP
3

JOB
OPERASI
Elemen Penjadwalan
MESIN
4

DEFINISIDEFINISI
Penjadwalan adalah proses pemilihan,
pengorganisasian dan pemberian waktu dalampengorganisasian, dan pemberian waktu dalam
penggunaan sumber daya untuk melaksanakan
aktivitas yang diperlukan agar menghasilkan
output yang diinginkan dan memenuhi waktuoutput yang diinginkan dan memenuhi waktu
serta kendala yang ada
. 5

PENGURUTAN BERDASARKAN PRIORITASPRIORITAS
Pengurutan (sequencing) mencakup penentuan urutanpekerjaan yang diprosespekerjaan yang diproses.Beberapa Aturan prioritas :1) FCFS (First Come First Serve), pekerjaan yg) ( ) p j yg
datang lebih awal pada suatu pusat kerja akandikerjakan lebih dahulu. Banyak digunakan padaBank Supermarket Kantor pos dsbBank, Supermarket, Kantor pos dsb.
2) SPT (Shortest Processing Time), pekerjaan ygpaling cepat selesainya mendapat prioritas pertamautk dikerjakan lebih dahulu. Banyak dipakai olehperush perakitan/jasa.
3) EDD (Earliest Due Date) pekerjaan yg harus3) EDD (Earliest Due Date), pekerjaan yg harusselesai paling awal dikerjakan lebih dahulu.
6
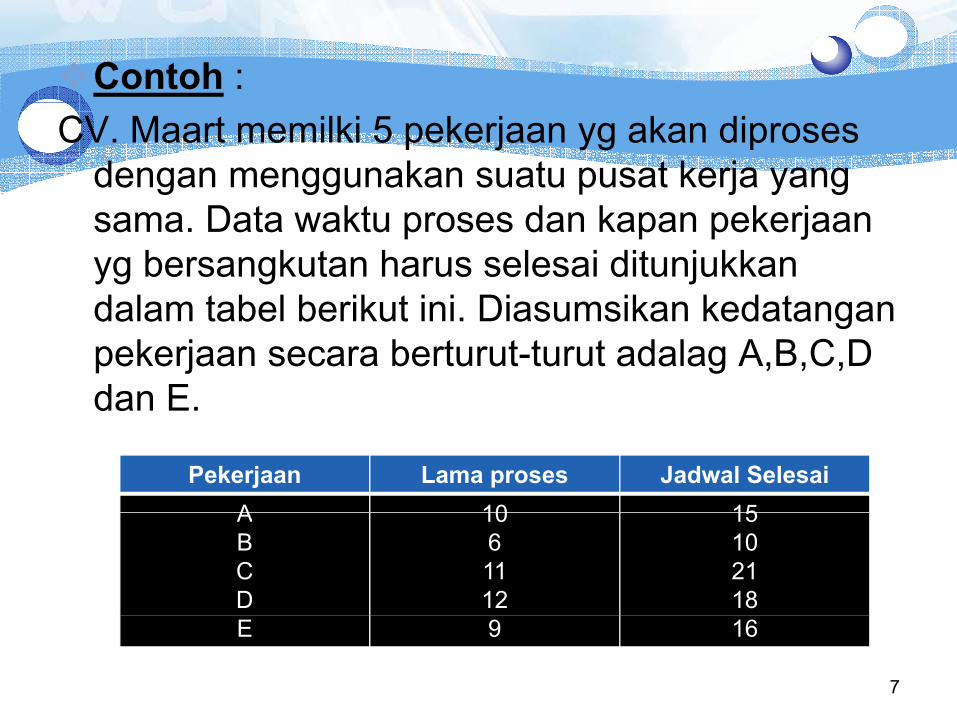
Contoh :CV. Maart memilki 5 pekerjaan yg akan diproses
dengan menggunakan suatu pusat kerja yang sama. Data waktu proses dan kapan pekerjaanyg bersangkutan harus selesai ditunjukkandalam tabel berikut ini Diasumsikan kedatangandalam tabel berikut ini. Diasumsikan kedatanganpekerjaan secara berturut-turut adalag A,B,C,D dan E.dan E.
Pekerjaan Lama proses Jadwal SelesaiA 10 15ABCD
1061112
15102118
E 9 16
7

Penyelesaian :A. Pengurutan Berdasarkan FCFS
Pekerjaan Lama proses Waktu Jadwal KeterlambatanSelesai Selesai
ABC
10611
101627
151021
066C
DE
11129
273948
211816
62132
48 140 65
Rata-rata waktu penyelesaian pekerjaan = 140/5 = 28 hariR t t kt k t l b t 65/5 13 h i
48 140 65
Rata-rata waktu keterlambatan = 65/5 = 13 hariRata-rata jumlah pekerjaan dl m sistem = 140/48 = 2,91
8

B. Pengurutan Berdasarkan SPTPekerjaan Lama proses Waktu
SelesaiJadwalSelesai
Keterlambatan
B 6 6 10 0BEAC
691011
6152536
10161521
001015
D 12 48 18 3048 130 55
Rata-rata waktu penyelesaian pekerjaan = 130/5 = 26 hariRata-rata waktu keterlambatan = 55/5 = 11 hariRata-rata jumlah pekerjaan dl m sistem = 130/48 = 2,7ata ata ju a pe e jaa d s ste 30/ 8 ,
9

C. Pengurutan Berdasarkan EDDPekerjaan Lama proses Waktu
SelesaiJadwalSelesai
Keterlambatan
B 6 6 10 0BAED
610912
6162537
10151618
01919
C 11 48 21 2748 132 56
Rata-rata waktu penyelesaian pekerjaan = 132/5 = 26,4 hariRata-rata waktu keterlambatan = 56/5 = 11,2 hariRata-rata jumlah pekerjaan dl m sistem = 132/48 = 2,75ata ata ju a pe e jaa d s ste 3 / 8 , 5
10

PENGURUTAN PEKERJAAN MELALUI DUA PUSAT KERJA (N/2 PROBLEM) JOHNSONPUSAT KERJA (N/2 PROBLEM)- JOHNSON
• Prosedur aturan Johnson :Prosedur aturan Johnson :1. Susun daftar pekerjaan beserta waktu
prosesnya untuk setiap pusat kerja.p y p p j2. Pilih pekerjaan dg waktu terpendek, jika
pekerjaan itu berada pada pusat yg pertama, p j p p yg p ,urutkan pekerjaan itu diawal. Namun jikawaktu terpendek berada di pusat kedua,
k k j di khiurutkan pekerjaan di akhir.3. Lakukan pengurutan lebih lanjut pada
k j l i i l ipekerjaan yang lain sampai selesai.11

• Contoh :Terdapat 6 pekerjaan yang akan diurutkan melaluioperasi 2 tahap, yaitu melalui Pusat I lebih dahulukemudian dilanjutkan ke pusat II. Data waktuproses dari masing2 pekerjaan itu sbb :
Pekerjaan Waktu Proses (Jam)Pusat - I Pusat - II
A 5 5ABCD
54
142
5396
EF
811
1112

• Penyelesaian :Pengurutan Pekerjaan
Diagram urutan Penugasan & Penjadwalan

PENGURUTAN PEKERJAAN MELALUI TIGA PUSAT KERJA (N/3 PROBLEM) JOHNSONPUSAT KERJA (N/3 PROBLEM)- JOHNSON
• Prosedur aturan Johnson bisa diterapkan dgProsedur aturan Johnson bisa diterapkan dg Kondisi sbb :1. Waktu terpendek di Pusat kerja - I harusp j
lebih lama dari waktu proses terpanjang dipusat kerja – II, atau
2. Waktu terpendek di Pusat kerja - III haruslebih lama dari waktu proses terpanjang di
k j IIpusat kerja – II
14

• Contoh :Terdapat 3 pekerjaan D, E, F yang akan diprosesmelalui tiga pusat kerja yg sama, sebagaimanadlm tabel sbb :
Pekerjaan Waktu Proses (Jam)Pusat - I Pusat - II Pusat - III
D 8 4 5DEF
8127
465
51019

• Penyelesaian :Jumlahkan waktu proses di Pusat I & II sertaPusat II & III
Pekerjaan t I + t II t II + t IIIDE
8 + 4 = 1212 + 6 = 18
4 + 5 = 96 + 10 = 16E
F12 + 6 187 + 5 = 12
6 + 10 165 + 9 = 14
Pengurutan Pekerjaan

Di t P & P j d lDiagram urutan Penugasan & Penjadwalan

CDS (Campbell, Dudek dan Smith)CDS (Campbell, Dudek dan Smith)
Tahap 1 Untuk K=1. hitunglah t*i,1 dan t*i,2 menggunakan persamaan 1 dan 2
Tahap 2 Penjadwalan m job dengan menggunakan algoritma Johnson’s,dimana ti,1=t*i,1 dan ti,2=t*i,2, yang diperoleh pada tahap 1. Catat urutannya danhitung makespan. Jika makaspan paling kecil diperoleh maka simpan urutan
j d l i i d il i kpenjadwalan ini dan nilai makespannya
Tahap 3 Jika K=(m-1), berhenti; yang terbaik sekarang disimpan urutannyadimana hanya ada satu urutan yang diberlakukan. Jika K ≠ (m-1), tingkatkany y g ( ), gnilai K satu demi satu dan kembali ke tahap 1, sampai (m-1)

Job (i) Waktuproses M1
Waktuproses M2
Waktuproses M3 p
(jam)p
(jam)p
(jam)
1 4 3 52 3 3 43 2 1 64 5 3 24 5 3 25 6 4 76 1 8 3
19

S hi h il ti t b l di b h i iSehingga hasilnya seperti tabel di bawah ini
20

Masing-masing alternatif dijadwalkan dengan aturan Johnson, hasilnya:K=1, didapatkan urutan 6-3-2-1-5-4 : makespan = 36 jamK=2, didapatkan urutan 3-2-1-6-5-4 : makespan= 33 jam
Maka urutan yang diberlakukan adalah 3-2-1-6-5-4 (K=2)
21

22
Related Documents











