Tinjauan Khusus Pengendalian Korosi Proteksi Katodik pada Kapal Pengertian Proteksi Katodik Proteksi katodik adalah suatu cara perlindungan korosi secara elektrokimia dimana reaksi oksidasi pada sel galvanic dikonsentrasikan pada anode dan menghilangkan korosi pada katoda sebagai struktur yang akan dilindungi secara listrik dibuat negatif sehingga bertindak sebagai katoda. Elektroda yang lain secara listrik dibuat positif dan bertindak sebagai anode sehingga tercipta suatu sistem rangkaian arus listrik searah tertutup sebagaimana halnya bila sepotong logam terkorosi. Sistem ini membutuhkan anode, katode, aliran listrik diantara keduanya dan adanya elektrolit. Dengan kata lain penerapan hanya mungkin terjadi bila struktur yang diproteksi dan anode berada pada hubungan secara langsung baik secara elektronik maupun secara elektrolit. Penggunaan zink anode (Zn) atau aluminium anode (Al) sebagai proteksi katodik merupakan cara anoda korban. Cara anoda korban memiliki beberapa keuntungan bila digunakan sebagai proteksi katodik yaitu antara lain dapat digunakan walaupun tidak ada sumber arus listrik, pemasangannya sangat sederhana dan mudah, serta pengawasan yang mudah sehingga tidak membutuhkan orang yang benar-banr ahli. Namun sistem anoda korban juga memiliki beberapa kelemahan yang diantaranya adalah arus yang tersedia bergantung pada luasan anoda (luas permukaan basah kapal) yang tentunya bersifat konsumtif bila struktur yang diproteksi sangat besar.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Tinjauan Khusus
Pengendalian Korosi Proteksi Katodik pada Kapal
Pengertian Proteksi Katodik
Proteksi katodik adalah suatu cara perlindungan korosi secara elektrokimia dimana reaksi
oksidasi pada sel galvanic dikonsentrasikan pada anode dan menghilangkan korosi pada katoda
sebagai struktur yang akan dilindungi secara listrik dibuat negatif sehingga bertindak sebagai
katoda. Elektroda yang lain secara listrik dibuat positif dan bertindak sebagai anode sehingga
tercipta suatu sistem rangkaian arus listrik searah tertutup sebagaimana halnya bila sepotong
logam terkorosi.
Sistem ini membutuhkan anode, katode, aliran listrik diantara keduanya dan adanya
elektrolit. Dengan kata lain penerapan hanya mungkin terjadi bila struktur yang diproteksi dan
anode berada pada hubungan secara langsung baik secara elektronik maupun secara elektrolit.
Penggunaan zink anode (Zn) atau aluminium anode (Al) sebagai proteksi katodik merupakan
cara anoda korban. Cara anoda korban memiliki beberapa keuntungan bila digunakan sebagai
proteksi katodik yaitu antara lain dapat digunakan walaupun tidak ada sumber arus listrik,
pemasangannya sangat sederhana dan mudah, serta pengawasan yang mudah sehingga tidak
membutuhkan orang yang benar-banr ahli. Namun sistem anoda korban juga memiliki beberapa
kelemahan yang diantaranya adalah arus yang tersedia bergantung pada luasan anoda (luas
permukaan basah kapal) yang tentunya bersifat konsumtif bila struktur yang diproteksi sangat
besar.
Permukaan struktur logam di air laut diubah menjadi bersifat katodik melalui pemberian
arus yang berasal dari anoda korban. Jenis anoda yang sesuai dipakai di lingkungan air laut
adalah anoda korban yang dalam hal ini menggunakan alloy (campuran logam) dari bahan seng,
aluminium, serta magnesium yang lebih dikenal dengan istilah zink anode, aluminium anode,
serta magnesium anode.
Proses Pemasangan Proteksi Katodik
Sebelum melakukan pemasangan proteksi katodik dengan metode anoda korban ini maka
harus dilakukan pekerjaan pendahuluan. Pekerjaan ini bisanya dilakukan untuk pembersihan
fouling, karat, maupun cat-cat bekas.

a. Pembersihan Badan Kapal
Pekerjaan di atas dok di mulai dengan pembersihan badan kapal di bawah garis air dari
kotoran binatang dan tumbuhan laut (fouling organisme), cat lama dan hasil pengkaratan.
Beberapa metode telah diketahui untuk pembersihan badan kapal, diantaranya sebagai berikut:
Pembersihan terhadap binatang dan tumbuh-tumbuhan laut. Pembersihan ini dapat
dilakukan dengan cara sebagai berikut :
Dengan cara mekanis : dengan memakai skrap (penyekrapan), pembersihan ini
menggunakan tenaga manusia sehingga hasilnya kurang cepat.
Gambar 4.2 Pembersihan Badan Kapal dengan Cara Mekanis
(Sumber : Data Perusahaan PT. Dok dan Perkapalan Surabaya)
Dengan Water Jet : dengan cara ini hasilnya lebih bersih dan cepat. Pembersihan ini
menggunakan air bertekanan tinggi (6000-10000 psi) yang disemprotkan melalui nozel.
Media yang digunakan biasanya air laut maupun air tawar. Mengingat air laut
mempunyai daya korosi tinggi sebaiknya menggunakan air tawar selain itu jika
menggunakan air tawar binatang dan tumbuhan laut mudah terlepas. Pompa water jet di
taruh di atas kereta sehingga mudah untuk di pindah-pindah.

Gambar 4.3 Pembersihan Badan Kapal Menggunakan Water Jet
(Sumber : Data Perusahaan PT. Dok dan Perkapalan Surabaya)
Pembersihan terhadap karat dan cat.
Dengan cara-cara sebagai berikut :
Palu ketok/chipping : dengan cara ini hasilnya kurang cepat 1-2 m²/jam serta kurang
cepat karena mengunakan tenaga manusia.
Sikat Baja (wire brush) : cara ini digunakan setelah dilakukan dengan palu ketok
sehingga sisa-sisa yang masih menempel dapat di bersihkan.
Gerinda listrik : dengan cara ini tanpa pengetokan serta hasil pembersihanya lebih cepat
serta lebih baik tetapi base metal (plat) ikut terkikis.
Sand blasting : Cara ini mengunakan pasir dan udara bertekanan dari kompresor. Pasir-
pasir ditembakkan dengan udara bertekanan melalui nozel. Biasanya tekanan kompresor
(6 kg/mm²) serta diameter pasir 0,5-2 mm. Cara ini mengandung debu debu halus
sehingga dapat mengganggu kesehatan bila terhirup, sehingga operator harus
menggunakan masker.
Shot Blasting : cara ini hampir sama dengan sand blasting tetapi media yang digunakan
berbeda, biasanya menggunakan butiran butiran baja 0,5-0,8 mm dan biasanya
dilakukan di tempat tertutup.
b. Pemeriksaan dan Penggantian Plat Badan Kapal
Pemeriksaan kerusakan dan cacat pada plat sangat penting karena dengan proses ini kita dapat
menentukan perbaikan-perbaikan bagian mana yang akan kita kerjakan serta memanejerial

waktu sehingga perbaikan bisa tepat sesuai dengan jadwal. Sebelum memulai pemeriksaan maka
harus dilakukan pekerjaan pendahuluan sebagai berikut :
1. Pembersihan tumbuhan dan binatang laut
2. Pembersihan terhadap sisa-sisa cat dan karat
3. Pembersihan ruang muat dan pembebasan terhadap gas-gas yang mudah terbakar (gas free).
4. Membuka tutup man hole (lubang orang).
Setelah pekerjaan pendahuluan dilaksanakan maka mulai dilakukan pengecekan dan
pemeriksaan pada bagian bagian kapal. Pemeriksaan tersebut meliputi :
1. Pemeriksaan pada plat lambung kapal.
2. Pemeriksaan balok balok konstruksi.
3. Pemeriksaan kekedapan.
4. Pemeriksaan perlengkapan kapal (propeller, jangkar, rudder, dll).
5. Pengecatan.
6. Pemasangan proteksi katodik.
c. Pemeriksaan plat lambung kapal.
Pemeriksaan ini meliputi :
1. Pengurangan ketebalan plat
Selama pelayaran plat akan mengalami pengurangan ketebalan karena korosi yang
dialami oleh plat. Sehingga pemeriksaan ketebalan akan menjadi sangat penting untuk
mencegah kebocoran pada kapal akibat plat tidak mampu menahan tekanan air sesuai yang
direncanakan. Dalam pelaksanaannya pengecekan ketebalan dicari pada daerah yang tipis,
bisa menggunakan test hammer. Test hammer memiliki dua ujung:
Ujung yang runcing dipakai menghilangkan karat atau kotoran lain
Ujung yang lainya tumpul digunakan untuk memukul plat
Pemilihan plat tipis tidaknya dengan mendengarkan suaranya, semakin tinggi nada
getaran maka semakin tipis plat tersebut. Kemudian kita ukur ketebalan plat tersebut.
Pengukuran ketebalan biasanya dilakukan pada 50 titik atau sesuai kontrak. Ada beberapa
cara menentukan ketebalan plat :
Cara lama : dengan melubangi plat di las dengan acetelyn atau mengebor bagian plat
yang dianggap tipis, kemudian lubang diukur ketebalan platnya, jika masih memenuhi

persyaratan maka lubang tersebut ditutup kembali dengan ditap dahulu kemudian di
baut dan di las dengan las listrik.
Kekurangan : menimbulkan cacat baru.
Cara baru : dengan ultra sonic thickness test. Plat yang akan dites di bersihkan dahulu
(dengan gerinda) kemudian diberi cairan (oli), sebelum digunakan alat dikalibrasi sesuai
dengan plat yang akan kita ukur. Alat ini tidak menyebabkan cacat baru.
Pengurangan ketebalan plat disebabkan karena korosi, laju korosi pada tempat berbeda
beda sehingga pengurangan ketebalan plat akan berbeda pula. Ketebalan plat yang
mengalami pengkaratan tidak boleh lebih dari standart tebal minimum yang ditetapkan
oleh klas. Jika tidak memenuhi maka plat harus diganti. Dalam penggantian plat/replating
maka harus melihat gambar bukaan kulit (sheel exspantion) dimana ketebalan plat pada
tiap-tiap bagian sudah ditulis sehingga jika di ganti ada keterangan, dengan demikian dapat
diketahui plat yang sudah di ganti maupun yang belum, sehingga mempermudah
pemeriksaan.
2. Deformasi plat
Deformasi pada plat bisa disebabkan berbagai cara, misalnya tabrakan dll. Besarnya
bengkokan plat pada bagian yang paling dalam nilainya tidak boleh lebih dari 5x tebal plat
kulit, jika melebihi maka harus di ganti. Pengukuran bisa menggunakan penggaris baja.
Kerusakan plat seperti diatas bisa diperbaiki jika masih memenuhi syarat. Beberapa cara
yang bisa digunakan untuk memperbaiki antara lain :
Dengan pemanasan dan pemukulan.
Dengan hidraulic jack.
3.Keretakan plat.
Keretakan kapal adalah masalah umum dari kapal karena mengalami banyak tekanan
serta moment-moment yang bekerja pada kapal sewaktu berlayar. Beberapa cara untuk
mengetahui keretakan antara lain :
Visual : pemerikasaan dengan mata telanjang, pemeriksaan ini kurang tidak bisa
dilakukan pada keretakan yang halus.

Minyak dan kapur : cara ini mengunakan media minyak dan kapur untuk membantu
memeriksa keretakan. Langkah-langkahnya sebagai berikut :
Bersihkan bagian yang akan diperiksa.
Permukaan diberi minyak dan beberapa lama kemudian di lap sampai kering.
Permukaan di lebur dengan larutan kapur.
Getarkan daerah yang akan diamati dengan dipukul palu.
Apabila timbul keretakan akan timbul warna yang berlainan karena minyak keluar
dari celah keretakan.
Pemeriksaan dengan kapur : cara ini digunakan pada keretakan yang nyata, kapur
dilarutkan dengan spiritus agar cepat kering. Daerah yang yang dianggap retak dilabur
dan daerah yang retak akan terlihat terlambat mengering.
Magnetik test : cara ini dengan memanfaatkan medan magnet yang terbentuk akibat
adanya keretakan. Sehingga serbuk magnet berkumpul pada daerah keretakan.
Zat warna (penetran test) : cara ini menggunakan cairan penetran (merah) yang
memiliki daya tembus yang baik ke dalam keretakan. Lapisan dibersihkan dan diberi
penetran setelah 10 menit bersihkan penetran lalu diberi developer (putih) yang menarik
penetran sehingga pada keretakan akan timbul garis-garis merah bila ada keretakan.
d. Penggantian plat badan kapal
Plat yang akan diganti adalah plat yang tebalnya sudah kritis sehingga perlu diganti,
berikut ini adalah cara-cara penggantian plat :
Tandai terlebih dahulu plat yang akan diganti (marking).
Plat dipotong antar gading (main frame), pemotongan harus dilakukan dengan hati-hati
sehingga tidak memotong main frame
Sebelum memotong (cutting) plat harus dipasang stifner di atas, arah horizontal agar tidak
deformasi(pd web frame). Jika sudah ada senta pada lambung maka tidak perlu ada stifner,
tetapi jika di bagian bawah sentra kamar mesin lebih baik diberi stifner (antar web frame).
Setelah plat dipotong antar gading, sisa pelat yang menempel pada gading dibersihkan, lalu
dipasang plat baru.
Untuk pemasangan plat baru, terutama di bagian haluan dan buritan kapal, plat harus
dibentuk sesuai bentuk body kapal yang akan diganti (forming), lalu untuk pemasangannya
dilas pada gading-gadingnya.

Plat baru dikunci sebelum dilas memanjang. Kalau plat terlalu berat diberi plat untuk
membantu menempelnya plat lama dan plat baru.
Plat yang menempel pada gading di las setempat, tidak perlu semuanya (zig-zag).
Setelah selesai dilas, QC galangan, owner surveyor, dan biro klasifikasi akan memeriksa
hasil dari penggantian plat (las-lasan).
Jika plat yang akan dipasang ukurannya kurang, maka dilakukan line heating kemudian
disesuaikan dengan jack.
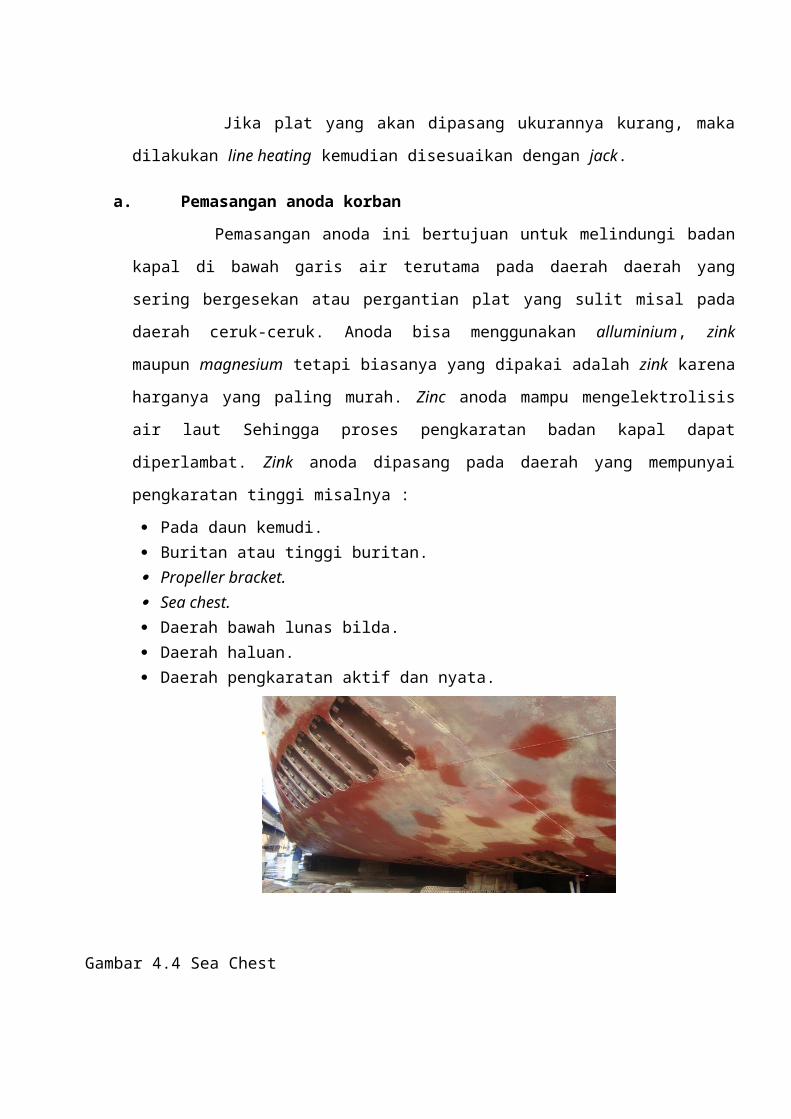
a. Pemasangan anoda korban
Pemasangan anoda ini bertujuan untuk melindungi badan kapal di bawah garis air
terutama pada daerah daerah yang sering bergesekan atau pergantian plat yang sulit misal
pada daerah ceruk-ceruk. Anoda bisa menggunakan alluminium, zink maupun magnesium
tetapi biasanya yang dipakai adalah zink karena harganya yang paling murah. Zinc anoda
mampu mengelektrolisis air laut Sehingga proses pengkaratan badan kapal dapat diperlambat.
Zink anoda dipasang pada daerah yang mempunyai pengkaratan tinggi misalnya :
Pada daun kemudi. Buritan atau tinggi buritan. Propeller bracket. Sea chest. Daerah bawah lunas bilda. Daerah haluan. Daerah pengkaratan aktif dan nyata.
Gambar 4.4 Sea Chest (Sumber : Data Perusahaan PT. Dok dan Perkapalan Surabaya)
Sebelum proses pemasangan anoda korban pada kapal dilakukan kita perlu mengetahui hal-
hal sebagai berikut :
1. Luas permukaan yang dilindungi (protected surface area) S/A. Adalah luas permukaan
badan kapal yang tercelup air dan yang akan dilindungi. Bagian-bagian tersebut antara lain
luas permukaan basah (wetted surface area), luas permukaan kemudi, luas permukaan sea
chest (kotak laut) dan bagian sekitar propeller. Dan untuk menghitung luas permukaan
basah digunakan rumus sebagai berikut :
WSA = (1,8 x LBP x D) + (LBP x BC x B)
Dimana : WSA = Luas permukaan basah (m2)
LBP = Panjang antara garis tegak (m)
D = Draf
BC = Blok koefisien (m)
B = Lebar (m)
2. Kerapatan arus (current density). Yaitu jumlah arus yang terdapat pada suatu bagian kapal
tiap luasannya dengan satuan ampere per m2 (A/m2). Hal ini untuk menentukan besarnya
arus yang dibutuhkan untuk melindungi badan kapal dan ini menentukan laju korosi.
Menurut MES (Mitsui Engineering Standard) kerapatan arus yang terdapat pada bagian
kapal adalah :
- Sea chest : 0,100 A/m2
- Hull part : 0,005-0,020 A/m2
- Propeller : 0,500 A/m2
- Ballast tank : 0,070-0,100 A/m2
Untuk menghitung besar arus yang dibutuhkan untuk mlindungi bagian kapal tersebut
adalah : I = S/A . Cd
Dimana : I = Besar arus yang dibutuhkan (ampere)
S/A = Luas permukaan yang dilindungi (m2)
Cd = Kerapatan arus pada bagian tersebut (A/m2)
3. Masa operasi (life time). Untuk menentukan waktu pemakaian anoda korban didasarkan
pada jadwal pengedokan rutin kapal (anode repair) dan kebanyakan masa operasi (life time)
dan ini ditentukan oleh pihak owner (pemilik kapal). Perhitungan masa operasi dari anoda
dapat menggunakan rumus :
Y = Z
R
Dimana : Y = masa operasi atau lama perlindungan (tahun)
Z = Kapasitas arus (ampere)

R = Arus rata-rata dari anoda (ampere)
4. Kebutuhan anoda. Berat anoda yang dibutuhkan untuk melindungi suatu struktur. Rumus
perhitungannya adalah :
W = Y . 8760 . I →(dlm 1tahun= 8760 jam/annual survey)
Z . U
Dimana : W = berat anoda yang dibutuhkan (kg)
Y = masa operasi atau lama perlindungan (tahun)
I = Arus yang dibutuhkan (ampere)
Z = Kapasitas arus anoda yang dipilih (Ah/kg)
U = Faktor Utilitas (0,9/0,8)
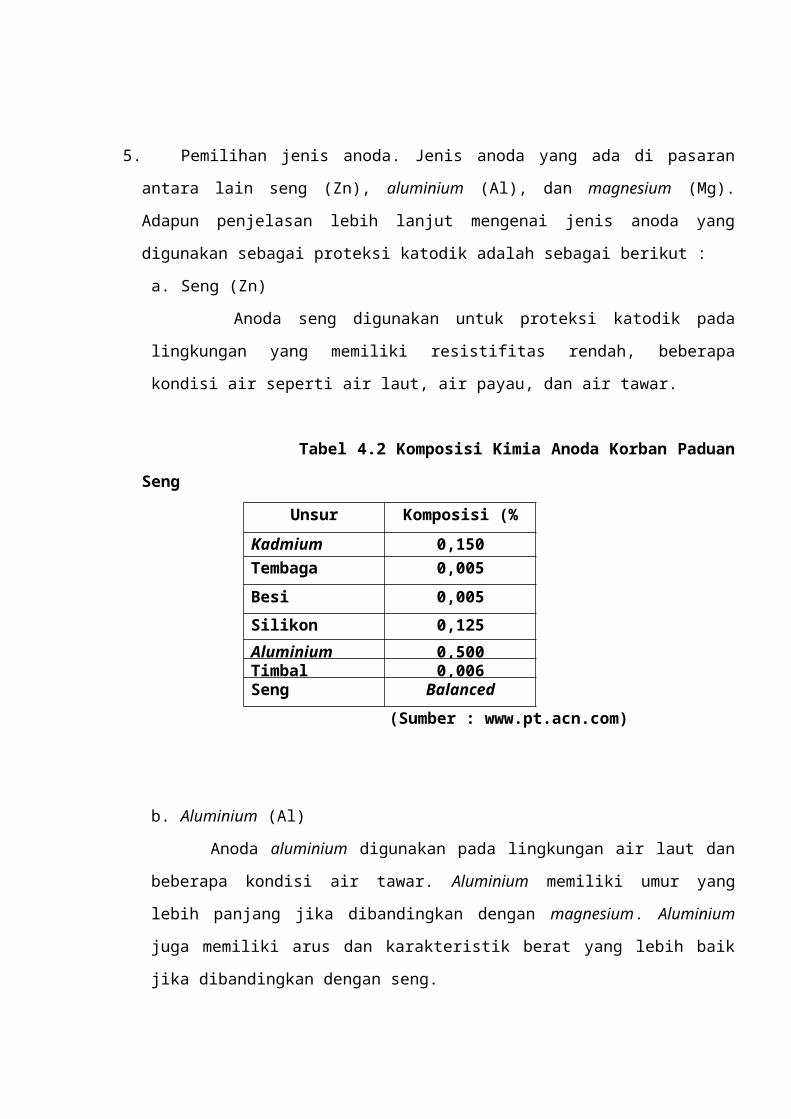
5. Pemilihan jenis anoda. Jenis anoda yang ada di pasaran antara lain seng (Zn), aluminium
(Al), dan magnesium (Mg). Adapun penjelasan lebih lanjut mengenai jenis anoda yang
digunakan sebagai proteksi katodik adalah sebagai berikut :
a. Seng (Zn)
Anoda seng digunakan untuk proteksi katodik pada lingkungan yang memiliki
resistifitas rendah, beberapa kondisi air seperti air laut, air payau, dan air tawar.
Tabel 4.2 Komposisi Kimia Anoda Korban Paduan Seng
Unsur Komposisi (% berat)Kadmium 0,150
Tembaga 0,005
Besi 0,005
Silikon 0,125
Aluminium 0,500Timbal 0,006Seng Balanced
(Sumber : www.pt.acn.com)
b. Aluminium (Al)
Anoda aluminium digunakan pada lingkungan air laut dan beberapa kondisi air tawar.
Aluminium memiliki umur yang lebih panjang jika dibandingkan dengan magnesium.
Aluminium juga memiliki arus dan karakteristik berat yang lebih baik jika dibandingkan
dengan seng.
Tabel 4.3 Komposisi Kimia Anoda Korban Paduan AluminiumUnsur Komposisi (% berat)
Tembaga 0,006Besi 0,012Seng 0,150Silikon 5,000Titanium 0,040Indium 0,030Aluminium Balanced
(Sumber : www.pt.acn.com)c. Magnesium
Anoda magnesium biasanya digunakan untuk proteksi katodik pada lingkungan tanah.
Terdapat dua buah alloy magnesium yang umum digunakan pada proteksi katodik yaitu
high potential magnesium dan H-1 alloy. High potential alloy dihasilkan langsung dari
magnesium yang disuling dari air laut sementara H-1 alloy dihasilkan dari magnesium yang
diperoleh dari recycling facilities. High potential alloy menyediakan magnesium tegangan
keluaran sebesar -1,70 volt relatif terhadap tembaga sulfat sedangkan H-1 alloy
menghasilkan tegangan keluaran yang lebih rendah yaitu -140 volt relatif terhadap
tembaga sulfat. Pemilihan alloy magnesium pada proteksi katodik membutuhkan
pertimbangan kebutuhan arus, resistifitas tanah, dan biaya yang akan dikeluarkan.
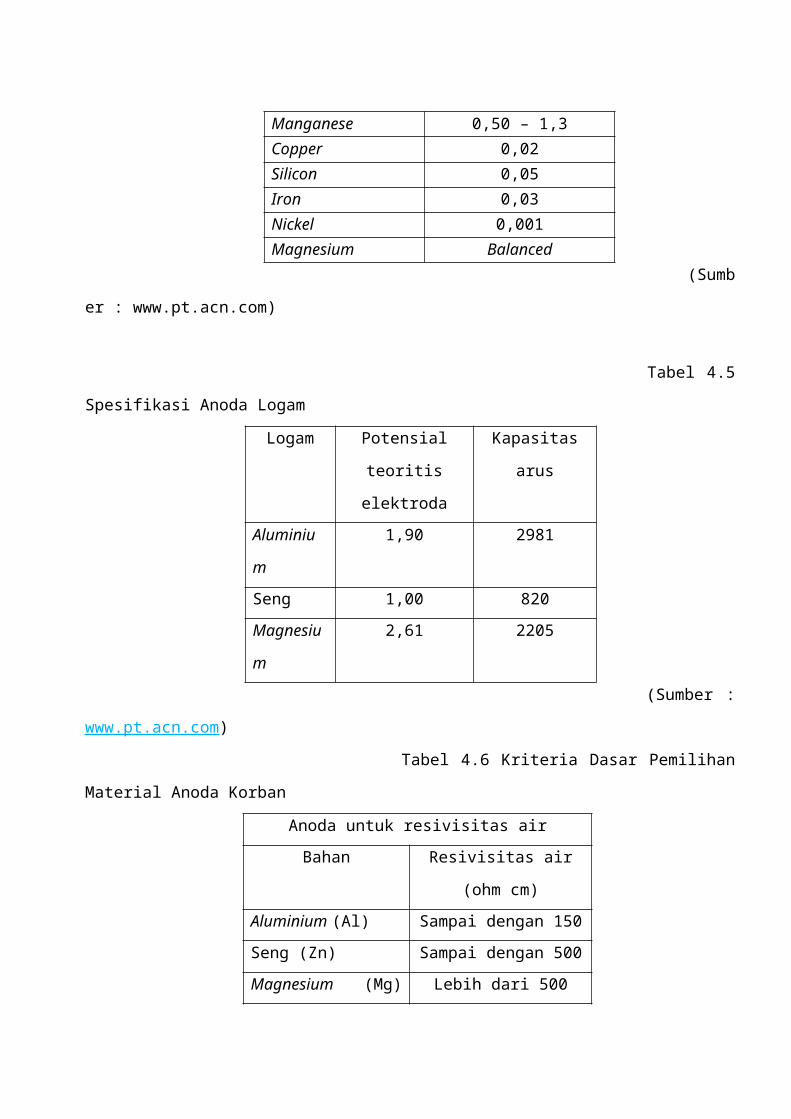
Tabel 4.4 Standar Kimia Alloy MagnesiumUnsur Komposisi (% berat)
Aluminium 0,01Manganese 0,50 – 1,3Copper 0,02Silicon 0,05Iron 0,03Nickel 0,001Magnesium Balanced
(Sumber : www.pt.acn.com)
Tabel 4.5 Spesifikasi Anoda Logam
Logam Potensial teoritis
elektroda
Kapasitas arus

Aluminium 1,90 2981
Seng 1,00 820
Magnesium 2,61 2205
(Sumber : www.pt.acn.com)
Tabel 4.6 Kriteria Dasar Pemilihan Material Anoda Korban
Anoda untuk resivisitas air
Bahan Resivisitas air (ohm cm)
Aluminium (Al) Sampai dengan 150
Seng (Zn) Sampai dengan 500
Magnesium (Mg) (-1,5
v)
Lebih dari 500
(Sumber : Data Perusahaan PT. Dok dan Perkapalan Surabaya)
Gambar 4.5 Anoda Korban Yang Sudah Terkorosi (Sumber : Data Perusahaan PT. Dok dan Perkapalan Surabaya)
Hal terpenting dari anoda yang dipilih adalah :
a) Kapasitas arus.
Adalah besarnya ampere/jam listrik yang dapat disediakan oleh anoda tiap beratnya.
Satuannya Ah/kg.
b) Radius efetif anoda
Adalah daerah yang dapat dipengaruhi oleh anoda korban. Dalam pemasangannya
diusahakan jaraknya mendekati nilai radius efektif anoda.
c) Faktor utilities

Adalah besar dari efektivitas penyediaan kapasitas arus anoda. Nilai kapasitas yang ada
dimungkinkan tidak tepat karena faktor paduan dan faktor lain yang terjadi selama anoda
melindungi struktur seperti terbentuknya lapisan yang memungkinkan aliran arus dari anoda
tidak lagi sesuai dengan kapasitasnya.
6. Jumlah anoda yang dibutuhkan. Untuk menentukan jumlah anoda yang dibutuhkan kita
tinggal membagi berat keseluruhan anoda yang telah diperoleh dengan berat anoda
persatuannya. Pada perhitungan kebutuhan anoda jumlah anoda haruslah genap. Hal ini
dikarenakan pada waktu pemasangan nanti andoa akan dibagi dua sisi (P/S) yang tentu saja
sama jumlahnya. Sehingga apabila perhitungan anoda menghasilkan angka tidak bulat maka
dilakukan pembulatan ke atas. Hal ini dimaksudkan untuk faktor keamanan. Rumus
perhitungannya adalah :
N =
Dimana : N = Jumlah anoda (buah)
W = berat anoda yang dibutuhkan (kg)
W@ = berat anoda per biji (kg)
Berikut contoh langkah-langkah perhitungan jumlah kebutuhan anoda yang harus dipasang :
1. Data yang diperlukan dalam perhitungan
a. Karakteristik anoda
Spesifikasi Tipe A
Ukuran 40 x 150 x 300
Berat 5,15
Arus keluaran 0,60
Met. Pemasangan Pengelasan
Material Aluminium
b. Luas permukaan yang dilindungi (Protected Surface Area)
External hull : 1887 m2
- Main part + Bilge keel : 1366,2 m2
- Stern part : 520,8 m2
c. Kerapatan arus (Current Density)
External hull
- Main part + Bilge keel : 0,015 A
- Stern part : 0,03 A
d. Masa perlindungan (Life time of anoda) : 2 Tahun
e. Kapasitas arus anoda : Al = 2700 Ah/kg
2. Perhitungan arus yang dibutuhkan (Current Requirement)
a. Jumlah arus yang dibutuhkan untuk melindungi daerah external hull :
- Main part
I = 1366,2 x 0,015 A/m2
= 20,493 A/m2
- Stern part
I = 520,8 x 0,03 A/m2
= 15,624 A/m2
3. Perhitungan berat anoda yang dibutuhkan untuk perlindungan.
a. Berat anoda yang dibutuhkan untuk melindungi daerah external hull :
- Main part
N = 20,493 x 2 x 8760
2430
= 147,752 kg
- Stern part
N = 15,624 x 2 x 8760
2430
= 112,65 kg
4. Perhitungan jumlah kebutuhan anoda korban
a. Jumlah anoda yang dibutuhkan untuk melindungi daerah external hull
- Main part
W = 147,752 kg
5,15
= 28,69 = 30 buah
- Stern part W = 112,65 kg 5,15
= 21,87 dibulatkan = 22 buah
Kriteria perancangan proteksi katodik yang diizinkan/direkomendasikan di wilayah
indonesia adalah :

1. “ NACE Standard ” RP. 0176-83, item No. 53036 dan British Standard institution (BSI) BS
7361 part I-1991, tahanan air (water resistivity) adalah 19 Ω/cm dengan temperatur 240C adalah
berkisar 5-6 mA/ft 2 atau 54-65 mA/m2.
2. BS 7361 (BSI) menyarankan untuk struktur yang tidak diberi lapisan (coating) seperti bare
steel adalah 100 mA/m2 dan 30 mA/m2 sedangkan untuk bagian yang tertanam adalah 10
mA/m2dan 30 mA/m2 tergantung lingkungannya. Pada kapal yang tidak diberi lapisan cat (paint
coating) kepadatan arusnya adalah 100 mA/m2. Tetapi bilamana diperkirakan bahwa terjadinya
kerapatan arus 100 mA/m2 (terjadi kerusakan lapisan cat sebesar 50%) maka kepadatan arus
proteksinya 50 mA/m2 sehingga harus diperhitungkan maximum perhitungan kapal tersebut.
Pada cargo atau ballast tank kepadatan arus adalah 108 mA/m2 dan untuk upper wing tank
kepadatan arusnya adalah 130 mA/m2.
3. Kriteria proteksi baja diukur dngan elektroda pembanding Ag/AgCl Ref. Cell adalah-0,80 volt.
Dalam pelaksanaannya pemasangan anoda korban pada kapal bukanlah suatu hal yang
rumit. Hal terpenting yang harus diperhatikan dalam pemasangan anoda korban (sacrificial
anode) ini adanya kontak listrik yang baik antara struktur yang dilindungi dengan anoda. Anoda
korban juga harus dipasang pada daerah yang mempunyai pengkaratan tinggi seperti pada daun
kemudi, buritan atau linggi buritan, propeller bracket, sea chest (lemari besi dalam kapal),
daerah bawah lunas bilda, daerah haluan, dan daerah pengkaratan aktif dan nyata.
Sebelum pemasangan dilakukan, anoda harus dibersihkan serta dibiarkan terbuka. Dalam
teknisnya badan kapal dicat terlebih dahulu setelah itu baru anoda dipasangkan. Antara anoda
korban dan badan kapal diselipkan isolator berupa lapisan karet atau cat. Ada 2 cara untuk
memasang anoda korban pada kapal yaitu :
1. Pemasangan untuk bagian dalam
Ada beberapa cara pemasangan anoda korban untuk bagian dalam. Cara- cara tersebut
antara lain :
a. Cara pemasangan kondisi stand off, anoda dipasang pada posisi horizontal (flush
mounted). Pada kondisi stand off anoda dipasang dengan menggunakan baut.
b. Cara pemasangan las engkol (crank weld), anoda dipasang dengan menggunakan las
engkol. Cara ini biasanya digunakan untuk pemasangan anoda di daerah penumpu
(girder).
c. Cara pemasangan dengan satu/dua las engkol (double/single crank weld), hampir sama
dengan yang b hanya saja terkadang dalam pemasangan anoda menggunakan 2 las
engkol tergantung pada posisi pemasangannya.
d. Cara pemasangan dengan baut tap, anoda dipasang dengan menggunakan baut tap. Cara
ini biasa digunakan untuk memasang anoda di daerah gading balik (web frame).
e. Cara pemasangan jepit (clamp), anoda dijepit kemudian dipasangkan di sisi samping
struktur yang dilindungi.
f. Cara pemasangan dengan U-bolt, tidak beda jauh dengan pemasangan menggunakan
baut tap hanya saja pada U-bolt baut yang digunakan ada dua buah.
2. Pemasangan untuk bagian luar
Cara pemasangan untuk bagian luar biasanya menggunakan metode pengelasan.
Sebelum anoda dipasangkan pada plat maka antara plat dan anoda harus diberi/diselipkan
isolator seperti lapisan karet atau cat hai ini dimaksudkan agar spektrum listrik yang
dihasilkan oleh anoda dapat menyebar untuk melindungi lambung kapal. Radius spektrum
listrik dari anoda adalah ± 2,5 m. Apabila hal ini diabaikan (tidak memakai lapisan karet
atau cat) maka anoda tidak akan bekerja dengan baik sebab spektrum listrik tidak akan
menyebar.
Pemasangan anoda lebih banyak di buritan kapal, hal ini disebabkan karena pada bagian
buritan kapal lebih sering terjadi tekanan partikel air laut akibat aliran fluida dalam laut
sehingga menimbulkan turbulensi. Dengan pemasangan anoda diharapkan dapat menekan
laju korosi pada plat baja kapal sehingga nantinya bisa memperpanjang usia plat kapal,
memanimalisasi terjadinya kecelakaan yang tentunya juga bisa menekan biaya operasional
dan memberikan suatu nilai ekonomis bagi perusahaan pelayaran.

Gambar 4.6 Proses Pengelasan Anoda (Sumber : Data Primer)

BAB VPENUTUP
1.1 Kesimpulan
Berdasar pengamatan dan hasil kerja praktek yang dilakukan di PT. Dok dan Perkapalan
Surabaya (Persero), maka dapat diambil kesimpulan sebagai berikut :
1. Perencanaan pengendalian produksi yang dilakukan di PT Dok dan Perkapalan Surabaya
(Persero) dibagi menjadi dua, yaitu perencanaan dan pengendalian produksi untuk pembuatan
kapal dan perencanaan dan pengendalian produksi untuk reparasi kapal.
2. Secara umum kegiatan produksi di PT Dok dan Perkapalan Surabaya (Persero) meliputi proses
pembangunan/produksi kapal baru dan reparasi/perbaikan kapal.
3. Pemeliharaan yang dilakukan di PT Dok dan Perkapalan Surabaya (Persero) yaitu meliputi
pemeliharaan periodik dan pemeliharaan non periodik.
4. Quality Control yang diterapkan di PT. DPS meliputi semua proses mulai awal proses produksi
hingga akhir proses, termasuk didalamnya quality control pada reparasi poros baling-baling
kapal yang telah dijalankan sesuai prosedur yang berlaku di PT Dok dan Perkapalan Surabaya
(Persero).
5. Keselamatan dan Kesehatan Kerja (K3) yang diterapkan di PT Dok dan Perkapalan Surabaya
(Persero) sudah mengacu dengan UU K3 Tahun 1970, tapi dalam pelaksanaan pegawai belum
taat untuk memakai alat pelindung diri dengan baik. Juga sarana kesehatan (poliklinik) sudah
tersedia.
6. Pada pemasangan proteksi katodik ada 3 logam yang dapat digunakan sebagai anoda korban
yaitu antara lain zink, aluminium, dan magnesium. Ada dua cara untuk memasang anoda
korban pada plat baja kapal yaitu cara pemasangan untuk bagian dalam kapal dan cara
pemasangan untuk bagian luar kapal.
5.2 Saran
1. Untuk industri antara lain :
Untuk pemeliharaan mesin perlu menambah tenaga kerja mengingat jumlah tenaga kerja
dan jumlah mesin tidak berimbang.
Demi keselamatan pekerja sebaiknya perusahaan lebih menekankan pegawainya untuk
berjalan di line safety plan (garis keamanan) yang ada pada sepanjang jalan di dalam

perusahaan. Karena berdasarkan dari pengamatan masih banyak pekerja yang masih
berjalan diluar garis.
2. Untuk jurusan antara lain :
Untuk PI harus disesuaikan dengan kalender akademik.
Untuk waktu 2 bulan sesuaikan dengan liburan kalender akademik agar tidak
mengganggu perkuliahan mahasiswa.
Biro PI diharapkan memilih tempat PI yang bisa dimasuki atau yang masih kosong.

DAFTAR PUSTAKA
NACE, “Basic Corrosion Course”, National Association of Engineers, 1978
Kenneth R. Trethewey dan John Chamberlain, “Korosi”, Alih bahasa Alex Tri Kantjono
Widodo, PT. Gramedia Pustaka Utama, Jakarta, 1991
Sulaiman, A, “Proteksi Katodik”, Makalah Kursus, Institut Teknologi Bandung, 1995
Morgan, J. “Cathodic Protection”, National Association of Corrosion Engineers, 1987
http://www.corrosion.co.za/pdf/Cathodic_Protection_for_Ships.pdf
Related Documents











