PENGARUH SUHU MESIN PEMASAKAN TERHADAP PRODUK CHICKEN NUGGET DI PT. CHAROEN POKPHAND INDONESIA FOOD DIVISION PLANT SALATIGA KERJA PRAKTEK Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar Sarjana Teknologi Pangan Oleh : Arbiyandani Setyoadjie NIM : 15.I1.0033 PROGRAM STUDI TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS KATOLIK SOEGIJAPRANATA SEMARANG 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PENGARUH SUHU MESIN PEMASAKAN TERHADAP
PRODUK CHICKEN NUGGET
DI PT. CHAROEN POKPHAND INDONESIA
FOOD DIVISION PLANT SALATIGA
KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar
Sarjana Teknologi Pangan
Oleh :
Arbiyandani Setyoadjie
NIM : 15.I1.0033
PROGRAM STUDI TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA SEMARANG
2018

i
HALAMAN PENGESAHAN
PENGARUH SUHU MESIN PEMASAKAN TERHADAP
PRODUK CHICKEN NUGGET DI PT. CHAROEN POKPHAND INDONESIA
FOOD DIVISION PLANT SALATIGA
Oleh :
ARBIYANDANI SETYOADJIE
NIM : 15.I1.0033
PROGRAM STUDI : TEKNOLOGI PANGAN
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji
pada.
Semarang,
Fakultas Teknologi Pertanian
Program Studi Teknologi Pangan
Universitas Soegijapranata Semarang
Pembimbing Lapangan, Pembimbing Akademik,
Iska Anggun Ratna Sari Putri Novita Ika Putri, STP, MSc.
Dekan,
Dr. R. Probo Y. Nugrahedi, STP, MSc.

ii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas berkat dan
rahmat karunia-Nya, penulis dapat menyelesaikan Laporan Kerja Praktek yang berjudul
“PENGARUH SUHU PADA PENGGORENGAN FRYING 1 DAN FRYING 2
TERHADAP KENAIKAN SUHU PADA CHICKEN NUGGET” di PT. Charoen
Pokphand Indonesia Food Division Salatiga” dengan baik dan tepat waktu. Kerja
Praktek ini dilakukan dengan tujuan untuk memenuhi syarat salah satu mata kuliah
Kerja Praktek pada Program S1 Teknologi Pangan Fakultas Teknologi Pertanian dan
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pangan Universitas
Katolik Soegijapranata Semarang.
Dengan selesainya laporan kerja praktek ini, penulis ingin mengucapkan terimakasih
kepada beberapa pihak yang telah memberikan dukungan, semangat, informasi, doa,
bimbingan, dan arahan sehingga laporan ini dapat selesai dengan baik. Dalam
menjalankan Kerja Praktek dan penulisan Laporan Kerja Praktek ini, penulis
memperoleh banyak wawasan, pengetahuan, keterampilan, serta pengalaman dalam
bidang pangan khususnya pada bagian bahan serta sistem produksi untuk produk
chicken nugget di PT Charoen Pokphand Indonesia - Food Division Plant Salatiga.
Terimakasih penulis haturkan kepada :
1. Tuhan Yesus yang telah memberikan penyertaan-Nya sehingga penulis dapat
menyelesaikan laporan dan presentasi kerja praktek dengan baik.
2. Keluarga yang telah memberikan motivasi, waktu, dan biaya sehingga penulis
dapat menyelesaikan kerja praktek dan laporan dengan baik.
3. Dr. R. Probo Y. Nugrahedi, STP., MSc. selaku Dekan Teknologi Pangan Fakultas
Teknologi Pertanian Universitas Katolik Soegijapranata Semarang yang telah
memberikan ijin untuk melakukan kerja praktek.
4. Meiliana S.Gz., M.S. selaku koordinator bagian kerja praktek Teknologi Pangan
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
5. Novita Ika Putri, STP, MSc selaku dosen pembimbing dalam pelaksanaan kerja
praktek hingga laporan kerja praktek ini dapat selesai dengan baik.
iii
6. Bapak Aditya Taufiq Wibowo selakuDeputy General Manager PT. Charoen
Pokphand Indonesia Food Division Plant Salatiga yang telah mengijinkan penulis
untuk melakukan kerja praktek di perusahaan tersebut.
7. Bapak Asmoro Hendriyadi selaku Manager QC dan Lab di PT. Charoen Pokphand
Indonesia Food Division Plant Salatiga yang membimbing dan memberikan
informasi berkaitan dengan pelaksanaan dalam kerja praktek.
8. Bapak Tridadi Ismu Nugroho selaku Manager P&GA dari PT. Charoen Pokphand
Indonesia Food Division Plant Salatiga yang telah membantu dalam proses
mengijinkan penulis untuk melakukan kerja praktek di perusahaan tersebut.
9. Ibu Shanty Junita selaku Staff P&GA dari PT. Charoen Pokphand Indonesia Food
Division Plant Salatiga yang telah membantu dalam proses penerimaan proposal
dan memberikan informasi mengenai kerja praktek dan membantu penulis untuk
memperoleh ijin melakukan kerja praktek.
10. Ibu Iska Anggun Ratna Sari Putri selaku pembimbing lapangan yang telah bersedia
membimbing penulis selama pelaksanaan kerja praktek.
11. Seluruh Supervisor, Foreman, QC, checker, ketua regu, seluruh staff, karyawan
yang telah bersedia memberikan pengarahan dan informasi yang dibutuhkan oleh
penulis.
12. Liem, Stefanus Halim selaku rekan dalam pelaksanaan kerja praktek di Salatiga.
13. Teman-teman yang terlibat baik secara langsung maupun tidak langsung dalam
pembuatan laporan kerja praktek.
Akhir kata penulis berharap agar laporan kerja praktek ini dapat bermanfaat bagi
pembaca dan khususnya mahasiswa Fakultas Teknologi Pertanian UNIKA
Soegijapranata. Penulis menyadari bahwa penyusunan laporan kerja praktek ini masih
banyak kekurangan dan masih jauh dari sempurna. Oleh karena itu, penulis memohon
maaf sebesar-besarnya apabila terdapat kesalahan dan jika ada kritik maupun saran yang
membangun sangat diharapkan demi kesempurnaan laporan kerja praktek lapangan ini.
Semarang, 28 Februari 2018
iv
DAFTAR ISI
HALAMAN PENGESAHAN ........................................................................................... i
DAFTAR ISI ................................................................................................................... iv
DAFTAR GAMBAR ....................................................................................................... vi
DAFTAR GRAFIK ........................................................................................................ vii DAFTAR TABEL ............................................................................................................. i
1. PENDAHULUAN ..................................................................................................... 11.1. Latar Belakang ................................................................................................... 1
1.2. Tujuan ................................................................................................................ 3
1.3. Tempat dan Waktu Pelaksanaan ........................................................................ 3
1.4. Metode Kerja Praktek ........................................................................................ 3
2. KEADAAN UMUM PERUSAHAAN ..................................................................... 42.1. Profil Perusahaan ............................................................................................... 4
2.2. Kebijakan Mutu dan Keamanan Pangan ............................................................ 5
2.3. Logo Perusahaan ................................................................................................ 5
2.4. Visi dan Misi Perusahaan ................................................................................... 6
2.5. Lokasi dan Tata Letak Perusahaan .................................................................... 6
2.6. Struktur Organisasi ............................................................................................ 6
3. SPESIFIKASI PRODUK ........................................................................................ 10
4. Proses produksi chicken nugget .............................................................................. 12
4.1.1. Nugget ...................................................................................................... 13

v
4.1.2. Penggorengan ........................................................................................... 14
4.1.3. Pembekuan ................................................................................................ 15
5. PROSES PRODUKSI NUGGET AYAM DAN PROSES PENGAWASN MUTU ................................................................................................................................. 18
5.1. Tahapan Produksi ............................................................................................. 18
5.2. Kedatangan Bahan Baku dan Bahan Penunjang .............................................. 19
5.3. Meat Preparation ............................................................................................. 19
5.4. Cooking ............................................................................................................ 21
5.5. Pengemasan ...................................................................................................... 22
5.6. Pengawasan Mutu Produk ................................................................................ 23
6. PENGARUH SUHU mesin penggorengan frying 1 dan frying 2 terhadap kenaikan suhu pada produk chicken nugget ........................................................................... 24
6.1. Latar Belakang ................................................................................................. 24
6.2. Tujuan .............................................................................................................. 25
6.3. Metode ............................................................................................................. 25
6.4. Hasil Pengamatan ............................................................................................. 25
6.5. Pembahasan ...................................................................................................... 29
7. KESIMPULAN DAN SARAN ............................................................................... 327.1. Kesimpulan ...................................................................................................... 32
7.2. Saran ................................................................................................................ 32
8. DAFTAR PUSTAKA ............................................................................................. 339. Lampiran ................................................................................................................. 35
9.1. Data Hasil Pengamatan Pengaruh Suhu Penggorengan FRYING 1 dan FRYING
2 TERHADAP KENAIKAN SUHU PADA CHICKEN NUGGET ........................... 35

vi
DAFTAR GAMBAR
Gambar 1. Logo PT. Charoen Pokphand Indonesia ......................................................... 6
Gambar 2. Produk merk Fiesta. ...................................................................................... 10
Gambar 3. Produk merk Champ. .................................................................................... 10
Gambar 4. Produk merk Okey. ....................................................................................... 11
Gambar 5. Produk merk Akumo ..................................................................................... 11
Gambar 6. Alur produksi pembuatan chicken nugget .................................................... 19

vii
DAFTAR GRAFIK Grafik 1. Pengaruh suhu mesin frying 1 terhadap produk
Error! Bookmark not
defined.
Grafik 2. Pengaruh suhu mesin frying 2 terhadap produk .............................................. 27
Grafik 3. Perbandingan pengaruh suhu mesin frying 1 dan frying 2 terhadap produk ... 28

i
DAFTAR TABEL
Tabel 1. Syarat Mutu Chicken Nugget ........................................................................... 13

1
1. PENDAHULUAN
1.1. Latar Belakang
Pada era globalisasi saat ini perkembangan teknologi serta pengetahuan semakin cepat
dan mudah untuk didapatkan. Hal tersebut turut serta mempengaruhi perkembangan
aspek lingkungan lainnya, seperti budaya, masyarakat, pangan, dan lain – lain. Pada
dasarnya dunia pangan merupakan sebuah dunia yang erat hubungannya dengan segala
macam kehidupan manusia. Dalam kesehariannya manusia selalu memerlukan makanan
untuk beraktivitas. Perkembangan kemajuan teknologi yang sangat pesat membuat
dampak yang besar bagi dunia pangan, khususnya terhadap perkembangan industri
pangan. Perkembangan teknologi dalam sektor industri pangan di Indonesia sekarang
ini berlangsung semakin cepat dan mudah berbanding lurus dengan kemajuan teknologi
dan ilmu pengetahuan. Salah satu bentuk nyata dari cepatnya perkembangan tersebut
ditandai dengan semakin banyak nya pabrik yang dibangun dan semakin banyak pula
pekerjaan yang berkaitan dengan industry pangan.
Salah satu cara mahasiswa agar lebih mendalami proses kemajuan teknologi dan
pengetahuan berkaitan dengan industri pangan secara nyata adalah dengan mengikuti
kerja praktek (KP). Pada dasarnya KP merupakan salah satu mata kuliah wajib di
Program Studi Teknologi Pangan Universitas Katolik Soegijapranata yang dilakukan
diantara semester V dan VI selama kurang lebih 1 bulan. Mahasiswa Program Studi
Teknologi Pangan Universitas Katolik Soegijapranata Semarang dituntut untuk
memiliki pengetahuan, pengalaman, keterampilan, dan wawasan yang luas untuk
mampu memenuhi tuntutan dalam industri pangan yang semakin berkembang. Pada
umumnya selama perkuliahan diajarkan mengenai pengetahuan berkaitan dengan
industri pangan dan cara penerapan keamanan pangan yang benar yaitu dengan adanya
beberapa kegiatan, seperti kegiatan praktikum. Namun sebagai mahasiswa kita
menyadari bahwa pengetahuan yang diperoleh selama kegiatan perkuliahan cenderung
terbatas dan belum cukup memberikan gambaran nyata berkaitan dengan industri
pangan. Selain itu, selama kegiatan perkuliahan juga kurang memberikan keterampilan
serta nilai – nilai individu dalam menghadapi permasalahan nyata yang ada dan terjadi
di industri pangan. Oleh karena itu, kegiatan praktek kerja ini sangatlah dibutuhkan

2
mahasiswa yaitu dengan melakukan KP, agar nantinya mahasiswa siap untuk terjun
langsung dalam industri pangan. Dalam hal ini, penulis memilih PT. Charoen Pokphand
Indonesia sebagai tempat Kerja Praktek karena PT. Charoen Pokphand Indonesia Food
Division Plant Salatiga memiliki kemajuan teknologi yang modern serta didukung
sumber daya manusia yang berkualitas dan mesin-mesin yang memadai serta sudah
memenuhi standar. Industri pangan ini bergerak dibidang pengolahan daging,
khususnya pada pengolahan daging ayam menjadi produk pangan yakni nugget dan
sosis. Dalam industri pangan ini, dapat melihat dan mempelajari secara langsung dan
menyeluruh berkaitan dengan proses pengolahan yang ada mulai dari bahan baku/ raw
materials, proses produksi, hingga produk akhir. Ada beraneka ragam produk akhir
yang ada di perusahaan tersebut seperti berbagai maca prodak tersebut menggunakan
merk Golden Fiesta, Fiesta, Champ, Akumo, dan Okey. Selain itu, industri ini juga
memproduksi breadcrumbs, dimana hasil produksi akan digunakan untuk proses
pembuatan nugget serta didistribusikan ke pasaran. Dengan melakukan kerja praktek di
perusahaan ini, dapat diketahui mengenai teknologi yang digunakan secara umum pada
proses pembuatan nugget dengan menggunakan teknologi yang modern serta proses
pengendalian mutu yang ada di perusahaan.
Pada umumnya PT. Charoen Pokphand Indonesia, Food Division Plant,Salatiga,
merupakan salah satu perusahaan terbesar yang bergerak di bidang pengolahan daging
ayam. Perusahaan ini menyiapkan bahan baku dari pemotongan ayam hingga proses
mengolah daging ayam mentah menjadi produk-produk beku seperti nugget, sosis,
karage, dan lain-lain. Dengan menerapkan teori dasar yang didapatkan selama kuliah,
melalui kegiatan kerja praktek ini dapat diterapkan dengan efektif dan efisien, dan
mendapatkan pembelajaran barudalam praktek produksi pengolahan daging menjadi
nugget pada industri panganserta membandingkan teori yang ada dengan apa yang
terjadi di lapangan.
Laporan ini berisi tentang tujuan, proses, hasil, hingga kesimpulan selama melakukan
kerja praktek di PT.Charoen Pokphand Indonesia Food Division plant Salatiga. Fokus
utama dari laporan ini adalah tentang pengendalian mutu dalam pembuatan chiken
nugget pada proses cooking dengan menggunakan metode frying di PT.Charoen

3
Pokphand Indonesia Food Division plant Salatiga. Kesimpulan yang diberikan
berdasarkan hasil pembahasan dan tujuan dari kerja praktek.
1.2. Tujuan
Tujuan dari Kerja Praktek di PT. Charoen Pokphand Indonesia Food
DivisionPlantSalatiga, antara lain:
a. Mengetahui proses pembuatan chicken nugget.
b. Mengetahui pengendalian mutu pada proses cooking.
c. Mengetahui pengendalian mutu pada produk chicken nugget.
d. Mengetahui kendala atau masalah yang terjadi selama pengendalian mutu pada
produk chicken nugget pada proses cooking dan berusaha mencari jalan keluar untuk
mengatasi beberapa masalah tersebut.
1.3. Tempat dan Waktu Pelaksanaan
Kerja praktek dilakukan di PT. Charoen Pokphand Indonesia –Food Division Plant
Salatiga selama 22 hari dimulai pada tanggal 1 Februari 2018 hingga 28Februari 2018.
1.4. Metode Kerja Praktek
Praktek kerja lapangan dilakukan dengan metode pengamatan secara langsung, praktek
secara langsung dalam prosesproduksi,diskusi,danwawancara di tempat praktek
lapangan selama 22 hari serta melalui studi pustaka yang berkaitan dengan praktek kerja
lapangan. Beberapa kegiatan yang dilakukan selama praktek kerja lapangan
yaitumempelajari alur produksi pada proses pembuatan chicken nugget, pengamatan
lapangan terkait dengan proses produksi pembuatan chicken nugget, diskusi dengan
pembimbing lapangan, serta studi pustaka dengan pengumpulan data berdasarkan
literatur sebagai pelengkap dan pembanding data yang diperoleh di lapangan serta
presentasi akhir yang bertujuan mengetahui sejauh mana pemahaman penulis mengenai
proses produksi chicken nugget.
4
2. KEADAAN UMUM PERUSAHAAN
2.1. Profil Perusahaan
PT. Charoen Pokphand Indonesia – Food Division, Unit Salatiga adalah salah satu
perusahaan yang tergabung dalam Charoen Pokphand Group Indonesia ( CP Group ).
Berdiri pada tanggal 22 September 2007. Pabrik tersebut menempati areal seluas 4,6
hektar di Jl. Patimura KM.1, Salatiga, Jawa Tengah. PT. Charoen Pokphand memiliki
kemampuan produksi sebesar 4.000 ekor per jam dengan jumlah karyawan sekitar 1200
orang.
Sebagai industri pemotongan dan pengolahan daging ayam, PT. Charoen Pokphand
Indonesia, Food Division didukung oleh pengalaman teknologi dan sumber daya
manusia yang terbaik, PT. Charoen Pokphand Indonesia telah membuktikan dirinya
sebagai perusahaan pengolahan daging ayam yang bermutu di Indonesia demi kepuasan
seluruh rakyat Indonesia. Visi PT. Charoen Pokphand Indonesia adalah menjadi
produsen kelas dunia makanan olahan dari daging ayam khususnya dan bahan lain
umumnya. Misi PT. Charoen Pokphand Indonesia adalah membantu meningkatkan
kualitas bangsa Indonesia dan dunia serta memuaskan pelanggan dan pemegang saham
dengan memproduksi makanan olahan yang bermutu tinggi, halal dengan menerapkan
GMP (Good Manufacturing Practice), SSOP (Sanitation Standard Operating
Procedure), HACCP dan ISO 9001.
Produk PT. Charoen Pokphand Indonesia-Food division merupakan produk dengan
kualitas terbaik, dimulai dengan proses pemilihan bahan baku ayam yang memenuhi
standard ayam yang sehat, bebas dari segala penyakit, proses pemotongan dan
pembersihan ayam yang dilakukan dengan halal dan hygienis, juga proses pengolahanya
yang diawasi secara ketat dan sesuai dengan standard makanan yang bermutu tinggi,
sampai pada kemasan dan kualitas kontrol, serta distribusi yang dilakukan oleh sumber
daya manusia yang terbaik, didukung oleh mesin mesin yang modern dan berteknologi
tinggi.
5
PT. Charoen Pokphand Indonesia-Food Division, memproduksi dan mensupply produk
yang bermutu tinggi untuk keperluan industri makanan di Indonesia. Charoen Pokphand
Indonesia-Food Division, sangat mengutamakan kebersihan dan kualitas dari produk
yang dihasilkan, untuk itu masalah sanitasi dan hygienis serta jaminan halal sangat
diutamakan, untuk menghasilkan produk bermutu tinggi dan memenuhi harapan serta
kebutuhan pelanggan.
2.2. Kebijakan Mutu dan Keamanan Pangan
PT. Charoen Pokphand Indonesia-Food Division mengeluarkan kebijakan mutu yaitu :
senantiasa menghasilkan produk yang bermutu tinggi, halal dan aman untuk dikonsumsi
dalam rangka pencapaian visi & misi perusahaan sehingga dapat memberikan jaminan
kepuasan kepada pelanggan, menggalang kerjasama, partisipasi aktif dan positif semua
karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus-menerus.
Sesuai dengan motto PT.Charoen Pokphand “A Tradition of Quality”.
2.3. Logo Perusahaan
PT. Charoen Pokphand Indonesia – Food Division PlantSalatiga memiliki logo
perusahaan berupa hewan singa dengan tulisan CP (Charoen Pokphand) bewarna merah
dengan putih pada bagian logo singa serta dan huruf CP seperti pada gambar 1.
6
Gambar 1. Logo PT. Charoen Pokphand Indonesia 2.4. Visi dan Misi Perusahaan
Visi dari PT. Charoen Pokphand Indonesia - Food Division Plant Salatiga adalah:
• Menjadi produsen kelas dunia dalam bidang makanan olahan dari daging ayam
khususnya dan bahan lain umumnya.
• Menjadi perusahaan yang bertanggung jawab, peduli terhadap dampak sosial
dan lingkungan di dalam menjalankan kegiatan kami.
Misi dari PT. Charoen Pokphand Indonesia - Chicken Processing Plant Salatiga adalah:
• Membantu meningkatkan kualitas bangsa Indonesia dan dunia serta memuaskan
pelanggan dan pemegang saham dengan memproduksi makanan olahan
bermutu tinggi, halal, dan aman untuk dikonsumsi dengan menerapkan GMP
(Good Manufacturing Practice), SSOP (Sanitation Standart Operating
Procedure), Sistem Jaminan Halal, HACCP, dan ISO 9001:2008.
• Menjaga dan menerapkan prinsip-prinsip kelestarian lingkungan hidup sesuai
peraturan perundangan yang berlaku.
2.5. Lokasi dan Tata Letak Perusahaan
PT. Charoen Pokphand Salatiga mempunyai5 plant, antara lain rumah pemotongan
hewan(SlaughterhousePlant), FurtherProcessingPlant, SausageProcessingPlant,
BreadcrumbsPlant, dan gudang penyimpanan bahan baku kering(PremixPlant). Fasilitas
- fasilitas pendukung antara lain ruang penyimpanan suhu rendah (cold storage dan
chillroom), gudang penyimpanan kemasan, instalasi pengolahan air limbah atau Waste
Water Treatment Plan (WWTP), office, dan laboratorium internal.
2.6. Struktur Organisasi
Didalam kepengurusan di PT Charoen Pokphand Indonesia - Food Division Plant
Salatiga terdiri dari berbagai jabatan dan pihak yang membantu jalannya perusahaan,
hal tersebut dapat dilihat pada gambar 2. Struktur organisasi berbentuk linier yaitu
wewenang pimpinan tertinggi secara langsung mengalir kepada kepala bagian yang
berada di bawahnya dengan pembagian kerja yang sesuai dengan bidang – bidang yang
telah terstruktur dan masing – masing bertanggung jawab pada bidangnya.

7
Berikut adalah struktur organisasi PT. Charoen Pokphand Indonesia, Food Division
PlantSalatiga :
a. Head Production
Merupakan pimpinan dari PT Charoen Pokphand Indonesia Food Division Plant,
Salatiga. Pemimpin ini bertugas untuk memimpin, mengawasi, dan mengkoordinir
pelaksanaan tugas bagian – bagian dibawahnya, serta merencanakan dan
menerapkan kebijkasanaan perusahaan mengenai perbaikan dan perkembangan
umum perusahaan.
b. Sausage Production
Bagian yang bertanggung jawab dan bertugas dalam produksi olahan ayam, yaitu
sosis.
c. Breadcrumbs Production
Bagian yang bertanggung jawab dan bertugas dalam produksi pembuatan
breadcrumbs.
d. Further Production
Bagian yang bertanggung jawab dan bertugas dalam produksi olahan ayam, yaitu
chickennugget forming dan non-forming.
e. Slaughter House
Bagian yang bertanggung jawab dan bertugas dalam proses pemotongan ayam,
dimana daging ayam yang dipotong ini akan menjadi bahan baku produk nugget,
sosis, dan dijual ke industri pengolahan pangan lainnya.
f. Planning Production
Bagian yang bertanggung jawab dan bertugas untuk membuat planning atau
rencana produksi untuk ketiga produk, yaitu daging ayam, nugget, dan sosis dalam
1 minggu serta mengontrol jumlah barang yang berada di dalam gudang yang
nantinya akan bekerjasama dengan bagian warehouse .
f. Warehouse
Bagian yang bertanggung jawab dan bertugas untuk menyimpan produk olahan
setelah proses produksi maupun bahan baku, bahan penunjang, dan bahan mentah
yang akan digunakan dalam proses produksi, serta berkaitan dengan penerimaan
dan pengeluaran bahan-bahan di gudang.

8
g. QC (Quality Control) / Lab
Bagian yang bertanggung jawab dan bertugas untuk mengontrol produk yang
dihasilkan agar sesuai dengan standar yang diberikan, dimana akan dilakukan
pengujian kandungan-kandungan dari bahan baku hingga produk makanan. Bagian
QC ini terdiri atas QC produksi dan QC laboratorium.
h. Personnel and General Affair (P &GA)
Bagian yang bertugas untuk melakukan tugas personalia, melayani masalah sumber
daya manusia dalam seluruh departemen dan pelatihan kerja lapangan, serta
bertanggung jawab penuh terhadap proses rekruitmen karyawan baru.
i. Utility and Maintance
Bagian yang bertanggung jawab dan bertugas untuk melakukan pengawasan semua
peralatan dan mesin-mesin yang digunakan selama proses produksi sehingga dapat
digunakan dalam kondisi siap pakai dan memperlancar proses produksi.
j. Purchasing
Bagian yang bertanggung jawab dan bertugas dalam melakukan pembelian bahan
baku, bahan penunjang produksi, dan pengadaan barang.
k. Expedition and Logistic
Bagian yang bertanggung jawab dan bertugas untuk mengatur proses transportasi
dan proses distribusi produk.
l. Sales Fresh and Frozen
Bagian yang bertanggung jawab dan bertugas dalam pemasaran produk, baik produk
daging ayam potong maupun daging ayam olahan seperti nugget dan sosis. Selain
itu, bagian ini juga bekerjasama lansung dengan distributor Charoen Pokphand
Group yaitu PT Prima Food International.

9
Berikut adalah gambar dari struktur organisasi:
Gambar 1. Struktur Organisasi PT. Charoen Pokphand, Food Division Plant Salatiga.
Head Production
Sausage Production Supervisor
Further Production Supervisor
Premix Production Supervisor
Production Planning Supervisor
Slaughter House Supervisor
Breadcrumbs Production
Supervisor
QC / Lab Supervisor
Warehouse Supervisor
P &GA Supervisor
Utility and Maintance Supervisor
Purchasing Supervisor
Sales Fresh and Frozeen Supervisor
Expedition and Logistic Supervisor

10
3. SPESIFIKASI PRODUK
Pada proses pembuatan nugget ayam atau yang sering disebut dengan departemen
Furtherdi PT. Charoen Pokphand Indonesia-Food Division PlantSalatiga memproduksi
4 macam merk dagang, yaitu Fiesta, Champ, Okey, dan Akumo.
Gambar 2. Produk merk Fiesta yang dihasilkan oleh departemenfurther di PT. Charoen Pokphand Indonesia-Food Division Plant Salatiga.
Gambar 3. Produk merk Champ yang dihasilkan oleh departemen further di PT. Charoen Pokphand Indonesia-Food Division Plant Salatiga.
11
Gambar 4. Produk merk Okey yang dihasilkan oleh departemen further di PT. Charoen Pokphand Indonesia-Food Division Plant Salatiga.
Gambar 5. Produk merk Akumo yang dihasilkan oleh departemen further di PT. Charoen Pokphand Indonesia-Food Division Plant Salatiga.
(https://cpfood.co.id/products)

12
4. PROSES PRODUKSICHICKEN NUGGET
Pada umumnya proses produksi chicken nugget di PT. Pokphand Indonesia meliputi
beberapa proses produksi, dimana pada awalnya penerimaan bahan baku produksi yang
dimasukan dalam storage produksi yang akan diolah menjadi produk, storage dalam
ruang produksi ini dipisahkan berdasarkan bahan baku yang ada, dimana bahan baku
basah berupa daging ayam yang telah dipotong disimpan dalam chillroom, lalu ada pula
bahan baku kering berupa premix, bumbu, dan breadcrumb yang disimpan dalam
gudang seasoning. Pada mulanya daging ayam dan bahan baku tambahan seperti
premix, bumbu dan breadcrumb diambil dari storage dan melewati tahap penimbangan
serta penyortiran sesuai produksi. Lalu kemudian masuk ke proses selanjutnya dimana
untuk daging ayam akan dimasukan ke dalam mesin autogrind, sedangkan bahan baku
kering akan dimasukan seluruhnya kedalam mesin mixing. Pada saat proses mixing ini
pula ditambahkan senyawa pengemulsi yang jenisnya telah disesuaikan dengan
formulasi khusus sesuai produk serta dilakukan penambahan gas N2untuk proses
cooling pada tahap ini. Pada tahap ini penambahan nitrogen yang mempunyai
karakteristik tidak berbau, tidak memiliki rasa, dan tidak bewarna sehingga
penggunaanya tetap aman dalam teknik membekukan makanan. Pada tekanan atmosfer,
nitrogen cair mendidih pada temperature 77 K. Penggunaan nitrogen tersebut berfungsi
untuk membantu pembekuan dan membentuk struktur adonan agar mudah dicetak,
proses pembekuan juga terbilang cepat, dan mempertahankan bahan dari kehilangan
flavor, aroma serta kehilangan berat dari adonan itu sendiri (Amiarsi, 2013). Kemudian
bahan yang telah di autogrind serta mixing akan masuk ke dalam mesin pencetak
revoformer, pada saat produk yang keluar mesin ini, akan dilakukan penyortiran awal
berkaitan dengan bentuk adonan yang tidak sesuai standart. Kemudian adonan yang
telah dicetak akan di letakan diatas conveyor yang berjalan menuju mesin breading
namun sebelumnya melewati mesin batter mixer dimana mesin ini berfungsi untuk
memberikan lapisan batter dari campuran premix dan ice yang akan melapisi adonan
agar breadcrumb mudah menempel. Kemudian masuk kedalam mesin breading, di
mana mesin ini akan menaburkan breadcrumb khusus disesuaikan produk serta
formulasi. Nugget selanjutnya masuk ke dalam mesing frying 1 untuk mengalami proses
penggorengan tahap 1, yang kemudian dilanjutkan dengan penggorengan tahap 2

13
dengan mesin frying 2 yang telah di-setting sesuai dengan produk yang ada. Lalu setelah
produk keluar dari mesin frying 2, produk akan mengalami proses penyortiran tepat
sebelum memasuki ruang IQF ( Individual Quick Freezing ), setelah disortir produk
akan masuk ke dalam mesin IQF dimana mesin ini berfungsi untuk mendinginkan
produk sebelum masuk ke tahap pengemasan. Setelah produk keluar dari mesin IQF
terdapat tahap penyortiran kembali yang bertujuan untuk pengecekan produk tahap
akhir sebelum dikemas. Lalu selanjutnya produk akan masuk kedalam mesin Multi
Head Weight (MWH) yang akan diteruskan kedalam mesin pengemas. Kemudian
produk yang telah dikemas akan melewati mesin Metal Detector untuk melakukan
deteksi terhadap logam yang ada pada produk, selanjutnya produk tersebut melewati
mesin checkerweigher box yang akan mendeteksi apabila berat produk dalam kemasan
tidak sesuai standart perusahaan. Kemudian produk yang telah dikemas akan masuk
dalam rotating table untuk dikemas dalam kardus dan diteruskan di mesin sealer untuk
selanjutnya akan dimasukan dalam ruang finish good storage dimana tempat produk
yang telah dikemas dijaga suhu serta kondisi lingkungannya agar tetap menunjang
kualitas produk sebelum didistribusikan.
4.1.1. Nugget
Menurut SNI (2014) Nugget diartikan sebagai salah satu produk olahan daging yang
dicetak, dimasak, dan dibekukan serta terbuat dari campuran daging giling yang diberi
bahan pelapis atau tanpa penambahan bahan makanan lain dan bahan tambahan
makanan yang telah diijinkan. Chicken nugget sendiri berasal dari daging segar olahan
yang termodifikasi dengan cara diolah menjadi suatu produk baru. Formulasi chicken
nugget sendiri terdiri dari protein sebesar 15,27 gr, total lemak 19,82 gr, karbohidrat
sebesar 14,09 gr, serta air sebesar 48,59 gr (Pratiwi, 2014). Dalam Standar Nasional
Indonesia 01-6683 kandungan gizi chicken nugget adalah jumlah kadar air maksimum
60%, kadar protein minimum 12%, kadar lemak maksimum 20%, kadar karbohidrat
maksimum 25%, serta kadar kalsium maksimum 30% (SNI, 2014).Ada beberapa
persyaratan mutu chicken nugget yang baik dan sesuai dengan Standar Nasional
Indonesia (SNI) 01-6683-2014 dan dapat dilihat pada tabel 1
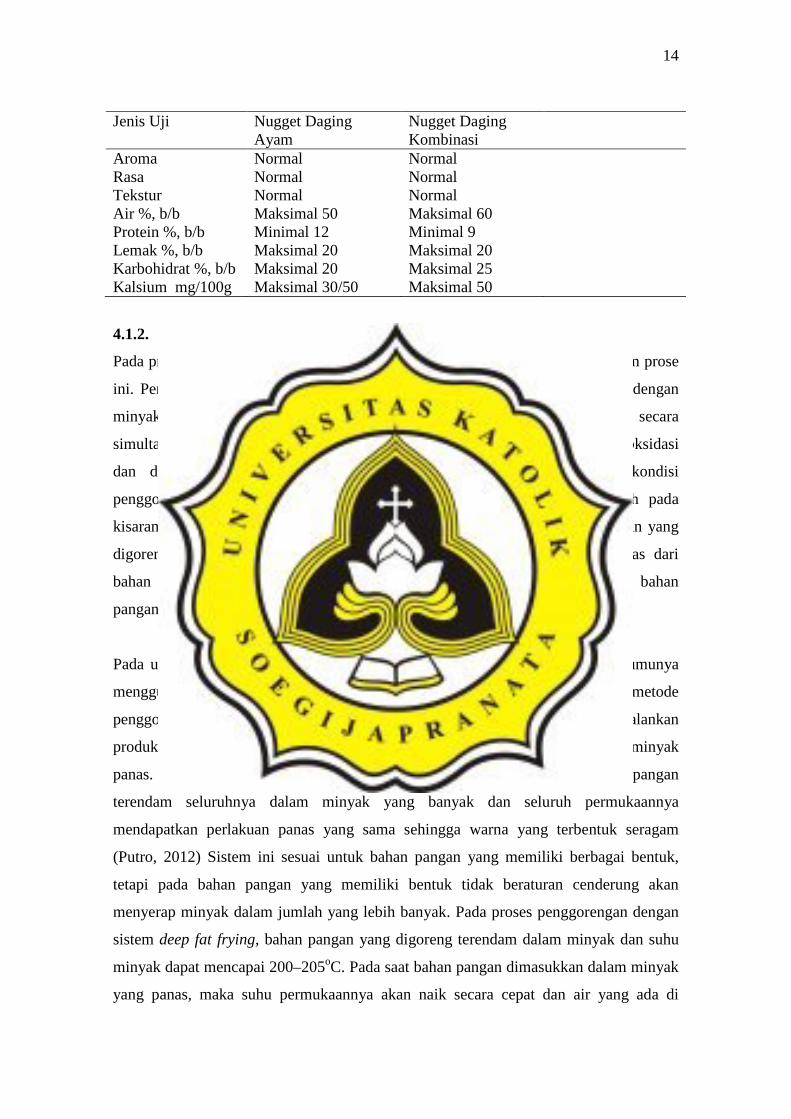
Tabel 1. Syarat Mutu Chicken Nugget
14
Jenis Uji Nugget Daging Ayam
Nugget Daging Kombinasi
Aroma Normal Normal Rasa Normal Normal Tekstur Normal Normal Air %, b/b Maksimal 50 Maksimal 60 Protein %, b/b Minimal 12 Minimal 9 Lemak %, b/b Maksimal 20 Maksimal 20 Karbohidrat %, b/b Maksimal 20 Maksimal 25 Kalsium mg/100g Maksimal 30/50 Maksimal 50
4.1.2. Penggorengan
Pada proses cooking nugget, penggorengan adalah metode yang digunakan dalam prose
ini. Penggorengan sendiri merupakan suatu proses pemasakan melalui kontak dengan
minyak atau lemak panas yang melibatkan perpindahan panas dan massa secara
simultan Selama proses penggorengan terjadi rekasi hidrolisa, dimana terjadi oksidasi
dan dekomposisi minyak yang dipengaruhi oleh bahan pangan dan kondisi
penggorengan (Aminah, 2010). Suhu penggorengan yang dianjurkan adalah pada
kisaran 1770 – 2010 C, namun hal tersebut tetap bergantung kepada jenis bahan yang
digoreng. Tujuan lain dari penggorengan adalah untuk meningkatkan kualitas dari
bahan pangan, penurunan nilai gizi dapat dicegah serta kualitas sensoris dari bahan
pangan tersebut dapayt dijaga (Putro, 2012).
Pada umumnya proses penggorengan bahan pangan di suatu industri pangan umunya
menggunakan proses continous deep fat frying. Continous deep fat frying adalah metode
penggorengan secara terus menerus/ kontinyu yang dilakukan dengan cara menjalankan
produk diatas conveyor yang secara langsung akan terendam pada medium minyak
panas. Pada proses penggorengan deep fat frying, seluruh bagian bahan pangan
terendam seluruhnya dalam minyak yang banyak dan seluruh permukaannya
mendapatkan perlakuan panas yang sama sehingga warna yang terbentuk seragam
(Putro, 2012) Sistem ini sesuai untuk bahan pangan yang memiliki berbagai bentuk,
tetapi pada bahan pangan yang memiliki bentuk tidak beraturan cenderung akan
menyerap minyak dalam jumlah yang lebih banyak. Pada proses penggorengan dengan
sistem deep fat frying, bahan pangan yang digoreng terendam dalam minyak dan suhu
minyak dapat mencapai 200–205oC. Pada saat bahan pangan dimasukkan dalam minyak
yang panas, maka suhu permukaannya akan naik secara cepat dan air yang ada di
15
dalamnya akan menguap sehingga permukaan bahan menjadi kering. Selama proses
evaporasitekstur bahan akan berubah menjadi keras dan suhu permukaan bahan akan
meningkat hingga mendekati suhu minyak pada penggorengan, tetapi suhu dalam bahan
mengalami peningkatan yang lebih lambat yaitu mendekati 100ºC. Minyak yang
digunakan dalam proses menggoreng akan diserap bahan pangan untuk mengempukkan
crust makanan, sesuai dengan jumlah air yang menguap pada saat menggoreng.
Jumlahnya yang terserap tergantung dari perbandingan antara lapisan tengah dan lapisan
dalam bahan pangan.(Sartika, 2009).
Pada saat proses penggorengan berlangsung bahan, akan terjadi perubahan fisik, kimia,
dan sensoris. Dimana pada umunya terjadi perubahan pada pati dan gula yang
merupakan senyawa alami pada bahan yang mengalami perubahan selama proses
penggorengan. Namun perubahan utama yang dialami oleh golongan gula dalam bahan
pangan selama proses pengolahan dengan pemanasan adalah terjadinya reaksi browning
non-enzymatic yaitu karamelisasi dan Maillard. Reaksi karamelisasi adalah reaksi yang
terjadi akibat pemanasan gula pada suhu di atas titik cairnya yang akan menghasilkan
perubahan warna menjadi warna gelap hingga coklat. Reaksi Maillard merupakan
reaksi antara karbohidrat khususnya gula pereduksi dengan gugus amina primer, dimana
terdiri dari polimer yang larut, dan tidak larut dalam ari serta berwarna coklat
kekuningan. Biasanya senyawa polimer ini terbentuk bila makanan jenis gula dan asam
amino, protein ataupun senyawa lainnya yang mengandung nitrogen digoreng secara
bersama – sama (Sartika, 2009).
4.1.3. Pembekuan
Pada umumnya proses pembekuan berfungsi sebagai pengawet bahan pangan dimana
proses ini merupakan metode yang sangat penting dalam pengolahan bahan pangan, hal
ini dikarenakan semakin meningkatnya konsumsi masyarakat akan bahan pangan yang
disertai dengan pertumbuhan penduduk dibutuhkan metode untuk membuat produk
makanan menjadi lebih tahan lama dan dilakukan dalam kurun waktu yang relative
singkat. Salah satunya adalah dengan cara penyimpanan bahan pangan dalam keadaan
beku. Pembekuan yang baik biasanya dilakukan hingga suhu permukaan bahan
mencapai 00 C dan juga suhu pusat termal nya mencapai 10oC di bawah titik bekunya.
16
Metode pembekuan umumnya dibagi menjadi 2 cara yaitu cepat (quick freezing)
dilakukan dengan kecepat pembekuan mencapai 0,5 – 3 cm/jam dan cara lambat (slow
freezing) biasanya dilakukan dengan kecepatan pembekuan mencapai 0,2cm/jam
(Foodreview, 2007). Namun proses slow freezing memiliki kekurangan yaitu merusak
tekstur bahan. Hal ini sebabkan karena ukuran kristal es yang besar dapat merusak
elektrolit yang ada akan menumpuk dan merusak dinding sel bahan pangan itu sendiri
(Kostaman, 2011). Hal yang cukup berbeda terjadi pada proses pembekuan cepat (quick
freezing),dimanakristal es yang dihasilkan kecil sehingga bahan tetap utuh serta tidak
merusak tekstur permukaan bahan pangan itu sendiri.
Selama proses pembekuan (freezing) umumnya akan terjadi peningkatan volume bahan
pangan hal ini dikarenakan volume es 9% lebih besar dari volume air yang terkandung
dalam bahan pangan. Hal tersebut menyebabkan masa bahan pangan pun menjadi lebih
berat. Selama proses pembekuan (freezing) ukuran dan bentuk kristal es yang terbentuk
berbeda-beda tergantung pada prosesnya. Umumnya ukuran kristal es dipengaruhi oleh
waktu yang dibutuhkan temperatur dari bahan pangan untuk melewati masa kritis.
Faktor-faktor yang dapat mempengaruhi kecepatan freezing seperti thermal conductivity
bahan pangan, kondisi lingkungan sekitar, luas permukaan bahan pangan, dan selisih
suhu antara bahan pangan dengan media freezing(Meliana, 2017).
Pada dasarnya proses pembekuan merupakan kombinasi perpindahan panas, massa,
serta momentum secara simultan antara bahan dan media pembekunya. Perpindahan
panas tersebut mengakibatkan terjadinya penurunan suhu badan akibat pelepasan energy
bahan terrsebut yang berupa panasn sensible. (Kamal, 2008). Pembekuan berpengaruh
terhadap kualitas bahan atau produk pangan karena adanyapertumbuhan kristal esyang
terjadinya sehingga mengakibatkan kerusakan sel pada bahan. Proses pembekuan juga
menyebabkan perubahan pada cita rasa, pigmen, dan komponen-komponen nutrisi pada
bahan meskipun dalam jumlah yang tidak signifikan. Selain adanya perubahan, sistem
emulsi yang ada dalam bahan juga dapat mengalami destabilisasi saat pembekuan, dan
pengendapan protein. Pada umumnya prinsip pembekuan adalah dimana digunakannya
suhu yang sangat rendah untuk menghambat pertumbuhan mikroorganisme dan
memperlambat aktivitas enzim serta reaksi kimiawi sehingga umur simpan bahan
pangan menjadi lebih lama. Prinsip kedua yaitu menurunkan ketersediaan air bebas di

17
dalam pangan dengan terbentuknya kristal es sehingga menghambat pertumbuhan
mikroorganisme (Husain, 2006).
18
5. PROSES PRODUKSI NUGGET AYAM DAN PROSES PENGAWASN
MUTU
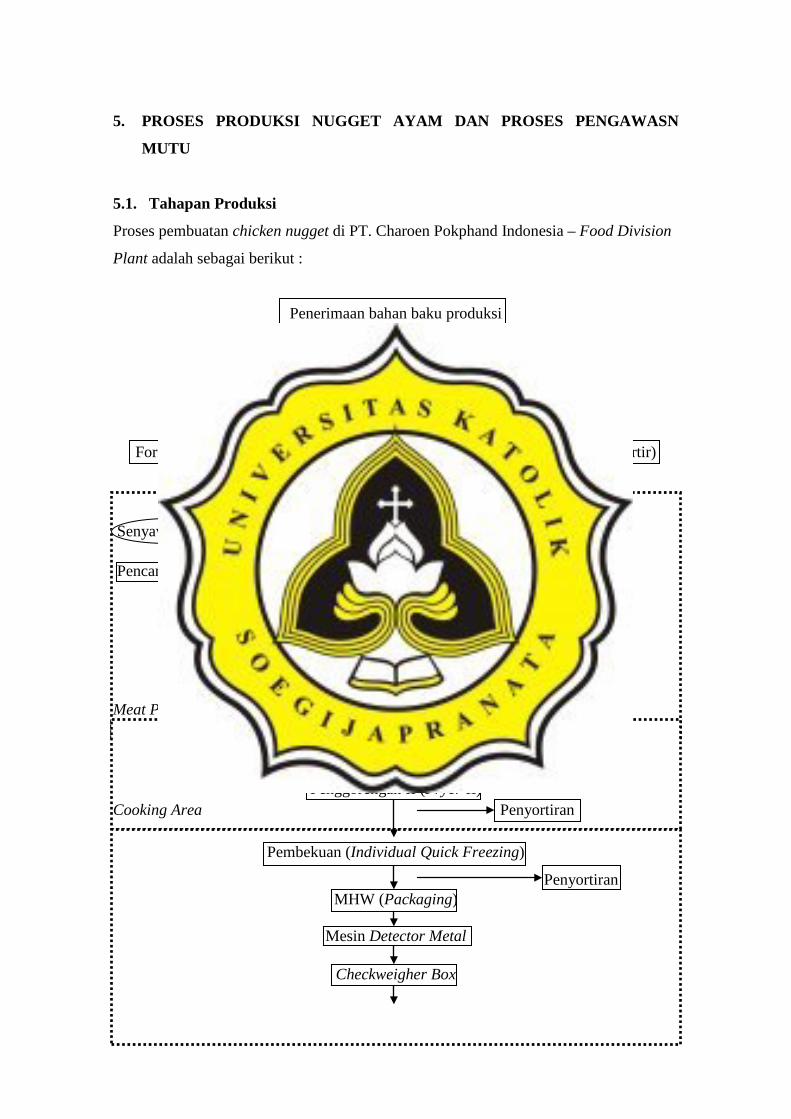
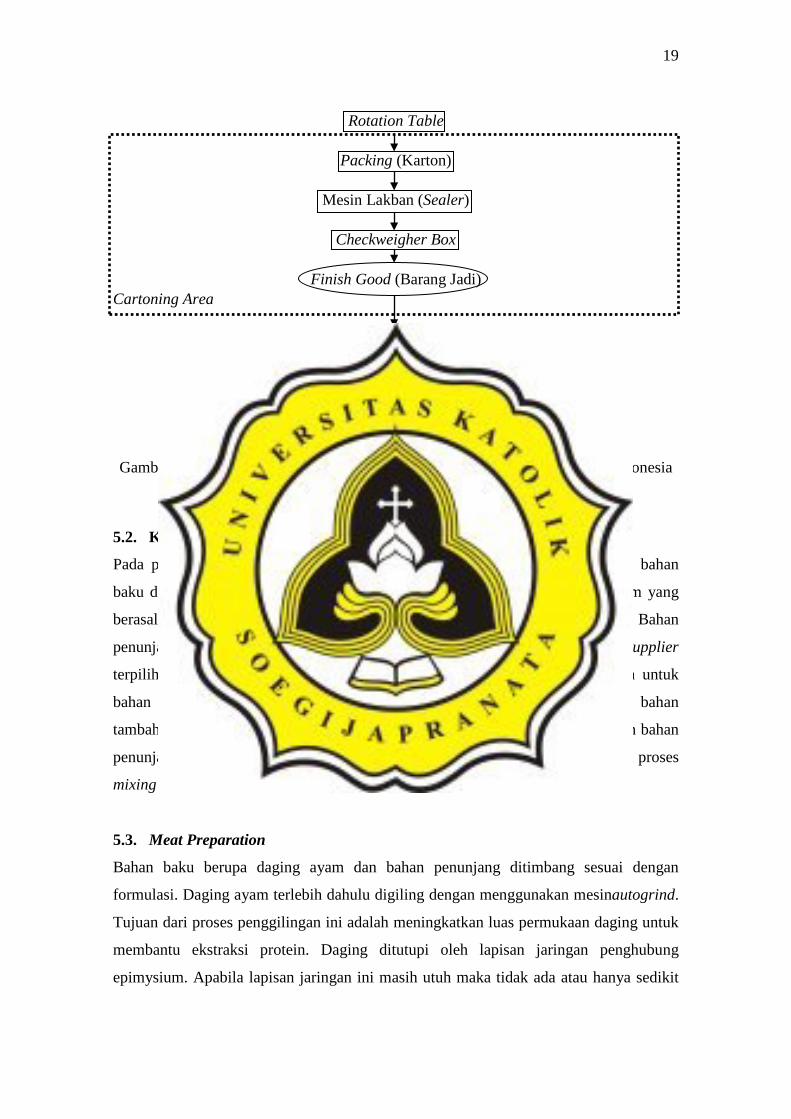
5.1. Tahapan Produksi
Proses pembuatan chicken nugget di PT. Charoen Pokphand Indonesia – Food Division
Plant adalah sebagai berikut :
Penerimaan bahan baku produksi
Daging Ayam Bahan baku kering
Chillroom Gudang Seasoning
Formulasi (Penimbangan dan Sortir) Formulasi (Penimbangan dan Sortir)
Penggilingan (Autogrind) Senyawa emulsi Pencampuran Mixing dan Cooling N2
(Unimix)
Pencetakan (Revoformer) Penyortiran
Battering (Batter Mixer) Penyortiran
Breading Meat Preparation
Penggorengan I (Fryer I)
Penyortiran Penggorengan II (Fryer II)
Cooking Area Penyortiran
Pembekuan (Individual Quick Freezing)
Penyortiran MHW (Packaging)
Mesin Detector Metal
Checkweigher Box
19
Rotation Table
Packing (Karton)
Mesin Lakban (Sealer)
Checkweigher Box
Finish Good (Barang Jadi) Cartoning Area
Penyimpanan
Preloading
Loading
Gambar 6.Alur produksi pembuatan chicken nuggetPT. Charoen Pockphand Indonesia Food Division Plant Salatiga.
5.2. Kedatangan Bahan Baku dan Bahan Penunjang
Pada proses pembuatan chicken nuggetmula-mula diawali dengan kedatangan bahan
baku dan bahan penunjang. Bahan baku pembuatan nugget berupa daging ayam yang
berasal dari Slaughterhouse. Bahan baku ini kemudian disimpan di chillroom. Bahan
penunjang seperti premix, tepung, seasoning, dan bahan lainnya berasal dari supplier
terpilih yang akan disimpan sementara di dalam gudang seasoning.Kemudian untuk
bahan penunjang berupa es akan diproduksi di ruang icing room, sebagai bahan
tambahan yang digunakan sebagai wet coater pada produk. Lalu bahan baku dan bahan
penunjang disiapkan dalam suatu wadah bersih untuk kemudian disiapkan untuk proses
mixing
5.3. Meat Preparation
Bahan baku berupa daging ayam dan bahan penunjang ditimbang sesuai dengan
formulasi. Daging ayam terlebih dahulu digiling dengan menggunakan mesinautogrind.
Tujuan dari proses penggilingan ini adalah meningkatkan luas permukaan daging untuk
membantu ekstraksi protein. Daging ditutupi oleh lapisan jaringan penghubung
epimysium. Apabila lapisan jaringan ini masih utuh maka tidak ada atau hanya sedikit

20
protein yang dapat terekstrak. Sehinggadibutuhkannya proses pengecilan ukuran atau
memperluas permukaan daging dengan cara digrinder atau choper. Dengan adanya
proses penggilingan maka lapisan epimysium akan rusak dan memudahkan ekstraksi
protein dapat terjadi. Untuk meningkatkan keberhasilan pada proses pencetakan chicken
nugget maka suhu formulasi daging harus diturunkan selama proses penggilingan dan
sebelum pencetakan. Apabila suhu terlalu tinggi dapat terjadi denaturasi protein. Selain
itu adonan chicken nuggetakan menjadi terlalu lembek sehingga sulit dicetak. Apabila
adonan chicken nugget memiliki suhu diatas -2,2 o
Setelah daging digiling, diaduk, dan didinginkan, tahap selanjutnya adalah pencetakan.
Adonan chicken nugget ditempatkan didalam hopper kemudian didorong kedalam
mesin pencetak (molding plate). Adonan chicken nugget ditekan kedalam mesin
pencetak tersebut. kemudian adonan masuk kedalam mesin pencetak, mesin pencetak
bergerak kedepan sehingga berada dibawah alat pemukul yang akan mendorong chicken
nugget keluar dari cetakan ke atas sabuk konveyor. Adonan yang sudah tercampur
dengan rata kemudian dimasukkan ke dalam revoformer dan melewati proses battering
dan breadering. Dalam pembuatan batter, batter dibuat pada mesin batter mixer. Batter
juga berfungsi sebagai perekat breadcrumb dengan adonan. Batter terbuat dari tepung
batter, air, dan es. Adonan yang telah dicetak dan diberi batter kemudian dilapisi
C akan mengakibatkan adonan
menjadi lengket dengan mesin pencetak. Sebaliknya apabila suhu terlalu rendah,
chicken nugget akan semakin sulit untuk dicetak dan dapat merusak mesin pencetak.
Pada proses mixing ditambahkan nitrogen untuk menurunkan suhu pada nugget.
Nitrogenmemiliki karakteristik tidak berbau, tidak memiliki rasa, dan tidak berwarna
sehingga penggunaan dalam teknik membekukan makanan tetap aman. Penggunaaan
nitrogen dalam proses ini memiliki tujuanagar suhu adonan menurun sehingga struktur
adonan mudah dibentuk dan dicetak. Dalam proses unimixatau mixing adanya
penambahan emulsi dan bawang putih. Emulsi terbuat dari es, air, isolat soy protein,
dan minyak. Penambahan es pada emulsi ini bertujuan untuk menjaga suhu emulsi agar
tetap rendah sehingga gel dapat terbentuknyadengan baik dan mencegah pecahnya
emulsi akibat denaturasi protein. Bawang putih merupakan bahan alami yang
ditambahkan ke dalam bahan makanan guna meningkatkan selera makan serta untuk
meningkatkan daya awet bahan makanan (bersifat fungistotik dan fungisidal).
21
kembali dengan menggunakan breadcrumb.Pick up merupakan jumlah batter dan
breader yang melekat pada substrat makanan selama proses battering dan
breading.Pada produk chicken nugget yang diproduksi PT. Charoen Pokphand
Indonesia, batter merupakan lapisan pertama yang digunakan untuk melapisi chicken
nugget.Tingginya viskositas adonan batter berbanding lurus dengan tingginya nilai pick
up batter.). Aplikasi breader untuk skala industri menggunakan sistem resirkulasi. Pada
breader aplikator, nugget berjalan sepanjang hamparan breader sehingga bagian bawah
nugget tertutup oleh breader. Nugget berjalan dengan conveyor yang kemudiannugget
akan melewati mesin, pada bagian atas mesin berfungsi untuk menaburi nugget dengan
breader, sehingga seluruh bagian nugget bisa tertutup breader. Kekentalan batter dan
ukuran breader mempengaruhi jumlah pickup.
5.4. Cooking
Proses penggorengan dibagi menjadi dua yaitu fryer 1 dan fryer 2. Penggorengan
merupakan unit operasi yang bertujuan untuk meningkatkan eating quality dari suatu
bahan pangan. Proses penggorengan dilakukan sebagai proses pengawetan bahan
pangan karena adanya proses penghancuran mikroorganisme oleh panas dan adanya
reduksi kandungan aw pada permukaan bahan pangan. Suhu yang digunakan
perusahaan padafryer 1 dan fryer 2 berbeda dimana suhu fryer 1 lebih tinggi daripada
suhu fryer 2 karena fungsi dari fryer 1 adalah untuk membuat nugget menjadi setengah
matang dan fungsi dari fryer 2 adalah untuk mematangkan nugget tersebut. Pada proses
fryer, metode yang digunakan adalahdeep fat frying. Dengan metode deep fat
frying,suhu dan karakteristik diharapkan dapat mencapai standar yang diinginkan dan
suhu permukaan produk meningkat sehingga diperoleh warna coklat dan produk akan
memiliki tekstur yang renyah (crispy).
Setelah nugget melewati proses penggorengan, dilakukan proses penyortiran
nuggetsecara manual oleh pekerja. Untuk nuggetyang bentuk dan ukurannya tidak
sesuai spesifikasi akan ditimbang dan dipisahkan untuk di-rework. Nugget yang lolos
atau sesuai dengan standar kemudian dibekukan dengan menggunakan IQF (Individual
Quick Freezing). Prinsip kerja IQF yaitu bekerja dengan menyerap panas dari produk
yang didinginkan, dan memindahkan panas itu ketempat lain dengan perantara bahan

22
pendingin (refrigerant), misalnya amoniak dan Freon. Secara mikrobiologis, suhu -18oC
dapat menghambat pertumbuhan bakteri pathogen dimana sebagian besar bakteri
pathogen tidak dapat tumbuh pada suhu dibawah -3,5o
5.5. Pengemasan
C. Pembekuan mempunyai efek
menghambat pertumbuhan mikroorganisme Pembekuan produk pada PT. Charoen
Pokphand Indonesia menggunakan alat individual quick freezing (IQF). Produk setelah
penggorengan tahap kedua akan diteruskan ke dalam IQF, yaitu berupa ruangan dengan
konveyor yang berputar ke atas.
Chicken nugget yang sudah beku, selanjutnya di bawa oleh bucket elevator untuk
ditransfer ke mesin MHW (Multi Head Weigher) yang akan menimbang nuggetsecara
otomatis. Pada mesin MHW, produk akan di transfer ke dalam headdan akan ditimbang
sesuai dengan beratnya. Apabila beratnya sudah sesuai, maka head akan membuka dan
produk akan terlempar ke hopper yang ada dibawahnya. Kemudian produk akan
dijatuhkan kembali ke dalam proses pengemasan nugget dan pada mesin ini terdapat
sensor yang bekerja secara otomatis dengan membaca eyemark sehingga kemasan
plastik tersebut akan terpotong dengan tepat. Setelah ditimbang, produk akan dikemas
secara otomatis dengan bag sealer. Setelah produk dikemas, produk akan dilewatkan ke
metal detector untuk mengetahui ada tidaknya kontaminasi logam pada produk.
Spesimen yang digunakan untuk mengetahui fungsi metal detector adalah Fe 1,5 mm,
non Fe 2,0 mm (kawat, kerak,kerikil), dan sus 304 2,5 mm. Apabila sensor mendeteksi
adanya logam di dalam produk, maka alarmakan berbunyi dan produk akan terlempar
keluar. Produk ditimbang kembali dengan menggunakan checkweigher boxsebelum
dimasukkan ke dalam karton. Apabila berat tidak sesuai dengan standar, maka produk
akan terlempar. Setelah produk selesai dikemas kemudian produk dimasukkan ke dalam
karton, berat karton beserta chicken nugget yang sudah dikemas ditimbang kembali
dengan menggunakan mesin checkweigher box. Apabila berat box tidak sesuai dengan
standar yang ditentukan maka box tersebut akan terlempar keluar dari jalur.Box yang
berada dalam jalur akan masuk ke dalam ruangan palleting dan disimpan dalam
coldstorage lalu dilakukan loading.

23
5.6. Pengawasan Mutu Produk
Pengawasan mutu yang dilakukan dalam proses produksi chicken nugget di PT.
Pokphand dilakukan dengan seksama agar menjaga mutu dan kualitas dari produk yang
dihasilkan. Proses pengawasan mutu dimulai pada saat pemilihan bahan baku produksi
dimana pada produksi chicken nugget hanya memilih bahan pilihan dengan kualitas
yang terjaga. Untuk proses produksi sendiri pengawasan mutu dilakukan mulai dari
awal proses produksi, dimana setelah bahan baku telah disiapkan, para QC akan
melakukan standarisasi bahan dengan mengukur suhu adonan serta formulasi,
pengukuran suhu dilakukan dengan menggunakan thermometer. Selanjutnya
pengawasan mutu akan diteruskan dengan mengecek suhu kembali setelah proses
mixing berlangsung yang akan disesuaikan standarisasi pabrik berdasarkan produk
tersebut. Kemudian pengecekan kembali dilakukan pada saat proses battering dengan
cara mengecek suhu batter serta mengecek viskositas dengan menggunakan alat
viscometer, selanjutnya dilanjutkan dengan mengukur suhu produk setelah melewati
mesin frying 2 dengan sistem random sampling produk. Pengecekan tersebut selalu
dilakukan pada awal produksi pada bacth pertama. Kemudian pengecekan dilakukan
juga pada settingan setiap alat produksi berkaitan dengan suhu, kecepatan, dan waktu
proses produksi. Pengecekan juga dilakukan pada bagian packaging dimana juga
terdapat karyawan QC yang khusus untuk melakukan standarisasi kemasan. Sedangkan
pengecekan juga akan dilakukan pada saat akhir batch berkaitan dengan kandungan
FFA (Free Fatty Acid) dengan menggunakan alat Food Oil Monitor (FOM) disesuaikan
dengan standarisasi yang ada. Pengawasan mutu juga dilakukan berkaitan dengan
mikroba dalam produk dengan uji di dalam laboratorium QC, uji ini disesuaikan dengan
standarisasi HACCP dan SNI berkaitan dengan kandungan mikroba dalam produk.

24
6. PENGARUH SUHU MESIN PENGGORENGAN FRYING 1 DAN FRYING 2
TERHADAP KENAIKAN SUHU PADA PRODUK CHICKEN NUGGET
6.1. Latar Belakang
Mutu pangan merupakan nilai pangan dimana dapat menjamin adanya keamanan,
mengandung nilai mutu, gizi, dan keragaman yang tinggi serta dapat tersedia secara
cukup untuk dapayt menjamin kesejahteraan dan kemakmuran masyrakat (Bagus,
2013). Salah satu cara agar pengawasan mutu pangan dilakukan adalah dengan cara
standarisasi dengan menggunakan HACCP, SOP’S dan lain – lain yang telah teruji
ataupun terstandarisasi secara internasional agar menjadi jaminan terhadap suatu produk
bahan pangan yang layak serta memiliki kualitas yang terjamin. Sebelum diterapkan
HACCP, biasanya suatu perusahaan haruslah terlebih dahulu lolos standart GMP (Good
Manufacturing Pratices) dan SSOP (Sanitation Standart Operating Procedure). Pada
dasarnya HACCP adalah suatu standart dari perusahaan berkaitan dengan produksi,
dimana didalamnya terkandung suatu sistem yang mengidentifikasi, mengevaluasi, dan
mengendalikan bahaya yang nyata bagi keamanan pangan. Sehingga pada dasarnya
standarisasi tersebut sangatlah penting untuk menjaga mutu produk sebelum dipasarkan
dan dikonsumsi di masyarakat.
Nugget merupakan rekonstruksi dari olahan yang berbahan dasar daging yang dibentuk
sedemikian rupa dengan penambahan bahan tertentu sehingga membentuk suatu produk
baru yang dapat diterima oleh masyarakat (Yuliana, 2013). Pada umumnya komposisi
kimia dari daging ayam yang digunakan sebagai bahan utama pembuatan chicken
nugget terdiri dari 15,27 gr protein, total lemak 19,82 gr, karbohidrat sebesar 14,09 gr,
sert air sebesar 48,59 gr (Pratiwi, 2014). Proses menjaga kualitas produk chicken nugget
dilakukan secara berkala pada setiap proses produksi, salah satunya pada saat proses
cooking yang menggunakan metode frying dalam proses produksi chicken nugget.
Sehingga, perlu adanya pengendalian mutu pada proses tersebut karena proses cooking
merupakan proses yang utama ataupun penting dalam proses produksi nugget yang akan
mempengaruhi jumlah akhir dalam produksi. Dimana proses penggorengan melalui
proses pemasakan melalui kontak dengan minyak atau lemak panas yang melibatkan
perpindahan panas secara simultan (Aminah, 2010). Ada banyak sekali faktor yang

25
mempengaruhi dalam proses frying tersebut salah satunya dipengaruhi oleh suhu dalam
frying tersebut. Dimana suhu dalam proses penggorengan akan turut mempengaruhi
produk yang dihasilkan serta sebagai salah satu parameter akan mutu dan kualitas
produk tersebut. Oleh karena itu pentingnya dalam mengetahui pengaruh suhu
penggorengan terhadap kualitas chicken nugget yang dihasilkan.
6.2. Tujuan
Tujuan dari penelitian yang dilakukan adalah meneliti pengaruh perubahan suhu pada
mesin frying 1 dan frying 2 terhadap kenaikan suhu produk hasil frying 1 dan frying 2.
6.3. Metode
Dalam proses penelitian pengaruh suhu terhadap product, bahan yang digunakan
sebagai objek penelitian yaitu champ chicken nugget. Awalnya adonan yang keluar dari
unimix dan setelah melalui proses forming, battering, dan breading diukur suhunya
tepat sebelum memasuki frying 1. Kemudian setelah adonan keluar dari frying 1 diukur
kembali perubahan suhunya, lalu tepat sebelum memasuki frying 2 diukur kembali
suhunya, kemudian setelah adonan melewati frying 2 diukur kembali suhunya tepat
setelah keluar dari frying 2. Pengukuran suhu dilakukan pada setiap batcholeh QC dan
pekerja sortir pada pabrik. Proses pengukuran suhu tersebut dilakukan dengan cara
nugget yang dipilih secara acak yang secara kenampakannya sesuai dari segi ukuran dan
bentuk, lalu diukur dengan menggunakan alat tesco thermometer yang telah
distandarisasi terlebih dahulu untuk mempermudah dalam memperoleh hasil suhu yang
sesuai. Proses pengukuran ini dilakukan secara berkala, biasanya pada saat awal batch.
Sehingga didapat hasil seperti pada Lampiran 9.1.
6.4. Hasil Pengamatan
26
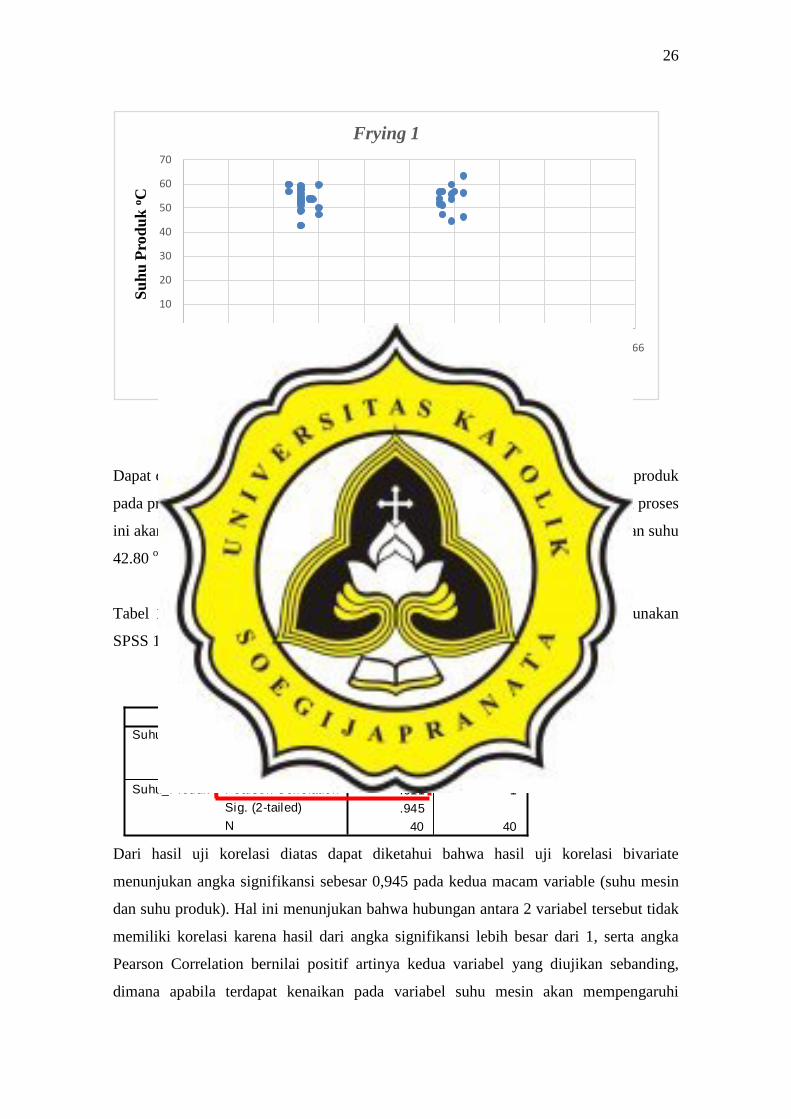
Grafik 1. Pengaruh suhu terhadap kenaikan suhu prodak pada proses frying 1
Dapat dilihat pada grafik diatas tentang perngaruh suhu terhadap kenaikan suhu produk
pada proses frying 1. Dimana suhu mesin yang ditetapkan oleh perusahaan dalam proses
ini akan hasilkan suhu produk setelah keluar dari frying 1 relatif stabil pada kisaran suhu
42.80 oC hingga 62.43 o
C
Tabel 1.2 Hasil Uji Korelasi Antara Suhu Mesin dengan Suhu Produk menggunakan
SPSS 13.0
Dari hasil uji korelasi diatas dapat diketahui bahwa hasil uji korelasi bivariate
menunjukan angka signifikansi sebesar 0,945 pada kedua macam variable (suhu mesin
dan suhu produk). Hal ini menunjukan bahwa hubungan antara 2 variabel tersebut tidak
memiliki korelasi karena hasil dari angka signifikansi lebih besar dari 1, serta angka
Pearson Correlation bernilai positif artinya kedua variabel yang diujikan sebanding,
dimana apabila terdapat kenaikan pada variabel suhu mesin akan mempengaruhi
0
10
20
30
40
50
60
70
161 161.5 162 162.5 163 163.5 164 164.5 165 165.5 166
Suhu
Pro
duk
o C
Suhu Mesin oC
Frying 1
Correlations
1 .011.945
40 40.011 1.945
40 40
Pearson CorrelationSig. (2-tailed)NPearson CorrelationSig. (2-tailed)N
Suhu_Mesin
Suhu_Produk
Suhu_Mesin Suhu_Produk

27
variabel suhu produk. Kemudian dari nilai Pearson Correlation tidak terdapat * yang
berarti hubungan korelasi nya lemah.
Grafik 2. Pengaruh suhu terhadapkenaikan produk pada proses frying 2.
Dapat dilihat pada grafik diatas tentang pengaruh suhu terhadap kenaikan suhu produk
pada proses frying 2. Berdasarkan hasil penelitian dapat disimpulkan bahwa suhu mesin
pada proses frying 2 yang berada pada kisaran suhu 162.30 oC hingga 164.53 oC.
Sehingga suhu mesin yang ditetapkan oleh perusahaan dalam proses ini sudah bagus
karena kisaran suhu produk setelah keluar dari frying 2 relatif stabil pada kisaran suhu
80.68 oC hingga 84.10 o
C
Tabel 2.3 Hasil Uji Korelasi Antara Suhu Mesin dengan Suhu Produk menggunakan
SPSS 13.0
8080.5
8181.5
8282.5
8383.5
8484.5
162 162.5 163 163.5 164 164.5 165
Suhu
Pro
duk
o C
Suhu Mesin oC
Frying 2
Correlations
1 .107.511
40 40.107 1.511
40 40
Pearson CorrelationSig. (2-tailed)NPearson CorrelationSig. (2-tailed)N
Suhu_Produk
Suhu_Mesin
Suhu_Produk Suhu_Mesin
80 0C.
85 0C.

28
Dari hasil tabel korelasi dapat diketahui bahwa nilai signifikansi bernilai 0,511
menunjukan hasil hubungan antara variabel suhu mesin dan suhu produk tidak begitu
kuat, hal ini ditunjukan dengan nilai signifikansi yang kurang dari 1. Serta kedua
variabel tersebut sebanding hal ini ditunjukan dengan nilai signifikansi yang bernilai
positif.Kemudian dari nilai Pearson Correlation tidak terdapat * yang berarti hubungan
korelasi nya lemah.
Grafik 3. Pengaruh suhu pada frying 1 dan frying 2 pada kenaikan suhu produk
Dapat dilihat grafik diatas pengaruh suhumesin frying 1 dan frying 2 terhadap suhu
produk memiliki grafik yang semakin meningkat. Sehingga dapat disimpulkan dari hasil
pengamatan bahwa perubahan suhu penggorengan pada frying 1 dan frying 2
mempengaruhi kenaikan suhu pada produk, meskipunpada kisaran yang berbeda yaitu
pada frying 1 kisaran suhu produk berkisar antara 42.80 oC hingga 62.43 oC, sedangkan
pada frying 2 kisaran suhu produk berkisar antara kisaran suhu 80.68 oC hingga 84.10 oC. Kenaikan suhu pada frying 1 rata – rata mencapai kenaikan hingga 50 oC dari suhu
produk awal. Sedangkan kenaikan suhu frying 2 rata – rata mencapai kenaikan hingga
29 oC dari suhu awal produk setelah keluar dari frying 1.
4045505560657075808590
160 161 162 163 164 165
Suhu
Pro
duk
o C
Suhu Mesin oC
Pengaruh Frying 1 dan Frying 2
Frying 1
Frying 2

29
6.5. Pembahasan
Pada dasarnya proses pengawasan mutu bahan pangan adalah kegiatan yang dilakukan
untuk menjamin bahwa semua kegiatan dalam bentuk pengawasan rutin mulai dari
bahan baku, proses produksi hingga produk akhir. Pengawasan mutu mempunyai tujuan
agar tecrapainya sasaran dikembangkannya peraturan di bidang proses sehingga produk
yang dihasilkan aman dan sesuai dengan keinginan masyarakat dan konsumen.
Pengendalian mutu juga digunakan alat bagi suatu manajemen untuk memperbaiki mutu
produk bila diperlukan, mempertahankan mutu produk yang sudah tinggi dan
mengurangi jumlah produk yang rusak. Serta mempertahankan pasar yang telah ada
atau menambah pasar perusahaan (Meliana, 2017).
Pada dasarnya komposisi daging ayam yang digunakan dalam pembuatan produk
chicken nugget terdiri dari protein sebesar 15,27 gr, total lemak 19,82 gr, karbohidrat
sebesar 14,09 gr, serta air sebesar 48,59 gr (Pratiwi, 2014). Selain itu proses
menggoreng / frying adalah metode tertua yang digunakan untuk mengolah bahan
pangan. Selain itu teknik penggorengan dengan menggunakan metode deep fat frying
merupakan salah satu proses penggorengan yang paling kompleks dalam penggunaan
minyak (Aminah, 2010). Dari hasil pengamatan yang diperoleh dari penilitian
menunjukkan bahwa nilai rata-rata suhu mesin frying 1 pada saat sedang melakukan
proses continous deep fat fryer adalah sebesar 162,93 o
Dalam standarisasi suhu mesin yang dilakukan oleh perusahaan sudah sesuai karena
standar suhu frying 1 oleh perusahaan dimana suhu mesin frying 1 berada pada kisaran
suhu 160
C.
oC – 165 oC .Hal ini juga cukup sesuai dengan pendapat (Dimyati, 2015) yang
menyatakan bahwa titik didih (boiling point) akan semakin meningkat dengan
bertambahnya rantai karbon asam lemak tersebut. Hal ini dikarenakan agar proses
penggorengan yang dilakukan dapat melampaui titik didih air, dimana titik didih air 100 oC sedangkan minyak adalah sebear 300 oC, faktor inilah yang ingin dicapai pada proses
penggorengan, dimana pada awal penggorengan, temperature dari minyak goreng akan
menurun pada saat dimasuki bahan pangan, kemudian terjadi perubahan suhu secara
bertingkat dalam bahan pangan yang disebabkan oleh penguapan panas dari minyak
kedalam bahan pangan sehingga apabila titik didih air dalam bahan pangan dapat

30
terlampaui menyebabkan air yang berada dalam bahan pangan berubah menjadi gas /
uap akibat perubahan suhu extrim tersebut. Perubahan suhu adonan yang diteliti yang
bermula pada kisaran rata – rata suhu mencapai -2.2575 OC hingga mengalami kenaikan
suhu sesuai dengan grafik dan table penelitian. Berdasarkan penelitian yang dilakukan
pengaruh suhu mesin pada proses frying 1 terhadap kenaikan suhu product pada kisaran
suhu 42.80 oC hingga 62.43 oC. Suhu mesin frying 1 yang ditetapkan pada perusahaan
sudah bagus untuk produk chicken nugget karena sesuai dengan kegunaannya.
Sedangkan pada proses cooking menggunakan metode frying 2, diketahui pula bahwa
terjadi kenaikan suhu produk yang disebabkan oleh meningkatnya suhu mesin pada
frying 2, dimana kisaran suhu mesin pada frying 2 berkisar pada suhu kisaran suhu
162.30 oC hingga 164.53 oC, sedangkan kenaikan suhu produk akibat kenaikan suhu
mesin tersebut berkisar antara suhu 80.68 oC hingga 84.10 oC. Hasil tersebut telah
sesuai dengan standarisasi produk yang diberikan oleh perusahaan dimana suhu frying 2
pada kisaran 160 - 165 oC serta suhu produk yang dihasilkan berada pada kisaran suhu
80 - 85 oC .Dari data tersebut kita dapat mengetahui bahwa adanya pengaruh pada
kenaikan suhu mesin frying 2 terhadap kenaikan suhu produk pada kisaran tertentu.
Dimana hal ini juga sesuai dengan standart proses cooking dimana pada proses deep fat
frying makanan berbahan dasar daging ayam, dimana suhu produk yang ditetapkan
haruslah pada kisaran suhu minimal 160 - 165 o
Menurut Komansilan, (2015) dalam penelitiannya menyatakan bahwa presentase
perubahan tingkat kematangan produk lebih dominan ditentukan oleh suhu dan lama
pemasakan yang digunakan. Dari hasil penelitian suhu sangat mempengaruhi secara
C agar asam lemak dalam minyak tetap
stabil dalam pemasakan untuk menjaga kualitas bahan pangan tersebut (Ilmi, 2014).
Dari standarisasi tersebut dapat diketahui pula bahwa produk akhir berupa chicken
nugget telah sesuai dengan standart yang ada, sehingga mutu dan kualitas produk
tersebut telah terjamin keamanannya. Proses standarisasi perlu dilakukan dikarenakan
apabila dari proses frying 1 suhu produk tidak sesuai maka produksi produk berikutnya
akan terhambat. Hal ini disebabkan frying 1 sebagai hasil penggorengn pertama, apabila
suhu produk tidak tercapai maka proses produksi tidak akan dilanjutkan pada frying 2.
Sehingga proses produksi akan memakan waktu dan biaya lebih banyak apabila suhu
produk hasil dari frying 1 tidak tercapai.

31
signifikan terhadap tingkat kematangan produk hal ini ditandai dengan adanya kenaikan
suhu pada produk. Salah satu factor pula yang mempengaruhi kenaikan suhuh pada
produk juga dapat dipengaruhi oleh waktu yang di-setting pada mesin tersebut, waktu
inilah yang mengatur kecepatan produk saat berjalan di dalam mesin frying tersebut.
Seperti yang tertera pula dalam Appendix A (2017) yang berkaitan dengan proses
cooking yang berbahan dasar unggas / poultry products, dimana didalam artikel tersebut
disebutkan bahwa untuk proses cooking diperlukan suhu minimal 160 oF atau setara
dengan 73,89 o
C dimana suhu tersebut dijaga hingga 14.5 detik untuk menjamin kualitas
dari produk tersebut.
Selain suhu dan waktu yang mempengaruhi besarnya kenaikan suhu pada produk,
beberapa faktor-faktor lain yang memungkinkan tingginya kenaikan suhu produk adalah
seperi factor mesin yang bermasalah, tekstur adonan, pick up batter dan breader, serta
minyak pada proses penggorengan. Faktor yang mempengaruhi terjadinya reject
product pada saat battering dan breading adalah pada saat pick up yang berlebihan atau
terlalu sedikit. Tinggi rendahnyanya nilai pick up batter disebabkan karena adanya
perbedaan bahan yang digunakan dan viskositas batter yang digunakan. Viskositas
batter merupakan karakteristik coating kritis yang dipengaruhi oleh aliran batter saat
sebelum penggorengan dan dapat mempengaruhi kualitas dan kuantitas pick up,
kenampakan, tekstur, dan penanganan produk. Sedangkan faktor-faktor lainnya yang
dapat mempengaruhi kenaikan suhu produk pada proses penggorengan adalah suhu
penggorengan, waktu penggorengan, media penghantar panas, adanya kandungan air
dalam bahan pangan, dan kualitas minyak yang digunakan, sedangkan jenis lemak yang
digunakan berpengaruh sangat kecil terhadap warna permukaan bahan pangan.
(Meliana, 2017).

32
7. KESIMPULAN DAN SARAN
7.1. Kesimpulan
• Proses pembuatan chicken nugget PT. Charoen Pokphand Indonesia meliputi proses
pengolahan adonan, pencetakan, pelapisan, penggorengan, pembekuan,
pengemasan, checkweigher bag, metal detector, checkweigher box, dan
penyimpanan.
• Proses frying berfungsi untuk mengawetkan bahan, dan mereduksi kandungan Aw
pada permukaan bahan pangan.
• Hasil penggorengan dari frying 1 akan mempengaruhi memberikan pengaruh
terhadap proses frying 2.
• Pada proses produksi chicken nugget proses terpenting berada pada saat
penggorengan dan serta metal detector karena proses tersebut menentukan kualitas
hasil akhir produk.
• Pada proses pembekuan produk menggunakan IQF ini untuk mengawetkan bahan
pangan dan inaktivasi mikroorganisme karena tidak adanya aktivitas air.
• Pick up batter dan breader mempengaruhi kenampakan dan tekstur nugget.
• Setting time yang sesuai standart minimal 14.5 detik pada suhu minimal 165 oF atau
setara dengan 73,89 o
• Semakin tinggi suhu mesin frying pada adonan, maka semakin banyak pula
pengaruhnya terhadap kenaikan suhu produk.
C
7.2. Saran
• Pada saat produk keluar dari frying 1 sebaiknya dilakukan pengecekan berkaitan
dengan suhu produk agak sesuai standart.
• Proses pengecekan standarisasi produk dapat dilakukan dengan bantuan pihak QC
(Quality Control) yang berada di lapangan/dalam pabrik.
33
8. DAFTAR PUSTAKA Aminah, Siti. 2010. Bilangan Peroksida Minyak Goreng Curah dan Sifat Organoleptik
Tempe pada Pengulangan Penggorengan. Jurnal Pangan dan Gizi.Vol. 1, No. 10. Diakses dari : https://media.neliti.com/media/publications/115523-ID-none.pdf
Amiarsi, D dan Mulyawati, I. 2013. Pengaruh Metode Pembekuan Terhadap Karakteristik Irisan Buah Mangga Beku Selama Penyimpanan. Jurnal Hortikultura. Vol. 23. Hal 3. Diakses dari :
.
http://ejurnal.litbang.pertanian.go.id/index.php/jhort/article/view/3408. Appendix A. (2017). Compliance Guidelines for Meeting Lethality Performance
Standarts for Certain Meat and Poultry Products. Food Safety and Inspection Service (FSIS). Diakses dari :https://www.fsis.usda.gov/wps/wcm/connect/9ac49aba-46bc-443c-856b-59a3f51b924f/Compliance-Guideline-Stabilization-Appendix-B.pdf?MOD=AJPERES.
Bagus, Indra H.A.P. 2013. Pelaksanaan Sistem Pengawasan Standart Mutu Pangan
Kemasan Kripik Pisang Agung Oleh Dinas Perindustrian dan Perdagangan Di Kabupaten Lumajang. Universitas Brawijaya. Diakses dari : http://download.portalgaruda.org/article.php?article=187803&val=6466&title=Pelaksanaan%20Sistem%20Pengawasan%20Standart%20Mutu%20Pangan%20Kemasan%20%20Kripik%20Pisang%20Agung%20Oleh%20Dinas%20Perindustrian%20dan%20Perdagangan%20Di%20Kabupaten%20Lumajang.
Dimyati, Moch. Fariz. 2015. Rancang Bangun Alat Pembuatan Biodiesel Berbahan
Baku Minyak Jelantah (Ditinjau Dari Temperature Pemenasan Terhadap Volume Biodiesel). Politeknik Negeri Sriwijaya. Diakses dari : http://eprints.polsri.ac.id/1982/1/TUGAS%2BAKHIR%2BMOCH%2BFARIZ%2BDIMYATI.pdf.
Foodreview. 2007. Teknologi Pembekuan Pangan. Vol. II. No: 7. Diakses dari : http://seafast.ipb.ac.id/lectures/itp530/10a-itp530-teknologi-pembekuan-pangan.pdf.
Husain, H.; Tien, R.M.; Bambang, H.(2006). Pengaruh Metode Pembekuan dan Pengeringan Terhadap Karakteristik Grits Jagung Instan. Jurnal Teknologi dan Industri Pangan. Diakses dari : http://repository.ipb.ac.id/handle/123456789/51060.
Ilmi, Ibnu Malkan Bakhrul, Ali Khomsan dan Sri Anna Marliyati. 2015. Kualitas Minyak Goreng dan Produk Gorengan Selama Penggorengan di Rumah Tangga Indonesia. Jurnal Aplikasi Teknologi Pangan Vol. 4. No: 2. Diakses dari : http://www.jatp.ift.or.id/index.php/jatp/article/download/119/87.
Kamal, Dianta Mustofa. 2008. Pemodelan Sistem Pembekuan Dengan Suhu Media Pembeku Bertahap Pda Proses Pembekuan Daging Sapi Segar Menggunakan Metode Eksergi. Institut Pertanian Bogor. Diakses dari :

34
http://repository.ipb.ac.id/jspui/bitstream/123456789/41171/10/Cover%20%202008dmk.pdf.
Komansilan, Sylvia. (2015). Pengaruh Penggunaan Beberapa Jenis Filler Terhadap Sifat
Fisik Chicken Nugget Ayam Petelur Afkir. Jurnal Zootek Vol. 35 No. 1: 106-116 ISSN 0852 -2626. Diakses dari : https://ejournal.unsrat.ac.id/index.php/zootek/article/view/7107.
Kostaman, Tatan dan A.R. Setioko. 2011. Perkembangan Penelitian Teknik
Kriopreservasi Untuk Penyimpanan Semen Unggas. WARTAZOA. Vol. 21. No: 3. Diakses dari : http://medpub.litbang.pertanian.go.id/index.php/wartazoa/article/viewFile/980/989.
Putro, Jati Sumarto., I Wayan Budiastra., dan Usman Ahmad. 2012. Optimasi Proses Penggorengan Hampa dan Penyimpanan Keripik Ikan Pepetek (Leiognathus sp.). Jurnal Keteknikan Pertanian. Vol. 26. No: 1. Dikases dari :
Meliana, Sandra. 2017. Pengendalian Mutu Reject Product Chicken Nugget Pada Proses Cooking di PT Charoen Pokphand Indonesia Food Division Plant Salatiga. Fakultas Teknologi Pertanian Universitas Soegijapranata : Semarang.
http://journal.ipb.ac.id/index.php/jtep/article/view/7402. Sartika, Ratu Ayu Dewi. 2009. Pengaruh Suhu dan Lama Proses Menggoreng (Deep
Frying) Terhadap Pembentukan Asam Lemak Trans. Makara Journal of Science. Diakses dari : http://journal.ui.ac.id/science/article/view/354.
SNI – 01-6683-2014. Standar Nasional Indonesia NUGGET AYAM. Jakarta. Diakses
dari : https://www.scribd.com/document/258730285/SNI-6683-2014-Nugget-Ayam.
Yuliana, N, Yoyok B. Pramono dan A. Hintomo. 2013. Kadar Lemak, Kekenyalan dan
Cita Rasa Nugget Ayam Yang Disubsitusi dengan Hati Ayam Broiler. Animated Agricultural Journal. Vol. 2. No:1. Diakses dari : https://ejournal3.undip.ac.id/index.php/aaj/article/view/2190.

35
9. LAMPIRAN
9.1. Data Hasil PengamatanPengaruh Suhu Penggorengan FRYING 1 dan
FRYING 2 TERHADAP KENAIKAN SUHU PADA CHICKEN NUGGET
Related Documents











