PDVSA N° TITULO REV. FECHA DESCRIPCION PAG. REV. APROB. APROB. APROB. FECHA APROB. FECHA TORRES DE FRACCIONAMIENTO E PDVSA, 1983 MDP–04–CF–04 MODELAJE RIGUROSO/GENERACION BALANCE DE MASA Y ENERGIA APROBADO ENE.97 ENE.97 ENE.97 0 26 MANUAL DE DISEÑO DE PROCESO ESPECIALISTAS PDVSA

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PDVSA N° TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
TORRES DE FRACCIONAMIENTO
� PDVSA, 1983
MDP–04–CF–04 MODELAJE RIGUROSO/GENERACION BALANCE DEMASA Y ENERGIA
APROBADO
ENE.97 ENE.97
ENE.970 26
MANUAL DE DISEÑO DE PROCESO
ESPECIALISTAS
�����

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Indice1 OBJETIVO 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ALCANCE 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 REFERENCIAS 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SIMULACION DE TORRES DE FRACCIONAMIENTO 2. . . . . . . . . . . 4.1 Generación balance detallado de masa y energía 3. . . . . . . . . . . . . . . . . . . 4.2 Ejemplos prácticos 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 OBJETIVOPresentar la metodología generalmente usada para el modelaje y generación delbalance de masa y energía de torres de fraccionamiento.
2 ALCANCEEsta subsección presenta el procedimiento comúnmente utilizado para elmodelaje y generación del balance de masa y energía de unidades defraccionamiento, utilizando paquetes comerciales de simulación de procesos. Sepresentas dos ejemplos prácticos, correspondientes a una separación binariaentre agua y metanol y a una torre de destilación atmosférica.
3 REFERENCIAS� Destillation Design, Henry Z. Kister. Mc. Graw Hill, N.Y. 1992� Reid, Praunitz, and Sherwood. The Properties of Gases and Liquids . Third
Edition. McGraw Hill� SIMCI, Pro II Keyword Input Manual. Version 4.0. 1994
4 SIMULACION DE TORRES DE FRACCIONAMIENTOPara el diseño, evaluación y optimización de torres de fraccionamiento esnecesario resolver las ecuaciones de balance de masa y energía y representacióndel equilibrio, correspondientes a cada una de las etapas de teóricas de la torre,en estado estacionario. En general, ,se requiere la generación de un estimadoinicial , para identificar las condiciones de operación y la configuración de la torre.Esta información sirve de punto de partida para realizar el cálculo riguroso platoa plato y establecer el diseño definitivo.
En la actualidad se utilizan modernas técnicas computacionales para la resoluciónde las ecuaciones que modelan el comportamiento de la torre, las cuales seencuentran disponibles en diversos paquetes comerciales de simulación deprocesos. Estos permiten lograr una alta precisión en el diseño, la cual solo estalimitada por la exactitud en el modelaje del comportamiento termodinámico delsistema.
En la industria nacional tienen amplia aplicación el paquete de simulación PRO II(SIMCI), para servicios de refinación y paquetes como HYSIM y ASPEN paraservicios petroquímicos, ya que modelan el comportamiento de la mayoría de lostipos de torres existentes
En general pueden simularse torres con múltiples alimentaciones, múltiplesetapas de enfriamiento, múltiples retiros laterales (liquido o vapor),condensadores parciales o totales, etc.
La información suministrada al simulador debe permitir alcanzar una soluciónúnica, tomando en cuenta que se dispone de un total de (N –1 )*2 grados de

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
libertad para definir la operación de una torre de fraccionamiento. Siendo N elnúmero de productos de la torre.
En la sección 4.4 se presentan dos ejemplos detallados del diseño riguroso de dostorres de fraccionamiento, utilizando el paquete de simulación comercial PRO II.
4.1 Generación balance detallado de masa y energía
La información requerida por la mayoría de los paquetes comerciales, para lasimulación de una torre de fraccionamiento y generar el balance de masa yenergía se resume a continuación:
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Estimado del número de etapas teóricas requeridas para la separaciónÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Fase, flujo y composición de la corriente de alimentación a la torreÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Estimado de la localización del plato de alimentaciónÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Características de los productos y plato de retiroÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Tipo de condensador y condiciones de operaciónÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Estimado de la carga calórica del condensador rehervidor o etapas de enfriamientointermedias.ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Caída de presión en la torre
El simulador proporcionara la fase, flujos, composición, propiedades ycondiciones de temperatura y presión de todos los productos; la carga calórica delcondensador, rehervidor y/o etapas de enfriamiento intermedias; el perfil deliquido/vapor en la columna y la temperatura y presión de cada etapa teórica. Estorepresenta el balance de masa y energía de la torre en cuestión.
Para el dimensionamiento de torres de fraccionamiento nuevas, se puededeterminar el diámetro de la torre, la presión óptima de operación, la localizaciónmás conveniente del plato de alimentación, se puede analizar el efecto delporcentaje de vaporización en el rehervidor sobre el diseño propuesto,determinación del plato de control de temperatura , etc. En estos casos esnecesario suministrar adicionalmente el tipo de plato, espaciamiento entre platos,el número de pasos, el porcentaje de inundación recomendado para el servicio,entre otros.
Cuando se evalúan torres existentes, el paquete de simulación también permitedeterminar el porcentaje de inundación plato a plato, la eficiencia del equipo yotros parámetros adicionales que dependerán del objetivo de la evaluación.
4.2 Ejemplos prácticos
A continuación algunos ejemplos que ilustran el diseño riguroso de torres dedestilación.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.2.1 Diseño riguroso de una torre de recuperación de metanol perteneciente auna unidad de MTBE y TAME
La alimentación a esta unidad es una corriente de agua–metanol de 11487 Kg/h,con una concentración de metanol de 20 % p y trazas de hidrocarburos y alcoholescomo Ter–butyl–alcohol ( TBA ) y Ter–amyl–alcohol (TAA).
En los procesos de producción de MTBE y TAME, el metanol excedente de lareacción es recuperado prácticamente puro en una unidad de fraccionamiento,después de se removido de la corriente de hidrocarburos no reactantes con agua.En la corriente agua–metanol permanecen trazas de hidrocarburos, y otrossubproductos de la reacción como TBA y TAA. Estos alcoholes se remueven enla torre de recuperación e de metanol en un retiro lateral, para evitar suacumulación en el sistema.
El objetivo de este problema es especificar una torre que permita separar lacorriente de agua–metanol, recuperando en el producto de tope como mínimo el94 % del metanol alimentado y removiendo el TBA y el TAA en una extracciónlateral.
A continuación se presentan las características de la alimentación a la torre, el tipoy condición del medio de enfriamiento a utilizar y se establecen lasespecificaciones de los productos:
TABLA 1. ALIMENTACION A LA TORRE DE RECUPERACION DE METANOL
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Componente ÁÁÁÁÁÁÁÁÁÁÁÁ
lb/hÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
20256
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MEOH ÁÁÁÁÁÁÁÁÁÁÁÁ
5060
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TBA ÁÁÁÁÁÁÁÁÁÁÁÁ
8ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TAA ÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
T–2 ButenoÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TotalÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
25328
Se utilizará aire con una temperatura de bulbo seco de 45 °C ( 110 °F) como mediode enfriamiento en el condensador. Las especificaciones de los productos son lassiguientes:
H20 en el metanol recuperado: 500 ppmp máx
MEOH en el agua recuperada: 200 ppmp máx
En el documento MDP–04–CF–03 se genero un estimado inicial para de diseñode esta torre, el cual servirá de punto de partida para el diseño riguroso. Para lageneración del estimado no se considero la presencia de TBA y TAA, dado que esuna fracción marginal.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
a. Simulación de la torre de recuperación de metanol
Paquete de simulación utilizado: Pro II. Versión 4.0.1.
Estimado Inicial
El estimado inicial del número de etapas teóricas, calores del condensadory rehervidor y balance de masa preliminar se presenta en la tabla 2.
TABLA 2. ESTIMADO INICIAL COLUMNA DE RECUPERACIÓN DE METANOL.
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Clave liviana ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Metanol ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁClave pesada ÁÁÁÁÁÁÁH2O ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁUnidades
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁUnidades
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MétricasÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
InglesasÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁAlimentación ÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁ11487 ÁÁÁÁÁÁ
ÁÁÁÁÁÁKg/HÁÁÁÁÁÁÁÁÁÁÁÁ
25328 ÁÁÁÁÁÁÁÁÁÁ
Lb/HÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Tope ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁTemperatura ( Cond ) ÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁ54 ÁÁÁÁÁÁÁÁÁÁÁÁ
° CÁÁÁÁÁÁÁÁÁÁÁÁ
130 ÁÁÁÁÁÁÁÁÁÁ
°FÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Presión ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁÁÁÁÁ
BarÁÁÁÁÁÁÁÁÁÁÁÁ
14.5 ÁÁÁÁÁÁÁÁÁÁ
psi
ÁÁÁÁÁÁÁÁFlujo ÁÁÁÁÁÁÁÁÁÁÁÁ2298 ÁÁÁÁÁÁKg/HÁÁÁÁÁÁ5066 ÁÁÁÁÁLb/HÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁFondo
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁTemperatura
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
113ÁÁÁÁÁÁÁÁÁÁÁÁ
° CÁÁÁÁÁÁÁÁÁÁÁÁ
235ÁÁÁÁÁÁÁÁÁÁ
°FÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Presión ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
1.5 ÁÁÁÁÁÁÁÁÁÁÁÁ
BarÁÁÁÁÁÁÁÁÁÁÁÁ
22.5 ÁÁÁÁÁÁÁÁÁÁ
psiÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Flujo ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
9189 ÁÁÁÁÁÁÁÁÁÁÁÁ
Kg/HÁÁÁÁÁÁÁÁÁÁÁÁ
20262 ÁÁÁÁÁÁÁÁÁÁ
Lb/HÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Etapas ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
35 ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
35 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁReflujo ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁQ Cond ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
10.09 ÁÁÁÁÁÁÁÁÁÁÁÁ
MM KJ/HÁÁÁÁÁÁÁÁÁÁÁÁ
9.56 ÁÁÁÁÁÁÁÁÁÁ
MM Btu/H
ÁÁÁÁÁÁÁÁÁÁÁÁQ Reherv ÁÁÁÁÁÁÁ12.25 ÁÁÁÁÁÁMM KJ/HÁÁÁÁÁÁ11.61 ÁÁÁÁÁMM Btu/H
La simulación se realizó llevando a cabo las siguientes etapas:
1. Determinación del plato de alimentación
Para determinar la ubicación mas conveniente del plato de alimentación sesimuló la operación de la torre, sin extracción lateral, variando el plato dealimentación desde la etapa teórica 21 hasta la 25. Esta ubicación sedetermino en función al comportamiento del factor de separación “S” en cadacaso, ya que no existen diferencias apreciables entre las cargas calóricas delcondensador y rehervidor, entre las diversas alternativas consideradas.
La Tabla 3 resume los resultados obtenidos en cada caso y las figuras 1, 2y 3 presentan el factor “S” correspondiente a los platos evaluados.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 1. PLATO DE ALIMENTACIÓN : PLATO 21.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 2. PLATO DE ALIMENTACIÓN : PLATO 23.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 3. PLATO DE ALIMENTACIÓN: PLATO 25.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
2. Determinación del plato de retiro.
Para determinar la etapa teórica mas conveniente para la ubicación de laextracción lateral de TBA y TAA, se simuló el comportamiento de la unidad,variando la ubicación de dicho retiro, entre la etapa teórica 12 y la 18, El plato18 resulto el mas adecuado, ya que se remueve todo el TBA y TAAalimentado a la columna con el menor porcentaje de pérdida de metanol.Para acelerar la convergencia, en esta etapa, se suministro con los datos deentrada al simulador, el perfil de temperatura y cargas de líquido/vaporcorrespondientes a cada etapa teórica obtenida durante el establecimientodel plato de alimentación. La Tabla 4 resume la comparación de losresultados obtenidos en cada caso.
TABLA 3. DETERMINACIÓN PLATO DE RETIRO LATERAL.ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Plato de retiroÁÁÁÁÁÁÁÁÁ
12ÁÁÁÁÁÁÁÁÁ
14ÁÁÁÁÁÁÁÁÁÁÁÁ
16ÁÁÁÁÁÁÁÁÁ
16ÁÁÁÁÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁÁ
18
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Flujo (Lb mol/h) ÁÁÁÁÁÁ
12ÁÁÁÁÁÁ
12ÁÁÁÁÁÁÁÁ
10ÁÁÁÁÁÁ
12ÁÁÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
10ÁÁÁÁÁÁÁÁ
10ÁÁÁÁÁÁ
12ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Lb/h ÁÁÁÁÁÁ
359ÁÁÁÁÁÁ
359ÁÁÁÁÁÁÁÁ
289ÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
238ÁÁÁÁÁÁ
238ÁÁÁÁÁÁ
294ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
354ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Composición (Lb/h)ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁMeOH ÁÁÁ
ÁÁÁ308ÁÁÁÁÁÁ
307ÁÁÁÁÁÁÁÁ
289ÁÁÁÁÁÁ
307ÁÁÁÁÁÁÁÁ
197ÁÁÁÁÁÁ
197ÁÁÁÁÁÁ
243ÁÁÁÁÁÁÁÁ
248ÁÁÁÁÁÁ
298ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
H2O ÁÁÁÁÁÁ
41ÁÁÁÁÁÁ
41ÁÁÁÁÁÁÁÁ
16ÁÁÁÁÁÁ
41ÁÁÁÁÁÁÁÁ
31ÁÁÁÁÁÁ
31ÁÁÁÁÁÁ
42ÁÁÁÁÁÁÁÁ
39ÁÁÁÁÁÁ
47ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁ
2
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TAA ÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁÁÁ
8ÁÁÁÁÁÁ
8ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
% rec MeOH ÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁÁÁ
0.95ÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁ
0.95ÁÁÁÁÁÁ
0.95ÁÁÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁ
0.94ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
H2O tope (ppmp)ÁÁÁÁÁÁÁÁÁ
151ÁÁÁÁÁÁÁÁÁ
52ÁÁÁÁÁÁÁÁÁÁÁÁ
827ÁÁÁÁÁÁÁÁÁ
20ÁÁÁÁÁÁÁÁÁÁÁÁ
711ÁÁÁÁÁÁÁÁÁ
7ÁÁÁÁÁÁÁÁÁ
7ÁÁÁÁÁÁÁÁÁÁÁÁ
7ÁÁÁÁÁÁÁÁÁ
7
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MeOH fondo (ppmp)
ÁÁÁÁÁÁÁÁÁ
<10ÁÁÁÁÁÁÁÁÁ
<10ÁÁÁÁÁÁÁÁÁÁÁÁ
907ÁÁÁÁÁÁÁÁÁ
<10ÁÁÁÁÁÁÁÁÁÁÁÁ
5390ÁÁÁÁÁÁÁÁÁ
2238ÁÁÁÁÁÁÁÁÁ
<10ÁÁÁÁÁÁÁÁÁÁÁÁ
2924ÁÁÁÁÁÁÁÁÁ
458
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Q Cond MM BTU/H ÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁ
9.41ÁÁÁÁÁÁ
9.41ÁÁÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁ
9.29ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Q Rehv. MM BTU/H ÁÁÁÁÁÁ10.64ÁÁÁÁÁÁ
10.64ÁÁÁÁÁÁÁÁ
10.63ÁÁÁÁÁÁ
10.64ÁÁÁÁÁÁÁÁ
10.63ÁÁÁÁÁÁ10.75ÁÁÁÁÁÁ
10.76ÁÁÁÁÁÁÁÁ
10.63ÁÁÁÁÁÁ
10.63
La Figura 4 presenta las pérdidas de metanol en la extracción lateral enfunción del plato de retiro.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 4. PÉRDIDA DE METANOL EN LA EXTRACCIÓN LATERAL.
Etapa Teórica de Retiro
Met
anol
en
la e
xtra
cció
n la
tera
l ( L
b/h
)
0
50
100
150
200
250
300
350
12 16 18
3. Dimensionamiento de la torre
El diámetro de la torre se estableció ejecutando un procedimiento Tsize conel simulador de procesos. La información suministrada en este caso fue lasiguiente:
Porcentaje de inundación recomendado para este servicio
Tipo de plato
Pasos a través de los platos
Espaciamiento entre los platos
1. Simulación para establecer el plato de alimentaciónÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁTITLE PROJECT=2349,USER=J. MEDINA,DATE=12–96,*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁDESC SIMULACION RECUPERACION DE MEOHÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DIMENSION ENGLISHÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TOLERANCE STREAM=0.001ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PRINT RATE= M,W ,PERCENT=W,INPUT=PARTÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT DATAÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
LIBID 1,MEOH/2,H2O /3,TBA/4,2M2BTNOL, TAA/5,BTT2, T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁTHERMODYNAMIC DATAÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
METHOD KVALUE(VLE)=NRTL,ENTH(V)=IDEA,ENTH(L)=IDEA,*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DENS(V)=IDEA,DENS(L)=IDEA,COND(V)=PURE, *ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COND(L)=PURE,SURF=PURE,VISC(V)=PURE, *ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
VISC(L)=PURE,PHI=IDEA,SET=SET01ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
KVALUE(VLE)POYNTING=NO,FILL=UNIF,BANK=ALCOHOL,AZEOTROPE=SIMSCI
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
STREAM DATA
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
FORMAT IDNO=1,TOTAL,RVP,TEMP,PRES
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ$ ALIMENTACION A LA TORRE RECUPERADORA DE NMETANOLÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPROP STRM=1,TEMP=175,PRESS=36,RATE(W)=25328,*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COMPOSITION(W)=1,5066/2,20262ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
IDENTIFICACION DE LAS CORRIENTESÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
NAME 1,ALIMENT/2,TOPE /3,FONDO/*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
4,CORTE LAT
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁUNIT OPERATIONS DATAÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ$ SIMULACION PARA ESTABLECER PLATO DE ALIMENTACIONÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COLUMN UID=5,NAME=D–6314ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PARAM TRAY=37,IO=22ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
FEED 1,21,NOTSEPÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PROD OVHD=2,158.105,BTMS=3ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COND TYPE=TFIX,PRESS=18,TEMP=130
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DUTY 1,1,–9.20/2,37,10.67
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁESTIMATE MODEL=SIMPLE,RRATIO=2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPSPEC TOP=22,DPCOL=7ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
SPEC STREAM=2,RATE,VALUE=158.105ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
SPEC COLUMN=5,RRAT(M),*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
VALUE=3ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PA FROM=37,TO,37,LFRAC=0.6ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
VARY DUTY=1,2
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PLOT SFACTOR,XCOMP=1,2
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPRINT KEYL=1,KEYH=2,ITER=PART,COMPOSITION=M,WT,PROFILE=FINAL
2. Determinación del plato óptimo de retiroÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TITLE PROJECT=2349,USER=J. MEDINA,DATE=8–11–96,*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DESC SIMULACION RECUPERACION DE MEOHÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DIMENSION ENGLISHÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TOLERANCE STREAM=0.001
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PRINT RATE= M,W PERCENT=W,INPUT=NONE,STREAM=COMPONENT
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁCOMPONENT DATAÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
LIBID 1,MEOH/2,H2O /3,TBA/4,2M2BTNOL,,TAA/5,BTT2,,T2BUTENOÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
THERMODYNAMIC DATAÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
METHOD KVALUE(VLE)=NRTL,ENTH(V)=IDEA,ENTH(L)=IDEA,*ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DENS(V)=IDEA,DENS(L)=IDEA,COND(V)=PURE, *
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COND(L)=PURE,SURF=PURE,VISC(V)=PURE, *
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁV ISC(L)=PURE,PHI=IDEA,SET=SET01
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
KVALUE(VLE)POYNTING=NO,FILL=UNIF,BANK=ALCOHOL,AZEOTROPE=SIMSCI

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
STREAM DATA
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ALIMENTACION A LA TORRE RECUPERADORA DE METANOL
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PROP STRM=1,TEMP=175,PRESS=36,RATE(W)=25328,* ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁCOMPOSITION(W)=1,5060/2,20256/3,2/4,8/5,4 ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁIDENTIFICAION DE LAS CORRIENTES ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁNAME 1,ALIMENT/2,TOPE /3,FONDO/* ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ4,CORTE LAT ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁUNIT OPERATIONS DATA
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁMODELAJE RIGUROSO RECUPERADORA DE METANOL ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁCOLUMN UID=5,NAME=D–6314 ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ PARAM TRAY=37,IO=22 ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁFEED 1,21,NOTSEP ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPROD OVHD=2,158.105,BTMS=3,LDRAW=4,18,10ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁCOND TYPE=TFIX,PRESS=18,TEMP=130
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁDUTY 1,1,–9.56/2,37,11.61 ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
TEMPERATURA &1, 130.0/2, 167.2/3, 167.7/4, 168.1/ &5, 168.6/6, 169.0/7, 169.4/8, 169.9/ &9, 170.3/10, 170.7/11, 171.2/12, 171.6/ &
13, 172.1/14, 172.6/15, 173.2/16, 173.9/ &17, 174.8/18, 176.2/19, 178.1/20, 181.2/ &21, 186.2/22, 194.8/23, 207.4/24, 207.9/ &25, 208.3/26, 208.9/27, 209.8/28, 211.2/ &29, 213.9/30, 219.0/31, 226.7/32, 235.2/ &33, 242.4/34, 245.0/35, 246.7/36, 247.7/ &37, 248.3
LIQUID &1, 445.2?2, 469.1/3, 469.3/4, 469.5/ &5, 469.7/6, 469.8/7, 470.0/8, 470.2/ &9, 470.4/10, 470.5/11, 470.6/12, 470.7/ &
13, 470.7/14 470.5/15, 470.1/16, 469.3/ &17, 467/18, 464.9/19, 460.2/20, 440.3/ &21, 428.0/22, 411.2/23, 1750.3/24, 1751.1/ &25, 1751.6/26, 1751.9/27, 1751.4/28, 1749.5/ &29, 1745.2/30, 1739.1/31, 1735.1/32, 1736.0/ &33, 1739.2/34, 1741.7/35, 1743.4/36, 1744.4/ &37, 1122.0

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma
VAPOUR &1, 0.1/2, 593.6/3, 617.5/4 617.7/ &5, 617.9/6, 618.1/7, 618.2/8, 618.4/ &9, 618.6/10, 618.8/11, 618.9/12, 619.0/ &
13, 619.1/14, 619.1/15, 618.9/16, 618.5/ &17, 617.7/18, 616.1/19, 613.3/20, 608.6/ &21, 600.7/22, 588.4/23, 571.6/24, 628.3/ &25, 629.0/26, 629.6/27, 629.9/28, 629.4/ &29, 627.5/30, 623.2/31, 617.1/32, 613.1/ &33, 614.0/34, 617.1/35, 619.7/36, 621.3/ &37, 622.4
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PSPEC TOP=22,DPCOL=7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁSPEC STREAM=2,RATE,VALUE=150.4 ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁSPEC COLUMN=5,RRAT(M),* ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ VALUE=3 ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ PA FROM=37,TO,37,LFRAC=0.6 ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁVARY DUTY=1,2 ÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPLOT SFACTOR,XCOMP=1,2 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁPRINT KEYL=1,KEYH=2,ITER=PART,*ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁCOMPOSITION=M,WT,PROFILE=FINAL
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
RESULTADOS DE LA SIMULACIÓN: EXTRACCIÓN LATERAL EN LA ETAPA TEÓRICA18
1. Condiciones de Operación de la torreÁÁÁÁÁÁÁÁ
TRAYÁÁÁÁÁÁ
TEMPÁÁÁÁÁÁÁÁ
PRESSUREÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁÁÁ
VAPORÁÁÁÁÁÁÁÁ
FEED ÁÁÁÁÁÁÁÁ
PRODUCTÁÁÁÁÁÁÁÁ
DUTIES
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
DEG FÁÁÁÁÁÁÁÁÁÁÁÁ
PSIAÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
MMBTU/HR
ÁÁÁÁÁÁÁÁ
1C ÁÁÁÁÁÁÁÁ
130 ÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁ
451.2ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
150.4LÁÁÁÁÁÁÁÁ
–9.4115
ÁÁÁÁ2 ÁÁÁÁ167.2 ÁÁÁ22ÁÁÁÁ475.5ÁÁÁÁ601.6ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
3ÁÁÁÁÁÁÁÁ
167.7ÁÁÁÁÁÁ
22.2ÁÁÁÁÁÁÁÁ
475.7ÁÁÁÁÁÁÁÁ
625.9ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ4 ÁÁÁÁÁÁÁÁ
168.1 ÁÁÁÁÁÁ
22.4ÁÁÁÁÁÁÁÁ
475.9ÁÁÁÁÁÁÁÁ
626.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ5 ÁÁÁÁ168.6 ÁÁÁ22.6ÁÁÁÁ476.1ÁÁÁÁ626.3ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ6ÁÁÁÁÁÁÁÁ
169ÁÁÁÁÁÁ
22.8ÁÁÁÁÁÁÁÁ
476.3ÁÁÁÁÁÁÁÁ
626.5ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ7 ÁÁÁÁÁÁÁÁ
169.4 ÁÁÁÁÁÁ
23ÁÁÁÁÁÁÁÁ
476.4ÁÁÁÁÁÁÁÁ
626.7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ8 ÁÁÁÁ169.9 ÁÁÁ23.2ÁÁÁÁ476.6ÁÁÁÁ626.8ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ9ÁÁÁÁÁÁÁÁ
170.3ÁÁÁÁÁÁ
23.4ÁÁÁÁÁÁÁÁ
476.7ÁÁÁÁÁÁÁÁ
627ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ10 ÁÁÁÁÁÁÁÁ
170.8 ÁÁÁÁÁÁ
23.6ÁÁÁÁÁÁÁÁ
476.8ÁÁÁÁÁÁÁÁ
627.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ11 ÁÁÁÁÁÁÁÁ
171.3 ÁÁÁÁÁÁ
23.8ÁÁÁÁÁÁÁÁ
476.7ÁÁÁÁÁÁÁÁ
627.2ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ12 ÁÁÁÁ171.8 ÁÁÁ24ÁÁÁÁ476.5ÁÁÁÁ627.1ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ13 ÁÁÁÁÁÁÁÁ
172.4 ÁÁÁÁÁÁ
24.2ÁÁÁÁÁÁÁÁ
476ÁÁÁÁÁÁÁÁ
626.9ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ14 ÁÁÁÁÁÁÁÁ
173.2 ÁÁÁÁÁÁ
24.4ÁÁÁÁÁÁÁÁ
475ÁÁÁÁÁÁÁÁ
626.4ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ15 ÁÁÁÁ174.2 ÁÁÁ24.6ÁÁÁÁ473.2ÁÁÁÁ625.4ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ16 ÁÁÁÁÁÁÁÁ
175.6 ÁÁÁÁÁÁ
24.8ÁÁÁÁÁÁÁÁ
470ÁÁÁÁÁÁÁÁ
623.6ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ17 ÁÁÁÁÁÁÁÁ
177.8 ÁÁÁÁÁÁ
25ÁÁÁÁÁÁÁÁ
464.7ÁÁÁÁÁÁÁÁ
620.4ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ18 ÁÁÁÁ181.1 ÁÁÁ25.2ÁÁÁÁ446.2ÁÁÁÁ615.1ÁÁÁÁÁÁÁÁ10.0LÁÁÁÁÁÁÁÁ
ÁÁÁÁ19ÁÁÁÁÁÁÁÁ
186.4ÁÁÁÁÁÁ
25.4ÁÁÁÁÁÁÁÁ
433.3ÁÁÁÁÁÁÁÁ
606.6ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ20 ÁÁÁÁÁÁÁÁ
195.3 ÁÁÁÁÁÁ
25.6ÁÁÁÁÁÁÁÁ
416.3ÁÁÁÁÁÁÁÁ
593.7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ21 ÁÁÁÁ208.3 ÁÁÁ25.8ÁÁÁÁ1751.8ÁÁÁÁ576.7ÁÁÁÁ1282.4L ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ22ÁÁÁÁÁÁÁÁ
211.2ÁÁÁÁÁÁ
26ÁÁÁÁÁÁÁÁ
1747.7ÁÁÁÁÁÁÁÁ
629.8ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ23 ÁÁÁÁÁÁÁÁ
216.5 ÁÁÁÁÁÁ
26.2ÁÁÁÁÁÁÁÁ
1741.8ÁÁÁÁÁÁÁÁ
625.7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ24 ÁÁÁÁ224.4 ÁÁÁ26.4ÁÁÁÁ1738.1ÁÁÁÁ619.8ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ25ÁÁÁÁÁÁÁÁ
232.8ÁÁÁÁÁÁ
26.6ÁÁÁÁÁÁÁÁ
1739.1ÁÁÁÁÁÁÁÁ
616.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ26 ÁÁÁÁÁÁÁÁ
238.9 ÁÁÁÁÁÁ
26.8ÁÁÁÁÁÁÁÁ
1742.1ÁÁÁÁÁÁÁÁ
617.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ27 ÁÁÁÁÁÁÁÁ
242.3 ÁÁÁÁÁÁ
27ÁÁÁÁÁÁÁÁ
1744.6ÁÁÁÁÁÁÁÁ
620.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ28 ÁÁÁÁ243.9 ÁÁÁ27.2ÁÁÁÁ1746.1ÁÁÁÁ622.6ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ29 ÁÁÁÁÁÁÁÁ
244.9 ÁÁÁÁÁÁ
27.4ÁÁÁÁÁÁÁÁ
1747.1ÁÁÁÁÁÁÁÁ
624.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ30 ÁÁÁÁÁÁÁÁ
245.5 ÁÁÁÁÁÁ
27.6ÁÁÁÁÁÁÁÁ
1748ÁÁÁÁÁÁÁÁ
625.1ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ31 ÁÁÁÁ246 ÁÁÁ27.8ÁÁÁÁ1748.7ÁÁÁÁ626ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ32 ÁÁÁÁÁÁÁÁ
246.4 ÁÁÁÁÁÁ
28ÁÁÁÁÁÁÁÁ
1749.4ÁÁÁÁÁÁÁÁ
626.7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ33 ÁÁÁÁÁÁÁÁ
246.8 ÁÁÁÁÁÁ
28.2ÁÁÁÁÁÁÁÁ
1750.1ÁÁÁÁÁÁÁÁ
627.4ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ34 ÁÁÁÁ247.2 ÁÁÁ28.4ÁÁÁÁ1750.7ÁÁÁÁ628.1ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ35ÁÁÁÁÁÁÁÁ
247.6ÁÁÁÁÁÁ
28.6ÁÁÁÁÁÁÁÁ
1751.4ÁÁÁÁÁÁÁÁ
628.7ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁ36 ÁÁÁÁÁÁÁÁ
248 ÁÁÁÁÁÁ
28.8ÁÁÁÁÁÁÁÁ
1752ÁÁÁÁÁÁÁÁ
629.4ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ37R ÁÁÁÁ248.4 ÁÁÁ29ÁÁÁÁ630ÁÁÁÁÁÁÁÁÁÁÁÁ1122.0LÁÁÁÁ10.7602
ÁÁÁÁÁÁÁÁ
TYPEÁÁÁÁÁÁÁÁ
STREAMÁÁÁÁÁÁÁÁ
PHASEÁÁÁÁÁÁ
FROMÁÁÁÁÁÁ
TOÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁÁÁÁÁ
FLOWRATES ÁÁÁÁ
ÁÁÁÁ
HEATRATES
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
ÁÁÁÁÁÁ
TRAYÁÁÁÁÁÁ
FRACÁÁÁÁÁÁÁÁÁÁ
LB–MOL/HRÁÁÁÁÁÁÁÁ
MMBTU/HRÁÁÁÁ
ÁÁÁÁFEEDÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁ
ÁÁÁÁÁÁ
21ÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁÁÁ
1282.4ÁÁÁÁÁÁÁÁ
3.3507ÁÁÁÁÁÁÁÁ
PRODÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
LIQUID ÁÁÁÁÁÁ
1 ÁÁÁÁÁÁ
ÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
150.4 ÁÁÁÁÁÁÁÁ
0.2865
ÁÁÁÁÁÁÁÁ
PRODÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁ
18ÁÁÁÁÁÁ
ÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
10ÁÁÁÁÁÁÁÁ
0.03ÁÁÁÁÁÁÁÁ
PRODÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁ
37ÁÁÁÁÁÁ
ÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
1122 ÁÁÁÁÁÁÁÁ
4.3825

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
2. Composición en cada etapa teóricaÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 1ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY3
ÁÁÁÁÁÁCOMPONENTÁÁÁÁÁÁÁÁÁX ÁÁÁÁY ÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.99916ÁÁÁÁÁÁÁÁ
0.95255ÁÁÁÁÁÁÁÁÁÁ
0.99996ÁÁÁÁÁÁÁÁ
0.99916ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
7.50E–06ÁÁÁÁÁÁÁÁ
2.66E–06ÁÁÁÁÁÁÁÁÁÁ
1.72E–05 ÁÁÁÁÁÁÁÁ
7.50E–06
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ3.34E–08ÁÁÁÁ9.85E–09ÁÁÁÁÁ9.32E–08 ÁÁÁÁ3.34E–08ÁÁÁÁÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
5.30E–08ÁÁÁÁÁÁÁÁ
1.37E–08ÁÁÁÁÁÁÁÁÁÁ
1.59E–07ÁÁÁÁÁÁÁÁ
5.30E–08ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
8.29E–04ÁÁÁÁÁÁÁÁ
0.04744ÁÁÁÁÁÁÁÁÁÁ
2.03E–05 ÁÁÁÁÁÁÁÁ
8.29E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁRATE, M
LB/HRÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
14.462ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁÁÁ
15.236 ÁÁÁÁÁÁÁÁ
19.283
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 3ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY4
ÁÁÁÁÁÁCOMPONENT
ÁÁÁÁÁÁÁÁÁXÁÁÁÁ
YÁÁÁÁÁ
XÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.99996ÁÁÁÁÁÁÁÁ
0.99977ÁÁÁÁÁÁÁÁÁÁ
0.99993 ÁÁÁÁÁÁÁÁ
0.99977
ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
3.41E–05ÁÁÁÁÁÁÁÁ
1.49E–05ÁÁÁÁÁÁÁÁÁÁ
6.34E–05 ÁÁÁÁÁÁÁÁ
2.77E–05
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ2.19E–07ÁÁÁÁ7.88E–08ÁÁÁÁÁ4.84E–07 ÁÁÁÁ1.74E–07ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
4.00E–07ÁÁÁÁÁÁÁÁ
1.34E–07ÁÁÁÁÁÁÁÁÁÁ
9.46E–07 ÁÁÁÁÁÁÁÁ
3.17E–07
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
5.28E–06ÁÁÁÁÁÁÁÁ
2.15E–04ÁÁÁÁÁÁÁÁÁÁ
5.02E–06 ÁÁÁÁÁÁÁÁ
2.03E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁRATE, M
LB/HRÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
15.242ÁÁÁÁÁÁÁÁ
20.057ÁÁÁÁÁÁÁÁÁÁ
15.248 ÁÁÁÁÁÁÁÁ
20.063
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ TRAY 5ÁÁÁÁÁÁÁÁ TRAY6ÁÁÁÁÁÁ
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.99988ÁÁÁÁÁÁÁÁ
0.99975ÁÁÁÁÁÁÁÁÁÁ
0.99979 ÁÁÁÁÁÁÁÁ
0.99971
ÁÁÁÁÁÁ2 ÁÁÁÁH2OÁÁÁÁÁ1.14E–04ÁÁÁÁ5.00E–05ÁÁÁÁÁ2.02E–04 ÁÁÁÁ8.86E–05ÁÁÁÁÁÁÁÁÁÁÁÁ
3ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
1.04E–06ÁÁÁÁÁÁÁÁ
3.76E–07ÁÁÁÁÁÁÁÁÁÁ
2.21E–06ÁÁÁÁÁÁÁÁ
8.00E–07ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
2.18E–06ÁÁÁÁÁÁÁÁ
7.31E–07ÁÁÁÁÁÁÁÁÁÁ
4.96E–06 ÁÁÁÁÁÁÁÁ
1.67E–06
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
5.04E–06ÁÁÁÁÁÁÁÁ
2.03E–04ÁÁÁÁÁÁÁÁÁÁ
5.05E–06 ÁÁÁÁÁÁÁÁ
2.03E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
RATE, MLB/HR ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
15.253ÁÁÁÁÁÁÁÁ
20.069ÁÁÁÁÁÁÁÁÁÁ
15.258 ÁÁÁÁÁÁÁÁ
20.074

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 7ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 8
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁÁÁÁÁÁXÁÁÁÁYÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.99963ÁÁÁÁÁÁÁÁ
0.99964ÁÁÁÁÁÁÁÁÁÁ
0.99935 ÁÁÁÁÁÁÁÁ
0.99951ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
3.53E–04ÁÁÁÁÁÁÁÁ
1.55E–04ÁÁÁÁÁÁÁÁÁÁ
6.14E–04 ÁÁÁÁÁÁÁÁ
2.70E–04
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ4.66E–06ÁÁÁÁ1.69E–06ÁÁÁÁÁ9.79E–06 ÁÁÁÁ3.55E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
1.12E–05ÁÁÁÁÁÁÁÁ
3.79E–06ÁÁÁÁÁÁÁÁÁÁ
2.53E–05ÁÁÁÁÁÁÁÁ
8.55E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
5.07E–06ÁÁÁÁÁÁÁÁ
2.03E–04ÁÁÁÁÁÁÁÁÁÁ
5.09E–06 ÁÁÁÁÁÁÁÁ
2.03E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁRATE, M
LB/HRÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
15.262ÁÁÁÁÁÁÁÁ
20.079ÁÁÁÁÁÁÁÁÁÁ
15.264 ÁÁÁÁÁÁÁÁ
20.083
ÁÁÁÁÁÁÁÁÁÁÁÁ
_ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 9ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY10ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.99885ÁÁÁÁÁÁÁÁ
0.9993ÁÁÁÁÁÁÁÁÁÁ
0.99799 ÁÁÁÁÁÁÁÁ
0.99893
ÁÁÁÁÁÁ2ÁÁÁÁ
H2OÁÁÁÁÁ
0.00106ÁÁÁÁ
4.69E–04ÁÁÁÁÁ
0.00184ÁÁÁÁ
8.10E–04ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
2.05E–05ÁÁÁÁÁÁÁÁ
7.45E–06ÁÁÁÁÁÁÁÁÁÁ
4.27E–05 ÁÁÁÁÁÁÁÁ
1.56E–05
ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
5.67E–05ÁÁÁÁÁÁÁÁ
1.92E–05ÁÁÁÁÁÁÁÁÁÁ
1.27E–04 ÁÁÁÁÁÁÁÁ
4.31E–05
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
5.10E–06ÁÁÁÁÁÁÁÁ
2.03E–04ÁÁÁÁÁÁÁÁÁÁ
5.10E–06 ÁÁÁÁÁÁÁÁ
2.03E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
RATE, MLB/HR ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
15.263ÁÁÁÁÁÁÁÁ
20.085ÁÁÁÁÁÁÁÁÁÁ
15.256 ÁÁÁÁÁÁÁÁ
20.083
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 11ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY12
ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ0.99646ÁÁÁÁ0.99827ÁÁÁÁÁ0.99375 ÁÁÁÁ0.99711ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.00316ÁÁÁÁÁÁÁÁ
0.0014ÁÁÁÁÁÁÁÁÁÁ
0.00544 ÁÁÁÁÁÁÁÁ
0.00241ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
8.87E–05ÁÁÁÁÁÁÁÁ
3.25E–05ÁÁÁÁÁÁÁÁÁÁ
1.83E–04 ÁÁÁÁÁÁÁÁ
6.74E–05
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ2.81E–04ÁÁÁÁ9.63E–05ÁÁÁÁÁ6.18E–04 ÁÁÁÁ2.14E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5.10E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
2.03E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5.08E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
2.03E–04
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
15.241ÁÁÁÁÁÁÁÁÁÁÁÁ
20.077ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
15.211ÁÁÁÁÁÁÁÁÁÁÁÁ
20.062
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 13ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY14
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁÁÁÁÁÁXÁÁÁÁYÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.98893ÁÁÁÁÁÁÁÁ
0.99505ÁÁÁÁÁÁÁÁÁÁ
0.98036ÁÁÁÁÁÁÁÁ
0.9914ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.00935ÁÁÁÁÁÁÁÁ
0.00413ÁÁÁÁÁÁÁÁÁÁ
0.01604 ÁÁÁÁÁÁÁÁ
0.00709
ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
3.73E–04ÁÁÁÁÁÁÁÁ
1.39E–04ÁÁÁÁÁÁÁÁÁÁ
7.49E–04 ÁÁÁÁÁÁÁÁ
2.83E–04
ÁÁÁÁÁÁ4ÁÁÁÁ
TAAÁÁÁÁÁ
0.00134ÁÁÁÁ
4.69E–04ÁÁÁÁÁ
0.00285ÁÁÁÁ
0.00102ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5.02E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
2.03E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
4.92E–06 ÁÁÁÁÁÁÁÁÁÁÁÁ
2.04E–04
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HRÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
15.158ÁÁÁÁÁÁÁÁÁÁÁÁ
20.032ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
15.066 ÁÁÁÁÁÁÁÁÁÁÁÁ
19.979

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 15ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY16
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁÁÁÁÁÁXÁÁÁÁYÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.96521ÁÁÁÁÁÁÁÁ
0.98492ÁÁÁÁÁÁÁÁÁÁ
0.93896 ÁÁÁÁÁÁÁÁ
0.9735ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.02751ÁÁÁÁÁÁÁÁ
0.01215ÁÁÁÁÁÁÁÁÁÁ
0.04716 ÁÁÁÁÁÁÁÁ
0.02079
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ0.00146ÁÁÁÁ5.67E–04ÁÁÁÁÁ0.00271 ÁÁÁÁ0.0011ÁÁÁÁÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
0.00582ÁÁÁÁÁÁÁÁ
0.00216ÁÁÁÁÁÁÁÁÁÁ
0.01116ÁÁÁÁÁÁÁÁ
0.0044ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
4.74E–06ÁÁÁÁÁÁÁÁ
2.05E–04ÁÁÁÁÁÁÁÁÁÁ
4.44E–06 ÁÁÁÁÁÁÁÁ
2.06E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 17ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY18
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁÁÁÁÁÁXÁÁÁÁYÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.89512ÁÁÁÁÁÁÁÁ
0.95387ÁÁÁÁÁÁÁÁÁÁ
0.825ÁÁÁÁÁÁÁÁ
0.92148ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.08105ÁÁÁÁÁÁÁÁ
0.03549ÁÁÁÁÁÁÁÁÁÁ
0.14102 ÁÁÁÁÁÁÁÁ
0.06051
ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
0.00463ÁÁÁÁÁÁÁÁ
0.00204ÁÁÁÁÁÁÁÁÁÁ
0.00679 ÁÁÁÁÁÁÁÁ
0.00346
ÁÁÁÁÁÁ4ÁÁÁÁ
TAAÁÁÁÁÁ
0.0192ÁÁÁÁ
0.0084ÁÁÁÁÁ
0.02718ÁÁÁÁ
0.01433ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
3.95E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
2.09E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
3.22E–06 ÁÁÁÁÁÁÁÁÁÁÁÁ
2.13E–04
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HRÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
14.205ÁÁÁÁÁÁÁÁÁÁÁÁ
19.469ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
13.133 ÁÁÁÁÁÁÁÁÁÁÁÁ
19.025
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 19ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY20
ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ0.71193ÁÁÁÁ0.87101ÁÁÁÁÁ0.51969 ÁÁÁÁ0.79579ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.25445ÁÁÁÁÁÁÁÁ
0.10377ÁÁÁÁÁÁÁÁÁÁ
0.46472 ÁÁÁÁÁÁÁÁ
0.17993
ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
0.00736ÁÁÁÁÁÁÁÁ
0.005ÁÁÁÁÁÁÁÁÁÁ
0.00399 ÁÁÁÁÁÁÁÁ
0.00525
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ0.02626ÁÁÁÁ0.02ÁÁÁÁÁ0.0116 ÁÁÁÁ0.01879ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.21E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
2.21E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
1.12E–06 ÁÁÁÁÁÁÁÁÁÁÁÁ
2.38E–04
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
11.795ÁÁÁÁÁÁÁÁÁÁÁÁ
18.249ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
9.864 ÁÁÁÁÁÁÁÁÁÁÁÁ
16.91
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 21ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY22ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ0.28961ÁÁÁÁ0.68ÁÁÁÁÁ0.25572 ÁÁÁÁ0.65531ÁÁÁÁÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.70794ÁÁÁÁÁÁÁÁ
0.3088ÁÁÁÁÁÁÁÁÁÁ
0.74326ÁÁÁÁÁÁÁÁ
0.33917ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
6.75E–04ÁÁÁÁÁÁÁÁ
0.00276ÁÁÁÁÁÁÁÁÁÁ
3.00E–04 ÁÁÁÁÁÁÁÁ
0.00153
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ0.00177ÁÁÁÁ0.00817ÁÁÁÁÁ7.24E–04 ÁÁÁÁ0.004ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5.21E–07ÁÁÁÁÁÁÁÁÁÁÁÁ
2.68E–04ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.00E–09ÁÁÁÁÁÁÁÁÁÁÁÁ
1.18E–06
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
36.221ÁÁÁÁÁÁÁÁÁÁÁÁ
14.979ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
35.486ÁÁÁÁÁÁÁÁÁÁÁÁ
16.008
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 23ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY24ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.19632ÁÁÁÁÁÁÁÁ
0.59415ÁÁÁÁÁÁÁÁÁÁ
0.12246 ÁÁÁÁÁÁÁÁ
0.47726
ÁÁÁÁÁÁ2ÁÁÁÁ
H2OÁÁÁÁÁ
0.80337ÁÁÁÁ
0.40347ÁÁÁÁÁ
0.87747ÁÁÁÁ
0.52198ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
9.02E–05ÁÁÁÁÁÁÁÁ
6.97E–04ÁÁÁÁÁÁÁÁÁÁ
1.53E–05 ÁÁÁÁÁÁÁÁ
2.19E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
2.22E–04ÁÁÁÁÁÁÁÁ
0.00168ÁÁÁÁÁÁÁÁÁÁ
4.63E–05 ÁÁÁÁÁÁÁÁ
5.40E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
6.26E–12ÁÁÁÁÁÁÁÁ
4.66E–09ÁÁÁÁÁÁÁÁÁÁ
1.50E–14 ÁÁÁÁÁÁÁÁ
1.52E–11
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
RATE, MLB/HR ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
34.338ÁÁÁÁÁÁÁÁ
15.273ÁÁÁÁÁÁÁÁÁÁ
33.087 ÁÁÁÁÁÁÁÁ
14.125

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ TRAY 25ÁÁÁÁÁÁÁÁ TRAY26ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENTÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.06166ÁÁÁÁÁÁÁÁ
0.31474ÁÁÁÁÁÁÁÁÁÁ
0.02667 ÁÁÁÁÁÁÁÁ
0.16563
ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.93834ÁÁÁÁÁÁÁÁ
0.6851ÁÁÁÁÁÁÁÁÁÁ
0.97333 ÁÁÁÁÁÁÁÁ
0.83435
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ1.45E–06ÁÁÁÁ3.93E–05ÁÁÁÁÁ9.30E–08 ÁÁÁÁ3.91E–06ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
6.80E–06ÁÁÁÁÁÁÁÁ
1.19E–04ÁÁÁÁÁÁÁÁÁÁ
7.98E–07 ÁÁÁÁÁÁÁÁ
1.83E–05
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
2.83E–17ÁÁÁÁÁÁÁÁ
3.84E–14ÁÁÁÁÁÁÁÁÁÁ
2.88E–17 ÁÁÁÁÁÁÁÁ
2.70E–17
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
32.199ÁÁÁÁÁÁÁÁÁÁÁÁ
12.874ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
31.755 ÁÁÁÁÁÁÁÁÁÁÁÁ
11.986
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 27ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY28
ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ0.01065ÁÁÁÁ0.07339ÁÁÁÁÁ0.0041 ÁÁÁÁ0.0296ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.98935ÁÁÁÁÁÁÁÁ
0.92661ÁÁÁÁÁÁÁÁÁÁ
0.9959 ÁÁÁÁÁÁÁÁ
0.9704ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
4.84E–09ÁÁÁÁÁÁÁÁ
2.56E–07ÁÁÁÁÁÁÁÁÁÁ
2.31E–10 ÁÁÁÁÁÁÁÁ
1.35E–08
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ8.39E–08ÁÁÁÁ2.20E–06ÁÁÁÁÁ8.41E–09 ÁÁÁÁ2.33E–07ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.90E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
2.82E–17ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
2.87E–17
ÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
31.576ÁÁÁÁÁÁÁÁ
11.542ÁÁÁÁÁÁÁÁÁÁ
31.513 ÁÁÁÁÁÁÁÁ
11.363
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ TRAY 29ÁÁÁÁÁÁÁÁ TRAY30ÁÁÁÁÁÁ
ÁÁÁÁÁÁCOMPONENT
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
0.00156ÁÁÁÁÁÁÁÁ
0.01145ÁÁÁÁÁÁÁÁÁÁ
5.89E–04 ÁÁÁÁÁÁÁÁ
0.00435
ÁÁÁÁÁÁ2 ÁÁÁÁH2OÁÁÁÁÁ0.99844ÁÁÁÁ0.98855ÁÁÁÁÁ0.99941 ÁÁÁÁ0.99565ÁÁÁÁÁÁÁÁÁÁÁÁ
3ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
1.06E–11ÁÁÁÁÁÁÁÁ
6.44E–10ÁÁÁÁÁÁÁÁÁÁ
4.79E–13ÁÁÁÁÁÁÁÁ
2.96E–11ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
8.28E–10ÁÁÁÁÁÁÁÁ
2.35E–08ÁÁÁÁÁÁÁÁÁÁ
8.11E–11 ÁÁÁÁÁÁÁÁ
2.31E–09
ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁ
2.90E–17ÁÁÁÁÁÁÁÁÁÁ
2.91E–17 ÁÁÁÁÁÁÁÁ
2.91E–17
ÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HRÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
31.496ÁÁÁÁÁÁÁÁ
11.3ÁÁÁÁÁÁÁÁÁÁ
31.498 ÁÁÁÁÁÁÁÁ
11.283
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 31ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY32
ÁÁÁÁÁÁCOMPONENT ÁÁÁÁÁÁÁÁÁXÁÁÁÁYÁÁÁÁÁX ÁÁÁÁYÁÁÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
2.22E–04ÁÁÁÁÁÁÁÁ
0.00164ÁÁÁÁÁÁÁÁÁÁ
8.34E–05ÁÁÁÁÁÁÁÁ
6.18E–04ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.99978ÁÁÁÁÁÁÁÁ
0.99836ÁÁÁÁÁÁÁÁÁÁ
0.99992 ÁÁÁÁÁÁÁÁ
0.99938
ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
2.15E–14ÁÁÁÁÁÁÁÁ
1.34E–12ÁÁÁÁÁÁÁÁÁÁ
9.63E–16 ÁÁÁÁÁÁÁÁ
6.00E–14
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ7.92E–12ÁÁÁÁ2.26E–10ÁÁÁÁÁ7.74E–13 ÁÁÁÁ2.21E–11ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17 ÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
RATE, MLB/HR
ÁÁÁÁÁÁÁÁÁÁÁÁ
31.496ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
11.3ÁÁÁÁÁÁÁÁÁÁÁÁ
31.498ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
11.283 ÁÁÁÁÁÁÁÁÁÁÁÁ
11.293
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY 33ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
TRAY34
ÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENT ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁ
X ÁÁÁÁÁÁÁÁ
Y
ÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ3.13E–05ÁÁÁÁ2.32E–04ÁÁÁÁÁ1.17E–05 ÁÁÁÁ8.64E–05ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
0.99997ÁÁÁÁÁÁÁÁ
0.99977ÁÁÁÁÁÁÁÁÁÁ
0.99999 ÁÁÁÁÁÁÁÁ
0.99991ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
4.18E–17ÁÁÁÁÁÁÁÁ
2.61E–15ÁÁÁÁÁÁÁÁÁÁ
4.18E–17 ÁÁÁÁÁÁÁÁ
4.18E–17
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ7.19E–16ÁÁÁÁ2.05E–14ÁÁÁÁÁ6.63E–17 ÁÁÁÁ1.88E–15ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁÁÁÁÁ
T2BUTENO
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
2.91E–17
ÁÁÁÁÁÁRATE, MB/HR ÁÁÁÁÁÁÁÁÁ31.551ÁÁÁÁ11.327ÁÁÁÁÁ31.563 ÁÁÁÁ11.339

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ TRAY 37 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
COMPONENTÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
XÁÁÁÁÁÁÁÁ
YÁÁÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁÁÁ
MEOH ÁÁÁÁÁÁÁÁÁÁ
4.55E–07ÁÁÁÁÁÁÁÁ
3.36E–06
ÁÁÁÁÁÁ2ÁÁÁÁÁH2O ÁÁÁÁÁ1 ÁÁÁÁ1ÁÁÁÁÁÁÁÁÁÁÁÁ
3ÁÁÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
4.18E–17ÁÁÁÁÁÁÁÁ
4.18E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁÁÁ
TAA ÁÁÁÁÁÁÁÁÁÁ
6.63E–17ÁÁÁÁÁÁÁÁ
6.63E–17
ÁÁÁÁÁÁ5ÁÁÁÁÁT2BUTENO ÁÁÁÁÁ2.91E–17ÁÁÁÁ2.91E–17ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁRATE, MLB/HRÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
20.213ÁÁÁÁÁÁÁÁ
11.35
3. Balance de Masa y EnergíaÁÁÁÁÁÁÁÁÁÁÁÁ
STREAM IDÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
2ÁÁÁÁÁÁÁÁÁÁ
3ÁÁÁÁÁÁÁÁ
4ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
NAMEÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ALIMENT ÁÁÁÁÁÁÁÁÁÁÁÁ
TOPEÁÁÁÁÁÁÁÁÁÁÁÁ
FONDOÁÁÁÁÁÁÁÁÁÁÁÁ
CORTELAT
ÁÁÁÁÁÁÁÁÁPHASEÁÁÁÁÁLIQUID ÁÁÁÁLIQUIDÁÁÁÁLIQUIDÁÁÁÁLIQUID
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
MEOHÁÁÁÁÁÁÁÁÁÁ
157.9053ÁÁÁÁÁÁÁÁ
150.327ÁÁÁÁÁÁÁÁÁÁ
2.87E–04 ÁÁÁÁÁÁÁÁ
7.5781
ÁÁÁÁÁÁÁÁÁÁÁÁ
2 ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
1124.3076ÁÁÁÁÁÁÁÁ
2.01E–03ÁÁÁÁÁÁÁÁÁÁ
1122.002 ÁÁÁÁÁÁÁÁ
2.304
ÁÁÁÁÁÁ3 ÁÁÁÁTBAÁÁÁÁÁ0.027ÁÁÁÁ2.18E–06ÁÁÁÁÁ1.14E–14 ÁÁÁÁ0.027ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
0.0907ÁÁÁÁÁÁÁÁ
2.90E–06ÁÁÁÁÁÁÁÁÁÁ
1.52E–14 ÁÁÁÁÁÁÁÁ
0.0907ÁÁÁÁÁÁÁÁÁÁÁÁ
5 ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
0.0713ÁÁÁÁÁÁÁÁ
0.0713ÁÁÁÁÁÁÁÁÁÁ
1.05E–14 ÁÁÁÁÁÁÁÁ
1.69E–05
ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁTOTAL RATE, LB–MOL/HRÁÁÁÁÁ1282.402 ÁÁÁÁ150.4002ÁÁÁÁ1122.002ÁÁÁÁ9.9998
ÁÁÁÁÁÁÁÁÁTEMPERATURE, FÁÁÁÁÁ175 ÁÁÁÁ130ÁÁÁÁ248.3958ÁÁÁÁ181.1165ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PRESSURE, PSIAÁÁÁÁÁÁÁÁÁÁ
36 ÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁ
29ÁÁÁÁÁÁÁÁ
25.2
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ENTHALPY, MM BTU/HRÁÁÁÁÁÁÁÁÁÁ
3.3507 ÁÁÁÁÁÁÁÁ
0.2865ÁÁÁÁÁÁÁÁ
4.3825ÁÁÁÁÁÁÁÁ
0.03
ÁÁÁÁÁÁÁÁÁMOLECULAR WEIGHTÁÁÁÁÁ19.7504 ÁÁÁÁ32.0532ÁÁÁÁ18.015ÁÁÁÁ29.4329ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MOLE FRAC VAPORÁÁÁÁÁÁÁÁÁÁ
0 ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MOLE FRAC LIQUIDÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁSTREAM ID ÁÁÁÁÁÁÁÁÁ1 ÁÁÁÁ2ÁÁÁÁ3ÁÁÁÁÁ4
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
NAMEÁÁÁÁÁÁÁÁÁÁ
ALIMMENT ÁÁÁÁÁÁÁÁ
TOPEÁÁÁÁÁÁÁÁ
FONDOÁÁÁÁÁÁÁÁÁÁ
CORTELAT
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PHASEÁÁÁÁÁÁÁÁÁÁ
LIQUID ÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁÁÁÁÁ
LIQUID
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
FLUID RATES, LB/HRÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ5059.6011 ÁÁÁÁ4816.776ÁÁÁÁ9.19E–03ÁÁÁÁÁ242.8177ÁÁÁÁÁÁ
ÁÁÁÁÁÁ2ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
20254.4023ÁÁÁÁÁÁÁÁ
0.0362ÁÁÁÁÁÁÁÁ
20212.86ÁÁÁÁÁÁÁÁÁÁ
41.5061ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
1.9998 ÁÁÁÁÁÁÁÁ
1.61E–04ÁÁÁÁÁÁÁÁ
8.45E–13ÁÁÁÁÁÁÁÁÁÁ
1.9997
ÁÁÁÁÁÁÁÁÁÁÁÁ
4 ÁÁÁÁÁÁÁÁ
TAAÁÁÁÁÁÁÁÁÁÁ
7.9994 ÁÁÁÁÁÁÁÁ
2.55E–04ÁÁÁÁÁÁÁÁ
1.34E–12ÁÁÁÁÁÁÁÁÁÁ
7.9991
ÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
3.9997ÁÁÁÁÁÁÁÁ
3.9987ÁÁÁÁÁÁÁÁ
5.89E–13ÁÁÁÁÁÁÁÁÁÁ
9.48E–04
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁTOTAL RATE, LB/HRÁÁÁÁÁ25328.002 ÁÁÁÁ4820.812ÁÁÁÁ20212.87ÁÁÁÁ294.3236
ÁÁÁÁÁÁÁÁÁTEMPERATURE, FÁÁÁÁÁ175 ÁÁÁÁ130ÁÁÁÁ248.3958ÁÁÁÁ181.1165ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
PRESSURE, PSIAÁÁÁÁÁÁÁÁÁÁ
36ÁÁÁÁÁÁÁÁ
18ÁÁÁÁÁÁÁÁ
29ÁÁÁÁÁÁÁÁ
25.2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ENTHALPY, MM BTU/HRÁÁÁÁÁÁÁÁÁÁ
3.3507 ÁÁÁÁÁÁÁÁ
0.2865ÁÁÁÁÁÁÁÁ
4.3825ÁÁÁÁÁÁÁÁ
0.03
ÁÁÁÁÁÁÁÁÁMOLECULAR WEIGHTÁÁÁÁÁ19.7504 ÁÁÁÁ32.0532ÁÁÁÁ18.015ÁÁÁÁ29.4329ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
WEIGHT FRAC VAPORÁÁÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁ
0ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
WEIGHT FRAC LIQUIDÁÁÁÁÁÁÁÁÁÁ
1 ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
ÁÁÁÁÁÁSTREAM ID ÁÁÁÁÁÁÁÁÁ1ÁÁÁÁ2ÁÁÁÁÁ3 ÁÁÁÁ4ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
NAMEÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ALIMENTÁÁÁÁÁÁÁÁÁÁÁÁ
TOPEÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
FONDOÁÁÁÁÁÁÁÁÁÁÁÁ
CORTELAT
ÁÁÁÁÁÁÁÁÁÁÁÁ
PHASE ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
LIQUIDÁÁÁÁÁÁÁÁ
LIQUID ÁÁÁÁÁÁÁÁÁÁ
LIQUID ÁÁÁÁÁÁÁÁ
LIQUID
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
FLUIDWEIGHT
PERCENTS
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ1 ÁÁÁÁMEOHÁÁÁÁÁ19.9763ÁÁÁÁ99.9163ÁÁÁÁÁ4.55E–05 ÁÁÁÁ82.5002ÁÁÁÁÁÁ
ÁÁÁÁÁÁ2ÁÁÁÁÁÁÁÁ
H2OÁÁÁÁÁÁÁÁÁÁ
79.9684ÁÁÁÁÁÁÁÁ
7.50E–04ÁÁÁÁÁÁÁÁÁÁ
100ÁÁÁÁÁÁÁÁ
14.1022ÁÁÁÁÁÁÁÁÁÁÁÁ
3 ÁÁÁÁÁÁÁÁ
TBAÁÁÁÁÁÁÁÁÁÁ
7.90E–03ÁÁÁÁÁÁÁÁ
3.34E–06ÁÁÁÁÁÁÁÁÁÁ
4.18E–15 ÁÁÁÁÁÁÁÁ
0.6794
ÁÁÁÁÁÁ4 ÁÁÁÁTAAÁÁÁÁÁ0.0316ÁÁÁÁ5.30E–06ÁÁÁÁÁ6.63E–15 ÁÁÁÁ2.7178ÁÁÁÁÁÁÁÁÁÁÁÁ
5ÁÁÁÁÁÁÁÁ
T2BUTENOÁÁÁÁÁÁÁÁÁÁ
0.0158ÁÁÁÁÁÁÁÁ
0.0829ÁÁÁÁÁÁÁÁÁÁ
2.91E–15ÁÁÁÁÁÁÁÁ
3.22E–04ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁ
TOTAL RATE,LB/HRÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
25328.002ÁÁÁÁÁÁÁÁ
4820.812ÁÁÁÁÁÁÁÁÁÁ
20212.87 ÁÁÁÁÁÁÁÁ
294.3236
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁTEMPERATURE, FÁÁÁÁÁ
ÁÁÁÁÁ175 ÁÁÁÁÁÁÁÁ
130ÁÁÁÁÁÁÁÁ
248.3958ÁÁÁÁÁÁÁÁ
181.1165
ÁÁÁÁÁÁÁÁÁPRESSURE, PSIAÁÁÁÁÁ36 ÁÁÁÁ18ÁÁÁÁ29ÁÁÁÁ25.2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ENTHALPY, MM BTU/HRÁÁÁÁÁÁÁÁÁÁ
3.3507ÁÁÁÁÁÁÁÁ
0.2865ÁÁÁÁÁÁÁÁ
4.3825ÁÁÁÁÁÁÁÁ
0.03ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
MOLECULAR WEIGHTÁÁÁÁÁÁÁÁÁÁ
19.7504 ÁÁÁÁÁÁÁÁ
32.0532ÁÁÁÁÁÁÁÁ
18.015ÁÁÁÁÁÁÁÁ
29.4329
ÁÁÁÁÁÁÁÁÁWEIGHT FRAC VAPORÁÁÁÁÁ0 ÁÁÁÁ0ÁÁÁÁ0ÁÁÁÁ0ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
WEIGHT FRAC LIQUIDÁÁÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1ÁÁÁÁÁÁÁÁ
1
4.2.2 Diseño riguroso de una torre de destilación atmosférica
La alimentación a la torre de destilación atmosférica es una corriente de Crudo SurTía Juana Mediano (STJM) de 24.7 API. La torre fraccionará 123000 BPD de crudoen los cortes convencionales de nafta, querosen, gasóleo y residuo atmosféricomaximizando destilados, operará a una temperatura máxima de 400° C de manerade evitar craqueo del crudo y se usará vapor en cada una de las etapas dedespojamiento lateral. Se desea obtener 50% de rendimiento en destilados.
Especificación de los productos
Nafta: punto 95% ASTM–D86 de 160° C.
Gap entre el punto ASTM–D86 95% de la nafta y el 5% del querosen: 20° C.
Gap entre el punto ASTM–D86 95% del querosen y el 5% del diesel: 10° C.
Gap entre el punto ASTM–D86 95% del diesel y el 5% del gasoil: –20° C.
En el documento MDP–04–CF–03 se presentan en las tablas 4 a 7 laspropiedades del crudo, destilación TBP, porcentaje de livianos, y gravedad APIobtenidos de datos experimentales, así como un estimado inicial para el diseño dela torre, el cual servirá de punto de partida para el diseño riguroso.
4.2.3 Simulación de la torre de destilación atmosférica.
Para la simulación rigurosa de la torre se usará el paquete de simulación PRO II.

REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
Estimado inicial
El estimado inicial del numero mínimo de etapas teóricas y el balance de masapreliminar se presenta en la tabla 5.
La simulación se realizó llevando a cabo las siguientes etapas:
1. Determinación del número de platos teóricos.
La experiencia operacional y la bibliografía reportan de 25 a 30 etapas entrela zona de vaporización y el tope de la torre en la mayoría de las torres dedestilación atmosférica. En el estimado inicial se determinó que el númerode etapas teóricas para realizar la separación 28. Para el diseño de la torrese partió de diseños de torres existentes similares y se tomaron 27 platosteóricos distribuidos de la siguiente forma:
TABLA 4. ESTIMADO INICIAL DE LA TORRE DE DESTILACION ATMOSFERICA
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Kg/h ÁÁÁÁÁÁÁÁÁÁÁÁ
Kg–mol/hÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
m3/h
ÁÁÁÁÁÁÁÁÁÁÁÁ
AlimentaciónÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
737115 ÁÁÁÁÁÁÁÁÁÁÁÁ
2780 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
815ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁNaftaÁÁÁÁÁÁÁÁÁÁÁÁÁÁ91488
ÁÁÁÁÁÁÁÁÁÁÁÁ943
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ127ÁÁÁÁÁÁ
ÁÁÁÁÁÁQuerosenÁÁÁÁÁÁÁÁÁÁÁÁÁÁ68549
ÁÁÁÁÁÁÁÁÁÁÁÁ419
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ84ÁÁÁÁÁÁ
ÁÁÁÁÁÁDieselÁÁÁÁÁÁÁÁÁÁÁÁÁÁ95915
ÁÁÁÁÁÁÁÁÁÁÁÁ410
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ110ÁÁÁÁÁÁ
ÁÁÁÁÁÁGasóleoÁÁÁÁÁÁÁÁÁÁÁÁÁÁ53703
ÁÁÁÁÁÁÁÁÁÁÁÁ179
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ59ÁÁÁÁÁÁ
ÁÁÁÁÁÁResiduo atm.ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ426240
ÁÁÁÁÁÁÁÁÁÁÁÁ799
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ432
8 platos teóricos entre la nafta y la salida lateral del querosen.7 platos teóricos entre el querosen y la salida lateral del diesel.4 platos teóricos entre el diesel y la salida lateral del gasóleo.6 platos teóricos entre el gasóleo y el plato de alimentación.2 platos para la zona de despojamiento.
2. Determinación del balance de masa en los despojadores laterales.
En base a experiencia operacional se asumen las siguientes ratas devaporización de la alimentación que entra a los despojadores laterales:15% en volumen en el despojador de querosen,10% en volumen en el despojador de diesel, y10% en volumen en el despojador de gasóleo,y se considera que no sale vapor con el producto. En la tabla 6 se presentael resultado del balance de masa en los despojadores laterales.
3. Determinación del balance en vapor de agua.
Para el vapor de despojamiento en el fondo de la columna y en los sidestrippers se recomienda una relación de 10 lb. por barril de producto neto de
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
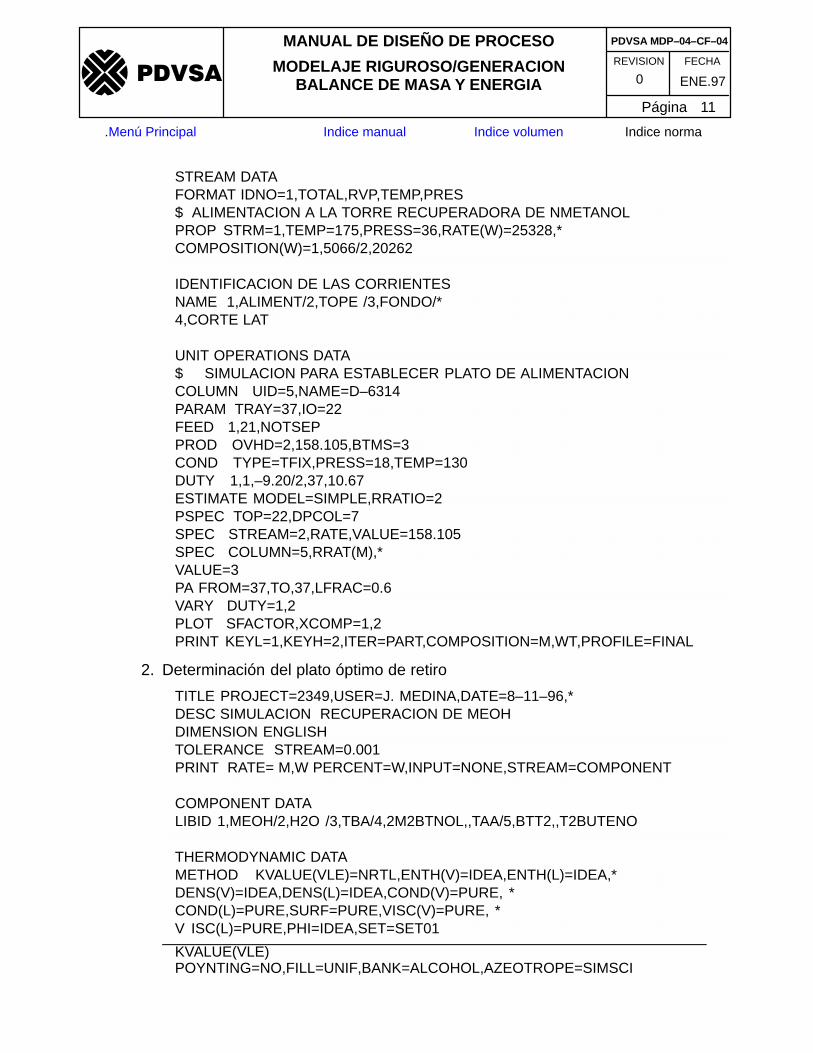
fondo (28 Kg de vapor por m3 de producto de fondo). Adicionalmente, paraefectos de diseño, se asume que el contenido de agua en el crudo despuésde la desalación es aproximadamente 0.2% en volumen de crudo, lo queequivale a 1630 Kg/h de agua. En la tabla 7 se presenta el resultado delbalance de masa en vapor de agua.
4. Determinación del perfil de presión.
En el estimado inicial se determinó que la presión de operación en el tamborde destilado es 1.74 bar y en el tope de la columna 2,04 bar. Considerandouna caída de presión por plato de 0.02 bar se determinó que la presión enel fondo de la columna es 2.54 bar y en la zona de vaporización 2.5 bar.
TABLA 5. BALANCE DE MASA EN LOS DESPOJADORES LATERALES.
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Producto defondo, m3/h
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Alimentación,m3/h
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Producto detope, m3/h
ÁÁÁÁÁÁÁÁÁÁ
QuerosenÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
84ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
98.82ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
14.82ÁÁÁÁÁÁÁÁÁÁDiesel
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ110
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ122.22
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ12.22ÁÁÁÁÁ
ÁÁÁÁÁGasoilÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ59
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ65.56
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ6.56
TABLA 6. BALANCE DE MASA EN VAPOR DE AGUA.
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
m3/hÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Vapor de agua,Kg–mol/h
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Producto de fondoÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁQuerosen
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
84ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
130ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
DieselÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
110ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
171ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁGasoil
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ59
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ91ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁResiduoÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ435
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ680
5. Determinación del perfil de temperatura.
Temperaturas del condensador, tope y retiros laterales.En el estimado inicial se determinó que la temperatura en el condensador es50° C.
La temperatura en el tope de la columna generalmente está muy cercana alpunto 70% de la destilación ASTM–D86 de la fracción de tope. En el estimadoinicial se determinó que la temperatura que corresponde al 70% para la naftaes 130° C.
Para determinar las temperaturas de retiro de las corrientes laterales seusará el punto ASTM–D86–(50%) de cada uno de los cortes y la fig. 4. En latabla 8 se presentan las temperaturas de cada uno de los retiros laterales.

0
100
200
300
400
500
600
700
800
0 100 200 300 400 500 600 700
Temperatura del plato
Pu
nto
de
ebu
llici
ón
50%
Temperatura plato de retiro
Temperatura tope
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 5. TEMPERATURAS APROXIMADAS DE LOS PLATOS DE RETIRO Y DEL TOPE
TABLA 7. TEMPERATURA DE LOS PLATOS DE RETIROS.
ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁ
50% ÁÁÁÁÁÁÁÁÁÁÁÁ
ASTM–D86
ÁÁÁÁÁÁÁÁÁÁÁÁ
TemperaturaÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
plato deretiroÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ°F
ÁÁÁÁÁÁÁÁÁÁÁÁ°C
ÁÁÁÁÁÁÁÁÁÁÁÁ°F
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ°CÁÁÁÁ
ÁÁÁÁQuerosen
ÁÁÁÁÁÁÁÁÁÁÁÁ
408ÁÁÁÁÁÁÁÁÁÁÁÁ
210ÁÁÁÁÁÁÁÁÁÁÁÁ
340ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
171ÁÁÁÁÁÁÁÁ
DieselÁÁÁÁÁÁÁÁÁÁÁÁ
566 ÁÁÁÁÁÁÁÁÁÁÁÁ
297 ÁÁÁÁÁÁÁÁÁÁÁÁ
510 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
265ÁÁÁÁÁÁÁÁ
GasóleoÁÁÁÁÁÁÁÁÁÁÁÁ
691 ÁÁÁÁÁÁÁÁÁÁÁÁ
366 ÁÁÁÁÁÁÁÁÁÁÁÁ
630 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
332

0
200
400
600
800
0 10 20 30 40 50 60 70 80 90 100
% Volumen
Tem
per
atu
ra 1.7 bar
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
Temperatura de la zona de vaporización y fondo de la torreEn general se recomienda un porcentaje de sobreparización del crudo en lazona de vaporización entre 2 y 5%. En este diseño se asume 2% en volumendel crudo total de sobrevaporización. Para determinar la presión parcial dellos hidrocarburos que salen de la zona de vaporización se simuló un flash a400° C y 2.5 bar alimentado con el crudo y el vapor de despojamiento y sedeterminó que la cantidad de moles de hidrocarburo vaporizados es 2166Kg–mol/h. Por lo tanto la presión efectiva de los hidrocarburos al salir de lazona de vaporización es:
PHC �
MolHC
MolHC � Molagua* Ptotal � 1.7 bar
En la Fig. 5 se presenta la curva de equilibrio de vaporización del crudo a 1.7bar, obtenida con ayuda del simulador. De la gráfica se tiene que latemperatura de la zona de vaporización es 395° C. La temperatura del fondode la torre es la temperatura de la zona de vaporización menos 10° C: 385°C.
Fig 6. CURVA DE EQUILIBRIO DE VAPORIZACIONDEL CRUDO A 1.7 BAR
L = 0
QP
Crudo 250 C
QF
V 265 C
Vapor (Despreciable)
Gasóleo 332 C
Diesel 265 C
Residuo atmosférico 385 C
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
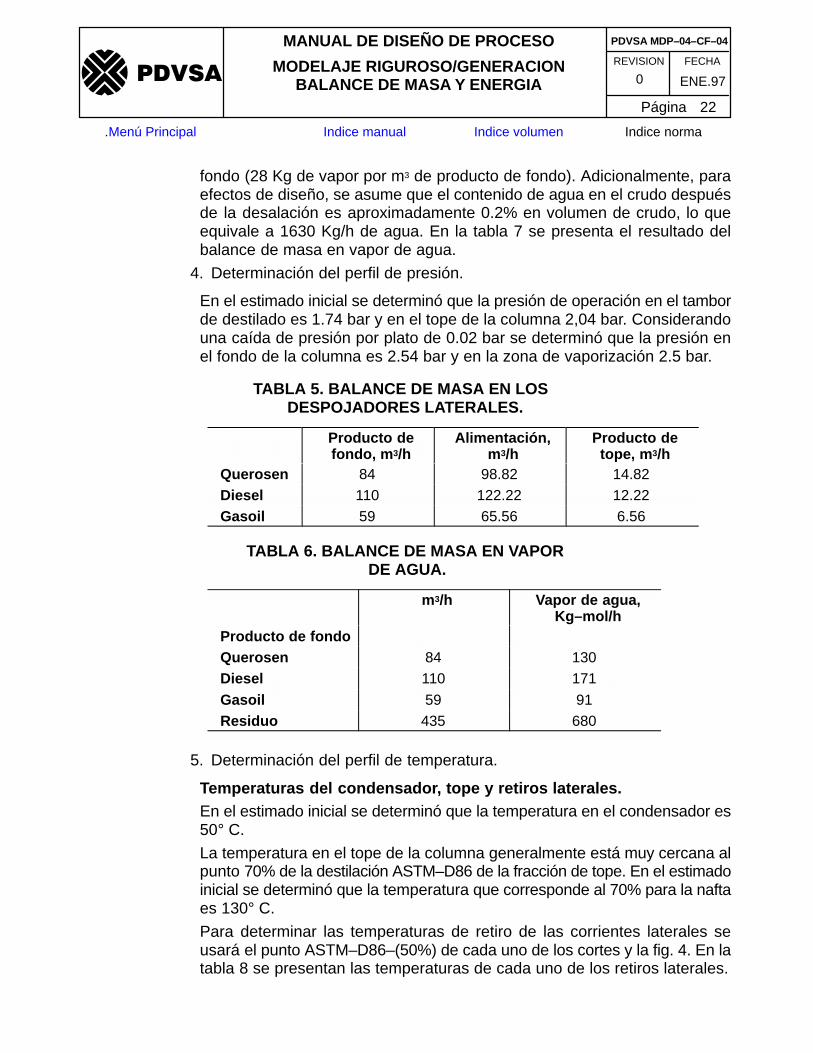
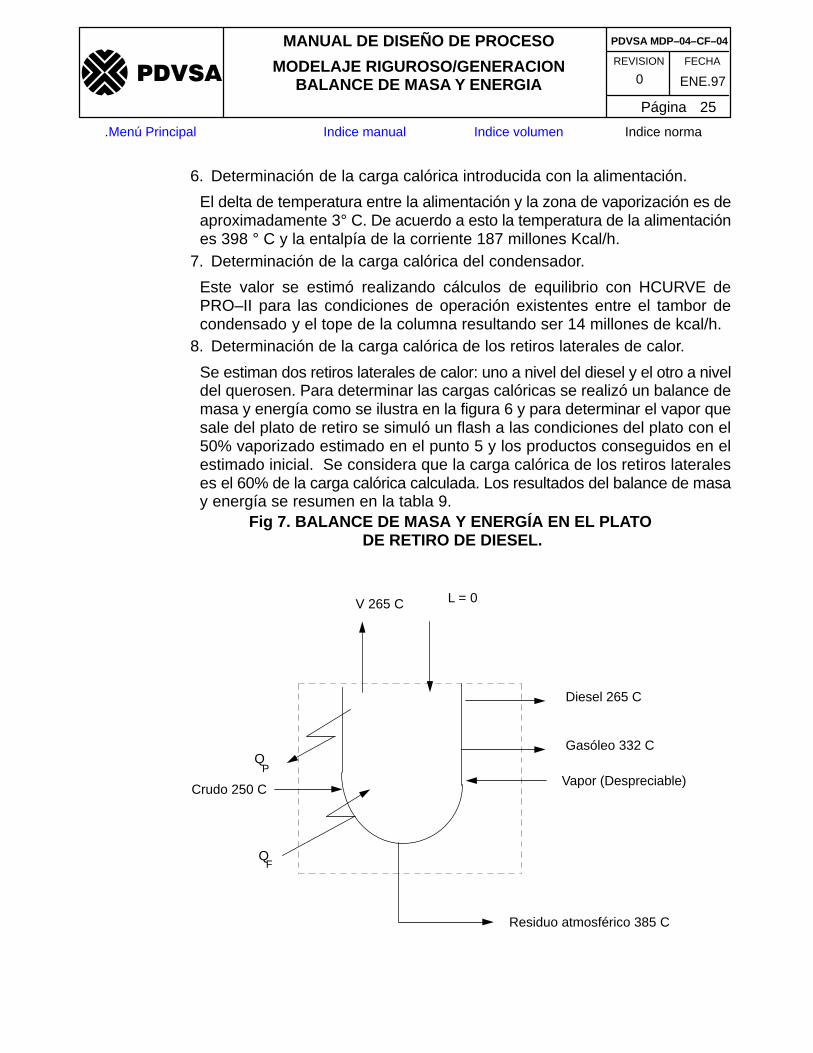
6. Determinación de la carga calórica introducida con la alimentación.
El delta de temperatura entre la alimentación y la zona de vaporización es deaproximadamente 3° C. De acuerdo a esto la temperatura de la alimentaciónes 398 ° C y la entalpía de la corriente 187 millones Kcal/h.
7. Determinación de la carga calórica del condensador.
Este valor se estimó realizando cálculos de equilibrio con HCURVE dePRO–II para las condiciones de operación existentes entre el tambor decondensado y el tope de la columna resultando ser 14 millones de kcal/h.
8. Determinación de la carga calórica de los retiros laterales de calor.
Se estiman dos retiros laterales de calor: uno a nivel del diesel y el otro a niveldel querosen. Para determinar las cargas calóricas se realizó un balance demasa y energía como se ilustra en la figura 6 y para determinar el vapor quesale del plato de retiro se simuló un flash a las condiciones del plato con el50% vaporizado estimado en el punto 5 y los productos conseguidos en elestimado inicial. Se considera que la carga calórica de los retiros lateraleses el 60% de la carga calórica calculada. Los resultados del balance de masay energía se resumen en la tabla 9.
Fig 7. BALANCE DE MASA Y ENERGÍA EN EL PLATO DE RETIRO DE DIESEL.
REVISION FECHA
MANUAL DE DISEÑO DE PROCESO
MODELAJE RIGUROSO/GENERACIONBALANCE DE MASA Y ENERGIA ENE.970
PDVSA MDP–04–CF–04
Página 26
�����
.Menú Principal Indice manual Indice volumen Indice norma
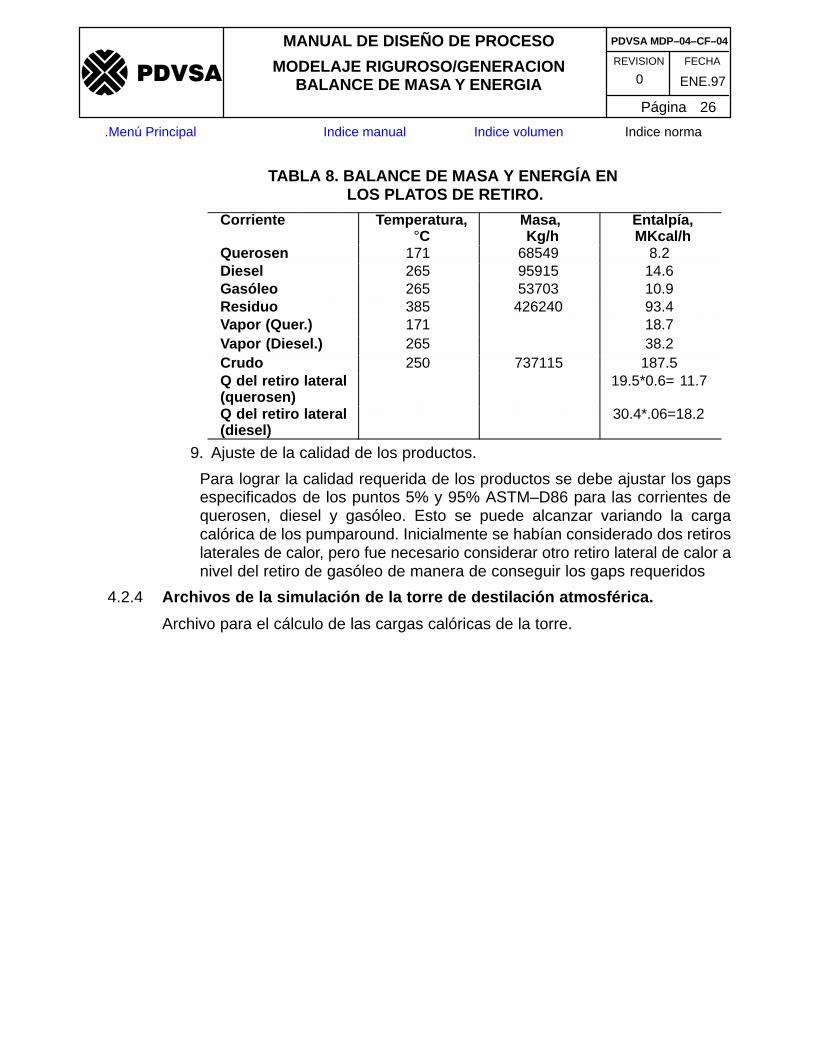
TABLA 8. BALANCE DE MASA Y ENERGÍA EN LOS PLATOS DE RETIRO.
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Corriente ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Temperatura,°C
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Masa, Kg/h
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Entalpía,MKcal/h
ÁÁÁÁÁÁÁÁQuerosen ÁÁÁÁÁÁÁ171 ÁÁÁÁÁÁÁ68549 ÁÁÁÁÁÁÁ8.2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁDiesel
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ265
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ95915
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ14.6ÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁGasóleo ÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁ265 ÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁ53703 ÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁ10.9
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Residuo ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
385 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
426240 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
93.4ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Vapor (Quer.) ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
171 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
18.7ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Vapor (Diesel.) ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
265 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
38.2ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Crudo ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
250 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
737115 ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
187.5ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Q del retiro lateral(querosen)
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
19.5*0.6= 11.7
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Q del retiro lateral(diesel)
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
30.4*.06=18.2
9. Ajuste de la calidad de los productos.
Para lograr la calidad requerida de los productos se debe ajustar los gapsespecificados de los puntos 5% y 95% ASTM–D86 para las corrientes dequerosen, diesel y gasóleo. Esto se puede alcanzar variando la cargacalórica de los pumparound. Inicialmente se habían considerado dos retiroslaterales de calor, pero fue necesario considerar otro retiro lateral de calor anivel del retiro de gasóleo de manera de conseguir los gaps requeridos
4.2.4 Archivos de la simulación de la torre de destilación atmosférica.
Archivo para el cálculo de las cargas calóricas de la torre.
Related Documents