New hyperbranched polyester modified DGEBA thermosets with improved chemical reworkability David Foix a , Michael Erber b , Brigitte Voit b , Albena Lederer b , Xavier Ramis c , Ana Mantecón a , Angels Serra a, * a Department of Analytical and Organic Chemistry, University Rovira i Virgili, C/Marcel$lí Domingo s/n, 43007 Tarragona, Spain b Leibniz-Institute of Polymer Research Dresden e.V., Hohe Str. 6, 01069 Dresden, Germany c Thermodynamics Laboratory, ETSEIB University Politècnica de Catalunya, C/Av. Diagonal 647, 08028 Barcelona, Spain article info Article history: Received 22 October 2009 Received in revised form 7 January 2010 Accepted 13 January 2010 Available online 21 January 2010 Keywords: Epoxy resins Hyperbranched polymers Cationic polymerization Reworkability Shrinkage abstracts The chemical reworkability of epoxy thermosets in alkaline solutions has been increased by adding a hyperbranched polyester (HBPE) as a reactive modifier to the diglycidyl ether of bisphenol A (DGEBA) cured by lanthanide triflates as cationic initiators. The presence of hydroxyl chain-ends in the HBPE allows the modifier to be linked covalently to the epoxy matrix through the monomer activated prop- agation mechanism, which occurs in cationic polymerizations. Yb(OTf) 3 leads to quicker curing than the lanthanum salt and to materials with the highest glass transition temperature (T g ). The addition of HBPE does not affect adversely the thermal stability and leads to a slight reduction of the global shrinkage. The T g of the materials, the relaxed modulus and the linear thermal expansion coefficients are practically maintained by the addition of HBPE. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction Epoxy resins are among the most widely used materials in the coating of electronic devices. This is because they present good properties in terms of electrical insulation, adhesion to various components and thermal stability. However, they are currently lacking in terms of reworkability, meaning the encapsulated or protected material can not be recovered to be repaired or recycled. The concept of reworkability is related to the ability of the material to break-down under controlled conditions in order to remove the coatings from the substrate, but it does not mean that the polymeric material can be reused or recycled. The introduction of labile linkages, thermally cleavable over 200 C, has been proposed to facilitate the reworking of the thermosets in which they are chemically incorporated [1e3]. The first studies were mainly based on new cycloaliphatic epoxy resins which contained ester groups [4], but they usually lead to high crosslinking densities, which worsen the mechanical characteristics. Our research has been focused on increasing the reworkability of epoxy thermosets. In previous papers [5e7] we reported a new route of introducing ester groups in thermosetting materials by the copolymerization of commercial epoxy resins with lactones via ring-opening mechanism. This strategy presents some advantages such as the possible modulation of the properties of the final materials on changing the characteristics of the epoxy resin and the co-monomer, their feed ratio and the initiator used, but it leads to a decrease of the T g , caused by the aliphatic structure of the co- monomer. As a new strategy, the reworkability of modified epoxy thermosets has also been increased on adding hyperbranched polyesters as modifiers [8,9]. Usually, hyperbranched polymers have been added to epoxy thermosets to improve toughness [10,11]. Moreover, the addition of these modifiers can reduce the shrinkage during curing by reducing the internal stresses, which in turn affects the durability of the coating and its protection capability [8]. Taking all these improve- ments into account, the development of these modifiers can be of a great technological importance [12]. HBPs have some structural advantages such as a large number of functional groups at the end of the branches and a versatile structure depending on the monomeric units selected in their synthesis. Their branched structure leads to a lack of entangle- ments, which reduce the melt viscosity. In this way, HBPs can be considered as versatile reactive modifiers to improve epoxy coat- ings [13]. * Corresponding author. Fax: þ34 977558446. E-mail address: [email protected] (A. Serra). Contents lists available at ScienceDirect Polymer Degradation and Stability journal homepage: www.elsevier.com/locate/polydegstab 0141-3910/$ e see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.polymdegradstab.2010.01.011 Polymer Degradation and Stability 95 (2010) 445e452

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

lable at ScienceDirect
Polymer Degradation and Stability 95 (2010) 445e452
Contents lists avai
Polymer Degradation and Stability
journal homepage: www.elsevier .com/locate /polydegstab
New hyperbranched polyester modified DGEBA thermosetswith improved chemical reworkability
David Foix a, Michael Erber b, Brigitte Voit b, Albena Lederer b,Xavier Ramis c, Ana Mantecón a, Angels Serra a,*
aDepartment of Analytical and Organic Chemistry, University Rovira i Virgili, C/Marcel$lí Domingo s/n, 43007 Tarragona, Spainb Leibniz-Institute of Polymer Research Dresden e.V., Hohe Str. 6, 01069 Dresden, Germanyc Thermodynamics Laboratory, ETSEIB University Politècnica de Catalunya, C/Av. Diagonal 647, 08028 Barcelona, Spain
a r t i c l e i n f o
Article history:Received 22 October 2009Received in revised form7 January 2010Accepted 13 January 2010Available online 21 January 2010
Keywords:Epoxy resinsHyperbranched polymersCationic polymerizationReworkabilityShrinkage
* Corresponding author. Fax: þ34 977558446.E-mail address: [email protected] (A. Serra).
0141-3910/$ e see front matter � 2010 Elsevier Ltd.doi:10.1016/j.polymdegradstab.2010.01.011
a b s t r a c t s
The chemical reworkability of epoxy thermosets in alkaline solutions has been increased by addinga hyperbranched polyester (HBPE) as a reactive modifier to the diglycidyl ether of bisphenol A (DGEBA)cured by lanthanide triflates as cationic initiators. The presence of hydroxyl chain-ends in the HBPEallows the modifier to be linked covalently to the epoxy matrix through the monomer activated prop-agation mechanism, which occurs in cationic polymerizations. Yb(OTf)3 leads to quicker curing than thelanthanum salt and to materials with the highest glass transition temperature (Tg). The addition of HBPEdoes not affect adversely the thermal stability and leads to a slight reduction of the global shrinkage. TheTg of the materials, the relaxed modulus and the linear thermal expansion coefficients are practicallymaintained by the addition of HBPE.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Epoxy resins are among the most widely used materials in thecoating of electronic devices. This is because they present goodproperties in terms of electrical insulation, adhesion to variouscomponents and thermal stability. However, they are currentlylacking in terms of reworkability, meaning the encapsulated orprotected material can not be recovered to be repaired or recycled.
The concept of reworkability is related to the ability of thematerial to break-down under controlled conditions in order toremove the coatings from the substrate, but it does not mean thatthe polymeric material can be reused or recycled. The introductionof labile linkages, thermally cleavable over 200 �C, has beenproposed to facilitate the reworking of the thermosets in whichthey are chemically incorporated [1e3]. The first studies weremainly based on new cycloaliphatic epoxy resins which containedester groups [4], but they usually lead to high crosslinking densities,which worsen the mechanical characteristics.
Our research has been focused on increasing the reworkabilityof epoxy thermosets. In previous papers [5e7] we reported a new
All rights reserved.
route of introducing ester groups in thermosetting materials by thecopolymerization of commercial epoxy resins with lactones viaring-opening mechanism. This strategy presents some advantagessuch as the possible modulation of the properties of the finalmaterials on changing the characteristics of the epoxy resin and theco-monomer, their feed ratio and the initiator used, but it leads toa decrease of the Tg, caused by the aliphatic structure of the co-monomer. As a new strategy, the reworkability of modified epoxythermosets has also been increased on adding hyperbranchedpolyesters as modifiers [8,9].
Usually, hyperbranched polymers have been added to epoxythermosets to improve toughness [10,11]. Moreover, the addition ofthesemodifiers can reduce the shrinkage during curing by reducingthe internal stresses, which in turn affects the durability of thecoating and its protection capability [8]. Taking all these improve-ments into account, the development of these modifiers can be ofa great technological importance [12].
HBPs have some structural advantages such as a large number offunctional groups at the end of the branches and a versatilestructure depending on the monomeric units selected in theirsynthesis. Their branched structure leads to a lack of entangle-ments, which reduce the melt viscosity. In this way, HBPs can beconsidered as versatile reactive modifiers to improve epoxy coat-ings [13].
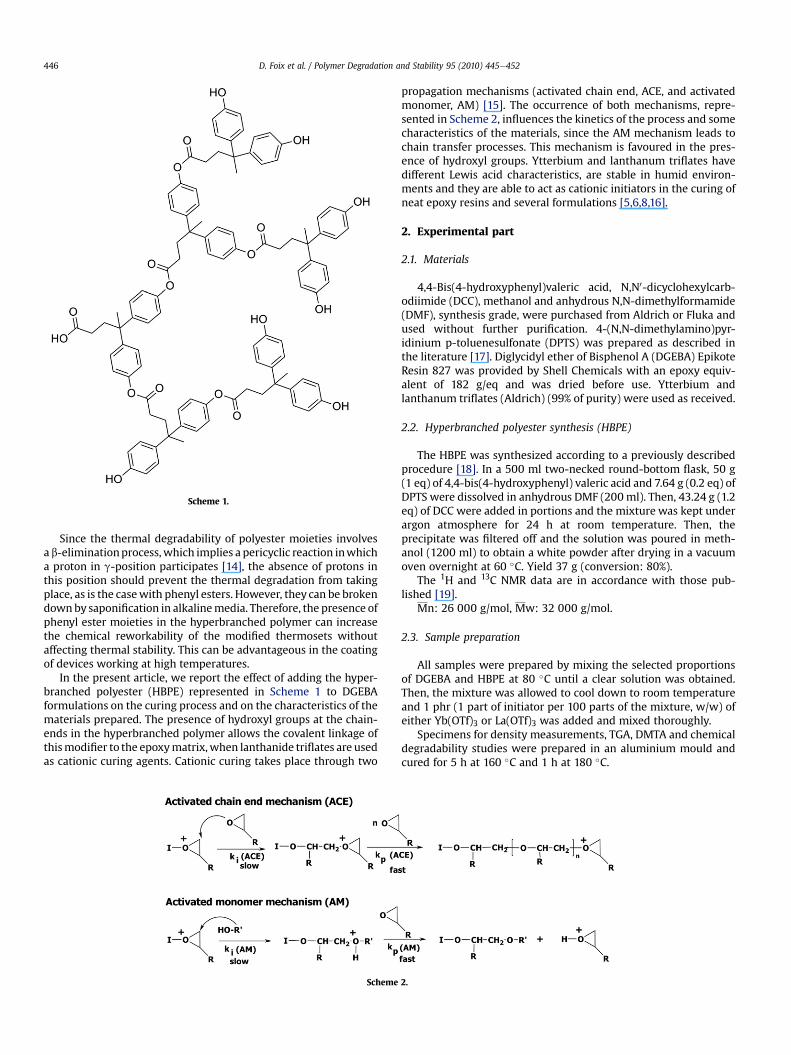
Scheme 1.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452446
Since the thermal degradability of polyester moieties involvesa b-eliminationprocess,which implies a pericyclic reaction inwhicha proton in g-position participates [14], the absence of protons inthis position should prevent the thermal degradation from takingplace, as is the casewith phenyl esters. However, they can be brokendownby saponification in alkalinemedia. Therefore, the presence ofphenyl ester moieties in the hyperbranched polymer can increasethe chemical reworkability of the modified thermosets withoutaffecting thermal stability. This can be advantageous in the coatingof devices working at high temperatures.
In the present article, we report the effect of adding the hyper-branched polyester (HBPE) represented in Scheme 1 to DGEBAformulations on the curing process and on the characteristics of thematerials prepared. The presence of hydroxyl groups at the chain-ends in the hyperbranched polymer allows the covalent linkage ofthismodifier to the epoxymatrix,when lanthanide triflates are usedas cationic curing agents. Cationic curing takes place through two
Scheme
propagation mechanisms (activated chain end, ACE, and activatedmonomer, AM) [15]. The occurrence of both mechanisms, repre-sented in Scheme 2, influences the kinetics of the process and somecharacteristics of the materials, since the AM mechanism leads tochain transfer processes. This mechanism is favoured in the pres-ence of hydroxyl groups. Ytterbium and lanthanum triflates havedifferent Lewis acid characteristics, are stable in humid environ-ments and they are able to act as cationic initiators in the curing ofneat epoxy resins and several formulations [5,6,8,16].
2. Experimental part
2.1. Materials
4,4-Bis(4-hydroxyphenyl)valeric acid, N,N0-dicyclohexylcarb-odiimide (DCC), methanol and anhydrous N,N-dimethylformamide(DMF), synthesis grade, were purchased from Aldrich or Fluka andused without further purification. 4-(N,N-dimethylamino)pyr-idinium p-toluenesulfonate (DPTS) was prepared as described inthe literature [17]. Diglycidyl ether of Bisphenol A (DGEBA) EpikoteResin 827 was provided by Shell Chemicals with an epoxy equiv-alent of 182 g/eq and was dried before use. Ytterbium andlanthanum triflates (Aldrich) (99% of purity) were used as received.
2.2. Hyperbranched polyester synthesis (HBPE)
The HBPE was synthesized according to a previously describedprocedure [18]. In a 500 ml two-necked round-bottom flask, 50 g(1 eq) of 4,4-bis(4-hydroxyphenyl) valeric acid and 7.64 g (0.2 eq) ofDPTS were dissolved in anhydrous DMF (200ml). Then, 43.24 g (1.2eq) of DCC were added in portions and the mixture was kept underargon atmosphere for 24 h at room temperature. Then, theprecipitate was filtered off and the solution was poured in meth-anol (1200 ml) to obtain a white powder after drying in a vacuumoven overnight at 60 �C. Yield 37 g (conversion: 80%).
The 1H and 13C NMR data are in accordance with those pub-lished [19].
Mn: 26 000 g/mol, Mw: 32 000 g/mol.
2.3. Sample preparation
All samples were prepared by mixing the selected proportionsof DGEBA and HBPE at 80 �C until a clear solution was obtained.Then, the mixture was allowed to cool down to room temperatureand 1 phr (1 part of initiator per 100 parts of the mixture, w/w) ofeither Yb(OTf)3 or La(OTf)3 was added and mixed thoroughly.
Specimens for density measurements, TGA, DMTA and chemicaldegradability studies were prepared in an aluminium mould andcured for 5 h at 160 �C and 1 h at 180 �C.
2.
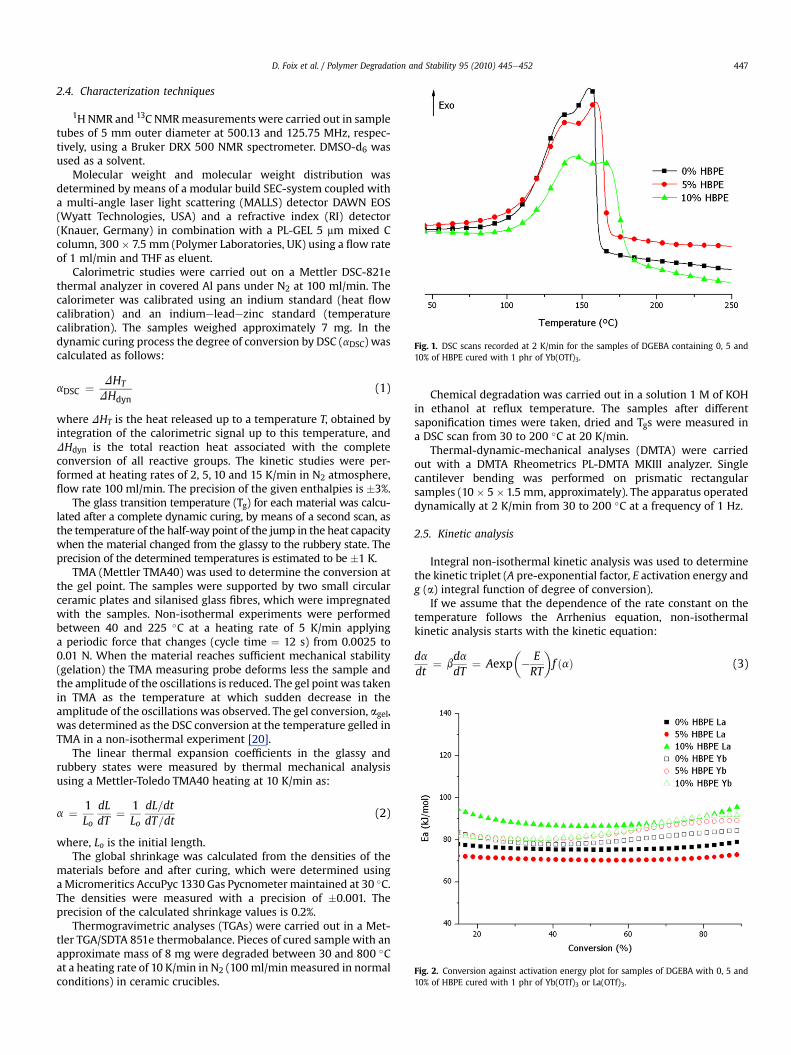
Fig. 1. DSC scans recorded at 2 K/min for the samples of DGEBA containing 0, 5 and10% of HBPE cured with 1 phr of Yb(OTf)3.
Fig. 2. Conversion against activation energy plot for samples of DGEBA with 0, 5 and10% of HBPE cured with 1 phr of Yb(OTf)3 or La(OTf)3.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452 447
2.4. Characterization techniques
1H NMR and 13C NMRmeasurements were carried out in sampletubes of 5 mm outer diameter at 500.13 and 125.75 MHz, respec-tively, using a Bruker DRX 500 NMR spectrometer. DMSO-d6 wasused as a solvent.
Molecular weight and molecular weight distribution wasdetermined by means of a modular build SEC-system coupled witha multi-angle laser light scattering (MALLS) detector DAWN EOS(Wyatt Technologies, USA) and a refractive index (RI) detector(Knauer, Germany) in combination with a PL-GEL 5 mm mixed Ccolumn, 300� 7.5 mm (Polymer Laboratories, UK) using a flow rateof 1 ml/min and THF as eluent.
Calorimetric studies were carried out on a Mettler DSC-821ethermal analyzer in covered Al pans under N2 at 100 ml/min. Thecalorimeter was calibrated using an indium standard (heat flowcalibration) and an indiumeleadezinc standard (temperaturecalibration). The samples weighed approximately 7 mg. In thedynamic curing process the degree of conversion by DSC (aDSC) wascalculated as follows:
aDSC ¼ DHT
DHdyn(1)
where DHT is the heat released up to a temperature T, obtained byintegration of the calorimetric signal up to this temperature, andDHdyn is the total reaction heat associated with the completeconversion of all reactive groups. The kinetic studies were per-formed at heating rates of 2, 5, 10 and 15 K/min in N2 atmosphere,flow rate 100 ml/min. The precision of the given enthalpies is �3%.
The glass transition temperature (Tg) for each material was calcu-lated after a complete dynamic curing, by means of a second scan, asthe temperature of the half-way point of the jump in the heat capacitywhen the material changed from the glassy to the rubbery state. Theprecision of the determined temperatures is estimated to be �1 K.
TMA (Mettler TMA40) was used to determine the conversion atthe gel point. The samples were supported by two small circularceramic plates and silanised glass fibres, which were impregnatedwith the samples. Non-isothermal experiments were performedbetween 40 and 225 �C at a heating rate of 5 K/min applyinga periodic force that changes (cycle time ¼ 12 s) from 0.0025 to0.01 N. When the material reaches sufficient mechanical stability(gelation) the TMA measuring probe deforms less the sample andthe amplitude of the oscillations is reduced. The gel point was takenin TMA as the temperature at which sudden decrease in theamplitude of the oscillations was observed. The gel conversion, agel,was determined as the DSC conversion at the temperature gelled inTMA in a non-isothermal experiment [20].
The linear thermal expansion coefficients in the glassy andrubbery states were measured by thermal mechanical analysisusing a Mettler-Toledo TMA40 heating at 10 K/min as:
a ¼ 1Lo
dLdT
¼ 1Lo
dL=dtdT=dt
(2)
where, Lo is the initial length.The global shrinkage was calculated from the densities of the
materials before and after curing, which were determined usingaMicromeritics AccuPyc 1330 Gas Pycnometer maintained at 30 �C.The densities were measured with a precision of �0.001. Theprecision of the calculated shrinkage values is 0.2%.
Thermogravimetric analyses (TGAs) were carried out in a Met-tler TGA/SDTA 851e thermobalance. Pieces of cured sample with anapproximate mass of 8 mg were degraded between 30 and 800 �Cat a heating rate of 10 K/min in N2 (100ml/minmeasured in normalconditions) in ceramic crucibles.
Chemical degradation was carried out in a solution 1 M of KOHin ethanol at reflux temperature. The samples after differentsaponification times were taken, dried and Tgs were measured ina DSC scan from 30 to 200 �C at 20 K/min.
Thermal-dynamic-mechanical analyses (DMTA) were carriedout with a DMTA Rheometrics PL-DMTA MKIII analyzer. Singlecantilever bending was performed on prismatic rectangularsamples (10 � 5 �1.5 mm, approximately). The apparatus operateddynamically at 2 K/min from 30 to 200 �C at a frequency of 1 Hz.
2.5. Kinetic analysis
Integral non-isothermal kinetic analysis was used to determinethe kinetic triplet (A pre-exponential factor, E activation energy andg (a) integral function of degree of conversion).
If we assume that the dependence of the rate constant on thetemperature follows the Arrhenius equation, non-isothermalkinetic analysis starts with the kinetic equation:
dadt
¼ bdadT
¼ Aexp�� ERT
�f ðaÞ (3)
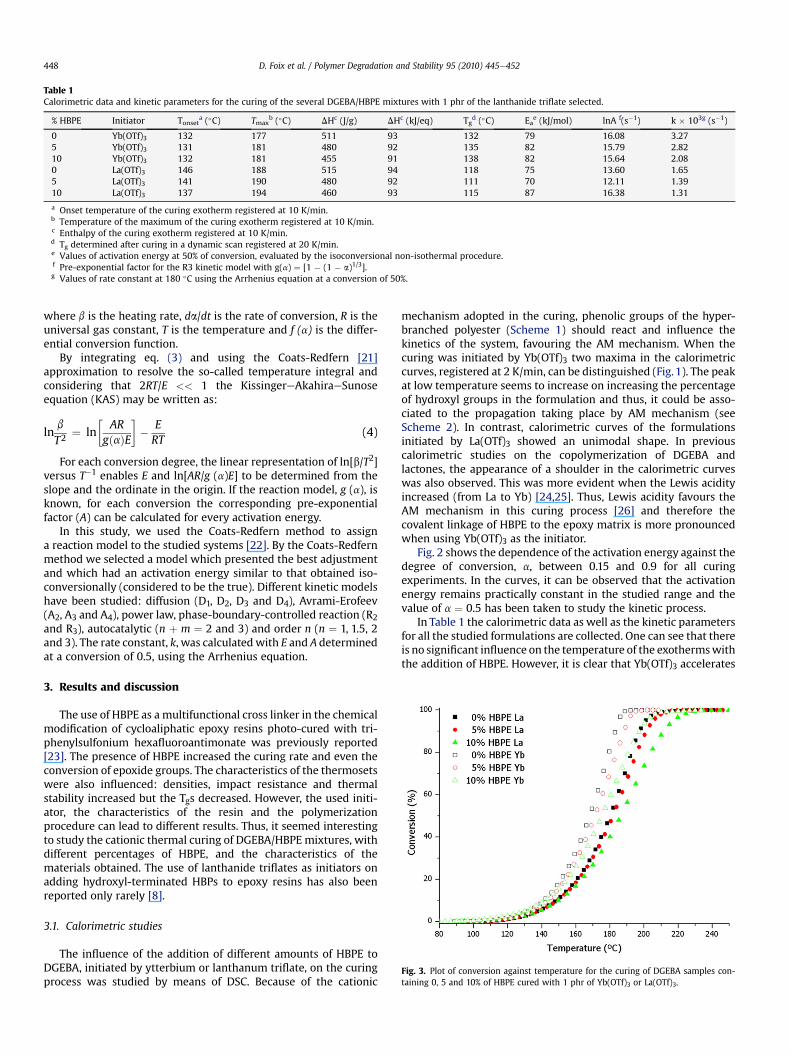
Table 1Calorimetric data and kinetic parameters for the curing of the several DGEBA/HBPE mixtures with 1 phr of the lanthanide triflate selected.
% HBPE Initiator Tonseta (�C) Tmaxb (�C) DHc (J/g) DHc (kJ/eq) Tgd (�C) Eae (kJ/mol) lnA f(s�1) k � 103g (s�1)
0 Yb(OTf)3 132 177 511 93 132 79 16.08 3.275 Yb(OTf)3 131 181 480 92 135 82 15.79 2.8210 Yb(OTf)3 132 181 455 91 138 82 15.64 2.080 La(OTf)3 146 188 515 94 118 75 13.60 1.655 La(OTf)3 141 190 480 92 111 70 12.11 1.3910 La(OTf)3 137 194 460 93 115 87 16.38 1.31
a Onset temperature of the curing exotherm registered at 10 K/min.b Temperature of the maximum of the curing exotherm registered at 10 K/min.c Enthalpy of the curing exotherm registered at 10 K/min.d Tg determined after curing in a dynamic scan registered at 20 K/min.e Values of activation energy at 50% of conversion, evaluated by the isoconversional non-isothermal procedure.f Pre-exponential factor for the R3 kinetic model with g(a) ¼ [1 � (1 � a)1/3].g Values of rate constant at 180 �C using the Arrhenius equation at a conversion of 50%.
Fig. 3. Plot of conversion against temperature for the curing of DGEBA samples con-taining 0, 5 and 10% of HBPE cured with 1 phr of Yb(OTf)3 or La(OTf)3.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452448
where b is the heating rate, da/dt is the rate of conversion, R is theuniversal gas constant, T is the temperature and f (a) is the differ-ential conversion function.
By integrating eq. (3) and using the Coats-Redfern [21]approximation to resolve the so-called temperature integral andconsidering that 2RT/E << 1 the KissingereAkahiraeSunoseequation (KAS) may be written as:
lnb
T2¼ ln
�AR
gðaÞE�� ERT
(4)
For each conversion degree, the linear representation of ln[b/T2]versus T�1 enables E and ln[AR/g (a)E] to be determined from theslope and the ordinate in the origin. If the reaction model, g (a), isknown, for each conversion the corresponding pre-exponentialfactor (A) can be calculated for every activation energy.
In this study, we used the Coats-Redfern method to assigna reaction model to the studied systems [22]. By the Coats-Redfernmethod we selected a model which presented the best adjustmentand which had an activation energy similar to that obtained iso-conversionally (considered to be the true). Different kinetic modelshave been studied: diffusion (D1, D2, D3 and D4), Avrami-Erofeev(A2, A3 and A4), power law, phase-boundary-controlled reaction (R2and R3), autocatalytic (n þ m ¼ 2 and 3) and order n (n ¼ 1, 1.5, 2and 3). The rate constant, k, was calculatedwith E and A determinedat a conversion of 0.5, using the Arrhenius equation.
3. Results and discussion
The use of HBPE as a multifunctional cross linker in the chemicalmodification of cycloaliphatic epoxy resins photo-cured with tri-phenylsulfonium hexafluoroantimonate was previously reported[23]. The presence of HBPE increased the curing rate and even theconversion of epoxide groups. The characteristics of the thermosetswere also influenced: densities, impact resistance and thermalstability increased but the Tgs decreased. However, the used initi-ator, the characteristics of the resin and the polymerizationprocedure can lead to different results. Thus, it seemed interestingto study the cationic thermal curing of DGEBA/HBPE mixtures, withdifferent percentages of HBPE, and the characteristics of thematerials obtained. The use of lanthanide triflates as initiators onadding hydroxyl-terminated HBPs to epoxy resins has also beenreported only rarely [8].
3.1. Calorimetric studies
The influence of the addition of different amounts of HBPE toDGEBA, initiated by ytterbium or lanthanum triflate, on the curingprocess was studied by means of DSC. Because of the cationic
mechanism adopted in the curing, phenolic groups of the hyper-branched polyester (Scheme 1) should react and influence thekinetics of the system, favouring the AM mechanism. When thecuring was initiated by Yb(OTf)3 two maxima in the calorimetriccurves, registered at 2 K/min, can be distinguished (Fig. 1). The peakat low temperature seems to increase on increasing the percentageof hydroxyl groups in the formulation and thus, it could be asso-ciated to the propagation taking place by AM mechanism (seeScheme 2). In contrast, calorimetric curves of the formulationsinitiated by La(OTf)3 showed an unimodal shape. In previouscalorimetric studies on the copolymerization of DGEBA andlactones, the appearance of a shoulder in the calorimetric curveswas also observed. This was more evident when the Lewis acidityincreased (from La to Yb) [24,25]. Thus, Lewis acidity favours theAM mechanism in this curing process [26] and therefore thecovalent linkage of HBPE to the epoxy matrix is more pronouncedwhen using Yb(OTf)3 as the initiator.
Fig. 2 shows the dependence of the activation energy against thedegree of conversion, a, between 0.15 and 0.9 for all curingexperiments. In the curves, it can be observed that the activationenergy remains practically constant in the studied range and thevalue of a ¼ 0.5 has been taken to study the kinetic process.
In Table 1 the calorimetric data as well as the kinetic parametersfor all the studied formulations are collected. One can see that thereis no significant influence on the temperature of the exothermswiththe addition of HBPE. However, it is clear that Yb(OTf)3 accelerates
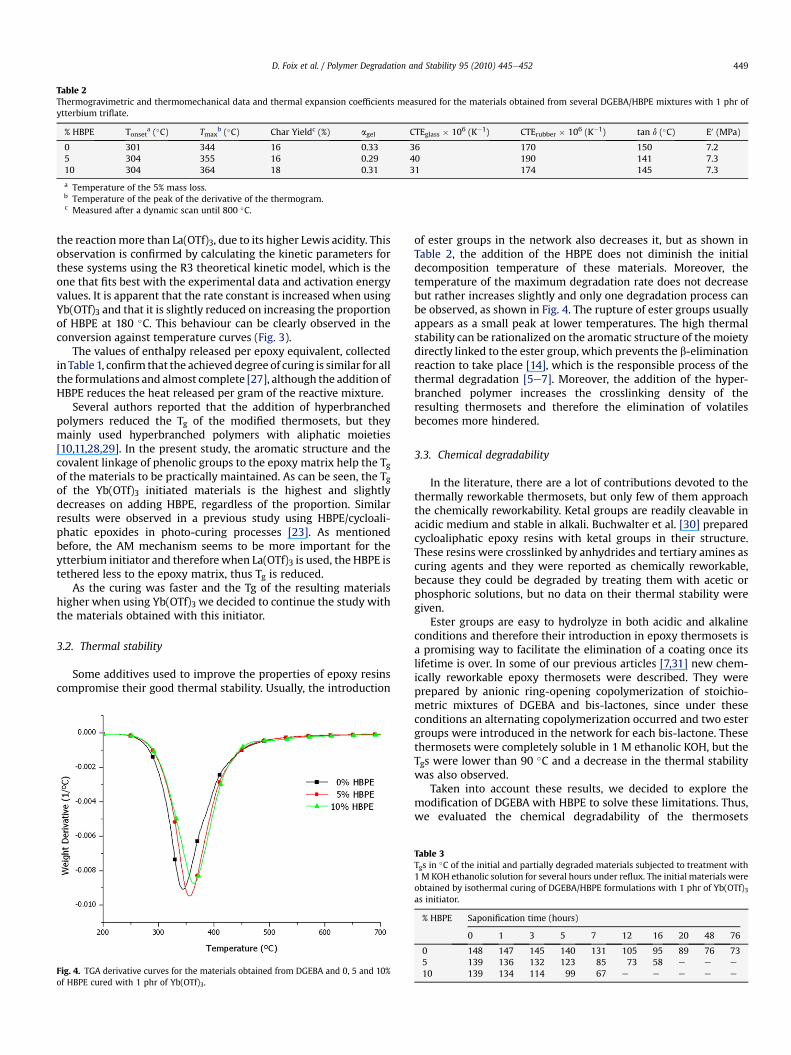
Table 2Thermogravimetric and thermomechanical data and thermal expansion coefficients measured for the materials obtained from several DGEBA/HBPE mixtures with 1 phr ofytterbium triflate.
% HBPE Tonseta (�C) Tmaxb (�C) Char Yieldc (%) agel CTEglass � 106 (K�1) CTErubber � 106 (K�1) tan d (�C) E0 (MPa)
0 301 344 16 0.33 36 170 150 7.25 304 355 16 0.29 40 190 141 7.310 304 364 18 0.31 31 174 145 7.3
a Temperature of the 5% mass loss.b Temperature of the peak of the derivative of the thermogram.c Measured after a dynamic scan until 800 �C.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452 449
the reactionmore than La(OTf)3, due to its higher Lewis acidity. Thisobservation is confirmed by calculating the kinetic parameters forthese systems using the R3 theoretical kinetic model, which is theone that fits best with the experimental data and activation energyvalues. It is apparent that the rate constant is increased when usingYb(OTf)3 and that it is slightly reduced on increasing the proportionof HBPE at 180 �C. This behaviour can be clearly observed in theconversion against temperature curves (Fig. 3).
The values of enthalpy released per epoxy equivalent, collectedinTable 1, confirm that the achieveddegree of curing is similar for allthe formulations and almost complete [27], although the addition ofHBPE reduces the heat released per gram of the reactive mixture.
Several authors reported that the addition of hyperbranchedpolymers reduced the Tg of the modified thermosets, but theymainly used hyperbranched polymers with aliphatic moieties[10,11,28,29]. In the present study, the aromatic structure and thecovalent linkage of phenolic groups to the epoxy matrix help the Tgof the materials to be practically maintained. As can be seen, the Tgof the Yb(OTf)3 initiated materials is the highest and slightlydecreases on adding HBPE, regardless of the proportion. Similarresults were observed in a previous study using HBPE/cycloali-phatic epoxides in photo-curing processes [23]. As mentionedbefore, the AM mechanism seems to be more important for theytterbium initiator and thereforewhen La(OTf)3 is used, the HBPE istethered less to the epoxy matrix, thus Tg is reduced.
As the curing was faster and the Tg of the resulting materialshigher when using Yb(OTf)3 we decided to continue the study withthe materials obtained with this initiator.
3.2. Thermal stability
Some additives used to improve the properties of epoxy resinscompromise their good thermal stability. Usually, the introduction
Fig. 4. TGA derivative curves for the materials obtained from DGEBA and 0, 5 and 10%of HBPE cured with 1 phr of Yb(OTf)3.
of ester groups in the network also decreases it, but as shown inTable 2, the addition of the HBPE does not diminish the initialdecomposition temperature of these materials. Moreover, thetemperature of the maximum degradation rate does not decreasebut rather increases slightly and only one degradation process canbe observed, as shown in Fig. 4. The rupture of ester groups usuallyappears as a small peak at lower temperatures. The high thermalstability can be rationalized on the aromatic structure of the moietydirectly linked to the ester group, which prevents the b-eliminationreaction to take place [14], which is the responsible process of thethermal degradation [5e7]. Moreover, the addition of the hyper-branched polymer increases the crosslinking density of theresulting thermosets and therefore the elimination of volatilesbecomes more hindered.
3.3. Chemical degradability
In the literature, there are a lot of contributions devoted to thethermally reworkable thermosets, but only few of them approachthe chemically reworkability. Ketal groups are readily cleavable inacidic medium and stable in alkali. Buchwalter et al. [30] preparedcycloaliphatic epoxy resins with ketal groups in their structure.These resins were crosslinked by anhydrides and tertiary amines ascuring agents and they were reported as chemically reworkable,because they could be degraded by treating them with acetic orphosphoric solutions, but no data on their thermal stability weregiven.
Ester groups are easy to hydrolyze in both acidic and alkalineconditions and therefore their introduction in epoxy thermosets isa promising way to facilitate the elimination of a coating once itslifetime is over. In some of our previous articles [7,31] new chem-ically reworkable epoxy thermosets were described. They wereprepared by anionic ring-opening copolymerization of stoichio-metric mixtures of DGEBA and bis-lactones, since under theseconditions an alternating copolymerization occurred and two estergroups were introduced in the network for each bis-lactone. Thesethermosets were completely soluble in 1 M ethanolic KOH, but theTgs were lower than 90 �C and a decrease in the thermal stabilitywas also observed.
Taken into account these results, we decided to explore themodification of DGEBA with HBPE to solve these limitations. Thus,we evaluated the chemical degradability of the thermosets
Table 3Tgs in �C of the initial and partially degraded materials subjected to treatment with1M KOH ethanolic solution for several hours under reflux. The initial materials wereobtained by isothermal curing of DGEBA/HBPE formulations with 1 phr of Yb(OTf)3as initiator.
% HBPE Saponification time (hours)
0 1 3 5 7 12 16 20 48 76
0 148 147 145 140 131 105 95 89 76 735 139 136 132 123 85 73 58 e e e
10 139 134 114 99 67 e e e e e

Fig. 5. Appearance of the DGEBA and DGEBA/10% HBPE materials before and aftertreatment with 1M ethanolic KOH under reflux for 10 h. Fig. 7. Plot of tan d against temperature for the materials obtained from DGEBA and 0,
5 and 10% of HBPE cured with 1 phr of Yb(OTf)3.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452450
obtained by treating themwith a 1 M KOH ethanolic solution underreflux and we followed the degradation process monitoring the Tgof the thermosets. Table 3 shows the Tgs obtained by DSC ina dynamic scan from 30 to 200 �C at 20 K/min after differentsaponification times. In neat DGEBA thermosets, after 3 days ofreaction still a Tg of 73 �C was observed. On the contrary, with justa 5% of HBPE in the material, no Tg above room temperature couldbe detected after less than one day. Moreover, the thermoset endsup being very brittle after this treatment and it is easy to turn it intoa powder and therefore to eliminate it from a substrate by brushing.With 10 wt% of HBPE in the formulation the process is even fasterand around 10 h are enough to get complete degradation of thecoating. Fig. 5 shows the appearance of the materials before andafter treatment with 1 M ethanolic KOH under reflux for 10 h. Ascan be seen, only the material containing HBPE shows an evidentdegradation to powder.
3.4. Thermomechanical analysis
By TMA in the dynamic oscillatory mode, the conversion at thegel point was determined by curing the formulations in this deviceas described elsewhere [20]. Fig. 6 shows the calculation method
Fig. 6. Determination of the gel point by combining DSC and TMA.
for the sample containing a 5% of HBPE at 5 K/min. The materialswere cured dynamically in the TMA and DSC and the derivativecurves length-T and a-T were overlapped. When the material wasobserved to gel in the TMA, by a reduction of the amplitude of about95%, the calorimetric conversion was determined. In Fig. 6 we cansee that the critical conversion of gel formation in the formulationwith 5 wt% HBPE is calculated to be a ¼ 0.29. Table 2 collects theconversion at the gelation on adding different proportions of HBPE.As can be seen, the conversion at gelation is practically not influ-enced by the addition of HBPE. This behaviour differs from theobservationmade in a previous study [8] inwhich a hyperbranchedaliphatic polyester (Boltorn H30) was used instead of HBPE and theconversion steadily increased. This fact seems to indicate that thelow content of hydroxyl groups in HBPE in reference to the epox-ides, three times less than in the case of Boltorn H30, reduces thepossibility of chemical reaction of HBPE, which affects the gelationprocess. This can also explain the weak effect observed in thekinetics of the curing process on the addition of HBPE.
Fig. 8. Plot of storage modulus against temperature for the materials obtained fromDGEBA and 0, 5 and 10% of HBPE cured with 1 phr of Yb(OTf)3.

Table 4Densities measured before and after curing of several DGEBA/HBPE mixtures with1 phr of ytterbium triflate and the shrinkage calculated.
% HBPE rmon (g/cm3) rpol (g/cm3) Shrinkagea (%)
0 1.140 1.178 3.25 1.139 1.168 2.510 1.146 1.172 2.2
a Calculated as: (rpol � rmon)/rpol.
D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452 451
TMA also allowed us to measure thermal expansion coeffi-cients, which are also collected in Table 2. It should be mentionedthat the values of CTEs in the glassy and rubbery states are lowerthan those measured in a previous work [9]. In that study, per-formed with DGEBA/poly(esteramide) HBP/anhydride systems,values of about 60 and 200 K�1, respectively, were obtained. Thelower CTEs of the present study account for a higher crosslinkingdensity and a stiffer network. From the values of the table, we cansee that the addition of 5 wt% of HBPE slightly increases CTEs inthe glassy and rubbery state but a further addition of HBPE has noeffect. Usually, the modification of epoxy resins with polymersincreases this coefficient, whereas in the present case thearomatic nature and the functionality of the HBPE do not lead toa detrimental increase.
Figs. 7 and 8 show the plots of tan d and log E0 againsttemperature determined by DMTA. The corresponding parametersare collected in Table 2. Tan d values are shifted to lower temper-atures on adding HBPE, but no relationship between the values andthe added proportion of HBPE is found. In addition, the shape of thecurves indicates a homogeneous character of the materials. Itshould be noticed that the small shift of the tan d value is notaccompanied by a drop of the relaxed modulus. In our previousstudy with Boltorn H30 [8], we could observe a broadening of thetan d curves and a drop of the modulus on increasing the HBPproportion. Thus, the more stiff structure of the HBPE in compar-ison to the aliphatic Boltorn H30 leads to the maintenance of thestorage modulus and the temperature of relaxation.
3.5. Shrinkage
A very important drawback of thermosetting materials used ascoatings is the shrinkage they exhibit in their curing process. Thisshrinkage can cause the formation of bubbles and cracks and theloss of adhesion between the coating and the surface and thereforeit is essential tominimize it. In some cases hyperbranched polymershave proved to reduce this shrinkage [8,9] but some other authorsdescribed the contrary effect [32]. By looking at the values given inTable 4 it is apparent that the addition of HBPE slightly decreases theshrinkage going from3.2% in the case of the neat epoxy resin sampleto 2.2% for the material with a 10% of HBPE. One possible explana-tion for this observation could be that when the reaction takes placetheHBP undergoes an expansion as their hydroxyl groups react, as itwas reported previously [33]. This reduction of the shrinkage is lessevident than thatmeasuredwhen BoltornH30was used asmodifier[8], but the lower hydroxyl content and the more rigid structure ofHBPE can account for these differences.
4. Conclusions
It could be shown that the addition of aliphaticearomatichyperbranched polyesters (HBPE) as reactive additives to cationicthermally cured DGEBA based epoxy resins results in severaladvantages. Thus, the addition of HBPE to the epoxy formulationslightly reduces the curing rate at a selected temperature. The use ofYb(OTf)3 as initiator in the curing of DGEBA/HBPE formulations leads
to highest curing rates and to higher Tgs in comparison to La(OTf)3initiated formulations. The presence of hydroxyl chain-ends in theHBPE allows the modifier to be covalently linked through themonomer activated propagation mechanism, which occurs incationic ring-opening polymerizations. This mechanism is morepronounced in the ytterbium triflate initiated curing systems.
The thermal stability of the modified thermosets is notcompromised by the addition of HBPE, but the chemical rework-ability of these materials in alkaline solutions is highly enhanced.
The addition of HBPE to DGEBA formulations leads to a slightreduction of the global shrinkage during curing, which can reducethe formation of internal stresses. The CTEs and thermomechanicalcharacteristics of the materials do not change significantly onadding HBPE to the formulation.
Acknowledgements
The authors from the Universitat Rovira i Virgili and from Uni-versitat Politècnica de Catalunya would like to thank MICINN(Ministerio de Ciencia e Innovación) and FEDER (Fondo Europeo deDesarrollo Regional) (MAT2008-06284-C03-01 and MAT2008-06284-C03-02), All authors would like to thank the Germany-Spanish DAAD collaboration program (HA2007-0022) for theirfinancial support. D.F. acknowledges the grant FPU-2008 from theSpanish Government.
References
[1] Wang L, Li H, Wong CP. Synthesis and characterization of thermally rework-able epoxy resins II. J Polym Sci Part A Polym Chem 2000;38:3771e82.
[2] Li H, Wong CP. A reworkable epoxy resin for isotropically conductive adhesive.IEEE Trans Adv Packaging 2004;27:165e72.
[3] Chen J-S, Ober CK, Poliks MD, Zhang Y, Wiesner U, Cohen C. Controlleddegradation of epoxy networks: analysis of crosslinking density and glasstransition temperature changes in thermally reworkable thermosets. Polymer2004;45:1939e50.
[4] Yang S, Chen JS, Körner H, Breiner T, Ober CK, Poliks MD. Reworkable epoxies:thermosets with thermally cleavable groups for controlled network break-down. Chem Mater 1998;10:1475e82.
[5] González L, Ramis X, Salla JM, Mantecón A, Serra A. The degradation of newthermally degradable thermosets obtained by cationic curing of mixtures ofDGEBA and 6,6-dimethyl(4,8-dioxaspiro[2.5]octane-5,7-dione). Polym DegradStab 2007;92:596e604.
[6] Arasa M, Ramis X, Salla JM, Mantecón A, Serra A. A study of the degradation ofester-modified epoxy resins obtained by cationic polymerization of DGEBAwith g-lactones initiated by rare earth triflates. Polym Degrad Stab2007;92:2214e22.
[7] Fernández-Francos X, Salla JM, Mantecón A, Serra A, Ramis X. Crosslinking ofmixtures of DGEBA with 1,6-dioxaspiro[4.4]nonan-2,7-dione initiated bytertiary amines, part II: thermo mechanical properties and reworkability.Polym Degrad Stab 2008;93:760e9.
[8] Fernández-Francos X, Salla JM, Cadenato A, Morancho JM, Serra A,Mantecón A, Ramis X. A new strategy for controlling shrinkage of DGEBAresins by cationic copolymerization with hydroxyl-terminated hyper-branched polymers and ytterbium triflate as an initiator. J Appl Polym Sci2009;111:2822e9.
[9] Morell M, Ramis X, Ferrando F, Yu Y, Serra A. New improved thermosetsobtained from DGEBA and a hyperbranched poly(ester-amide). Polymer2009;50:5374e83.
[10] Varley RJ, Tian W. Toughening of an epoxy anhydride resin system using anepoxidized hyperbranched polymer. Polym Int 2004;53:69e77.
[11] Zhang D, Jia D. Toughness and strength improvement of diglycidylether ofbisphenol A by low viscosity liquid hyperbranched epoxy resin. J Appl PolymSci 2006;101:2504e11.
[12] (a) Voit B. Hyperbranched polymers. All problems solved after 15 years ofresearch? J Polym Sci Part A Polym Chem 2005;43:2679e99;(b) Gao C, Yan D. Prog Polym Sci 2004;29:183e275.
[13] Boogh L, Pettersson B, Månson JAE. Dendritic hyperbranched polymers astougheners for epoxy resins. Polymer 1999;40:2249e61.
[14] Sivasamy P, Palaniandavar M, Vijayakumar CT, Ledered K. The role of b-hydrogen in the degradation of polyesters. Polym Degrad Stab 1992;38:15e21.
[15] Kubisa P, Penczek S. Cationic activated polymerization of heterocyclic mono-mers. Prog Polym Sci 1999;24:1409e37.
[16] Castell P, Galià M, Serra A, Salla JM, Ramis X. Study of lanthanide triflates asnew curing initiators for DGEBA. Polymer 2000;41:8465e74.

D. Foix et al. / Polymer Degradation and Stability 95 (2010) 445e452452
[17] Moore JS, Stupp SI. Room temperature polyesterification. Macromolecules1990;23:65e70.
[18] Schallausky F, Erber M, Komber H, Lederer A. An easy strategy for thesynthesis of well-defined aliphaticearomatic hyperbranched polyesters.Macromol Chem Phys 2008;209:2331e8.
[19] Schmaljohann D, Komber H, Voit B. Conversion dependence of the structuralunits and the degree of branching of a hyperbranched polyester based on 4,4-bis-(40-hydroxyphenyl) pentanoic acid determined by NMR spectroscopy. ActaPolym 1999;50:196e204.
[20] González S, Fernández-Francos X, Salla JM, Serra A, Mantecón A, Ramis X. Newthermosets obtained by cationic copolymerization of DGEBAwith g-caprolactonewith improvement in the shrinkage. II. Timeetemperatureetransformation (TTT)cure diagram. J Appl Polym Sci 2007;104:3406e16.
[21] Coats AW, Redfern JP. Kinetic parameters from thermogravimetric data. Nature1964;201:68e9.
[22] Ramis X, Salla JM, Cadenato A, Morancho JM. Simulation of isothermal cure ofa powder coating. Non-isothermal DSC experiments. J Therm Anal Cal2003;72:707e18.
[23] SangermanoM, Priola A,Malucelli G, Bongiovanni R, Quaglia A, Voit B, Ziemer A.Phenolic hyperbranched polymers as additives in cationic photopolymerizationof epoxy systems. Macromol Mater Eng 2004;289:442e6.
[24] Mas C, Mantecón A, Serra A, Ramis X, Salla JM. Influence of lanthanide triflatecompounds on formation of networks from DGEBA and g-butyrolactone.J Polym Sci Part A Polym Chem 2004;42:3782e91.
[25] González L, Ramis X, Salla JM, Serra A, Mantecón A. New thermosets obtainedfrom DGEBA and Meldrum acid with lanthanum and ytterbium triflates ascationic initiators. Eur Polym J 2008;44:1537e47.
[26] Matejka L, Dusek K, Chabanne P, Pascault P. Cationic polymerization ofdiglycidylether of bisphenol A. 3. Comparison of the theory with experiment.J Polym Sci Part A Polym Chem 1997;35:665e72.
[27] Leonard J. In: Bandrup J, Immergut EH, Grulke EA, editors. Polymer Handbook.4th ed., vol. 1. New York: WileyeInterscience; 1999. p. IIe374.
[28] Cicala G, Recca G, Restuccia C. Influence of hydroxyl functionalized hyper-branched polymers on the thermomechanical and morphological propertiesof epoxy resins. Polym Eng Sci 2005;45:225e37.
[29] Cicala G, Recca G. Studies on epoxy blends modified with a hyperbranchedpolyester. Polym Eng Sci 2008;48:2382e8.
[30] Buchwalter SL, Kosbar LL. Cleavable epoxy resins: dessign for disassembly ofa thermoset. J Polym Sci Part A Polym Chem 1996;34:249e60.
[31] Arasa M, Ramis X, Salla JM, Mantecón A, Serra A. Anionic copolymerization ofDGEBA with two bicyclic bis(g-lactone) derivatives using tertiary amines asinitiators. Polymer 2009;50:2228e36.
[32] Sangermano M, Malucelli G, Bongiovanni R, Priola A, Harden A. Investigation onthe effectof thepresenceofhyperbranchedpolymers on thermal andmechanicalproperties of an epoxy UV-cured system. Polym Int 2005;54:917e21.
[33] Lederer A, Abd Elrehim M, Schallausky F, Voigt D, Voit B. Molecular weightand contraction factors of hyperbranched poly(urea-urethane)s. e-Polymers2006;039:1e14.
Related Documents











