theMill for Minimills CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbH Dilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY Page | 1 of 16 Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net NEW GENERATION IN PRE‐HEATING TECHNOLOGY FOR ELECTRIC STEEL MAKING HIGHER PRODUCTIVITY WITH REDUCED POWER Knut RUMMLER ‐ KR Tec GmbH – Managing Director Akif TUNABOYLU ‐ CVS TECHNOLOGY ‐ Technical Coordinator Dogan ERTAS ‐ CVS TECHNOLOGY –Chief, Project and Contracting Department In the steelmaking process, by scrap melting through Electric Arc Furnace route , substantial reduction in electric power consumption and associated increase in furnace productivity can be realized with Scrap Pre‐heating Technique which pre‐heats the scrap to about 700 °C by making use of the sensible heat carried in the furnace off gas. In this respect, CVS Technology has a co operation with KR Tec GmbH, which developed an ‘’environmentaly friendly’’ and ‘’high efficiency’’ scrap preheating system to be ‘’superior’’ over the existed systems developed so far. This challenge led to the raise of a new and superior ‘’ Environmetal Pre‐heating and Continuous Charging (EPC) System’’. The EPC System combines the advantages of 100% scrap preheating and continuous scrap feeding through its chambers, without the need of EAF roof opening. EPC prevents totaly, any dust emission and heat loss during furnace charging stage, as it is the case normally for other operations. The EPC‐EAF is a new generation, economical and environmentaly friendly Electric Arc Furnace. Considerable reduction in electric energy consumption, increased productivity, meeting strict environmental regulations, less dust load within the melt shop, flicker reduction& harmonic disturbance reduction are some of the important features of the new and superior EPC system.

New Generation in Pre-heating Technology
Nov 27, 2014
NEW TECHNOLOGY IN STEELMAKING. EAF WITH CONTINUOUS PRE-HEATING AND CHARGING.
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 1 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
NEW GENERATION IN PRE‐HEATING TECHNOLOGY
FOR ELECTRIC STEEL MAKING
HIGHER PRODUCTIVITY WITH REDUCED POWER
Knut RUMMLER ‐ KR Tec GmbH – Managing Director
Akif TUNABOYLU ‐ CVS TECHNOLOGY ‐ Technical Coordinator
Dogan ERTAS ‐ CVS TECHNOLOGY –Chief, Project and Contracting Department
In the steelmaking process, by scrap melting through Electric Arc Furnace route , substantial
reduction in electric power consumption and associated increase in furnace productivity can
be realized with Scrap Pre‐heating Technique which pre‐heats the scrap to about 700 °C by
making use of the sensible heat carried in the furnace off gas. In this respect, CVS
Technology has a co operation with KR Tec GmbH, which developed an ‘’environmentaly
friendly’’ and ‘’high efficiency’’ scrap preheating system to be ‘’superior’’ over the existed
systems developed so far. This challenge led to the raise of a new and superior ‘’
Environmetal Pre‐heating and Continuous Charging (EPC) System’’. The EPC System
combines the advantages of 100% scrap preheating and continuous scrap feeding through
its chambers, without the need of EAF roof opening. EPC prevents totaly, any dust emission
and heat loss during furnace charging stage, as it is the case normally for other operations.
The EPC‐EAF is a new generation, economical and environmentaly friendly Electric Arc
Furnace. Considerable reduction in electric energy consumption, increased productivity,
meeting strict environmental regulations, less dust load within the melt shop, flicker
reduction& harmonic disturbance reduction are some of the important features of the new
and superior EPC system.
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 2 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
1. INTRODUCTION
Today's steelmakers are seeking for clever solutions to achive more economical, ecological
and flexible operations. These should be realized with less maintenance intensive
equipments. These are the main objectives for maintaining commercial success and
competitiveness within this sector. Continuing increase in electric energy costs, strict rules
impossed on atmospheric CO2 emissions and ever tighter environmental regulations for
land and waters lead the steelmakers to decrease their energy consumptions and to
recycle the waste materials and medias. Scrap preheating has been used for over 30 years
to offset electrical steel melting requirements. It normaly involves the use of EAF hot off
gas to heat scrap in the bucket, prior to its charging into furnace. The source of the hot gas
can be either solely the off gas from EAF and/or gas from suplementary burner(s). The
primary energy requirement for the EAF is for heating the charged scrap to its melting
point. Thus, energy can be saved, if scrap is charged to the furnace hot. Preheating of
scrap also eliminates the possibility of charging wet scrap into EAF and this eliminates the
possibility of an explosion in the furnace, in case wet scrap deeps in liquid steel . Hence,
preheating scrap also improves plant safety and accidental equipment damage. Scrap
preheating reduces EAF electrical energy consumption and increases melt shop
productivity.
Some operational parameters have shown that there is a maximum preheat temperature
beyond which further efforts to heat the scrap lead to diminished returns. This temperature
lies in the range of 540–650°C. It is estimated that by preheating the scrap to a
temperature of 425–540°C, a total of 63–72 kWh/ton of electrical energy can be saved.
Early scrap preheaters used independent heat sources. The scrap was usually heated in the
scrap bucket. Energy savings reported from this type of preheating were, as high as, 30
kWh/ton with associated reductions in electrode and refractory consumption due to
reduced tap-to-tap times.
As EAF fourth hole offgas systems were developed, attempts were made to use the EAF
offgas for scrap preheating. A side benefit reported was that the amount of baghouse dust
decreased because the dust was sticking to the scrap during preheating. Scrap preheating

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 3 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
with furnace offgas is difficult to control due to the variation in offgas temperature
throughout the heat cycle. In addition, a temperature gradient forms within the scrap being
preheated. Temperatures must be controlled to prevent damage to the scrap bucket and in
order to prevent burning or sticking of fine scrap within the bucket.
Scrap temperatures can reach 315–450°C, (600–850°F), though; this will only occur at the
hot end where the offgas first enters the preheater. Savings are typically only in the
neighborhood of 18–23 kWh/ton. In addition, as operations become more efficient and tap-
to-tap times are decreased, scrap preheating operations become more and more difficult to
maintain. Eventualy, scrap handling operations actually started producing reduced
productivity and increased maintenance costs.
Some of the benefits attributed to scrap preheating are increased productivity by 10–20%,
reduced electrical consumption, removal of moisture from the scrap, and reduced electrode
and refractory consumption per unit production. Some drawbacks to scrap preheating are
that hazardous volatiles are evolved from the scrap, creating odors and necessitating a
post-combustion chamber downstream.
In addition spray quenching following post-combustion is required to prevent recombination
of dioxins and furans. Depending on the preheat temperature, buckets may have to be
refractory lined.
2. DESCRIPTION OF EPC SYSTEM
Environmental Pre-heating and Continuous Charging has many adventageous :
- MINIMUM DUST EMMISION: During charging procedure the system is always in a
closed and airtight situation which results in minimum pollution level in the meltshop
- ENERGY SAVING: The EPC reduces the electric energy consumption by approx. 100
kWh/t compared to the conventional EAF.

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 4 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
- INDEPENDENT SCRAP CHARGING: Charging of the scrap basket is done with
power-on and independently from the furnace operation. This improves the
operation and reduces the power off time. Eliminating the need for EAF roof
opening substantially reduces the heat loss from furnace.
- LOW DOWNTIMES / MAINTENANCE & LESS HEAT LOSS FROM WCC: No critical
water cooled mechanical parts such as fingers, no need for conveyors and no extra
water cooled parts requirements which may cause unforeseen stoppages, need
intensive maintenance, and lead to excessive water cooling heat losses from the
furnace.
- HIGHER PRODUCTIVITY: Due to shorter power-on and power-off times. The
productivity of the furnace can be increased by 20 % compared to the conventional
EAF.
- LONGER EAF ROOF & ROOF DELTA LIVES: Due to, there is no need for
opening/closing the furnace roof for charging and electric arc is always away from
the roof, less arc damage results at roof WCP and the minimized thermal shock
additionally helps in extending roof delta life.
- HIGHER RETURN ON INVESTMENT: The EPC System features lower conversion cost
due to the preheating effect. Furthermore higher productivity because of less
power-on and power-off times are assured. Depending on the scrap quality, some
yield gain can also be expected.
- LESS FLICKER: Related to the flat bath operation, preheated scrap and the
constant energy input, a reduced flicker and harmonics level is reached. This also
leads to less arc noise generation.
- SAVINGS FOR SCRAP TREATMENT: The above saving does not take into
consideration the additional saving of approx. 10.00 EUR / t liquid, due to the fact
the EPC - System does not require any special scrap treatment.

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 5 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
The new and superior EPC design considers the most flexible operational
activities.
The main features are:
- Flat bath operation.
- Controlled scrap charging rate through telescopic feeder system.
- Continuous charging during power on.
- Scrap charging rate is tuned according to melting power/preheating temperature.
- Uniform and well controlled bath temperature.
- Well controlled preheating temperature.
- Minimized off gas volume related to airtight system.

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 6 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
Environmental benefits :
- Charging with closed system, into a separate compartment (EAF roof is closed,
dedusting primary line is on)
- Minimum fume emission during scrap charging
- Cleaner and safer working area
- 30% less off gas
- 30 % less dust at the filter
- Reduced arc noise level, (melting preheated scrap, melting flat bath conditions
under foamy slag)
- Direct preheating, charged scrap is exposed to very high temperatures
EPC respects to most environmental standards.
The Charging with scrap bucket is only done, for one time, and at the beginning the first
heat of an operations cycle or in case of an emergency situation.
Emission from steel making process is one of the biggest problems. Emission control
regulations are worldwide getting tighter. In the EAF field, in a sense, power saving and
scrap preheating are synonym. Various technologies have been developed to effectively
preheat the scrap by the furnace exhaust gas. One of the issues of the EPC System is to
charge the scrap independent of the electric arc furnace melting by taking into
consideration the environmental aspects. The preheating chamber of EPC is installed beside
the EAF upper shell and the preheated scrap resides in this charged continuously, by the
telescopic feeder system, into EAF for melting. This is while the furnace power is on. Even
during charging of the scrap basket into the drawer positioned in the waiting deck , the
preheating chamber is closed with the drawer’s front wall and hence the furnace and
preheating chambers are totaly isolated. This ensures little or no dust escape during
furnace charging. The scrap basket will be charged into the drawer of EPC by opening top
slide gate and while the charging drawer is positioned in the waiting deck. After charging,
top horizontal slide gate is closed and the charged scrap inside drawer is in waiting
position. Due to melting and preheating chambers are isolated during charging EPC,
melting and preheating don’t have to be interrupted. Then, the drawer is forwarded by two
hydraulic cylinders towards over the preheating chamber, horizontally, and the scrap falls

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 7 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
smoothly into the preheating chamber where it gets preheated. When the drawer is over
preheating zone, its rear wall is closing the preheating chamber. A special design of the off
gas duct together with a water cooled regulation flap allows to control the preheating effect
in the preheating chamber.
The scrap basket will be charged into the drawer of EPC while it is positioned
inside waiting deck.
During charging, and when the charging drawer is positioned inside waiting deck, front wall
of the drawer closes and isolates the preheating chamber and hence the melting process in
EAF and the preheating don’t have to be interrupted.
After filling the drawer by the raised scrap basket, the slide gate on top of the EPC system
is closed.
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 8 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
EPC, currently developed, is a shaft type- preheat furnace, based on AC technology. The
furnace will maintain a large hot heel ,(nearly 40 %), so that uniform operating conditions
can be maintained. Steel is tapped out periodically via a bottom taphole in the furnace.
The scrap charging system consists of two main components, the preheat chamber and the
charging deck inside which a drawer operates.
The scrap is fed into the upper part of the chamber from a receiving hopper. The exhaust
gas from the furnace flows up through the chamber, preheating the scrap. Scrap preheat
temperatures as high as 800°C can be achieved. Gas exit temperatures from the chamber
is around 200°C. At the base of the preheat chamber, there are two screw type pushers.
These operate in two stages, allowing scrap feed into the furnace at a constant rate. Offgas
leaves the top of the preheat chamber and flows to a bag filter. Some gas can be recycled
to the furnace to regulate the inlet gas temperature to the preheater.
Scrap is fed continuously to the furnace until the desired bath weight is achieved. This is
followed by a short refining and super heating period followed by tapping of the heat.
Power input is expected to be almost uniform throughout the heat. Most furnace operations
are fully automated. Charging rate of scrap into the preheater chamber is fully automated
based on the scrap height in the chamber as well as temperature of the gas. Furnace
feeding rate is interrelated to this, and to the actual power input. Carbon and oxygen
injections are controlled based on the depth of foamy slag.
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 9 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
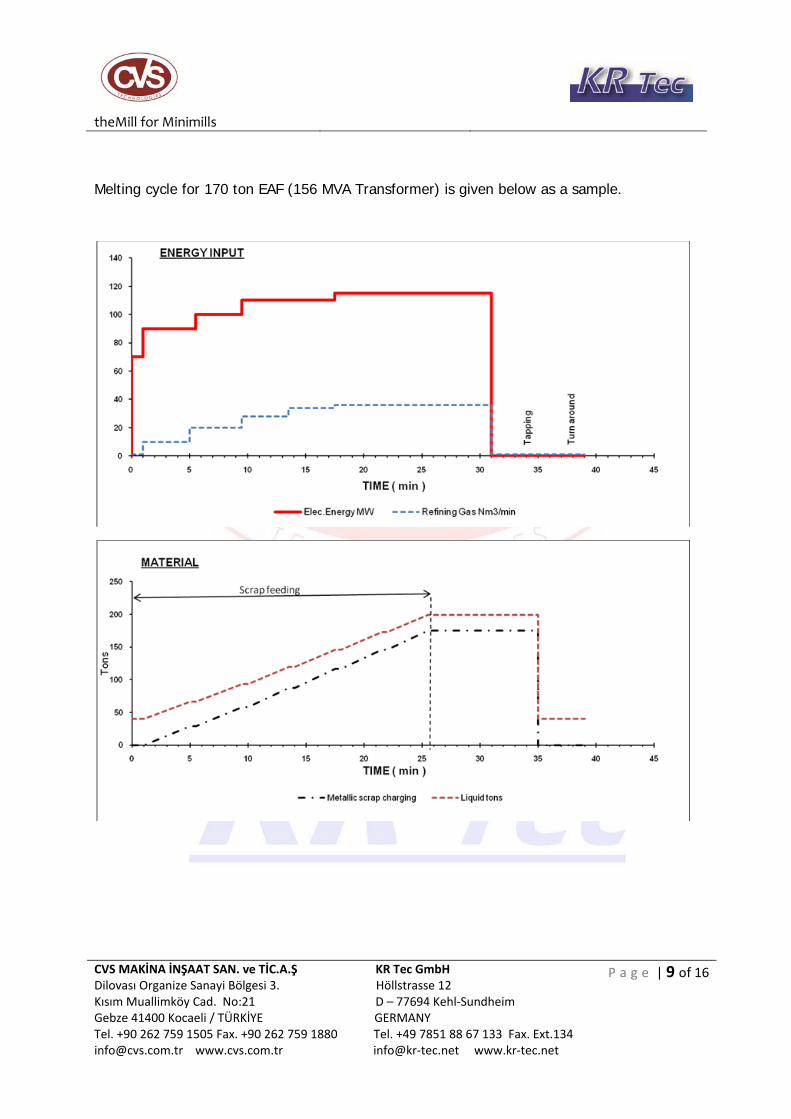
Melting cycle for 170 ton EAF (156 MVA Transformer) is given below as a sample.

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 10 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
3. OPERATIONAL MODES OF EPC
1. Refining Phase of EAF
- Preheating of 1st bucket of next heat in pre-heating chamber
- Charging of next bucket into charging drawer
2. Preheating inside EPC
- Start feeding of preheated scrap after tapping
- Pre-heating chamber half empty drawer can move to waiting/charging position
3. Charging Preheating Chamber
- Moving of charging drawer into pre-heating chamber
- Preheating of 2nd bucket of next heat in pre-heating chamber
- Off gas flap closed
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 11 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
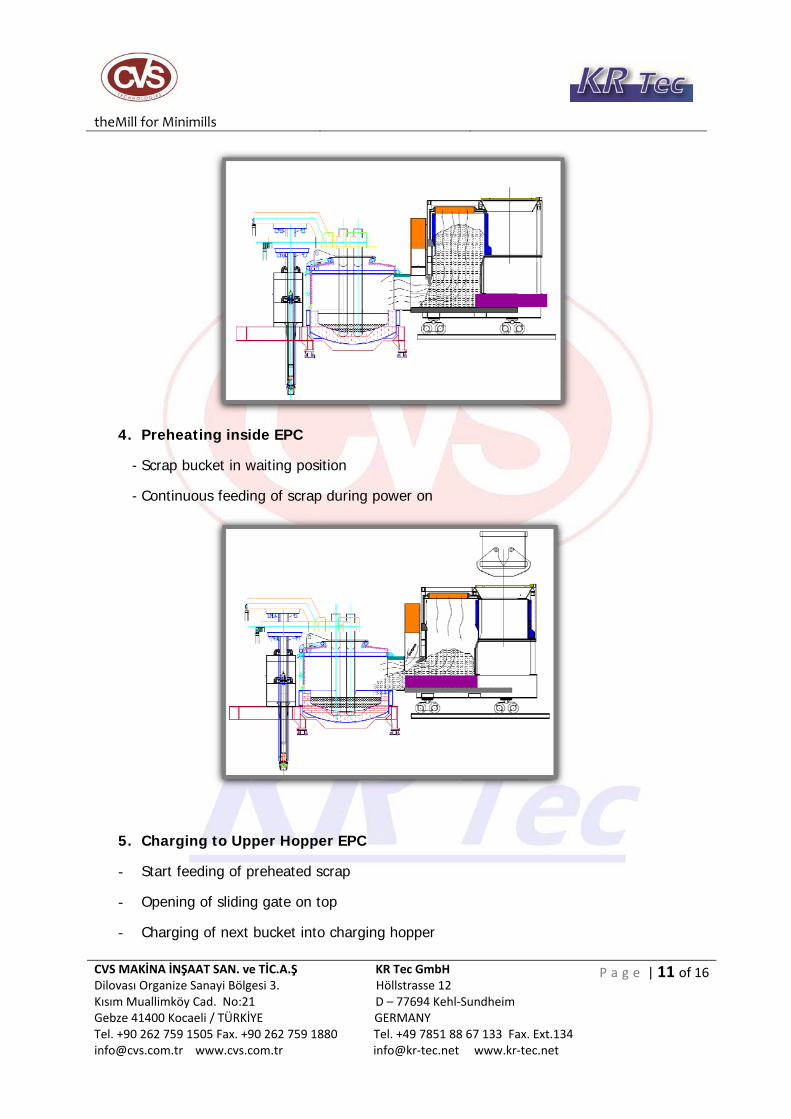
4. Preheating inside EPC
- Scrap bucket in waiting position
- Continuous feeding of scrap during power on
5. Charging to Upper Hopper EPC
- Start feeding of preheated scrap
- Opening of sliding gate on top
- Charging of next bucket into charging hopper
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 12 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
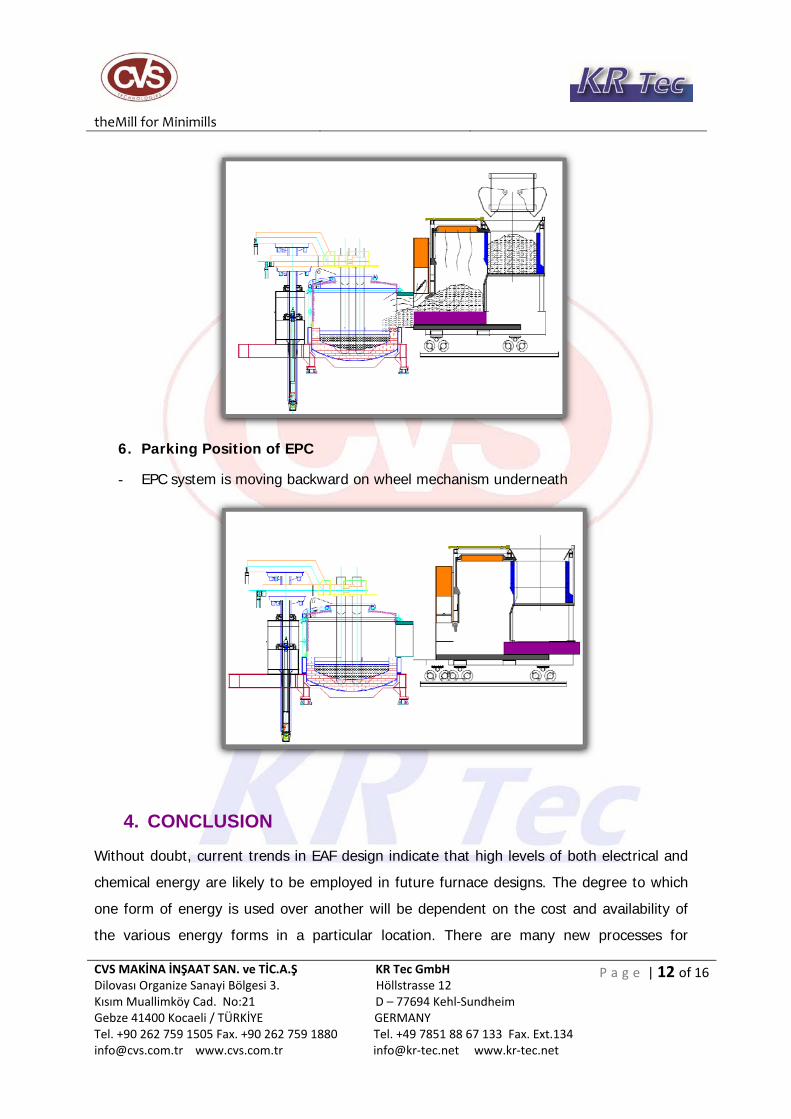
6. Parking Position of EPC
- EPC system is moving backward on wheel mechanism underneath
4. CONCLUSION
Without doubt, current trends in EAF design indicate that high levels of both electrical and
chemical energy are likely to be employed in future furnace designs. The degree to which
one form of energy is used over another will be dependent on the cost and availability of
the various energy forms in a particular location. There are many new processes for
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 13 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
steelmaking which are now being commercialized. In almost all cases the goal is to
minimize the electrical energy input and to maximize the energy efficiency in the process.
Thus, several technologies have attempted to maximize the use of chemical energy into the
process. These processes are highly dependent on achieving pseudoequilibrium where
oxygen has completely reacted with fuel components (carbon, CO, natural gas, etc.) to give
the maximum achievable energy input to the process. Other processes have attempted to
maximize the use of the energy that is input to the furnace by recovering energy in the
offgases (Fuchs shaft furnace, Consteel, EOF, IHI Shaft). These processes are highly
dependent on good heat transfer from the offgas to the scrap. This requires that the scrap
and the offgas contact each other in an optimal way.
All of these processes have been able to demonstrate some benefits. The key is to develop
a process that will show process and environmental benefits without having a high degree
of complexity and without affecting productivity. There is no perfect solution that will meet
the needs of all steelmaking operations. Rather, steelmakers must prioritize their objectives
and then match these to the attributes of various furnace designs. It is important to
maintain focus on the following criteria:
1. To provide process flexibility.
2. To increase productivity while improving energy efficiency.
3. To improve the quality of the finished product.
4. To meet environmental requirements at a minimum cost.
With these factors in mind, the following conclusions are drawn:
1. The correct furnace selection will be one that meets the specific requirements of the
individual facility. Factors entering into the decision will likely include availability of raw
materials, availability and cost of energy sources, desired product mix, level of post furnace
treatment/refining available, capital cost and availability of a trained workforce.
2. Various forms of energy input should be balanced in order to give the operation the
maximum amount of flexibility. This will help to minimize energy costs in the long run, i.e.
the capability of running with high electrical input and low oxygen or the converse.

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 14 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
3. Energy input into the furnace needs to be well distributed in order to minimize total
energy requirements. Good mixing of the bath will help to achieve this goal.
4. Oxygen injection should be distributed evenly throughout the tap-to-tap cycle in order to
minimize fluctuations in offgas temperature and composition. Thus, postcombustion
operations can be optimized and the size of the offgas system can be minimized. In
addition, fume generation will be minimized and slag/bath approach to equilibrium will be
greater.
5. Injection of solids into the bath and into the slag layer should be distributed across the
bath surface in order to maximize the efficiency of slag foaming operations. This will also
enable the slag and bath to move closer to equilibrium. This in turn will help to minimize
flux requirements and will improve the quality of the steel.
6. The melting vessel should be closed up as much as possible in order to minimize the
amount of air infiltration. This will minimize the volume of offgas exiting the furnace leading
to smaller fume system requirements.
7. Scrap preheating provides the most likely option for heat recovery from the offgas. For
processes using a high degree of chemical energy in the furnace, this becomes even more
important, as more energy is contained in the offgas for these operations. In order to
maximize recovery of chemical energy contained in the offgas, it will be necessary to
perform post-combustion. Achieving high post-combustion efficiencies throughout the heat
will be difficult. Staged post-combustion in scrap preheat operations could optimize heat
recovery further.
8. Operations which desire maximum flexibility at minimum cost will result in more hybrid
furnace designs. These designs will take into account flexibility in feed materials and will
continue to aim for high energy efficiency coupled with high productivity. For example
operations with high solids injection, iron carbide or DRI fines, may choose designs which
would increase the flat bath period in order to spread out the solids injection cycle.
Alternatively, a deeper bath may be used so that higher injection rates can be used without
risk of blow through.
9. Operating practices will continue to evolve and will not only seek to optimize energy
efficiency in the EAF but will seek to discover the overall optimum for the whole

theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 15 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
steelmaking facility. Universally, the most important factor is to optimize operating costs for
the entire facility and not necessarily one operation in the overall process chain. Along with
added process flexibility comes greater process complexity. This in turn will require greater
process understanding so that the process may be better controlled. Much more thought
consequently must enter into the selection of electric furnace designs and it can be
expected that many new designs will result in the years ahead. As long as there is electric
furnace steelmaking, the optimal design will always be strived for.
By the consideration of above items, CVS Technology and KR Tec companies has developed
new patented solution in Pre-heating technology.
Minimum 20 % Productıvıty Increase wıth EPC System
PRODUCTION DIFFERENCE
EPC - EAF CONVENTIONAL EAF
Transformer MVA 100 100 Tap-weight t 100 100 Net working hours h/y 7.200 7.200 Power-on Time min 32 36 Power-off time min 6 11 Tap-to-Tap-time min 38 47 Production/hour t/h 157,89 127,66
Production/year t/y 1.136.842 919.149
Difference t/y 217.693
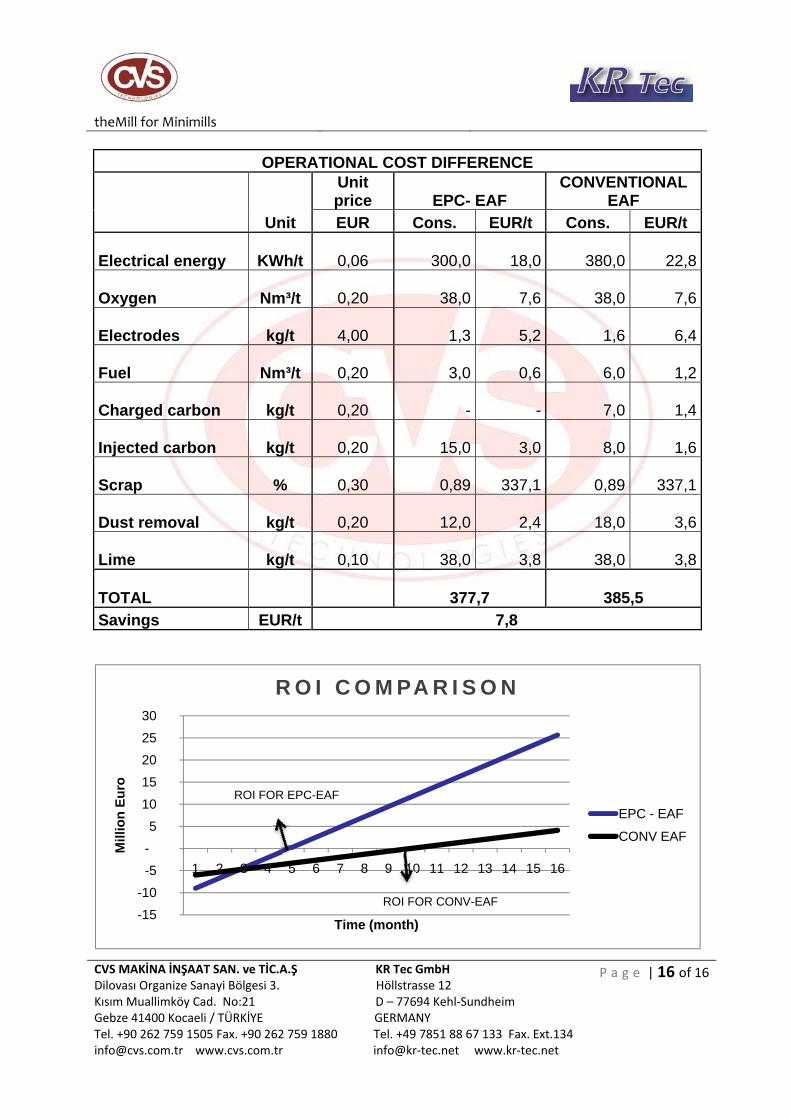
Minimum 8 €/T Savıng In Operatıonal Cost wıth EPC System
theMill for Minimills
CVS MAKİNA İNŞAAT SAN. ve TİC.A.Ş KR Tec GmbHDilovası Organize Sanayi Bölgesi 3. Höllstrasse 12 Kısım Muallimköy Cad. No:21 D – 77694 Kehl‐Sundheim Gebze 41400 Kocaeli / TÜRKİYE GERMANY
P a g e | 16 of 16
Tel. +90 262 759 1505 Fax. +90 262 759 1880 Tel. +49 7851 88 67 133 Fax. Ext.134 [email protected] www.cvs.com.tr info@kr‐tec.net www.kr‐tec.net
OPERATIONAL COST DIFFERENCE
Unit
Unit price EPC- EAF
CONVENTIONAL EAF
EUR Cons. EUR/t Cons. EUR/t
Electrical energy KWh/t
0,06 300,0 18,0
380,0 22,8
Oxygen Nm³/t
0,20 38,0 7,6
38,0 7,6
Electrodes kg/t
4,00 1,3 5,2
1,6 6,4
Fuel Nm³/t
0,20 3,0 0,6
6,0 1,2
Charged carbon kg/t
0,20 - -
7,0 1,4
Injected carbon kg/t
0,20 15,0 3,0
8,0 1,6
Scrap %
0,30 0,89 337,1
0,89 337,1
Dust removal kg/t
0,20 12,0 2,4
18,0 3,6
Lime kg/t
0,10 38,0 3,8
38,0 3,8
TOTAL
377,7
385,5 Savings EUR/t 7,8
-15
-10
-5
-
5
10
15
20
25
30
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Mill
ion
Eu
ro
Time (month)
R O I C O M PA R I S O N
EPC - EAF
CONV EAF
ROI FOR EPC-EAF
ROI FOR CONV-EAF
Related Documents











