Solík SK s.r.o., zváracia technka, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk LORCH Návod na obsluhu V- séria

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Solík SK s.r.o., zváracia technka, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk
LORCH
Návod na obsluhu V- séria

Solík SK s.r.o., zváracia technka, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 3
1 Bezpečnostné opatrenia Používanie a obsluha zváracích a rezacích strojov môže byť nebezpečná. Aby ste predišli zraneniam, pred použitím si prečítajte návod. Zváracie a rezacie zariadenia musia byť obsluhované správne a len odborníkmi. Pred prvým použitím sa nechajte prakticky zaškoliť. Upozornenie: Prosíme informujte sa priebežne o platných bezpečnostných opatreniach a predpisoch týkajúcich sa prevencie pred zraneniami spôsobených prácou so zváračkou *). Počas zvárania môžu vzniknúť lietajúce iskry. Odstráňte všetky horľavé materiály, ktoré by sa mohli od iskier vznietiť. Ako protipožiarnu ochranu pred zváraním odstráňte zo zváracej oblasti všetky horľavé materiály. Nezvárajte nádoby, ktoré boli predtým plnené horľavým materiálom. Po zváraní skontrolujte oblasť v súlade s UVV. Nevystavujte stroj dažďu, pare a nestriekajte do vnútra vodu. Stroj by nemal byť vlhký a ani by nemal pracovať vo vlhkom prostredí. Vyžarovanie pri zváraní môže poškodiť vaše oči. Nikdy nezvárajte bez bezpečnostnej kukly alebo okuliarov s ochranným filtrom, resp. s ochranným sklom. Dávajte pozor, aby aj ostatné osoby, v oblasti zvárania boli ochránené pred žiarením. Plyny spôsobené zváraním sú nebezpečné. Prosíme použiť absorbéry alebo iné zariadenie na odsávanie týchto plynov. Pokiaľ nie je možné správne odsať všetky plyny, prosíme použite dýchacie zariadenie. Pri poškodení napájacieho kábla okamžite ukončite prácu. Nedotýkajte sa kábla. Pred každou údržbou alebo opravou stroj odpojte od siete. Nepoužívajte stroj pokiaľ je napájací kábel poškodený. Do blízkosti oblasti zvárania umiestnite hasiaci prístroj. Po zváraní skontrolujte zváraciu oblasť proti požiaru. Nikdy sa nepokúšajte opraviť poruchu tlakového regulátora. Nebezpečenstvo výbuchu! Vymeňte za náhradný.
o Dbajte na spojenie zemniaceho kábla so zváranou oblasťou. Zvárací prúd tečúci cez reťaze, guľové
ložiská alebo oceľové káble ich môže poškodiť alebo roztaviť.
o Keď je zváračka na mieste zvárania, zabezpečte ju brzdou na transportných kolieskach 13
o Vo vysokých a šikmých polohách zabezpečte seba aj zváračku
o Zariadenie pripojte do siete len vyhovujúcim napájacím vedením, so správnym zapojením uzemňovacieho kábla
o Noste správne ochranné oblečenie, rukavice a koženú zásteru
o Ochráňte okolie zváracej oblasti pred vyžarovaním závesom alebo prenosnými stenami.
o Neroztápajte zamrznuté potrubia alebo vedenia týmto zariadením.
o V priestoroch so zvýšeným nebezpečenstvom výskytu vysokého napätia je dovolené používať prístroje s označením
o Cez prestávku zváračku vypnite a zatvorte ventil plynovej fľaše
o Zabezpečte plynovú fľašu reťazami proti pádu o Prosíme zložte plynovú fľašu zo zváračky počas
transportu o Pred zmenou oblasti zvárania (transportom) a počas
opravy zváračky vytiahnite zástrčku zo siete * ) Prosíme dodržujte bezpečnostné predpisy platné vo vašej krajine
2 Časti zváračky 1 Tlakový regulátor 2 Plynová fľaša * 3 Horák 4 Kryt elektródy 5 Ochranný kryt a ovládací panel 6 Rukoväť 7 Ovládací panel 8 Rukoväť 9 Koncovky 10 Chladiace rebro 11 Koncovka pre držiak elektród 12 Koncovka pre uzemňovací kábel 13 Transportné kolieska 14 Sieťový vypínač 15 Držiak horáku 16 Uzemňovacia svorka (kliešte) *) doplnok
Zobrazené alebo popísané doplnky nie sú súčasťou dodávky. Treba dokúpiť.

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 4
3 Hlavné zásady používania Zariadenie je určené pre zváranie ocele, hliníka a ich zliatin, pre priemyselné použitie. Zariadenie je určené pre DC-TIG zváranie (zváranie jednosmerným prúdom): o Jemných ocelí, nízko a vysoko legovaných ocelí o medi a jej zliatin o niklu a jeho zliatin o materiálov ako titán, zirkón, tantal
Pre AC-TIG zváranie (striedavým prúdom): o hliníku a jeho zliatin o horčíka a jeho zliatin
Pre MMA zváranie (obaľovanou elektródou).
4 Ochrana zváračky Zariadenie je elektronicky chránené proti preťaženiu. Nepoužívajte poistky vyššej hodnoty ako je zobrazené na identifikačnej tabuľke. Zváraný kus spojte uzemňovacím káblom so zváračkou. Na transport zariadenia používajte iba zariadenie na to určené 6, nepoužívajte vysokozdvižné vozíky a podobné stroje.
5 Vydávanie hluku Zvuková úroveň stroja je menšia ako 70 dB(A), meraná v štandardnom zaťažení podľa EN 60974.
6 UVV preskúšanie (UVV = predpisy pre prevenciu pred nehodami) Prevádzkovateľ, ktorý prevádzkuje prístroj v rámci živnosti je povinný, nechať urobiť bezpečnostnú prehliadku zariadenia podľa VDE 0544-207. Lorch
odporúča lehotu každých 12 mesiacov. Prehliadka má byť vykonaná po zmene alebo údržbe prístroja. Pozor! Nesprávne prevedené UVV skúšky môžu viesť k zničeniu prístroja. Bližšie informácie o UVV - skúškach týchto zariadení obdržíte na autorizovaných miestach Lorch Service.
7 Elektromagnetická kompatibilita Zariadenie je vyrobené podľa aktuálnych štandardov EMC. Všimnite si nasledujúce body:
o Zariadenie je pre zváranie v hospodárskych alebo priemyselných podmienkach. Použitie v iných priestoroch (napr. v obývaných oblastiach) môže rušiť ostatné elektrické zariadenia.
o Počas zvárania môžu vzniknúť problémy spôsobené elektromagnetickým poľom v:
- Napájacích kábloch, ovládacích kábloch - Telekomunikačných prípojkách - TV/rádiách - Počítačoch a podobných zariadeniach - Ochranných zariadeniach ako napr. alarmové systémy - Zariadeniach pre meranie a kalibráciu - Zariadeniach so slabou ochranou proti rušeniu Ak sú ostatné zariadenia rušené, zváračka by mala byť chránená dodatočne.
o Postihnutá oblasť môže byť väčšia ako si môžete myslieť.
Prosíme používajte zariadenie podľa inštrukcií výrobcu. Užívateľ je zodpovedný za inštaláciu a používanie zváračky. Na viac je užívateľ zodpovedný za elimináciu rušení spôsobených elektromagnetickým poľom.
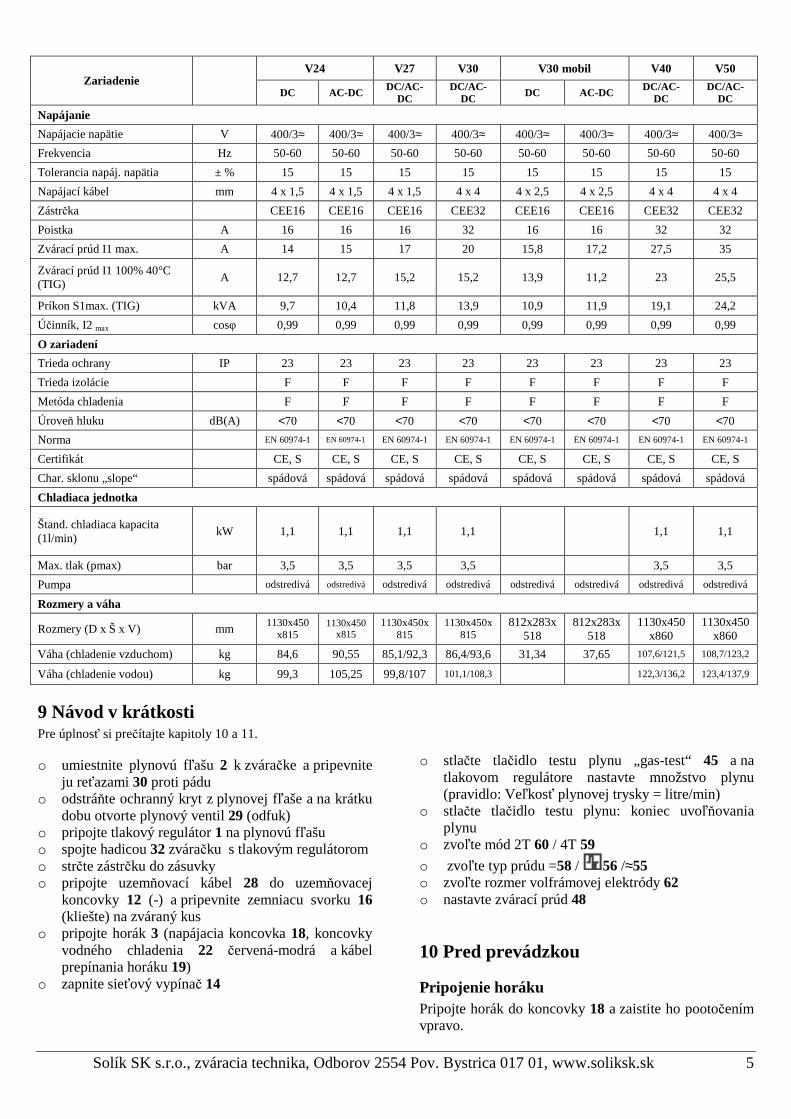
8 Technické údaje V24 V27 V30 V30 mobil V40 V50
Zariadenie DC AC-DC DC/AC-
DC DC/AC-
DC DC AC-DC DC/AC-
DC DC/AC-
DC TIG zváranie
Zvárací rozsah A 3-240 3-240 3-270 3-300 3-300 3-300 3-400 3-500
Napätie naprázdno V/DC 10-60 10-60 10-60 10-60 10-60 10-60 10-60 10-60
Regulácia výkonu Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný Plynule
laditeľný
ED 100% 40° C (25°C) A 220 (240) 210 (240) 250 (270) 250 (300) 270 (300) 240 (280) 360 (400) 380 (480)
ED 60% 40° C (25°C) A 240 (240) 230 (240) 270 (270) 300 (300) 300 (300) 280 (300) 400 (400) 500 (500)
ED pri max. zvár. prúde 40°C (25°C)
%ED 60 (100) 50 (100) 60 (100) 60 (100) 60 (100) 50 (100) 60 (100) 60 (80)
Zváranie elektródou MMA
Zvárací rozsah A 20-200 20-200 20-220 20-250 20-250 20-250 20-300 20-400
Napätie naprázdno V/DC 60 60 60 60 60 60 60 60
Regulácia výkonu Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
Plynule laditeľný
ED pri max. zvár. prúde 40°C (25°C)
%ED 80 (100) 80 (100) 80 (100) 80 (100) 80 (100) 80 (100) 100 (100) 80 (100)
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 5
V24 V27 V30 V30 mobil V40 V50 Zariadenie
DC AC-DC DC/AC-DC
DC/AC-DC DC AC-DC DC/AC-
DC DC/AC-
DC
Napájanie
Napájacie napätie V 400/3≈ 400/3≈ 400/3≈ 400/3≈ 400/3≈ 400/3≈ 400/3≈ 400/3≈
Frekvencia Hz 50-60 50-60 50-60 50-60 50-60 50-60 50-60 50-60
Tolerancia napáj. napätia ± % 15 15 15 15 15 15 15 15
Napájací kábel mm 4 x 1,5 4 x 1,5 4 x 1,5 4 x 4 4 x 2,5 4 x 2,5 4 x 4 4 x 4
Zástrčka CEE16 CEE16 CEE16 CEE32 CEE16 CEE16 CEE32 CEE32
Poistka A 16 16 16 32 16 16 32 32
Zvárací prúd I1 max. A 14 15 17 20 15,8 17,2 27,5 35
Zvárací prúd I1 100% 40°C (TIG)
A 12,7 12,7 15,2 15,2 13,9 11,2 23 25,5
Príkon S1max. (TIG) kVA 9,7 10,4 11,8 13,9 10,9 11,9 19,1 24,2
Účinník, I2 max cosφ 0,99 0,99 0,99 0,99 0,99 0,99 0,99 0,99
O zariadení
Trieda ochrany IP 23 23 23 23 23 23 23 23
Trieda izolácie F F F F F F F F
Metóda chladenia F F F F F F F F
Úroveň hluku dB(A) <70 <70 <70 <70 <70 <70 <70 <70
Norma EN 60974-1 EN 60974-1 EN 60974-1 EN 60974-1 EN 60974-1 EN 60974-1 EN 60974-1 EN 60974-1
Certifikát CE, S CE, S CE, S CE, S CE, S CE, S CE, S CE, S
Char. sklonu „slope“ spádová spádová spádová spádová spádová spádová spádová spádová
Chladiaca jednotka
Štand. chladiaca kapacita (1l/min)
kW 1,1 1,1 1,1 1,1 1,1 1,1
Max. tlak (pmax) bar 3,5 3,5 3,5 3,5 3,5 3,5
Pumpa odstredivá odstredivá odstredivá odstredivá odstredivá odstredivá odstredivá odstredivá
Rozmery a váha
Rozmery (D x Š x V) mm 1130x450
x815 1130x450
x815 1130x450x
815 1130x450x
815 812x283x
518 812x283x
518 1130x450
x860 1130x450
x860
Váha (chladenie vzduchom) kg 84,6 90,55 85,1/92,3 86,4/93,6 31,34 37,65 107,6/121,5 108,7/123,2
Váha (chladenie vodou) kg 99,3 105,25 99,8/107 101,1/108,3 122,3/136,2 123,4/137,9
9 Návod v krátkosti Pre úplnosť si prečítajte kapitoly 10 a 11. o umiestnite plynovú fľašu 2 k zváračke a pripevnite
ju reťazami 30 proti pádu o odstráňte ochranný kryt z plynovej fľaše a na krátku
dobu otvorte plynový ventil 29 (odfuk) o pripojte tlakový regulátor 1 na plynovú fľašu o spojte hadicou 32 zváračku s tlakovým regulátorom o strčte zástrčku do zásuvky o pripojte uzemňovací kábel 28 do uzemňovacej
koncovky 12 (-) a pripevnite zemniacu svorku 16 (kliešte) na zváraný kus
o pripojte horák 3 (napájacia koncovka 18, koncovky vodného chladenia 22 červená-modrá a kábel prepínania horáku 19)
o zapnite sieťový vypínač 14
o stlačte tlačidlo testu plynu „gas-test“ 45 a na
tlakovom regulátore nastavte množstvo plynu (pravidlo: Veľkosť plynovej trysky = litre/min)
o stlačte tlačidlo testu plynu: koniec uvoľňovania plynu
o zvoľte mód 2T 60 / 4T 59
o zvoľte typ prúdu =58 / 56 /≈55 o zvoľte rozmer volfrámovej elektródy 62 o nastavte zvárací prúd 48
10 Pred prevádzkou
Pripojenie horáku Pripojte horák do koncovky 18 a zaistite ho pootočením vpravo.

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 6
Pripojte plynovú hadicu horáku do plynovej koncovky 17. Zapojte konektor ovládacieho vedenia horáku do koncovky ovládania horáku 19. V zariadeniach s vodným chladením taktiež zapojte koncovky pripojenia vody horáku 22 do koncoviek 20 a 21. Červená = spätný tok vody 21 Modrá = dopredný tok vody 20
Vkladanie elektródy Volfrámovú elektródu 23 obrúste do špicu. Odskrutkujte upínaci kryt 24. Volfrámovú elektródu 23 vložte do primeranej upínacej objímky 25, vložte objímku a znovu zaskrutkujte kryt 24. Nedemontujte hubicu 27 a plynovú trysku 26.
Pripojenie uzemňovacieho kábla Pripojte uzemňovací kábel 28 do koncovky zemnenia 12 a zaistite ho pootočením vpravo. Pevne pripojte uzemňovaciu svorku 16 (kliešte) na zváraný kus alebo na zvárací stôl.
Pripojenie uzemňovacej svorky Pripevnite uzemňovaciu svorku 16 (kliešte) do blízkosti zváracej oblasti. Tým predídete prechodu prúdu cez časti zváračky alebo cez ovládania. Dbajte na stále spojenie uzemňovacej svorky so zváraným kusom.
Nepokladajte uzemňovaciu svorku na zváračku,
ani na plynovú fľašu, inak zvárací prúd je vedený cez ochranné vodiče a zničí ich.
Pevne pripojte uzemňovaciu svorku na pracovný stôl alebo na zváraný kus.
Pripojenie napätia Zástrčku pripojte do vhodnej zásuvky. Istenie by sa malo zhodovať s technickými údajmi.
Pripojenie plynovej fľaše Umiestnite plynovú fľašu 2 na príslušné miesto na zadnej strane zváračky a zaistite ju reťazou 30 proti pádu. Otvorte niekoľkokrát na krátku dobu ventil plynovej fľaše 29, aby sa vyfúkali možné nečistoty. Pripojte plynovú hadicu 32 na tlakový regulátor a otvorte plynovú fľašu. Stlačte tlačidlo testu plynu „gas-test“ 45 a na tlakovom regulátore nastavte regulačnou skrutkou 31 množstvo plynu. Množstvo je zobrazené na prietokomere 33. (pravidlo: Veľkosť plynovej trysky = litre/min). Objem plynovej fľaše je zobrazený na manometri objemu 34.
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 7
11 Prevádzkové nastavenia
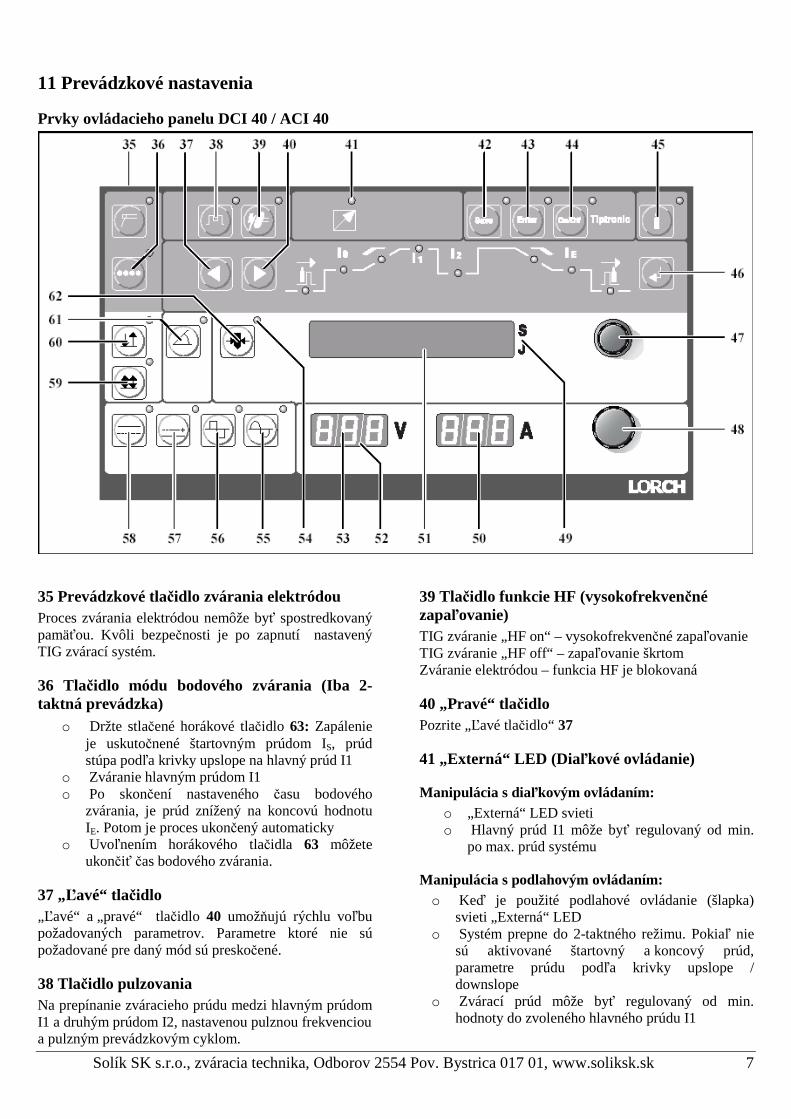
Prvky ovládacieho panelu DCI 40 / ACI 40
35 Prevádzkové tlačidlo zvárania elektródou Proces zvárania elektródou nemôže byť spostredkovaný pamäťou. Kvôli bezpečnosti je po zapnutí nastavený TIG zvárací systém.
36 Tlačidlo módu bodového zvárania (Iba 2-taktná prevádzka)
o Držte stlačené horákové tlačidlo 63: Zapálenie je uskutočnené štartovným prúdom IS, prúd stúpa podľa krivky upslope na hlavný prúd I1
o Zváranie hlavným prúdom I1 o Po skončení nastaveného času bodového
zvárania, je prúd znížený na koncovú hodnotu IE. Potom je proces ukončený automaticky
o Uvoľnením horákového tlačidla 63 môžete ukončiť čas bodového zvárania.
37 „Ľavé“ tlačidlo „Ľavé“ a „pravé“ tlačidlo 40 umožňujú rýchlu voľbu požadovaných parametrov. Parametre ktoré nie sú požadované pre daný mód sú preskočené.
38 Tlačidlo pulzovania Na prepínanie zváracieho prúdu medzi hlavným prúdom I1 a druhým prúdom I2, nastavenou pulznou frekvenciou a pulzným prevádzkovým cyklom.
39 Tlačidlo funkcie HF (vysokofrekvenčné zapaľovanie) TIG zváranie „HF on“ – vysokofrekvenčné zapaľovanie TIG zváranie „HF off“ – zapaľovanie škrtom Zváranie elektródou – funkcia HF je blokovaná
40 „Pravé“ tlačidlo Pozrite „Ľavé tlačidlo“ 37
41 „Externá“ LED (Dia ľkové ovládanie)
Manipulácia s diaľkovým ovládaním: o „Externá“ LED svieti o Hlavný prúd I1 môže byť regulovaný od min.
po max. prúd systému
Manipulácia s podlahovým ovládaním: o Keď je použité podlahové ovládanie (šlapka)
svieti „Externá“ LED o Systém prepne do 2-taktného režimu. Pokiaľ nie
sú aktivované štartovný a koncový prúd, parametre prúdu podľa krivky upslope / downslope
o Zvárací prúd môže byť regulovaný od min. hodnoty do zvoleného hlavného prúdu I1

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 8
Robotické rozhranie: o Keď je aktívne robotické rozhranie svieti
„Externá“ LED
42 Tlačidlo „Save“ (Tiptronic) Tlačidlo pre memorizáciu (uloženie do pamäte) prác tiptronic.
43 Tlačidlo „Enter“ (Tiptronic) Tlačidlo pre aktivovanie a deaktivovanie individuálnych prác, pokiaľ sú potvrdené memorizované práce (práce uložené v pamäti)
44 Tlačidlo „On/Off“ (Tiptronic) Zapína a vypína tiptronic funkcie
45 Tlačidlo „Gas Test“ Tlačidlo testu plynu „Gas Test“ má stálu funkciu (automatické vypnutie plynu po 1 minúte). Po zapnutí systému môže byť funkcia uvoľňovania plynu vypnutá stlačením tlačidla „Gas Test“.
46 Potvrdzovacie/Enter „Confirmation/Enter“ tlačidlo
Parametre základnej úrovne: o Tlačidlami 37 a 40 sa nastavujú zvolené
parametre. Zobrazujú sa na displeji 51 o Multifunkčným rotačným pulzným enkodérom
47 zmeníte hodnotu parametrov. Priama voľba parametrov je možná pre:
- Rozmer elektródy 62 - Menu príslušenstva 46 - Tiptronic, nastavenia a názov práce 43
Parametre úrovne 1: o Multifunkčným rotačným pulzným enkodérom
47 zvoľte sekundárnu úroveň menu napr. „diagnostika príslušenstva“.
o Stlačte „Confirmation / Enter“ tlačidlo o Zvolený parameter úrovne 1 môže byť
nastavený multifunkčným rotačným pulzným enkodérom 47 a stlačením tlačidla „Confirmation / Enter“ 46
o Multifunkčným rotačným parametrom 47 zmeňte hodnotu parametra
o Za účelom návratu do úrovne 1 stlačte „Confirmation/Enter“ tlačidlo
47 Multifunk čný rotačný pulzný enkodér o Na zmenu zvolených parametrov o Po zvolení hlavného menu, môže byť zvolené
submenu
48 Rotačný pulzný enkodér, Zvárací prúd Na nastavenie hlavného prúdu I1
49 Číslo nastavenia / práce „Set/Job číslo“ Zobrazuje číslo nastavenia a práce (napr. nastavenie 2, práca 8).
50 Digitálny multifunk čný displej I act. = aktuálny zvárací prúd v A (počas zvárania) I ref. = prednastavený zvárací prúd v A Error code = zobrazenie poruchy s chybovým číslom, napr. „E17“. Chyba (porucha) je taktiež je zobrazená na LCD displeji 51 jasným textom.
51 Displej o Zobrazuje hodnoty všetkých parametrov o Hranatá zátvorka = Zobrazenie štandardných
alebo odporúčaných hodnôt o Pre isté parametre je nastavená hodnota
zobrazená v niekoľkých jednotkách (napr. krivka upslope v % a dĺžka času pre prúd podľa krivky upslope/downslope v sekundách)
52 LED Aktivovanej práce „Job Active“ Keď je práca aktivovaná svieti decimálny znak na 7-segmentovom displeji 52
53 Digitálny multifunk čný displej U act. = Aktuálne napätie naprázdno a zváracie napätie Jobs = zobrazenie nastaveného čísla a čísla práce (napr. 2-8, pre nastavenie 2 a prácu 8) Keď je práca aktivovaná svieti decimálny znak na 7-segmentovom displeji 52
54 LED Rozmeru elektródy „Electrode Diameter“ Ak je pre zvolenú volfrámovú elektródu prekročený rozsah zváracieho prúdu, LED svieti na červeno. Pokiaľ sa zvára v rámci odporúčaného rozsahu, LED svieti na zeleno (iba pokiaľ je zvolený parameter rozmer elektródy „Electrode diameter“)
55 Tlačidlo typu prúdu AC (striedavý) Sínusový TIG zváranie:
o Na TIG horáku je AC (striedavý) sínusový potenciál
Zváranie elektródou: o Na obaľovanej elektróde je AC (striedavý)
sínusový potenciál
56 Tlačidlo typu prúdu AC (striedavý) Štvorcový TIG zváranie:
o Na TIG horáku je AC (striedavý) štvorcový potenciál
Zváranie elektródou: o Na obaľovanej elektróde je AC (striedavý)
štvorcový potenciál
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 9
57 Tlačidlo typu prúdu DC+ (jednosmerný kladný) Navolenie DC+ prúdu je možné iba pri procese zvárania elektródou (len pri AC-DC systémoch). Kladný potenciál je na obaľovanej elektróde.
58 Tlačidlo typu prúdu DC- (jednosmerný záporný) TIG zváranie: o Na TIG horáku je DC- jednosmerný záporný
potenciál Zváranie elektródou: o Na obaľovanej elektróde je DC- jednosmerný
záporný potenciál
59 Tlačidlo 4-Taktného módu o Držte prepínač horáku 63 stlačený (takt 1) →
zapálenie so štartovným prúdom Is o Uvoľnite prepínač horáku 63 (takt 2) → rast podľa
krivky upslope na hlavný prúd I1 Stlačením prepínača horáku 64 → schod na sekundárny prúd I2 (so stlačeným prepínačom 63 je umožnený, pokles podľa krivky downslope zo sekundárneho prúdu I2 na finálny prúd IE) Stlačením prepínača horáku 64 → schod na hlavný prúd I1
o Držte prepínač horáku stlačený 63 (takt 3) → pokles podľa krivky downslope na finálny prúd I3
o Uvoľnite prepínač horáku 63 (takt 4) → koniec zvárania
60 Tlačidlo 2-taktného módu o Držte prepínač horáku 63 stlačený (takt 1) →
zapálenie so štartovným prúdom Is, rast podľa krivky upslope na hlavný prúd I1 Stlačením prepínača horáku 64 → schod na sekundárny prúd I2 (po uvoľnení prepínača 63 je
umožnený, pokles podľa krivky downslope zo sekundárneho prúdu I2 na finálny prúd IE) Stlačením prepínača horáku 64 → schod na hlavný prúd I1
o Uvoľnite prepínač horáku 63 (takt 2) → pokles podľa krivky downslope na finálny prúd IE, koniec zvárania (pokles podľa krivky downslope môže byť okamžite ukončený prepínačom horáku 64)
61 Tlačidlo funkcie sklonu Tlačidlo pre zapnutie/vypnutie poklesu prúdu (rastu prúdu) podľa kriviek downslope (upslope). Keď je funkcia poklesu (rastu) prúdu vypnutá, tak štartovný Is a finálny IE prúd, v 2-taktnom móde a móde bodového zvárania sú neaktívne.
62 Tlačidlo rozmeru elektródy Keď nastavíte rozmer volfrámovej / obaľovanej elektródy na displeji sa zobrazí užitočný rozsah zváracieho prúdu. Uskutočňuje sa automatické pre – nastavenie určitých parametrov.
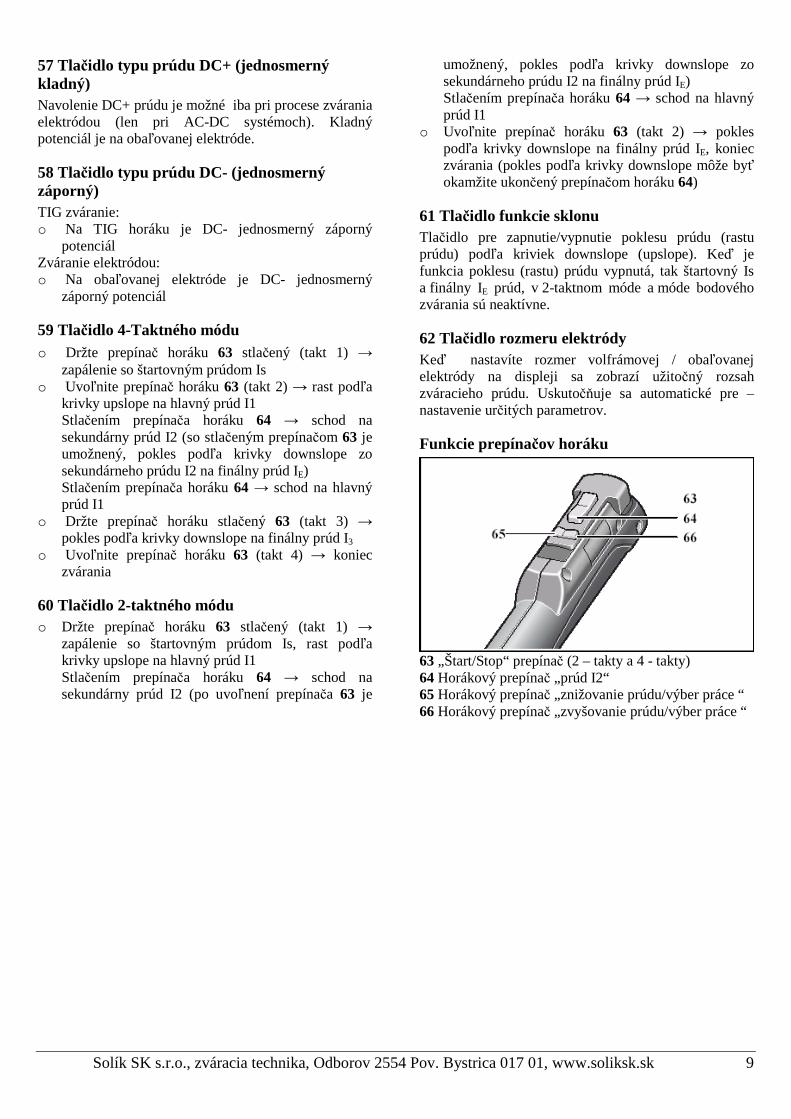
Funkcie prepínačov horáku
63 „Štart/Stop“ prepínač (2 – takty a 4 - takty) 64 Horákový prepínač „prúd I2“ 65 Horákový prepínač „znižovanie prúdu/výber práce “ 66 Horákový prepínač „zvyšovanie prúdu/výber práce “

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 10
Prvky ovládacieho panela DCI 45 / ACI 45 (V30 mobil)
67 Tlačidlo pracovného módu Prepínanie medzi prevádzkovými módmi (2 – taktným a 4 - taktným) Zvolený mód je vysvietený LEDkou.
68 Typ zváracieho prúdu Prepínanie medzi rozdielnymi typmi zváracích prúdov: DC+, DC-, AC sínusový, AC štvorcový. (DC jednosmerný, AC striedavý).
69 Tlačidlo hore / dolu „up / down“ Na zmenenie hodnoty zvoleného parametru.
12 Tiptronic Funkčný opis Funkcia tiptronic umožní pre nastavené zváracie parametre v prácach tiptronic, ich uloženie a navolenie pre opätovné použitie. Do tiptronic setu sa dá zosumírovať desať tiptronic prác (číslo práce 0-9). Je prípustných desať setov (číslo setu 0-9). Takže je možné uloženie celkovo 100 prác. Vo funkcii tiptronic je číslo práce navolené horákovými tlačidlami 65/66 („up/down“ funkcia). Platný set a číslo práce sú zobrazené na digitálnom multifunkčnom displeji 53 a na displeji 51. Uložené práce môžu byť nastavené aktívne alebo neaktívne. Neaktívne práce sú preskočené, keď sú vyvolávané počas zvárania. Toto umožňuje pre tiptronic sety navrhnúť spoločne, ktorá obsahujú iba požadované číslo práce (napr. 1-4-5-8). Nepožadované čísla prác nie sú vymazané a keď je treba môžu byť znova aktivované. Všetky systémové nastavenia sú uložené v práci tiptronic.
V prípade použitia funkcie tiptronic musia byť najskôr naprogramované tiptronic práce. Keď sú programované tiptronic práce, sa musí poznamenať, že počas zvárania pre každú výmenu práce, môže byť zmenená zváracia metóda ale nie metóda taktu. Napr. Ak počas zvárania je vykonané prepnutie z čísla práce 5 v 2 – taktnom móde do čísla práce 6 v 4 – taktnom móde, potom sú prevzaté všetky nastavenia čísla práce 6, ale systém zostáva v 2 – taktnom móde do konca zvárania.
Poznámky o Tiptronic operáciach o Prepínačmi 65/66 sa môžu navoliť iba aktívne práce
aktuálneho tiptronic setu o Číslo práce bliká na displeji 51→práca voľná o Číslo práce nebliká a na 7-segmentovom displeji 52
nesvieti decimálne číslo → deaktivovaná práca o Číslo práce nebliká a na 7-segmentovom displeji 52
svieti decimálne číslo → aktívna práca
Programovanie práce o zváranie v parametre o stlačte tlačidlo „Save“ 42 → „Save“ LED bliká a
„On/Off“ LED svieti o Počas 10 sekúnd zvoľte číslo setu a práce použitím
rotačného pulzného enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66 Každé pôsobenie multifunkčného pulzného enkodéru alebo horákového prepínača predlžuje čas voľby. „Save“ LED zhasne 10 sekúnd po poslednej aktivácii.
o Pre potvrdenie voľby stlačte tlačidlo „Enter“ 43 o Ako potvrdenie uloženia LEDky „Save“ a „Enter“
krátko bliknú
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 11
Voľba práce o Tlačidlom „On/Off“44 prepnite do funkcie tiptronic → LED „On/Off“ svieti
o Zvoľte číslo setu a práce použitím rotačného pulzného enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66
o Na ukončenie funkcie tiptronic stlačte tlačidlo „On/Off“ 44 → LED „On/Off“ zhasne
o Predošlé nastavenia sú znovu obnovené
Zmena práce o Tlačidlom „On/Off“44 prepnite do funkcie tiptronic → LED „On/Off“ svieti
o Zvoľte číslo setu a práce použitím rotačného pulzného enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66
o Zmena parametrov: Rotačným pulzným enkodérom zváracieho prúdu 48 okamžite zmeníte hlavný prúd I1. Tlačidlami „Left/Right“ 37 a 40 zvoľte ostatné parametre a zmente ich použitím multifunkčného pulzného enkodéru 47
o Stlačte tlačidlo „Save“ 42 → „Save“ LED bliká o Do 10 sekúnd stlačte tlačidlo „Enter“ 43 o Pre potvrdenie uloženia LEDky „Save“ a „Enter“
krátko bliknú
Kopírovanie prác o Tlačidlom „On/Off“ 44 zapnite funkciu tiptronic →
LED „On/Off“ svieti o Zvoľte číslo setu a práce použitím rotačného pulzného
enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66
o Stlačte tlačidlo „Save“ 42 → „Save“ LED bliká o Pre potvrdenie voľby stlačte tlačidlo „Enter“ o Ako potvrdenie uloženia LEDky „Save“ a „Enter“
krátko bliknú
Aktivovanie/Deaktivovanie práce o Tlačidlom „On/Off“ 44 zapnite funkciu tiptronic →
LED „On/Off“ svieti o Zvoľte číslo setu a práce použitím rotačného pulzného
enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66
Decimálne číslo 52 na 7-segmentovom displeji svieti → práca je aktivovaná Decimálne číslo 52 na 7-segmentovom displeji nesvieti → práca je deaktivovaná
o Stlačte tlačidlo „Enter“ 43 o V závislosti na statuse predchádzajúcej práce,
decimálne číslo na 7-sementovom displeji 53 zhasne alebo svieti.
Pridelenie názvu pre set a prácu o Tlačidlom „On/Off“ 44 zapnite funkciu tiptronic →
LED „On/Off“ svieti o Zvoľte číslo setu a práce použitím rotačného pulzného
enkodéru 47 alebo zvoľte číslo práce horákovým prepínačom 65/66
o Stlačte „Confirmation/Enter“ 46 → symbol na displeji bliká
o Použitím tlačidiel „Left/Right“ 37 a 40 zvoľte symbol a zmeňte ho multifunkčným rotačným pulzným enkodérom 47
o Okamžité ukončenie bez uloženia do pamäte je možné po stlačení tlačidla „On/Off“ 44
o Uloženie zmien tlačidlom „Potvrdzovacím/Enter“ 46 Keď kopírujete prácu, je prevzaté práve označené meno práce.
13 Špeciálne funkcie
Test vodnej pumpy Držte stlačené tlačidlo „Confirmation/Enter“ 46 stlačené a zároveň stlačte tlačidlo „Gas test“ 45 → zapne sa vodná pumpa a beží približne 1 minútu. Pre vypnutie znovu stlačte tlačidlo „Confirmation/Enter“ 46 a zároveň stlačte tlačidlo „Gas test“ 45 45 → vodná pumpa sa vypne
Reset do fabrických nastavení Držte stlačené tlačidlo „Confirmation/Enter“ 46 stlačené a zároveň stlačte tlačidlo „Enter“ 43 → všetky zváracie parametre (resp. nastavenia prítomnej práce v tiptronic móde) sú resetované do predvolených hodnôt.
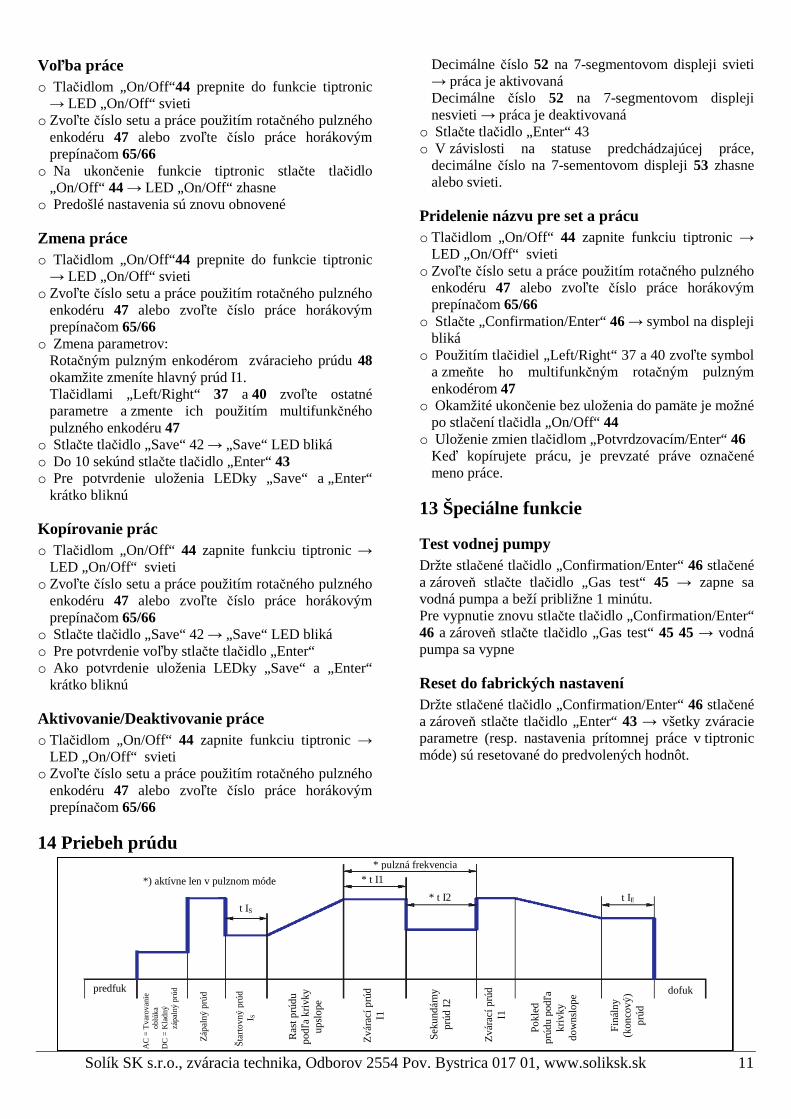
14 Priebeh prúdu
*) aktívne len v pulznom móde
predfuk
* pulzná frekvencia
dofuk
AC
= T
varo
vani
e
obl
úka
DC
= K
ladn
ý
záp
alný
prú
d
Zá
paln
ý pr
úd
Šta
rto
vný
prúd
I S
Ra
st p
rúd
u p
odľa
kriv
ky
up
slo
pe
Zvá
rací
prú
d
I1
Se
kund
árn
y p
rúd
I2
Zvá
rací
prú
d
I1
Po
kled
p
rúd
u po
dľa
kriv
ky
do
wn
slop
e
Fin
áln
y (k
onco
vý)
prú
d
t IS
* t I1
* t I2 t IE
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 12
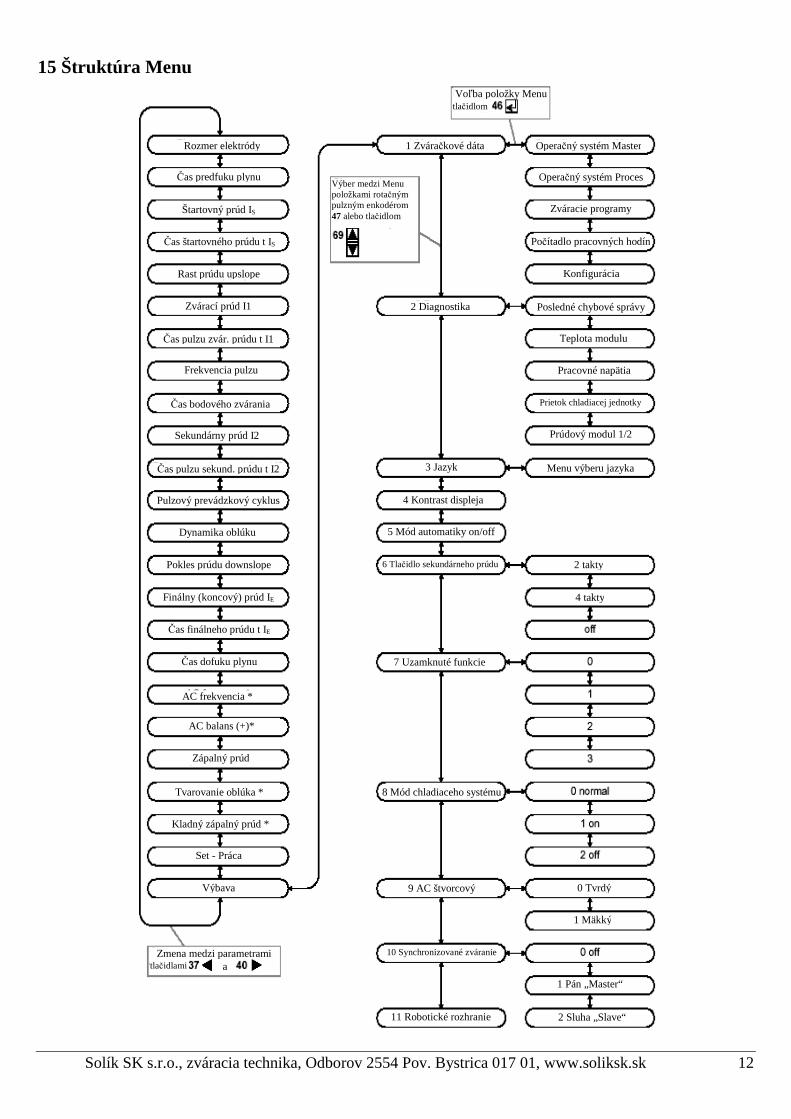
15 Štruktúra Menu
Rozmer elektródy
Čas predfuku plynu
Štartovný prúd IS
Čas štartovného prúdu t IS
Rast prúdu upslope
Zvárací prúd I1
Čas pulzu zvár. prúdu t I1
Frekvencia pulzu
Čas bodového zvárania
Sekundárny prúd I2
Čas pulzu sekund. prúdu t I2
Pulzový prevádzkový cyklus
Dynamika oblúku
Pokles prúdu downslope
Finálny (koncový) prúd IE
Čas finálneho prúdu t IE
Čas dofuku plynu
AC frekvencia *
AC balans (+)*
Zápalný prúd
Tvarovanie oblúka *
Kladný zápalný prúd *
Set - Práca
Výbava
Zmena medzi parametrami tlačidlami a
Voľba položky Menu tlačidlom
1 Zváračkové dáta
Výber medzi Menu položkami rotačným pulzným enkodérom 47 alebo tlačidlom
2 Diagnostika
3 Jazyk
4 Kontrast displeja
5 Mód automatiky on/off
6 Tlačidlo sekundárneho prúdu
7 Uzamknuté funkcie
8 Mód chladiaceho systému
9 AC štvorcový
10 Synchronizované zváranie
11 Robotické rozhranie
Operačný systém Master
Operačný systém Proces
Zváracie programy
Počítadlo pracovných hodín
Konfigurácia
Posledné chybové správy
Teplota modulu
Pracovné napätia
Prietok chladiacej jednotky
Prúdový modul 1/2
Menu výberu jazyka
2 takty
4 takty
0 Tvrdý
1 Mäkký
1 Pán „Master“
2 Sluha „Slave“

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 13
Hlavná úroveň
Parameter
TIG
Aut
om..
TIG
man
uál
Ele
ktró
da
Aut
omat
ika
Ele
ktró
da
man
uál
Pripomienky
Rozmer elektródy 1 – 5 mm x x Volfrámová elektróda Rozmer elektródy 1,6 – 6 mm x x Obaľovaná elektróda Čas predfuku plynu 0,1 – 10 s x x
Štartovný prúd IS 5 – 200% z I1 x x Akýkoľvek, nie vyšší ako max. prúd systému Imax. Iba v 4 – taktnom móde alebo v 2 – taktnom móde, so zapnutou funkciou Ramp („Ramp“ funkcia„On“)
Štartovný prúd IS min.-max. prúd
systému A x x
Iba v 4 – taktnom móde alebo v 2 – taktnom móde, so zapnutou funkciou „Ramp“ („Ramp“ funkcia„On“)
Čas štartovného prúd IS t 0 – 10 s x x x x Iba so zapnutou funkciou „Ramp“ („Ramp“ funkcia „On“) alebo v móde obaľovaných elektród, nie v 4 – taktnom móde.
Rast prúdu podľa krivky upslope 0,1 – 99 % x x x x Iba so zapnutou funkciou „Ramp“ („Ramp“ funkcia „On“)
Zvárací prúd I1 min.-max. prúd
systému A x x x x
Čas pulzu zváracieho prúdu t I1 0,2 – 5000 ms X x Iba v zapnutom móde pulzovania „Pulsing“ „On“ Frekvencia pulzu 0,2 – 2000 Hz x x Iba v zapnutom móde pulzovania „Pulsing“ „On“ Čas bodového zvárania 0,1 – 10 s x x Iba v zapnutom móde bodového zvárania „Spot welding“ „On“
Sekundárny prúd I2 5 – 200% z I1 x x Akýkoľvek, nie vyšší ako max. prúd systému Imax. Môže byť zvolený horákovým prepínačom 2.
Sekundárny prúd I2 min.-max. prúd systému A
X x Môže byť zvolený horákovým prepínačom 2.
Čas pulzu sekundárneho prúdu I2 0,2 – 5000 ms x x Iba v zapnutom móde pulzovania „Pulsing“ „On“ Pulz prevádzkového cyklu 1 – 99 % x x Iba v zapnutom móde pulzovania „Pulsing“ „On“ (t I1 x frekvencia) Dynamika oblúku 0 – 100 % x x Korekcia naprogramovanej hodnoty (odozva skratu) Pokles prúdu podľa krivky downslope 0,1 – 99 % x X Iba so zapnutou funkciou „Ramp“ („Ramp“ funkcia „On“)
Finálny prúd IE 5 – 150% z I1 x Akýkoľvek, nie vyšší ako max. prúd systému Imax. Iba v 4 – taktnom móde alebo so zapnutou funkciou Ramp („Ramp“ funkcia „On“)
Finálny prúd IE min.-max. prúd
systému A Iba v 4 – taktnom móde alebo so zapnutou funkciou Ramp („Ramp“ funkcia „On“)
Čas finálneho prúdu IE 0 – 10 s x x Iba so zapnutou funkciou Ramp („Ramp“ funkcia„On“), niev 4 – taktnom móde Čas dofuku plynu 50 – 200 % x x Korekcia naprogramovanej hodnoty, závisí na nastavenom I1 (približne 1-30 s) AC frekvencia* 30 – 200 Hz x X x x Iba pri AC zváraní (vyššia frekv. = koncentrovaný oblúk, nižšia frekv. = širší oblúk)
AC balans (+)* 10-90% kladnej
pol vlny x X x x
Iba pri AC zváraní (veľká kladná polvlna = veľký čistiaci efekt, nízka hĺbka vniku; malá kladná polvlna = malý čistiaci efekt, veľká hĺbka vniku)
Zápalný prúd 50 – 200 % x x Korekcia naprogramovanej hodnoty, závisí na rozmere zvolenej volfrámovej elektródy
Profil (tvar) oblúka* 50 – 200 % x x Iba pri AC zváraní. Korekcia naprogramovanej hodnoty, závisí na rozmere zvolenej volfrámovej elektródy
Kladný zápalný prúd* *) nie v ovládaní DCI 50 - 200 % x x
Iba pri DC zváraní (len pri AC-DC systémoch). Korekcia naprogramovanej hodnoty, závisí na rozmere zvolenej volfrámovej elektródy
Set - Práca 0–0 až 9-9 x x Indikácia mena setu a práce (len pri zapnutej funkcii tiptronic „Tiptronic“ „On“) Operačný systém, riadiaci
Číslo verzie riadiaceho operačného systému je zobrazené (napr. „1 070404 07“)
Oper. systém, prevádzky
Číslo verzie prevádzkového operačného systému
Zváracie progrmy
Číslo verzie zváracích programov
Počítanie pracovn. hodín
Zvárací čas je zobrazený v hod., min., sek.
Výbava 1 Údaje o zariadení
Konfigurácia Konfigurácia je zobrazená Posledné chybové správy
Zobrazí posledné tri chybové správy s príslušným časom
Teplota modulu Je zobrazená aktuálna teplota (v°C) Pracovné napätie Sú zobrazené privedené napätia 15V a 24V Prietok. množ. chladiacej jednotky
Je zobrazený aktuálny prietok chladiacej kvapaliny v [l/min.]
2 Diagnostika
Prúd, modul 1/2 Je zobrazený aktuálny zvárací prúd každého zdroja 3 Jazyk Menu výberu jazyka 4 Kontrast displeja 10 - 60
on Zváracie parametre sú nastavené na naprogramované hodnoty, ktoré môžu byť alternované v percentách
5 Mód automatiky
off Zváracie parametre sa môžu nastaviť na priame (vlastné) hodnoty (nemôžu byť zmenené v percentách)
2 - takty Pokiaľ je stlačené tlačidlo sekundárneho prúdu je sekundárny prúd aktívny
4 - takty Pre aktivovanie sekundárneho prúdu stlačte raz. Pre obnovenie normálneho zváracieho prúdu stlačte dvakrát.
6 Tlačidlo sekundárneho prúdu
off Tlačidlo sekundárneho prúdu neplní funkciu 0 Všetky funkcie schopné prevádzky 1 Voľný zvárací prúd, taktiež aj funkcie tiptronic a prepínanie medzi automatikou
2 Voľné zap./vyp funkcie tiptronic „Tiptronic On/Off“ a voľba práce, taktiež kontrast displeja a voľba jazyka
7 Uzamknutie funkcie
3 Všetky funkcie blokované, vynímajúc prehliadania menu a testu plynu (elektródový mód môže byť vypnutý)
0 normal Chladiaca jednotka sa zapne v momente zapálenia oblúka 1 on Chladiaca jednotka trvalo beží
8 Mód chladiaceho systému
2 off Chladiaca jednotka je deaktivovaná 0 tvrdý 9 AC (striedavý prúd) štvorcový
1 mäkký 0 off
1 Master 10 Synchronizované zváranie
2 Slave
11 Robotické rozhranie Položka je obsiahnutá v menu len keď je zariadenie vybavené robotickým rozhraním (Ďalšie info. o nastavení / konfigurácii sú v manuále INT)

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 14
16 Základy o zváraní
Zváranie obaľovanými elektródami Pri všeobecne známom zváraní (ručné s elektródami) sa používajú obalené elektródy. Obal elektródy horí pri procese zvárania spolu s jadrom elektródy. Tým vzniká ochranný plyn. Obal taktiež môže obohatiť zvárací kúpeľ o niektoré elementy, ktoré sa uvoľňujú počas procesu zvárania. Na povrchu sa vytvorí vrstva, ktorá chráni ochladzujúci sa zvar pred vzduchom v okolí. Obaly elektród sa rozlišujú podľa hrúbky a typu, tiež podľa ich chemického zloženia.. Z toho vyplývajú rozličné vlastnosti zvárania a tým rozličné prípady použitia pre elektródy. Rozdelenie a pomenovanie tyčových elektród je upravené v DIN EN 499 (predtým DIN 1913).
TIG zváranie TIG zvárací proces je univerzálne aplikovateľná procedúra, ktorá vedie do vysokokvalitných spojov. Elektróda TIG procesu je zložená z netaviaceho volfrámu, ochranný plyn je inertný plyn. Inertný plyn je chemicky neutrálny a nereaguje so zváraným kovov. Inertné plyny sú napr. Argón, Hélium a ich zmesi. Najčastejšie sa používa čistý argón (99,9%). Ochranný plyn by mal byť suchý. DIN 32 526 definuje rôzne typy ochranného plynu
Základy TIG zvárania Neroztaviteľná volfrámová elektróda sa upne upínacím puzdrom do plynom alebo vodou chladeného horáka. Medzi volfrámovou elektródou a zváraným kusom vzniká zvárací oblúk v inertnej ochrannej atmosfére. Volfrámová elektróda je teda nositeľom zváracieho oblúka. Zvárací oblúk roztaví obrábaný kus bod po bode, vytvorí sa tavný kúpeľ. Z plynovej trysky prúdi ochranný plyn. Chráni volfrámovú elektródu, zvárací oblúk a tavný kúpeľ pred vzduchom v okolí. Tým sa zabráni neželanej oxidácii. Zlé výsledky zvárania môžu vzniknúť aj z chýb v prívode ochranného plynu.
Ak je potrebný dodatočný materiál, ten sa zavedie ako dodatočný drôt rukou ako pri zváraní plynom Pritom musí byť pridávaný drôt legovaný rovnako alebo vyššie ako základný materiál. Bez pridávania drôtu sa veľmi dobre robia lemové a rohové zvary.
V princípe môže byť pri TIG zváraní použitý tak jednosmerný (DC) ako aj striedavý prúd (AC). Typ prúdu a polarita závisia na zváranom materiály. Nelegovaná a nízko legovaná oceľ, vysoko legovaná oceľ a meď, tak ako aj titán a tantal sa zvárajú jednosmerným prúdom, pričom je elektróda kvôli väčšej prúdovej zaťaženosti napojená na mínusový pól. Pri zváraní hliníka a magnézia, ako aj ich zliatin sa používa striedavý prúd, aby sa roztrhla vysoko taviaca, pevná oxidová vrstva, ktorá sa tvorí na tavnom kúpeli, príp. ktorá je zvyšná na základnom materiáli. Ak by táto okysličená vrstva chýbala, napr. keď sa dlhší čas zvára na tom istom mieste, môže dôjsť k nestabilnému zváraciemu oblúku, ktorý sa príležitostne odtrhne (strhne).
Tvar hrotu elektródy Volfrámové elektródy musia byť obrúsené zásadne v pozdĺžnom smere, pretože priečne (šikmo) sa vinúce brúsne ryhy spôsobujú nepravidelný zvárací oblúk. Nábrus na elektródach pri zváraní jednosmerným prúdom musí mať tvar špicu ceruzky a takým aj zostať. Pritom závisí uhol špicu od veľkosti zváracieho prúdu.
Zvárací prúd (A)
Uhol elektródy (°°°°)
20 30 20-100 60-90 100-200 90-120 Nad 200 120
Pri zváraní striedavým prúdom stačí hrany elektródy ľahko zabrúsiť. Po nejakom čase sa nastaví zaoblený, až ľahko vypuklý tvar. � Ak sa špic elektródy pri dotknutí zváracieho kúpeľa alebo výplňového (dodatočného) vlákna znečistí, musí sa táto časť úplne odbrúsiť. Na elektróde sa musí špic zabrúsiť nanovo. V pozdĺžnom smere.
Obaľovaná elektróda
Obal
Základný drôt
Plyn/Struska
Oblúk
Zváraný materiál
Tavná zóna
Ochranný plyn
Volfrámová elektróda
Plynová tryska
Ochrannýplyn
Zazváraný spoj Oblúk
Výplňové vlákno
Pracovný kus
Napájanie
Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 15
17 Starostlivosť a údržba Prosíme dajte pozor na bezpečnostné predpisy pri všetkých údržbových prácach. Zváračka vyžaduje minimálnu údržbu. Na zabezpečenie bezproblémovej prevádzky by ste mali dodržiavať len niekoľko bodov: - Čas od času skontrolujte napájací kábel, napájaciu
zástrčku a zvárací horák taktiež i uzemnenie - Jeden, dva krát do roka vyčistite zváračku čistým
vzduchom s nízkym tlakom. Zariadenie vypnite a vytiahnite zástrčku zo siete. Otvorte kryt a zváračku vyčistite aj vnútri – vyhnite sa priamemu fúkaniu na elektronické časti – môžu sa zničiť.
- Skontrolujte či je spojenie horáku vodotesné.
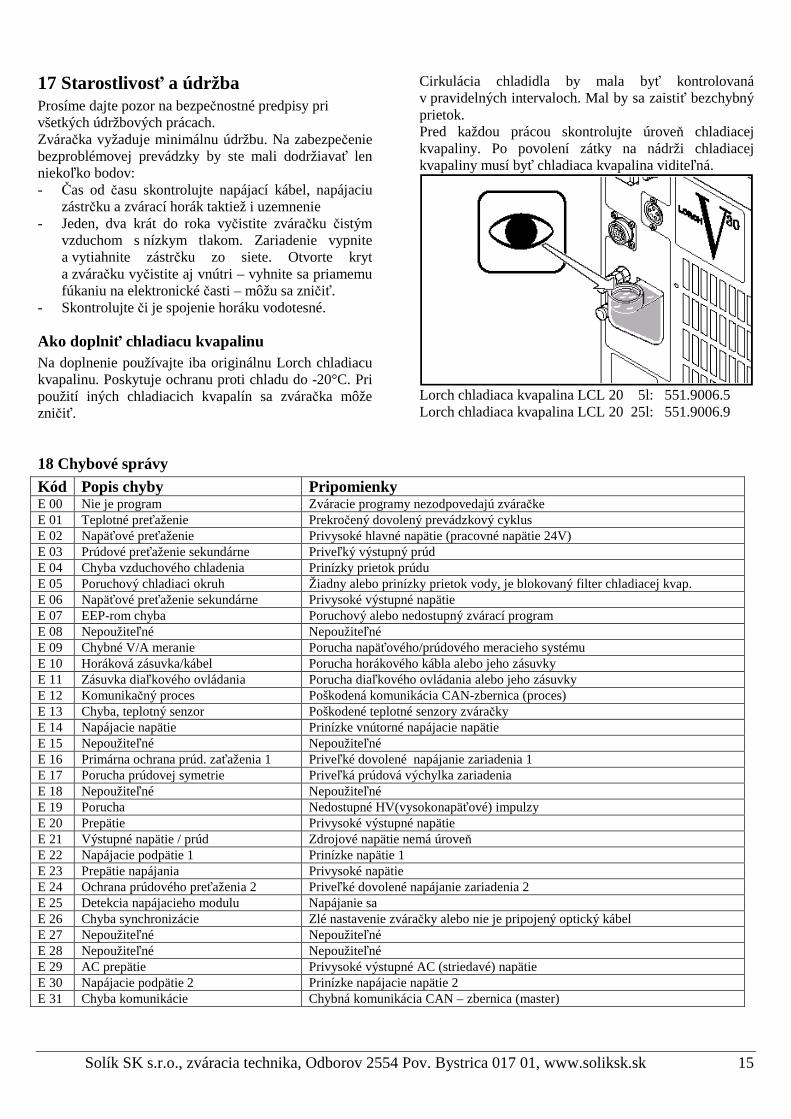
Ako doplniť chladiacu kvapalinu Na doplnenie používajte iba originálnu Lorch chladiacu kvapalinu. Poskytuje ochranu proti chladu do -20°C. Pri použití iných chladiacich kvapalín sa zváračka môže zničiť.
Cirkulácia chladidla by mala byť kontrolovaná v pravidelných intervaloch. Mal by sa zaistiť bezchybný prietok. Pred každou prácou skontrolujte úroveň chladiacej kvapaliny. Po povolení zátky na nádrži chladiacej kvapaliny musí byť chladiaca kvapalina viditeľná.
Lorch chladiaca kvapalina LCL 20 5l: 551.9006.5 Lorch chladiaca kvapalina LCL 20 25l: 551.9006.9
18 Chybové správy Kód Popis chyby Pripomienky E 00 Nie je program Zváracie programy nezodpovedajú zváračke E 01 Teplotné preťaženie Prekročený dovolený prevádzkový cyklus E 02 Napäťové preťaženie Privysoké hlavné napätie (pracovné napätie 24V) E 03 Prúdové preťaženie sekundárne Priveľký výstupný prúd E 04 Chyba vzduchového chladenia Prinízky prietok prúdu E 05 Poruchový chladiaci okruh Žiadny alebo prinízky prietok vody, je blokovaný filter chladiacej kvap. E 06 Napäťové preťaženie sekundárne Privysoké výstupné napätie E 07 EEP-rom chyba Poruchový alebo nedostupný zvárací program E 08 Nepoužiteľné Nepoužiteľné E 09 Chybné V/A meranie Porucha napäťového/prúdového meracieho systému E 10 Horáková zásuvka/kábel Porucha horákového kábla alebo jeho zásuvky E 11 Zásuvka diaľkového ovládania Porucha diaľkového ovládania alebo jeho zásuvky E 12 Komunikačný proces Poškodená komunikácia CAN-zbernica (proces) E 13 Chyba, teplotný senzor Poškodené teplotné senzory zváračky E 14 Napájacie napätie Prinízke vnútorné napájacie napätie E 15 Nepoužiteľné Nepoužiteľné E 16 Primárna ochrana prúd. zaťaženia 1 Priveľké dovolené napájanie zariadenia 1 E 17 Porucha prúdovej symetrie Priveľká prúdová výchylka zariadenia E 18 Nepoužiteľné Nepoužiteľné E 19 Porucha Nedostupné HV(vysokonapäťové) impulzy E 20 Prepätie Privysoké výstupné napätie E 21 Výstupné napätie / prúd Zdrojové napätie nemá úroveň E 22 Napájacie podpätie 1 Prinízke napätie 1 E 23 Prepätie napájania Privysoké napätie E 24 Ochrana prúdového preťaženia 2 Priveľké dovolené napájanie zariadenia 2 E 25 Detekcia napájacieho modulu Napájanie sa E 26 Chyba synchronizácie Zlé nastavenie zváračky alebo nie je pripojený optický kábel E 27 Nepoužiteľné Nepoužiteľné E 28 Nepoužiteľné Nepoužiteľné E 29 AC prepätie Privysoké výstupné AC (striedavé) napätie E 30 Napájacie podpätie 2 Prinízke napájacie napätie 2 E 31 Chyba komunikácie Chybná komunikácia CAN – zbernica (master)

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 16
19 Synchronizované zváranie V pracovnom móde synchronizovaného zvárania „synchronous welding“ sú schopné 2 zváračky, prepojené optickým káblom, zvárať s rovnakou AC-frekvenciou a rovnakým AC-balancom. To spôsobí, že obe zváračky pracujú vo fáze, obe zváračky zvárajú vždy s rovnakou polaritou napätia. Každá zmena polarity sa prejaví súčasne na oboch zváračkách. Zváračky pracujú na princípe „Master - Slave“ („Pán – Sluha“): AC-frekvencia a AC-balans sa nastavuje na zváračke, ktorá sa zvolí ako pán „master“, pričom AC frekvencia nezávisí na frekvencii napájania. Zváračka, ktorá sa zvolí ako sluha „slave“ si nastavuje AC- frekvenciu automaticky. Postupná synchronizácia oboch zváračiek dovoľuje rozdielne nastavenia zváracieho prúdu a TIG AC-módu (sínusový/štvorcový) pre pána „master“ a sluhu „slave“.
Prevádzkové nastavenia -Optickým káblom prepojte obe zváračky -Nastavte jednu ako „master“, druhú ako „slave“ (Externá LED bliká) v menu „Extras/Synchronous“ zváranie -Nastavte obe zváračky do TIG AC-módu.Sú dovolené rozdielne nastavenia zváracieho prúdu a TIG AC-módu (sínusový/štvorcový) pre pána „master“ a sluhu „slave“. -Nastavte AC-frekvenciu a AC-balans na pánovi „master“. Sluha „slave“ si prevezme nastavenia. - Sú dovolené rozdielne nastavenia zváracieho prúdu pána „master“ a sluhu „slave“. Upozornenie Optickým vláknom sa môžu prepojiť len tie zváračky, ktoré sú vybavené príslušným hardvérom pre synchronizované zváranie. To znamená, že majú konektor pre optické vlákno. Dovtedy, pokiaľ je aktivované synchronizované zváranie v menu „Extras/Synchronous“, zváračka automaticky kontroluje správnosť všetkých nastavení. V prípade zlých nastavení sa na displeji zobrazí chybová správa E26 Chyba synchronizácie. Možné príčiny: -optický kábel chýba, alebo je poškodený -jedna zváračka je vypnutá -jedna zváračka nie je v synchronizovanom móde -jedna zváračka nie je v TIG AC-móde
-obe zváračky sú nastavené ako „master“ alebo „slave“ Ak by mali byť zváračky znovu použité na samostatné zváranie, tak by sa mal deaktivovať synchronizovaný mód, inak synchronizácia zostane v prevádzke. Ak by mala byť jedna zváračka znovu použitá na samostatné zváranie, nie je nevyhnutné deaktivovať synchronizovaný mód. Optický kábel druhej zváračky musí zostať pripojený a zváračka musí byť v móde „Stand-by“ (zapnutá)
20 Príslušenstvo Pozrite cenník. Prosíme dodržujte vložené podmienky záruky.
21 Servis Lorch Schweißtechnik GmbH Postfach 1160 D-71547 Auenwald Germany Telefon: +49(0)7191/503-0 Telefax: +49(0)7191/503-199
22 Certifikát zhody Týmto deklarujeme, že tento výrobok bol vyrobený v zhode s nasledovnými štandardami: EN 60974-1, EN 50 199, prispôsobený smerniciam 73/23EWG 89/336EWG
Wolfgang Grüb Director
Lorch Schweißtechnik GmbH

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 17
OBSAH 1 Bezpečnostné opatrenia......................................3 2 Časti zváračky .....................................................3 3 Hlavné zásady používania..................................4 4 Ochrana zváračky ..............................................4 5 Vydávanie hluku.................................................4 6 UVV preskúšanie (UVV = predpisy pre prevenciu pred nehodami)....................................4 7 Elektromagnetická kompatibilita .....................4 8 Technické údaje..................................................4 9 Návod v krátkosti ...............................................5 10 Pred prevádzkou...............................................5
Pripojenie horáku.................................................5 Vkladanie elektródy.............................................6 Pripojenie uzemňovacieho kábla.........................6 Pripojenie uzemňovacej svorky...........................6 Pripojenie napätia ................................................6 Pripojenie plynovej fľaše.....................................6
11 Prevádzkové nastavenia...................................7 Prvky ovládacieho panelu DCI 40 / ACI 40........7 35 Prevádzkové tlačidlo zvárania elektródou......7 36 Tlačidlo módu bodového zvárania (Iba 2-taktná prevádzka).................................................7 37 „Ľavé“ tlačidlo................................................7 38 Tlačidlo pulzovania ........................................7 39 Tlačidlo funkcie HF (vysokofrekvenčné zapaľovanie) ........................................................7 40 „Pravé“ tlačidlo ..............................................7 41 „Externá“ LED (Diaľkové ovládanie) ............7
Manipulácia s diaľkovým ovládaním:.............7 Manipulácia s podlahovým ovládaním:...........7 Robotické rozhranie: .......................................8
42 Tlačidlo „Save“ (Tiptronic)............................8 43 Tlačidlo „Enter“ (Tiptronic) ...........................8 44 Tlačidlo „On/Off“ (Tiptronic) ........................8 45 Tlačidlo „Gas Test“ ........................................8 46 Potvrdzovacie/Enter „Confirmation/Enter“ tlačidlo .................................................................8
Parametre základnej úrovne: ...........................8 Parametre úrovne 1:.........................................8
47 Multifunkčný rotačný pulzný enkodér ...........8 48 Rotačný pulzný enkodér, Zvárací prúd ..........8 49 Číslo nastavenia / práce „Set/Job číslo“ .........8 50 Digitálny multifunkčný displej.......................8 51 Displej.............................................................8 52 LED Aktivovanej práce „Job Active“ ............8 53 Digitálny multifunkčný displej.......................8
54 LED Rozmeru elektródy „Electrode Diameter“............................................................ 8 55 Tlačidlo typu prúdu AC (striedavý) Sínusový8 56 Tlačidlo typu prúdu AC (striedavý) Štvorcový............................................................................ 8 57 Tlačidlo typu prúdu DC+ (jednosmerný kladný) ................................................................ 9 58 Tlačidlo typu prúdu DC- (jednosmerný záporný) .............................................................. 9 59 Tlačidlo 4-Taktného módu............................. 9 60 Tlačidlo 2-taktného módu.............................. 9 61 Tlačidlo funkcie sklonu ................................. 9 62 Tlačidlo rozmeru elektródy............................ 9 Funkcie prepínačov horáku................................. 9 Prvky ovládacieho panela DCI 45 / ACI 45 (V30 mobil)................................................................ 10 67 Tlačidlo pracovného módu .......................... 10 68 Typ zváracieho prúdu .................................. 10 69 Tlačidlo hore / dolu „up / down“ ................. 10
12 Tiptronic Funkčný opis................................. 10 Poznámky o Tiptronic operáciach ....................10 Programovanie práce ........................................ 10 Voľba práce ...................................................... 11 Zmena práce...................................................... 11 Kopírovanie prác............................................... 11 Aktivovanie/Deaktivovanie práce..................... 11 Pridelenie názvu pre set a prácu ....................... 11
13 Špeciálne funkcie............................................ 11 Test vodnej pumpy............................................ 11 Reset do fabrických nastavení .......................... 11
14 Priebeh prúdu................................................ 11 15 Štruktúra Menu ............................................. 12 16 Základy o zváraní.......................................... 14
Zváranie obaľovanými elektródami.................. 14 TIG zváranie ..................................................... 14
Základy TIG zvárania ................................... 14 Tvar hrotu elektródy ......................................... 14
17 Starostlivosť a údržba................................... 15 Ako doplniť chladiacu kvapalinu ..................... 15 18 Chybové správy ........................................... 15
19 Synchronizované zváranie............................ 16 Prevádzkové nastavenia.................................... 16
20 Príslušenstvo...................................................16 21 Servis............................................................... 16 22 Certifikát zhody ............................................. 16

Solík SK s.r.o., zváracia technika, Odborov 2554 Pov. Bystrica 017 01, www.soliksk.sk 18
Related Documents