"FLEXIBILITY: AN IMPORTANT DIMENSION IN MANUFACTURING" by Mihkel M. TOMBAK* N° 88 / 34 * Mihkel M. TOMBAK, Assistant Professor of Production and Operations Management, INSEAD, Fontainebleau, France. Director of Publication : Charles WYPLOSZ, Associate Dean for Research and Development Printed at INSEAD, Fontainebleau, France

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

"FLEXIBILITY: AN IMPORTANT DIMENSIONIN MANUFACTURING"
byMihkel M. TOMBAK*
N° 88 / 34
* Mihkel M. TOMBAK, Assistant Professor of Production and OperationsManagement, INSEAD, Fontainebleau, France.
Director of Publication :
Charles WYPLOSZ, Associate Deanfor Research and Development
Printed at INSEAD,Fontainebleau, France

FLEXIBILITY: AN IMPORTANT DIMENSION
IN MANUFACTURING
BY
MIBREL M. TOMBAI(
EUROPEAN INSTITUTE OF BUSINESS ADMINISTRATION (INSEAD)
JUNE 1988

FLEXIBILITY: AN IMPORTANT DIMENSION IN MANUFACTURING
ABSTRACT
This paper examines the question of whether flexibility in
manufacturing is an important decision variable for management.
Due to the advent of a new manufacturing technology, flexible
manufacturing systems (FMS), flexibility is an issue which has
received an increasing amount of attention in recent years. The
results of an analysis of the Profit Impact of Marketing Strategy
(PIMS) database show that the amount of flexibility has significant
impact on firm performance.

FLEXIBILITY: AN IMPORTANT DIMENSION IN MANUFACTURING
=7:Z
In a society of ever-changing needs and wants in the products we
buy, modern manufacturers have necessarily become concerned with their
ability to adapt to frequently changing demands in product
characteristics, levels of output and in the manufacturing process
itself. They now need to forecast changes in the market - a complex
and difficult process - in order to ensure that they do not make
unwise investments in manufacturing systems that are costly and that
will possibly be obsolete soon. The term "flexibility" is heard more
and more in defining the competitive edge. In the executive offices of
firms, managers are increasingly aware of the value of long-range
planning. Flexibility is an integral element of such strategic
thinking. The firms that survive in the long run are those able to
adapt to the changing market environment because they have been
flexible in their manufacturing facilities, and have not had to open
and close plants.
While the profit impact of production costs is direct and clear,
the effects of factors such as quality, dependability and flexibility
are more indirect, as they depend on such extraneous factors as buyer
behaviour and the costs involved in creating the system.
Nevertheless, these factors do make a difference in firm performance
and we now know that the correlation between firm performance and
flexibility has been considered an important decision variable in
manufacturing strategy in recent years.
The pursuit of flexibility has led many large firms to invest in
sophisticated plants known as Flexible Manufacturing Systems (FMS) to
the tune of 10 to 12 million dollars apiece. These wonders of modern
technology make it easier for managers to deal with predicting market
changes by their ability to quickly and economically adapt to such
changes. An investment in a large hi-tech system such as an FMS is
indeed a costly venture. We find the manager faced with an enormous
and difficult decision: whether to make the large investment in an FMS
or to turn to more static, less expensive machines dedicated to

- 2
certain, fixed types of products. In mapping corporate strategy, the
modern manufacturer must consider the intricate problem of future
utility of such a system. Let us examine more clearly what these new
manufacturing systems are.
WHAT IS AN FMS?
Flexible Manufacturing Systems are characterized by:
1) Numerically controlled (NC) machine tools which have automated
tool changers,
2) Automated materials handling, and
3) Centralized computer control.
FMS Machine Tools
These systems are flexible with respect to product designs in
contrast to "hard automation" since FMS tool set-up does not require
mechanical limits and adjustments which would necessitate human
intervention during operation. Numerically controlled machines and
computer integration facilitate this flexibility because of the high
speeds with which they can transmit changes in procedure. These
changes in procedure are expedited through the use of automatic tool
changers. The tool changers have an inventory of tools contained in
tool magazines. Thus, a wide variety of operations can be carried out
without someone stepping in and changing tools. Flexibility is even
further enhanced when the numerically controlled machines in an FMS
are multiple axis machines. This allows the system to perform the
operations necessary from different angles to the part often
eliminating the necessity of reorienting the part.

Automated Materials Handling:
Flexibility is also heightened significantly by automated
materials handling. In order for the production system to retain its
flexibility, the materials handling system must:
- allow random, independent movement of workpieces,
- provide temporary storage of workpieces,
- provide access for the loading and unloading of workpieces,
- be compatible with computer control, and
- be adjustable for changes in machines and capacity.
Examples of various types of materials handling systems are: conveyor
mechanisms, towline mechanisms, and at the most sophisticated level,
automatically guided vehicles.
Centralized Computer Control:
Perhaps the most important element in the FMS is the computer
control system. The computer is responsible for: the storage and
distribution of numerical control part programs, production
scheduling, traffic control for the materials transfer line,
production monitoring, and tool control. It is essential for the
central computer to be able to communicate with all the
microprocessors within the NC machines, within the automated guided
vehicles, etc. As a result, a considerable amount of effort has been
spent to develop a standard interface, namely, the Manufacturing
Automated Protocol (MAP).
MAP is a communications standard for factory applications
developed by General Motors. MAP satisfies two of the main
requirements of FMS: the capacity to transmit a tremendous volume of
data that must be transferred to a variety of machines, robots, and
sensors; and the high speed capability with which the data must be
transferred in order for the system to retain its flexibility. Since
its development MAP has been accepted by a number of vendors (i.e.
IBM, Allen-Bradley, Gould, Honeywell, Hewlett-Packard) as a standard
protocol.
3

THE EVOLUTION OF FMS
The roots of FMS can be traced back as far as the early 1950's
when numerically controlled machine tools (NC machines) were first
developed at the Massachusetts Institute of Technology. This
technological breakthrough was followed by the development of the NC
programming language APT in the late 1950's, and computer controlled
industrial robots in the late 1960's. With the advent of the
microprocessor in the late 1970's and its rapid improvement in
price/performance came the increased use of digital control in machine
tools. Once the stand alone computer controlled machines became more
prevalent in the 1980's, firms began to turn their attention to
integrating these machines into systems.
The machine tool systems which were first called FMS were built
in 1965 by Sundstrand Machine Tool Co. in the United States, and by
Molins Machine Co. in the United Kingdom. Kearney & Trecker built a
system in 1970 in the United States. Other early FMS' include a
system built in 1969 by Heidelberger Druckmaschinen in cooperation
with the University of Stuttgart in the Federal Republic of Germany,
the "PRISMA" system built by VEB Werkzeugmaschinenkombinat Fritz
Heckert in the early 1970's in the German Democratic Republic, a
system installed in 1972 by Fuji Xerox in Japan, and a system
demonstrated at the 1972 "Stanki-72" exhibition in Moscow, U.S.S.R.
WHERE ARE FMS'S USED?
The early attempts at developing FMS in the 1970's were to a
large degree experimental. Many such attempts met with failure. As a
result of the apparent risk and the large capital expenditures
necessary, FMS was slow in being adopted by firms. With the
increasingly better performance of microprocessors, with some of the
software and systems level (i.e. MAP) problems gradually being solved,
and with a larger number of firms having gained experience with
smaller scale automation, the population of FMS experienced a
relatively strong rate of growth in the early to mid-1980's. Table 1
shows the population distribution of FMS from 1980 to 1987 and how it
changed.
- 4

Table 1: Installed FMS
1980 1987
Japan 40 112
United States 25 72
Eastern Europe 25 41
Western Europe 25 141
Other countries 10 36
TOTAL
125 402
Despite some of the more recent technological successes of FMS,
firms are still wary of the large investment. As a result, investment
in the smaller scale flexible manufacturing cells (FMC) is more
widespread and has outstripped investment in FMS in the U.S. In 1985,
according to the Yankee Group, a market research group in Boston, FMS
vendors earned $143 million, based on 12 new units sold and revenues
derived from customer services. In contrast, a total of 250 FMCs were
installed in 1985 and vendor revenues were $300 million (Krouse,
1986).
Most of the above listed implementations of FMS have occurred in
the metalworking sector with some notable exceptions (for example,
there has been some implementation in the clothing industry). The
following table shows the implementation of FMS by industry.

- 6 -
Table 2
Distribution of FMS by industry sector
in 1987
Industry Sector Percentage by number
W. Europe United States Japan
Light automotive (cars, motor cycles) 27 9 8
Heavy automotive/Heavy machinery 21 28 21
Aerospace 15 33 0
Machine tools 16 12 38
Electronics 6 6 22
Other sectors 15 12 11
It is interesting to note (from Table 2) that FMS implementation
is concentrated primarily in five certain industries. These same
industries have been characterised by intense competition and a need
for large-scale modification of their manufacturing infrastructure.
To survive in the market, there has been increasing pressure within
these industries to introduce their new product designs more rapidly.
The investment in FMS by firms in these industries indicates a strong
desire for increasing manufacturing flexibility. We explored the
motivation of increased interest in manufacturing flexibility in
American firms over recent years.

THE IMPORTANCE OF FLEXIBILITY
Our recent analysis of over 5,000 businesses showed that the
decision of whether or not to invest in increased flexibility in
manufacturing had a statistically significant effect on firm
performance.
The sample of 5,879 business units was taken from the Profit
Impact of Marketing Strategy (PIMS) database - an impressive
collection of data from 7,265 strategic business units using 500
variables which has been called "the best current attempt to gather
and analyze data on strategic actions of businesses". (Anderson,
Paine, 1978). Our sample included all those which manufactured at
least 70% of their products.
A study by Newell and Swamidass (1987) of 35 Pacific northwestern
machine tool manufacturing firms found a high degree of correlation
between firm performance and flexibility. Our study using the PIMS
database showed that this relationship holds more generaily - for a
variety of industry groups throughout the U.S.A. A second insight we
gained was that manufacturing flexibility is more important in the
growth phase of the product life cycle than in the mature phase.
Measures of Flexibility and Performance:
Although the database did not yield information about how many
actual FMS' were in operation, we extracted several variables which
indicate some aspect of flexibility in manufacturing. These items
were:
- frequency of product changes
- technological changes
- customization
- development time for new products
- percentage of small batches in production
- total R&D/revenue

- 8
Each item was treated as a separate independent variable.
For measures of firm performance, five measures (averages over
the five-year period 1980-1984) were amalgamated to produce an overall
measure.
1) return on sales corrected for inflation (ROS) (%)
2) return on investment corrected for inflation (ROI) (%)
3) real sales growth (%)
4) cashflow/revenue (%)
5) market share growth (%)
Testing Procedure:
Our sample of 5,879 business units was divided into six groups by
type and then into two groups by stages of their "life cycle"-i) the
growth phase, (ii) the mature phase. Observations which yielded
extreme values in any of the performance measures or in R&D/revenue
were eliminated, as they do not represent the vast majority of cases.
The firms were split by type of business into six groups:
1) consumer durables
2) consumer non durables
3) raw materials
4) components for finished goods
5) semi-finished goods
6) supplies manufacturers
When dividing the firms into the two groups "growth phase" and
"mature phase", the distinction was made using both qualitative and
quantitative criteria. The quantitative measure was market growth.
The qualitative measure was the point at which the respondents
perceived themselves to be in the product life cycle. If market
growth was greater than 4.5% per year and the respondent perceived the
firm to be in the growth phase, then it was classified as being in the
growth stage. Similarly, the respondents who reported that they were
in the mature phase and showed a market growth rate between - 1% and
4.5% were classified as being in the "mature" stage.

- 9
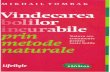
The following graph illustrates how important manufacturing
flexiblity is to each of the six industry groups in both the growth
and mature phases. The measure R2
- the "coefficient of
determination" is the proportion of the variation in firm performance
explained by manufacturing flexibility. This can be interpreted as a
measure of how important manufacturing flexibility can be to firm
performance.

S1G(11FICAFICE (R
55
50
45
35
30
25
20
15
10
5
OW TH
).<
Co
—IF-4
IMPORTANCE OF MANUFACTURING FLEXIBILITYHY INI)USTRY GROUP
COUS DUR CART) CODD RAW MAILS COMPONE NTS SUPPLIES
INDU'_ FRY GROUP'7,

It is not surprising to observe a greater importance attached to
flexiblity during the growth phase. This is due to several factors.
First, during the initial stages of the product life cycle,
manufacturers are unsure of the market demands for specific product
features, necessitating frequent modifications in the product design.
Secondly, because the volumes demanded are uncertain, manufacturers
may find that frequent process changes are necessary. Thirdly, during
the growth phase, the rate of learning about the production process is
greatest, leading again to more frequent process changes. In the
mature phase, flexibility continues to be important - although to a
lesser degree. Changes in the market will still occur, but not as
rapidly as before.
But what do these results really say about the importance of
flexibility? In order to grasp the significance of our findings, it
is helpful to take a glance at other published reports on the effects
of various factors on firm performance. Using the same PIMS data
other researchers have obtained R2s within the same general area as
our own within the range of 2% to 55%. For example, Buzzell and
Wiersema (1981) showed R2's of 28%, 30% and 39% in their models of
factors affecting changes in market share. In a 1983 study, Galbraith
and Stiles obtained R2s ranging from 6.0% to 24% for relative firm
1power and its association with firm profitability. So it appears
that our own R2s show that flexibility can be at least or more
important than firm power in the market in its effects on firm
performance.
But is flexibility always beneficial? Our study shows that it is
possible to have too much manufacturing flexibility for the given
production system. This is due to the fact that there is a cost
associated with each aspect of flexibility. Higher set-up costs for a
greater percentage of small batches as well as more funds poured into
development costs for new product introductions can mean that
investment in flexibility is simply not worth the cost. These results
1. Firm power was represented by entry barriers and by concentration levelsin both the input and output markets in this study.

- 12-
show up in our study as negative coefficients in many of the
regression models - negative returns for investment in the particular
aspect of flexibility. But technological development plays a role,
reducing the costs of frequent product changes, small batches and new
product development time. The implication is that flexibility will
become more and more important for many more types of businesses as
time goes on.
In the struggle for the lead in the competitive race, American
manufacturers are up against a tough contender for market share -
Japan, where by 1987, 105 flexible manufacturing systems had been
implemented as opposed to 72 in the U.S. The writing on the wall is
clear - flexibility is now an integral component for large
manufacturing firms if they are to survive. At the present time, it
appears from our study that the industries for which flexibility is
essential are machine tool manufacturing, aerospace, heavy machinery,
automobile and electronics but we very well may see flexible
manufacturing systems spread into many other types of industry - and
even to smaller scale operations - as technological breakthroughs
continue to create more varied and financially accessible systems.
Our study shows that flexibility has already proven itself
effective in many major manufacturing industries. In a market of
rapidly changing demands in consumer products, manufacturers have
realized that short-term planning is no longer a viable method of
operation. Flexibility in the manufacturing process has become the
key to more effective long-range strategy with an eye to the future.

- 13 -
REFERENCES
Anderson, C., and Paine, F., "PIMS: A Reexamination", Academy of
Management Review, Vol. 3, No. 3 (July 1978), pp. 602-612.
Buzzell, F., and Wiersema, F., "Modelling Changes in Market Share:
A Cross-Sectional Analysis", Strategic Management Journal, Vol. 2,
(1981), pp. 27-42.
Galbraith, C., and Stiles, C., "Firm Profitability and Relative Firm
Power", Strategic Management Journal, Vol. 4, (1983), pp. 237-249.
Krouse, J., "Flexible Manufacturing Systems begin to take hold", High
Technology, October 1986, pp.26.
Newell, P., and Swamidass, P., "Manufacturing Strategy, Environmental
Uncertainty and Performance: A Path Anayltic Model", Management
Science, Vol. 33, No. 4 (April 1987), pp. 509-524.

INSEAD VORKINC PAPERS SERTES
85/17 Manfred P.R. KETS DE •Personality, culture and organization«.VRIES and Danny MILLER
1985
85/27 Arnoud DE MEYER
85/01 Jean DERMINE
85/02 Philippe A. NAERTand Els GIJSBRECHTS
85/03 Philippe A. NAERTand Els GIJSBRECHTS
85/04 Philippe A. NAERTand Marcel VEVERBERGH
85/05 Ahmet AYKAC,Marcel CORSTJENS,David GAUTSCHIand Ira HOROVITZ
85/06 Kasra FERDOVS
85/07 Kasra FERDOVS,Jeffrey G. MILLER,Jinchiro HAVANE andThomas E.VOLLMANN.
85/08 Spyros MAKRIDAKISand Robert CARBONE
85/09 Spyros MAKRIDAKISand Robert CARBONE
85/10 Jean DERMINE
85/11 Antonio M. BORCES andAlfredo M. PEREIRA
85/12 Arnoud DE MEYER
85/13 Arnoud DE MEYER
85/14 Ahmet AYKAC,Marcel CORSTJENS,David GAUTSCHI andDouglas L. MacLACHLAN
85/15 Arnoud DE MEYER andRoland VAN DIERDONCK
85/16 Hervig M. LANGOHR andAntony M. SANTOMERO
*The measurement of interest rate risk by
financial intermediaries*, December 1983,Revised December 1984.
"Diffusion model for nev product introductionin existing markets' .
"Tovards a decision support system forhierarchically allocating marketing resources*cross and vithin product groupe .•Market share specitication, estimation andvalidation: tovards reconciling seeminglydivergent virus" .
"Estimation uncertainty and optimaladvertising decisione,Second draft, April 1985.
"The shifting paradigms of manufacturing:inventory, quality and nov versatility", March1985.
"Rvolving manufacturing atrategies in Europe,Japan and North-Auerica"
*Forecasting vhen pattern changes occurbeyond the historical data" , April 1985.
"Sampling distribution of post-sampleforecasting rrrrrrr , February 1985.
"Portfolio optimisation by financialintermediaries in an asset pricing modal".
"Energy demand in Portuguese manufacturing: atvo-stage modal*.
"Defining a manufacturing strategy - a surveyof European manufacturera*.
*Large European manufacturera and themanagement of R i D".
"The advertising-sales relationship in theU.S. cigarette industry: a comparison ofcorrelational and causality testingapproaches".
"Organizing • technology jump or overcomingthe technological hurdle.
*Commercial bank refinancing and economicstability: an analysis of European features".
'The darker sicle of entrepreneurship".
"Narcissism and leadership: an objectrelations perspective".
'Interpreting organizational texte.
"Nationalization, compensation and vealthtransfers: France 1981-1982' 1, Final versionJuly 1985.
"Takeover premiums, disclosure regulations,and the market for corporate control. Acomparative analysis of public tender eters,controlling-block [rades and ■inority buyout inFrance", July 1985.
"Barriers to adaptation: personal, culturaland organizational perspectives".
"The art and science of forecasting: anassessment and future directions".
"Pinancial Innovation and recent developmentsin the French capital markets". October 1985.
"Patterns of competitioa, strategic groupformation and the performance case of the USpharmaceutical industry, 1963-1982",October 1985.
"European manufacturing: a comparative study(1985)".
"The R i D/Production interface".
"Subjective estimation in integratingcommunication budget and allocationdecisions: a case study", January 1986.
"Sponsorship and the diffusion oforganizational innovation: a preliminary viev".
"Confidence intervals: an empiricalinvestigation for the sertes in the II-Competition" .
"A note on the reduction of the vorkveek",July 1985.
85/18 Manfred F.R. KETSDE VRIES
85/19 Manfred F.R. KETS DEVRIES and Dany MILLER
85/20 Manfred F.R. KETS DEVRIES and Dany MILLER
85/21 Hervig M. LANGOHRand Claude J. VIALLET
85/22 Hervig M. LANGOHR andB. Espen ECKBO
85/23 Manfred F.R. RETS DEVRIES and Dany MILLER
85/24 Spyros MAKRIDAKIS
85/25 Gabriel HAVAVINI
85/26 Karel O. COOL andDan E. SCHENDEL
1986
86/01 Arnoud DE MEYER
86/02 Philippe A. NAERTMarcel VEVERBERGHand Guida IdERSVIJVEL
86/03 Michael BRINK
86/04 Spyros MAKRIDAKISand Michèle HIBON
86/05 Charles A. VYPLOSZ

86/25 H. Peter GRAYand Ingo WALTER
86/26 Barry EICHENGREENand Charles VYPLOSZ
86/27 Karel COOLand Ingemar DIERICKX
86/34 Philippe HASPESLAGHand David JEMISON
86/35 Jean DERMINE
86/36 Albert CORNAI andGabriel HAVAVINI
86/37 David GAUTSCHI andRoger BETANCOURT
86/38 Gabriel HAVAVINI
86/06 Francesco GIAVAllI,Jeff R. SHEEN andCharles A. VYPLOSZ
86/07 Douglas L. MacLACHLANand Spyros MAKRIDAKIS
86/08 José de la TORRE andDavid H. NECKAR
86/09 Philippe C. HASPESLAGH
86/10 R. MOENART,Arnoud DE MEYER,J. BARBE andD. DESCHOOLMEESTER.
86/11 Philippe A. NAERTand Alain BULTEZ
86/12 Roger BETANCOURTand David GAUTSCHI
86/13 S.P. ANDERSONand Damien J. NEVEN
86/14 Charles VALDMAN
86/15 Mihkel TOMBAK andArnoud DE MEYER
86/16 B. Espen ECKBO andHervig M. LANGOHR
86/17 David B. JEMISON
86/18 James TEBOULand V. MALLERET
86/19 Rob R. VEITZ
86/20 Albert CORHAY,Gabriel HAVAVINIand Pierre A. MICHEL
86/21 Albert CORHAY,Gabriel A. HAVAVINIand Pierre A. MICHEL
"The real exchange rate and the fiscalaspects of a natural resource discovery",Revised version: February 1986.
"Judgmental bisses in sales forecasting",February 1986.
"Forecasting political risks forinternational operations", Second Draft:
March 3, 1986.
"Conceptualizing the strategic process indiversified tires: the role and nature of thecorporate influence process", February 1986.
"Analysing the issues concerningtechnological de-maturity".
"Pros "Lydiametry" to "Pinkhamization":■isspecifying advertising dynamics rarelyaffects profitability".
"The economics of retail Brus", RevisedApril 1986.
"Spatial competition à la Cournot".
"Comparaison internationale des marges brutesdu commerce", June 1985.
"Hov the managerial attitudes of firms vithFMS differ from other manufacturing tiras:survey results", June 1986.
"Les primes des offres publiques, la noted'information et le marché des transferts decontrôle des sociétés".
"Strategic capability transfer in acquisitionintegration", May 1986.
"Tovards an operational definition ofservices", 1986.
"Nostradamus: a knovledge-based forecastingadvisor".
"The pricing of equity on the London stockexchange: seasonality and size premium",June 1986.
"Bisk-premia seasonality in U.S. and Europeanequity markets", February 1986.
"Seasonality in the risk-return relationshipssome international evidence", July 1986.
"An exploratory study on the integration ofinformation systems In manufacturing",July 1986.
"A methodology for specification andaggregation in product concept testing",July 1986.
"Protection", August 1986.
"The economic consequences of the FrancPoincare, September 1986.
"Negative risk-return relationships inbusiness strategy: paradox or truism?",October 1986.
Performance differences among strategic groupmembers", October 1986.
"The role of public policy in insuringfinancial stability: a cross-country,comparative perspective", August 1986, RevisedNovember 1986.
"Acquisitions: myths and reality",July 1986.
"Measuring the market value of a bank, aprimer", November 1986.
"Seasonality in the risk-return relationship:some international evidence", July 1986.
"The evolution of retailing: a suggestedeconouic interpretation".
"Financial innovation and recent developmentsin the French capital markets", Updated:September 1986.
86/22 Albert CORNAI,Gabriel A. HAVAVINIand Pierre A. MICHEL
86/23 Arnoud DE MEYER
86/24 David GAUTSCHIand Vithala R. RAO
86/32 Karel COOLand Dan SCHENDEL
86/33 Ernst BALTENSPERGERand Jean DERMINE
86/28 Manfred KETS DE
"Interpreting organizational texts.VRIES and Danny MILLER
86/29 Manfred KETS DE VRIES "Vhy follov the leader?".
86/30 Manfred RETS DE VRIES "The succession gaze: the real story.
86/31
Arnoud DE MEYER
"Flexibility: the next competitive battle",October 1986.
86/31 Arnoud DE MEYER, "Flexibility: the next eompetitive battle",
Jinichiro NAKANE, Revised Version: March 1987Jeffrey G. MILLERand Kasra FERDOVS

86/39 Gabriel HAVAVINIPierre MICHELand Albert CORNAI
86/40 Charles VYPLOSZ
86/41 Kasra FERDOVSand Vickham SKINNER
86/42 Kasra FERDOVSand Per LINDBERG
86/43 Damien NEVEN
86/44 Ingemar DIERICKXCarmen MATUTESand Damien NEVEN
1987
87/01 Manfred KETS DE VRIES
87/02 Claude VIALLET
87/03 David GAUTSCHIand Vithala RAO
87/04 Sumantra GHOSHAL andChristopher BARTLETT
87/05 Arnoud DE MEYERand Kasra FERDOVS
87/06 Arun K. JAIN,Christian PINSON andNaresh K. MALHOTRA
87/07 Rolf RANZ andGabriel HAVAVINI
87/08 Manfred KETS DE VRIES
87/09 Lister VICKERY,Mark PILKINGTONand Paul READ
87/10 André LAURENT
87/11 Robert PILDES andSpyros MAKRIDAKIS
"The pricing of cocon stocks on the Brusselsstock exchange: a re-examinatIon of theevidence", November 1986.
"Capital flous libéralisation and the EMS, aFrench perspective", December 1986.
"Manufacturing in a nev perspective",July 1986.
°FMS as indicator of manufacturing strategy",December 1986.
"On the existence of equilibrium In hotelling'sandel°, November 1986.
"Value added tax and competition",December 1986.
"Prisoners of leadership".
"An empirical investigation of internationalasset pricing", November 1986.
"A methodology for specification andaggregation in product concept testing",Revised Version: January 1987.
"Organizing for innovations: case of themultinational corporation", February 1987.
"Managerial focal points in manufacturingstratege, February 1987.
*Customer loyalty as a construct in themarketing of banking services", July 1986.
"Equity pricing and stock market anomalies",February 1987.
"Leaders vho can't manage", February 1987.
"Entrepreneurial activities of European KBAs",Match 1987.
"A cultural viev of organizational change",March 1987
"Porecasting and loua functIons", March 1987.
87/13 Sumantra GHOSHALand Nitin NOHRIA
87/14 LendIs GABEL
87/15 Spyros MAKRIDAKIS
87/16 Susan SCHNEIDERand Roger DUNBAR
87/17 André LAURENT andFernando BARTOLOME
87/18 Reinhard ANGELMAR andChristoph LIEBSCHER
87/19 David BEGG andCharles VYPLOSZ
87/20 Spyros MAKRIDAKIS
87/21 Susan SCHNEIDER
87/22 Susan SCHNEIDER
87/23 Roger BETANCOURTDavid GAUTSCHI
87/24 C.B. DERR andAndré LAURENT
87/25 A. K. JAIN,N. K. MALHOTRA andChristian PINSON
87/26 Roger BETANCOURTand David GAUTSCHI
87/27 Michael BURDA
87/28 Gabriel HAVAVINI
87/29 Susan SCHNEIDER andPaul SHRIVASTAVA
"Multinational corporations as dif[erentiatednetvorks", April 1987.
"Product Standards and Competitive Strategy: AnAnalysis of the Principles", May 1987.
"METAFORECASTING: Vays of improvingPorecasting. Accuracy and nsefulness",May 1987.
"Takeover attempts: vhat does the language tell
us?, June 1987.
"Managers' cognitive sapa for upvard anddownward relationships", June 1987.
"Patents and the European biotechnology tag: astudy of large European pharmaceutical tires",
June 1981.
"Vhy the EMS? Dynanic gazes and the equilibriumpolicy regime, May 1987.
"A nev approach to statistical [orecasting",
June 1987.
"Strategy formulation: the impact of nationalculture", Revised: July 1987.
"Conflicting ideologies: structural andmotivational consequences*, August 1987.
"The demand for retail products and thehousehold production model: nev vievs oncomplementarity and substitutability".
"The internal and externat careers: atheoretical and cross-cultural perspective",Spring 1987.
"The robustness of MDS configurations in theface of inco■plete data", March 1987, Revised:July 1987.
"Demand complementarities, household productionand retall assortmente, July 1987.
"Is there a capital shortage in Europe?",August 1987.
"Controlling the interest-rate risk of bonds:an introduction to duration analysis andImmunisation strategies", September 1987.
"Interpreting strategic behavior: basicassumptions themes In organisations", September
1987
87/12 Fernando BARTOLOMEand André LAURENT
"The Janus Head: learning froc the superiorand subordinate faces of the manager's Job",April 1987.
87/30 Jonathan HAMILTON "Spatial coupetition and the Core", August
V. Bentley MACLEOD and 1987.
Jacques-François TRISSE

87/31 Martine OUINZII and "On the optimality of central places',
Jacques-François TIIISSE September 1987.
87/32 Arnoud DE MEYER
87/33 Yves DOZ andAmy SIIUEN
07/34 Kasra FERDOWS andArnoud DE MEYER
87/35 P. J. LEDERER andJ. F. 18155E
87/37 Landis GABEL
87/38 Susan SCHNEIDER
87/39 Manfred KETS DE VRIES
87/40 Carmen MATUTES andPierre REGIBEAU
87/41 Cavriel HAVAVINI andClaude VIALLET
87/42 Damien NEVEN andJacques-F. TIIISSE
87/43 Jean GABSZEVICZ andJacques.F. 'HISSE
87/44 Jonathan HAMILTON,Jacques-F. THISSEand Anita VESKAMP
87/45 Karel COOL,David JEMISON and
Ingemar DIERICKX
87/46 Ingemar DIERICKX
and Karel COOL
"Germon, French and British manufacturIngstrategies less diffluent than one thinka",September 1987.
°A process framevork for analyzing coopérationbetveen firme, September 1987.
"European manufacturersr the dangers ofcomplacency. Insights from the 1987 EuropeanmanufacturIng futures survey, October 1987.
"Competitive location on netvorks underdIscriminatory pricing", September 1987.
"Privatisation: its motives and likely
consequences", October 1987.
"Strategy formulation: the impact of national
culture", October 1987.
"The dark side of ce() succession", November1987
"Produet compatibility and the scope of cntry",
November 1987
"Seasonality, size premium and the relationshipbetveen the risk and the return of Frenchcommon stocks", November 1987
"Comblning horizontal and verticaldifferentiation: the principle of max-mindifferentiation", December 1987
"Location", December 1987
"Spatial discrimination: Bertrand vs. Cournotin a model of location choke", December 1987
"Business strategy, market structure and risk-return relationships: s causal interpretation",
December 1987.
"Asset stock accumulation and sustainability
of competitive advantage", December 1987.
88/01 Michael LAVRENCE andSpyros MAKRIDAKIS
88/02 Spyros MAKRIDAKIS
88/03 James TEBOUL
88/04 Susan SCHNEIDER
88/05 Charles WYPLOSZ
88/06 Reinhard ANGELMAR
88/07 Ingemar DIERICKXand Karel COOL
88/08 Reinhard ANDELMARand Susan SCHNEIDER
88/09 Bernard SINCLAIR-DESGAGNé
88/10 Bernard SINCLAIR-DESGAGNé
88/11 Bernard SINCLAIR-DESGAGNé
88/12 Spyros MAKRIDAKIS
88/13 Manfred KETS DE VRIES
88/14 Alain NOEL
88/15 Anil DEOLALIKAR andLars-Hendrik ROLLER
88/16 Gabriel HAVAVINI
88/17 Michael BURDA
"Factors affecting judgemental forecasts andconfidence intervals", January 1988.
"Predicting recessions and other turningpoints", January 1988.
"De-industrialize service for quality", January
1988.
"National vs. corporate culture: implicationsfor human resource management", January 1988.
"The svinging dollar: is Europe out of step?",January 1988.
"Les conflits dans les canaux de distribution",January 1988.
"Competitive advantage: a resource basedperspective", January 1988.
"Issues in the study of organizationalcognition", February 1988.
"Price formation and product design throughbidding", February 1988.
"The robustness of some standard auction gameforms", February 1988.
"When stationary strategies are equilibriumbidding strategy: The single-crossingproperty", February 1988.
"Business firms and managers in the 21stcentury", February 1988
"Alexithymia in organizational lite: theorganization man revisited", February 1988.
"The interpretation of strategies: a study ofthe impact of CEOs on the corporation",March 1988.
"The production of and returns from industrialinnovation: an econometric analysis for adeveloping country", December 1987.
"Market efficiency and equity pricing:international evidence and implications forglobal investing", March 1988.
"Monopolistic competition, costs of adjustmentand the behavior of European employment",
87/36 Manfred KETS DE VRIES "Prisoners of leadership", Revised versionOctober 1987.

88/18 Michael BURDA "Reflections on "Vait Unemployment" InEurope", November 1987, revised February 1988.
88/19 M.J. LAWRENCE andSpyros MAKRIDAKIS
88/20 Jean DERMINE,Damien NEVEN andJ.F. TRISSE
88/21 James TEBOUL
88/22 Lars-Hendrik ROLLER
88/23 Sjur Didrik FLANand Georges ZACCOUR
88/24 B. Espen ECKBO andHervig LANGOHR
88/25 Everette S. GARDNERand Spyros MAKRIDAKIS
88/26 Sjur Didrik FLAMand Georges ZACCOUR
88/27 Murugappa KRISHNANLars-Hendrik ROLLER
88/28 Sumantra GHOSHAL andC. A. BARTLETT
88/29 Naresh K. MALHOTRA,Christian PINSON andArun K. JAIS
88/30 Catherine C. ECKELand Theo VERMAELEN
88/31 Sumantra GHOSHAL andChristopher BARTLETT
88/32 Kasra FERDOWS andDavid SACKRIDER
88/33 Mihkel M. TOMBAK
"Individual blas in judgements of confidence",
March 1988.
"Portfolio selection by mutual funds, anequilibrium model", March 1988.
"De-Industrialize service for quality",March 1988 (88/03 Revised).
"Proper Quadratic Functions vith an Applicationto AT&T", May 1987 (Revised March 1988).
"Equllibres de Nash-Cournot dans le marchéeuropéen du gaz: un cas où les solutions enboucle ouverte et en feedback colncident",
Mars 1988
"Information disclosure, means of payment, andtakeover premia. Public and Private tenderoffers in France", July 1985, Sixth revision,
April 1988.
"The future of forecasting", April 1988.
"Semi-competitive Cournot equilibrium inmultistage oligopolles", April 1988.
"Entry game vith resalable capacity",April 1988.
"The multinational corporation as a netvork:perspectives from interorganizational theory",
May 1988.
"Consumer cognitive complexity and thedimensionality of multidimensional scalingconfigurations", May 1988.
"The financial fallout from Chernobyl: riskperceptions and regulatory response", May 1988.
"Creation, adoption, and diffusion ofinnovations by subsidiaries of multinationalcorporations", June 1988.
"International manufacturing: positioningplants for success", June 1988.
"The importance of flexibility inmanufacturing", June 1988.
Related Documents