15. K.L. Wong, W.Y. Chen, and T.W. Kang, On-board printed coupled-fed loop antenna in close proximity to the surrounding ground plane for penta-band WWAN mobile phone, IEEE Trans Antennas Propag 59 (2011), 751–757. 16. K.L. Wong and S.C. Chen, Printed single-strip monopole using a chip inductor for penta-band WWAN operation in the mobile phone, IEEE Trans Antennas Propag 58 (2010), 1011–1014. 17. SPEAG SEMCAD, Schmid & Partner Engineering AG, Available at: http://www.semcad.com. V C 2012 Wiley Periodicals, Inc. ESTIMATION OF COUPLING PARAMETERS FOR AUTO-MOTORIZED FABRICATION OF FUSED FIBER COUPLER Dedi Irawan, 1 Saktioto, 1,2 Jalil Ali, 2 Mohamed Fadhali, 3 and Erwin 1 1 Faculty of Science, APSI, Universiti Teknologi Malaysia, Johore, Malaysia 81310; Corresponding author: [email protected] 2 Faculty of Math and Sciences, Department of Physics, University of Riau, Pekanbaru, Indonesia 3 Faculty of Science, Department of Physics, Ibb University, Ibb, Yemen Received 27 October 2011 ABSTRACT: A directional fiber coupler with exertion loss 0.03 dB has been successfully fabricated using fusion technique with typical coupling ratio 1–90%. The coupling region of two twisted single mode fiber is heated by injecting hydrogen gas at 2.5 bar. During fusion process, both two sides of fibers are pulled by stages that are automatically motorized in range of 800–4800 lm, and stopped when the desired coupling ratio is reached. The parameters of automated mechanical motion of pulling stages and coupling parameters at fusion region have been calculated by using kinetic model. The effect of heating and elongation reduces the diameter of cross section tapered region with a diameter 6.35 micrometer scale. As the fabrication of fiber couplers described by degree of fusion, which is function of heating and pulling length, it can be seen clearly that the coupling coefficient between the fibers increases exponentially with increasing the degree of fusion. However, by knowing coupling power and mechanical motion parameters, the fabrication of directional fiber coupler can be optimized. V C 2012 Wiley Periodicals, Inc. Microwave Opt Technol Lett 54:1932–1935, 2012; View this article online at wileyonlinelibrary.com. DOI 10.1002/mop.26937 Key words: directional fiber coupler; pulling length; degree of fusion; coupling ratio; coupling coefficient 1. INTRODUCTION The use of optical devices on network communication system has been widely expanded. It provides an optical circuit that can carry out data in terms of audio, video, data processing, etc. with big capacity, low loss, and faster. Optical directional fiber coupler is a passive device and main component of optical networking sys- tem. It is used to split, to combine, or to switch optical signal. As the networking system is built by using optical components, a directional fiber coupler with various coupling ratio is always needed. The fiber coupler can be fabricated by using twist-etching techniques, polishing technique, and fusion technique [1, 2]. Fusion and elongation is an easier technique that has been used to fabricate fiber coupler. In 2005, Fused bi-conical tapered (FBT) coupler was fabricated by this technique. The coupling region was heated by CO 2 laser, and resulting good FBT cou- plers with 3-dB splitting ratio [3]. Because of CO 2 laser beam is a high cost technology, fusion technique by injecting H 2 gas to the torch flame was purposed for hearting the coupling region [4]. During fusion, fibers are elongated in micrometer scale until the coupling ratio is reached. Since that fabrication results high coupling loss, the study of the automated fiber coupler fabrica- tion system based on fusion technique becomes necessary to determine coupling parameters [5–9]. In this article, the coupling parameters are estimated to optimize auto control parameters for fabrication of directional fiber coupler so that good performance of directional fiber coupler reached. 2. THEORETICAL CONSIDERATION The propagation of an optical signal in the coupled waveguide medium was determined clearly from the Maxwell equation using coupling-mode theory method [5]. The modeling and experiment of power parameters SMF coupler were also studied [6]. It showed the coupling ratio as the function of coupling coefficient between the fibers. As the refractive indices of coupled fibers are constant, and geometrical fibers are also iden- tical as shown in Figure 1, the amplitude of power exchanges between two fibers given by Eq. (1). P a ðzÞ P b ðzÞ ¼ cosrz jd r sinrz jj2 r sinrz jj1 r sinrz cosrz jd r sinrz " # P a ð0Þ P b ð0Þ (1) where P a and P b are power amplitudes in fibers 1 and 2, respec- tively. The coupling coefficient is denoted by k, and L is cou- pling length. As the coupling region is tapered due to fusion and elongation, and by defining the degree of fusion f is a factor that describes how close two fibers joined or f ¼ x/y, a simple rela- tionship between degree of fusion separation between fiber’s core d can be written as follows: Figure 1 Illustration of geometrical fused fiber coupler, (a) tapered directional fiber coupler and (b) cross section of coupling region 1932 MICROWAVE AND OPTICAL TECHNOLOGY LETTERS / Vol. 54, No. 8, August 2012 DOI 10.1002/mop

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

15. K.L. Wong, W.Y. Chen, and T.W. Kang, On-board printed
coupled-fed loop antenna in close proximity to the surrounding
ground plane for penta-band WWAN mobile phone, IEEE Trans
Antennas Propag 59 (2011), 751–757.
16. K.L. Wong and S.C. Chen, Printed single-strip monopole using a
chip inductor for penta-band WWAN operation in the mobile
phone, IEEE Trans Antennas Propag 58 (2010), 1011–1014.
17. SPEAG SEMCAD, Schmid & Partner Engineering AG, Available
at: http://www.semcad.com.
VC 2012 Wiley Periodicals, Inc.
ESTIMATION OF COUPLINGPARAMETERS FOR AUTO-MOTORIZEDFABRICATION OF FUSED FIBERCOUPLER
Dedi Irawan,1 Saktioto,1,2 Jalil Ali,2 Mohamed Fadhali,3
and Erwin 1
1 Faculty of Science, APSI, Universiti Teknologi Malaysia, Johore,Malaysia 81310; Corresponding author: [email protected] Faculty of Math and Sciences, Department of Physics, Universityof Riau, Pekanbaru, Indonesia3 Faculty of Science, Department of Physics, Ibb University, Ibb,Yemen
Received 27 October 2011
ABSTRACT: A directional fiber coupler with exertion loss 0.03 dB has
been successfully fabricated using fusion technique with typical couplingratio 1–90%. The coupling region of two twisted single mode fiber isheated by injecting hydrogen gas at 2.5 bar. During fusion process, both
two sides of fibers are pulled by stages that are automatically motorizedin range of 800–4800 lm, and stopped when the desired coupling ratio
is reached. The parameters of automated mechanical motion of pullingstages and coupling parameters at fusion region have been calculatedby using kinetic model. The effect of heating and elongation reduces the
diameter of cross section tapered region with a diameter 6.35micrometer scale. As the fabrication of fiber couplers described bydegree of fusion, which is function of heating and pulling length, it can
be seen clearly that the coupling coefficient between the fibers increasesexponentially with increasing the degree of fusion. However, by knowing
coupling power and mechanical motion parameters, the fabrication ofdirectional fiber coupler can be optimized. VC 2012 Wiley Periodicals,
Inc. Microwave Opt Technol Lett 54:1932–1935, 2012; View this article
online at wileyonlinelibrary.com. DOI 10.1002/mop.26937
Key words: directional fiber coupler; pulling length; degree of fusion;coupling ratio; coupling coefficient
1. INTRODUCTION
The use of optical devices on network communication system has
been widely expanded. It provides an optical circuit that can carry
out data in terms of audio, video, data processing, etc. with big
capacity, low loss, and faster. Optical directional fiber coupler is
a passive device and main component of optical networking sys-
tem. It is used to split, to combine, or to switch optical signal. As
the networking system is built by using optical components, a
directional fiber coupler with various coupling ratio is always
needed. The fiber coupler can be fabricated by using twist-etching
techniques, polishing technique, and fusion technique [1, 2].
Fusion and elongation is an easier technique that has been
used to fabricate fiber coupler. In 2005, Fused bi-conical tapered
(FBT) coupler was fabricated by this technique. The coupling
region was heated by CO2 laser, and resulting good FBT cou-
plers with 3-dB splitting ratio [3]. Because of CO2 laser beam is
a high cost technology, fusion technique by injecting H2 gas to
the torch flame was purposed for hearting the coupling region
[4]. During fusion, fibers are elongated in micrometer scale until
the coupling ratio is reached. Since that fabrication results high
coupling loss, the study of the automated fiber coupler fabrica-
tion system based on fusion technique becomes necessary to
determine coupling parameters [5–9].
In this article, the coupling parameters are estimated to optimize
auto control parameters for fabrication of directional fiber coupler
so that good performance of directional fiber coupler reached.
2. THEORETICAL CONSIDERATION
The propagation of an optical signal in the coupled waveguide
medium was determined clearly from the Maxwell equation
using coupling-mode theory method [5]. The modeling and
experiment of power parameters SMF coupler were also studied
[6]. It showed the coupling ratio as the function of coupling
coefficient between the fibers. As the refractive indices of
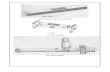
coupled fibers are constant, and geometrical fibers are also iden-
tical as shown in Figure 1, the amplitude of power exchanges
between two fibers given by Eq. (1).
PaðzÞPbðzÞ
� �¼ cosrz� jd
r sinrz �jj2r sinrz
� jj1r sinrz cosrz� jd
r sinrz
" #Pað0ÞPbð0Þ
� �(1)
where Pa and Pb are power amplitudes in fibers 1 and 2, respec-
tively. The coupling coefficient is denoted by k, and L is cou-
pling length. As the coupling region is tapered due to fusion and
elongation, and by defining the degree of fusion f is a factor that
describes how close two fibers joined or f ¼ x/y, a simple rela-
tionship between degree of fusion separation between fiber’s
core d can be written as follows:
Figure 1 Illustration of geometrical fused fiber coupler, (a) tapered
directional fiber coupler and (b) cross section of coupling region
1932 MICROWAVE AND OPTICAL TECHNOLOGY LETTERS / Vol. 54, No. 8, August 2012 DOI 10.1002/mop

Figure 3 Power output of fundamental fused fiber coupler. [Color
figure can be viewed in the online issue, which is available at
wileyonlinelibrary.com]
d ¼ 2bf1� f ð2�ffiffiffi2
pÞg (2)
with 1 � f � 2 or 0 � f � 1. When f ¼ 2 or f ¼ 0, this means
two core fiber completely does not joined, increasing that value
means two fiber begins coupled, and separation between them
closer and closer until f ¼ 1 that means two fiber completely
join and assumed as a circular.
To calculate the coupling parameters at the output ports, a
kinetic model of continuity equation given by Eq. (3) is deter-
mined to the coupling ratio [4].
@j@t
þrðmjÞ ¼ S (3)
@j@ðCRÞ ¼
@j0@ðCRÞ þ f ðk;PÞ þ f ðTÞ (4)
If the coupling ratio is defined as a relative power at output
fiber 2 Pb to the total input power at the input ports, Eq. (4) can
be written as follows:
CR ¼ j2
j2 þ d2sin2 ðj2 þ d2Þ1=2z
h i� 100% (5)
An empirical coupling coefficient, k can be calculated from the
experimental work of normalized frequency,
j ¼ p2
� � ffiffiffid
p
a
!e½�ðAþ B�d þ C�d2Þ� (6)
where
A ¼ 5:2789� ð3:663VÞ þ ð0:3841V2ÞB ¼ �0:7769� ð1:2252VÞ þ ð0:0152V2ÞC ¼ �0:0175� ð0:0064VÞ þ ð0:0009V2Þ@ ¼ ðn21 � n22Þ=n21�d ¼ 2bf1� f ð2� ffiffiffi
2p Þg
a
Figure 2 Experimental set up to fabricate SMF coupler. [Color figure
can be viewed in the online issue, which is available at
wileyonlinelibrary.com]
3. EXPERIMENTAL SET UP
An experimental set up shown in Figure 2 is based on fusion and
elongation techniques. It is carried out by placing two or more op-
tical fibers on the stages. Corning fiber (SMF-28eVR ), with diame-
ter of core and cladding 125 and 8.2 micrometer, respectively, are
connected to the laser source (1310 nm) and displayed to the
photo detector. The two fibers are twisted and held by a vacuum
system in both stages. All components are recorded and by a data
acquisition card installed to the computer system. The initial step
is to set parameters such as coupling ratio, maximum pulling
length, x–y–z position of torch flame, and flowing of H2 gas.
After setting the parameters set up, the system has to be hom-
ing process or initial process. One milliwatt laser launched to the
one of input ports is detected by photo detector and kept for cali-
bration. At the same time, fusion and pulling process are started.
During torch flame heating the coupling region, the fibers are
elongated by pulling stages with suitable pulling speed. Heating
and pulling process will be automatically stopped when the preset
coupling ratio is reached. The final step is the coupling region
saved from any vibration by packaging it. All mechanical motions
of this fabrication system are motorized in micrometers scale.
4. RESULTS AND DISCUSSION
Two single mode fibers have been successfully coupled with
splitting ratio shown by Figure 3. The coupling region was fused
and pulled until 800–1350�C and 4800 micrometer, respectively.
During the coupling region heated by injecting H2 gas in 2.5 bar,
the pulling stages are motorized to pull the coupling region.
Although elongation and fusion process change the geometrical
fibers, at the same time, there are small changes in gradient of re-
fractive index. This is due to two fibers joined, with air as third
refractive index, and then the coupling ratio is slowly increases as
a function of pulling length. Figure 4 shows the coupling ratio at
the output ports of fiber coupler for two typical wavelengths
(1310 and 1550 nm). It is gradually increases until the coupling
length about 2.5 mm, then sharply increases to 90%. It is possible
to reach the typical of coupling ratio 99% by increasing the pull-
ing length and fusion period. It can also be seen that change of
the coupling ratio is slightly periodically, and become sharply
change with higher pulling length. This means refractive index of
coupled fiber become higher until the fiber geometry change at
the maximum starching and fusion process.
As the degree of fusion describes how strong two or more
fibers joined after fusion, it is clear that the increment of the
coupling ratio reduces the diameter of coupling region. Figure 5
DOI 10.1002/mop MICROWAVE AND OPTICAL TECHNOLOGY LETTERS / Vol. 54, No. 8, August 2012 1933

shows the geometrical coupling region after fusion for coupling
ratio 90%. Before two single-mode fibers joined, it has the di-
ameter of coupling region 250 lm.
During fusion, it will gradually decrease as a function of
fusion and pulling length. Experimentally, by heating and pull-
ing the coupling region, the coupling ratio 50% was reached
with coupling diameter (x) decreased to be 125.64 lm, and the
each fiber’s diameter (y) is 82 lm. This means the degree of
fusion f50% � 1.513. Figure 4(b) shows that to reach coupling
ratio 90% reduces the diameter of coupling region until 35.59
lm, and the calculation of degree of fusion is f90% � 92.431.
However, heating and elongation process is a function of
decreasing tapered coupling region diameter. By assuming width
of high temperature or hot zone is Dz, the tapered-cross section
diameter D (z) at any z position is given as follows:
DðzÞ ¼ 2r0expðz=DzÞ (7)
where r0 is radius of twisted coupler before fusion. Figure 6
shows the change of tapered cross-section diameter at any cou-
pling length or z. It can be seen that the diameter changes is a
parabolic function, which follows the profile of torch flame. The
minimum diameter of coupling region or cut-off diameter is
about 6.35 micrometer, and it cannot achieve to zero, this means
that the heating and elongation process be able to couple two
single-mode fibers until it is minimum at coupling ratio near to
100%. For example, to get experimentally the coupling ratio
90%, the coupling region diameter was reduced and it becomes
�35.59 lm. As the flow rate of H2 gas is controlled to obtain
stable torch flame with a stable temperature distribution in the
coupling region area, the diameter of coupling region will fol-
low the theoretical profile, and it will result a uniform propaga-
tion constant at fundamental single-mode tapered directional
fiber coupler.
The fabrication of SMF coupler based on auto-motorized sys-
tem depicts how the coupled region formed by fusion process. It
is clear that change in geometrical fiber affects the refractive
index of fiber’s core and cladding, so that the light can be
transferred from fiber 1 to other fibers. As the power transfer
between the fibers is described by the coupling ratio at output
ports, the coupling coefficient is an important parameter that
must be controlled during fusion process. The coupling coeffi-
cient depends on separation between the fiber’s axes. Certainly,
fusion and elongation reduce it according to the decreasing fiber
diameter at the coupling region. As the fibers’ axis becomes
closer, the coupling coefficient between them will be increased
exponentially by increasing the degree of fusion.
By determining the degree of fusion as how closer two or
more fibers joined by heating and elongation, and function of
cross-section tapered diameter, the coupling parameter can be
optimized. As the coupling length can be controlled by adjusting
the pulling length, the coupling parameter can be shown in three
dimensions. Figure 7 clearly describes that to get high coupling
ratio need longer coupling length, which can be reached by
increasing the heating and elongation process.
Figure 4 Ratio of power exchange due to increase the pulling length
Figure 5 Diameter of coupling region Fused SMF coupler with typi-
cal CR 90%. [Color figure can be viewed in the online issue, which is
available at wileyonlinelibrary.com]
Figure 6 Diameter profile of tapered cross section in coupling region
fiber coupler
Figure 7 Coupling parameter of SMF coupler. [Color figure can be
viewed in the online issue, which is available at wileyonlinelibrary.com]
1934 MICROWAVE AND OPTICAL TECHNOLOGY LETTERS / Vol. 54, No. 8, August 2012 DOI 10.1002/mop

5. CONCLUSION
The parameter of auto-motorized fiber coupler fabrication sys-
tem based on fusion and elongation technique has been esti-
mated. It is found that the power output described by coupling
ratio significantly depends on the degree of fusion and coupling
length. Increasing the degree of fusion will increase the coupling
coefficient between the fibers. During heating process, the pro-
file of coupling-region diameter is a parabolic function with
minimum diameter �6.35 micrometer. However, a directional
fiber coupler can be fabricated with high accuracy coupling ratio
by controlling the degree of fusion and elongation process.
ACKNOWLEDGMENTS
Wewould like to thank the Institute of Advanced Photonic Science,
Faculty of Science, Universiti Teknologi Malaysia (UTM) Spon-
sored by GUP Tier 1 No.QJ13000, 712601h02, and Physics Dept.
University of Riau, Indonesia for generous support in this research.
REFERENCES
1. A. Hosseini, D.N. Kwong, Y. Zhang, Y. Liu, and R.T. Chen, The
optimum design for 1xN multimode interference coupler based
beam splitters, OSA/IEEE Integrated Photonics Research, Silicon
and Nano Photonics (IPR), paper JTuB9, 2010.
2. H.S. Daniel, D.R. Moore, and V.J. Tekippe, Broad band of MXN
fiber and method for making, United States Patent, Patent num-
ber:5,355,426, Millersville, 1994.
3. Saktioto, J. Ali, and M. Fadhali, Theoretical and empirical compar-
ison of coupling coefficient and refractive index estimation for
coupled waveguide fiber, J Appl Sci Eng Technol2008.
4. Saktioto, J. Ali and M. Fadhali, Simplified coupling power model
for fiber fusion, J Opto-Electron Rev 17 (2009), 193–199.
5. A.W. Snyder, Coupled-mode theory for optical fibers, J Opt Soc
Am 62 (1972), 1267–1277.
6. A.W. Snyder and J.D. Love, Optical waveguide theory, Institute of
Advanced Studies Australian National University, Canberra, Aus-
tralia, 1983.
7. D.W. Stove and M. Corke, Fiber optic power combiner, United
States Patent, Patent number.5,121,452, Medfield,1992.
8. Y. Wang, D. Xue, and X. Lu, Power transfer characteristics among
N parallel single-mode optical fibers, Science direct, Zhejiang Uni-
versit, Hangzhou, Zhejiang, China, 2007.
9. DediIrawan, Saktioto, and J. Ali, Linear and triangle order of NX3
optical directional couplers: Variationcoupling coefficient, SPIE
Proc 7781 (2010), 77810J.
VC 2012 Wiley Periodicals, Inc.
A 1–12-GHz VARIABLE-GAINLOW-NOISE AMPLIFIER MMIC USING0.25-lm SiGe BiCMOS TECHNOLOGY
Woojin Chang, Sang-Heung Lee, Jae-Kyoung Mun, andEunsoo NamRF Convergence Component Research Team, Department ofPhotonic/Wireless Convergence Components Research,Convergence Components and Materials Research Laboratory,Electronics and Telecommunications Research Institute (ETRI), 161Gajeong-Dong, Yuseong-Gu, Daejeon, Korea; Correspondingauthor: wjchang @etri.re.kr
Received 27 October 2011
ABSTRACT: This article introduces an 1–12-GHz differential two-stage variable-gain low-noise amplifier (VGLNA) using 0.25-lm SiGe:CBiCMOS commercial process technology for ultra-wideband system. The
results of the fabricated monolithic microwave integrated circuit
amplifier show 18-dB gain with a 3-dB frequency band of 1.3–11.9 GHz
and noise figure of less than 5 dB under the bias condition of 2.5-Vsupply voltage and 55-mW total dc power consumption. The gain-control range is from �17 dB to þ18 dB. The chip size of the
manufactured VGLNA is 1.1 � 0.9 mm2 including all testing pads forRF and dc probes. VC 2012 Wiley Periodicals, Inc. Microwave Opt
Technol Lett 54:1935–1937, 2012; View this article online at
wileyonlinelibrary.com. DOI 10.1002/mop.26936
Key words: variable-gain low-noise amplifier; silicon-germanium;BiCMOS; ultra-wideband; microwave monolithic integrated circuit
1. INTRODUCTION
The wideband operating requirements of the ultra-wideband
(UWB) RF front-end makes the design very difficult. Low-noise
amplifiers (LNAs) for UWB systems should provide high gain
and low noise figure over a wideband. Variable-gain low-noise
amplifiers (VGLNAs) were realized to maximize the overall sys-
tem dynamic range. As it is difficult to get gain over a wide
bandwidth for various gain levels, distributed amplifiers can be
used to make a wideband operation. For a distributed amplifier,
the small signal gain can be controlled by the bias voltage and
current of the devices. However, a conventional distributed am-
plifier has a low gain control range (GCR) and a high power
consumption. A variable-gain distributed amplifier with 7-GHz
bandwidth was reported in Ref. 6, but the GCR was limited
from �10 to þ8 dB. And another variable-gain distributed am-
plifier with 10 GHz bandwidth was reported in Ref. 7, but it had
the total power consumption of 40 mW although it was not a
differential amplifier but a single-ended amplifier.
In this article, we propose a wideband, VGLNA, which is
composed of current mirror and differential two-stage amplifier.
To achieve completely differential operation of the amplifier,
the same current from the current mirror flows identically
through each transistor of the differential amplifier. And the
resistors in bias circuits of the amplifier are used instead of
inductors in the bias circuits for wideband frequency operation.
2. 1–12-GHz VGLNA DESIGN
A 1–12-GHz VGLNA was designed and fabricated by using
IHP commercial 0.25-lm SiGe:C BiCMOS technology. The
VGLNA for UWB systems is shown in Figure 1. The VGLNA
is composed of a current mirror and a two-stage differential
Figure 1 Schematic of 1–12-GHz VGLNA
DOI 10.1002/mop MICROWAVE AND OPTICAL TECHNOLOGY LETTERS / Vol. 54, No. 8, August 2012 1935
Related Documents


![ALL-OPTICAL MICROWAVE SIGNAL PROCESSING€¦ · Microwave photonics is an interdisciplinary field that investigates the interaction between microwave and optical signals [1]-[3] for](https://static.cupdf.com/doc/110x72/60833e506ba8f8072e7ce524/all-optical-microwave-signal-processing-microwave-photonics-is-an-interdisciplinary.jpg)