Acta Materialia 51 (2003) 713–729 www.actamat-journals.com Microstructural investigation of friction stir welded 7050- T651 aluminium J.-Q. Su a , T.W. Nelson a,∗ , R. Mishra b , M. Mahoney c a Department of Mechanical Engineering, Brigham Young University, 435 CTB, Provo, UT 84602, USA b Department of Materials Science, University of Missouri-Rolla, USA c Rockwell Scientific, Thousand Oaks, CA, USA Received 3 July 2002; revised 27 September 2002; accepted 28 September 2002 Abstract The grain structure, dislocation density and second phase particles in various regions including the dynamically recrystallized zone (DXZ), thermo-mechanically affected zone (TMAZ), and heat affected zone (HAZ) of a friction stir weld aluminum alloy 7050-T651 were investigated and compared with the unaffected base metal. The various regions were studied in detail to better understand the microstructural evolution during friction stir welding (FSW). The microstructural development in each region was a strong function of the local thermo-mechanical cycle experienced during welding. Using the combination of structural characteristics observed in each weld region, a new dynamic recrystallization model has been proposed. The precipitation phenomena in different weld regions are also discussed. 2002 Acta Materialia Inc. Published by Elsevier Science Ltd. All rights reserved. Keywords: Friction stir welding; Aluminum alloy; Microstructures; Dynamic recrystallization; Transmission Electron Microscopy (TEM) 1. Introduction High-strength, precipitation-hardening 7000-ser- ies aluminum alloys such as alloy 7050 are used extensively in aircraft primary structures. How- ever, this class of aluminum alloy is difficult to join by conventional fusion welding techniques because the dendritic structure formed in the fusion zone can seriously compromise the mechanical properties of the joint. Recently, Friction Stir ∗ Corresponding author. Tel.: +1-801-4226-233; fax: +1- 801-4220-516. E-mail address: [email protected] (T.W. Nelson). 1359-6454/03/$30.00 2002 Acta Materialia Inc. Published by Elsevier Science Ltd. All rights reserved. doi:10.1016/S1359-6454(02)00449-4 Welding (FSW), a new joining process developed by The Welding Institute in Cambridge England [1], has emerged as a promising solid state process with the potential to join aluminum alloys tra- ditionally considered unweldable. Because material subjected to FSW does not melt and recast, the resultant weldment offers advantages over conventional arc weldments such as better retention of baseline mechanical properties, less distortion, lower residual stresses, and fewer weld defects. Friction stir welding achieves solid phase join- ing by locally introducing frictional heat and plas- tic flow by rotation of the welding tool with resulting local microstructure changes in aluminum

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Acta Materialia 51 (2003) 713–729www.actamat-journals.com
Microstructural investigation of friction stir welded 7050-T651 aluminium
J.-Q. Sua, T.W. Nelsona,∗, R. Mishrab, M. Mahoneyc
a Department of Mechanical Engineering, Brigham Young University, 435 CTB, Provo, UT 84602, USAb Department of Materials Science, University of Missouri-Rolla, USA
c Rockwell Scientific, Thousand Oaks, CA, USA
Received 3 July 2002; revised 27 September 2002; accepted 28 September 2002
Abstract
The grain structure, dislocation density and second phase particles in various regions including the dynamicallyrecrystallized zone (DXZ), thermo-mechanically affected zone (TMAZ), and heat affected zone (HAZ) of a frictionstir weld aluminum alloy 7050-T651 were investigated and compared with the unaffected base metal. The variousregions were studied in detail to better understand the microstructural evolution during friction stir welding (FSW).The microstructural development in each region was a strong function of the local thermo-mechanical cycle experiencedduring welding. Using the combination of structural characteristics observed in each weld region, a new dynamicrecrystallization model has been proposed. The precipitation phenomena in different weld regions are also discussed. 2002 Acta Materialia Inc. Published by Elsevier Science Ltd. All rights reserved.
Keywords: Friction stir welding; Aluminum alloy; Microstructures; Dynamic recrystallization; Transmission Electron Microscopy(TEM)
1. Introduction
High-strength, precipitation-hardening 7000-ser-ies aluminum alloys such as alloy 7050 are usedextensively in aircraft primary structures. How-ever, this class of aluminum alloy is difficult tojoin by conventional fusion welding techniquesbecause the dendritic structure formed in the fusionzone can seriously compromise the mechanicalproperties of the joint. Recently, Friction Stir
∗ Corresponding author. Tel.:+1-801-4226-233; fax:+1-801-4220-516.
E-mail address: [email protected] (T.W. Nelson).
1359-6454/03/$30.00 2002 Acta Materialia Inc. Published by Elsevier Science Ltd. All rights reserved.doi:10.1016/S1359-6454(02)00449-4
Welding (FSW), a new joining process developedby The Welding Institute in Cambridge England[1], has emerged as a promising solid state processwith the potential to join aluminum alloys tra-ditionally considered unweldable. Becausematerial subjected to FSW does not melt andrecast, the resultant weldment offers advantagesover conventional arc weldments such as betterretention of baseline mechanical properties, lessdistortion, lower residual stresses, and fewerweld defects.
Friction stir welding achieves solid phase join-ing by locally introducing frictional heat and plas-tic flow by rotation of the welding tool withresulting local microstructure changes in aluminum
714 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
alloys [2–17]. The local microstructure determinesthe weld mechanical properties. Therefore, it isimportant that details of microstructural evolutionduring the severe thermomechanical conditionsimposed by FSW be well-defined.
Some work characterizing the microstructuralchanges resulting from FSW has been completed[2–17]. Concerning age-hardenable aluminumalloys, microstructural studies of FSW in alloys7075 [2,6], 7050 [11], 6061 [3,4] and 6063 Al [7]are represented. Results from these studies suggestthat the weld nugget or dynamically recrystallizedzone (DXZ) undergoes dynamic recrystallization toproduce a fine grain equiaxed structure with a tend-ency to high angle grain boundaries. Among theseinvestigators, disparities in dislocation densitieshave been reported in the DXZ. For instance, theDXZ contains a high density of dislocations in7050-T7451 Al [11] while a low dislocation den-sity was reported in alloy 7075-T6 Al [2]. For6063-T5 Al, Sato et al., [7] reported that mostgrains in the weld center have a low density ofdislocations while a few grains contain muchhigher densities. This observation is evidence thatthe evolution of dislocation structure and the natureof recrystallization associated with FSW are notwell-understood.
Similarly, the precipitate distribution is stronglyinfluenced by the thermal hysteresis. Localizedheating caused by the friction-stir process producessignificant microstructure changes. The strengthen-ing precipitates in alloys 7075 and 7050 were sev-erely coarsened in the heat-affected zone by thethermal cycle [2,6,11,16]. Further, precipitates inthe DXZ were fully or partially redissolved duringFSW [2–4,6]. Rhodes and co-workers [2,6] con-cluded that temperatures during FSW are between400 and 480 °C in alloy 7075 Al which may besufficient to force larger precipitates to go into sol-ution and reprecipitate in the weld during cooling.Conversely, Murr and co-workers [3,4] indicatethat some of the precipitates are not dissolved dur-ing welding because temperatures are only in therange of 400 °C in alloy 6061. The previous worksalso suggested a complex variation in the precipi-tation behavior especially associated with theTMAZ, i.e., between the work piece, or undis-turbed base metal, and the weld. However, details
of the complex precipitation phenomena are stillfar from being completely understood.
The present research examines microstructuralevolution during FSW of a high-strength Al-Zn-Mg-Cu alloy, 7050-T651. Using TEM, the grainstructure, dislocation density and precipitationphenomena were investigated and compared invarious weld zone regions and base metal.
2. Experimental procedures
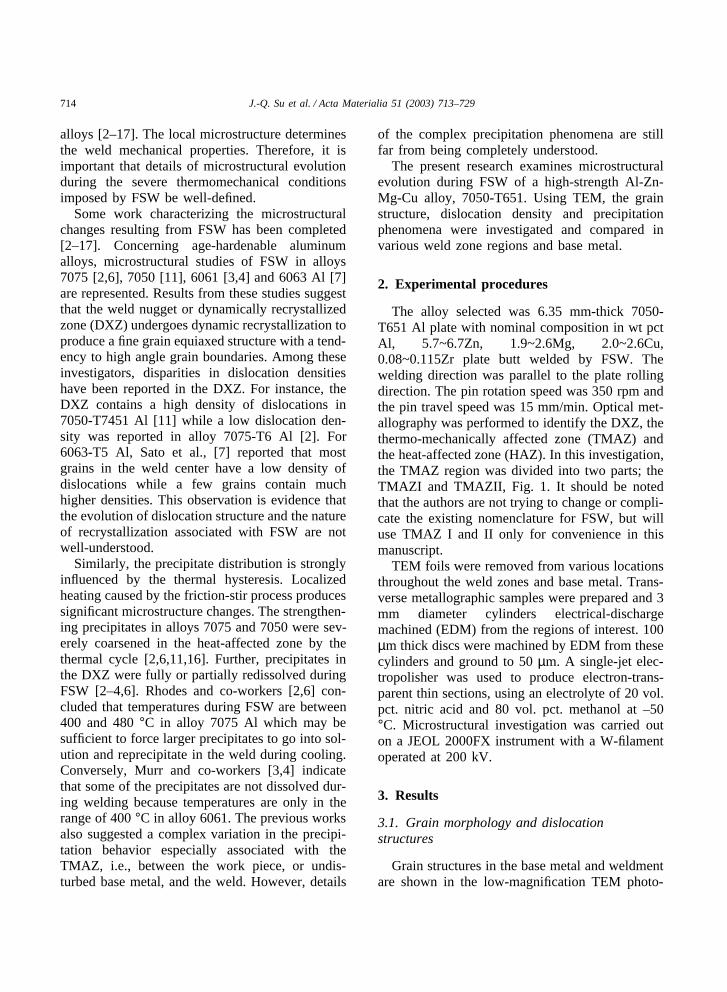
The alloy selected was 6.35 mm-thick 7050-T651 Al plate with nominal composition in wt pctAl, 5.7~6.7Zn, 1.9~2.6Mg, 2.0~2.6Cu,0.08~0.115Zr plate butt welded by FSW. Thewelding direction was parallel to the plate rollingdirection. The pin rotation speed was 350 rpm andthe pin travel speed was 15 mm/min. Optical met-allography was performed to identify the DXZ, thethermo-mechanically affected zone (TMAZ) andthe heat-affected zone (HAZ). In this investigation,the TMAZ region was divided into two parts; theTMAZI and TMAZII, Fig. 1. It should be notedthat the authors are not trying to change or compli-cate the existing nomenclature for FSW, but willuse TMAZ I and II only for convenience in thismanuscript.
TEM foils were removed from various locationsthroughout the weld zones and base metal. Trans-verse metallographic samples were prepared and 3mm diameter cylinders electrical-dischargemachined (EDM) from the regions of interest. 100µm thick discs were machined by EDM from thesecylinders and ground to 50 µm. A single-jet elec-tropolisher was used to produce electron-trans-parent thin sections, using an electrolyte of 20 vol.pct. nitric acid and 80 vol. pct. methanol at –50°C. Microstructural investigation was carried outon a JEOL 2000FX instrument with a W-filamentoperated at 200 kV.
3. Results
3.1. Grain morphology and dislocationstructures
Grain structures in the base metal and weldmentare shown in the low-magnification TEM photo-
715J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 1. Cross section of a friction stir weld in 7050 Al, showing the different weld zone regions from base metal to DXZ.
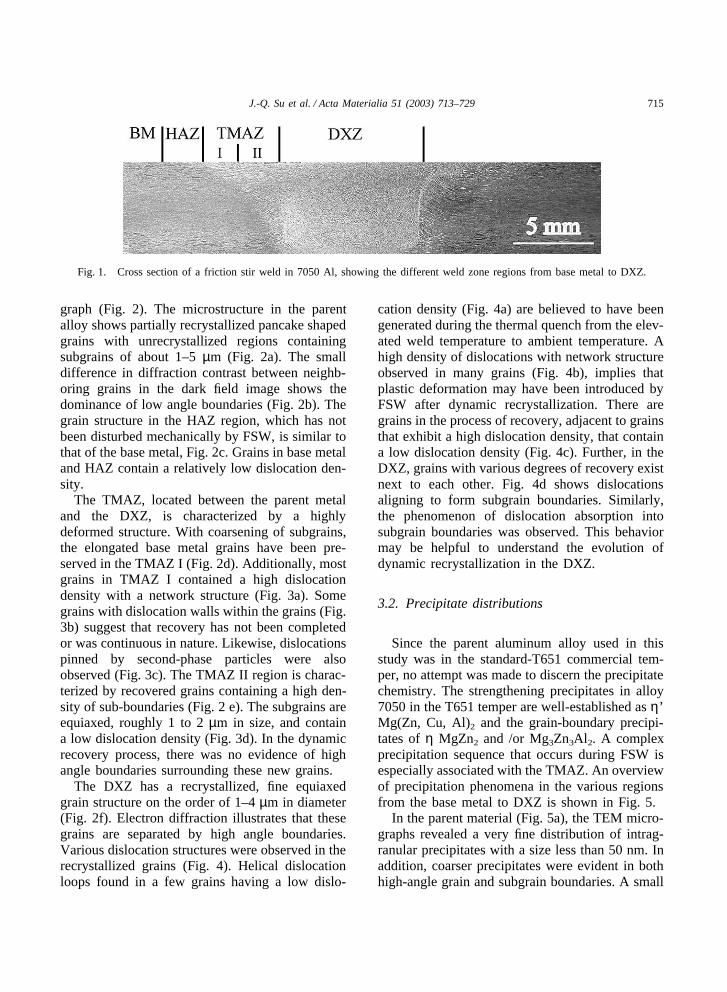
graph (Fig. 2). The microstructure in the parentalloy shows partially recrystallized pancake shapedgrains with unrecrystallized regions containingsubgrains of about 1–5 µm (Fig. 2a). The smalldifference in diffraction contrast between neighb-oring grains in the dark field image shows thedominance of low angle boundaries (Fig. 2b). Thegrain structure in the HAZ region, which has notbeen disturbed mechanically by FSW, is similar tothat of the base metal, Fig. 2c. Grains in base metaland HAZ contain a relatively low dislocation den-sity.
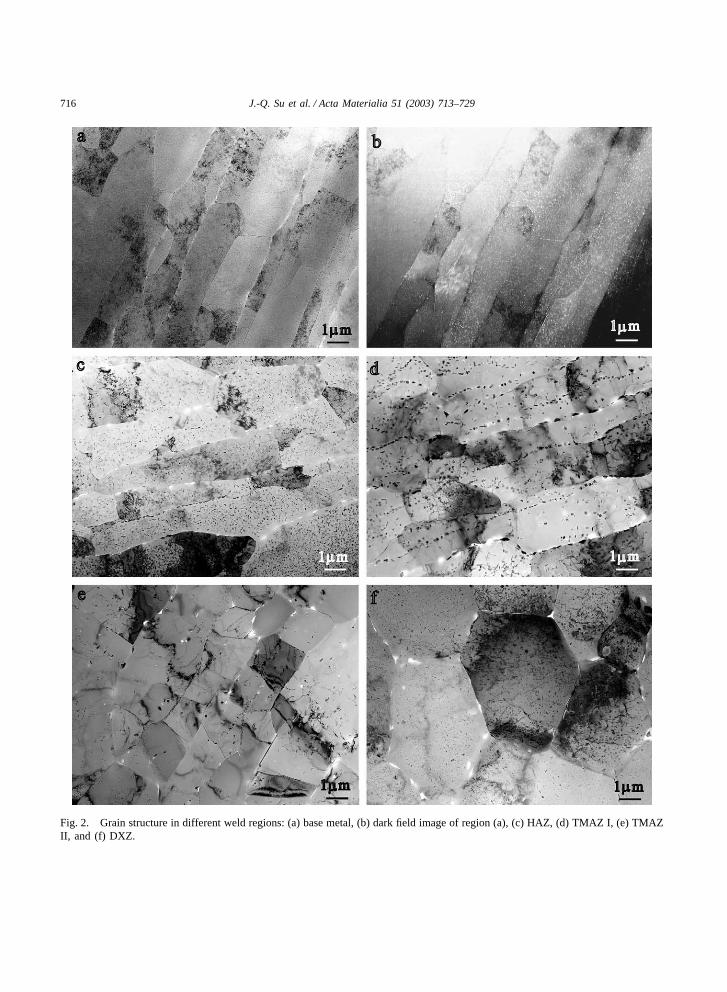
The TMAZ, located between the parent metaland the DXZ, is characterized by a highlydeformed structure. With coarsening of subgrains,the elongated base metal grains have been pre-served in the TMAZ I (Fig. 2d). Additionally, mostgrains in TMAZ I contained a high dislocationdensity with a network structure (Fig. 3a). Somegrains with dislocation walls within the grains (Fig.3b) suggest that recovery has not been completedor was continuous in nature. Likewise, dislocationspinned by second-phase particles were alsoobserved (Fig. 3c). The TMAZ II region is charac-terized by recovered grains containing a high den-sity of sub-boundaries (Fig. 2 e). The subgrains areequiaxed, roughly 1 to 2 µm in size, and containa low dislocation density (Fig. 3d). In the dynamicrecovery process, there was no evidence of highangle boundaries surrounding these new grains.
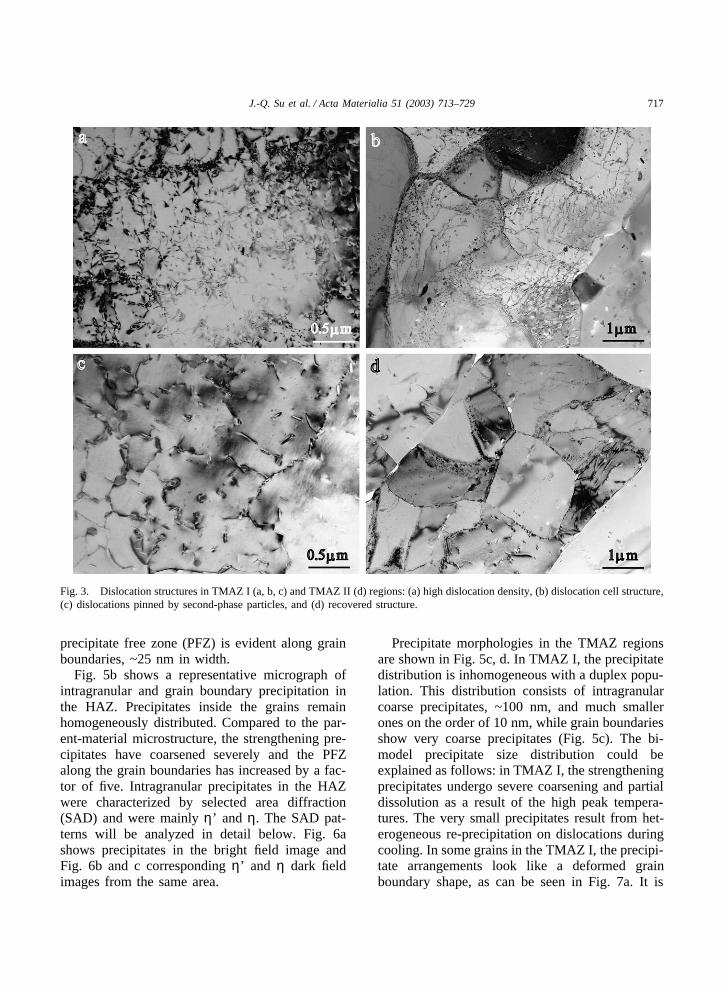
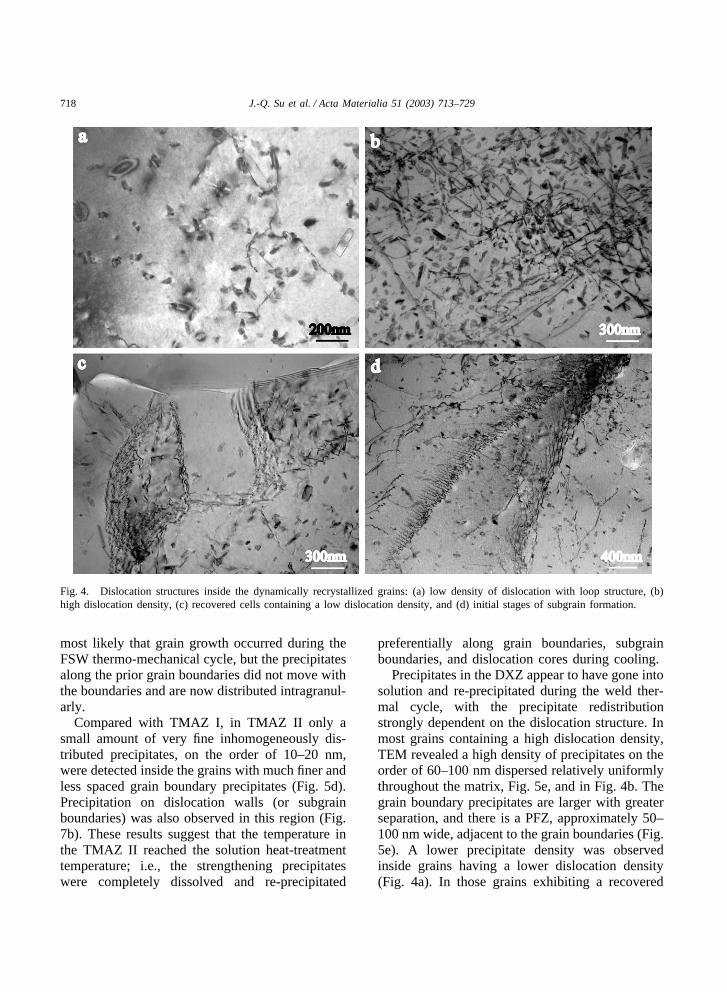
The DXZ has a recrystallized, fine equiaxedgrain structure on the order of 1–4 µm in diameter(Fig. 2f). Electron diffraction illustrates that thesegrains are separated by high angle boundaries.Various dislocation structures were observed in therecrystallized grains (Fig. 4). Helical dislocationloops found in a few grains having a low dislo-
cation density (Fig. 4a) are believed to have beengenerated during the thermal quench from the elev-ated weld temperature to ambient temperature. Ahigh density of dislocations with network structureobserved in many grains (Fig. 4b), implies thatplastic deformation may have been introduced byFSW after dynamic recrystallization. There aregrains in the process of recovery, adjacent to grainsthat exhibit a high dislocation density, that containa low dislocation density (Fig. 4c). Further, in theDXZ, grains with various degrees of recovery existnext to each other. Fig. 4d shows dislocationsaligning to form subgrain boundaries. Similarly,the phenomenon of dislocation absorption intosubgrain boundaries was observed. This behaviormay be helpful to understand the evolution ofdynamic recrystallization in the DXZ.
3.2. Precipitate distributions
Since the parent aluminum alloy used in thisstudy was in the standard-T651 commercial tem-per, no attempt was made to discern the precipitatechemistry. The strengthening precipitates in alloy7050 in the T651 temper are well-established as η’Mg(Zn, Cu, Al)2 and the grain-boundary precipi-tates of η MgZn2 and /or Mg3Zn3Al2. A complexprecipitation sequence that occurs during FSW isespecially associated with the TMAZ. An overviewof precipitation phenomena in the various regionsfrom the base metal to DXZ is shown in Fig. 5.
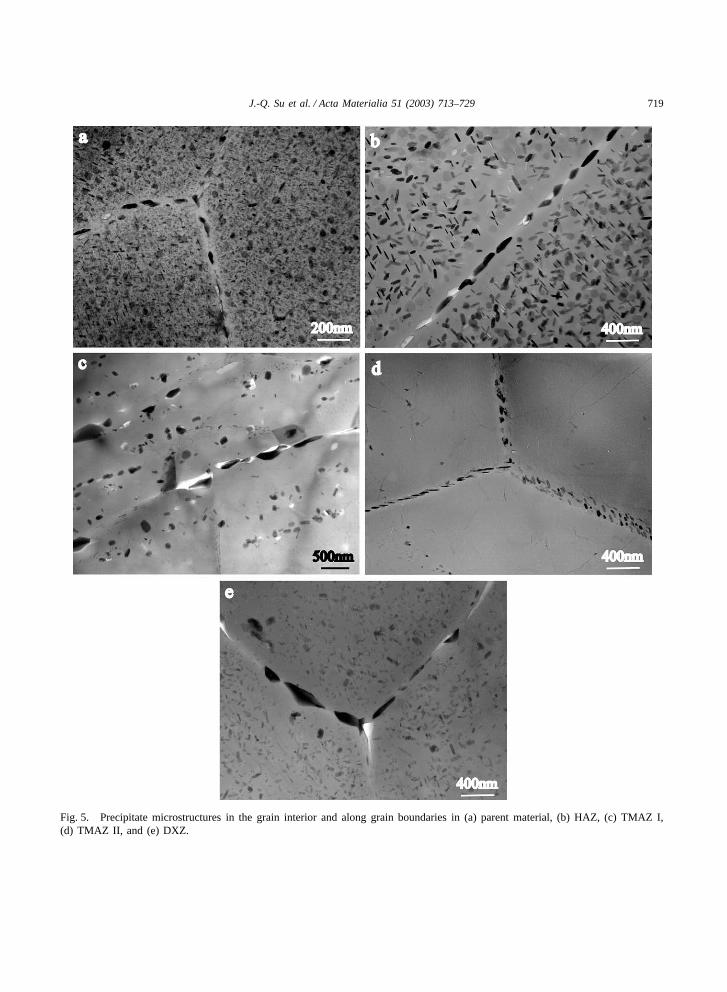
In the parent material (Fig. 5a), the TEM micro-graphs revealed a very fine distribution of intrag-ranular precipitates with a size less than 50 nm. Inaddition, coarser precipitates were evident in bothhigh-angle grain and subgrain boundaries. A small
716 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 2. Grain structure in different weld regions: (a) base metal, (b) dark field image of region (a), (c) HAZ, (d) TMAZ I, (e) TMAZII, and (f) DXZ.
717J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 3. Dislocation structures in TMAZ I (a, b, c) and TMAZ II (d) regions: (a) high dislocation density, (b) dislocation cell structure,(c) dislocations pinned by second-phase particles, and (d) recovered structure.
precipitate free zone (PFZ) is evident along grainboundaries, ~25 nm in width.
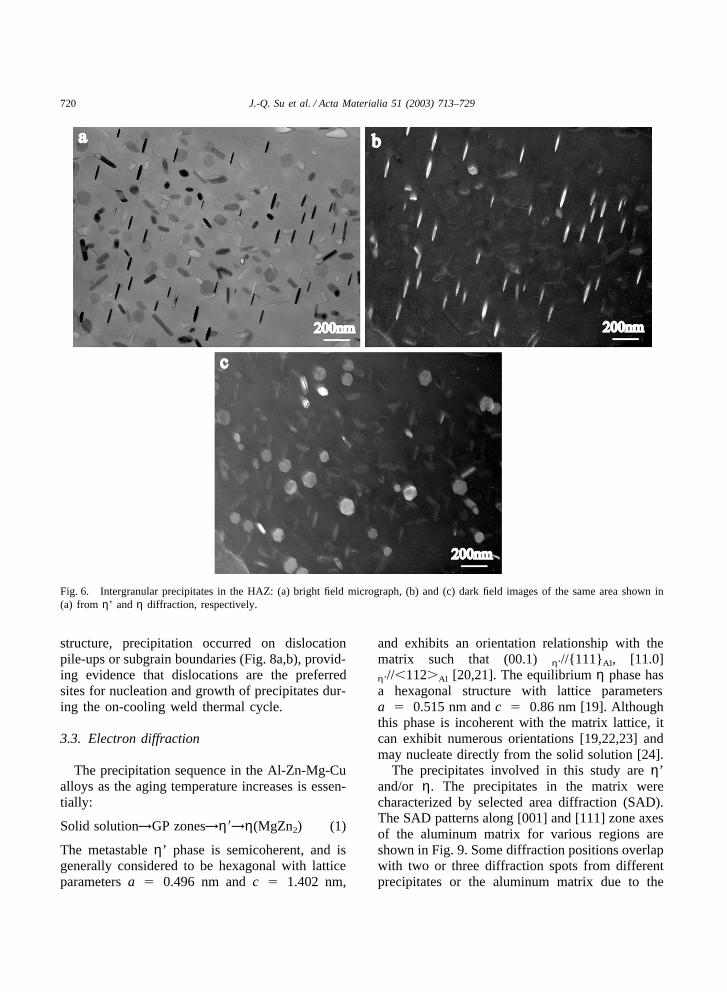
Fig. 5b shows a representative micrograph ofintragranular and grain boundary precipitation inthe HAZ. Precipitates inside the grains remainhomogeneously distributed. Compared to the par-ent-material microstructure, the strengthening pre-cipitates have coarsened severely and the PFZalong the grain boundaries has increased by a fac-tor of five. Intragranular precipitates in the HAZwere characterized by selected area diffraction(SAD) and were mainly η’ and η. The SAD pat-terns will be analyzed in detail below. Fig. 6ashows precipitates in the bright field image andFig. 6b and c corresponding η’ and η dark fieldimages from the same area.
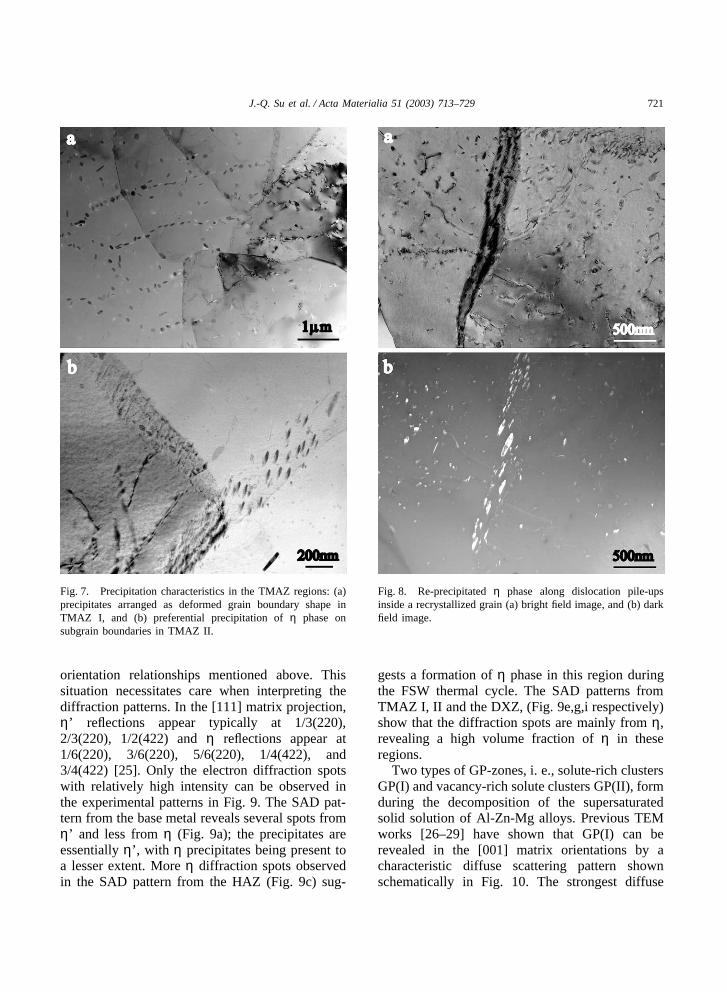
Precipitate morphologies in the TMAZ regionsare shown in Fig. 5c, d. In TMAZ I, the precipitatedistribution is inhomogeneous with a duplex popu-lation. This distribution consists of intragranularcoarse precipitates, ~100 nm, and much smallerones on the order of 10 nm, while grain boundariesshow very coarse precipitates (Fig. 5c). The bi-model precipitate size distribution could beexplained as follows: in TMAZ I, the strengtheningprecipitates undergo severe coarsening and partialdissolution as a result of the high peak tempera-tures. The very small precipitates result from het-erogeneous re-precipitation on dislocations duringcooling. In some grains in the TMAZ I, the precipi-tate arrangements look like a deformed grainboundary shape, as can be seen in Fig. 7a. It is
718 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 4. Dislocation structures inside the dynamically recrystallized grains: (a) low density of dislocation with loop structure, (b)high dislocation density, (c) recovered cells containing a low dislocation density, and (d) initial stages of subgrain formation.
most likely that grain growth occurred during theFSW thermo-mechanical cycle, but the precipitatesalong the prior grain boundaries did not move withthe boundaries and are now distributed intragranul-arly.
Compared with TMAZ I, in TMAZ II only asmall amount of very fine inhomogeneously dis-tributed precipitates, on the order of 10–20 nm,were detected inside the grains with much finer andless spaced grain boundary precipitates (Fig. 5d).Precipitation on dislocation walls (or subgrainboundaries) was also observed in this region (Fig.7b). These results suggest that the temperature inthe TMAZ II reached the solution heat-treatmenttemperature; i.e., the strengthening precipitateswere completely dissolved and re-precipitated
preferentially along grain boundaries, subgrainboundaries, and dislocation cores during cooling.
Precipitates in the DXZ appear to have gone intosolution and re-precipitated during the weld ther-mal cycle, with the precipitate redistributionstrongly dependent on the dislocation structure. Inmost grains containing a high dislocation density,TEM revealed a high density of precipitates on theorder of 60–100 nm dispersed relatively uniformlythroughout the matrix, Fig. 5e, and in Fig. 4b. Thegrain boundary precipitates are larger with greaterseparation, and there is a PFZ, approximately 50–100 nm wide, adjacent to the grain boundaries (Fig.5e). A lower precipitate density was observedinside grains having a lower dislocation density(Fig. 4a). In those grains exhibiting a recovered
719J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 5. Precipitate microstructures in the grain interior and along grain boundaries in (a) parent material, (b) HAZ, (c) TMAZ I,(d) TMAZ II, and (e) DXZ.
720 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 6. Intergranular precipitates in the HAZ: (a) bright field micrograph, (b) and (c) dark field images of the same area shown in(a) from η’ and η diffraction, respectively.
structure, precipitation occurred on dislocationpile-ups or subgrain boundaries (Fig. 8a,b), provid-ing evidence that dislocations are the preferredsites for nucleation and growth of precipitates dur-ing the on-cooling weld thermal cycle.
3.3. Electron diffraction
The precipitation sequence in the Al-Zn-Mg-Cualloys as the aging temperature increases is essen-tially:
Solid solution→GP zones→η�→η(MgZn2) (1)
The metastable η’ phase is semicoherent, and isgenerally considered to be hexagonal with latticeparameters a � 0.496 nm and c � 1.402 nm,
and exhibits an orientation relationship with thematrix such that (00.1) η’//{111}Al, [11.0]η’//�112�Al [20,21]. The equilibrium η phase hasa hexagonal structure with lattice parametersa � 0.515 nm and c � 0.86 nm [19]. Althoughthis phase is incoherent with the matrix lattice, itcan exhibit numerous orientations [19,22,23] andmay nucleate directly from the solid solution [24].
The precipitates involved in this study are η’and/or η. The precipitates in the matrix werecharacterized by selected area diffraction (SAD).The SAD patterns along [001] and [111] zone axesof the aluminum matrix for various regions areshown in Fig. 9. Some diffraction positions overlapwith two or three diffraction spots from differentprecipitates or the aluminum matrix due to the
721J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 7. Precipitation characteristics in the TMAZ regions: (a)precipitates arranged as deformed grain boundary shape inTMAZ I, and (b) preferential precipitation of η phase onsubgrain boundaries in TMAZ II.
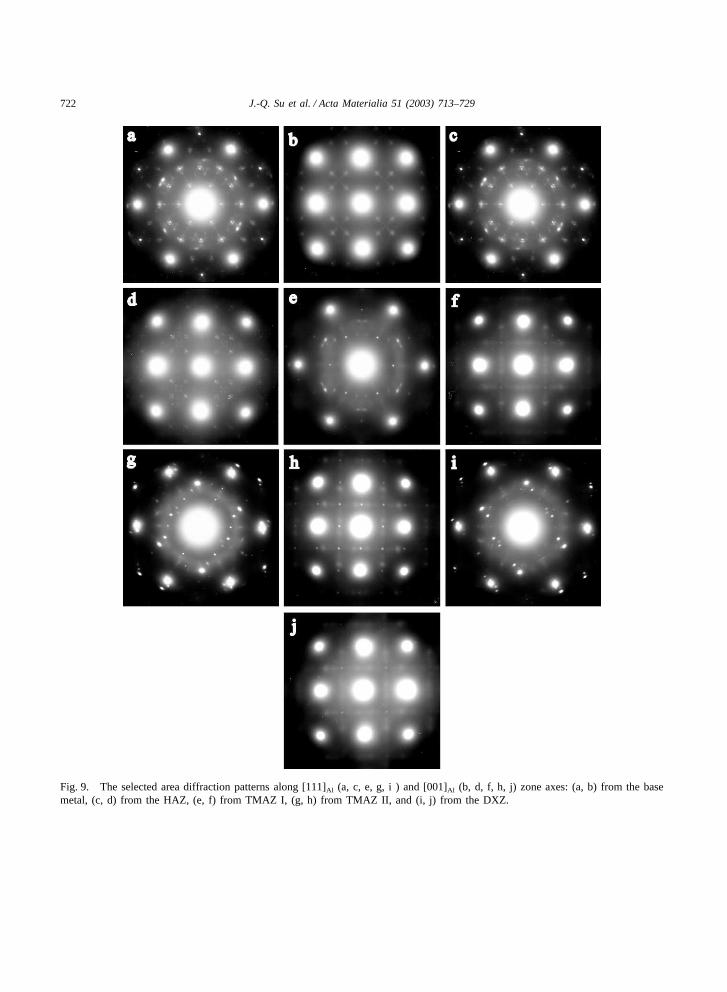
orientation relationships mentioned above. Thissituation necessitates care when interpreting thediffraction patterns. In the [111] matrix projection,η’ reflections appear typically at 1/3(220),2/3(220), 1/2(422) and η reflections appear at1/6(220), 3/6(220), 5/6(220), 1/4(422), and3/4(422) [25]. Only the electron diffraction spotswith relatively high intensity can be observed inthe experimental patterns in Fig. 9. The SAD pat-tern from the base metal reveals several spots fromη’ and less from η (Fig. 9a); the precipitates areessentially η’ , with η precipitates being present toa lesser extent. More η diffraction spots observedin the SAD pattern from the HAZ (Fig. 9c) sug-
Fig. 8. Re-precipitated η phase along dislocation pile-upsinside a recrystallized grain (a) bright field image, and (b) darkfield image.
gests a formation of η phase in this region duringthe FSW thermal cycle. The SAD patterns fromTMAZ I, II and the DXZ, (Fig. 9e,g,i respectively)show that the diffraction spots are mainly from η,revealing a high volume fraction of η in theseregions.
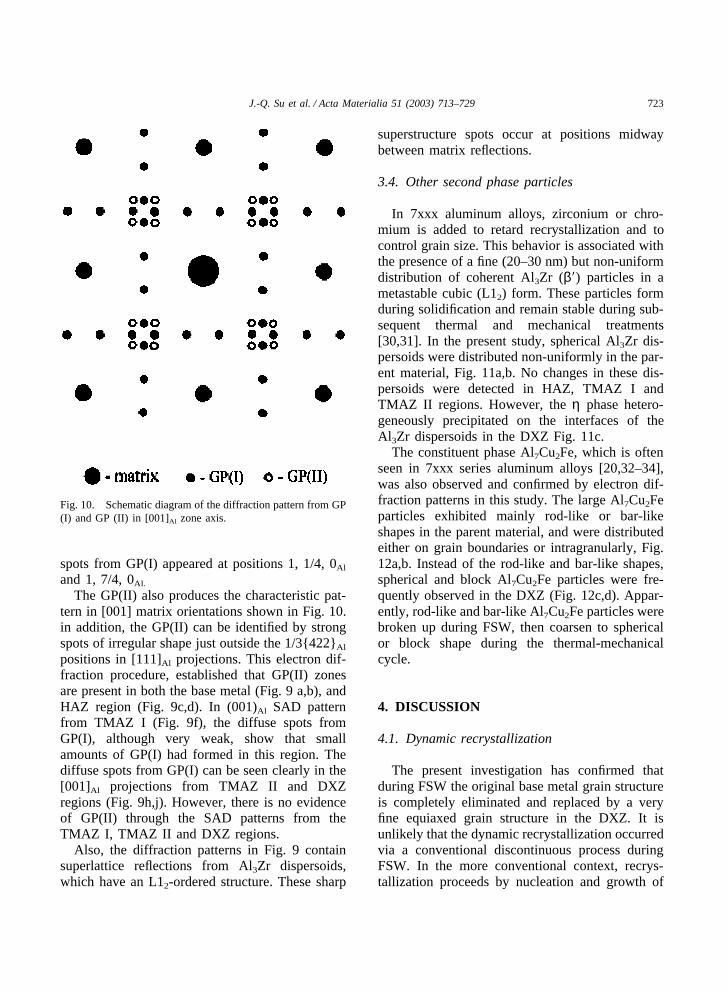
Two types of GP-zones, i. e., solute-rich clustersGP(I) and vacancy-rich solute clusters GP(II), formduring the decomposition of the supersaturatedsolid solution of Al-Zn-Mg alloys. Previous TEMworks [26–29] have shown that GP(I) can berevealed in the [001] matrix orientations by acharacteristic diffuse scattering pattern shownschematically in Fig. 10. The strongest diffuse
722 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 9. The selected area diffraction patterns along [111]Al (a, c, e, g, i ) and [001]Al (b, d, f, h, j) zone axes: (a, b) from the basemetal, (c, d) from the HAZ, (e, f) from TMAZ I, (g, h) from TMAZ II, and (i, j) from the DXZ.
723J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 10. Schematic diagram of the diffraction pattern from GP(I) and GP (II) in [001]Al zone axis.
spots from GP(I) appeared at positions 1, 1/4, 0Al
and 1, 7/4, 0Al.
The GP(II) also produces the characteristic pat-tern in [001] matrix orientations shown in Fig. 10.in addition, the GP(II) can be identified by strongspots of irregular shape just outside the 1/3{422}Al
positions in [111]Al projections. This electron dif-fraction procedure, established that GP(II) zonesare present in both the base metal (Fig. 9 a,b), andHAZ region (Fig. 9c,d). In (001)Al SAD patternfrom TMAZ I (Fig. 9f), the diffuse spots fromGP(I), although very weak, show that smallamounts of GP(I) had formed in this region. Thediffuse spots from GP(I) can be seen clearly in the[001]Al projections from TMAZ II and DXZregions (Fig. 9h,j). However, there is no evidenceof GP(II) through the SAD patterns from theTMAZ I, TMAZ II and DXZ regions.
Also, the diffraction patterns in Fig. 9 containsuperlattice reflections from Al3Zr dispersoids,which have an L12-ordered structure. These sharp
superstructure spots occur at positions midwaybetween matrix reflections.
3.4. Other second phase particles
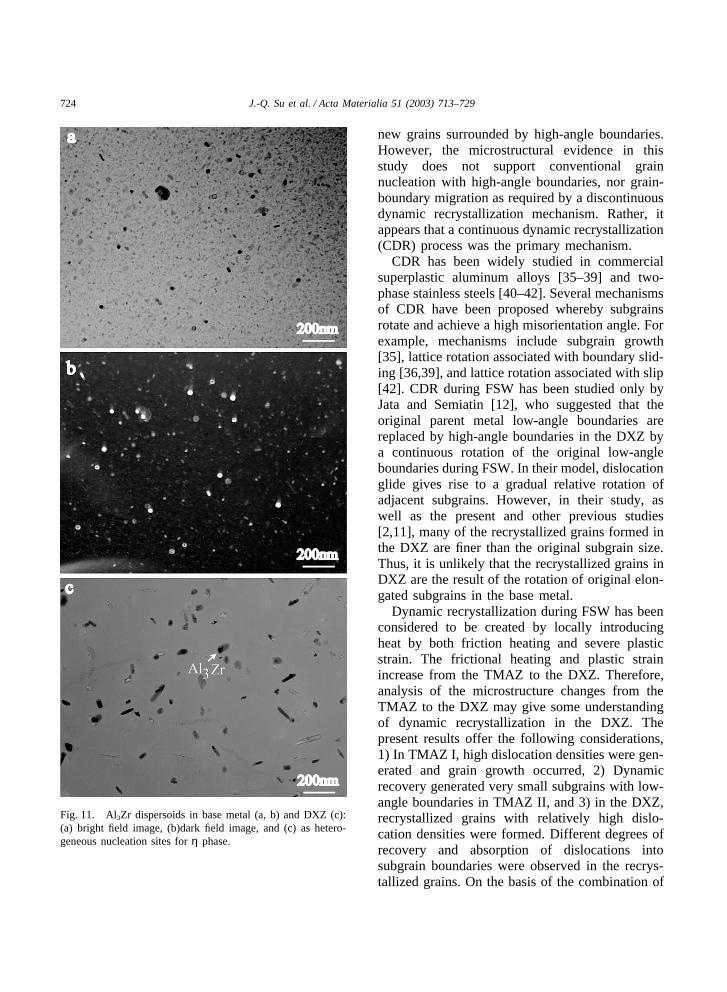
In 7xxx aluminum alloys, zirconium or chro-mium is added to retard recrystallization and tocontrol grain size. This behavior is associated withthe presence of a fine (20–30 nm) but non-uniformdistribution of coherent Al3Zr (β�) particles in ametastable cubic (L12) form. These particles formduring solidification and remain stable during sub-sequent thermal and mechanical treatments[30,31]. In the present study, spherical Al3Zr dis-persoids were distributed non-uniformly in the par-ent material, Fig. 11a,b. No changes in these dis-persoids were detected in HAZ, TMAZ I andTMAZ II regions. However, the η phase hetero-geneously precipitated on the interfaces of theAl3Zr dispersoids in the DXZ Fig. 11c.
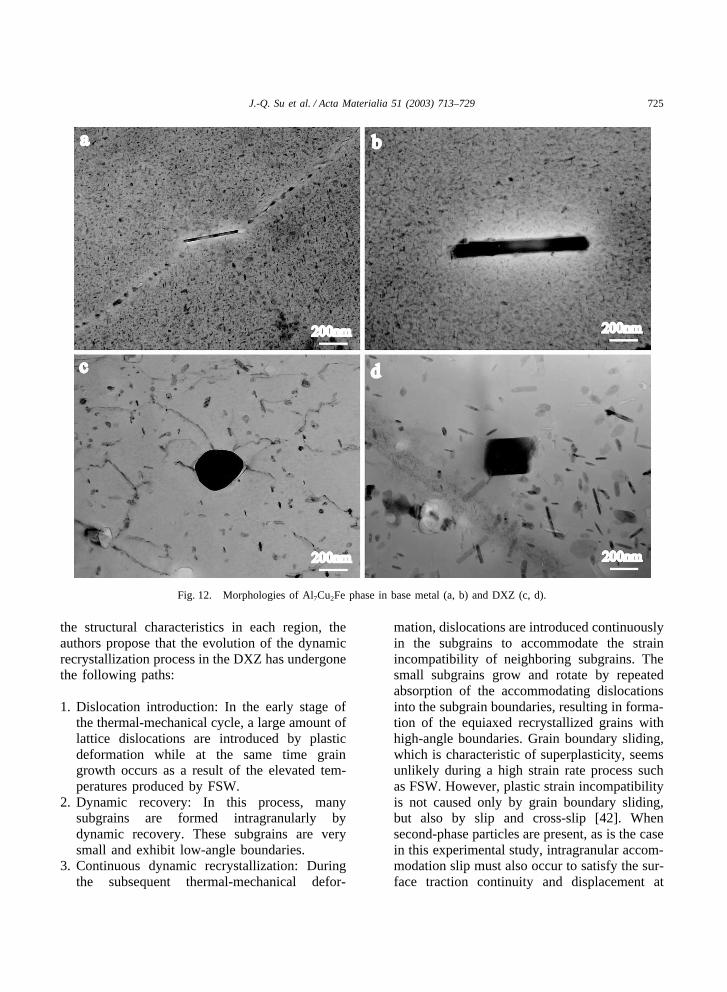
The constituent phase Al7Cu2Fe, which is oftenseen in 7xxx series aluminum alloys [20,32–34],was also observed and confirmed by electron dif-fraction patterns in this study. The large Al7Cu2Feparticles exhibited mainly rod-like or bar-likeshapes in the parent material, and were distributedeither on grain boundaries or intragranularly, Fig.12a,b. Instead of the rod-like and bar-like shapes,spherical and block Al7Cu2Fe particles were fre-quently observed in the DXZ (Fig. 12c,d). Appar-ently, rod-like and bar-like Al7Cu2Fe particles werebroken up during FSW, then coarsen to sphericalor block shape during the thermal-mechanicalcycle.
4. DISCUSSION
4.1. Dynamic recrystallization
The present investigation has confirmed thatduring FSW the original base metal grain structureis completely eliminated and replaced by a veryfine equiaxed grain structure in the DXZ. It isunlikely that the dynamic recrystallization occurredvia a conventional discontinuous process duringFSW. In the more conventional context, recrys-tallization proceeds by nucleation and growth of
724 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 11. Al3Zr dispersoids in base metal (a, b) and DXZ (c):(a) bright field image, (b)dark field image, and (c) as hetero-geneous nucleation sites for η phase.
new grains surrounded by high-angle boundaries.However, the microstructural evidence in thisstudy does not support conventional grainnucleation with high-angle boundaries, nor grain-boundary migration as required by a discontinuousdynamic recrystallization mechanism. Rather, itappears that a continuous dynamic recrystallization(CDR) process was the primary mechanism.
CDR has been widely studied in commercialsuperplastic aluminum alloys [35–39] and two-phase stainless steels [40–42]. Several mechanismsof CDR have been proposed whereby subgrainsrotate and achieve a high misorientation angle. Forexample, mechanisms include subgrain growth[35], lattice rotation associated with boundary slid-ing [36,39], and lattice rotation associated with slip[42]. CDR during FSW has been studied only byJata and Semiatin [12], who suggested that theoriginal parent metal low-angle boundaries arereplaced by high-angle boundaries in the DXZ bya continuous rotation of the original low-angleboundaries during FSW. In their model, dislocationglide gives rise to a gradual relative rotation ofadjacent subgrains. However, in their study, aswell as the present and other previous studies[2,11], many of the recrystallized grains formed inthe DXZ are finer than the original subgrain size.Thus, it is unlikely that the recrystallized grains inDXZ are the result of the rotation of original elon-gated subgrains in the base metal.
Dynamic recrystallization during FSW has beenconsidered to be created by locally introducingheat by both friction heating and severe plasticstrain. The frictional heating and plastic strainincrease from the TMAZ to the DXZ. Therefore,analysis of the microstructure changes from theTMAZ to the DXZ may give some understandingof dynamic recrystallization in the DXZ. Thepresent results offer the following considerations,1) In TMAZ I, high dislocation densities were gen-erated and grain growth occurred, 2) Dynamicrecovery generated very small subgrains with low-angle boundaries in TMAZ II, and 3) in the DXZ,recrystallized grains with relatively high dislo-cation densities were formed. Different degrees ofrecovery and absorption of dislocations intosubgrain boundaries were observed in the recrys-tallized grains. On the basis of the combination of
725J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
Fig. 12. Morphologies of Al7Cu2Fe phase in base metal (a, b) and DXZ (c, d).
the structural characteristics in each region, theauthors propose that the evolution of the dynamicrecrystallization process in the DXZ has undergonethe following paths:
1. Dislocation introduction: In the early stage ofthe thermal-mechanical cycle, a large amount oflattice dislocations are introduced by plasticdeformation while at the same time graingrowth occurs as a result of the elevated tem-peratures produced by FSW.
2. Dynamic recovery: In this process, manysubgrains are formed intragranularly bydynamic recovery. These subgrains are verysmall and exhibit low-angle boundaries.
3. Continuous dynamic recrystallization: Duringthe subsequent thermal-mechanical defor-
mation, dislocations are introduced continuouslyin the subgrains to accommodate the strainincompatibility of neighboring subgrains. Thesmall subgrains grow and rotate by repeatedabsorption of the accommodating dislocationsinto the subgrain boundaries, resulting in forma-tion of the equiaxed recrystallized grains withhigh-angle boundaries. Grain boundary sliding,which is characteristic of superplasticity, seemsunlikely during a high strain rate process suchas FSW. However, plastic strain incompatibilityis not caused only by grain boundary sliding,but also by slip and cross-slip [42]. Whensecond-phase particles are present, as is the casein this experimental study, intragranular accom-modation slip must also occur to satisfy the sur-face traction continuity and displacement at
726 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
these interface boundaries during slip defor-mation. Although subgrain growth increasessubgrain boundary misorientation, this contri-bution is limited [41]. Thus, it is believed thatthe absorption of dislocations into subgrainboundaries is the dominant mechanism toincrease misorientation between adjacentsubgrains during the CDR within the DXZ.
4. Repeated introduction of dislocations and partialrecovery: After dynamic recrystallization, plas-tic deformation generates additional dislocationswithin the recrystallized grains. At the end ofthe thermal-mechanical cycle, partial recoveryoccurs both in some TMAZ grains and in theDXZ final grain structures.
To summarize, the dynamic recrystallizationprocess is a continuous dynamic recrystallizationprocess based on dynamic recovery. Subgraingrowth associated with repeated absorption of dis-locations into the boundaries is the CDR mech-anism.
4.2. Precipitation phenomena
In classical precipitation evolution in Al-Zn-Mg-Cu alloys, the precipitate phases range from GPzones to η [18,19], depending on the age tempera-ture. The FSW temperature gradient produces thiscomplex range of precipitates from the center ofthe DXZ to the unaffected base metal. Several pub-lications are devoted to experimental and analyticalmodeling studies of the thermal history withinFSW welds [6,7,43]. In these various studies, peaktemperatures in the different regions were reportedto range from 200 to ~ 480 °C.
In this investigation, the precipitate morpho-logies in each region of the weld were recorded.The precipitates in each region are a strong func-tion of the local thermo-mechanical cycle experi-enced during FSW. Compared to the parent-material that contains mainly η’ , the precipitateshave coarsened and more η was detected in theHAZ. Although the peak temperature in the HAZ,reported to be above 250 °C [6], is higher than thedissolution temperature of η’ , 180–260 °C [44], aconsiderable amount of η’ precipitates persist inthe HAZ. This observation suggests that the time
above the dissolution temperature is insufficient tocause complete dissolution of the coarser η’ par-ticles. The strengthening precipitates dissolved par-tially in TMAZ I and completely in TMAZ II,showing that the peak temperature was �350 °Cin TMAZ I and �400 °C in TMAZ II.
The DXZ experienced the highest temperatureand the peak value likely exceeded 480 °C[6]. Thestrengthening phases in this region have gone intosolution and re-precipitated. Apparently, the coo-ling rates were insufficient to limit appreciable pre-cipitation on cooling. Unlike the TMAZ that con-tains very small reprecipitated particles, no suchprecipitate was detected in the DXZ. In this case,cooling rates in the DXZ were such that larger pre-cipitates could nucleate and grow but the finer onescould not nucleate, i. e. the cooling curve intersectsthe t-t-t curve at a temperature well above the nose.
Although a significant amount of precipitateswere formed during cooling in the weld-nugget,the precipitation mechanism is different from thatin the base metal. Following sequence (1), precipi-tates nucleate homogeneously in the base metal.However, in the DXZ, the nucleation processchanges from homogeneous to heterogeneous, withprecipitates nucleating heterogeneously at dislo-cations. The extent of precipitation was stronglydependent on the dislocation density. This obser-vation demonstrated that dislocations are favorablenucleation sites for these precipitates. In Al-Zn-Mg-Cu alloys, the precipitation process on dislo-cations has been studied in detail by Ryun [45],Allen and Vander Sande [46,47], and Gomiero etal [48]. Precipitation on dislocations appears to bedirectly related to the equilibrium phase η, and thegrowth of precipitates on dislocations appears fas-ter than in the bulk.
The heterogeneous nucleation of precipitates onAl3Zr particles was also observed in the DXZ. Sev-eral previous studies have shown that there can bea change in the state of coherence of Al3Zr (β�)during subgrain migration or recrystallization [49–52]. In Al-Zn-Mg-Cu-Zr alloys, due to plasticdeformation and subsequent heat treatment, theAl3Zr precipitate changes from a coherent to anincoherent precipitate[51]. The latter is alsothought to become a precipitation site for η-phase.In the present study, the coherent Al3Zr precipi-

727J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
tates in the parent material are believed to havebecome incoherent in the DXZ due to the FSWthermo-mechanical cycle.
Considering GP zones, most published workagrees that two types of zones are formed in Al-Zn-Mg alloys [24,26–29]. A solute-rich cluster,GP(I), forms during low temperature aging, and avacancy-rich cluster, GP(II), that are more stablethan GP(I) over a wide range of temperature. Thedifferent GP zones were characterized by theirrespective electron diffraction patterns in thisstudy. For the 7050 alloy in the T651 condition,GP(II) zones persist in matrix. Interestingly, in theHAZ region, where the peak temperature hasexceeded the GP zones’ dissolution temperature,the diffraction patterns from GP(II) were stillobserved. The very shot thermal cycle process islikely insufficient to completely dissolve the rela-tively stable GP(II) zones.
In TMAZ and DXZ regions, the diffraction spotsfrom GP(I) were observed via SAD. The GP(I)zones likely were formed during post weld naturalaging because of the available solute from thestrengthening precipitates which had partially orcompletely dissolved during FSW. However, theSAD patterns showed no evidence of GP(II) inthese regions as the temperatures are considerablygreater than in the HAZ.
Berg et al. [26] have reported that in contrastto GP(I), which is formed over a wide range ofquenching temperatures, GP(II) zones form onlyafter quenching from a temperature above 450 °C.Temperatures in the TMAZ might be below 450°C while in the DXZ the temperatures are likely�450 °C and yet no GP(II) zone was detected. For-mation of GP(II) zones depends on a high super-saturation of quenched-in vacancies as has beenassumed for the “vacancy-rich clusters” [24]. InFSW, the relatively low cooling rates were insuf-ficient to create a large amount of quenched-in vac-ancies. Thus, the GP(II) zones do not form as read-ily as the GP(I) zones during subsequent post weldnatural aging.
In addition, aging temperature may also affectthe formation of the two types of GP zones. Berget al. [26] indicated GP(I)-zones form over a widetemperature range from room temperature to 140–150 °C while GP(II) zones formed only by aging
at temperatures above 70 °C. However, Jiang etal. [27] also reported that room temperature agingproduces both GP(I) and GP(II) zones. This agingbehavior is an area that requires additional experi-mental and theoretical work.
5. Conclusions
To understand the microstructural developmentduring FSW in a 7050-T651 alloy, four microstruc-turally distinct regions, i.e., the DXZ, TMAZ,HAZ, and unaffected base metal, have been studiedin detail by using TEM. On the basis of the presentresults, the following conclusions were reached.
1. The parent material exhibited a pancake micro-structure with unrecrystallized regions contain-ing subgrains of 1–5 µm. The FSW process haslittle effect on the grain structure in the HAZ.In TMAZ I, a large amount of lattice dislo-cations were introduced and grain growthoccurred. In the TMAZ II, a recovered structurewith subgrains 1–2 µm in size was formed. TheDXZ consisted of recrystallized, fine equiaxedgrains on the order of 1–4 µm in diameter. Mostof the DXZ grains contained a high dislocationdensity with various degrees of recovery fromgrain to grain.
2. Dynamic recrystallization in the DXZ can beconsidered a continuous dynamic recrystalliz-ation (CDR) on the basis of dynamic recovery.Subgrain growth associated with absorption ofdislocations into the boundaries is the CDRmechanism. Repeated absorption of dislocationsinto subgrain boundaries is the dominant mech-anism for increasing the misorientation betweenadjacent subgrains during the CDR.
3. Precipitates in the 7050-T651 base alloy are pre-dominantly intragranular fine η’ less than 50 nmwith coarser η precipitates along grain bound-aries. Likewise, a small precipitate-free zone 25nm in width persists along the grain boundaries.Following FSW, the precipitates coarsen, theprecipitate-free zone increases in width by a fac-tor about five and more η phase forms in theHAZ. In TMAZ I, strengthening precipitateswere severely coarsened and partly dissolved
728 J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
while a small amount of very fine η particleswere re-precipitated. The temperature in theTMAZ II region reaches the solution heat-treat-ment temperature, dissolving the strengtheningprecipitates and re-precipitates them preferen-tially along grain boundaries, subgrain bound-aries, and on dislocations during cooling.Strengthening precipitates in the DXZ go intosolution and re-precipitate heterogeneously ondislocations and on matrix Al3Zr particles. Theextent of the precipitation depends strongly onthe density of lattice dislocations.
4. Relatively stable GP(II) zones exist in the parentmaterial and are partially preserved in the HAZ.In TMAZ and DXZ regions, the GP(I) zoneswere formed during post weld natural aging. NoGP(II) zones were detected in these regions.
5. The non-uniformly distributed Al3Zr dispersoidsin the base metal remain unchanged in the HAZand TMAZ regions. In the DXZ, this kind ofparticle acted as a preferential site for hetero-geneous nucleation of η, suggesting that theAl3Zr precipitate changes from a coherent pre-cipitate in the base metal to an incoherent pre-cipitate in the DXZ.
6. The constituent phase Al7Cu2Fe, which exhib-ited a mainly rod-like or bar-like shape in parentmaterial, was broken up from the stirring actionof the FSW tool and coarsened to spherical orblock shapes during the thermal-mechanicalcycles in the DXZ.
Acknowledgements
The authors gratefully acknowledge the supportof the Office of Naval Research, contract NumberN00014-00-C-0520 under the guidance of Drs.George Yoder and Julie Christodoulou.
References
[1] The Welding Institute; TWI; Thomas WM, Nicholas ED,Needham JC, Murch MG, Temple-Smith P, Dawes CJ,PCT World Patent Application WO 93/10935. Field: 27Nov. 1992 (UK 9125978.8, 6 Dec. 1991). Publ: 10 June1993.
[2] Rhodes CG, Mahoney MW, Bingel WH, Spurling RA,Bampton CC. Scripta Mater 1997;36:69.
[3] Liu G, Murr LE, Niou C-S, McClure JC, Vega FR. ScriptaMater 1997;37:355.
[4] Murr LE, Liu G, McClure JC. J Mater Sci 1988;33:1243.[5] Flores OV, Kennedy C, Murr LE, Brown D, Pappu S,
Nowak BM et al. Scripta Mater 1998;38:703.[6] Mahoney MW, Rhodes CG, Flintoff JG, Spurling RA,
Bingel WH. Metall Mater Trans 1998;29A:1955.[7] Sato YS, Kokawa H, Enomoto M, Jogan S. Metall Mater
Trans 1999;30A:2429.[8] Sato YS, Kokawa H, Enomoto M, Jogan S, Hashimoto T.
Metall Mater Trans 1999;30A:3125.[9] Benavides S, Li Y, Murr LE, Brown D, McClure JC.
Scripta Mater 1999;41:809.[10] Mishra RS, Mahoney MW, McFadden SX, Mara NA,
Mukherijee AK. Scripta Mater 2000;42:168.[11] Jata KV, Sankaran KK, Ruschau JJ. Metall Mater Trans
2000;31A:2181.[12] Jata KV, Semiatin SL. Scripta Mater 2000;43:743.[13] Ellis MB, Strangwood M. Mater Sci Technol 1996;12:970.[14] Li Y, Murr LE, McClure JC. Scripta Mater 1999;40:1041.[15] Frankel GS, Xia Z. Corrosion 1999;22:139.[16] Pao PS, Gill SJ, Feng CR, Sankaran KK. Scripta Mater
2001;45:605.[17] Sato YS, Kokawa H. Metall Mater Trans 2001;32A:3023.[18] Hatch JE. Aluminum-Properties and Physical Metallurgy.
Metals Park, OH: Am Soc Metals, 1984.[19] Degischer HP, Lacom W, Zahra A, Zahra CY. Z. Met-
allk 1980;71:231.[20] Mondolfo LF. Aluminum alloy: structure and properties.
London: Butterworths, 1976.[21] Auld H, Cousland SMcK. J Aust Inst Metals 1974;19:194.[22] Park JK, Ardell AJ. Metall Trans 1983;14A:1957.[23] Gjønnes J, Simensen J. Acta Metall 1970;18:881.[24] Ryum N. Z. Metallk 1975;66:338.[25] Habiby F, Ulhaq A, Hashmi FH, Khan AQ. Metall
Trans 1987;18A:350.[26] Berg LK, Gjønnes J, Hansen V, Li XZ, Knutson-Wedel
M, Waterloo G et al. Acta Mater 2000;49:3443.[27] Jiang XJ, Noble B, Holme B, Waterloo G, Tafto J. Metall
Trans 2000;31A:339.[28] Jiang XJ, Noble B, Holme B, Hansen V, Tafto J. Metall
Trans 2001;32A:1063.[29] Stiller K, Warren PJ, Hansen V, Angenete J, Gjønnes J.
Mater Sci Eng 1999;A270:55.[30] Ryum N. Acta Metall 1969;17:269.[31] Nes E. Acta Metall 1972;20:499.[32] Starke Jr EA, Staley JT. Progr Aerospace Sci 1995;32:131.[33] Mukhopadhyay AK. Metall Trans 1998;29A:979.[34] Wagner JA, Shenoy RN. Metall Trans 1991;22A:2809.[35] Bricknell RH, Edington JW. Acta Metall 1979;27:1303.[36] Hales SJ, McNelley TR. Acta Metall 1988;36:1229.[37] Liu Q, Huang X, Yao M, Yang J. Acta Metall Mater
1992;40:1753.[38] Matsuki K, Iwaki T, Tokizawa M, Murakami Y. Mater.
Sci Tech 1991;7:513.
729J.-Q. Su et al. / Acta Materialia 51 (2003) 713–729
[39] Gudmundsson H, Brooks D, Wert JA. Acta MetallMater 1991;39:19.
[40] Ameyama K, Matsuoka H, Miyazaki A, Tokizane M. JJpn Ist Metals 1989;53:991.
[41] Huang X, Tsuzaki K, Maki T. Acta Metall Mater1995;43:3375.
[42] Tsuzaki K, Huang X, Maki T. Acta Mater 1996;44:4491.[43] Frigaard �, Grong �, Midling OT. Metall Trans
2001;32A:1189.[44] Adler PN, Delasi R. Metall Trans 1977;8A:1185.[45] Ryum N. Aluminium 1975;51:595.
[46] Allen RM, Vander Sande JB. Metall Trans 1978;9A:1251.[47] Allen RM, Vander Sande JB. Acta Metall 1980;28:1185.[48] Gomiero, P., Reeves, A., Pierre, A., Bley, F., Livet, F.,
Vichery, H., In: Proc. Of the 4th ICAA, Atlanta, GA.Georgia Institute of Technology, 1994. p.644.
[49] Suzuki T, Sugano N, Saito H. Light Metals 1983;33:399.[50] Prangnell PB, Ozkaya D, Stobbs WM. Acta Metall
Mater 1994;42:419.[51] Kikuchi S, Yamazaki H, Otsuka T. J Mater Process Tech-
nol 1993;38:689.[52] Kanno M, Ou BL. Metall Trans 1991;32A:455.
Related Documents











