journal of materials processing technology 209 ( 2 0 0 9 ) 1410–1416 journal homepage: www.elsevier.com/locate/jmatprotec Mechanical and microstructural properties of low-carbon steel-plate-reinforced gray cast iron Ahmet Avcı a , Nevzat ˙ Ilkaya a , Mehmet S ¸ ims ¸ir b,∗ , Ahmet Akdemir a a Department of Mechanical Engineering, Selc ¸uk University, 42079 Konya, Turkey b Department of Metallurgical and Materials Engineering, Cumhuriyet University, 58140 Sivas, Turkey article info Article history: Received 20 April 2007 Received in revised form 21 March 2008 Accepted 30 March 2008 Keywords: Metal matrix composites Mechanical properties Casting Microstructure Optical microscopy analyses abstract In the present experimental study, strengthening of gray cast iron by reinforcing with steel plates was investigated in the as-cast and normalized conditions. Normalizing heat treat- ments were applied to the specimens at temperatures of 800 ◦ C and 850 ◦ C. Three-point bend specimens were manufactured from gray cast iron and also from gray cast iron with reinforced steel plates. Flexural strengths of the steel-plate-reinforced cast iron were cal- culated for four distinct volume fractions (V r = 0.04, 0.08, 0.12, and 0.16). The current study shows that the steel-plate-reinforced gray cast iron has higher flexural strength and flexu- ral modulus than the cast iron without reinforcement. The flexural strength considerably increases with slight increase in normalization temperature. Optical and scanning electron microscopy analyses were used to examine flake morphology and microstructures of gray cast iron and steel-plate-reinforced gray cast iron. It is noted that carbon diffuses from the gray cast iron to the steel plates. A transition region containing partially dissolved graphite and having high hardness was observed due to the carbon diffusion. © 2008 Elsevier B.V. All rights reserved. 1. Introduction Gray cast iron is the most widely used metallic materi- als among cast irons because it has some advantageous properties such as good castability, corrosion resistance, machinability, filling mould, in addition to its low melting point, high damping capacity, and relatively low cost (Walton and Opar, 1981). Moreover, gray cast iron is an important construction material. The microstructure of gray cast iron comprises free carbon in the form of graphite flakes and a ferritic or pearlitic matrix. Graphite flakes are formed during the solidification process and basically control the mechani- cal properties of the gray cast iron. The graphite flakes confer low strength and toughness to the gray cast iron. There are several ways to change the mechanical properties of the gray cast iron. Hsu et al. (2000) improved the fracture toughness ∗ Corresponding author. Tel.: +90 346 219 10 10x2805; fax: +90 346 219 11 79. E-mail address: [email protected] (M. S ¸ ims ¸ir). of the Cu alloyed gray iron by austempering heat treatment causing the change in microstructure of gray iron. Hemanth (2001) investigated the effect of sub-zero and water-cool chill- ing on solidification and mechanical properties of cast iron. Bartocha et al. (2005) worked on qualitative and quantitative analysis of graphite in gray iron and the effect of graphite mor- phologies and casting condition on the mechanical properties of gray iron. Another way to improve the mechanical proper- ties of gray cast iron is to produce a composite material by reinforcing it with a higher-strength material as used in this study. Antolovich et al. (1972) improved fracture toughness of martensitic maraging steel matrix by reinforcing austenitic maraging steel. Ozdemir et al. (2003) studied the effect of graphite shape on the diffusion bonding of nodular cast iron with gray cast iron. Simsir (2004 and 2007) worked on frac- ture behavior of laminated metal matrix composite (MMC) and 0924-0136/$ – see front matter © 2008 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2008.03.052

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416
journa l homepage: www.e lsev ier .com/ locate / jmatprotec
Mechanical and microstructural properties of low-carbonsteel-plate-reinforced gray cast iron
Ahmet Avcıa, Nevzat Ilkayaa, Mehmet Simsirb,∗, Ahmet Akdemira
a Department of Mechanical Engineering, Selcuk University, 42079 Konya, Turkeyb Department of Metallurgical and Materials Engineering, Cumhuriyet University, 58140 Sivas, Turkey
a r t i c l e i n f o
Article history:
Received 20 April 2007
Received in revised form
21 March 2008
Accepted 30 March 2008
Keywords:
Metal matrix composites
Mechanical properties
a b s t r a c t
In the present experimental study, strengthening of gray cast iron by reinforcing with steel
plates was investigated in the as-cast and normalized conditions. Normalizing heat treat-
ments were applied to the specimens at temperatures of 800 ◦C and 850 ◦C. Three-point
bend specimens were manufactured from gray cast iron and also from gray cast iron with
reinforced steel plates. Flexural strengths of the steel-plate-reinforced cast iron were cal-
culated for four distinct volume fractions (Vr = 0.04, 0.08, 0.12, and 0.16). The current study
shows that the steel-plate-reinforced gray cast iron has higher flexural strength and flexu-
ral modulus than the cast iron without reinforcement. The flexural strength considerably
increases with slight increase in normalization temperature. Optical and scanning electron
microscopy analyses were used to examine flake morphology and microstructures of gray
Casting
Microstructure
Optical microscopy analyses
cast iron and steel-plate-reinforced gray cast iron. It is noted that carbon diffuses from the
gray cast iron to the steel plates. A transition region containing partially dissolved graphite
and having high hardness was observed due to the carbon diffusion.
maraging steel. Ozdemir et al. (2003) studied the effect of
1. Introduction
Gray cast iron is the most widely used metallic materi-als among cast irons because it has some advantageousproperties such as good castability, corrosion resistance,machinability, filling mould, in addition to its low meltingpoint, high damping capacity, and relatively low cost (Waltonand Opar, 1981). Moreover, gray cast iron is an importantconstruction material. The microstructure of gray cast ironcomprises free carbon in the form of graphite flakes and aferritic or pearlitic matrix. Graphite flakes are formed duringthe solidification process and basically control the mechani-cal properties of the gray cast iron. The graphite flakes confer
low strength and toughness to the gray cast iron. There areseveral ways to change the mechanical properties of the graycast iron. Hsu et al. (2000) improved the fracture toughness∗ Corresponding author. Tel.: +90 346 219 10 10x2805; fax: +90 346 219 1E-mail address: [email protected] (M. Simsir).
0924-0136/$ – see front matter © 2008 Elsevier B.V. All rights reserved.doi:10.1016/j.jmatprotec.2008.03.052
© 2008 Elsevier B.V. All rights reserved.
of the Cu alloyed gray iron by austempering heat treatmentcausing the change in microstructure of gray iron. Hemanth(2001) investigated the effect of sub-zero and water-cool chill-ing on solidification and mechanical properties of cast iron.Bartocha et al. (2005) worked on qualitative and quantitativeanalysis of graphite in gray iron and the effect of graphite mor-phologies and casting condition on the mechanical propertiesof gray iron. Another way to improve the mechanical proper-ties of gray cast iron is to produce a composite material byreinforcing it with a higher-strength material as used in thisstudy. Antolovich et al. (1972) improved fracture toughness ofmartensitic maraging steel matrix by reinforcing austenitic
1 79.
graphite shape on the diffusion bonding of nodular cast ironwith gray cast iron. Simsir (2004 and 2007) worked on frac-ture behavior of laminated metal matrix composite (MMC) and

t e c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416 1411
tisAeSh
fobrtttrmmn
odo
hhflsiiithcpw
2
2
Taftiodaic
Fig. 1 – Schematic illustration of stacking of the steel plates
j o u r n a l o f m a t e r i a l s p r o c e s s i n g
ough steel fiber-reinforced gray cast iron. Kurt et al. (2007)nvestigated the effect of heat treatment on the interface sheartrength between gray cast iron and medium carbon steel.kdemir et al. (2005) worked on the strengthening and tough-ning of cast iron with a chemical composition of 3.5% C, 2.35%i, and 0.72% Mn by reinforcing it with steel fiber (Vf = 0.05) thatas a chemical composition of 0.15% C, 0.15% Si, and 1.0% Mn.
Properties of the interface between the matrix and the rein-orcement are the most important factors in the manufacturef metal matrix composites. There must be a good compati-ility (wettability and reactivity) between the matrix and theeinforcement. Wetting and interfacial reactions determinehe quality of the bond between the various components, andherefore greatly influence the final mechanical properties ofhe composites. Arpon et al. (2003) showed that interfacialeaction is important in the production of particulated metal
atrix composites. Simsir (2007) investigated the effect oficrostructure in the interface region on the fracture tough-
ess of fiber-reinforced gray cast iron.The metal matrix composites can be used for a variety
f structural applications, such as in the transportation andefense industries, since their mechanical properties varyver a wide range (Hashmi et al., 2002).
The first objective of this study was to produce aigh-flexural-strength metal matrix composite consisting ofigh-strength steel plates reinforced with in relatively low-exural-strength gray cast iron. The second objective of thistudy was the removal of the brittle graphite flakes, whichnterrupt the continuity of the microstructure of the cast-ron matrix, by diffusion of carbon atoms from gray castron (matrix) to low-carbon steel plate (reinforcements). Thehird objective was to investigate the effect of normalizationeat treatment on the mechanical properties of the currentomposite. Hence, the microstructure and the mechanicalroperties of MMCs, composed of castings of gray cast ironith steel-plate reinforcement, have been examined.
. Experimental study
.1. Materials
he MMCs consist of low-carbon steel plates as reinforcementnd gray cast iron as matrix. The steel plates were boughtrom Eregli Iron and Steel Plant Coop. Inc. Strengthening ofhe gray cast iron was planned to be achieved by reinforc-ng it with steel plates. The steel plate has an yield strengthf 235 MPa, tensile strength in the range of 360–510 MPa and
uctility of 17%. The chemical composition of the steel platend the gray cast iron are given in Table 1. Sand-mould cast-ng technique was used for the production of both the grayast iron without reinforcement and that with reinforcements.Table 1 – Chemical composition of gray cast iron and steel plate
Materials C Si Mn
Cast iron (GG 20) 3.36 1.55 0.63Steel plate (St37) 0.0339 0.336 0.14
in the cast iron (all dimensions in mm).
Low-carbon steels with 1-mm thickness were cut into dimen-sions of 50 mm × 250 mm and the surface of the steel plateswere cleaned of all dirt, grease and oxides for 10–15 min ina solution containing 3.7 g hexamethylenetetramine, 500 mlHCl acid, and 500 ml pure water. Subsequently, the surfaces ofthe plates were grinded sequentially using emery paper withgrit size range from 320 to 1200 and washed with water anddried using alcohol. The steel plates were then alternatelystacked depending on the volume fraction of the reinforce-ment, as shown in Fig. 1 and the two ends of the two steelplates were joined by welding. A wood pattern was preparedhaving dimensions of 30 mm × 55 mm × 300 mm. The dimen-sions of the pattern were kept larger than those of the steelplates because the shrinkage of the liquid cast iron was con-sidered during the solidification process. The sub-faces of thewood pattern were inclined by a few degrees so that the pat-tern could be taken out easily after filling and compression ofthe sand. End-welded steel plates were then placed verticallyinto the cast cavity, as shown in Fig. 1. The gateway and theriser were placed on the top of the sand mould, but on oppo-site sides. Before casting, the mould cavity and steel plateswere heated up to approximately 500 ◦C using flame of oxy-acetylene welding flame. Molten cast iron was later pouredinto the mould until the cast iron was taken out from the riserof the mould. Laminated composites were produced by rein-forcing 1, 2, 3, and 4 steel plates separately in the gray castiron, and they were machined to prepare the specimens withdimension of 25 mm × 50 mm × 250 mm, as shown in Fig. 1.By this way, four different volume fractions of reinforcement,Vr = 0.04, 0.08, 0.12, and 0.16 were produced in the composites.
The casting temperature was chosen to be 1250 ◦C, andcasting was followed by cooling in the sand mould. To comparethe flexural strength of the gray cast iron and the compos-
ites, the gray cast iron and the composites were cast underthe same casting conditions to yield specimens with the samedimensions. Three-point bend specimens were produced forthe cast iron and composites. Three-point bend specimens(wt.%)
P(max.) S(max.) Fe
0.01 0.148 Balance7 0.01 0.01 Balance
1412 j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e
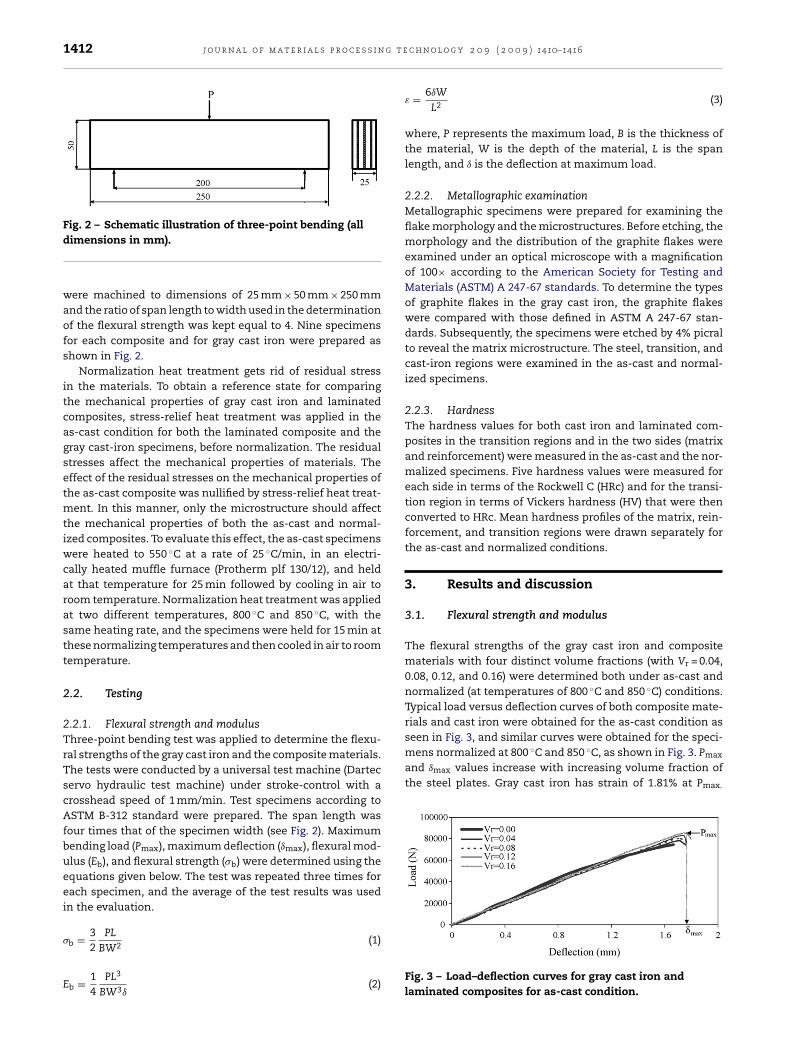
Fig. 2 – Schematic illustration of three-point bending (all
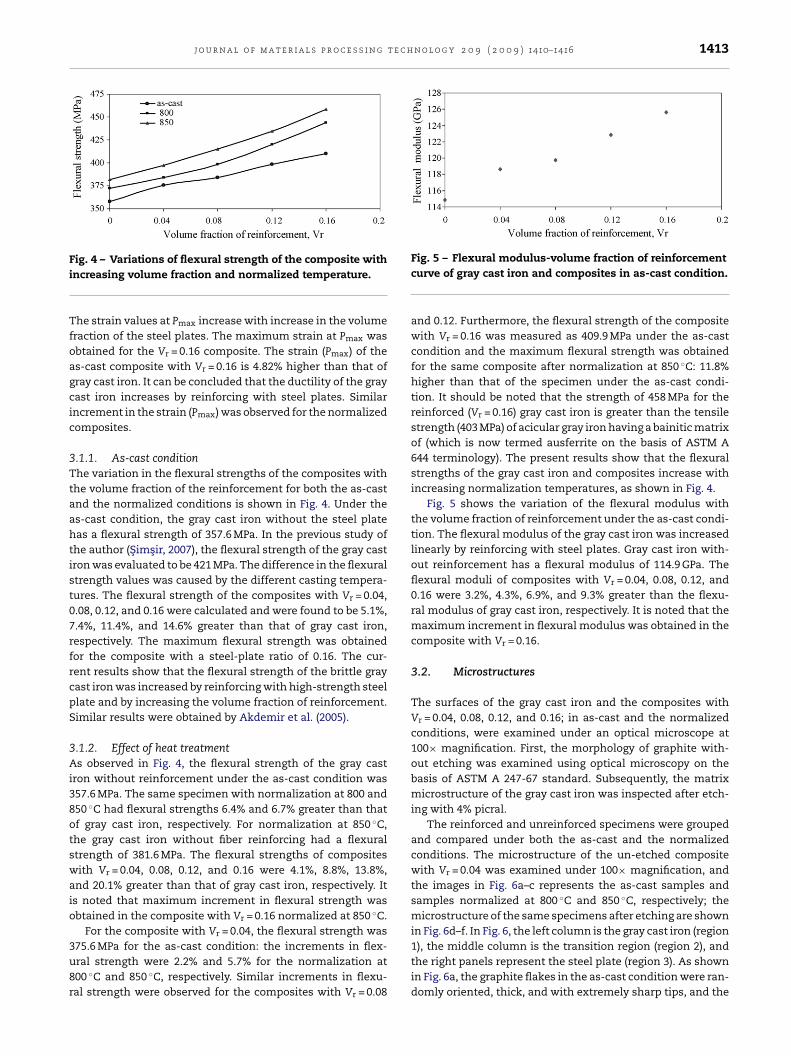
seen in Fig. 3, and similar curves were obtained for the speci-mens normalized at 800 ◦C and 850 ◦C, as shown in Fig. 3. Pmax
and ımax values increase with increasing volume fraction ofthe steel plates. Gray cast iron has strain of 1.81% at Pmax.
dimensions in mm).
were machined to dimensions of 25 mm × 50 mm × 250 mmand the ratio of span length to width used in the determinationof the flexural strength was kept equal to 4. Nine specimensfor each composite and for gray cast iron were prepared asshown in Fig. 2.
Normalization heat treatment gets rid of residual stressin the materials. To obtain a reference state for comparingthe mechanical properties of gray cast iron and laminatedcomposites, stress-relief heat treatment was applied in theas-cast condition for both the laminated composite and thegray cast-iron specimens, before normalization. The residualstresses affect the mechanical properties of materials. Theeffect of the residual stresses on the mechanical properties ofthe as-cast composite was nullified by stress-relief heat treat-ment. In this manner, only the microstructure should affectthe mechanical properties of both the as-cast and normal-ized composites. To evaluate this effect, the as-cast specimenswere heated to 550 ◦C at a rate of 25 ◦C/min, in an electri-cally heated muffle furnace (Protherm plf 130/12), and heldat that temperature for 25 min followed by cooling in air toroom temperature. Normalization heat treatment was appliedat two different temperatures, 800 ◦C and 850 ◦C, with thesame heating rate, and the specimens were held for 15 min atthese normalizing temperatures and then cooled in air to roomtemperature.
2.2. Testing
2.2.1. Flexural strength and modulusThree-point bending test was applied to determine the flexu-ral strengths of the gray cast iron and the composite materials.The tests were conducted by a universal test machine (Dartecservo hydraulic test machine) under stroke-control with acrosshead speed of 1 mm/min. Test specimens according toASTM B-312 standard were prepared. The span length wasfour times that of the specimen width (see Fig. 2). Maximumbending load (Pmax), maximum deflection (ımax), flexural mod-ulus (Eb), and flexural strength (�b) were determined using theequations given below. The test was repeated three times foreach specimen, and the average of the test results was usedin the evaluation.
� = 3 PL(1)
b 2 BW2Eb = 14
PL3
BW3ı(2)
c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416
ε = 6ıW
L2(3)
where, P represents the maximum load, B is the thickness ofthe material, W is the depth of the material, L is the spanlength, and ı is the deflection at maximum load.
2.2.2. Metallographic examinationMetallographic specimens were prepared for examining theflake morphology and the microstructures. Before etching, themorphology and the distribution of the graphite flakes wereexamined under an optical microscope with a magnificationof 100× according to the American Society for Testing andMaterials (ASTM) A 247-67 standards. To determine the typesof graphite flakes in the gray cast iron, the graphite flakeswere compared with those defined in ASTM A 247-67 stan-dards. Subsequently, the specimens were etched by 4% picralto reveal the matrix microstructure. The steel, transition, andcast-iron regions were examined in the as-cast and normal-ized specimens.
2.2.3. HardnessThe hardness values for both cast iron and laminated com-posites in the transition regions and in the two sides (matrixand reinforcement) were measured in the as-cast and the nor-malized specimens. Five hardness values were measured foreach side in terms of the Rockwell C (HRc) and for the transi-tion region in terms of Vickers hardness (HV) that were thenconverted to HRc. Mean hardness profiles of the matrix, rein-forcement, and transition regions were drawn separately forthe as-cast and normalized conditions.
3. Results and discussion
3.1. Flexural strength and modulus
The flexural strengths of the gray cast iron and compositematerials with four distinct volume fractions (with Vr = 0.04,0.08, 0.12, and 0.16) were determined both under as-cast andnormalized (at temperatures of 800 ◦C and 850 ◦C) conditions.Typical load versus deflection curves of both composite mate-rials and cast iron were obtained for the as-cast condition as
Fig. 3 – Load–deflection curves for gray cast iron andlaminated composites for as-cast condition.
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416 1413
Fi
Tfoagcic
3Ttaahtist07rfrcpS
3Ai38otswaio
3u8r
ig. 4 – Variations of flexural strength of the composite withncreasing volume fraction and normalized temperature.
he strain values at Pmax increase with increase in the volumeraction of the steel plates. The maximum strain at Pmax wasbtained for the Vr = 0.16 composite. The strain (Pmax) of thes-cast composite with Vr = 0.16 is 4.82% higher than that ofray cast iron. It can be concluded that the ductility of the grayast iron increases by reinforcing with steel plates. Similarncrement in the strain (Pmax) was observed for the normalizedomposites.
.1.1. As-cast conditionhe variation in the flexural strengths of the composites with
he volume fraction of the reinforcement for both the as-castnd the normalized conditions is shown in Fig. 4. Under thes-cast condition, the gray cast iron without the steel plateas a flexural strength of 357.6 MPa. In the previous study ofhe author (Simsir, 2007), the flexural strength of the gray castron was evaluated to be 421 MPa. The difference in the flexuraltrength values was caused by the different casting tempera-ures. The flexural strength of the composites with Vr = 0.04,.08, 0.12, and 0.16 were calculated and were found to be 5.1%,.4%, 11.4%, and 14.6% greater than that of gray cast iron,espectively. The maximum flexural strength was obtainedor the composite with a steel-plate ratio of 0.16. The cur-ent results show that the flexural strength of the brittle grayast iron was increased by reinforcing with high-strength steellate and by increasing the volume fraction of reinforcement.imilar results were obtained by Akdemir et al. (2005).
.1.2. Effect of heat treatments observed in Fig. 4, the flexural strength of the gray cast
ron without reinforcement under the as-cast condition was57.6 MPa. The same specimen with normalization at 800 and50 ◦C had flexural strengths 6.4% and 6.7% greater than thatf gray cast iron, respectively. For normalization at 850 ◦C,he gray cast iron without fiber reinforcing had a flexuraltrength of 381.6 MPa. The flexural strengths of compositesith Vr = 0.04, 0.08, 0.12, and 0.16 were 4.1%, 8.8%, 13.8%,
nd 20.1% greater than that of gray cast iron, respectively. Its noted that maximum increment in flexural strength wasbtained in the composite with Vr = 0.16 normalized at 850 ◦C.
For the composite with Vr = 0.04, the flexural strength was
75.6 MPa for the as-cast condition: the increments in flex-ral strength were 2.2% and 5.7% for the normalization at00 ◦C and 850 ◦C, respectively. Similar increments in flexu-al strength were observed for the composites with Vr = 0.08Fig. 5 – Flexural modulus-volume fraction of reinforcementcurve of gray cast iron and composites in as-cast condition.
and 0.12. Furthermore, the flexural strength of the compositewith Vr = 0.16 was measured as 409.9 MPa under the as-castcondition and the maximum flexural strength was obtainedfor the same composite after normalization at 850 ◦C: 11.8%higher than that of the specimen under the as-cast condi-tion. It should be noted that the strength of 458 MPa for thereinforced (Vr = 0.16) gray cast iron is greater than the tensilestrength (403 MPa) of acicular gray iron having a bainitic matrixof (which is now termed ausferrite on the basis of ASTM A644 terminology). The present results show that the flexuralstrengths of the gray cast iron and composites increase withincreasing normalization temperatures, as shown in Fig. 4.
Fig. 5 shows the variation of the flexural modulus withthe volume fraction of reinforcement under the as-cast condi-tion. The flexural modulus of the gray cast iron was increasedlinearly by reinforcing with steel plates. Gray cast iron with-out reinforcement has a flexural modulus of 114.9 GPa. Theflexural moduli of composites with Vr = 0.04, 0.08, 0.12, and0.16 were 3.2%, 4.3%, 6.9%, and 9.3% greater than the flexu-ral modulus of gray cast iron, respectively. It is noted that themaximum increment in flexural modulus was obtained in thecomposite with Vr = 0.16.
3.2. Microstructures
The surfaces of the gray cast iron and the composites withVr = 0.04, 0.08, 0.12, and 0.16; in as-cast and the normalizedconditions, were examined under an optical microscope at100× magnification. First, the morphology of graphite with-out etching was examined using optical microscopy on thebasis of ASTM A 247-67 standard. Subsequently, the matrixmicrostructure of the gray cast iron was inspected after etch-ing with 4% picral.
The reinforced and unreinforced specimens were groupedand compared under both the as-cast and the normalizedconditions. The microstructure of the un-etched compositewith Vr = 0.04 was examined under 100× magnification, andthe images in Fig. 6a–c represents the as-cast samples andsamples normalized at 800 ◦C and 850 ◦C, respectively; themicrostructure of the same specimens after etching are shownin Fig. 6d–f. In Fig. 6, the left column is the gray cast iron (region
1), the middle column is the transition region (region 2), andthe right panels represent the steel plate (region 3). As shownin Fig. 6a, the graphite flakes in the as-cast condition were ran-domly oriented, thick, and with extremely sharp tips, and the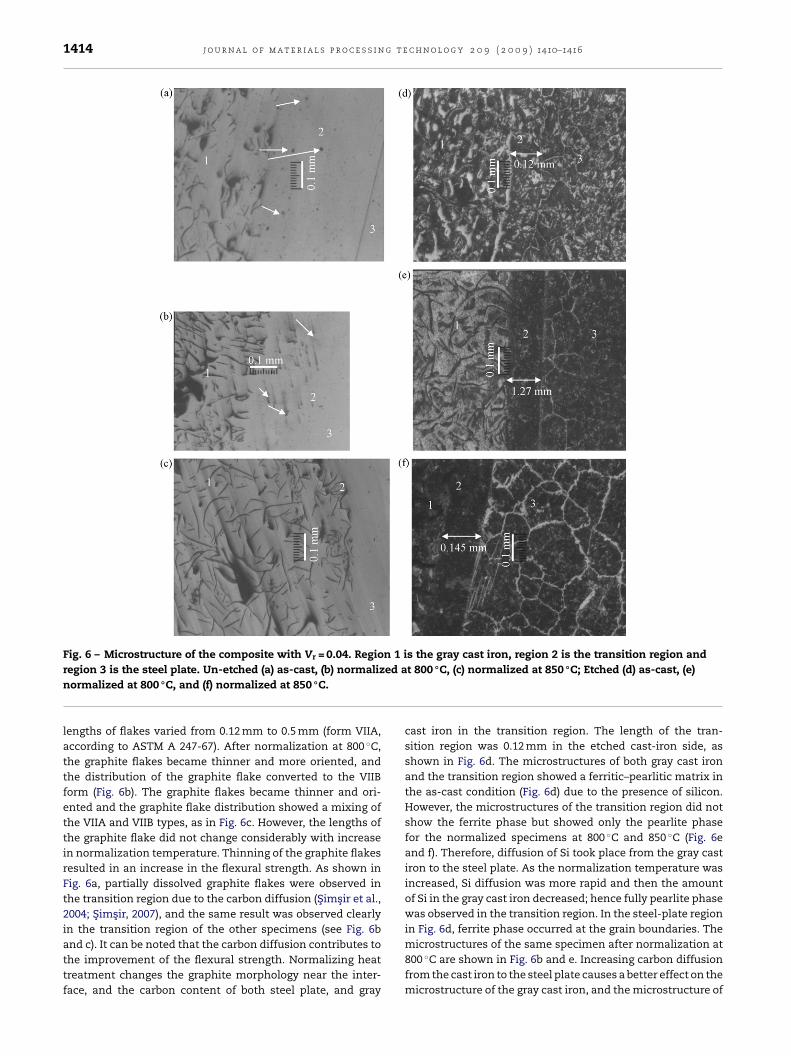
1414 j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416
Fig. 6 – Microstructure of the composite with Vr = 0.04. Region 1 is the gray cast iron, region 2 is the transition region anded a
region 3 is the steel plate. Un-etched (a) as-cast, (b) normaliznormalized at 800 ◦C, and (f) normalized at 850 ◦C.
lengths of flakes varied from 0.12 mm to 0.5 mm (form VIIA,according to ASTM A 247-67). After normalization at 800 ◦C,the graphite flakes became thinner and more oriented, andthe distribution of the graphite flake converted to the VIIBform (Fig. 6b). The graphite flakes became thinner and ori-ented and the graphite flake distribution showed a mixing ofthe VIIA and VIIB types, as in Fig. 6c. However, the lengths ofthe graphite flake did not change considerably with increasein normalization temperature. Thinning of the graphite flakesresulted in an increase in the flexural strength. As shown inFig. 6a, partially dissolved graphite flakes were observed inthe transition region due to the carbon diffusion (Simsir et al.,2004; Simsir, 2007), and the same result was observed clearlyin the transition region of the other specimens (see Fig. 6b
and c). It can be noted that the carbon diffusion contributes tothe improvement of the flexural strength. Normalizing heattreatment changes the graphite morphology near the inter-face, and the carbon content of both steel plate, and grayt 800 ◦C, (c) normalized at 850 ◦C; Etched (d) as-cast, (e)
cast iron in the transition region. The length of the tran-sition region was 0.12 mm in the etched cast-iron side, asshown in Fig. 6d. The microstructures of both gray cast ironand the transition region showed a ferritic–pearlitic matrix inthe as-cast condition (Fig. 6d) due to the presence of silicon.However, the microstructures of the transition region did notshow the ferrite phase but showed only the pearlite phasefor the normalized specimens at 800 ◦C and 850 ◦C (Fig. 6eand f). Therefore, diffusion of Si took place from the gray castiron to the steel plate. As the normalization temperature wasincreased, Si diffusion was more rapid and then the amountof Si in the gray cast iron decreased; hence fully pearlite phasewas observed in the transition region. In the steel-plate regionin Fig. 6d, ferrite phase occurred at the grain boundaries. The
microstructures of the same specimen after normalization at800 ◦C are shown in Fig. 6b and e. Increasing carbon diffusionfrom the cast iron to the steel plate causes a better effect on themicrostructure of the gray cast iron, and the microstructure of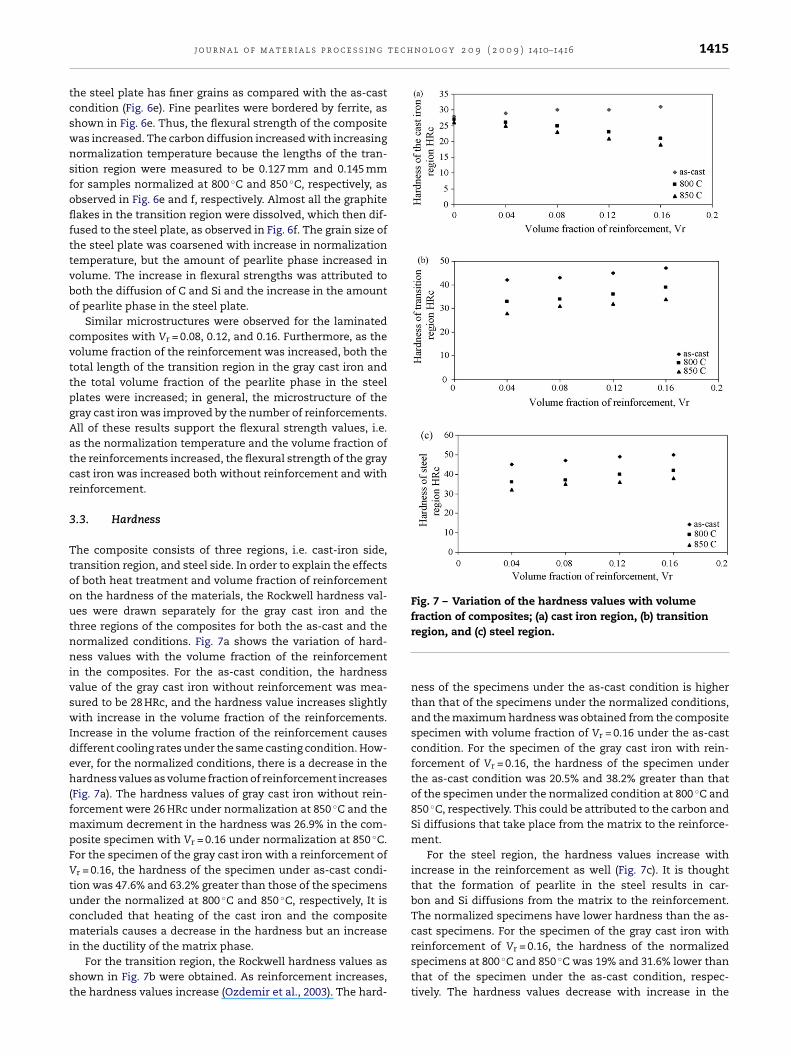
t e c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416 1415
tcswnsfoflfttvbo
cvttpgAatcr
3
TtooutnnivswIdeh(fmpFVtucmi
st
Fig. 7 – Variation of the hardness values with volumefraction of composites; (a) cast iron region, (b) transition
j o u r n a l o f m a t e r i a l s p r o c e s s i n g
he steel plate has finer grains as compared with the as-castondition (Fig. 6e). Fine pearlites were bordered by ferrite, ashown in Fig. 6e. Thus, the flexural strength of the compositeas increased. The carbon diffusion increased with increasingormalization temperature because the lengths of the tran-ition region were measured to be 0.127 mm and 0.145 mmor samples normalized at 800 ◦C and 850 ◦C, respectively, asbserved in Fig. 6e and f, respectively. Almost all the graphiteakes in the transition region were dissolved, which then dif-
used to the steel plate, as observed in Fig. 6f. The grain size ofhe steel plate was coarsened with increase in normalizationemperature, but the amount of pearlite phase increased inolume. The increase in flexural strengths was attributed tooth the diffusion of C and Si and the increase in the amountf pearlite phase in the steel plate.
Similar microstructures were observed for the laminatedomposites with Vr = 0.08, 0.12, and 0.16. Furthermore, as theolume fraction of the reinforcement was increased, both theotal length of the transition region in the gray cast iron andhe total volume fraction of the pearlite phase in the steellates were increased; in general, the microstructure of theray cast iron was improved by the number of reinforcements.ll of these results support the flexural strength values, i.e.s the normalization temperature and the volume fraction ofhe reinforcements increased, the flexural strength of the grayast iron was increased both without reinforcement and witheinforcement.
.3. Hardness
he composite consists of three regions, i.e. cast-iron side,ransition region, and steel side. In order to explain the effectsf both heat treatment and volume fraction of reinforcementn the hardness of the materials, the Rockwell hardness val-es were drawn separately for the gray cast iron and thehree regions of the composites for both the as-cast and theormalized conditions. Fig. 7a shows the variation of hard-ess values with the volume fraction of the reinforcement
n the composites. For the as-cast condition, the hardnessalue of the gray cast iron without reinforcement was mea-ured to be 28 HRc, and the hardness value increases slightlyith increase in the volume fraction of the reinforcements.
ncrease in the volume fraction of the reinforcement causesifferent cooling rates under the same casting condition. How-ver, for the normalized conditions, there is a decrease in theardness values as volume fraction of reinforcement increases
Fig. 7a). The hardness values of gray cast iron without rein-orcement were 26 HRc under normalization at 850 ◦C and the
aximum decrement in the hardness was 26.9% in the com-osite specimen with Vr = 0.16 under normalization at 850 ◦C.or the specimen of the gray cast iron with a reinforcement of
r = 0.16, the hardness of the specimen under as-cast condi-ion was 47.6% and 63.2% greater than those of the specimensnder the normalized at 800 ◦C and 850 ◦C, respectively, It isoncluded that heating of the cast iron and the compositeaterials causes a decrease in the hardness but an increase
n the ductility of the matrix phase.For the transition region, the Rockwell hardness values as
hown in Fig. 7b were obtained. As reinforcement increases,he hardness values increase (Ozdemir et al., 2003). The hard-
region, and (c) steel region.
ness of the specimens under the as-cast condition is higherthan that of the specimens under the normalized conditions,and the maximum hardness was obtained from the compositespecimen with volume fraction of Vr = 0.16 under the as-castcondition. For the specimen of the gray cast iron with rein-forcement of Vr = 0.16, the hardness of the specimen underthe as-cast condition was 20.5% and 38.2% greater than thatof the specimen under the normalized condition at 800 ◦C and850 ◦C, respectively. This could be attributed to the carbon andSi diffusions that take place from the matrix to the reinforce-ment.
For the steel region, the hardness values increase withincrease in the reinforcement as well (Fig. 7c). It is thoughtthat the formation of pearlite in the steel results in car-bon and Si diffusions from the matrix to the reinforcement.The normalized specimens have lower hardness than the as-cast specimens. For the specimen of the gray cast iron with
reinforcement of Vr = 0.16, the hardness of the normalizedspecimens at 800 ◦C and 850 ◦C was 19% and 31.6% lower thanthat of the specimen under the as-cast condition, respec-tively. The hardness values decrease with increase in the
g t e
r
Simsir, M., et al., 2004. Investigation of the fracture behavior of
1416 j o u r n a l o f m a t e r i a l s p r o c e s s i n
normalizing temperature. It is due to the formation of theferrite grains and the grain growth of the pearlite grains (seeFig. 6f).
For future work, the carbon content of the steel plate canbe chosen to be sufficiently low so that the graphite flakesare completely removed by the diffusion of carbon from thecast iron to the steel plate during the solidification and cool-ing stages. By selecting the appropriate parameters such ascasting condition, cooling rate, plate orientation, and heattreatment, metal matrix composites having high strengthand increased flexural modulus with completely graphite-freematrix can be produced economically.
4. Conclusion
In this study, some mechanical properties of a laminated castcomposite, which was made up of low-carbon steel plate asreinforcement and relatively low-strength gray cast iron asmatrix, were investigated, and the following conclusions wereobtained:
(1) Flexural strength of the gray cast iron increases withboth the addition of the reinforcement and increases withincrease in the volume fraction of the reinforcement.
(2) Gray cast iron with reinforcement has greater ductilitythan gray cast iron without reinforcement and the duc-tility increases with increase in the volume fraction of thereinforcement.
(3) Normalized gray cast iron has greater flexural strengththan the as-cast gray iron and it increases with increasein the normalization temperature.
(4) Normalizing heat treatment improves the flexuralstrength of the steel-plate-reinforced gray cast iron. Flakedistribution with in the gray cast iron can be controlledby the volume fraction of reinforcement.
(5) A transition region with partially dissolved graphite hav-ing increased hardness was observed, which formed as aresult of carbon diffusion. The transition region of com-posite is larger in the normalized specimen than in theas-cast specimen because of the diffusion of carbon. Car-bon diffusion increases with increase in the temperature;
hence the length of transition region becomes larger withincrease in the temperature. Moreover, the amount of thepearlite phase increases with increase in the normaliza-tion temperature.c h n o l o g y 2 0 9 ( 2 0 0 9 ) 1410–1416
(6) The flexural modulus of the gray cast iron is improvedboth by reinforcing with steel plate and by increasing inthe volume fraction of the reinforcement.
Acknowledgement
This study was made as M.Sc. Thesis by Nevzat Ilkaya in theGraduate School of Natural and Applied Science, Selcuk Uni-versity, Konya 2005 (in Turkish).
e f e r e n c e s
Akdemir, A., et al., 2005. Investigation of microstructure andmechanical properties of steel fibre-cast iron composites.Mater. Sci. Technol. 21, 1099–1102.
American Society for Testing and Materials, 1992. ASTM A644–92, vol. 01.02, pp. 341–342.
Antolovich, S.D., et al., 1972. Fracture toughness of duplexstructures. I. Tough fibers in a brittle matrix. ASTM STP 514.American Society for Testing and Materials, Philadelphia,115–133.
Arpon, R., et al., 2003. Interfacial reactions in Al/TiC particulatecomposites produced by pressure infiltration. Mater. Sci.Technol. 19, 1225–1230.
Bartocha, D., et al., 2005. Charge materials and technology of meltand structure of gray cast iron. J. Mater. Process. Technol.162/163, 465–470.
Hashmi, J., et al., 2002. Particle distribution in cast metal matrixcomposites. Part I. J. Mater. Process. Technol. 123, 251–257.
Hemanth, J., 2001. Effect of sub-zero (cryogenic) and water-coolchilling on solidification and mechanical behavior of cast iron.Mater. Sci. Eng. A 318, 244–253.
Hsu, C.H., et al., 2000. Effect of austempering heat treatment onfracture toughness of copper alloyed gray iron. Mater. Chem.Phys. 63, 75–81.
Kurt, B., et al., 2007. Effect of high heating and cooling rate oninterface diffusion bonded gray cast iron to medium carbonsteel. Mater. Design 28 (7), 2229–2233.
Ozdemir, N., et al., 2003. Effect of graphite shape in vacuum-freediffusion bonding of nodular cast iron with gray cast iron. J.Mater. Process. Technol. 141, 228–233.
Simsir, M., 2007. Fracture behavior and microstructure of steelfiber reinforced cast iron. J. Mater. Sci. 42, 6701–6707.
steel/steel laminates in crack divider orientation. Turk. J. Eng.Environ. Sci. 28, 397–404.
Walton, C.F., Opar, T.J., 1981. Iron Casting Handbook. Iron CastingSociety Inc., New York, pp. 57.
Related Documents










![Leaching of amylose from wheat and corn starch · Q-^^ AllEOfi31Sfl3E]](https://static.cupdf.com/doc/110x72/5e83b0df0da5934e304d5a7c/leaching-of-amylose-from-wheat-and-corn-starch-q-alleofi31sfl3e.jpg)
